Сварка алюминия полуавтоматом (MIG/MAG) | Тиберис
Алюминий без преувеличения является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью, особенно если вы не являетесь специалистом сварочного дела. И все же, для этого существует весьма удобный способ, требующий меньше навыков– сварка алюминия полуавтоматом (MIG/MAG), позволяющая легко преодолеть сопротивление тончайшей оксидной пленки металла и в результате получить отличное соединение. Подробнее об этом способе вы узнаете из нашей статьи.
Содержание
Что представляет собой сварка алюминия полуавтоматом
Сварка алюминия и его сплавов полуавтоматом (MIG/MAG-сварка) производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон.
Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
Единственной серьезной причиной, благодаря которой такой способ сварки все же используется, является его очевидная дешевизна. Поэтому сварка алюминия полуавтоматом без аргона распространена среди кустарей-одиночек, экономящих на качестве сварного шва.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Чаще всего сварку алюминия полуавтоматом используют для сварочных работ в промышленных масштабах, в том числе в авиационной и судостроительной промышленности.
- высококачественный инертный газ и присадочная проволока;
- труд профессиональных сварщиков;
- дорогостоящее профессиональное оборудование.
Вместе, эти три важнейших фактора обеспечивают первоклассный результат.
Чем отличается сварка алюминия полуавтоматом от аргонодугового (TIG) метода
Основных отличий всего несколько:
- Главное отличие этих двух методов заключается в типе используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока.
- Кроме того, аргонодуговой метод предназначен лишь для ручной сварки.
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения.
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы (комплектующие).
Аргонодуговой метод является весьма распространенным на производстве и в бытовых условиях, поэтому заслуживает более подробного описания, которое вы можете изучить по ссылке.
Сварочный полуавтомат для сварки алюминия может быть оснащен стандартными функциями и с импульсным режимом. Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия. Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность. В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
Особенности и преимущества сварки алюминия полуавтоматом
У сварки алюминия полуавтоматом есть несомненные преимущества, а также некоторые особенности. К ним относятся:- Высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза.
- Простота. Этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель. Поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом.

- Важность наличия импульсного режима в полуавтомате. Так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают.
- Необходимость использования высококачественной сварочной проволоки (присадки). В противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше

Требования к оборудованию и расходным материалам
Чтобы окончательно разобраться с вопросом, можно ли полуавтоматом варить алюминий, необходимо четко уяснить дополнительные требования к используемому оборудованию и расходным материалам:
- Ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается.
- Механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи. Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
- Диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь. Для сварки рекомендуем использовать проволоку — AlMg5 по ссылке или её аналоги.
- Желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва
- Сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки.
- Сварка МИГ-МАГ алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
 Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.
Важно, чтобы ролик был U-образный, гладкий и без насечек. На картинке справа хоть и правильной формы, но с насечками- такой не подойдет.Как правильно выбрать полуавтомат для сварки алюминия
Выше вы уже узнали, как сваривать алюминий полуавтоматом. Теперь пора определиться с тем, как сориентироваться среди многообразия моделей и приобрести наиболее подходящий вариант полуавтомата.
Выбор действительно имеется очень обширный. Все варианты можно условно разбить на такие основные группы:
- Бюджетные
- Среднего класса
- Среднего класса с импульсным режимом
- Промышленные модели с импульсным режимом
Бюджетные полуавтоматы
Эти модели прекрасно подходят для использования в быту. Они отличаются компактными размерами, небольшим весом и способны работать от обычной сети напряжением в 220 Вольт.
Если вы намерены заниматься сварочными работами периодически, для собственных нужд, их возможностей будет вполне достаточно.
Примерами моделей этой группы могут служить Сварог EASY MIG 160 или Сварог PRO MIG 160. Вторая модель может работать в двух- и четырех тактовом режиме и обеспечивает форсаж дуги.
Полуавтоматы среднего класса
Обладают более выдающимися техническими характеристиками (большим током, плавностью регулирования тока и скорости подачи проволоки).
Среди прочих моделей можно отметить финский KEMMPI MinarcMIG EVO 200 и американский Lincoln Electric Speedtec 200C
Полуавтоматы среднего класса с импульсным режимом
Представляют собой многофункциональные устройства со множеством встроенных программ сварки. Наличие импульсного режима обеспечивает высочайшее качество сварного шва, а надежные комплектующие гарантируют длительность использования.
Прекрасными образцами моделей этой группы являются Helvi TP 220 и EWM Picomig 180 Puls.
Промышленные модели с импульсным режимом
Работают от напряжения 380 В, оснащены системой жидкостного охлаждения. Обеспечивают максимальную производительность труда во время сварки при высоком качестве шва. Просты в управлении и разработаны на основе новейших технологий.
Достойными представителями этой группы являются EWM Phoenix 501 Puls и EWM Phoenix 401.
Использование полуавтоматов для сварки алюминия – это весьма продуманное и правильное решение, которое приняли многие практичные люди. В компании Тиберис эти устройства вы всегда приобретаете на выгодных условиях.
Видео сварки алюминия сварочным полуавтоматом
Видео-материал для наглядного ознакомления, который показывает процесс сварки алюминия аппаратом МИГ/МАГ. Это не учебный ролик.
Технологии сварки полуавтоматом
Полуавтоматическая сварка – это процесс соединения металлических поверхностей, при котором шов получается ровным и полностью защищенным от окисления, так как при этом используется защитный газ. От ручной дуговой сварки она отличается автоматизацией процесса, благодаря чему от человека требуется намного меньше усилий для создания качественного сварочного шва. MIG – международное обозначение процесса сварки металлов в среде инертного газа, такого как гелий или аргон.
Преимущества полуавтомата
Технология сварки полуавтоматом сложна только для новичков. Как только человек поймет устройство аппарата, принцип его работы и освоит технику безопасности, он сможет успешно и эффективно его применять. Используется полуавтомат в основном для соединения деталей из железа, стали и алюминия.
При необходимости сварочные работы с помощью полуавтомата можно проводить без использования защитного газа. Такая сварка проводится с применением специальной проволоки, представляющей собой трубку из металла с порошком, который плавится под действием высокой температуры и образует газ, защищающий поверхность свариваемых деталей от окисления в процессе сварки. Это позволяет не тратиться на баллоны с газом. Ассортимент порошковой проволоки дает возможность организовывать оптимальный режим горения дуги для соединения заготовок из различных металлов.
MIG-MAG сварка применяется практически во всех отраслях промышленности. Основной сферой применения является машиностроение, судостроение, мостостроение, производство металлоконструкций, приборостроение. Не обойтись без полуавтоматов в слесарных мастерских и мастерских по ремонту автомобилей.
Этапы работы
Прежде чем приступать к сварке полуавтоматом нужных изделий новичкам в этом деле рекомендуется поучиться варить на металлических обрезках, не представляющих ценности. Мастерам своего дела также не помешает перед началом сваривания нужных деталей сделать пробный шов на ненужных обрезках. Для работы им потребуется сварочный аппарат, баллон с газом, защитные перчатки, защитная маска, спецодежда.
После проведения всех подготовительных работ нужно подключить массу к свариваемому металлу. Если работать нужно с деталями, имеющими небольшие размеры, то сваривание можно проводить на специальном металлическом столе, к которому подключают соответствующий проводник. Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
До начала сварки металлические детали надо обязательно хорошо очистить от мусора и смазочных веществ при помощи специальной щетки или обычной ветоши. Сначала свариваемые детали нужно максимально близко расположить друг к другу и хотя бы в двух местах произвести точечное сваривание. Это нужно для того, чтобы детали стали неподвижными. Если требуется наварить один металлический лист на другой, то рекомендуется воспользоваться струбцинами, при помощи которых привариваемые детали будут надежно закреплены. Как только неподвижность деталей будет обеспечена, можно начинать работу по выполнению сварочного шва.
Для правильного образования дуги нужно коснуться проволокой деталей из металла, к которым подключена масса. После этого проволоку нужно оторвать на минимальное расстояние для того, чтобы образовалась стабильно горящая электрическая дуга. Это даст возможность проварить шов, перемещая дугу над свариваемыми деталями от одного края до другого.
Особенно сложным процессом является сварка алюминия. К свариванию алюминия и других цветных металлов стоит приступать только после того, как будет хорошо освоена технология сварки полуавтоматом черных металлов. Сварка деталей из алюминия производится при помощи постоянного тока обратной полярности. Перед тем как начинать сварку, нужно зачистить поверхность деталей от оксидной пленки и нагреть детали при помощи газовой горелки или в печи. После этого сварочный аппарат требуется включить в режим переменного тока высокой частоты и подключить баллон с аргоногелиевой смесью или аргоном. Затем следует произвести запал дуги и поддерживать ее длину в пределах 12-15 мм. В качестве присадочной проволоки в этом случае применяется алюминиевая проволока. Для стабильной подачи такой проволоки применяется сопло, имеющее большой диаметр. Поскольку этот металл характеризуется повышенной текучестью, то под изделие при сваривании нужно устанавливать подкладку.
Сварка при помощи полуавтомата сводится к тому, что на изделие автоматически подается проволока, и работник подбирает режим работы и формирует сварной шов. Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Особенности
Сварочный полуавтомат состоит из таких частей:
- корпуса с мощным трансформатором;
- шланга, предназначенного для подачи газа к горелке;
- кабелей для подключения к электросети;
- механизма, который подает проволоку.
Принцип работы аппарата, предназначенного для полуавтоматической сварки, заключается в следующем: одновременно с защитным газом на горелку подается сварочный ток. При этом в горелке в качестве электрода используется сварочная проволока, подающаяся в автоматическом режиме посредством специального механизма. Электрическая дуга, образующаяся между проволокой и свариваемым изделием, расплавляет металл в среде, состоящей из защитного газа, поэтому шов получается качественным и не содержит окислов.
Начинать работать рекомендуется с настройки сварочного аппарата, так как идеальный сварочный шов может получиться только при правильно отрегулированной силе подаваемого тока. Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для защиты места проведения сварки от окисления применяется защитный газ. Самым доступным по цене вариантом является углекислотный баллон с редуктором. Редуктор с манометром нужны для контроля давления защитного газа, которое должно составлять около 0,2 атмосфер. Также обязательно перед началом сварки полуавтоматом нужно отрегулировать величину выступания из сопла сварочной проволоки. Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Виды сварочных аппаратов
Аппараты для сварки бывают стационарными и переносными. В зависимости от используемой проволоки, различают автоматы с электродом из алюминия, стали и универсальные. Стационарные агрегаты предназначены для проведения регулярных сварочных работ. Переносные аппараты являются наиболее современными и удобными в использовании.
Для работы в условиях мастерских стоит отдавать предпочтение аппаратам бытового класса, а для профессионального использования подходят только мощные дорогостоящие агрегаты. Между собой такие аппараты отличаются не только по мощности, но и по времени непрерывной работы. Выбор оборудования для проведения сварки на сегодняшний день очень большой. Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Техника безопасности
Во время сварки полуавтоматом нужно соблюдать такие правила техники безопасности:
- Перед тем как приступать к работе, нужно обязательно ознакомиться с инструкцией к прибору для сварки.
- Корпус сварочного аппарата обязательно должен быть заземлен.
- В случае любых даже самых незначительных неисправностей аппарат нельзя эксплуатировать.
- Во время перерывов в работе необходимо обязательно отключать аппарат от электросети и выключать подачу защитного газа.
- Запрещается работать с полуавтоматом рядом с легковоспламеняющимися или взрывоопасными предметами или веществами.
- Во время работы с этим устройством нужно обязательно использовать защитные перчатки и защитную маску.
Современные защитные маски оснащены механизмами, которые позволяют обеспечивать качественную защиту при горении дуги. Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Во время сварки проволоку нужно вести прямо. Нельзя направлять на себя сопло горелки. Поскольку при проведении этого процесса выделяется большой объем газа, то проводить процедуру рекомендуется только в оборудованном вентиляцией помещении или на улице.
Компания УЗЛК предлагает услуги сварки любых металлических изделий по очень доступным ценам. В своей работе наши имеющие большой опыт работы специалисты используют только мощные промышленные агрегаты и тщательно соблюдают технологию, поэтому швы получаются прочными и эстетичными, а металлические изделия – качественными.
Сварочный шов полуавтоматом фото — Морской флот
Содержание:
Отметим, что сварочные полуавтоматы целесообразнее использовать на производстве, а не для работы в домашних условиях, поскольку работа на них требует определенных навыков и умений. Самое широкое распространение сварочные полуавтоматы нашли в работе автосервисов, так как сварочный шов полуавтоматом наиболее пригоден для сварки тонкого металла, используемого сейчас в автомобилестроении.
Такие швы при сварке полуавтоматом получаются более качественными благодаря автоматической системе подачи проволоки и меньшему нагреву металла. Это позволяет избежать деформации металлической поверхности и получить качественный шов, который не трескается в течение долгого времени.
Особенно подходит сварочный полуавтомат для точечной сварки, когда требуется наложить металлическую «заплатку» благодаря тому, что он имеет специальное сопло. Также оправдано применение сварочных полуавтоматов на стройках, когда ежедневно ведутся большие объемы сварочных работ.
При работе с листами нержавеющей стали и алюминия в качестве защитного газа для избегания разбрызгивания металла используют аргон, гелий, углекислый газ, или их смеси.
Способы сварных соединений.
Сварка встык применяется в авторемонтных работах при проведении работ по частичной замене детали и наружных кузовных работ. Такая сварка требует точной подгонки деталей, однако при этом снимать фаски с краев свариваемых листов нет необходимости. Если края свариваемых деталей имеют слишком большой зазор, то вместо сварного соединения есть риск получить «дыру».
Если края свариваемых деталей имеют слишком большой зазор, то вместо сварного соединения есть риск получить «дыру».
Сварка встык позволяет достичь высокого качества ремонтных работ, например, если крыло автомобиля нуждается не в полной замене, а достаточно произвести замену отдельного фрагмента. Вырезается нужный по величине лист металла и приваривается на место ремонта методом сварки встык путем наложения сплошного точечного шва. Если в процессе сварки выбран правильный режим, то зачистив и отрихтовав полученный шов, можно даже отдельно это место не шпатлевать. Особая квалификация от сварщика требуется для сваривания металла менее 2 мм по толщине, гораздо проще выполнять швы на толстом металле, поскольку там требуется не такая точная подгонка.
