Ремонт дисков. Правка дисков. Сварка дисков. Ремонт и правка дисков. Ремонт автомобильных дисков. Правка автомобильных дисков.
Нижний Новгород, ул. Деловая, 7 +7 (831) 422-14-24
Нижний Новгород, ул. Ванеева, 209А +7 (831) 422-14-22
г. Нижний Новгород, ул.Переходникова, д.28/1 +7 (831) 422-14-20
Нижний Новгород, ул. Коминтерна, 39, к.1 +7 (831) 422-14-16
Нижний Новгород, ул.
Нижний Новгород, Комсомольское шоссе, 3б +7 (831) 422-14-23
Нижний Новгород, ул. Удмуртская, 10 +7 (831) 411-50-50, (831) 416-16-00, (831) 416-19-00
Нижний Новгород, пр. Гагарина, 37б +7 (831) 413-03-89
Нижний Новгород, ул. Дьяконова, 2г +7 (831) 414-65-76
г. Нижний Новгород, ул. Гаугеля 2А/2 +7 магазин: (831) 225-92-72, шиномонтаж: (831) 415-38-07
Нижний Новгород, ул. Гаугеля 2А/2 +7 магазин: (831) 225-92-72, шиномонтаж: (831) 415-38-07
Нижний Новгород, ул. Голубева, д. 7 +7 (831) 422-14-17
Нижний Новгород, ул. Фучика, д. 36 +7 (831) 422-14-18
Нижний Новгород, ул. Генерала Ивлиева, дом 24А +7 (831) 422-14-19
Ремонт дисков
Ремонт дисков
Принимаются: литые, штампованные, кованые и составные колесные диски (в том числе эксклюзивные) легковых автомобилей, джипов, микроавтобусов, мотоциклов и некоторой другой мототехники.
Размеры: от R13 до R24 включительно. Штампованные до R17.
Ремонт дисков производится в нескольких сервисных центрах в Санкт-Петербурге. В настоящее время в Василеостровском, Приморском, Московском и Красногвардейском районах СПб.
С 1993 года HOFMANN Сервис успешно занимается всеми видами повреждений дисков всех основных типов. Ремонт дисков представляет собой ряд работ. Часть из них основные, составляющие суть, выполнение их необходимо. А часть дополнительные, которые производят, если на то имеется желание клиента.
Основные работы
Восстановление геометрии диска. Работа со всеми видами нарушения формы:
- Радиальное: в вертикальной плоскости. Например, загибы лицевой или задней части диска. В максимуме деформация до степени, называемой в разговорной речи «яйцо» или «диск яйцом».
- Осевое: в горизонтальной плоскости. Так называемая «восьмёрка» или «восьмёрка на диске».

- Комбинированное: сложное сочетание радиального и осевого.

Восстановление поверхности диска: устраняются царапины, выбоины, сколы, задиры.
Восстановление утраченных фрагментов и
Дополнительные работы
При наличии желания клиента и за отдельную плату, после завершения ремонта диск может быть покрашен порошковыми красками или специальными эмалями. В один или несколько цветов.
Подробнее: покраска дисков …
После окончания всех работ с диском и сборки колеса так же за отдельную плату может быть проведена балансировка.
Ремонт дисков разных типов
Ремонт дисков разных типов имеет свои специфические особенности. Характеристики материалов, из которых их изготавливают и различающиеся конструкции делают необходимым использовать дифференцированный подход при работе с ними.
Ремонт литых дисков
С точки зрение ремонта основной их особенностью являются материал и способ изготовления. Сплавы на основе алюминия или магния в сочетании с литьем в форму создают легкую, прочную, но относительно более жесткую и хрупкую структуру.
Сравнительная жесткость и хрупкость приводят к тому, что при сильных ударах диск может не только деформироваться, но и трескаться. Иногда даже отламываются фрагменты. И при самом ремонте становится невозможным использовать технологии, которые не учитывают данные особенности.
Поэтому для устранения деформации вместо проката используется правка дисков, когда их не прокатывают, а скорее вытягивают на специальных станках, возвращая к прежней форме. Для залечивания трещин, достаточно глубоких повреждений поверхности и восстановления утраченных фрагментов используется сварка.
Ремонт штампованных дисков
Изготавливаются из гораздо более пластичного материала, поэтому даже при очень сильных ударах только гнутся или мнутся. Для исправления таких повреждений производится прокатка штампованных дисков на специализированных станках, где с помощью движущихся роликов постепенно восстанавливают их первоначальную геометрическую форму.
Для исправления таких повреждений производится прокатка штампованных дисков на специализированных станках, где с помощью движущихся роликов постепенно восстанавливают их первоначальную геометрическую форму.
Сварка при работе с этим типом колесных дисков не применяется. Ведь если уж происходит разрыв металла их конструкции, то практически это означает нецелесообразность какого-либо дальнейшего ремонта.
Ремонт других дисков
Помимо литых и штампованных, так же стоит упомянуть кованые и составные. Их ремонт тоже имеет свои особенности. К примеру, в определенных случаях до начала ремонтных работ может потребоваться полностью или частично разобрать составной диск, а после окончания собрать. В процессе разборки трехсоставных старый герметик нужно удалить, а во время сборки нанести новый.
Кафе
Пока происходит выполнение работ, можно посетить наши кафе-бистро. Цены очень доступные. В меню горячие завтраки, домашние горячие обеды, кофе, чай, другие напитки, пирожные, бутерброды, легкие закуски.
Стоимость
Стоимость ремонта колесных дисков легковых автомобилей и мототехники в наших сервисных центрах в Санкт-Петербурге на отдельной странице — перейти …
Отзывы наших клиентов
Некоторые отзывы о работе «Hofmann Сервис». Вы так же можете оставить и свой комментарий.
прокатка дисков ремонт серпухов
Наш шиномонтаж оказывает услугу правка дисков в Серпухове и Серпуховском районе уже не один год. За это время мы накопили огромный опыт правки дисков авто. Шиномонтажные мастерские обычно не часто осуществляют прокатку и поправляют диски, если диски сгибаются или повреждаются во время эксплуатации машины. Вследствие этого даже после балансировки и сход-развала водители жалуются на увод автомобиля вибрацию и т.д. В нашем шиномонтаже есть оборудование позволяющее править повреждения любого класса, список услуг позволяет выполнять правку стальных и литых авто дисков.
В Борисово-Авто ремонт дисков и шин производится с помощью сварки аргоном других новейших методов, позволяющих восстанавливать изделия и придавать им первозданный вид, а также пескоструйка.
Сварка аргоном позволяет нам производить ремонт литых дисков, убирать все трещины, отколы и другие повреждения дисков. Для сварки аргоном в нашем сервисе применяется современное оборудование. Во время ремонта наши специалисты не подвергают диски прокатке, таким образом, сохраняя качество металла. При обработке или ремонте литых дисков нами применяется и пескоструйка, позволяющая нанести на металл новый либо восстановить поврежденный рисунок.
Оперативность, высокая квалификация сотрудников и полностью оборудованный сервис-центр позволяет нам предоставлять качественные услуги по шиномонтажу и балансировке, пескоструйке, ремонту литых и обычных дисков авто- и мототранспорта любых марок и моделей.
цены на услуги контакты для заказа
Ремонт дисков
Литые колёсные диски в последние годы уверенно вытесняют с рынка стальные штампованные, благодаря ряду преимуществ:
1) Большое разнообразие дизайна дисков, способное удовлетворить самые изысканные вкусы и требования автолюбителей.
2) Автомобиль, с колёсами на литых дисках, выглядит эстетичнее и привлекательнее, чем на стальных (штампованных), при этом, не надо покупать декоративные колпаки, которые постоянно теряются.
3) Литые диски легче стальных, следовательно, динамическая нагрузка на ходовую часть автомобиля меньше, что продлевает ее ресурс и межремонтный пробег.
Вместе с тем литые диски не лишены недостатков:
1) Стоимость литых дисков выше, чем штампованных.
2) В процессе эксплуатации, из-за плохого качества дорог, на дисках возникают дефекты, которые негативно сказываются на автомобиле.
3) Зачастую литые диски продают только комплектами по четыре штуки, если нужны один или два диска, по причине появления искривлений, трещин при эксплуатации, то, это весьма затратно.
Практика показывает, что при эксплуатации автомобилей из-за некачественного дорожного покрытия: наличию ям, выбоин, посторонних предметов на проезжей части происходит искривление колёсных дисков с нарушением геометрии и целостности, с образованием трещин и разрывов на периферийной части диска.
Основные дефекты при эксплуатации колёсных дисков:
- искривление диска в плоскости вращения, так называемая «восьмёрка»;
- эллипсность, окружность диска превращается в эллипс;
- искривление бортовой кромки, как правило, возникает при наезде на бордюр, посторонний предмет или попадание колеса в яму, выбоину с острыми кромками;
- трещины на периферийной части диска как радиальные, так и окружные, возникают в ситуациях аналогичных искривлению бортовой кромки.

«Восьмёрка» и эллипсность зачастую делают невозможным проведение балансировки колёс. Дальнейшая эксплуатация таких колёс повышает нагрузку на ходовую часть автомобиля и ускоряет износ и выход из строя её деталей и узлов.
Деформация бортовой кромки и трещины в процессе движения могут привести к разгерметизации шины и, как следствие, потере давления воздуха в ней, что приводит к выходу из строя самой шины и потере управляемости автомобиля на дороге.
Учитывая сказанное выше, становится очевидной эстетическая и экономическая целесообразность ремонта автомобильных литых дисков!
Возникает вопрос: где можно качественно устранить дефекты колёсных дисков возникших при их эксплуатации?
Для исправления «восьмёрки» эллипсности и искривления кромки периферийной части диска разработаны две технологии:
1) Прокатка диска – производится на специальных прокатных станках, где диск зажимается в прокатные ролики, которые при вращении придают диску его первоначальную геометрическую форму. Но, из-за возникновения напряжения металла диска нарушается его структура, появляются микротрещины по кромке диска. Со временем они перерастают в большие трещины, что приводит к разгерметизации шин. В настоящее время эту технологию можно использовать только для прокатки штампованных дисков.
Но, из-за возникновения напряжения металла диска нарушается его структура, появляются микротрещины по кромке диска. Со временем они перерастают в большие трещины, что приводит к разгерметизации шин. В настоящее время эту технологию можно использовать только для прокатки штампованных дисков.
2) Правка диска — медленное, с шагом примерно 1 мм, выравнивание изогнутых поверхностей диска специальными насадками – шаблонами, установленными на штоке гидравлического цилиндра. Сам диск при этом закреплён неподвижно на станке. Эта технология за последние 3-5 лет получила признание и широкое распространение и практически вытеснила технологию прокатки дисков. Такая технология используется для правки, как литых дисков, так и штампованных.
Трещины и разрывы дисков, как правило, устраняют аргонной сваркой. Важно отметить, что ремонт дисков возможен не всегда. Не подлежат ремонту диски, у которых: появились трещины на спицах и диски, в которых произошло искривление посадочной поверхности ступицы.
Для профессионального ремонта колёсных дисков из алюминиевых сплавов у нас есть всё необходимое: современное оборудование, станок RSM 220 фирмы COMEC (Италия) для правки колёсных дисков размерами R 10 — 22 дюйма и специалисты, обученные технологиям восстановления геометрии диска и методам правки.
ПРАЙС-ЛИСТ
правка (ремонт) колесных дисков R 13 — R 24
Вид работы | R13 | R 14 | R 15 | R 16 | R 17 | R 18 | R 19 | R20-R24 |
Правка стального диска | 400 | 400 | 450 | 500 | 500 | * | * | * |
Правка литого диска | 600 | 600 | 900 | 1000 | 1200 | 1500 | 1800 | 2000 |
Сварка диска аргоном | 70 руб/см | |||||||
* По согласованию с мастером-консультантом
** Обращаем Ваше внимание на то, что вся представленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также стоимости автомобилей и сервисного обслуживания носит информационный характер и не является публичной офертой, определяемой положениями Статьи 437 (2) Гражданского кодекса Российской Федерации. Для получения подробной информации, пожалуйста, обращайтесь к консультантам Автоцентра «ЭМПА»
Для получения подробной информации, пожалуйста, обращайтесь к консультантам Автоцентра «ЭМПА»Звоните! Мы обязательно вам поможем!
8 (81664) 9-01-80
8 (965) 805-12-11
Аргон сварка дисков в Казани по разумной цене
Новая услуга
Аргоновая сварка топливного бака
Выгодные цены, отличное качество, короткие сроки.
