Сварочный роботизированный комплекс РТК ДС для сварки металлоконструкций
Сварочные роботизированные комплексы (РТК ДС) предназначены для получения в автоматическом режиме электросварного соединения и опционально плазменной резки металлоконструкций в частности изделий типа «тела вращения», элементов трубопровода: тройников, отводов, колен, рамных конструкций и прочих изделий из черных и цветных металлов.
Кроме сварки комплекс может быть применен для восстанавливающей дуговой наплавки металлов непрерывным электродом, например порошковой проволокой.
Стандартные размеры заготовок для обработке на комплексе, представленном ниже: диаметр тел вращения до 1500 мм, габарит до 1900 мм (расстояние между центров регулируется в ручном или автоматическом режиме). Технологические возможности промышленных роботов достаточно широки, поэтому типоразмер обрабатываемых деталей определяется при конфигурировании комплекса и может быть представлен в широком диапазоне.
Используя дополнительное оборудование: управляемые столы- позиционеры, механизмы линейных перемещений робота можно существенно расширить технологические возможности роботизированного сварочного комплекса.
В составе сварочного комплекса стандартно применяются: промышленный робот KUKA (предлагаем применение ранее бывших в эксплуатации роботов с целью оптимизации стоимости комплекса в целом), оборудование для электродуговой сварки в среде защитных газов или наплавке (по любой из существующих технологий) европейских фирм CLOOS (NIMAK, Fronius, LORCH), оборудование для плазменной резки REHM или аналогичное, управляемый позиционер KUKA для фиксации и вращения заготовок во время формирования сварного шва, система крепления сварочных горелок фирмы DINSE, оптические и механические системы ограждений для безопасной работы и система аспирации (опиции по желанию).
В создаваемых нами сварочных роботизированных комплексах сущетсвенно упрощено программирование и переналадка при смене ассортимента выпускаемой продукции (в состав входит пульт оператора для прямого вызова управляющих программ и оперативных команд комплекса). Добавлена возможность получения управляющих программ для траектории робота-сварщика из CAM CAD ПО.
На складе компании «РОБОТОТЕХНИКА» представлены сварочные комплексы электродуговой сварки и плазменной резки металлоизделий типа «тела вращения» фланцы, трубы, рамные металлоконструкции. Роботов для сварки можно осмотреть, выбрать вариант наилучшим образом соответствующий вашей технологической задаче.
Вы всегда можете уточнить интересующие вас вопросы по применению промышленных роботов, связавшись по прямым телефонам: 8 960 5329230, 8 910 6621562.
Пример использования — Простое программирование для единичного производства · Verbotics
Эта стальная костровая яма была изготовлена на заводе компании Предприятие по интеллектуальному изготовлению металлоконструкций (FIF) в Воллонгонге с использованием сварочных программ, созданных в приложении Verbotics Weld. Это был хороший пример для демонстрации возможностей Verbotics Weld для производства роботами индивидуальных заказов.
Костровая яма состоит из внутренней и внешней стальной коробчатой конструкции, изготовленной из низкоуглеродистой стали толщиной 3 мм. Костровая яма состоит из внутренней и внешней стальной коробчатой конструкции, изготовленной из низкоуглеродистой стали толщиной 3 мм. Каждый короб был прерывисто сварен проволокой диаметром 1,2 мм. Сварка производилась с помощью робота Yaskawa MA2010 на 3-метровой линейной направляющей и 2-х осевого позиционера заготовки “skyhook”. Робот оснащен сварочным источником тока Lincoln Power Wave.
Костровая яма состоит из внутренней и внешней стальной коробчатой конструкции, изготовленной из низкоуглеродистой стали толщиной 3 мм. Каждый короб был прерывисто сварен проволокой диаметром 1,2 мм. Сварка производилась с помощью робота Yaskawa MA2010 на 3-метровой линейной направляющей и 2-х осевого позиционера заготовки “skyhook”. Робот оснащен сварочным источником тока Lincoln Power Wave.
Для создания программ сварки робота использовалась программа Verbotics Weld. Для данного проекта не требовалось вносить никаких изменений в код, все сварочные швы выполнялись с использованием автоматического кода, генерируемого непосредственно из приложения программного обеспечения. Выходные данные включали в себя резку проволоки и сенсорную калибровку. Сварочные швы также обрабатываются Verbotics Weld путем простого указания длины прерывистых швов и зазоров между ними.
Нажмите здесь для упрощенного обзора того, как этот узел был запрограммирован→
В этом проекте позиционер мог свободно перемещать заготовку во время сварки. Несмотря на то, что для этого типа конструкции такое не требовалось, это было хорошей проверкой алгоритмов планирования в Verbotics Weld для демонстрации их способности генерировать скоординированные движения робота и позиционера заготовки.
Несмотря на то, что для этого типа конструкции такое не требовалось, это было хорошей проверкой алгоритмов планирования в Verbotics Weld для демонстрации их способности генерировать скоординированные движения робота и позиционера заготовки.
Следующим шагом было создание библиотеки сварочных параметров, в этом случае углы горелки были оставлены в качестве настроек по умолчанию, но при этом была добавлена информация для сварки роботом, информация о колебательных движениях и параметров прерывистых швов. Затем Verbotics Weld оставили для автоматического создания траекторий и перемещений сварки. На все это потребовалось около 15 минут человеческого взаимодействия с программным обеспечением, затем 30 минут для создания траекторий для обеих деталей на компьютере.
На все это потребовалось около 15 минут человеческого взаимодействия с программным обеспечением, затем 30 минут для создания траекторий для обеих деталей на компьютере. Калибровочные процедуры правильно компенсировали любые незначительные ошибки при настройке и позиционировании, и каждый сварной шов был одинаковым и высококачественным.
Это показывает, как быстро можно перейти от чертежа CAD непосредственно к программе сварки с помощью Verbotics Weld. Хотя этот узел был относительно простым, Verbotics Weld также справляется и с более сложными узлами. Хотя эта часть была относительно простой, Verbotics Weld также работает с более сложными узлами. Если вы хотите узнать больше, скачайте пробную версию или свяжитесь с нами.
О компании Предприятие по интеллектуальному изготовлению металлоконструкций
Предприятие по интеллектуальному изготовлению металлоконструкций (FIF) создана по инициативе Университета Вуллонгонга, TAFE NSW и Weld Australia, направленной на оказание помощи и поддержки отраслям промышленности, заинтересованным во внедрении передовых методов производства. Сюда входят средства автоматизации роботизированной сварки для демонстрации и оценки. Пожалуйста, посетите сайт FIF, чтобы узнать больше.
Сварка металлоконструкций.
 Сварочные работы в Санкт-Петербурге, Арго-М
Сварочные работы в Санкт-Петербурге, Арго-МСварка различными методами относится к профильным направлениям деятельности завода «Арго-М». Современное оборудование, применяемое нашими специалистами, обеспечивает требуемую прочность сварных соединений металлоконструкций. Благодаря этому продукция завода используется в строительстве жилых и промышленных зданий, инженерно-технических коммуникаций, спортивных и складских сооружений.
«Арго-М» обеспечивает качественные сварочные работы. Каждый шов готовых деталей проверяется с помощью ультразвукового оборудования, которое обнаруживает любые дефекты. Данное оборудование определяет прожоги, шлаковые включения, непровары. Сварщики своевременно устраняют недостатки, что позволяет полноценно эксплуатировать полученную конструкцию. Поэтому вы можете доверить нашим специалистам выполнение работ любого уровня сложности. Применение технологий полуавтоматической и автоматической дуговой сварки обеспечивает соединение любых листов металла. Это необходимо в процессе производства резервуаров, коммуникационных сооружений, дымоходов, для изготовления стоек, ригелей, прогонов, колонн и других элементов каркасных зданий. Все работы выполняются в сварочном цехе завода, что гарантирует соблюдение отраслевых норм и стандартов.
Это необходимо в процессе производства резервуаров, коммуникационных сооружений, дымоходов, для изготовления стоек, ригелей, прогонов, колонн и других элементов каркасных зданий. Все работы выполняются в сварочном цехе завода, что гарантирует соблюдение отраслевых норм и стандартов.
Предлагаем воспользоваться калькулятором, чтобы узнать цену тонны сварных металлоконструкций. С помощью калькулятора вы определите стоимость продукции в зависимости от ее вида, объема поставки и типа покрытия.
Как происходит сварка металлоконструкций?
Сварка металлоконструкций выполняется в отдельном цехе завода «Арго-М». Это открывает возможности для использования современного промышленного оборудования в безопасных условиях. Перед выполнением сварочных работ специалисты тщательно готовят поверхности деталей к соединению. Для этого рабочие стачивают края деталей.
Затем специалисты определяют оптимальный способ сварки. Термическая сварка относится к наиболее распространенным способам соединения металлоконструкций. Она выполняется за счет электрической дуги, температура которой составляет 5000-7000° C. Под воздействием высокой температуры металл сварного электрода или присадочной проволоки плавится, смешивается с металлом поверхностей и обеспечивает их соединение после остывания. Термическая сварка используется при производстве строительных конструкций, элементов коммуникационных сооружений. На заводе «Арго-М» применяется полуавтоматический и автоматический способы сварки. Рассмотрим каждый из данных методов подробнее.
Термическая сварка относится к наиболее распространенным способам соединения металлоконструкций. Она выполняется за счет электрической дуги, температура которой составляет 5000-7000° C. Под воздействием высокой температуры металл сварного электрода или присадочной проволоки плавится, смешивается с металлом поверхностей и обеспечивает их соединение после остывания. Термическая сварка используется при производстве строительных конструкций, элементов коммуникационных сооружений. На заводе «Арго-М» применяется полуавтоматический и автоматический способы сварки. Рассмотрим каждый из данных методов подробнее.
- Полуавтоматическая сварка — разновидность термической сварки в среде аргона, углекислого или другого газа, при котором сварочная проволока подается в зону соединения механическим способом с постоянной скоростью. К преимуществам данного вида работ относится прочность соединения, отсутствие брызг и наплавок. Используя полуавтоматическую сварку, специалисты «Арго-М» имеют возможность работать практически с любыми металлоконструкциями.

- Автоматическая дуговая сварка предполагает полную автоматизацию управления дугой и подачей материала. Она используется при необходимости соединения большого количества однотипных металлоконструкций. Автоматическая сварка имеет оптимальное соотношение цена/качество при серийном производстве металлоконструкций.

Звоните на завод «Арго-М» по телефонам (812) 459-32-42 и +7 (921) 915-12-52 в Санкт-Петербурге, чтобы получить дополнительную информацию или заказать услуги сварки!
Линия для механизированной сборки и роботизированной сварки микропанелей
Линия для механизированной сборки и роботизированной сварки микропанелей
Линия предназначена для изготовления микропанелей (малогабаритных плоских секций) судовых корпусных конструкций. Сборка микропанелей механизированная, выполняется манипулятором установки и прихватки набора, сварка роботизированная, выполняется портальным сварочным роботом.
Выполняются следующие операции:
- механизированная установка и прихватка набора;
- лазерное сканирование с фотограмметрированием рабочей зоны;
- автоматическая обработка результатов и генерирование управляющей программы для робота;
- роботизированная сварка микропанелей.
Комплекс оборудования включает в себя:
- портал для механизированной установки и прихватки ребер жесткости высотой до 0,5 м на полотна микропанелей по линии разметки;
- портал для лазерного сканирования, фотограмметрирования и роботизированной приварки ребер жесткости микропанелей;
- паллету с комплектом ребер жесткости;
- сборочную плиту для установки ребер жесткости и сварки микропанелей;
- рельсовые пути.
Линия состоит из двух равноценных сборочных позиций, на каждой из которых может выполняться как сборка микропанели, так и ее роботизированная сварка. В процессе изготовления микропанель остаётся неподвижной. Линия обслуживается двумя операторами.
В процессе изготовления микропанель остаётся неподвижной. Линия обслуживается двумя операторами.
| Размеры микропанели, м | до 12 х 3,2 х 0,5 |
| Масса, т | до 5 |
| Высота устанавливаемого набора, м | до 0.5 |
| Толщина листов полотнища, мм | от 5 до 30 |
Применение линии изготовления микропанелей позволяет:
- внедрить безлюдную технологию изготовления широкой номенклатуры судокорпусных панелей размером до 3,2*12 м;
- получать сварные соединения гарантированного уровня качества;
- в 1,5—2 раза повысить производительность изготовления сварных металлоконструкций за счет сокращения подготовительно-заключительного времени выполнения процесса сварки;
- сократить в 1,2—1,3 раза расход сварочных материалов за счет дозированного расхода последних;
- сократить расход электроэнергии на операции правки.

По результатам конкурса «Лучший инновационный проект и лучшая научно-техническая разработка года» в рамках выставки «Петербургская техническая ярмарка» (15—17 марта 2011 г., Санкт-Петербург) разработка награждена дипломом II степени и серебряной медалью в номинации «Новые высокотехнологические разработки оборудования и наукоемкие технологии».
Срок поставки линии 9 месяцев, стоимость в зависимости от метода программирования сварочного робота.
Автоматическая сварка конструкционной стали | Lincoln Electric
С 2004 года спрос на конструкционную сталь для возведения зданий, электростанций, нефтехимических предприятий, мостов и других проектов в США вырос на 25% – а это означает новые возможности для отрасли производства стальных конструкций.
Несмотря на постоянные сложности, например, недостаток квалифицированного персонала и растущие цены на материалы и энергоносители, производители продолжают поиск новых технологий и процессов, благодаря которым они смогли бы получить конкурентное преимущество и реализовать весь потенциал этих новых возможностей. В частности, они постоянно стремятся повысить производительность сварки и использовать инновационное оборудование, расходные материалы, более совершенные процессы сварки и автоматическое оборудование.
В частности, они постоянно стремятся повысить производительность сварки и использовать инновационное оборудование, расходные материалы, более совершенные процессы сварки и автоматическое оборудование.
Для этих задач идеально подходит гибкая автоматизация (т. е. оборудование с возможностью быстрого перепрограммирования, как в случае с роботами), которая может предложить для отрасли изготовления металлоконструкций многие преимущества – более высокое качество, производительность и универсальность сварки – и поэтому в последнее время получает все более широкое распространение.
Автоматизация делает производственные расходы более предсказуемыми
Роботизация и автоматизация делают фактические расходы в отрасли изготовления стальных конструкций значительно более предсказуемыми. Сварочные роботы обеспечивают точность, воспроизводимость и тщательный контроль соблюдения процедур сварки. В сочетании с промышленными системами позиционирования они также отличаются большой мобильностью деталей.
Хотя в случае ручной сварки наложение шва излишне большого сечения встречается достаточно часто, робот можно запрограммировать на самую затратоэффективную и воспроизводимую процедуру сварки с точным контролем ширины шва.
В тех случаях, когда массовое производство замедляется из-за слишком большой продолжительности позиционирования при ручной сварке, конструкторы обычно переходят от двухсторонней разделки кромок к односторонней. Это приводит к удваиванию объема наплавленного металла при той же толщине сварного шва. Роботизация и автоматизация позволяют автоматически позиционировать крупные изделия и тем самым упростить и ускорить процесс сварки, а также лучше контролировать усадочное напряжение.
Процесс роботизированной импульсной струйной сварки: оптимальное сплавление и низкое содержание диффузионного водорода
Процесс сварки металлическим электродом в среде защитных газов (GMAW) при изготовлении металлических конструкций всегда ассоциировался с дефектами неполного сплавления. Но теперь благодаря процессу импульсного струйного переноса металла (GMAW-P) пользователям доступны преимущества высокоэнергетического осевого струйного переноса металла (пикового тока) и более слабого (фонового) тока. Режим GMAW-P позволяет регулировать многие параметры формы волны тока. Также импульсная сварка отличается идеальными характеристиками сплавления и значительно более низким тепловложением. Динамика импульсной сварки также позволяет использовать режим GMAW-P для внепозиционной сварки. Возможность внепозиционной сварки в сочетании с низким тепловложением обеспечивает более низкую скорость разбавления, отличные механические свойства наплавления и высокую ударную вязкость по Шарпи.
Но теперь благодаря процессу импульсного струйного переноса металла (GMAW-P) пользователям доступны преимущества высокоэнергетического осевого струйного переноса металла (пикового тока) и более слабого (фонового) тока. Режим GMAW-P позволяет регулировать многие параметры формы волны тока. Также импульсная сварка отличается идеальными характеристиками сплавления и значительно более низким тепловложением. Динамика импульсной сварки также позволяет использовать режим GMAW-P для внепозиционной сварки. Возможность внепозиционной сварки в сочетании с низким тепловложением обеспечивает более низкую скорость разбавления, отличные механические свойства наплавления и высокую ударную вязкость по Шарпи.
Благодаря более низкому содержанию диффузионного водорода в металле наплавления (<5 мл H2/100 гр.) процесс GMAW-P также хорошо подходит для сварки в случаях высокого риска водородного растрескивания.
GMAW-P часто обеспечивает более эффективный перенос металла (98%) при использовании сплошных и металлопорошковых проволок. Кроме того, благодаря низкому тепловложению процесс GMAW-P отличается меньшим дымовыделением, что помогает выполнить стандарты EPA и законы о защите окружающей среды.
Кроме того, благодаря низкому тепловложению процесс GMAW-P отличается меньшим дымовыделением, что помогает выполнить стандарты EPA и законы о защите окружающей среды.
Синхронная тандемная сварка: высокая производительность
В последнее время процесс синхронизированной двухдуговой тандемной сварки становится все более популярным способом повысить производительность автоматической сварки. Этот процесс стал результатом намечающейся в отрасли тенденции снижать затраты на сварку с помощью многодуговой сварки. В самых первых системах с несколькими дугами использовался процесс сварки под флюсом. Распространение мощных инвертерных источников питания также сделало возможной многодуговую сварку в режимах GMAW и GMAW-P.
Со времени появления тандемной сварки в защитных газа в начале 1990-х общее число тандемных систем по всему миру достигло 1500 единиц. Большинство этих систем пришло на замену однодуговым сварочным станциям, которые на тот момент уже достигли практического лимита своих возможностей, и позволили производителям накладывать как можно больший объем металла за заданное время. Синхронизированная тандемная сварка в среде защитных газов имеет намного больший диапазон производительности по сравнению с традиционными однодуговыми системами.
Синхронизированная тандемная сварка в среде защитных газов имеет намного больший диапазон производительности по сравнению с традиционными однодуговыми системами.
В процессе двухдуговой сварки используются две электроизолированные сварочные проволоки, расположенные последовательно одна за другой по отношению к направлению сварки. Первый электрод называют ведущим, второй – замыкающим. Расстояние между этими двумя проволоками обычно не превышает 1,2 см – это нужно для того, чтобы наплавление от обеих проволок поступало в общую сварочную ванну. Ведущая проволока отвечает за основное проплавление металла, в то время как замыкающая выполняет функции контроля формы шва, смачивания кромок и увеличения производительности наплавки.
Как правило, процесс синхронизированной тандемной сварки в защитных газах позволяет на 30-80% увеличить потенциальную производительность наплавки по сравнению с традиционными процессами однодуговой сварки.
