Аттестация технологии сварки НАКС | Помощь в получении
- Аттестация технологии любой сложности
- Опытные инженеры в штате
- Берем на себя взаимодействие с госорганами
В течение 15 минут с вами свяжется компетентный специалист и подробно проконсультирует
Выдаваемый документ
Что входит в стоимость:
- Анализ Вашего проекта
- Организация аттестации сварщиков и ИТР персонала
- Разработка Производственно-Технической Документации
- Решение организационных вопросов с АЦ НАКС
- Получение свидетельства и внесение в реестр аттестованных технологий
Что это дает?
Получение аттестованной технологии позволит Вам:
Возможность участвовать в тендерах и получить выгодный заказ
Приступить к работам в сжатые сроки
Самостоятельно производить сварочные работы на объектах подконтрольных Ростехнадзору
Нужно определиться с областью аттестации и параметрами технологии?
Получите бесплатную консультацию специалиста
ПОЛУЧИТЬ БЕСПЛАТНУЮ КОНСУЛЬТАЦИЮ
Узнайте стоимость и сроки аттестации
Получите коммерческое предложение
Посмотрите какие техкарты разрабатывают наши инженеры
Разработку ведут сотрудники НИИ по сварке
Виды аттестации технологии сварки
Первичная
Проводится если технологическая инструкция ранее не аттестовывалась
Продление
Спустя 4 года после получения свидетельства
Расширение
Проводится при расширение области аттестации действующего свидетельства
АТТЕСТАЦИЯ ПРОВОДИТСЯ В СООТВЕТСТВИИ С РД 03-615-03
Основные способы сварки
РД (111) — Ручная дуговая сварка покрытыми электродами.
РАД (141) — Ручная аргонодуговая сварка неплавящимся электродом.
МП (135) — Механизированная сварка электродом в среде активных газов.
МПГ (136) — Механизированная сварка проволокой в среде активных газов и смесях.
Г (3) — Газовая сварка.
Для полимерных материалов
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
Группы опасных технических объектов
Конструкции стальных мостов (КСМ)
Подъемно- транспортное оборудование. (ПТО)
Котельное оборудование. (КО)
Газовое оборудование. (ГО)
Нефтегазодобывающее оборудование. (НГДО)
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств.(ОХНВП)
Строительные конструкции. (СК)
Осуществляем подготовку к техническому аудиту накс с разработкой документов по списку из 24 пунктов
Вот некоторые из них:
- Приказ о создании службы сварки
- Должностная инструкция «Руководитель сварочных работ»
- Должностная инструкция «Инженер по сварке»
- ПОЛОЖЕНИЕ о сварочном подразделении
- Список тех карт
- Технологическая инструкция по сварочным работам на соответствующее ТУ ОПО
- Список вспомогательного оборудования на объекте
- Технологические карты сварки
- Заявка на проведение аттестации с приложениями
- Приказ пожарная безопасность
- Свидетельства об аккредитации лаборатории НК и РИ
…
Гарантии, которые вы получаете:
Аттестация за 1,5 месяца
Четко соблюдаем сроки исполнения услуг. Мы дорожим как временем наших клиентов, так и своим
Мы дорожим как временем наших клиентов, так и своим
100% гарантия прохождения аттестации
Мы несем полную ответственность за качество своей работы — условия сотрудничества прописываются в договоре.
Гарантия подлинности с внесением в единый реестр НАКС
После успешного прохождения аттестации технологии сварки, данные будут отображаться в общем доступе на сайте naks.ru
Персональный менеджер
За Вами будет закреплен опытный специалист который проведет Вас от момента заполнения заявки, до получения свидетельства
Бесплатная поддержка до 3 лет
В течении трех лет Вы сможете получить бесплатную консультацию наших специалистов по любым вопросам, прямо или косвенно связанными с оказанными услугами
Дополнительные бонусы в подарок
Мы ценим Ваше доверие, поэтому всегда стараемся сделать немного больше, чем вы ожидаете
Оставьте заявку и получите персональное предложение
Как мы будем работать над вашей задачей:
Вы оставляете заявку или звоните нам
Мы рассчитываем стоимость аттестации и заключаем официальный договор
Мы собираем пакет документов, и начинаем процесс аттестации технологии
Вы получаете аттестованную технологию
ПО РЕЗУЛЬТАТАМ НАШЕЙ РАБОТЫ, ВЫ ПОЛУЧИТЕ СВИДЕТЕЛЬСТВО ОБ АТТЕСТАЦИИ ТЕХНОЛОГИИ СВАРКИ:
Срок получения 1,5 месяца, срок действия 4 года
Наши клиенты
Свыше 500 наших клиентов решили свою задачу
Цифры о нас
5 лет мы помогаем нашим клиентам получать результат:
3427
Выданных документов
345
Пройденных проверок
100%
Наших клиентов избежали штрафа при проверках
Остались вопросы?
Укажите Ваши контакты и специалист свяжется с вами в течение 15 минут, для обсуждения деталей работы
Рекомендуемые способы сварки
Версия для печати
9. 2.1 Применяемые способы и технология сварки металлоконструкций резервуара должны обеспечивать:
2.1 Применяемые способы и технология сварки металлоконструкций резервуара должны обеспечивать:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых металлоконструкций резервуара.
9.2.2 При заводском изготовлении металлоконструкций резервуара основными способами сварки являются автоматическая сварка под флюсом для листовых конструкций, механизированная сварка в углекислом газе или в смеси газов на основе аргона и механизированная сварка порошковой проволокой.
9.2.3 Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблице 29 настоящего стандарта.
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1 Стыковые соединения окрайки днища | 1.1 Механизированная сварка в углекислом газе и его смесях (МП). 1.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 1.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 2 Соединения элементов центральной части днища | 2.1 Автоматическая сварка под флюсом (АФ). 2.2 Автоматическая сварка проволокой сплошного сечения в среде защитного газа (АПГ, ААДП). 2.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 2.4 Механизированная сварка в углекислом газе и его смесях (МП). 2.5 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 3 Монтажные стыки стенки из рулонированных полотнищ | 3.1 Механизированная сварка в углекислом газе и его смесях (МП). 3.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП).  3.3 Механизированная сварка порошковой проволокой (МПС, МПГ) |
| 4 Вертикальные соединения стенки полистовой сборки | 4.1 Автоматическая сварка с принудительным формированием шва порошковой или активированной проволокой. 4.2 Механизированная сварка в углекислом газе и его смесях (МП) |
| 5 Горизонтальные соединения стенки полистовой сборки | 5.1 Автоматическая сварка под флюсом (АФ). 5.2 Механизированная сварка в углекислом газе и его смесях (МП). |
| б Уторные швы в сопряжении стенки и днища | 6.1 Механизированная сварка в углекислом газе и его смесях (МП). 6.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 6.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 6.4 Автоматическая сварка под флюсом (АФ) |
| 7 Сварные соединения каркаса крыши при укрупнении в блоки | 7. 1 Механизированная сварка в углекислом газе и его смесях (МП). 1 Механизированная сварка в углекислом газе и его смесях (МП).7.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 7.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 7.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 7.5 Ручная дуговая сварка (РД) |
| 8 Соединения люков, патрубков, усиливающих листов на стенке и на крыше | 8.1 Механизированная сварка в углекислом газе и его смесях (КО). 8.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 8.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 8.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 8.5 Ручная дуговая сварка (РД) |
| 9 Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец жесткости | 9.1 Механизированная сварка в углекислом газе и его смесях (МП). 9.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 9.  3 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 3 Ручная аргонодуговая сварка неплавящимся электродом (РАД).9.4 Ручная дуговая сварка (РД) |
| 10 Сварные соединения настила крыши | 10.1 Механизированная сварка в углекислом газе и его смесях (МП). 10.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 10.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 10.5 Ручная дуговая сварка (РД) |
| 11 Сварные соединения понтонов или плавающих крыш | 11.1 Механизированная сварка в углекислом газе и его смесях (МП). 11.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 11.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 11.4. Автоматическая сварка под флюсом (АФ). 11.5 Автоматическая сварка проволокой сплошного сечения в среде защитного газа(АПГ, ААДП) 11.6 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 11.7 Ручная дуговая сварка (РД) |
| Примечания 1 Условные обозначения: ААДП — автоматическая аргонодуговая сварка плавящимся электродом; АЛГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях; АФ — автоматическая сварка под флюсом; МАДП — механизированная аргонодуговая сварка плавящимся электродом; МП — механизированная сварка плавящимся электродом в среде активных газов и смесях; МПГ — механизированная сварка порошковой проволокой в среде активных газов и смесях; МПС — механизированная сварка самозащитой порошковой проволокой; РАД — ручная аргонодуговая сварка неплавящимся электродом; РД — ручная дуговая сварка покрытыми электродами.  2 Сварку в смеси углекислого газа с аргоном (до 25 %) допускается рассматривать как сварку в углекислом газе (МП). 3 Механизированную сварку в смеси аргона с углекислым газом (до 25 %) и/или с кислородом (до 5 %)допускается рассматривать как аргонодуговую сварку (МАДП). 4 При сварке в защитных газах в условиях ветра рекомендуется применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра. 6 Допускается применение иных аттестованных способов сварки. |
|
<< назад / к содержанию ГОСТа 31385-2016 / вперед >>
Типы (шифры) сварочного оборудования
Типы (шифры) сварочного оборудования
АЦСО-88 аккредитован на аттестацию следующих видов оборудования
Виды сварочного оборудования
| Шифр вида СО | Назначение |
| А | Оборудование для дуговой сварки |
| B | Оборудование для газовой сварки |
| C | Оборудование для контактной сварки |
| D | Оборудование для сварки полимерных материалов |
| F | Оборудование для электрошлаковой сварки (наплавки) |
| G | Оборудование для плазменной сварки (резки) |
| L | Оборудование для сварки (наплавки) высококонцентрированными источниками нагрева |
| K | Оборудование для прессовых и термопрессовых видов сварки |
Типы сварочного оборудования для дуговой сварки вида А
Шифр СО | Тип СО | Назначение |
А1 | ТД | Трансформатор для ручной сварки |
А2 | ТДФ | Трансформатор для механизированной сварки под флюсом |
А3 | ВД, ВДУЧ | Выпрямитель для ручной дуговой и механизированной сварки под флюсом и в защитных газах (в том числе высокочастотный) |
А4 | УДГ | Установка для сварки неплавящимся электродом |
А5 | ПДГ | Полуавтомат для механизированной сварки в активных газах |
А6 | ПДФ | Полуавтомат для механизированной сварки под флюсом |
А7 | ПДИ | Полуавтомат для механизированной сварки в инертных газах |
А8 | ПДУ | Полуавтомат для механизированной сварки в активных и инертных газах |
А9 | ПДО | Полуавтомат для механизированной сварки открытой дугой |
А10 | АДФ | Автомат для механизированной сварки под флюсом |
А11 | АДГ | Автомат для механизированной сварки в защитных газах |
А12 | АДФГ | Автомат для механизированной сварки в защитных газах и под флюсом |
А13 | АДО | Автомат для сварки открытой дугой |
А14 | АД | Агрегат для ручной дуговой и механизированной сварки под флюсом и в защитных газах |
А15 | ПД | Преобразователь для ручной дуговой и механизированной сварки под флюсом и в защитных газах |
А16 | АДШ | Автомат для дуговой приварки шпилек |
А17 | АДП | Автомат для дуговой сварки с принудительным формированием шва и газовой защитой |
А18 | РПД | Робот промышленный для дуговой сварки |
А19 | А2Д | Автомат двухдуговой для механизированной сварки под флюсом и в защитных газах |
А20 | АМД | Автомат многодуговой для сварки под флюсом и в защитных газах |
А21 | АДМ | Автомат для аргонодуговой сварки дугой, приводимый в движение магнитным полем |
Типы сварочного оборудования для дуговой сварки вида B
Шифр СО | Тип СО | Назначение |
B1 | ГА | Оборудование для газовой сварки с использованием ацетилено-кислородного пламени |
B2 | ГЗ | Оборудование для газовой сварки с использованием газов-заменителей |
Типы сварочного оборудования для дуговой сварки вида С
Шифр СО | Тип СО | Назначение |
С1 | МТ | Машина для контактной точечной сварки |
С2 | МР | Машина для контактной рельефной сварки |
С3 | МШ | Машина для контактной шовной сварки |
С4 | МС | Машина для контактной стыковой сварки |
С5 | МКШ | Машина для контактной приварки шпилек |
С6 | РК | Робот для контактной сварки |
Типы сварочного оборудования для дуговой сварки вида D
Шифр СО | Тип СО | Назначение |
D1 | УЭ | Установка для экструзионной сварки полимеров |
D2 | УНГ | Установка для сварки полимеров нагретым газом |
D3 | УЗН | Установка для сварки полимеров с закладными нагревателями |
D4 | УНИ | Установка для сварки полимеров нагретым инструментом |
Типы сварочного оборудования для дуговой сварки вида F
Шифр СО | Тип СО | Назначение |
F1 | УОПЭ | Установка с одним проволочным электродом |
F2 | УНПЭ | Установка с несколькими проволочными электродами |
F3 | УПлЭ | Установка с пластинчатыми электродами |
Типы сварочного оборудования для плазменной сварки (резки) вида G
Шифр СО | Тип СО | Назначение |
G1 | УПР | Установка для ручной сварки (Плазменная сварка) |
G2 | УПМ | Установка для механизированной сварки (Плазменная сварка) |
G3 | УПА | Установка для автоматической сварки (Плазменная сварка) |
G4 | РПС | Робот для плазменной сварки |
Типы сварочного оборудования для дуговой сварки вида L
Шифр СО | Тип СО | Назначение |
L1 | УЭЛВВ | Установка электронно-лучевая высоковакуумная |
L2 | УЭЛПВ | Установка электронно-лучевая с промежуточным вакуумом |
L3 | УЛЭА | Установка электронно-лучевая для сварки в атмосфере и защитных газах |
L4 | УЛС | Установка для лазерной сварки |
L5 | УСС | Установка для сварки световым лучом |
Типы сварочного оборудования для прессовых и термопрессовых видов сварки вида K
Шифр СО | Тип СО | Назначение |
K1 | УСТ | Установка сварки трением |
K2 | УСВ | Установка для сварки взрывом |
K3 | УУС | Установка для ультразвуковой сварки |
K4 | УГП | Установка для газопрессовой сварки |
K5 | УДС | Установка для диффузионной сварки |
K6 | УХС | Установка для холодной сварки |
close
запись аттестационного центра
Введите текст записи:close
запись аттестационного пункта
аттестационный пункт №1
ОАО “Газпром” — 2 чел.
 ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2ЗАО “Энергия” — 1 человек, СК п.1
ЗАО “Газпром” — 10 чел. СК п.1
 ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2close
запись аттестационного пункта
Введите текст записи:Предыдущие записи:
ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013)ЗАО “Энергия” — 1 человек, СК п.
Статус: добавлено (3 сентября 2013) Статус: отклонено (3 сентября 2013) 1ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)ОАО “Газпром” — 2 чел. ОТОГ п.1 ООО “ТГВ Строй-Сервис” — 2 чел. РД, СК п.2
Статус: добавлено (3 сентября 2013) Статус: принято (13 сентября 2013)ЗАО “Энергия” — 1 человек, СК п.
