что это такое, расшифровка типа сварки для начинающих и электроды для разных режимов работ
Для начала разберёмся с аббревиатурой ММА: это Manual Metal Arc – ручная дуговая инвертором или через трансформатор с использованием электродов. Старое «советское» название было проще и понятнее: РДС – ручная дуговая сварка.
Сварка ММА – абсолютный чемпион среди сварочных технологий по популярности среди широких масс населения в течение долгого времени. Да и сам способ очень старый – его изобрели еще в конце 19-го века. ММА прост и недорого – вот два главных критерия, выводящих его на почетный и заслуженный пьедестал народной любви.
Содержание
- Суть сварки ММА
- Основы сварочного процесса
- Преимущества ММА
- Недостатки ММА
- Сварочное оборудование для ММА
- Трансформаторы
- Сварочные выпрямители
- Инверторы
Суть сварки ММА
Для того, чтобы произошла сварка ММА, нужно совсем немного: чтобы плавился подходящий металлический . Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Возможность применения электрода определяется видом его обмазки, диаметром, составом металлического сплава стержня – все эти параметры уложены в довольно обширную классификацию сварочных электродов.
Технология сварки MMA.Покрытие электрода защищает сварочную ванну от главного врага качественной сварки – кислорода, который окисляет металл. Сварочный шов формируется за счет плавящегося стержня, а обмазка электрода превращается в шлак.
Варить способом ММА можно и на постоянном, и на переменном токе. Если ток постоянный, подключать зажим и держатель можно двумя способами, то есть работать можно как на прямой, так и на обратной полярности. Если ток переменный, вариант подключения электрода не играет никакой роли.
В настоящее время существует огромное количество сварочных аппаратов в виде инверторов, среди которых можно найти самую подходящую версия для себя с учетом опыта, вида планируемых работ и так далее.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.
Обратная и прямая полярность.Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.
В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового . - Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.

В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное — получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно — дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Преимущества ММА
Сварка металлов электродом.Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.

На самом деле все нижеперечисленные минусы можно таковыми не считать.
Это, скорее свойства технологии, которые нужно учитывать:
- Относительно низкая производительность, особенно в сравнении с полуавтоматом.
- Технология требует профессионального опыта.
- Непростой процесс розжига дуги с риском залипания.
- Вред здоровью от испарений обмазки некоторых видов электродов во время сварки.
Следует отметить, что современное оборудование помогает избежать неприятностей типа залипания электрода из-за неправильного розжига дуги. Многие модели снабжены продвинутыми функциями «горячий старт» и «антизалипание», которые сделают сварку ММА для начинающих более-менее легкой и доступной.
Конечно, все преимущества сварки ММА многократно перевешивают ее недостатки. Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или .
Доступность и универсальность метода неоспоримы. Кроме того, стоимость оборудования для ММА намного ниже в сравнении с ценами на аппараты аргонодуговой или .
Сварочное оборудование для ММА
Выбор аппарата для работы по методу ММА – дело непростое из-за многочисленности моделей, предлагаемых на рынке. В этом изобилии нужно разбираться. Поэтому несколько советов по поводу оборудования для ММА:
Трансформаторы
Устройство инвертора для сварки MMA.Ветераны сварочного движения – неприхотливые, недорогие, тяжелые, с большими габаритами, управляемые только вручную. Это, конечно, стационарные аппараты.
Суть их действия – преобразование сетевого тока в сварочный с помощью катушки – сердечника с обмотками из металлической проволоки. Варить нужно на переменном токе.
Варить нужно на переменном токе.
Сварочные выпрямители
Аппараты для преобразования переменного тока в постоянный. При постоянном токе сварочные швы формируются ровными, аккуратными и крепкими, а это самое главное в сварке.
Выпрямители – близкие родственники трансформаторов, особенно с точки зрения их габаритов и большого веса. Для работы на них нужны практические навыки сварщика.
Инверторы
Вот самый оптимальный выбор современного аппарата со всех точек зрения. С инверторами РДС становится доступной, простой и эффективной даже в руках новичков. В них нет никакой катушки, действие строится на электронном плато со встроенным выпрямителем.
На выходе уже получается постоянный ток с корректировкой его стабильности.
Подавляющее большинство имеют продвинутые функции, помогающие избежать залипания электродов, помогают с быстрым розжигом дуги.
Инверторы компактны, имеют небольшой вес и способны к передвижению. можно повесить даже на плечо.
Сварка ММА что это такое
Когда возникает необходимость соединить два металлических листа, элементы труб; сделать забор или лестницу из железа, используют обычную дуговую сварку и электроды. Метод был изобретен еще в 1882 году. Впервые электрическую дугу для соединения металлических заготовок использовал русский ученый Н.Н. Бенардос. Первым использованным электродом стал угольный.
Новый метод стал востребованным в промышленном производстве и на строительстве железнодорожных магистралей. Электродами служила обыкновенная стальная проволока, не имеющая никакого покрытия. Поэтому сварной шов по составу практически не отличался от цельного металла. В силу того, что не было никакой защитной среды, внутри расплава было много дефектов: трещин, пустот и раковин.
СОДЕРЖАНИЕ
- Что такое сварка ММА
- Основы процесса сваривания металлов
- Плюсы и минусы ручной дуговой сварки MMA
- Виды сварочного оборудования
Что такое сварка ММА
Аббревиатура MMA является производной от английского Manual Metal Arc – ручная металлическая дуга. Таким сокращением принято обозначать дуговую ручную сварку. Основа процесса обеспечивается за счет подключения к сети энергоснабжения, с последующей передачей напряжения на в рабочую область. Для этого предусмотрены специальные кабели. Один из них на конце имеет специальный зажим, который крепится к заготовке. Другой проводник укомплектован держателем электродов.
Во время работы ручной сварки расходуется тепловая энергия электрической дуги, сгенерированной в результате замыкания электрической цепи с одним потребителем. Выработанное тепло передается на заготовки. Его настолько много, что металл не выдерживает и начинает плавиться, образуя так называемую сварную ванночку. После прекращения подачи электричества перестает генерировать электродуга, сварочная ванна отдает скопившееся тепло и, остывая, кристаллизируется. В результате получается сварное соединение.
Выработанное тепло передается на заготовки. Его настолько много, что металл не выдерживает и начинает плавиться, образуя так называемую сварную ванночку. После прекращения подачи электричества перестает генерировать электродуга, сварочная ванна отдает скопившееся тепло и, остывая, кристаллизируется. В результате получается сварное соединение.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Наряду с плавлением металла расходуется электрод. Он тоже плавится под воздействием температуры и в виде капель переходит в ванну, образуя с металлом заготовки расплав. Для электрической сварки используются электроды, представляющие собой стальной пруток. Он покрывается специальной обмазкой, которая отличатся по своему составу в зависимости от предназначения электрода.
При горении электрода в ванну попадает не только расплавленный металл, но и элементы обмазки. Поэтому сварной шов отличается от металла по составу. Кроме этого, обмазка при горении выделяет газы, окутывающие рабочую область. Тем самым они предохраняют металлический расплав от быстрого окисления под воздействием атмосферной влаги.
Кроме этого, обмазка при горении выделяет газы, окутывающие рабочую область. Тем самым они предохраняют металлический расплав от быстрого окисления под воздействием атмосферной влаги.
Читайте также: Виды сварки
Основы процесса сваривания металлов
Прежде всего сварщик определяется с каким током ему предстоит работать в конкретном случае. Сварочные аппараты генерируют переменный или постоянный ток, но многие модели, реализуемые в наши дни, способны функционировать в двух режимах. В случаях, когда отдается предпочтение переменному току, нужно иметь ввиду, что в таких условиях электрическая дуга менее устойчива. В дополнение к этому шов при переменном токе менее качественный, чем при постоянном. При работе с некоторыми металлами или их сплавами альтернативы постоянному току просто нет.
Следующий этап – выбор полярности, которая может быть двух видов:
- прямая. Минус устанавливается на электрод, а положительный заряд поступает на клемму «массы». При таком подключении ток от электрода поступает на заготовку, а сам расходник остается холодным. Оптимальный вариант для скоростного сваривания листового металла и в ряде иных случаев. Активно используется в узкоспециализированных областях производства, а также в строительстве;
- обратная. Подключение к сети снабжения осуществляется в противоположном порядке по сравнению с прямым: плюс подается на электрод, а минус – на массу. Ток протекает по направлению от заготовки к электроду. Такой способ подключения считается более распространенным.
 Минус устанавливается на электрод, а положительный заряд поступает на клемму «массы». При таком подключении ток от электрода поступает на заготовку, а сам расходник остается холодным. Оптимальный вариант для скоростного сваривания листового металла и в ряде иных случаев. Активно используется в узкоспециализированных областях производства, а также в строительстве;
Минус устанавливается на электрод, а положительный заряд поступает на клемму «массы». При таком подключении ток от электрода поступает на заготовку, а сам расходник остается холодным. Оптимальный вариант для скоростного сваривания листового металла и в ряде иных случаев. Активно используется в узкоспециализированных областях производства, а также в строительстве;Когда полярность определена, а провода подключены, настало время выбрать силу тока. Она зависит от толщины заготовок и подбирается из расчета 30-40А на 1 мм. Нужное значение выставляется регулятором на панели инструментов.
Подошло время разжечь сварочную дугу. Это не всегда простой этап выполнения работ и его результат зависит от большого количества объективных факторов. Каждый сварщик сам подбирает наиболее удобный для себя способ розжига. Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Каждый сварщик сам подбирает наиболее удобный для себя способ розжига. Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Подошло время разжечь сварочную дугу. Это не всегда простой этап выполнения работ и его результат зависит от большого количества объективных факторов. Каждый сварщик сам подбирает наиболее удобный для себя способ розжига. Хотя их совсем и немного – только два: можно сделать пару-тройку чиркающих прикосновений, а можно получить контакт серией коротких резких ударов.
Удерживать дугу стабильной несложно. Достаточно соблюдать одинаковое расстояние между крайней частью электрода и рабочей поверхностью. Если расстояние станет большим, то дуга, скорее всего погаснет. А если придвинуть электрод к металлу очень близко, то он прилипнет к заготовке. В этот момент очень важно резко отдернуть расходник от детали, поскольку в противном случае он прикипит и придется срезать болгаркой.
Для образования сварочной ванны следует ненадолго задержать электрод в одном месте. Как показывает практика, достаточно двух-трех оборотов электрода в начальной точке сваривания, чтобы металл начал плавиться. Желательно, чтобы жидкий металл не сильно расходился. И был одинаковым по всей ширине сварного шва. Новичку на первых порах будет сложно добиться хорошего результата. В этих делах очень важна практическая сторона. Однако потраченное на тренировки время позволит в итоге научиться положить сварной шов хорошего и отличного качества.
В самом начале выполнение сварочных работ кажется уж очень непростым технологическим процессом. На самом деле обучение не займет много времени. На первых порах следует освоить основные приемы, поработав с разными по форме и материалу заготовками. В процессе обучения следует как можно больше экспериментировать силой тока. Это поможет быстрее освоить сварку ММА. Сваривание металлов ручной дуговой сваркой является наиболее распространенным методом. Он востребован в строительстве, производстве, ремонте и в бытовых условиях.
Он востребован в строительстве, производстве, ремонте и в бытовых условиях.
Читайте также: Марки электродов для ручной дуговой сварки
Плюсы и минусы ручной дуговой сварки MMA
Сварочный аппарат стоит покупать только после того, если есть твердое убеждение, что он будет востребован постоянно, а не пополнит число ненужных предметов после одного или нескольких сеансов сварки. Как и любой иной метод сваривания металлов технология ММА имеет свои положительные и отрицательные стороны.
Положительные моменты MMA:
- можно соединять почти что все виды металлов;
- сварочные работы можно выполнять в любом пространственном положении и даже в условиях ограниченного пространства;
- аппарат допускается использовать при самых разных атмосферных условиях за исключением осадков;
- невысокая стоимость оборудования, что позволяет применять его в быту.
Недостатки аппаратов ММА:
- сравнительно с полуавтоматической установкой он обладает низкой продуктивностью;
- уровень сварочного шва очень сильно зависит от квалификации сварщика;
- технологический процесс является достаточно сложным процессом: возможно залипание электрода, возникают сложности при розжиге дуги;
- электронная обмазка может испариться, что ухудшает условия формирования шва.

Минусы, если вникнуть в суть вопроса, таковыми даже не являются. Как минимум, часть из них. К примеру, сравнительно невысокая производительность оборудования. Сварка в большинстве случаев не является основным технологическим процессом, а только вспомогательным. К примеру, в строительстве сварочные работы занимают очень маленькую долю от общего процесса. И даже малопродуктивное оборудование вполне справляется с поставленными задачами. Автоматические или полуавтоматические установки в этом случае были бы избыточными с точки зрения продуктивности.
Что касается квалификации сварщика, то увы, человеческий фактор имеет первостепенное значение на любо производстве. И это не является недостатком сугубо ручной сварки, но имеет отношения к любому иному технологическому процессу с участием человека. К тому же, ничто не мешает специалистам повышать свою квалификацию. К тому же разработчики и производители прилагают большие усилия, чтобы упростить эксплуатацию сварочных аппаратом. Большинство современных моделей оснащены такими полезными функциями как «антизалипание», «горячий старт» и другими.
Большинство современных моделей оснащены такими полезными функциями как «антизалипание», «горячий старт» и другими.
На фоне минусов, которые в большинстве случаев не являются основание для отказа от использования ручной дуговой сварки, плюсы являются очень существенными. Являясь по сути универсальным оборудованием, сварки ММА эксплуатируются в разных условиях и областях производства. Сравнительно с полуавтоматами и аргонодуговыми сварками, аппараты доступны по стоимости и неприхотливы в эксплуатации.
Читайте также: Ручная сварка для начинающих
Виды сварочного оборудования
Покупка дуговой сварки сопряжена с выбором оптимального варианта оборудования. На решение влияет не столько цена, сколько функциональные возможности и рабочие параметры установки. До того, как перейти к сравнению характеристик, следует определиться с наиболее подходящим видом оборудования. На рынке представлены:
- трансформаторы. Полностью механические, с ручным управлением, неприхотливые в использовании и очень надежные аппараты. Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес;
- выпрямители. Оборудование переменный ток преобразует в постоянный. Это дает возможность получить на выходе аккуратный, ровный и прочный шов. Установки имеют приличные габариты, а для работы с ними требуются хотя бы минимальные навыки сварщика;
- инверторы. Современный вариант сварочного оборудования, использование которого максимально упрощено за счет дополнительного функционала. Массивную катушку преобразователя разработчики заменили маленькой электронной платой. Выпрямитель изначально встроен в корпус, благодаря чему на выходе постоянный ток. Стабильность выходного напряжения контролируется микропроцессором. Большая часть представленного на рынке оборудования оснащена функциями антизалипания, форсажа сварочной дуги и быстрого розжига. По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.
 Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес;
Основу установки составляет катушка с намотанной проволокой. Она преобразует энергию из сети электроснабжения в сварочный ток. Область использования ограничивается тем, что сваривание возможно только на переменном токе. В большинстве случаев аппараты используются стационарно, поскольку имеют большие габариты и вес; По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.
По сравнению с трансформаторными аналогами оборудование имеет в разы меньший вес.Для бытовых потребностей идеально подходят именно инверторы, обладающие хорошим функционалом и небольшим весом.
Читайте также: Сварочные электроды: виды и назначение
Что такое сварка ММА
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
расшифровка аббревиатуры и особенности сварки
Содержание
- Общая информация по аббревиатурам сварки
- Особенности MIG-сварки
- Оборудование и расходники
- Преимущества и недостатки
- Технология сварки
- MMA-сварка
- Оборудование и комплектующие
- Достоинства и недостатки
- Как варить
- Сварка MAG
- Что необходимо
- Плюсы и минусы
- Особенности сварки
- Вместо заключения
Специалисты по сварочным работам могут употреблять термины, непонятные человеку, не разбирающемуся в особенностях процессов.![]() Такие аббревиатуры, как MAG или MIG-сварка, означают разные методики, которые используют для соединения деталей. Эти обозначения используют не только сварщики, но и производители профессионального оборудования.
Такие аббревиатуры, как MAG или MIG-сварка, означают разные методики, которые используют для соединения деталей. Эти обозначения используют не только сварщики, но и производители профессионального оборудования.
Сварку применяют для того, чтобы выполнить соединение металлических деталей. Работа сварщика состоит в расплавлении кромок элементов с помощью специальных приспособлений. После совмещения они застывают и образуют единое целое. Полученный шов отличается высокой прочностью и не поддается даже колебательным нагрузкам.
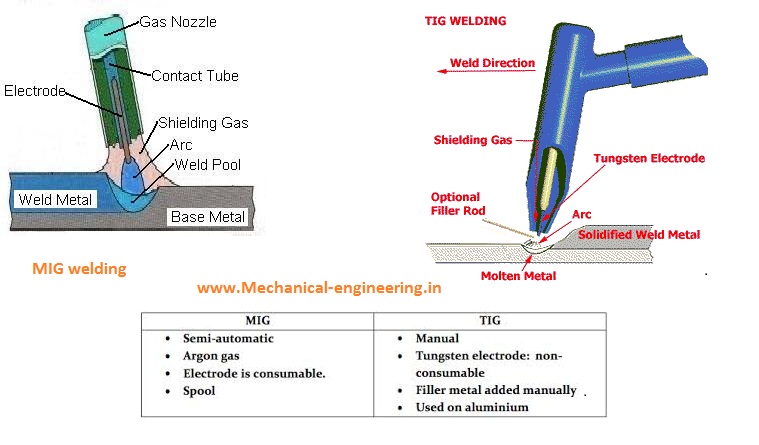
Виды сварки можно перечислить такие: MIG, MAG, MMA, TIG.
MMA расшифровывается как «ручная дуговая сварка». Этот способ распространен на производстве.
Методы сварки MIG, MAG представляют собой соединение металлов с помощью присадочной проволоки. Перемена букв в обозначениях – из-за написания на разных языках.
У TIG расшифровка такова: «вольфрам в инертном газе». Сварка TIG – дуговая разновидность, при проведении которой используется неплавящийся электрод. Процесс при ТИГ проходит в среде инертного газа.
Процесс при ТИГ проходит в среде инертного газа.
Это тип работ проводится с использованием вольфрамовых стержней. Температура плавления может достигнуть более 3000 °С. С помощью оборудования расплавляют присадочную проволоку, заполняя зазор между заготовками.
Особенности MIG-сварки
Тем, кто не знает, что такое MIG-сварка, можно изучить следующую информацию. Процесс построен на использовании свойств инертного газа, который за счет большей, чем у кислорода, тяжести обволакивает образовавшуюся сварочную ванну и не дает расплавившемуся металлу окислиться.
Оборудование и расходники
Комплект оснастки для электродуговой сварки включает полуавтомат, трансформатор, газовый баллон с редуктором. К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
К ним понадобятся газовая горелка, оснащенная приспособлением для подачи проволоки, шланги для газа и кабели для подачи энергии.
Выбирая сварочное оборудование для этого вида сварки, предпочтение отдают инверторным устройствам. Функции, встроенные в них, и дополнительные режимы делают технологию более простой и удобной.
