| Термины
Сварка в защитных газах Правильно выполненная MIG-сварка обеспечивает высокие сварочно-технологические характеристики и хороший внешний вида шва и поэтому является предпочтительным выбором многих сварщиков. Хорошая техника сварки — это залог отличных результатов. При правильном исполнении MIG-сварка не образует шлака и имеет низкий уровень разбрызгивания. Для улучшения газовой защиты часто используется техника сварки «с опережением электрода». Если поверхность свариваемого металла загрязнена, окрашена или покрыта ржавчиной, ее следует зачистить до блестящего состояния. Сварка в защитных газах пригодна для большинства распространенных металлов, в том числе стали с низким содержанием углерода, низколегированной и нержавеющей стали. При этом она подходит даже для начинающих сварщиков. MIG-сварка алюминия Крайне важно обеспечить чистоту проволоки и основного металла. Протрите материал пропитанной ацетоном чистой тканью. Зачистите поверхность специально предназначенной для чистки алюминия щеткой из нержавеющей стали. Уменьшите натяжение роликов подающего механизма и длину горелки. Для снижения трения используйте проволокопроводы с покрытием из тефлона или нейлона, а для газовой защиты — 100-процентный аргон. Также рекомендуется использовать специальные контактные наконечники и особую технику сварки с колебаниями горелки. Это сложно, но этому можно научиться. Самозащитная порошковая проволока |

 Сначала полностью освойтесь со сваркой стали. Так как алюминий — это очень мягкий металл, для подачи алюминиевой проволоки нужны особые подающие ролики с U-образной выемкой без насечки, иначе проволока окажется повреждена.
Сначала полностью освойтесь со сваркой стали. Так как алюминий — это очень мягкий металл, для подачи алюминиевой проволоки нужны особые подающие ролики с U-образной выемкой без насечки, иначе проволока окажется повреждена. В этом случае качество соединения достигается совершенно другим способом. Здесь газовую защиту обеспечивает сама проволока. При этом она очень надежна и сохраняется даже при сильном ветре. Дуга отличается высоким форсированием и, как следствие, достаточно интенсивным разбрызгиванием. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.
В этом случае качество соединения достигается совершенно другим способом. Здесь газовую защиту обеспечивает сама проволока. При этом она очень надежна и сохраняется даже при сильном ветре. Дуга отличается высоким форсированием и, как следствие, достаточно интенсивным разбрызгиванием. После сварки шов оказывается покрыт шлаком, который обычно приходится удалять. В таком случае для улучшения видимости рекомендуется техника сварки «с отставанием электрода». Для сварки FCAW очень важно правильно настроить сварочный аппарат. Также в этом режиме более заметны последствия неправильной техники сварки. В основном он используется для сварки углеродистой стали под открытым небом. Аппараты мощностью 115В часто используются с проволокой Innershield® NR-211-MP диаметром 0,9 мм (0,035″), а модели 230В — с проволокой Innershield NR-211-MPMP диаметром 1,1 мм (0,045″). По словам одних фермеров, эти продукты помогли им быстро починить сломавшийся трактор посреди поля и спасти посевную.Э46 МР-3
Электроды для сварки углеродистых и низколегированных сталей → Тип Э46
| ||
|
ГОСТ 9466-75 ГОСТ 9467-75 ТУ 1272-001-50133500-2003 |
AWS:E6012 DIN1913:E4333R6 EN499:E382R12 |
Э46-МР-3-Ø-УД Е431(3)-Р26 |
Основное назначение
Электроды марки МР-3 предназначены для ручной дуговой сварки конструкций из углеродистых сталей с содержанием углерода до 0,25%.
Сварка во всех пространственных положениях, кроме вертикального сверху вниз, постоянным током обратной полярности и переменным током.
Рекомендуемое значение тока (А)
|
Диаметр, мм |
Положение шва | ||
|
нижнее |
вертикальное |
потолочное | |
|
1.6 |
15-30 |
15-25 |
15-25 |
|
2.0 |
40-80 |
40-70 |
40-70 |
 5 5 |
70-90 |
60-100 |
60-100 |
|
3.0 |
90-140 |
80-100 |
80-100 |
|
4.0 |
160-220 |
140-180 |
140-180 |
|
5.0 |
170-260 |
160-200 |
|
|
6.0 |
220-290 |
|
|
Характеристики плавления электродов
|
Коэффициент наплавки, г/Ач |
8,5 |
|
Расход электродов на 1кг наплавленного металла, кг |
1,7 |
Основные характеристики металла шва и наплавленного металла
Механические свойства металла шва, не менее
|
Временное сопротивление разрыву, МПа |
|
|
Относительное удлинение, % |
20 |
|
Ударная вязкость, Дж/см 2 |
80 |
Химический состав наплавленного металла, %
|
Углерод, не более |
0,12 |
|
Марганец |
0,35-0,70 |
|
Кремний |
0,09-0,25 |
|
Сера, не более |
0,040 |
|
Фосфор, не более |
0,045 |
Время последней модификации 1272155631
МР-3
ТЕХНИЧЕСКИЕ ДАННЫЕ ЭЛЕКТРОДА MP-3
Основное назначение сварочных электродов. Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды марки МР-3 тип Э46 по ГОСТ 9467-75 предназначены для сварки ответственных конструкций из малоуглеродистых сталей марок Ст1, Ст2, Ст3, по ГОСТ 380-2005, марок 0,8, 10, 15, 20 по ГОСТ 1050-88. Сварка во всех пространственных положениях, кроме вертикального сверху вниз, переменным или постоянным током обратной полярности.
Электроды изготавливаются в соответствии с требованиями ГОСТ 9466-75, ГОСТ 9467-75 и технологической инструкции.
|
ГОСТ 9466-75 |
ISO 2560 : E432RR26 |
|
ГОСТ 9467-75 |
AWS А5.1 : E6013 |
|
ТУ 1272-033-48265127-2009 |
Eh599 : E382RC22 |
Характеристики плавления сварочных электродов при сварке
|
Устойчивость дуги |
— высокая |
|
Разбрызгивание |
— умеренное |
|
Формирование шва |
— отличное |
|
Отделимость шлаковой корки |
— хорошая |
|
Коэффициент наплавки |
— 8,5 г/А·ч |
|
Коэффициент разбрызгивания |
— 8÷13 % |
|
Выход металла |
— 65 ÷ 68 % |
|
Расход электродов на 1 кг наплавленного материала |
— 1,7 кг |
Химический состав наплавленного металла сварочных электродов при сварке, %
|
Массовая доля элементов, % |
||||
|
Углерод |
Кремний |
Марганец |
Сера |
Фосфор |
|
Не более |
||||
|
0,08÷0,12 |
0,07÷0,20 |
0,50÷0,80 |
0,040 |
0,045 |
Механические свойства металла шва сварного соединения при нормальной температуре:
|
Временное сопротивление разрыву, кгс/м2, не менее |
46 |
|
Относительное удлинение, % не менее |
18 |
|
Ударная вязкость, кгс/см2, не менее |
8 |
Режим сварки
Род тока — переменный, постоянный обратной полярности
Длина дуги — короткая, средняя
Напряжение холостого хода источника питания — 60÷80 вольт
Рекомендуемые значения тока сварочных электродов при сварке (А)
|
Диаметр электрода, мм |
Сила тока, А |
Напряжение дуги, В |
||
|
Положение шва |
||||
|
Нижнее |
Вертикальное /снизу-вверх/ |
Потолочное |
||
|
3 |
100÷140 |
80÷100 |
80÷100 |
20÷23 |
|
4 |
160÷220 |
140÷180 |
140÷180 |
22÷25 |
|
5 |
170÷260 |
160÷200 |
— |
22÷25 |
|
6 |
220÷290 |
— |
— |
24÷28 |
Содержание влаги в покрытии электродов, перед использованием – не более 1,0 %.
В случае увлажнения /длительного хранения/, необходимо провести прокаливание (сушку) электродов при температуре 150÷180ºС.
Упакованные электроды хранить в сухом отапливаемом помещении при температуре не ниже +15оС.
Расшифровка обозначения
Э46-МР-3-d-УД
——————————— ГОСТ 9466, ГОСТ 9467
Е 430/3/-Р 26
где Э46 — тип электрода;
МР-3 — марка электрода;
d- диаметр электрода;
У — для сварки углеродистых и низколегированных сталей;
Д — с толстым покрытием;
43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре не менее 46 кгс/мм2;
О — относительное удлинение менее 18%;
/3/ -ударная вязкость наплавленного металла αн45 /при температуре — 20оС/, не менее 3,5 кгс·м/см2;
Р — кислое покрытие; рутиловое покрытие;
2 — для сварки во всех пространственных положениях кроме вертикального сверху вниз;
6 — для сварки на постоянном токе обратной полярности или переменном токе от источника питания с напряжением холостого хода 60÷80±5В.
Отличие электродов уони от мр
Сами по себе сварочные электроды имеют много отличий. Отличаются марки электродов, а также их подвиды. Сварочные электроды используются для произведения сваривания углеродистых сталей, которые содержат в своем составе до 0,25% углерода. Также они используются для сваривания низколегированных сталей, которые имеют временное сопротивление разрыву до 590 МПа.
Сварочные электроды отличаются друг от друга своими характеристиками, например пространственное положение сварочного шва, род сварочного тока, производительность сваривания, склонность к образованию пор и разрушению и т.д. По типу покрытия сварочные электроды делятся на кислые, рутиловые, целлюлозные и основные. А теперь давайте рассмотрим подробнее характеристики электродов уони и мр, а потом Вы сразу же увидите разницу между ними.
Электроды мр:
Покрытие сварочных электродов мр рутиловое. Род тока для сваривания электродами мр – это переменный или постоянный ток обратной полярности. Сваривание электродами мр Вы можете производить во всех пространственных положениях кроме вертикального сверху вниз.
Род тока для сваривания электродами мр – это переменный или постоянный ток обратной полярности. Сваривание электродами мр Вы можете производить во всех пространственных положениях кроме вертикального сверху вниз.
Электроды мр используются для сваривания углеродистых и низколегированных видов сталей. С использованием мр рекомендуется производить сваривание трубопроводов, котлов, газопроводов, а также маслопроводов и им подобных конструкций.
Производить сваривание электродами мр Вы можете даже по неочищенным кромкам свариваемого металла, а также по окисленной и неподготовленной поверхности. Металл, который был наплавлен электродами мр, можно использовать для работы при температуре до 20 градусов ниже нуля по Цельсию. Как Вы видите, электроды мр используются для сваривания ответственных конструкций, которые в дальнейшем будут работать в нестандартных условиях.
Электроды уони:
Покрытие сварочных электродов уони – основное. Для сваривания электродами уони Вам нужно использовать постоянный ток обратной полярности. Производить сваривание с использованием уони Вы можете во всех пространственных положениях кроме вертикального сверху вниз.
Для сваривания электродами уони Вам нужно использовать постоянный ток обратной полярности. Производить сваривание с использованием уони Вы можете во всех пространственных положениях кроме вертикального сверху вниз.
Основным назначением электродов уони для сваривания металла является сваривания ответственных конструкций из углеродистых и низколегированных видов стали. Электроды уони используют в том случае, если к металлу сварочного шва предъявляются высокие требования по ударной вязкости и пластичности.
Сварочные электроды уони используются для сваривания конструкций, которые работают в условиях пониженных температур, а также их используют для сваривания судостроительных конструкций. Также их используют для сварки металлов большой толщины и заварки дефектов литья. Для того чтобы производить сваривание электродами уони Вам нужно предварительно очистить металл шва от ржавчины, окалины и следов масла. Отличие мр от уони
Отличие мр от уони
Устойчивость процесса сварки — Энциклопедия по машиностроению XXL
Высокая плотность тока, избыточное давление, некоторое шунтирование дуги флюсом и присутствие во флюсе ионизирующих компонентов обеспечивают высокую устойчивость процесса сварки. Практически отсутствует разбрызгивание металла, шов хорошо формируется. [c.95]
[c.95]Значения тока, лежащие выше кривой А, обеспечивают хорошие результаты при сварке аппаратами с постоянной скоростью подачи электродной проволоки. Для значений токов, находящихся ниже кривой Б, устойчивый процесс сварки под флюсом на переменном токе вообще невозможен. Заштрихованное между кривыми А и Б пространство соответствует тем значениям токов, при которых нельзя получить устойчивый процесс сварки при постоянной скорости подачи электродной проволоки. [c.173]
Особенностью сварки в среде углекислого газа является возможность в широких масштабах заменить ручную электродуговую сварку полуавтоматической и автоматической. При этом можно использовать электродную проволоку диаметром 0,6—2,0 мм, что обеспечивает высокую устойчивость процесса сварки, небольшое разбрызгивание и высокое качество сварных соединений. Однако, следует учитывать, что при сварке некоторые элементы металла (С, 51, Мп, Т1, Mg, А1, V и др.) выгорают.
 Для компенсации окислительного действия углекислого газа повышают содержание раскисляющих элементов (Мп, 81) в электродной проволоке.
[c.477]
Для компенсации окислительного действия углекислого газа повышают содержание раскисляющих элементов (Мп, 81) в электродной проволоке.
[c.477]Флюсы обеспечивают высокое качество сварного соединения, устойчивость процесса сварки, возможность сварки легированных сталей, а также хорошее формирование сварного шва. [c.109]
Устойчивость процесса сварки определяется объемом жидкого шлака, глубиной шлаковой и металлической ванны и характеристикой источника тока, питающего установку. Для данного способа лучшие результаты дают источники тока, обладающие жесткой или возрастающей характеристикой. В этом случае с увеличением тока в ванне жидкого шлака одновременно несколько увеличивается напряжение. Практически наиболее устойчивые результаты получают при вертикальном расположении сварочной ванны. [c.151]
Сварка ведется постоянным током обратной полярности. Можно использовать сварочные генераторы ПС-300 и ПС-500. Устойчивость процесса сварки возрастает, если применять источники тока с жесткой или возрастающей характеристикой. [c.183]
[c.183]
Влияние фосфатной пленки на сварку и качество сварного соединения определяли сопоставлением следующих показателей 1) устойчивость процесса сварки и внешнее формирование шва наличие дефектов в металле шва 2) химический состав металла сварного шва 3) механические свойства и структура металла шва и сварного соединения. [c.234]
Гистограмма прочности сварных соединений при испытании на срез наглядно характеризует устойчивость процесса сварки (рис. 37). Подавляющее большинство образцов (более 95%) имеет разброс в прочности 5—10% от среднего значения разрушающей нагрузки Рср. [c.66]
Учитывая большую теплопроводность меди и сравнительно низкую устойчивость процесса, сварку нужно вести на постоянном токе обратной полярности, при которой больше тепла выделяется на изделии. [c.560]
Сварочные флюсы должны обеспечивать- 1) устойчивость процесса сварки 2) отсутствие горячих трещин при сварке 3) отсутствие пор в сварном шве 4) высокие механические свойства металла шва 5) легкую отделимость шлаковой корки 6) хорошее формирование шва 7) отсутствие выделения вредных газов при сварке. [c.306]
[c.306]
Устойчивость процесса сварки определяется прежде всего устойчивостью горения сварочной дуги. Под устойчивостью горения дуги обычно понимают постоянство во времени ее основных электрических параметров сварочного тока I св напряжения дуги 0 . Устойчивость горения дуги зависит от состава газа в сварочной зоне и в первую очередь от количества фтористых газов. Фтористые газы, понижающие устойчивость горения дуги, образуются за счет фтористых соединений, находящихся во флюсах. [c.306]
Режимы сварки, обеспечивающие удовлетворительную устойчивость процесса сварки и удовлетворительное формирование швов [c.457]
Удовлетворительно сваривающиеся стали 186, 189 Угловые соединения 366, 372 Углекислый газ 455 Ультразвуковой метод контроля 591 Ультрафиолетовые лучи 615 Устойчивость процесса сварки 233, [c.640]
Сварка пластинчатым электродом. Этим методом сваривают прямолинейные швы длиной не более 1,5 м. Толщина пластинчатого электрода составляет примерно /g ширины зазора, а длина соответственно в 3,5 раза больше длины шва. Во время сварки электрод опускается в шлаковую ванну специальным механизмом. Преимуществом этого метода является простота применяемой аппаратуры и повышенная устойчивость процесса сварки. К недостаткам следует отнести необходимость мощных источников питания на каждый пластинчатый электрод требуется ток 1500— 2000 А.
[c.300]
Этим методом сваривают прямолинейные швы длиной не более 1,5 м. Толщина пластинчатого электрода составляет примерно /g ширины зазора, а длина соответственно в 3,5 раза больше длины шва. Во время сварки электрод опускается в шлаковую ванну специальным механизмом. Преимуществом этого метода является простота применяемой аппаратуры и повышенная устойчивость процесса сварки. К недостаткам следует отнести необходимость мощных источников питания на каждый пластинчатый электрод требуется ток 1500— 2000 А.
[c.300]
Устойчивость процесса сварки во многом зависит от динамических свойств источников питания дуги. Динамические свойства определяются временем восстановления напряжения холостого хода после короткого замыкания, и, в основном, связаны с электромагнитной инерционностью источника тока. Чем быстрее восстанавливается напряжение, тем лучше динамические свойства источника питания. [c.303]
Угол разделки кромок выбирают в пределах (60 5)… (20 5) , а зазор Ь — в пределах 1,5…4 мм. Правильно установленный зазор позволяет избежать непровара при наложении первого (корневого) шва. Притупление с кромок необходимо для обеспечения устойчивости процесса сварки при выполнении корневого шва. Отсутствие притупления, которое обычно назначают равным (2 1) мм, может явиться причиной прожогов при сварке.
[c.27]
(20 5) , а зазор Ь — в пределах 1,5…4 мм. Правильно установленный зазор позволяет избежать непровара при наложении первого (корневого) шва. Притупление с кромок необходимо для обеспечения устойчивости процесса сварки при выполнении корневого шва. Отсутствие притупления, которое обычно назначают равным (2 1) мм, может явиться причиной прожогов при сварке.
[c.27]
Автоматическая сварка титана под флюсом выполняется постоянным током обратной полярности. В отличие от стали титан обладает большим электросопротивлением, поэтому сваривать его необходимо с малым и не меняющимся в процессе сварки вылетом электрода. При диаметре проволоки 2—2,5 мм вылет должен составлять не более 14 мм, при диаметре 3—4 мм—17 мм, а при диаметре 5 мм — 20 мм. При большем вылете проволока перегревается, насыщается азотом и кислородом воздуха, вследствие чего нарушается устойчивость процесса сварки, ухудшается формирование шва и происходит насыщение шва азотом и кислородом воздуха, которые ухудшают механические и коррозионные свойства его. При автоматической сварке титана и его сплавов пользуются специальным мундштуком (рис. 101), чтобы в процессе сварки дуга не прорвалась сквозь слой флюса из-за недостаточной его высоты.
[c.197]
При автоматической сварке титана и его сплавов пользуются специальным мундштуком (рис. 101), чтобы в процессе сварки дуга не прорвалась сквозь слой флюса из-за недостаточной его высоты.