Подробности по телефону +7 (843) 225-12-34
Одним из основных козырей рекламы литых дисков является их прочность и невозможность повреждений. Тем не менее, появление царапин, сколов и трещин для них считается обычным явлением. Наш сервис предоставляет услуги по устранения данных дефектов посредством сварки аргоном и последующей пескоструйной обработки. Такой подход позволяет полностью восстановить не только прочностные характеристики литых дисков, но и их внешний вид. При этом профессиональный ремонт колес проводится за минимальное время и по разумной цене.
При этом профессиональный ремонт колес проводится за минимальное время и по разумной цене.
Дефекты дисков, которые устраняются с помощью сварки
Основными проблемами легкосплавных дисков являются трещины и сколы. Первые появляются в следствии ударной нагрузки на ходовую часть при значительной массе автомобиля. Сколы появляются гораздо чаще и могут быть результатом неудачной парковки, ударов или пробития колеса. Для устранения этих дефектов используется аргоновая сварка литых дисков, позволяющая полностью восстановить их эксплуатационные характеристики. Также данный метод ремонта дисков может использоваться для устранения глубоких царапин.
Основной проблемой при сварке аргоном является подбор материалов. Используемый электрод, осколок и сам диск должны быть изготовлены из идентичного сплава. Наш сервис располагает богатым ассортиментом расходных материалов, что позволяет быстро подбирать подходящий вариант. После заваривания дефекта выполняется его шлифовка и пескоструйная обработка для придания изначального внешнего вида.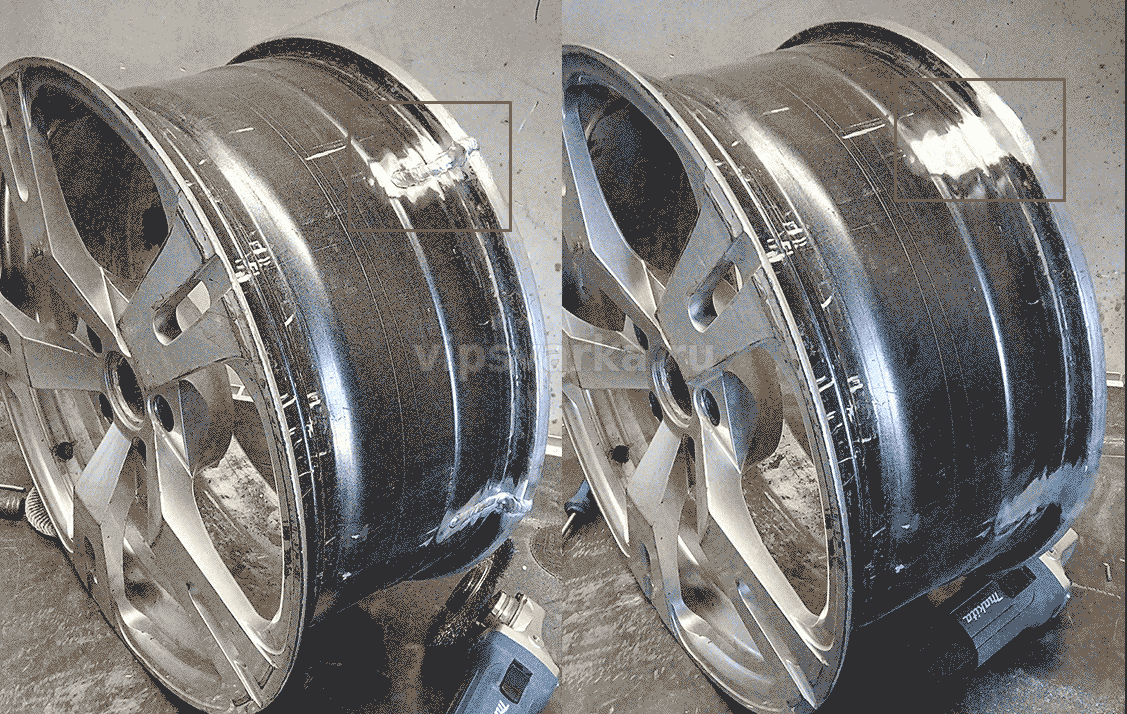 Благодаря этому удается полностью воссоздать товарный вид изделия без каких-либо дефектов.
Благодаря этому удается полностью воссоздать товарный вид изделия без каких-либо дефектов.
Сопутствующие услуги
Наш сервис специализируется на комплексном обслуживании колес легковых и грузовых автомобилей. Поэтому мы также выполняем ремонт шин, клепку тормозных колодок, шиномонтаж, замену сайлентблоков, мелкосрочный ремонт и другие операции. Особое внимание уделяется ремонту грузовых шин, который подразумевает не только устранение боковых порезов, но и полноценную нарезку протектора при помощи регрувера. Это позволяет полностью восстановить функциональность покрышек на несколько сезонов.
Наши преимущества
- Выполнение качественного ремонта, восстанавливающего целостность и внешний вид дисков;
- Использование профессионального оборудования и расходных материалов;
- Объективные расценки на все услуги по ремонту шин, дисков и прочих элементов ходовой части;
- Удобный график работы без перерывов, выходных и праздников;
- Возможность быстрого подбора диска из нашего широкого ассортимента, в случае невозможны ремонта поврежденного экземпляра.

Цена аргоновой сварки литых дисков
Не так много сервисов предоставляет услуги по сварке дисков в Казани, тем не менее мы не задираем цену на данную операцию. Богатый опыт наших специалистов, широкий выбор расходных материалов и профессиональное оборудование позволяют выполнять работу в максимально сжатые сроки. За счет этого мы можем позволить себе удерживать доступные расценки без снижения качества выполняемых работ.
Услуги которые мы оказываем:
Ремонт литых дисков в Одинцово
Глеб К. |
19 янв 2014
Сделал электрику и ходовую, запчасти по адекватной цене и мастера не менее адекватные
Шатунов С. |
29 окт 2020
Менял летнюю резину на зимнюю на шиномонтаже ул. Северная, остались только положительные эмоции. Ребята сделали все быстро, кассир угостил кофе, все с улыбкой и доброжелательно! Рекомендую однозначно! Удачи Всей Вашей команде!
Александр П. |
16 ноя 2020
Шиномонтаж на ул. Северная, мой отзыв про него. Может люди путают, когда пишут отзывы, поэтому уточняю. Отличный шиномонтаж. Доверяю только им. Делают всё на совесть, дают советы. Можно присутствовать при замене либо пойти чай/кофе пить. В общем всё супер!
Северная, мой отзыв про него. Может люди путают, когда пишут отзывы, поэтому уточняю. Отличный шиномонтаж. Доверяю только им. Делают всё на совесть, дают советы. Можно присутствовать при замене либо пойти чай/кофе пить. В общем всё супер!
Олег Рогожин |
25 дек 2020
Ребята молодцы. Все сделали быстро и качественно. Руководитель умело организовал работу. Спасибо. Рекомендую.
Сергей Попов |
8 окт 2019
Красил литые диски для авто. Остался доволен. Быстро и качественно. Цены не кусаются. У товарища Тоета Прадо посоветовал обратится к ребятам покрасить диски. Перед тем как покрасить проверили диски на биение, один диск пришлось прокатать. Там же и прокатали. Покрасили быстро. Товарищ мне еще презень сделал за хороший совет. Так что рекомендую! Качество на высоком уровне!
Николай Н |
31 мар 2020
По необходимости пользуюсь здесь шиномонтажом. Адекватные цены, быстрая работа, грамотные мастера. Есть возможность отремонтировать диски.
Отличное место, все свои машины обслуживаю у данных мастеров. Все мастера шиномонтажа профессионалы как и директор Роман, который построил отличный шиномантажный сервис в Одинцово. Обслуживаюсь у них уже лет 5 и являюсь постоянным клиентом. Помогали даже в тех случаях, когда другие говорили, что колесо на мусорку и востановлению не подлежит. Система скидок действует для постоянных клиентов + рядом мойка и автосервис. Красил у них диски пискоструем 2 года назад — езжу до сих пор. В общем всем доволен — рекомендую!
Андрэо |
31 окт 2019
Первый раз заехал переобуть машину на зимнюю резину. До этого обслуживался в сети РЛД .Честно сказать,качество работы не хуже,и цена за работу порадовала, есть с чем сравнивать. Цена, качество обслуживание соответствует полностью. Быстро ,удобная,комфортная клиентская,что в мороз не мало важно.Рекомендую,следующий шиномонтаж сюда же поеду
Рахмон С. |
13 дек 2020
Машину КамаЗ помыли оч. Хорошо. Ребята молодцы!!!
Вася В. |
|
19 апр 2019
Пожалуй лучшие профессионалы своего дела. Обслуживаю несколько автомобилей своей семьи и пользовался практически всеми услугами автокомплекса: шиномонтаж, покраска дисков, ТО авто. Всем остался доволен, пожалуй кроме мойки… есть замечания к качеству, но надеюсь что исправятся!
Игорь Shiljaev |
22 апр 2020
Мне нравится это место, мойка, хранение шин, шиномонтаж, мелкий ремонт авто, быстро работают и дружный коллектив
Василий |
13 янв 2021
Отличный шиномонтаж, знают свое дело, обращался не раз к ним. Рекомендую !
Ольга Колесникова |
5 ноя 2019
Быстро, качественно, была с ребёнком, никаких проблем, тёплая клиентская комната. Все чисто. Весной вернёмся сюда.
Альфред А. |
26 сен 2019
Шиномонтаж понравился очень! Осенью, весной, переобувался у них, все очень достойно! Недавно заделывали прокол, узнал цены на монтаж, точно приеду опять к ним!
Автоворота Москва |
17 июл 2019
Красил R19 в цвет «матовый хром», наценка +50% к цене (оригинальный цвет колес VAG), быстро и качественно, даже не ожидал такого результата (от бюрдюрки ни следа не осталось). За пару лет опять обтесал об те же бордюры, поеду снова туда же за «новым видом», ибо такой цвет, какой мне нужно только там
За пару лет опять обтесал об те же бордюры, поеду снова туда же за «новым видом», ибо такой цвет, какой мне нужно только там
Виталий Р. |
21 июн 2019
Приехал на ремонт кондиционера.сто выбрал случайно и не разочаровался. Мастера сразу взялись за работу.выполнили ремонт хорошо и относительно быстро. Спасибо!
Natali Ena |
17 мар 2020
В период смены колес быстрое и качественное обслуживание! Правда и без очередей не обходиться. Ценник средний.
Дилявер Д. |
17 мая 2020
Хорош,качественный шиномонтаж! Ребята приветливые,работу свою знают!
Марат Х. |
2 июл 2020
Постоянный клиент автосервиса на Северной. Шиномонтаж, ремонт, ТО. Цена-качество! Рекомендую.
Как всегда, все чётко, быстро и по делу. Цена приемлема. В общем — рекомендую!
Алексей Шеламов |
26 янв 2021
Что сказать? Просто мастера своего дела!!!!
Pavel Tereshkov |
21 мар 2020
Хороший шиномонтаж и мойка. Цены как и везде. Мне помыли машину быстро и хорошо.
Цены как и везде. Мне помыли машину быстро и хорошо.
Константин Иванов |
15 ноя 2020
Красил Диски тут, хорошо получилось
Lidworkshop |
5 июл 2019
Отличный авто сервисный комплекс! Чисто аккуратно и самое главное профессионально!
Николай Ч. |
25 мар 2019
Хороший сервис. Также хорошая покраска дисков. Гарантия и качество работ на высшем уровне! Отличный персонал в своём деле.
Андрей Сорокин |
21 янв 2021
Шиномонтаж посещаю только там👍
Rascky R. |
16 окт 2017
Обслуживаюсь в Автораде с 2008 года всегда работой оставался доволен. Был большой порез колеса (все говорили колесо на выброс) единственный сервис, где мне его сделали и еще дали гарантию тем самым сэкономив мои деньги (колесо эксплуатируется до сих пор без нареканий). Читаю негативные отзывы про развод на деньги это удивляет. Роман Гордеев (генеральный директор) очень дорожит репутацией и качеством работ. Диски мне покрасили эксклюзивно в глянцевые черно-белые цвета я остался очень доволен. Для постоянных клиентов предусмотрена скидка на мойку, сервис и шиномонтаж. Готов подписаться под своим каждым написанном словом. Если у Вас случаются разногласия с персоналом или Вы с чем то не согласны всегда можно путем обратной связи обратится к Роману и вопрос будет решен в Вашу пользу так как там дорожат репутацией и своим КЛИЕНТОМ! Всем хорошего настроения!