Инвертор упрощает работы по соединению элементов, выполненных из нержавеющей стали, алюминия, тугоплавких материалов со сложным составом. Аппараты компактны, легковесны, могут быть подключены к любой из электросетей.
Для работы применяется инертный газ, который поставляется в баллонах, имеющих специальную маркировку. Подача регулируется с помощью редуктора.
Преимущества и недостатки
У этого прогрессивного способа соединения элементов достоинства таковы:
- Несложная технология, освоить которую не трудно даже начинающим.
- Возможность получить качественный шов.
- Не понадобится тратить время на замену электродов, обеспечивается высокая производительность.
- Не требуется проведения дополнительной обработки шва.
- Если необходимо длинное соединение, его легко сделать без остановок и повторного зажигания дуги.

Из недостатков можно упомянуть немалый вес аппарата, который осложняет его перемещение. Но опытные мастера справляются без особых сложностей.
Удобство выполнения процесса позволяет применять этот вариант сварки для работы на автоматических линиях сборки механизмов высокой точности, в производстве автомашин.
Технология сварки
Процесс сварки типа МИГ проходит с помощью электродуги в среде защитного газа, которая образуется между электродом и обрабатываемой поверхностью. При нажатии на курок горелки металл нагревается и плавится.
Заранее устанавливают напряжение, скорость подачи проволоки, количество газа. Проволока поступает к поверхности автоматически, сварщик только выполняет манипуляции с горелкой.
Перед началом сварочных работ необходимо выполнить зачистку металлических элементов, предназначенных для соединения. Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.
Конец проволоки не должен быть слишком длинным, иначе защитному газу не удастся действовать нормально.
MMA-сварка
MMA представляет собой вид ручной дуговой сварки, выполнение которой происходит с использованием одного электрода. В процессе работы плавится металл соединяемых элементов, образуется шлаковый слой, который покроет шовное соединение.
Чтобы осмотреть соединение, сварщик удаляет излишек шлака. Электрод – это стержень с обмазкой, состав которой может быть различным. Ее свойства позволяют соединить с помощью ручной дуговой сварки сталь, чугун и т.д. Источником тока может быть инвертор или трансформатор.
Оборудование и комплектующие
Комплект, необходимый для работы, составляют из таких компонентов:
- Генератор электродуги – для него используется инвертор или трансформатор.
- Механизм, подающий проволоку.
- Кабель, оснащенный зажимом.
- Защитный газ в баллоне.
- Баллон оснащается устройством для регулирования потока газа.
Для работы необходимы электроды – проволока из металла, покрытая составами с разными характеристиками. Выбор их зависит от материала поверхности свариваемых элементов.
Достоинства и недостатки
Преимущества метода ММА в сварке – в том, что с его помощью можно соединить детали из любых видов металлических сплавов. Сварку можно выполнять в разных пространственных положениях, поэтому ее часто используют на сложных для доступа участках.
Недостатки метода – в невысокой скорости. Начинающим сварщикам выполнять его сложно. Навык исполнителя влияет на качество полученного шва. Если опыта мало, он будет плохим.
Как варить
Сварка MMA осуществляется так. Источник тока включают в розетку, подсоединяются кабели прямой и обратной полярности. Один из них фиксируют на детали с применением зажима, другой прикрепляют к электроду.
Образуется электроцепь, происходит формирование сварочной дуги, температура которой способна расплавлять металл. При отключении электротока металл остывает и кристаллизируется. В результате реакции происходит образование сварного шва.
В результате реакции происходит образование сварного шва.
Электрод плавится вместе с заготовкой. Капли попадают в сварочную ванну, в результате формируется шов, защищенный от влияния кислорода.
Сварка MAG
Режим MAG по технологии аналогичен варианту MIG. Он представляет собой сваривание с помощью плавления, используется атмосфера защитного газа. Такой подход помогает свести к минимуму химические реакции в металле при расплавлении.
Что необходимо
Чтобы выполнить работы с применением этого метода, нужны сварочный аппарат-полуавтомат, баллон с углекислым газом, дополнительные приспособления для соединения элементов. Выбирайте аппараты по маркам производителей с хорошей репутацией.
Нужна сварочная проволока. Подходит любой диаметр, но надо принимать во внимание толщину обрабатываемого материала и его свойства. Чаще других выбирают 0,5-4 мм.
Плюсы и минусы
Преимущества MAG в сравнении с другими методами следующие:
- Высокая степень защиты расплавляемой стали за счет защитного газа.
- Возможность работы в любом положении.
- Образование ровного соединения без шлака.
- Высокая производительность.

Способ MAG надежен и удобен. При формировании сварного соединения возможна его правка.
Особенности сварки
С помощью MAG можно выполнять соединение только легированных и низколегированных видов стали. Формирование шва происходит в результате расплавления металла и проволоки. Форму сварного валика определяет рабочий, перенеся проволоку в сварочную ванну.
Вместо заключения
Выбор типа сварки надо определять по тому, с какими металлами предстоит работать. На выбор может повлиять и запланированный объем. Чтобы работа была выполнена быстро и аккуратно, исполнитель должен иметь необходимые навыки.
что это такое и расшифровка, как выбрать универсальный аппарат для сварки по технологи – Дуговая сварка на Svarka.
 guru
guruСварка позволяет получить неразъемные соединения, отличающиеся исключительной прочностью. Данный показатель у шва должен быть не ниже основного материала, что достигается строгими требованиями к технологии и добавлением легирующих веществ. Кроме того, этот процесс характеризуется скоростью соединения, сложностью допустимой формы, возможностью контроля и варьирования базовых параметров. Наиболее динамично развивается в промышленном исполнении MIG/MAG сварка, но совершенствуются и прочие виды. Выбор конкретного подхода определяется рядом параметров:
- Материал соединяемых деталей.
- Производственные условия. MIG, MMA и TIG требуют различной организации и подготовки производства. Набор необходимого оборудования может варьироваться от простейшего источника тока до комплекта, включающего в себя механизм подачи с точной регулировкой и баллон со сжатым газом.
- Требования к качеству. MIG, MAG, MMA и TIG сварку не всегда стоит рассматривать, как взаимозаменяемые – у них отличающиеся возможности, в том числе, и в формообразовании сварного шва.
- Квалификация персонала. Наиболее доступны в этом MAG и MMA. Впрочем, РДС заметно труднее при повышенных требованиях и небольших размерах: катет, ширина, высота и пр.
- Ожидаемая производительность. Полуавтоматический и автоматический процесс оказывается гораздо быстрее, чем ручной. В зависимости от этого рассматриваются подходящие виды, и выбирается оптимальный из них.

Область применения
Если не брать во внимание частных мастеров, в арсенале которых имеется подходящий инструмент для ведения работ разной сложности, то можно утверждать, что сварка МИГ применяется на любых производственных предприятиях. Это может быть строительство, ремонт автомобилей, судостроение, машиностроение, а теперь добавим сюда работы бытового назначения. Все это возводит полуавтоматическую сварку в разряд одной из наиболее востребованных.
Как выбрать аппарат
Поговорим про устройства. Инверторные аппараты MIG и MAG функционируют с определенными заданиями, поэтому надо внимательно отнестись к выбору инвертора.
Первоначально, надо определить какой ток потребляется при работе устройства: изменчивый или неизменчивый. Наше мнение, что лучше покупать аппарат на неизменчивом токе и использовать обратную полярность.
Полуавтоматическая сварка на изменчивом токе или на неизменчивом с прямой полярностью не может преобразовать устойчивую энергию на сварочную дугу.
Это создает трудность при производстве шва, потому что сварочный провод повергается быстрой плавке, а металл начинает брызгать в стороны.
Еще проследим за дополнительными функциями в аппарате. Многие инверторы MIG и MAG могут работать с MMA, MMA и TIG сварками. Такие универсальные инверторы помогают увеличить выполнимость работ.
Вам не надо покупать отдельно несколько инверторов, потому что все они будут собраны в одном.
Оборудование
Чтобы понять принцип управления сварочным инвертором MIG, необходимо знать, что данный режим сварки представляет собой особый способ плавления металлов с добавлением присадки, но происходит это все в газовой среде. Необходимое оборудование должно обеспечивать подачу напряжения на электроды, регулировку этого напряжения, подачу проволоки и газа в зону контакта. Инверторный полуавтомат, благодаря наличию механизма подачи проволоки, назвать компактным нельзя, однако современные технологии позволили существенно снизить массу и габариты устройства, не принося в жертву его технических характеристик.
Необходимое оборудование должно обеспечивать подачу напряжения на электроды, регулировку этого напряжения, подачу проволоки и газа в зону контакта. Инверторный полуавтомат, благодаря наличию механизма подачи проволоки, назвать компактным нельзя, однако современные технологии позволили существенно снизить массу и габариты устройства, не принося в жертву его технических характеристик.
Кабель горелки подсоединяется к евроразъему, расположенному на передней панели инвертора, а газовый шланг, идущий от баллона, — к специальному штуцеру сзади. Проволока в виде бобины укладывается в предназначенный для нее отсек. Большие полуавтоматы собраны на платформе, имеющей колеса. На ней же размещен и баллон с газом. Такую платформу удобно транспортировать по объекту.
К управляющим элементам инвертора относят регулятор силы тока. Наиболее дорогие модели оснащены дополнительными функциями. Чтобы получить дугу, необходимо поднести держатель к месту сварки и нажать клавишу. Остальной процесс автоматизирован.
Особенности защитного газа
MIG/ MAG сварка осуществляется в среде защитных газов, которые позволяют получить качественный и прочный сварной шов. Главная задача защитного газа состоит в предохранении расплавленного металла от атмосферного воздействия — кислород вызывает сильное окисление, а азот и влага из воздуха делают структуру шва пористой. Кроме этого они способствуют нормальному разжиганию сварочной дуги.
Тип защитного газа обеспечивает следующие важные условия:
- Регулирует скорость плавления;
- Оказывает влияние на уровень проникновения сварочной дуги;
- Предотвращает сильное разбрызгивание при сварочном процессе;
- Обеспечивает правильную форму;
- Улучшает механические свойства сварного соединения.
При проведении сварочного процесса специалист должен применять определенное количество защитных газов, которые смогут обеспечить стабильность электрической дуги. Используемый состав оказывает влияние на то, как расплавленный металл передается от присадочной проволоки к области сварной ванны.
При проведении сварки по технологии MIG/ MAG могут применяться следующие типы защитных газов:
- Чистая двуокись углерода или двуокись углерода с аргоном или с сочетанием из аргона и кислорода, эта смесь обычно используется для сваривания стали. При использовании первого вида газа — двуокиси углерода, можно получить высокую скорость плавления, хороший уровень проникновения дуги, прочны и выпуклый профиль сварного шва. Однако при использовании чистой двуокиси углерода происходит образование больших нестабильных капель, они передаются в область сварки случайными движениями. Кроме этого он образует сильное испарение. Все это может негативно отразиться на качестве шва, по этой причине могут применяться дополнительные примеси;
- Аргон, гелий и аргонно-гелиевая смесь. Данные виды защитных газов используются для сваривания цветных металлов и их сплавов. Смеси обеспечивают более низкую скорость плавления, низкий показатель проникновения и позволяют получить узкое сварочное соединение. Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
- Универсальная газовая смесь для сваривания углеродистой стали. Она состоит из 75 % аргона и 25 % двуокиси углерода. Во время ее использования образуется небольшое количества брызг, снижается вероятность прожига через тонкие металлические основы.
 Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;
Аргон является бюджетным вариантом, также он позволяет получить небольшое количество брызг во время сварочного процесса. Гелий обеспечивает хорошее проникновение, за счет него достигается высокая скорость плавления, это все позволяет получить прочное и выпуклое соединение. Аргон в чистом виде не стоит применять для сваривания изделий из стали, это связано с тем, что дуга может быть нестабильной;Технология
Принцип МИГ-сварки заключается в том, что происходит нагревание кромок соединяющихся металлов и припоя, они частично плавятся, образуя сварной шов. Но в обычных условиях выделившиеся газы привели бы к образованию в месте стыка трещин и пор. Кроме этого, наблюдалось бы разбрызгивание металла. Инертный газ не вступает в реакцию с жидким металлом и при этом он вытесняет водород, а окружающий воздух, в частности, кислород, не могут попасть в зону формирования шва.
Роль припоя играет проволока, он же является плавящимся электродом. Материал проволоки может быть различным. Он должен быть максимально схожим с материалом заготовок по своим химическим и физическим свойствам. Область, где локализуются расплавленные металлы, называется сварной ванной. Именно эта область защищается аргоном. После кристаллизации металла в ванне получается шов. Назначение активного газа при работе в режиме MAG такое же, как и инертного.
После того, как образуется дуга, плавильная проволока начинает поступать по направляющим к торцу горелки. Скорость подачи проволоки регулируется автоматически. В некоторых аппаратах предусмотрены функции, существенно облегчающие сварочный процесс и стабилизирующие дугу. Газ подается в горелку под давлением. Он обдувает зону шва, препятствуя появлению окисла на расплавленном металле.
Роль инертного газа можно понять, если сопоставить данный вид сварки со сваркой дуговой MMA. Только там покрытие электрода при сгорании дает защитную среду. При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
При подключении электродов следует соблюдать полярность, так как она может быть прямой или обратной. Выбор полярности зависит от конкретных условий. В большинстве случаев сварка mig ведется постоянным током, но применяется и синусоидальный ток.
Напряжение холостого хода составляет 30-40 В. Сила тока регулируется в зависимости от диаметра проволоки, но решающее значение имеет толщина листа металла. На некоторых инверторах подача проволоки не регулируется, но это не считается отрицательным качеством, так как на подобных моделях предусмотрена функция автокоррекции дуги. Соответствие силы тока диаметру электрода для разного металла свое, поэтому точные значения рекомендуется брать из специализированных источников.
Обычно механизм подачи проволоки по своей конструкции достаточно сложен. Система подачи может иметь сразу несколько назначений.
- Она подает проволоку сначала с меньшей скоростью, а затем с большей. При небольшой скорости подачи удается зажечь и получить стабильную дугу.
- Чтобы не происходило залипание проволоки при остановке сварки, ток прекращается несколько раньше, чем останавливается проволока.
- В начале поджига дуги подается дополнительный импульс тока, исключающий возможность залипания.
- Система позволяет вести работы в импульсном режиме.

Помимо этого, само устройство может менять режимы работы. Режим Short Arc актуален при силе сварного тока, не превышающего 200 А. Здесь речь идет о сварке тонкого листового металла. В режиме Spray Arc ток превышает указанное значение, а проволока в диаметре составляет 1 мм и более. Для цветных металлов применим режим Pulse Arc.
Основные виды сварки
Сварка — сложный процесс, который производится при температуре несколько выше точки плавления металла. Особенностью сварки является то, что нагревается не весь объем металлического изделия, а только та кромка детали, которая будет соединяться с другой частью.
Удобнее всего производить нагрев при помощи электрической дуги. Она создается между специальным приспособлением — электродом и массивом металла. Электрод при этом, в большинстве случаев, плавится, как и металл. Обе кромки соединяющихся деталей образуют небольшой ручеек или лужицу расплавленного металла, который сливается в одно целое и остывает, по мере продвижения электрода дальше.
Она создается между специальным приспособлением — электродом и массивом металла. Электрод при этом, в большинстве случаев, плавится, как и металл. Обе кромки соединяющихся деталей образуют небольшой ручеек или лужицу расплавленного металла, который сливается в одно целое и остывает, по мере продвижения электрода дальше.
Часто самого металла для получения прочного соединения недостаточно — используются дополнительные материалы, как правило, проволока, которая тоже плавится и заливает зону стыка. После охлаждения свариваемый металл, часть электрода и присадки образуют одну монолитную полосу — шов, который по прочности не уступает самому металлу.
Проволока
Многие специалисты утверждают, что сварка МИГ – это дуговая сварка в защитном газе плавящимся электродом. В принципе, так оно и есть, только роль электрода выполняет проволока, чем и повышается производительность. Напомним, что при работе в режиме ручной дуговой сварки приходится постоянно менять израсходованные штучные электроды. Проволоке принадлежит одна из ключевых ролей, поэтому ее необходимо подобрать, исходя из начальных условий. Традиционно разделяют четыре вида проволоки:
Проволоке принадлежит одна из ключевых ролей, поэтому ее необходимо подобрать, исходя из начальных условий. Традиционно разделяют четыре вида проволоки:
- стальную;
- алюминиевую;
- омедненную;
- порошковую.
Омедненная и порошковая считаются самыми популярными, так как они более универсальные и, к тому же, удобны в применении.
- Во-первых, такие присадки доступны в любом специализированном магазине.
- Во-вторых, при высокой скорости работы практически отсутствуют брызги.
Порошковой проволокой могут работать не только профессионалы, но и начинающие любители. Компоненты в виде порошка, представленные различными химическими соединениями, ферросплавами и рудами, существенно облегчают процедуру сварки. Единственное неудобство заключается в том, что нельзя нарушать целостность такой проволоки, выполненной в виде трубки.
Стальная и алюминиевая проволока используется для режима МАГ, то есть, в среде углекислого газа. Если нет достаточного опыта работы с mig сваркой, то каждый раз придется уточнять, какой материал использовать для того или иного металла.
Если нет достаточного опыта работы с mig сваркой, то каждый раз придется уточнять, какой материал использовать для того или иного металла.
Преимущества ММА
Сварка металлов электродом.
Преимущества электродуговой сварки мощные и не вызывают никаких сомнений:
- Универсальность технологии: с ее помощью можно варить практически любые металлы.
- Варить можно в любом положении, включая ограниченное пространство.
- Технология ММА выдерживает любые неблагоприятные условия внешней среды.
- Возможность использования в домашних условиях, недорогие составляющие.
Достоинства и недостатки
Если сравнивать инверторы одинаковой производительности, то полуавтоматы MIG/MAG более громоздки по сравнению с аппаратами ручной дуговой сварки. Но современные требования к технологическим процессам заставили большинство производителей выпускать многофункциональные сварочные аппараты, ведущие работу в нескольких режимах. Так, существуют устройства, сочетающие в себе MMA, MIG/MAG и TIG инверторы. Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.
Поэтому большие габариты в качестве недостатка рассматривать уже неактуально. Но многие модели комплектуются специальной тележкой, на которой можно разместить все оборудование.
К достоинствам тиг сварки относят, прежде всего, производительность. Если подача проволоки автоматизирована, то сварочный процесс протекает гораздо быстрее, чем сварка штучными электродами. При работе ММА инвертора выделяется вредный для дыхания газ, так как горит обмазка электрода. В данном случае сварщику ничто не угрожает, ведь защитный газ поступает только в область ванны.
Начинающий сварщик всегда сталкивается с проблемой поджига дуги и ее удержания. Дуга MIG образуется достаточно легко. Это значит, что работы удобно вести даже в стесненных местах. Но самое главное достоинство данного режима заключается в надежности и эстетичности шва. Если параметры сварки были подобраны оптимально, то шов получается аккуратным, без пор и трещин, без разбрызгивания.
Универсальный полуавтомат
Яркий пример универсализации – сварочный аппарат полуавтоматического типа марки Triton MIG MT 250. Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
Данный полуавтомат относится к профессиональному оборудованию и представляет собой малогабаритный инвертор на колесиках, вырабатывающий 250 А в пиковом режиме.