[c.197]
Совершенно очевидно, что качественное сварное соединение можно получить только, при устойчивом процессе сварки. Выше [c.259]
Рекомендуется проводить испытания флюса, при которых определяют, как данный флюс влияет на формирование шва, устойчивость процесса сварки, стойкость металла шва против появления [c.336]
Для обеспечения устойчивого процесса сварки скорость подачи проволоки должна быть равна скорости плавления, которая почти пропорциональна величине тока. Подготовка кромок под сварку в углекислом газе требует их очистки от окалины, ржавчины, масла и других загрязнений. Поверхность электродной проволоки также должна быть без загрязнений. [c.145]
Существенное влияние на устойчивость процесса сварки порошковой проволокой оказывает величина вылета электродной проволоки. Для проволоки диаметром 1,8—2,5 мм вылет должен быть в пределах 10—25 мм. С целью обеспечения наименьшего окисления и разбрызгивания металла сварку рекомендуется вести короткой дугой.
[c.125]
Для проволоки диаметром 1,8—2,5 мм вылет должен быть в пределах 10—25 мм. С целью обеспечения наименьшего окисления и разбрызгивания металла сварку рекомендуется вести короткой дугой.
[c.125]
При постоянной скорости подачи проволоки (рис. 16, б) устойчивость процесса сварки обеспечивается саморегулированием длины сварочной дуги. Саморегулирование осуществляется следующим образом. Если принять точку а (рис. 17) при данных значениях 11 и /е за точку, характеризующую устойчивость процесса горения дуги, то при увеличении длины дуги увеличится Напряжение до значения /д. и точка устойчивого горения дуги перейдет в положение а , а сварочный ток уменьшится до [c.50]
В качестве примера можно расшифровать обозначение флюса 10 saz 467 . Этот флюс пригоден для сварки на повышенной скорости (буква s ) при питании от источников постоянного и переменного токов (буква а ) с напряжением холостого хода не ниже 80 В (буква z ).
 Обеспечивается достаточная устойчивость процесса сварки на токе до 1000 А (цифра 10 в начале марки). Содержание углерода (цифра 4) в металле несколько снижается, а марганца (цифра 6) и кремния (цифра 7) повышается по сравнению с рассчитанными по правилу смещения.
[c.97]
Обеспечивается достаточная устойчивость процесса сварки на токе до 1000 А (цифра 10 в начале марки). Содержание углерода (цифра 4) в металле несколько снижается, а марганца (цифра 6) и кремния (цифра 7) повышается по сравнению с рассчитанными по правилу смещения.
[c.97]Влияние флюса на устойчивость процесса сварки. [c.113]
Флюс ЖА-64 обеспечивает хорошую устойчивость процесса сварки алюминия под флюсом закрытой дугой. Сварные соединения имеют удовлетворительный внешний вид, хорошее мелкочешуйчатое формирование металла шва с плавным переходом к основному металлу, отсутствие пор, трещин и других дефектов [11. [c.425]
Газоэлектрическая сварка производится короткой дугой, что уменьшает разбрызгивание металла и улучшает защиту дуги. Для этого процесса сварки применяется тонкая электродная проволока при высоких плотностях тока, когда вольтамперная характеристика дуги становится возрастающей. Наилучшим решением вопроса в этом случае является сварка при постоянной скорости подачи электродной проволоки и питании дуги от источника постоянного тока с жесткой характеристикой. Сочетание высокой плотности тока с жесткой внешней характеристикой источника питания обеспечивает интенсивный процесс саморегулирования длины дуги и устойчивый процесс сварки.
[c.14]
Сочетание высокой плотности тока с жесткой внешней характеристикой источника питания обеспечивает интенсивный процесс саморегулирования длины дуги и устойчивый процесс сварки.
[c.14]
Особое значение для получения устойчивого процесса сварки, необходимого для высокого и однородного качества сварного шва, имеет процесс регулирования дуги. При существенных отклонениях от заданного режима в сварном шве появляются дефекты. Поэтому автомат должен непрерывно поддерживать постоянство режима сварки при воздействии внезапных внешних возмущающих факторов, например, при изменениях расстояния от мундштука до изделия. [c.76]
На участке II плотность тока в дуге постоянна, так как сечение столба дуги увеличивается пропорционально току. Поэтому напряжение дуги постоянно. Характеристика называется жесткой обеспечивает устойчивый процесс сварки. [c.57]
Сварочные ф- юсы должны обеспечивать устойчивость процесса сварки, отсутствие горячих трещин и пор в сварном шве, высокие механические свойства металла шва, легкую отделимость шлаковой корки, хорошее формирование шва и отсутствие выделения вредных газов при сварке. [c.127]
[c.127]
Флюсы для дуговой сварки углеродистых конструкционных сталей. Для сварки углеродистых сталей следует применять флюсы, удовлетворяющие основным требованиям обеспечение устойчивости процесса сварки отсутствие кристаллизационных трещин и пор в шве обеспечение требуемых механических свойств металла шва и сварного соединения в целом хорошее формирование шва легкая отделимость шлаковой корки минимальное выделение вредных газов при сварке низкая стоимость флюса и возможность промышленного изготовления. [c.341]
В основу принципа саморегулирования положена постоянная скорость подачи электродной проволоки вне зависимости от напря-исения, тока сварки или длины дуги. Устойчивость процесса сварки обеспечивается изменением скорости плавления электродной проволоки при случайных колебаниях тока дуги, которые происходят при изменении ее длины. I aждoй фиксированной скорости подачи электродной проволоки соответствует свой режим горения дуги, при которой скорость подачи равна скорости плавления металла. При неболшиом изменении длины дуги меняются режим плавления электрода и упомянутые две скорости. В результате длииа дугового промежутка начнет восстанавливаться скорость этого восстановления
[c.141]
При неболшиом изменении длины дуги меняются режим плавления электрода и упомянутые две скорости. В результате длииа дугового промежутка начнет восстанавливаться скорость этого восстановления
[c.141]
Сварочным флюсом (ГОСТ 9087—69) называется неметаллический материал, расплав которого необходим для сварки и улучшения качества шва. Флюс для дуговой сварки защищает дугу и сварочную ванну от вредного воздействия окружающего воздуха и осуществляет металлургическую обработку сварочной ванны. Флюс долйен обе- спечивать хорошее формирование и надлежащий химический состав шва, высокие механические свойства сварных соединений, отсутствие пор и трещин, устойчивость процесса сварки, легкую отделяе-мость шлаковой корки от поверхности шва. [c.52]
Лучшими технологическими свойствами при сварке длинных швов с применением формирующих ползунов на изделиях из углеродистых конструкционных сталей обладают флюсы АН-8 АН-8М и АН-22. Что касается флюсов АН-348А и ФЦ-7, то они близки по изменению вязкости и электропроводности, но первый уступает второму по устойчивости процесса сварки при малой глубине шлаковой ванны и повышенной подаче сварочной проволоки. [c.387]
[c.387]
Устойчивость процесса сварки во многом завнсит от диналш-ческих свойств источников питания дуги. Динамические свойства определяются временем восстановления напряжения холостого хода после короткого замыкания и в основном связаны с электромагнитной инерционностью источника тока чем быстрее вос-274 [c.274]
Сварка в среде углекислого газа позволяет в широких масштабах заменить ручную электродугов то сварку полуавтоматической и автоматической сваркой. При этом можно использовать электродную проволоку малого диаметра (0,6—2,0 мм), что обеспечивает высокую устойчивость процесса сварки, высокое качество сварных соединений и уменьшает разбрызгивание металла. Однако с.чедует учитывать, что при сварке создается опасность выгорания мйогих элементов (С, 81, Мп, А1, Т1, М , V и др.) вследствие диссоциации уг.чекислого газа под действием высокой температуры дуги. Для компенсации окислительного действия углекислого газа повышают содержание раскисляющих элементов (31, Мп) в электродной проволоке. [c.281]
[c.281]
В флюсах АН-А1 и УФ0К-А1 количество КС1 может колебаться от 40 до 50 %, а Na l — от 15 до 30 % без снижения устойчивости процесса сварки и качества металла шва. Интервал температур плавления флюса АН-А1 составляет 600—700 «С. Флюс можно изготовлять силавлением компонентов или их механическим смешением. [c.422]
При включении сварочных трансформаторов надо следить за равномерным распределением их между тремя фазами сети. В момент подключения электросварочного оборудования необходимо учитывать, что применение проводов слишком малого сечения и большой длины как со стороны сети, так и со стороны сварочной цепи может привести к недопустимому падению напряжения, в результате чего нарушится устойчивость процесса сварки. Кроме того, при этом нельзя будет получить требуемый предел сварочного тока. Для выбора кабеля можног использовать данные табл. 41.
[c. 328]
328]
При значениях тока, лежащих выше кривой А обеспечиваются хорошие результаты при сварке апиаратами с постоянной скоростью ПJдa lИ. переменном токе вообще невозможен [c.215]
Для каждого диаметра электрода существует диапазон тока, в котором обеспечивается достаточная устойчивость процесса сварки и удовлетворительное формирование швов. При питании дуги от стандартных или переоборудованных источников тока эти пределы даны в табл. 27. Специальные источники питания с жесткой или возрастающей характеристикой, а также с оптимальной индуктивностью [5], позволяют производпть сварку малыми токами электродами большого дпаметра. [c.456]
Прчтупление кромки (с) — нескошенная часть торца кромки, подлежащей сварке. -Выполняется для обеспечения устойчивого процесса сварки при выполнении первого (корневого) слоя шва. Отсутствие притупления кромок способствовало бы протеканию металла при сварке (прожог). Величина притупления кромки чаще всего принимается равной 2 1 мм. [c.94]
[c.94]
Государственный Рязанский приборный завод
Государственный Рязанский приборный завод – крупный российский производитель сложной радиоэлектроники.
Мощная производственно-техническая база, постоянная модернизация производства, внедрение новейших технологий и оборудования, высокий уровень квалификации персонала позволяют предприятию выпускать современную инновационную продукцию.
Наукоемкая продукция высокого качества, которая производится предприятием, успешно конкурирует на российском и международном рынках. Многие изделия не имеют аналогов в мире, что подтверждено международными патентами, а также многочисленными дипломами и наградами.
Рязанский приборный завод – надежный деловой партнер, открытый ко всем видам сотрудничества в сфере развития отечественного приборостроения.
Сварочное оборудование ФОРСАЖ ФОРСАЖ — это профессиональное оборудование для высококачественной ручной дуговой, аргонодуговой и полуавтоматической сварки.
Промышленные сварочные аппараты ФОРСАЖ воплотили в себе все последние достижения в области инверторных технологий. Широкий набор функций, оптимальные свойства сварочной дуги, компактность, реализация на современной элементной базе ведущих мировых производителей, жесткий внутризаводской контроль, высочайший уровень качества и надежности, – вот неполный список достоинств марки ФОРСАЖ, заслуживший благодарные отзывы потребителей по всей территории России и Белоруссии.
Медицинская продукцияИндикаторы и тонометры АО «ГРПЗ» для измерения внутриглазного давления – единственные в мире приборы для измерения внутриглазного давления через верхнее веко.
На сегодняшний день транспальпебральная склеральная тонометрия не имеет альтернативы и является наиболее оптимальным методом при проведении массовой диспансеризации и в сложных клинических случаях, когда невозможно применение классических методов тонометрии.
Качественно новый подход к измерению ВГД открывает широкие клинические возможности и неоспоримые преимущества для врача и пациента.
Цифровое оборудование обработки и передачи данных производства ГРПЗ пользуется заслуженной репутацией, как на отечественном, так и на зарубежном рынке. Передовые решения позволяют обеспечивать надёжность канала связи до 99,99%.
Достижения в области микроэлектроники и лазерных технологий позволили создать оборудование, обеспечивающее наивысшую помехозащищенность и надёжность канала связи с гарантированной пропускной способностью до 10 Гбит/с на дальностях до 7 километров.
Уникальность оборудования подтверждают 5 патентов и экспорт изделия во многие развитые страны.
Как расшифровать электроды марки МР 3
Сварка рутиловыми электродами МР-3С протекает легко. Многие новички ощущают себя специалистами, пока не перейдут на другие марки с более сложными параметрами работы. МР имеют свои особенности. Сварочные характеристики, в основном, положительные. Достоинством является способность накладывать шов по ржавчине и соединять сырые детали.
Электроды марки МР-3 являются основными при сваривании трубопроводов, строительных и других ответственных конструкций при любых погодных условиях. Основное назначение электродов с рутиловым покрытием марки 3С – соединение свариванием проката и деталей из среднеуглеродистых сталей.
Производство электродов МР-3
Производство электродов марки МР-3 регламентируется требованиями и положениями ГОСТ 9466 и 9467. В соответствии с ними, данный присадочный материал относится к типу Э46 электроды такого типа применяются в сварке конструкционных низколегированных углеродистых сталей с содержанием углерода не менее 0,25%. Покрытие электрода МР-3 — рутиловое. На металлический сердечник в порошкообразном виде нанесен концентрат из рутила — минерала, который состоит в основном из диоксида титана (TiO2). В состав обмазки могут входить карбонат или алюмосиликат — они повышают вязкость наплавляемого металла, снижая риски появления пор и трещин в получаемом сварном шве.
Материал, из которого изготавливается сердечник электрода МР-3 — холоднокатаная проволока Св08 из низкоуглеродистой стали диаметром от 2 до 6 мм. Такими электродами можно сваривать детали толщиной от 3 до 20 мм. Показатель свариваемых сталей по временному механическом сопротивлению разрыву — до 490 МПа.
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Условное обозначение электродов МР 3 — пример полной расшифровк
- Э — электроды для ручной дуговой сварки;
- 46 — временное сопротивление разрыву — не более 46 кгс/мм2;
- МР-3 — марка;
- ЛЮКС — коммерческое название, под которым электрод выпускается определенным производителем;
- Ø — диаметр;
- У — для сварки углеродистых и низколегированных сталей;
- Д — с толстым покрытием;
- 43 — временное сопротивление разрыву в состоянии после сварки при нормальной температуре;
- 0 — относительное удлинение менее 18%;
- ->(3) — ударная вязкость наплавленного металла αн45 (при температуре — 20°C), не менее 3,5 кгс•м/см2;
- РЦ — рутилово-целлюлозное покрытие;
- 11 — сварка во всех пространственных положениях кроме вертикального сверху вниз при переменном и постоянном токе.
Количество электродов в пачке в зависимости от диаметра
Каждый параметр изделия влияет на размеры упаковки, а соответственно и на ее вместительность. С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
С учетом того, что многие производители продают их на вес, то чем больше диаметр стержня, его длина и толщина обмотки, тем меньше штук в пачке. Для тех, кто не берет их в больших объемах, данная информация не так уж важна, но для крупных закупок все это требуется знать для расчета. Стандартные данные для одной из самых распространенных марок электродов УОНИ-13/55, выглядят примерно так:
| Диаметр | Длина, м | Масса, г | Количество в упаковке, шт. | Общий вес упаковки, кг |
| 3 | 0,35 | 26,5 | 95 | 2,5 |
| 4 | 0,45 | 60 | 82 | 5 |
| 5 | 0,45 | 95 | 52 | 5 |
Для остальных марок тенденция сохраняется примерно такой же, но само количество будет меняться, так как марка электрода также влияет на физические параметры, от которых определяется размер упаковки. При ограничении по весу количество изделий может меняться, в иных же случаях меняется вес упаковки.
Электроды МР — 3 технические характеристики
Электроды МР-3 используются для сварки при постоянном (обратной полярности) или переменном токе, который обеспечивает напряжение в режиме холостого хода не ниже 50 Вольт. В условиях нормальных температур металл получаемого соединения демонстрирует следующие характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
- Расход электродов МР-3 на 1 кг металла — около 1,7 кг МР-3.
- Предел коэффициента наплавки шва — 8,5 г/А*ч.
- Коэффициент разбрызгивания металла при сварке — 9-13%;
- Напряжение холостого хода — 60-80 В.
- Сварка во всех пространственных положениях, кроме вертикального сверху вниз.
Чтобы рассчитать правильную величину рабочего тока для сварки, необходимо учитывать диаметр электрода и пространственное положение, в котором выполняется сварка. В таблице представлены рекомендуемые параметры.
В таблице представлены рекомендуемые параметры.
| Диаметр | Положение | Сила тока |
| 3 мм | вертикальное | 90−110 А |
| нижнее | 100−140 А | |
| потолочное | 100−120 А | |
| 4 мм | вертикальное | 140−180 А |
| нижнее | 160−220 А | |
| потолочное | 140−180 А | |
| 5 мм | вертикальное | 160−200 А |
| нижнее | 180−260 А | |
| 6 мм | только нижнее | 300−360 А |
Правила хранения
А Вам приходилось пользоваться сварочным аппаратом?
Было дело!Не довелось
Основная проблема, с которой сталкиваются при хранении — высокая влажность воздуха. Обмазка электродов быстро впитывает в себя влагу, в результате работать таким присадочным материалом становится невозможно. Единственный способ исправить положение — прокалить сварочные электроды.
Для этого существуют специальные печи или портативные пеналы с нагревательными элементами. В домашних условиях упаковки рекомендуется хранить в открытом виде (без полиэтилена) при температуре 20-22 градуса, относительной влажности 40-50%.
Влажные электроды могут стать причиной проявления пор на поверхности и внутри шва, также будет наблюдаться повышение разбрызгивания металла.
Для правильного выбора сварочных электродов нужно хорошо понимать, с каким сплавом нужно работать.
Также следует тщательно подготовить саму присадку и свариваемые поверхности к операции:
- Убрать грязь, ржавчину.
- Прокалить электроды.
- Настроить правильно сварочный ток.
При соблюдении технологии, можно рассчитывать на получение швов с заданными производителем электродов характеристиками.
Недостатки
- Получаемое сваркой соединение характеризуется высокой прочностью.
- Дуга отличается легких поджигом и стабильностью горения, особенно — при низкой силе тока.

- Без труда достигается повторное зажигание.
- В получаемом шве отсутствуют стыки, он отличается ровностью, хорошим товарным видом.
- Между металлом шва и детали отсутствуют выраженные переходные зоны.
- Благодаря рутиловому типу покрытия шов надежно защищен от попадания в него шлака и окисления.
- Для электрода характерно очень малое разбрызгивание металла.
- Работы характеризуются высокой производительностью.
- МР-3 в равной степени подходит как для сварки, так и для прихваток.

- Относительно высокая цена — стоимость этого расходного материала несколько выше, чем многих других электродов.
- Невозможность производства сварки вертикально сверху вниз — однако этим не могут «похвастаться» и многие другие марки.
- Не самый низкий расход материала — 1,7 кг на 1 кг шва (у МР-3Р несколько меньше — 1,62 кг).
- В процессе сварки электрод необходимо удерживать под острым углом относительно поверхности делали. Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
- Крайне важно установить нужную силу тока — в противном случае есть риски образования пор в металле шва.
 Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.
Если варить под прямым углом, неизбежно выделение большого количество шлака, который будет проникать в шов.И еще одна особенность — прерывистые швы необходимо накладывать достаточно быстро, что требует определенных навыков. Однако даже новички могут в короткие сроки освоить эту технику, не имея большого опыта и специального образования.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Читать также: Какую электроплиту выбрать для кухни отзывы
Применение электродов МР 3
Электроды повсеместно применяются при монтаже ответственных конструкций из низколегированных сталей, когда необходима повышенная прочность соединений. Области использования:
- сварка труб при монтаже трубопроводов, создание неповоротных стыков труб;
- сварка, ремонт резервуаров, эксплуатируемых в условиях высокого давления;
- судостроение;
- машиностроение.