Сварка внахлест является самым простым, а поэтому и самым распространенным способом сваривания двух листов металла. Обычно швы внахлест применяются для сварки металлов там, где имеются повышенные нагрузки: при ремонте лонжеронов, порогов, усилителей.
Одной из разновидностей сварки внахлест является сварка через отверстие, или, так называемая, электрозаклепка. Такая технология частично напоминает точечную сварку, которая применяется в заводских условиях для сборки кузова, а также часто применяется при ремонте автомобиля.
Находит, правда, полуавтомат применение и в домашних условиях. Например, при помощи полуавтоматической сварки можно сварить кузов для автомобильного прицепа из мебельного профиля.
Виды сварных швов, выполняемых с помощью полуавтомата.
Независимо от того, каким способом соединяется металл в процессе сварки, различается всего три вида сварного шва – это точечный, сплошной и сплошной прерывистый.
Сварные точки, нанесенные с интервалом в несколько миллиметров или сантиметров, называются точечным швом.
Сплошной ряд сварных точек, нанесенный полуавтоматом на металл, расположенный вплотную к перекрытию, составляет сплошной точечный шов. Этот вид шва применяется для сварки как тонкого металла, так и толстого. В автосервисах обычно такой шов непопулярен, поскольку кузов обязан иметь определенную «эластичность», чтобы уменьшить вероятность проявления усталости металла, а сплошной шов имеет повышенную жесткость. Сплошной сварной шов используется при сварке баков, необходимых в хозяйстве, или для сваривания стальных металлоконструкций.
В автосервисах обычно такой шов непопулярен, поскольку кузов обязан иметь определенную «эластичность», чтобы уменьшить вероятность проявления усталости металла, а сплошной шов имеет повышенную жесткость. Сплошной сварной шов используется при сварке баков, необходимых в хозяйстве, или для сваривания стальных металлоконструкций.
Сплошным прерывистым швом, как правило, соединяют в кузове силовые элементы, где применяется более толстый металл.
Разновидности вертикальных сварочных швов при сварке полуавтоматом.
На деталях, по-разному расположенных в пространстве, используют горизонтальные швы – «на полу» или «на потолке» и вертикальные – «на стене».
Самое высокое качество сварки получается, когда сварочный шов полуавтоматом выполняется в горизонтальной плоскости «на полу». Когда вертикальные швы свариваются в положении на «стене» и особенно на «потолке», лучше придерживаться определенных рекомендаций, так как расплавленный металл пытается вытечь из сварочной ванны, что ухудшает качество шва.
Сварка вертикальных швов полуавтоматом ведется короткой дугой с выставлением среднего показателя рабочего тока. Электрод располагают практически перпендикулярно к шву (80°…90°).
Обязательным при сварке вертикального шва является манипулирование электродным стержнем с амплитудой от 2 до 4 диаметров электрода по всей ширине формируемого валика.
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Сварка полуавтоматом
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.
Принципы сварки полуавтоматом при помощи проволоки
Полуавтоматическая сварка производится по следующему принципу. Подвижную проволоку под напряжением пропускают через газовое сопло, далее она плавится, так как на нее действует электрическая дуга, но постоянная длина дуги сохраняется при помощи автоматического механизма подачи. Это и есть суть принципа автоматизации, а выбор направления и скорости сварки осуществляется собственными силами.
Можно осуществлять сварку и не используя газ. Для этого пользуются самозащитной («порошковой») проволокой, в состав которой входят марганец, кремний и другие металлы раскислители, при сгорании которых, образуется защитная среда вокруг проволоки.
Сварочное оборудование
Сварочная установка должна состоять из следующих компонентов:
- горелка;
- шланг, через который подается проволока и газ;
- механизм, подающий проволоку;
- управляющая панель;
- моток проволоки;
- электрический провод;
- блок полуавтоматического управления;
- шланг, подающий газ;
- редуктор, снижающий газовое давление;
- нагреватель;
- газовый баллон высокого давления;
- выпрямитель.
Сварка полуавтомат конструкция и принцип работы
Сварка полуавтомат является электрическим аппаратом, предназначенным для того, чтобы преобразовывать электрическую энергию в тепловую, при помощи такого эффекта как электрическая дуга. Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Процесс реализуется при помощи плавящего электрода “электродной проволоки”, которая постоянно подается на место сварки.
Электрод является калиброванной омедненной проволокой заданной толщины. Покрытие проволоки делается, чтобы обеспечить хорошее скольжение и электрический контакт. Проволока располагается поверх специальной катушки, что позволяет ей равномерно разматываться и подаваться во время сварки.
Процесс сварки производится в ручном режиме, с помощью таких приспособлений: источник тока, механизм подачи электрода, гибкие шланги и пистолет, который рабочий использует, чтобы наложить сварной шов.
Полуавтоматические сварочные аппараты разделяются по защите шва:
• для сварочных работ под флюсом;
• для сварочных работ с защитными газами;
• для сварочных работ, в которых используется порошковая проволока.
Чаще всего пользуются полуавтоматами для сварочных работ с защитными газами. Данный тип сварки используется для сваривания конструкций, материалом которых являются углеродистые и легированные стали, или цветные металлы.
Как защитный газ, используют углекислоту, находящуюся в баллонах высокого давления, и подающуюся к пистолету. До попадания в зону сварки газ предварительно стабилизируется при помощи редуктора. Сварка в среде защитного газа обладает рядом плюсов в сравнении со сваркой при помощи покрытых электродов:
Технологические преимущества сварки полуавтомат
высокие показатели производительности и качества швов;
полуавтоматическая сварка швов небольшой длины может производиться в любом пространственном положении;
соединительная сварка может быть реализована в висячем положении, метал не будет вытекать.
Производственные преимущества:
отсутствуют вредные выделения в процессе сварки.
Плюсы экономического характера:
дешевизна сварки, выполненной с использованием углекислого газа, по сравнению с ценой сварки на электродах.
высокие показатели качества и технологичности.
Сварка полуавтомат является незаменимой вещью в быту. Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Сварить то там, то здесь, а если вы обладатель автомобиля, то и подавно, техника периодически нуждается в косметическом ремонте. Выполнение качественных сварных швов в полуавтомате – намного более простая задача, чем при электродной сварке.
Если вы собираетесь приобретать сварочный полуавтомат, нужно выяснить каким напряжением обладает ваша электрическая сеть. Если напряжение занижено по сравнению с нормой, то следует выбирать более мощный аппарат, поскольку показатели мощности зависят от показателей электрической сети.
Если вы имеете доступ к трехфазному напряжению (380В), то обязательно следует выбирать трехфазный аппарат. Это связано с тем, что наилучшие показатели выпрямительного тока получаются только когда используются трехфазные выпрямители, а от этого зависят показатели качества сварки.
Сварочный полуавтомат инвертор
Сварочный полуавтомат инвертор – это достаточно новый агрегат на рынке сварочного оборудования. Однако, он уже пользуется огромной популярностью, и применяется повсеместно для наплавки и сварки изделий из металла, деталей и конструкций. Данные приборы осуществляют сварку на электродной проволоке, с защитой инертными газами.
Отличительные особенности полуавтомата от инвертор
Сварочные инверторы, дали толчок для развития сварочной аппаратуры, которая с каждым днем совершенствуется. Развитие сварочных технологий, также набрало оборот. Все эти факторы и привели к созданию полуавтомата инверторного типа. Инверторные аппараты имеют массу плюсов в сравнении с конструкциями традиционного типа, что дало возможность говорить что инверторы — самый популярный вид сварочной аппаратуры, предлагаемой на рынке. Все дело в их конструктивных особенностях.
Полуавтоматический инверторный сварочный аппарат оснащен инверторным источником тока. Это прибор, задача которого — преобразование входящего в него переменного тока в постоянный. Из вышесказанного, можно сделать вывод, что вся работа инвертора построена на выпрямителях и высокочастотном трансформаторе.
В более продвинутых аппаратах, устанавливаю еще и корректор коэффициента мощности. Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Эго задача — синхронизация тока по синусоиде входного напряжения, что обеспечивает стабильное напряжение инвертора.
Принцип работы инверторного сварочного полуавтомата
Сварка, которая осуществляется при помощи инверторного сварочного полуавтомата — это самый высокопроизводительный способ сварки. При его использовании показатели производительности сварочного процесса увеличиваются троекратно. Эти показатели достигаются благодаря легкому розжигу дуги, высокой скорости сварки, удобством в обслуживании и управлении. Не требуется постоянно менять электроды и освобождать шов от шлака. Даже самые сложные сварочные швы выполняются намного легче.
Сварка при помощи полуавтомата – это непрерывная равномерная подача проволоки-электрода к зоне горения. В то же место производится подача и защитного газа (аргона, углекислоты или их смесей), при помощи которого металл предохраняется от контакта с окружающей средой. Это открывает возможности для получения высокопрочного, качественного сварочного шва, и исключения шлака.
Помимо этого, в приборах данного типа есть возможность производить сварку под любыми углами, и смотреть при этом на дугу.
Как уже говорилось, инверторные сварочные полуавтоматы являются одним из наиболее часто используемых приборов, среди всех сварочных агрегатов. Чаще всего, в инверторах используют современныу технологию MIG-MAG, которая дает возможность для сварки, как в условиях активного, так и инертного газа (к примеру, аргон).
Постоянный ток является причиной, по которй появляется электрическая дуга. Зона сварки защищается от попадания кислорода при помощи газа. Обычно, инверторные сварочные аппараты являются универсальными приборами, однако, наиболее часто они используются для работы с тонким листовым металлом.
Сварочный полуавтомат без газа
Одним из наиболее часто задаваемых вопросов о сварке является «чём сварочный полуавтомат без газа отличается от агрегата, работающего на газу?». Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Существует много различных доводов и размышлений по этой теме, но какое же основное отличие? Что ж, попробуем разобраться в этом.
Если говорить в общих чертах, то при помощи углекислотных (или сварочных полуавтоматов на газу) производиться сварка, защищенная инертной газовой средой: тут может использоваться как обычная углекислота, так и смесь углекислоты с аргоном. Поскольку углекислый газ блокирует такой процесс как горение, следовательно, в месте сварки высокие температуры отсутствуют, то металл не прогорает.
В сварочном полуавтомате, в котором не используется газ, применяется специальная проволока, покрытая флюсом. В процессе сварки, происходит сгорание флюса с выделением все того же углекислого газа, что также не позволяет металлу прогорать.
Плюсы и минусы сварки с газом и без газа
При сваривании без газа, зона сваривания является полностью защищенной. При помощи флюса образовывается защитная поверхность, поскольку флюс более легкий, чем металл.
При осуществлении сварки с газом (к примеру с углекислотой), условия сварки являются наиболее благоприятными, кроме этого, в зоне сваривания происходит охлаждение металла. Этим способом пользуются немного чаще. Помимо этого, он является более выгодным с экономической точки зрения.
Однако, не мало людей пользуются и вторым вариантом сварки, по большей мере это связано с тем, что при использовании сварочного аппарата без газа, шов выходит более аккуратным.
Осторожно!
При осуществлении сварки сварочным аппаратом без газа, ни в коем случае нельзя пользоваться обычной проволокой. При использовании обычной проволоки, качество шва будет очень низким, он получится неровным, и будет иметь раковины. Произойдет серьезное увеличение расхода проволоки, поскольку её значительный объем просто испаряться.
А главное – в области сварки (в сварной ванне) будет наблюдаться воздействие кислорода, а следовательно – в шве будут образовывать окислы, и много каверн.
Какой метод сварки выберете вы, с использованием газа или без него – это исключительно ваше решение. А необходимое для этого оборудование, вы всегда с легкостью можете подобрать в специализированных магазинах.
Сварка полуавтоматом без газа
Сварка полуавтоматом без газа – это уже не какая-то новинка, которой пользуются только профессиональные сварщики или жестянщики. В специализированных магазинах можно найти множество недорогих и вполне простых, но в то же время качественных аппаратов.
То, что они очень популярны, это следствие просты работы с ними, при этом, качество сварки остается на том же уровне, или даже выше. Используя сварочный полуавтомат, даже не будучи профессиональным сварщиком можно добиться качественного и красивого шва.
Газовые баллоны – это достаточно тяжелая штука, да и если их не использовать постоянно, то выгоды тоже нет никакой, поскольку баллоны требуют зарядки ,а делать это ради маленького шва не рационально. Намного более просто пользовать сварочным полуавтоматом без газа.
Намного более просто пользовать сварочным полуавтоматом без газа.
В данных аппаратах используется так называемая флюсовая проволока, что дает возможность судить о её составе. Кроме этого, её могут называть и порошковой сварочной проволокой, что является тем же материалом. При помощи данной проволоки, можно выполнять сварочные работы, не используя газ.
В состав такой проволоки входит стальная трубка стандартного диаметра, которую применяют для обычной сварки в газовой среде. Чаще всего это 0,8 мм. В середине, проволока наполняется специальным порошком — флюсом, который немного напоминает состав, которым покрываются обычные электроды. При нагревании, происходит сгорание флюса, благодаря чему образуется защитный газ в зоне сваривания, примерно так, как это происходит при сваривании с помощью электродов.
Из преимуществ данного метода сварки отметим то, что не нужно использовать газовую аппаратуру, и, можно следить за процессом сварки, конечно же, предохраняя глаза защитной маской. Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Кроме этого, в различных типах проволоки используется разное наполнение, а это открывает возможность для формирования химического состава шва, и характеристик дуги.
Так как у порошковой проволоки, обеспечивающей сварочные работы без использования газа, достаточно тонкие стенки – подачу проволоки должен осуществлять механизм, имеющий небольшое сжатие, а резко поворачивать шланг сварочного полуавтомата не рекомендуется.
Обязательным условием сварки при помощи флюсовой проволоки является соблюдение правильной полярности. Горелка должна быть подключена к минусу, в то время как само изделие должно быть подключено к плюсу. Подключение такого типа называют прямым подключением. Во время сварки с использованием защитного газа применяют подключение обратного типа. Это объясняется тем, когда подается флюсовая проволока, требуются более высокие показатели температуры, чтобы образовался защитный газ.