Статус: добавлено (3 сентября 2013) Статус: отклонено (3 сентября 2013) 1ЗАО “Газпром” — 10 чел. СК п.1
Статус: добавлено (3 сентября 2013)
 1
1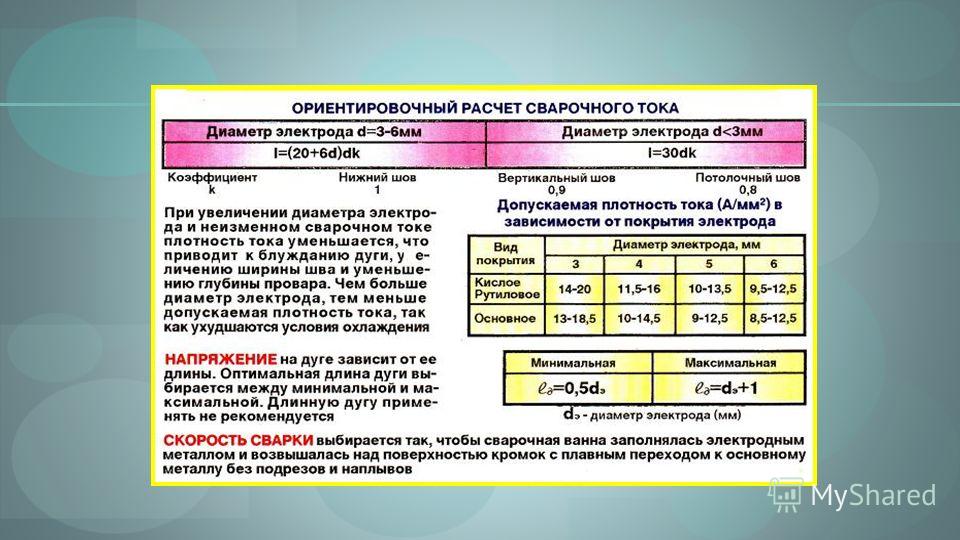 1
1Как расшифровать электроды марки МР 3
05.07
2019
Рутиловые электроды МР-3 — одна из самых популярных и востребованных марок на рынке сварочных электродов. Эта марка электрода используется при сварке углеродистых низколегированных сталей общего назначения.
Содержание
1. Производство электродов МР-3
2. Условное обозначение
3. Диаметр и вес
4. Массовая доля элементов, %
5. Электроды МР — 3 технические характеристики
Электроды МР — 3 технические характеристики
6. Какой полярностью варить электродами МР 3
7. Преимущества
8. Недостатки
9. Применение электродов МР 3
10. Аналоги
11. Где купить оптом и в розницу
Электроды с рутиловым покрытием содержат 95% рутила (природный минерал, состоящий в основном из титаната закиси железа FeO -TiO2), некоторое количество карбонатов и немного целлюлозы, а в качестве раскислителя — ферромарганец. Взаимодействие всех этих веществ в процессе сварки обеспечивает умеренные характеристики сварного шва несколько ниже, чем с основными покрытиями. Они очень подходят для сварки ответственных конструкций из углеродистых и низколегированных сталей.
Стабильность дуги — это свойство, позволяющее использовать электрод как для сварки постоянным, так и переменным током с прямой полярностью. Чаще всего они используются для сварки тонких изделий.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%.
Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.

Диаметр и вес
В зависимости от диаметра и длины (от 300 до 450 мм), вес одного стержня составляет
- d 3 мм — 30 г;
- d 4 мм — 60 г;
- d 5 мм — 92 г.
Массовая доля элементов, %
| Марганец (Mn) | Кремний (Si) | Углерод (C) | Фосфор (P) | Сера (S) |
| 0,08-0,12 | 0,07-0,2 | 0,8-0,8 | не более 0,04 | не более 0,04 |
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.

Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Какой полярностью варить электродами МР 3
Если от источника питания подается постоянный ток, он должен быть обратной полярности. Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Выполнение сварки возможно не только на короткой и средней, но и длинной дуге, а также «с отрывом» — короткими прихватками.
Как и любые электроды, МР-3 должны храниться в сухом отапливаемом помещении при температуре не ниже +15 °C. При отсыревании их необходимо прокалить не менее часа при t 180 °C.
Преимущества | Недостатки |
| Минусов у электродов этой марки сравнительно немного, и некоторые из них достаточно условны.
И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. |

 Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.
Аналоги
На современном рынке аналогами электродов МР-3 являются ОК.46 и ОЗС-12. Они также имеют рутиловое покрытие.
Где купить оптом и в розницу
Один из ведущих и старейших российских производителей электродов этой и других марок — Магнитогорский электродный завод. Продукция предприятия традиционно отличается образцовым качеством. Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Приобрести электрод сварочный МР 3 ГОСТ производства МЭЗ сегодня можно по всей России (см. адреса представительств по городам), при этом — по весьма доступной цене.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.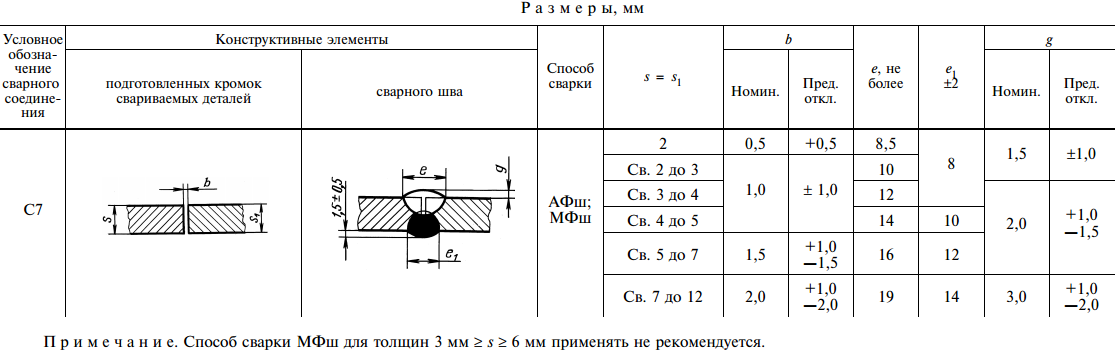
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток — переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6. 5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МК-46.00 (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4. 5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИ-13/45 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5. 9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИ-13/45 А (НАКС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Показать еще
Виды аттестации НАКС | Группа компаний ПРОФИЛЬ
Группы технических устройств
НАКС* ПТО — Подъемно-транспортное оборудование:
1. Грузоподъемные краны.
2. Краны –трубоукладчики.
3. Краны- манипуляторы.
4. Лифты.
5. Тали.
6. Лебедки.
7. Устройства грузозахватные.
8. Подъемники (вышки).
9. Эскалаторы.
10. Дороги канатные, их агрегаты, механизмы и детали.
11. Цепи для подъемно-транспортного оборудования.
12. Строительные подъемники.
13. Конвейеры пассажирские.
НАКС КО — Котельное оборудование:
1. Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115°С.
2. Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой воды свыше 115°С.
3. Сосуды, работающие под давлением свыше 0,07МПа.
4. Арматура и предохранительные устройства
5. Металлические конструкции для котельного оборудования.
НАКС ГО — Газовое оборудование:
1. Трубопроводы систем внутреннего газоснабжения.
2. Наружные газопроводы низкого, среднего и высокого давления стальные и из неметаллических материалов.
3. Газовое оборудование котлов, технологических линий и агрегатов.
4. Газогорелочные устройства.
5. Емкостные и проточные водонагреватели.
6. Аппараты и печи.
7. Арматура из металлических материалов и предохранительные устройства.
НАКС НГДО (расшифровка — нефтегазодобывающее оборудование):
1.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при сооружении, реконструкции и капитальном ремонте.
2.Промысловые и магистральные нефтепродуктопроводы, трубопроводы нефтеперекачивающих станций (НПС), обеспечивающие транспорт нефти и нефтепродуктов при текущем ремонте в процессе эксплуатации.
3.Промысловые и магистральные газопроводы и конденсатопроводы; трубопроводы для транспортировки товарной продукции, импульсного, топливного и пускового газа в пределах: установок комплексной подготовки газа (УКПГ), компрессорных станций (КС), дожимных компрессорных станций (ДКС), станций подземного хранения газа (СПХГ), газораспределительных станций (ГРС), узлов замера расхода газа (УЗРГ) и пунктов редуцирования газа (ПРГ).
4.Трубопроводы в пределах УКПГ, КС; НПС; СПХГ; ДКС; ГРС; УЗРГ; ПРГ и др., за исключением трубопроводов, обеспечивающих транспорт газа, нефти и нефтепродуктов.
5.Резервуары для хранения нефти и нефтепродуктов, газгольдеры газовых хранилищ при сооружении и ремонте.
6.Морские трубопроводы, объекты на шельфе (трубопроводы на платформах, а также сварные основания морских платформ) при сооружении, реконструкции и ремонте.
7.Уникальные объекты нефтяной и газовой промышленности при сооружении и ремонте (рабочие параметры объектов, не предусмотрены действующей нормативной документацией)
8.Запорная арматура при изготовлении и ремонте в заводских условиях.
9.Детали трубопроводов при изготовлении и ремонте в заводских условиях.
10.Насосы, компрессоры и др. оборудование при изготовлении и ремонте в заводских условиях.
11.Нефтегазопроводные трубы при изготовлении и ремонте в заводских условиях.
12.Оборудование нефтегазопромысловое, буровое и нефтеперерабатывающее.
13.Трубопроводы автоматизированных газонаполнительных компрессорных станций (АГНКС).
НАКС ОХНВП (расшифровка — оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств):
1. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением до 16 МПа.
2. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под давлением более 16 МПа.
3. Оборудование химических, нефтехимических, нефтеперерабатывающих производств, работающее под вакуумом.
4. Резервуары для хранения взрывопожароопасных и токсичных веществ.
5. Изотермические хранилища.
6. Криогенное оборудование.
7. Оборудование аммиачных холодильных установок.
8. Печи.
9. Компрессорное и насосное оборудование.
10. Центрифуги, сепараторы.
11. Цистерны, контейнеры (бочки), баллоны для взрывопожароопасных и токсичных веществ.
12. Котлы-утилизаторы.
13. Энерготехнологические котлы.
14. Котлы ВОТ.
15. Трубопроводная арматура и предохранительные устройства.
16. Технологические трубопроводы и детали трубопроводов.
ГДО — Горнодобывающее оборудование:
1. Технические устройства для горнодобывающих и горно-обогатительных производств и подземных объектов.
НАКС МО — Металлургическое оборудование:
1. Доменное, коксовое, сталеплавильное оборудование.
2. Технологическое оборудование и трубопроводы для черной и цветной металлургии.
3. Технические устройства для производства черных и цветных металлов и сплавов на их основе.
4. Машины для литья стали и цветных металлов.
5. Агрегаты трубопрокатные.
6. Станы обжимные, заготовочные, сортопрокатные и листопрокатные.
НАКС ОТОГ — Оборудование для транспортировки опасных грузов:
1. Контейнеры специализированные и тара, используемые для транспортировки опасных грузов и строительных материалов.
2. Цистерны.
3. Экипажная часть.
НАКС СК (расшифровка — строительные конструкции):
1. Металлические строительные конструкции.
2. Арматура, арматурные и закладные изделия железобетонных конструкций.
3. Металлические трубопроводы.
4. Конструкции и трубопроводы из полимерных материалов.
НАКС КСМ — Конструкции стальных мостов:
1. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при изготовлении в заводских условиях.
2. Металлические конструкции пролётных строений, опор и пилонов стальных мостов при сборке, сварке и ремонте в монтажных условиях.
Способы сварки (наплавки)
РД — Ручная дуговая сварка покрытыми электродами.
РДВ — Ванная дуговая сварка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
ААД — Автоматическая аргонодуговая сварка непл авящимся электродом.
АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом .
АФ — Автоматическая сварка под флюсом.
МФ — Механизированная сварка под флюсом.
МФВ — Ванная механизированная сварка под флюсом.
МПС — Механизированная сварка самозащитой порошковой проволокой.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов. МПСВ — Ванная механизированная сварка самозащитой порошковой проволокой. МСОД — Механизированная сварка открытой дугой легированной проволокой.
П — Плазменная сварка.
ЭШ — Электрошлаковая сварка.
ЭЛ — Электронно-лучевая сварка.
Г — Газовая сварка.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАДИ — Ручная аргонодуговая наплавка.
ААДН — Автоматическая аргонодуговая наплавка.
АФЛН — Автоматическая наплавка ленточным электродом под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
КТС — Контактно-точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
ВЧС — Высокочастотная сварка.
ПАК — Пайка.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
НГ — Сварка нагретым газом.
Э — Экструзионная сварка.
Группы основных материалов
(М01) — Углеродистые и низколегированные конструкционные стали перлитного класса с минимальным пределом текучести не более 360 Мпа (до К54).
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 360 МПа до 500МПа (К55 — К60)
(МОЗ) — Низколегированные конструкционные стали перлитного класса с минимальным пределом текучести свыше 500 МПа (свыше К60)
(М02) — Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
(М05) — Легированные стали мартенситного класса с содержанием хрома от 4 — до 10%
(М04) — Высоколегированные стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
(М04) — Высоколегированные (высокохромистые) стали ферритного класса с содержанием хрома от 12 до 30%
(М11) — Высоколегированные стали аустенитно-ферритного класса
(М11) — Высоколегированные стали аустенитного класса
(М61) — Сплавы на железо-никелевой основе
(М51) — Никель и сплавы на никелевой основе
(М21-М23) — Алюминий и алюминиевые сплавы
(М31-М34) — Медь и сплавы на медной основе
(М41) — Сплавы титана
(М06) — Чугуны
(М07) — Арматурные стали железобетонных конструкций
(М61) — Полиэтилен (РЕ)
(Мб2) — Сшитый полиэтилен (РЕ-Х)
(М63) — Поливинилхлорид (PVC)
(М64) — Полипропилен (РР)
Виды сварочных материалов
Эп — Электроды плавящиеся для дуговой сварки.
Эн — Электроды неплавящиеся для дуговой сварки.
Пс — Проволока сварочная сплошного сечения.
Пп — Проволока порошковая и ленты порошковые.
Гз — Газы защитные.
Гг — Газы горючие.
Ф — Флюсы сварочные.
*Расшифровка НАКС — Национальное Агентство Контроля Сварки
МИГ и МАГ сварка: что это, расшифровка и отличие
MIG сварка — это аббревиатура, состоящая из первых букв полного названия данного способа Metal Inert Gas (Метал Инертный Газ), а расшифровка MAG — Metal Active Gas (Метал Активный Газ). У нас же чаще всего используется название полуавтоматическая сварка или механизированная дуговая сварка плавящимся электродом в среде защитного газа, а в США — GMAW т.е. Gas Metal Arc Welding (Газ Метал Дуговая Сварка).
Но все эти различные названия и аббревиатуры — это по сути электрическая дуговая сварка, при которой сварочная проволока подается автоматически с постоянной скоростью, а сварочная горелка перемещается вдоль шва вручную. При этом дуга, вылет сварочной проволоки, ванна расплавленного металла и ее застывающая часть защищены от воздействия окружающего воздуха защитным газом.
Так как при данном способе сварочная проволока подается автоматически, а горелка перемещается вдоль шва вручную, этот способ сварки еще называется механизированным, а сварочная установка – механизированным аппаратом (сварочным полуавтоматом). Однако сварку в защитных газах можно выполнять также и в автоматическом режиме, когда используются передвижные тележки или передвижные сварочные головки.
Содержание
- Сварка MIG и MAG, что это?
- Применение
- Полуавтомат
- Источник питания
- Механизм подачи проволоки
- Пульт управления полуавтоматом
- Сварочная горелка
- Типы переноса металла
- Перенос металла короткими замыканиями
- Перенос металла без коротких замыканий
- Крупнокапельный перенос
- Мелкокапельный перенос
- Импульсный перенос металла
- Режим сварки
- Полярность
- Преимущества и недостатки
Главными компонентами MIG и MAG сварки являются:
- источник питания, который обеспечивает дугу электрической энергией
- подающий механизм, который подает в дугу с постоянной скоростью проволоку, которая плавится теплом дуги
- защитный газ
Дуга горит между изделием и плавящейся сварочной проволокой, которая непрерывно поступает в дугу и которая служит присадочным металлом. Дуга расплавляет кромки деталей и проволоку, металл которой переходит на изделие в образующуюся сварочную ванну, где металл проволоки перемешивается с металлом изделия (то есть основным металлом). По мере перемещения дуги расплавленный (жидкий) металл затвердевает (то есть кристаллизуется), образуя сварной шов, соединяющий кромки деталей. Полуавтоматическая сварка выполняется постоянным током обратной полярности, когда плюсовая клемма источника питания подключается к горелке, а минусовая – к изделию. Иногда применяется и прямая полярность.