Он обеспечивает высококачественную сварку в режиме MIG, MAG, TIG DС, MMA и может варить стежками по технологии Spot Stitch. Для этого в комплект поставки сварочного аппарата входят горелки для трех видов сварки.
В пиковом режиме продолжительность включения составляет 60 %, при токах до 200 А – 100%. Для легкого и надежного возбуждения электрической дуги предусмотрена функция Arc Force и Lift TIG.
Для подачи присадочной проволоки используется привод на 4 роликах, имеется возможность использования 300 мм катушки.
Специальный разъем позволяет работать аппарату с горелками типа Push-pull и spool gun. Это горелки, которые имеют собственное устройство подачи присадочной проволоки, на нем расположена катушка. Присадочная проволока используется любых марок, в том числе порошковая диаметром до 1,2 мм.
Создание шва
Для работы MIG и MAG сварки значимо не только инвертор и материалы для работы, а и то, как вы создаете шов.
Как мы уже говорили ранее, при этом способе варки шов создается по причине плавки металла и плавки металлического провода.
Поэтому качество готового шва зависит от того, как вы переносите расплавленный металлический провод в сварочный резервуар.
Что такое метод сварки мма
Что такое ММА сварка
Аббревиатура MMA, образованная от английского Manual Metal Arc, применяется для обозначения технологического процесса, который по-русски называют ручной электродуговой сваркой.
Понятие процесса
В основе электрической дуговой сварки ММА лежит принцип плавления кромок соединяемых металлических деталей температурой электрической дуги. При расплавлении граничных участков соединяемых деталей, возникает так называемая сварочная ванна, при остывании и кристаллизации образующая сварной шов, обеспечивающий надежное неразъемное соединение деталей.
Существует несколько видов электродуговой мма сварки:
- ручная электрическая дуговая сварка (mma) с применением сменных плавящихся электродов;
- электродуговой процесс, использующий неплавящиеся электроды для сварки;
- дуговое сваривание плавящейся проволокой с непрерывной её подачей в среде защитных газов, реализуемая в сварочных полуавтоматах.
В каждом из них название mma себя полностью оправдывает, поскольку большую роль в процессе соединения металла играет сварщик.
Разновидности ручного сваривания
Термин «сварка мма» относится к ручной электродуговой сварке плавящимся электродом. В данном процессе, сварной шов образуется сплавлением свариваемых деталей с материалом электрода. Электродуговая сварка ММА осуществляется на постоянном или переменном токе.
Применение переменного тока
Этот вид сваривания предполагает, что полярность дуги меняется каждый полупериод, когда значение напряжения проходит через ноль. Таким образом, каждый полупериод, когда напряжение приближается к нулевому значению, происходит гашение дуги и последующее ее зажигание.
Этот процесс незаметен для глаза, и дуга воспринимается непрерывно горящей. Повторное зажигание дуги происходит легко благодаря высокой остаточной ионизации искрового промежутка и малому времени перерыва горения дуги. Источником переменного тока для ММА сварки служит понижающий трансформатор.
Применение постоянного тока
Такой метод сварки требует, чтобы электрод имел постоянную полярность. Различают следующие способы сварки ММА постоянным током:
- процесс обратной полярности, когда сварочный электрод подключен к минусу источника питания, а свариваемые детали – к плюсу;
- процесс прямой полярности, при котором электрод имеет положительный потенциал, свариваемая заготовка – отрицательный.
Каждый из способов имеет свои особенности. Обратная полярность применяется при работе с более толстым металлом, так как в этом режиме прогрев и плавление заготовки происходит более интенсивно.
Материал электрода, напротив, расходуется медленнее. При прямой полярности электрод плавится более интенсивно, чем заготовка. По этой причине этот способ используют при ММА сварке изделий из тонкого металла.
Сварка ММА постоянным током осуществляется выпрямителями, генераторами и инверторными преобразователями.
Используемое оборудование
Источниками сварочного тока служат автономные генераторы, понижающие трансформаторы, а также появившиеся сравнительно недавно инверторные преобразователи ММА типа.
Сварочный генератор
Генератор для ММА сварки обычно представляет собой синхронную электрическую машину, приводимую двигателем внутреннего сгорания, дизельным или бензиновым. Конструктивно такой генератор очень близок к агрегатам, предназначенным для обеспечения резервного электропитания.
Отличие заключается в уровне выходного напряжения (у сварочных агрегатов оно обычно составляет 70 – 75 Вольт) и наличии выпрямительного блока, обеспечивающего сварку постоянным током.
Идентичность основных узлов сварочных и резервных генераторов обусловливает тот факт, что обычно такие машины конструируются как универсальные. При переключении уровня выходного напряжения и исключении выпрямительного блока, агрегат превращается в обычный генератор резервного питания.
Сварочный трансформатор
Это традиционный источник тока, применяемый в ММА сварке. Представляет собой обычный понижающий трансформатор, имеющий вторичное напряжение холостого хода от 50 до 80 Вольт. По конструкции бывают трехфазными, на напряжение 220/380 Вольт, либо однофазными, на 220 либо 380 Вольт.
Однофазные трансформаторы, как правило, используются для сварки переменным током и не содержат выпрямителей. Трехфазные преобразователи комплектуются диодными мостами и применяются для сварки ММА постоянным током.
Это объясняется тем, что однофазное переменное напряжение, после выпрямления представляет собой последовательность пульсаций с амплитудой от 0 до максимального напряжения, что вызывает неустойчивость горения дуги при сварке электродом для постоянного тока. Поэтому, однофазные выпрямители ММА требуют применения средств, сглаживающих пульсации, в виде мощных дросселей и объемных конденсаторов.
Трехфазные выпрямители ММА выдают напряжение, значительно более приближенное к постоянному, имеющее незначительные пульсации. Такие сварочные аппараты ММА в настоящее время имеют наиболее широкое применение на производственных предприятиях, обеспечивая высокое качество сварных соединений.
Сварочный инвертор
Без преувеличения можно сказать, что этот тип оборудования произвел революцию в сварочном деле. Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
Принцип его работы заключается в следующем: входное напряжение (чаще всего однофазное, 220 Вольт) выпрямляется, затем поступает на инвертирующий генератор высокой (до 100 кГц) частоты, построенный на мощных IGBT – транзисторах.
После этого, переменное напряжение высокой частоты трансформируется до необходимого уровня и выпрямляется. В результате, на выходе аппарата ММА (или другого типа) формируется постоянное напряжение с наложенными на него высокочастотными пульсациями.
Это свойство инверторного аппарата позволяет выполнять работу, используя различные типы электродов. С успехом могут применяться сварочные электроды, предназначенные для работы с постоянным током, а также предназначенные для переменного тока сварки mma.
Ну, а самое главное, что принесла инверторная технология – сварочный аппарат значительно уменьшился в размерах и по весу. Это стало возможным благодаря особенностям преобразования напряжения высокой частоты.
Дело в том, что трансформатор, понижающий напряжение частотой в десятки килогерц до необходимого уровня, на порядок меньше и легче работающего с частотой 50 Гц при той же мощности.
То же самое можно сказать о конденсаторах фильтров. В результате, вместо трансформатора, перемещение которого было возможно только с применением грузоподъемной техники, сварщик получил сварочный портативный инвертор mma, переносимый на плечевом ремне и выполняющий те же функции.
Электроды для ручной дуговой сварки
Штучные электроды, применяемые для mma сварки, представляют собой металлические стержни, покрытые специальным составом, иногда называемым обмазкой. Функция покрытия заключается в следующем.
При зажигании электрической дуги, обмазка электрода, вследствие интенсивного разогрева обильно выделяет газы, вытесняющие кислород воздуха с места сварки, что предохраняет сварочную ванну от окисления. Это способствует образованию более качественного сварного шва.
Электроды для сварки различаются по диаметру, материалу стержня и составу покрытия. Эти факторы определяют их предназначение для работы с постоянным или переменным током, а также их применение при соединении различных материалов.
Особенности сварки по технологии ММА – как это работает и где применяется
Классическим методом металлообработки называют процесс сварки методом ММА. Во время работы используется электродуга и сварочные электроды. Еще 30-40 лет назад этот вид сварки был главным, но в 21 веке все изменилось.
Мастера к ней прибегают, если требуется выполнить быструю и несложную работу.
Такой способ сварки учредили в конце 19-го века и уже через 20 лет он получил наибольшее распространение. Железная проволока в конструкции удачно заменяла электроды.
Спустя 15 лет придумали катоды, которые выглядят как проволока, что покрыта обмазкой. Как раз такой образ стержней актуален у мастеров нашего столетия. Наша команда расскажет вам о некоторых этапах ММА сварки и о ее отличиях от остальных видов.
Во время ручной дуговой сварки мастер сам контролирует электрод и следит за десятком процессов. Арка занимается плавлением металла и обмазки, что выпускает пар. Они стоят на защите соединений от окисления и появления дефектов.
Что это и как работает
Разберем этот момент детально. Работая с источником напряжения, мы подключаем его к электричеству. Затем берем 2 кабеля – прямой и обратной полярности.
Они проводит ток к деталям. Первый провод крепим к детали, используя зажим. Кабель №2 подсоединяем к электроду. Мы получили электроцепь.
Она будет замыкаться во время подачи энергии к источнику напряжения. Получаем сварочную арку температуры, способной расплавить металлическую конструкцию.
Металл будет сбрасывать температуру и превращаться в кристаллы, когда электросеть потеряет связь с источником тока. Сварной шов делается за счет несложных действий.
Электрод выполняет важную роль во всем процессе. Во время его плавления вместе с металлом, капли первого оказываются в сварочной ванне. Формируется шов, и обеспечивается защита от негативного влияния озона.
Электроды представляют собой проволоку, изготовленную из металла. Ее покрывают обмазкой, которая напрямую зависит от типа металла. Учитывайте это, чтобы работу не пришлось переделывать.
Учитывайте это, чтобы работу не пришлось переделывать.
Электроды обладают особой маркой. После прочтения статьи вы сможете легко определить, какие материалы для мма сварки вам понадобятся.
Плюсы и минусы
Сварка ММА может похвастаться как преимуществами, так и недостатками. Тому виной двухвековой возраст технологии. Она не менялась в течение десятков лет почти с момента основания. Это важный момент, который стоит учитывать при сварочных работах.
Говоря о плюсах ММА-технологии, вспомним о том, что такой метод позволяет обрабатывать все виды металлов. Соединение может получиться не таким качественным, как вам хотелось бы. Но варка возможна в любых местах – даже на высоте или в узком помещении.
Преимущества устройств для сварочных работ:
- Доступная цена – в диапазоне до 50 долларов.
- Может работать в разных условиях – в жару и мороз.
- Легко настроить даже неопытному мастеру.
- Подходит для домашнего труда.
- Медленная работа – весь процесс может затянуться на пару дней.
- Отсутствие вспомогательных механизмов как в случае с полуавтоматикой.
- Опыт работы меньше двух лет может сказаться на качестве шва, уверенности в ведении дуги и прилипании электродов к металлу.

На наш взгляд, минусам не стоит уделять пристальное внимание. Отказываться от такого метода не стоит. ММА сварка обладает характеристиками, которые очень удобны в работе.
Для того, чтобы избежать неприятностей, нужно быть внимательным и выполнять работу на совесть.
Иногда можно использовать только этот метод сварки, потому что другие неудобны по ряду причин. Речь идет о материальном аспекте.
Если вы работаете в дачных условиях или вам нужно выполнить простые работы – ни к чему приобретать оборудование за 200 долларов. Вас спасет ручная дуговая сварка, которая прекрасно справляется со своими задачами.
Волнуетесь из-за того, что можете не справиться с технологией работы? 9 сварочных моделей из 10 оснащены возможностью антизалипания электродов. Горячий старт также контролируется аппаратом. Вам не о чем беспокоиться.
Горячий старт также контролируется аппаратом. Вам не о чем беспокоиться.
Сварка ММА актуальна для молодого мастера, которому не важна скорость работы или другие детали. Мы расскажем вам о технологии работы с таким видом сварки. Вы научитесь выполнять ее самостоятельно.
Технология
Первым делом стоит настроить режим мма-сварки. Это важно сделать правильно, чтобы потом не возникало трудностей при сварке. Процесс под силу настоящему мастеру, новичок может постараться выполнить всё правильно, приложив усилия.
После этого происходит розжиг дуги. Процесс возможен или с помощью чирканья, или постукивания. В первом случае вам необходимо провести металлом по уровню металла, во втором – постучать концом электрода по конструкции.
Это может быть трудным для новичка без хотя бы двухлетнего опыта. Но всё приходит с практикой. Через 2-3 месяца регулярной работы у вас получится зажигать дугу без усилий.
Для стабильного горения дуги важно держать электрод в нескольких миллиметрах от металла. При большом расстоянии арка может потухнуть, а при соприкосновении с металлом – прилипнуть к нему.
При большом расстоянии арка может потухнуть, а при соприкосновении с металлом – прилипнуть к нему.
Обеспечьте прогрев металла. Для этого проведите электрод в виде круговых движений. Перед вами образуется сварочная ванна, размер которой должен быть одинаковым по всему шву.
После того, как конструкция нагрета, важно вести электрод в среднем темпе. Следите за равномерным формированием шва. Весь процесс должен быть без видимых дефектов.
Подведем итоги
ММА наряду с другими типами сварок имеет некоторые особенности и трудоемкий процесс работы. Технология может быть вам непонятна, если путь сварщика только начался.
Со временем вы обязательно запомните последовательность операций. ММА Сварка станет приятным и легким процессом, который обязательно будет доведен до идеала.
Не стоит расстраиваться, если в первые месяцы работа выглядит неидеальной. Сварочное дело требует оттачивания навыков и десятилетнего труда.
Для начала можно потренироваться на тех листах металла, которые не пригодятся.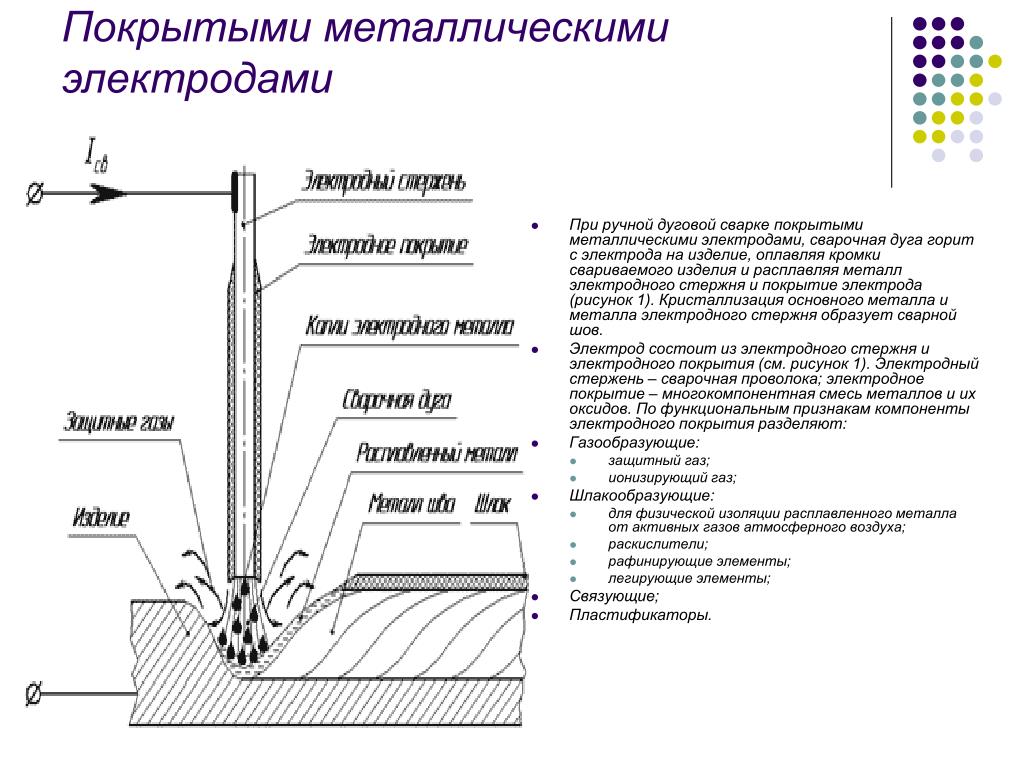 В помощь новичку придут видео-уроки, которые находят в интернете за пару секунд.
В помощь новичку придут видео-уроки, которые находят в интернете за пару секунд.
ММА сварка: всё, что вы хотели знать
Ручная дуговая сварка, она же ММА сварка — что это такое? ММА сварка — классический метод соединения металлов, в основе которого лежит применение электрической дуги и сварочных электродов. Раньше ММА сварка являлась основной, но сейчас ее используют только при выполнении несложных или неответственных конструкций.
Данный метод сварки появился в конце 19-го века и уже в начале 20-го века получил наибольшее распространение. Тогда в качестве электродов использовали стальную проволоку. Со временем были придуманы электроды, которые представляют собой проволоку, покрытую плавящейся обмазкой. Именно такой тип стержней используется по сей день. Это лишь одна из особенной ручной дуговой сварки. В этой статье мы кратко расскажем, что такое ММА сварка, каковы ее плюсы и минусы.
Общая информация
MMA сварка — это классический метод сварки, суть которого заключается в использовании электрической дуги и электродов с обмазкой. При этом сварщик сам держит электрод и управляет процессом сварки. Дуга плавит металл и обмазку, которая выделяет пары, защищающие сварочное соединение от окисления и образования дефектов. ММА сварку также называют ручной дуговой сваркой.
При этом сварщик сам держит электрод и управляет процессом сварки. Дуга плавит металл и обмазку, которая выделяет пары, защищающие сварочное соединение от окисления и образования дефектов. ММА сварку также называют ручной дуговой сваркой.
Для тех, кто интересуется, расскажем подробнее. У нас есть источник тока. Источник подключается к розетке, берется два кабеля обратной и прямой полярности. С их помощью ток будет подводиться к деталям. Один кабель крепится с помощью зажима к детали (тогда такой кабель называется массой), а второй крепится к электроду. В итоге образуется простейшая электрическая цепь, которая замыкается при подаче электроэнергии к источнику тока. Формируется сварочная дуга, ее температура настолько большая, что способна расплавить металл. Как только источник тока отключают от электросети металл начинает остывать и кристаллизироваться. Так образуется сварной шов.
Немалую роль играет электрод. Он плавится наравне с металлом заготовки. Когда электрод плавится его капли попадают в сварочную ванну, способствуя формированию шва и защищая от пагубного воздействия кислорода. Сами электроды — это, по сути, просто металлическая проволока, покрытая обмазкой. Обмазка может быть самой разнообразной по составу и сфере применения. Каждому типу металла предназначается свой тип обмазки. Важно учитывать эту особенность, ведь при неправильном подборе электродов велик риск испортить работу.
Сами электроды — это, по сути, просто металлическая проволока, покрытая обмазкой. Обмазка может быть самой разнообразной по составу и сфере применения. Каждому типу металла предназначается свой тип обмазки. Важно учитывать эту особенность, ведь при неправильном подборе электродов велик риск испортить работу.
Также у электродов есть своя марка. Мы подробно рассказывали об этом здесь. Прочтите эту статью, ведь даже если вы будете досконально знать технологию сварки, но не сможете выбрать электроды, ваша работа пойдет насмарку.