Особенности
Присадочный материал этой марки можно использовать для соединения конструкций как длинной другой, так и при помощи коротких прихваток. С их помощью можно может выполняться без предварительной подготовки соединение металла, который может иметь:
- влажную поверхность;
- следы окислов и загрязнений;
- признаки ржавчины.
Сварочные элементы МР-3 подходят и для соединения элементов по зазорам, но при использовании тока минимальной величины. В противном случае в шве могут появиться поры. Присутствие в маркировке сварочных элементов буквы «м» (МР-3м) указывает на наличие рутилово-ильменитового покрытия, а буква «с» (МР-3с) говорит об использовании производителем рутилового покрытия с содержанием особых ионизирующих добавок.
Если сравнивать эти два вида электродов по характеристикам, то это те же самые электроды МР-3.
Сварной материал МР-3 упрощает процесс зажигания дуги благодаря наличию в покрытии специальных добавок при использовании сварочных аппаратов малой мощности с напряжением порядка 50 В. К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
К тому же они более предпочтительны, нежели обычные электроды МР-3 из-за более высоких санитарно-гигиенических показателей. Сварка, проводимая с использованием таких элементов, сопровождается выделением не более 0,6 г марганца. При применении обычных электродов МР-3 выделяется 1,25 г вещества.
Дополнительно к этому элементы МР-3 позволяют выполнять более однородные швы, что положительно сказывается на механических характеристиках соединения.
(PDF) Дизайн комплекта управления процессом дуговой сварки с автоматизированной системой сварки с цифровым управлением
3288 Мохаммед Имран и др. / Materials Today: Proceedings 2 (2015) 3286-3294
Как показано на рисунке 3, который включает в себя следующие части: 1) к потоку покрытия
2) стержень, 3) защитный газ, 4) сплавление, 5) основной металл, 6) Наплавленный металл 7) Затвердевший шлак. Дуговая сварка — это тип сварки
, который использует источник сварочного тока для создания электрической дуги между электродом и основным материалом для плавления металлов
в точке сварки. Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или не расходные электроды
Они могут использовать как постоянный (DC), так и переменный (AC) ток, а также расходуемые или не расходные электроды
. Область сварки обычно защищена каким-либо защитным газом, паром или шлаком.
Процессы дуговой сварки могут быть ручными, полуавтоматическими или полностью автоматизированными. Твердотельная логическая система получает
информации от своих преобразователей сигналов об условиях в устройстве, которым управляют, через ее выходные усилители
. Системный оператор может установить спецификации автоматического цикла на селекторных переключателях, и эти спецификации
вводятся в устройства памяти логической системы, и эта система отслеживает прогресс
автоматизированного цикла, зная, какие шаги были выполнены, а какие следующий шаг.Этап сжатия
заключается в том, что после того, как электрод вошел в контакт с металлом, ему дают возможность прижаться к поверхности
в течение короткого времени до включения сварочного тока. По мере того, как ток течет вниз, мощность электрода
По мере того, как ток течет вниз, мощность электрода
ведет к электродам и через контакт металла с металлом между ободом и крестовиной, тем самым создавая сварной шов.
Есть четыре переменные, которые может регулировать оператор в зависимости от типа материала, используемого для создания лучшего сварного шва
.Пульсации, при которых сварочный ток не течет непрерывно во время сварочного интервала. Это
, которые включаются и выключаются короткими импульсами, называемые пульсациями. Оператор устанавливает количество пульсаций, которые используются для создания сварного шва
. Помимо количества пульсаций, количество циклов тока, протекающих во время одной пульсации
, также регулируется системным оператором, как и количество циклов, «пропущенных» между пульсациями
.На рис. 4 показан график зависимости тока от времени в течение интервала сварки, при условии, что сварочный ток
протекает в течение всех 180 ° полупериода. В интервале горячего нагрева видно, что сварочный ток течет в течение
за три цикла переменного тока. За этим следует отсутствие тока в течение двух циклов. В конце этих двух циклов ток
За этим следует отсутствие тока в течение двух циклов. В конце этих двух циклов ток
включается еще на три цикла. Каждый раз, когда завершаются три цикла тока, считается, что система
завершила одну пульсацию тока.Участки интервала сварки, в течение которых протекает сварочный ток
, называются подинтервалом нагрева. Интервал охлаждения, в котором части интервала сварки, в течение которых отсутствует сварочный ток
, называются промежуточными интервалами охлаждения. В дополнение к этим переменным, количество градусов на полупериод
, которое течет сварочный ток, также регулируется. Это количество градусов за полупериод, в течение которого фактически протекает ток
, называется углом проводимости.Давление электрода поддерживается на металлической поверхности
, что называется удержанием, но сварочный ток отключается. Цилиндры сварочных электродов втягиваются,
освобождает колесо от электродов. Подъемный цилиндр втягивается, опуская готовое колесо из места сварки
. Система остается в режиме ожидания до тех пор, пока новое колесо не будет загружено в подъемную опору.
Система остается в режиме ожидания до тех пор, пока новое колесо не будет загружено в подъемную опору.
Рис 4. Интервал нагрева, интервал охлаждения, пульсации
2.Последовательность операций при дуговой сварке
Когда два металла находятся в положении для сварки, сварочные электроды выходят вперед, чтобы войти в контакт с металлом.
После того, как электроды соприкоснулись с металлами, им дают возможность прижаться к поверхности на короткое время
до включения сварочного тока. Это сделано для того, чтобы электроды соответствовали кривизне поверхностей
и обеспечивали идеальный электрический контакт. Эта часть общей последовательности сварки называется интервалом сжатия
.«Время, отведенное для этого интервала в последовательности сварки, называется временем сжатия, и оно может быть изменено системным оператором
. По истечении времени сжатия интервал сжатия завершается и начинается интервал сварки
. Во время сварочного интервала сварочный трансформатор находится под напряжением. Ток течет по электродам
Ток течет по электродам
, подводящие к электродам и через контакт металл-металл между ними, тем самым создавая сварной шов
.Интервал сварки занимает от 2 до 10 секунд. Сварочный ток не течет постоянно в течение
интервала сварки. Он включается и выключается короткими импульсами, называемыми пульсациями. Оператор устанавливает количество из
пульсаций, которые используются для создания сварного шва. Помимо количества пульсаций, количество циклов тока
, протекающих во время одной пульсации, может регулироваться системным оператором, как и количество циклов, «пропущенных»
между пульсациями.Оператор может выбрать пять циклов протекания тока, за которыми следуют три цикла отсутствия тока
, или восемь циклов протекания, за которыми следуют два цикла отсутствия, и т.д. Подынтервалы нагрева. Участки интервала сварки в течение
, на которых ток отсутствует, называются подинтервалом охлаждения. Количество циклов в разделе
Типы и спецификации сварочной проволоки с сердечником для сварки MIG и флюсом (с таблицей)
Проволока для сварки MIG
При газовой дуговой сварке металла (GMAW) вам не нужно использовать стержневой электрод или присадочный стержень.
Вместо этого все, что вам нужно для нанесения сварного шва, представляет собой катушку с металлической проволокой.
В этом процессе сварки, более известном как MIG, газовый баллон (обычно CO2 или аргон) обеспечивает защиту, в то время как проволока плавится до основного металла.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок на своей горелке MIG (показано ниже), устройство подачи проволоки продвигает проволоку через латунное сопло.Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава.
Сварку вне позиции намного проще, чем с SMAW. А поскольку катушка вмещает проволоку на милю, вам не нужно останавливаться и перезагружать ее очень часто. (Термин MIG, кстати, означает «металлический инертный газ».
Однако, поскольку CO2 и O2 являются химически активными газами, при использовании этих газов правильнее сказать MAG — металлический активный газ. )
)
Классификация проводов
В процессе GMAW необходимо учитывать два расходных материала — газ и проволоку.
Подобно стержневым электродам, существует система классификации для различных вариантов выбора проволоки MIG, которая управляется Американским обществом сварщиков.
У Американского общества инженеров-механиков тоже есть код, но он почти идентичный.
Код AWS для сплошной стальной проволоки известен как AWS A5.18.
Вот что означает классификационный номер обычной проволоки для низкоуглеродистой стали ER70S-6:
- ER — Электродвигатель
- 70 — Это двух- или трехзначное число представляет минимальную прочность на разрыв металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.
- S — Сплошной провод.
- 6 — Этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проволоке, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку было добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали.
Другой тип проволоки из углеродистой стали общего назначения — ER70S-3. В этом нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Чаще всего используются алюминиевые проволоки MIG: ER5056, мягкая проволока с хорошей пластичностью, и ER5356, которая тверже и имеет высокий предел прочности.
Проволока для сварки MIG из нержавеющей стали имеет такие обозначения, как ER308, ER316 и ER308 – L. L означает низкое содержание углерода, что обеспечивает дополнительную устойчивость к коррозии.
Диаметр проволоки
После того, как для вашего сварочного оборудования определен тип проволоки, для приобретения этих расходных материалов потребуются два дополнительных элемента информации.
Первый — это диаметр проволоки, который обычно выражается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла — 0,35 и 0,45.
Наиболее распространенные размеры для сварки листового металла — 0,35 и 0,45.
Количество проводов
При покупке проволоки MIG ваше последнее решение касается количества проволоки и ее размещения.
Например, Lincoln Electric предлагает ER70S-6 как катушку на 44 фунта или барабан на 1000 фунтов.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять, какой вариант будет выбран.(В небольшой непромышленной машине MIG используется катушка гораздо меньшего размера, чем вы видите на фотографии ниже.)
ПроволокаMIG также может быть заказана с «длинами резки TIG». Это относится к трехфутовым прядям, используемым при сварке TIG. Размеры диаметров в этом случае даны не в десятичной дроби, а как обычные размеры стержней для сварки TIG, например 1/16 или 3/32.
Связанные : Best MIG Wire
Настройки провода
Приведенная ниже таблица обычно встречается в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен в зависимости от процесса сварки.
Прочтите по теме : Настройки сварки MIG — Как установить правильные параметры
Порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG пропускать резервуар с CO2 или аргоном и выполнять сварку без газа. Это потому, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Как и покрытия стержней стержня, сердечник заменяет резервуар с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку для рассеивания сжатого газа достаточно сильного ветра. Этот процесс официально известен как Дуговая сварка порошковой проволокой (FCAW) .
Порошковая проволока также позволяет сварщику использовать более высокую силу тока и проволоку большего диаметра, чем сплошную проволоку. Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с резервуарами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с резервуарами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на защитные добавки, порошковая проволока достаточно тонкая, чтобы стрелять из пистолета MIG. И шлак, который идет с этими ингредиентами, составляет лишь небольшую часть того, что появляется в процессе SMAW.
Обычная порошковая проволока часто обозначается как Self-Shielded или Innershield , это торговая марка, продаваемая Lincoln Electric. (Следовательно, когда не используется бензобак, процесс официально известен как FCAW-S.)
Классификация проволоки с флюсовым сердечником
К счастью, стандарт AWS для порошковой проволоки для углеродистой стали (AWS A5.20) незначительно отличается от кода сплошного провода MIG.
Вместо ER для всех порошковых проволок цифра начинается с буквы E (для электрода).
Вместо S для сплошной проволоки вы увидите букву T для трубчатой или C, обозначающую «составной» провод.
E70C-6 — пример порошковой проволоки общего назначения.
Число 7 в классификации относится к пределу прочности на разрыв, умноженному на 10 000 (вместо 1000 в случае проволоки MIG без сердечника).
0 указывает положение сварки. (Ноль означает, что проволока подходит только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является проволока Innershield 232 от Lincoln Electric (также известная как NR-232), которая соответствует стандарту AWS E71T-8.
Цифра 1 указывает, что провод можно использовать во всех положениях. Цифра 8 означает низкий уровень водорода, что напоминает обычный стержневой электрод E7018.
NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для таких зон землетрясений, как Калифорния.С другой стороны, с проволокой труднее работать, чем с проволокой, которая не имеет такого же уровня сейсмической стойкости.
В таблице ниже перечислены рекомендуемые параметры для NR-232 (произнесенное вслух «NR» звучит как «внутренний», что упрощает запоминание).
Число 0,068 в таблице — это диаметр проволоки. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Депозитная ставка» помогает покупателю рассчитать, сколько денег потребуется для проекта.
Совместное использование защитного газа и порошковой проволоки
Когда в FCAW используется сжатый газ, процесс сварки известен как сварка с газовой защитой или сварка порошковой проволокой с двойной защитой , поскольку как ингредиенты флюса, так и сжатый газ создают экран. Официальное обозначение — FCAW-G .
Вот более сложный пример порошковой проволоки, E71T-1C JH8 , которая распадается следующим образом:
- E — Электрод
- 7 — предел прочности при растяжении, измеренный в фунтах на квадратный дюйм (PSI), умноженный на 10 000; в данном случае 70 000 фунтов на квадратный дюйм. Обратите внимание на разницу с MIG, в котором два числа умножаются на 1000.
- 1 — Возможность сварки во всех положениях
- T — Трос
- 1 — Это спецификация использования проводов. Варианты варьируются от 1 до 14). Цифра 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но механические свойства не считаются такими прочными, как у базовой шлаковой системы.
- C — Эта буква означает, что для провода требуется защитный газ CO2. (M означает смесь защитного газа аргон / CO2.)
- JH8 — Последние 3 кода являются дополнительными.
- J — обозначает, что электрод соответствует требованиям по повышенной вязкости.
- H8 — обозначает максимальное количество диффундирующего водорода, которое может содержать проволока. В этом примере на каждые 100 г металла шва допускается менее 8 мл водорода.Чем меньше это число, тем меньше водорода в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательной сварке.
 Обратите внимание на разницу с MIG, в котором два числа умножаются на 1000.
Обратите внимание на разницу с MIG, в котором два числа умножаются на 1000.  В этом примере на каждые 100 г металла шва допускается менее 8 мл водорода.Чем меньше это число, тем меньше водорода в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательной сварке.
В этом примере на каждые 100 г металла шва допускается менее 8 мл водорода.Чем меньше это число, тем меньше водорода в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательной сварке.Этот код взят из стандарта AWS A5.29 / A5.29M: 2020 (Спецификация электродов из низколегированной стали для дуговой сварки порошковой проволокой)
Связанные : Порошковая проволока Best
Округляем вверх
Как видите, для изучения множества переменных, участвующих в выборе правильного провода, потребуется время.
Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ, а со временем использовать весь остальной арсенал.
Тем не менее, сварщик начального уровня может столкнуться с необходимостью складировать расходные материалы или заменять пустые катушки на аппаратах MIG для опытных ветеранов.
Таким образом, проявление должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.
У Американского общества сварщиков есть справочники, которые можно купить, но их стоимость может быть непомерно высокой.
Обратитесь в школу или на рабочее место, чтобы узнать, можете ли вы получить доступ к справочнику и сделать ксерокопию любой информации, которую вам нужно поместить в папку с литературой.
% PDF-1.6 % 318 0 объект > эндобдж 1099 0 объект > эндобдж 1097 0 объект > поток 2001-10-04T13: 43: 13 + 02: 00Acrobat 4.05 Scan Plug-in для Windows 2010-07-27T11: 33: 50 + 02: 002010-07-27T11: 33: 50 + 02: 00Adobe Acrobat 8.23 Paper Capture Plug- inapplication / pdfuuid: 24a66ecd-6336-41a9-9450-42471a0f7b7cuuid: ecda2f44-044f-48db-993f-14396328e185 конечный поток эндобдж 1117 0 объект > / Кодировка >>>>> эндобдж 301 0 объект > эндобдж 314 0 объект > эндобдж 313 0 объект > эндобдж 308 0 объект > эндобдж 309 0 объект > эндобдж 310 0 объект > эндобдж 311 0 объект > эндобдж 312 0 объект > эндобдж 315 0 объект > эндобдж 316 0 объект > эндобдж 271 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 276 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 281 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 286 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 291 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 296 0 объект > / Font> / ProcSet [/ PDF / Text / ImageB] >> / Type / Page >> эндобдж 1096 0 объект > поток H | KK @ {lNg5 (AQKAPLΦi7M HP ޠ- RSM] jTCTTEzFE * Rō2 * U
Произошла ошибка при настройке вашего пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка вашего браузера для приема файлов cookie
Существует множество причин, по которым cookie не может быть установлен правильно. Ниже приведены наиболее частые причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки своего браузера, чтобы он принимал файлы cookie, или чтобы спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает вас, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файлы cookie.
- Ваш браузер не поддерживает файлы cookie. Если вы подозреваете это, попробуйте другой браузер.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы исправить это, установите правильное время и дату на своем компьютере.
- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.

Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Чтобы предоставить доступ без файлов cookie потребует, чтобы сайт создавал новый сеанс для каждой посещаемой страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта. Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, пока вы не введете его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступа к
остальной части вашего компьютера, и только сайт, который создал файл cookie, может его прочитать.
Top 5 Сварочные респираторные маски для сварочного дыма
Сварочный респиратор
Недавно я искал недорогой защитный сварочный респиратор от сварочного дыма.Многие люди говорят, что лучше избегать опасностей, связанных с токсичным сварочным дымом, чем заболеть в долгосрочной перспективе.
И я согласен.
Но выбрать подходящий сварочный респиратор для работы непросто. Рекламируется множество респираторов для защиты при сварке. Но, конечно, от качества респиратора зависит вид защиты.
Таким образом, я провел огромное исследование в Интернете о сварочных респираторах и опасности сварочного дыма. И я делюсь всеми своими результатами прямо здесь.
Подводя итог, можно сказать, что существует несколько типов респираторов с разными уровнями защиты (рейтинги APF). Они различаются по цене, комфорту и степени защиты.Чтобы показать вам минимальные и максимальные возможные варианты защитного снаряжения: вы можете выбрать простую респираторную маску или использовать автономный дыхательный аппарат.
Конечно, респиратор намного дешевле дыхательного аппарата. Но достаточно ли этого для вашей сварочной работы?
Давайте углубимся в детали:
Прежде всего, эта статья содержит список лучших сварочных респираторов для сварочных газов .
Во-вторых, краткое описание типов сварочных респираторов.
Кроме того, я дам вам информацию о токсичности и составе сварочного дыма и газов.
Содержание
Сварочные респираторы Top 5
1
Jackson Safety Airmax Elite PAPR с воздушной головкой Bh4
Jackson — известный бренд сварочного оборудования премиум-класса. Защитите свое здоровье от токсичных паров с помощью этого набора, включающего Jackson Safety Airmax Elite PAPR и воздушный головной убор Bh4 .
Защитите свое здоровье от токсичных паров с помощью этого набора, включающего Jackson Safety Airmax Elite PAPR и воздушный головной убор Bh4 .
Этот сварочный респиратор специально разработан для профессионального использования.
Сварочный шлем с автоматическим затемнением Airmax Elite обеспечивает оптический рейтинг 1/1/1/1, что означает, что он имеет высшие оценки по визуальной четкости, угловой зависимости, оптической однородности и светорассеянию.