В качестве источника питания используются сварочные выпрямители или инверторы, которые должны иметь жесткую или пологопадающую внешнюю вольтамперную характеристику. Такая характеристика обеспечивает автоматическое восстановление заданной длины дуги при ее нарушениях, например, из-за колебаний руки сварщика (это, так называемое саморегулирование длины дуги).
В качестве плавящегося электрода может применяться сварочная проволока сплошного сечения и трубчатого сечения. Проволока трубчатого сечения заполнена внутри порошком из легирующих, шлако- и газообразующих веществ. Такая проволока называется порошковой, а способ, при котором она используется — сварка порошковой проволокой (FCAW).
Имеется довольно широкий выбор проволоки, отличающийся по химическому составу и диаметру. Выбор химического состава сварочной проволоки зависит от материала изделия и, в некоторой степени, от типа применяемого защитного газа. Химический состав проволоки должен быть близким к химическому составу основного металла, а диаметр зависит от толщины основного металла, типа сварного соединения и положения при сварке.
Сварка MIG и MAG, что это?
Понятия MIG и MAG сварка начали повсеместно использовать после введения международных стандартов ISO 4063 или ГОСТ Р ИСО 4063 и массовой поставки на рынок импортных сварочных полуавтоматов. Но это лирика, давайте все-таки дадим ответ на вопрос: «Что такое MIG и MAG сварка?»
MIG в переводе на понятный язык – полуавтоматическая сварка в среде инертного газа или их смесях. При этой разновидности процесса используются только инертные газы, т.е. такие которые не реагирует химически с металлом сварочной ванны, например аргон или гелий. Как правило, при MIG сварке в чистом инертном газе, несмотря на хорошую защиту зоны сварки от воздействия окружающего воздуха, формирование сварного шва ухудшается, а дуга становится нестабильной. Этих недостатков можно избежать если применять смеси инертных газов с небольшими добавками (до 1 — 2%) таких активных газов, как кислород (O2) или углекислый газ (СО2).
MAG простыми словами – полуавтоматическая сварка в среде активного газа или их смесях. К этой разновидности полуавтоматической сварки в защитных газах относится сварка в смесях инертных газов с кислородом или углекислым газом. При содержании кислорода или углекислого газа смесь становится активной, т.е. она влияет на протекание физико-химических процессов в дуге и сварочной ванне. Сварку малоуглеродистых сталей можно производить в среде чистого углекислого газа (СО2). В некоторых случаях использование чистого углекислого газа обеспечивает лучшую форму проплавления и снижает склонность к порообразованию.
Применение MIG и MAG сварки
Полуавтоматическая сварка MIG или MAG подходит для всех обычных металлов, таких как нелегированные и низколегированные стали, нержавеющие стали, алюминий и некоторые другие цветные металлы. Более того, этот способ может быть использован во всех пространственных положениях. Благодаря своим многочисленным преимуществам сварка MIG и MAG находит широкое применение во многих областях промышленности.
Сварочный аппарат MIG и MAG (полуавтомат)
Сварочный аппарат MIG и MAG или, как его еще называют, полуавтомат состоит из:
Источник питания для сварки MIG и MAG
Источник питания для сварки MIG и MAG предназначен для обеспечения сварочной дуги электрической энергией, обеспечивающей ее функционирование как источника тепла. В зависимости от особенностей конкретного способа сварки источник питания должен обладать определенными характеристиками (требуемой формой внешней вольтамперной характеристики — ВВАХ, индуктивностью, определенной величиной напряжения холостого хода и тока короткого замыкания, требуемыми диапазонами сварочного тока и напряжения дуги, и др. ). Для MIG и MAG используются источники питания постоянного тока (выпрямители или генераторы) с жесткой (пологопадающей) ВВАХ. Диапазон токов, которые обеспечивают источники питания аппаратов для MIG и MAG, составляет 50 — 500 А. Но, как правило, используются режимы в диапазоне 100 – 300 А. Более подробную информацию об источниках питания можно найти в статье о видах сварочных аппаратах.
Механизм подачи проволоки
Механизм подачи проволоки предназначен для подачи в дугу плавящейся проволоки с заданной скоростью. Основные узлы механизма подачи показаны на рисунке ниже.
Через разъем подключения сварочной горелки и механизма подачи обеспечивается подвод в зону сварки проволоки и защитного газа, а также производится подключение кнопки «Пуск – Стоп» на горелке к схеме управления механизма подачи. Разъем, показанный на рисунке ниже, является стандартным евро-разъемом. На практике могут встретиться и другие типы разъемов.
Обязательным элементом пульта управления механизма подачи является регулятор скорости подачи сварочной проволоки. Иногда, для удобства регулирования параметров режима сварки, особенно в случае использования переносных механизмов подачи, на этом пульте может размещаться и регулятор напряжения дуги, как в случае, представленном на рисунке.
Для MIG и MAG сварки используются два типа механизмов подачи проволоки:
- с 2-х роликовым приводом
- с 4-х роликовым приводом
На рисунках ниже слева показан один из 2-х роликовых приводов механизма подачи (верхний ролик – прижимной). Приводы этого типа используются для протяжки только стальной проволоки сплошного сечения. На этом же рисунке справа показан пример механизма подачи с 4-х роликовым приводом, который рекомендуется для протяжки порошковых проволок и проволок из мягких материалов (алюминия, магния, меди), так как он обеспечивает стабильную протяжку при меньших усилиях прижатия прижимных роликов, что предотвращает смятие проволоки.
В современных приводах механизма подачи проволоки, как правило, используются ролики специальной конструкции – с приводной шестерней. Таким образом, после прижатия прижимного ролика к ведущему ролику и ввода их шестерен в зацепление, передача тянущего усилия от привода подачи к сварочной проволоке осуществляется через оба ролика.
Профиль роликов механизма подачи проволоки (т.е. форма поверхности или канавки) зависит от материала и конструкции сварочной проволоки. Для стальной проволоки сплошного сечения используются прижимные ролики с плоской поверхностью или с насечкой, а также с V-образной канавкой, а ведущие ролики — с V-образной канавкой и иногда с насечкой.
Для проволок из мягких материалов (алюминия, магния, меди) используются ролики с U-образной иди V-образной гладкой канавкой. Ролики с насечкой использовать не допускается, так как они вызывают образование мелкой стружки, которая забивает направляющий канал в сварочной горелке.
Для порошковой проволоки используются ролики с V-образной гладкой канавкой (в 4-х роликовых приводах механизма подачи) или с V-образной канавкой с насечкой.
Ролики различаются глубиной канавки в зависимости от диаметра проволоки. Номинальный диаметр проволоки для данного ролика указывается на его боковой поверхности.
Механизмы подачи проволоки изготавливают нескольких типов:
- в едином корпусе с источником питания (для компактности)
- размещаемыми на источнике питания (для сварочных аппаратов повышенной мощности)
- переносными (для расширения зоны обслуживания)
Механизм для подачи проволоки для полуавтомата может быть также вмонтирован в горелку. При этом проволока проталкивается стандартным механизмом подачи по шлангу и одновременно вытягивается из него механизмом сварочной горелки. Такая система («тяни-толкай») позволяет использовать горелки со значительно более длинными шлангами.
В некоторых механизмах для подачи проволоки бобина для проволоки размещается снаружи. Это облегчает процедуру ее замены. Это важно для случаев, когда из-за интенсивного режима работы, проволока в бобине быстро заканчивается.
Предусмотренное в механизмах подачи проволоки устройство торможения бобины предотвращает ее самопроизвольное разматывание.
Пульт управления полуавтоматом
Пульт управления полуавтоматом предназначен для регулирования скорости подачи проволоки и напряжения холостого хода (напряжения дуги), программирования цикла сварки MIG и MAG (времени предварительной продувки защитного газа, времени продувки газа после выключения тока, параметров «мягкого старта» и т.п.), установки параметров импульсного режима, настройки синергетического управления процессом и для других функций.
Пульт управления полуавтоматом с отдельным механизмом подачи сварочной проволоки может быть разделенным. Часть органов управления размещаются на лицевой панели источника питания (это, в первую очередь, кнопка включения питания, регулятор напряжения дуги и др.), а часть на лицевой панели механизма подачи (например, регулятор скорости подачи).
Некоторые органы управления (в первую очередь, напряжением дуги и скоростью подачи проволоки), а также индикаторы параметров режима MIG и MAG сварки могут размещаться на рукоятке горелки.
На фото ниже показаны некоторые типы пультов дистанционного управления (от простого к сложному).
Сварочная горелка
Сварочная горелка – предназначена для направления в зону дуги сварочной проволоки, подвода к ней тока, подачи защитного газа и управления процессом сварки.
Обычно сварочные горелки для полуавтомата имеют естественное воздушное охлаждение. Однако, для ведения процесса на повышенных режимах используются горелки с принудительным водяным охлаждением силового кабеля в шланге горелки и головной части горелки вплоть до газового сопла.
На одном конце шланга сварочной горелки установлен разъем для подключения к механизму подачи проволоки. Через разъем подключения горелки и механизма подачи обеспечивается подвод проволоки и защитного газа, подвод тока к дуге, а также производится подключение кнопки «Пуск – Стоп» на горелке к схеме управления механизма подачи. В самом шланге имеется спираль, по которой подается проволока, силовой кабель, газовый шланг и кабель управления.
Другой конец шланга подключается к рукоятке сварочной горелки, в головной части которой имеется:
- диффузор с отверстиями для защитного газа
- токоподводящий наконечник
- газовое сопло
Токоподводящие наконечники предназначены для подвода тока к проволоке. Они бывают самой разной конструкции и изготавливаются из сплавов на основе меди. Наконечники необходимо подбирать в соответствии с диаметром используемой проволоки.
В зависимости от конструкции сварочной горелки газовые сопла также имеют различную форму и размеры.
На рукоятке сварочной горелки находится кнопка «Пуск – Стоп». На некоторых современных типах горелок там же могут размещаться и некоторые органы управления (в первую очередь, напряжением дуги и скоростью подачи проволоки), а также индикаторы параметров режима сварки.
Типы переноса металла при сварке MIG и MAG
MIG и MAG сварка, будучи процессом, при котором используется плавящийся электрод в виде сварочной проволоки, характеризуется переносом электродного металла через дугу в сварочную ванну. Перенос металла при MIG и MAG осуществляется посредством капель расплавленного электродного металла, формирующихся на торце проволоки. Их размер и частота перехода в сварочную ванну зависят от материала и диаметра проволоки, вида защитного газа, полярности и значения силы сварочного тока, напряжения дуги и других факторов. Характер переноса электродного металла определяет, в частности, стабильность процесса, уровень разбрызгивания, геометрические параметры, внешний вид и качество сварного шва.
При сварке MIG и MAG перенос металла осуществляется, в основном, двумя формами с короткими замыканиями и без коротких замыканий. В свою очередь перенос металла без коротких замыканий подразделяется на мелкокапельный и крупнокапельный.
- короткими замыканиями
- без коротких замыканий
- мелкокапельный перенос
- крупнокапельный перенос
Перенос металла короткими замыканиями
При первой форме капля касается поверхности сварочной ванны ещё до отделения от торца проволоки, образуя короткое замыкание и вызывая погасания дуги, отчего этот тип переноса получил название переноса с короткими замыканиями. Обычно, перенос металла с короткими замыканиями имеет место при низких режимах, т.е. малом сварочном токе и низком напряжении дуги (короткая дуга гарантирует, что капля коснётся поверхности ванны раньше своего отделения от торца сварочной проволоки).
Благодаря низким режимам, а также тому факту, что в течение части времени дуга не горит, тепловложение в основной металл при сварке с короткими замыканиями ограничено. Эта особенность процесса с короткими замыканиями делает его наиболее подходящим для MIG и MAG сварки тонколистового металла. Сварочная ванна малых размеров и короткая дуга, ограничивающая чрезмерный рост капель, обеспечивают лёгкое управление процессом и позволяют осуществлять сварку во всех пространственных положениях, включая потолочное и вертикальное, как показано на этом рисунке.
При использовании MIG и MAG сварки с короткими замыканиями применительно к соединениям с большими толщинами могут наблюдаться подрезы и отсутствие проплавления.
Перенос металла без коротких замыканий
При переносе металла без коротких замыканий капля отделяется от торца проволоки без касания поверхности сварочной ванны. Данная форма переноса металла подразделяется на крупнокапельный перенос и мелкокапельный перенос.
Крупнокапельный перенос металла
Крупнокапельный перенос металла имеет место, когда полуавтоматическая сварка ведётся на высоких напряжениях дуги (исключающих короткие замыкания) и средних значениях тока. Он, как правило, характеризуется нерегулярным переходом крупных капель расплавленного электродного металла (превышающих диаметр проволоки) и низкой частотой переноса (от 1 до 10 капель в секунду). Из-за того, что сила тяжести играет решающую роль в этом типе переноса металла, сварка ограничена только нижним положением.
При MIG и MAG сварке в вертикальном положении некоторые капли могут падать вниз, минуя сварочную ванну, что можно увидеть на последнем кадре рисунка ниже.
Сварочная ванна имеет большие размеры и, поэтому, трудноуправляемая с тенденцией стекания вниз при сварке полуавтоматом в вертикальном положении или выпадения при сварке в потолочном положении, что также исключает возможность проведения процесса в этих пространственных положениях. Эти недостатки, а также неравномерное формирование сварного шва приводят к нежелательности использования этого типа переноса металла при MIG и MAG.
Мелкокапельный перенос металла
Мелкокапельный перенос металла характеризуется одинаковыми каплями малых размеров (близкими к диаметру электрода), отделяющихся от торца сварочной проволоки с высокой частотой.
Такой тип переноса обычно наблюдается при полуавтоматической сварке на обратной полярности в защитной смеси газов на базе аргона и при высоких напряжениях дуги и тока. В связи с тем, что этот тип переноса требует использования высокого тока, приводящего к высокому тепловложению и большой сварочной ванне, он может быть применён только в нижнем положении и не приемлем для соединения тонколистового металла. Его используют для MIG и MAG сварки и заполнения разделок металла больших толщин (обычно более 3 мм толщиной), в первую очередь для тяжёлых металлоконструкций и в кораблестроении.
Главными характеристиками процесса сварки с мелкокапельным переносом являются:
- высокая стабильность дуги
- почти отсутствие разбрызгивания
- умеренное образование сварочных дымов
- хорошая смачиваемость кромок шва
- высокое проплавление
- гладкая и равномерная поверхность сварного шва
- возможность ведения процесса на повышенных режимах
- высокая скорость наплавки
Благодаря этим достоинствам мелкокапельный перенос металла является всегда желательным там, где его применение возможно, однако, он требует строгого выбора и поддержания параметров процесса сварки.
При полуавтоматической сварке в среде СО2 (MAG) возможен только один тип переноса – с короткими замыканиями.
Импульсный перенос электродного металла
При одной из разновидностей сварки MIG и MAG используются импульсы тока, которые управляют переходом капель электродного металла таким способом, чтобы мелкокапельный перенос металла осуществлялся на средних токах сварки (Iср) ниже критического значения. При этом методе управления переносом металла ток принудительно изменяется между двумя уровнями, называемыми током базы (Iб) и током импульса (Iи). Уровень тока базы, который примерно равен 50 — 80 А, выбирается из условия достаточности для обеспечения поддержания горения дуги при незначительном влиянии на плавление сварочной проволоки. Функцией тока импульса, который превышает критический ток (уровень тока, при котором крупнокапельный перенос металла переходит в мелкокапельный), является оплавление торца проволоки, формирование капли определённого размера и срыв этой капли с торца проволоки действием электромагнитной силы (Пинч-эффект). Сумма длительностей импульса (tи) и базы (tб) определяет период пульсации тока, а её обратная величина даёт частоту пульсации. Частота следования импульсов тока, их амплитуда и длительность определяют выделяемую энергию дуги, а, следовательно, скорость расплавления проволоки.
Процесс импульсно-дуговой сварки сочетает в себе достоинства процесса с короткими замыканиями (такие как низкое тепловложение и возможность сварки во всех пространственных положениях) и процесса с мелкокапельным переносом (отсутствие разбрызгивания и хорошее формирование металла шва).
