Технологические особенности сварки порошковой проволокой
Выбор марки и диаметра порошковой проволоки определяется маркой свариваемой стали, требованиями к качеству металла шва и сварного соединения, положением швов в пространстве и другими условиями сварки. При этом учитываются технологические особенности применения проволоки и ее возможности по режимам сварки и производительности, экономическая целесообразность. Выбранная для использования проволока подлежит обязательной проверке. Проверяется соответствие коэффициента заполнения установленным нормам, регламентированным техническими условиями.
Основные требования к сварочно-технологическим свойствам порошковых проволок следующие: дуга должна легко зажигаться и гореть равномерно, без чрезмерного разбрызгивания металла и шлака, наплавленный металл должен равномерно покрываться шлаком, который после охлаждения должен легко удаляться и не должен иметь пор, трещин и шлаковых включений.
Увлажнение сердечника проволоки недопустимо. Проволоку, сердечник которой увлажнился при хранении, следует прокалить при температуре 230-250оС в течении 2-3 ч. Последнее не рекомендуется делать для проволок рутил-органического типа, содержащих органические материалы, начинающие разлагаться при температуре ниже 300оС. Поверхности свариваемых деталей перед сваркой должны быть очищены от грязи, масла, ржавчины.
Прихватки при сборке изделий необходимо выполнять либо электродами с качественной обмазкой, либо порошковой проволокой.
Сварку порошковой проволокой выполняют на постоянном токе обратной полярности. Перед сваркой необходимо произвести настройку режима применительно к намеченному объекту сварки. Настройку режима сварки производят в такой последовательности: вначале выбирают необходимую скорость подачипроволоки для получения заданного тока, затемустанавливают среднее значение напряжения дуги в рекомендуемом диапазоне и соответствующий данному режиму расход газа, если сварка выполняется в углекислом газе. Поддерживая рекомендуемый вылет, производят опытную сварку. При необходимости корректируют установленный режим.
К общим правилам техники сварки, которыми следует руководствоваться, можно отнести следующие:
- При сварке стыковых соединений порошковая проволока должна располагаться почти перпендикулярно изделию: угол ее отклонения от вертикального положения не должен превышать 15°. При выполнении тавровых и нахлесточных соединений необходимо выдержать указанный угол наклона электрода по направлению сварки, а угол между вертикальной плоскостью (стенкой тавра) и проволокой должен быть в пределах 30-45°.
- При многослойной сварке перед наложением каждого последующего слоя рекомендуется очистить предыдущий слой от шлака. Следует учитывать, что выполнение за один проход швов катетом более 10-12 мм нецелесообразно. Для швов более 6-8 мм рекомендуются плавные поперечные колебания электрода.
- При случайном обрыве дуги или нарушении подачи проволоки возбуждать дугу следует на расстоянии 10-15 мм от места обрыва и после зажигания перенести ее на незаплавленный кратер.
- Сварку следует прекращать резко обрывая дугу, чтобы избежать удлинения вылета.
- Необходимо предотвращать любую возможную причину колебания режима сварки: нестабильную подачу проволоки по шлангу полуавтомата, неправильное манипулирование электродом, значительные колебания сетевого напряжения и т. д. Не рекомендуется производить сварку полуавтоматом с изношенным мундштуком держателя или наконечником мундштука.
Причиной пористости могут быть завышенный ток, малое напряжение дуги, некачественная сборка металлоконструкций(с большими зазорами между свариваемыми элементами), повышенное содержание углерода и кремния в основном металле.
Техника сварки проволоками различных типов имеет свои особенности. Например, при сварке проволоками рутил-органического типа необходимо поддерживать вылет 15-20 мм. Сварка на большом вылете приводит к перегреву проволоки, ухудшению механических свойств металла шва, возникновению пористости. В случае повышенного содержания углерода и кремния в свариваемой стали сварку следует прекратить после плавного удлинения дуги, в противном случае возможны вздутия и поры в кратере шва. Сварка проволокой карбонатно-флюоритного типа производится при вылете 30-50 мм. В случае недостаточно хорошей подготовки изделий под сварку или неудачной сборки заварить зазор проще при увеличенном вылете электродной проволоки. При наличии загрязнений и небольшого слоя окалины на поверхности свариваемого металла появление дефекта можно предупредить снижением напряжения на дуге до минимального рекомендуемого.