Достоинства и недостатки
У сварки MMA есть свои достоинства и недостатки. И связаны они прежде всего с тем, что эта технология очень старая и практически не претерпела никаких изменений за время своего существования. Именно по этой причине важно учитывать данный сварочный метод и все его особенности.
Среди плюсов выделим, что с помощью данного метода сварки можно соединить практически все виды металлов. Возможно, соединение получится менее качественным, но сам факт сварки стоит учитывать. Также можно варить в любом пространственном положении, поэтому возможна сварка даже в труднодоступных местах.
Также можно варить в любом пространственном положении, поэтому возможна сварка даже в труднодоступных местах.
Отдельное достоинство связано с оборудованием для ММА сварки. Во-первых, оно стоит недорого. Во-вторых, оно способно работать при любых условиях, даже на морозе или под дождем. В-третьих, его настройка под силу даже новичку. Поэтому ММА сварка получила такое большое распространение среди домашних сварщиков.
Но не обходится и без минусов. Прежде всего, ММА сварка самая медленная из всех, поскольку ограничивается только физическими силами самого сварщика. Здесь нет никаких помогающих механизмов, как в полуавтоматической сварке, например. Также учитывайте, что ваш навык сварки будет напрямую влиять на качество шва. Чем меньше опыта, тем хуже шов.
Отметим, что новичкам часто трудно зажечь дугу и вести ее. К тому же, у многих электроды банально прилипают к металлу. Здесь дело опять же в опыте, его нужно наработать.
Вот такие плюсы и минусы ручной дуговой ММА сварки. Мы считаем, что недостатки не настолько существенны, чтобы вовсе отказываться от этого метода. Ведь сварка MMA просто имеет свои особенности, которые нужно учесть. Поверьте, в остальных видах сварки не меньше недостатков.
Мы считаем, что недостатки не настолько существенны, чтобы вовсе отказываться от этого метода. Ведь сварка MMA просто имеет свои особенности, которые нужно учесть. Поверьте, в остальных видах сварки не меньше недостатков.
К тому же, ММА сварка часто просто незаменима по многих причинам. Например, экономическим. Домашнему сварщику нет нужды приобретать дорогое оборудование, ему нужно просто сварить ворота или каркас для теплицы. Для таких задач ручная дуговая сварка идеально подходит.
А что касается сложности поджигания дуги, то современные производители выпускают аппараты с функциями, упрощающими работу. Например, во многих моделях сварочных аппаратов (даже бюджетных) есть функция антизалипания электродов и горячего старта.
Достоинства сварки ммас лихвой перекрывают недостатки, если вы домашний мастер и вам не нужна сверхпроизводительность труда. Далее мы расскажем о технологии сварки, чтобы вы могли выполнить ее своими руками.
Технология
Режим сварки — первое, что вам нужно настроить на своем аппарате. Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Тема режима сварки очень обширна, так что лучше прочтите нашу статью, посвященную этой теме. Там мы все подробно описываем.
Теперь разжигаем дугу. Это можно сделать двумя способами: постукиванием или чирканьем. Исходя из названий суть ясна: можно постучать концом электрода по металлу, а можно чиркнуть им также о поверхность детали, словно зажигаете спичку. В большинстве случаев это самое сложное для новичков, но достаточно немного потренироваться, чтобы научиться быстро и правильно поджигать дугу.
Чтобы дуга горела стабильно, держите электрод на некотором расстоянии от металла, обычно это пару миллиметров. Если приблизить электрод слишком близко, он гарантированно прилипнет, а если слишком далеко, то дуга погаснет.
Прогрейте металл круговыми движениями электрода. Должна образоваться сварочная ванна. Важно, чтобы размер ванны не сильно отличался по всей длине шва. После разогрева ведите электрод не слишком медленно, и не слишком быстро. Шов должен формироваться равномерно, без дефектов.
Вместо заключения
И MMA, и любая другая сварка по началу может показаться трудоемкой и местами непонятной. Новичкам не так просто запомнить всю последовательность операций, не говоря уже об особенностях технологии сварки. Но не отчаивайтесь, если поначалу у вас не получается выполнить работу правильно. В сварке важно терпение и навык, поэтому перед выполнением ответственной работы потренируйтесь на ненужных кусках металла. Тем более, ММА сварка одна из самых простых и старых, так что вы сможете найти множество обучающих видеоуроков. Один из них вы можете видеть ниже.
Технология сварки MMA
Технология сварки MMA
ММА – Manual Metal Arc– ручная дуговая сварка штучными (покрытыми) электродами. В советской технической литературе обычно использовалось сокращение РДС.
Сущность способа. К электроду и свариваемому изделию для образования и поддержания сварочной дуги от источников сварочного тока подводится постоянный или переменный сварочный ток (рис. 1). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
1). Дуга расплавляет металлический стержень электрода, его покрытие и основной металл. Расплавляющийся металлический стержень электрода в виде отдельных капель, покрытых шлаком, переходит в сварочную ванну. В сварочной ванне электродный металл смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность.
Глубина, на которую расплавляется основной металл, называется глубиной проплавления. Она зависит от режима сварки (силы сварочного тока и диаметра электрода), пространственного положения сварки, скорости перемещения дуги по поверхности изделия (торцу электрода и дуге сообщают поступательное движение вдоль направления сварки и поперечные колебания), от конструкции сварного соединения, формы и размеров разделки свариваемых кромок и т.п. Размеры сварочной ванны зависят от режима сварки и обычно находятся в пределах: глубина до 7 мм, ширина 8 . 15 мм, длина 10 . 30 мм. Доля участия основного металла в формировании металла шва обычно составляет 15 . 35 %.
35 %.
Расстояние от активного пятна на расплавленной поверхности электрода до другого активного пятна дуги на поверхности сварочной ванны называется длиной дуги. Расплавляющееся покрытие электрода образует вокруг дуги и над поверхностью сварочной ванны газовую атмосферу, которая, оттесняя воздух из зоны сварки, препятствует взаимодействиям его с расплавленным металлом. В газовой атмосфере присутствуют также пары основного и электродного металлов и легирующих элементов. Шлак, покрывая капли электродного металла и поверхность расплавленного металла сварочной ванны, способствует предохранению их от контакта с воздухом и участвует в металлургических взаимодействиях с расплавленным металлом.
Кристаллизация металла сварочной ванны по мере удаления дуги приводит к образованию шва, соединяющего свариваемые детали. При случайных обрывах дуги или при смене электродов кристаллизация металла сварочной ванны приводит к образованию сварочного кратера (углублению в шве, по форме напоминающему наружную поверхность сварочной ванны). Затвердевающий шлак образует на поверхности шва шлаковую корку.
Затвердевающий шлак образует на поверхности шва шлаковую корку.
Рис. 1 Ручная дуговая сварка металлическим электродом с покрытием(стрелкой указано направление сварки): 1 – металлический стержень; 2 – покрытие электрода; 3 – газовая атмосфера дуги; 4 – сварочная ванна; 5 – затвердевший шлак; 6 – закристаллизовавшийся металл шва; 7 – основной металл; 8 – капли расплавленного электродного металла; 9 – глубина проплавления
Ввиду того что от токоподвода в электрододержателе сварочный ток протекает по металлическому стержню электрода, стержень разогревается. Этот разогрев тем больше, чем дольше протекание по стержню сварочного тока и чем больше величина последнего. Перед началом сварки металлический стержень имеет температуру окружающего воздуха, а к концу расплавления электрода температура повышается до 500 . 600 °С (при содержании в покрытии органических веществ – не выше 250 °С). Это приводит к тому, что скорость расплавления электрода (количество расплавленного электродного металла) в начале и конце различна. Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это – один из недостатков ручной дуговой сварки покрытыми электродами.
Изменяется и глубина проплавления основного металла ввиду изменения условий теплопередачи от дуги к основному металлу через прослойку жидкого металла в сварочной ванне. В результате изменяется соотношение долей электродного и основного металлов, участвующих в образовании металла шва, а значит, и состав и свойства металла шва, выполненного одним электродом. Это – один из недостатков ручной дуговой сварки покрытыми электродами.
Зажигание и поддержание дуги. Перед зажиганием (возбуждением) дуги следует установить необходимую силу сварочного тока, которая зависит от марки электрода, пространственного положения сварки, типа сварного соединения и др. Зажигать дугу можно двумя способами. При одном способе электрод приближают вертикально к поверхности изделия до касания металла и быстро отводят вверх на необходимую длину дуги. При другом – электродом вскользь “чиркают” по поверхности металла. Применение того или иного способа зажигания дуги зависит от условий сварки и от навыка сварщика.
Длина дуги зависит от марки и диаметра электрода, пространственного положения сварки, разделки свариваемых кромок и т.п. Увеличение длины дуги снижает качество наплавленного металла шва ввиду его интенсивного окисления и азотирования, увеличивает потери металла на угар и разбрызгивание, уменьшает глубину проплавления основного металла. Также ухудшается внешний вид шва.
Во время ведения процесса сварщик обычно перемещает электрод не менее чем в двух направлениях. Во-первых, он подает электрод вдоль его оси в дугу, поддерживая необходимую в зависимости от скорости плавления электрода длину дуги. Во-вторых, перемещает электрод в направлении наплавки или сварки для образования шва. В этом случае образуется узкий валик, ширина которого зависит от силы сварочного тока и скорости перемещения дуги по поверхности изделия. Узкие валики обычно накладывают при проваре корня шва, сварке тонких листов и тому подобных случаях.
При правильно выбранном диаметре электрода и силе сварочного тока скорость перемещения дуги имеет большое значение для качества шва. При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
При повышенной скорости дуга расплавляет основной металл на малую глубину и возможно образование непроваров. При малой скорости вследствие чрезмерно большого ввода теплоты дуги в основной металл часто образуется прожог, и расплавленный металл вытекает из сварочной ванны. В некоторых случаях, например при сварке на спуск, образование под дугой жидкой прослойки из расплавленного электродного металла повышенной толщины, наоборот, может привести к образованию непроваров.
Иногда сварщику приходится перемещать электрод поперек шва, регулируя тем самым распределение теплоты дуги поперек шва для получения требуемых глубины проплавления основного металла и ширины шва. Глубина проплавления основного металла и формирование шва главным образом зависят от вида поперечных колебаний электрода, которые обычно совершают с постоянными частотой и амплитудой относительно оси шва (рис. 2). Траектория движения конца электрода зависит от пространственного положения сварки, разделки кромок и навыков сварщика.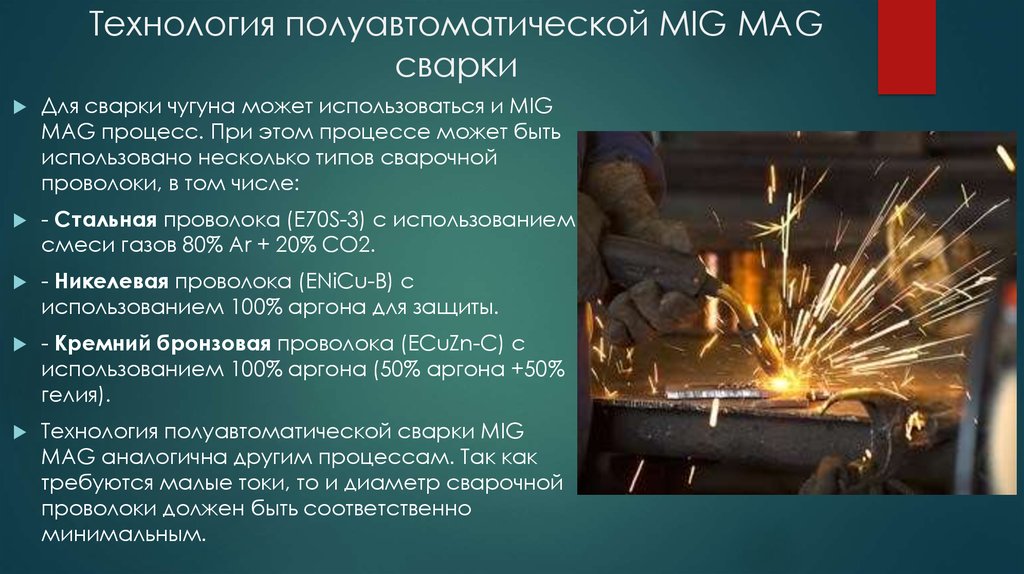 При сварке с поперечными колебаниями получают уширенный валик, форма проплавления зависит от траектории поперечных колебаний конца электрода, т.е. от условий ввода теплоты дуги в основной металл. По окончании сварки – обрыве дуги следует правильно заварить кратер.
При сварке с поперечными колебаниями получают уширенный валик, форма проплавления зависит от траектории поперечных колебаний конца электрода, т.е. от условий ввода теплоты дуги в основной металл. По окончании сварки – обрыве дуги следует правильно заварить кратер.
Кратер является зоной с наибольшим количеством вредных примесей ввиду повышенной скорости кристаллизации металла, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия.
Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл заполнит кратер. При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва – на основной металл. При случайных обрывах дуги или при смене электродов дугу возбуждают на еще не расплавленном основном металле перед кратером и затем проплавляют металл в кратере.
Рис. 2. Основные траектории движения конца электрода при ручной дуговой сварке уширенных валиков
В зависимости от протяженности шва, свойств свариваемого материала, требований к точности и качеству сварных соединений сварка швов выполняется различными способами. На рис. 3 представлены такие схемы сварки. Самое простое – это выполнение коротких швов.
На рис. 3 представлены такие схемы сварки. Самое простое – это выполнение коротких швов.
Рис. 3. Виды швов
1 – однослойный шов; 2 – многопроходной шов; 3 – многослойный шов.
Осуществляется движение проход – от начала до конца шва. Если шов более длинный (назовем его швом средней длины), то сварка идет от средины к концам (обратноступенчатым способом). Если варится шов большой длины, то выполняться он может как обратноступенчатым способом, так и вразброс. Одна особенность – если применяется обратноступенчатый способ, то весь шов разбивается на небольшие участки (по 200 – 150 мм) и сварка на каждом участке ведется в направлении, обратном общему направлению сварки.
«Горка» или «каскад» применяются при выполнении швов конструкций, несущих большую нагрузку и конструкций значительной толщины. При толщинах в 20 – 25 мм возникают объемные напряжения и появляется опасность возникновения трещин. При сварке «горкой» сама зона сварки должна постоянно находиться в горячем состоянии, что очень важно для предупреждения появления трещин.
Разновидностью сварки «горкой» является сварка «каскадом».
При сварке, низкоуглеродистой стали каждый слой шва имеет толщину 3 – 5 мм в зависимости от сварочного тока. Например, при токе 100А дуга расплавляет металл на глубину около 1 мм, при этом металл нижнего слоя подвергается термической обработке на глубину 1 – 2 мм с образованием мелкозернистой структуры. При сварочном токе до 200А толщина наплавленного слоя возрастает до 4 мм, а термическая обработка нижнего слоя произойдет на глубине 2 – 3 мм.
Рис. 4. Схемы сварки.
1 – сварка проход; 2 – сварка от середины к краям; 3 – сварка обратноступенчатым способом; 4 – сварка блоками; 5 – сварка каскадом; 6 – сварка горкой
Чтобы получить мелкозернистую структуру корневого шва, надо нанести подварочный валик, использовав для этого электрод диаметром 3 мм при силе тока в 100А. Перед этим корневой шов должен быть хорошо зачищен. На верхний слой шва наносится отжигающий (декоративный) слой. Толщина такого слоя 1 – 2 мм. Этот слой можно получить электродом диаметром 5 – 6 мм при силе тока в 200 – 300 А.
Этот слой можно получить электродом диаметром 5 – 6 мм при силе тока в 200 – 300 А.
Окончание шва. При окончании сварки, обрыве дуги в конце шва следует правильно заваривать кратер. Кратер является зоной с наибольшим количеством вредных примесей, поэтому в нем наиболее вероятно образование трещин. По окончании сварки не следует обрывать дугу, резко отводя электрод от изделия. Необходимо прекратить все перемещения электрода и медленно удлинять дугу до обрыва; расплавляющийся при этом электродный металл, заполнит кратер.
При сварке низкоуглеродистой стали кратер иногда выводят в сторону от шва – на основной металл. Если сваривают сталь, склонную к образованию закалочных структур, вывод кратера в сторону недопустим ввиду возможности образования трещин.
Режимы сварки стыковых соединений без скоса кромок
ММА сварка
Содержание:
ММА сварка по-русски именуется как ручная электродуговая сварка с использованием электродов. Раньше данный способ был основным, его применяли для сваривания разных металлов и конструкций различного размера, но в настоящее время он используется только при производстве несложных конструкций с низкой ответственностью. Но все же перед тем как к нему приступать стоит изучить важные особенности, технологию проведения и другие нюансы.
Но все же перед тем как к нему приступать стоит изучить важные особенности, технологию проведения и другие нюансы.
Характеристика процесса
Перед началом процесса стоит узнать, что такое ММА сварка и для чего она проводится. В ее основе лежит принцип плавления кромок соединяемых металлических элементов с применением температуры электрической дуги. При расплавлении граничных областей соединяемых заготовок, проявляется сварочная ванна, которая при остывании и кристаллизации образует сварной шов. Именно он обеспечивает неразъемное и прочное соединение деталей.
При проведении MMA сварки используется источник, которые подключается к электрической розетке. Обязательно применяются два кабеля с прямой и обратной полярностью, при помощи данных элементов ток будет проводиться к деталям. Один кабель при помощи зажима прикрепляется к детали, а второй фиксируется к электроду.
В результате образуется простая электрическая цепь, которая замыкается во время подачи электроэнергии к источнику тока. Происходит образование сварочной дуги с высокими температурными показателями, которые способны с легкостью расплавить металлическую основу. После того как источник отключается от электрической сети металл остывает и кристаллизуется, и в итоге образуется шов.
Происходит образование сварочной дуги с высокими температурными показателями, которые способны с легкостью расплавить металлическую основу. После того как источник отключается от электрической сети металл остывает и кристаллизуется, и в итоге образуется шов.
Виды ручной сварки
Что такое сварка MMA мы разобрались, но также важно знать в каких режимах она может проводиться. Сам термин «ММА» относится к ручной электродуговой сварке с использованием плавящегося электрода. Во время данного процесса сварное соединение образуется за счет сплавления свариваемых деталей с материалом электрода.
Важно! Как указывает расшифровка ММА сварки, во время этого процесса может применяться постоянный и переменный ток. При этом каждый метод обладает некоторыми важными отличительными особенностями.
Особенности использования переменного тока
Данный режим сварки ММА предполагает, что показатели полярности дуги изменяются каждый полупериод, когда значение напряжения проходит через ноль. Это означает, что при каждом полупериоде, когда показания напряжения приближаются к нулевым значениям, происходит гашение дуги и последующее ее разжигание.
Это означает, что при каждом полупериоде, когда показания напряжения приближаются к нулевым значениям, происходит гашение дуги и последующее ее разжигание.
Этот процесс никак визуально не проявляется, поэтому его невозможно увидеть, но сама дуга воспринимается как непрерывно горящая. Повторное разжигание дуги выполняется достаточно быстро, это обеспечивается за счет наличия высокой остаточной ионизации искрового промежутка и небольшому временному перерыву между горениями дуги. В качестве источника переменного тока применяется понижающий трансформатор.