Для постоянных клиентов предусмотрена скидка на мойку, сервис и шиномонтаж. Готов подписаться под своим каждым написанном словом. Если у Вас случаются разногласия с персоналом или Вы с чем то не согласны всегда можно путем обратной связи обратится к Роману и вопрос будет решен в Вашу пользу так как там дорожат репутацией и своим КЛИЕНТОМ! Всем хорошего настроения!
Тымон Хан |
28 мар 2019
Делал ремонт литого диска. Сделали быстро и качественно. Ребята в шиномонтаже славяне,что радует.есть мойка ,не славяне,но моют норм
Вячеслав Валерьевич |
14 ноя 2019
Только по тому что есть оплата по картам так как у других ещё не было а у них уже было, полный ремонт диска колеса с покраской
влад м. |
4 сен 2019
Быстро качественно при разумных ценах!!Скидка до конца сентября на покраску дисков
Personal Hero |
16 окт 2017
Пока ожидая замены масла в кпп и моторе решил попить кофе и написать свой отзыв об этом месте. Обслуживаю автомобиль свой с 2013 года только здесь, много разных мест перепробовал в Одинцово, понравилось только здесь, подход мастера Павла по ремонту авто выше всяческих похвал, специалист своего дела. Так же Отдавал год назад колеса на покраску, красил черным матовым, до сих пор краска на месте!!! Не то что Армян сервис. Цены здесь самые демократичные. Рекомендую это место.
Обслуживаю автомобиль свой с 2013 года только здесь, много разных мест перепробовал в Одинцово, понравилось только здесь, подход мастера Павла по ремонту авто выше всяческих похвал, специалист своего дела. Так же Отдавал год назад колеса на покраску, красил черным матовым, до сих пор краска на месте!!! Не то что Армян сервис. Цены здесь самые демократичные. Рекомендую это место.
Андрей Георгиевич |
16 окт 2017
Теперь о главном: ребята очень хорошо и быстро определяют дефекты резины и дисков и тут же предлагают исправить эти дефекты. А исправлять или нет — выбираешь сам. Делают они свою работу качественно (Обращался к ним не один раз) и профессионально! При этом ожидание происходит в уютном и теплом помещении со всеми удобствами: чистый диван, телевизор, туалет. Сервисом я очень доволен. Всем советую!
Евгения Л. |
19 ноя 2019
Опытные и отзывчивые специалисты, постоянно езжу в этот сервис
Artem Vasiliev |
29 апр 2019
Пользовался услугами шиномонтажа, 17 диаметр, устанавливал датчики давления. Все в порядке, шиномонтажка понравилась.
Все в порядке, шиномонтажка понравилась.
Павел |
13 дек 2018
Отличный сервис, грамотные сотрудники, сделали ремонт подвески быстро и по нормальной цене.
Виктор Виноградов |
8 мар 2020
Делал сход-развал, сделали качественно.
Артем З. |
6 мар 2020
Быстро, качественно, недорого
Павел Жариков |
18 сен 2019
Отличный комплекс . С удовольствием посещаю .
Vladimir Sh. |
30 апр 2019
Качество услуг всегда на достаточно высоком уровне. И это конечно радует.
Denis Drybalov |
10 дек 2019
Отзывчивый персонал. Цены на работу не кусаются.
Роман Костриков |
16 окт 2017
Работаем с ребятами больше трех лет. В основном ремонт прокатка дисков. Работой очень довольны. Быстро качественно Отдельное спасибо руководителю Роману.
Андрей Орлов |
29 окт 2019
Делают свою работу быстро и качественно
Максим Л. |
8 апр 2019
Красил диски на Лексус RX. Все сделали за день, дали гарантию. Ребята молодцы, так держать!
Все сделали за день, дали гарантию. Ребята молодцы, так держать!
Андрей К. |
1 ноя 2018
Работой шиномонтажа и сход развала полностью удовлетворен. Главное качественно сделали.
Артем Гладких |
21 ноя 2019
Отличный сервис, толковые ребята
Андрей П. |
8 ноя 2019
Один из лучших шинных сервисов в городе
Дмитрий |
29 дек 2018
Опытные мастера,удобная зона отдыха для посетителей .
Анна А. |
27 сен 2019
Отличные спецы, быстро работают
Рекомендую!!! Ребята профессионалы своего дела…
Роман К. |
6 мар 2019
Обслужил свое авто. Попробовал первый раз понравилось отношение.
Олег Шевчук |
16 апр 2019
Качество хорошее, цены умеренные.
Сергей Буланцов |
5 мая 2019
Профессионалы…отлично работают.
Сергей Б. |
29 авг 2019
Прокатывал литой диск, все норм.
Ребята знают своё дело!!! Быстро и чётко и по доступным ценам!!!
Мастера одни и те же , не набирают неопытных под сезон . Цена хорошая .
Цена хорошая .
Петр Петрович |
16 окт 2017
Мою машину и делал химчистку на три машины качеством и ценой остался доволен.Спасибо.
Ден К. |
18 мар 2019
Нормальный шиномонтаж
Дмитрий Ф. |
7 мая 2019
Хорошая шинка
Олег |
22 дек 2018
Хорошее обслуживание
Дмитрий |
20 мая 2018
Быстро, проверили резину, поставили.
Сергей Кокорев |
22 авг 2018
Прекрасный сервис
Правка и ремонт дисков в Екатеринбурге по низким ценам
Ремонт, правка, реставрация и прокатка литых, стальных, кованных и штампованных дисков
Цена правки дисков
| Размер | Литые диски | Штампованные диски |
|---|---|---|
| Диаметр 13 | 600 | 400 |
| Диаметр 14 | 600 | 400 |
| Диаметр 15 | 700 | 500 |
| Диаметр 16 | 800 | 500 |
| Диаметр 17 | 1000 | |
| Диаметр 18 | 1200 | |
| Диаметр 19 | 1500 | |
| Диаметр 20 | 1800 | |
| Диаметр 21 | 2500 | |
| Диаметр 22 | 2500 | |
Правка сложных повреждений дисков — с вмятинаими с лицевой стороны, а также с 2 и более вмятинами. Косметический ремонт диска (шлифовка , подкраска аэрозольными красками для дисков) от 500р за шт Аргоновая сварка, расчет по сложности и размеров шва,от 1000р за шов |
||
Наша компания осуществляет услуги по правке литых дисков и штампованных по низким ценам. Сегодня ремонт и реставрация дисков является востребованной услугой, которую активно предлагают различные шиномонтажные мастерские. Как известно, существует большое разнообразие дисков: это и кованые, и литые, и штампованные. Каждый вид имеет свои характеристики прочности. Однако даже самый надежный диск рано или поздно может повредиться, тогда на помощь приходит специализированный ремонт колесных дисков.
Некоторые виды работ, связанные с правкой автомобильных дисков, можно сделать сразу, однако ремонт колесных дисков с помощью сварки аргоном занимает больше времени, т. к. он включает в себя решение более сложных задач, связанных с отсутствием элементов диска или наличием трещин.
Правка и ремонт литых дисков осуществляется на специализированном оборудовании для восстановления начальной геометрии колес.
Наши сотрудники осуществляют ремонт, правку дисков для любых моделей машин.
Мы занимаемся ремонтом дисков диаметром от 12 до 22 дюймов.
Сперва поврежденный участок диска необходимо прогреть горелкой. Считается, что самая частая неисправность литого диска – это скол обода при наезде на какое-то препятствие, также нередко случается, что обод не скалывается, а получает вмятину и разрыв по окружности бортика. Во всех этих случаях проблему необходимо исправлять:
- сперва поврежденный участок диска необходимо прогреть горелкой;
- пока диск не остыл править на станке.
Правка литых дисков осуществляется на специальном станке, под контролем оператора. Для устранения дефектов диск устанавливается на дископравный станок. Специалист закрепляет диск на станке. После этого уже можно начинать работу по устранению выбоин и вмятин на ободе литого диска. Для облегчения работы дископравного станка ремонтируемый участок литого диска прогревается газовой горелкой. После чего благодаря различным специальным насадкам осуществляется силовое воздействие на диск – ремонт литого диска гидравлическим цилиндром дископравного станка, а также корректировка окружности гидравлическим цилиндром.
После этого уже можно начинать работу по устранению выбоин и вмятин на ободе литого диска. Для облегчения работы дископравного станка ремонтируемый участок литого диска прогревается газовой горелкой. После чего благодаря различным специальным насадкам осуществляется силовое воздействие на диск – ремонт литого диска гидравлическим цилиндром дископравного станка, а также корректировка окружности гидравлическим цилиндром.
В случае необходимости используется аргоно-дуговая сварка диска.
Во время процедуры внешний вид диска бывает несколько испорчен, поэтому в завершении работ диск рекомендуется отдать в пескоструйку, а затем в покраску.
Проволочные щетки, шлифовальные круги и лепестковые диски, о боже!
Следование передовым методам продлит срок службы продукта, обеспечит вашу безопасность и повысит производительность и эффективность.
Исключение всех включений и загрязняющих веществ является критически важным при подготовке поверхности материала к сварке, а также во время очистки между проходом и после сварки. Удаление как можно меньшего количества материала между проходами сварки экономит время и деньги, поскольку любой удаленный материал в конечном итоге необходимо будет заменить самым дорогим расходным материалом — присадочным металлом.Удаление слишком большого количества основного материала во время предварительной подготовки поверхности может также повлиять на проплавление сварного шва, сказавшись на прочности и целостности готового сварного шва.
Удаление как можно меньшего количества материала между проходами сварки экономит время и деньги, поскольку любой удаленный материал в конечном итоге необходимо будет заменить самым дорогим расходным материалом — присадочным металлом.Удаление слишком большого количества основного материала во время предварительной подготовки поверхности может также повлиять на проплавление сварного шва, сказавшись на прочности и целостности готового сварного шва.
По этим причинам всегда выбирайте для работы лучшие инструменты для подготовки поверхности и очистки. Правильное решение обеспечивает эффективную и эффективную работу и позволяет тратить больше времени на сварку и меньше времени на чистку и ремонт.
Общие инструменты для сварки
Для подготовки поверхности и очистки при сварке используются три общих категории инструментов:
- Абразивные материалы на связке / шлифовальные круги
- Абразивные материалы с покрытием / лепестковые диски
- Проволочные щетки и круги
Что вы выбирать следует в зависимости от требований приложения и, конечно же, ваших личных предпочтений.
Абразивные изделия и проволочные щетки различаются по своим характеристикам и назначению. Абразивные средства предназначены для удаления основного материала, а проволочные щетки — нет. Когда подготовка поверхности или очистка сварных швов требует удаления шлака или прокатной окалины, обычно рекомендуется использовать проволочную щетку. Обратите внимание, что толстая прокатная окалина иногда может оказаться слишком большой даже для самой агрессивной металлической щетки. В этих случаях выберите абразивный продукт. Абразивные материалы специально разработаны для таких применений, как снятие припуска, снятие фаски, снятие фаски, а также шлифование и смешивание сварных швов.И наоборот, если приложение требует, чтобы вы сохранили основной материал во время подготовки поверхности и очистки сварных швов, проволочная щетка по-прежнему будет вашим лучшим выбором. Вот как работают эти продукты.
Абразивы / шлифовальные круги на связке. Комбинация типа зерна, размера зерна и связующих веществ (смол и добавок наполнителей) определяет эффективность каждого из них. Связанные абразивные материалы, как правило, более агрессивны и быстрее удаляют материал, требуя квалифицированного оператора, который знает, как предотвратить повреждение, зазубрины и подрезы.Круги состоят из абразивных зерен, включая оксид алюминия, карбид кремния, оксид циркония, оксид алюминия и комбинации этих зерен. Смолистый (органический) связующий агент смешивают с абразивными зернами. Наконец, эта смесь формуется и комбинируется со слоями армирования из стекловолокна для обеспечения долговечности и прочности.
Связанные абразивные материалы, как правило, более агрессивны и быстрее удаляют материал, требуя квалифицированного оператора, который знает, как предотвратить повреждение, зазубрины и подрезы.Круги состоят из абразивных зерен, включая оксид алюминия, карбид кремния, оксид циркония, оксид алюминия и комбинации этих зерен. Смолистый (органический) связующий агент смешивают с абразивными зернами. Наконец, эта смесь формуется и комбинируется со слоями армирования из стекловолокна для обеспечения долговечности и прочности.