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий.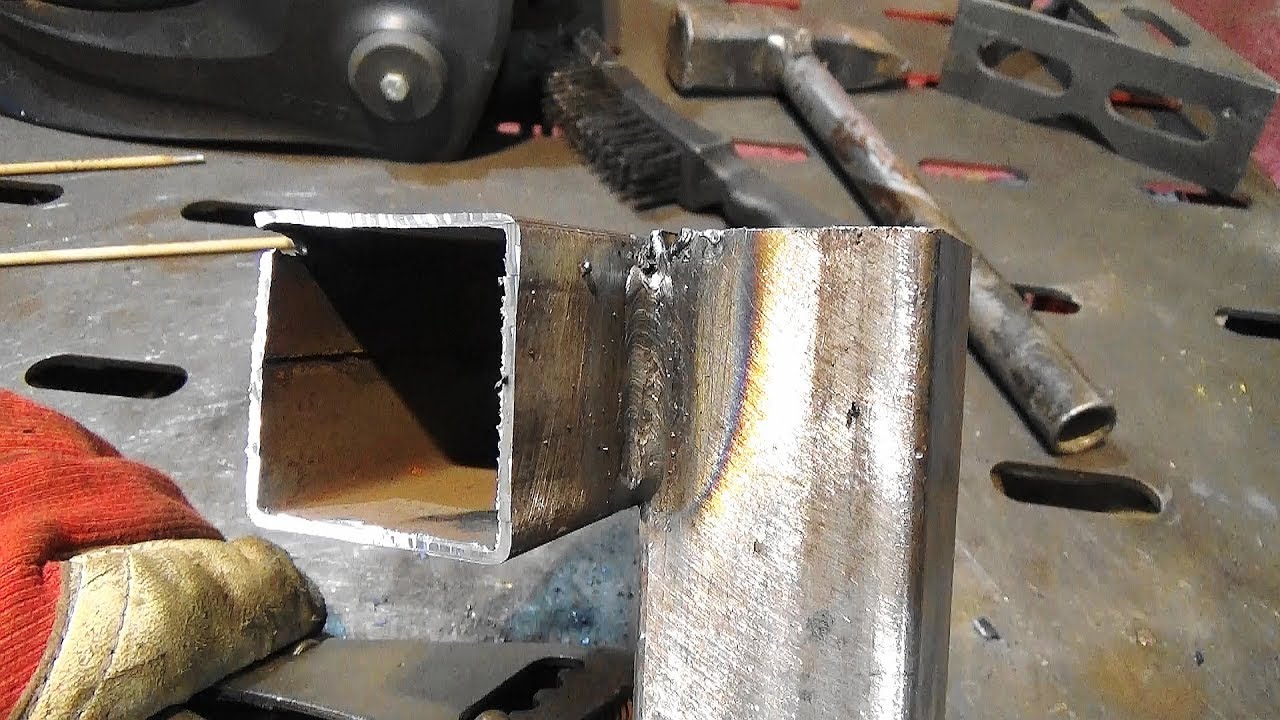 .), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
.), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
 Также чистый карбон диоксид образует больше испарений.
Также чистый карбон диоксид образует больше испарений.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки. Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
- При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
 Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
Настройка полуавтомата для сварки своими руками
На чтение 6 мин. Опубликовано
Сварочный полуавтомат удобен для использования в небольших мастерских или в домашних условиях. Он отличается компактными размерами и не требует подготовки специального рабочего места. С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
С аппаратом справляются как опытный сварщик, так и не имеющий квалификации новичок. Для получения правильно функционирующего прибора нужна настройка полуавтомата для сварки, которая зависит от вида металла, толщины и скорости проволоки, состава газа в баллоне и других факторов. Устройство способно выполнять работу с разными сплавами.
Техника безопасности при работе с полуавтоматом
Перед соединением заготовок необходимо заземлить аппарат, после чего начать настройку с подключения газового баллона, проверить катушку с проволокой. Последняя иногда перезаряжается и припой протягивается к рукоятке горелки.
При использовании полуавтомата необходимо соблюдать требования техники безопасности.
Главные ее положения:
- Не допускать прямого попадания лучей солнца на газовый баллон, не заправлять его самостоятельно, беречь вентили от повреждения, не заносить резервуар с холода в теплое помещение.
- Все действия производить в огнестойком костюме, защитной маске, специальной обуви и перчатках.
- Убрать подальше взрывоопасные и горючие вещества.
- Использовать полное освещение.
- Не сваривать бензобаки, канистры и бочки, в которых хранились опасные составы.

При соблюдении перечисленных правил результаты будут хорошими у всех сварщиков.
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.
Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель. По результатам проверки режима сварки с использованием ПА настройки корректируются.

Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.
Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar — 75%, СО² — 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar — 98% + СО² — 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата.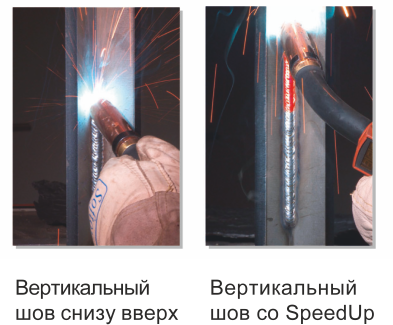 Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали — к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
При подключении обратной полярности плюс идет к горелке, минус — к заготовке, которая остается в относительно холодном состоянии, электрод тем временем разогревается. Метод годится для соединения тонкого металла.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких — уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция — индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее — до 1 мм, при больших размерах заготовки — 10% от их величины.
Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном — припой сгорает без образования шва.
Начальные настройки
Сначала устанавливается сила тока, которая зависит от толщины и вида материала. Следующий этап — регулировка скорости движения проволоки. Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Это делается плавно или ступенчато. Первый способ намного удобнее. Далее выбирается нужное напряжение.
Если настройки выполнены с ошибками, полуавтомат будет издавать треск. Щелчки громкие: скорость движения припоя малая. Ее увеличивают до наступления относительной тишины. Расплавленный металл сильно разбрызгивается: в месте сварки мало защитного газа. Его подачу увеличивают, регулируя редуктор.
Общая детальная таблица настроек автомата
На качество сварочных работ влияют многие факторы.
Для регулировки аппарата существуют различные таблицы, например:
| Толщина металла (мм) | Диаметр электрода | Ток (А) | Напряжение (В) | Скорость проволоки (м/час) | Расход газа (л/мин) |
| 1,0 | 0,8 | 70 | 17 | 110-120 | 6-7 |
| 1,5 | 0,8 | 95-110 | 18-19 | 110-120 | 6-7 |
| 2,0 | 0,8 | 110-150 | 19,0-21,0 | 130-150 | 6-7 |
| 2,5 | 0,8 | 130-150 | 21,5 | 130-150 | 7-8 |
| 1,0 | 1,0 | 100-110 | 18,0-19,0 | 110-120 | 6-7 |
| 2,0 | 1,0 | 125-180 | 19,0-22,0 | 130-150 | 6-8 |
| 3,0 | 1,0 | 150-180 | 20,0-22,0 | 150-160 | 6-8 |
| 4,0 | 1,0 | 180-270 | 18,0-22,0 | 200-300 | 7-9 |
| 2,0 | 1,2 | 140-180 | 20,0-22,5 | 150-160 | 7-9 |
| 3,0 | 1,2 | 170-250 | 21,5-24,0 | 200-220 | 7-9 |
| 4,0 | 1,2 | 200-300 | 22,0-28,0 | 300 | 7-9 |
 Как правильно настроить полуавтомат,сварка профиля 1.5 мм толщина mig 1.5мм» src=»https://www.youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
Как правильно настроить полуавтомат,сварка профиля 1.5 мм толщина mig 1.5мм» src=»https://www.youtube.com/embed/NoIP_nSnvbQ?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Даже после полного изучения рекомендаций мастеров и производителей настроить аппарат правильно не всегда удается. Регулировка режимов должна осуществляться постоянно.
«На пальцах» об импульсной сварке полуавтоматом для начинающих сварщиков | Режим «MIG Pulse» | Euro Welder
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!На сегодняшний день во многих, ставших доступными в ценовой политике инверторах полуавтоматической сварки, можно встретить режим импульса или англ.»Pulse». Эта полезнейшая функция, которая, уверен, уже через пару лет будет установлена на подавляющем большинстве устройств, является одной из самых полезных инноваций в мире сварки.
Профессиональные сварщики, в отличии от новичков, досконально понимают суть работы импульсной сварки, а вследствие и правильной настройки этой крутейшей функции. На самом деле всё довольно несложно — давайте разберёмся коротко и информативно!
Фото автора. Тавровое соединение алюминия при помощи импульсной сварки полуавтоматом. *Обзор модели аппарата появится на канале в ближайшие дни, подпишитесь, чтобы не пропустить;)В чём преимущество импульсной сварки полуавтоматом?Импульсная MIG сварка имеет множество преимуществ самые главные из которых:
- отсутствие разбрызгивания и увеличение скорости сварки
- снижение перегрева металла при увеличенной глубине проплавления
- экономия сварочной присадки (проволоки) и защитного газа
Для того, чтобы понять принцип работы импульсной сварки предлагаю посмотреть небольшое видео, на котором запечатлён Pulse режим полуавтомата в замедленной съёмке:
Как видно из видео, основной принцип импульсной сварки полуавтомата заключается в капельном переносе металла в сварочную ванну без касания проволоки о её поверхность.
Человеческий глаз не способен зафиксировать этот процесс, поскольку отделение капель происходит с огромной скоростью. К примеру при частоте импульса в 50 Герц происходит 50 отделений капель в секунду. Такая скорость придаёт импульсной сварке характерный звук, похожий на жужжание огромной пчелы в полёте.
Как происходит формирование капли?Каждый единичный импульс, производимый сварочный инвертором, формирует одну каплю металла. Чтобы лучше понять этот процесс, предлагаю посмотреть на график, который я составил из нашего видео:
График формирования одной капли металла полуавтоматической сваркой в режиме импульса.Как видно на графике, постоянный сварочный ток, который ещё называется дежурным (дежурная дуга), протекает ровным фоном и расплавляет металл образуя неглубокую сварочную ванну. В него буквально вклинивается импульсный ток, который начинает формировать каплю по мере нарастания его мощности. На самом пике он утоньшает шейку капли, вследствие чего происходит её отделение с последующим падением в сварочную ванну.
Как настраивать импульсный режим сварки?
Настройка импульсного режима полуавтомата (постоянный ток обратной полярности) целиком зависит от возможностей конкретного аппарата. В новых инверторах эту задачу берёт на себя режим синергии, когда аппарат самостоятельно подбирает параметры сварки, при изменении сварщиком всего одного или двух показателей (силы тока и напряжения).
Фото автора. Пример полуавтомата с настройками PulseОднако, практически в любой синергии есть ручные настройки, самые главные из которых:
Частота или динамика импульса — грубо говоря, это количество капель расплавленного металла за единицу времени. Чем больше частота (Герц), тем больше капель, чем больше капель, тем объёмнее шов и скорость сварки.
Высота дуги — при увеличении количества капель, необходимо достаточное расстояние от сварочной ванный до кончика проволоки, поэтому при высокой частоте импульса необходимо увеличение высоты и наоборот.
Надеюсь данная статья оказалась полезной для Вас!
🙏 С Уважением E. W.
W.
Частые проблемы MIG-сварки и способы решения
Сварка сварка сплошной проволокой в среде защитного газа (GMAW): самые распространенные проблемы и возможные способы решенияПерепечатано с разрешения журнала Practical Welding Today из выпуска за сентябрь-октябрь 1997 года. Авторские права: 1997, The Croydon Group, Ltd., Rockford, IL
Точно так же, как автоматическая трансмиссия упростила вождение автомобиля, сварка сплошной проволокой в среде защитных газов (GMAW) упростила процесс сварки. GMAW считается самым легким в освоении и применении методом сварки. Это обусловлено тем, что источник питания для процесса GMAW берет на себя практически всю работу, автоматически регулируя параметры сварки в зависимости от постоянно меняющихся условий работы – точно так же, как это делает электроника автоматической коробки передач.
Благодаря тому, что таким процессом можно пользоваться даже с относительно низким навыком сварки, GMAW позволяет создавать швы приемлемого качества даже операторам с минимальным опытом работы. Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Однако те же самые операторы попадают в неприятную ситуацию, когда у них получаются некачественные швы и они оказываются неспособны выявить и исправить свои ошибки. Это руководство поможет начинающим операторам научиться создавать высококачественные швы. Оно может оказаться полезным даже для опытных операторов, которые уже работали с процессом GMAW на протяжении нескольких лет.
Самые распространенные проблемы со сваркой делятся на четыре категории:
- пористость металла наплавления;
- неправильная форма сварного шва;
- недостаточное сплавление;
- проблемы с подачей проволоки из-за неправильной настройки и обслуживания оборудования.
1. Пористость металла наплавления
Причина возникновения пористости №1: неадекватное состояние поверхности
Самая распространенная причина появления пористости в металле наплавления – это неадекватное состояние поверхности металла. Например, наличие масла, ржавчины, краски или смазки на металле основы может вызвать недостаточное проплавление и тем самым привести к образованию пористости. Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Процессы сварки с образованием шлака, например, ручная дуговая сварка покрытым электродом (SMAW) или сварка порошковой проволокой (FCAW), более терпимы к загрязнениям, чем GMAW, так как составляющие шлака помогают очистить поверхность металла. В случае сварки GMAW единственной защитой от воздействия окружающего воздуха являются содержащиеся в проволоке химические вещества.
Возможные способы решения
Для того, чтобы устранить пористость, можно использовать проволоку с содержанием какого-либо раскислителя, например, кремния, марганца или минимального количества алюминия, циркония или титана. Химический состав проволоки можно определить по ее классу согласно Американскому обществу сварки (AWS).
Чтобы подобрать оптимальный состав для какой-либо конкретной задачи, рекомендуется по очереди протестировать все доступные вам типы проволоки. Начать лучше всего с самого распространенного типа проволоки ER70S-3 (Lincoln L50) с содержанием марганца 0,9-1,4% и кремния 0,45-0,75%. Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Если это не помогло и в полученном металле по-прежнему присутствует пористость, можно перейти к проволоке с еще более высоким содержанием кремния и марганца, например, ER70S-4 (Lincoln L54) или ER70S-6, которая имеет самое высокое содержание кремния (0,8-1,15%) и марганца (1,4-1,8%). Некоторые операторы пользуются проволокой с тройным раскислением, например, ER70S-2 (Lincoln L52), которая, помимо кремния и марганца, также содержит алюминий, цирконий или титан.