Особенности применения постоянного тока
Данный метод сварки MMA предполагает использование электрода с обратной полярностью. Имеется несколько способов проведения сварочной технологии с использованием постоянного тока:
- С обратной полярностью. Во время процесса электрод подключается минусу источника питания, а свариваемые детали – к плюсу.
- С прямой полярностью. При проведении электрод подключается к плюсу источника питания, а свариваемые заготовки – к минусу.

Обычно тип сварки MMA с обратной полярностью применяется при работе с более толстыми металлическими основаниями. Это связано с тем, что в этом режиме прогревание и плавление заготовки осуществляется наиболее интенсивно.
А вот при прямой полярности расплавление электрода происходит намного интенсивнее в отличие от заготовки. По этой причине этот метод применяется при работе с изделиями из более тонкого металла.
Достоинства и недостатки
Сварочный процесс ММА имеет положительные и негативные особенности, которые обязательно требуется учитывать при его проведении. Они связаны с тем, что эта технология достаточно старая, и она не претерпела особых изменений за весь период существования.
Среди преимуществ сварки можно выделить:
- При помощи данной технологии можно сваривать практически все виды металлов. Иногда качества шва получается с низкой прочностью, но все же сварочный процесс позволяет производить соединение.
- Имеется возможность производить сваривание в любом пространственном положении, по этой причине можно производить сварку даже в труднодоступных местах.
- Используемое оборудование для технологии ММА простое, его можно переносить с собой, и при этом оно имеет низкую стоимость.
- Нет необходимости применять газовую или флюсовую защиту.
- Наблюдается высокая защита области сваривания от сильного ветра, сквозняков по сравнению со сварочной технологией MIG/MAG. Также этот способ позволяет работать при любых погодных условиях, даже при сильном морозе, дожде.
- Это достаточно простой способ, с ним может справиться даже начинающий сварщик. По этой причине этот вид популярен в бытовых и домашних условиях.

Но все же не стоит забывать, что у сварочной технологии ММА имеются негативные качества, среди которых можно выделить:
- этот процесс обладает медленной скоростью, это связано с тем, что он ограничивается физическими силами сварщика;
- во время сварки не применяются автоматическое оборудование, которое способно намного облегчить работу;
- стоит учитывать, что навык и опыт оказывает прямое влияние на качество шва. Чем он выше, тем лучше будет сварное соединение;
- многим новичкам тяжело разжигать дугу и вводить ее. Также у многих электроды часто прилипают к поверхности металлической основы.
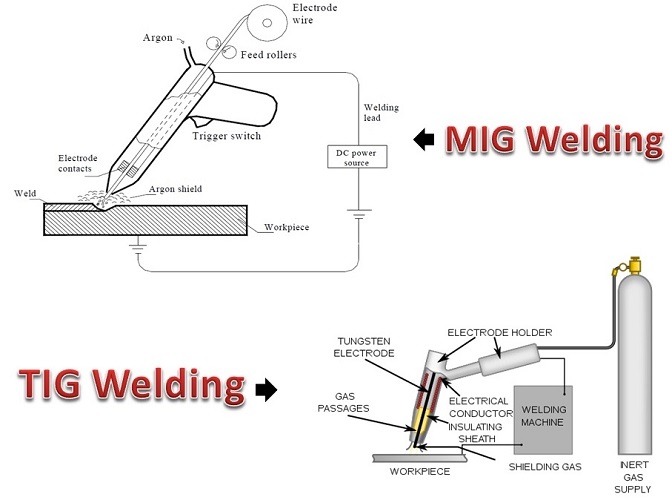 Чем он выше, тем лучше будет сварное соединение;
Чем он выше, тем лучше будет сварное соединение;Стоит отметить! Сложное поджигание дуги на данный момент не является особой проблемой. Многие производители выпускают специальные аппараты с функциями, которые намного упрощают работу. В некоторых моделях имеется функция антизалипания электродов и горячего старта.
Какое оборудование используется
Для начала стоит отметить, ММА сварка имеет расшифровку на английском языке Manual Metal Arc, что на русском обозначает ручная дуговая сварка. Это значит, что во время этого процесса используется источник тока, который и осуществляет процесс сваривания металлических заготовок.
В качестве источника тока часто применяются автономные генераторы, понижающие трансформаторы, инверторные преобразователи типа ММА.
Но все же стоит рассмотреть основное оборудование, которое применяется при ММА технологии:
- Сварочный генератор. Это синхронная электрическая машина, в основе которой имеется двигатель внутреннего сгорания. Он работает на основе бензинового или дизельного топлива. У данного оборудования присутствует выпрямительный блок, который обеспечивает сварку постоянным током.
- Сварочный трансформатор. Это постоянный источник тока. Оборудование имеет вторичное напряжение холостого хода от 50 до 80 Вольт. В зависимости от конструкции может быть трехфазным с напряжением 220/380 Вольт, однофазным – на 220 или 380 Вольт.
- Сварочный инвертор. Это уникальный прибор, который делает процесс сваривания простым, а также повышает его производительность. Принцип его работы такой 0 входное напряжение (часто однофазное на 220 Вольт) выпрямляется, после оно переходит на инвертирующий генератор с высокой частой, которые построен на мощных IGBT – транзисторах.
 Это синхронная электрическая машина, в основе которой имеется двигатель внутреннего сгорания. Он работает на основе бензинового или дизельного топлива. У данного оборудования присутствует выпрямительный блок, который обеспечивает сварку постоянным током.
Это синхронная электрическая машина, в основе которой имеется двигатель внутреннего сгорания. Он работает на основе бензинового или дизельного топлива. У данного оборудования присутствует выпрямительный блок, который обеспечивает сварку постоянным током.Многие часто интересуются, что такое TIG и MMA сварка и в чем отличие данных методов. Первый метод производится с использованием защитной газовой среды из аргона и вольфрамового электрода.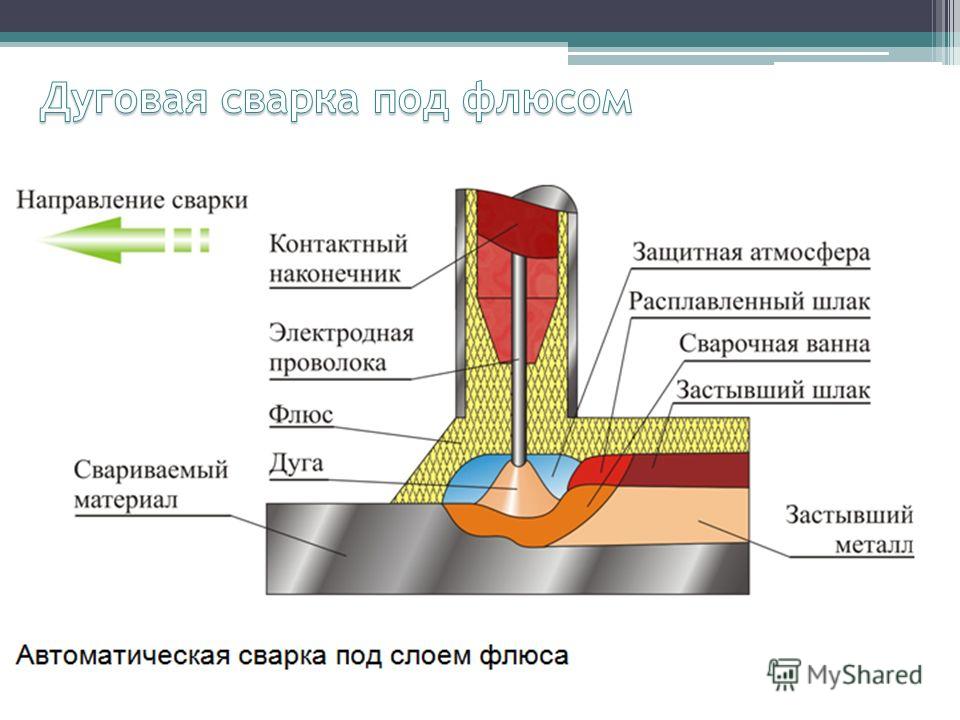 Но все же ММА считается наиболее простым и доступным методом сваривания, который может работать с конструкциями из любых металлов. Главное нужно предварительно изучить важные особенности и принципы проведения.
Но все же ММА считается наиболее простым и доступным методом сваривания, который может работать с конструкциями из любых металлов. Главное нужно предварительно изучить важные особенности и принципы проведения.
Интересное видео
Сравнительный обзор сварочных аппаратов Днипро-М, характеристики, отзывы — блог Sea Tools
1 февраля 2017
2 комментария
Представляем Вашему вниманию обзор на сварочные аппараты Дніпро-М, а точнее на их две основные серии – это САМ и ММА. Мы будем рассматривать основные преимущества каждой серии, их основные отличия друг от друга, а также сделаем выводы, почему стоит купить именно эти сварочные аппараты.
Украинская компания Днипро-М уже давно на украинском рынке сварочного оборудования, опыт компании насчитывает более 10 лет работы. За этот долгий срок компания успела надежно на нем закрепиться за счет высокого качества своих аппаратов, их надежности и эффективности в работе, а также своей доступностью в плане цены.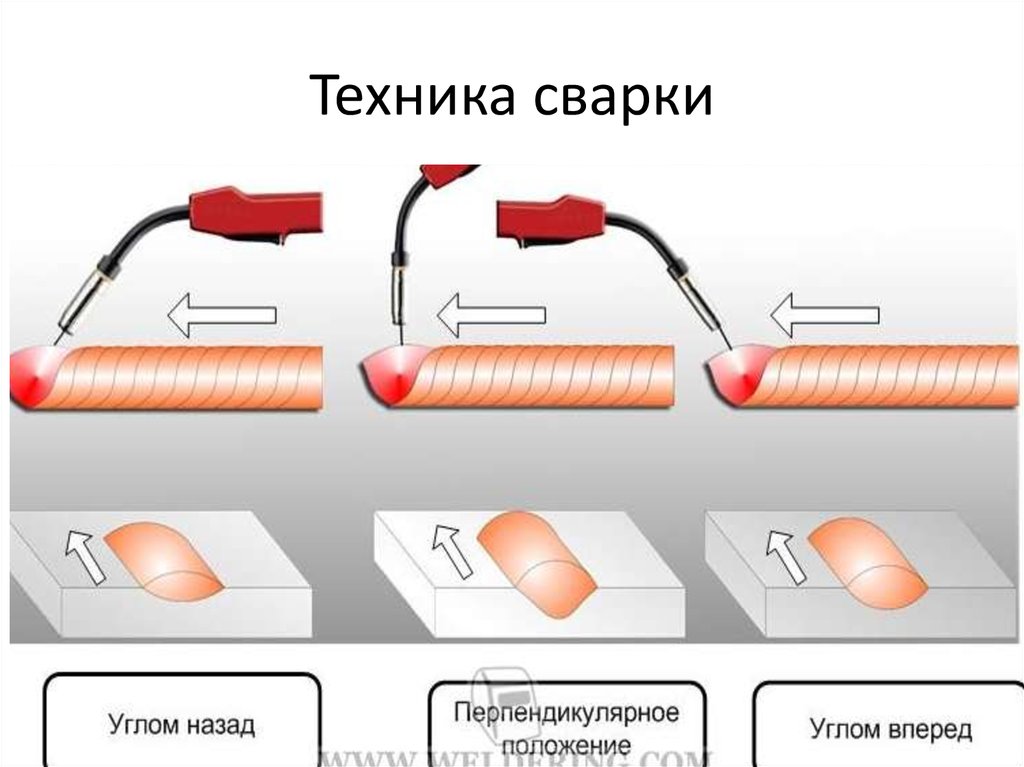
Производитель смог добиться такой популярности именно з счет большого количества положительных сторон сварочных аппаратов и незначительности их слабых сторон, если рассмотреть любую модель подобнее, то сразу становится ясно, что технические характеристики сварочных аппаратов Дніпро-М позволяют им качественно выполнять поставленные задачи.
Отзывы на сварочные инверторы Дніпро-М показывают, что украинский потребитель полностью доверяет бренду и в подавляющем большинстве доволен приобретенными аппаратами.
Сегодня производитель сосредоточен на производстве двух основных серий сварочных аппаратов. Серии ММА и САБ – это сварочные аппараты инверторного типа, они собираются с применением транзисторов типа IGBT. Применение таких транзисторов позволяет добиться максимально высокого качества работы аппарата, при этом его габариты и вес существенно снижаются, что делает их очень удобными в плане работы. Примечательно то, что все сварочные инвертора Днепро-М собираются в Украине под пристальным контролем специалистов самого высокого уровня специализации.
Примечательно то, что все сварочные инвертора Днепро-М собираются в Украине под пристальным контролем специалистов самого высокого уровня специализации.
Серии ММА и САБ являются сварочными аппаратами для работы ручной дуговой сваркой с применением электродов покрытого типа, такая сварка самая распространенная и применяется на всех уровнях. Серия ММА включает в себя сварочные инвертора профессионального типа, а также инверторные полуавтоматы MIG/MMA, которые также могут выполнять работу с проволокой, они более выносливы к нагрузкам и длительным работам, а серия САБ уже бытовая серия, несколько упрощенная и уступающая в выносливости профессиональной серии ММА. Бытовую серию САБ также условно можно разделить на две группы, в одной аппараты с кнопкой включения, в другой без нее, более экономичные и удобные для домашних работ.
|
САБ-250 |
САБ-245 | MMA 250 | MIGMMA-210 |
САБ-250 |
САБ-245 |
MMA 250 |
MIGMMA-210 |
Профессиональная линейка сварочных аппаратов Днипро-М ММА
Рассмотрим основные технические отличия сварочных инверторов профессиональной линейки Днепр-М ММА.
Главная отличительная особенность сварочных инверторов Dnipro-M в том, что они имеют в своей конструкции триплетное исполнение, это делает сварочный аппарат более выносливым к нагрузкам и способствует длительной беспрерывной работе. В среднем такой аппарат может проработать до трех часов беспрерывно. Качественное воздушное охлаждение выполнено в виде туннельного обдува, таким образом, все рабочие элементы аппарата оптимально обдуваются и поддерживается нормальный температурный режим в работе, есть система защиты от перегрузок и перегрева.
Профессионалы в области сварочного ремесла высоко оценили качества работы данной серии инверторов. Они отличаются увеличенным запасом мощности и рабочего ресурса, они имеют увеличенный максимальный сварочный ток, а также служат в среднем в 2.5 раза дольше, чем аналоги от конкурентных производителей. В конструкции сварочных инверторов ММА используются транзистора типа IGBT и MOSFET. Производитель использует транзистора только от признанных во всем мире производителей электротехнических элементов Infineon (Siemens corp. ), Fairchild Electronics, и Toshiba, что позволяет поддерживать качество продукции всегда на высоком уровне.
), Fairchild Electronics, и Toshiba, что позволяет поддерживать качество продукции всегда на высоком уровне.
Несмотря на профессиональный класс серии ММА, она все же в своей основе ориентирована на бытовое применение, а так как часто случается так, что напряжение в нашей электросети понижено было необходимо обеспечить качественную работу инверторов без потери мощности. Таким образом, сварочные аппараты получили улучшенный сетевой фильтр на 4 конденсатора с общей емкостью в 1880 мкФ, теперь он свободно может работать при напряжении в сети от 160В до 250В, не теряя в мощности и не перегружаясь. Также стоит выделить дополнительное вскрытие оловом иловых проводников на платах, теперь существенно снижены потери, и аппарат не перегружается при работе на максимальных сварочных токах, даже при длительной беспрерывной работе.
Производитель смог добиться для сварочного инвертора ММА увеличения рабочего ресурса до 100 000 рабочих циклов. За качественную работу отвечают реле от мировых производителей Clion, SONGLE, их козырь это контактная группа из серебряного сплава.
Сравнительная таблица технических характеристик популярных моделей профессиональной линейки сварочных аппаратов
| Сварочный инвертор Днипро-М ММА 250 | Сварочный инвертор Днипро-М ММА 250 B | Сварочный инвертор Днипро-М ММА 250DPFC | ||
|
Модель |
ММА 250 |
ММА 250 В |
ММА 250 DPFC |
MOSFET MMA-N250D |
|
Производитель транзисторов |
FAITCHILD |
FAITCHILD |
FAITCHILD |
FAITCHILD |
|
Тип трансформатора |
ТОР |
ТОР |
ТОР |
Ш-образный (3шт) |
|
Мощность |
8,8 кВт |
8,8 кВт |
8,8 кВт |
8,8 кВт |
|
Напряжение |
160-240 В |
160-240 В |
160-240 В |
160-240 В |
|
Диапазон сварочного тока |
20-250 А |
20-250 А |
20-250 А |
20-250 А |
|
Диаметр електрода |
1,6-5 мм |
1,6-5 мм |
1,6-5 мм |
1,6-5 мм |
|
Цифровой дисплей |
||||
|
Пластиковая панель |
||||
|
Кейс |
||||
|
Вес |
7,3 кг |
8,6 кг |
8,6 кг |
9,5 кг |
Данная группа варочных аппаратов отличается своей многозадачностью, они помимо работы со сварочными электродами покрытого типа могут выполнять работу с проволочными электродами, стальными и порошковыми. Быстрое переключение режимов позволит эффективно использовать такой аппарат в профессиональной сфере.
Быстрое переключение режимов позволит эффективно использовать такой аппарат в профессиональной сфере.
Вышеуказанные особенности были дополнены установкой на полуавтомат усиленного металлического пружинного подающего механизма, так что на него можно установить катушку до 5 кг. Также сварочный полуавтомат Днепро-М MIG/MMA был оптимизирован для работы с «еврорукавом».
Линейка бытовых сварочных аппаратов Днипро-М САБ
Компания Днипро-М была обеспокоена расширением модельного ряда сварочных аппаратов для обеспечения достойного выбора для каждого потребителя и поэтому выпустила в свет серию сварочных аппаратов бытовых или просто САБ. Данная модель была удешевлена и стала более доступной, но в качестве работы она не потеряла, ее главное отличие от серии ММА в том, что она имеет в своей серии модели с одноплатным и реже с двухпалатным исполнением.
Сварочные инверторы Дніпро-М серии САБ позволяют работа при пониженном напряжении, они имеют качественный сетевой фильтр для работы в неблагоприятных условиях. Фильтр включает в себя три конденсатора, что в общей сумме дает емкость в 1410 мкФ. Использование все тех же брендовых реле Clion, SONGLE удалось сохранить качество работы аппаратов, они также имеют 100 тысяч рабочих циклов гарантированно, в то время как другие бренды используют более дешевые реле и их срок службы существенно ниже. Сварочные аппараты серии Саб свободно выполняют длительную работу при максимальных токах и не перегружаются, к тому же стабильная работа аппаратов поддерживается защитами от перегрузок и перегрева плат.
Фильтр включает в себя три конденсатора, что в общей сумме дает емкость в 1410 мкФ. Использование все тех же брендовых реле Clion, SONGLE удалось сохранить качество работы аппаратов, они также имеют 100 тысяч рабочих циклов гарантированно, в то время как другие бренды используют более дешевые реле и их срок службы существенно ниже. Сварочные аппараты серии Саб свободно выполняют длительную работу при максимальных токах и не перегружаются, к тому же стабильная работа аппаратов поддерживается защитами от перегрузок и перегрева плат.