Это объясняется несколькими связанными с затратоэффективностью причинами, в том числе более высокой производительностью наплавки, скоростью сварки, меньшим тепловложением и минимальными термическими деформациями. Низкое содержание диффузионного водорода делает этот процесс оптимальным выбором для сварки высокопрочных сплавов или сталей, прошедших процесс термо-механического контроля (TMCP). При сварке с полным проплавлением сварного шва и соединении ребер балок этот процесс устраняет необходимость в подкладке под обратную сторону сварного шва.
Низкое содержание диффузионного водорода делает этот процесс оптимальным выбором для сварки высокопрочных сплавов или сталей, прошедших процесс термо-механического контроля (TMCP). При сварке с полным проплавлением сварного шва и соединении ребер балок этот процесс устраняет необходимость в подкладке под обратную сторону сварного шва.
Выбор компонентов таких систем зависит от уровня автоматизации. Например, сюда могут входить автоматическая система подачи балок, сварочные тракторы, вспомогательные станции и электросварочные аппараты для трубопроводов. В некоторых случаях используются сварочные роботы с функцией отслеживания и сварки ребер балок.
Преимущества роботизированной/автоматизированной сварки под флюсом
До недавних пор было невозможно представить себе процесс сварки под флюсом, который совмещал бы в себе преимущества сварки на постоянном и переменном токе. Сегодня же эта технология все чаще применяется в составе автоматического производства стальных конструкций.
Современные технологии позволяют контролировать амплитуду и продолжительность каждого пика тока. Ограничивающим фактором для сварки под флюсом при переменном токе является долгое время перехода от обратной к прямой полярности электрода. При изготовлении некоторых конструкций это запаздывание может привести к нестабильности дуги, недостаточному проплавлению и падению производительности наплавки. Сварка под флюсом при постоянном/переменном токе может решить эту проблему благодаря точному контролю амплитуды и частоты тока, и позволяет тем самым воспользоваться характерным для переменного тока минимальным отклонением дуги, оптимальным проплавлением постоянного тока обратной полярности и высокой производительностью наплавки постоянного тока обратной полярности. Возможность такой регулировки позволяет менять форму волны выходного тока и, как результат, точно контролировать характеристики сварки. Сварка под флюсом при постоянном/переменном токе позволяет пользоваться преимуществами обоих процессов: скоростью, производительностью наплавки и проплавлением при постоянном токе и устойчивостью к отклонению дуги при переменном токе.
Тенденции развития управляющих систем/искусственного интеллекта роботов
Видеосопровождение становится все более важным элементом многих автоматических систем изготовления стальных конструкций, а интеграция видеосистем с роботизированными сварочными станциями в последние годы стала значительно проще и дешевле.
С помощью видеодатчика робот может «видеть» расположение и ориентацию деталей, проверять качество подготовки деталей, находить брак до начала сварки, измерять положение сочленений, отслеживать ситуацию перед дугой, в реальном времени контролировать положение сварного шва и предупреждать об отклонении от заданных пользователем параметров процесса посредством адаптивного контроля параметров. Системы лазерного отслеживания также часто используются, чтобы отслеживать последовательность проходов сварки (для некоторых конструкций для офшорного применения может требоваться до 70 проходов) и выявлять ошибки.
Выявление ошибок в области автоматического производства означает способность системы предотвращать ошибки в ходе производства или выявлять их до начала следующего этапа производства. Предотвращение ошибок может распространяться на все сварные швы или только критически важные.
Предотвращение ошибок может распространяться на все сварные швы или только критически важные.
Мониторинг производства
Современные роботизированные станции обладают широкими возможностями интеграции, которые позволяют объединять их в целые системы и мгновенно передавать данные из производственного цеха прямо в офис. Функции мониторинга позволяют настроить источник питания на отправку данных о сварке, хранение и совместное использование файлов настроек, контроль выполнения производственных задач, соблюдение ограничений и допусков, отслеживание расхода сварочных материалов, запись и отправку по электронной почте информации об отказах оборудования и дистанционную диагностику оборудования.
Заключение
В последнее время появилось множество новых технологий, которые делают производство и строительство более эффективными. В частности, компании, до этого пользовались ручной сваркой, могут рассмотреть возможность автоматизации.
Роботизированная сварка помогает ConXtech оптимизировать производство стальных конструкций
Осенью 2000 года Роберт Симмонс (Robert J. Simmons), инженер с 30-летним опытом работы в отрасли производства бетонных конструкций, разработал концепцию строительства среднеэтажных жилых зданий с помощью системы быстромонтируемых стальных пространственных рам. Для развития этой концепции Симмонс основал предприятие ConXtech, на котором изготавливаются все детали для последующего монтажа.
Simmons), инженер с 30-летним опытом работы в отрасли производства бетонных конструкций, разработал концепцию строительства среднеэтажных жилых зданий с помощью системы быстромонтируемых стальных пространственных рам. Для развития этой концепции Симмонс основал предприятие ConXtech, на котором изготавливаются все детали для последующего монтажа.
В отличие от традиционного процесса строительства с применением стальных конструкций, на которое обычно уходит от семи до восьми месяцев, система быстромонтируемых стальных рам пространственных рам позволяет ConXtech сократить время строительства до менее чем двух недель.
В немалой степени этому успеху способствовали роботизированные системы сварки, которые используются на предприятии ConXtech в г. Хэйвард, Калифорния. По сравнению со старым полуавтоматическим оборудованием ConXtech эта система обеспечивает более высокую скорость сварки, производительность наплавки и качество швов.
Раньше на полуавтоматическую приварку каждого обруча к балке уходило по 40 минут.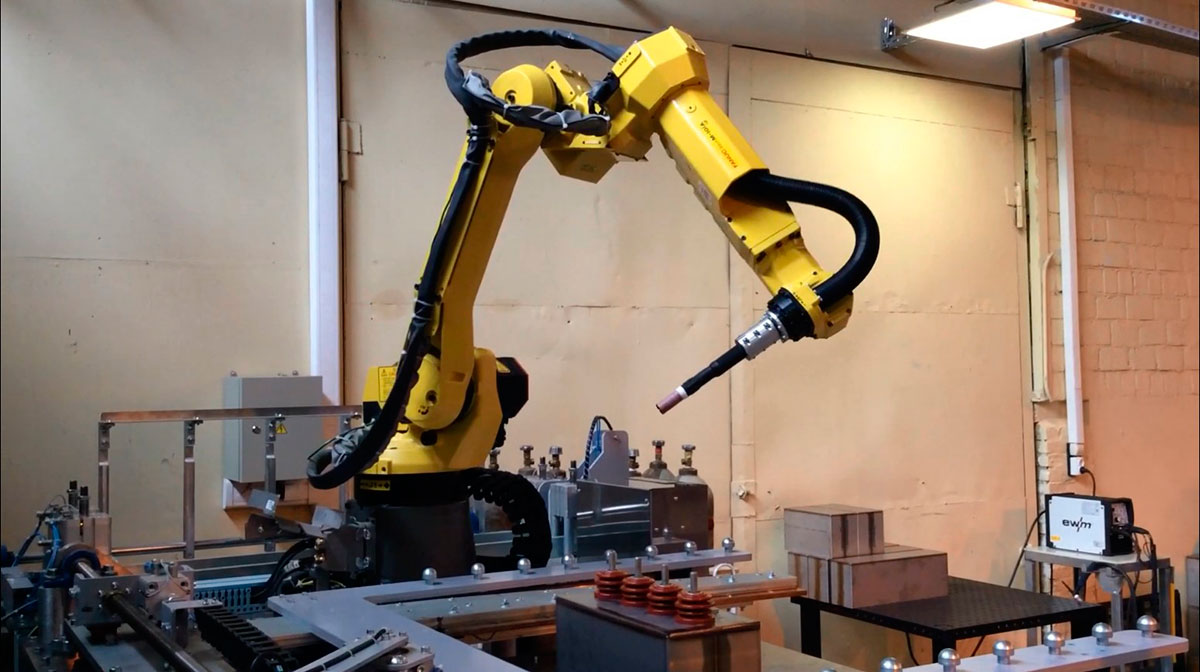 Так как сварка проводится с обоих сторон балки, в целом на каждую уходило около часа и 20 минут. Благодаря системе Lincoln и ее двум манипуляторам сварочная станция может вести сварку соединений на обоих концах балки одновременно. Теперь на это уходит 5 минут 30 секунд.
Так как сварка проводится с обоих сторон балки, в целом на каждую уходило около часа и 20 минут. Благодаря системе Lincoln и ее двум манипуляторам сварочная станция может вести сварку соединений на обоих концах балки одновременно. Теперь на это уходит 5 минут 30 секунд.
Производство на предприятии включает приварку балок из конструкционной стали марки A992 к обручам из стали A572 Grade 50. Подобная конструкция требует применения проплавных сварных швов на верхнем и нижнем фланце и угловых швов вдоль ребер балки и обратных сторон фланцев. На каждой балке создается 61 см проплавных швов за 4 прохода и 163 см угловых швов за 1 проход. В своих предыдущих проектах компания успешно справлялась со строительством объектов в соответствиями с требованиями сейсмической безопасности Американского института стальных конструкций (AISC) и руководства Федерального агентства по управлению страной в чрезвычайных ситуациях (FEMA) №353.
Строительство обзорной площадки в Гранд-Каньоне
На западной стене Большого Каньона на высоте 1220 м над рекой Колорадо с недавних пор возвышается обзорная площадка в форме подковы. Ее стеклянный пол и боковые стенки заставят поволноваться каждого любителя острых ощущений.
Ее стеклянный пол и боковые стенки заставят поволноваться каждого любителя острых ощущений.
Компания Mark Steel Corp. из Солт-Лейк-Сити подала заявку на участие в этом строительном тендере зная, что ей придется столкнуться с жесточайшей конкуренцией. Однако, чтобы выполнить жесткие сроки проекта, инженерам этой компании по изготовлению стальных конструкций и тяжелых пластин понадобилось повысить производительность сварки под флюсом. До этого на предприятии Mark Steel использовалась обычная система сварки под флюсом при постоянном токе. После приобретения Power Wave® AC/DC 1000 от компании Lincoln Electric специалисты этого крупнейшего производителя в штате Юта поняли, что тандемная система с одной дугой на переменном и другой дугой на постоянном токе может с запасом обеспечить достаточную производительность для своевременной сварки 454 тонн стали для обзорной площадки.
Основная подкова платформы сформирована из двух пустотелых балок из углеродистой стали A572 класса 50. Все производство было проведено в соответствии с кодексом сварки конструкционной сварки AWS D1.1. Для строительства использовались секции балок толщиной 5 см, длиной 1,8 м и шириной 76 см. Они были доставлены в 12-метровых секциях и смонтированы уже на месте стройки. Повышение производительности сварки пустотелых балок большей частью объясняется переходом на тандемную сварку под флюсом.
Все производство было проведено в соответствии с кодексом сварки конструкционной сварки AWS D1.1. Для строительства использовались секции балок толщиной 5 см, длиной 1,8 м и шириной 76 см. Они были доставлены в 12-метровых секциях и смонтированы уже на месте стройки. Повышение производительности сварки пустотелых балок большей частью объясняется переходом на тандемную сварку под флюсом.
Производительность наплавки, которая при однодуговой сварке составляла примерно 12,7 кг/час, при двухдуговой сварке проволокой диаметром 4,8 мм возросла до примерно 25 кг/час. Это принесло особенно большую пользу при сварке длинных сварных швов, которые могут достигать 96-101 см. Ультразвуковое тестирование показало, что доля брака в рамках проекта составила менее двух процентов.
Раньше компания обычно проводила для таких материалов разделку кромок под углом 30 градусов с каждой стороны, что в итоге давало угол в 60 градусов. Благодаря большей глубине проплавления нового оборудования угол скоса кромок удалось снизить до 22. 5 градусов с каждой стороны, что в сумме дает угол 45 градусов. Более узкий зазор позволил сократить время подготовки и шлифовки соединения в то же время снизить необходимый объем металла наплавления на сантиметр шва. Общий рост производительности для компании Mark Steel составил порядка 25-30%, что привело к соответствующему снижению производственных затрат. Кроме того, благодаря инвертерному оборудованию компания смогла на 10-15% снизить затраты на электроэнергию.
5 градусов с каждой стороны, что в сумме дает угол 45 градусов. Более узкий зазор позволил сократить время подготовки и шлифовки соединения в то же время снизить необходимый объем металла наплавления на сантиметр шва. Общий рост производительности для компании Mark Steel составил порядка 25-30%, что привело к соответствующему снижению производственных затрат. Кроме того, благодаря инвертерному оборудованию компания смогла на 10-15% снизить затраты на электроэнергию.
На данный момент обзорная площадка в Большом Каньоне – это самое высоко расположенное сооружение весом более 450 тонн, созданное руками человека. При этом оно может выдерживать землетрясения магнитудой до 8.0 баллов с эпицентром на расстоянии 80 километров. Для этого его конструкция включает три подвижные стальные пластины внутри пустотелых мостовых балок, способные амортизировать колебания почвы. Движения пластин вверх и вниз помогают нейтрализовать вибрации он шагов и порывов ветра. Сама обзорная площадка, которая расположена на этих пустотелых балках, изготовлена из термоупрочненного стекла толщиной 7,6 см.
Сварка металлоконструкций в Москве. Сварка под флюсом
Сварка – это технологический процесс соединения металлов и сплавов плавлением с помощью тепловой энергии. Соединение элементов происходит на уровне межатомных связей, благодаря этому сварные конструкции получаются невероятно прочными, надежными и долговечными. Основной и наиболее распространенной технологией сварки плавлением является полуавтоматическая дуговая сварка в среде углекислого газа. Такой вид сварки позволяет получить сварной шов высокого качества. Для выполнения операции как правило используют сварочные аппараты или установки.
Мы предлагаем сварку металлоконструкций в заводских условиях как самый востребованный вид услуг при изготовлении металлоконструкций различного назначения.
На нашем производстве применяются следующие виды сварки:
- автоматическая под слоем флюса
- полуавтоматическая дуговая сварка в среде защитного газа
- ручная дуговая сварка покрытыми электродами
- ручная аргонодуговая сварка неплавящимся электродом в среде инертных газов
- газовая сварка
Сварка применяется к следующим материалам:
- конструкционные, углеродистые, легированные, высоколегированные жаростойкие и коррозионно-стойкие стали
- алюминий и его сплавы
- цветные металлы
Наше оборудование
На нашем производстве используются портальная установка сварки под флюсом и сварочные аппараты от ведущих производителей сварочного оборудования: Lincoln Electric, Kemppi, Z-Master и др. , которые позволяют выполнять сварку различными методами, в том числе синергетической программой, импульсной сваркой, сваркой под флюсом и др.
, которые позволяют выполнять сварку различными методами, в том числе синергетической программой, импульсной сваркой, сваркой под флюсом и др.
Портальная установка сварки под флюсом
Портальная установка позволяет производить автоматическую сварку под флюсом стыковых, нахлесточных, угловых и тавровых швов в нижнем положении, как одной сварочной головкой, так и двумя с синхронным включением по пуску-стопу, перемещению по ранее заданным сварочным режимам.
Сварка под флюсом применяется для получения сварных конструкций из углеродистых, низко- и высоколегированных сталей, меди, алюминия и их сплавов.
Портальная установка представляет собой П-образный механизм перемещаемый (с помощью сервоприводов) по рельсам. На портале смонтированы два комплекта сварочных головок, автоматические системы подачи проволоки NA-5 фирмы Lincoln Electric, источники питания DC-1000, механизмы рециркуляции флюса и пульт управления.
При сварке под флюсом электрическая дуга горит под зернистым сыпучим материалом – флюсом. По мере расплавления электродная проволока автоматически подается в зону сварки. Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Расплавленный флюс, окружая газовую полость, защищает расплавленный металл в зоне сварки от вредного воздействия окружающей среды.
По мере расплавления электродная проволока автоматически подается в зону сварки. Под действием тепла дуги расплавляются электродная проволока и основной металл, а также часть флюса. В зоне сварки образуется полость, заполненная парами металла, флюса и газами. Расплавленный флюс, окружая газовую полость, защищает расплавленный металл в зоне сварки от вредного воздействия окружающей среды.
Портальная установка сварки под флюсом
Технические характеристики портальной установки
| Количество сварочных головок, шт | 2 |
| Регулирование сварочного тока, A | 170–1250 |
| Максимальная длина сварного шва, м | 36 |
| Максимальная рабочая ширина, мм | 3000 |
| Максимальная высота подъема сварочных головок, мм | 1900 |
| Минимальная сварочная скорость, м/ч | 7 |
| Максимальная сварочная скорость, м/ч | 70 |
| Маршевая скорость, м/ч | 170 |
| Свариваемые толщины, мм | 6–60 |
| Портальная установка сварки под флюсом в процессе работы | Автоматическая сварка под флюсом |
| Характер сварного шва сварки под флюсом | Характер сварного шва сварки под флюсом |
 youtube.com/embed/Ocz1_cp5Np4″ frameborder=»0″>
youtube.com/embed/Ocz1_cp5Np4″ frameborder=»0″>
Преимущества сварки под флюсом:
- высокое качество сварного шва
- высокая производительность и стабильность процесса
- минимальные потери электродного металла и полное отсутствие разбрызгивания
- максимально надежная защита зоны сварки
Сварочные аппараты
Сварочные аппараты, применяемые на нашем производстве
Сварка в среде защитных газов
Дуговая сварка в среде защитных газов заключается в том, что сварочная ванна, конец электрода и присадочного прутка, определенные участки шва и околошовной зоны основного металла предохраняются от окисления в процессе сварки при помощи газа. Этот газ подается в зону сварки через сопло специального электрододержателя – горелки.
В качестве защитного газа при сварке алюминия и меди применяют нейтральный газ аргон, не взаимодействующий с металлом, а при сварке стали – углекислый газ, который не является нейтральным и в некоторой мере вступает во взаимодействие с металлом.
Преимущества сварки в среде защитных газов:
- преимуществами сварки в среде защитных газов являются надежная защита металла от окружающего воздуха и возможность выполнять сварку в любом положении в пространстве. Кроме того, при сварке алюминия достигается большая коррозионная стойкость сварных соединений благодаря тому, что сварку производят без флюсов
- важной особенностью аргонодуговой сварки алюминия на постоянном токе является то, что в этом случае наблюдается эффект самоочищения поверхности металла от окиси
Сварка металлоконструкций
Технология сборочно-сварочных работ
Сборочно-сварочная операция начинается с правильного взаимного расположения и закрепления деталей собираемого сварного изделия. При изготовлении металлоконструкций возможны следующие схемы технологического процесса сборки и сварки:
- последовательная сборка и сварка элементов, сборочных единиц и конструкции в целом
- сборка и сварка сборочных единиц, а затем сборка элементов, сборочных единиц и конструкции из сборочных единиц
Последовательная сборка и сварка применяется, в основном, при изготовлении металлоконструкций средней сложности. Для крупногабаритных изделий применяется метод сборки из предварительно собранных и сваренных крупных сборочных единиц, называемый контрольной сборкой. Полностью негабаритное изделие (например, мостовой кран) в ряде случаев целиком не собирается, собираются лишь отдельные узлы. При контрольной сборке проверяется правильность изготовления стыкующихся частей и сборочных единиц и всей машины и ее соответствие заданным техническим параметрам. Во время контрольной сборки все обнаруженные дефекты и отступления устраняются. Контрольная сборка гарантирует качество сборочных работ и облегчает их выполнение при монтаже. После контрольной сборки изделие разбирается на сборочные единицы для дальнейших технологических операций на производстве или транспортировки на монтажный объект.