Круги из оксида алюминия (АО) являются самыми популярными и подходят для многих универсальных применений. Продукты, изготовленные из комбинации керамики и оксида циркония, стоят дороже, но обычно обеспечивают более длительный срок службы и удаление материала.Они являются хорошим выбором для таких материалов, как бронированная сталь, конструкционная сталь, чугун и сплавы INCONEL ® .
Абразивные материалы с покрытием / лепестковые диски. Эти изделия изготовлены с использованием того же типа зерна, что и абразивные материалы на связке. Абразивные материалы с покрытием связывают абразивные зерна с тканевой подложкой, которая чаще всего представляет собой основу из хлопка, полиэстера или смеси, а не твердый шлифовальный круг, который можно найти на связанном абразивном материале. Эту абразивную ткань можно разрезать на более мелкие лоскуты и наслоить радиально, чтобы сформировать лоскутный диск.Именно эта многослойная конструкция придает лепестковым дискам более мягкое и приятное ощущение.
Эти изделия изготовлены с использованием того же типа зерна, что и абразивные материалы на связке. Абразивные материалы с покрытием связывают абразивные зерна с тканевой подложкой, которая чаще всего представляет собой основу из хлопка, полиэстера или смеси, а не твердый шлифовальный круг, который можно найти на связанном абразивном материале. Эту абразивную ткань можно разрезать на более мелкие лоскуты и наслоить радиально, чтобы сформировать лоскутный диск.Именно эта многослойная конструкция придает лепестковым дискам более мягкое и приятное ощущение.
Заслонки спроектированы и расположены таким образом, чтобы они изнашивались по мере истощения зерен, открывая под ними новые, свежие и острые зерна. Лепестковые диски часто более удобны в использовании и предлагают агрессивное режущее и шлифовальное действие шлифовального круга; однако они также позволяют выполнять смешанные и отделочные работы, что важно, когда материал необходимо покрасить, загрунтовать или покрасить порошковой краской.
Проволочные щетки и колеса. Это основной выбор для очистки сварных швов, когда необходимо удалить брызги и другие загрязнения перед финишной обработкой или следующим проходом сварки. Помните, кончики проволочных щеток выполняют свою работу, действуя как крошечные молотки, ударяя по рабочей поверхности и подготавливая ее. Применение надлежащего давления имеет решающее значение для работы силовой щетки, поскольку чрезмерное давление сгибает и изгибает проволоку, не позволяя наконечникам работать. Это может привести к преждевременному обрыву проволоки и резко сократить срок службы щеток.
Правильные инструменты для подготовки поверхности и очистки обеспечивают эффективную и эффективную работу и позволяют тратить больше времени на сварку и меньше — на очистку и ремонт.
Мощные щетки обеспечивают скорость и эффективность, необходимые для быстрого и эффективного выполнения работ по очистке и подготовке поверхности. Когда вы удаляете покрытие с поверхности, такое как эпоксидная смола, краска или резина, абразивные материалы с покрытием имеют тенденцию к нагрузке — другими словами, удаляемый материал скапливается между зернами и накапливается, что снижает их способность работать.Способность механической щетки к «самоочистке» делает ее лучшим выбором для этих целей.
Когда вы удаляете покрытие с поверхности, такое как эпоксидная смола, краска или резина, абразивные материалы с покрытием имеют тенденцию к нагрузке — другими словами, удаляемый материал скапливается между зернами и накапливается, что снижает их способность работать.Способность механической щетки к «самоочистке» делает ее лучшим выбором для этих целей.
При выборе механической щетки у вас есть несколько стилей узлов, толщин проволоки и вариантов длины обрезки. Изменяя одну или несколько из этих характеристик, вы можете точно настроить производительность кисти для конкретного приложения. Например, щетки с продольными бортами имеют более узкие узлы, скрученные от основания к кончику, что делает их более подходящими для проникновения в более узкие пространства, такие как углы, галтели и корневые швы.Щетки для скручивания кабеля также скручены до кончиков, но имеют более широкий профиль, который может быстро покрыть большую площадь поверхности для проходов заполнения. Стандартные поворотные щетки расширяются на конце, обеспечивая еще большую площадь основания, а также дополнительную приспосабливаемость.
Щетки из гофрированной проволоки обеспечивают меньшую агрессивность и большую приспосабливаемость, что делает их отличным выбором для удаления краски и ржавчины, а также удаления заусенцев. Щетки из гофрированной проволоки также оставляют устойчивую поверхность «апельсиновой корки», поэтому они являются хорошим выбором для подготовки поверхности и прилипания краски.
Колесные щетки предназначены для работы перпендикулярно рабочей поверхности и лучше всего подходят для небольших и узких поверхностей. Чашечные щетки идеально подходят для покрытия больших и широких поверхностей из-за их способности очищать большую площадь за один проход.
Правильный выбор для вас
При выборе продукта для подготовки поверхности и очистки сварных швов учитывайте основной материал. В общем, выберите щетку из углеродистой стали для очистки углеродистой и мягкой стали и щетку из нержавеющей стали для нержавеющей, алюминиевой и экзотических металлов.Также доступны щетки из меди и латуни для предотвращения искры, когда это необходимо.
Затем рассмотрим требования к завершению приложения. Есть ли необходимость в удалении основного материала, или материал готовится и очищается для отделки или покрытия? Для очистки сварных швов обычно лучшим выбором является узловая щетка — стрингер или тросик. Выбирая мощную щетку, начните с выбора наименее агрессивного варианта работы.
Для шлифовального материала с покрытием или связки оксид алюминия является наиболее экономичным вариантом для шлифования общего назначения.Более твердые и прочные зерна, такие как оксид циркония и керамика, сохраняют резкость и устойчивы к нагреванию, что делает их гораздо лучшим выбором для более агрессивных шлифовальных работ.
Наконец, рассмотрите размер и ориентацию очищаемого материала. Для очистки заполняющего прохода сварного шва требуется совсем другой инструмент, чем для очистки большой плоской поверхности. Например, чашечная щетка имеет значительно большую площадь основания и, следовательно, может покрывать большую площадь.
Лучшие практики для достижения максимальной производительности
Чтобы добиться безопасных и оптимальных характеристик любой проволоки или абразивного материала, подумайте о S.ГОРШОК.
S — скорость и размер. Выберите продукт подходящего размера для инструмента и используйте рекомендованное производителем ограждение. Убедитесь, что максимальная безопасная частота вращения, указанная на проволоке или абразивном круге, больше или равна максимальной рабочей частоте вращения инструмента. При выборе высокопроизводительных керамических абразивов обращайте внимание на скорость инструмента. Инструменты с меньшей мощностью не могут поддерживать требуемую скорость и, следовательно, не обеспечивают всех преимуществ этих высокопроизводительных и дорогих продуктов.
Знание доступных вариантов продукта и понимание их предполагаемого использования
важные составляющие достижения наилучших результатов при использовании абразивов и проволочных щеток.
P — Давление. При работе с проволочными щетками не нужно нажимать сильнее, потому что за них должны работать кончики. Чрезмерное давление на щетку предотвращает удары кончиков о поверхность, поэтому стороны проволоки начинают «протирать» поверхность. Это снижает эффективность очистки и увеличивает потери проволоки из-за напряжения.Если электрическая щетка работает не так, как ожидалось, подумайте о смене узла, увеличении калибра проволоки или сокращении длины обрезки. Распространенная жалоба на проволочные щетки — потеря проволоки, а основной причиной во многих случаях является неправильное использование или чрезмерное давление.
Когда вы используете абразив, увеличение давления снижает скорость инструмента и значительно увеличивает трение и нагрев. Тепло и давление — враги любого абразивного продукта. Используйте равномерное давление и движение, чтобы свести к минимуму изменение цвета при нагревании и максимизировать производительность.
O — Ориентация. Колесные щетки предназначены для использования перпендикулярно рабочей поверхности. Это позволяет расположить концы проволоки для оптимальной работы и снизить поперечное напряжение проволоки, предотвращая потерю проволоки, снижение производительности и короткий срок службы щеток. Абразивные отрезные круги со связкой также предназначены для использования перпендикулярно (под углом 90 градусов) к рабочей поверхности для обеспечения наилучшей производительности и долговечности.
Колесные щетки предназначены для использования перпендикулярно рабочей поверхности. Это позволяет расположить концы проволоки для оптимальной работы и снизить поперечное напряжение проволоки, предотвращая потерю проволоки, снижение производительности и короткий срок службы щеток. Абразивные отрезные круги со связкой также предназначены для использования перпендикулярно (под углом 90 градусов) к рабочей поверхности для обеспечения наилучшей производительности и долговечности.
Шлифовальные круги и лепестковые диски предназначены для работы при обычно от 5 до 35 градусов.При выборе лепесткового диска выберите тип 27 для чистовой обработки и приложений, требующих меньших углов шлифования — от 5 до 15 градусов. Выберите тип 29 для более агрессивного шлифования под большим углом — от 15 до 35 градусов.
T — Время. Все продукты предназначены для перемещения по рабочей поверхности. Когда вы используете абразивный продукт, не задерживайтесь на одном месте, так как это приведет к появлению точечной коррозии, строжке, повышенному нагреву и ухудшению качества поверхности.
Знание имеющихся у вас продуктов и понимание их предполагаемого использования являются важными составляющими для получения наилучших результатов от абразивных материалов и проволочных щеток.Всегда следуйте передовым методам, чтобы продлить срок службы продукта, повысить безопасность оператора и повысить производительность и эффективность. Это поможет вам быстрее выполнять работу, сэкономив время и деньги и увеличив чистую прибыль.
Независимо от инструмента, каждый раз проверяйте абразивную или проволочную щетку на предмет повреждений или износа. При необходимости замените.
Какие шлифовальные диски для восстановления наковальни! — Ремонт и модификация наковальни
Находиться в аналогичном положении … Я постепенно подобрал стержни и множество предложений и информации из многих источников о том, как выполнить эту задачу … Я уверен, что не все это можно было / можно использовать.
Не знаю ваших точных планов, но я использую электроды для наплавки, чтобы нарастить поверхность, и я купил 5 карборундовых чашек, чтобы измельчить то, что, как я ожидаю, будет очень жестким наростом шва. Если потребуется больше двух, я был бы удивлен, но это была пятерка продаж … LOL (может подумать о продаже пары, если вы не можете найти дешевую)
Если потребуется больше двух, я был бы удивлен, но это была пятерка продаж … LOL (может подумать о продаже пары, если вы не можете найти дешевую)
С других сайтов…. в основном сварочные форумы, на которых я присутствую … используя большую чашку с большой кофемолкой и поддерживая уровень чашки, чтобы искры исходили с обеих сторон, должно быть легче поддерживать плоский помол (но это требует твердой руки и пристальное внимание). Срезать поверхность ровно диском сложнее, чем одной из этих чашек, и они должны быть довольно агрессивными. Я еще ни одной не использовал.
Вы можете закончить работу с откидным диском, но для начального срезания карборундовые чашки могут лучше справиться с выравниванием грубого материала…. особенно наплавка, которая очень трудна. У меня есть удилища HRC55 с высокой ударопрочностью и износостойкостью … Звучит примерно как для наковальни.
Мне все еще нужно провести дополнительные исследования, прежде чем пытаться это сделать … В моей старой Mouse Hole большая часть оригинального лица все еще не повреждена, хотя пятка отломана. Наличие оригинальной поверхности немного упрощает задачу, так как корпус является кованым, а при его открытии потребуются дополнительные типы стержней, которые будут действовать как смазывающий слой между стержнем для твердосплавного наплавления и кованным корпусом.
Наличие оригинальной поверхности немного упрощает задачу, так как корпус является кованым, а при его открытии потребуются дополнительные типы стержней, которые будут действовать как смазывающий слой между стержнем для твердосплавного наплавления и кованным корпусом.
Я много думал о сварке торца, но я видел другие, которые были сварены, и готовый продукт превосходил грубую, почти непригодную для использования поверхность с короной на моей наковальне. Мой по-прежнему звенит, и молоток легко отскакивает от него, но, учитывая неровный характер лица, было бы упражнением в мастерстве найти золотую середину.