Бытовая серия была расширена и теперь среди них выделяются такие модели: САБ 250М, САБ 250 ДПК, САБ 250 МК.
Отличительная особенность этих моделей от прочих заключается в том, что они не имеют кнопки включения, работа аппаратов осуществляется совсем иным путем. На них установлена система «Stand By», она сразу же после включения в сеть переводит инвертор в режим ожидания, таким образом он не начинает свою работу до того момента, пока Вы не прикоснетесь металла электродом.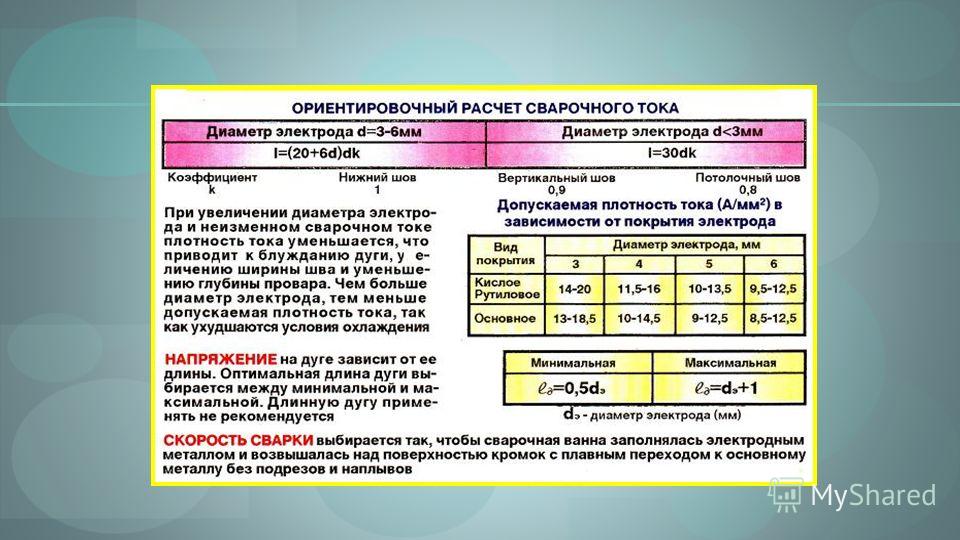 Это необходимо для снижения энергопотребления сварочного аппарата.
Это необходимо для снижения энергопотребления сварочного аппарата.
Также у них имеется такая система как «Smart Fan», он отвечает за контроль оборотов вращения охлаждающего вентилятора. В зависимости от интенсивности нагрузки на плату она увеличивает или снижает обороты для оптимального обдува аппарата и обеспечения его нормального температурного режима.
Сравнительная таблица технических характеристик популярных моделей бытовой линейки сварочных аппаратов
|
|
Сварочный инвертор Днипро-М САБ-250 |
Сварочный инвертор Днипро-М САБ-250К |
Сварочный инвертор Днипро-М САБ-250М mini |
Сварочный инвертор Днипро-М САБ-250ДПК mini |
Сварочный инвертор Днипро-М САБ-258 |
Сварочный инвертор Днипро-М САБ-260 |
Сварочный инвертор Днипро-М САБ-210 |
|
Модель |
САБ-250 |
САБ-250К |
САБ-250М |
САМ-250ДПК |
САБ-258 |
САБ-260 |
САБ-210 |
|
Производитель транзисторов |
Infineon |
Infineon |
Silan |
Silan |
Silan |
Infineon |
Fairchild |
|
Емкость сетевого фильтра |
1410 мФ |
1410 мФ |
1410 мФ |
1410 мФ |
1410 мФ |
1410 мФ |
900 мФ |
|
Напряжение в сети |
От 170 В |
От 170 В |
От 170 В |
От 170 В |
От 170 В |
От 170 В |
От 180 |
|
Тип трансформатора |
Ш-образный |
Ш-образный |
ТОР |
ТОР |
ТОР |
ТОР |
Ш-образный |
|
Длинна кабелей (масса +держатель) |
1,3 м + 1,9 м |
1,3 м + 1,9 м |
2 м + 2 м |
2 м + 2 м |
2,5 м + 3 м |
2 м + 2 м |
1,2 м + 1,9 м |
|
Рабочий диаметр электрода |
1-4 мм |
1-4 мм |
1-4 мм |
1-4 мм |
1-4 мм |
1-5 мм |
1-3 мм |
|
Бес кнопочная система (SmartFan, StandBy) |
|||||||
|
Цифровой дисплей |
|||||||
|
Кейс |
|||||||
|
Пластиковая панель |
Общие особенности сварочных инверторов Dnipro-M
Несмотря на то, что серии САБ и ММА относятся к разным группам, они все же имеют целый ряд общих особенностей, которые выгодно выделяют их на фоне аналоговых аппаратов от других производителей.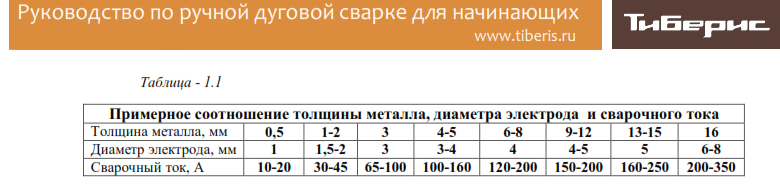
- Надежная работа длительное время без перегрева и перегрузок обеспечивается медными силовыми дорожками с дополнительным вскрытием слоем олова.
- Полностью медные токопроводящие элементы для длительной эксплуатации аппарата.
- Стабильная работа аппарата в любых условиях за счет качественного сетевого фильтра с емкостью от 1400 до 2000 мкФ.
- Безопасная работа аппарата за счет силового кабеля из меди с сечением в 3,5 кв.мм.
- Защита от влаги и пыли, а также от короткого замыкания за счет вскрытия плат тремя слоями электротехнического лака.
- Качественная сборка и надежный корпус обеспечивают механическую защиту сварочного инвертора.
- Система «Hot Start» для простого розжига электрода.
- Система «Anti Stick» предотвращает залипание электрода.
- Система «Arc Force» гарантирует стабильность сварочной дуги.
- Система «Stand By» позволяет снизить энергопотребление сварочного аппарата.
- Система «Smart Fan» регулирует систему охлаждения.

Помимо технических и функциональных особенностей обе серии имеют также общую комплектацию, в которую входит защитный сварочный щиток с затемняющим стеклом, щетка-молоток для обработки швов, сварочные кабеля (держатель массы и держатель электродов), некоторые модели могут поставляться в кейсе, удобном для хранения аппарата и его транспортировки.
Преимущества перед конкурентами
Если Вы все еще сомневаетесь в том, что сварочные инвертора Дніпро-М серии САБ и ММА лучшие в своем ценовом сегменте, то мы приведем несколько ключевых отличий на примере конкурентных сварочных аппаратов.
- Дешевый держатель электрода со слабой фиксаций имеющий всего два положения установки электродов. Это влечет за собой неудобства в работе и существенное снижение точности ее выполнения.
- Большинство конкурентных брендов выпускают сварочные аппараты с сетевыми фильтрами не более 940 мкФ емкостью, что влечет уже невозможность работы при падении напряжения в сети ниже отметки в 200В.
- Низкопробный сетевой кабель с сечением не более 2 кв. мм способствует перегреву изоляции в процессе работы, это может привести в лучшем случае к перегоранию кабеля, в худшем сгоранию самого аппарата или даже может привести к пожару.
- Отсутствие покрытия лаком плат или же частичное покрытие гарантирует некачественную защиту аппарата от влаги и пыли.
- Установка алюминиевой шины с целью удешевить производство, приводит к снижению качества аппарата, она окисляется и быстро выходит из строя, что приводит к полной или частичной поломке инвертора.
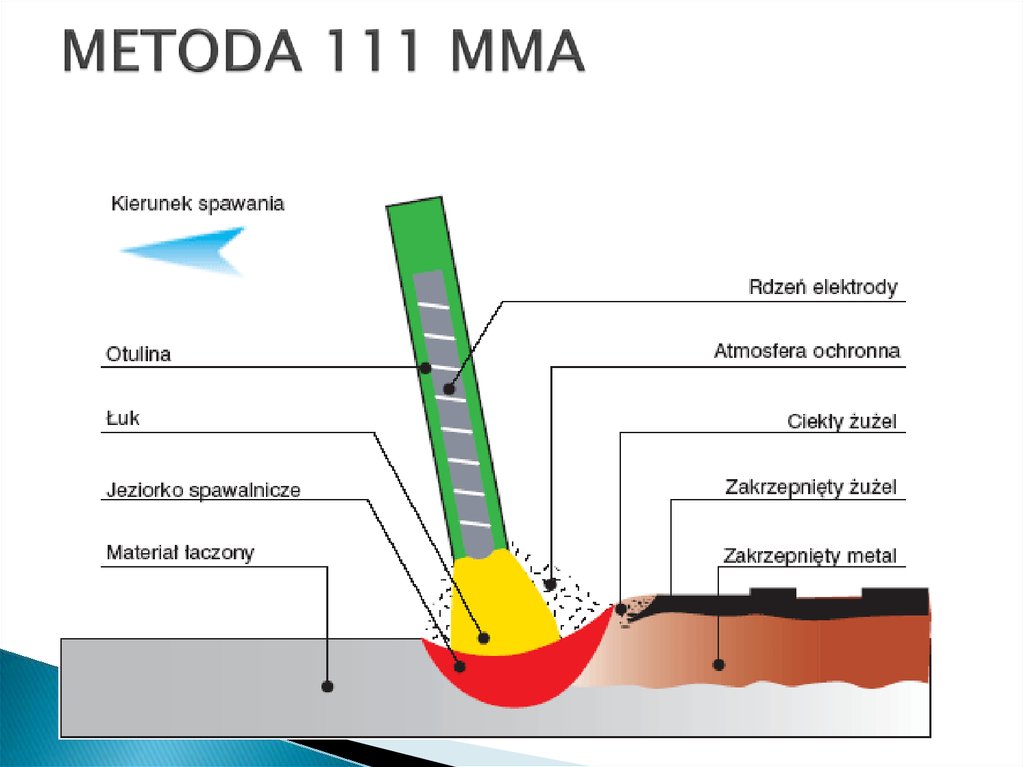
Поделиться
Поделится
Поделится
Сварки у Dnipro-M что надо. По цене вообще отлично, учитывая, что качество на высоте
Ответить
У меня есть САБ от Днипро-М. 250К. Хороший аппарат, варил разными электродами, все отлично. Родные электроды норм у них тоже. Даже не самый лучший йони зашел. Швы получились хорошими, крепкими.
Родные электроды норм у них тоже. Даже не самый лучший йони зашел. Швы получились хорошими, крепкими.
Ответить
Новый комментарий
Войти с помощью
Отправить
Технология сварки
Обучение специалистов по строительству и изготовлению
Обучение специалистов по строительству и изготовлению
Вам нравится работать руками или использовать высокотехнологичное промышленное оборудование? Ты
представить себя строителем или решателем проблем? Двухгодичная программа охватывает оба
теоретическое и практическое обучение основным и продвинутым методам сварки, дающее
вы все навыки, которые вам нужны, чтобы получить высшее образование и использовать свои навыки и увлечения для работы
востребованная профессия в современных строительных и производственных цехах.
Построить солидную карьеру
Сварка — очень сложная и техническая наука, требующая умственных усилий а также практические способности.
Ваше время делится на занятия в классе (математика, английский язык и навыки общения) и время в цеху, практикующем дуговую сварку защитным металлом, дуговую сварку в среде защитного газа, газовую вольфрамовая дуговая сварка, сварка и изготовление труб.
Подготовка специалистов по строительству и изготовлению
Интенсивные занятия
В то время как занятия обычно следуют расписанию, чтобы помочь вам пройти программу за два
лет, вы можете узнать больше о следующих конкретных процессах, зарегистрировавшись
за дополнительное лабораторное время.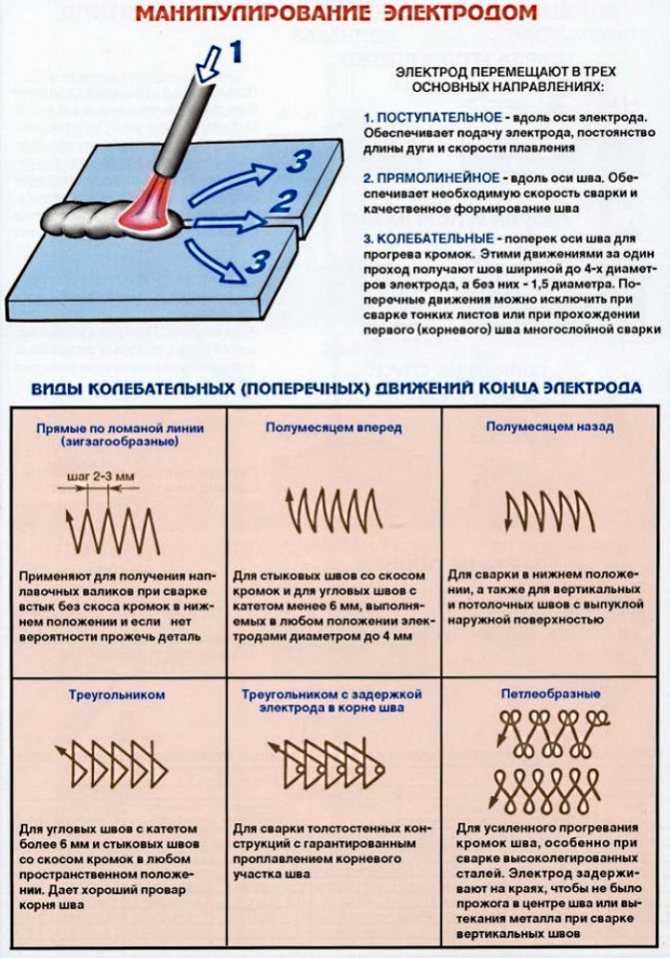 Обсудите варианты дополнительных исследований в областях, перечисленных ниже
со своим инструктором.
Обсудите варианты дополнительных исследований в областях, перечисленных ниже
со своим инструктором.
- Защитная металлическая дуга (SMAW)
- Газовая дуга (GMAW)
- Дуговая сварка с флюсовой сердцевиной (FCAW)
- Газовая вольфрамовая дуга (GTAW)
- Окси-ацетилен
Подготовка специалистов по строительству и производству
Инструменты и оборудование для обеспечения безопасности
Безопасность для вас, других студентов и преподавателей является главным приоритетом в сварочной лаборатории. Перед началом работы в магазине вы пройдете инструктаж по технике безопасности. Кроме того, вы должны
иметь надлежащую одежду или средства индивидуальной защиты. Одежда должна быть изготовлена из
натуральные волокна, требуется защита глаз и ушей, кожаные рукава, чапсы и т. д.
надеваются для защиты кожи, и требуется сварочный шлем.
Перед началом работы в магазине вы пройдете инструктаж по технике безопасности. Кроме того, вы должны
иметь надлежащую одежду или средства индивидуальной защиты. Одежда должна быть изготовлена из
натуральные волокна, требуется защита глаз и ушей, кожаные рукава, чапсы и т. д.
надеваются для защиты кожи, и требуется сварочный шлем.
Эта и другая информация будет подробно рассмотрена с вами во время вашей программы ориентация. Приведенный ниже список включен только в целях планирования. Инструменты для программа будет стоить примерно $350. Пожалуйста, проконсультируйтесь с вашим инструктором перед покупкой и инструменты или оборудование.
Оборудование для обеспечения безопасности
- Сварочный колпак
- 1 пара кожаных перчаток для сварки электродом
- 1 пара кожаных рабочих перчаток
- Кожаная куртка или рукава с фартуком
- Кожаные нагрудники или нагрудники Carhart
- Стеклянная затемненная линза #10
- Защитные очки
- Сварочный колпачок
- Кожаные рабочие ботинки
- Полнолицевой щиток
Инструменты и оборудование
- Ящик для инструментов
- Отбойный молоток
- Проволочная щетка
- 1 пара тисков
- Малый молоток с шариковым бойком
- Маленькое долото
- 2 пары зажимных тисков
- Транспортир
- Мыльный камень и держатель
- Разводной ключ на 12 дюймов
- 6,5-дюймовый центральный пуансон
- Треугольник
- Уровень торпеды
- Рулетка (мин. 16 футов)
- Полукруглый напильник 14–16 дюймов (сдвоенная насечка)
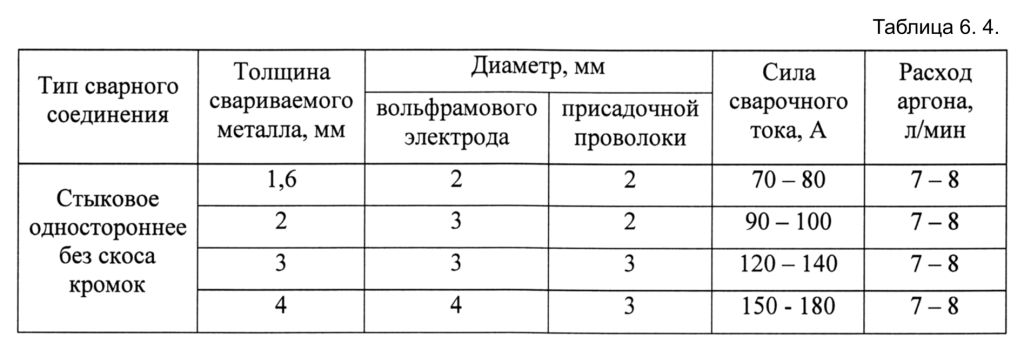 16 футов)
16 футов)Кислородно-ацетиленовые инструменты
- Защитные очки для газовой сварки со стеклянными затемненными линзами № 4 или № 5
- Нападающий
- Очиститель наконечника
Подготовка специалистов по строительству и изготовлению
Штатный преподавательский состав
Дон Карри, старший доцент
Свяжитесь со мной!
Крис Митчелл, старший доцент
Свяжитесь со мной!
Филип Понн, доцент
Свяжитесь со мной!
Дополнительный факультет
Эдуардо З.
 Лариос, адъюнкт-инструктор
Лариос, адъюнкт-инструктор Свяжитесь со мной!
Подготовка специалистов по строительству и производству
Стипендия штата Вашингтон Карьера и техническая стипендия (CTS)
- Студенты имеют право на получение до 1500 долларов США в квартал в течение всего срока обучения. ассоциированная степень или программа сертификации
- Стипендия предоставляется безработным студентам любого возраста, которые ищут переквалифицироваться, начать или продолжить свое образование и обучение для STEM или востребованных торговля
- Могут применяться требования к месту жительства
- Финансирование премии является гибким и может использоваться для покрытия расходов помимо обучения, в том числе транспорт, питание и жилье
- Заявки принимаются ежеквартально
- Заявки WSOS CTS принимаются до 22 октября.

Nuts, Bolts & Thingamajigs (NBT) Scholarship
- Стипендии открыты для всех студентов, получающих ученые степени, которые помогут им построить карьеру в производстве
- Вознаграждения варьируются от 1500 до 2500 долларов США на одного учащегося
- При поддержке фонда Nuts and Bolts Foundation
- Стипендиальные средства используются непосредственно для оплаты обучения и сборов Заявки на получение стипендии NBT
- принимаются до 30 сентября.

