Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | — | + | + | 1,5 % |
| 25 | — | + | + | 1,5 % |
| 32 | — | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | 1,5 % | |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
— Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство. |
|
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки) |
|
Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты. Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом. Вставная длина = половина длины муфты. Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
|
Подготовка перед сваркой |
|
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой. |
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться. Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты. |
|
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки. Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу. | |
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта. |
|


 На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | — 63 мм | — 6 мин. |
| d 75 | — 125 мм | — 10 мин. |
| d 140 | — 160 мм | — 15 мин. |
| d 160 | — 180 мм | — 20 мин. |
| d 200 | — 250 мм | — 30 мин. |
| d 280 | — 355 мм | — 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
Компания Turan Makina предлагает вам полный спектр услуг по сварочным работам и монтажу полиэтиленовых труб различного диаметра с осуществлением выезда бригады высококвалифицированных сварщиков на объект. Сварочные работы производится на качественных стыковых (сварка встык) и электромуфтовых (сварка электромуфтами) аппаратах Turan makina, что гарантирует быструю и качественную работу.
Сварочные работы производится на качественных стыковых (сварка встык) и электромуфтовых (сварка электромуфтами) аппаратах Turan makina, что гарантирует быструю и качественную работу.
Cварка ПНД труб, стыковая и электромуфтовая сварка полиэтиленовых труб
- Выезд бригады сварщиков на объект в короткий срок
- Применение качественного оборудования для сварки Turan makina
- Высококвалифицированная бригада специалистов
- Электромуфтовая и стыковая сварка
- Гибкая система скидок для постоянных клиентов
- Также осуществляем ремонт трубопровода и водосточной системы
- Полностью укомплектуем вашу строительную площадку необходимым материалом, оборудованием и инструментом
- Сдаём в аренду генераторы для каждого типа сварки.
Наша компания выполняет сварочные работы по таким типам труб как: пластиковые, полиэтиленовые (ПЭ), полипропилен, техническая труба ПНД, ПВХ и ПВД, которые применяются для прокладки газовых и водяных магистралей, для канализации, а также для прокладки кабеля.
Цены на услуги по сварке ПНД труб
Стыковая сварка | Электромуфтовая сварка | ||||||
Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену | Диаметр трубы | Цена за стык | Цена за смену | Стыков за смену |
|
|
|
| 25 | 200 | 12000 | до 20 |
|
|
|
| 32 | |||
40 | 200
| 12000 | до 40 | 40 | |||
50 | 50 | ||||||
63 | 63 | ||||||
75 | 75 | 300 | |||||
90 | 300 | 90 | |||||
110 | 400 | 110 | 400 | ||||
125 | 600 | 15000 | до 25 | 125 | 500 | ||
140 | 700 | 140 | 600 | ||||
160 | 800 | 160 | 800 | ||||
180 | 1100 | 10-15 | 180 |
1000 | до 10 | ||
200 | 1200 | 200 | |||||
225 | 1300 | 225 | |||||
250 | 1600 | 250 | 1500 | ||||
280 | 2000 | 280 | |||||
315 | 2200 | 315 | 2000 | 15000 | |||
355 | 2900 | 18000 | 8-12 | 355 | 2700 | до 7 | |
400 | 3000 | 400 | 3000 | ||||
450 | 3900 | 450 | 4000 | ||||
500 | 4500 | 500 | 5000 | ||||
560 | 5000 | 6-10 | 560 | 5500 | 18000 | 3-5 | |
630 | 5500 | 630 | 6000 | ||||
710 | 7000 | 25000 | 4-8 | 710 | 7000 | ||
800 | 7600 | 800 | 8000 | ||||
900 | договорная | 3-5 | 900 | договорная | 1-2 | ||
1000 | 1000 | ||||||
1200 | 1200 | ||||||
1400 | 1400 | ||||||
1600 | 2-4 | 1600 | |||||
В стоимость входит выезд бригады с необходимым оборудованием, сварка стыков согласно таблице. Для постоянных клиентов и при заказе большого объёма сварочных работ наша компания даёт дополнительные скидки. | |||||||
 В зависимости от местонахождения объекта цена может изменяться.
В зависимости от местонахождения объекта цена может изменяться.Узнать более подробную информацию по сварке ПНД труб и цены на сварку пластиковых труб вы можете позвонив нашим менеджерам или прислав заявку на почту.
Если вам не требуется помощь наших сварщиков, вы можете взять сварочное оборудование в аренду.
Услуги по сварке ПНД труб в Санкт-Петербурге
Компания «Флексапайп» занимается выполнением процедур сварки полиэтиленовых труб в СПБ и пригородах. Сварка ПНД труб не такая сложная, если выполняет эту задачу наш сотрудник. Цена на подобную услугу вполне доступна.
Качество проделанной работы и оборудование, использованное в процессе – ключевой фактор, от которого зависит бесперебойность работы системы снабжения.
Как проходят монтажные работы по сварке ПНД?
Коммуникационный трубопровод – сложная система, что требует ответственного подхода и правильных решений. Выбирать тип соединений, который будет применяться в процессе – стоит лишь после детального анализа магистрали. В противном случае придется столкнуться с множеством проблем и неисправной работой трубопровода. Применяются два метода: стыковая сварка (она же встык) или электромуфтовая.
Выбирать тип соединений, который будет применяться в процессе – стоит лишь после детального анализа магистрали. В противном случае придется столкнуться с множеством проблем и неисправной работой трубопровода. Применяются два метода: стыковая сварка (она же встык) или электромуфтовая.
- Стыковая сварка. Принцип кроется в названии. Торцы ПНД труб надёжно крепятся в специальном аппарате, после подводится особая плита нагрева. Трубы сводятся под давлением, создавая тем самым герметичный строительный шов. По «жесткости» деталь смело можно ставить на уровень с цельной трубой. Когда конструкция остынет, фиксирующие элементы снимаются, и изделие спокойно вынимают из оборудования;
- Электромуфтовый монтаж. Данный вид соединения проще в принципе действия, однако, требует дополнительных условий. На зачищенные края одевается специальная муфта, что позже с помощью напряжения надёжно соединит трубы. По прочности такая конструкция не уступает цельной трубе.
.
| Стоимость сварки и нормы сварки полиэтиленовых (ПНД) труб (количество стыков) при идеальных условиях работы* | ||||||
Муфтовая сварка полиэтиленовых ПНД труб
| Стыковая сварка полиэтиленовых ПНД труб
| |||||
| Форма расчета | б/нал без НДС | б/нал без НДС | б/нал с НДС | б/нал без НДС | б/нал без НДС | б/нал с НДС |
| Длительность смены | 3+1 час | 7+1 час | 7+1 час | 3+1 час | 7+1 час | 7+1 час |
| Стоимость смены, руб** | 7990,00 | 13990,00 | 16799,00 | 7990,00 | 13990,00 | 16799,00 |
| Диаметр трубы, мм: | ||||||
| 25, 32, 40, 50 | до 10 | до 30*** | до 30*** | — | — | — |
| 63,75 | до 9 | до 25*** | до 25*** | до 14 | до 25*** | до 25*** |
| 90, 110, 125 | до 8 | до 22*** | до 22*** | до 10 | до 23*** | до 23*** |
| 140,160 | до 7 | до 17*** | до 17*** | до 8 | до 19*** | до 19*** |
| 180, 200 | до 5 | до 13*** | до 13*** | до 6 | до 15*** | до 15*** |
| 225, 250 | до 4 | до 10*** | до 10*** | до 5 | до 9*** | до 9*** |
| 280, 315 | до 3 | до 7*** | до 7*** | — | — | — |
* «идеальными» считаются условия, если на объекте есть эл. во 220В (+-10 В), 3,5 кВт мощности, вокруг труб есть свободное пространство не менее одного метра, есть укрытие (навес) для защиты от осадков, есть искусcтвенное освещение, предоставляются подсобные рабочие для сварки полиэтиленовых труб и/или конструкций из ПНД массой более 10 кг, трубы располагаются соосно, отсутствует перекос.
во 220В (+-10 В), 3,5 кВт мощности, вокруг труб есть свободное пространство не менее одного метра, есть укрытие (навес) для защиты от осадков, есть искусcтвенное освещение, предоставляются подсобные рабочие для сварки полиэтиленовых труб и/или конструкций из ПНД массой более 10 кг, трубы располагаются соосно, отсутствует перекос.