Сварку вертикальных швов рекомендуется выполнять порошковой проволокой диаметром 2,3 мм и менее. Направление сварки при выполнении вертикальных швов – снизу вверх. При таком способе за один проход можно выполнять швы катетом до 10 мм. При сварке на вертикальной плоскости необходимо придавать электроду плавные колебательные движения. Это обеспечивает благоприятную форму валика. При манипулировании электродом следует избегать обрывов дуги, так как это может привести к появлению дефектов в шве.
К особенностям применения порошковой проволоки с дополнительной защитой углекислым газом следует отнести следующие:
- Сварку рекомендуют применять в закрытых помещениях. На открытых площадках и монтаже сварка возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
- Сварку на вылете 35-40 мм нужно выполнять с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15-25 мм. При использовании не прокаленной проволоки сварку необходимо выполнять на повышенном вылете до 50 мм. В этом случае наконечник мундштука следует применять меньшей длины.
Пористость в швах при сварке в углекислом газе может быть вызвана:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнений;
- большим количеством примесей (главным образом влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитой зоны сварки углекислым газом (попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа, большое расстояние между соплом горелки и изделием, чрезмерно большой угол наклона горелки относительно изделия, подсос воздуха через не плотности в горелке и газовой магистрали, эксцентричное расположение проволоки относительно сопла горелки, износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги, турбулентное истечение газа из горелки).
Выполнение технологических рекомендаций гарантирует высокое качество швов и производительность при разнообразных условиях осуществления сварочных работ порошковой проволокой.
Сущность способа сварки порошковой проволокой
Сущность способа сварки порошковой проволокой
Порошковая проволока представляет собой непрерывный электрод трубчатой или другой, более сложной конструкции с порошкообразным наполнителем — сердечником. Сердечник состоит из смеси минералов, руд, ферросплавов металлических порошков, химикатов и других материалов. Назначение различных составляющих сердечника подобно назначению электродных покрытий — защита расплавленного металла от вредного влияния воздуха, раскисление, легирование металла, связывание азота в стойкие нитриды, стабилизация дугового разряда и др. Составляющие сердечника должны, кроме того, удовлетворять общепринятым требованиям, предъявляемым ко всем сварочным материалам: обеспечивать хорошее формирование швов, легкую отделимость шлаковой корки, провар основного металла, минимальное разбрызгивание металла, отсутствие пор, трещин, шлаковых включений и других дефектов, определенные механические свойства швов и сварных соединений и т. д.
Порошковые проволоки используются для сварки без дополнительной защиты зоны сварки, а также для сварки в защитных газах, под флюсом, электрошлаковой. Проволоки, используемые для сварки без дополнительной защиты, называются самозащитными. Входящие в состав сердечника таких проволок материалы при нагреве и расплавлении в дуге создают необходимую шлаковую и газовую защиту расплавленного металла. В настоящее время наибольшее распространение получили порошковые проволоки для сварки в углекислом газе и самозащитные порошковые проволоки.
В зависимости от диаметра и состава порошковой проволоки сварка может осуществляться во всех трех пространственных положениях.
Схема процесса сварки самозащитной порошковой проволокой со свободным формированием шва приведена на рис. 1.
Рис. 1. Схема процесса сварки самозащитной порошковой проволокой.
Электрическая дуга возбуждается между оболочкой 1 порошковой проволоки и основным металлом 10 . За счет тепла, выделяемого в дуге, плавятся оболочка и сердечник 2 проволоки. Расплавившийся металл оболочки и сердечника образует на торце проволоки капли 3, которые растут и переносятся в сварочную ванну 5. При расплавлении минералов, руд и химикатов, входящих в состав сердечника, образуется шлак 6, покрывающий тонким слоем капли и сварочную ванну. Дуга 4 горит между каплей или оболочкой и сварочной ванной. При разложении карбонатов и органических материалов сердечника выделяются газы 9, которые защищают расплавленный металл от воздуха. Проволока по мере оплавления автоматически подается в зону сварки. При удалении дуги жидкий металл сварочной ванны кристаллизуется, образуя сварной шов 7, покрытый слоем затвердевшего шлака 8.