Если бы он не принадлежал моему дедушке, я сомневаюсь, что потрудился бы с работой или расходами, чтобы попытаться исправить этого ребенка. Он дал мне наковальню, когда мне было 4-5 лет, и я уже потратил кучу денег на вещи, чтобы почини (очень дешевые предложения) и ничего не делал, кроме чистки и стачивания грибовидных краев.Выглядит намного лучше, но все же далек от приемлемого инструмента. Я понятия не имею, кто и почему он был поврежден, как есть … так было всегда, сколько я себя помню … так он был поврежден до 1949 года …
Я обсуждал ремонт наковальни с парнем из Теннесси? несколько из них были отремонтированы с использованием простых стержней 7018, но поскольку у меня уже есть стержни для наплавки … почему, черт возьми, их не использует … это должен быть лучший ремонт лица.
Большинство сайтов предлагают использовать 2 типа стержней Stoody для фиксации наковальни, но по цене 200 + только для стержней… Я бы просто купил наковальню. Любые вопросы? Я буду рад поделиться тем немногим, что я узнал и что мало знаю по этой теме …
Наконечники и инструменты для резки, шлифования и отделки алюминия
На главную / Наконечники и инструменты для резки, шлифования и чистовой обработки алюминия Давление и тепло — главные виновники разочарований при работе с алюминием. Чтобы повысить качество, безопасность и продуктивность вашей работы при одновременном сокращении времени простоя и затрат на рабочую силу, вот некоторые советы о том, как выбрать правильное колесо или диск для удовлетворения потребностей операций перед сваркой и после сварки.
Лучшие отрезные круги сведут к минимуму нагревание и образование заусенцев, что приведет к гладкой и равномерной линии реза. Они также значительно снижают шум и вибрацию при резке, что упрощает контроль.
Шлифовальный круг типа 27, который не нагружается, подходит для шлифования, снятия фаски или снятия фасок с алюминия. В этих колесах используется смесь зерен, подобранная для обеспечения стабильной производительности и отсутствия загрязнений.
Диски из полимерного волокна (RFD), предназначенные для алюминия, являются хорошим вариантом для шлифования, смешивания и отделки.Они используются с прочной резиновой подкладкой, которая обеспечивает ровный постоянный контакт с материалом во время использования, что упрощает контроль и смешивание. Лучшие диски предварительно обрабатываются или покрываются смазкой, чтобы уменьшить тепловыделение при шлифовании. Эта функция помогает задержать плавление алюминия, предотвращая загрузку диска и обеспечивая более высокую скорость резки, а также более длительный срок службы продукта.
В то время как алюминий использовался в судостроении на протяжении десятилетий, в настоящее время растет число других применений, в которых алюминий используется в производстве металла из-за его высокого отношения прочности к весу и превосходной коррозионной стойкости.С 2005 года спрос на этот материал рос более быстрыми темпами, чем на любой другой металл или сплав, в первую очередь из-за его возросшей популярности в дополнительных сегментах рынка, таких как каркасные конструкции, производство и ремонт прицепов, площадки для обслуживания и лестницы, а также строительство платформ. Пожалуй, наиболее примечательно то, что Ford перешел на алюминий в качестве материала кузова своего самого популярного грузовика F150.
Несмотря на все преимущества, которые алюминий предлагает производителям, он также может создавать проблемы: это один из самых сложных материалов для эффективной резки, шлифовки и отделки, поскольку он имеет более низкую температуру плавления, чем другие металлы.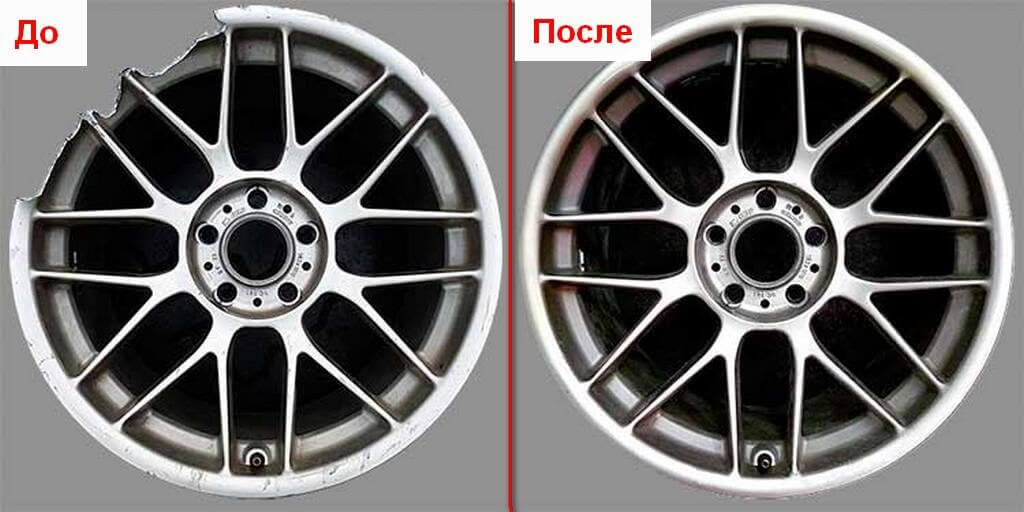 Тепло и трение, возникающие во время этих процессов, быстро плавят алюминий, заставляя его прилипать и накапливаться на абразивном материале до такой степени, что он становится выше режущего зерна. Эта загрузка или засорение материала в конечном итоге предотвращает резку абразива и приводит к полной остановке круга. Помимо нагрузки, другие общие проблемы при работе с алюминием включают загрязнение и возможность образования пористости и оксидных включений, а также достижение желаемой отделки:
Тепло и трение, возникающие во время этих процессов, быстро плавят алюминий, заставляя его прилипать и накапливаться на абразивном материале до такой степени, что он становится выше режущего зерна. Эта загрузка или засорение материала в конечном итоге предотвращает резку абразива и приводит к полной остановке круга. Помимо нагрузки, другие общие проблемы при работе с алюминием включают загрязнение и возможность образования пористости и оксидных включений, а также достижение желаемой отделки:
- Пористость может возникнуть, когда загрязнения от абразивных материалов выходят из круга и загрязняют поверхности сварных швов.Это ставит под угрозу структурную целостность сварного шва. Перед сваркой крайне важно удалить поверхностные загрязнения, в том числе жир, масло, грязь или краску, и использовать только высококачественные чистые абразивные материалы для подготовки поверхности и межпроходного шлифования.
- Оксидные включения возникают, когда слой оксида алюминия не удален должным образом. Перед сваркой необходимо удалить с поверхности тонкую прозрачную пленку оксида алюминия, чтобы обеспечить общую прочность и сопротивление усталости сварного шва.Подойдет специальная щетка из нержавеющей стали.
- Поверхность представляет собой проблему при работе с алюминием, потому что материал можно легко повредить при чрезмерно агрессивных действиях.
 Перед сваркой необходимо удалить с поверхности тонкую прозрачную пленку оксида алюминия, чтобы обеспечить общую прочность и сопротивление усталости сварного шва.Подойдет специальная щетка из нержавеющей стали.
Перед сваркой необходимо удалить с поверхности тонкую прозрачную пленку оксида алюминия, чтобы обеспечить общую прочность и сопротивление усталости сварного шва.Подойдет специальная щетка из нержавеющей стали.Многие профессионалы в области сварки сегодня подходят к резке, шлифовке и чистовой обработке алюминия, полагаясь на один или несколько из следующих инструментов или методов. Однако каждый из них также имеет недостатки с точки зрения стоимости, качества, производительности и безопасности:
- Лобзики, сабельные пилы, ножницы .Обратной стороной является то, что они создают много шума и вибрации, а также образуют большие заусенцы.
- Смазки и силиконовый спрей (WD-40, LPS) . Обратной стороной является то, что они могут быть легковоспламеняющимися и загрязнять рабочую поверхность, что требует тщательной очистки перед сваркой.
- Воск и смазка . Обратной стороной является то, что они могут быть опасными, особенно при использовании во время работы дисков. Они также требуют тщательной очистки перед сваркой.
- Чрезмерное давление .Обычная реакция, когда колесо не работает должным образом, — это нажимать сильнее. Но более сильный толчок усугубляет проблему, создавая еще больше тепла и трения, а алюминий плавится еще быстрее, поскольку колесо загружается все быстрее и быстрее. Обратной стороной является то, что это приводит к дополнительному нагреву, может повредить обрабатываемую деталь и даже привести к отказу колеса.

ЛУЧШИЙ ВЫБОР ДЛЯ РЕЗКИ, ШЛИФОВАНИЯ И ОБРАБОТКИ АЛЮМИНИЯ
При выборе продукта для резки, шлифовки и чистовой обработки алюминия необходимо выбрать правильный круг или диск для выполнения операций перед сваркой и после сварки. .Правильный выбор может помочь магазинам повысить качество, безопасность и производительность. Это также может минимизировать время простоя и затраты на рабочую силу. Незагружаемый шлифовальный круг типа 27 можно использовать при резке и / или шлифовании алюминия. В этих колесах используется смесь зерен, подобранная для обеспечения стабильной производительности и отсутствия загрязнений. Высококачественные изделия, специально предназначенные для алюминия, предназначены для плавной резки с минимальным образованием заусенцев. Они также значительно снижают шум и вибрацию при резке, и поэтому их легче контролировать.Круги доступны только для резки или шлифования или в виде комбинированных отрезных / шлифовальных кругов.
Незагружаемый шлифовальный круг типа 27 можно использовать при резке и / или шлифовании алюминия. В этих колесах используется смесь зерен, подобранная для обеспечения стабильной производительности и отсутствия загрязнений. Высококачественные изделия, специально предназначенные для алюминия, предназначены для плавной резки с минимальным образованием заусенцев. Они также значительно снижают шум и вибрацию при резке, и поэтому их легче контролировать.Круги доступны только для резки или шлифования или в виде комбинированных отрезных / шлифовальных кругов.
Диски из полимерного волокна (RFD), предназначенные для алюминия, являются хорошим вариантом для шлифования, смешивания и чистовой обработки. RFD используются с прочной резиновой подкладкой, которая обеспечивает плоский, постоянный контакт с материалом во время использования, что упрощает контроль и смешивание. Лучшие диски предварительно обрабатываются или покрываются смазкой, чтобы уменьшить тепловыделение при шлифовании. Эта функция помогает задержать плавление алюминия, предотвращая загрузку диска и обеспечивая более высокую скорость резки, а также более длительный срок службы продукта. Другой альтернативой диску из полимерного волокна для измельчения, смешивания и отделки являются лепестковые диски с обработанным или верхним покрытием. Эти диски доступны во множестве вариантов зерна; однако они не так популярны в промышленности, поскольку они более податливы и требуют более высокого набора навыков для получения желаемой отделки поверхности. Тем не менее, в некоторых случаях они позволяют сэкономить время, поскольку позволяют выполнять шлифовку и чистовую обработку за один этап; нет необходимости переключаться со шлифовального круга типа 27 на диск из полимерного волокна для завершения работы.
Другой альтернативой диску из полимерного волокна для измельчения, смешивания и отделки являются лепестковые диски с обработанным или верхним покрытием. Эти диски доступны во множестве вариантов зерна; однако они не так популярны в промышленности, поскольку они более податливы и требуют более высокого набора навыков для получения желаемой отделки поверхности. Тем не менее, в некоторых случаях они позволяют сэкономить время, поскольку позволяют выполнять шлифовку и чистовую обработку за один этап; нет необходимости переключаться со шлифовального круга типа 27 на диск из полимерного волокна для завершения работы.
Так как алюминий легко повредить, некоторые сварщики используют нетканые подушечки для рук или стальную мочалку 0000 для ручной отделки и минимизируют возможное повреждение детали. Однако диски и колеса из нетканого материала позволяют сэкономить время по сравнению с ручной отделкой. Диски и круги из нетканого материала идеально подходят для декоративной отделки, сатинированной и античной отделки, окончательного шлифования, обработки мягкого металла и удаления мелких заусенцев. Мощные щетки для очистки также помогают быстро выполнить работу, не оказывая чрезмерного давления, которое может повредить алюминий.
Мощные щетки для очистки также помогают быстро выполнить работу, не оказывая чрезмерного давления, которое может повредить алюминий.