С помощью прилагаемого ремня вы можете закрепить Airmax Elite PAPR на поясе. Jackson PAPR обеспечивает постоянный поток воздуха с вашей задней стороны, независимо от уровня фильтра или заряда батареи. Сварочный шлем Bh4 также совместим с касками.
ПРОФИ:
- Шлем с автозатемнением (на солнечной энергии)
- Оптический рейтинг: 1/1/1/1
- Большая область просмотра АПД 3,78 x 2,7 дюйма
- Регулируемые оттенки: 6-8 для шлифовки и 9-13 с помощью внешней ручки
- Сигнал тревоги (аудиовизуальный и вибрационный) предупреждает вас, когда поток воздуха или батарея разряжается
Теперь, пожалуйста, взгляните на следующее видео ниже, чтобы получить более подробное объяснение:
 youtube.com/embed/vRekuV6BfjA?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
youtube.com/embed/vRekuV6BfjA?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»/>
JACKSON SAFETY 40839 AIRMAX ELITE PAPR с головным убором Bh4 Air, универсальный
- Система
- : Система респиратора с приводом очистки воздуха (PAPR) со сварочным шлемом Bh4 ADF защищает от опасностей для дыхания, связанных с сварочным дымом и тепловым стрессом
- Характеристики: Сварочная головка Bh4 поставляется с очень большим 3. Область обзора 78 x 2,70 дюйма, регулируемый фильтр автоматического затемнения с оптической классификацией 1/1/1/1 и огнестойкое гибкое лицевое уплотнение, защищающее от искр
 Область обзора 78 x 2,70 дюйма, регулируемый фильтр автоматического затемнения с оптической классификацией 1/1/1/1 и огнестойкое гибкое лицевое уплотнение, защищающее от искр
Область обзора 78 x 2,70 дюйма, регулируемый фильтр автоматического затемнения с оптической классификацией 1/1/1/1 и огнестойкое гибкое лицевое уплотнение, защищающее от искрв наличии
2
Miller Electric LPR-100 ML00895 Сварочный респиратор с полумаской
Эта доступная по цене упаковка от известной компании Miller Electric включает в себя полумаску-респиратор LPR-100 и 2 фильтра P100.Miller известен своим высококачественным сварочным оборудованием, таким как Miller Millermatic.
По словам поставщика, эта полумаска идеально подходит для большинства сварочных работ, поскольку защищает от следующих опасных паров:
- Шестивалентный хром (нержавеющая сталь)
- Оксид цинка (оцинкованная сталь)
- Марганец
- Алюминий
- Никель
- Оксид железа
- Медь
- Кадмий
- Свинец
- и пары бериллия
3
3M Speedglas 9100 MP Система подачи свежего воздуха III (SAR)
3M Speedglas 9100MP — это защитная респираторная система, обеспечивающая приток свежего воздуха.
С другой стороны, этот пакет не поставляется с фильтром ADF, но имеет клапан охлаждающего воздуха V-100SR с фитингом Шредера.
В целом, сварочная маска 3M 9100 MP идеально подходит для сварщиков, работающих в жарких условиях, поскольку клапан на ремне позволяет снизить температуру подаваемого воздуха до 50 градусов по Фаренгейту.
Кроме того, встроенная функция подъема шлема позволяет поднимать шлем для подготовки.
Согласно 3M, это устройство соответствует стандарту ANSI Z87.1-2010 стандарты безопасности.
Просмотрите промо-видео 3M ниже, чтобы лучше понять его функциональность:
4
3M Powerflow 6900PF: лицевой респиратор с механической очисткой воздуха (PAPR)
Модель 3M 6900PF Powerflow PAPR дает владельцу рейтинг APF OSHA до 1000 при правильном использовании в соответствии со спецификациями поставщика.
Типичные области применения, для которых это устройство используется, включают борьбу с выбросами, плавку, утилизацию свинца и другие опасные среды.
В целом, этот пакет включает в себя полнолицевую маску, двигатель Powerflow, аккумуляторную батарею с зарядным устройством, HEPA-фильтр и индикатор воздушного потока Powerflow 520-01-21.
Хочу также отметить, что одного заряда аккумулятора хватает на 8 часов работы.
Активный респиратор для очистки воздуха (PAPR) 3M Powerflow, устанавливаемый на лицо, защита органов дыхания 6900PF, NiCd аккумулятор, большой размер
- ЗАЩИТА ОТ пыли, тумана, дыма, радионуклидов и дочернего радона — идеально подходит для свинца, асбеста, плесени и других опасных твердых частиц НАБОР
- ВКЛЮЧАЕТ: 3M PAPR 6900PF включает большую полнолицевую маску 6900DIN, вентиляторный блок, аккумуляторную батарею, зарядное устройство и индикатор потока. Одобрено для использования только с высокоэффективным сажевым фильтром
 Одобрено для использования только с высокоэффективным сажевым фильтром
Одобрено для использования только с высокоэффективным сажевым фильтромв наличии
5
Полумаска 3M — респиратор многоразового использования 6100
Сварочный респиратор 3M 6100 компактный и легкий.В сочетании с дополнительным картриджем фильтра 3M 2097 или 3M 2297 (не входит в комплект 6100) 3M 6100 хорошо подходит для сварочных работ.
Конечно, и 3M 2097, и 2297 имеют рейтинг P100 (подробнее о рейтингах см. Ниже). Но 2297 отличается повышенной прочностью и обеспечивает более комфортное дыхание.
Из-за более совершенной технологии фильтрации фильтр 2297 также немного дороже.
Пожалуйста, посмотрите следующий обзорный видеоролик, чтобы узнать больше о масках 3M с многоразовыми респираторами.
назад в меню ↑
Различные типы респираторных масок
Согласно статье Управления по охране труда и технике безопасности, вы можете классифицировать маски по следующим классам.Пункты в списке ниже упорядочены с увеличением коэффициента защиты (PF).
- Пылезащитная маска с одинарным ремнем
- Утвержденные фильтрующие маски (пылезащитные маски)
- Респираторы-половинки
- Полнолицевые респираторы
- Силовые респираторы свободного покроя (PAPR)
- Автономный дыхательный аппарат (АДА)
https://www.osha.gov/Publications/3280-10N-05-english-06-27-2007.html
В следующем разделе мы более подробно рассмотрим различия между типами защитных масок:
1
Пылезащитная маска с одинарной лямкой
Эта простая защита обычно не одобряется для обеспечения безопасности труда
2
Утвержденные фильтрующие маски
Лицевые маски обычно используются для удаления пыли, тумана или сварочного дыма.Лицевая маска с фильтром действительно защищает от частиц, но не от газов и паров.
Пылезащитная маска с ремешком
Противоаэрозольный респиратор 8233, N100
- УТВЕРЖДЕНО NIOSH: Наивысшая эффективность фильтрации в одноразовом респираторе N100. Обеспечивает надежную защиту органов дыхания с эффективностью фильтрации не менее 99,97% от некоторых частиц, не содержащих масла.
 Обеспечивает надежную защиту органов дыхания с эффективностью фильтрации не менее 99,97% от некоторых частиц, не содержащих масла.
Обеспечивает надежную защиту органов дыхания с эффективностью фильтрации не менее 99,97% от некоторых частиц, не содержащих масла.в наличии
3
Респиратор-полумаска
В частности, респиратор-полумаска — это плотно прилегающий респиратор, который закрывает пространство от носа до подбородка и должен плотно прилегать для правильной работы.
Полумаска респиратор
Респиратор-полумаска защищает от сварочного дыма, газов и паров. При выборе респиратора-полумаски он должен соответствовать опасному процессу.
Респираторы-полумаски обычно имеют заданный коэффициент защиты (APF) 10.
GVS SPR457 Полумаска-респиратор Elipse P100, средний и большой
- Набор очень легких масок (130 г), которые идеально подходят к форме лица, не мешая пользователю
- Уникальный низкопрофильный фильтр, подходящий по контурам вашего лица, чтобы дать пользователю беспрепятственное поле зрения
в наличии
4
Полнолицевые респираторы
В дополнение к полумаске полнолицевые респираторы также закрывают глаза и другую кожу лица для защиты от токсичных паров и газов.
5
Активный респиратор с очисткой воздуха
Активный респиратор с очисткой воздуха (PAPR) — это респиратор с очисткой воздуха, в котором используется вентилятор, который нагнетает окружающий воздух через воздухоочистительный элемент и шланг к капюшону или каске пользователя. [Источник]
Обычно герметичный шланг соединяет установленный на поясе нагнетатель со сварочным шлемом и обеспечивает сварщика свежим воздухом.
Сварщик с респиратором PAPR
В зависимости от типа каски, PAPR в сочетании со сварочной каской дает рейтинг APF от 25 до 1000.PAPR иногда включают фильтры HEPA, которые отфильтровывают 99,97% частиц размером 0,3 мкм и более.
3
Респиратор с подачей воздуха
Респиратор с подачей воздуха (SAR) — это особый тип респиратора PAPR, который снабжает пользователя незагрязненным чистым воздухом, начиная с рейтинга APF 25.
Кроме того, Управление по охране труда (OSHA) предоставит вам дополнительную информацию о том, какой респиратор выбрать для вашей рабочей среды.
Типы фильтров
Сажевый фильтр
Как известно, сварочный дым состоит из твердых частиц.Они фильтруются с помощью сажевых фильтров.
Сажевые фильтры классифицируются по устойчивости к масляному туману буквами N, R или P следующим образом:
- N: N Устойчив к маслам
- R: R маслостойкий
- P: Масло P Крыша
Кроме того, фильтры классифицируются на основе их эффективности фильтрации 95, 99 и 100% (100 = качество HEPA), которая была измерена в лабораторных испытаниях. Эффективность фильтрации 95% означает, что 95% частиц больше 0.Будет отфильтровано 3 микрона.
Пожалуйста, взгляните на следующую таблицу для расшифровки эффективности фильтра (утечки) и стойкости к масляному туману.
Устойчивость фильтров к масляному туману (Источник: https://www.osha.gov/dts/osta/otm/otm_viii/otm_viii_2.html)
Пример: P100 означает маслостойкий, фильтрующий 99,97% частиц размером более 0,3 микрон.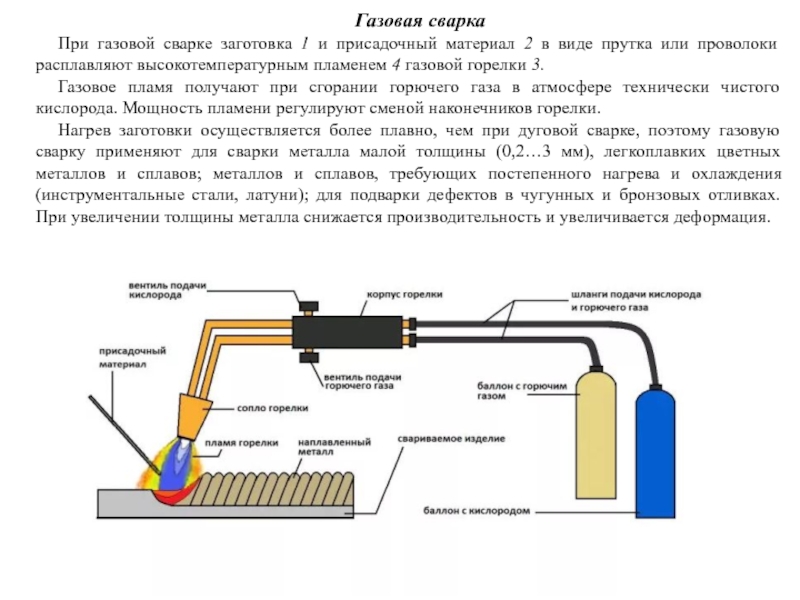
Запрещается использовать фильтры серии N при наличии частиц масла. Но вы можете использовать фильтры R и P, когда нет масла.По данным компании 3M, «фильтры класса N95 рекомендуются для большинства сварочных работ, потому что сварочный дым относительно легко фильтруется, а масляный туман редко играет роль». (Источник)
Когда присутствуют свинец, кадмий, бериллий или аналогичные загрязнители, правила OSHA требуют использования фильтров класса 100.
Если вы работаете в среде с масляным туманом, вам следует подумать о фильтрах R или P.
Сажевые фильтры загрязняются и забиваются. Помните, что фильтры для твердых частиц необходимо заменять периодически, а также в случае их повреждения или затруднения дыхания.
См. Также руководство по выбору подходящего фильтра 3M здесь.
Moldex также предоставляет здесь Руководство по выбору химикатов.
Это краткое руководство, всегда спрашивайте профессионалов, прежде чем выбирать фильтр.
Картриджи парогазовые
Картридж для химических паров и газов с включенным фильтром твердых частиц (Автор AlexChirkin [CC0], из Wikimedia Commons)
Позвольте мне сказать прямо, пары и газы не удаляются фильтрами твердых частиц. Газы и пары можно удалить только путем химической реакции с фильтром с активированным углем.В зависимости от типа пара требуются разные картриджи. Типичные картриджи имеют следующую цветовую маркировку:- Органический пар (черная этикетка)
- Кислый газ (белая этикетка)
- Органический пар + кислый газ (желтая этикетка)
Картриджи с парами не засоряются, поэтому, как только картридж насыщается, загрязнения будут проходить через них. По этой причине важно регулярно обслуживать картриджи, исходя из расчета срока их службы.
назад в меню ↑Почему вам следует подумать о сварочном респираторе от сварочного дыма?
В наше время каждый слесарь должен знать, что сварочный дым вреден .
Значительное количество частиц представляют собой мелкие и ультратонкие частицы. Мелкие частицы откладываются в легких и препятствуют газообмену из воздуха в кровь. Более того, сверхмелкие частицы могут проникать в кровоток даже через клеточные мембраны.
Кроме того, согласно этой статье на EHSToday.com, сварщик получил судебный иск в размере 20,5 миллионов долларов. Плату он получил, потому что заболел ядовитыми сварочными парами.
С другой стороны, конечно, чем опаснее работа, тем выше может быть ваша зарплата.Тем не менее, вы должны знать об опасностях и защищаться с помощью хорошего снаряжения.
Подводя итог, можно сказать, что хроническое повреждение дыхательных путей, риск рака, повреждение центральной нервной системы и аллергические реакции на пары металлов — вот некоторые проблемы со здоровьем, которые могут возникнуть.
Эффективные сварочные респираторные маски защищают сварщиков от вредного сварочного дыма.
назад в меню ↑Какие бывают сварочные дымы и газы?
Сварочный дым представляет собой сложную смесь мелких частиц, в основном металлов. Кроме того, повсюду присутствуют пар и газы.
Кроме того, повсюду присутствуют пар и газы.
В отличие от сварочного дыма, газы и пары не удаляются фильтрами твердых частиц. Таким образом, газы и пары необходимо удалять адсорбцией в картриджах с активированным углем.
В зависимости от технологических газов, материалов стержней, основного материала, металлических покрытий, процесса сварки или вентиляции во время сварки образуются различные сварочные дымы, пары и газы.
В деталях, физические и химические процессы в сварочной дуге, такие как испарение, конденсация, окисление, пиролиз или разложение, происходят с образованием этих веществ.
Кроме того, на изображении ниже показан набор химикатов, которые сварщик может вдыхать во время сварки.
Помимо фторидов, силикаты, краска, ингибитор ржавчины, растворители, покрытия, озон, пары масла, дополнительные металлические частицы, такие как хром, торий, свинец и никель, могут попасть в легкие и вызвать серьезные проблемы со здоровьем.
Кроме того, вам необходимо очистить сварочную поверхность от любого покрытия, такого как краска или растворитель, которые потенциально могут создавать токсичные пары.[Источник: Информационный бюллетень OSHA]
назад в меню ↑Заключение
Это факт, что сварочный дым вреден.
Внимательно прочитав эту статью, вы наверняка согласитесь с тем, что лучше избегать опасностей, связанных с токсичными сварочными парами, чем заболеть в долгосрочной перспективе.
Повреждение нервной системы и рак легких — серьезные проблемы со здоровьем, которые необходимо учитывать при сварке.
В зависимости от вашей сварочной работы и токсичности свариваемого материала я бы рекомендовал вам купить как минимум полумаску со встроенным фильтром.Показанный выше Miller LPR-100 отлично справляется с этой задачей.
Если вам нужен респиратор премиум-класса, я бы порекомендовал вам взглянуть на Jackson Safety Airmax Elite PAPR. Несмотря на то, что он довольно дорогой, он включает в себя дополнительные функции автоматического затемнения, что делает работу с ним очень удобной.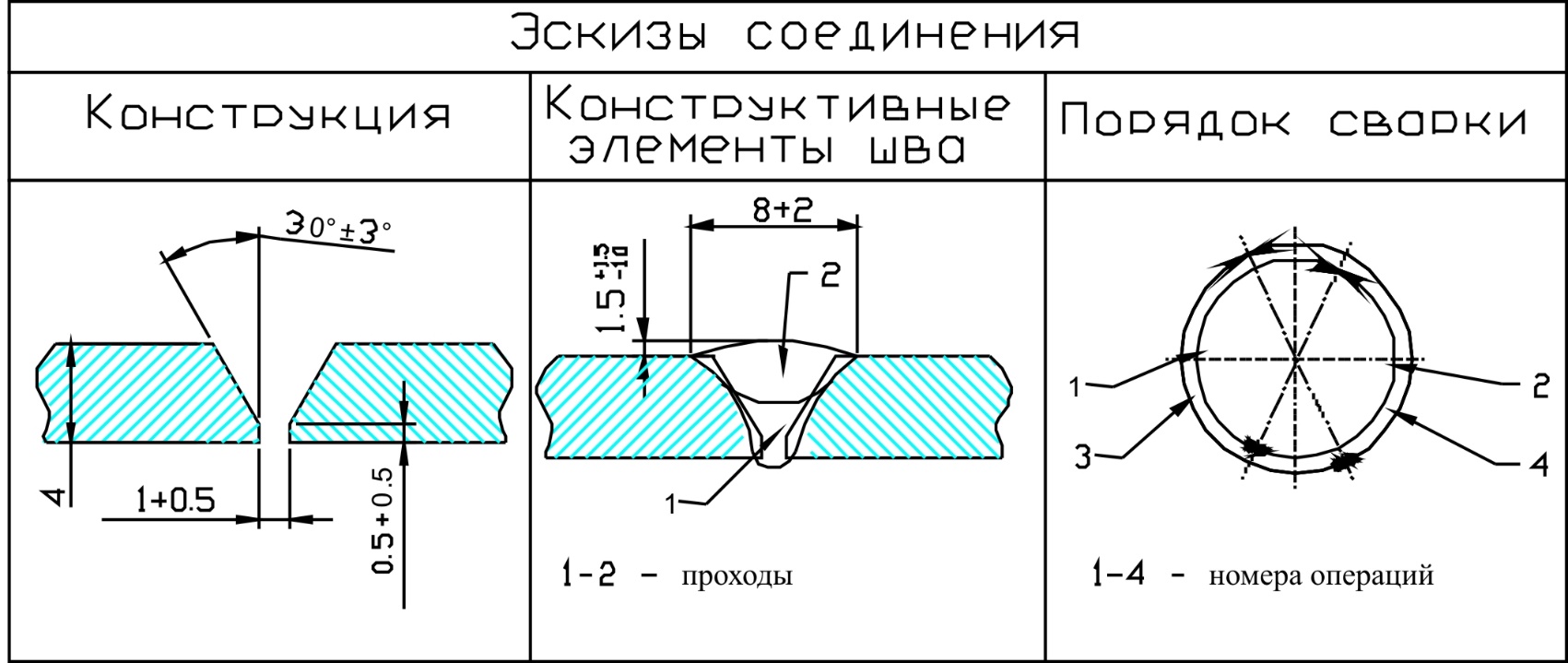
Если у вас уже есть респиратор, я буду рад, если вы поделитесь своим опытом в комментарии ниже!