В течение одного импульса тока может быть сформировано и перенесено в сварочную ванну от одной до нескольких капель. Оптимальным является такой перенос металла, когда за каждый импульс тока формируется и переносится лишь одна капля электродного металла, как это показано на рисунке ниже. Для его осуществления необходима тщательная регулировка параметров режимов сварки, которая в современных сварочных аппаратах MIG и MAG осуществляется автоматически на основе синергетического управления.
Режим сварки MIG и MAG
Иногда производители предусматривают возможность применения сварочных аппаратов для различных способов сварки. Для этого на панели управления предусматривают специальный переключатель режимов сварки MIG, MAG, TIG, MMA. Из текста выше мы уже понимаем, что включение режима сварки меняет вольт-амперную характеристику сварочного аппарата и иногда добавляет возможность корректировать какие-то дополнительные параметры. При этом, если у вас есть только источник питания, то для выполнения сварки в режиме MIG или MAG необходимо дополнительно приобретать подающий механизм, сварочную горелку, баллон с газом или сварочной смесью, редуктор или расходомер газа и не забудьте о сварной проволоке. Конечно, можно применять сварку порошковой проволокой без газа, но это очень вредно для здоровья.
При наличии всего необходимого оборудования после включения режима MIG или MAG необходимо учитывать следующие параметры:
- сварочный ток (или скорость подачи проволоки)
- напряжение дуги (или длина дуги)
- полярность тока сварки
- скорость сварки
- длина вылета проволоки
- наклон горелки
- положение при сварке
- диаметр проволоки
- вида защитного газа или сварочной смеси
- расход защитного газа или смеси
Полярность при сварке MIG и MAG
Полярность при сварке MIG и MAG существенным образом сказывается на характере протекания процесса, поэтому остановимся на этом пункте немного подробнее.
При использовании обратной полярности процесс характеризуется следующими особенностями:
- повышенный ввод тепла в изделие
- более глубокое проплавление
- меньшая эффективность плавления сварочной проволоки
- большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный и т.д.)
В то время как на прямой полярности наблюдается:
- сниженный ввод тепла в изделие
- менее глубокое проплавление
- большая эффективность плавления сварочной проволоки
- характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью)
|
|
Качественный сравнительный анализ особенностей сварки MIG и MAG на обратной и на прямой полярности
Различия свойств дуги при прямой и обратной полярности связано с различием выделения тепла дуги на катоде и аноде при полуавтоматической сварке. Тепла на катоде выделяется больше, чем на аноде. Ниже приведен примерный объем выделения тепла на различных участках дуги применительно к MIG и MAG (как произведение падения напряжения в соответствующей области дуги на сварочный ток):
- в катодной области: 14 В ? 100 А = 1,4 кВт на длине ? 0,0001 мм
- в столбе дуги: 5 В ? 100 А = 0,5 кВт на длине ? 5 мм
- в анодной области: 2,5 В ? 100 А = 0,25 кВт на длине ? 0,001 мм
Разница в выделении тепла в анодной и катодной областях определяет более глубокое проплавление основного металла на обратной полярности, более высокую скорость расплавления проволоки на прямой полярности, а также наблюдаемый на прямой полярности неблагоприятный перенос металла, когда капля имеет тенденцию быть оттолкнутой в противоположную сторону от сварочной ванны. Последнее является результатом действия повышенной силы реакции. Сила реакции возникает в результате реактивного воздействия на каплю струи паров металла, исходящего из активного пятна, т.е. участка поверхности капли с наивысшей температурой. Сила реакции препятствует отделению капли от торца сварочной проволоки, а будучи значительной, она может вызывать перенос металла с характерным отталкиванием капель в сторону от дуги, сопровождаемым большим разбрызгиванием металла. Действие этой силы на порядок ниже на обратной полярности (когда электрод является анодом), чем на прямой (когда электрод является катодом).
На обобщенной диаграмме ниже показаны области рекомендуемых сочетаний напряжения дуги и сварочного тока для швов различных типов и разных пространственных положений.
Влияние положение сварочной горелки и техники выполнения на формирование сварного шва.
Преимущества и недостатки MIG и MAG сварки
Главными преимуществами процессов MIG и MAG сварки являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий сварочный ток.
Еще одним достоинством этого способа является низкое тепловложение, особенно при сварке короткой дугой (с короткими замыканиями), что делает этот способ наиболее подходящим для соединения тонколистового металла во всех пространственных положениях.
Благодаря этим достоинствам способ MIG и MAG особенно хорошо подходит для роботизированной сварки.
К недостаткам этого процесса по сравнению со сваркой покрытыми электродами (MMA) можно отнести следующее:
- оборудование более сложное и более дорогое
- сложнее выполнять процесс в труднодоступных местах, так как горелка, как правило, крупнее электрододержателя и должна находиться близко от зоны сварки, что не всегда возможно
- более сложная взаимосвязь между режимами сварки
- предъявляются более высокие требования к подготовке и очистке кромок
- более сильное излучение от дуги
Маркировка сварочных электродов и их расшифровка.
Марки электродов для дуговой сварки. Назначение и толщина покрытияРазличные типы электродов имеют свою маркировку. В маркировке указываются основные сведения и параметры конкретного типа электрода. И, чтобы научиться понимать, какими свойствами обладает тот или иной электрод, мы и поговорим о том, как расшифровать маркировку электродов.
Перед началом любых сварочных работ убедитесь, что электрод соответствует национальному стандарту. Для этого на упаковке электродов найдите аббревиатуру «ГОСТ — ХХХ-ХХ-Х», где вместо «Х» будет отображаться комбинация цифр. Рассмотрим маркировку электрода на примере одного из них. Итак, в нашем примере рассмотрим электрод E46-LEZMR-3S (Также его называют «синим» электродом).
Маркировка может отличаться от того, что будет описано в примере, однако принцип расшифровки остается прежним. Причиной различной маркировки является использование электродов в определенных условиях сварки, при работе с различными металлами, материалами и так далее.
Итак электрод E46-LEZMR-3S . Любой электрод маркируется 12 комбинациями (шифрами), благодаря которым можно узнать о нем ту или иную информацию.
«Э46» — это сочетание указывает на тип электрода, который в данном случае предназначен для сварки углеродистых и низколегированных сталей, предел прочности при разрыве которых достигает до 46 кгс/кв.мм.
«ЛЭЗМР» — указывает марку электрода и производителя (в данном случае это Лосиноостровский электродный завод, а марка электрода МП-3С).
«Ø» — условное обозначение диаметра электрода (сам диаметр указан в другом месте на упаковке).
«УД» — комбинация, указывающая на назначение электрода.
— «У» – указывает на возможность сварки углеродистых и низколегированных сталей, предел прочности при растяжении которых достигает значения 588 МПа, или 60 кгс/кв. мм.
— «Д» – указывает коэффициент толщины покрытия, в данном случае это толстое покрытие 1,45
«Э» – индекс, обозначающий расходуемое покрытие электрода.
«43» — значение, указывающее на предел прочности при растяжении (значение 43 соответствует значению 430 МПа, или 44 кгс/кв. мм.).
«один» — указывает на удлинение, значение «1» соответствует показателю 20%.
«(3)» — это обозначение указывает на минимальную температуру, при которой ударная вязкость металла шва должна быть не менее 32 Дж/кв.см, значение «3» соответствует температуре -20°С.
«RC» — значение, указывающее на тип покрытия, в данном случае сочетание «RC» указывает на рутил-целлюлозное покрытие.
«тринадцать» — комбинация, указывающая допустимые пространственные положения, сварочный ток и напряжение холостого хода. При этом «1» соответствует значению «для любого пространственного положения», а цифра «3» указывает на возможность сварки переменным и постоянным током обратной полярности, а также ХХ (холостой ход) напряжением около 50В. .
Примерно так маркируются электроды. Для расшифровки обозначений электродов предлагаем ознакомиться с подробной информацией и всеми возможными обозначениями, которые встречаются в электродах.
Тип электрода. Так, при ручной дуговой сварке или наплавке маркировка электрода всегда будет начинаться со значения «Е». Для сварки углеродистых и низколегированных сталей маркировка типа электрода будет состоять из трех значений. От буквы «Е», цифры, обозначающей предел прочности, и буквы «А», обозначающей, что металл шва обладает повышенной пластичностью и ударной вязкостью.
Для сварки жаропрочных или высоколегированных сталей, а также для наплавки тип электрода может иметь дополнительные обозначения, обозначающие процентное содержание других химических элементов.
Марка электрода. При этом каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода. Значение диаметра электрода будет соответствовать диаметру металлического стержня этого электрода.
Назначение электрода. В этом случае достаточно руководствоваться приведенной ниже таблицей.
Фактор толщины покрытия. Это значение указывает соотношение между диаметром покрытия электрода и диаметром металлического стержня. В зависимости от этого значение коэффициента будет соответствовать следующим значениям:
Группа индексов, указывающих характеристики металла шва или наплавленного металла. Для электродов, применяемых при сварке углеродистых и низколегированных сталей (предел прочности которых до 588 МПа).
И так поговорим о том, как можно расшифровать марки электродов разных типов.
В первую очередь нужно обратить внимание на его гост, сокращенно от слова «Госстандарт». Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее буду писать все как надо. Наш экспериментальный электрод будет называться в простонародье «синим», а на самом деле так и называется. .
Электроды выпускаются для различных видов сварки и соответственно металлов и маркируются по-разному. И как выбрать электроды и марки, чтобы определить, что именно нам нужно. Начнем с небольшой теории. Бренды можно разделить на несколько категорий. Для резки, для наплавки, для сварки цветных металлов и т.д. Но об этом можно говорить долго. Далее электроды можно подразделить по ГОСТам, типам и так далее. Что ж, все в порядке. А так есть клеймо, давайте его расшифровывать.
- Тип электрода отмечен оранжевым цветом.
- Желтым цветом обозначена марка электрода.
- Зелёный — диаметр электрода (если выпускается несколько диаметров одной марки, пишется в другом месте).
- В красном квадрате у нас указано назначение и толщина покрытия электрода.
- Черным цветом обозначено, что это индекс.
- Графитового цвета, сам индекс. (про индексы можно написать отдельно)
- В синем цвете это тип покрытия.
- В розовом квадрате два разных значения — это положения сварки и рекомендуемый ток.
Теперь разберем то, что мы написали выше.
Тип электрода.
- E — Электрод.
- 46 — Прочность на растяжение кгс/мм 2 иными словами какую нагрузку выдерживает после сварки этим электродом, а именно 46 килограммов на квадратный миллиметр. кгс это килограмм силы. мм2 — квадрат 1мм -1мм — 1мм. Думаю тут все понятно. Двигаться дальше.
- Клеймо содержит краткое наименование завода производителя, это Лосиноостровский электродный завод и собственно марку МП-3С.
Диаметр электрода.
- Если диаметр не указан, а только значок, то он пишется на пломбе. Также есть таблица, каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- U — Обозначается как — Электрод для сварки углеродистой и низколегированной стали.
- D — Говорит, что у нас электрод с толстым покрытием. Ниже я опишу все обозначения.
Индекс электродов.
- Он сообщает нам характеристики металла для сварки этими электродами. Все это можно посмотреть по ГОСТ 9467-75. Сопротивление разрыву, ударная вязкость и еще несколько параметров все по ГОСТу.
- В марке электродов RC две буквы, что означает — R вторсырье и C целлюлоза. О типах покрытия я, конечно же, напишу подробнее.
- Итак, цифра один говорит нам о том, что мы можем готовить с этими электродами во всех пространственных положениях. Как снизу вверх, так и сверху вниз, потолочное, вертикальное и т. д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас интересует, что означают все эти буквы и цифры.
Обозначения электродов по толщине покрытия.
- M — Тонкое покрытие
- C — Среднее покрытие
- D — Толстое покрытие
- G — С особо толстым покрытием.
Обозначения позиций для сварки.
Все сварочные электроды маркированы и предназначены. В нем содержится вся информация о самом электроде, например, его состав, а иногда даже производитель. Понимая все эти обозначения, вы всегда сможете самостоятельно подобрать требуемые материалы для соединения.
В первую очередь всегда стоит проверить, соответствует ли выбранный электрод ГОСТам. Для этого на упаковке должна быть надпись «ГОСТ» и несколько цифр после нее.
При наличии всего этого можно смело продолжать выбор сварочных электродов, подбирая их по другим показателям, не опасаясь подделок и некачественного товара.
Электрод выполнен в виде стержня, может быть как металлическим, так и из других материалов в зависимости от назначения. И вобще его назначение — это подача тока к месту сварки. Поэтому опытный сварщик всегда будет обращать внимание на электропроводность материала. Для производства электродов принято использовать проволоку, в состав которой входят сплавы с разной степенью легирования.
Стоит обратить внимание на внешнее покрытие. Применяется для защиты от внешних раздражителей, таких как азот или кислород. К другим преимуществам покрытия относятся сохранение стабильности сварочной дуги и удаление возможных примесей — они могут находиться в расплавленном металле.
Рассмотрим несколько компонентов, обеспечивающих качество покрытия электродов:
- марганцевая руда.
- титановый концентрат.
- Кварцевый песок.
- Каолин.
- Мрамор.
К компонентам, создающим газообразующую среду, относятся декстрин и мука. Целью любой сварки является получение качественного шва, обладающего коррозионной стойкостью и высокой прочностью. Для этого в состав электрода должны входить следующие легирующие присадки:
- ванадий; марганец
- ;
- никель;
- хром; титан
- .
Их может быть еще много, это только основные и самые распространенные.
Маркировка
Все электроды глобально делятся на два типа: расходуемые и нерасходуемые. К первым относятся материалы из меди, бронзы, стали и меди. Иногда встречаются изделия без покрытия, их принято использовать в качестве провода для соединений с использованием защитного газа. А неплавящимися являются лантан-вольфрамовые или торированные электроды.
По типу покрытия
Если продукт имеет маркировку «А» — это указывает на то, что его покрытие является кислотным, его следует использовать на стальных конструкциях, если в соединяемом металле высокий уровень углерода и серы.
Буква «В» будет указывать на то, что с такими изделиями запрещено работать в вертикальном положении — кстати, как и в случае с буквами «А» и «П». Буква «С» означает, что нет запрета на любые нестандартные положения и эти электроды позволяют производить качественную работу в любом положении. Но был замечен один недостаток — в виде чрезмерного разбрызгивания и постоянного контроля за температурой продукта.
Еще одной разновидностью является смешанная маркировка электродов для сварки, она может выглядеть так: «АС», «РБ». Они нашли свое основное применение при сварке разного рода конструкций или трубопроводов.
Детали тонкой маркировки
Естественно, это не все обозначения. Есть много нюансов. Первые цифры и буквы обычно указывают максимальный предел нагрузки. Если есть такая маркировка: «Е41» — это значит, что сваренные детали смогут выдержать нагрузку в 41 килограмм на 1 квадратный мм. Возможны и другие варианты характеристики сварного изделия:
- «У» — показывает, что можно безопасно работать с низколегированными и углеродистыми сталями;
- «Т» и «Б» — возможно соединение высоколегированной и жаропрочной стали;
- «Л» — работа с легированными конструкционными сплавами;
- «Н» — пригодится в случае наплавки слоя с любыми свойствами.
Обозначение толщины слоя покрытия:
- «М» — тонкий;
- «Д» — толстый;
- «С» — средний;
- «Г» — максимальная.
Цифры в конце маркировки написаны для понимания пространственного положения изделий и текущего значения, которое рекомендуется использовать в данном случае.
Подробнее:
- «1» — детали можно приваривать в любом положении;
- «2» — кроме положения сверху вниз;
- «3» — во второй вариант добавлены ограничения по потолочной ориентации;
- «4» — только для нижних швов.
Кроме того, на коробке с продукцией может быть маркировка о том, что внутри находится хрупкий товар, который нельзя подвергать испытаниям на влажность. Все эти маркировки легко расшифровать даже на интуитивном уровне, имея общие знания о сварке. Это значительно облегчит поиск необходимого материала для сварки.