Технологии сварки | TCAT Knoxville
Сварочные технологии | TCAT НоксвиллПерейти к навигации Перейти к содержанию
О
Программа «Технологии сварки» готовит студентов к сертификации по различным методам и процессам сварки. Учащиеся начинают делать базовые сварочные швы и постепенно продвигаются к достижению конечной цели сварки труб. Прогресс отслеживается, и овладение каждой техникой достигается за счет сочетания обучения в классе, индивидуального обучения и обучения по учебнику. Выпускники программы «Сварка» смогут продемонстрировать компетенции в области газопламенной резки, дуговой электросварки, газового вольфрама, дуговой сварки металлическим газом и процессов дуговой сварки с флюсовой проволокой.
ACHEC, Главный кампус, и Ruth and Steve West Workforce Dev. Расписание дневных занятий в центре: с понедельника по пятницу, с 8:00 до 14:30. Расписание ночных занятий
ACHEC: с понедельника по пятницу, с 15:30 до 22:00. 14 месяцев)
Обзор
| Информация | Деталь |
|---|---|
| Временное обязательство | Полный рабочий день |
| Типичная длина программы | 12 месяцев |
| Часы Часы | 1 296 90 231 |
| Тип класса | День, ночь |
| Учетные данные | Сертификат, Диплом |
| Общая стоимость обучения/плата | 5 210,00 долларов США |
| Стоимость учебников/расходных материалов | 902:30 1155,00 долларов США
TCAT Ноксвилл Сварка
Учетные данные программы
| Option Name | Hours | Credentials |
|---|---|---|
| Shielded Metal Arc Welder | 432 | Certificate |
| Gas Metal Arc Welder | 864 | Certificate |
| Аппарат для дуговой сварки вольфрамовым электродом | 1296 | Сертификат |
| Комбинированный сварочный аппарат | 1296 | Диплом94 |
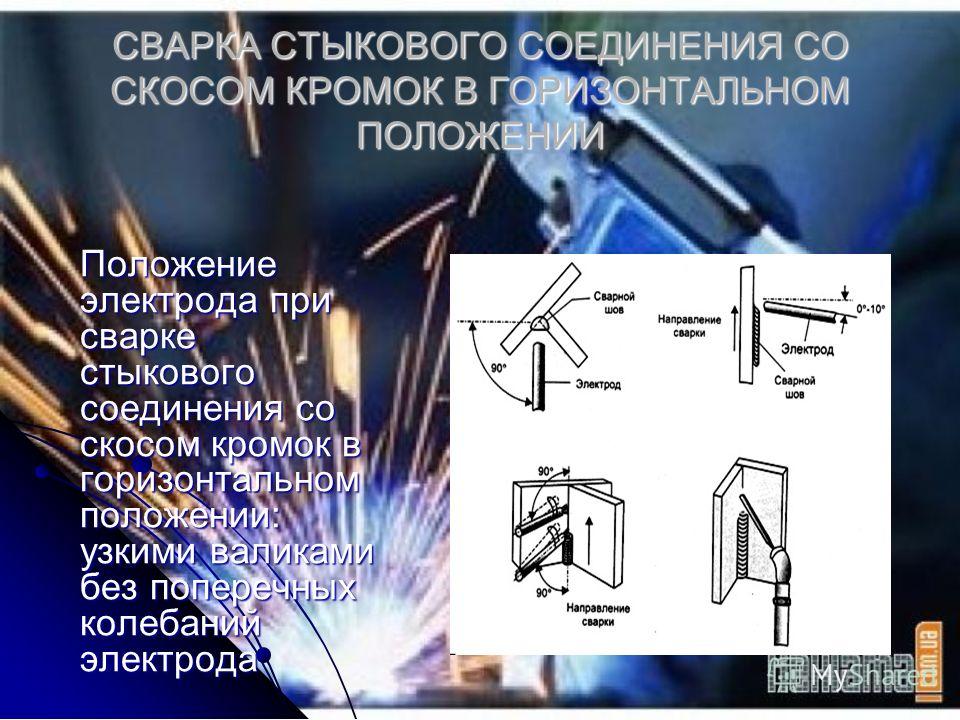 Diggs Drive
Diggs Drive 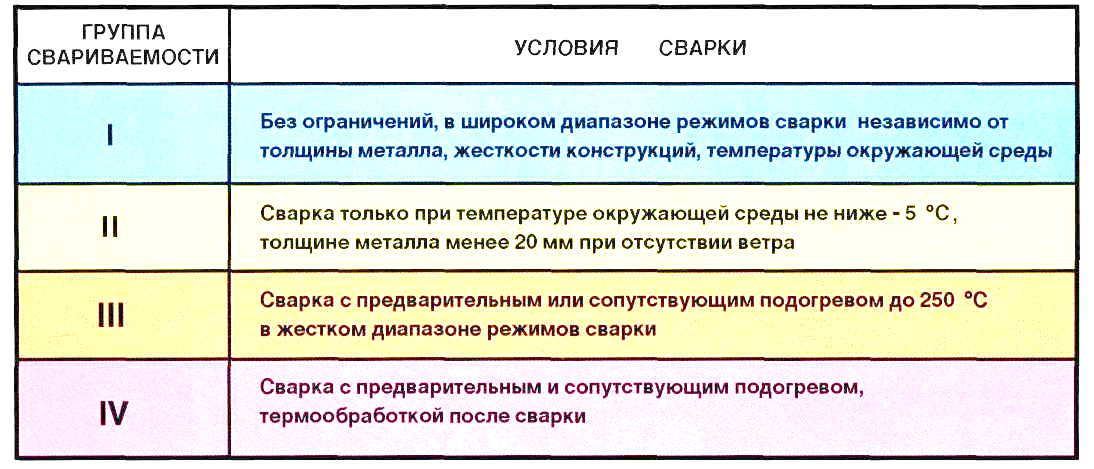 Характеристика
Характеристика Наша программа получения степени по промышленной сварке и изготовлению металлов была разработана, чтобы предоставить вам современное образование в магазине, заполненном стандартным отраслевым оборудованием.
Наша программа получения степени по промышленной сварке и изготовлению металлов была разработана, чтобы предоставить вам современное образование в магазине, заполненном стандартным отраслевым оборудованием. Студенты также получат вводный инструктаж по проектированию и изготовлению, что позволит им выполнять ремонт и изготовление проектов. Второй год программы «Технологии сварки» предназначен для того, чтобы научить студентов использовать свои навыки при выполнении сложных работ по изготовлению и ремонту в реальных проектах. Студенты изучат передовые методы изготовления с использованием различного оборудования, включая ножницы, гибочные станки, формовочные валки, штампы, сверлильные станки и гусеничные горелки. Это может включать в себя что угодно, от простого ремонта сваркой до повторной облицовки D-9.Кошачий клинок. Студенты также пройдут обучение различным методам сварки труб с возможностью сдать экзамен A.W.S. сертификационное испытание. Студенты второго курса будут обучены программированию и работе с компьютерным числовым программным управлением (ЧПУ) с использованием программного обеспечения Auto-CAD и Shop Data Systems. Зачисление на второй год осуществляется только по заявке.
Студенты также получат вводный инструктаж по проектированию и изготовлению, что позволит им выполнять ремонт и изготовление проектов. Второй год программы «Технологии сварки» предназначен для того, чтобы научить студентов использовать свои навыки при выполнении сложных работ по изготовлению и ремонту в реальных проектах. Студенты изучат передовые методы изготовления с использованием различного оборудования, включая ножницы, гибочные станки, формовочные валки, штампы, сверлильные станки и гусеничные горелки. Это может включать в себя что угодно, от простого ремонта сваркой до повторной облицовки D-9.Кошачий клинок. Студенты также пройдут обучение различным методам сварки труб с возможностью сдать экзамен A.W.S. сертификационное испытание. Студенты второго курса будут обучены программированию и работе с компьютерным числовым программным управлением (ЧПУ) с использованием программного обеспечения Auto-CAD и Shop Data Systems. Зачисление на второй год осуществляется только по заявке. Мы поддерживаем наших студентов в соответствии с самыми высокими стандартами, установленными Американским обществом сварщиков.
Мы поддерживаем наших студентов в соответствии с самыми высокими стандартами, установленными Американским обществом сварщиков.| Курс № | Титул |
|---|---|
| ВЛДГ107 | Промышленная безопасность сварки |
| ВЛДГ112 | Процессы резки |
| ВЛДГ135 | Теория GMAW и практическое применение |
| ВЛДГ181 | Теория SMAW и практическое применение |
| М111Т | Техническая математика |
Второй семестр (19 КРЕДИТОВ)
| Курс № | Титул |
|---|---|
| ВЛДГ117 | Чтение чертежей и символы сварки |
| ВЛДГ131 | Компоновка, формовка металла и изготовление |
| ВЛДГ141 | Теория GTAW и практическое применение |
| ВЛДГ151 | Магазинная практика |
| WRIT121T | Введение в техническое письмо |
| COMX106 | Общение на динамичном рабочем месте |
Промышленная сварка и производство металлов A.
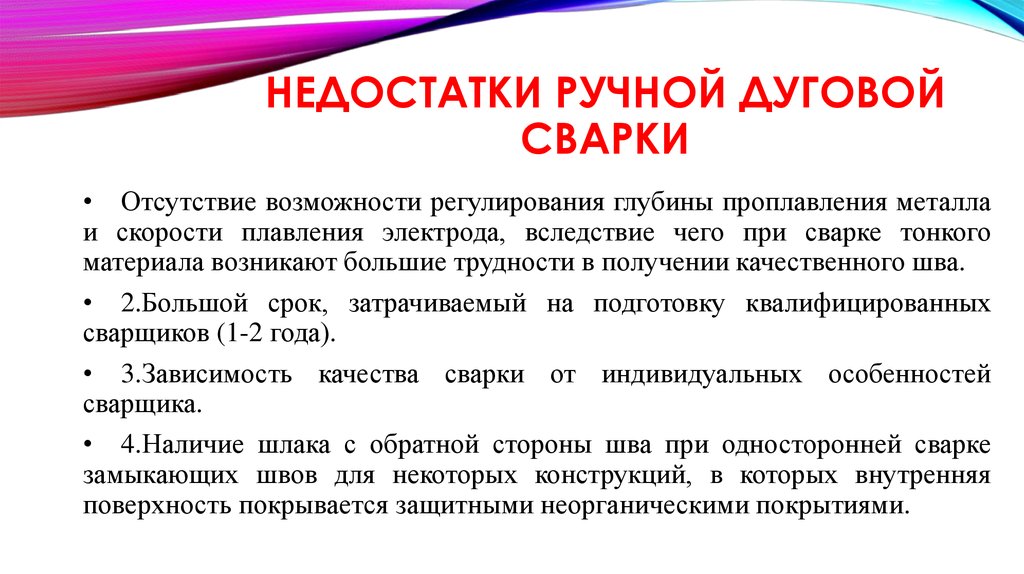 A.S.
A.S.Первый семестр (18 КРЕДИТОВ)
| Курс № | Титул |
|---|---|
| ВЛДГ107 | Промышленная безопасность сварки |
| ВЛДГ112 | Процессы резки |
| ВЛДГ135 | Теория GMAW и практическое применение |
| ВЛДГ181 | Теория SMAW и практическое применение |
| М111Т | Техническая математика |
Второй семестр (19 КРЕДИТОВ)
| Курс № | Титул |
|---|---|
| ВЛДГ117 | Чтение чертежей и символы сварки |
| ВЛДГ131 | Компоновка, формовка металла и изготовление |
| ВЛДГ141 | Теория GTAW и практическое применение |
| ВЛДГ151 | Магазинная практика |
| WRIT121T | Введение в техническое письмо |
Третий семестр (17 КРЕДИТОВ)
| Курс № | Титул |
|---|---|
| ВЛДГ227 | Усовершенствованная теория процессов соединения и практическое применение |
| ВЛДГ257 | Процессы резки II |
| ВЛДГ246 | Усовершенствованная теория формовки и изготовления металлов и практическое применение |
| COMX106 | Общение на динамичном рабочем месте |
Четвертый семестр (15 КРЕДИТОВ)
| Курс № | Титул |
|---|---|
| ВЛДГ213 | Лаборатория сварки труб I |
| ВЛДГ245 | Проектирование и строительство металлоконструкций |
| ВЛДГ299 | Замковый камень для промышленной сварки |
Сварка: набор инструментов для промышленной сварки и изготовления металлов
800 долларов (приблизительно)
- Сварочный колпак — стандартный с затемнением 9-11 или автоматическим затемнением
- Строительный калькулятор (НЕ ОЦЕНКА)
- Защитные очки для стрижки – оттенок № 5
- Шлифовальный станок 4-1/2” с защитным кожухом
- Отбойный молоток
- Набор стандартных шестигранных ключей
- Фрикционная зажигалка
- Крестовые и плоские отвертки
- Очиститель наконечника
- Набор рожковых ключей до ¾”
- Проволочная щетка – по 2 штуки
- Рулон изоленты
- 8-дюймовые клещи для шлицевых соединений
- 10-дюймовые пружинные разделители
- Клещи MIG
- Малый чертежный набор с треугольниками 45 и 30 градусов
- Инструменты для чистки
- Набор торцевых головок 3/8”
- Маленький фонарик
- Площадь Плотников
- 10-дюймовый серповидный ключ
- Шарпи
- Рулетка 25 футов
- Магнитная Торпеда Уровень
- Держатель мыльного камня с мыльным камнем
- 24-дюймовая гибкая линейка
- Писец с магнитом на конце
- Проволочный круг с узлом для шлифовального станка 4-1/2 дюйма
- Молоток с шаровым бойком
- Набор напильников из 4 предметов
- Серебряный маркер
- Набор малых дыроколов с центральным пуансоном, долотом, пробойником и пробойником
- Датчики для угловых сварных швов
- Униформа программы
- Комбинированный угольник из трех частей с центрирующей головкой и угловой головкой
- 2 форменных рубашки
Муниципальный колледж Клакамас | Сварочные технологии CC
- Главная
- Академики
- Отделы + Программы
- Технология сварки CC
Станьте профессиональным сварщиком, обучаясь у сертифицированных специалистов Американского общества сварщиков (AWS) в хорошо оборудованном учебном заведении по программе «Технологии сварки» в муниципальном колледже Клакамас. Всего за один год вы получите начальные навыки сварки на основе национальной стандартной учебной программы AWS и подготовитесь к карьере в:
Всего за один год вы получите начальные навыки сварки на основе национальной стандартной учебной программы AWS и подготовитесь к карьере в:
- Производство
- Тяжелое строительство
- Судостроение
- Ремонт оборудования
Расширить все
Технология сварки CC
Навыки
Перспективы работы
Описание и результаты
Основные требования к технологии сварки
Выполнение следующих основных требований
- МФГ-103
- Обработка для производства и технического обслуживания
- 3
- МФГ-107
- Промышленная безопасность и первая помощь
- 3
- МФГ-109
- Компьютерная грамотность для техников
- 3
- WLD-100
- Чтение печати сварщика I
- 3
- WLD-110
- Сертификат сварщика
- 4
Инструкция по вычислениям
Полный MTH-050
- МТН-050*
- Техническая математика I
- 4
Инструкция по обмену данными
Полная версия WR-101
- WR-101*
- Навыки общения: профессиональное письмо
- 3
Инструкции, связанные с человеческими отношениями
Завершить 3 кредита.
 Пожалуйста, обратитесь к каталогу для получения списка утвержденных Связанных учебных курсов.
Пожалуйста, обратитесь к каталогу для получения списка утвержденных Связанных учебных курсов.Welding Tech Требование к дуговой сварке защищенным металлом
Выполните 8 кредитов WLD-111 или WLD-111A и WLD-111B
- WLD-111
- Дуговая сварка в защитном металле (палка)
- 8
- WLD-111A
- Дуговая сварка в защитном металле (палка)
- 4
- WLD-111B
- Дуговая сварка в защитном металле (палка)
- 4
Welding Tech Требование к сварке GTAW
Выполните 8 кредитов WLD-115 или WLD-115A и WLD-115B
- WLD-115
- Газовая вольфрамовая дуговая сварка (GTAW)
- 8
- WLD-115A
- Газовая вольфрамовая дуговая сварка (GTAW)
- 4
- ВЛД-115Б
- Газовая вольфрамовая дуговая сварка (GTAW)
- 4
Welding Tech Wirefeed Welding Requirement
Выполните 8 кредитов WLD-113 или WLD-113A и WLD-113B
- WLD-113
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 8
- WLD-113A
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 4
- WLD-113B
- Дуговая сварка металлическим электродом в среде защитного газа/дуговая сварка с флюсовым сердечником (подача проволоки)
- 4
*Замените эти курсы курсами перевода в колледж, если вы планируете продолжить свое образование в высшем учебном заведении.
 Рекомендуется проконсультироваться с преподавателем или академическим консультантом относительно требований к переводу в конкретную продвинутую программу или школу.
Рекомендуется проконсультироваться с преподавателем или академическим консультантом относительно требований к переводу в конкретную продвинутую программу или школу.Всего кредитов требуется: 50
Ресурсы
Подать заявку на Clackamas
Расписание занятий
Связаться с консультантом
Другие программы
- Техник по сварке начального уровня CC
- Станкостроение CC
- Автоматизированное производство AAS
- Оператор ЧПУ СС
стержневая сварка
Метка: стержневая сварка (страница 1 из 9)
 youtube.com/embed/vAWSDfv0eHw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/vAWSDfv0eHw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Список продуктов, которые я рекомендую, можно посмотреть на сайте www.amazon.com/shop/weldingtipsandtricks
Стенограмма видео
6011 Удилища – Сегодня я немного займусь «за и против»
2 9 сварка стержнем 6011, и я собираюсь сваривать на переменном токе. Давай сделаем это. У меня есть вот этот маленький косяк. Это два соединения внахлестку и две стороны Т-образного соединения. Я собираюсь сварить все соединения в разных положениях с помощью стержня 6011. 6011 очень похож на 6010, родственник 6010, за исключением того, что вы можете использовать переменный ток. Вы не можете запустить 6010 от сети переменного тока. Преимущество 6011 в том, что сегодня появилось много более новых инверторов, они не будут работать с 6010, но будут работать с 6011. Я думаю, что это очень удобный стержень, когда вы в затруднительном положении, когда вас вызывают. пойти сварить куда-нибудь, а вам говорят: «У нас есть все, что вам нужно. Просто принеси свой шлем. Вы можете сделать себе одолжение и взять с собой 6011 разных диаметров. читать дальше
Преимущество 6011 в том, что сегодня появилось много более новых инверторов, они не будут работать с 6010, но будут работать с 6011. Я думаю, что это очень удобный стержень, когда вы в затруднительном положении, когда вас вызывают. пойти сварить куда-нибудь, а вам говорят: «У нас есть все, что вам нужно. Просто принеси свой шлем. Вы можете сделать себе одолжение и взять с собой 6011 разных диаметров. читать дальше
Прокрутите вниз, чтобы увидеть вторую часть!