Для крупногабаритных изделий применяется метод сборки из предварительно собранных и сваренных крупных сборочных единиц, называемый контрольной сборкой. Полностью негабаритное изделие (например, мостовой кран) в ряде случаев целиком не собирается, собираются лишь отдельные узлы. При контрольной сборке проверяется правильность изготовления стыкующихся частей и сборочных единиц и всей машины и ее соответствие заданным техническим параметрам. Во время контрольной сборки все обнаруженные дефекты и отступления устраняются. Контрольная сборка гарантирует качество сборочных работ и облегчает их выполнение при монтаже. После контрольной сборки изделие разбирается на сборочные единицы для дальнейших технологических операций на производстве или транспортировки на монтажный объект.
В сварных конструкциях сборочно-сварочные операции в большинстве случаев можно выполнять в различной последовательности, зависящей от конфигурации изделия, сборочной единицы и выбранного способа сварки. Последовательность сварки и ее режимы, а также применяемое вспомогательное оборудование и оснастка при сборке конструкций существенно влияют на прочность и точность сварной конструкции в целом.
Преимущества работы с Механическим заводом «Спецмашмонтаж»
Важным преимуществом работы с нами является широкий спектр предоставляемых нашим заводом услуг по обработке металла. Наше предприятие имеет оборудование для резки, рубки, гибки листового и профильного проката, сварки, токарных, фрезерных, окрасочных и других операций. Как правило сварочные работы тесно переплетены с другими видами технологических операций. Обратившись к нам, Вы получите требуемый набор операций для производства конечных изделий.
Механический завод «Спецмашмонтаж» предлагает полный комплекс услуг:
Любую интересующую Вас информацию по сварочным работам можно получить у сотрудников нашей компании, связавшись с нами по телефону +7(495)583-78-86, по электронной почте Этот адрес электронной почты защищен от спам-ботов. У вас должен быть включен JavaScript для просмотра. или воспользовавшись формой обратной связи.
Если Вы хотите рассчитать стоимость услуги, пожалуйста, заполните форму обратной связи и приложите чертежи изделий. Наш менеджер свяжется с вами и предоставит предварительный расчет стоимости.
Наш менеджер свяжется с вами и предоставит предварительный расчет стоимости.
Автоматическая сварка металлоконструкций под флюсом
Автоматическая сварка под флюсом — прогрессивный способ электродуговой сварки, обеспечивающий высокую производительность работ при стабильном качестве сварных соединений. При автоматической сварке автомат обеспечивает зажигание дуги и поддержание постоянной ее длины, перемещение дуги вдоль свариваемых кромок, подачу электрода в зону горения дуги по мере его расплавления.
При сварке под флюсом сварочная дуга расплавляет окружающий ее флюс и горит в газовом пузыре, возникающем в толще флюса. Металл шва образуется в результате кристаллизации расплавленного металла электрода и кромок основного металла. Расплавленный флюс, затвердевая, образует на поверхности сварного шва и прилегающей зоне шлаковую корку (см. рис. 7, а).
Рис. 7. Схемы механизированной сварки строительных металлоконструкций а — сварка под флюсом; б — сварка плавящимся электродом в среде защитного газа; в — электрошлаковая сварка: 1 — шлаковая корка; 2 — жидкий шлак; 3 — плавильное пространство; 4 — токоподвод; 5 — подающие ролики; 6 — сварочная проволока; 7 — направление сварки; 8 — жидкий металл; 9 — нерасплавленный флюс; 10 — свариваемый металл; 11 — флюсовая подушка; 12 — подача и отбор охлаждающей воды; 13 — медные водоохлаждаемые ползуны
Перед зажиганием дуги свариваемый стык засыпается флюсом. Толщина слоя флюса выбирается в зависимости от величины сварочного тока и вылета электрода и обычно составляет 40—80 мм. Ширина слоя флюса зависит от выбранной толщины слоя и ширины шва и может составлять от 40 до 100 мм.
Толщина слоя флюса выбирается в зависимости от величины сварочного тока и вылета электрода и обычно составляет 40—80 мм. Ширина слоя флюса зависит от выбранной толщины слоя и ширины шва и может составлять от 40 до 100 мм.
По числу электродов автоматическая сварка делится на одно- и многоэлектродную.
По количеству горящих дуг автоматическая сварка может быть однодуговой и многодуговой.
Многоэлектродная сварка отличается от многодуговой тем, что при последней источник питания подключается отдельно на каждый электрод, а при многоэлектродной все электроды подключаются к одному источнику питания (рис. 26).
Рис. 26. Схема многоэлектродной сварки
а — двухэлектродная сварка; б — двухдуговая сварка; в — схема возможного расположения электродов при сварке стыковых швов; г — схема возможного расположения электродов при сварке угловых швов; д — схема образования сварного шва при двухэлектродной сварке в среде защитного газа; е — схема образования сварного шва при двухдуговой сварке под флюсом; 1 — основной металл; 2 — сварной шов; 3 — шлаковая корка; 4 — нерасплавленный флюс; 5 — токоподводящий мундштук; в — подающие ролики; 7 — электродная проволока
Основным методом автоматической сварки считается сварка одним электродом на постоянном или переменном токе.
При автоматической сварке используется электродная проволока или металлическая лента, которая подается в зону горения дуги специальным устройством с определенной регулируемой скоростью.
Автоматическая сварка под флюсом имеет следующие особенности:
высокое качество сварного соединения обеспечивается надежной защитой металла шва и околошовной зоны от воздействия составляющих воздуха, однородностью химического состава наплавленного металла, постоянством размеров и формы шва;
высокая производительность процесса, достигаемая за счет использования больших токов. Плотность тока на электроде здесь в несколько раз больше, чем при ручной дуговой сварке, что ведет к повышению скорости сварки и дает возможность сваривать металл большой толщины без разделки кромок. Повышению производительности способствует также отсутствие брызг на основном металле и лучшее использование тепла дуги;
снижение расхода электродного металла за счет уменьшения доли присадочного металла в металле шва, потерь на угар и разбрызгивание;
улучшение условий труда, так как меньше выделяется вредных газов в процессе сварки. Сварщик работает без маски или щитка.
Сварщик работает без маски или щитка.
Экономическая эффективность автоматической сварки под флюсом зависит от толщины свариваемых элементов, серийности производства и длины швов на конструкции. В массовом и крупносерийном производстве автоматическая сварка под флюсом технически и экономически целесообразна при длине непрерывного шва более 150 мм, когда она выполняется на специализированных постах.
При сварке универсальными автоматами длина непрерывного прямолинейного шва должна быть не менее 500 мм. В мелкосерийном производстве при сварке на специальных установках или приспособлениях рациональная длина шва составляет 300 мм при толщине металла до 10 мм или 150 мм при большей толщине свариваемого металла.
Автоматической сваркой под флюсом выполняют все типы швов сварных соединений — стыковые, угловые, тавровые и нахлесточные.
Основные типы и конструктивные элементы швов сварных соединений регламентированы ГОСТ 8713—79 и ГОСТ 11533—75.
На пути к роботизированной стальной конструкции посредством адаптивной точечной сварки
Общий процесс
В следующем отрывке установка и методика, а также эксперименты описаны от общего к подробному, с одной стороны, и в порядке наиболее важных шагов развитие с другой стороны.
Для реализации инкрементальной точечной сварки использовалась базовая установка, состоящая из 6-осевой роботизированной руки KUKA KR-16 со сварочной горелкой (Abicor Binzel), установленной как роботизированный концевой эффектор для нанесения материала.Сварочная горелка, подключенная к источнику сварочного тока EWM alpha Q 551 pulse, была установлена в качестве рабочего органа на KR16 и управлялась отдельно от робота (рис. 1).
Рис. 1Общая роботизированная установка: KR16 со сварочной горелкой в качестве рабочего органа
В качестве материала использовалась стандартная стальная проволока без медного покрытия G3Si1 в сочетании с 8% CO 2 и 92 % смесь аргона и защитного газа. Чтобы упростить процесс и уменьшить количество параметров, время дуги было установлено на 500 мс, а приблизительное время охлаждения — 1.Предполагалось 5 с.
Чтобы упростить процесс и уменьшить количество параметров, время дуги было установлено на 500 мс, а приблизительное время охлаждения — 1.Предполагалось 5 с.
Программирование траектории инструмента робота было разработано в Grasshopper3d (среде визуального программирования для программного обеспечения Rhino3d CAD от McNeel). Чтобы связать среду программирования с роботом, KUKA | prc использовалась в сочетании с интерфейсом KUKA MxAutomation Interface, интерфейсом, предоставляемым KUKA для передачи программ на контроллер через программируемый логический контроллер (ПЛК). KUKA | prc — это подключаемый модуль Grasshopper3d, созданный Ассоциацией роботов в архитектуре, реализующий параметрическое программирование роботов и точное моделирование в реальном времени (Braumann and Brell-Cokcan 2012).Он был дополнительно расширен виртуальным ПЛК для прямого подключения к интерфейсу MxAutomation (Брауман и Брелл-Кокан, 2015).
В экспериментальной установке источник сварочного тока управляется отдельно с помощью LabVIEW и не подключен напрямую к контроллеру робота. Таким образом, эта отдельная система контроллера была подключена через сокет UDP, устанавливая соединение между LabVIEW и Grasshopper. Для синхронизации движения робота и включения сварочной горелки была реализована постоянная проверка положения между фактическим положением робота и следующим положением сварки.Это было достигнуто путем анализа обратной связи по положению MxAutomation в KUKA | prc. Хотя это добавляло дополнительную сложность синхронизации к планированию процесса, это позволяло различать технологические и геометрические параметры, а также накладывать обе модели. Это, в свою очередь, привело к следующему рабочему процессу точки сварки: при обнаружении совпадающего положения сигнал будет отправлен через LabVIEW в систему управления сваркой, и дуга будет зажжена с установленным временем дуги 500 мс.
Таким образом, эта отдельная система контроллера была подключена через сокет UDP, устанавливая соединение между LabVIEW и Grasshopper. Для синхронизации движения робота и включения сварочной горелки была реализована постоянная проверка положения между фактическим положением робота и следующим положением сварки.Это было достигнуто путем анализа обратной связи по положению MxAutomation в KUKA | prc. Хотя это добавляло дополнительную сложность синхронизации к планированию процесса, это позволяло различать технологические и геометрические параметры, а также накладывать обе модели. Это, в свою очередь, привело к следующему рабочему процессу точки сварки: при обнаружении совпадающего положения сигнал будет отправлен через LabVIEW в систему управления сваркой, и дуга будет зажжена с установленным временем дуги 500 мс.
Фаза 1: статический процесс
Настройка
Первым подходом был статический процесс (без адаптации) с использованием описанной базовой настройки. Для первого эксперимента входом была простая геометрия кривой, аппроксимирующая спираль. Создание траектории инструмента было реализовано с использованием расстояния деления 0,6 мм, которое было определено эмпирическими методами для времени дуги 500 мс (мс) и скорости подачи проволоки 2 мм / с.
Создание траектории инструмента было реализовано с использованием расстояния деления 0,6 мм, которое было определено эмпирическими методами для времени дуги 500 мс (мс) и скорости подачи проволоки 2 мм / с.
Метод
Чтобы преобразовать входные данные в исполняемую траекторию инструмента, геометрия кривой была разделена на определенное расстояние разделения, равное 0.6 мм между каждой точкой сварки. Чтобы определить технологический угол, была взята нормаль кривой в каждой точке сварки, чтобы создать плоскость траектории инструмента. 6-осевая система робота поддерживает этот подход, поэтому можно иметь одинаковые базовые условия для каждой точки сварки. Микро-траектория для каждой точки состоит из пяти основных шагов. Подвод в нормальном направлении к плоскости, ожидание 500 мс, пока горит дуга, сама точка сварки, ожидание 1500 мс после процесса сварки для охлаждения и отход в нормальном направлении.Между точками сварки робот движется линейно, чтобы избежать столкновений с печатной структурой. Инструмент анализа KUKA | prc использовался для проверки возможности изготовления геометрии на основе кинематических ограничений робота, которые сместили акцент на адаптивность процесса. Для первоначальных экспериментов использовался импульсный процесс GMAW со средним напряжением 18,0 В и средней силой тока 67 А при скорости подачи проволоки 1,8 м / мин. С мгновенным положением, проверка процесса сварки запускалась всякий раз, когда робот достигал положения сварки.По истечении времени охлаждения робот перешел в следующую позицию. Из-за сложности процесса сварки сварной шов часто выходил из строя, что требовало тщательного наблюдения и ручной доработки. Если в процессе возникала проблема, робот останавливался, а источник сварочного тока переключали вручную, чтобы добавить пропущенные сварные швы или закрыть зазоры в конструкции.
Инструмент анализа KUKA | prc использовался для проверки возможности изготовления геометрии на основе кинематических ограничений робота, которые сместили акцент на адаптивность процесса. Для первоначальных экспериментов использовался импульсный процесс GMAW со средним напряжением 18,0 В и средней силой тока 67 А при скорости подачи проволоки 1,8 м / мин. С мгновенным положением, проверка процесса сварки запускалась всякий раз, когда робот достигал положения сварки.По истечении времени охлаждения робот перешел в следующую позицию. Из-за сложности процесса сварки сварной шов часто выходил из строя, что требовало тщательного наблюдения и ручной доработки. Если в процессе возникала проблема, робот останавливался, а источник сварочного тока переключали вручную, чтобы добавить пропущенные сварные швы или закрыть зазоры в конструкции.
Результат
Это приводит к двум основным направлениям исследований для повышения эффективности; как повысить точность и скорость процесса.
Неточность процесса сильно повлияла на эффективность, так как это требовало от оператора остановки робота и ручной корректировки конструкции или процесса. Для достижения эффективной скорости также требуется оптимизация периода охлаждения между точечными сварными швами. Было определено, что время охлаждения более 2 с на точку является неприемлемым, если принять во внимание большое количество точек сварки для сложных конструкций. Эксперимент с простой спиралью (рис. 2) с более чем 300 точками сварки занял более 5 часов, что подчеркивает важность эффективности изготовления в этом процессе.В большинстве методов аддитивного производства, основанных на сварке, время охлаждения является ключевым фактором эффективности процесса (Mueller et al. 2014). Критическое влияние периода охлаждения ясно проявляется в процессе печати этой единственной кривой структуры. Поскольку он был напечатан по каплям, охлаждение должно было быть реализовано как прерывание процесса, в отличие от обычного подхода WAAM, где охлаждение происходит в непрерывном процессе, в то время как фактический слой готов.
Для достижения эффективной скорости также требуется оптимизация периода охлаждения между точечными сварными швами. Было определено, что время охлаждения более 2 с на точку является неприемлемым, если принять во внимание большое количество точек сварки для сложных конструкций. Эксперимент с простой спиралью (рис. 2) с более чем 300 точками сварки занял более 5 часов, что подчеркивает важность эффективности изготовления в этом процессе.В большинстве методов аддитивного производства, основанных на сварке, время охлаждения является ключевым фактором эффективности процесса (Mueller et al. 2014). Критическое влияние периода охлаждения ясно проявляется в процессе печати этой единственной кривой структуры. Поскольку он был напечатан по каплям, охлаждение должно было быть реализовано как прерывание процесса, в отличие от обычного подхода WAAM, где охлаждение происходит в непрерывном процессе, в то время как фактический слой готов.
Первые эксперименты со статическим процессом и простой геометрией кривой, работающей в нормальном направлении
Тем не менее, процесс печати по пунктам позволяет печатать многокривые структуры на другой части конструкции, охлаждая предыдущую часть, тем самым делая общий процесс наращивания быстрее.
Чтобы ускорить процесс, геометрию пришлось разрезать слой за слоем, чтобы уменьшить среднее время между этапами изготовления.
Еще более важным было влияние неточности, вызванной тем фактом, что сварка — это сложный процесс, зависящий от большого количества различных параметров со сложными ограничениями.При неадаптивном подходе это привело к непредсказуемым результатам процесса, таким как неравномерное добавление материала и, как следствие, неточное влияние на наращивание структур.
Неточность непостоянного налипания была проблемой, поскольку расстояние между сварочной горелкой и конструкцией не соответствовало цифровой модели. Это привело к тому, что покрытие защитным газом было недостаточным, что привело к попаданию загрязняющих веществ из окружающей среды в сварной шов и ухудшению качества конструкции. Неточное расстояние между горелкой и конструкцией также влияет на процесс сварки из-за непостоянного напряжения, протекающего через присадочный металл.Неточности накапливались на каждом этапе сварки, что приводило к системе рекурсивных ошибок и непредсказуемому нарастанию структуры (рис. 3). Непредсказуемое расстояние между сварочной горелкой и конструкцией вызывает нестабильность процесса, поскольку это препятствует зажиганию дуги в течение необходимого количества времени для нанесения желаемого количества металла на конструкцию. Атмосферный газ вступал в реакцию со сварным швом из-за слабого покрытия защитным газом и приводил к схлопыванию пор, вызванному азотом в воздухе, и продолжительному выгоранию.Затем повторное зажигание было прервано оксидным слоем.
3). Непредсказуемое расстояние между сварочной горелкой и конструкцией вызывает нестабильность процесса, поскольку это препятствует зажиганию дуги в течение необходимого количества времени для нанесения желаемого количества металла на конструкцию. Атмосферный газ вступал в реакцию со сварным швом из-за слабого покрытия защитным газом и приводил к схлопыванию пор, вызванному азотом в воздухе, и продолжительному выгоранию.Затем повторное зажигание было прервано оксидным слоем.
Эксперименты исследовали взаимосвязь между процессом сварки и расстоянием между горелкой и конструкцией. Логическая структура результирующей системы рекурсивных ошибок
Для продолжения проекта необходимо было повысить точность как для получения полезных и надежных результатов, так и для возможности изготовления более сложных геометрических фигур. Для этого были разработаны два подхода: детальное тестирование параметров и реализация адаптивных стратегий. Первый общий подход включал подробное тестирование параметров, чтобы найти подходящий набор параметров для хорошего рабочего процесса. Недостаток такого подхода в основном связан с большим количеством и сложностью параметров, влияющих на процесс сварки. Это важно, поскольку геометрия также имеет большое влияние, а это означает, что потребовалось бы подробное тестирование параметров для каждой новой геометрии. Второй подход заключался в реализации адаптивных стратегий управления процессом, позволяющих корректировать следующий сварной шов на основе последнего.
Первый общий подход включал подробное тестирование параметров, чтобы найти подходящий набор параметров для хорошего рабочего процесса. Недостаток такого подхода в основном связан с большим количеством и сложностью параметров, влияющих на процесс сварки. Это важно, поскольку геометрия также имеет большое влияние, а это означает, что потребовалось бы подробное тестирование параметров для каждой новой геометрии. Второй подход заключался в реализации адаптивных стратегий управления процессом, позволяющих корректировать следующий сварной шов на основе последнего.