Зачем нужна маркировка? Что означает цифра или буква в маркировке? Эти и многие другие вопросы часто задают начинающие сварщики. В этой статье мы расскажем, как расшифровать надписи на упаковке, научим разбираться в деталях маркировки и их особенностях.
По диаметру
Следующие числа обозначают диаметр стержня, измеренный в миллиметрах. Диаметр подбирается исходя из толщины свариваемого металла. Чем толще, тем больше диаметр. В нашем примере это 5 мм.
По назначению
Также электроды могут быть рассчитаны на различные металлы. В нашем примере это буква «У», она означает, что можно сваривать низколегированную сталь с пределом прочности 60 кгс на квадратный миллиметр. Если такая сталь имеет более высокую прочность на растяжение, то используйте электроды с маркировкой «Л». Электроды для сварки жаропрочных сталей имеют обозначение «Т»; для сварки сталей со специальными свойствами устанавливается буква «В», а прутки для наплавки обозначаются буквой Н.
Фактор толщины покрытия
Следующее обозначение – это толщина или иное значение покрытия. В нашем примере это «D» (толстое покрытие). Но помимо этого сварочные электроды также маркируются буквой «М» (тонкое покрытие), буквой «С» (среднее) и буквой «Г» (очень толстое).
По группе индексов
Это одна из самых сложных маркировок, новички часто ее не понимают, т. к. несколько цифр содержат сразу много характеристик. Обычно на упаковке с электродами для сварки высоколегированной стали пишется группа индексов, так что это уже облегчает понимание. Давайте подробнее рассмотрим, что означает каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 – это максимальная рабочая температура, при которой указывается термостойкость. Цифра 4 – рабочая температура шва. Цифра (4), взятая в скобки, указывает, сколько ферритной фазы находится в шве. Чем больше каждое число, тем соответственно больше значение. Ниже представлена таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что означает каждая цифра.
Условное обозначение сварочных электродов может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифр, пишется через дефис и отделяется дробью с первым индексом. Например, Е300/32-1. Число 32 указывает на твердость металла, который можно сваривать. Цифра 1 говорит о том, что твердость таких электродов обеспечивается без термического воздействия. Иногда можно увидеть цифру 2, это означает, что твердость обеспечена после термического воздействия.
По типу покрытия
Это одно из последних значений в маркировке. Как и многие другие характеристики электрода, она обозначается буквой. В нашем примере буква «Б» (основное покрытие), но есть еще «С» (целлюлоза), «А» (кислый), «П» () и «П» (другой). Буквы могут быть соединены для обозначения электродов со специальным покрытием (например, «RC» означает рутил-целлюлозный). Если покрытие содержит железный порошок, то дополнительно ставится буква «Ж» (например, «БЖ» обозначает основное покрытие железным порошком).
По пространственному положению
Каждый тип электрода предназначен для работы в определенном положении. В нашем примере эта штанга для работы в любом положении, кроме , обозначена цифрой «2». Также есть номер «1» (полностью универсальные), «3» (для работы на вертикальной плоскости) и «4» (для нижних). Эти цифры соответствуют международным стандартам и ими маркируется большинство как отечественных, так и зарубежных материалов.
По характеристике сварочного тока
Специальная маркировка
Вы, наверное, заметили, что мы опустили букву «Е», говоря об индексной группе. Это специальная маркировка, она означает, что перед вами расходуемый электрод с покрытием. Это также международное обозначение.
Пример расшифровки
Для закрепления рассмотрим расшифровку марки электродов на примере АНО-21.
1: Тип электрода (E46, подходит для низколегированных сталей с низким пределом прочности).
2: Метка (АНО-21 соответственно).
3: Диаметр (в нашем случае 2,5 миллиметра).
4: Назначение (буква «У», означает для углеродистой или низколегированной стали) и т.д.
Мы намеренно не доделали расшифровку маркировки, чтобы вы сделали это сами. Остальные цифры с фото запишите на лист бумаги и расшифруйте. Расшифровка маркировки только на первый взгляд кажется такой сложной, на самом деле достаточно сделать это самостоятельно один раз, чтобы понять всю суть. Вы можете взять несколько разных пакетов из-под электродов и написать всю расшифровку самостоятельно для практики.
Вместо вывода
Теперь вы знаете, что означают буквы и цифры в маркировке типов электродов. Для новичков маркировка электродов для сварки часто кажется запутанной и непонятной, но мы надеемся, что смогли все подробно объяснить. С маркировкой подбор электродов по
Для каждого режима сварки необходимо выбрать соответствующий тип электрода. От этого зависит не только возможность сделать соединение или наплавку, но и качество. Поэтому была разработана определенная маркировка электродов для сварки. Любой специалист в ней сможет определить назначение, материал изготовления и оптимальные режимы работы.
Правила
Создание единых правил маркировки электродов необходимо для стандартизации продукции различных производителей. Для этого был разработан ГОСТ 9466-75, в котором помимо технических требований указаны порядок и правила обозначения отдельных видов электродов.
В первую очередь необходимо учитывать принятую форму заполнения некоторых характеристик. Представляет собой многоблочную структуру, каждый из разделов которой соответствует определенной категории.
- Тип электрода. Первая буква «Э» обозначает наименование изделия, последующая цифра – значение предела прочности, кгс/мм².
- Марка. Содержит информацию о производителе и непосредственно марке электродов.
- Диаметр.
- Район назначения.
- Толщина верхнего слоя
- Индекс, указывающий характеристики свариваемого металла. Он должен соответствовать данным из ГОСТ 9467-75. В нем приводится подробная разбивка каждого из возможных обозначений.
- Тип покрытия.
Для смешанных видов покрытий принято двойное обозначение, например, BR (БР) — рутилово-основное.
- Допустимые положения направления сварки.
- Указывает род тока, его полярность и номинальное значение напряжения.
- Ссылка на ГОСТ 9466-75, по которому выполнена маркировка.
- Ссылка на нормативный документ на изготовление электродов.
Кроме этих параметров указываются дополнительные характеристики. Они необходимы для обозначения внешнего вида и специфики оформления.
Зная все вышеперечисленные обозначения, вы сможете подобрать оптимальную марку электродов для конкретного вида работ.
Счетчик часов и версия прошивки?
- Форум
- Форумы производителей продукции
- Линкольн
- Power Mig 350MP: счетчик часов работы и версия прошивки?
27.03.2010 #1
Power Mig 350MP: счетчик часов работы и версия прошивки?
Есть ли способ определить
- Сколько часов проработал Lincoln PM 350MP
- Какая версия встроенного ПО установлена в настоящее время?
Я скачал, но не установил последнюю версию программного обеспечения от
Сайт Линкольна PowerWaveSoftware.Я полагаю, что после получения серийного номера Линкольн сможет
предоставить мне дату сборки и, возможно, историю обслуживания
для машины?.
Ответить с цитатой
04-02-2010 #2
Re: Power Mig 350MP: счетчик часов работы и версия прошивки?
дата постройки проста. посмотри на серийный номер.U19912xxxxx
образец, который я показал, U = Соединенные Штаты 1 = главный завод в Огайо.
99 = 1999 г., 12 = декабрь, xxxxx = порядковый номер.
Счетчик моточасов и прошивка также просты. зайди на сайт ты
получил обновление программного обеспечения и загрузил Power Wave Manager.
с этой программой и кабелем rs232, который вы видите в плате управления.
просмотрите журналы неисправностей, проверьте калибровку, см. серийные номера различных печатных плат
и версия прошивки. когда вы найдете нужную вкладку, вы можете увидеть часы дуги
на сварщика.
Будьте осторожны и не играйте со страницей калибровки, если у вас нет банка нагрузки
. калиброванные амперметры и вольтметры. Вы можете сильно испортить этот сварщик.Ответить с цитатой
04-02-2010 #3
Re: Power Mig 350MP: счетчик часов работы и версия прошивки?
Большое спасибо за очень полезный ответ.
Используя предоставленный метод расшифровки, серийный номер моего устройства U10505xxxxx
разбивается на дату сборки 2005.05. Немного старше, чем я предполагал
быть, но, возможно, объясняется временем в запасах перед поставкой.Я заметил утилиту PowerWave Manager ранее, но в описании было указано
мне, что это было для других машин. Я скачал его и попробую подключить
в эти выходные (старайтесь просто смотреть на часы дуги и не менять параметры.)С наилучшими пожеланиями.
.
Ответить с цитатой
13.04.2010 #4
Re: Power Mig 350MP: счетчик часов работы и версия прошивки?
Первоначально Послано EddyCurr
Я скачал его и попытаюсь подключиться в эти выходные.
Дополнение к упоминанию о том, что утилита PowerWave Manager работала наиболее удовлетворительно.Мне даже удалось найти необходимый кабель DB9-to-DB25 Serial/RS-232 среди
кеш устаревших частей ПК, которые я сохраняю.Еще раз спасибо.
.
Ответить с цитатой
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Сварочный аппарат Lincoln Power Mig 300 Возраст?
26.10.2011 #8
Спасибо ccawgc за дополнительную информацию о расшифровке серийного номера.Пожалуйста, поймите, что мой ответ не имел целью оспорить расшифровку вашего серийного номера. Мне просто было и до сих пор трудно понять, как моя машина, как более ранняя модель, могла быть изготовлена на год ПОЗЖЕ, чем машина ОП. Мне бы никогда не пришло в голову, что этикетка может быть неправильной. Казалось бы, производственные процессы Lincoln достаточно совершенны, чтобы не допустить такой ошибки.
Просто чтобы убедиться, я решил оглянуться на свою оригинальную квитанцию почти десятилетней давности….
20 декабря 2002 года. Ах, теперь все возвращается ко мне… большой красный рождественский подарок мне.
Просматривая файлы оригинальной квитанции о покупке, я наткнулся на некоторые исследования, которые я провел давным-давно и, вероятно, разместил на форумах Часки или, может быть, форумах Хобарта, прежде чем кто-то приказал массовому исходу из нас, красных людей к здесь путь назад, когда. В любом случае, вот более подробная история развития кода модели Power Mig 300.
Первым сварочным аппаратом на шасси PM300 был Power Mig 255, примерно 1998/99. PM255 был прорывным сварочным аппаратом для своего времени, популяризировав многие функции, которые мы теперь ожидаем… включая двойные приводные ролики, разделенную направляющую проволоки, нижнюю платформу цилиндра и колеса энкодера с цифровыми индикаторами с подсветкой, которые превзошли все остальные. задыхается от мембранных кнопок и практически нечитаемых ЖК-дисплеев WireMatic 255 и/или SP255, которые заменил тогдашний новый PM255. Я чуть не купил оба снятых с производства сварочных аппарата в конце 9-го.0’s, после того, как мой сосед пригласил меня показать свой SP225 примерно год назад… но что-то сказало мне подождать.
Несколько лет спустя я увидел то, чего ждал, на выставке SEMA в 2001 году. Power Mig 300. Самая высокая мощность сварки, доступная на однофазном токе, не говоря уже о том, что теперь это была машина CC и CV, способная выполнять Запускайте Tig с нуля с помощью одного компактного блока питания на 350 ампер.
PM300/350 Машинные коды:
10562 — Все еще самый ранний PM300, трижды проверенный после сообщения Скотта В. выше. У Скотта, должно быть, была более поздняя версия, которая будет представлена ниже. Машина 10562 имела оригинал всего PM300, включая оригинальный (не такой хороший) проводной привод, печатную плату с двойным энкодером, которая была заменена механическими энкодерами и другими платами в следующей выпущенной модели, и версию A оригинального руководства IM736.
10948 — (не указано в моем исходном сообщении выше… потому что этот PM300 никогда не был построен!) одна печатная плата с двойным энкодером вместо двух двойных механических энкодеров (которые с тех пор остались) и разных логических плат, и была выпущена с версией C руководства IM736. Скотт, возможно, это была твоя машина, если ты говоришь, что она была на одну модель раньше твоей.
10958 — Это первый год использования тросового привода MaxTrac с ведущим колесом третьей передачи, скрытым за пластиковой крышкой внизу. На этой машине было сделано несколько других улучшений, в том числе передняя сварная сборка корпуса и некоторые изменения в проводке. Помимо проводки печатной платы, описанные изменения (новый тросовый привод, новые энкодеры, новый сварной узел), сделанные на этой машине, применялись для каждой модели PM300/350, выпущенной с тех пор. Другими словами, даже несмотря на то, что в последующих моделях будут внесены изменения в другие компоненты, компоненты, измененные в этой модели, останутся во всех последующих моделях. Это самый ранний PM300, который я бы хотел, из-за обновленного тросового привода и обновленных энкодеров. А может быть потому, что это именно тот, который у меня есть.
11000 Этот аппарат практически идентичен аппарату 10958 эры 2002 г., описанному выше, но в 2003 г. он был изменен для поставки «готового к сварке» алюминия с двухтактным пистолетом.
11097 — Все новые крепления к доскам, новый трансформатор и дроссель в сборе, а также более длинный пистолет Magnum 300 входят в число изменений, внесенных в эту стальную толкающую машину. Характеристики выходной мощности сварки остались неизменными, несмотря на новый траснофмер и дроссельный узел.
11098 — Практически идентичен 11097, указанному выше, но оснащен готовым к сварке алюминия пистолетом Python с воздушным охлаждением.
11147 PM350MP
11827 PM350MP (поставляется с другой пушкой Magnum Pro)
Последний отредактированный Чарльзом Брауном; 26.10.2011, 05:13.
С уважением,
Чарльз Браун
Что означают цифры на сварочном электроде? SMAW и FCAW
Последнее обновление
Вы часто неосознанно думаете о числах на сварочном электроде, когда фактически свариваете. Когда вы держите жало и накладываете валики на шов, помимо ваших общих навыков сварки и знания аппарата, существуют факторы, определяющие качество сварного шва. Это начинается с типа электрода, который вы используете.
На стороне этого электрода что-то похожее на код. Для обывателя это, наверное, не имеет особого смысла. Но для сварщиков всех уровней важно иметь хотя бы поверхностное представление о типах электродов, которые вы будете использовать.
Электроды SMAW
Сварочные электроды, чаще называемые сварочными прутьями, представляют собой длинные куски присадочного металла, покрытые флюсом. Они предназначены для использования в SMAW (дуговая сварка или электродуговая сварка защищенным металлом). Благодаря использованию постоянного тока от сварочного источника питания присадочный металл расплавляется и осаждается в основной металл, а флюс помогает обеспечить целостность сварного шва. Вот некоторые из наиболее распространенных сварочных стержней.
- E6010 – универсальный стержень, специально используемый для сварки труб, известный своей жесткой дугой
- E6011 – всепозиционная штанга, которая является предпочтительным выбором для работ по техническому обслуживанию или там, где металл ржавый и/или грязный
- E7018 – всепозиционная штанга, которая является предпочтительным выбором для металлургов и монтажников из-за ее большей прочности на растяжение и универсальности
- E7024 – Стержень, который можно использовать только в горизонтальном и плоском положениях. Иногда его называют «реактивным стержнем». Образует большую лужу, которая медленно остывает, поэтому используется только в плоском и горизонтальном положении. Этому процессу способствует высокое содержание железного порошка во флюсе.
Это лишь некоторые из множества сварочных электродов. Как мы видим, все они имеют несколько разные характеристики, начиная от характеристик дуги и заканчивая пределом прочности на растяжение и положением, в котором ее можно сваривать. Но что число может сказать нам о характеристиках? Давайте взглянем.
Изображение предоставлено: Мати Нусерм, Shutterstock
Что означают цифры на сварочном электроде?
Электроды SMAWДавайте возьмем электрод E7018 в качестве отправной точки, чтобы объяснить систему нумерации.
E – означает, что стержень является токоведущим электродом.
70 – Эти две цифры означают, что прочность сварного шва на растяжение составляет 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
1 – «1» означает, что это всепозиционная штанга. 2 означает, что штангу можно использовать только в горизонтальном или горизонтальном положении.