** в стоимость смены не включен выезд мастера. Стоимость выезда мастера по Санкт-Петербургу составляет от 1590 руб, по области — плюс 35 руб/км от КАД, более точно в калькуляторе
***возможно увеличение количества выполненных стыков если осуществляется выезд 2-х мастеров с несколькими сварочными аппаратами, в этом случае стоимость смены считается с коэффициентом 1,8
| Стыковая сварка ПНД труб | Электромуфтовый монтаж труб ПНД |
| Принцип соединения: торцы труб жестко закрепляют в фиксаторах аппарата для стыковой сварки ПНД труб и подводят нагревающую плиту, затем трубы прижимают друг к другу под давлением таким образом, чтобы расплавленный пластик образовал единое соединение аналогичное цельной трубе.  Когда изделие остывает, фиксаторы снимают и вынимают его из аппарата. Когда изделие остывает, фиксаторы снимают и вынимают его из аппарата. | Принцип соединения: на зачищенные торцы одевается муфта с закладными электронагревателями, которая расплавляет пластик за счет подведенного к ней электрического напряжения. После остывания образуется единое соединение аналогичное цельной трубе. |
| Особенности: | Особенности: |
| -необходима грамотная подготовка изделий перед соединением, а так же индивидуальный расчет температуры нагревания; -используется для соединения труб, имеющих диаметр до 1200 мм и выше; -стенки деталей, подвергающихся сварке, не должны быть тоньше 5 мм; -стыковая сварка используется для соединения труб и фитингов одинакового размера в диаметре; -необходим специальный аппарат для сварки труб пнд; -производится только при температуре не ниже -15 и не выше +45 градусов | -позволяет соединять трубы диаметром до 1200 мм; |
| Преимущества: | Преимущества: |
-простота и оперативность исполнения; | -позволяет строить трубопроводы, способные выдерживать давление в 16 атмосфер; -быстрая скорость соединения; -минимальная трудоемкость -работа в труднодоступных местах |

Почему заказать услуги в Флексапайп — правильное решение?
Как и упоминалось, качество результата зависит от того как будет выполнена работа и насколько соединения получатся надёжными. Чтобы не переживать за заплаченные услуги, стоит довериться профессионалом. Опыт специалистов сервиса позволяет выполнить работы, ремонт которых или полная замена потребуется очень не скоро.
| Стоимость 1 смены сварки и монтажа ПНД-труб (2 часа) от 5500руб |
Заявка на коммерческое предложение
Позвоните нам по телефону (812) 244-17-24
напишите на почту: [email protected] или заполните форму ниже и мы свяжемся с Вами в ближайшее время:
Не тратьте время и деньги!
Трубы и комплектующие от производителей
ООО ПКФ Флексапайп производит напорные ПНД трубы для холодного водоснабжения, технические ПНД трубы и другую продукцию из полиэтилена низкого давления. С номенклатурой, ценами и условиями сотрудничества вы можете ознакомиться на сайте завода: http://pkf-flexapipe.ru/
С номенклатурой, ценами и условиями сотрудничества вы можете ознакомиться на сайте завода: http://pkf-flexapipe.ru/
Помимо реализации собственной продукции, компания Флексапайп является официальным дистрибьютором ведущих российских и мировых производителей полимерных и металлических труб, соединительных деталей для трубопроводов.
Выбор сварочного аппарата для полиэтиленовых труб: советы, особенности сварки, рейтинг моделей
Категории
17 2019,
Время чтения 8 минут
Полиэтиленовые трубы, пришедшие на смену стальным и чугунным, обладают более привлекательными эксплуатационными характеристиками — прочностью, устойчивостью к воздействию внешних агрессивных сред, долговечностью. Однако монтаж трубопроводов на базе ПЭ, ПНД и ПВД труб требует применения специализированного оборудования и приспособлений, в частности, сварочных аппаратов. Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Только при грамотном использовании оборудования имеет смысл говорить о качестве сварки, поэтому к выбору необходимо относиться максимально внимательно и ответственно.
Аппараты для сварки полиэтиленовых труб стали незаменимым инструментом при монтаже и ремонте систем канализации, водоотведения, трубопроводов различного уровня сложности и назначения. Задача данного оборудования сводится к нагреву торцов свариваемых отрезков до нужной температуры или подачи жидкого пластика к месту соединения.
Способы и особенности сварки ПЭ, ПНД и ПВД труб
В зависимости от внутреннего давления и технологических особенностей трубопровода применяется один из четырех видов сварки:
Стыковой — самый распространенный способ, поскольку обладает рядом преимуществ: высокая производительность, низкая себестоимость, в том числе и за счет низкой цены на сварочные аппараты, достаточные прочностные характеристики. Суть метода заключается в нагревании и оплавлении специальным сварочным зеркалом (нагревателем) торцов труб и плотном соединении между собой. Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Стыковые аппараты применяют для сварки труб диаметром от 32 до 1600 мм. Среди недостатков, пожалуй, стоит выделить: необходимость точного торцевания, невозможность сваривания тонких (меньше 4,5 мм) стенок изделий, важность дополнительной очистки поверхности стыков.
Муфтовый (враструб) — для соединения используется дополнительная муфта, которая гарантирует надежность и герметичность сварочного шва. Такой метод менее производителен и обходится дороже, но отличается высокой прочностью. Кроме того, этот вид сварки обеспечивает возможность соединения труб разных диаметров. Важно знать, что муфтовая сварка редко применяется вне помещений.
Экструзионный — принцип аналогичен классической электрической сварке в том плане, что через специальный экструдер в место соединения поступает жидкий полиэтилен, который и обеспечивает соединение. Сварочный шов не отличается прочностью, технология крайне медленная, но актуальная для больших диаметров. С другой стороны экструзионный способ не требует от оператора обязательного учета толщины стенок, температуры плавления деталей, необходимого давления и времени остывания. Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Часто применяется при монтаже трубопроводов с низкой нагрузкой.
Электромуфтовый (терморезисторный) — наиболее надежный способ сварки, его суть в том, что используются муфты с встроенными нагревательными элементами. Такой метод требует четкого соблюдения технологического процесса, поэтому электромуфтовые сварочные аппараты оснащаются собственными компьютерными процессорами и программным обеспечением, которое поэтапно контролирует сваривание. Подобный подход гарантирует равномерность нагрева труб и максимально плотному прилеганию. Соединение получается прочным и устойчивым к внешним и внутренним механическим воздействиям.
Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.
Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Выбор сварочного аппарата для полиэтиленовых труб
В каждых конкретных условиях эксплуатации необходимо выбирать свой способ сварки, как следствие, и соответствующий аппарат. В этом ракурсе стоит обращать внимание на следующие аспекты:
Водопроводчику, сантехнику в бытовых условиях или даже на производстве не нужен автомат и даже полуавтомат. С высокой долей вероятности ему хватит удобного и недорогого ручного устройства. Для прокладки магистральных трубопроводов важны автоматические станки.
Домашним мастерам вообще «заморачиваться» не приходится — достаточно приобрести простой паяльник.
Не самым опытным мастерам, которые имеют свободные средства, можно купить и полуавтомат. Результат будет качественным, а работа простой.
Если предполагается приобретать электромуфтовый аппарат, то будьте готовы тратиться на расходные материалы. При некачественных электромуфтах даже самое технологичное оборудование не поможет.
В заключение стоит напомнить, что к выбору важно подходить максимально серьезно и ответственно. Не стоит экономить на оборудовании, от надежности и характеристик, которого зависит качество выполненных работ.
Рейтинг сварочных аппаратов от Техсвар.ру
5. Nowatech Zern и Zeen
Электромуфтовые сварочные аппараты Nowatech отличаются функциональностью и качеством изготовления, имеют электронную систему управления и защиту от механических повреждений, пыли, песка и дождя.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| ZERN-160 | 160 | 1,15 | — |
| ZERN-800 Plus | 160 | 1,45 | — |
| ZEEN-800 Plus | 160 | 1,45 | + |
| ZERN-2000 Plus | 400 | 3 | — |
| ZEEN-2000 Plus | 400 | 3 | + |
| ZERN-4000 | 1200 | 4 | — |
| ZEEN-4000 | 1200 | 4 | + |
Достоинства
- Максимальный диаметр трубы — 1200 мм.