Этап 2: адаптивный процесс
Настройка
Следовательно, на основе результатов статического процесса, контроль расстояния между сварочной горелкой и конструкцией был определен как наиболее важная цель, которую необходимо достичь. Для анализа этого расстояния и роста конструкций использовалась обработка изображений для определения положения сварщика относительно последней точки сварки.
Для этого использовалась установка камеры, разработанная группой контроля и мониторинга процессов в ISF (Институт Сварки и Соединения при RWTH Aachen University). Камера Photonfocus HDR типа HD1-D1312-80G2 была выбрана для мониторинга и управления процессами дуговой сварки металла. Базовая установка состоит из HDR-камеры, установленной под сварочной горелкой (рис. 4) и подключенной к интерфейсному компьютеру через соединение Gigabit Ethernet (GigE) Vision. Протокол GigE Vision также используется для настройки камеры до и во время работы.
Камера Photonfocus HDR типа HD1-D1312-80G2 была выбрана для мониторинга и управления процессами дуговой сварки металла. Базовая установка состоит из HDR-камеры, установленной под сварочной горелкой (рис. 4) и подключенной к интерфейсному компьютеру через соединение Gigabit Ethernet (GigE) Vision. Протокол GigE Vision также используется для настройки камеры до и во время работы.
Логический рабочий процесс адаптивного управления процессом
Обработка изображений на основе компьютерного зрения была реализована с использованием модуля разработки NI Vision, предлагаемого LabVIEW для приложений промышленного зрения.Собранные данные передаются в Grasshopper3d через сокет UDP. Эти данные изображения затем использовались для информирования контура обратной связи. Адаптивное управление процессом реализовано в Grasshopper3d. Однако, поскольку Grasshopper3d был разработан как инструмент алгоритмического программирования для параметрических рабочих процессов, он обслуживает только ациклические графические структуры. Циклические потоки данных по сути невозможны без дополнительных программных расширений (Tedeschi and Wirz 2014). Это создало проблему для адаптивного процесса MAAW.Реализовать адаптивную обратную связь.
Циклические потоки данных по сути невозможны без дополнительных программных расширений (Tedeschi and Wirz 2014). Это создало проблему для адаптивного процесса MAAW.Реализовать адаптивную обратную связь.
Необходимо было запрограммировать логику контура как внутренний компонент, пересчет которого запускался непрерывной обратной связью MxAutomation. Чтобы управлять производством вне этого цикла, скорость переопределения робота была изменена с помощью созданного внутреннего компонента. Это позволило временно приостановить роботизированный процесс для выполнения дополнительных сварных швов, если необходимо, без отмены программы.
Метод
Новый метод нарезки был использован для ускорения процесса изготовления.Вместо разделения геометрии кривой на заданное расстояние, геометрия была разделена набором сгенерированных плоскостей с заданным расстоянием, ориентированных на основную поверхность построения. Это позволило роботу перейти к следующей точке сварки, в то время как предыдущая точка остыла. Используя этот метод, время ожидания робота, не добавляющее добавленной стоимости, было более эффективно использовано для создания дополнительных точек.
Используя этот метод, время ожидания робота, не добавляющее добавленной стоимости, было более эффективно использовано для создания дополнительных точек.
В качестве следующего шага в улучшении инкрементной точечной сварки была реализована логика адаптивного управления процессом контура обратной связи.Целью контура обратной связи было определить, достаточно ли добавленного материала для заполнения цифрового запланированного промежутка между сварочными позициями (рис. 4).
Этот метод контроля качества в процессе производства позволяет постоянно контролировать расстояние между концом сварочной горелки и структурой нароста. После включения источника сварочного тока и зажигания сварочной дуги встроенная камера сделала снимок и отправил его в LabVIEW. Расстояние было проанализировано с использованием библиотек компьютерного зрения, и интерпретированные данные были возвращены в контур управления.Это привело к следующей логике процесса: если расстояние было таким, как предполагалось, то процесс продолжался в соответствии с планом. Однако, если расстояние было слишком большим, скорость робота была установлена на 0, эффективно останавливая робота. В этот момент, когда робот находился в том же положении, снова был включен источник сварочного тока.
Однако, если расстояние было слишком большим, скорость робота была установлена на 0, эффективно останавливая робота. В этот момент, когда робот находился в том же положении, снова был включен источник сварочного тока.
Этот дополнительный сварной шов немного сократит расстояние между горелкой и конструкцией.
Поскольку сварочная дуга снова зажглась только в том же положении, важно, чтобы робот удерживался в этом положении и не мог двигаться во время охлаждения, если сварка не удалась.Для этого скорость переопределения системы была установлена алгоритмом на ноль, если возвращаемое расстояние в пикселях было больше максимального, и впоследствии было установлено исходное значение.
Этот метод контроля качества в процессе производства будет повторяться до тех пор, пока не будет достигнуто необходимое расстояние. Если сварной шов окажется слишком близко к горелке, камеры обнаружат это, и следующие точки геометрии будут перемещены роботом, но сварщик не будет уволен. Эта логика процесса позволила роботизированной ячейке адаптироваться к любому условию (слишком много или слишком мало сварного шва) с соответствующими действиями для поддержания качества сварных швов.
Эта логика процесса позволила роботизированной ячейке адаптироваться к любому условию (слишком много или слишком мало сварного шва) с соответствующими действиями для поддержания качества сварных швов.
Чтобы получить расстояние от процесса компьютерного зрения, два предположения были элементарными. Во-первых, очевидно, что положение сварочной горелки на захваченном изображении находится на постоянном расстоянии от камеры. Эта константа позволяла определять расстояние точечного шва от камеры с использованием значений статических пикселей. Во-вторых, кромку сварки можно найти, оценив самый яркий контур на монохромном изображении. Затем эту кромку можно использовать для расчета центральной точки сварного шва.Чтобы подтвердить второе предположение, решающее значение имеет момент съемки. Если снимок был сделан слишком рано, то яркий свет дуги нарушил бы расчет правильного результата, в то время как если бы снимок был сделан слишком поздно, тепло и яркость точки сварки были недостаточными для освещения сварочного шва.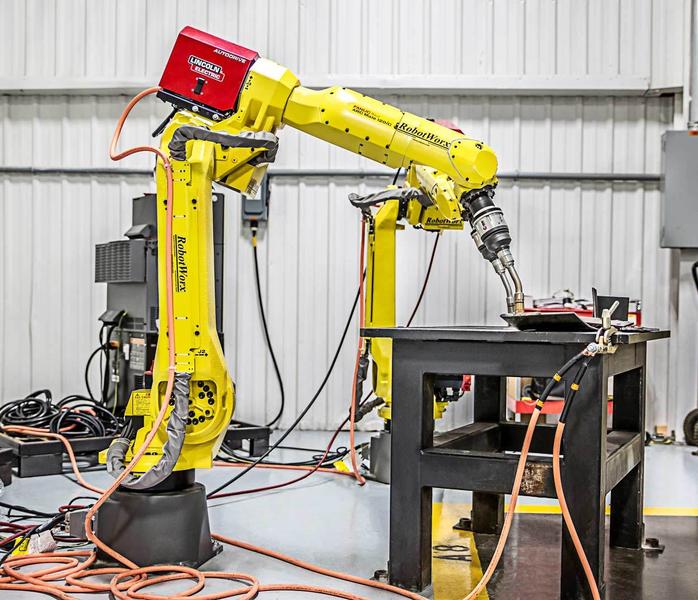 рисунок.
рисунок.
Компьютерное зрение состояло из четырех основных этапов. На шаге 1 был применен порог, который использовался для преобразования изображения в двоичное изображение. На шаге 2 определяется наибольший контур сварного шва.На этапе 3 был проанализирован центр сварного шва. На шаге 4 расстояние между фонариком и центроидом рассчитывается по значению пикселя. Это значение можно было преобразовать в абсолютное расстояние, но для отслеживания изменения в этом не было необходимости. При определении точности нароста сварного шва относительное изменение между текущим и предыдущим значением было более важным, чем абсолютное расстояние. Кроме того, при постоянно используемой настройке границы успешного сварного шва могут быть определены в значениях пикселей без преобразования их в абсолютное расстояние.Границы для этих значений пикселей были определены экспериментально и должны состоять из минимум 60 пикселей и максимум 400 пикселей. Такие значения были определены с использованием нормального подхода робота, геометрии строящейся кривой и описанных параметров сварки.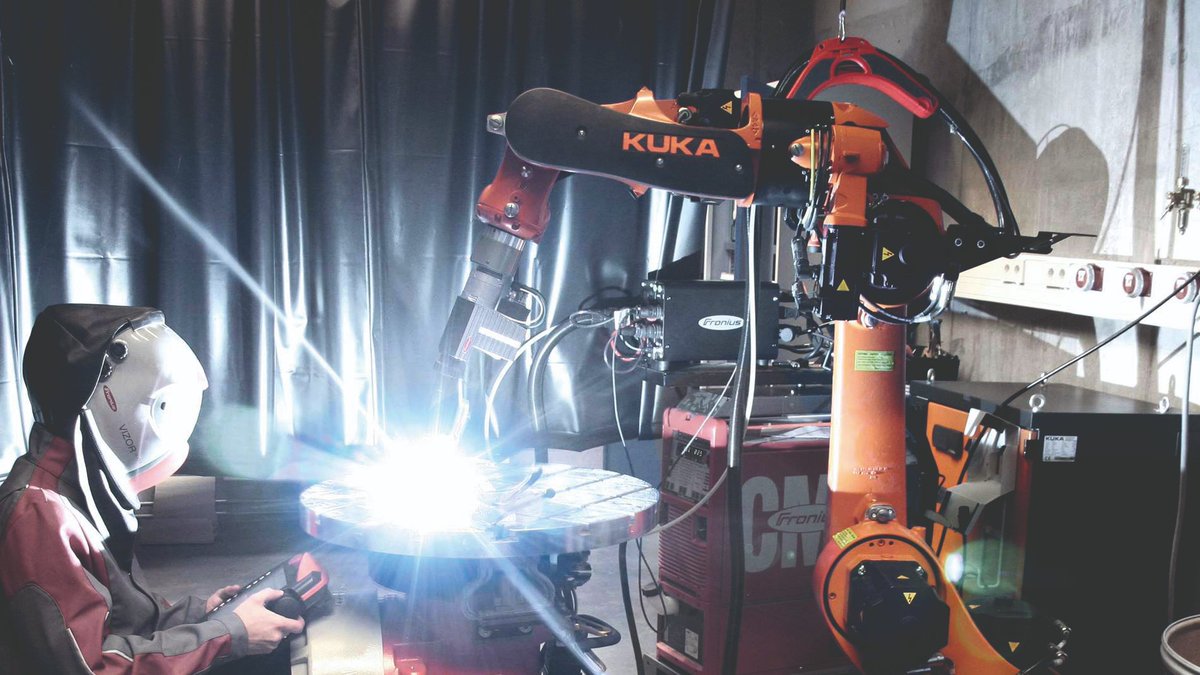
Для реализации адаптивной стратегии были объединены метод внутрипроизводственного контроля качества и новый подход нарезки. Этот адаптивный метод использовался для создания более автоматизированного процесса, который требовал меньше ручного контроля и вмешательства и давал более последовательные результаты (рис.5). Это позволило продолжить исследование, чтобы понять, какое влияние геометрия оказывает на аддитивный процесс роботов.
Рис. 5Адаптивный процесс с визуализацией алгоритмических выходов: индекс фактической точки сварки, расчетное расстояние в пикселях, принятие решения, состояние и общая продолжительность
Первые эксперименты включали исследования поведения свеса, угла подхода , а также поведение ветвления и соединения. Они были реализованы с использованием внедренного метода контроля качества в процессе производства.Судя по небольшому количеству тестовых объектов, результаты экспериментов скорее качественные, чем количественные.
Чтобы получить представление о нависании этого процесса, был сделан небольшой экспериментальный тестовый угол между 0 ° и 45 °. Три линейных геометрии длиной 30 мм были сварены под углом 0 °, 30 ° и 45 ° без существенной погрешности, основанной на различных углах нависания.
Во втором эксперименте были проверены различные углы подхода. Угол въезда рассчитывается относительно нормали кривой.В этом эксперименте 5 были изготовлены прямые линейные геометрические формы высотой 50 мм. Первые 20 мм были изготовлены обычным способом, после чего конструкция была изготовлена с углом подхода 10 °, 30 °, 50 °, 70 ° и 90 ° (рис. 6). Изготовление трех первых углов захода на посадку прошло успешно без серьезных проблем, но изготовление с заходом на посадку в 70 ° или 90 ° не удалось.
Рис. 6Схематическое изображение концевого эффектора при испытании различных углов подхода относительно геометрической нормальной оси
В третьем эксперименте были исследованы возможности разделения ветвей или их соединения. Поэтому была изготовлена сложная структура, объединяющая разделение одной ветви на 2 и 4 различных ветви и объединение 3 и 4 ветвей в одну (рис. 7).
Поэтому была изготовлена сложная структура, объединяющая разделение одной ветви на 2 и 4 различных ветви и объединение 3 и 4 ветвей в одну (рис. 7).
Деталь этапа подключения четырех ветвей к одной ветке в эксперименте ветвления
Результат
На протяжении экспериментов каждая точка сварки анализировалась и выполнялась посредством реализованного адаптивного управления процессом. Несмотря на то, что во время процесса контроля качества отслеживается расстояние между горелкой и предполагаемой точкой сварки, следует отметить, что каждая точка коррекции, свариваемая из одного и того же положения робота, немного отклоняется от предполагаемой геометрии.Эти отклонения незначительны, поскольку процесс контролирует каждый сварной шов и корректирует его с помощью нескольких дополнительных сварных швов. Адаптация контролирует расстояние, обеспечивая при этом адаптивность в очень локальном диапазоне для выполнения задачи изготовления в пределах установленного допуска. Это называется «локальной» адаптивностью, связанной с ограниченным охватом ее влияния. Адаптивность процесса была упрощена до принятия решения о срабатывании или отключении источника питания. Робот управлялся только адаптивно, используя скорость перенастройки, чтобы остановить робота и позволить ему оставаться на месте при повторном зажигании сварочной дуги.Это местная адаптивность. Напротив, глобальная стратегия будет заключаться в изменении более широкого объема процесса, включая траекторию инструмента, положения сварки или даже геометрию готовой конструкции. Эта большая адаптивная способность называется «глобальной» адаптивностью.
Это называется «локальной» адаптивностью, связанной с ограниченным охватом ее влияния. Адаптивность процесса была упрощена до принятия решения о срабатывании или отключении источника питания. Робот управлялся только адаптивно, используя скорость перенастройки, чтобы остановить робота и позволить ему оставаться на месте при повторном зажигании сварочной дуги.Это местная адаптивность. Напротив, глобальная стратегия будет заключаться в изменении более широкого объема процесса, включая траекторию инструмента, положения сварки или даже геометрию готовой конструкции. Эта большая адаптивная способность называется «глобальной» адаптивностью.
В ходе этих первых экспериментов была установлена первая концепция ограничений и взаимосвязей процесса. Поведение нависания отличалось от ожидаемого, в отличие от обычной 3D-печати, и можно было печатать с наклоном на 90 ° без необходимости какой-либо коррекции.Несмотря на то, что эффект был менее интенсивным, чем предполагалось, было установлено, что гравитационные эффекты зависят от угла и времени охлаждения — чем больше время охлаждения, тем выше вязкость металлической капли и тем меньше эффект.
Результаты второго эксперимента превзошли ожидания и показали, что конструкцию можно изготовить даже с углом подхода до 50 °. Резкое изменение угла приближения показало отклонение фактической высоты от предполагаемой высоты в виде небольшого смещения в линейной конструкции (рис.8). Чем больше угол подвода, тем больше материала теряется из-за пониженной защиты сварного шва защитным газом, что приводит к пористости, обгореванию металла или диспергированию / разбрызгиванию жидкого металла. Это приводит к необходимости большего количества сварочных позиций для деталей с большими углами въезда. Благодаря таким экспериментам стало ясно, что угол подхода является важным параметром процесса, который можно регулировать для получения качественной конструкции.
Рис. 8Экспериментальные испытания различных углов подхода от 10 ° до 90 ° после базы с подходом в нормальном направлении
Третий эксперимент показал, что разделение, а также соединение ответвлений возможно в процессе изготовления и адаптивного управления процессом (рис.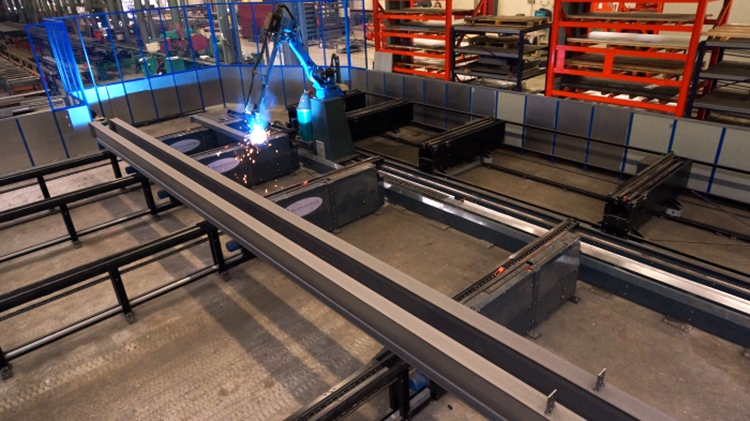 9). Более пристальный взгляд на геометрию входной кривой показал, что есть повторяющиеся точки и положения сварки в точках соединения или разветвления. Без адаптивного мониторинга процесса это привело бы к более быстрому наращиванию конструкции и возможному столкновению со сварочной горелкой во время движения робота.
9). Более пристальный взгляд на геометрию входной кривой показал, что есть повторяющиеся точки и положения сварки в точках соединения или разветвления. Без адаптивного мониторинга процесса это привело бы к более быстрому наращиванию конструкции и возможному столкновению со сварочной горелкой во время движения робота.