Схема процесса сварки порошковой проволокой в защитном газе приведена на рис. 2.
Рис. 2. Схема процесса сварки порошковой проволокой в углекислом газе: 1 — проволока; 2 — токоподвод; 3 — сопло; 4 — углекислый газ.
Порошковая проволока может использоваться также для сварки с принудительным формированием (рис. 3).
Рис. 3. Схема электродугового процесса сварки с принудительным формирование порошковой проволокой: а — в углекислом газе; б- открытой дугой. 1 — порошковая проволока; 2 — свариваемый металл; 3- шлак; 4 — ползун 5 — сварочная ванна, 6 — шов.
Классификация сварочных порошковых проволок
Порошковые проволоки могут быть классифицированы по назначению, способу защиты металла от влияния воздуха, типу сердечника, механическим свойствам металла шва.
Назначение проволоки определяется классом свариваемого металла. Порошковые проволоки применяются для сварки малоуглеродистых и низколегированных конструкционных сталей, легированных сталей, чугуна, цветных металлов и сплавов. Наиболее широкое распространение получили проволоки для сварки малоуглеродистых и низколегированных сталей. Рассмотрению свойств этих проволок и особенностей сварки посвящена, в основном, настоящая монография.
По способу защиты порошковые проволоки делятся на два вида: 1) самозащитные; 2) для сварки с дополнительной защитой газом или флюсом.
В зависимости от состава сердечника проволоки, применяющиеся в нашей стране, можно разделить на пять типов — рутил-органические, рутиловые, карбонатно-флюоритные, рутил-флюоритные, флюоритные.
Сердечник проволоки рутил-органического типа состоит в основном из рутилового концентрата и алюмосиликатов (полевой шпат, слюда, гранит и др.). В качестве раскислителей используется ферромарганец, а газообразующими материалами служат крахмал или целлюлоза. Проволоки с сердечником рутил-органического типа используются как самозащитные.
В состав сердечника проволок рутилового типа входят в основном рутиловый концентрат, алюмосиликаты и руды. Раскислителями служат ферромарганец, ферросилиций, ферротитан, ферроалюминий. Проволоки с сердечником рутилового типа используются с дополнительной защитой углекислым газом.
В сердечник проволоки карбонатно-флюоритного типа вводят в качестве газообразующих материалов карбонаты кальция, магния, натрия. В качестве шлакообразующих материалов используют рутиловый концентрат, алюмосиликаты, окислы щелочноземельных металлов, флюоритовый концентрат. Раскисляют металл ферромарганцем, ферросилицием. Для дополнительного раскисления металла и связывания азота в нитриды в сердечник проволок этого типа иногда вводят титан и алюминий. Проволоки с сердечником карбонатно-флюоритного типа чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом.
В состав сердечника проволок рутил-флюоритного типа входят в основном рутиловый и флюоритовый концентраты, в качестве шлакообразующих иногда вводят окислы щелочноземельных металлов, алюмосиликаты. Раскислителями служат ферромарганец и ферросилиций. Проволоки с сердечником этого типа применяются, как правило, с дополнительной защитой углекислым газом.
Сердечник проволок флюоритного типа в основном состоит из флюоритового концентрата, в небольших количествах вводят окислы щелочноземельных металлов. Для раскисления металла применяют ферромарганец, алюминий, магний. Алюминий также связывает азот металла сварочной ванны в нитриды. Проволоки с сердечником флюоритного типа используются как самозащитные.
В сердечники проволок всех типов с целью увеличения производительности сварки и придания благоприятных сварочно-технологических свойств вводят железный порошок.
Классификация проволок по механическим свойствам наплавленного металла пока еще не утверждена. Обычно по этому признаку свойства швов, выполненных порошковыми проволоками, сравнивают со свойствами шпон, выполненных электродами различных типов, регламентированных ГОСТом 9467—60.