Кроме использования другой проволоки с пористостью можно бороться чисткой поверхности шлифмашиной или химическими растворителями (например, обезжиривателем). Однако при использовании растворителей нужно помнить, что возле зоны сварки категорически запрещено использовать хлористые обезжириватели, например, трихлорэтилен, потому что они могут выделять токсичный газ, вступив в химическую реакцию с дугой.
Причина возникновения пористости №2: неадекватная газовая защита
Вторая самая распространенная причина появления пористости в металле наплавления – это неадекватная газовая защита. Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Сварочный процесс GMAW целиком основан на предположении, что поступающий извне защитный газ обеспечит физическую защиту сварочной ванны от воздействия окружающего воздуха и выступит в роли стабилизатора дуги. Но при возмущении такого облака защитного газа возникает риск атмосферного загрязнения сварочной ванны, что в конечном итоге может привести к появлению пористости.
Возможные способы решения
Расход защитного газа зависит от диаметра проволоки, силы тока, способа переноса металла и скорости ветра. Обычно он составляет примерно 0,8-1,1 куб. м. в час. Поэтому нужно проверить показания счетчика расхода и убедиться, что газ подается в достаточном количестве. Сегодня на рынке предлагается широкий выбор счетчиков расхода газа от простых циферблатных индикаторов до современных компьютеризированных моделей. Некоторые операторы ошибочно полагают, что все, что им для этого нужно – это регулятор давления. На самом деле он никак не влияет на расход газа.
При использовании 100-процентного защитного углекислого газа вам потребуются особые счетчики, специально предназначенные для углекислого газа. Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
Эти специальные счетчики не подвержены воздействию «изморози», которая может образовываться при переходе углекислого газа из жидкого состояния в газообразное.
При сильном ветре, который может сдуть облако защитного газа над местом сварки, придется установить ветровые экраны. Согласно Кодексу структурной сварки AWS при скорости ветра более 8 км/ч сварки методом GMA лучше избегать. Если сварка происходит в помещении, на газовой защите может сказаться работа систем вентиляции. В таком случае поток воздуха нужно направить в сторону от места сварки. При необходимости в отведении дыма нужно использовать специально предназначенные для этого устройства, например, вытяжные рукава системы вентиляции MAGNUM™ от Lincoln Electric. Они способны обеспечить вытяжку дыма без нарушения облака защитного газа.
Проблемы с пористостью также могут быть вызваны турбулентностью потока газа из горелки. В идеале защитный газ должен ровной завесой покрывать всю сварочную ванну. Турбулентность может быть вызвана слишком сильным напором газа, чрезмерным разбрызгиванием горелки или скоплением брызг в газовом диффузоре.
Отклонения в подаче газа также могут быть вызваны повреждениями горелки, кабелей, газопроводов, шлангов или не до конца закрепленными кабельными соединениями. Из-за таких повреждений может возникнуть так называемый «эффект Вентури», который приводит к всасыванию воздуха через эти отверстия и падению скорости потока.
И наконец, проблемы с газовой защитой могут быть вызваны сваркой углом назад или левым способом сварки. Попробуйте варить углом вперед или правым способом сварки. Таким образом облако газа будет ложиться перед дугой и сможет проникнуть внутрь соединения.
Причина возникновения пористости №3: особенности основного металла
Иногда появление пористости может объясняться особенностями состава основного металла. Например, металл основы может иметь повышенное содержание серы.
Возможные способы решения
К сожалению, если проблема с пористостью заключается именно в особенностях состава основного металла, сделать можно совсем немного. Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
Лучшее решение в такой ситуации – использовать другую сталь или прибегнуть к процессу сварки с образованием шлака.
2. Неправильная форма шва
Если сварной шов принимает выпуклую или вогнутую форму, это может указывать на недостаточный уровень тепловложения или неподходящий метод сварки.
Причина неправильной формы шва №1: недостаточное тепловложение
Сварные швы выпуклой или «волнистой» формы указывают на то, что выбранные параметры были слишком «холодными» для сварки материала данной толщины. Другими словами, тепла оказалось недостаточно для проникновения вглубь металла основы.
Возможные способы решения
Если проблема вызвана слишком «холодной» сваркой, оператор должен определить, подходит ли выбранная сила тока для данной толщины материала. Крупные производители, в том числе и Lincoln Electric, всегда предоставляют руководства по регулировке силы тока в зависимости от конкретных параметров сварки.
Если сила тока достаточно высока, нужно проверить напряжение. Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
Слишком низкое напряжение обычно сопровождается еще одним симптомом: повышенным уровнем разбрызгивания. С другой стороны, при слишком высоком напряжении оператору будет сложнее контролировать рабочий процесс, а наплавление станет более уязвимо к подрезанию.
В частности, о напряжении тока можно судить на слух. Правильно настроенная дуга издает звук определенного тона. Например, при переносе металла короткой дугой со слишком низкой силой тока дуга будет издавать ровный глухой гул. При переносе металла при слишком высокой силе тока дуга начнет потрескивать. Звук дуги также может указывать и на другие проблемы – ровное шипение говорит о слишком высоком напряжении и высокой вероятности подрезания, а резкий, скрежещущий звук – о слишком низком напряжении.
Причина неправильной формы шва №2: Техника сварки
Выгнутая или вогнутая форма шва также может быть вызвана неподходящим методом сварки. Например, сварка углом вперед или правый метод сварки обычно позволяет создавать швы более правильной формы, чем сварка углом назад или левый метод.
Возможные способы решения
Чтобы получать швы правильной формы, рекомендуется вести сварку углом вперед под наклоном 5-10 градусов.
Причина неправильной формы шва №3: некачественный рабочий кабель
Использование неисправного рабочего кабеля может привести к неприемлемому напряжению сварочной дуги. Характерными симптомами проблем с кабелем являются перегрев и неправильная форма шва.
Возможные способы решения
Слишком тонкие или сильно изношенные кабели имеют тенденцию перегреваться. При замене кабеля лучше всего воспользоваться специальной таблицей для определения подходящего диаметра кабеля в зависимости от его длины и подаваемого тока. Чем выше сила тока и чем больше длина кабеля, тем большая от него потребуется толщина.
3. Недостаточное сплавление
Если сварочный материал не смог должным образом объединиться с металлом основы, возникает так называемое недостаточное сплавление. Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление приводит к созданию низкопрочных, некачественных соединений, которые в итоге могут вызвать образование структурных дефектов в конечной продукции.
Недостаточное сплавление: натеки при переносе металла короткой дугой
При переносе металла короткой дугой проволока непосредственно соприкасается со сварочной ванной. Из-за возникающего при этом короткого замыкания кончик проволоки плавится и от него отделяется капля металла. Такое короткое замыкание может происходить от 40 до 200 раз в секунду. Недостаточное сплавление может возникать, когда металл в сварочной ванне удается расплавить, но остающейся энергии оказывается недостаточно для того, чтобы должным образом сплавить его с основой. В таких случаях внешний вид наплавления ничем не отличается от обычного, но фактически соединения металлов не происходит. Так как недостаточное сплавление достаточно сложно выявить визуально, для этого нужно провести проверку проникающей жидкостью с красителем, ультразвуком или сгибанием образца.
Возможные способы решения
Чтобы гарантировать должное сплавление материалов, нужно убедиться в правильном выборе напряжения и силы тока. Если после внесения всех поправок оператор по-прежнему сталкивается с проблемами, можно воспользоваться другим методом сварки. Например, можно воспользоваться порошковой проволокой или методом струйного переноса металла. При струйном переносе металла дуга никогда не гаснет, поэтому наплывов металла и недостаточного сплавления удается избежать. При этом сила тока достаточно велика для того, чтобы расплавить кончик проволоки и запустить каплю металла через дугу в сварочную ванну.
4. Проблемы с подачей проволоки
Перебои с подачей проволоки или дребезжащий звук изнутри горелки могут указывать на неполадки в системе подачи проволоки. Большинство проблем, связанных с подачей проволокой, объясняется неправильной настройкой и обслуживанием оборудования.
Причина проблем с подачей проволоки №1: контактный наконечник
Среди операторов наблюдается тенденция использовать наконечники слишком большого размера. Это может приводить к сложностям с контактом, нестабильности дуги, возникновению пористости и неправильной форме швов.
Возможные способы решения
Убедитесь в исправном состоянии наконечника горелки и в том, что он имеет подходящий размер для сварки данной проволокой. Проведите визуальный осмотр наконечника. При слишком сильном износе (если он принял форму эллипса) его нужно заменить.
Причина проблем с подачей проволоки №2: направляющая горелки
Размер направляющих горелок, как и контактных наконечников, должен соответствовать диаметру продаваемой через них проволоки. При перебоях с подачей проволоки направляющую нужно почистить или заменить.
Возможные способы решения
Для очистки направляющей ее нужно продуть несильным потоком сжатого воздуха из контактного наконечника или же просто заменить.
Причина проблем с подачей проволоки №3: износ горелки
Внутри горелки находятся очень тонкие жилы медной проволоки, которые со временем могут износиться или оказаться повреждены.
Возможный способ решения
Резкое повышение температуры в какой-либо отдельной точке горелки во время сварки говорит о наличии внутренних повреждений и необходимости заменить горелку. Кроме этого, нужно убедиться, что горелка имеет достаточно большой размер для выполнения соответствующей задачи. Обычно операторы предпочитают использовать маленькие горелки, потому что они проще в обращении. Но если выбрать горелку слишком маленького размера, она будет перегреваться.
Причина проблем с подачей проволоки №4: приводной ролик
Приводные ролики механизма подачи проволоки постепенно изнашиваются, поэтому их нужно регулярно заменять.
Возможный способ решения
Обычно степень износа и необходимость замены приводных роликов можно оценить визуально по состоянию желобков. Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Также нужно убедиться в том, что приводной ролик обеспечивает должное натяжение. Чтобы проверить натяжение, от механизма подачи проволоки нужно отсоединить кабель питания или перейти в режим холодного питания. После этого нужно начать подачу проволоки и сжать ее большим и указательным пальцем. Если проволока при этом остановилась, то натяжение приводных валиков нужно увеличить. Если же остановить проволоку не удалось, это говорит о том, что натяжение отрегулировано правильно. В то же время слишком сильное натяжение привода может приводить к деформации проволоки, из-за чего она может слипаться (путаться) или прогорать (ситуация, когда дуга распространяется вверх по проволоке и сплавляет ее с наконечником).
Убедитесь, что приводные ролики и направляющая трубка расположены настолько близко, насколько это только возможно. Затем нужно проверить линию подачи проволоки от катушки до приводных валиков. Направление проволоки должно точно соответствовать ориентации направляющей трубки, чтобы проволока не терлась о края трубки. В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
В некоторых механизмах подачи проволоки положение кассеты можно отрегулировать так, чтобы проволока была направлена точно параллельно трубке.
Причина проблем с подачей проволоки №5: спутывание и соскакивание проволоки с катушки
Иногда проблемы с подачей проволоки возникают из-за того, что инерция кассеты с проволокой заставляет ее продолжать вращаться после отпускания спускового крючка.
Возможные способы решения
Прокручивание кассеты приводит к ослаблению натяжения проволоки, из-за чего она может соскочить с механизма подачи или запутаться. Поэтому в большинстве систем подачи проволоки на катушку устанавливают настраиваемый тормоз. Этот тормоз можно отрегулировать так, чтобы не допускать проворачивания кассеты.
Соблюдение данного руководства позволит начинающим операторам сварки GMAW или даже опытным специалистам быстрее выявлять возникающие проблемы и устранять их до того, как они повлияют на качество работы.
Полуавтоматическая сварка — Дом сварки
Процесс полуавтоматической сварки (GMAW)
GMAW процесс — это процесс соединения металлов плавлением электрической дугой, горящей между непрерывно подаваемым плавящимся электродом и изделием. Зона горения дуги защищается с помощью газа (рис. 1). Защитный газ и подвижный плавящийся электрод — два обязательных участника этого процесса.
Большинство металлов имеют высокую тенденцию к присоединению кислорода (образуют оксиды) и в меньшей степени к присоединению азота (образуют нитриды). Кислород также реагирует с углеродом, содержащимся в металле, с образованием окиси углерода. Оксиды, нитриды и окись углерода при растворении в металле шва образуют дефекты сварного шва. Воздействие атмосферы на расплавленный металл очень велико, так как в ней содержится около 80% азота и примерно 20% кислорода. Основная функция защитного газа — исключить контакт расплавленного металла с окружающей атмосферой.
Рис.
 1. Сварка плавящимся электродом в защитном газе
1. Сварка плавящимся электродом в защитном газеКроме защиты сварочной ванны, защитный газ влияет на:
- характеристику дуги;
- способ переноса электродного металла;
- глубину проплавления и профиль сварного шва;
- производительность сварки;
- склонность к прожогу;
- степень зачистки сварного шва.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки. Поэтому форма и размеры шва помимо прочего (скорости сварки, пространственного положения электрода и изделия и т. п.) зависят также от характера расплавления и переноса электродного металла в сварочную ванну. Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Характер переноса расплавленного металла имеет большое значение для качественного формирования сварного шва при сварке плавящимся электродом в защитном газе. Управляя этим процессом различными способами (используя специальные сварочные процессы), можно всегда получить качественное сварное соединение. При MIG/MAG способе сварки можно выделить несколько основных форм расплавления электрода и переноса электродного металла в сварочную ванну:
Управляя этим процессом различными способами (используя специальные сварочные процессы), можно всегда получить качественное сварное соединение. При MIG/MAG способе сварки можно выделить несколько основных форм расплавления электрода и переноса электродного металла в сварочную ванну:
- циклический режим сварки короткой дугой без разбрызгивания;
- режим сварки оптимизированной короткой дугой;
- крупнокапельный процесс сварки;
- режим импульсной сварки;
- режим струйного (Spray) переноса металла;
- режим непрерывного вращающегося переноса металла (ротационный перенос).
Режим струйного (Spray) и крупнокапельного, а также непрерывного вращающегося переноса металла связан со сравнительно высокой энергией дуги и обычно ограничивается сваркой в нижнем и горизонтальном положении металла толщиной более 3 мм. Циклический режим сварки короткой дугой без разбрызгивания и импульсная сварка имеют низкие энергетические показатели, но обычно позволяют сваривать металл толщиной до 3 мм во всех пространственных положениях.