Стенограмма видео:
60-футовая металлическая стойка — двойной щит Flux Core
Всего несколько видео назад я разговаривал с JD за его новым местом, сидящим на ящике для банды, и спросил его, какую работу он любит. делать. Вы помните это? Какая ваша любимая работа?
делать. Вы помните это? Какая ваша любимая работа?
ДД: «Любимая работа — либо большая труба, либо большой мезонин, просто большие и тяжелые вещи. Просто за это лучше платят». читать дальше
Стенограммы видео:
Линкольн Рейнджер и 7018
На днях я посетил своего друга, Джей Ди Брюера. Он переехал прямо через дорогу от того места, где он был раньше, но теперь он находится в немного большем районе с хорошим, хорошим мостовым краном. Сегодня я покажу вам немного этого. Когда я навестил его, там была горячая работа, где он должен был к концу смены поставить защитную планку на несколько транспортных контейнеров для магазина прямо по дороге. Накануне вечером у них был взлом, украли кучу вещей. Так что я решил взять тебя с собой, потому что я подумал, что довольно интересно посмотреть, что ты сможешь собрать вместе. Никаких рисунков, никаких набросков, просто типа: «Эй, поставь на эту штуку засовы, чтобы кто-нибудь снова не взломал ее, пока мы не установили камеры слежения и замок на воротах получше». Такие вещи. читать дальше
Никаких рисунков, никаких набросков, просто типа: «Эй, поставь на эту штуку засовы, чтобы кто-нибудь снова не взломал ее, пока мы не установили камеры слежения и замок на воротах получше». Такие вещи. читать дальше
Стенограмма видео:
Сварка нахлесточных соединений с помощью стержня 6013
Сегодня мы делаем несколько соединений внахлестку с использованием стержня 6013, совсем не моего любимого стержня, я не скрывал этого на протяжении многих лет. Однако я стараюсь сохранять непредвзятость. 40 лет назад я сварил свой первый 6013 в школе сварщиков пару дней, а потом перешел на другие прутки и с тех пор мне не приходилось к нему прикасаться, потому что после работы на пяти разных атомных электростанциях пара бумажек заводы, пара фабричных мастерских, никогда больше не видел стержень после школы сварщиков. читать дальше
читать дальше
Стенограмма видео:
Сварка алюминия палочкой и малоизвестный трюк для сварки TIG
Привет, Джоди. Сегодня мы немного сварим алюминий. Не то, чтобы мне это нравилось, но я собираюсь попробовать небольшое четвертьдюймовое соединение внахлестку, и мы проведем на нем тест на резку и травление, сравним результаты холодной сварки электродом без предварительного нагрева, чтобы сварить его, пока он горячий от предыдущий сварной шов и увидеть разницу там. Сегодня я действительно хочу поговорить о том, о чем, держу пари, вы не знали. Я видел видео много лет назад… сейчас не могу его найти, но я видел видео несколько лет назад, где парень ремонтирует алюминиевый корпус насоса, литой алюминиевый корпус насоса. Он использовал установку TIG с нуля на DCEN. Но для присадочной проволоки он использовал алюминиевый стержневой электрод с флюсом, и это выглядело совсем неплохо.
Но для присадочной проволоки он использовал алюминиевый стержневой электрод с флюсом, и это выглядело совсем неплохо.
Мне это интересно, и мы не говорим о чем-то, что вы хотели бы делать все время. Но бывают случаи, когда вам нужно просто что-то сделать в крайнем случае, временный ремонт, пока вы не сможете исправить это правильно, и тому подобное. Сегодня мы немного поработаем над этим, а также немного вырежем и вытравим это. Давайте погрузимся.
Хорошо. Для дуговой сварки я использую стержни Hobart диаметром 1/8. Это 3,2 миллиметра. 120 ампер постоянного тока, положительный электрод. Это также называется обратной полярностью. И я попробовал несколько с чуть меньшей силой тока, и им определенно нужны были полные 120. Я свариваю материал толщиной в четверть дюйма, примерно 6 миллиметров, и это соединение внахлестку. И вы видите, как трудно отличить лужу от флюса. Это просто какой-то беспорядок. Много брызг. Много шлака. Это немного уродливо, но это скрепило эти части воедино.
Теперь мы собираемся запустить сварочный аппарат TIG, используя эти стержни Blue Demon. Эти меньшего диаметра. Я заказал два разных бренда, чтобы получить два разных диаметра. Заказывал, кстати, на амазоне. Я помещу несколько ссылок в поле описания для этих вещей. Я приклеиваю вольфрам, едва вытягиваясь, потому что хочу, чтобы это была своего рода операция пайки. Я не хочу загрязнять свой электрод. Я полагаю, что весь этот флюс прыгнет на электрод.
Я думаю, на самом деле, я мог бы еще немного взбить его в чашке, и это могло бы сработать еще лучше. Но я добавляю здесь довольно много стержня, потому что большая часть флюса просто зашлаковывается. Он не идет в сварной шов, и вы увидите это в дуге через секунду. Флюс идет везде. Видишь, как все там работает? Но можно как бы различить лужу. И поэтому, как только вы добьётесь такого отличия и правильно настроите жару, всё пойдёт лучше, чем вы могли подумать.
Это материал толщиной 8 дюймов, между прочим, толщиной 3,2 миллиметра. Здесь работает около 140 ампер, и я использую педаль, просто потому, что я действительно понятия не имел, сколько силы тока это займет. И это довольно уродливо по сравнению со сваркой TIG, но опять же, это выглядит лучше, чем я думал. Так что в крайнем случае это подойдет в качестве крайней меры, аварийного ремонта, если у вас нет сварочного аппарата ACDC TIG.
Здесь работает около 140 ампер, и я использую педаль, просто потому, что я действительно понятия не имел, сколько силы тока это займет. И это довольно уродливо по сравнению со сваркой TIG, но опять же, это выглядит лучше, чем я думал. Так что в крайнем случае это подойдет в качестве крайней меры, аварийного ремонта, если у вас нет сварочного аппарата ACDC TIG.
Что ж, давайте добьемся результатов, быстро разрезав, отполировав и почесав этот сварной шов. На входе это выглядело ужасно. В конечном продукте это тоже выглядело не очень хорошо, и посмотрите на всю эту пористость. Но то, что мы узнали здесь, связано с предварительным нагревом… например, я сварил этот, пока он был еще горячим, и он вышел намного лучше. Давайте взглянем на тот, который мы сварили методом TIG с флюсом на стержне. Я имею в виду, что сварной шов сам по себе не так уж и плох. Получил приличное проникновение, очень маленькую пористость. читать дальше
Предыдущие сообщения
Сварка
Некредитные курсы и сертификаты
Курсы Информация о карьере Как зарегистрироваться
Идеально подходит для
Любой, кто ищет практическую творческую карьеру. Сварка — это набор специальных навыков, а также искусство, которое используется в различных отраслях промышленности. Возможности трудоустройства доступны в сварочных цехах, судостроении, сантехнике, строительстве, прецизионном производстве и во многих других областях. У квалифицированного сварщика есть много карьерных путей, и NVCC может дать вам квалификацию, чтобы начать свою карьеру в этой захватывающей области!
Сварка — это набор специальных навыков, а также искусство, которое используется в различных отраслях промышленности. Возможности трудоустройства доступны в сварочных цехах, судостроении, сантехнике, строительстве, прецизионном производстве и во многих других областях. У квалифицированного сварщика есть много карьерных путей, и NVCC может дать вам квалификацию, чтобы начать свою карьеру в этой захватывающей области!
Обзор программы
Воспользуйтесь преимуществами начального уровня и курсов повышения квалификации по дуговой сварке вольфрамовым электродом в среде защитного газа (GTAW), дуговой сварке в среде защитного металла (SMAW) и дуговой сварке металлическим электродом в среде защитного газа (GMAW) прямо здесь, в NVCC. Курсы продвинутого уровня помогут вам подготовиться к сертификации в соответствии со стандартами Американского общества сварщиков.
Брошюра по сварке
Хотите узнать больше? Загрузите наши часто задаваемые вопросы по сварке
Осень 2022
Регистрационная форма развития кадров и непрерывного образования
- 3598-SMAW/STICK Basic План оплаты — Начало 17 сентября — Календарь
- 3477-GMAW/MIG Basic План оплаты — Начало 19 сентября — Календарь КУРС ПОЛНЫЙ
- 3478-GTAW/TIG Basic План платежей — Начало 20 сентября — Календарь КУРС ПОЛНЫЙ
- 3994-GMAW/MIG Advanced Платежный план — Начало с 21 по 9 ноября. 0008 Календарь
- 3479-GTAW/TIG Advanced План платежей — Начало 22 ноября — Календарь
 0008 Календарь
0008 Календарь Факс: (203)-575-8243
Электронная почта: [email protected]
Почта США: Общественный колледж Naugatuck Valley Некредитная регистрация – F323 750 Chase Parkway Waterbury, CT 06708
Позвоните: 203-575-8029 сегодня, чтобы зарегистрироваться!
Место проведения:
Удобно предлагается в нашем кампусе Уотербери.
- Некредитный/рабочий
- Программы получения дипломов и сертификатов
Курсы
GMAW, также известная как сварка MIG, представляет собой процесс, используемый в основном в производственных и ремонтных мастерских. Студенты познакомятся с: безопасностью сварки, защитными газами, оборудованием для кислородно-ацетиленовой резки и подготовкой металла. 45 часов
45 часов
Стоимость $2100
Этот продвинутый курс по GMAW подготовит слушателя к сертификации сварщиков. Студенты будут протестированы в соответствии с сертификацией D1.1 3G Американского общества сварщиков (AWS). Этот курс включает сертификацию безопасности OSHA 10. 55 часов
Предпосылки: Базовый GMAW или разрешение инструктора.
Стоимость $2500,00
GTAW, также известная как сварка TIG, в основном используется для сварки нержавеющей стали, алюминия, титана и других цветных металлов. Он используется в различных отраслях промышленности, в том числе в производстве, аэрокосмической и трубопроводной промышленности. Студенты познакомятся с безопасностью сварки, электродами, защитными газами, оборудованием, плазменной резкой, а также с выбором и подготовкой металла. 45 часов
Стоимость $2100
Этот продвинутый курс подготовит слушателя к сертификации сварщиков. Студенты будут тестироваться в соответствии с сертификацией Американского общества сварщиков (AWS) D17. 1, 2F. В этот курс также включена сертификация безопасности OSHA 10. 55 часов
1, 2F. В этот курс также включена сертификация безопасности OSHA 10. 55 часов
Стоимость $2500.00
Предварительные требования: базовая GTAW (TIG) или разрешение инструктора.
Изучите основы дуговой сварки защищенным металлом (SMAW). Методы и процессы SMAW часто называют сваркой STICK и широко используются в ремонтной и строительной отраслях. Получите представление о необходимом оборудовании, интерпретируйте сварочные символы и распечатки, а затем соберите все это воедино, отрабатывая свои новые навыки сварки в ультрасовременной сварочной лаборатории. 60 часов
Стоимость $2800,00
Этот продвинутый курс подготовит слушателя к сертификации сварщиков. Студенты будут протестированы в соответствии с сертификацией Американского общества сварщиков (AWS) D1.1, 1G/2G Combo Certification. В курс включен сертификат безопасности OSHA 10. 70 часов
Стоимость $3,300.00
Предпосылки: базовый уровень SMAW (STICK) или разрешение инструктора.
Узнайте о способах оплаты и о том, как зарегистрироваться, на этой странице.
Расписание осенних курсов 2022 года и цены
Следите за новостями на весну 2023 Расписание курсов и цены
Расписание летних курсов 22 и цены
Связанные программы получения степеней и сертификатов, которые могут вас заинтересовать.
Автомеханик А.С.
Инженерные технологии А.С.
Сертификат технологии передового производственного оборудования
Сертификат по основам автомобилестроения
Ландшафтный дизайн
Важная информация
Важная информация
Что я должен знать, прежде чем зарегистрироваться на этот курс?
- Должен быть старше 18 лет
- Чтение и математические навыки на уровне средней школы
- Опытные студенты могут регистрироваться на курсы повышения квалификации только с разрешения. Пожалуйста, свяжитесь с координатором программы для получения дополнительной информации.
- Курсы доступны по отдельности или в составе сертификата.
- Учебные материалы включены в стоимость курса и предоставляются на занятии. Это включает в себя необходимое защитное снаряжение, перчатки, куртку и защиту для глаз. Правильная обувь является обязанностью студента.
- Студенты также должны принести что-нибудь для письма.
- Политика возврата средств, изменения и отмены: Запросы на снятие средств и возврат средств должны быть получены за три рабочих дня (72 часа) до начала занятий, если иное не указано в описании курса. После этого срока возврат средств не производится. Телефон: 203-575-8029 Факс: 203-575-8243 Электронная почта: [email protected] Почта: Non-Credit Refunds, Room F323, Naugatuck Valley Community College, 750 Chase Pkwy., Waterbury, CT 06708 Если есть курс об отмене из-за недостаточного количества учащихся студенты будут уведомлены по телефону, почте и/или электронной почте. При регистрации убедитесь, что ваша контактная информация актуальна. Мы хотели бы предложить вам возможность перевода в другую секцию, если она доступна, или в другой класс по вашему выбору. Если мы не получим от вас ответа в течение 7 рабочих дней, возврат будет произведен автоматически. Пожалуйста, подождите 2-4 недели для обработки. Человек, зарегистрированный в нашей системе записей, является лицом, которое получит возмещение. Колледж оставляет за собой право вносить изменения в информацию, указанную в этой публикации, или отменять курсы из-за недостаточного набора или по другим уважительным причинам. Полный возврат средств производится, если Колледж отменяет курс.
- Закрытие колледжа из-за ненастной погоды. Объявления о закрытии объявляются по местным AM/FM-радио/телеканалам, на веб-сайте колледжа (nv.edu), по основной телефонной линии колледжа (203-575-8000) и отправляется текстовое сообщение. всем, кто зарегистрирован в системе myCommNetAlert. Точно так же в случае досрочного закрытия будет происходить такое же общение. Если в колледже запланировано отложенное открытие, все занятия, начавшиеся до отложенного времени открытия, не будут проводиться в этот день и будут перенесены на другое время. Отмены в Данбери и за пределами школы: если NVCC отменяет или задерживает занятия, это относится к кампусам Уотербери и Данбери, а также ко всем местам за пределами школы.
- Учащиеся с особыми потребностями — ADA: Учащимся, которым может потребоваться академическая корректировка на основании инвалидности, рекомендуется обратиться к консультанту по делам учащихся с ограниченными возможностями (Терри Лателла K519C) в кампусах Уотербери и Данбери. После предоставления документации и завершения процесса раскрытия информации об инвалидности учащимся предлагается встретиться со своим инструктором (инструкторами), чтобы обсудить корректировки, утвержденные соответствующим контактным лицом по инвалидности, и заполнить форму соглашения о корректировках. Поэтому студентам рекомендуется встречаться с консультантом по вопросам инвалидов и их инструктором (инструкторами) в начале каждого семестра. Корректировки обратной силы не имеют. Преподаватели вместе с соответствующим персоналом колледжа будут оказывать помощь и/или вносить коррективы только тем учащимся, которые завершили процесс раскрытия инвалидности и академических корректировок.

 Мы хотели бы предложить вам возможность перевода в другую секцию, если она доступна, или в другой класс по вашему выбору. Если мы не получим от вас ответа в течение 7 рабочих дней, возврат будет произведен автоматически. Пожалуйста, подождите 2-4 недели для обработки. Человек, зарегистрированный в нашей системе записей, является лицом, которое получит возмещение. Колледж оставляет за собой право вносить изменения в информацию, указанную в этой публикации, или отменять курсы из-за недостаточного набора или по другим уважительным причинам. Полный возврат средств производится, если Колледж отменяет курс.
Мы хотели бы предложить вам возможность перевода в другую секцию, если она доступна, или в другой класс по вашему выбору. Если мы не получим от вас ответа в течение 7 рабочих дней, возврат будет произведен автоматически. Пожалуйста, подождите 2-4 недели для обработки. Человек, зарегистрированный в нашей системе записей, является лицом, которое получит возмещение. Колледж оставляет за собой право вносить изменения в информацию, указанную в этой публикации, или отменять курсы из-за недостаточного набора или по другим уважительным причинам. Полный возврат средств производится, если Колледж отменяет курс. Отмены в Данбери и за пределами школы: если NVCC отменяет или задерживает занятия, это относится к кампусам Уотербери и Данбери, а также ко всем местам за пределами школы.
Отмены в Данбери и за пределами школы: если NVCC отменяет или задерживает занятия, это относится к кампусам Уотербери и Данбери, а также ко всем местам за пределами школы.
Регистрационная информация
Регистрация на курсы и планы оплаты
Официальное заявление в Колледж не требуется для курсов обучения без кредита/рабочей силы.
Регистрация на предстоящие занятия осуществляется на постоянной основе.
Способы для регистрации:
Позвоните нам: 203-575-8029 для информации (мотоцикл.0010 Понедельник-пятница, 8:00 утра-16:30 | |
Новый надежный заполненный формат разработка рабочей силы и непрерывного образования. 8243 (безопасная линия) Электронная почта: [email protected] | |
Почта и отправка с оплатой (чеки или денежные переводы, выписанные только в NVCC) на: Office of Non-Credit Lifelong Learning Registration | |
Или загляните к нам, мы будем рады вам помочь! | |
Денежные переводы или чеки
. 0008 не отправлять наличные по почте !
0008 не отправлять наличные по почте !
Информация о плане платежей
Карьера в центре внимания
Карьера в центре внимания
Сварка — это специализированный навык, который используется в различных отраслях промышленности и используется по-разному во всем мире. Возможности карьерного роста включают работу в сварочных цехах, производстве металлических изделий, добыче нефти и природного топлива, строительстве, сантехнике, сварке труб, обслуживании заводов, производстве и ремонте автомобилей, судостроении и других транспортных отраслях, таких как железные дороги. самолетов и аэрокосмических приложений.
У квалифицированного сварщика есть много возможностей для карьерного роста, и NVCC может дать вам квалификацию, позволяющую стать сварщиком всего за несколько месяцев.
Один день из жизни сварщика, резчика или сварщика-слесаря:
ONet Online перечисляет следующие задачи, которые могут быть выполнены:
- Компоненты свариваются в горизонтальном, вертикальном или потолочном положениях.
- Используйте защитное оборудование и используйте безопасные рабочие привычки.
- Разложите, расположите, выровняйте и закрепите детали и узлы перед сборкой, используя линейки, комбинированные угольники, штангенциркули и линейки.
- Осмотр заготовок на наличие дефектов и измерение заготовок с помощью линейки или шаблонов для обеспечения соответствия спецификациям.
- Знать, настраивать и использовать ручные и электроинструменты, обычные для сварочных работ, такие как оборудование для дуговой сварки в среде защитного газа и газовой дуговой сварки.
- Сварка отдельно или в комбинации с использованием алюминия, нержавеющей стали, чугуна и других сплавов.
- Зажим, удержание, прихватка, гибка, шлифовка или болтовое соединение компонентов для получения требуемых конфигураций и положений для сварки.
- Выберите и установите горелки, наконечники горелок, присадочные стержни и флюс в соответствии со спецификациями схемы сварки или типами и толщиной металлов.