Конструкции порошковых проволок.
Из применяющихся конструкции порошковых проволок (рис. 4) наиболее распространены проволоки трубчатой конструкции (а, б, в ). Введение части оболочки внутрь сердечника (г, д, е, ж, з ) обеспечивает более равномерное плавление его и более эффективную защиту металла от воздуха.
Рис. 4. Конструкции порошковой проволоки
Влияние конструкции проволоки на особенности ее плавления и свойства швов рассматривается ниже.
Коэффициент заполнения.
Количество материала в сердечнике порошковой проволоки принято оценивать коэффициентом: заполнения Кз:
где Gпор— масса порошкового наполнителя; Gпров — общая масса проволоки.
В зависимости от назначения проволоки Кз колеблется в широких пределах (10—40%). От величины Кз в значительной мере зависит эффективность защиты расплавленного металла. Стабильность коэффициента заполнения определяет качество изготовления проволоки.
Характеристики расплавления
Коэффициент расплавления (αр) представляет удельную (отнесенную к одному амперу сварочного тока) производительность процесса расплавления оболочки проволоки и определяется из выражения:
где Iсв — сила тока, τ- время расплавления проволоки.
Коэффициентом наплавки αН характеризуется удельная производительность процесса наплавки;
где GН — масса металла, наплавленного за время τ .
Потери электродного металла (без учета потерь на угар и испарение) учитываются коэффициентом набрызгивания αнб
где αнб — потери электродного металла на разбрызгивание; Gбр — масса брызг; GН — масса наплавленного металла.
Производительность процесса Gпр часто определяют массой металла, наплавленного в единицу времени:
Сварка порошковой проволокой
Для устранения недостатков, присущих сварке покрытыми электродами, в последние годы получила развитие сварка порошковой проволокой. Последняя представляет собой металлическую оболочку, заполненную шихтой, в которую вводят шлакообразующие и газообразующие компоненты, железный порошок, раскислители и, если это необходимо, легирующие элементы (рис. 3.9). Качество газошлаковой защиты определяется коэффициентом заполнения сердечника k3 = Gc/Gм, где Gc и Gм — массы порошка сердечника и металлической оболочки проволоки.
Рис. 3.9. Схема
автоматической дуговой сварки порошковой проволокой: 1-свариваемое
изделие; 2 — подающие ролики; 3-порошковая проволока; ; 4 токопровод; 5-дуга;
6-расплавленный шлак; 7-затвердевший шлак; 8-порошковый сердечник; 9 —
стальная оболочка проволоки; твердевший шлак; А — однослойная проволока; Б
-двухслойная
Для порошковых проволок различного назначения k
Для улучшения защиты ванны и упрощения состава шихты проволоки получил применение комбинированный процесс сварки порошковой проволокой с дополнительной защитой ванны углекислым газом.
Сварка порошковой проволокой производится механизированным или автоматическим способами. При механизированной сварке перемещение электрода относительно свариваемых кромок осуществляют вручную. Автоматизирована подача электродного металла в сварочную ванну по мере его плавления. Сварочная проволока подается к контактному мундштуку держателя (исполнительного инструмента) по гибкому шлангу (длиной до 5 м и более) от механизма подачи. При автоматическом варианте процесса перемещение электрода и подача электродного металла автоматизированы. Перемещается либо электрод относительно спариваемого изделия, либо изделие относительно электрода. В первом варианте механизм подачи сварочной проволоки размещен на перемещающейся тележке автомата, во втором — установлен неподвижно.
При механизированной и автоматизированной сварке плавящимся электродом ток подводится через контакт в мундштуке на небольшом расстоянии от конца электрода. Благодаря этому появляется возможность повысить плотность сварочного тока, а следовательно, и производительность процесса. Большой экономический эффект, удобство процесса, возможность строгого контроля его параметров определили широкое внедрение этих видов дуговой сварки в промышленность. Наиболее рациональная область применения механизированной сварки — монтажные работы, где требуется выполнение разнообразных швов небольшой протяженности. Автоматической сваркой чаще всего выполняют прямолинейные, кольцевые и круговые швы.