ЗАКЛЮЧИТЕЛЬНЫЕ МЫСЛИ
Давление и тепло — главные виновники разочарования при работе с алюминием. Важно использовать высококачественные продукты, не содержащие загрязняющих веществ, и позволить колесу делать свою работу. Оказание давления для повышения производительности приведет только к дополнительному разочарованию и ухудшению качества. Кроме того, прочный, стабильный шов начинается с правильной подготовки поверхности. Чем чище свариваемый шов, тем лучше проплавление. Для достижения наилучших результатов всегда используйте продукт, предназначенный для обработки алюминия.Лучшие продукты режут чисто и гладко, без точечной коррозии, надрезов и подрезов. Для быстрого и эффективного выполнения работы доступно несколько высокопроизводительных продуктов, поэтому всегда консультируйтесь со своим надежным дистрибьютором-производителем абразива, чтобы узнать, какие варианты доступны для конкретного применения. Для получения дополнительной информации и просмотра руководства по алюминиевым решениям нажмите здесь .
Для получения дополнительной информации и просмотра руководства по алюминиевым решениям нажмите здесь .
(PDF) Крупномасштабный ремонт сварных швов турбинных дисков
Введение
Eskom — это коммунальное предприятие с генерирующей мощностью около 40 000 МВт, что составляет около
60% от общей мощности на африканском континенте.Из них около 90% составляют ископаемые
,сжигаемые, 4% ядерные, а остальные — гидроэнергетические. При объеме продаж 188 ТВтч в 2003 году он занимает 9-е место среди
в мире по объемам продаж. Средний возраст завода в настоящее время превышает 100 000 часов, что привело к реализации тщательно продуманной программы продления срока службы котельно-турбинной установки
. Мероприятия по техническому обслуживанию и ремонту сосредоточены на ремонте
, а не на замене там, где это возможно, где необходимо, для этого требуется внедрение новых методов ремонта
.Неисправности турбинной установки стали актуальной проблемой для Eskom
, и в настоящее время ведутся несколько исследований по улучшению долгосрочной целостности
станции. Одна из них заключалась в том, чтобы найти подходящие методы ремонта для устранения дефектов
Одна из них заключалась в том, чтобы найти подходящие методы ремонта для устранения дефектов
, классифицированных как выходящие за рамки критериев приемлемости для неразрушающего контроля
(NDT).
Предпосылки
Сварочная технология достигла такой степени, что ремонт, который когда-то считался рискованным,
в последнее время стал обычным вариантом ремонта для высокотехнологичных заводов, таких как
, что касается турбин.Некоторые производители оригинального оборудования (OEM) и поставщики по ремонту
теперь предлагают услуги по ремонту вращающихся компонентов паровых турбин. Этот ремонт
может стать экономичной и эффективной альтернативой замене или понижению версии
агрегата. Современные технологии обращаются к большинству распространенных материалов и типов турбин
, включая агрегаты низкого и высокого давления.
Проблемы с коррозионным растрескиванием под напряжением (SCC) на некоторых турбинных установках низкого давления (LP)
компании Eskom были решены путем введения различных контрмер
, таких как изменения конструкции, установка новых компонентов, изготовленных из материалов
с повышенной коррозионной стойкостью и в некоторых случаях ограничения нагрузки. Компания Eskom
Компания Eskom
с интересом начала мониторинг прогресса в области восстановления сварных швов в качестве жизнеспособной альтернативы
, и в начале 1990-х годов была проделана определенная работа по разработке процедур сварки
. К 1996 году была начата работа по формализации исследований и
разработки процедур ремонта сварных швов с целевым парком
всего парка турбин Eskom. Потенциал экономических выгод, полученных от ремонта, был вскоре реализован
по разным причинам, главным из которых были экономические ограничения.Стало ясно, что
в будущем Eskom сосредоточится на ремонте, а не замене. Важность
позиционирования Eskom для выполнения любого типа ремонта сварных швов на любой турбине
с необходимой механической и металлургической поддержкой, стала жизнеспособным вариантом
, и исследовательские усилия получили импульс.
Советы по выбору абразивов для многопроходной сварки
Тони Хафффорд, менеджер по категории — производство металлов, Weiler Abrasives Group Многопроходная сварка обычно используется для добавления слоев сварного шва к толстым металлическим соединениям. Это увеличивает прочность критических сварных швов для таких применений, как сосуды высокого давления, трубопроводы для транспортировки нефти и газа, судостроение и тяжелое строительство. Эти сварные швы часто подвергаются рентгеновскому или ультразвуковому контролю, поскольку разрушение сварного шва может быть катастрофическим.
Это увеличивает прочность критических сварных швов для таких применений, как сосуды высокого давления, трубопроводы для транспортировки нефти и газа, судостроение и тяжелое строительство. Эти сварные швы часто подвергаются рентгеновскому или ультразвуковому контролю, поскольку разрушение сварного шва может быть катастрофическим.
При этом типе сварки каждый проход должен очищаться перед нанесением следующего прохода, чтобы убедиться в отсутствии включений или проблем, которые могут привести к отказу сварного шва при проверке.
Выбор подходящего абразива для очистки и шлифования многопроходных сварных швов может помочь оптимизировать эффективность и снизить затраты.Узнайте больше о типах абразивов и некоторых передовых методах оптимизации результатов.
Когда используются многопроходные сварные швы?
Толщина основного материала и требования к прочности являются двумя ключевыми факторами, определяющими необходимость нескольких проходов. Многопроходная сварка также может использоваться для управления подводом тепла, когда необходимо избежать коробления или деформации основного материала.
Многопроходная сварка также может использоваться для управления подводом тепла, когда необходимо избежать коробления или деформации основного материала.
Многопроходные сварные швы часто используются при сварке стали, но они также могут дать преимущества при сварке основных материалов из нержавеющей стали и алюминия.
Необходимое количество проходов зависит от типа и толщины материала. Например, рассмотрите возможность сварки двух кусков трубы вместе для транспортировки газа или нефти. Первый проход, называемый корневым или бортовым проходом, имеет решающее значение, поскольку он соединяет два куска материала и действует как основа для остальных проходов. Второй проход, называемый горячим проходом, вдавливает валик в основной материал, чтобы обеспечить полное проникновение. За горячим проходом следует различное количество проходов наполнителя, которое определяется толщиной материала.Посадочные проходы помогают заполнить любые зазоры, поскольку эти сварные швы часто имеют V-образную форму, которая становится шире по мере заполнения шва. Последний проход называется закрывающим и обычно проходит немного выше основного материала.
Последний проход называется закрывающим и обычно проходит немного выше основного материала.
Выбор абразива для многопроходных сварных швов
Выбор подходящего абразивного материала для очистки и шлифовки многопроходных сварных швов зависит от конкретного прохода сварного шва, над которым выполняется работа, и желаемых результатов. Если возможно, попробуйте разные абразивные материалы, чтобы увидеть, что лучше всего подходит для каждого этапа нанесения.
Опять же, ссылаясь на пример сварки трубопровода, шлифовка сварного шва после корневого прохода в U-образной форме удаляет следы вагонов, минимизирует отверстия жучков и обеспечивает гладкую поверхность для укладки горячего прохода и получения полного проплавления. Во время многопроходной сварки оператор часто не успевает дождаться остывания первого прохода перед его шлифовкой. Поэтому важно использовать шлифовальный круг, специально разработанный для многопроходных горячих сварных швов.
Горячее, наливное и колпачковое проходы обычно очищаются щеткой с минимальным шлифованием или без него.Шлифование этих проходов иногда случается, когда необходимо стачивать ограничители и начала сварки или удалить включения. Обычная последовательность очистки многопроходных сварных швов заключается в использовании шлифовального круга на корневом проходе, а затем на щетке для стрингера или герметизированной щетке для оставшихся проходов.
- Шлифовальные круги: Иногда называемые комбинированными кругами, шлифовальные круги диаметром 1/8 дюйма часто используются для очистки корневого прохода. Выбирая шлифовальный круг, подумайте, нужно ли выполнять какие-либо другие задачи помимо вертикального шлифования.Если необходимо отшлифовать фаски, торцевые поверхности или выполнить какие-либо другие операции, кроме шлифовки кромки, поищите круг, который разработан с дополнительным усилением, чтобы его можно было использовать под углом. Некоторые 1/8-дюймовые шлифовальные круги имеют два слоя стекловолокна, что позволяет использовать их только для вертикального шлифования. Другие состоят из трех слоев, которые удерживают продукт вместе и позволяют использовать его не только для вертикального измельчения. Также важно выбрать круг, специально разработанный для многопроходной сварки и шлифования горячих швов.Использование стандартного шлифовального круга по горячему корневому проходу может привести к загрузке круга и возможному остеклению. В ответ операторы могут изменить или вырезать стружку на колесе, что представляет собой угрозу безопасности. Использование шлифовального круга, предназначенного для многопроходной сварки, такого как круг Tiger ® Pipeliner от Weiler, снижает вибрацию и остекление, обеспечивая превосходный рез и долговечность — без необходимости стружки круга.
 Другие состоят из трех слоев, которые удерживают продукт вместе и позволяют использовать его не только для вертикального измельчения. Также важно выбрать круг, специально разработанный для многопроходной сварки и шлифования горячих швов.Использование стандартного шлифовального круга по горячему корневому проходу может привести к загрузке круга и возможному остеклению. В ответ операторы могут изменить или вырезать стружку на колесе, что представляет собой угрозу безопасности. Использование шлифовального круга, предназначенного для многопроходной сварки, такого как круг Tiger ® Pipeliner от Weiler, снижает вибрацию и остекление, обеспечивая превосходный рез и долговечность — без необходимости стружки круга.
Другие состоят из трех слоев, которые удерживают продукт вместе и позволяют использовать его не только для вертикального измельчения. Также важно выбрать круг, специально разработанный для многопроходной сварки и шлифования горячих швов.Использование стандартного шлифовального круга по горячему корневому проходу может привести к загрузке круга и возможному остеклению. В ответ операторы могут изменить или вырезать стружку на колесе, что представляет собой угрозу безопасности. Использование шлифовального круга, предназначенного для многопроходной сварки, такого как круг Tiger ® Pipeliner от Weiler, снижает вибрацию и остекление, обеспечивая превосходный рез и долговечность — без необходимости стружки круга.- Щетки с приводным кругом: Круги со стрингером часто являются следующим шагом после шлифовального круга, так как они хороши для проникновения в труднодоступные места и при этом обеспечивают агрессивную очистку.Горячий проход при сварке трубопровода имеет тенденцию быть ниже на скосе, что может быть ограниченным пространством. В то время как некоторые операторы могут продолжать использовать колесико для стрингера для очистки всех оставшихся проходов заливки и колпачка — даже если скос становится шире к верху и требует значительных движений вперед и назад с меньшей щеткой для борта стрингера — есть и другие варианты, обеспечивающие лучшую эффективность. Щетки наполнителя шире, чем колеса со стрингером, и позволяют быстрее очистить более широкие части фаски.
 В то время как некоторые операторы могут продолжать использовать колесико для стрингера для очистки всех оставшихся проходов заливки и колпачка — даже если скос становится шире к верху и требует значительных движений вперед и назад с меньшей щеткой для борта стрингера — есть и другие варианты, обеспечивающие лучшую эффективность. Щетки наполнителя шире, чем колеса со стрингером, и позволяют быстрее очистить более широкие части фаски.
В то время как некоторые операторы могут продолжать использовать колесико для стрингера для очистки всех оставшихся проходов заливки и колпачка — даже если скос становится шире к верху и требует значительных движений вперед и назад с меньшей щеткой для борта стрингера — есть и другие варианты, обеспечивающие лучшую эффективность. Щетки наполнителя шире, чем колеса со стрингером, и позволяют быстрее очистить более широкие части фаски.- Герметизированные щетки: Эти продукты, также называемые полировальными или резиновыми полировальными щетками, более агрессивны, чем щетки для стрингеров, и также очень хороши для очистки небольших пространств. Операторы могут нагреть инкапсуляцию или попытаться ударить напильником по инкапсулированной кисти, чтобы слегка ее разломить, но это не рекомендуется. Корпус этих щеток изнашивается по мере использования. Имейте в виду, что при их использовании инкапсулированная щетка кажется намного более жесткой, чем бусинка стрингера, поэтому для оптимальной работы можно использовать немного большее давление, не опасаясь обрыва длинной проволоки.

- Лепестковые диски: Эти абразивные материалы обычно используются для шлифования и чистовой обработки за один этап, но они также могут использоваться в многопроходных приложениях. В трубопроводах откидные диски обычно используются, когда необходимо отремонтировать дефект или сгладить ямки на скосе. Диск заслонки осветит поверхность, чтобы выявить дефект для ремонта. Лепестковые диски также могут быть использованы, если сварные швы необходимо отшлифовать по определенным требованиям к отделке или по эстетическим причинам.