Циклический режим сварки короткой дугой без разбрызгивания (процесс сварки с периодическими короткими замыканиями). Данный процесс сварки характерен для сварки электродными проволоками диаметром 0,5-1,6 мм при короткой дуге с напряжением 15-22 В и токе 100-200 А.
Рис. 2. Осциллограмма циклического режима сварки короткой дугой
После очередного короткого замыкания (8 и 9 на рис. 8) силой поверхностного натяжения расплавленный металл на торце электрода стягивается в каплю, приближая ее к правильной сфере (1 — 3), создавая тем самым благоприятные условия для плавного объединения со сварочной ванной. В результате длина и напряжение дуги становятся максимальными.
Во всех стадиях процесса скорость подачи электродной проволоки постоянна, а скорость ее плавления изменяется и в периоды 3 и 4 меньше скорости подачи. Поэтому торец электрода с каплей приближается к сварочной ванне (длина дуги и ее напряжение уменьшаются) до короткого замыкания (4). Во время короткого замыкания капля расплавленного электродного металла переходит в сварочную ванну. Далее процесс повторяется.
Далее процесс повторяется.
При коротком замыкании резко возрастает сварочный ток — до 150-200 А и как результат этого увеличивается сжимающее действие электромагнитных сил (6-7) - , совместное действие которых разрывает перемычку жидкого металла между электродом и изделием (8). Капля мгновенно отрывается, обычно разрушаясь и разлетаясь в стороны, что приводит к разбрызгиванию. Кроме того, ток такой величины, пытаясь пройти через узкую перемычку, образовавшуюся между каплей и ванной, приводит к выплеску металла.
Для уменьшения разбрызгивания электродного металла необходимо сжимающее усилие, возникающее в проводнике при коротком замыкании, сделать более плавным. Это достигается введением в источник сварочного тока регулируемой индуктивности. Максимальная величина сжимающего усилия определяется уровнем тока короткого замыкания, который зависит от конструкции блока питания. Величина индуктивности определяет скорость нарастания сжимающего усилия. При малой индуктивности капля будет быстро и сильно сжата — электрод начинает брызгать.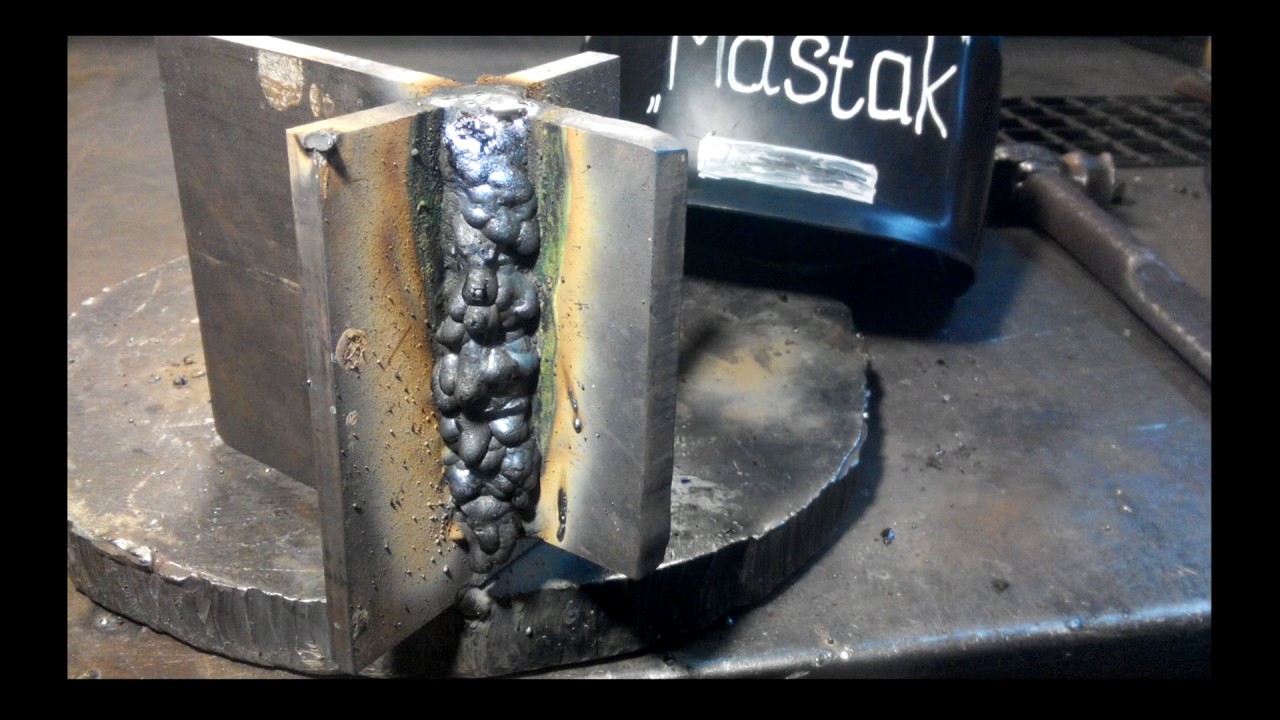 При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым. В табл. 1 приведено влияние индуктивности на характер сварки.
При большой индуктивности увеличивается время отделения капли, и она плавно переходит в сварочную ванну. Сварной шов получается более гладким и чистым. В табл. 1 приведено влияние индуктивности на характер сварки.
Таблица 1. Влияние индуктивности на характер сварки.
Частота периодических замыканий дугового промежутка при циклическом режиме сварки короткой дугой может изменяться в пределах 90-450 замыканий в секунду. Для каждого диаметра электродной проволоки в зависимости от материала, защитного газа и т. д. существует диапазон сварочных токов, в котором возможен процесс сварки с короткими замыканиями. Данный режим удобен для сварки тонколистового металла и пригоден для полуавтоматической сварки во всех пространственных положениях. При оптимальных параметрах процесса потери электродного металла на разбрызгивание не превышают 7%.
Режим сварки оптимизированной короткой дугой. Процесс сочетает в себе циклический режим сварки короткой дугой и очень высокую скорость подачи сварочной проволоки, что позволяет использовать короткую и мощную дугу (напряжение на дуге до 26 В при токе до 300 А). Данный режим позволяет получать сварные соединения с минимальным тепловложением и низкой степенью окисления наплавленного металла.
Данный режим позволяет получать сварные соединения с минимальным тепловложением и низкой степенью окисления наплавленного металла.
Крупнокапельный процесс сварки. Увеличение плотности сварочного тока и длины (напряжения) дуги (напряжение на дуге от 22 до 28 В и ток от 200 до 290 А) ведет к изменению характера расплавления и переноса электродного металла, переходу от сварки короткой дугой с короткими замыканиями к процессу с редкими короткими замыканиями или без них. В сварочную ванну электродный металл переносится нерегулярно, отдельными крупными каплями различного размера, хорошо заметными невооруженным глазом. При этом ухудшаются технологические свойства дуги, затрудняется сварка в потолочном положении, а потери электродного металла на угар и разбрызгивание возрастают до 15%.
Крупнокапельный процесс сварки характеризуется некачественным формированием сварного шва.
С положительного электрода, независимо от типа защитного газа, крупнокапельный перенос металла происходит при низких плотностях тока. Крупнокапельный перенос характеризуется размером капли, капля имеет диаметр больше, чем сам электрод.
Крупнокапельный перенос характеризуется размером капли, капля имеет диаметр больше, чем сам электрод.
При использовании инертных защитных газов достигается осеориентированный перенос электродного металла без разбрызгивания. Длина дуги при этом должна быть достаточной, чтобы гарантировать отделение капли прежде, чем она коснется расплавленного металла.
Использование углекислого газа в качестве защитного газа при крупнокапельном переносе всегда дает неосеориентированный перенос капель металла. Это является следствием электромагнитного отталкивающего воздействия на низ расплавленных капель. При углекислотной защите конец электродной проволоки плавится теплом дуги, переданным через расплавленную каплю. Капли в форме бесформенных шариков, произвольно направляемые через дугу, дают сильное разбрызгивание. Сварной шов получается грубый, с волнистой поверхностью.
Дуга, обычно неустойчивая, сопровождается характерным треском. Для уменьшения разбрызгивания необходимо, чтобы конец электрода находился ниже поверхности металла, но в пределах полости, создаваемой дугой. Поскольку большая часть энергии дуги направлена вниз и ниже поверхности сварочной ванны, сварной шов имеет очень глубокое проплавление.
Поскольку большая часть энергии дуги направлена вниз и ниже поверхности сварочной ванны, сварной шов имеет очень глубокое проплавление.
Режим импульсной сварки. Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка. Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи. Вследствие этого длина дугового промежутка уменьшается.
Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце. Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении, т. е., режим импульсной сварки — режим, при котором капли расплавленного металла принудительно отделяются электрическими импульсами. За счет ЭТОГО на токах соответствующих крупнокапельному переносу, можно формировать качественные сварные швы, подобно циклическому режиму сварки короткой дугой без разбрызгивания. Режим импульсной сварки известен также под названием
.
Режим импульсной сварки известен также под названием
.
Импульсный режим использует одиночные импульсы или группу импульсов с одинаковыми или различными параметрами. В последнем случае первый или первые импульсы ускоряют расплавление электрода, а последующие сбрасывают каплю электродного металла в сварочную ванну. За счет этого металл переносится порциями мелких капель и без разбрызгивания. Кроме того, за счет применения импульсной технологии возникает электромеханическая вибрация сварочной ванны, в результате чего газовые пузырьки выходят из нее, и сварные швы получаются высокой плотности.
Устойчивость режима импульсной сварки зависит от соотношения основных параметров (величины и длительности импульсов и пауз). Соответствующим подбором тока основной дуги и импульса можно повысить скорость расплавления электродной проволоки, изменить форму и размеры шва, а также уменьшить нижний предел сварочного тока, обеспечивающий устойчивое горение дуги.
Преимуществом этого метода является низкое тепловложение, что важно при сварке тонких материалов и при позиционной сварке. Импульсный режим обеспечивает высококачественную сварку низкоуглеродистых и низколегированных сталей. При сварке алюминия можно использовать электродную проволоку больших диаметров, при этом обеспечивается меньшая пористость. Основной недостаток этого процесса — сложный блок питания.
Импульсный режим обеспечивает высококачественную сварку низкоуглеродистых и низколегированных сталей. При сварке алюминия можно использовать электродную проволоку больших диаметров, при этом обеспечивается меньшая пористость. Основной недостаток этого процесса — сложный блок питания.
Импульсный режим обеспечивает более высокий коэффициент тепловложения в наплавленный металл, чем циклический режим сварки короткой дугой без разбрызгивания, и осуществляется при напряжении на дуге от 28 до 35 В и токах от 300 до 350 А.
Режим струйного (спрей) переноса металла. При достаточно высоких плотностях постоянного по величине (без импульсов или с импульсами) сварочного тока обратной полярности и при горении дуги в инертных газах (содержание аргона не менее 80%) может наблюдаться очень мелкокапельный перенос электродного металла. Название <струйный> он получил потому, что при его наблюдении невооруженным глазом создается впечатление, что расплавленный металл стекает в сварочную ванну с торца электрода непрерывной струей.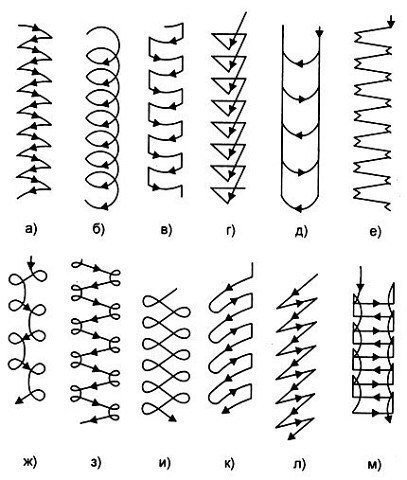
Поток капель направлен строго по оси от электрода к сварочной ванне. Дуга очень стабильная и ровная. Разбрызгивание очень небольшое. Валик сварного шва имеет гладкую поверхность. Энергия дуги передается в металл в форме конуса, поэтому наплавляемый металл имеет поверхностное слияние. Глубина проплавления больше, чем при циклическом режиме сварки короткой дугой, но меньше, чем при крупнокапельном переносе.
Изменение характера переноса электродного металла с капельного на струйный происходит при увеличении сварочного тока до <критического> для данного диаметра электрода.
Значение критического тока уменьшается при активировании электрода (нанесении на его поверхность тем или иным способом некоторых легко ионизирующих веществ), увеличении вылета электрода. Изменение состава защитного газа также влияет на значение критического тока. Например, добавка в аргон до 5% кислорода снижает значение критического тока. При сварке в углекислом газе без применения специальных мер получить струйный перенос электродного металла невозможно. Невозможно его получить и при использовании тока прямой полярности.
Невозможно его получить и при использовании тока прямой полярности.
При переходе к струйному переносу поток газов и металла от электрода в сторону сварочной ванны резко интенсифицируется благодаря сжимающему действию электромагнитных сил. В результате под дугой уменьшается прослойка жидкого металла, в сварочной ванне появляется местное углубление. Повышается теплопередача к основному металлу, и шов приобретает специфическую форму с повышенной глубиной проплавления по его оси. При струйном переносе дуга очень стабильна — колебаний сварочного тока и напряжений не наблюдается.
Режим струйного переноса металла характеризуется узким столбом дуги и заостренным концом плавящейся электродной проволоки. Расплавленный металл проволоки передается через дугу в виде мелких капель, от сотен до нескольких сотен в секунду. Диаметр капель равняется или меньше, чем диаметр электрода. Поток капель осенаправленый. Скорость плавления проволоки от 42 до 340 мм/с.
Струйный перенос металла происходит при дуге высокой стабильности (напряжение на дуге от 28 до 40 В при токе от 290 до 450 А) и позволяет формировать качественные сварные швы на высоких значениях тока. Данный режим необходим для сварки металлов толщиной более 5 мм.
Данный режим необходим для сварки металлов толщиной более 5 мм.