Результат сложного эксперимента по разветвлению, в котором тестировались различные варианты разветвления и соединения с разных точек зрения
Помимо параметров процесса и проблем, характерных для инкрементной точечной сварки, таких как синхронизация, взаимодействие с шестиосевой системой, и использование метода 3D-печати, процесс был прерван проблемами, известными в обычных сварочных приложениях.Проблемы включали образование диоксида кремния на поверхности сварного шва, препятствующее последующему искрообразованию в процессе сварки. Иногда процесс прерывался из-за прилипания проволоки к конструкции в процессе сварки.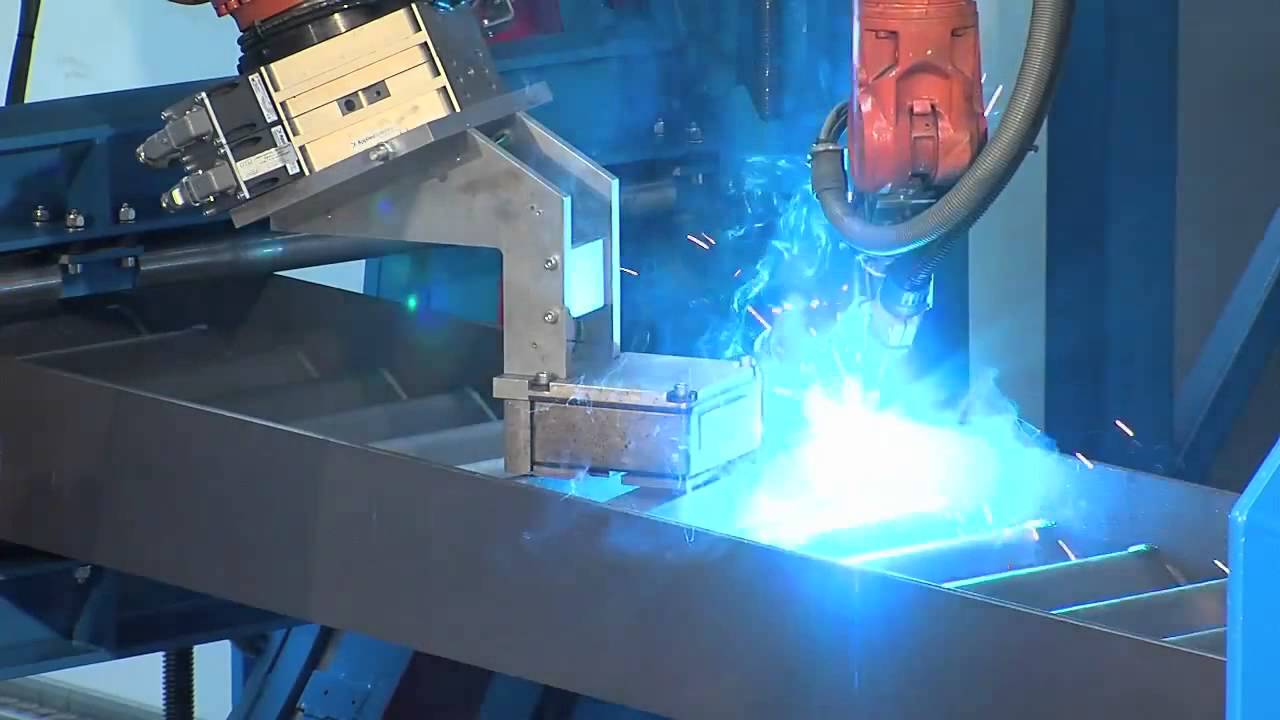 Когда это происходило, робот перемещал базовый объект из его откалиброванного положения или робот запускал остановку безопасности.
Когда это происходило, робот перемещал базовый объект из его откалиброванного положения или робот запускал остановку безопасности.
Прерывание процесса из-за образования кремнезема было проблемой, которая возникала с большой частотой. Поскольку источник питания не мог зажечь следующую дугу, источник питания сработал снова, но из-за образования кремнезема никакая дуга не могла зажигаться.Эта проблема решалась вручную, но в будущем она может быть обнаружена с помощью встроенной системы электрических датчиков сварщика, чтобы проанализировать, замкнута ли сварочная цепь, чтобы автоматизировать этот контроль качества.
Вторая проблема, когда во время сварки проволока прилипала к объекту, была вызвана задержкой зажигания источника питания, в результате чего дуга была очень маленькой, а проволока была приварена к конструкции, и это было важно решить не потому, что хотя это происходило нечасто, это привело бы не только к прерыванию, но и к отмене всего процесса изготовления.
Следовательно, отслоение проволоки после сварки необходимо проверять в рамках управления технологическим процессом. Это было достигнуто путем запуска другой кривой тока для отсоединения провода перед продолжением процесса. Это обнаружение отслоения также может быть реализовано с использованием испытательного тока сварочного аппарата и, следовательно, автоматизировано, хотя это не было предпринято в рамках данного исследования. Эффект адаптивного управления процессом заключался в том, что взаимосвязь между геометрией, параметрами процесса и результатами изготовления было трудно различить при попытке понять причину отказа.Часто невозможно было точно определить, какой параметр вызывал проблему. Исследование взаимосвязей между геометрией и параметрами процесса точечной сварки было затруднено без средств визуализации, фиксации и передачи фактического адаптивного процесса изготовления.
Это было достигнуто путем запуска другой кривой тока для отсоединения провода перед продолжением процесса. Это обнаружение отслоения также может быть реализовано с использованием испытательного тока сварочного аппарата и, следовательно, автоматизировано, хотя это не было предпринято в рамках данного исследования. Эффект адаптивного управления процессом заключался в том, что взаимосвязь между геометрией, параметрами процесса и результатами изготовления было трудно различить при попытке понять причину отказа.Часто невозможно было точно определить, какой параметр вызывал проблему. Исследование взаимосвязей между геометрией и параметрами процесса точечной сварки было затруднено без средств визуализации, фиксации и передачи фактического адаптивного процесса изготовления.
Следовательно, потребовались дальнейшие исследования по захвату процесса, как описано в следующем разделе.
Этап 3: захват процесса в реальном времени
Метод
Возможность связывать причины с конкретными эффектами была включена путем сбора данных метода контроля качества в процессе. Алгоритм управления будет в реальном времени экспортировать соответствующие данные как в адаптивный процесс, так и в файл журнала для визуализации и постанализа (рис. 10). В следующем разделе временной интервал в 500 мс рассматривается как цикл в реальном времени метода контроля качества в процессе, включая выполнение одной дуги и взаимодействие алгоритма с роботом и камерой. Это определение предполагает, что соответствующими частями процесса, которые необходимо контролировать, являются точка сварки и адаптивный процесс принятия решений.Это измерение времени не включает промежуточные движения робота. После процесса должно быть возможно создать трехмерную модель конструкции и понять, как алгоритм принимает решения. Для этой цели была зарегистрирована следующая информация:
Алгоритм управления будет в реальном времени экспортировать соответствующие данные как в адаптивный процесс, так и в файл журнала для визуализации и постанализа (рис. 10). В следующем разделе временной интервал в 500 мс рассматривается как цикл в реальном времени метода контроля качества в процессе, включая выполнение одной дуги и взаимодействие алгоритма с роботом и камерой. Это определение предполагает, что соответствующими частями процесса, которые необходимо контролировать, являются точка сварки и адаптивный процесс принятия решений.Это измерение времени не включает промежуточные движения робота. После процесса должно быть возможно создать трехмерную модель конструкции и понять, как алгоритм принимает решения. Для этой цели была зарегистрирована следующая информация:
Оценка записанных в реальном времени данных процесса в виде трехмерного представления изготовленной конструкции, показывающая количество обожженных сварных швов на точку разными цветами и дающая приблизительное время изготовления по сравнению с реальная продолжительность в виде графика
индекс, а точнее положение точки в программе
точки цели, координаты
количество раз, когда дуга зажигалась или пропущена
ход конструкции
длительность процесса до этого момента
Кроме того, в начале файла были указаны дата, количество точек и приблизительная продолжительность сварки. На каждой итерации эти данные добавлялись в файл для завершения записи процесса. Связь с изображениями и точками сварки была дополнительно аннотирована информацией, касающейся индекса точки сварки, так что качественные исследования могли связать данные решения с датой изображения и положением сварного шва в конструкции. Эта встроенная документация и усиленная модель позволяют пользователю исследовать области окончательной конструкции, где произошли отклонения, для оценки результата конструкции. Эти данные можно использовать также для определения того, где потребовалось обслуживание пользователя, чтобы понять, какой объем мониторинга требуется оператором.
На каждой итерации эти данные добавлялись в файл для завершения записи процесса. Связь с изображениями и точками сварки была дополнительно аннотирована информацией, касающейся индекса точки сварки, так что качественные исследования могли связать данные решения с датой изображения и положением сварного шва в конструкции. Эта встроенная документация и усиленная модель позволяют пользователю исследовать области окончательной конструкции, где произошли отклонения, для оценки результата конструкции. Эти данные можно использовать также для определения того, где потребовалось обслуживание пользователя, чтобы понять, какой объем мониторинга требуется оператором.
Например, прерывания процесса из-за образования диоксида кремния были улучшены за счет внедрения автоматической приостановки процесса после того, как определенное количество запущенных сварных швов в одном и том же месте не смогли зажечь дугу.
Не удалось предотвратить образование кремнезема, но значительно улучшили процесс обработки для оператора. Робот будет ждать, пока оператор сможет помочь ему в работе, очистив поверхность сварного шва и отрезав излишки сварочной проволоки. Несмотря на то, что отдельные проблемы процесса не были решены, возможность ручного взаимодействия была автоматически реализована, что позволило процессу проводить сложные эксперименты без необходимости физического контроля каждого взаимодействия робота на предмет ошибок.Требуемое качество человеческого взаимодействия может быть проанализировано с помощью визуализации роботизированного процесса. Хотя сферы на этих изображениях представляют собой точку сварки, цвет представляет, сколько раз источник питания срабатывал в этом положении. Любые красные сферы будут указывать на обслуживание или взаимодействие оператора. Связь между адаптивным процессом и визуализацией данных позволяет разрабатывать и оптимизировать инкрементные процессы точечной сварки стали.
Робот будет ждать, пока оператор сможет помочь ему в работе, очистив поверхность сварного шва и отрезав излишки сварочной проволоки. Несмотря на то, что отдельные проблемы процесса не были решены, возможность ручного взаимодействия была автоматически реализована, что позволило процессу проводить сложные эксперименты без необходимости физического контроля каждого взаимодействия робота на предмет ошибок.Требуемое качество человеческого взаимодействия может быть проанализировано с помощью визуализации роботизированного процесса. Хотя сферы на этих изображениях представляют собой точку сварки, цвет представляет, сколько раз источник питания срабатывал в этом положении. Любые красные сферы будут указывать на обслуживание или взаимодействие оператора. Связь между адаптивным процессом и визуализацией данных позволяет разрабатывать и оптимизировать инкрементные процессы точечной сварки стали.
Результат
Типичные рабочие процессы в автоматизации используют цифровую геометрию для определения траекторий и перемещений роботов. Это исследование идет дальше, чтобы заново наполнить цифровую модель информацией о производственном процессе. Этот инструмент помог понять, как оптимизировать параметры после каждого процесса прототипирования.
Это исследование идет дальше, чтобы заново наполнить цифровую модель информацией о производственном процессе. Этот инструмент помог понять, как оптимизировать параметры после каждого процесса прототипирования.
Два основных аспекта были проанализированы и оптимизированы с использованием визуализации данных, полученных в реальном времени. Во-первых, выбранные геометрические параметры конструкции, такие как угол ответвлений или положение и конструкция соединений ответвлений, могут быть оценены с использованием собранных данных.Захват в реальном времени восстановил связь между причинно-следственной связью результатов процесса, дизайна и производственных параметров. Таким образом, запись в реальном времени сделала настройку процесса с адаптивным управлением процессом полезной и для тестирования параметров.
Во-вторых, неявная обратная связь между проектированием и производством использовалась для оптимизации расстояния среза. Постоянное повторение пропущенных сварных швов было индикатором в собранных данных, что лучше было бы расстояние разделения. Процесс изготовления постоянно оптимизировался на основе данных захваченного изображения.Дальнейшие исследования будут направлены на дальнейшую автоматизацию такой глобальной адаптации к процессу адаптивной пошаговой точечной сварки.
Процесс изготовления постоянно оптимизировался на основе данных захваченного изображения.Дальнейшие исследования будут направлены на дальнейшую автоматизацию такой глобальной адаптации к процессу адаптивной пошаговой точечной сварки.
Сварка металлоконструкций и автоматизация
С 2004 года спрос в США на конструкционную сталь, используемую при строительстве зданий, электростанций, нефтехимических предприятий, мостов и других проектов, вырос на 25%, что открывает расширенные рыночные возможности для промышленности металлоконструкций.
Столкнувшись с другими проблемами, такими как нехватка квалифицированной рабочей силы и рост затрат на материалы и энергию, производители ищут технологии и процессы, которые дадут им конкурентное преимущество в использовании преимуществ этого роста.Это включает в себя стремление к повышению производительности сварки и использование возможностей, сочетающих в себе оборудование, расходные материалы, современные сварочные процессы и автоматизацию.
Гибкая автоматизация (роботы) предлагает многочисленные преимущества для сталелитейной промышленности — повышение качества, производительности и гибкости производства — и, как следствие, становится все более популярной.
Автоматизация обеспечивает улучшенную предсказуемость производственных затрат
В производстве металлоконструкций роботизированная автоматизация может повысить предсказуемость фактических затрат.Роботы предоставляют средства для обеспечения точности и повторяемости, а также для жесткого контроля процедур. В сочетании с мощным оборудованием для позиционирования они также часто обеспечивают улучшенный доступ к деталям.
Несмотря на то, что чрезмерная сварка является обычным явлением в ручных процессах, робот может быть запрограммирован и квалифицирован для выполнения рентабельных, повторяемых процедур, которые соответствуют сварному шву правильного размера и нагрузке.
Там, где время ручного процесса позиционирования является препятствием для крупномасштабного производства, конструкторы обычно предусматривают односторонний скос, а не двойной, чтобы избежать затрат времени на позиционирование. Фактически это удваивает количество сварочного металла при том же эффективном сечении. Роботизированная автоматизация позволяет автоматически позиционировать более крупные изделия для облегчения доступа и сокращает время сварки, что приводит к улучшенной способности снижать и контролировать напряжение усадки.
Фактически это удваивает количество сварочного металла при том же эффективном сечении. Роботизированная автоматизация позволяет автоматически позиционировать более крупные изделия для облегчения доступа и сокращает время сварки, что приводит к улучшенной способности снижать и контролировать напряжение усадки.
Роботизированный процесс импульсного напыления для превосходных характеристик сварки и наплавки с низким содержанием водорода
Исторически сложилось так, что газовая дуговая сварка (GMAW) связана с дефектами неполного плавления в сталелитейной промышленности.Импульсный перенос металла распылением (GMAW-P) использует преимущества высокой энергии аксиального переноса металла распылением и чередует этот высокий (пиковый) ток с более низким (фоновым) током. Многие аспекты формы волны GMAW-P можно контролировать, и преимущество импульсной энергии состоит в том, что она обеспечивает отличные характеристики сварки при сварке и значительно снижает тепловложение. Динамика импульса также позволяет использовать GMAW-P для сварки в нерабочем положении. Сварка в нерабочем положении в сочетании с более низким тепловложением способствует достижению более низких степеней разбавления, отличных механических свойств металла шва и улучшенных показателей испытаний на удар по Шарпи.
Динамика импульса также позволяет использовать GMAW-P для сварки в нерабочем положении. Сварка в нерабочем положении в сочетании с более низким тепловложением способствует достижению более низких степеней разбавления, отличных механических свойств металла шва и улучшенных показателей испытаний на удар по Шарпи.
В тех случаях, когда возникает проблема образования водородных трещин в сварных швах, более низкий уровень водородного наплавленного металла GMAW-P (<5 мл H (2) / 100 грамм) также является отличным выбором.
GMAW-P обычно обеспечивает более высокую эффективность переноса металла (98%) для сплошных электродов или электродов с металлическим сердечником. Для сравнения, более низкое тепловложение процесса GMAW-P может привести к меньшему образованию сварочного дыма, что помогает соответствовать стандартам EPA и OSHA.
Синхронизированный тандемный процесс MIG для повышения производительности
Двухпроводной синхронизированный тандемный процесс сварки MIG продолжает набирать популярность как средство увеличения производства в области автоматизированной дуговой сварки. Этот процесс следует ранним отраслевым тенденциям снижения затрат на сварку за счет разработки двухпроводных процессов для повышения производительности. Ранние разработки в многопроволочной сварке были сосредоточены на процессе сварки под флюсом. Наличие мощных инверторных источников питания позволило выполнить двухпроводную сварку с использованием процессов GMAW и GMAW-P.
Этот процесс следует ранним отраслевым тенденциям снижения затрат на сварку за счет разработки двухпроводных процессов для повышения производительности. Ранние разработки в многопроволочной сварке были сосредоточены на процессе сварки под флюсом. Наличие мощных инверторных источников питания позволило выполнить двухпроводную сварку с использованием процессов GMAW и GMAW-P.
С момента появления тандемной сварки MIG в начале 1990-х годов оценочная установленная база двухпроводных систем выросла до более чем 1500 единиц по всему миру.Большинство систем заменили однопроводные процессы, которые были доведены до предельно высокого уровня рабочего диапазона, в попытке повысить производительность и снизить затраты за счет наплавки как можно большего количества металла в кратчайшие сроки. Синхронизированная тандемная сварка MIG расширяет диапазон производительности сварки за пределы возможностей обычных однопроводных процессов.
В синхронизированном тандемном процессе MIG используются два электрически изолированных проволочных электрода, расположенных на одной линии, один за другим, в направлении сварки. Первый электрод упоминается как ведущий электрод, а второй электрод упоминается как следящий электрод. Расстояние между двумя проволоками обычно меньше 3/4 дюйма, так что обе сварочные дуги попадают в общую сварочную ванну. Функция выводного провода заключается в создании большей части проплавления опорной плиты, в то время как выводной провод выполняет функцию контроля сварочной ванны для определения контура валика, смачивания кромок и увеличения общей скорости осаждения металла шва.
Первый электрод упоминается как ведущий электрод, а второй электрод упоминается как следящий электрод. Расстояние между двумя проволоками обычно меньше 3/4 дюйма, так что обе сварочные дуги попадают в общую сварочную ванну. Функция выводного провода заключается в создании большей части проплавления опорной плиты, в то время как выводной провод выполняет функцию контроля сварочной ванны для определения контура валика, смачивания кромок и увеличения общей скорости осаждения металла шва.
Синхронизированный тандемный процесс MIG может в среднем на 30-80% увеличить потенциал наплавки по сравнению с обычными однопроводными процессами
Синхронизированный тандемный GMAW широко используется при изготовлении балок в сегменте морской индустрии по нескольким экономичным причинам, включая более высокую скорость наплавки, более высокую скорость перемещения, меньшее тепловложение и меньшую деформацию.Низкий уровень водородных отложений делает его основным выбором для использования на высокопрочных низколегированных сталях или сталях с термомеханической обработкой (TMCP). А его использование для сварки сварных швов с полным проплавлением и соединения стенки с фланцем устраняет необходимость в операциях обратной строжки.
А его использование для сварки сварных швов с полным проплавлением и соединения стенки с фланцем устраняет необходимость в операциях обратной строжки.
Указанные системные компоненты зависят от уровня автоматизации. Здесь задействованы автоматическая подача боковой балки, тракторы, коляски и сварочные жуки. В некоторых случаях использование роботизированной сварочной автоматики, которая одновременно отслеживает и приваривает перегородку к фланцевым соединениям для изготовления балок, является вполне жизнеспособным.
Повышение продуктивности работы с подводной дугой переменного / постоянного тока применительно к робототехнике / автоматизации
Дуговая сварка под флюсом (SAW), сочетающая в себе преимущества сварки SAW на переменном и постоянном токе, была возможна лишь несколько лет назад. В настоящее время эта технология все шире применяется для автоматизации производства стальных конструкций.