В отличие от ручной дуговой сварки покрытыми электродами при механизированном процессе в качестве параметра вводится скорость подачи проволоки. При автоматической сварке задаются и другие параметры процесса: напряжение дуги, скорость сварки, вылет и наклон электрода и др.
При сварке порошковой проволокой сварочный ток выбирают в пределах 200—400 А. Необходимо стремиться к ведению процесса короткой дугой. Это создает более надежную защиту расплавленного металла.
Для активизации процесса саморегулирования дуги необходимо выбирать источники постоянного тока с пологопадающими вольт-амперными характеристиками с оптимальными динамическими свойствами.
Применение порошковой проволоки для сварки низкоуглеродистой и низколегированной стали позволяет в значительной степени заменить сварку покрытыми электродами. Внедрение порошковой проволоки в промышленность способствует повышению производительности сварки. Однако окисляемость порошкообразных компонентов шихты и адсорбция ими влаги в процессе хранения проволоки сдерживают ее широкое внедрение в промышленность.
Порошковые проволоки, характеристики, основные требования
Порошковая сварочная проволока представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем. Отношение массы порошка к массе металлической оболочки составляет от 15 до 40%. Конструкция порошковой проволоки может быть разной – простой трубчатой, с различными загибами оболочки, двухслойной (см. рисунок 1).
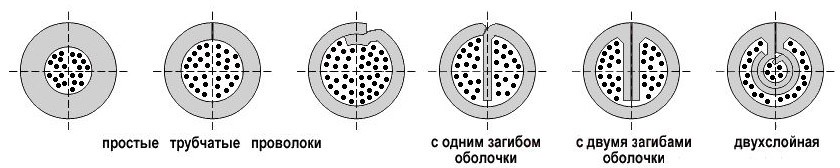
Рисунок 1. Конструкции порошковой сварочной проволоки
Загибы используются для придания проволоке жесткости и предотвращения высыпания порошка при ее сдавливании подающими роликами сварочного полуавтомата. Порошкообразный наполнитель представляет собой смесь руд, минералов, ферросплавов, химикатов.Он выполняет функции, аналогичные функциям электродных покрытий, – защиту металла от воздуха, стабилизацию дугового разряда, раскисление и легирование шва, формирование шва, регулирование процесса переноса электродного металла и др.
По составу порошкообразного наполнителя порошковые сварочные проволоки подразделяются на:
- карбонатно-флюоритные;
- флюоритные;
- рутиловые;
- рутил-флюоритные.
По назначению порошковые проволоки бывают самозащитные, предназначенные для сварки без дополнительной газовой защиты, и проволоки для сварки в углекислом газе. Каждая из этих групп, в свою очередь, подразделяется на проволоки общего назначения и специальные. Применение самозащитных проволок позволяет упростить процесс сварки, поскольку отпадает необходимость в использовании баллонов с углекислым газом. Это расширяет возможности использования полуавтоматической сварки, в частности в монтажных условиях. Для самозащитных проволок используются порошки рутил-органического, карбонатно-флюоритного и флюоритного типов.
При сварке проволоками рутил-органического типа металл шва по химическому составу близок к составу низкоуглеродистой полуспокойной стали. При больших силах тока сварочная ванна интенсивно поглощает газы, что приводит к пористости. В связи с этим сила тока ограничена, что снижает производительность сварки. Типичным представителем проволок рутил-органического типа может служить сварочная проволока марки ПП-АН1.
Проволоки карбонатно-флюоритного типа рекомендуется использовать для сварки низкоуглеродистых и низколегированных сталей ответственных конструкций. При этом механические свойства шва выше, чем для рутил-органических проволок.Сварные швы более пластичны и лучше работают при низких температурах.Представителями данного типа являются сварочные проволоки ПП-АН11, ПП-АН17.
Проволоки флюоритного типа по характеристикам занимают промежуточное положение между проволока мирутил-органического и карбонатно-флюоритного типа, например, сварочная проволока ПП-2ДСК.