Режим непрерывного вращающегося переноса металла (ротационный перенос). Ротационный перенос металла возникает при образовании длинного столба жидкости на конце оплавляющегося электрода. Вследствие очень большого тока (напряжение на дуге от 40 до 50 В при токе от 450 до 650 А) и большого вылета электрода температура образовывающейся капли настолько высока, что электрод плавится уже без действия дуги. Расстояние до токоведущего мундштука в этом случае составляет 25-35 мм. По причине продольного магнитного поля столб жидкости вращается вокруг своей оси и конически расширяется. Капли металла переходят в радиальном направлении в основной материал и создают относительно плоское и широкое проплавление.
В зависимости от свариваемого металла и его толщины в качестве защитных газов используют инертные, активные газы или их смеси. В силу физических особенностей стабильность дуги и ее технологические свойства выше при использовании постоянного тока обратной полярности. При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25-30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
При использовании постоянного тока прямой полярности количество расплавляемого электродного металла увеличивается на 25-30%, но резко снижается стабильность дуги и повышаются потери металла на разбрызгивание. Применение переменного тока невозможно из-за нестабильного горения дуги.
Инертные газы аргон и гелий и их смеси обязательно используются для сварки цветных металлов, а также широко применяются при сварке нержавеющих и низколегированных сталей. Основное различие между аргоном и гелием — плотность, теплопроводность и характеристика дуги. Плотность аргона приблизительно в 1,4 раза больше плотности воздуха, а гелий в 0,14 раза легче воздуха. Для защиты сварочной ванны более эффективен тяжелый газ. Следовательно, гелиевая защита сварочной ванны для получения того же эффекта требует приблизительно в 2-3 раза большего расхода газа.
Гелий обладает большей теплопроводностью, чем аргон, и энергия в гелиевой дуге распределена более равномерно. Плазма аргоновой дуги характеризуется очень высокой энергией сердцевины и значительно меньшей периферии. Это различие оказывает большое влияние на профиль сварного шва. Гелиевая дуга дает глубокий, широкий, параболический сварной шов. Аргоновая дуга чаще всего характеризуется сосковидной формой сварного шва.
Это различие оказывает большое влияние на профиль сварного шва. Гелиевая дуга дает глубокий, широкий, параболический сварной шов. Аргоновая дуга чаще всего характеризуется сосковидной формой сварного шва.
При любой скорости подачи электродной проволоки напряжение на аргоновой дуге будет значительно меньше, чем на гелиевой дуге. В результате будут меньшее изменение напряжения по длине дуги, что, в свою очередь, приводит к большей стабилизации дуги. Аргоновая дуга (включая смеси как с низким, так и с 80%-ным содержанием аргона) производит струйную передачу электродного металла на уровнях выше раздела энергетики переноса.
Гелиевая дуга производит крупнокапельный перенос металла в нормальном рабочем диапазоне. Следовательно, гелиевая дуга имеет большую степень разбрызгивания электродного металла и меньшую глубину проплавления. Легко ионизируемый аргон облегчает зажигание дуги и при сварке на обратной полярности (плюс на электроде) дает очень чистую поверхность сварного шва.
В большинстве случаев чистый аргон используется при сварке цветных металлов. Использование чистого гелия ограничено из-за ограниченной устойчивости дуги. Тем не менее, желаемый профиль сварного шва (глубокий, широкий, параболической формы), получаемый с гелиевой дугой, можно получить, применяя смесь аргона с гелием, кроме того, характер переноса электродного металла приобретает характер, как при аргоновой дуге.
Использование чистого гелия ограничено из-за ограниченной устойчивости дуги. Тем не менее, желаемый профиль сварного шва (глубокий, широкий, параболической формы), получаемый с гелиевой дугой, можно получить, применяя смесь аргона с гелием, кроме того, характер переноса электродного металла приобретает характер, как при аргоновой дуге.
Смесь гелия с аргоном, при 60-90% содержании гелия, используется для получения максимального тепловложения в основной металл и улучшения сплавления. Для некоторых металлов, например нержавеющей и низколегированной стали, замена углекислого газа на гелий позволяет получить увеличение тепловложения, и, поскольку гелий инертный газ, не происходит изменения свойств свариваемого металла.
Чистый аргон и в известной мере гелиевая защита дают отличные результаты при сварке цветных металлов. Тем не менее, эти газы в чистом виде дают не вполне удовлетворительную характеристику при сварке черных металлов. Гелиевая дуга стремится к переходу в неуправляемый режим, сопровождаемый сильным разбрызгиванием. Аргоновая дуга имеет тенденцию к прожогу. Добавление к аргону 1-5% кислорода или 3-10% углекислого газа (вплоть до 25%) дает заметное улучшение характеристики.
Аргоновая дуга имеет тенденцию к прожогу. Добавление к аргону 1-5% кислорода или 3-10% углекислого газа (вплоть до 25%) дает заметное улучшение характеристики.
Объем добавляемого кислорода или углекислого газа к инертному газу зависит от состояния поверхности (наличие окалины) основного металла, требуемого профиля сварного шва, положения в пространстве и химического состава свариваемого металла. Обычно добавление 3% кислорода или 9% углекислого газа вполне достаточно для проведения качественной сварки.
Добавление углекислого газа к аргону позволяет получить грушевидный профиль сварного шва. Применение различных газов и газовых смесей для сварки различных металлов и на различных режимах приведено в табл. 2-3.
Таблица 2. Выбор защитных газов и газовых смесей для циклического режима сварки короткой дугой без разбрызгивания.
Таблица 3. Выбор защитных газов и газовых смесей для струйного (спрей) переноса металла.
Какой полуавтоматический пистолет MIG подходит для работы?
Выбор правильного пистолета для работы — важный способ добиться хорошего качества сварки и производительности.Когда дело доходит до выбора сварочного оборудования, операторы сварки могут в первую очередь задумываться о том, какой источник питания использовать. И это правильно. Источник питания оказывает значительное влияние на качество сварки, производительность и общую стоимость сварочных работ. Но не менее важно иметь подходящий для работы полуавтоматический пистолет MIG.
От короткого времени зажигания дуги для прихватывания деталей до выполнения длинных непрерывных швов на толстом листе — сварочная горелка MIG должна обеспечивать соответствующую сварочную производительность. Например, сварщикам может не понадобиться сварочная горелка MIG с той же силой тока, что и источник питания. Это потому, что часто они сваривают только от 30 до 50 процентов времени, поэтому использование пистолета с меньшей силой тока является подходящим вариантом. И наоборот, чрезмерная нагрузка сварщиками на легкую горелку MIG может привести к преждевременной поломке.Или, в некоторых случаях, сварочная операция может иметь несколько применений, что требует наличия пистолета MIG, который может удовлетворить потребности нескольких приложений на одном предприятии.
На светлой стороне
Для сварочных работ, требующих короткого времени горения дуги, таких как прихватывание деталей или завершение сварки мелких деталей, легкий сварочный пистолет MIG может быть лучшим выбором. Обычно считается, что легкая сварочная горелка MIG обеспечивает сварочную мощность от 100 до 300 ампер.Как и все пистолеты MIG, легкие пистолеты рассчитываются в соответствии с их рабочим циклом или количеством минут в 10-минутном периоде, в течение которого пистолет может работать на полную мощность без перегрева. Как правило, производители пистолетов для сварки MIG оценивают свою продукцию с рабочим циклом от 60 до 100 процентов. В случае легких применений, включая сварку листового металла, общие проекты для любителей, или ремонт автомобилей и кузовов автомобилей, легкий пистолет MIG подойдет.
Поскольку легкие пистолеты MIG обычно имеют низкую силу тока, они также меньше и весят меньше, чем более мощные, что облегчает маневрирование даже в тесноте. У большинства из них также есть небольшие компактные ручки, поэтому они удобны для сварщика.
У большинства из них также есть небольшие компактные ручки, поэтому они удобны для сварщика.
В пистолетах MIG для легких режимов работы часто используются легкие или стандартные расходные материалы — сопла, контактные наконечники и удерживающие головки (или газовые диффузоры). Эти расходные материалы обычно имеют меньшую массу и дешевле, чем их аналоги для тяжелых условий эксплуатации. Точно так же, поскольку они предназначены для короткого времени дуги, шейки (или гусиные шейки) на легких пистолетах MIG изготовлены из легких материалов, включая полимерную, резиновую или легкую алюминиевую броню.
Устройство для снятия натяжения и соединения на легких пистолетах также уникальны. В частности, устройство снятия напряжения обычно состоит из гибкого резинового компонента и в некоторых случаях может отсутствовать полностью. Эти особенности помогают поддерживать легкий вес пистолета, но они могут допускать перегибы, которые могут привести к плохой подаче проволоки и потоку газа.
Наконец, некоторые кабели на легких горелках MIG имеют гофрированные соединения и могут не подлежать ремонту. Если обжатый кабель повредится, может потребоваться замена кабеля или, возможно, всего пистолета.
Как правило, пистолеты MIG для легких режимов работы имеют стандартные функции по более низкой цене и, как правило, требуют более частой замены.
Для более жестких работ
На противоположном конце спектра описанных ранее применений для легких режимов и сварочных горелок MIG находятся работы, требующие длительного времени зажигания дуги и / или многократных проходов на толстых участках материала. Эти приложения включают в себя производство тяжелого оборудования для сельского хозяйства, строительства и горнодобывающей промышленности, внедорожных прицепов и грузовиков и других аналогичных сложных сварочных работ.Для этих целей лучше всего подходят сверхмощные сварочные горелки MIG, так как они могут использоваться для непрерывной сварки материалов толщиной один дюйм или более в суровых условиях, типичных для таких отраслей.
Пистолеты MIG для тяжелых условий эксплуатации обычно имеют диапазон от 400 до 600 ампер и доступны как с воздушным, так и с водяным охлаждением. Выбор между сверхмощной сварочной горелкой MIG с водяным или воздушным охлаждением во многом зависит от области применения сварки, предпочтений оператора и соображений стоимости. Системы с водяным охлаждением дороже и часто требуют большего обслуживания.Для системы охлаждения радиатора необходим специально обработанный охлаждающий раствор, а не водопроводная вода, потому что водопроводная вода может вызвать рост водорослей или образование накипи (минеральных отложений) на внутренних поверхностях пистолета и кабельной сборке. Кроме того, со временем вода может вытекать из шлангов, шейки или головок пистолета, что требует немедленного ремонта для предотвращения разрывов сварных швов и поломки пистолета. Однако, несмотря на дополнительные затраты, при сварке очень толстого листа, требующего высокого наплавки и хорошего проплавления сварного шва, может потребоваться сверхмощная сварочная горелка MIG с водяным охлаждением.
Пистолеты MIG для тяжелых условий эксплуатации — как модели с воздушным, так и с водяным охлаждением — часто имеют ручки большего размера, чем их аналоги для легких режимов работы, для размещения кабелей большего размера (из-за большей силы тока). В сверхмощных горелках MIG часто используются сверхмощные расходные детали, которые способны выдерживать высокие силы тока и более длительное время горения дуги. Гусиная шея на этих пистолетах часто также длиннее, что увеличивает расстояние между сварщиком и высокой тепловой мощностью от дуги.Большинство гусиная шея для сверхмощного оружия обычно состоит из алюминиевой брони, которая защищает его от повреждений от высоких температур, а также от повседневного износа. Дополнительный тепловой экран позволяет защитить сварщика от тепловыделения сварочной горелки MIG с высоким током и более длительного времени горения дуги. Этот тепловой экран создает барьер между дугой и рукой сварщика. Добавление универсальной крышки также может помочь защитить кабель питания от суровых условий.
Сварочные горелки MIG для тяжелых условий эксплуатации часто оснащены блокирующими спусковыми крючками, поскольку сварщики используют эти горелки для многократных сварочных проходов и / или длительных непрерывных сварных швов, и эти типы триггеров помогают предотвратить усталость.Другие сверхмощные горелки MIG оснащены триггерами с двойным или несколькими режимами работы, которые могут быть установлены сверху или снизу горелки MIG в зависимости от положения, которое сварщик считает наиболее удобным.
Пистолеты MIG для тяжелых условий эксплуатации во многих случаях также могут быть настроены в соответствии с потребностями конкретной области применения. Некоторые производители сварочных пистолетов MIG позволяют сварщикам настраивать сверхмощный сварочный пистолет MIG в соответствии с их предпочтительным стилем рукоятки, длиной и углом гусиной шеи, а также индивидуальной длиной.
Прощальные мысли
Помните, что, как и любая другая часть сварочного процесса, сварочные горелки MIG играют важную роль в достижении качества и производительности, необходимых для конкретного применения. Чрезмерное использование пистолета MIG для легких режимов работы может легко привести к снижению производительности, в то время как использование горелки MIG для тяжелых условий эксплуатации без причины может излишне увеличить стоимость сварочной операции. Если у компании есть несколько источников питания, пистолеты могут быть стандартизированы, чтобы соответствовать им, добавив адаптер подачи.Это позволяет использовать один общий пистолет MIG на протяжении всей операции, уменьшая необходимость в инвентаризации нескольких типов пистолетов и расходных материалов.
Чрезмерное использование пистолета MIG для легких режимов работы может легко привести к снижению производительности, в то время как использование горелки MIG для тяжелых условий эксплуатации без причины может излишне увеличить стоимость сварочной операции. Если у компании есть несколько источников питания, пистолеты могут быть стандартизированы, чтобы соответствовать им, добавив адаптер подачи.Это позволяет использовать один общий пистолет MIG на протяжении всей операции, уменьшая необходимость в инвентаризации нескольких типов пистолетов и расходных материалов.
В конечном итоге цель состоит в том, чтобы максимально приспособить как силу тока, так и рабочий цикл приложения. Более того, выбор может также сэкономить ресурсы сварочной операции и помочь в достижении высокой производительности.
Оборудование для полуавтоматической системы GMAW | Металлургия
Эта статья проливает свет на пять основных устройств, необходимых для полуавтоматической системы GMAW. К оборудованию относятся: 1. Источник питания 2. Узлы подачи проволоки 3. Пистолет GMAW и узел канала подачи проволоки 4. Системы защитного газа и охлаждающей воды 5. Используемые материалы.
К оборудованию относятся: 1. Источник питания 2. Узлы подачи проволоки 3. Пистолет GMAW и узел канала подачи проволоки 4. Системы защитного газа и охлаждающей воды 5. Используемые материалы.