Новейшая технология обеспечивает контроль отношения положительной амплитуды к отрицательной, а также количества времени, затрачиваемого на каждую полярность. Ограничивающим фактором для сварки SAW на переменном токе является то, что переход от положительного электрода (EP) к отрицательному электроду (EN) занимает слишком много времени.Эта задержка может вызвать нестабильность дуги, проблемы с проплавлением и осаждением в некоторых конструкционных приложениях. AC / DC SAW решает эту проблему за счет управления амплитудой и частотой, позволяя автоматизированному процессу в полной мере использовать преимущества уменьшения дуги, возникающей при работе с переменным током, при сохранении преимуществ проплавления для положительных электродов постоянного тока и выгодной скорости осаждения отрицательных электродов постоянного тока. С помощью этих элементов управления изменяется форма выходного сигнала и, в свою очередь, регулируются характеристики сварки.При сварке под флюсом на переменном / постоянном токе вы получаете лучшее из обоих миров: скорость, скорость наплавки и проплавление, которые предлагает DC SAW, и устойчивость к дуге, которую предлагает AC SAW.
Ограничивающим фактором для сварки SAW на переменном токе является то, что переход от положительного электрода (EP) к отрицательному электроду (EN) занимает слишком много времени.Эта задержка может вызвать нестабильность дуги, проблемы с проплавлением и осаждением в некоторых конструкционных приложениях. AC / DC SAW решает эту проблему за счет управления амплитудой и частотой, позволяя автоматизированному процессу в полной мере использовать преимущества уменьшения дуги, возникающей при работе с переменным током, при сохранении преимуществ проплавления для положительных электродов постоянного тока и выгодной скорости осаждения отрицательных электродов постоянного тока. С помощью этих элементов управления изменяется форма выходного сигнала и, в свою очередь, регулируются характеристики сварки.При сварке под флюсом на переменном / постоянном токе вы получаете лучшее из обоих миров: скорость, скорость наплавки и проплавление, которые предлагает DC SAW, и устойчивость к дуге, которую предлагает AC SAW.
Тенденции инспекций / робототехники
Vision становится все более важным компонентом многих возможностей автоматизации в сталелитейной промышленности, а интеграция технического зрения в робототехнику в последние годы стала проще и более рентабельной.
Роботымогут использовать видеодатчик, чтобы «видеть» расположение и ориентацию деталей, исследовать и проверять сборку деталей, находить детали перед сваркой, измерять положение стыка, определять, что происходит перед дугой, обеспечивать реальную -временное отслеживание шва и сигнализация изменений определяемых пользователем параметров процесса с помощью адаптивного управления параметрами.Системы лазерного зрения также обычно используются для управления последовательностью многопроходных сварочных работ (на некоторых морских платформах требуется до 70 проходов), а также могут использоваться для защиты от ошибок.
Защита от ошибок в автоматизации относится к способности системы либо предотвращать ошибку в процессе, либо обнаруживать ее до того, как могут быть выполнены дальнейшие операции. Устранение ошибок может выполняться для каждого сварного шва в процессе или для контроля критических сварных швов процесса.
Устранение ошибок может выполняться для каждого сварного шва в процессе или для контроля критических сварных швов процесса.
Передовое технологическое оборудование для мониторинга производства
Роботывсе чаще интегрируют цифровые технологии в сетевое сварочное оборудование и переносят данные с производственных цехов на деловую арену.Мониторинг производства позволяет настроить любой сетевой источник питания, чтобы можно было отслеживать данные сварных швов, хранить файлы и делиться ими, можно отслеживать производственные задачи, устанавливать пределы и допуски сварных швов, можно отслеживать инвентарь расходных материалов и отказы сварочного аппарата. регистрироваться и отправляться по электронной почте, а диагностика и устранение неисправностей может выполняться удаленно.
Заключение
Есть много новых возможностей использования технологий для определения подходов к экономии затрат при проектировании и строительстве. Если вы выполняете сварку вручную, подумайте об автоматизации, чтобы улучшить процесс.
Если вы выполняете сварку вручную, подумайте об автоматизации, чтобы улучшить процесс.
Роботизированная сварка помогает ConXtech автоматизировать конструкционные стальные конструкции
Осенью 2000 года Роберт Дж. Симмонс, 30-летний ветеран сталелитейной промышленности, разработал концепцию строительства жилых зданий средней этажности с использованием системы пространственного каркаса со стальным моментом. Исходя из этой концепции, Симмонс основал ConXtech, компанию, которая завершает все свои производственные работы собственными силами, а затем просто собирает компоненты колонны и балки на строительной площадке, прикручивая их болтами.
В отличие от типичной конструкции из конструкционной стали, которая обычно занимает от семи до восьми месяцев при использовании традиционных методов, система пространственного каркаса со стальным моментом позволяет ConXtech сократить время возведения стальных конструкций до менее двух недель.
Роботизированные сварочные системы, используемые в магазине ConXtech в Хейворде, Калифорния, являются решающим фактором успеха компании. По сравнению с предыдущими операциями полуавтоматической сварки ConXtech, роботизированная система обеспечивает более высокую скорость перемещения, высокую производительность наплавки и превосходное качество готовых сварных швов.
По сравнению с предыдущими операциями полуавтоматической сварки ConXtech, роботизированная система обеспечивает более высокую скорость перемещения, высокую производительность наплавки и превосходное качество готовых сварных швов.
При полуавтоматической сварке для приваривания одной детали хомута к балке требовалось 40 минут. Поскольку у каждой балки два конца, это соответствует одному часу и двадцати минутам сварки на каждую балку. Благодаря роботизированной системе ячейка способна приваривать детали муфты к обоим концам всего за пять минут и тридцать секунд.
Балки, изготовленные из конструкционной стали A992, соединяются с деталями хомута A572 Grade 50. Пластина требует использования сварных швов с полным проплавлением на верхней и нижней полке, а также угловых сварных швов на стенке балки и задней стороне полок.24 дюйма сварных швов с полным проплавлением на каждой балке выполняются за четыре прохода, в то время как 64 дюйма угловых швов выполняются за один проход. Прошлые проекты по сварке включают сварку в соответствии с требованиями AISC по сейсмостойкости, а также приложения, соответствующие требованиям FEMA 353.
Прошлые проекты по сварке включают сварку в соответствии с требованиями AISC по сейсмостойкости, а также приложения, соответствующие требованиям FEMA 353.
Подрядчик по строительству зданий получил награду за работы по смотровой площадке Гранд-Каньон, основанные на технологии подводной дуги переменного / постоянного тока
Подвешенный на высоте 4000 футов над рекой Колорадо новый проход в форме подковы простирается на 65 футов от края утеса на западном краю Гранд-Каньона.Стеклянный пол и боковые стенки вызывают сердцебиение у любого, кого смутно беспокоит высота.
Перед тем, как проект начался в 2004 году, Mark Steel Corp. из Солт-Лейк-Сити подала заявку на изготовление, зная, что конкуренция будет жесткой. Однако инженерам цеха металлоконструкций и толстолистового проката необходимо было повысить производительность существующей установки с подводной дугой, чтобы уложиться в сжатые сроки проекта. Mark Steel использовал установку с дугой под флюсом для работ такого объема с типичными результатами. Обнаружив Power Wave® AC / DC 1000 от Lincoln Electric Company, крупнейший производитель в штате Юта, узнал, что установка тандемной дуги, одна на переменном токе, а другая на постоянном токе, может повысить их производительность при сварке более миллиона фунтов стали для Skywalk.
Обнаружив Power Wave® AC / DC 1000 от Lincoln Electric Company, крупнейший производитель в штате Юта, узнал, что установка тандемной дуги, одна на переменном токе, а другая на постоянном токе, может повысить их производительность при сварке более миллиона фунтов стали для Skywalk.
Сама главная подкова была сформирована из двух коробчатых балок из углеродистой стали марки 50 А572. Изготовление выполняется в соответствии с Правилами сварки конструкций AWS D1.1. Балочные секции имеют толщину 2 дюйма, длину 6 футов и 2 дюйма.5 футов шириной. Они были доставлены 40-футовыми секциями и собраны на месте. При сварке коробчатых балок рост производительности был достигнут в основном за счет тандемных подводных дуг.
Скорость наплавки увеличилась с примерно 28 фунтов в час при установке одиночного постоянного тока до примерно 55 фунтов в час при использовании проволоки 3/16 на двух дугах. Это оказалось особенно полезным для некоторых более длинных сварных швов, длина которых составляла от 38 до 40 футов подряд. Ультразвуковой контроль показал, что процент брака сварных швов в проекте составляет менее двух процентов.
Ультразвуковой контроль показал, что процент брака сварных швов в проекте составляет менее двух процентов.
Производители в цехах обычно скашивали материал такого размера под углом 30 градусов на каждой кромке, чтобы сформировать комбинированный скос под углом 60 градусов на стыке. Теперь, благодаря большей проникающей способности, скосы были уменьшены до 22,5 градусов на каждом краю, чтобы сформировать общий клин под 45 градусов. Этот более узкий зазор позволил сократить время подготовки и шлифования с меньшим расходом металла шва на дюйм сварного шва. В целом Mark Steel добилась увеличения производительности на 25–30% и соответствующего снижения затрат на расходные материалы. Компания также добилась снижения затрат на электроэнергию на 10-15% за счет использования инверторного оборудования.
Гранд-Каньон Skywalk сейчас является самым высоким искусственным сооружением в мире, построенным из более чем одного миллиона фунтов стали. Он был спроектирован так, чтобы выдержать землетрясение силой 8 баллов на расстоянии 50 миль. Он оснащен тремя колеблющимися стальными пластинами, каждая по 3200 фунтов, внутри полых балок моста, которые действуют как амортизаторы. Они перемещаются вверх и вниз, чтобы нейтрализовать вибрации от пешеходов и порывов ветра. Сам мост, установленный поверх коробчатых балок, изготовлен из термоупрочненного стекла толщиной 3 дюйма.
Он оснащен тремя колеблющимися стальными пластинами, каждая по 3200 фунтов, внутри полых балок моста, которые действуют как амортизаторы. Они перемещаются вверх и вниз, чтобы нейтрализовать вибрации от пешеходов и порывов ветра. Сам мост, установленный поверх коробчатых балок, изготовлен из термоупрочненного стекла толщиной 3 дюйма.
карьерных возможностей сварщика в Огайо
карьерных возможностей сварщика в Огайо | MakingOhio.comДля оптимальной работы этого сайта требуется JavaScript.
Сегодняшние современные возможности совсем не скучны. А когда вы попадаете внутрь, появляется множество возможностей для роста.
Сегодняшние современные возможности совсем не скучны. А когда вы попадаете внутрь, появляется множество возможностей для роста.
Welding Pathway
Изготовление и сборка металлических конструкций и оборудования с использованием сварщиков, резаков, формирователей и измерительных инструментов.
(Сертифицированный) Техник по производству
Техник по роботизированной сварке
Инспектор по сварке
Контроль качества
(Сертифицированный) Техник по производству:
Образование и обучение
Диплом об окончании средней школы / GED, некоторое техническое образование Сертификат
Сертификаты, признанные в отрасли
Знак готовности OMJ
MSSC CPT
Средняя заработная плата
$ 37 622
Образовательные учреждения
Карьерные и технические центры
Компетенции / полномочия
- Способность читать / выполнять рабочие инструкции
- Другие профессиональные компетенции, подтвержденные сертификатом Ohio Means Jobs, Знак готовности к работе
- Технические и профессиональные компетенции, продемонстрированные 90 195 Сертифицированный техник по производству, сертифицированный Советом по стандартам производственной квалификации (MSSC); OSHA 10
Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и учетные данные предыдущей должности
Оператор сварочного шва:
Образование и обучение
Краткосрочный технический сертификат
Сертификат, признанный в отрасли
Квалификация AWS ИЛИ AWS CRAW-O / CRAW-T (сертифицированный оператор или техник по роботизированной дуговой сварке)
Средняя заработная плата
$ 47,743
Провайдеры образования
Общественные колледжи
Технические центры Огайо Квалификация
95
- Эксплуатация и уход за инструментами и оборудованием, включая: ручные инструменты, измерительные приборы и прецизионные инструменты; работа шлифовальных машин, удаление заусенцев, грубое удаление материала;
- Продемонстрировать использование техники безопасности и СИЗ
- Проверить материалы и детали
- Управлять сварщиком в соответствии со спецификациями руководителя или руководителя группы
- Техническая и профессиональная компетенция, подтвержденная: Сварщик, сертифицированный Американским обществом сварки (AWS) D1. 1
 1
1 Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и квалификацию предыдущей должности
Техник по роботизированной сварке:
Образование и обучение
Краткосрочный технический сертификат
Сертификат, признанный в отрасли
AWS Квалификация ИЛИ AWS CRAW-O / CRAW-T (сертифицированный оператор или техник роботизированной дуговой сварки)
Средняя заработная плата
$ 47,743
Провайдеры образования
Общественные колледжи
Квалификация технических центров Огайо
- Обслуживание и уход за инструментами и оборудованием, включая: ручные инструменты, измерительные приборы и прецизионные инструменты; работа шлифовальных машин, удаление заусенцев, грубое удаление материала;
- Продемонстрировать использование техники безопасности и СИЗ
- Проверить материалы и детали
- Управлять сварщиком в соответствии со спецификациями руководителя или руководителя группы
- Техническая и профессиональная компетенция, подтвержденная: Сварщик, сертифицированный Американским обществом сварки (AWS) D1. 1
 1
1 Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и полномочия предыдущей должности
Сварщик 1 (начальный уровень):
Образование и обучение
Технический сертификат на один год / Можно пройти обучение сварщику
Сертификаты, признанные в отрасли
Сертификаты AWS, API или ASME (в зависимости от работодателя)
Средняя заработная плата
$ 41,580
Образовательные учреждения
7io Технических центров штата ОгайоКомпетенции / полномочия
- Основные сварочные процессы (SMAW, SAW, FCAW, GTAW)
- Настройка, эксплуатация и техническое обслуживание сварочного оборудования;
- Укажите электрод или сварочную проволоку;
- Пластина углового сварного шва в отведенных местах;
- Пластина для сварки с разделкой кромок в отведенных местах;
- Труба сварная в вертикальном и горизонтальном положениях;
- Резка и строжка угольным воздухом методом дуговой резки;
- Технические компетенции, продемонстрированные различными кодами AWS, API или ASME (зависит от работодателя)
Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и квалификацию предыдущей должности
Сварщик 2:
Образование и обучение
Завершенное ученичество / расширенное обучение на рабочем месте
Признанные в отрасли компетенции
Сертификаты AWS, API или ASME (зависит от работодателя)
Средняя заработная плата
52 102 доллара США
Образовательные учреждения
Общественные колледжи
Технические центры Огайо
9
9
9
- Продвинутый уровень владения основными сварочными процессами (SMAW, SAW, FCAW и GMAW)
- Газокислородная резка
- Базовая оснастка и сигнализация краном
- Стружка и измельчение материала с помощью ручных инструментов
- Проведение разрушающих и неразрушающих испытаний
- Технические навыки как демон определяется различными кодами AWS, API или ASME (зависит от работодателя)
Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и квалификацию предыдущей должности
Сварщик-слесарь:
Образование и обучение
Диплом младшего специалиста и обучение на рабочем месте
Признанные в отрасли компетенции
Отличается от работодателя
Сертифицированный AWS инспектор по сварке
Средняя заработная плата
48 482 долл. США
США
Образовательные учреждения
Общественные колледжи
Огайо Технические центры
9195
9195 9195000 9195 Технические центры
9195 заготовка по чертежам, эскизам и шаблонам
Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и полномочия предыдущей должности
Сварщик по техническому обслуживанию:
Образование и обучение
Диплом младшего специалиста и обучение на рабочем месте
Признанные в отрасли полномочия
Отличается от работодателя
Сертифицированный AWS инспектор по сварке
Средняя заработная плата
$ 46 013
Образовательные учреждения
Общественные колледжи
Технические центры Огайо1
/ Квалификация
9000 9000 9000 сотрудников по чертежам, эскизам и шаблонам
Все уровни:
Все уровни: базовые навыки трудоустройства, базовая математика и компьютер навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и квалификацию предыдущей должности
Инспектор по сварке / контроль качества:
Образование и обучение
Диплом младшего специалиста и обучение на рабочем месте
Отрасль Признанные полномочия
Отличаются от работодателя
Сертифицированный инспектор по сварке AWS
Средняя заработная плата
$ 52 102
Провайдеры образования
Общественные колледжи
Все уровни:
Все уровни: Базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без лекарств
Примечание: каждая должность должна демонстрировать компетенции и полномочия предыдущей должности
Инженер по сварке:
Образование и обучение
Четырехлетнее инженерное образование (аккредитовано ABET)
Сертифицировано в отрасли
Различается в зависимости от работодателя
Средняя заработная плата
$ 88,801
Образовательные учреждения
Четырехлетние университеты
Знания / квалификация
- Дизайн продукта / процесса; Контроль / обеспечение качества
- Автоматизированные системы и контроль
- Менеджмент
Все уровни:
Все уровни: базовые навыки трудоустройства, базовые математические и компьютерные навыки, письменные и устные коммуникативные навыки; осведомленность о безопасности; без наркотиков
Примечание: каждая должность должна демонстрировать компетенции и учетные данные предыдущей должности
Принять участие Вы производитель, заинтересованный в участии в производстве Огайо?
Сварка и сборка | Вестфилд Стил
Westfield Steel обладает обширными знаниями и опытом в области сварки и сборки. Благодаря сертифицированным инспекторам по сварке (CWI) и сертифицированным супервайзерам по сварке наша сварка соответствует многим отраслевым стандартам, включая ASME, AWS, CWB и Military.
Благодаря сертифицированным инспекторам по сварке (CWI) и сертифицированным супервайзерам по сварке наша сварка соответствует многим отраслевым стандартам, включая ASME, AWS, CWB и Military.
Westfield Steel гордится тем, что является надежным поставщиком стали в следующих отраслях:
«Я больше никого не использую».
— Оптовый торговец и лидер в проектировании и производстве погрузочно-разгрузочного оборудования для ферм
Подробнее Отзывы
Сварка MIG и TIG
Для более толстых и тяжелых сварных швов Westfield Steel предлагает дуговую сварку металла в газовой среде (GMAW) и сварку MIG (металл в инертном газе). Для более тонких металлических деталей мы также предлагаем дуговую сварку вольфрамовым электродом (GTAW) и сварку TIG (вольфрамовый инертный газ).
Для более тонких металлических деталей мы также предлагаем дуговую сварку вольфрамовым электродом (GTAW) и сварку TIG (вольфрамовый инертный газ).
Роботизированная сварка
Наши сварочные роботы Fanuc Arcmate 100iB GMAW быстро и точно выполняют крупномасштабные производственные заказы.Мы можем воссоздать тысячи сборок в короткие сроки. Мы предлагаем услуги по сварке на 360 градусов, которые могут эффективно удовлетворить ваши большие объемы заказов.