Изображение предоставлено: Pixabay / creades, Pixabay / sferrario1968, 263509670 / Shutterstock, 761345671 / Shutterstock, AlexChirkin [CC0] / Wikimedia Commons
% PDF-1.4
%
339 0 объект
>
эндобдж
xref
339 74
0000000016 00000 н.
0000001831 00000 н.
0000001985 00000 н.
0000002136 00000 п.
0000003604 00000 н.
0000003908 00000 н.
0000003992 00000 н.
0000004076 00000 н.
0000004225 00000 н.
0000004313 00000 н.
0000004402 00000 н.
0000004562 00000 н.
0000004650 00000 н.
0000004739 00000 н.
0000004898 00000 н.
0000005001 00000 п.
0000005105 00000 н.
0000005265 00000 н.
0000005326 00000 н.
0000005420 00000 н.
0000005516 00000 н.
0000005654 00000 н.
0000005714 00000 н.
0000005825 00000 н.
0000005885 00000 н.
0000005994 00000 н.
0000006053 00000 н.
0000006155 00000 н. 0000006214 00000 н.
0000006317 00000 н.
0000006376 00000 н.
0000006435 00000 н.
0000006495 00000 н.
0000006555 00000 н.
0000006616 00000 н.
0000006731 00000 н.
0000006792 00000 н.
0000006902 00000 н.
0000006963 00000 н.
0000007082 00000 н.
0000007143 00000 п.
0000007270 00000 н.
0000007331 00000 н.
0000007441 00000 н.
0000007502 00000 н.
0000007563 00000 н.
0000007666 00000 н.
0000007769 00000 п.
0000007830 00000 н.
0000007853 00000 п.
0000008949 00000 н.
0000008972 00000 н.
0000011269 00000 п.
0000011292 00000 п.
0000013631 00000 п.
0000013654 00000 п.
0000015845 00000 п.
0000015868 00000 п.
0000017626 00000 п.
0000017649 00000 п.
0000019800 00000 п.
0000020748 00000 п.
0000021186 00000 п.
0000022133 00000 п.
0000022330 00000 п.
0000022831 00000 п.
0000023023 00000 п.
0000023046 00000 п.
0000024845 00000 п.
0000024868 00000 п.
0000026798 00000 п.
0000034828 00000 п.
0000002177 00000 н.
0000003581 00000 п.
трейлер
]
>>
startxref
0
%% EOF
340 0 объект
>
эндобдж
341 0 объект
> / Кодировка> >>
/ DA (/ Helv 0 Tf 0 г)
>>
эндобдж
342 0 объект
>
эндобдж
411 0 объект
>
ручей
HU LW JU + fsV @ 1jt5iXdFR
: & ԓ 鬩 q8q] LȆ! Q63d tLh + lJmRd ~
0000006214 00000 н.
0000006317 00000 н.
0000006376 00000 н.
0000006435 00000 н.
0000006495 00000 н.
0000006555 00000 н.
0000006616 00000 н.
0000006731 00000 н.
0000006792 00000 н.
0000006902 00000 н.
0000006963 00000 н.
0000007082 00000 н.
0000007143 00000 п.
0000007270 00000 н.
0000007331 00000 н.
0000007441 00000 н.
0000007502 00000 н.
0000007563 00000 н.
0000007666 00000 н.
0000007769 00000 п.
0000007830 00000 н.
0000007853 00000 п.
0000008949 00000 н.
0000008972 00000 н.
0000011269 00000 п.
0000011292 00000 п.
0000013631 00000 п.
0000013654 00000 п.
0000015845 00000 п.
0000015868 00000 п.
0000017626 00000 п.
0000017649 00000 п.
0000019800 00000 п.
0000020748 00000 п.
0000021186 00000 п.
0000022133 00000 п.
0000022330 00000 п.
0000022831 00000 п.
0000023023 00000 п.
0000023046 00000 п.
0000024845 00000 п.
0000024868 00000 п.
0000026798 00000 п.
0000034828 00000 п.
0000002177 00000 н.
0000003581 00000 п.
трейлер
]
>>
startxref
0
%% EOF
340 0 объект
>
эндобдж
341 0 объект
> / Кодировка> >>
/ DA (/ Helv 0 Tf 0 г)
>>
эндобдж
342 0 объект
>
эндобдж
411 0 объект
>
ручей
HU LW JU + fsV @ 1jt5iXdFR
: & ԓ 鬩 q8q] LȆ! Q63d tLh + lJmRd ~
 ARENA — обменяйте код на 1500 крышек. Щелкните RobloxPlayer. При наличии надлежащих знаний ежедневное вождение сварного дифференциала может стать приятным занятием. Нажмите ОК после успешной установки Roblox. Он работал вместе с несколькими группами и проектами сотрудничества, помогая создавать игры Roblox. Всем персонажам требуется HumanoidRootPart для работы в качестве персонажа. Родитель: WaitForChild («Боковая панель», wait_time), вы также можете заменить wait_time чем угодно (и вы можете просто поставить число в ожидании дочернего элемента, если хотите), вам не нужно устанавливать его на низкое число Windows 10.Weld Tool — это режим для Tool Gun, который позволяет пользователю подключать опору к другой опоре, стене или объекту с изменяемой разрушающей силой. Инструмент перемещения позволяет пользователю перемещать выбранные объекты в любом направлении. Форматы JS для использования в Unity 3D, Blender, Sketchup, Cinema 4D, Unreal, 3DS Max и Maya. Персонаж: GetChildren ()) do Roblox — это платформа / игровой движок для создания игр, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другими пользователями.
ARENA — обменяйте код на 1500 крышек. Щелкните RobloxPlayer. При наличии надлежащих знаний ежедневное вождение сварного дифференциала может стать приятным занятием. Нажмите ОК после успешной установки Roblox. Он работал вместе с несколькими группами и проектами сотрудничества, помогая создавать игры Roblox. Всем персонажам требуется HumanoidRootPart для работы в качестве персонажа. Родитель: WaitForChild («Боковая панель», wait_time), вы также можете заменить wait_time чем угодно (и вы можете просто поставить число в ожидании дочернего элемента, если хотите), вам не нужно устанавливать его на низкое число Windows 10.Weld Tool — это режим для Tool Gun, который позволяет пользователю подключать опору к другой опоре, стене или объекту с изменяемой разрушающей силой. Инструмент перемещения позволяет пользователю перемещать выбранные объекты в любом направлении. Форматы JS для использования в Unity 3D, Blender, Sketchup, Cinema 4D, Unreal, 3DS Max и Maya. Персонаж: GetChildren ()) do Roblox — это платформа / игровой движок для создания игр, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другими пользователями. 19 июня 2013 г. · Demon Script jun = game. 2. Углы (0, 0, математика. Добавление в сценарии модулей. Эта статья была просмотрена 50 245) Roblox — это платформа для создания игр / игровой движок, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другие пользователи. Позиции военнослужащих Патрульные комиссии по рассмотрению Судов чести Сборы средств Скаутмастеры Проекты обслуживания конференций Набор новых членов Щелкните выше, чтобы увидеть […]. 25 октября 2021 г. · Перчатка бесконечности неправильно размещена. перчатка бесконечности неправильно.Введите «прокси» и появится «Изменить настройки прокси», щелкните по нему. Roblox открывает новое поколение развлечений. По большей части это чушь собачья. Узнайте больше о двунаправленных символах Unicode. CFrame = CFrame. Игроки. В боковом меню Roblox-Scripts / Fe захватить нож «Тюремная жизнь». Возвращает закодированную строку экземпляра DebugId, используемого внутри Roblox. Выбранный персонаж = ложное нападение = ложное повреждение = ложное схвачено = nil mode = «drop» bloodcolors = {«Действительно красный», «Ярко-красный сварной шов, блокирующий стандартный дифференциал, — популярная, но неоднозначная модификация.
19 июня 2013 г. · Demon Script jun = game. 2. Углы (0, 0, математика. Добавление в сценарии модулей. Эта статья была просмотрена 50 245) Roblox — это платформа для создания игр / игровой движок, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другие пользователи. Позиции военнослужащих Патрульные комиссии по рассмотрению Судов чести Сборы средств Скаутмастеры Проекты обслуживания конференций Набор новых членов Щелкните выше, чтобы увидеть […]. 25 октября 2021 г. · Перчатка бесконечности неправильно размещена. перчатка бесконечности неправильно.Введите «прокси» и появится «Изменить настройки прокси», щелкните по нему. Roblox открывает новое поколение развлечений. По большей части это чушь собачья. Узнайте больше о двунаправленных символах Unicode. CFrame = CFrame. Игроки. В боковом меню Roblox-Scripts / Fe захватить нож «Тюремная жизнь». Возвращает закодированную строку экземпляра DebugId, используемого внутри Roblox. Выбранный персонаж = ложное нападение = ложное повреждение = ложное схвачено = nil mode = «drop» bloodcolors = {«Действительно красный», «Ярко-красный сварной шов, блокирующий стандартный дифференциал, — популярная, но неоднозначная модификация.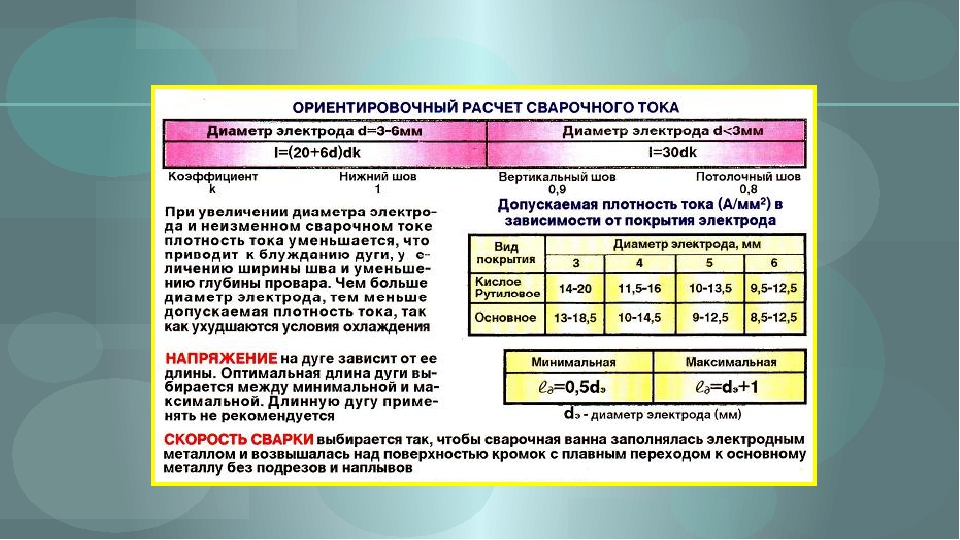 9 марта 2020 г. · Roblox Studio — это бесплатная программа разработки, разработанная и предлагаемая Roblox. Эта статья была просмотрена 19 578 июня, 2013 · Сценарий турели ЛОКАЛЬНЫЙ СКРИПТ: перейдите к строке 4 и укажите свое имя там, где написано «ВАШЕ ИМЯ ЗДЕСЬ» me = game. Однако есть определенные вещи, которые вы не сможете получить с помощью этих скриптов (например, используйте событие «Touched», чтобы активировать функцию. Roblox — это веселая и социальная онлайн-игра, в которой вы можете построить себе место, помещая все, что захотите. в нем и создавайте то, что вы хотите! если вы хотите сыграть в игру с другом, но вы не знаете, где они, его простая пыль отправляется на людей и набирает имя пользователя вашего друга, и оно должно появиться с ними, а затем пыль щелкните там имя, и если они получат благодарность за посещение Roblox.В этой игре игрок будет пилотировать корабль, сделанный из основных частей. Кроме того, если на панели задач доступна панель Cortana «Спросите меня о чем угодно», вы можете просто щелкнуть ее.
9 марта 2020 г. · Roblox Studio — это бесплатная программа разработки, разработанная и предлагаемая Roblox. Эта статья была просмотрена 19 578 июня, 2013 · Сценарий турели ЛОКАЛЬНЫЙ СКРИПТ: перейдите к строке 4 и укажите свое имя там, где написано «ВАШЕ ИМЯ ЗДЕСЬ» me = game. Однако есть определенные вещи, которые вы не сможете получить с помощью этих скриптов (например, используйте событие «Touched», чтобы активировать функцию. Roblox — это веселая и социальная онлайн-игра, в которой вы можете построить себе место, помещая все, что захотите. в нем и создавайте то, что вы хотите! если вы хотите сыграть в игру с другом, но вы не знаете, где они, его простая пыль отправляется на людей и набирает имя пользователя вашего друга, и оно должно появиться с ними, а затем пыль щелкните там имя, и если они получат благодарность за посещение Roblox.В этой игре игрок будет пилотировать корабль, сделанный из основных частей. Кроме того, если на панели задач доступна панель Cortana «Спросите меня о чем угодно», вы можете просто щелкнуть ее. В любом случае, на этот раз я научу вас составлять сценарий сварки. Вы хотите добавить код двигателя в клиентский скрипт в блоке OnClientEvent: Connect () и вместо этого сделать серверный скрипт Ball: SetNetworkOwner (Player) и EnergyBallEvent: FireClient (Ball). Чаще всего создается, когда BasePart / MakeJoints вызывается в частях, где соприкасаются Inlet и Stud Enum / SurfaceType.Два скрипта были самыми известными «Lua-вирусами» среди пользователей Studio, а именно скрипты с ироничными названиями «Anti-Lag» и «Fire». myVariable. Чтобы масштабировать деталь: На вкладке «Главная» нажмите кнопку «Масштаб». прикоснуться к roblox; сенсорное событие roblox; roblox коснулся скрипта; событие, касающееся roblox, коснулось части; Модель roblox. Чтобы найти сценарий в следующий раз, когда вы откроете Roblox Studio, щелкните имя сценария над редактором игры или дважды щелкните имя сценария в проводнике. уровень 1. Snap. Отрицательные части представляют собой противоположный конец спектра — теперь вы можете выборочно удалять формы из существующих частей для лепки объектов.
В любом случае, на этот раз я научу вас составлять сценарий сварки. Вы хотите добавить код двигателя в клиентский скрипт в блоке OnClientEvent: Connect () и вместо этого сделать серверный скрипт Ball: SetNetworkOwner (Player) и EnergyBallEvent: FireClient (Ball). Чаще всего создается, когда BasePart / MakeJoints вызывается в частях, где соприкасаются Inlet и Stud Enum / SurfaceType.Два скрипта были самыми известными «Lua-вирусами» среди пользователей Studio, а именно скрипты с ироничными названиями «Anti-Lag» и «Fire». myVariable. Чтобы масштабировать деталь: На вкладке «Главная» нажмите кнопку «Масштаб». прикоснуться к roblox; сенсорное событие roblox; roblox коснулся скрипта; событие, касающееся roblox, коснулось части; Модель roblox. Чтобы найти сценарий в следующий раз, когда вы откроете Roblox Studio, щелкните имя сценария над редактором игры или дважды щелкните имя сценария в проводнике. уровень 1. Snap. Отрицательные части представляют собой противоположный конец спектра — теперь вы можете выборочно удалять формы из существующих частей для лепки объектов. Если это сварной шов, удалите его. на ощупь; как сделать событие касания в roblox; часть. Этот значок также использовался для Roblox Player и Roblox Studio с 2009 по 2011 год. Рабочая область 29 июня 2015 г. · Некоторые из моих и чужих старых кодов, которые мы использовали для их запуска в Script Builder. Roblox, логотип Roblox и Powering Imagination являются нашими зарегистрированными и незарегистрированными товарными знаками в соответствии с Международной лицензией U. 0. Steer == 0, затем, если turn == 1, то frWheel: SetPrimaryPartCFrame (frCFrame * CFrame. После этого создайте цикл «если», говорящий, что если игрок входит в определенную команду, запускайте код уничтожения.и другие страны. Если ваше место уже загружено в вашу учетную запись, вы можете перейти в раздел «История версий» на странице конфигурации и сбросить место до более ранней версии. Он хорошо владеет языком программирования Lua и понимает, как работают системы и серверы. Родительская регенерация = кнопка. Это один из миллионов уникальных пользовательских 3D-приложений, созданных в Roblox.
Если это сварной шов, удалите его. на ощупь; как сделать событие касания в roblox; часть. Этот значок также использовался для Roblox Player и Roblox Studio с 2009 по 2011 год. Рабочая область 29 июня 2015 г. · Некоторые из моих и чужих старых кодов, которые мы использовали для их запуска в Script Builder. Roblox, логотип Roblox и Powering Imagination являются нашими зарегистрированными и незарегистрированными товарными знаками в соответствии с Международной лицензией U. 0. Steer == 0, затем, если turn == 1, то frWheel: SetPrimaryPartCFrame (frCFrame * CFrame. После этого создайте цикл «если», говорящий, что если игрок входит в определенную команду, запускайте код уничтожения.и другие страны. Если ваше место уже загружено в вашу учетную запись, вы можете перейти в раздел «История версий» на странице конфигурации и сбросить место до более ранней версии. Он хорошо владеет языком программирования Lua и понимает, как работают системы и серверы. Родительская регенерация = кнопка. Это один из миллионов уникальных пользовательских 3D-приложений, созданных в Roblox. ) Внутри скрипта активации введите: button = script. Изменить: я использую рулевое управление CFramed вместо сервоприводов, потому что мне не нравится, как они дрожат при повороте, вызывая ненужное трение и ужасное управление.Якорь = настоящая игра Upz Script. У инструмента есть 2 режима: Обычный, которым пользуются нормальные люди. Участвуйте в разработке NikePro2004 / Roblox-1, создав учетную запись на GitHub. Бесплатные 3D-модели Roblox в форматах OBJ, Blend, STL, FBX, Three. 15 сен, 2020 · студия roblox как сделать сенсорный скрипт для модели; как сделать в roblox скрипт приваривания касанием; roblox studio добавляет функцию в событие касания; коснулся предмета roblox; роблокс. Скорее всего, вы не нашли такой опции на веб-сайте или в Roblox Studio, которые Building Tools от F3X (также известные как F3X или сокращенно BTools) являются широко известным строительным инструментом, созданным GigsD4X.Поменял: подключить (checkRegen) 4. 05.12.2021 · вода = 100. 3. Roblox Studio позволяет создавать что угодно и выпускать одним щелчком мыши на смартфонах, планшетах, настольных компьютерах, консолях и устройствах виртуальной реальности.