- Протоколирование и передача данных на USB-накопитель.
- Большой дисплей индикации параметров сварки.
- Возможна аттестация НАКС.

Недостатки
- Высокая стоимость моделей серии ZEEN.
- Необходимость использования дорогостоящих муфт.
4. Volzhanin CNC
Сварочные аппараты Volzhanin CNC с гидравлическим приводом — высокофункциональные и автоматизированные аппараты позволяющие производить сварку по ГОСТ.
| Модель | Макс. диаметр трубы, мм | Мощность, кВт | Аттестация НАКС |
| CNC-160 | 160 | 3 | + |
| CNC-225 | 225 | 4 | + |
| CNC-315 | 315 | 5 | + |
Достоинства
- Автоматизированный сварочный процесс.
- Системы контроля температуры, давления, времени и др.
- Устройство для автоматического извлечения нагревателя.
- Аттестация НАКС.
- Гарантия 18 месяцев.

Недостатки
- Высокая стоимость.
- Диаметр свариваемой трубы — 315 мм.
3. Volzhanin ССПТ
Сварочные аппараты Volzhanin ССПТ с гидравлическим приводом для контактно-стыковой сварки труб диаметром до 1200 мм. Каждая модель имеет несколько модификаций: с механическим или электрическим торцевателем, а также с гидроблоком или ручным насосом.
| Модель | Мин. диаметр трубы, мм | Макс. диаметр трубы, мм | Мощность, кВт |
| ССПТ-160 | 40 | 160 | 1,3-3 |
| ССПТ-225 | 63 | 225 | 1,9-4 |
| ССПТ-315 | 75 | 315 | 2,9-5 |
| ССПТ-400 | 160 | 400 | 5,7-7,9 |
| ССПТ-500 | 225 | 500 | 8,3-10,5 |
| ССПТ-630 | 315 | 630 | 11,1-13,3 |
| ССПТ-800 | 450 | 800 | 18,8 |
| ССПТ-1000 | 630 | 1000 | 23,4 |
| ССПТ-1200 | 710 | 1200 | 27,4 |
Достоинства
- 4 модификации аппаратов.
- Гидравлический привод.
- Возможна аттестация НАКС.
- Гарантия 18 месяцев.

Недостатки
- Цена выше средней.
2. Robu
Сварочные аппараты Robu — сверхпрочное, надёжное и высокопроизводительное оборудование разработанное совместно с немецкими инженерами.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| W160S | Механический | 160 | 1,6 |
| W160 | Механический | 160 | 1,6 |
| W160G | Гидравлический | 160 | 2,4 |
| W250S | Механический | 250 | 2,5 |
| W250 | Гидравлический | 250 | 3,8 |
| W315 | Гидравлический | 315 | 4,8 |
| W500 | Гидравлический | 500 | 9,5 |
| W630 | Гидравлический | 630 | 12,2 |
| W800 | Гидравлический | 800 | 17 |
| W1000 | Гидравлический | 1000 | 21 |
| W1200 | Гидравлический | 1200 | 35,5 |
| W1600 | Гидравлический | 1600 | 53 |
Достоинства
- Высокое качество изготовления.
- Выносливая гидравлика.
- Диаметр сварки до 1600 мм.
- Гарантия 3 года.
Недостатки
- Не выявлены.
1. Monster HL, EL и GL
Сварочные аппараты Monster отличаются компактными размерами, малым весом, низкой ценой и возможностью сварки труб самых распространенных диаметров.
| Модель | Привод | Макс. диаметр трубы, мм | Мощность, кВт |
| 160 HL | Механический | 160 | 1,3 |
| 160 EL | Механический | 160 | 2,2 |
| 160 GL | Гидравлический | 160 | 2,8 |
| 225 HL | Механический | 225 | 1,9 |
| 225 EL | Механический | 225 | 3,2 |
| 225 GL | Гидравлический | 225 | 3,4 |
| 315 HL | Механический | 315 | 2,9 |
| 315 EL | Механический | 315 | 4,2 |
| 315 GL | Гидравлический | 315 | 4,8 |
Достоинства
- Низкая стоимость.
- Облегченная конструкция.
- Минимальное потребление электроэнергии.

Недостатки
- Максимальный диаметр трубы — 315 мм.
Аппараты для сварки полиэтиленовых труб в каталоге Киловатт.ру
технология, оборудование и аппарат для монтажа
С развитием современных технологий на рынке строительных материалов постоянно появляются новые изделия для ремонта, строительства и обустройства систем водоснабжения, канализации и отопления. В частности, появились в продаже и широко применяются полиэтиленовые трубы.
Они используются в системах отопления и снабжения питьевой водой квартир и жилых домов. В старых постройках повсеместно идет замена старых металлических изделий на новые трубы из полиэтилена.
При монтаже данных систем необходима сварка полиэтиленовых труб при помощи специальных приспособлений, которыми можно пользоваться даже в домашних условиях. Эта процедура не требует особых навыков и знаний. Почти любой владелец квартиры или частного дома может своими руками произвести монтаж и сварку труб из полиэтилена.
Эта процедура не требует особых навыков и знаний. Почти любой владелец квартиры или частного дома может своими руками произвести монтаж и сварку труб из полиэтилена.
Содержание
- 1 Как соединить полиэтиленовые трубы
- 1.1 Стыковая сварка полиэтиленовых труб
- 1.2 Электромуфтовая сварка полиэтиленовых труб
Трубы из полиэтилена существенно отличаются от металлических изделий:
- установка проще, возможен монтаж своими руками;
- полиэтиленовые трубы намного легче металлических;
- в полиэтилене отсутствует эффект коррозии, что делает их более долговечными;
- внутри труб не образуются известковые отложения, в которых могут появляться вредные микроорганизмы;
- по стоимости изделия из полиэтилена меньше, чем трубы из металла.
Полиэтиленовые трубы соединяются при помощи трех методов:
Фитинги для соединения труб- Механическое соединение с помощью фитингов – дополнительных соединительных элементов;
- Электромуфтовая сварка;
- Стыковая сварка.

Соединения при помощи фитингов просты и незатейливы, необходимо только соединительные части и инструмент. Однако, этот метод не может учесть всех особенностей и нюансов прокладки трубопровода. Поэтому сварка является наиболее приемлемым вариантом при монтаже систем водоснабжения и отопления.
Какая технология сварки полиэтиленовых труб лучше и удобнее, рассмотрим ниже. Этот вид соединения позволяет сделать трубопровод прочным и гибким, легко обходить препятствия и повороты.
Трубы из полиэтилена можно заделать в стены помещения или спрятать в специальные короба. С полиэтиленовыми трубами любое помещение будь то ванная комната, кухня или туалет будут выглядеть более эстетично. Оборудование для сварки труб из полиэтилена несложно в работе и позволяет даже новичку соединить трубы и уложить их по своему усмотрению.
Сварочное устройство недешево, однако, многие магазины строительных материалов выдают этот агрегат напрокат за весьма умеренную плату.
Стыковая сварка полиэтиленовых труб
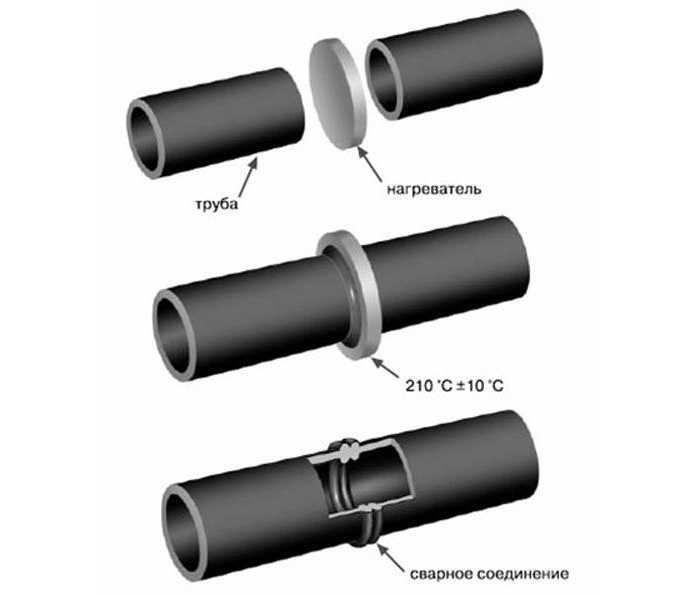
Этот метод соединения труб предполагает нагрев торцов полиэтиленовых изделий и сочленения их под давлением. Концы труб надежно закрепляются фиксаторами, которые расположены на одной направляющей.