8 – «8» означает, что стержень имеет низкое содержание водорода в калии с железным порошковым покрытием и что его можно использовать со всеми полярностями (DC+, DC- или AC).
Последняя цифра «8» в случае нашего стержня E7018 требует дополнительных пояснений. Вот подробная таблица, которая поможет вам определить, какое покрытие обозначается номером, а также полярность при сварке:
| # | Содержание покрытия | Полярность сварки |
| 0 | Натрий с высоким содержанием целлюлозы | DC+ |
| 1 | Калий с высоким содержанием целлюлозы | AC, DC+, DC- |
| 2 | Высокое содержание титана натрия | переменного тока, постоянного тока- |
| 3 | Высокое содержание титана калия | AC, DC+ |
| 4 | Железный порошок и диоксид титана | AC, DC+, DC- |
| 5 | Натрий с низким содержанием водорода | DC+ |
| 6 | Калий с низким содержанием водорода | AC, DC+ |
| 7 | Высокое содержание оксида железа и железный порошок | AC, DC+, DC- |
| 8 | Порошок калия и железа с низким содержанием водорода | AC, DC+, DC- |
Источник: https://www. lincolnelectric.com/en-us/support/process-and-theory/Pages/aws-classifications-detail.aspx
Изображение предоставлено: Photo Win1, Shutterstock
Электроды FCAWХотя на сварочном стержне есть номера, стержневые электроды — не единственный тип электродов, который имеет систему классификации номеров. Дуговая сварка с флюсовой проволокой (FCAW) — это полуавтоматический процесс сварки, в котором используется механизм подачи проволоки. На боковой стороне рулона сварочной проволоки также имеется специальный код для сварки порошковой проволокой. Возьмем для примера E71T-1C/M.
E: Это означает, что провод является электродом с током.
7: Эта цифра, умноженная на 10 000, представляет общую прочность сварного шва на растяжение. В данном случае это 70 000 фунтов на квадратный дюйм.
1: «1» означает, что эту проволоку можно использовать для сварки во всех положениях. «0» означает, что его можно сваривать только в плоском или горизонтальном положении.
Т-1: Это означает, что электрод представляет собой трубчатую порошковую проволоку с рутиловым флюсом.
C/M: Защитный газ может состоять либо из 100 % диоксида углерода (C), либо из смеси (M), такой как аргон/диоксид углерода.
Классификация этих проводов в целом немного сложнее, поскольку она включает самоэкранированные провода и провода, для которых также требуется защитный газ. См. дальнейшее описание на веб-сайте Lincoln Electric здесь.
Изображение предоставлено: YAKISTUDIO, Shutterstock
Часто задаваемые вопросы
Как выбрать сварочную проволоку?
Все зависит от приложения. Вам необходимо определить, позволят ли характеристики дуги получить желаемый вид сварного шва. Например, E6010 идеально подходит для сварки корневого шва на стыке труб. Это потому, что это удилище известно как «быстрая заморозка». Сварной шов быстро остынет и не выпадет из корневого зазора.
Сварочный пруток какого размера следует использовать?
Это зависит от того, работаете ли вы по чертежу или нет. Если вы свариваете дома, вам подойдет пруток E7018 диаметром 3/32 дюйма. Но обратите внимание, что определенные размеры угловых сварных швов легче выполнить с помощью стержней определенного размера.
Как вы храните сварочные электроды?
Некоторые сварочные стержни могут оставаться снаружи при комнатной температуре, например E7024. Другие необходимо хранить в печи с нагреваемыми стержнями, например E7018. Ознакомьтесь со спецификациями стержней, чтобы узнать, как их следует хранить.
Изображение предоставлено: vladee, Shutterstock
Заключение
Цифры на сварочном стержне или мотке проволоки могут многое рассказать вам о том, как их следует сваривать. Сюда входят положение сварки, полярность и характеристики дуги. Но самое главное, они необходимы для того, чтобы отличать разные виды сварочных прутков друг от друга.
Вас также могут заинтересовать:
- Сварка FCAW и MIG: различия и когда их использовать
- Сварка электродом для начинающих: 11 советов и рекомендаций для начала работы
Авторы и права: Pongsak14, Shutterstock
- Электроды SMAW
- Что означают цифры на сварочном электроде?
- Электроды SMAW
- Электроды FCAW
- Часто задаваемые вопросы
- Как выбрать сварочную проволоку?
- Сварочный пруток какого размера следует использовать?
- Как вы храните сварочные электроды?
- Заключение
Знакомство с порошковыми проволоками
Порошковые проволоки доступны в самозащитных и газозащитных вариантах для сварки основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. На этом рисунке подробно показано их действие.
Ни один присадочный металл не подходит для каждой работы. Механические и химические свойства основного материала, требуемое положение сварки, доступное оборудование и набор навыков сварщика, среди прочих соображений, являются факторами, влияющими на наилучший выбор.
Если вы хотите повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является подходящим вариантом. Эти проволоки известны своими высокими эксплуатационными характеристиками и качеством сварки в различных отраслях промышленности, от общего изготовления и производства до строительства, оффшорного и судостроения.
Порошковая проволока обладает уникальными сварочными характеристиками и требованиями, преимуществами и ограничениями. Знание этого может помочь вам определить, являются ли они правильным выбором.
Использование, типы и характеристики
Порошковая проволока бывает самозащитной и газозащитной, некоторые из них предназначены для сварки во всех положениях (например, Американское общество сварщиков [AWS] E71T-1C), или для плоского и горизонтального применения (E70T-1C). Оба типа являются газозащитными и производят шлак, который помогает защитить жидкий металл шва во время охлаждения, но этот шлак необходимо удалять после сварки и между проходами.
Эти проволоки доступны для различных основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. Для сварки стали они доступны с пределом прочности на растяжение 70 KSI для низкоуглеродистой стали, а также от 80 до 120 KSI и выше для сварки высокопрочной низколегированной стали.
Самозащитные порошковые проволоки (FCAW-S) производят свой собственный защитный газ при зажигании дуги, что устраняет необходимость во внешнем газовом баллоне и делает их пригодными для использования в портативных и удаленных устройствах. Эти проволоки, как правило, производят несколько более высокий уровень дыма и брызг, чем порошковые проволоки в защитных газах, но многие классы обеспечивают хорошую ударную вязкость даже при более низких температурах.
Самозащитные порошковые проволоки часто используются вместо электродов для дуговой сварки металлическим электродом (SMAW) в качестве средства повышения производительности, поскольку они подаются непрерывно и не требуют повторных простоев для замены. Как правило, они доступны диаметром от 0,035 до 7/64 дюйма.
Порошковая проволока в среде защитного газа (FCAW-G) требует внешнего защитного газа, состоящего либо из 100% CO2, либо из смеси аргона и CO2. Они, как правило, более привлекательны для оператора, а это означает, что ими легче управлять и использовать для получения эстетически приятного сварного шва. Как правило, они используются в магазине. При использовании вне помещений для проволоки FCAW-G может потребоваться барьер в виде палатки или других средств защиты сварочной ванны, чтобы защитный газ не сдувался.
Эти проволоки, обычно доступные диаметром от 0,035 до 7/64 дюйма, могут использоваться вместо сплошных проволок для повышения производительности за счет более высоких скоростей наплавки; операторы сварки могут добавить больше металла шва в соединение за меньшее время, особенно при работе в нерабочем положении.
В зависимости от фунта проволоки FCAW-G обычно дешевле, чем разновидности FCAW-S, которые содержат дополнительные материалы сердцевины и легирующие элементы, но не требуют дополнительных затрат на защитный газ. Провода FCAW-S также имеют более низкий КПД, около 65 процентов, по сравнению с проводами FCAW-G, эффективность которых составляет от 75 до 85 процентов. Эти КПД также ниже, чем у сплошной проволоки, потому что часть проволоки теряется в шлакообразующих веществах, которые выбрасываются в процессе сварки. Эти факторы следует учитывать при выборе сварочного процесса.
Для достижения наилучших результатов при использовании порошковых проволок в такой же степени важен правильный выбор проволоки, как и наличие надлежащего оборудования и обучение работе с ней. Для достижения наилучших результатов важно знать правильные параметры и методы сварки.
Оба типа проводов классифицируются по обозначениям удобства использования, определенным AWS, — числам от 1 до 14 или буквам G или GS, которые указывают на полярность провода и рабочие характеристики.
Защитные газы
Проволока FCAW-G имеет различные требования к защитному газу, и каждый тип имеет определенные характеристики. Провода с обозначением «C» в их классификации AWS — например, E70T-1C H8 — работают только с CO2. Те, у кого обозначение «M», например, E71T-1M, требуют смеси защитного газа CO2 и аргона, обычно в соотношении 75/25 процентов.
Некоторые проволоки считаются двухгазовыми и имеют обозначения «C/M», что позволяет использовать их с обоими типами газов.
Следует соблюдать осторожность при замене защитного газа. Хотя проволока может работать с любым защитным газом, изменение газа считается важным переменным изменением, которое может потребовать новых процедур сварки и испытаний перед использованием.
Проволока, работающая со 100-процентным содержанием CO2, обеспечивает большее проникновение в сварной шов, но также имеет тенденцию к большему разбрызгиванию, в то время как проволока для смешанных газов имеет меньшее количество брызг и дыма, а также более гладкий валик. Опять же, стоит взвесить стоимость при выборе между двумя типами классификаций и защитными газами. CO2 менее дорог, но, вероятно, приведет к образованию сварного шва, который потребует больше времени и труда для удаления брызг. И наоборот, смешанные газы дороже, но сварные швы требуют меньше очистки после завершения.
Требования к оборудованию
Достижение наилучших результатов при использовании порошковой проволоки зависит не только от правильного выбора проволоки, но и от наличия надлежащего оборудования и обучения работе с ней. Как FCAW-S, так и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP), в зависимости от формулировка провода.
Распространенной ошибкой при настройке оборудования для работы с FCAW-S является выбор неправильной полярности сварочного источника питания. В то время как многие процессы сварки проволоки работают с использованием DCEP, большинство проволок FCAW-S предназначены для работы с DCEN. Всегда обращайтесь к рекомендациям производителя присадочного металла по эксплуатации.
Провода FCAW-S часто соединяются с механизмом подачи проволоки, чувствительным к напряжению. Сварщик может установить напряжение на источнике питания, но затем контролировать скорость подачи проволоки (и, следовательно, силу тока) на механизме подачи. Эта функция полезна на крупных сайтах по поиску работы; меньшее количество поездок к источнику питания позволяет увеличить время сварки. В случае, если сварщик изменяет расстояние от контактного наконечника до изделия (CTWD), механизмы подачи проволоки с измерением напряжения также могут помочь регулировать последующие изменения напряжения.
Для обоих типов проволоки требуются приводные ролики с V-образной накаткой в механизме подачи проволоки, чтобы обеспечить плавную подачу проволоки и стабильное качество сварки. Порошковая проволока мягче сплошной проволоки и может легко деформироваться или сломаться при использовании неправильных приводных роликов.
Надлежащая техника
В процессе сварки сварщики должны использовать технику сопротивления. Хороший угол сопротивления для плоского, горизонтального положения и положения над головой составляет от 15 до 45 градусов. Для сварки вертикальным швом вверх хорошо подходит угол горелки от 5 до 15 градусов. Постоянная и достаточно высокая скорость перемещения не позволяет сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Для приложений, в которых компании стремятся повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является приемлемым вариантом. Эти провода доступны в самозащитном и газозащитном вариантах для использования в полевых условиях и в магазине.
Сварщики, использующие порошковую проволоку, должны использовать правильный вылет или удлинитель электрода; самоэкранированные провода особенно чувствительны к этой переменной. В зависимости от диаметра и типа проволоки рекомендуемый производителем вылет может превышать 2 дюйма; проверьте требования для каждого провода.
Неправильный вылет может вызвать такие проблемы, как обратное прогорание, червячный след, неполное покрытие шлаком и затрудненное удаление шлака. Вылет также имеет решающее значение, поскольку он обеспечивает уровень резистивного нагрева проволоки, что помогает увеличить скорость наплавки. Увеличение сопротивления позволяет меньшему току проходить через дугу, позволяя использовать более высокие скорости подачи проволоки и, таким образом, увеличивая скорость наплавки.
Требования к хранению
Как и любой присадочный металл, важно хранить проволоку FCAW-G и FCAW-S в чистом и сухом месте. Повреждение от влаги или других загрязняющих веществ может привести к ухудшению качества сварки и аннулированию гарантии на изделие.
В зоне хранения рекомендуется поддерживать такую же температуру, как и в зоне сварки. Перемещение проволоки из холодного помещения в более теплую сварочную камеру может привести к образованию конденсата на проволоке. Эта конденсация может привести к ржавчине проволоки и потенциально вызвать пористость и проблемы с подачей проволоки. Если поддержание одинаковой температуры в обоих помещениях невозможно, дайте проволоке акклиматизироваться к температуре сварочной камеры в течение 24 часов перед сваркой.
Также важно хранить провода в оригинальной вакуумной или герметичной упаковке до тех пор, пока они не будут готовы к использованию. Для проволоки, которая уже используется, примите меры предосторожности: снимите катушку с механизма подачи проволоки, поместите ее в пластиковый пакет и храните надлежащим образом. Не забудьте удалить все провода внутри пистолета, если это оборудование не будет использоваться в течение длительного периода времени. Порошковая проволока, особенно во влажном климате, может ржаветь внутри горелки, что требует снятия и замены всего кожуха сварочной горелки.
Последние соображения
Обучение имеет ключевое значение при использовании любого типа присадочного металла. Сварщикам, впервые использующим порошковую проволоку, может потребоваться дополнительное обучение и/или сертификация для конкретного применения, например, при переходе с электрода SMAW на проволоку FCAW-S для применения в конструкциях.
Другим примером может быть переход с провода FCAW-G на FCAW-S. Хотя обе проволоки известны как порошковые, они относятся к разным классификациям AWS, и это изменение потенциально может потребовать дополнительных испытаний и квалификации.
Всегда соблюдайте требуемые рабочие процедуры и рабочие параметры для данного применения и порошковой проволоки. Сочетание правильной технологии и эксплуатации может привести к повышению качества сварки и производительности, а также к сокращению дорогостоящих простоев.
Машины | Бесплатный полнотекстовый | Трехмерная реконструкция свариваемой поверхности с высокой отражающей способностью на основе бинокулярного структурированного светового стереовидения
1. Введение
С улучшением и развитием современного промышленного уровня сварка стала важной промышленной технологией обработки, а контроль качества сварки — важным методом обеспечить качество сварки. Однако в процессе сварки могут возникать различные сварочные дефекты, в основном из-за технического уровня сварщиков, сварочных материалов, условий обработки и других факторов. Контроль качества сварки влияет не только на внешний вид изделия, но и на структуру и прочность изделия, и даже создает потенциальную угрозу безопасности [1].
Сложный материал и оптические явления, такие как участки поверхности с высокой отражающей способностью, часто присутствующие на сварных швах, имеют тенденцию создавать артефакты, такие как отверстия в реконструированной модели с использованием текущих визуальных датчиков, что приводит к неполным или даже ошибкам в результатах контроля. Это исследование направлено на разработку инновационной методики 3D-реконструкции свариваемых поверхностей с высокой отражающей способностью, основанной на бинокулярном структурированном световом стереозрении. Метод начинается с извлечения полностью освещенного изображения для определения областей с высокой отражающей способностью на поверхности сварки с использованием обычных моделей компьютерного зрения, включая шкалу серого, бинаризацию, расширение и эрозию. Затем вводится профилометрия интерференционной проекции для создания облаков точек в интересующей области.
2. Обзор литературы
Существует множество датчиков, которые можно использовать для контроля качества сварки, например звуковой сигнал дуги, магнитооптические датчики, рентгенографические [2] и датчики зрения [3].
Метод слышимого звука дуги основан на звуковых характеристиках, возникающих в процессе сварки, чтобы определить, возникает ли дефект. Юсоф и др. предложил метод исследования взаимосвязи между слышимым звуком дуги и информацией о дефектах сварного шва с использованием вейвлет-преобразования [4]. Этот метод позволяет оценить местонахождение дефекта, но его точность невелика по сравнению с другими методами контроля, и он не может обнаружить дефекты уже сваренных швов, поскольку опирается на звуковые сигналы, собираемые в процессе сварки.