Сварка сопротивлением
Сварка сопротивлением использует давление и электрический ток для соединения металлов.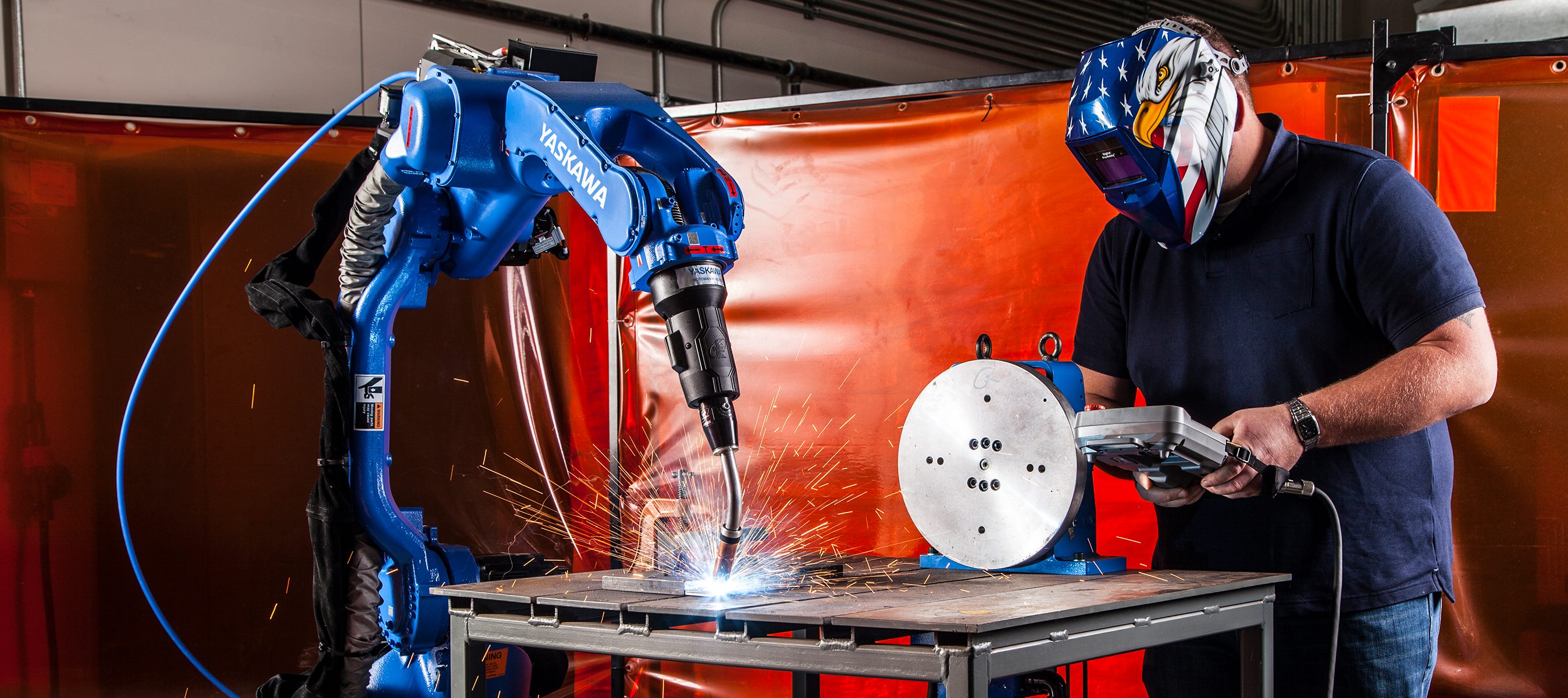 Мы используем оборудование для проекционной сварки, чтобы обслуживать наших клиентов на автомобильном и промышленном рынках.
Мы используем оборудование для проекционной сварки, чтобы обслуживать наших клиентов на автомобильном и промышленном рынках.
Сварка шпилек
Наша опытная команда использует аппараты для дуговой сварки шпилек Nelson для крепления шпилек, креплений, болтов и другого оборудования к различным стальным пластинам и стержням для строительства и промышленного применения.
Подготовка к сварке и снятие фаски
Механическое и газовое снятие фаски с глубиной фаски до 3 дюймов под углом 45 °
 youtube.com/embed/69Z7mwkov9s»/>
youtube.com/embed/69Z7mwkov9s»/> ВЕСТФИЛД СТАЛЬ
Наш ответ — «Да».
Роботизированная сварка: как роботы могут помочь в автоматизации сварочных работ
Роботизированная сварка — это процесс использования системы автоматизации для выполнения сварочных задач. Узнайте больше о сварочных роботах и о том, как вы можете автоматизировать свой первый сварочный проект уже сегодня.
Сварочный робот — это любой автоматизированный аппарат, работающий в сварочном оборудовании. Роботы и сварка имеют долгую историю.Поэтому неудивительно, что роботизированная сварка часто окупается. Часто существует множество интеграторов и производителей, специализирующихся на роботизированной сварке.
Цель этой статьи — изучить основы роботизированной сварки и ее преимущества.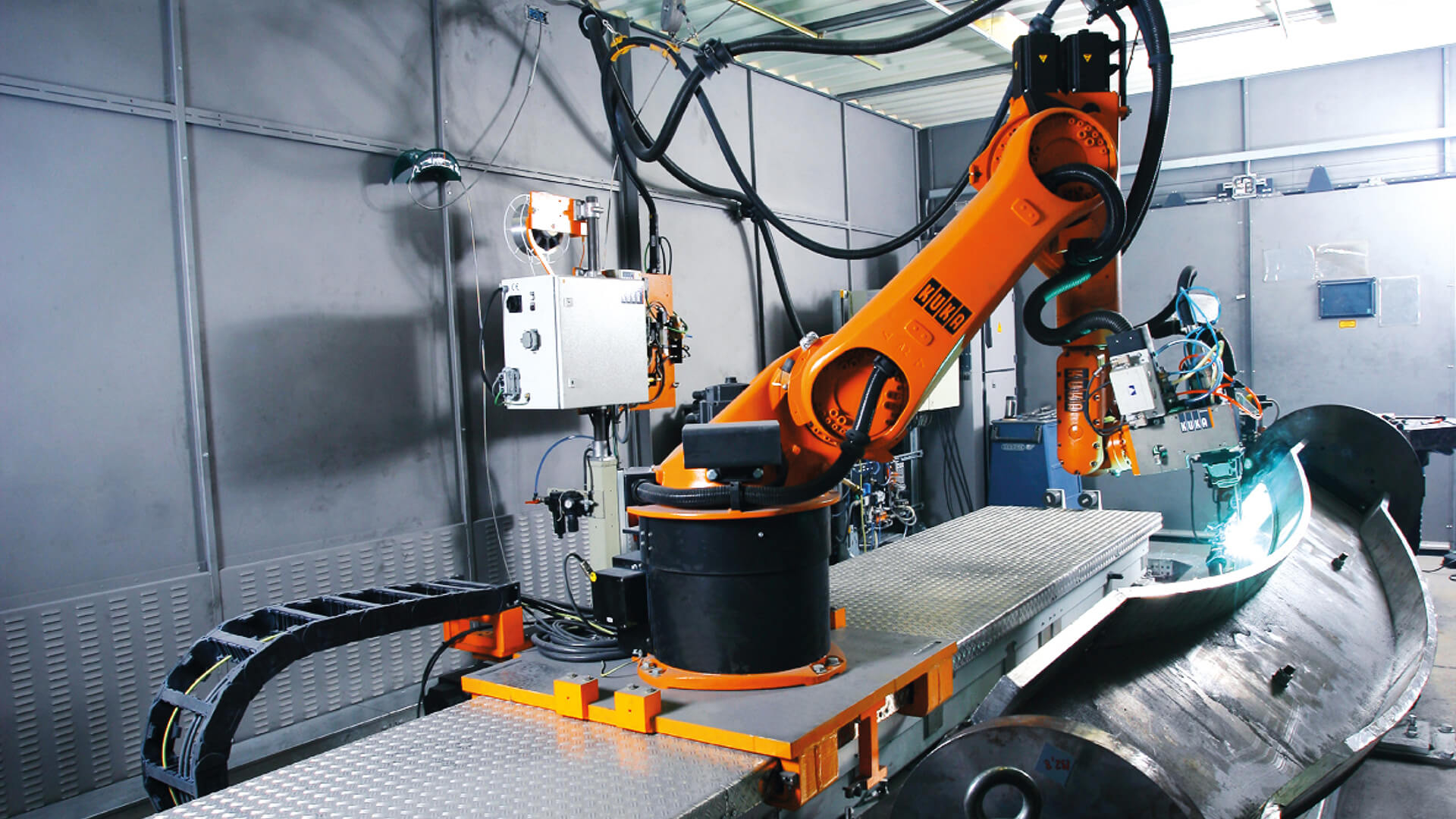 Это поможет вам получить отправную точку в автоматизации некоторых ваших процессов.
Это поможет вам получить отправную точку в автоматизации некоторых ваших процессов.
В этой статье:
Получите предложения от поставщиков по автоматизации вашего сварочного процесса — опубликуйте свой запрос.
Отрасли роботизированной сварки
В идеале, роботы могут сваривать в любой отрасли, где есть сварочные работы. Наиболее распространенные отрасли для роботизированных сварщиков:
Компании этих отраслей часто добиваются больших успехов в роботизированной сварке. Причина в том, что продукты, выпускаемые этими компаниями, легко поддаются автоматизации. В предыдущей статье мы обсуждали характеристики задач, которые идеально подходят для роботов. Вы можете узнать больше по этой теме здесь: Промышленные роботы: Руководство № 1 по робототехнике для всех отраслей промышленности .
Например, автомобильная промышленность активно использует сварочных роботов. Процессы автомобильной сварки имеют следующие характеристики:
Процессы автомобильной сварки имеют следующие характеристики:
- Выполните один и тот же сварной шов несколько раз
- Мелкие вариации деталей под сварку
- Технологическому процессу присущи опасности
- Требуется высокий уровень повторяемости и точности
- Требуется высокая пропускная способность
Понятно, почему первый робот был использован в автомобильной сварке!
Типы сварки роботов
Существует несколько различных типов сварки.Естественно, вы можете задаться вопросом, какие типы сварки могут выполнять роботы. Роботы обычно могут выполнять любой тип сварочного процесса. Сюда входят:
- Точечная сварка
- Дуговая сварка
- Сварка сопротивлением
- Сварка МИГ
- Сварка TIG
- Лазерная сварка
- Плазменная сварка
Точечная сварка — это тип контактной сварки, при которой два куска металла соединяются в одной точке.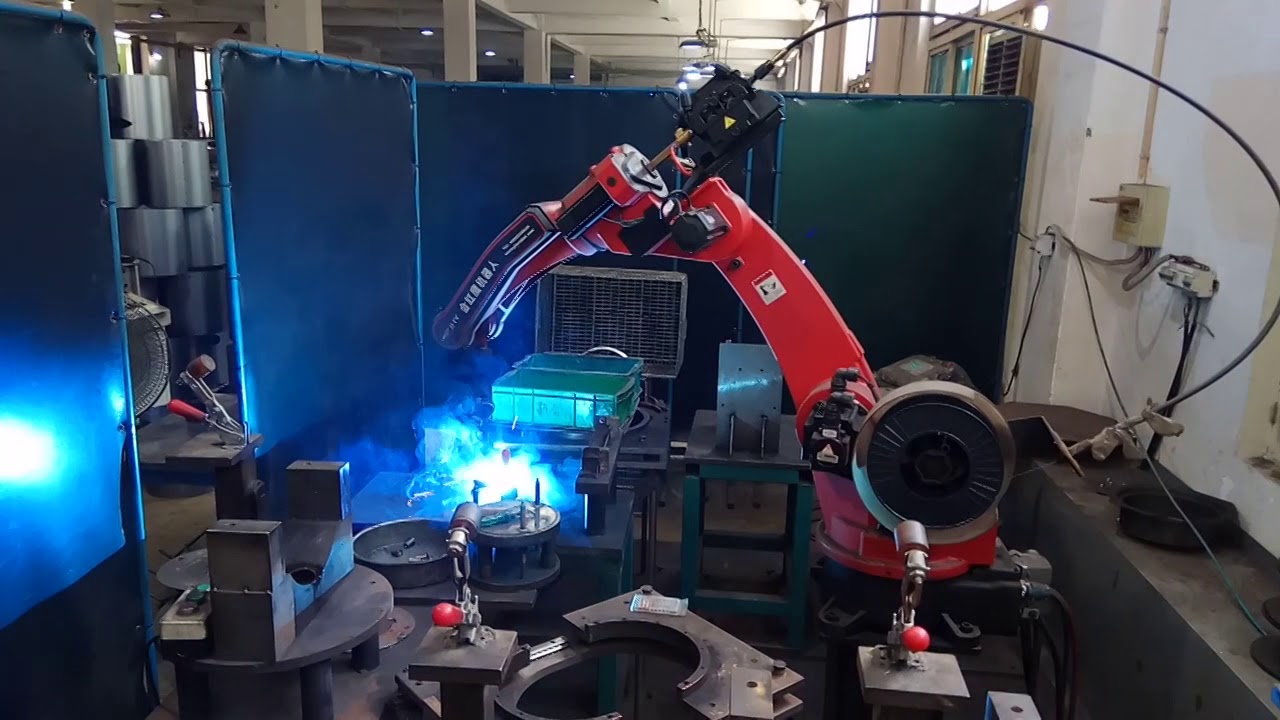 Отсюда и название «точечная сварка».Этот процесс использует большое количество электрического тока через металл для создания огромного количества тепла. Это тепло плавит металл, позволяя двум листам соединиться вместе.
Отсюда и название «точечная сварка».Этот процесс использует большое количество электрического тока через металл для создания огромного количества тепла. Это тепло плавит металл, позволяя двум листам соединиться вместе.
Дуговая сварка — старый, но очень распространенный вид сварки. Как следует из названия, в дуговой сварке для сварки металла используется электрическая дуга. Как и точечная сварка, электричество является катализатором этого процесса. Через металлический стержень к материалу проходит ток. Металлический стержень называют электродом.Ток появляется в виде яркой дуги. Эта дуга обеспечивает тепло, необходимое для плавления двух металлических частей вместе.
Сварка сопротивлением — более широкий термин, обозначающий несколько типов сварки. Это включает в себя любой сварной шов, при котором электрический ток проходит через прямой контакт через два куска металла, чтобы сварить их вместе. Точечная сварка — это один из видов контактной сварки. К другим типам относятся сварка выступом и сварка швов.
К другим типам относятся сварка выступом и сварка швов.
Сварка МИГ — это разновидность дуговой сварки.MIG означает металлический инертный газ. Его часто предпочитают из-за его скорости и универсальности для работы с различными видами металлов. Сварка MIG также широко применяется в роботизированной сварке. Дополнительным компонентом сварки MIG является использование защитного газа. Этот газ защищает процесс сварки от загрязнений, которые могут находиться в непосредственной атмосфере.
Сварка TIG — это еще один вид дуговой сварки. TIG означает инертный газ вольфрам. В этом процессе для создания дуги используется вольфрамовый электрод.Подобно сварке MIG, в этом типе сварки также используется газ для защиты от загрязнения. Сварка TIG — это заведомо сложный для операторов вид сварки. Это также не так быстро, как другие сопоставимые типы сварки. То, что он теряет в скорости, достигается за счет более точного, часто более прочного сварного шва.
Лазерная сварка использует мощный лазерный луч для создания небольших сфокусированных сварных швов. Этот стиль обеспечивает беспрецедентный контроль, что делает его полезным для сварки металлов и пластмасс. Системы лазерной сварки бывают волоконными, газовыми и твердотельными.Эти системы предлагают одни из самых высоких показателей скорости и точности, достижимых в сварочной промышленности. Однако следует ожидать, что системы лазерной сварки будут одними из самых дорогих вариантов на рынке сварки.
Плазменная сварка похожа на сварку TIG, а иногда даже используется вольфрамовый электрод. Он отличается в основном конструкцией факела. Горелка имеет небольшое медное сопло, которое выпускает дугу с высокой скоростью и температурой. В этом преимущество плазменной сварки.Стандартные температуры дуги для плазменной сварки могут находиться в диапазоне от 25 000 ° C до 30 000 ° C. Для сравнения, стандартные температуры для других типов дуговой сварки могут находиться в диапазоне от 5000 ° C до 6000 ° C.
Зачем автоматизировать процесс сварки?
Существует множество факторов, побуждающих компании автоматизировать процесс сварки. Огромная отдача наблюдается при переходе от ручной к автоматической сварке. Общие причины включают:
- Улучшение времени цикла
- Затраты на рабочую силу и доступность
- Консистенция
- точность
- Эффективность использования материалов
- Безопасность
Продолжительность цикла часто является непосредственной проблемой для сварочных процессов в больших объемах.Приложения, требующие высокой производительности, иногда считают, что скорость оператора является ограничивающим фактором при производстве. Другими словами, у сварщиков, выполняющих ручную сварку, есть ограничения по скорости сварки, что может отрицательно сказаться на производителях. Роботы могут сваривать с большей скоростью, чем даже опытные сварщики. Эта скорость определяется не только во время самого процесса сварки, но и во времени, необходимом для перемещения между позициями.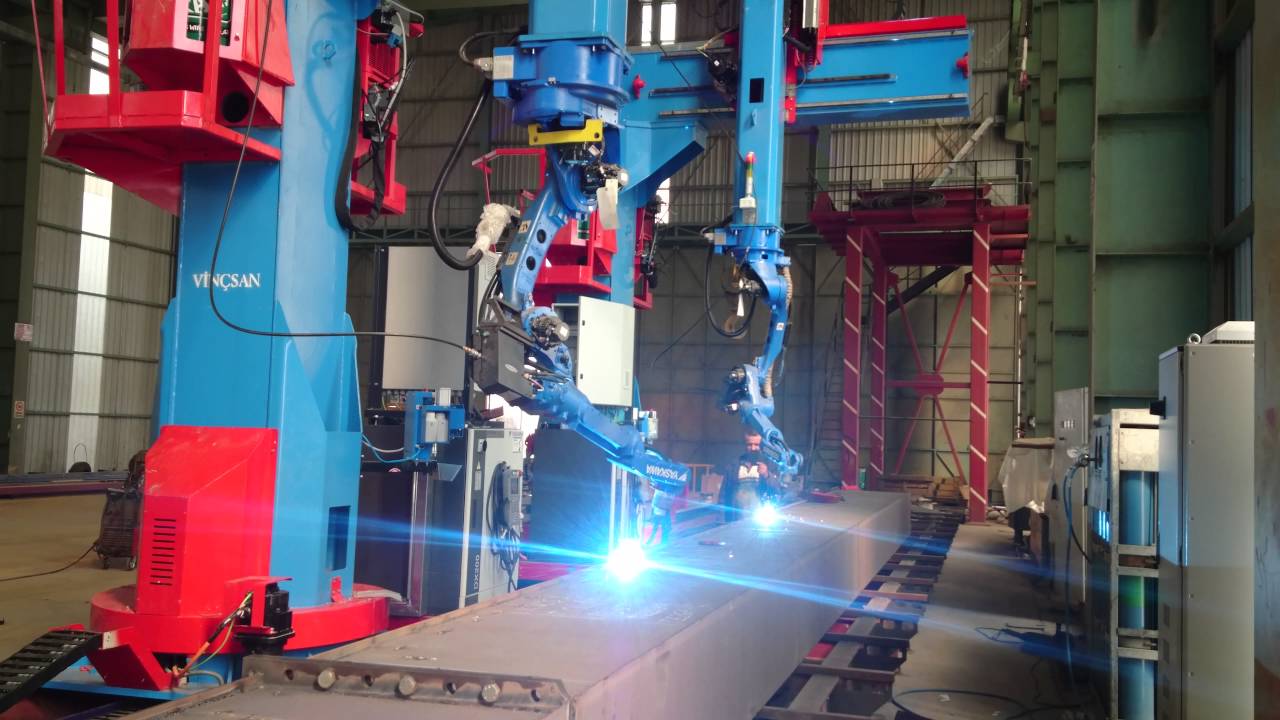 Кроме того, роботам не нужны перерывы в работе или простои из-за смены смены. Сварщик-робот может продолжать сварку, пока ему доступен материал.Эти факторы часто приводят к наиболее заметной окупаемости инвестиций для производителей.