GMAW использует постоянный ток. и почти всегда с положительным электродом. Это состояние сварки приводит к стабильной дуге с плавным переносом металла, что приводит к малому разбрызгиванию и получению сварного шва хорошего качества. Переменный ток не подходит для GMAW, потому что он приводит к гашению дуги каждые полупериод и может не только вызвать частичное выпрямление сварочного тока, но также может привести к полному гашению дуги.Постоянный ток с отрицательным электродом, хотя и дает более высокую скорость наплавки, также не является предпочтительным, поскольку может вызвать нестабильную и беспорядочную дугу. Кроме того, это устраняет преимущество дуговой очистки рабочей поверхности.
Могут использоваться как трансформаторно-выпрямительный агрегат, так и источник питания мотор-генератор. Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может варьироваться от постоянного напряжения или плоской характеристики до постоянного тока.Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источники питания GMAW обычно рассчитаны на 60% и 100% рабочий цикл для полуавтоматического и автоматического режимов соответственно. Статическая вольт-амперная характеристика источника питания может варьироваться от постоянного напряжения или плоской характеристики до постоянного тока.Для автоматического процесса GMAW иногда используется источник питания с нарастающей вольт-амперной характеристикой.
Источник питания с плоской характеристикой более популярен для GMAW, поскольку он обеспечивает саморегулирование сварочной дуги. Таким образом, можно использовать механизм подачи проволоки с настройками постоянной скорости. В таком аппарате сварочный ток напрямую зависит от скорости подачи проволоки. Поэтому для достижения высоких скоростей наплавки проволоку подают с более высокими скоростями подачи. Такой источник питания дает очень высокий ток, если электрод замыкается накоротко на заготовку.Источники питания этого типа используются для сварки всех металлов.
Для источника питания с падающей ВАХ желаемый ток получается путем соответствующей настройки на машине. Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока.Однако источники питания постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги путем изменения скорости электрода.
Длина дуги контролируется автоматической регулировкой скорости подачи проволоки. К этому типу источника питания лучше всего подходят электроды большого диаметра с автоматическим или механизированным режимом. Большинство источников питания постоянного тока имеют падающую характеристику V-I, хотя также доступны источники питания постоянного тока.Однако источники питания постоянного тока не обеспечивают саморегулирования длины дуги; Схема измерения напряжения используется для поддержания желаемой длины дуги путем изменения скорости электрода.
Источники питания с возрастающей характеристикой V-I иногда используются с автоматизированной системой GMAW с более толстыми электродами, чем те, которые используются в полуавтоматической системе. Диапазон напряжений для такого источника питания больше, чем для источника питания постоянного напряжения, и в нем по мере увеличения тока напряжение также увеличивается.
Оборудование №2. Устройства подачи проволоки: В автоматическом режиме GMAW устройство подачи проволоки также включает в себя сварочную горелку, однако в полуавтоматическом режиме они разделены для достижения гибкости процесса. Чтобы протолкнуть проволоку через несколько метров гибкого канала со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или V-образной канавкой.
Чтобы протолкнуть проволоку через несколько метров гибкого канала со скоростью от 2-5 до 25 м / мин, необходимо иметь мощные двигатели подачи проволоки, приводящие в движение ролики с нескользящей насечкой или V-образной канавкой.
Эти двигатели обычно имеют электрический привод (типа постоянного тока) с регулируемой скоростью.Подача проволоки обычно поддерживается постоянной за счет предварительной настройки, поэтому большинство двигателей подачи имеют шунтирующую обмотку или типы с постоянными магнитами. Однако двигатели с регулируемой скоростью вращения используются с источниками постоянного тока. Скорость такого двигателя изменяется в зависимости от обратной связи для поддержания постоянной длины дуги.
Помимо механизма подачи проволоки, устройство подачи проволоки также содержит устройство для управления потоком газа, двухпозиционный переключатель для подачи тока и для заправки проволоки для начальной настройки.
Оборудование № 3. Пистолет GMAW и узел канала подачи проволоки: Пистолеты для большинства универсальных работ GMAW имеют допустимую нагрузку по току до 200 А и имеют воздушное охлаждение дуги. Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Существует три типа таких пистолетов, а именно: нажимного типа, тянущего типа и пушпульного типа.
Пистолет нажимного типа обычно подключается к устройству подачи проволоки через гибкий трубопровод с максимальной длиной около 4 м. Проволока проталкивается через канал механизмом подачи проволоки.Такое расположение считается удовлетворительным для стальной проволоки диаметром от 0-8 до 2-4 мм и алюминиевой проволоки диаметром от 1,2 до 3,2 мм.
Пистолет прижимного типа содержит автономный механизм подачи проволоки для подачи проволоки с удаленной катушки по гибкому каналу на длину до 15 м. Когда такой пистолет используется вместе с механизмом подачи толкающего типа, он называется пушпульным, и приводные двигатели синхронизируются, чтобы избежать несоответствия и повреждения проволочного электрода. С этими типами подающих механизмов можно использовать стальную и алюминиевую проволоку диаметром от 0-8 до 1-6 мм.
Пистолеты GMAW, которые требуются для подачи алюминиевой проволоки диаметром менее 1,6 мм, снабжены автономным механизмом подачи и подачи проволоки. Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0,5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
Катушка с проволокой обычно имеет диаметр 100 мм, а ее вес с проволокой составляет от 0,5 до 1 кг. Обычно в таких горелках используется прижимной механизм подачи проволоки с диаметром проволоки от 0,8 до 1,2 мм.
GMAW для более высоких токов (200-750 А) относятся к типу с водяным охлаждением, в которых по каналам вода циркулирует вокруг контактной трубки и газового сопла.Маневренность таких орудий снижается из-за увеличения веса, поэтому их часто используют с механизированными и автоматическими сварочными системами.
Подача тока к электроду обеспечивается в пистолете с помощью контактной трубки из медного сплава с резьбой. Трубки разного диаметра подходят для разного диаметра проволоки, чтобы обеспечить хороший контакт.
Канал подачи проволоки должен иметь гладкое отверстие, но должен плотно прилегать к проволоке, чтобы избежать ее коробления. Трубопровод должен быть гибким, но достаточно жестким, чтобы избежать перегибов при изгибе до небольшого радиуса. Обычно для подачи стальной проволоки подходят спиральные стальные трубы (карнизная проволока). Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Обычно для подачи стальной проволоки подходят спиральные стальные трубы (карнизная проволока). Однако алюминиевые провода истираются и заедают, если в них не вставлены нейлоновые или тефлоновые футеровки.
Регуляторы давления газа устанавливаются на стандартных газовых баллонах для обеспечения постоянного давления и расхода защитного газа. Для контроля расхода газа предусмотрен расходомер в виде калиброванной пластмассовой трубки.Калибровка обычно выражается в л / мин. Расходомеры газа для разных газов имеют разные калибровки из-за разницы в их плотностях, поэтому один расходомер не может использоваться для всех газов.
Обычно в баллоне высокого давления имеется индивидуальный защитный газ, а газовую смесь обычно можно получить у поставщика по запросу. Однако также доступны газосмесительные установки, которые можно подсоединять к двум баллонам с разными газами для получения смесей в желаемых пропорциях. Такие агрегаты чаще всего используются для смешивания CO 2 и аргона.
Такие агрегаты чаще всего используются для смешивания CO 2 и аргона.
GMAW для использования с током выше 200 А для охлаждения сопла используется вода. Водяное охлаждение значительно увеличивает срок службы контактной трубки и сопла. Это также облегчает удаление брызг из сопла. Сверхмощные механизированные или автоматические головки также имеют контактные трубки с водяным охлаждением.
Пистолеты с водяным охлаждением часто снабжены механизмом для автоматического отключения подачи тока, когда поток воды прекращается; это защищает пистолет от перегрева в случае внезапного прекращения подачи воды.
Электромагнитные клапаныпредназначены для включения и выключения газа и воды, в то время как реле включают и выключают двигатель подачи проволоки и контакторы тока. Обычно с этим справляется единственный переключатель, встроенный в пистолет.
Оборудование № 5. Используемые материалы: Материалы, используемые для GMAW, — это присадочный металл и защитный газ. Подающую проволоку и защитный газ следует тщательно выбирать в соответствии с свариваемым материалом, а также с учетом вариаций процесса (MIG, CO 2 , FCAW и т. Д.) для работы.
Подающую проволоку и защитный газ следует тщательно выбирать в соответствии с свариваемым материалом, а также с учетом вариаций процесса (MIG, CO 2 , FCAW и т. Д.) для работы.
Присадочная или подающая проволока выбирается таким образом, чтобы обеспечить совместимость основного металла и наплавленного металла, чтобы получить металл требуемого состава и прочности. Национальные и международные стандарты содержат рекомендации по выбору присадочного металла для свариваемого металла.
Присадочная проволока продается в катушках разного размера и веса с аккуратной намоткой слоев для подачи в пистолет с минимальным риском заедания. Провода с чрезмерно жестким характером часто скручиваются, что приводит к затруднениям подачи и пружинению.Такие провода также имеют тенденцию закручиваться по спирали при выходе из контактной трубки, что часто приводит к волнистому валику. Присадочную проволоку нагружают на катушки трением, чтобы разматывать при небольшом натяжении. В подающей проволоке предусмотрена механическая блокировка, чтобы избежать перебега подающей проволоки из-за инерции, когда ток отключен.
Выбор защитного газа зависит от состава рабочего материала, типа присадочной проволоки, положения сварки, варианта процесса и желаемого качества сварки.Таблицу 5-6 можно использовать в качестве руководства при выборе защитного газа.
Расход газа зависит от размера сопла пистолета GMAW и составляет от 4 до 40 л / мин; однако наиболее часто используемый диапазон составляет от 7 до 12 л / мин.
Газовая дуговая сварка металлическим электродом (GMAW / -MIG-)
В процессе газовой дуговой сварки металлическим электродом (GMAW / «MIG») используется электрическая дуга, возникающая между плавящимся проволочным электродом и заготовкой. GMAW может быть реализован как ручной, полуавтоматический или автоматический процесс, а гибкость, обеспечиваемая различными вариантами процесса, является преимуществом во многих приложениях.GMAW обеспечивает значительное увеличение скорости наплавки металла шва по сравнению с GTAW или SMAW, а при реализации в полуавтоматическом режиме обычно требуется меньше навыков сварщика. Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW. GMAW — наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения швов толстого сечения.
Однако оборудование GMAW более сложное, менее портативное и, как правило, требует более регулярного обслуживания, чем для процессов GTAW и SMAW. GMAW — наиболее распространенный процесс сварки коррозионно-стойких сплавов и выполнения швов толстого сечения.
В GMAW механизм, с помощью которого расплавленный металл на конце проволочного электрода переносится на заготовку, оказывает значительное влияние на характеристики сварного шва.С GMAW возможны три режима переноса металла: перенос с коротким замыканием, глобулярный перенос и перенос распылением. Кроме того, существует разновидность режима распыления, называемого импульсным распылением.
Электрическая полярность для GMAW сплавов HASTELLOY® и HAYNES® должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»). Типичные параметры для различных режимов переноса GMAW приведены в таблице 2 для сварки в плоском положении. Поскольку разные источники питания GMAW сильно различаются по конструкции, принципу действия и системам управления, параметры следует рассматривать как оценочный диапазон для достижения надлежащих сварочных характеристик с конкретным сварочным оборудованием. Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм / мин) / от 150 до 250 мм / мин.
Скорость перемещения GMAW обычно составляет от 6 до 10 дюймов в минуту (дюйм / мин) / от 150 до 250 мм / мин.
Передача при коротком замыкании происходит в самых низких диапазонах тока и напряжения, что приводит к низкому тепловложению сварного шва. Он обычно используется с присадочной проволокой меньшего диаметра и позволяет получить относительно небольшую сварочную ванну, которую легко контролировать, которая хорошо подходит для сварки вне положения и соединения тонких секций. Однако низкое тепловложение делает передачу при коротком замыкании восприимчивой к дефектам неполного плавления (холодному притирку), особенно при сварке толстых секций или во время многопроходных сварных швов.
Шаровидный перенос происходит при более высоких уровнях тока и напряжения, чем при коротком замыкании, и характеризуется большими нерегулярными каплями расплавленного металла. Режим глобулярного переноса теоретически может использоваться для сварки сплавов на основе никель / кобальта, но он используется редко, поскольку создает непостоянный провар и неровный контур сварного шва, что способствует образованию дефектов. Поскольку сила тяжести имеет решающее значение для отделения и переноса капель, глобулярный перенос обычно ограничивается сваркой в плоском положении.
Поскольку сила тяжести имеет решающее значение для отделения и переноса капель, глобулярный перенос обычно ограничивается сваркой в плоском положении.
Распыление происходит при самых высоких уровнях тока и напряжения и характеризуется направленным потоком мелких металлических капель. Это процесс с высоким тепловложением и относительно высокой скоростью наплавки, который наиболее эффективен для сварки толстых участков материала. Однако он в основном полезен только в плоском положении, а его высокая погонная энергия способствует образованию горячих трещин в сварном шве и образованию вторичных фаз в микроструктуре, что может ухудшить эксплуатационные характеристики.
Импульсный перенос распылением — это строго контролируемый вариант переноса распылением, при котором сварочный ток чередуется между высоким пиковым током, при котором происходит перенос распылением, и более низким фоновым током.Это приводит к стабильному процессу с низким уровнем разбрызгивания при среднем сварочном токе, значительно меньшем, чем при переносе распылением. Импульсное распыление обеспечивает меньшее тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного плавления, которые являются обычными для переноса с коротким замыканием. Его можно использовать во всех положениях сварки и для материалов различной толщины. В большинстве случаев Haynes International настоятельно рекомендует использовать импульсный перенос распылением для GMAW сплавов HASTELLOY® и HAYNES®.Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Импульсное распыление обеспечивает меньшее тепловложение по сравнению с переносом распылением, но менее подвержено дефектам неполного плавления, которые являются обычными для переноса с коротким замыканием. Его можно использовать во всех положениях сварки и для материалов различной толщины. В большинстве случаев Haynes International настоятельно рекомендует использовать импульсный перенос распылением для GMAW сплавов HASTELLOY® и HAYNES®.Использование современного источника питания с синергетическим управлением и возможностью регулировки формы волны («адаптивный импульс») очень выгодно для импульсной передачи распыления. Эти передовые технологии облегчили использование импульсного распыления, при котором параметры импульса, такие как импульсный ток, длительность импульса, фоновый ток и частота импульсов, включаются в систему управления и связаны со скоростью подачи проволоки.