Метод магнитооптической визуализации представляет собой метод, основанный на эффекте магнитооптического вращения Фарадея, который проверяет дефектное состояние путем обнаружения явления магнитной утечки сварного шва при возбуждении магнитным полем. Гао и др. сравнили магнитооптические изображения различных дефектов сварки переменным и вращающимся магнитными полями и установили, что оптимальное магнитное напряжение возбуждения и величина отрыва вращающегося магнитного поля составляют 120 В и 20 мм [5]. Обладая уникальным преимуществом сбалансированной скорости и точности, недостатком этого метода является сложность оборудования и его настройки.
Радиографический контроль в основном выявляет дефекты внутри деталей путем анализа изменений затухания записывающей пленки, что позволяет использовать светочувствительные свойства рентгеновских лучей. Цзоу и др. предложил рентгеновский метод обнаружения дефектов сварки спиральных труб [6]. Хотя этот метод имеет хороший эффект обнаружения, он может нанести вред человеческому организму из-за природы рентгеновских лучей.
В отличие от этого, контроль на основе машинного зрения представляет собой метод обнаружения дефектов путем расчета информации о топографии поверхности сварных швов на основе изображения, снятого промышленной камерой. Благодаря удобству и эффективности технологии визуального контроля она может заменить ручное обнаружение во многих областях, и ее применение становится все шире [7,8]. Визуальный контроль может использоваться для обнаружения различных дефектов на свариваемых поверхностях, таких как неровности поверхности и следы прессования, а также может определять такие параметры, как ширина и высота сварного шва в режиме реального времени [9].,10]. Визуальный осмотр можно разделить на пассивный визуальный осмотр и активный визуальный осмотр в соответствии с различными методами получения изображения и методами выделения признаков. Пассивный визуальный осмотр аналогичен ручному осмотру. Дефекты обнаруживаются путем сравнения изображений сварных швов, полученных камерой, со стандартными сварными швами [11]. Активный визуальный контроль — это метод получения ряда 3D-параметров путем проецирования закодированных изображений на измеряемый объект, например, технология бинокулярного структурированного светового стереозрения [12].
Технология трехмерной реконструкции на основе структурированного лазера представляет собой метод расчета топографии поверхности измеряемого объекта в соответствии с модуляцией проецируемых лазерных полос на поверхность. На производительность его реконструкции влияет метод, используемый для выделения лазерных полос, потому что сложно точно выделить центральные положения обнаруженных лазерных полос. В то же время для реконструкции всей поверхности необходимо добавить дополнительное механическое движение для обеспечения охвата лазерными полосами измеряемого объекта, что является недостатком [13].
Технология 3D-реконструкции и метод дефектоскопии на основе бинокулярного структурированного света применяются многими промышленными предприятиями из-за высокой эффективности, точности и отсутствия повреждений обнаруживаемых деталей [14]. Однако технология бинокулярного стереозрения не идеальна для реконструкции объектов с сильным отражением на поверхности, поскольку это метод, основанный на 2D-изображениях, снятых камерой. Из-за явления передержки в области с высоким коэффициентом отражения, как показано на рисунке 1, качество изображений, сделанных камерой, пострадает, что приведет к потере данных облака точек, образованию дыр и снижению точности последующих данных. анализ. В соответствии с характеристиками процесса сварки объекты сварки во многих случаях представляют собой металлические детали с высоким коэффициентом отражения поверхности, а форма поверхности сварки в основном изогнута. Кроме того, на некоторых поверхностях сварки часто бывают неровные выпуклости или ямки, которые усугубляют явление отражения света. Все это усложняет применение визуальных методов контроля качества сварки [15].
В настоящее время предпринимаются попытки 3D-реконструкции объектов с высокой отражающей способностью, а именно несколько методов многократной экспозиции, технология поляризации, разделение насыщенных пикселей с использованием каналов RGB и технология машинного обучения. Например, метод многократной экспозиции — это метод определения подходящих рисунков проецирования при разном времени экспозиции. Чжан и др. предложил метод создания нового и подходящего рисунка полос путем выбора лучших пикселей из рисунков с разным временем экспозиции. Этот метод работает хорошо, но занимает много времени [16]. Технология поляризации относится к методу использования поляризаторов для фильтрации проецируемых и захваченных изображений соответственно с целью получения более качественных изображений. Однако этот метод удорожает оборудование [17]. Метод разделения насыщенных пикселей с использованием каналов RGB использует различную производительность пикселей в цветовом пространстве для удаления областей с высокой отражающей способностью [18]. Однако шум датчика представляет большую проблему для этого метода. С развитием технологии машинного обучения сочетание машинного обучения и технологии интерференционного проецирования обеспечивает новое решение для трехмерной реконструкции объектов с высокой отражающей способностью. Лю и др. использовали машинное обучение для обучения времени экспозиции различных поверхностей и количества насыщенных пикселей для решения проблемы сильного отражения. Хотя этот метод дал хорошие результаты, сбор обучающих выборок всегда был сложной проблемой для машинного обучения [19].].
В этом исследовании изучаются методы и модели, обеспечивающие точную 3D-реконструкцию сложных поверхностей сварки на основе инновационной техники бинокулярного структурированного светового стереовидения. Предлагаемый метод фокусируется на анализе и идентификации областей с высоким коэффициентом отражения на поверхности сварки, а также на разработке алгоритма подбора для заполнения «отверстий» облака точек — областей без признаков, — вызванных зеркальными или зеркальными отражениями, что значительно повышает точность реконструированного трехмерного изображения. модели для производственных приложений.
Этот документ структурирован следующим образом: Теория и принципы работы предлагаемого метода описаны в Разделе 3; экспериментальный план и бенчмаркинг представлены в Разделе 4. Ключевые вклады в знания и предполагаемые будущие работы были выделены в Разделе 5.
3. Бинокулярный структурированный свет для 3D-реконструкции
3.1. Трехмерная реконструкция на основе бинокулярного стереовидения со структурированным светом
Технология стереовидения с бинокулярным структурированным светом является важным направлением машинного зрения. Это метод получения трехмерной геометрической информации об объектах, основанный на соотношении между несоответствием и глубиной, для которого необходимо вычислить отклонение положения одной и той же точки на разных изображениях, полученных с разных камер. Одним из преимуществ этого метода является отсутствие необходимости в калибровке проектора [20]. Измерение, основанное на бинокулярном структурированном световом стереозрении, описано на рисунке 2 [21]. В промышленных приложениях профилометрия интерференционной проекции часто используется для трехмерного измерения формы. Это может повысить точность 3D-реконструкции за счет проецирования структурированного света с различными кодами на измеряемый объект, чтобы добавить характерные точки на поверхность объекта. В настоящее время широко используемыми методами кодирования структурированного света являются код Грея, фазовый сдвиг и многочастотный гетеродинный метод.
3.2. Идентификация области с высоким коэффициентом отражения
При визуальном осмотре всегда сложно решить проблему сильного отражения на поверхности измеряемого объекта, поскольку оно вызывает перенасыщение изображения, снятого камерой, что приводит к потере эффективных данных и снижение точности контроля. Для бинокулярной системы структурированного светового стереозрения, предложенной в этом исследовании, контур поверхности сварки предполагается относительно гладким, а ситуация окклюзии отсутствует. Следовательно, потеря данных, вызванная сильным отражением, является основной причиной образования дыр облака точек. Поэтому выявление области с высоким коэффициентом отражения является необходимым условием для повышения точности визуального контроля сварных швов.
3.2.1. Разработка кодирования проекционного шаблона
Чтобы точно идентифицировать область с высоким коэффициентом отражения измеряемого объекта, перед проецируемым кодовым шаблоном добавляется полностью освещенное изображение, которое может полностью осветить объект, как показано на рис. 3. Через полностью освещенная проекционная картина, камера может снимать все области измеряемого объекта с высокой отражающей способностью под текущим углом обзора, что обеспечивает хорошую основу для дальнейших исследований. Эффект первого полностью освещенного проекционного шаблона показан на рис. 4.
3.2.2. Идентификация области с высокой отражающей способностью на 2D-изображениях
Трудность идентификации области с высокой отражательной способностью на 2D-изображениях очевидна, поскольку текущая технология обработки изображений очень развита. Из-за разного положения и угла наклона двух камер в системе бинокулярного стереозрения область с высокой отражающей способностью на изображении, снятом каждой камерой, имеет определенное отклонение. В процессе 3D-реконструкции явление высокой отражательной способности на изображениях приведет к сбою декодирования соответствующей области, что приведет к сбою реконструкции области и образованию дыр в облаке точек. Следовательно, в соответствии с правилами кодирования проецируемых шаблонов, первые изображения, снятые двумя камерами, берутся в качестве объекта анализа соответственно (показаны на рис. 5a, d), а результаты обработки послужат основой данных для последующих данных облака точек. обработка.
Чтобы идентифицировать область с высоким коэффициентом отражения на изображении, выполните следующие действия. Сначала изображение преобразуется в изображение в оттенках серого. Во-вторых, выбирается соответствующий порог для операции бинаризации. Затем шумовые точки на изображении фильтруются операцией расширения и эрозии, что может сделать область с высокой отражающей способностью полностью закрытой внутри и облегчить извлечение области. Наконец, идентифицированная область с высокой отражательной способностью расширяется на 20–30 пикселей до окружающей области в качестве окончательной области с высокой отражающей способностью (показана на рисунке 5b, e), цель которой состоит в том, чтобы область содержала достаточно эффективных данных для облегчения последующего завершение отверстия облака точек.
3.2.3. Установление соответствия между 2D-изображением и 3D-облаком точек
В этом исследовании ключевой задачей было быстрое определение приблизительного местоположения отверстий в облаке точек с использованием 2D-изображения и данных 3D-облака точек. Существует две схемы установления соответствия между 2D-изображениями и 3D-облаками точек. Первая схема заключается в использовании внутренних и внешних параметров камеры, рассчитанных во время калибровки камеры, для построения отображения, как описано в уравнении (1).
где R и T представляют собой внешние параметры камеры, K обозначает внутренние параметры, а zc представляет собой глубину камеры. Используя уравнение (1), трехмерную координату (Xw, Yw, Zw) в пространстве можно преобразовать в двумерную координату (u, v) на изображении.
Вторая схема заключается в разработке нового формата данных облака точек, в котором данные не только записывают трехмерные координаты точки, но также записывают значение координат точки на каждом изображении, снятом каждой камерой. Теоретическая основа этой схемы заключается в том, что 3D-координаты облака точек рассчитываются с использованием принципов триангуляции на основе значений координат одних и тех же целевых точек, полученных в обеих камерах бинокулярной системы стереозрения. Следовательно, значение координаты точки на двух изображениях может быть записано одновременно с записью координат облака точек. Таким образом, сопоставление между 2D-изображениями и 3D-облаком точек можно легко определить с помощью запроса. В исследовании принята вторая схема. Пример извлеченного облака точек показан на рисунке 5c.
3.3. Two-Way Slicing
Метод срезов используется исследователями из-за его преимуществ высокой эффективности и простоты использования при анализе облаков точек с большим объемом данных и сложных форм. На основе сопоставления изображения с облаком точек в этой статье предлагается метод двустороннего среза (направления X и Y) для выполнения уменьшения размерности, подбора путем оценки.
В соответствии со значением координат изображения области с высокой отражающей способностью, определенным в разделе 3.2.2, данные облака точек были вырезаны, и была извлечена информация об облаке точек с дырами, образовавшимися из-за сильного отражения. По соответствующей 2D-координате (X, Y) этого облака точек были получены срезы по направлениям X и Y соответственно шириной от 1 до 2-пиксельных значений, как показано на рисунке 6.9.0003
3.4. Фитинг кривой
3.4.1. Определение метода подбора кривой
Срез содержит множество дискретных точек в пространстве. Лучший способ работать с этими точками — спроецировать их на плоскость 2D-изображения, что может снизить сложность обработки данных за счет принятия идеи уменьшения размерности.
Поскольку толщина среза составляет всего 1–2 пикселя, данные плоскости проецируемого облака точек могут в основном отражать морфологию среза. Аппроксимация кривой обычно используется для анализа 2D дискретных точек после проецирования. В настоящее время популярными методами подгонки кривой являются интерполяция кубическим сплайном, интерполяция ближайшего соседа, линейная интерполяция и метод сглаживания сплайна. В этом исследовании были использованы основные этапы вышеупомянутых методов для подбора дискретных точек. Для того, чтобы найти наиболее подходящий метод подбора кривой, сравнивались кривые, построенные разными методами. Результаты показаны на рис. 7.9.0003
Кривая, аппроксимированная методом интерполяции кубическим сплайном, сильно флуктуирует и не может отражать реальную топографию поверхности измеряемого объекта. Причина в том, что появляется мутация данных дискретных точек, потому что расстояние некоторых точек становится очень близким после уменьшения размерности. Кривые, аппроксимированные интерполяцией ближайших соседей и линейной интерполяцией, не являются гладкими, что не соответствует характеристикам непрерывности и гладкости на сильно отражающих поверхностях. Кривая, аппроксимированная методом Smoothing Spline, не имеет аномальных колебаний и очень гладкая, что может отражать реальную топографию поверхности измеряемого объекта. Таким образом, метод Smoothing Spline был принят в качестве нашего метода подбора кривой.
3.4.2. Проекция среза на плоскость XY и вычисление пересечения аппроксимированных кривых
Два среза, обработанные в соответствии с методом двустороннего среза, предложенным в разделе 3.3, были спроецированы на плоскость XY соответственно, а затем был использован метод сглаживающих сплайнов для подгонка кривой для получения двух пересекающихся кривых. Было рассчитано пересечение двух кривых, которое можно использовать в качестве предполагаемых X и Y координаты недостающих данных в области отверстия облака точек. Результаты проекции и пересечения показаны на рис. 8.9.0003
3.4.3. Проекция среза на плоскость XZ/YZ и оценка значения Z
Срез в направлении X был спроецирован на плоскость XZ, и точки проекции были подогнаны к кривой с помощью метода Smooth Spline. Используя значение X пересечения, рассчитанное в разделе 3.4.2, мы оценили значение Z этой точки как Z1. Точно так же срез в направлении Y был спроецирован на плоскость YZ, и Z2 был оценен с использованием точки пересечения. Объединив оценочные значения Z1 и Z2 двух плоских кривых, мы окончательно рассмотрели Z = (Z1 + Z2) как окончательное оценочное значение этой точки.
После подгонки кривой двухстороннего среза на плоскости XY, XZ и YZ путем вычисления значения координаты точки пересечения (X, Y) и оценки значения Z значение трехмерной координаты точки на пересечении среза двух направлений окончательно оценивалась как: (X, Y, Z).
Следует отметить, что при извлечении данных облаков с дырами область расширяется на 20–30 пикселей, и цель состоит в том, чтобы получить достаточно эффективных точек для обслуживания нашего алгоритма подбора. Чтобы уменьшить объем вычислений программы, при оценке координат облака точек рассчитывалось только значение в высокоотражающей области, определенной на 2D-изображении.
3.5. Дополнение к облаку точек
Чтобы приблизить результат заполнения облака точек к реальной ситуации, был разработан итерационный алгоритм для заполнения облака точек. Данные облака точек, оцененные вышеуказанным методом, были добавлены к извлеченному облаку точек. При оценке данных следующего облака точек предыдущее добавленное значение оценки облака точек использовалось в качестве истинного значения для расчета. Хотя это увеличивает сложность алгоритма, эффект дополнения лучше. Облако точек после дополнения показано на рисунке 9..
С помощью описанного выше процесса можно получить облако точек без отверстий. Общий процесс показан на рисунке 10.