Концы труб надежно закрепляются фиксаторами, которые расположены на одной направляющей.
Подобный метод допустим только для элементов одного диаметра и состава материала.
Особенности и преимущества стыковой сварки труб из полиэтилена:
- толщина стенок труб должна находиться в пределах от 4,5 миллиметров;
- работы проводятся при температуре окружающего воздуха от минус 15 до плюс 45 градусов по шкале Цельсия;
- при стыковом методе сварки расходуется незначительное количество электроэнергии;
- сварка полиэтиленовых труб данным способом проста и удобна даже новичку.
В настоящее время это самый популярный вид соединения труб из полиэтилена.
Оборудование для стыковой сваркиОборудование для сварки изделий из полиэтилена бывает с механическим приводом, то есть стыковка происходит путем сжатия руками человека специальных приспособлений. Такое устройство используется в основном для сварки труб небольшого до 160 миллиметров диаметра.
Для больших труб используется аппарат с гидравлическим приводом, так как при этом требуется более мощное усилие.
Современный (станок) аппарат для сварки полиэтиленовых труб встык обеспечивает такую прочность шва, что он получается более прочным, чем сама труба. При этом гибкость обеспечена в соответствии с нормами и ничем не уступает трубе. Принцип работы данного устройства заключается в следующем:
- торцы труб из полиэтилена прочно крепятся в специальном устройстве;
- после этого включается нагревательный элемент устройства и расплавляет торцы труб до вязкого состояния;
- затем части труб необходимо плотно прижать друг к другу и удерживать до полного остывания шва.
Ручная сварка полиэтиленовых труб встык работает по такому же принципу. Как правило, для этого используется устройство с механическим приводом. При ручной сварке получается очень прочный и надежный шов, который затем легко удалить с помощью специального инструмента. Прочность полученного соединения зависит от типа прибора и квалификации работника. Модификаций сварочных устройств для труб из полиэтилена много, с различной степенью автоматизации.
Прочность полученного соединения зависит от типа прибора и квалификации работника. Модификаций сварочных устройств для труб из полиэтилена много, с различной степенью автоматизации.
В основном, подобные устройства используются для стыковой сварки систем водоснабжения и отопления.
Электромуфтовая сварка полиэтиленовых труб
Электромуфтовая сварка полиэтиленовых трубПодобный тип соединения применяется для труб высокого давления до 16 атмосфер. Однако, данный метод потребует больших затрат, чем при стыковой сварке.
Принцип муфтовой сварки состоит в следующем:
- свариваемые поверхности труб необходимо очень тщательно зачистить и обезжирить;
- далее следует установить строго по центру муфту;
- затем включается электрический нагрев муфты и ее остывание в свободном положении.
Внутри полиэтиленовой муфты расположена спираль из металла, которая может быть скрытой, открытой или частично утопленной. При включении электрического тока спираль нагревает полиэтилен до температуры плавления. Материал трубы и муфты при нагреве взаимно проникает друг в друга. Соединение получается очень прочным и надежным.
Материал трубы и муфты при нагреве взаимно проникает друг в друга. Соединение получается очень прочным и надежным.
Данный метод отличается от стыкового тем, что при сварке можно использовать трубы разных размеров и разных марок полиэтилена.
Монтаж и сварка полиэтиленовых труб муфтами позволяет обеспечить самые разные решения при устройстве развязок и узлов трубопровода. А возможность соединения труб из различных материалов делает этот метод незаменимым при ремонте трубопровода. С помощью данного метода можно легко делать седловые и электросварные отводы, редукционные муфты. Даже возможен переход на трубу с металлической резьбой. Эти возможности могут существенно снизить затраты средств и расширить технические задачи по установке систем водоснабжения и отопления.
Муфтовая сварка применяется не только для строительства трубопроводов в системе водоснабжения и отопления. Ее можно использовать в газовых сетях, канализации и даже при транспортировке веществ с агрессивной средой.
Полиэтилен, из которого изготовлены трубы, способен выдерживать рабочие нагрузки на протяжении 50 лет, а значит и муфтовое соединение обладает такими же характеристиками. Данный метод используется и для врезок в различные трубопроводы на стадии строительства и в режиме эксплуатации.
Применение современных материалов, таких как полиэтиленовые трубы, и способы их соединения произвели настоящую революцию в строительной отрасли. Сейчас уже ни у кого не возникает даже мысли использовать в загородном доме или квартире металлические трубопроводы. В наше время этот материал и методы его сварки являются наиболее популярными у населения нашей страны.
Фитинги с раструбом Fusion | Nupi Americas, Inc.
Socket Fusion Fittings является отраслевым эталоном пластиковых фитингов из полиэтилена высокой плотности (HDPE), используемых для неразъемного соединения двух или более сегментов пластиковой трубы HDPE с помощью процесса, известного как термическая сварка или сварка плавлением в раструб. В этом методе соединения трубы и фитинга используется нагревательный инструмент, который равномерно нагревает пластиковую трубу и фитинг одновременно до точки плавления, при которой их можно соединить, вставив расплавленную трубу в раструб расплавленного фитинга. После правильной установки и охлаждения две части становятся одним непрерывным соединением из полиэтилена высокой плотности, которое невозможно разделить, и оно образует более прочное соединение, чем его отдельные части.
В этом методе соединения трубы и фитинга используется нагревательный инструмент, который равномерно нагревает пластиковую трубу и фитинг одновременно до точки плавления, при которой их можно соединить, вставив расплавленную трубу в раструб расплавленного фитинга. После правильной установки и охлаждения две части становятся одним непрерывным соединением из полиэтилена высокой плотности, которое невозможно разделить, и оно образует более прочное соединение, чем его отдельные части.
Компания Geo-Hydro Supply предлагает полную линейку фитингов с раструбным соединением из полиэтилена высокой плотности для размеров труб IPS (железная труба), где внешний диаметр трубы контролируется в диапазоне толщин боковых стенок. У нас есть в наличии следующие размеры раструбов: 3/4″, 1″, 1-1/4″, 1-1/2″ и 2″ IPS. Просмотрите наш магазин, чтобы найти муфты, колена, торцевые крышки, втулки, тройники. , адаптеры socket fusion x латунь FPT и MPT, а также множество других специальных адаптеров. Если вы не найдете то, что ищете, позвоните нам, чтобы получить помощь.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 1-1/4″ x 1-1/4″
Артикул: SPE66
В настоящее время: 4,87 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1-1/4″ x 1-1/4″
Артикул: SPC66
В настоящее время: 2,78 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 3/4″ x 3/4″
Артикул: SPC44
В настоящее время: 2,10 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 45 градусов — 1-1/4″ x 1-1/4″
Артикул: SPE66-45
В настоящее время: $7,75
Быстрый просмотр
Нупи Америкас, Инк.
Соединение Fusion — 1 x 1 дюйм
Артикул: SPC55
В настоящее время: 2,34 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 1 x 1 дюйм
Артикул: SPE55
В настоящее время: $3,39
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 1-1/4″ x 1-1/4″ x 3/4″
Артикул: SPT664
В настоящее время: $7,07
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 3/4 x 3/4 дюйма
Артикул: SPE44
В настоящее время: 2,97 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 2 x 2 дюйма
Артикул: SPC88
В настоящее время: $3,78
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 1-1/4″ x 3/4″ x 3/4″
Артикул: SPT644
В настоящее время: $7,07
Быстрый просмотр
Нупи Америкас, Инк.