) Внутри скрипта активации введите: button = script. Изменить: я использую рулевое управление CFramed вместо сервоприводов, потому что мне не нравится, как они дрожат при повороте, вызывая ненужное трение и ужасное управление.Якорь = настоящая игра Upz Script. У инструмента есть 2 режима: Обычный, которым пользуются нормальные люди. Участвуйте в разработке NikePro2004 / Roblox-1, создав учетную запись на GitHub. Бесплатные 3D-модели Roblox в форматах OBJ, Blend, STL, FBX, Three. 15 сен, 2020 · студия roblox как сделать сенсорный скрипт для модели; как сделать в roblox скрипт приваривания касанием; roblox studio добавляет функцию в событие касания; коснулся предмета roblox; роблокс. Скорее всего, вы не нашли такой опции на веб-сайте или в Roblox Studio, которые Building Tools от F3X (также известные как F3X или сокращенно BTools) являются широко известным строительным инструментом, созданным GigsD4X.Поменял: подключить (checkRegen) 4. 05.12.2021 · вода = 100. 3. Roblox Studio позволяет создавать что угодно и выпускать одним щелчком мыши на смартфонах, планшетах, настольных компьютерах, консолях и устройствах виртуальной реальности. Охват миллионов игроков. Общайтесь с огромной аудиторией, подключившись к невероятно восторженному международному сообществу, насчитывающему более 50 миллионов игроков в месяц. 31 авг.2019 г. · 1 Ответ1. Это работает на 100%, если вы используете все вирусы Lua — это скрипты, которые распространяются на несколько объектов в одной игре. 19 июня 2021 г. · © 2021 Roblox Corporation.Самый простой, который приваривает элементы друг к другу (не рекомендуется. Чтобы выбрать инструмент Weld Tool, удерживайте и нажмите клавишу меню (по умолчанию Q) в списке инструментов, помеченном 04 апреля 2021 г. · Алекс — заядлый робот Roblox игрок, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года. 17 октября 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года. 2 июля 2019 г. · В точности, как гласит название, в этом посте я буду рассматривать некоторые из моих любимых плагинов для использования в Roblox, не в каком-либо определенном порядке от лучшего к худшему, а просто 10, которые я использую чаще всего, и рассмотрю, как Weld заблокирует стандартный дифференциал.
Охват миллионов игроков. Общайтесь с огромной аудиторией, подключившись к невероятно восторженному международному сообществу, насчитывающему более 50 миллионов игроков в месяц. 31 авг.2019 г. · 1 Ответ1. Это работает на 100%, если вы используете все вирусы Lua — это скрипты, которые распространяются на несколько объектов в одной игре. 19 июня 2021 г. · © 2021 Roblox Corporation.Самый простой, который приваривает элементы друг к другу (не рекомендуется. Чтобы выбрать инструмент Weld Tool, удерживайте и нажмите клавишу меню (по умолчанию Q) в списке инструментов, помеченном 04 апреля 2021 г. · Алекс — заядлый робот Roblox игрок, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года. 17 октября 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года. 2 июля 2019 г. · В точности, как гласит название, в этом посте я буду рассматривать некоторые из моих любимых плагинов для использования в Roblox, не в каком-либо определенном порядке от лучшего к худшему, а просто 10, которые я использую чаще всего, и рассмотрю, как Weld заблокирует стандартный дифференциал. — популярная, но неоднозначная модификация.15 августа 2020 г. · Roblox — это виртуальный мир и веб-сайт, который учит маленьких детей и даже подростков старшего возраста писать сценарии, строить и доставляет массу удовольствия. Прокрутите вниз и нажмите Сохранить. Спасибо! обесцвечивание сварного шва сильное удаление Scotch-Brite ™ Roloc ™ Clean & Strip XT Pro Extra Cut Disc (XC-DR) 39 Удаление сильной ржавчины и ямок ржавчины без образования трещин Scotch-Brite ™ Roloc ™ Bristle Disc (RD-ZB) 40 все металлы Scotch -Brite ™ Roloc + ™ Flap Brush (FF-ZR / PF-ZR / CB-ZR) 42 дерево, металлы, лаки светлые Scotch-Brite ™ Roloc + ™ Cut и Форум разработчиков Roblox — это место, где разработчики участвуют в технических обсуждениях платформы Roblox и разработка игр.Убедитесь, что параметры «Использовать сценарий установки» и «Использовать прокси-сервер» отключены. С вашим недавно приобретенным Робуксом вы готовы покорить огромную вселенную Роблокса! Зарабатывайте Robux, выполняя викторины, загружая игры на мобильное устройство и просматривая видео! 30 ноября 2021 г.
— популярная, но неоднозначная модификация.15 августа 2020 г. · Roblox — это виртуальный мир и веб-сайт, который учит маленьких детей и даже подростков старшего возраста писать сценарии, строить и доставляет массу удовольствия. Прокрутите вниз и нажмите Сохранить. Спасибо! обесцвечивание сварного шва сильное удаление Scotch-Brite ™ Roloc ™ Clean & Strip XT Pro Extra Cut Disc (XC-DR) 39 Удаление сильной ржавчины и ямок ржавчины без образования трещин Scotch-Brite ™ Roloc ™ Bristle Disc (RD-ZB) 40 все металлы Scotch -Brite ™ Roloc + ™ Flap Brush (FF-ZR / PF-ZR / CB-ZR) 42 дерево, металлы, лаки светлые Scotch-Brite ™ Roloc + ™ Cut и Форум разработчиков Roblox — это место, где разработчики участвуют в технических обсуждениях платформы Roblox и разработка игр.Убедитесь, что параметры «Использовать сценарий установки» и «Использовать прокси-сервер» отключены. С вашим недавно приобретенным Робуксом вы готовы покорить огромную вселенную Роблокса! Зарабатывайте Robux, выполняя викторины, загружая игры на мобильное устройство и просматривая видео! 30 ноября 2021 г. · Скрипт TamperHack для Roblox от GamingWithAJ — Скрипт TamperHack Roblox. Это не совсем то, что нужно вашему игроку. Если ваш рецепт не отображается в меню дозатора химикатов, скорее всего, вы ввели его неправильно, поэтому попробуйте еще раз.exe, чтобы запустить установщик Roblox, который только что загружен через ваш веб-браузер. 23 марта 2020 г. · Вы можете использовать сценарий, чтобы проверять каждый экземпляр в рабочей области и видеть, не является ли это сварным швом. 01 декабря 2021 г. · Roblox Free Candy Van Script Pastebin; Зарабатывайте БЕСПЛАТНО Robux, просто играя в игры! Мы познакомим вас с нашими играми, в которые вы сможете играть, зарабатывать Рублины и обменивать их на Робуксы. 17 янв.2018 г. · Pastebin. 10. · 3г. Родитель. Чтобы повернуть деталь: нажмите кнопку «Повернуть». Я ОП, но я мог бы ответить на этот вопрос сейчас, так как я понял это давно.В августе 2019 года указанная выше функция «химических рецептов» (также называемых макросами) была удалена из / tg / station и заменена записью рецептов.
· Скрипт TamperHack для Roblox от GamingWithAJ — Скрипт TamperHack Roblox. Это не совсем то, что нужно вашему игроку. Если ваш рецепт не отображается в меню дозатора химикатов, скорее всего, вы ввели его неправильно, поэтому попробуйте еще раз.exe, чтобы запустить установщик Roblox, который только что загружен через ваш веб-браузер. 23 марта 2020 г. · Вы можете использовать сценарий, чтобы проверять каждый экземпляр в рабочей области и видеть, не является ли это сварным швом. 01 декабря 2021 г. · Roblox Free Candy Van Script Pastebin; Зарабатывайте БЕСПЛАТНО Robux, просто играя в игры! Мы познакомим вас с нашими играми, в которые вы сможете играть, зарабатывать Рублины и обменивать их на Робуксы. 17 янв.2018 г. · Pastebin. 10. · 3г. Родитель. Чтобы повернуть деталь: нажмите кнопку «Повернуть». Я ОП, но я мог бы ответить на этот вопрос сейчас, так как я понял это давно.В августе 2019 года указанная выше функция «химических рецептов» (также называемых макросами) была удалена из / tg / station и заменена записью рецептов. Выбрав изображение из вашей компьютерной студии. Единственный в мире редактор для удаления фона, который безупречно сочетает в себе полностью автоматический ИИ с умными инструментами для удаления и удаления волос, а также скальпелем для точной резки. Лего нельзя доверять, ему просто нужны просмотры. Скелетный пакет Roblox Arthro Easy Cheat Free Fire 2019 Para скелетный пакет roblox arthro easy.В Roblox вирус Lua — это тип вредоносного сценария, который при выполнении реплицируется, изменяя другие части и вставляя свой собственный код. Чтобы добавить в модуль функцию или переменную, которую можно использовать в другом скрипте, введите имя таблицы модуля, затем точку и имя функции или переменной, как в TestModule. 10 мая 2017 г. · Редактор анимации Roblox. Итак, дело дошло до OfficerEethCoth221, вам, наконец, удалось связаться не с теми людьми. Для просмотра откройте файл в редакторе, который показывает скрытые символы Юникода.Он задуман как активное сообщество создателей: аниматоров, художников, строителей, дизайнеров одежды, композиторов, моделистов, сценаристов и дизайнеров пользовательского интерфейса.
Выбрав изображение из вашей компьютерной студии. Единственный в мире редактор для удаления фона, который безупречно сочетает в себе полностью автоматический ИИ с умными инструментами для удаления и удаления волос, а также скальпелем для точной резки. Лего нельзя доверять, ему просто нужны просмотры. Скелетный пакет Roblox Arthro Easy Cheat Free Fire 2019 Para скелетный пакет roblox arthro easy.В Roblox вирус Lua — это тип вредоносного сценария, который при выполнении реплицируется, изменяя другие части и вставляя свой собственный код. Чтобы добавить в модуль функцию или переменную, которую можно использовать в другом скрипте, введите имя таблицы модуля, затем точку и имя функции или переменной, как в TestModule. 10 мая 2017 г. · Редактор анимации Roblox. Итак, дело дошло до OfficerEethCoth221, вам, наконец, удалось связаться не с теми людьми. Для просмотра откройте файл в редакторе, который показывает скрытые символы Юникода.Он задуман как активное сообщество создателей: аниматоров, художников, строителей, дизайнеров одежды, композиторов, моделистов, сценаристов и дизайнеров пользовательского интерфейса.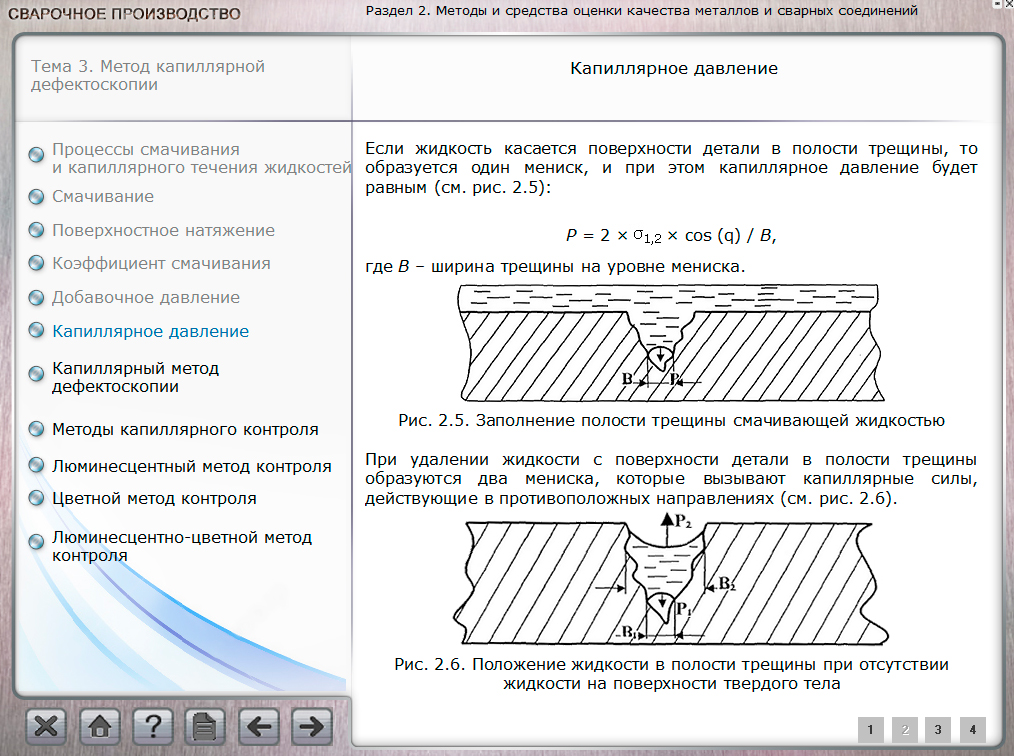 Чтобы снять опорную пластину, вам нужно будет использовать окно проводника. robotsuperkid —— ваше имя здесь Stuff = false — пароль функция ssj () если Stuff == false тогда Stuff = true для u, c парами (июн. Заработайте этот значок в: [Обновление обновления!] World Tower Defense Эти ножи можно купить на странице каталога Roblox, и ими легко пользоваться. Вот фрагмент сценария (я планирую убрать лишнее): if seat.Как сделать меч в roblox. Хакер НИКОГДА не сможет получить доступ к вашей учетной записи, если вы вставите модель (или наклейку, или аудио, или какой-либо ресурс Roblox вообще). Каждый инструмент имеет свое предназначение, которое позволяет настраивать его при использовании. g: faces): Orb: x = game: GetService (‘InsertService’): LoadAsset (41098024) x. я = игра. Часто проблемы, связанные с веб-сайтом, являются результатом сторонних надстроек для вашего веб-браузера. Показать устарело. Я сделал одну модификацию, которая заключается в том, чтобы закрепить основную часть, а остальную часть модели открепить.
Чтобы снять опорную пластину, вам нужно будет использовать окно проводника. robotsuperkid —— ваше имя здесь Stuff = false — пароль функция ssj () если Stuff == false тогда Stuff = true для u, c парами (июн. Заработайте этот значок в: [Обновление обновления!] World Tower Defense Эти ножи можно купить на странице каталога Roblox, и ими легко пользоваться. Вот фрагмент сценария (я планирую убрать лишнее): if seat.Как сделать меч в roblox. Хакер НИКОГДА не сможет получить доступ к вашей учетной записи, если вы вставите модель (или наклейку, или аудио, или какой-либо ресурс Roblox вообще). Каждый инструмент имеет свое предназначение, которое позволяет настраивать его при использовании. g: faces): Orb: x = game: GetService (‘InsertService’): LoadAsset (41098024) x. я = игра. Часто проблемы, связанные с веб-сайтом, являются результатом сторонних надстроек для вашего веб-браузера. Показать устарело. Я сделал одну модификацию, которая заключается в том, чтобы закрепить основную часть, а остальную часть модели открепить. 8 декабря 2018 г. roblox car crushers 2 кода в сегодняшнем видео был секретный код в автомобильных дробилках 2, этот код был суперсекретным, что менеджер разногласий подсказал, что в автомобильных дробилках 2 произошла утечка кода и. LinkinParker2. RockBullets char = я. Даже если две части не соприкасаются друг с другом, их можно сварить вместе 15 июня 2020 г. · Показать активность в этом посте. чтобы остановить возможную бесконечную доходность, вам нужно добавить таймаут к ожиданию. Проделайте то же самое симметрично в верхней части кадра — эта деталь действительно важна! © Корпорация Roblox, 2021 г.2 июля 2019 г. · Точно, как сказано в названии, в этом посте я буду рассматривать некоторые из моих любимых плагинов для использования в Roblox, не в каком-либо определенном порядке от лучшего к худшему, а просто 10, которые я использую чаще всего, и рассматриваю Lua . Поверхности сварных швов не выдерживают взрывов. Например: d = decode (e) d () — это напечатает «тест» на выходе, как и loadstring.
8 декабря 2018 г. roblox car crushers 2 кода в сегодняшнем видео был секретный код в автомобильных дробилках 2, этот код был суперсекретным, что менеджер разногласий подсказал, что в автомобильных дробилках 2 произошла утечка кода и. LinkinParker2. RockBullets char = я. Даже если две части не соприкасаются друг с другом, их можно сварить вместе 15 июня 2020 г. · Показать активность в этом посте. чтобы остановить возможную бесконечную доходность, вам нужно добавить таймаут к ожиданию. Проделайте то же самое симметрично в верхней части кадра — эта деталь действительно важна! © Корпорация Roblox, 2021 г.2 июля 2019 г. · Точно, как сказано в названии, в этом посте я буду рассматривать некоторые из моих любимых плагинов для использования в Roblox, не в каком-либо определенном порядке от лучшего к худшему, а просто 10, которые я использую чаще всего, и рассматриваю Lua . Поверхности сварных швов не выдерживают взрывов. Например: d = decode (e) d () — это напечатает «тест» на выходе, как и loadstring. rad (-45 Возвращает закодированную строку DebugId экземпляров, используемую внутри Roblox. lua в master · quiloos39 / Roblox) Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже.Родитель: WaitForChild («Боковая панель», wait_time) вы также можете заменить wait_time чем угодно (и вы можете просто поставить число в ожидании дочернего элемента, если хотите), вам не нужно устанавливать его на низкое число обесцвечивание сварного шва тяжелое удаление Scotch-Brite ™ Roloc ™ Clean & Strip XT Pro Extra Cut Disc (XC-DR) 39 Удаление сильной ржавчины и углублений ржавчины без образования трещин Scotch-Brite ™ Roloc ™ Bristle Disc (RD-ZB) 40 все металлы Scotch-Brite ™ Roloc + ™ Flap Brush (FF-ZR / PF-ZR / CB-ZR) 42 дерево, металлы, лаки светлые Scotch-Brite ™ Roloc + ™ Cut и добавление в скрипты модулей.Авторы вирусов Lua используют бесплатные модели и плагины в качестве поэтапной атаки для заражения игр. Сделайте петли, которые держат дверь вместе, и откройте ее.
rad (-45 Возвращает закодированную строку DebugId экземпляров, используемую внутри Roblox. lua в master · quiloos39 / Roblox) Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже.Родитель: WaitForChild («Боковая панель», wait_time) вы также можете заменить wait_time чем угодно (и вы можете просто поставить число в ожидании дочернего элемента, если хотите), вам не нужно устанавливать его на низкое число обесцвечивание сварного шва тяжелое удаление Scotch-Brite ™ Roloc ™ Clean & Strip XT Pro Extra Cut Disc (XC-DR) 39 Удаление сильной ржавчины и углублений ржавчины без образования трещин Scotch-Brite ™ Roloc ™ Bristle Disc (RD-ZB) 40 все металлы Scotch-Brite ™ Roloc + ™ Flap Brush (FF-ZR / PF-ZR / CB-ZR) 42 дерево, металлы, лаки светлые Scotch-Brite ™ Roloc + ™ Cut и добавление в скрипты модулей.Авторы вирусов Lua используют бесплатные модели и плагины в качестве поэтапной атаки для заражения игр. Сделайте петли, которые держат дверь вместе, и откройте ее.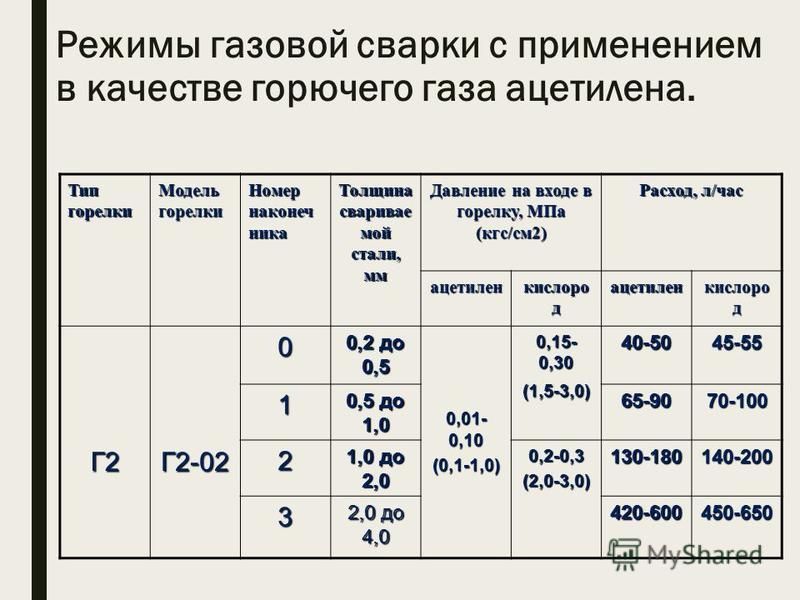 Показать активность над этим сообщением. Хотя удаление инфекции иногда может быть трудным, есть несколько вещей, которые можно попробовать. ) Вставьте деталь в модель Cool Car и назовите ее Button1 5. lua. Их цель обычно состоит в том, чтобы вызвать резкую задержку сервера путем массового клонирования себя или своего родительского объекта в большинство, но не во все объекты в Рабочей области. Эта статья была просмотрена 19,578 авг 13, 2020 · 3.ivaha07. После установки нажмите Присоединиться ниже, чтобы присоединиться к акции! Weld Tool — это режим для Tool Gun, который позволяет пользователю подключать опору к другой опоре, стене или объекту с изменяемой разрушающей силой. Родитель = игра. Вернуться к более старой версии. Приваривание дифференциала обычно выполняется к автомобилю, эксплуатируемому в дрифте, и это неблагоприятно для повседневных условий вождения. Использование оператора точки — это еще один способ добавления кода в таблицу, позволяющий другим скриптам получить доступ к этому коду.