Использование порошковых проволок при сварке в углекислом газе позволяет существенно улучшить технологические параметры процесса сварки и механические свойства шва по сравнению с проволоками сплошного сечения. Улучшается формирование и внешний вид шва, снижается разбрызгивание металла, повышаются механические характеристики сварного соединения. Для сварки в углекислом газе используются проволоки рутилового и рутил-флюоритного типа. Проволоки рутилового типа(ПП-АН8; ПП-АН10) предназначены для сварки широкого круга конструкций изнизкоуглеродистой и низколегированной стали. Проволоки рутил-флюоритного типа(ПП-АН4; ПП-АН9; ПП-АН20) обеспечивают высокую ударную вязкость и рекомендуются для сварки конструкций из легированных сталей, работающих в сложных климатических условиях при динамических нагрузках.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
порошковая сварка — это … Что такое порошковая сварка?
Сварка — это производственный процесс, в ходе которого материалы, обычно металлы или термопласты, соединяются путем слияния. Часто это делается путем плавления заготовок и добавления присадочного материала для образования лужи расплавленного материала (сварочной ванны), которая охлаждается до…… Wikipedia
Порошковая металлургия — это процесс смешивания мелкодисперсных порошкообразных материалов, прессования их до желаемой формы (уплотнение), а затем нагревание сжатого материала в контролируемой атмосфере для связывания материала (спекание).Процесс порошковой металлургии в целом…… Wikipedia
Порошковое покрытие — это вид сухого покрытия, которое наносится как сыпучий сухой порошок. Основное различие между обычной жидкой краской и порошковым покрытием заключается в том, что порошковое покрытие не требует растворителя для удержания связующего и наполнителя в…… Wikipedia
сварочный порошок — существительное: порошок, используемый в качестве флюса при сварке… Полезный английский словарь
Дуговая сварка в среде защитного металла — (SMAW), также известная как ручная металлическая дуга (MMA), дуговая сварка в среде защитного флюса… Wikipedia
Термитная сварка — это процесс зажигания смеси высокоэнергетических материалов (также называемой термитом), в результате чего образуется расплавленный металл, который заливается между рабочими частями металла для образования сварного шва.Он был разработан Гансом Гольдшмидтом около 1895 года.…… Wikipedia
Дуговая сварка — использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или неплавящиеся электроды.…… Wikipedia
спекание — Сварка мелких металлических частиц путем нагревания при температурах ниже точки плавления.Этот процесс используется для формирования сложных форм, для производства сплавов и для обработки металлов с очень высокими температурами плавления. Спекание — это также…… Универсал
сталь — стальная, прил. / сталь /, н. 1. Любая из различных модифицированных форм чугуна, произведенная искусственно, с содержанием углерода меньше, чем в чушках, и больше, чем в кованом чугуне, и обладающая различными характеристиками твердости, эластичности и прочности… Universalium
металлургия — металлургия, металлургия, прил.в металлургии, нареч. Металлург / Мет лерр Йист / или, особенно Брит., / Meuh tal euhr jist /, n. / встретил l err jee / или, особенно. Брит., / Meuh tal euhr jee /, n. 1. техника или наука обработки или нагрева металлов таким образом, чтобы…… Универсал
Обзор бизнеса и промышленности — ▪ Обзор 1999 г. Среднегодовые темпы роста выпуска обрабатывающей промышленности, 1980 г. 97, Табличная структура выпуска, 1994 г. 97, Табличные индексы производства, занятости и производительности в обрабатывающих отраслях, Таблица (для Годовой…… Универсал
Сорта порошков для сварки
ru- английский
- Deutsch
- Свенска
- Português (Бразилия)
- 日本語
- 中文
- Отрасли
- Назад
- Отрасли, которые мы обслуживаем
- Аэрокосмическая промышленность и турбины
- Назад
- Наши решения в аэрокосмической отрасли и турбинах
- 3D-печать в авиакосмической и турбинной промышленности
- Автомобильная промышленность и транспорт
- Назад
- Наши решения в автомобильной и транспортной отрасли
- Электродвигатели
- Шестерни трансмиссии PM
- 3D-печать в автомобильной промышленности
- Решения для морской и морской отрасли
- Быть вдохновленным
- Назад