Заглушка Fusion — 3/4 дюйма
Артикул: SPCP4
В настоящее время: 3,02 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Заглушка Fusion — 1-1/4 дюйма
Артикул: SPCP6
В настоящее время: 4,08 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1¼» Fusion x 1″ наружная трубная резьба
Артикул: BSPMA65
В настоящее время: 20,61 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — ¾» Fusion x ¾» наружная трубная резьба
Артикул: BSPMA4
В настоящее время: $17.
00Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 2 дюйма x 1-1/4 дюйма
Артикул: SPC86
В настоящее время: $8,21
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1-1/4″ x 1″
Артикул: SPC65
В настоящее время: $6,14
Быстрый просмотр
Нупи Америкас, Инк.
Заглушка Fusion — 1 дюйм
Артикул: SPCP5
В настоящее время: $3,36
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 2 x 2 дюйма
Артикул: SPE88
В настоящее время: $11,83
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1¼» Fusion x 1¼» наружная трубная резьба
Артикул: BSPMA6
В настоящее время: $37,67
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 2 дюйма x 2 дюйма x 1 дюйм
Артикул: SPT885
В настоящее время: $16,33
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1-1/2″ x 1-1/4″
Артикул: SPC76
В настоящее время: $14,07
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1-1/4″ PE Fusion x 1″ внутренняя трубная резьба
Артикул: BSPFA65
В настоящее время: 20,61 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1 x 3/4 дюйма
Артикул: SPC54
В настоящее время: $8,43
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 1-1/4″ x 1-1/4″ x 1-1/4″
Артикул: SPT666
В настоящее время: $7,14
Быстрый просмотр
Водяная печь
Колено Fusion — тонкостенное — 1-1/4″ x 1-1/4″
Артикул: SPE66SL
В настоящее время: 10,50 долларов США
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 1-1/2 дюйма x 1-1/2 дюйма
Артикул: SPE77
В настоящее время: $7,33
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1″ Fusion x 1″ наружная трубная резьба
Артикул: BSPMA5
В настоящее время: 19,53 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 3/4″ x 3/4″ x 3/4″
Артикул: SPT444
В настоящее время: $3,69
Быстрый просмотр
Корпорация Гео-Фло
Двойное уплотнительное кольцо Flo-Link x 1-1/4″ переходники Fusion с гнездом из полиэтилена высокой плотности — набор из 2 шт.
Артикул: GF-2911
В настоящее время: 23,36 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1-1/4″ Fusion x 3/4″ наружная трубная резьба
Артикул: BSPMA64
В настоящее время: 19,34 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Втулка Fusion — 1-1/4″ x 1″
Артикул: SPB65
В настоящее время: $5,17
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — «Улица» — 3/4 x 3/4 дюйма
Артикул: SPE44ST
В настоящее время: $3,08
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1-1/2″ x 1-1/2″
Артикул: SPC77
В настоящее время: $3,59
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 1″ PE Fusion x 1″ внутренняя трубная резьба
Артикул: BSPFA5
В настоящее время: 19,53 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 1-1/4″ x 1″ x 1″
Артикул: SPT655
В настоящее время: $7,07
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 2 дюйма x 2 дюйма x 1-1/4 дюйма
Артикул: SPT886
В настоящее время: $16,28
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 2 дюйма x 2 дюйма x 3/4 дюйма
Артикул: SPT884
В настоящее время: $16,28
Быстрый просмотр
Нупи Америкас, Инк.
Тройник Fusion — 1 x 1 x 1 дюйм
Артикул: SPT555
В настоящее время: 4,80 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Латунный переходник — 2″ Fusion x 2″ наружная трубная резьба
Артикул: BSPMA8
В настоящее время: $58,56
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 2 дюйма x 1-1/2 дюйма
Артикул: SPC87
В настоящее время: $14,52
Быстрый просмотр
Нупи Америкас, Инк.
Заглушка Fusion — 2 дюйма
Артикул: SPCP8
В настоящее время: $5,17
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 1-1/4 дюйма x 1 дюйм
Артикул: SPE65
В настоящее время: $3,99
Быстрый просмотр
Нупи Америкас, Инк.
Колено Fusion — 45 градусов — 2 x 2 дюйма
Артикул: SPE88-45
В настоящее время: 14,55 долларов США
Быстрый просмотр
Водяная печь
Муфта Fusion — тонкая стенка — 1-1/4″ x 1-1/4″
Артикул: SPC66SL
В настоящее время: $7,20
Быстрый просмотр
Корпорация Гео-Фло
Двойное уплотнительное кольцо Flo-Link x 1-1/4″ труба из полиэтилена высокой плотности, набор из 2 шт.
Артикул: GF-3917
В настоящее время: 23,36 доллара США
Быстрый просмотр
Нупи Америкас, Инк.
Латунный адаптер — 1 «Fusion x 3/4» наружная трубная резьба
Артикул: BSPMA54
В настоящее время: $18,99
Быстрый просмотр
Нупи Америкас, Инк.
Заглушка Fusion — 1-1/2 дюйма
Артикул: SPCP7
В настоящее время: $5,40
Быстрый просмотр
Нупи Америкас, Инк.
Муфта Fusion — 1-1/2″ x 1″
Артикул: SPC75
В настоящее время: $13,98












Электромуфта против сварки встык — сварка полиэтиленовых труб
Наткнувшись на интересную статью о новом мировом рекорде по доставке более 3 км полиэтиленовых (ПЭ) труб из Норвегии в Малайзию¹, я решил поделиться своим опытом работы с полиэтиленом. трубы в разных сценариях.
ПЭ труба используется во всем мире в различных частях гражданской инфраструктуры. В водопроводных, канализационных и газораспределительных сетях это может быть предпочтительным материалом, потому что он легкий, прочный, гибкий и дешевый.
Вы можете получить его во всем диапазоне диаметров труб, и когда он прибывает на место, он, как правило, прибывает в стержнях длиной 6 или 12 метров, в значительной степени в зависимости от размера бортового грузовика, который вы можете доставить на место. Чтобы сформировать ваш трубопровод, каждый стержень трубы необходимо сварить вместе, и есть два основных способа сделать это: электросварка или сварка встык.
Чтобы сформировать ваш трубопровод, каждый стержень трубы необходимо сварить вместе, и есть два основных способа сделать это: электросварка или сварка встык.
Какая разница? — Сварка встык
Сварка встык, вероятно, является наиболее распространенным методом сварки полиэтиленовых труб. Концы каждого отрезка трубы нагревают, чтобы начать плавить полиэтилен, затем сжимают вместе так, чтобы при охлаждении они образовывали прочную связь друг с другом.
Для стыковой сварки плавлением требуется установка, чтобы убедиться, что трубы выровнены и их поверхности плоские, когда они прижимаются друг к другу, образуя непрерывное уплотнение по окружности соединения. Буровые установки различаются по размеру в зависимости от диаметра используемой трубы, сварка встык обычно доступна для труб диаметром от 50 мм до 2 м. Ниже я включил фотографию из проекта, в котором использовалось стыковое соединение для сварки трубы диаметром 710 мм, так как она была обернута через существующую заброшенную трубу.
Какая разница? — Электромуфта
Электромуфта, с другой стороны, использует муфту, в которой сидят два конца трубы, электрический ток проходит через муфту, которая расплавляет внешнюю часть трубы и образует связь с муфтой, как показано на рисунке ниже. После этого муфта остается на трубе и образует часть трубопровода. Для труб диаметром от 16 мм до 710 мм применима электромуфта².
Из-за того, что электромуфтовые соединения остаются с надетой манжетой, они не подходят для «бестраншейных» методов, таких как шнековое бурение или наклонно-направленное бурение. Как вы понимаете, из-за воротника очень трудно толкать или тянуть сварную трубу через землю.
Оба метода сварки при правильном выполнении образуют соединение, которое прочнее, чем используемый отрезок трубы. Другими словами, в маловероятном случае провала (например, 20-футового провала, который привел к эвакуации 12 домов в Рипоне, Северный Йоркшир, в 2016 году³) и ваша труба осталась в провале в новостях в прайм-тайм, если если труба выйдет из строя из-за того, что она изгибается и провисает, она не выйдет из строя в одном из стыков.
Я видел электромуфтовые соединения, но никогда ими не пользовался?