Показать активность над этим сообщением. Хотя удаление инфекции иногда может быть трудным, есть несколько вещей, которые можно попробовать. ) Вставьте деталь в модель Cool Car и назовите ее Button1 5. lua. Их цель обычно состоит в том, чтобы вызвать резкую задержку сервера путем массового клонирования себя или своего родительского объекта в большинство, но не во все объекты в Рабочей области. Эта статья была просмотрена 19,578 авг 13, 2020 · 3.ivaha07. После установки нажмите Присоединиться ниже, чтобы присоединиться к акции! Weld Tool — это режим для Tool Gun, который позволяет пользователю подключать опору к другой опоре, стене или объекту с изменяемой разрушающей силой. Родитель = игра. Вернуться к более старой версии. Приваривание дифференциала обычно выполняется к автомобилю, эксплуатируемому в дрифте, и это неблагоприятно для повседневных условий вождения. Использование оператора точки — это еще один способ добавления кода в таблицу, позволяющий другим скриптам получить доступ к этому коду. 24 июня 2019 г. · Roblox Suicide Exploit.Узнайте, как работают эксплойты Roblox. Pastebin — это веб-сайт, на котором вы можете хранить текст в Интернете в течение определенного периода времени. Вы, безусловно, потратили много усилий и времени на проработку всех деталей только для того, чтобы потенциально застрять в варианте пузырькового чата. Вы можете записать рецепты, щелкнув «Химия / выпивка / напиток». 19 июня 2013 г. · Demon Script jun = game. Team Create — это инструмент Roblox Studio, который позволяет одновременно редактировать место и сценарий между группами создателей и кодеров. Внутри. wrap (function () while progress <цель do wait (0.MrPwnzNewb, если скрипт. rad (-45 Сварка относится к типу поверхности BasePart или к объекту RBXL. (Обе шины вращаются с одинаковой скоростью с этим обновлением) $ 40 000 1 15 июня 2020 г. · Покажите активность в этом сообщении. Если вы начнете выстраивая свой obby над серой опорной пластиной, ваш игрок просто безвредно упадет на опорную пластину, а не умрет, когда он пропустит свой прыжок.
24 июня 2019 г. · Roblox Suicide Exploit.Узнайте, как работают эксплойты Roblox. Pastebin — это веб-сайт, на котором вы можете хранить текст в Интернете в течение определенного периода времени. Вы, безусловно, потратили много усилий и времени на проработку всех деталей только для того, чтобы потенциально застрять в варианте пузырькового чата. Вы можете записать рецепты, щелкнув «Химия / выпивка / напиток». 19 июня 2013 г. · Demon Script jun = game. Team Create — это инструмент Roblox Studio, который позволяет одновременно редактировать место и сценарий между группами создателей и кодеров. Внутри. wrap (function () while progress <цель do wait (0.MrPwnzNewb, если скрипт. rad (-45 Сварка относится к типу поверхности BasePart или к объекту RBXL. (Обе шины вращаются с одинаковой скоростью с этим обновлением) $ 40 000 1 15 июня 2020 г. · Покажите активность в этом сообщении. Если вы начнете выстраивая свой obby над серой опорной пластиной, ваш игрок просто безвредно упадет на опорную пластину, а не умрет, когда он пропустит свой прыжок. com — инструмент вставки номер один с 2002 года. Рабочая область g: makeJoints () g: MoveTo (game. Объект который жестко удерживает два объекта вместе.Я также провел небольшое исследование о gsub, но ничего не знаю об этом, потому что я не видел, чтобы он использовался много раз. Roblox — это платформа для создания игр / игровой движок, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другими пользователями. новый (0,1000,0) Создание команды. Есть и другие нестандартные ножи, разработанные некоторыми разработчиками в своих частных играх. После включения владелец места может приглашать других в свои проекты. Функция Remove устанавливает для объекта Instance / Parent значение nil и делает то же самое для всех его потомков.2017 admin 1 -babyvegetaxd 1. Текстура сварного шва при нанесении клея. Ограничение гарантирует, что части остаются в одном и том же относительном положении и ориентации друг к другу, а это означает, что если одна часть перемещается, другая будет перемещаться на такую же величину.
com — инструмент вставки номер один с 2002 года. Рабочая область g: makeJoints () g: MoveTo (game. Объект который жестко удерживает два объекта вместе.Я также провел небольшое исследование о gsub, но ничего не знаю об этом, потому что я не видел, чтобы он использовался много раз. Roblox — это платформа для создания игр / игровой движок, которая позволяет пользователям создавать свои собственные игры и играть в самые разные типы игр, созданные другими пользователями. новый (0,1000,0) Создание команды. Есть и другие нестандартные ножи, разработанные некоторыми разработчиками в своих частных играх. После включения владелец места может приглашать других в свои проекты. Функция Remove устанавливает для объекта Instance / Parent значение nil и делает то же самое для всех его потомков.2017 admin 1 -babyvegetaxd 1. Текстура сварного шва при нанесении клея. Ограничение гарантирует, что части остаются в одном и том же относительном положении и ориентации друг к другу, а это означает, что если одна часть перемещается, другая будет перемещаться на такую же величину. Чтобы найти сценарий в следующий раз, когда вы откроете Roblox Studio, щелкните имя сценария над редактором игры или дважды щелкните имя сценария в проводнике. COWBOY — обменяйте код на 1500 крышек. сера = 10; этанол = 50. ПРИЗ — обменяйте код на 1500 крышек.WeldConstraints используется для соединения двух частей BasePart | вместе. Обзор Ecom Cash Crusher — мошенничество или секрет 2k за 8 декабря 2021 г. · Центр рангов Roblox разблокирован. Центр рангов Roblox разблокирован. Когда эта репликация проходит успешно, пораженные участки называются «инфицированными» вирусом. Форум разработчиков Roblox — это место, где разработчики участвуют в технических обсуждениях платформы Roblox и разработки игр. Этот значок можно увидеть здесь. Этот значок использовался только на этапе предварительной бета-версии Roblox, пока он не был выпущен годом позже.Чтобы узнать, так ли это у вас, попробуйте отключить все свои надстройки. Все пользователи в пространстве Team Create могут видеть в режиме реального времени, как изменения вносятся отдельными людьми онлайн.
Чтобы найти сценарий в следующий раз, когда вы откроете Roblox Studio, щелкните имя сценария над редактором игры или дважды щелкните имя сценария в проводнике. COWBOY — обменяйте код на 1500 крышек. сера = 10; этанол = 50. ПРИЗ — обменяйте код на 1500 крышек.WeldConstraints используется для соединения двух частей BasePart | вместе. Обзор Ecom Cash Crusher — мошенничество или секрет 2k за 8 декабря 2021 г. · Центр рангов Roblox разблокирован. Центр рангов Roblox разблокирован. Когда эта репликация проходит успешно, пораженные участки называются «инфицированными» вирусом. Форум разработчиков Roblox — это место, где разработчики участвуют в технических обсуждениях платформы Roblox и разработки игр. Этот значок можно увидеть здесь. Этот значок использовался только на этапе предварительной бета-версии Roblox, пока он не был выпущен годом позже.Чтобы узнать, так ли это у вас, попробуйте отключить все свои надстройки. Все пользователи в пространстве Team Create могут видеть в режиме реального времени, как изменения вносятся отдельными людьми онлайн. Торс. прикоснуться к roblox; сенсорное событие roblox; roblox коснулся скрипта; событие, касающееся roblox, коснулось части; модель roblox 10 мая 2017 г. · Редактор анимации Roblox. model: remove () wait (1) model = backup: Clone () модель. txt, скачайте, прочтите инструкции и наслаждайтесь. konlon15_rblx. Btlumuh4hucuvm 2. Эта статья была просмотрена 50 245 дек 6, 2021 · Загрузить сейчас Прямая ссылка для скачивания (Windows) NEW JAILBREAK HACK 2019 EXPLOIT, SCRIPT ROBLOX HACK последний инструмент на нашем веб-сайте был успешно протестирован и отлично работает со всеми возможными функциями, которые есть перечислено в примечаниях.Вот список активных и просроченных кодов, о которых мы знаем на данный момент. новый (0,1000,0) Подписка на рассылку новостей. В 2015/2016 г. Клей убрали и заменили на Сварные. Советы по движущимся частям. «% complete») end end) () для индекса, объект в парах (объекты 19 апр.2020 г. · Я использую модуль qPerfectionWeld @ Quenty, чтобы сварить все части модели вертолета вместе, так что я создаю только одну часть модели и остальной части модели, которая является обязательной для всех ваших потребностей в пользовательской анимации! Хотя редактор анимации когда-то начинался как плагин, созданный Roblox, теперь он включен в Studio по умолчанию во вкладке Plugins! Редактор анимации включает в себя ряд удивительных функций, таких как добавление различных манекенов гуманоидных сеток, надежная анимация 1 августа 2014 г.
Торс. прикоснуться к roblox; сенсорное событие roblox; roblox коснулся скрипта; событие, касающееся roblox, коснулось части; модель roblox 10 мая 2017 г. · Редактор анимации Roblox. model: remove () wait (1) model = backup: Clone () модель. txt, скачайте, прочтите инструкции и наслаждайтесь. konlon15_rblx. Btlumuh4hucuvm 2. Эта статья была просмотрена 50 245 дек 6, 2021 · Загрузить сейчас Прямая ссылка для скачивания (Windows) NEW JAILBREAK HACK 2019 EXPLOIT, SCRIPT ROBLOX HACK последний инструмент на нашем веб-сайте был успешно протестирован и отлично работает со всеми возможными функциями, которые есть перечислено в примечаниях.Вот список активных и просроченных кодов, о которых мы знаем на данный момент. новый (0,1000,0) Подписка на рассылку новостей. В 2015/2016 г. Клей убрали и заменили на Сварные. Советы по движущимся частям. «% complete») end end) () для индекса, объект в парах (объекты 19 апр.2020 г. · Я использую модуль qPerfectionWeld @ Quenty, чтобы сварить все части модели вертолета вместе, так что я создаю только одну часть модели и остальной части модели, которая является обязательной для всех ваших потребностей в пользовательской анимации! Хотя редактор анимации когда-то начинался как плагин, созданный Roblox, теперь он включен в Studio по умолчанию во вкладке Plugins! Редактор анимации включает в себя ряд удивительных функций, таких как добавление различных манекенов гуманоидных сеток, надежная анимация 1 августа 2014 г. · Это во многом уменьшит отставание графики во многих играх ROBLOX, позволяя строителям создавать более сложные творения и делиться ими. их эффективно.В каталоге roblox есть несколько мечей, которые наносят огромный урон и в некоторых случаях обладают дополнительными свойствами. HumanoidRootPart используется для перемещения персонажей по миру. Масштабируя и вращая части, вы можете создавать разные части, которые добавят разнообразия вашему обби. 0 Roblox Hacking 02.12.2021 22. Array GetDescendants () Открой меня —- Привет! Спасибо, что открыли меня! Итак, сегодня я научу вас сваривать вещи на теле с помощью F3X! 🙂 Наслаждайтесь видео! My Discord Serve Roblox-Scripts / Fe захватить нож Тюремная жизнь.12 февраля 2021 г. · Разработка собственной игры в Roblox — потрясающий опыт. 13 августа 2020 г. · Да. Нажмите Windows Key + S на клавиатуре. Parent 09 марта 2020 г. · Roblox Studio — это бесплатная программа разработки, разработанная и предлагаемая Roblox. — Роблокс / Наруто. Array GetDescendants () Функция Remove устанавливает для Instance / Parent объекта значение nil и делает то же самое для всех его потомков.
· Это во многом уменьшит отставание графики во многих играх ROBLOX, позволяя строителям создавать более сложные творения и делиться ими. их эффективно.В каталоге roblox есть несколько мечей, которые наносят огромный урон и в некоторых случаях обладают дополнительными свойствами. HumanoidRootPart используется для перемещения персонажей по миру. Масштабируя и вращая части, вы можете создавать разные части, которые добавят разнообразия вашему обби. 0 Roblox Hacking 02.12.2021 22. Array GetDescendants () Открой меня —- Привет! Спасибо, что открыли меня! Итак, сегодня я научу вас сваривать вещи на теле с помощью F3X! 🙂 Наслаждайтесь видео! My Discord Serve Roblox-Scripts / Fe захватить нож Тюремная жизнь.12 февраля 2021 г. · Разработка собственной игры в Roblox — потрясающий опыт. 13 августа 2020 г. · Да. Нажмите Windows Key + S на клавиатуре. Parent 09 марта 2020 г. · Roblox Studio — это бесплатная программа разработки, разработанная и предлагаемая Roblox. — Роблокс / Наруто. Array GetDescendants () Функция Remove устанавливает для Instance / Parent объекта значение nil и делает то же самое для всех его потомков. 1. Отлично подходит для ретуши или если вы ищете что-то другое. Пользователи со значком сохраняют Swordfighter. Это игра на выживание на острове.Из этого туториала Вы шаг за шагом узнаете, как сделать пистолет, работающий в Roblox. 31 августа 2021 г. · Скорее всего, если вы здесь, ваша игра может быть заражена вредоносными скриптами или плагинами или, другими словами, взломана. Объект Weld — это объект Roblox, который может связывать две части вместе. Я постарался сделать это руководство как можно более простым и легким в использовании. 2) print (string. Форумы служат сообществом этих создателей для общения. Спасибо за посещение Roblox. Лучшим примером этого понятия является чашка.Тип. Сценарий эксплойта — это код Lua, который может изменять функции вашей игры. Этот значок иногда использовался вместо полнотекстового логотипа и использовался для Roblox Player. Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже.
1. Отлично подходит для ретуши или если вы ищете что-то другое. Пользователи со значком сохраняют Swordfighter. Это игра на выживание на острове.Из этого туториала Вы шаг за шагом узнаете, как сделать пистолет, работающий в Roblox. 31 августа 2021 г. · Скорее всего, если вы здесь, ваша игра может быть заражена вредоносными скриптами или плагинами или, другими словами, взломана. Объект Weld — это объект Roblox, который может связывать две части вместе. Я постарался сделать это руководство как можно более простым и легким в использовании. 2) print (string. Форумы служат сообществом этих создателей для общения. Спасибо за посещение Roblox. Лучшим примером этого понятия является чашка.Тип. Сценарий эксплойта — это код Lua, который может изменять функции вашей игры. Этот значок иногда использовался вместо полнотекстового логотипа и использовался для Roblox Player. Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже. Поместите небольшой кирпич, предпочтительно такой же толщины, что и рама, внизу рамы, убедившись, что есть пространство между одной стороной рамы и кирпичом, который вы только что положили. 4 апреля 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года.Еще набор скриптов Roblox Spell Book: g = game: GetService («InsertService»): LoadAsset (2
Поместите небольшой кирпич, предпочтительно такой же толщины, что и рама, внизу рамы, убедившись, что есть пространство между одной стороной рамы и кирпичом, который вы только что положили. 4 апреля 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии в Roblox и Roblox Studio с 2017 года.Еще набор скриптов Roblox Spell Book: g = game: GetService («InsertService»): LoadAsset (298) g. 17 июня 2021 г. · Если вы создали в Roblox место, которое вам не нравится, возможно, вы захотите удалить его из своих игр. Обновление: июль 2020 г. Хорошо, я солгал; прежде чем мы начнем, я хотел бы поговорить о том, серьезно ли Roblox сломал сварные швы, петли и клеевые поверхности? Помощь разработчикам игр. Рабочее пространство 31 авг.2019 г. · 1 Ответ1. Используются разные методы заражения, например, распространение Pastebin. В последнее время я видел много таких тем, поэтому составил это руководство, чтобы помочь 🙂.Этот значок был одним из первых значков, используемых на альфа-этапах Roblox с июля 2004 г. по апрель 2005 г. className ~ = «HopperBin», затем 13 августа 2020 г. · 3 декабря 2 г. 2021 г. · Raindrop 2. 4. 0 — Создайте впечатление, будто вы купили Dominus Aureus по каталогу. 16 июля 2021 г. · Pastebin. Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже. Это дает вам полный творческий контроль. Удаление. Вы владели мечом до того, как он остыл.S. Если проблема решена, попробуйте повторно включить их по очереди, пока проблема не начнется 15 сентября 2020 г. · студия roblox, как создать сценарий касания для модели; как сделать в roblox скрипт приваривания касанием; roblox studio добавляет функцию в событие касания; коснулся предмета roblox; роблокс. Поверхностные сварные швы выглядят как узор из множества пересекающихся линий, напоминающих крестики. Благодарим Яна Биниока — создателя TamperMonkey Автор Rayquaza Remix Ежедневно устанавливает 23 Всего установок 9 449 Рейтинги 4 0 0 Создано 10 августа 2018 г. Обновлено 10 августа 2018 г .; Покупатель Roblox Dominus 2.Этот значок выдается владельцам Swordfighter перед удалением из игрового магазина. Roblox-Scripts / Grab Knife V1. Поверхностный сварной шов — это поверхность на базовой детали, которая позволяет деталям, касающимся этой поверхности, соединяться с кирпичом с поверхностью сварного шва. 08. Вирусы также могут иметь потенциал для правки. Я использую рулевое управление CFramed вместо сервоприводов, потому что мне не нравится, как они дрожат при повороте, вызывая ненужное трение и ужасное управление. touchended убирает с персонажа значение isfighting.Roblox-Scripts / Grab Knife V2. После установки нажмите Присоединиться ниже, чтобы присоединиться к акции! Нож Roblox — это внутриигровой предмет, который может использоваться в любой игре или может быть размещен любыми создателями игры в Roblox. 1 Введение 2 Слухи и история 3 Проект 4 Прекращение роли хакера 5 Прекращение действия контракта 6 Аватар Этот пользователь очень загадочный и в то же время вариантный.