Советы по оптимизации очистки многопроходных сварных швов
Есть несколько ключевых передовых методов, которые могут помочь операторам контролировать абразивный продукт, а
держите его в скосе — чтобы обеспечить полную очистку и избежать таких проблем, как шлак или включения, которые могут привести к повреждению сварных швов.
- Хорошая установка: Правильная установка помогает обеспечить постоянный зазор между двумя свариваемыми деталями. Зазор 1/8 дюйма обычно используется для многих многопроходных сварных швов, включая большинство трубопроводов.
- Правильный угол и постоянное давление: При использовании абразивных материалов для очистки сварных швов может быть тенденция слишком сильно закапывать и давить. Важно прикладывать умеренное давление и позволить колесу или щетке делать свою работу. Длинные ровные ходы шлифовальных кругов помогают поддерживать постоянное давление. При использовании проволочных щеток слишком сильное нажатие может привести к длинному обрыву проволоки. Слегка надавливайте и позвольте кончикам проводов делать свою работу.Проволочные щетки используются вертикально, а не под углом, как можно использовать шлифовальные круги, поэтому убедитесь, что они правильно ориентированы на заготовку для используемого типа продукта. Последовательные движения и давление являются ключевыми факторами независимо от типа продукта.
- Визуальный контроль после каждого прохода: Будь то первый проход или последний, важно проверять каждый сварочный проход после завершения шлифовки или очистки. Это помогает гарантировать, что абразивный продукт попадет по бокам сварного шва, не оставив следов вагона или черных следов.Иногда оператору приходится перемещать щетку вперед и назад, чтобы убедиться, что все части сварного шва затронуты.
 Это помогает гарантировать, что абразивный продукт попадет по бокам сварного шва, не оставив следов вагона или черных следов.Иногда оператору приходится перемещать щетку вперед и назад, чтобы убедиться, что все части сварного шва затронуты.
Это помогает гарантировать, что абразивный продукт попадет по бокам сварного шва, не оставив следов вагона или черных следов.Иногда оператору приходится перемещать щетку вперед и назад, чтобы убедиться, что все части сварного шва затронуты.Оптимизация абразивных свойств при очистке и шлифовке многопроходных сварных швов требует тщательного выбора продукта, чтобы наилучшим образом соответствовать сварочному проходу и желаемым результатам. Также важно всегда держать защиту инструмента на месте, чтобы обеспечить максимальную безопасность оператора.
Сварка роторов и дисков турбин (Конференция)
Драйвер, Т. Л., Амос, Д. Р., и Кларк, Р. Э. Сварка роторов и дисков турбин . США: Н. п., 1995.
Интернет.
Драйвер, Т. Л., Амос, Д. Р., и Кларк, Р. Э. Сварка роторов и дисков турбины внутреннего сгорания . Соединенные Штаты.
Соединенные Штаты.
Драйвер, Т. Л., Амос, Д. Р., и Кларк, Р. Э.Солнце .
«Сварка роторов и дисков турбин внутреннего сгорания». Соединенные Штаты.
@article {osti_234175,
title = {Сварка роторов и дисков турбин внутреннего сгорания},
author = {Драйвер, Т. Л. и Амос, Д. Р. и Кларк, Р. Э.},
abstractNote = {Сварочный ремонт роторов и дисков паровых турбин компанией Westinghouse успешно выполнен и зарекомендовал себя в эксплуатации за последние 15 лет.С 1978 года более 200 роторов и дисков низкого давления были отремонтированы методом газо-вольфрамовой дуговой сварки (GTAW). Этот процесс дает свойства, равные или лучшие, чем у оригинальной поковки ротора / диска для сплавов LP. В 1987 году процесс GTAW был расширен и теперь включает ремонт сплавов ротора высокого давления (HP). С того времени более 45 роторов высокого и среднего давления (IP) были успешно отремонтированы и возвращены в эксплуатацию. Недавно, чтобы удовлетворить потребность в ремонте сплавов для турбин внутреннего сгорания, была инициирована программа развития, чтобы сделать ступенчатое увеличение текущего процесса сварки LP и присадочных материалов с предела текучести металла сварного шва 100-110 тыс. Фунтов / кв. Дюйм (для сплавов LP) до 140 тыс. Фунтов / кв. Дюйм. необходим на многих участках турбины внутреннего сгорания.Задача увеличения прочности на 30% не могла быть решена за счет других критических свойств, в частности вязкости. В этой статье сначала рассматриваются успешные программы сварки LP и HP, которые были фундаментальными строительными блоками для сварки турбин внутреннего сгорания. Во-вторых, рассматривается разработка и испытания нового присадочного материала для сварочных турбин внутреннего сгорания, которые продемонстрировали способность достигать предела текучести примерно 135 тысяч фунтов на квадратный дюйм.
С того времени более 45 роторов высокого и среднего давления (IP) были успешно отремонтированы и возвращены в эксплуатацию. Недавно, чтобы удовлетворить потребность в ремонте сплавов для турбин внутреннего сгорания, была инициирована программа развития, чтобы сделать ступенчатое увеличение текущего процесса сварки LP и присадочных материалов с предела текучести металла сварного шва 100-110 тыс. Фунтов / кв. Дюйм (для сплавов LP) до 140 тыс. Фунтов / кв. Дюйм. необходим на многих участках турбины внутреннего сгорания.Задача увеличения прочности на 30% не могла быть решена за счет других критических свойств, в частности вязкости. В этой статье сначала рассматриваются успешные программы сварки LP и HP, которые были фундаментальными строительными блоками для сварки турбин внутреннего сгорания. Во-вторых, рассматривается разработка и испытания нового присадочного материала для сварочных турбин внутреннего сгорания, которые продемонстрировали способность достигать предела текучести примерно 135 тысяч фунтов на квадратный дюйм. Эта новая программа была реализована на участках с более низкими напряжениями нескольких производственных деталей, которые описаны в третьей части.Документ завершается обзором возможной будущей работы по достижению номинального предела текучести около 145 тыс. Фунтов на квадратный дюйм.
doi = {},
Эта новая программа была реализована на участках с более низкими напряжениями нескольких производственных деталей, которые описаны в третьей части.Документ завершается обзором возможной будущей работы по достижению номинального предела текучести около 145 тыс. Фунтов на квадратный дюйм.
doi = {},
url = {https://www.osti.gov/biblio/234175},
journal = {},
number =,
объем =,
place = {United States},
год = {1995},
месяц = {12}
}
Круги для угловых шлифовальных машин, необходимые для изготовления
Если вы занимаетесь производством, вам понадобятся четыре типа колес для вашей угловой шлифовальной машины.Это стандартный шлифовальный круг, лепестковый диск, отрезной круг и проволочный круг. Если вы прокрутите статью до конца, вы увидите, что каждое из этих колес делает с куском ржавого металла.
Круги для угловой шлифовальной машины являются расходным материалом: они служат в течение определенного времени, а затем их необходимо заменить. Мы экспериментировали с супер дешевыми версиями колес для угловых шлифовальных машин и обнаружили, что они не служат так долго и не держатся вместе, как версии, которые стоят немного дороже.Вот некоторые из них, которые нам понравились:
Мы экспериментировали с супер дешевыми версиями колес для угловых шлифовальных машин и обнаружили, что они не служат так долго и не держатся вместе, как версии, которые стоят немного дороже.Вот некоторые из них, которые нам понравились:
Нам также нравятся продукты от Norton, Gemini и Milwaukee.
Шлифовальный круг
Шлифовальный круг с оправкой 7/8 «
Этим шлифовальным кругом можно шлифовать в любом месте торца или кромки шлифовального круга.
Угловой шлифовальный круг для быстрого удаления материала
Стандартный шлифовальный круг предназначен для быстрого удаления металла.Используйте измельчение
колеса, если вы хотите зачистить сварные швы, зачистить порезы и подготовить металл для
сварка (так как для сварки нужен голый блестящий металл). Из четырех колес,
это удаляет материал быстрее всего. Он также производит горячие большие искры. Убедитесь, что искры не попадают во все, что вас волнует. Искры плавятся и вонзятся в стекло, прожигают дыры в одежде и могут причинять небольшую боль коже.
Он также производит горячие большие искры. Убедитесь, что искры не попадают во все, что вас волнует. Искры плавятся и вонзятся в стекло, прожигают дыры в одежде и могут причинять небольшую боль коже.
Шлифовальные круги бывают разной зернистости .Как и наждачная бумага, меньшие числа (например, зернистость 40) являются грубыми и удаляют
материал быстрее. Мы предупреждаем, что чем меньше зернистость, тем больше, горячее и болезненнее искры . Хотя это нормально, если вы работаете на верстаке, шлифование под колесом 4×4 в неудобном положении может стать очень неудобным при работе с кругами с низким зерном. Даже с обычным защитным снаряжением сложнее защитить свое тело, уши и глаза от прыгающих искр, когда вы застряли под автомобилем, поэтому мы рекомендуем для этого типа работы использовать колесо с более высокой зернистостью.Случайные искры могут легко срикошетить и отразиться за комбинацией защитной маски и очков. Круг с более высоким зерном потребует немного больше времени, но он безопаснее и удобнее.
Толстый шлифовальный круг 1/4 «для быстрого удаления материала
Стандартные шлифовальные круги идеально подходят для быстрого удаления металла на угловой шлифовальной машине. Толщина 1/4 дюйма довольно стандартна для большинства шлифовальных кругов.
Угловая шлифовальная машина стандартный шлифовальный круг
При покупке шлифовальных кругов обращайте внимание на диаметр круга. Убедитесь, что колеса, которые вы подходите, помещаются внутри ограждения кофемолки.
Мы закупаем по 5-10 шлифовальных кругов для угловых шлифовальных машин за раз, и в этом количестве можно выполнить большинство типичных производственных проектов на одном грузовике.
Шлифовальные круги с низким зерном могут оставлять
«царапины» на вашем металле. Действительно грубые шлифовальные круги тоже могут оставлять
небольшие заусенцы на краю заготовки. Обычно мы убираем эти
царапины с помощью лоскутного диска (ниже) на пораженных участках, пока
металл гладкий и блестящий.
Действительно грубые шлифовальные круги тоже могут оставлять
небольшие заусенцы на краю заготовки. Обычно мы убираем эти
царапины с помощью лоскутного диска (ниже) на пораженных участках, пока
металл гладкий и блестящий.
Лучший угловой шлифовальный круг для заточки лезвий косилок и других инструментов
Это также колесо угловой шлифовальной машины, которое следует использовать для заточки лезвий косилок, лопат и других «тупых» садовых инструментов. Нож косилки легко снять, положить в тиски и заточить с помощью угловой шлифовальной машины.Мы часто заканчиваем лезвие лепестковым диском, чтобы убедиться, что оно гладкое.
Откидной диск для чистовой обработки
Диск шлифовальный круг для тонкого шлифования металла
Лепестковые диски идеально подходят для шлифования металла угловой шлифовальной машиной. Они могут слегка снимать фаски, удалять заусенцы и снимать острые кромки с углов.
Они могут слегка снимать фаски, удалять заусенцы и снимать острые кромки с углов.
Лучшие шлифовальные круги для угловых шлифовальных машин
Указанные выше шлифовальные круги имеют тенденцию выдавливать материал, с которым вы работаете, но лепестковый диск сглаживает это из.Хотя шлифовальный круг представляет собой твердый композитный материал, лепестковый диск представляет собой просто перекрывающиеся прямоугольники наждачной бумаги. если ты должны были провести своим шлифовальным кругом по кромке куска стали, а затем вы водите ногтем по этому месту, оно зацепится, так как шлифовальный круг выталкивает материал по передней кромке. Это бор . Заусенцы выглядят плохо и могут быть острыми — они легко порежут незащищенные руки. Откидной диск отлично подходит для очистки заусенцев и придания блеска выдолбленному металлу.