Электромуфта имеет плохую репутацию в отрасли, и это, вероятно, связано с тем, что она часто имеет негерметичные соединения (не идеально подходит для транспортировки жидкостей). Любой поставщик скажет вам, что «при правильной установке» в электромуфтовых соединениях нет ничего плохого, что правильно и вызывает вопрос: «Как же тогда их правильно установить?»
Ниже я перечислил несколько мер, обеспечивающих надежность электромуфтового соединения. Их можно увидеть на фотографии ниже, сделанной при строительстве канализационной трубы диаметром 225 мм:
- Зачистите концы трубы, чтобы открыть свежий полиэтиленовый материал на воротнике.
- Использование хомутов на концах труб для уменьшения овальности труб.
- Очистите концы трубы перед тем, как вставить их в муфту.
- Используйте заземляющий лист, чтобы грязь не попала на конец трубы до того, как она будет вставлена в муфту.

Для такого дизайнера, как я, легко критиковать бригаду строителей за плохой монтаж, но в дождливый день в Великобритании, в грязной траншее, поддерживать чистоту трубы может быть практически невозможно.
Существуют системы, которые дают вам как проектировщику уверенность в том, что соединения будут установлены правильно. Я лично работал с компанией Control Point⁴, которая использует технологию смартфона для проверки правильности установки каждого соединения. Они ответят в течение 2 часов после получения фотографий с указанием «пройдено или не пройдено» для каждого стыка и предоставят гарантию на пройденные стыки, что даст вам, проектировщику, больше уверенности в качестве конструкции. Именно использование таких технологий стимулирует использование электромуфтовых соединений в промышленности.
Во время нынешней пандемии подобные удаленные инструменты окажутся очень полезными. Возможность удаленной проверки качества означает, что на строительной площадке находится меньше людей, что помогает поддерживать социальное дистанцирование во время работы на строительной площадке.
Почему бы просто не использовать стыковые соединения, чтобы избежать хлопот?
Использование стыковых соединений имеет много преимуществ, и простота конструкции является одним из них. Одним из больших недостатков является пространство, необходимое для создания соединений.
Тогда как для электромуфтовых соединений требуется хомут, маленькая синяя коробка и генератор. Стыковые сварные соединения требуют места для сварочной установки, генератора и навеса на случай дождя, как это часто бывает в этой стране.
Для проектировщика это может показаться соображением для подрядчика, однако подобная информация может существенно повлиять на тип соединения, который вы укажете. Меньшее оборудование для электромуфтовых соединений означает, что их можно изготовить на месте. Если у вас плохие условия доступа, установка установки для стыковой сварки там, где она вам нужна, может оказаться нецелесообразной, а протягивание полной длины сварной полиэтиленовой трубы на место может оказаться невозможным.
По моему опыту, электромуфтовые соединения спасли меня в таком случае, когда при замене канализации на крутом склоне, чтобы поднять установку для стыковой сварки вверх по склону или протащить полную длину трубы, потребовались бы временные работы, которые просто сделали бы работа непомерно дорогая.
Электромуфтовые соединения позволили нам сваривать каждое соединение на месте, и 6-метровые трубы можно было перемещать на место по отдельности с помощью небольшого оборудования.
Понимание ограничений площадки и того, как они влияют на проектирование, являются аспектами гражданского строительства, которые я понял, работая в проектных и строительных организациях и совместных предприятиях.
Резюме
Полиэтиленовая труба — популярный материал в гражданской инфраструктуре Великобритании, а сварка встык и электромуфта — два популярных метода сварки. Для проектировщика тип сварного соединения может показаться небольшой деталью конструкции, но он может оказать огромное влияние на метод строительства.
Подробное рассмотрение метода электромуфтового соединения и того, как его можно сделать надежно, чтобы избежать его плохой репутации, позволило мне успешно завершить проект и избежать его откладывания на полку.
Как любил подмечать мой начальник участка: «Еще один пример того, как временные работы и методы строительства могут влиять на постоянный дизайн».
Обратите внимание, я не имею никакого отношения к Control Point и не получу выгоду от одобрения. Я использовал их услуги для большого эффекта в проекте, и я надеюсь, что они продолжат помогать другим инженерам проектировать трубопроводы с учетом метода строительства.
Ссылки
1. «Новый мировой рекорд по доставке труб из полиэтилена высокой плотности длиной 3,3 км в Малайзию». Трубопровод. www.pipelife.com/com/news/6234-new-world-record-with-a-3-3-km-hdpe-pipe-delivery-to-malaysia.php. По состоянию на 9 июня 2020 г.
2. «Сварка встык или электромуфтовая сварка для соединения полиэтиленовых труб?» TWI-Global . www.twi-global.com/technical-knowledge/faqs/faq-what-factors-affect-whether-i-should-choose-butt-fusion-or-electrofusion-welding-for-joining-pe-трубы. По состоянию на 9 июня 2020 г.
www.twi-global.com/technical-knowledge/faqs/faq-what-factors-affect-whether-i-should-choose-butt-fusion-or-electrofusion-welding-for-joining-pe-трубы. По состоянию на 9 июня 2020 г.
3. «Опасения, связанные с воронкой, останавливают планы строительства муниципальных домов Харрогейта». Новости Би-би-си. , 3 октября 2019 г. https://www.bbc.co.uk/news/uk-england-york-north-yorkshire-49922467. По состоянию на 11 июня 2016 г.
4. «Электрослияние». Контрольная точка . www.controlpoint.co.uk/for-electrofusion. По состоянию на 09 июня 2020 г.
Объяснение сварки полиэтиленовых труб: как разрезать и соединять полиэтиленовые трубы?
Разрезать полиэтиленовую трубу легко, как и соединение. Существует несколько способов соединения: термоклей, электромуфтовое соединение, гибкое соединение с муфтой, фланцевое соединение и переходное соединение сталь-пластик.
Как резать полиэтиленовые трубы?
- Не используйте для резки механические или плазменные методы.
- Можно использовать метод технологии резки шлифовального круга или во время шлифования можно использовать специальный шлифовальный круг.
- Используйте механические или ручные методы для резки полиэтиленовой трубы. Трубы из углеродистой стали
- и трубы из оцинкованной стали больше подходят для резки ножовкой или механическим способом.
- Качество резки полиэтиленовой трубы должно соответствовать следующим требованиям:
- Поверхность реза должна быть гладкой, без трещин, толстой корки, шлаков, окислов, железных опилок, заусенцев, выпуклостей и усадок.
- Отклонение угла наклона торцевой поверхности реза не должно быть больше 1 мм наружного диаметра трубы, и не больше 3 мм, а погрешность неравномерности не должна быть больше 1 мм.

Выше приведены некоторые требования к резке полиэтиленовых труб, которые мы вам представляем. Мы должны соблюдать стандарты при резке полиэтиленовых труб, чтобы избежать ошибок при резке, влияющих на качество проекта.
Как соединить полиэтиленовую трубу?
Обычные методы соединения дренажных труб из полиэтилена высокой плотности: соединение с помощью термоклея, электромуфтовое соединение, гибкое соединение в раструб, фланцевое соединение и переходное соединение сталь-пластик.
1. Термоклеевое соединение полиэтиленовой трубы
Термоклеевое соединение представляет собой нагревательный инструмент. После нагрева полиэтиленовой трубы или трубных фитингов, которые должны быть соединены под давлением, чтобы расплавиться, снимите нагревательный инструмент, приложите давление, чтобы соединить две плавящиеся поверхности вместе, и держите его под стабильным давлением в течение определенного периода времени, пока соединение не остынет. Соединение из термоклея включает в себя стыковое соединение из термоклея, гнездовое соединение из термоклея и седловидное соединение из термоклея.
Сварка встык горячим расплавом дренажной трубы из ПЭВП:
- Машина для горячего расплава может использоваться для переключения после включения питания и включения светового индикатора при достижении рабочей температуры.
- Отрежьте трубу необходимой длины, при этом торцевая поверхность трубы после резки должна быть перпендикулярна оси трубы.
- Удалите заусенцы и заусенцы на режущем торце.
- Соединительные торцевые поверхности труб и трубопроводной арматуры должны быть чистыми, сухими и обезжиренными. При необходимости используйте сухую ткань или ацетон для очистки.
- Используйте штангенциркуль и подходящую ручку, чтобы измерить и нанести на график глубину раструба на конце вставки трубы.