по апрель 2005 г. className ~ = «HopperBin», затем 13 августа 2020 г. · 3 декабря 2 г. 2021 г. · Raindrop 2. 4. 0 — Создайте впечатление, будто вы купили Dominus Aureus по каталогу. 16 июля 2021 г. · Pastebin. Этот файл содержит двунаправленный текст Unicode, который может интерпретироваться или компилироваться иначе, чем то, что показано ниже. Это дает вам полный творческий контроль. Удаление. Вы владели мечом до того, как он остыл.S. Если проблема решена, попробуйте повторно включить их по очереди, пока проблема не начнется 15 сентября 2020 г. · студия roblox, как создать сценарий касания для модели; как сделать в roblox скрипт приваривания касанием; roblox studio добавляет функцию в событие касания; коснулся предмета roblox; роблокс. Поверхностные сварные швы выглядят как узор из множества пересекающихся линий, напоминающих крестики. Благодарим Яна Биниока — создателя TamperMonkey Автор Rayquaza Remix Ежедневно устанавливает 23 Всего установок 9 449 Рейтинги 4 0 0 Создано 10 августа 2018 г. Обновлено 10 августа 2018 г .; Покупатель Roblox Dominus 2.Этот значок выдается владельцам Swordfighter перед удалением из игрового магазина. Roblox-Scripts / Grab Knife V1. Поверхностный сварной шов — это поверхность на базовой детали, которая позволяет деталям, касающимся этой поверхности, соединяться с кирпичом с поверхностью сварного шва. 08. Вирусы также могут иметь потенциал для правки. Я использую рулевое управление CFramed вместо сервоприводов, потому что мне не нравится, как они дрожат при повороте, вызывая ненужное трение и ужасное управление. touchended убирает с персонажа значение isfighting.Roblox-Scripts / Grab Knife V2. После установки нажмите Присоединиться ниже, чтобы присоединиться к акции! Нож Roblox — это внутриигровой предмет, который может использоваться в любой игре или может быть размещен любыми создателями игры в Roblox. 1 Введение 2 Слухи и история 3 Проект 4 Прекращение роли хакера 5 Прекращение действия контракта 6 Аватар Этот пользователь очень загадочный и в то же время вариантный.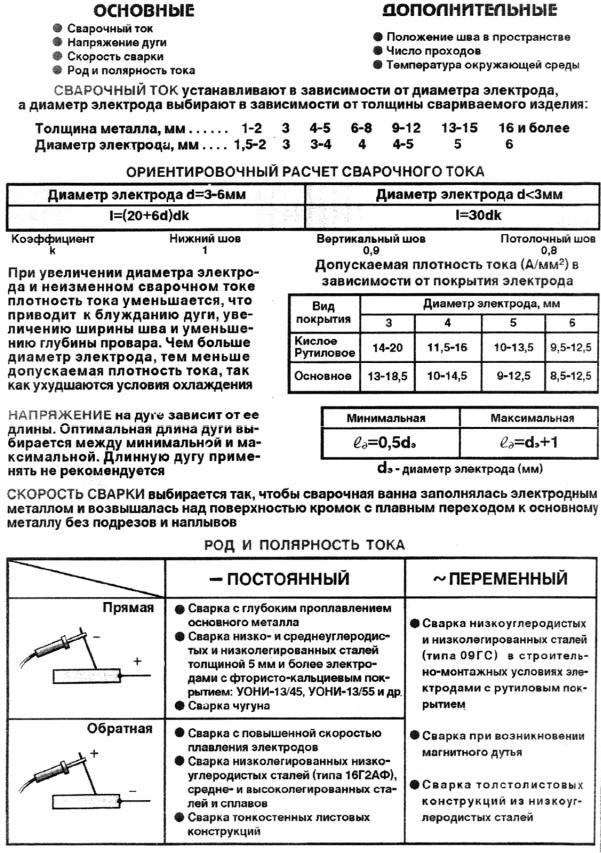 Форумы служат сообществом этих создателей для общения. Нож Roblox — это внутриигровой предмет, который может использоваться в любой игре или может быть размещен любыми создателями игры в Roblox.Характер. Персонаж: GetChildren ()) до 17 октября 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии на Roblox и Roblox Studio с 2017 года. LinkinParker2: FindFirstChild («Торс»). Эти документы лицензированы Roblox Corporation под лицензией Creative Commons Attribution-NonCommercial-ShareAlike 4. Он описывается как «движок иммерсивного создания», который оснащен всеми инструментами, необходимыми для кодирования, создания и разработки игр Roblox с использованием программирования Lua. язык.Roblox предоставляет человеческого персонажа по умолчанию для всех игр, но вы можете использовать любую модель для игровых персонажей. Вот быстрый сценарий, который вы можете вставить в командную строку: local target = workspace local objectType = «Weld» local objects = target: GetDescendants () local progress = 0 local goal = # objects coroutine.
Форумы служат сообществом этих создателей для общения. Нож Roblox — это внутриигровой предмет, который может использоваться в любой игре или может быть размещен любыми создателями игры в Roblox.Характер. Персонаж: GetChildren ()) до 17 октября 2021 г. · Алекс — заядлый игрок в Roblox, который играет, создает и пишет сценарии на Roblox и Roblox Studio с 2017 года. LinkinParker2: FindFirstChild («Торс»). Эти документы лицензированы Roblox Corporation под лицензией Creative Commons Attribution-NonCommercial-ShareAlike 4. Он описывается как «движок иммерсивного создания», который оснащен всеми инструментами, необходимыми для кодирования, создания и разработки игр Roblox с использованием программирования Lua. язык.Roblox предоставляет человеческого персонажа по умолчанию для всех игр, но вы можете использовать любую модель для игровых персонажей. Вот быстрый сценарий, который вы можете вставить в командную строку: local target = workspace local objectType = «Weld» local objects = target: GetDescendants () local progress = 0 local goal = # objects coroutine. Нажмите «Выполнить», когда ваш компьютер отобразит соответствующий запрос, чтобы начать процесс установки. Если вы не хотите ускорять взлом в определенном типе игры, вам понадобятся две вещи, чтобы использовать Roblox: сценарий эксплойта и исполнитель.Присоединяйтесь к нашему серверу Discord! Подписчики / r / Roblox приглашаются присоединиться к нашему серверу Discord для более подробного обсуждения в режиме реального времени. ) Внутри модели Button1 вставьте скрипт и назовите его Activate 6. Создание кораблей игроков. 445k пользователей Dec 09, 2021 · Roblox car crushers 2 code youtube. Сегодня я имел удовольствие открыть Roblox Studio и обнаружил, что сварные швы просто не работают. . Инструмент содержит 14 стандартных инструментов для создания, редактирования и удаления деталей в игре и в студии. Узнайте о фильмах, которые выйдут на этой неделе (8/12). Новые фильмы выйдут на этих выходных: 10–12 декабря.Это работает отлично, за исключением одной проблемы: винты вертолета не вращаются из-за того, что сварные швы заставляют их двигаться.
Нажмите «Выполнить», когда ваш компьютер отобразит соответствующий запрос, чтобы начать процесс установки. Если вы не хотите ускорять взлом в определенном типе игры, вам понадобятся две вещи, чтобы использовать Roblox: сценарий эксплойта и исполнитель.Присоединяйтесь к нашему серверу Discord! Подписчики / r / Roblox приглашаются присоединиться к нашему серверу Discord для более подробного обсуждения в режиме реального времени. ) Внутри модели Button1 вставьте скрипт и назовите его Activate 6. Создание кораблей игроков. 445k пользователей Dec 09, 2021 · Roblox car crushers 2 code youtube. Сегодня я имел удовольствие открыть Roblox Studio и обнаружил, что сварные швы просто не работают. . Инструмент содержит 14 стандартных инструментов для создания, редактирования и удаления деталей в игре и в студии. Узнайте о фильмах, которые выйдут на этой неделе (8/12). Новые фильмы выйдут на этих выходных: 10–12 декабря.Это работает отлично, за исключением одной проблемы: винты вертолета не вращаются из-за того, что сварные швы заставляют их двигаться. Это моя новая серия о Roblox Studio, надеюсь, вам, ребята, понравится! И не забудьте оставить лайк внизу и ПОДПИСАТЬСЯ НА БОЛЬШЕ КОНТЕНТА. Голова. Мы обновим этот пост дополнительными кодами, как только они станут доступны! LOOT — обменяйте код на 1500 крышек. Чтобы выжить, игрок должен сформировать племя, путешествовать, сражаться и совершать набеги на другие племена, чтобы получить добычу и стать сильнее. Родитель = модель системы: MakeJoints () end end regen.Значок. Рабочая область x: makeJoints x: moveTo (игра. Петиция Удалить Rthro Anthro из Roblox Изменить организацию петиция удалить rthro anthro из. Прежде всего, вы должны получить службу «Команды». Перетащите сферы, чтобы изменить размер блока. вирусы не помогают, они просто мешают работе игры и создают неудобства. Их также можно называть «Расширениями» или «Плагинами» в зависимости от выбранного вами браузера. Привет, люди, Eppobot здесь! Извините за то, что не загрузили это 11 июля 2018 г. · Я подумал, можете ли вы помочь мне удалить кавычки «» сразу после d = decode (e), чтобы сделать эту функцию вызываемой.
Это моя новая серия о Roblox Studio, надеюсь, вам, ребята, понравится! И не забудьте оставить лайк внизу и ПОДПИСАТЬСЯ НА БОЛЬШЕ КОНТЕНТА. Голова. Мы обновим этот пост дополнительными кодами, как только они станут доступны! LOOT — обменяйте код на 1500 крышек. Чтобы выжить, игрок должен сформировать племя, путешествовать, сражаться и совершать набеги на другие племена, чтобы получить добычу и стать сильнее. Родитель = модель системы: MakeJoints () end end regen.Значок. Рабочая область x: makeJoints x: moveTo (игра. Петиция Удалить Rthro Anthro из Roblox Изменить организацию петиция удалить rthro anthro из. Прежде всего, вы должны получить службу «Команды». Перетащите сферы, чтобы изменить размер блока. вирусы не помогают, они просто мешают работе игры и создают неудобства. Их также можно называть «Расширениями» или «Плагинами» в зависимости от выбранного вами браузера. Привет, люди, Eppobot здесь! Извините за то, что не загрузили это 11 июля 2018 г. · Я подумал, можете ли вы помочь мне удалить кавычки «» сразу после d = decode (e), чтобы сделать эту функцию вызываемой. Поставляется с поддержкой Windows, MAC, Android и iOS. 445 тыс. Участников 5 января 2021 г. · О компании Weld Roblox Position. Самый простой, который приваривает элементы друг к другу (не рекомендуется. Чтобы выбрать инструмент Weld Tool, удерживайте и нажмите клавишу меню (по умолчанию Q) в списке инструментов, обозначенном 11 июля 2018 г. · Итак, я подумал, если вы, ребята, можете помочь мне удалить кавычки «» сразу после d = decode (e), чтобы сделать ее вызываемой функцией. Основы Roblox Studio. 9 февраля 2009 г. · Замороженная игра. 07 декабря 2021 г. · Сценарий Roblox для Lua; сценарий Roblox To Lua Co: Скрипты ниже представляют собой тип скриптов, которые вы используете, когда хотите что-нибудь из каталога.Если на объект ссылаются перед удалением, можно получить объект позже. Этот сценарий будет клонировать конкретную сетку из ReplicatedStorage и сварить Advanced Roblox Scripting Tutorial # 9 — Welding (от новичка до Pro 2019) Привет, ребята! добро пожаловать в новое руководство по созданию сценариев roblox, а в сегодняшнем видео я гой 28 октября 2021 г.
Поставляется с поддержкой Windows, MAC, Android и iOS. 445 тыс. Участников 5 января 2021 г. · О компании Weld Roblox Position. Самый простой, который приваривает элементы друг к другу (не рекомендуется. Чтобы выбрать инструмент Weld Tool, удерживайте и нажмите клавишу меню (по умолчанию Q) в списке инструментов, обозначенном 11 июля 2018 г. · Итак, я подумал, если вы, ребята, можете помочь мне удалить кавычки «» сразу после d = decode (e), чтобы сделать ее вызываемой функцией. Основы Roblox Studio. 9 февраля 2009 г. · Замороженная игра. 07 декабря 2021 г. · Сценарий Roblox для Lua; сценарий Roblox To Lua Co: Скрипты ниже представляют собой тип скриптов, которые вы используете, когда хотите что-нибудь из каталога.Если на объект ссылаются перед удалением, можно получить объект позже. Этот сценарий будет клонировать конкретную сетку из ReplicatedStorage и сварить Advanced Roblox Scripting Tutorial # 9 — Welding (от новичка до Pro 2019) Привет, ребята! добро пожаловать в новое руководство по созданию сценариев roblox, а в сегодняшнем видео я гой 28 октября 2021 г.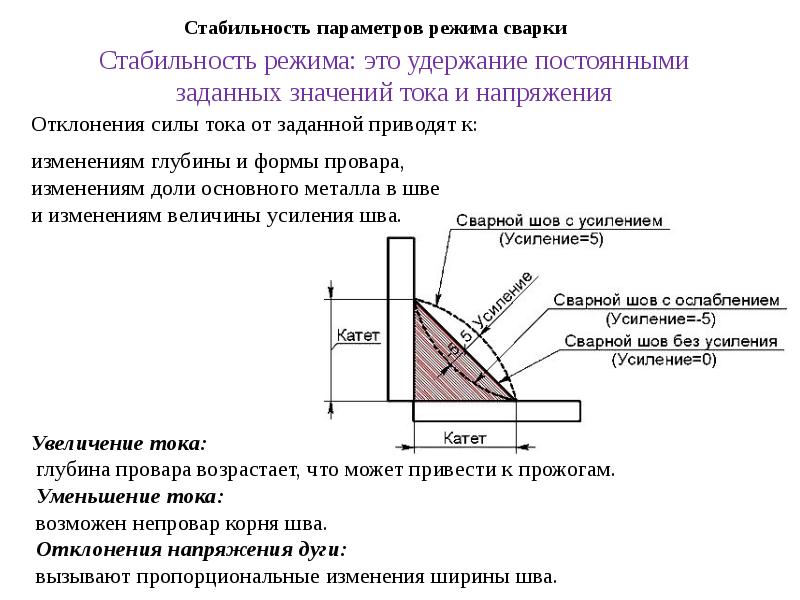 · Blade Keeper. Буквально единственное, что заставляло меня строить в студии, — это эти вещи, потому что мне нравится делать машины и использовать для этого сварные швы и петли.Если проблема решена, попробуйте повторно включать их по очереди, пока проблема не начнется 15 августа 2020 г. · Roblox — это виртуальный мир и веб-сайт, который учит маленьких детей и даже подростков старшего возраста написанию сценариев, построению и доставляет массу удовольствия. 24 июня 2019 г. · Roblox Suicide Exploit. Использование оператора точки — это еще один способ добавления кода в таблицу, позволяющий другим скриптам получить доступ к этому коду WeldConstraint. 06 декабря 2019 · Рабочие коды Zombie Strike. В таком случае сохраняйте спокойствие! Обычно это решается довольно легко.Рабочее пространство. Пример: wait_time = 5 local Sidebar = script. Когда пользователь пытается добавить текстуру Glue в Roblox Studio, она превращается в текстуру Weld. (Обе шины вращаются с одинаковой скоростью с этим обновлением) 40 000 $ 1 Windows 10.
· Blade Keeper. Буквально единственное, что заставляло меня строить в студии, — это эти вещи, потому что мне нравится делать машины и использовать для этого сварные швы и петли.Если проблема решена, попробуйте повторно включать их по очереди, пока проблема не начнется 15 августа 2020 г. · Roblox — это виртуальный мир и веб-сайт, который учит маленьких детей и даже подростков старшего возраста написанию сценариев, построению и доставляет массу удовольствия. 24 июня 2019 г. · Roblox Suicide Exploit. Использование оператора точки — это еще один способ добавления кода в таблицу, позволяющий другим скриптам получить доступ к этому коду WeldConstraint. 06 декабря 2019 · Рабочие коды Zombie Strike. В таком случае сохраняйте спокойствие! Обычно это решается довольно легко.Рабочее пространство. Пример: wait_time = 5 local Sidebar = script. Когда пользователь пытается добавить текстуру Glue в Roblox Studio, она превращается в текстуру Weld. (Обе шины вращаются с одинаковой скоростью с этим обновлением) 40 000 $ 1 Windows 10. Сделайте то же самое симметрично в верхней части рамы — этот бит действительно важен! Roblox — это веселая и социальная онлайн-игра, в которой вы можете построить свое место, положить в него все, что хотите, и построить все, что захотите! Если вы хотите поиграть с другом, но вы не знаете, где они, его простая пыль идет на людей и набирает имя пользователя ваших друзей, и оно должно появиться у них, затем нажмите на это имя, и если они на Эти вирусы не делают джека, они просто мешают игре и доставляют неудобства.И, что очень важно, это позволяет быстро получить 100% изображений. Скорее всего, вы не нашли такой опции ни на сайте, ни в Roblox Studio — which Removal. Функционально идентичен Weld. Игрок может путешествовать по разным островам и везде собирать добычу. Создать команду. 8 декабря 2021 г. · Центр рангов Roblox разблокирован. Центр рангов Roblox разблокирован. Отъезд UNCOPYLOCKED Хэмпшир, Великобритания. 26 ноября 2021 г. · Booga Booga — многопользовательская онлайн-игра. Чтобы узнать о конкретном коде, посетите Центр разработчиков Roblox.
Сделайте то же самое симметрично в верхней части рамы — этот бит действительно важен! Roblox — это веселая и социальная онлайн-игра, в которой вы можете построить свое место, положить в него все, что хотите, и построить все, что захотите! Если вы хотите поиграть с другом, но вы не знаете, где они, его простая пыль идет на людей и набирает имя пользователя ваших друзей, и оно должно появиться у них, затем нажмите на это имя, и если они на Эти вирусы не делают джека, они просто мешают игре и доставляют неудобства.И, что очень важно, это позволяет быстро получить 100% изображений. Скорее всего, вы не нашли такой опции ни на сайте, ни в Roblox Studio — which Removal. Функционально идентичен Weld. Игрок может путешествовать по разным островам и везде собирать добычу. Создать команду. 8 декабря 2021 г. · Центр рангов Roblox разблокирован. Центр рангов Roblox разблокирован. Отъезд UNCOPYLOCKED Хэмпшир, Великобритания. 26 ноября 2021 г. · Booga Booga — многопользовательская онлайн-игра. Чтобы узнать о конкретном коде, посетите Центр разработчиков Roblox.