Выбор защитного газа имеет решающее значение при разработке процедуры GMAW.Для сплавов на основе никеля / кобальта в качестве защитной газовой атмосферы обычно используется аргон или аргон, смешанный с гелием. Относительно низкая энергия ионизации аргона способствует лучшему зажиганию / стабильности дуги, а его низкая теплопроводность обеспечивает более глубокий профиль проникновения, напоминающий палец. При использовании по отдельности гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и дает более плоский сварной шов.Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе Ni / Co. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%.
Относительно низкая энергия ионизации аргона способствует лучшему зажиганию / стабильности дуги, а его низкая теплопроводность обеспечивает более глубокий профиль проникновения, напоминающий палец. При использовании по отдельности гелий создает неустойчивую дугу, чрезмерное разбрызгивание и сварочную ванну, которая может стать чрезмерно жидкой, но при добавлении к аргону он обеспечивает более жидкую сварочную ванну, которая улучшает смачивание и дает более плоский сварной шов.Добавки кислорода или углекислого газа, которые обычно используются с другими металлами, следует избегать при сварке сплавов на основе Ni / Co. Эти добавки создают сильно окисленную поверхность и способствуют пористости металла сварного шва, неровной поверхности валика и дефектам неполного плавления. Оптимальная смесь защитного газа зависит от многих факторов, включая конструкцию / геометрию сварного шва, положение сварки и желаемый профиль проплавления. В большинстве случаев предлагается смесь 75% Ar и 25% He; хорошие результаты были получены при содержании гелия от 15 до 30%. При коротком замыкании добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты можно получить с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
При коротком замыкании добавление гелия к аргону помогает избежать чрезмерно выпуклых сварных швов, которые могут привести к дефектам неполного плавления. Для переноса распылением хорошие результаты можно получить с чистым аргоном или смесями аргона с гелием. Добавление гелия обычно требуется для импульсного распыления, поскольку он значительно улучшает смачивание.
Поскольку аргон и гелий являются инертными газами, поверхность сварного шва после осаждения должна быть яркой и блестящей с минимальным окислением. В этом случае при многопроходной сварке шлифование между проходами не является обязательным.Однако на поверхности сварного шва может наблюдаться некоторое окисление или «сажа». В таком случае рекомендуется чистка проволочной щеткой и / или легкое шлифование / кондиционирование (зернистость 80) между проходами сварного шва, чтобы удалить окисленную поверхность и обеспечить прочное отложение последующих сварных швов. Расход защитного газа обычно должен находиться в диапазоне от 25 до 45 CFH (от 12 до 21 л / мин). Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки, чтобы гарантировать, что корневая сторона сварного шва не станет сильно окисленной. Если защита от обратной продувки невозможна, то корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты. При необходимости сварной шов можно заполнять с обеих сторон.
Слишком низкая скорость потока не обеспечивает адекватной защиты сварного шва, в то время как чрезмерно высокая скорость потока может нарушить стабильность дуги.Как и в случае GTAW, рекомендуется защита от обратной продувки, чтобы гарантировать, что корневая сторона сварного шва не станет сильно окисленной. Если защита от обратной продувки невозможна, то корневую сторону сварного шва после сварки следует отшлифовать, чтобы удалить весь окисленный металл шва и любые сварочные дефекты. При необходимости сварной шов можно заполнять с обеих сторон.
Во время GMAW сварочную горелку следует держать перпендикулярно заготовке под рабочим углом и углом перемещения примерно 0 °.Для видимости может потребоваться очень небольшое отклонение от перпендикуляра. Если пистолет расположен слишком далеко от перпендикуляра, кислород из атмосферы может попасть в зону сварного шва и загрязнить расплавленную сварочную ванну. Сварочный пистолет с водяным охлаждением всегда рекомендуется для сварки распылением и в любое время, когда используются более высокие сварочные токи.
Следует учитывать, что некоторые части оборудования GMAW, такие как контактный наконечник и канал / вкладыш присадочной проволоки, сильно изнашиваются и должны периодически заменяться.Изношенный или грязный лайнер может вызвать неустойчивую подачу проволоки, что приведет к нестабильности дуги или застреванию присадочной проволоки, что известно как «птичье гнездо». Рекомендуется минимизировать резкие изгибы кабеля пистолета. По возможности механизм подачи проволоки следует расположить так, чтобы кабель горелки был почти прямым во время сварки.
Таблица 2: Типовые параметры газовой дуговой сварки металла (плоское положение)
| Проволока Диаметр | Проволока Скорость подачи | Сварка Ток | Среднее значение Напряжение дуги | Защитный Газ | ||
| в | мм | изображений в минуту | мм / с | Ампер | Вольт | – |
| Режим передачи с коротким замыканием | ||||||
0. 035 035 | 0,9 | 150-200 | 63-85 | 70-90 | 18-20 | 75Ar-25He |
| 0,045 | 1.1 | 175-225 | 74-95 | 100–160 | 19-22 | 75Ar-25He |
| Режим распыления | ||||||
| 0.045 | 1.1 | 250–350 | 106-148 | 190–250 | 28-32 | 100Ar |
| 0,062 | 1.6 | 150–250 | 63-106 | 250–350 | 29–33 | 100Ar |
| Импульсный режим распыления * | ||||||
| 0.035 | 0,9 | 300-450 | 127–190 | 75-150 Ср. | 30–34 | 75Ar-25He |
| 0,045 | 1.1 | 200–350 | 85–148 | 100-175 Ср. | 32–36 | 75Ar-25He |
* Подробные параметры импульсного распыления доступны по запросу
Помещение №136 — Технологии сварочного производства
Лебединый номер в дополнительном здании № 136
Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Предназначен для курсовой работы уровня 200/400 по обучению переносу металла GMAW. разработка и применение режимов и сигналов GTAW.Лабораторное пространство имеет следующие особенности оборудования:
- 980 квадратных футов учебной площади
- Лабораторная зона содержит (10) студенческих рабочих мест
- Дуговая сварка защищенным металлом (SMAW) / газовая дуговая сварка вольфрамом (GTAW) — переменный / постоянный ток, расширенный Технология сигнала переменного тока
- Газовая дуговая сварка металлов (GMAW) / порошковая сварка (FCAW) — расширенная форма волны постоянного тока технология с пульсацией
- Электрод расходный печной; проволочная щетка для опоры со сдвоенным колесом
- Полноценная лабораторная система вентиляции состоит из устройств с трубкой на каждой сварочной станции; переносные системы вентиляции
Лебединая пристройка Помещения № 130 и № 132 — Основные лаборатории: (2) Ручная и полуавтоматическая сварка Процессы
Swan Annex Room # 131 — Лаборатория проверки качества: проверка и тестирование сварных конструкций
Swan Annex Room # 136 — Лаборатория специальных процессов: процессы ручной и полуавтоматической сварки
Swan Annex Room # 138 — Лаборатория контактной сварки: ручная, полуавтоматическая и роботизированная Сварочные процессы
Swan Annex Room # 140 — Лаборатория автоматизации сварки: полуавтоматическая, автоматическая и роботизированная Сварочные процессы
Лаборатория № 142 — Производство металлов: ручная и полуавтоматическая сварка и процессы изготовления
In вакуумного типа / полуавтоматический запайщик параллельных швов | Микросварочное оборудование
Crystal & SAW, Оптическое устройство, датчик, MEMS
Это полуавтоматическое оборудование для герметизации швов, которое герметично запечатывает такие упаковки, как устройства на кристалле и ПАВ, оптические устройства, датчики и МЭМС в вакууме.
Характеристики
- Доступны различные режимы работы для НИОКР и массового производства.
- PKG размер 2 ~ 30 / прямоугольный
- Простота эксплуатации и программирования
- Автоматическая проверка программы
Источник питания для герметизации швов
- Специальный источник питания для герметизации швов собственной разработки
- Высокая скорость и подавление тепловых эффектов
- Восходящий и нисходящий наклон
Функция контроля электрического тока. - Оборудована функция мониторинга.
- Восходящий и нисходящий наклон
Головка высокопроизводительная
- Легкая головка (мин. 300 гс)
- Механизм мягкой посадки
Режим производства
- Стандартный режим
- Быстрый режим
- Режим обучения
Камера вакуумной печи
- Камера большой емкости : Повышенная производительность
- Высокоточный нагрев : Повышенная надежность
Камера для сварки швов
- Для технических характеристик низкого вакуума: роторный насос, сухой насос
- Для технических характеристик высокого вакуума: криогенный насос, турбонасос
| В вакуумном / полуавтоматическом типе | |
|---|---|
| Источник питания: основной корпус | AC200V 3Φ 30A |
| Источник питания: камера | AC200V 3Φ 30A |
| Воздух | 0.5 МПа или более |
| N2 Газ | 0,2 ~ 0,5 МПа 1 ~ 5 л / мин |
| Вода | 0,5 МПа 5 л / мин |
| Размеры / Масса | 900W × 900D × 1900H мм ≒ 550 кг |
Уплотнители параллельных швов
- Щелкните кнопку «Связаться с нами» справа.
(для получения информации о продавце, пробного теста или технической консультации)
К началу страницы
Автоматические сварочные аппараты | Группа Fusion Systems
Увеличьте эффективность сварочных операций
Вы ищете способ оптимизировать процесс сварки за счет повышения эффективности, улучшения качества готовой продукции и увеличения прибыли? Если вы думали об обновлении своего процесса с помощью автоматических сварочных аппаратов, но опасались затрат и сложностей, сейчас самое время подумать об обновлении с помощью Fusion Systems Group.
Автоматические сварочные аппараты обладают множеством преимуществ
Сварочные аппаратыFSG по индивидуальному заказу — это инвестиция в ваш производственный успех, которая приносит дивиденды в вашу прибыль. Наши автоматические сварочные аппараты по индивидуальному заказу обеспечивают значительное повышение производительности:
Непрерывная сварка до конца шва
Постоянно высокая скорость производства
Отличные результаты для операторов любого уровня подготовки
Более прочная сварка для удержания жидкостей под давлением
Индивидуальные сварочные решения для различных нужд
Стандартные решения не принесут результатов или не оптимизируют ваши операции так, как это может сделать индивидуальное оборудование.Команда инженеров FSG имеет обширный опыт в разработке доступных индивидуальных решений для автоматизированной сварки, специально отвечающих потребностям клиентов. Мы не только спроектируем и создадим для вас подходящее решение для автоматизированной сварки, но и предоставим помощь в установке и программировании, необходимую для запуска и эксплуатации вашего решения.
Варианты полуавтоматической и полностью автоматической сварки
Часть нашего процесса оценки ваших требований включает определение того, какой сварочный аппарат лучше всего подходит для ваших конкретных нужд: полуавтоматический или полностью автоматический.
В полуавтоматической сварке оператор вручную загружает детали в сварочное приспособление. Контроллер сварки направляет движение горелки, выравнивает детали в соответствии со спецификацией, завершает сварку и повторяет ее.
В полностью автоматической сварке специальное оборудование загружает заготовку, направляет деталь или горелку в нужное положение, завершает сварку, проверяет качество соединения и выгружает готовое изделие.
Используйте нашу онлайн-форму, чтобы описать свои потребности, или позвоните по телефону 1-800-626-9501 , чтобы поговорить с инженером по продажам FSG о разработке индивидуального автоматизированного сварочного аппарата.
Аппарат для точечной сварки
от 150 до 220 частей в час
Наши сварочные аппараты автоматически приваривают лист размером 2 x 2 дюйма к формованной стальной опоре тачки. Сварочный аппарат «под ключ» состоит из сварочного аппарата сопротивлением 300 кВА, прикрепленного к основанию машины, с приводом от 8 станций диаметром 30 дюймов.Индексатор. Общее время технологического цикла составляет менее (5) секунд.
Аппарат для точечной сварки
720 частей в час
Крупный план аппарата для точечной сварки. (Изображение всей машины см. На миниатюре выше.)
видов методов сварки | Qualifab
Qualifab специализируется на всех видах сварки и имеет большой опыт выполнения основных процедур сварки.
SMAW
SMAW (дуговая сварка защищенным металлом) или металлическая дуговая сварка покрытым электродом, широко известная как сварка стержнем. Электрический ток используется для плавления припоя к заготовке. Сварной шов защищен покрытием стержня, которое всплывает на поверхность во время работы. В зависимости от состава покрытия сварщик может работать в разных положениях. Этот процесс сварки широко используется на стройплощадках, так как он практически не пропускает сквозняки.
FCAW
FCAW (порошковая сварка) — это полуавтоматический или автоматический процесс сварки. Электрический ток используется для непрерывного плавления припоя на заготовке. Электрод содержит флюс, который всплывает на поверхность сварного шва, как и при сварке методом SMAW. Сварочная ванна также защищена инертным газом. Однако для некоторых электродов защитный газ не требуется. Этот процесс сварки очень популярен из-за скорости, с которой он дает результаты.
GMAW
GMAW (газовая дуговая сварка металлическим электродом) аналогична FCAW, но электрод не содержит флюса.Хотя этот процесс выполняется очень быстро, его трудно использовать в условиях сквозняков.
GTAW
GTAW (газовая вольфрамовая дуговая сварка), широко известная как TIG, использует сильный ток, проходящий через вольфрамовый электрод, чтобы сформировать сварочную ванну. Операция защищена газом, и сварщик вручную наносит припой на сварочную ванну. GTAW — это высокоточный процесс сварки, который чаще всего используется для пайки тонких металлических деталей.
Пила
SAW (сварка под флюсом) — это полуавтоматический процесс, в котором электрический ток используется для плавления припоя к заготовке.Сварной шов защищен токопроводящим гранулированным флюсом, механически нанесенным на зону сварного шва. Флюс помогает предотвратить попадание сварочной дуги брызг сварочного шва и ультрафиолетового излучения. Этот процесс широко используется для больших и толстых сварных швов, поскольку он позволяет наплавить до 10 раз больше металла, чем SMAW.
Орбитальный
Орбитальная сварка — это процесс автоматической сварки на основе GTAW с использованием вольфрамового электрода и защитного газа.