Лепестковые диски Debur Metal и Take Off Rough edge
Используйте лепестковые диски для более тонкой шлифовки металла.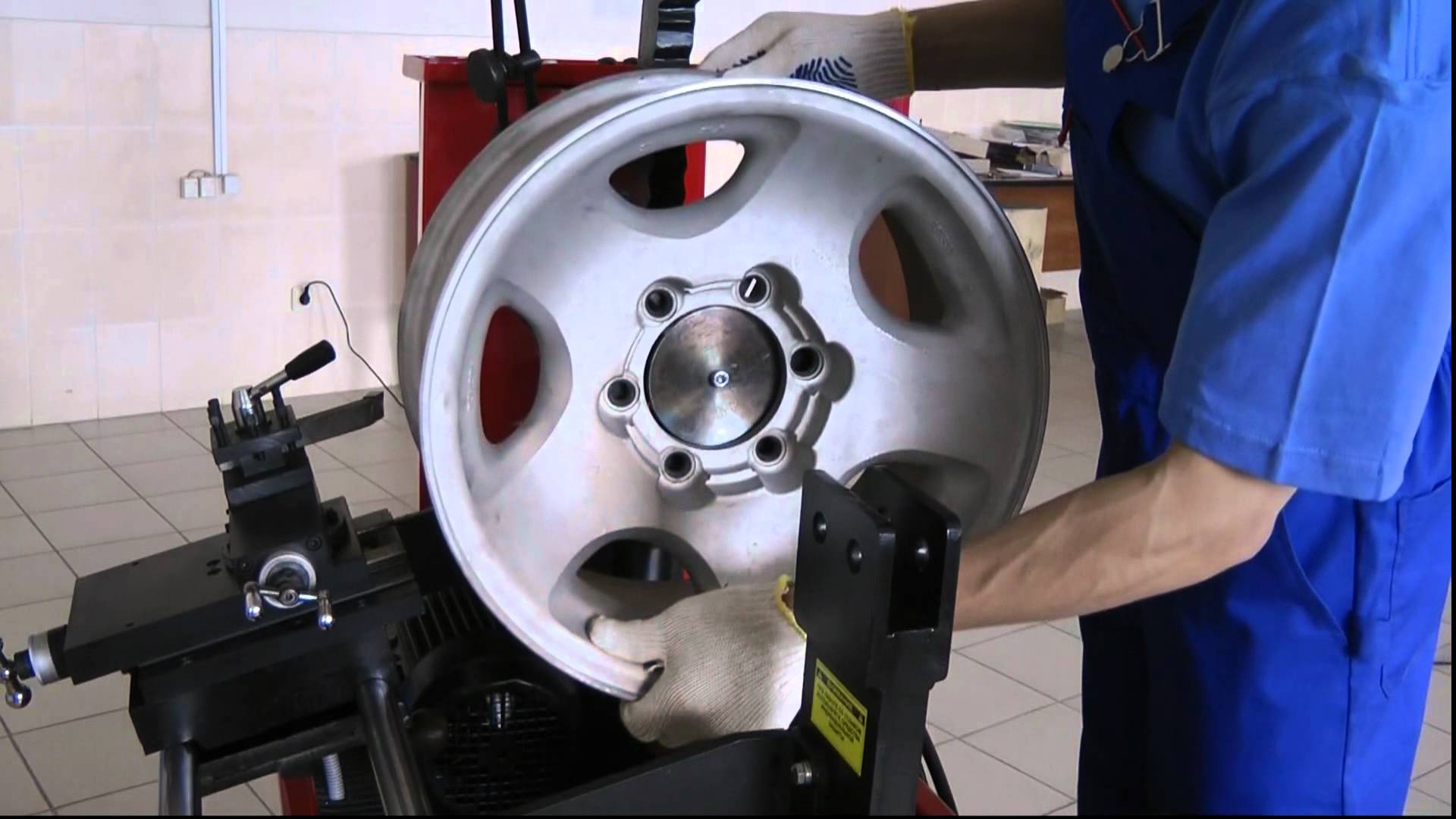
Как и стандартный шлифовальный круг, они бывают разной зернистости. Нравиться
наждачной бумагой, более высокое зерно для мелкой работы, а крупное зерно — для
для более грубой работы. Мы постоянно используем лепестковые диски для финишной обработки тяжелых
шлифование. Откидные диски имеют огромное значение для готовой детали
выглядит, удалив заусенцы и царапины, позволяя нанести незначительные
фаски на кромках, а также облегчение снятия твердой кромки
углы.
Отрезной диск для резки металла
Тонкий профиль отрезного круга
Тонкость отрезного круга — это то, что позволяет ему легко прорезать металл. Толщина этого 0,045 дюйма.
Толщина этого 0,045 дюйма.
Лучший круглошлифовальный круг для резки металла
Отрезной круг с оправкой 7/8 «
Отрезные круги с оправкой 7/8 «подходят к специальному уступу на угловых шлифовальных машинах с резьбовой оправкой 5/8» -11.
Отрезной круг используется для резки металла. Вы можете использовать это для вырезка сварных швов, вырезание мелких деталей из листового или листового металла или укорачивание болтов.Вы используете только край колеса, а не задняя или передняя грань. Фактически, использование любой поверхности ослабит отрезной круг, поскольку они такие тонкие, а волокна, удерживающие колесо вместе, сильно обнажены.
Отрезные круги значительно тоньше стандартных шлифовальных кругов. Как правило, вы будете использовать что-то толщиной 1/8 дюйма или 0,045 дюйма. Это от 1/2 до 1/4 толщины шлифовального круга 1/4 дюйма. Благодаря своей тонкости и тому факту, что они режут только по краю, они могут резать металл очень быстро.
Лучшие отрезные круги для угловых шлифовальных машин по металлу самые тонкие.
Однако чем тоньше колесо, тем они опаснее. Тонкий
отрезные диски легче изгибаются и, следовательно, легче ломаются. Если вы работаете на верстаке в удобном положении с хорошо расположенной заготовкой, подойдет тонкий отрезной круг. Если вы планируете работать под транспортным средством в неудобном положении, мы рекомендуем использовать отрезной диск 1/8 дюйма, который немного более жесткий и не разбивается, если вы потеряете равновесие или положение.
Также самый опасный круг для угловой шлифовальной машины …
Отрезные круги отлично подходят для изготовления
Когда вам нужно резать металл, отрезной круг на вашей угловой шлифовальной машине справится с этой задачей быстро.
Отрезной диск очень и очень удобен, но чрезвычайно опасен колесо, потому что оно тонкое.Если вы дергаетесь, теряете равновесие или
в противном случае случайно поверните болгарку при использовании этого круга, она разобьет .
Разлетающиеся снаряды могут сломать вам нос, повредить руки,
обидеть посторонних и т. д. Держите лицо подальше от этого и
плоскость прялки.
Возможно, мы разбили один
или два стандартных шлифовальных круга 1/4 дюйма за несколько лет заводской работы, но мы
разлетелись многие отрезные диски. Многие производители получили травмы из-за
ношение надлежащего защитного снаряжения или небезопасное использование отрезных кругов.Один из нас
даже есть красивый шрам и постоянно врезанный шлифовальный материал
под ногтем после того, как сломанный отрезной круг ударил его руку и
сломал ноготь. Трудно все настроить идеально
для использования отрезного круга на угловой шлифовальной машине, поэтому сделайте все, что в ваших силах, и
носите много защитного снаряжения.
Защитные очки, маска для лица, защитный кожух шлифовальной машины, тяжелые перчатки и отсутствие посторонних необходимы, когда вы раскручиваете это колесо. Мы рекомендуем не использовать отрезной круг, если оба конца материала не поддерживаются должным образом.В противном случае подвесной элемент может защемить прялку и разбить его. Вместо этого следует использовать отрезную пилу для некоторых типов работать, например, укорачивать трубы или уголки.
Катушка с проволокой для очистки
Проволочное заднее колесо с оправкой 5/8 «
Нам нравятся резьбовые оправки для проволочных колес, поскольку они позволяют легко снимать и включать колесо.
Лучший угловой шлифовальный круг для очистки краски и ржавчины
Проволочные круги отлично подходят для удаления ржавчины и краски с поверхности.В
большинство кругов с абразивной проволокой имеют толстую скрученную щетину.
Прямая и тонкая щетина гораздо менее абразивна, но не агрессивна.
достаточно, если вам нужно сделать быстрое удаление краски и ржавчины. Фактически, все проволочные круги, которые мы используем для наших угловых шлифовальных машин, скручены. Мы используем только круги из проволоки с прямой щетиной в насадках для сверл и шлифовальных машинах, и все они имеют небольшой диаметр.
Проволочное колесо переднее
Это толстая закрученная щетина, поэтому это будет агрессивное колесо.Это лучший тип проволочного круга для удаления сильной краски и ржавчины.
Как и другие колеса, вещи могут слетать с этого колеса на высоких скоростях — провода иногда рвутся достаточно сильно, чтобы застрять в вашей коже. Это не так уж и плохо, но это должно побудить вас надеть защиту для глаз. Не покупайте дешевые проволочные круги для угловой шлифовальной машины. Мы пробовали проволочные колеса от Harbour Freight, и к тому же они недолговечны. очень долго, они будут распылять на вас проволочные нити до тех пор, пока проволока колесо длится.Помимо того, что это невыносимо раздражает, это еще и опасно для вас и всех, кто вас окружает, так как нити могут так легко прокалывать кожу (и, конечно, глазные яблоки).
Испытания в реальных условиях: что делают эти шлифовальные круги
Образец проволочного колеса угловой шлифовальной машиныПроволочное колесо легко сняло окалину ржавчины. Если бы ты собирался приварите аварийный ремонт стержнем 6010/6011, это, вероятно, быть достаточно чистым для процесса сварки.А вот голые, блестящие, чистый металл для сварки MIG или TIG. Проволочное колесо со стальной щетиной не подойдет. выдолбить сталь (хотя она может «смягчить» внешний вид), но может резать более мягкие металлы, такие как алюминий или латунь.
Проволочное колесо с эффектом ржавого металла
Мы предпочитаем использовать блестящий металл для сварки, но для многих проектов проволочное колесо снимет достаточно ржавчины, чтобы впоследствии можно было покрасить.
Диск заслонки бесполезен для удаления ржавчины, если только мгновенная ржавчина. Накипь снимается медленно, и мы никогда не сможем очистить ее металл, так что это довольно бессмысленное использование.
Эффект лепесткового колеса на ржавом металле
Лепесткового колеса недостаточно для удаления сильной ржавчины.Он больше подходит для более тонкой шлифовки и отделки металла.
Мы быстро переходим к голому блестящему металлу. Это колесо оставило немного довольно тяжелые выбоины в металле. Это не будет выглядеть хорошо, но для функциональная штука это не имеет значения. Обратите внимание, что мы удалили точечная коррозия, вызванная процессом коррозии. Это означает, что мы также уменьшили общую толщину заготовки в этих местах.Ты как правило, не следует шлифовать ямки глубиной 1/8 дюйма на материале 1/4 дюйма, так как вы уменьшаете силу этой области до 1/8 дюйма. Регулярный шлифовальный круг также отлично подходит для измельчения окалины, которая является тускло-серое «покрытие», которое наносится на многие общедоступные металлы.
Эффект шлифовального круга на ржавом металле
Шлифовальный круг очень эффективен при очистке ржавчины до оголенного металла, но он имеет тенденцию оставлять шероховатую поверхность и может привести к удалению большого количества материала, если вы не будете осторожны.
Шлифовальный круг, затем образец лепесткового диска
Сначала использовали обычный шлифовальный круг, потом пробегали лоскутом диск. Заготовка все еще имеет небольшую зазубрину, но большая часть неглубокая. одни были «отшлифованы». Финиш на ощупь более гладкий, чем только шлифовальный круг. В отличие от образца только со шлифовальным кругом, этот будет неплохо смотреться со слоем краски. Производственная часть с полностью гладкой отделкой (представьте себе сварной пластинчатый бампер с гладкие углы), вероятно, будет использоваться менее агрессивный шлифовальный круг (более мелкая строжка), за которой следует откидное колесо.
Затем шлифовальным кругом шлифовальный круг по металлу
Использование лепесткового диска после более грубого шлифовального круга делает сталь более гладкой.
Это просто прямой пропил отрезным кругом. При сквозной резке вы должны остерегаться движения отрезанного кусочка, чтобы он не защемил отрезной круг или ударом в колесо при его падении.Для кусочков этого размером и больше, безопаснее использовать бензопилу, ленточную пилу или ножовку (это не так уж и плохо!). Это колесо имеет толщину 0,045 дюйма, поэтому резка быстрее и тоньше, чем у более толстых колес диаметром 1/8 дюйма (0,125 дюйма). Это также разбиться легче.
Воздействие отрезного круга угловой шлифовальной машины на металл
Отрезные круги следует использовать только для резки. Не используйте переднюю или заднюю поверхность колеса для резки, иначе вы рискуете ослабить колесо и привести к его разрушению.