4. План эксперимента и проверка
4.1. Установка бинокулярной системы стереовидения со структурированным светом
Экспериментальная установка состояла из проектора с разрешением 1024 × 176 и двух промышленных камер с разрешением 4608 × 3288, показанных на рис. 11а. Во-первых, была откалибрована система 3D-реконструкции на основе бинокулярного стерео, и были получены внутренние и внешние параметры двух камер для расчета относительного положения и направления между ними. Метод калибровки Чжана использовался для калибровки системы, а проекционные шаблоны кодировались и декодировались с помощью кодов Грея.
4.2. Трубопровод измерения поверхности сварного шва
Для проверки эффективности и надежности предлагаемого метода была выполнена трехмерная реконструкция поверхности сварного шва, показанная на рисунке 11b, с использованием предложенного метода. В этом разделе будет подробно описан весь конвейер измерений, включая следующие шаги.
- Этап 1:
Сбор данных
Кодированная структурированная световая картина последовательно проецируется на поверхность измеряемого сварного шва с помощью проектора, а затем две промышленные камеры используются для съемки каждой картины, модулированной поверхностью измеряемого сварного шва.
- Шаг 2:
Определение области с высокой отражающей способностью
В соответствии с конвейером алгоритма первое изображение, полученное двумя камерами, извлекается для анализа. С помощью операций обработки изображений, таких как шкала серого, бинаризация, расширение и эрозия, получается набор координат изображений в области с высокой отражающей способностью. Диапазон координат xy облака точек области с высокой отражающей способностью определяется путем расширения области с высокой отражательной способностью на 30 пикселей в 2D-изображениях. На основе этого диапазона координат извлекается облако точек, которое необходимо дополнить.
- Шаг 3:
Оценка данных облака точек в области отверстий
Во-первых, извлеченные облака точек с отверстиями разрезаются в направлениях X и Y. Во-вторых, срезы проецируются на плоскости XY, XZ и YZ соответственно. В-третьих, спроецированные дискретные точки подгоняются к кривой с помощью метода Smooth Spline. Наконец, вычислите пересечение (X, Y) подобранной кривой на плоскости XY и оцените значение Z.
- Шаг 4:
Дополнить отверстие в облаке точек
Значение координаты точки, оцененное на шаге 3, добавляется к исходным данным облака, и итерационные операции выполняются до тех пор, пока не будет завершена оценка всех точек.
Для точной оценки эффекта предлагаемого метода для сканирования и измерения сварного шва использовалась координатно-измерительная машина (КИМ) благодаря ее высокой точности, а облака точек с отверстиями автоматически заполнялись программой Geomagic Studio, которая очень популярное и эффективное программное обеспечение в области обработки облаков точек.
Трехмерная реконструкция сварного шва с высокой отражательной способностью предложенным методом, результат измерения КИМ и эффект заполнения отверстий с помощью Geomagic Studio показаны на рис. 12. На рис. 12б показан результат трехмерной реконструкции поверхности сварки. с высокой отражательной способностью от традиционного бинокулярного структурированного света, который, очевидно, имеет некоторые отверстия. Фигура 12в — результат обработки по предлагаемому способу. Можно сделать вывод, что предлагаемый метод имеет хороший эффект, если сравнить результат измерения КИМ, показанный на рисунке 12e, и результат заполнения Geomagic Studio, показанный на рисунке 12f.
4.3. Измерение стандартной сферы
Чтобы доказать, что предлагаемый метод может привести к хорошим результатам реконструкции объектов с сильно отражающими поверхностями, с помощью этого метода была реконструирована стандартная сфера с сильно отражающими поверхностями, показанная на рисунке 11c. Поскольку поверхность стандартной сферы является отражающей, в облаке точек, созданном традиционным бинокулярным методом стереозрения со структурированным светом, есть дыры. Используя метод, предложенный в этой статье, 3D-реконструкция стандартной сферы не имеет отверстий. Облака точек, сгенерированные традиционным методом и методом, предложенным в данной статье, были соответственно помещены в сферы, и результаты показаны на рисунке 13.9.0003
5. Выводы и будущая работа
В этом исследовании предлагается метод 3D-реконструкции, основанный на бинокулярном структурированном световом стереовидении поверхности сварного шва с высоким коэффициентом отражения, который может эффективно дополнять дыры в облаке точек, вызванные высоким коэффициентом отражения. Этот метод разработал форму кодирования структурированного света, которая может эффективно помочь системе идентифицировать область с высоким коэффициентом отражения. Двумерные координаты области с высокой отражающей способностью были определены с помощью операций шкалы серого, бинаризации, расширения и эрозии первых изображений, полученных двумя камерами. По сопоставлению 2D-изображения с 3D-облаком точек была определена дыра облака точек. Разработан двухсторонний метод нарезки облака точек на основе пикселей 2D-изображения. Облако точек отверстия оценивалось методом Smoothing Spline. Экспериментальные результаты показывают, что этот метод может точно реконструировать поверхность объекта с высоким коэффициентом отражения. Восстановленная топография поверхности хорошо соответствует измеряемому объекту и имеет хорошую гладкость.
Методы идентификации дыр и двухсторонних срезов, предложенные в этой статье, основаны на 2D-изображениях; другими словами, эти методы подходят только для схем 3D-реконструкции, которые могут получать 2D-изображения, и не подходят для других схем 3D-реконструкции, таких как радар и TOF. В будущем могут быть проведены дальнейшие исследования в области нарезки облака точек и подбора кривых, чтобы уменьшить зависимость от 2D-изображений и повысить универсальность этого метода.
Вклад авторов
Концептуализация, Б.Л.; методика, Z.X.; программное обеспечение, Б.Л.; проверка, QD; формальный анализ, YC; расследование, Ф.Г.; ресурсы, QD; курирование данных, Z.X.; написание – черновая подготовка, Б.Л.; написание — обзор и редактирование, Z.X. и Ф.Г.; визуализация, Б.Л.; надзор, З.Х., Ф.Г. и Ю.К.; администрация проекта, Б.Л.; приобретение финансирования, Q.D. Все авторы прочитали и согласились с опубликованной версией рукописи.
Финансирование
Это исследование финансировалось в рамках Ключевого научно-исследовательского проекта провинции Шаньдун, номер гранта 2020CXGC010206.
Заявление Институционального контрольного совета
Неприменимо.
Заявление об информированном согласии
Неприменимо.
Заявление о доступности данных
Данные, представленные в этом исследовании, доступны по запросу от соответствующего автора. Данные не являются общедоступными из-за политики конфиденциальности организации.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Каталожные номера
- Чжан, Ю.; Вы, Д.; Гао, X .; Чжан, Н .; Гао, П.П. Обнаружение дефектов сварки на основе глубокого обучения с несколькими оптическими датчиками при дисковой лазерной сварке толстых листов. Дж. Мануф. Сист. 2019 , 51, 87–94. [Google Scholar] [CrossRef]
- Насередин, Н.; Гумейдан, А.Б.; Ziou, D. Неконтролируемая классификация дефектов сварного шва на радиографических изображениях с использованием многомерной обобщенной гауссовской смешанной модели с точным расчетом средних параметров и параметров формы. вычисл. Инд. 2019, 108, 132–149. [Google Scholar] [CrossRef]
- Ян, Л.; Ван, Х .; Хуо, Б .; Ли, Ф .; Лю, Ю. Алгоритм автоматического обнаружения дефектов сварки, основанный на глубоком обучении. НК E Междунар. 2021 , 120, 102435. [Google Scholar] [CrossRef]
- Юсоф М.; Камарузаман, М .; Зубаир, М .; Исхак, М. Обнаружение дефектов на сварном шве с помощью вейвлет-анализа полученного звукового сигнала дуги. Дж. Мех. англ. науч. 2016 , 10, 2031–2042 гг. [Google Scholar]
- Гао, X.; Ду, Л.; Человек.; Чжоу, X .; Ван, К.; Гао, П.П. Магнитооптические характеристики дефектов сварных швов при возбуждении переменным и вращающимся магнитным полем. Опц. Лазерная технология. 2019 , 112, 188–197. [Google Scholar] [CrossRef]
- Цзоу Ю.; Ду, Д .; Чанг, Б .; Джи, Л .; Пан, Дж. Метод автоматического обнаружения дефектов сварки на основе фильтрации Калмана для радиографического контроля спиральных труб в реальном времени. НК E Междунар. 2015 , 72, 1–9. [Google Scholar] [CrossRef]
- Zuo, C.; Хуанг, Л.; Чжан, М .; Чен, В.; Асунди, А. Алгоритмы развертывания временной фазы для профилометрии интерференционной проекции: сравнительный обзор. Опц. Лазеры инж. 2016 , 85, 84–103. [Академия Google] [CrossRef]
- Цзо, К.; Фэн, С .; Хуанг, Л.; Тао, Т .; Инь, В .; Чен, В. Алгоритмы фазового сдвига для профилометрии интерференционной проекции: обзор. Опц. Лазеры инж. 2018 , 109, 23–59. [Google Scholar] [CrossRef]
- Сюй, Ю.; Ван, З. Технологии визуального восприятия в роботизированной сварке: последние разработки и будущие интересы. Датчики Приводы A: физ. 2021 , 320, 112551. [Google Scholar] [CrossRef]
- Низам М.С.Х.; Замзури, АРМ; Маризан, С.; Заки, С.А. Идентификация и классификация дефектов сварки в условиях сварки на основе зрения: обзор. Индийский J. Sci. Технол. 2016 , 9, 1–5. [Google Scholar]
- Кумар Г.С.; Натараджан, У .; Анантан, С.С. Система визуального контроля для идентификации и классификации дефектов в сварных соединениях MIG. Междунар. Дж. Адв. Произв. Технол. 2012 , 61, 923–933. [Google Scholar] [CrossRef][Green Version]
- Li, Y.; Ли, Ю.Ф.; Ван, QL; Сюй, Д.; Тан, М. Измерение и обнаружение дефектов сварного шва на основе визуального контроля в режиме онлайн. IEEE транс. Инструм. Изм. 2009 , 59, 1841–1849. [Google Scholar]
- Аль-Темеми, А.А.; Аль-Сакаль, С.А. Метод структурированного света на основе лазера для трехмерной реконструкции с использованием метода экстремального выделения лазерных полос с глобальным извлечением информации. Опц. Лазерная технология. 2021 , 138, 106897. [Google Scholar] [CrossRef]
- Gorthi, S.S.; Растоги, П. Техники проекции бахромы: Где мы? Опц. Лазеры инж. 2010 , 48, 133–140. [Google Scholar] [CrossRef][Зеленая версия]
- Ян, Л.; Ложь.; Лонг, Т .; Фан, Дж.; Лян, З. Новый метод выделения трехмерного пути для робота для дуговой сварки, основанный на стереоструктурированном датчике света. IEEE Сенсор J. 2019 , 19, 763–773. [Google Scholar] [CrossRef]
- Песня, З.; Shing-Tung, Y. Метод сканирования с высоким динамическим диапазоном. Опц. англ. 2009 , 48, 1–7. [Google Scholar]
- Салахие, Б.; Чен, З .; Родригес, Дж. Дж.; Лян, Р. Мультиполяризационная проекционная визуализация интерференционных полос для объектов с высоким динамическим диапазоном. Опц. Экспресс 2014 , 22, 10064–10071. [Google Scholar] [CrossRef]
- Гудрун, Дж. К.; Стивен, AS; Такео, К. Сегментация изображения и анализ отражения с помощью цвета. проц. ШПАЙ 1988 , 937, 229–244. [Google Scholar]
- Лю, Ю.; Блант, Л.; Гао, Ф .; Цзян, X. 3D-измерение с широким динамическим диапазоном для аддитивного производства с использованием электронного луча на основе интеллектуальной системы интерференционного проецирования SVM. Серф. Топогр. 2021 , 9, 034002. [Google Scholar] [CrossRef]
- Инь, В.; Фэн, С .; Тао, Т .; Хуанг, Л.; Трусиак, М.; Чен, В.; Zuo, C. Высокоскоростное трехмерное измерение формы с использованием оптимизированных составных рисунков интерференции и системы структурированного стереофонического освещения. Опц. Экспресс 2019 , 27, 2411–2431. [Google Scholar] [CrossRef] [PubMed]
Рисунок 1. Сварочная поверхность с высокой отражательной способностью.
Рисунок 1. Сварочная поверхность с высокой отражательной способностью.
Рисунок 2. Принцип бинокулярного структурированного светового стереозрения; ( a ) аппаратная структура; ( b ) блок-схема алгоритма.
Рисунок 2. Принцип бинокулярного структурированного светового стереозрения; ( a ) аппаратная структура; ( b ) блок-схема алгоритма.
Рисунок 3. Дизайн проекционного шаблона кодирования.
Рисунок 3. Дизайн проекционного шаблона кодирования.
Рисунок 4. Эффект первого полностью освещенного проекционного рисунка.
Рисунок 4. Эффект первого полностью освещенного проекционного рисунка.
Рисунок 5. Определить размер облака точек с отверстиями из-за сильного отражения; ( a ) изображение левой камеры; ( b ) обработанное изображение левой камеры; ( d ) изображение правой камеры; ( e ) обработанное изображение правой камеры; ( c ) извлеченное облако точек с дырками.
Рисунок 5. Определить размер облака точек с отверстиями из-за сильного отражения; ( a ) изображение левой камеры; ( b ) обработанное изображение левой камеры; ( d ) изображение правой камеры; ( e ) обработанное изображение правой камеры; ( c ) извлеченное облако точек с дырками.
Рисунок 6. Двустороннее разделение облака точек.
Рисунок 6. Двустороннее разделение облака точек.
Рисунок 7. Результат подгонки кривой разными методами; ( a ) Интерполяция кубическим сплайном; ( b ) Интерполяция ближайшего соседа; ( c ) Линейная интерполяция; ( d ) Сплайн сглаживания.
Рисунок 7. Результат подгонки кривой разными методами; ( a ) Интерполяция кубическим сплайном; ( b ) Интерполяция ближайшего соседа; ( c ) Линейная интерполяция; ( d ) Сплайн сглаживания.
Рисунок 8. Проекция среза на плоскость XY и расчет пересечения подобранных кривых.
Рисунок 8. Проекция среза на плоскость XY и расчет пересечения подобранных кривых.
Рисунок 9. Облако точек после дополняющих операций.
Рисунок 9. Облако точек после дополняющих операций.
Рисунок 10. Блок-схема предлагаемой системы измерений.
Рисунок 10. Блок-схема предлагаемой системы измерений.
Рисунок 11. Экспериментальная среда; ( a ) аппаратный состав бинокулярной системы стереозрения; ( b ) сварной шов для проверки; ( c ) стандартный мяч с высокой отражающей поверхностью.
Рисунок 11. Экспериментальная среда; ( a ) аппаратный состав бинокулярной системы стереозрения; ( b ) сварной шов для проверки; ( c ) стандартный мяч с высокой отражающей поверхностью.
Рисунок 12. Трехмерная реконструкция сварного шва с высокой отражательной способностью; ( a ) сварной шов, подлежащий измерению; ( b ) облако точек, генерируемое традиционным бинокулярным структурированным светом; ( c ) облако точек, сформированное предлагаемым методом; ( d ) измерение сварного шва КИМ; ( e ) облако точек, сгенерированное CMM; ( f ) результат заполнения отверстий в облаке точек с помощью Geomagic Studio.
Рисунок 12. Трехмерная реконструкция сварного шва с высокой отражательной способностью; ( a ) измеряемый сварной шов; ( b ) облако точек, генерируемое традиционным бинокулярным структурированным светом; ( c ) облако точек, сформированное предлагаемым методом; ( d ) измерение сварного шва КИМ; ( e ) облако точек, сгенерированное CMM; ( f ) результат заполнения отверстий в облаке точек с помощью Geomagic Studio.
Рисунок 13. Измерение стандартной сферы. ( a – c ) Результаты измерения традиционным методом; ( д – f ) результаты измерений по предлагаемому способу.
Рисунок 13. Измерение стандартной сферы. ( a – c ) Результаты измерения традиционным методом; ( d – f ) результаты измерений по предлагаемому способу.
Примечание издателя: MDPI остается нейтральным в отношении юрисдикционных претензий в опубликованных картах и институциональной принадлежности. |