- Конец вставки трубы ввести в рубашку обогрева, не вращая, и ввести на отмеченную глубину, при этом, не вращая, вставить штуцер трубы в нагревательную головку, пока он не достигнет метки.
- По истечении времени нагрева немедленно одновременно снимите трубу и фитинги с нагревательной головки и быстро и равномерно вставьте их на отмеченную глубину по прямой линии без вращения.

2. Электромуфтовое соединение дренажной трубы из полиэтилена высокой плотности
Электромуфтовое соединение заключается в использовании электромуфтовой трубы со встроенным проводом сопротивления для тесного контакта с соединительной частью трубы, на которую подается питание, и соединительная часть нагревается за счет встроенного сопротивления проволоки, чтобы интегрировать его, пока соединение не остынет.
Электромуфтовое соединение может использоваться для соединения с различными типами полиэтиленовых труб или раструбных труб с различной скоростью потока расплава. Электромуфтовое соединение делится на электрофузионное гнездовое соединение и электромуфтовое седловидное соединение.
3. Гибкое соединение дренажной трубы из полиэтилена высокой плотности с раструбом
Гибкое соединение с раструбом из полиэтиленовой трубы представляет собой новый метод соединения, разработанный на основе принципа раструбного гибкого соединения чугунной и поливинилхлоридной трубы (ПВХ-U). Он приварен с армированным полиэтиленом на одном конце раструба полиэтиленовой трубы. Гибкое соединение раструбного типа заключается в том, чтобы вставить один конец полиэтиленовой трубы непосредственно в специальное раструб трубы или фитинга, а стопорное кольцо в раструбе прижимается, чтобы противостоять вытягиванию, а резиновое уплотнительное кольцо сжимается и герметизируется. достичь цели соединения трубы и фитинга трубы.
Шаги гибкого раструбного соединения дренажной трубы из полиэтилена высокой плотности следующие:
- Отрежьте трубу необходимой длины, при этом торцевая поверхность трубы после обрезки должна быть перпендикулярна оси трубы.
- Удалите заусенцы и заусенцы на режущем торце.
- Используйте станок для снятия фасок, чтобы залить конец трубы под углом 15°~30°, а толщина канавки составляет от 1/2 до 1/3 толщины стенки трубы.
- Используйте хлопчатобумажную пряжу или сухую ткань, чтобы очистить внутреннюю и внешнюю часть розетки. При необходимости используйте чистящее средство, например, ацетон.
- Глубина раструба фитинга минус 10 мм — это длина вставки трубы, и эта длина используется для маркировки трубы.
- Проверить и отрегулировать резиновое уплотнительное кольцо. Кисточкой равномерно нанести смазку на поверхность резинового уплотнительного кольца и наружную поверхность раструба трубы или фитинга. Запрещается использовать масло или другие масла в качестве смазки.
- Вставить раструб трубы или фитинга в раструб фитинга до линии разметки с равномерной скоростью. При вставке он должен быть вертикальным. Если введение затруднено, можно использовать вспомогательные устройства.

4. Фланцевое соединение дренажной трубы из полиэтилена высокой плотности
Фланцевое соединение в основном используется для соединения полиэтиленовых труб и металлических труб или клапанов, расходомеров, манометров и другого вспомогательного оборудования. Фланцевые соединения в основном состоят из фланцевых соединений из полиэтилена, стальных или алюминиевых фланцев, прокладок или уплотнительных колец, болтов, гаек и т. д. Фланцевое соединение достигается затяжкой болтов и гаек, чтобы обеспечить плотный контакт фланцевого соединения и листа фланца.
5. Переходное соединение сталь-пластик для дренажной трубы из полиэтилена высокой плотности
В переходном соединении сталь-пластик используются холоднопрессованные или другие предварительно изготовленные переходные соединения сталь-пластик для соединения полиэтиленовых труб и металлических труб. Переходное соединение сталь-пластик имеет устойчивое к растяжению стопорное кольцо и уплотнительное кольцо, и обычно требуется, чтобы оно обладало хорошей герметизирующей способностью, стойкостью к растяжению и давлению, чем полиэтиленовая труба в системе.
Переходное соединение сталь-пластик имеет устойчивое к растяжению стопорное кольцо и уплотнительное кольцо, и обычно требуется, чтобы оно обладало хорошей герметизирующей способностью, стойкостью к растяжению и давлению, чем полиэтиленовая труба в системе.
Набор инструментов для сварки труб из полиэтилена высокой плотности Обсуждение
Во многих отраслях промышленности трубы из полиэтилена высокой плотности все чаще используются для замены бетонных и стальных магистралей, поскольку они более гибкие, пластичные и непроницаемые. В связи с этим растущим спросом увеличилась потребность в сварке секций полиэтилена высокой плотности на строительных площадках, и многие компании наблюдают неблагоприятный рост травматизма при сварке полиэтилена высокой плотности. Давайте подробнее рассмотрим сварку ПНД и рассмотрим некоторые передовые методы предотвращения травм при работе с ним на стройплощадке.
Что такое сварка HDPE?
Труба из полиэтилена высокой плотности представляет собой термопластичную трубу из полиэтилена высокой плотности. Процесс соединения или сварки секций полиэтилена высокой плотности часто называют сплавлением. Существуют специальные машины для трех основных видов сварки:
Процесс соединения или сварки секций полиэтилена высокой плотности часто называют сплавлением. Существуют специальные машины для трех основных видов сварки:
Сегодня мы сосредоточимся на стыковой сварке/сварке ПЭВП. Процесс стыковой сварки ПНД представляет собой сплавление двух секций в одну под давлением. После помещения секций трубы из ПЭВП, подлежащих сварке, в сварочный аппарат, режущая головка используется для подготовки лицевой стороны обеих секций. Обрезка или шлифовка поверхностей стыков гарантирует, что они будут квадратными и ровными, что обеспечит максимальную площадь контакта между ними. Затем соединяемые поверхности трубы прижимаются к нагревательному элементу или пластине, чтобы нагреть их до 400 градусов по Фаренгейту в зависимости от размера трубы. Как только поверхности соединения нагреты должным образом, нагревательный элемент удаляется, и секции соединения с силой прижимаются друг к другу в соответствии с заданным давлением и периодом времени для плавления.
После того, как материал остынет, секции трубы будут соединены друг с другом, а соединение загерметизировано внутри и снаружи.
Каковы опасности сварки HDPE?
Сварка полиэтилена высокой плотности — это простой процесс, однако на рынке существует множество различных видов машин, которые рабочие могут использовать в зависимости от выполняемой работы. Соедините это с опасными работами на строительной площадке, и вдруг возникнет множество опасностей, о которых нужно знать.
Несчастные случаи со столкновением и раздавливанием
В большинстве случаев трубы из полиэтилена высокой плотности соединяются для распределения жидкостей или газов в больших объемах. Представьте, что большие участки трубы из полиэтилена высокой плотности соединяются вместе в больших масштабах для водопровода в новом жилом комплексе или для замены водопровода в вашем районе. Это может привести к соединению секций полиэтилена высокой плотности весом в сотни фунтов при перемещении по рабочей площадке. Используемая техника часто включает:
Используемая техника часто включает:
На строительной площадке сварщики труб, строители и прорабы должны быть обучены безопасному использованию сварочной машины для полиэтилена высокой плотности, а также технике безопасности на рабочем месте при работе с тяжелыми неудобными секциями трубы. Машина HDPE имеет движущиеся части, которые создают огромное давление и тепло. У рабочих возникает соблазн залезть в зазор между секциями трубы, чтобы удалить обрезки труб. Этого следует избегать, и следует использовать палку или щетку, чтобы защитить руки от повреждений, даже когда машина выключена.
Всегда используйте средства индивидуальной защиты, включая перчатки и обувь со стальным носком, при работе со сварочным аппаратом ПНД. Всегда обращайтесь с нагревательным элементом так, как будто он может обжечь вас или кого-то еще. Аккуратное обращение с нагревательной пластиной и ее хранение должны практиковаться до тех пор, пока это не войдет в привычку.
После соединения секций полиэтилена высокой плотности возможны травмы раздавливания при подъеме или установке длинных секций трубы. Труба из полиэтилена высокой плотности становится все более тяжелой и громоздкой по мере увеличения длины. Когда вы работаете с несколькими сотнями футов труб и тяжелого оборудования, возможны случайные удары и раздавливания, когда нагрузки становятся неустойчивыми.
Взбивание
Труба из полиэтилена высокой плотности известна своей гибкостью. Компромисс заключается в том, что когда он изгибается, он может неожиданно выпрямиться. HDPE может хлестать, когда его перемещают или если на него оказывается давление до того, как он будет закреплен. Накопленная энергия от сгибания или изгиба может скосить все на своем пути. Все рабочие должны знать о потенциальном пути согнутой трубы из ПЭВП, если она вернется в более прямое положение.
Травмы рук и деформации рук
Травмы рук и деформации рук при работе с трубами из ПЭВП являются распространенными травмами. Это означает, что рабочие пытаются переместиться или добраться до места, где безопаснее использовать надлежащее оборудование. Получение оборудования или его использование занимает больше времени, поэтому возникает соблазн поторопиться и сделать это небезопасным способом. Эти решения приводят к перенапряжению и травмам рук, которых можно было бы избежать.
Это означает, что рабочие пытаются переместиться или добраться до места, где безопаснее использовать надлежащее оборудование. Получение оборудования или его использование занимает больше времени, поэтому возникает соблазн поторопиться и сделать это небезопасным способом. Эти решения приводят к перенапряжению и травмам рук, которых можно было бы избежать.
Травмы растяжения возникают при чрезмерном весе и неправильной технике подъема. Когда вы пытаетесь поднять объект, и он смещается дальше от вашего центра тяжести, тем меньше силы кора и больше усилий вам потребуется, чтобы его контролировать.
Травмы от перенапряжения могут произойти быстро при использовании ПЭВП, учитывая вес и неуклюжесть нескольких сотен футов соединенного трубопровода. На строительной площадке секции HDPE часто будут слишком длинными и тяжелыми для ручного подъема, поэтому будет использоваться тяжелое оборудование. Тем не менее, у рабочих возникает соблазн сместить или переместить эти секции труб вручную в нужное положение, что может привести к травмам от перенапряжения. Работайте с умом и используйте подходящие инструменты для рычагов и технику вместе с большим количеством людей, чтобы безопасно перемещать или перемещать тяжелые и неудобные участки трубы.
Большинство квалифицированных рабочих используют в своей работе руки. Травмы рук ежегодно являются причиной более 10 тысяч потерянных рабочих дней в строительной отрасли. Не идите на компромисс ради времени. Используйте машины для подъема и позиционирования трубопроводов. Никогда не кладите руки в положение, при котором их можно ударить, зажать или раздавить. Вместо этого всегда ищите альтернативные инструменты, рычаги и т. д.
Китайский производитель полиэтиленовых труб, фитинги для полиэтиленовых труб, поставщик полиэтиленовых труб
Популярные продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Новое поступление
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
GIF
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Спотовые товары
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
GIF
Свяжитесь сейчас
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
GIF
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Производитель/Фабрика | |
| Основные продукты: | ПЭ труба , Фитинги для полиэтиленовых труб | |
| Количество работников: | 67 | |
| Год основания: | 2006-07-19 | |
| Сертификация системы менеджмента: | ИСО9001:2008, ИСО14001:2004, ОХСАС18001:2007 | |
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
В качестве дочерней компании, созданной компанией Sichuan Senpu Pipe Co. , Ltd. (далее именуемой «Sichuan Senpu») для производства и продажи местной продукции, Tianjin Senpu Pipe Co., Ltd. (далее именуемой «Tianjin Senpu» ), занимающая площадь 100 му, расположена в промышленном парке Анда, зоне развития Даган в новом районе Тяньцзинь Биньхай, ключевой национальной зоне экономического развития. Он находится рядом с городскими районами Тяньцзиня и Тангу, недалеко от шоссе Цзинган, скоростной автомагистрали Танцзинь, аэропорта Тяньцзинь …
, Ltd. (далее именуемой «Sichuan Senpu») для производства и продажи местной продукции, Tianjin Senpu Pipe Co., Ltd. (далее именуемой «Tianjin Senpu» ), занимающая площадь 100 му, расположена в промышленном парке Анда, зоне развития Даган в новом районе Тяньцзинь Биньхай, ключевой национальной зоне экономического развития. Он находится рядом с городскими районами Тяньцзиня и Тангу, недалеко от шоссе Цзинган, скоростной автомагистрали Танцзинь, аэропорта Тяньцзинь …
Просмотреть все
Сертификаты
7 шт.СЕРТИФИКАТ СЕ НА ГАЗОСНАБЖЕНИЕ
СЕРТИФИКАТ CE ДЛЯ ВОДОСНАБЖЕНИЯ
Документ об утверждении лицензии на гигиену
Лицензия на производство специального оборудования Китайская Народная Республика
Сертификат охраны труда и техники безопасности (OHS)
ISO14001: 2004 Сертификат системы экологического менеджмента
ISO9001:2008 Сертификат системы менеджмента качества
Пошлите Ваше сообщение этому поставщику
* От:
* Кому:
г-жа Эстель
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
20-63 мм Сварочный аппарат для сварки плавлением для труб PPR Поставщики и производители труб из полиэтилена высокой плотности Китай — Цена по прейскуранту завода-изготовителя
сварочный аппарат плавлением гнезда 20-63мм для трубы ХДПЭ трубы ППР
Раструбная сварка является основным методом сварки труб малого диаметра. Сварочный аппарат для раструбной сварки в основном используется для сварки труб из HDPE, PPR. Раструбная сварка плавлением предполагает использование фитингов. Технологический процесс, как правило, ручной. Цикл сварки состоит из фазы нагрева и фазы охлаждения. При сварке плавлением в раструб раструб, установленный на нагревательной пластине, используется для нагрева внешней поверхности свариваемой трубы. На противоположной стороне нагревательной плиты используется втулка для нагрева внутренней поверхности фитинга, полученного литьем под давлением.
Сварочные аппараты для раструбной сварки SUNPLAST практичны, просты в обращении и безопасны, сварочные аппараты доступны с регулируемым электронным терморегулятором (TE) или с фиксированным электронным термостатом (TFE).
Эта новая система управления TFE оснащена новым устройством самодиагностики, снабженным сигналом тревоги, который предупредит оператора в случае неисправности; в то же время нагревательный элемент автоматически выключится. Благодаря микроконтроллеру ПИД-алгоритма в сочетании с платиновым датчиком система контроля температуры может быстрее реагировать на колебания внешней температуры и гарантировать более высокую надежность и длительный срок службы.
Описание продукта
Наименование товара 20-63 мм сварочный аппарат для раструбной сварки труб HDPE и PPR Модель 20-63мм Диапазон сварки 20 мм, 25 мм, 32 мм, 40 мм, 50 мм, 63 мм Напряжение 220В, 50Гц Входная мощность 1000 Вт / 1500 Вт / 2000 Вт Рабочая температура 300℃±10% Вес нетто: 5,5 кг/комплект Упаковка Набор / КТН 5 сет / КТН Вес/КТН 28кг/кор Размер/КТН 50*28*10 см Доступны образцы Бесплатный образец доступен, если требуется небольшое количество. Способ упаковки Картонные коробки Минимальный заказ оборотный Время выполнения продукции В зависимости от количества заказа. Гарантийный срок 1 год при нормальном использовании Условия оплаты T/T или LC по предъявлении Порт погрузки FOB Нинбо или Шанхай Китай Место происхождения Чжэцзян, Китай
Обычно около 20 дней для 20-футового контейнера
Свяжитесь с нами
Свяжитесь с нами по любому вопросу о нашей продукции по телефону:
Электронная почта: [электронная почта защищена]
[электронная почта защищена]
Телефон: 0086-574-87226883
Факс: 0086-574-87467583
Моб: 0086-15968493053
Круглосуточный контакт на линии:
WhatsApp: 0086-15968493053
Skype: производитель полипайпов
Sunplast, благодаря более чем 15-летнему развитию, в настоящее время известен как один из ведущих производителей и поставщиков сварочных аппаратов для раструбной сварки 20-63 мм для труб PPR и HDPE в Китае.