Кроме того, роботам не нужны перерывы в работе или простои из-за смены смены. Сварщик-робот может продолжать сварку, пока ему доступен материал.Эти факторы часто приводят к наиболее заметной окупаемости инвестиций для производителей.
Как могла бы выглядеть ваша прибыль? Наш калькулятор инвестиций может помочь вам оценить экономию и определить области, в которых можно улучшить, а также рассчитать рентабельность инвестиций.
Затраты на оплату труда и точность Квалифицированные сварщики — дорогой и ограниченный товар на сегодняшнем рынке труда. Это ставит производителей в затруднительное положение при поддержании производственной деятельности. Различия в навыках приводят к заметным различиям в качестве сварки, что отрицательно сказывается на продажах.Кроме того, затраты на рабочую силу оказывают значительное влияние на чистую прибыль производителя. По этой причине многие компании считают автоматизацию процесса сварки необходимым решением для сохранения конкурентоспособности.
Контроль качества важен для сварочных работ. Небольшие дефекты и несоответствия вызывают пустоты, коробление и слабость сварных швов. Подобные проблемы могут даже сделать продукт непригодным для использования. Это приводит к большему количеству лома и отходов.Большинство производителей ежегодно отслеживают количество потраченного впустую материала. Эти затраты можно окупить за счет интеграции сварочного робота в ваш технологический процесс. Постоянство робототехники означает всегда одинаковое качество сварки и меньшее количество брака по сравнению с ручной сваркой.
Точность Для некоторых приложений требуется высочайшая точность. Такого уровня производительности можно достичь только за счет автоматизации процесса сварки. Обратная связь с высоким разрешением, обеспечиваемая серводвигателями роботов, обеспечивает точность, с которой не могут сравниться сварщики-люди.Эта точность достигается снова и снова, поскольку робот не утомляется, как сварщики, работающие вручную.
Роботизированные сварочные аппараты более эффективны в использовании материалов. Поскольку они следуют запрограммированному набору инструкций, роботы будут использовать одно и то же количество материала при каждой сварке детали. Даже опытные сварщики будут ошибаться и иметь нестыковки. Количество сварочного материала, потребляемого при ручном процессе, варьируется от детали к детали.К этим материалам относятся электроды, плазма, газы и т. Д.
БезопасностьСварочный процесс опасен по своей природе. К этим опасностям относятся:
- Поражение электрическим током
- Звук
- Воздействие дуги
- Взрывоопасные зоны
Любой процесс, включающий высоковольтное электричество и высокие температуры, будет опасен для человека. Сварщики, работающие вручную, всегда подвергаются этим опасностям в процессе сварки.К потенциальным травмам относятся:
- Ожоги
- Удар электрическим током
- Потеря слуха
- Слепота
Травмы на рабочем месте обходятся дорого. Эти расходы сокращаются за счет использования сварочных роботов. Важно помнить, что роботы не исключают опасности из процесса. Роботы просто избавляют человека-оператора от непосредственного воздействия процесса. Вы должны следовать надлежащим протоколам безопасности и стратегиям снижения рисков при интеграции робота-сварщика на своем предприятии.
Эти расходы сокращаются за счет использования сварочных роботов. Важно помнить, что роботы не исключают опасности из процесса. Роботы просто избавляют человека-оператора от непосредственного воздействия процесса. Вы должны следовать надлежащим протоколам безопасности и стратегиям снижения рисков при интеграции робота-сварщика на своем предприятии.
Типы роботов, используемых для сварки
Технически любой стационарный робот может использоваться в сварке. Эти типы роботов включают:
Любой из этих роботов может быть сварщиком, если сварочный инструмент можно закрепить на конце его руки. Однако шестиосевые типы сварочных роботов на сегодняшний день являются наиболее распространенным типом сварочных роботов. Причина этого в том, что они являются наиболее гибким типом роботов. Шестиосевой робот может выполнять сварку под углами, недоступными для других типов роботов.Этот робот также может масштабироваться, чтобы иметь большой диапазон движений, необходимый для многих сварочных работ.
Недавнее нововведение в индустрии роботизированной сварки — это совместные шестиосевые роботы для сварки. Совместных роботов легче обучить новым процессам, чем стандартных промышленных роботов. В процессе обучения часто используется техника ручного управления. Оператор может вручную провести робота через весь процесс, чтобы научить его сваривать новую деталь. Это дает робототехнике место для приложений среднего объема.Стандартные промышленные роботы требуют написания нового кода для обучения новой части. Это может потребовать от специалиста потратить от нескольких часов до нескольких дней на разработку и тестирование кода. Оператор может научить кобота новой детали за считанные минуты.
Здесь важно отметить, что у совместных сварочных роботов есть ограничения. Такие факторы, как размер, скорость и грузоподъемность, означают, что совместные роботы не подходят для всех сварочных приложений. Важно учитывать конкретные требования вашего приложения, чтобы определить, подходит ли совместный робот для вашего сварочного робота. Определиться с этим вам поможет эксперт. Сеть независимых консультантов HowToRobot может помочь вам определить, где и как автоматизировать.
Определиться с этим вам поможет эксперт. Сеть независимых консультантов HowToRobot может помочь вам определить, где и как автоматизировать.
Дополнительные соображения
При работе со сварочными роботами необходимо учитывать дополнительные факторы. Редко можно внедрить робота в производственный процесс без дополнительного оборудования. Роботы также могут работать не во всех сварочных операциях. По этим причинам важно найти опытных поставщиков.
Спросите у поставщиков решения с помощью нашего инструмента RFI. Они ответят вам, как они могут быстро и легко автоматизировать ваш процесс.
Дополнительное оборудование может включать приспособления и системы безопасности. Приспособление — это механическая система, которая удерживает и представляет детали, которые необходимо приваривать к роботу, предсказуемым образом. Приспособления могут быть такими, как поворотные столы или зажимные системы, в зависимости от области применения. Приспособления также могут быть довольно дорогими. По этой причине важно подумать о том, как деталь будет представлена роботу для вашего сварочного процесса.
Приспособления также могут быть довольно дорогими. По этой причине важно подумать о том, как деталь будет представлена роботу для вашего сварочного процесса.
Как и в случае с любым другим роботом, защитное оборудование должно быть включено в общую стоимость проекта. Оборудование безопасности может включать:
- Клетки безопасности
- Датчики
- Световые завесы
- Сканеры безопасности
- Реле безопасности
Сварочный процесс сопряжен с дополнительными опасностями, которые делают безопасность еще более важной. Роботы предназначены для автоматического многократного выполнения своей задачи. Системы безопасности гарантируют, что в случае присутствия людей-операторов или препятствий робот будет вести себя безопасным и предсказуемым образом.
Когда сварочные роботы — плохая идея?
Существуют определенные сценарии, в которых роботы могут не принести пользу вашему приложению. Некоторые процессы могут слишком сильно различаться в зависимости от типа используемого продукта. Например, рассмотрим бизнес, который производит много нестандартных деталей в небольших объемах. Этот бизнес может перепрограммировать робота много раз в год. Эти дополнительные расходы и время простоя могут сделать робота неэффективным для этого процесса.
Например, рассмотрим бизнес, который производит много нестандартных деталей в небольших объемах. Этот бизнес может перепрограммировать робота много раз в год. Эти дополнительные расходы и время простоя могут сделать робота неэффективным для этого процесса.
Другие риски включают зависимость от роботов в определенных приложениях.Если один-единственный сбой робота может задержать весь процесс, вы можете подвергнуть себя риску. По этой причине важно иметь средства профилактического обслуживания и запасные части.
Что дальше?
Вы можете просмотреть наш каталог поставщиков, чтобы найти ближайшие к вам компании, которые специализируются на вашем применении или марке роботов. Наш каталог, содержащий более 15 000 поставщиков, поможет вам быстро и легко связаться с компаниями, имеющими отношение к вам.
Важно помнить, что роботизированные сварочные системы требуют значительных предварительных вложений.Это создает высокий барьер для входа на рынок роботизированной сварки для некоторых производителей. Вы можете использовать инструмент запросов предложений HowToRobot, чтобы получать расценки и предложения от поставщиков роботов в зависимости от ваших потребностей, чтобы узнать, какими могут быть ваши расходы.
Вы можете использовать инструмент запросов предложений HowToRobot, чтобы получать расценки и предложения от поставщиков роботов в зависимости от ваших потребностей, чтобы узнать, какими могут быть ваши расходы.
(PDF) На пути к роботизированным стальным конструкциям посредством адаптивной поэтапной точечной сварки
60 Construction Robotics (2020) 4: 49–60
используется непосредственно на месте (например, для ремонта стали). Преимущество
— это относительно простая установка и легкий доступ к компонентам pro
cess.Чтобы использовать процесс в существующих конструкциях
для добавления и соединения отдельных стальных элементов, необходимо
, чтобы иметь возможность создавать конструкции между существующими элементами.
В этой настройке сложно изготовить соединительную конструкцию
с нормальным углом подхода, когда сварочный аппарат
смотрит прямо вниз. Чтобы соединить элементы с увеличенными
сварными конструкциями, необходимо изготовить
с обеих сторон соединяемых элементов, используя различные углы въезда, чтобы избежать столкновений с существующими
элементами или растущая структура. Этот вариант использования использует
Этот вариант использования использует
6-осевой системы для реализации изготовления с более сложными углами приближения
. Для этих углов компьютерное зрение имеет
, требующие дальнейшей адаптации. Как показано в первых экспериментах, количество добавленного материала
, а также параметры и крышка защитного газа
будут работать несколько иначе, в зависимости от
от угла сварного шва.
Проверка коллизий и вопросы доступности
станут более важными и бросят вызов адаптивному управлению
на нескольких различных уровнях.В рамках этой работы мы продемонстрировали ряд преимуществ для адаптивного управления процессом
и представили первую реализацию для создания
сложной структуры ветвей посредством инкрементальной точечной сварки
. Это исследование станет основой для дальнейших исследований
в крупномасштабном производстве стальных конструкций.
Благодарности Финансирование открытого доступа, предоставленное Projekt DEAL.
Авторы хотели бы поблагодарить Немецкий исследовательский фонд DFG
за поддержку исследовательской работы, которая была проведена в рамках кластера передового опыта «Интернет производства»
(идентификатор проекта
: 3
612) и участвующим партнерам из отрасли
за их поддержку.
Соблюдение этических стандартов
Конфликт интересов От имени всех авторов автор-корреспондент
заявляет об отсутствии конфликта интересов.
Открытый доступ Эта статья находится под лицензией Creative Commons Attri-
bution 4.0 International License, которая разрешает использование, совместное использование, адаптацию, распространение и воспроизведение на любом носителе или формате, если
по вашему усмотрению. кредит оригинального автора (ов) и источник,
предоставляют ссылку на лицензию Creative Commons и указывают, были ли внесены изменения
.Изображения или другие сторонние материалы в этой статье имеют номер
, включенный в лицензию Creative Commons для данной статьи, если иное не указано
в кредитной линии для материала. Если материал не включен в лицензию Creative Commons
Если материал не включен в лицензию Creative Commons
на статью и ваше предполагаемое использование не разрешено законом
или превышает разрешенное использование, вам потребуется
для получения разрешения непосредственно от правообладателя. Чтобы просмотреть копию
этой лицензии, посетите http: // creat iveco mmons.org / licen ses / by / 4.0 /.
Ссылки
Acheson R (1990) Автоматический сварочный аппарат для наращивания шва и метод
для наращивания шва; Патент США № 4,952,769
Bi ffi C, Tuissi A (2017) Промышленный статус в производстве присадок к металлам —
ing. Metallurg Ital 109: 5–10
Брауман Дж., Брелл-Коккан С. (2012) Моделирование роботов в реальном времени и управление
для архитектурного проектирования. В: Материалы 30-й конференции eCAADe
, Прага, стр. 479–486
Брауман Дж., Брелл-Кокан С. (2015) Адаптивное управление роботом: новый параграф
Метрическая работа переходит непосредственно от проектирования к роботам KUKA. eCAADe
eCAADe
33: 243–249
Colegrove PA, Martina F, Roy MJ, Szost BA, Terzi S, Williams SW,
Withers PJ, Jarvis D (2014) Промежуточная прокатка под высоким давлением
Проволока+ дуговое аддитивное производство титановые компоненты. AMR
996: 694–700
Коттелер М., Джойс Дж. (2014) Пути аддитивного производства для повышения производительности
менеджмента, инноваций и роста. Deloitte Rev 14: 5–19
Coykendall J, Cotteleer M, Holdowsky J, Matho M (2014) 3D-возможность
скорость в еврокосмосе и оборона: аддитивное производство занимает
полета.Серия Deloitte по аддитивному производству. Deloltte Uni-
Versity Press. https: //www2.deloi tte.com/conte nt / dam / insig hts /
us / artic les / addit ive-manuf actur ing-3d-oppor tunit y-in-eros pace /
DUP_706-3D- Oppor tunit y-Eros pace-Defen se_MASTE R2.pdf.
, по состоянию на 1 декабря 2019 г.
Ding J, Colegrove P, Mehnen J, Ganguly S, Almeida P, Wang F, Wil-
liams S (2011) Термомеханический анализ проволоки и дуги
Процесс производства аддитивных слоев на большом множестве -слойные детали.
Comput Mater Sci 50: 3315–3322
Hong TS, Ghobakhloo M, Khaksar W. (2014) Роботизированная сварочная технология —
ogy. В кн .: Комплексная обработка материалов. Elsevier, Amster-
dam, pp77–99
Malladi A (2017) Технологии 3D-печати металлом: обзор. https: // doi.
org / 10.13140 /rg.2.2.26753 .25448 (Неопубликовано)
Мюллер С., Им С., Гуревич С., Тейбрих А., Пифтер Л., Гимбретьер Ф.,
Баудиш П. (2014) WirePrint. В: Дополнительная публикация 27-го ежегодного симпозиума ACM
по программному обеспечению и технологиям пользовательского интерфейса,
ogy, 5–8 октября 2014 г., Гонолулу, Гавайи, США: Включая] продолжение —
ings [и] сопутствующее / вспомогательное средство, Гонолулу, Гавайи, США, ACM,
Нью-Йорк, Нью-Йорк, стр. 273–280
Snooks R, Jahn G (2016) Близость: о взаимосвязи многоагентных алгоритмов
и изготовления роботов.В: Reinhardt D, Saunders R,
Burry J (eds) Роботизированное производство в архитектуре, искусстве и дизайне
2016. Springer International Publishing, Cham, стр. 218–229
Springer International Publishing, Cham, стр. 218–229
Sutjipto S, Tish D, Paul G, Vidal- Calleja T, Schork T (2019) К
контурам визуальной обратной связи для роботизированного аддитивного производства —
ing. В: Willmann J, Block P, Hutter M, Byrne K, Schork T. (eds)
Роботизированное производство в архитектуре, искусстве и дизайне 2018. Springer
International Publishing, Cham, стр. 85–97
Tedeschi A, Wirz F (2014) ADD — проектирование с помощью алгоритмов: параметрические
стратегии с использованием Grasshopper.Le Penseur publischer, Brienza, pp
297–301
Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove
P (2016) Аддитивное производство проволоки и дуги. Mater Sci Technol
32 (7): 641–647
Ву К., Килиан А. (2019) Проектирование бревенчатых конструкций из натурального дерева со стохастической сборкой
и глубоким обучением. В: Willmann J, Block P,
Hutter M, Byrne K, Schork T. (eds) Роботизированное производство в архитектуре, искусстве и дизайне archi-
(eds) Роботизированное производство в архитектуре, искусстве и дизайне archi-
2018.Springer International Publishing,
Cham, pp 16–30
Примечание издателя Springer Nature остается нейтральным в отношении
судебных исков в опубликованных картах и институциональных ассоциациях.
Содержимое предоставлено Springer Nature, применяются условия использования. Права защищены.
Полное руководство по роботизированной сварке
В обрабатывающей промышленности компании постоянно стремятся к повышению качества и производительности, сохраняя при этом низкие затраты.Чтобы внести эти улучшения, компании-производители часто обращаются к технологиям, особенно в случае сварки.
Сварка в своей самой основной форме — это процесс соединения двух материалов посредством приложения тепла и давления. Когда люди думают о сварке, это слово часто вызывает в воображении образ защитной маски и пары тяжелых перчаток с горелкой. Хотя ручная сварка все еще имеет свое место в отрасли, растущая нехватка профессиональных сварщиков оставила значительный пробел. По оценкам Американского общества сварщиков, к 2020 году нехватка специалистов в области сварки составит 290 000 человек. Все больше компаний вкладывают средства в роботизированные сварочные установки.
По оценкам Американского общества сварщиков, к 2020 году нехватка специалистов в области сварки составит 290 000 человек. Все больше компаний вкладывают средства в роботизированные сварочные установки.
Установка роботизированного сварочного аппарата требует большого внимания, планирования и значительных затрат времени и денег. Однако компании, внедрившие роботизированную сварку в свои процессы, обнаружили бесчисленные долгосрочные преимущества.
Если ваша компания рассматривает возможность использования роботизированной сварки как части процесса производства деталей, вот полное руководство по тому, что вам нужно знать о процессе, его истории и преимуществах.
Что такое роботизированная сварка?
Роботизированная сварка, также называемая автоматизированной сваркой, представляет собой автоматизированный процесс использования механизированных программируемых инструментов для сварки и обработки детали. Это относительно новое применение робототехники заполнило пробел, образовавшийся из-за растущей нехватки профессионалов в области сварки, фактически взяв на себя большую часть сварочных работ в промышленности Северной Америки.
Как давно существует роботизированная сварка?
История роботизированной сварки уходит корнями в историю промышленных роботов в целом, восходящую к середине 20-х -х годов века.
Первый программируемый робот был изобретен в 1954 году Джорджем Деволом, и вскоре Девол продолжил это изобретение, создав первую в мире компанию по производству роботов Unimation. С помощью этой новой компании Девол и его сотрудники создали первого промышленного робота. Модель, получившая название Unimate, использовалась на автомобильном заводе General Motors в Нью-Джерси, где выполняли точечную сварку и извлекали отливки под давлением. После этого позитивного представления концепция промышленного робота распространилась по всем уголкам земного шара в течение десятилетия.
Начиная с этой первоначальной модели, промышленный робот продолжал совершенствоваться. В 1978 году компания Unimation, финансируемая General Motors, создала Программируемую универсальную машину для сборки, сокращенно PUMA. Многие лаборатории до сих пор используют эту версию.
Многие лаборатории до сих пор используют эту версию.
Отрасль продолжала расти, процветая в начале 80-х. В течение этих лет индустрия промышленных роботов росла так быстро, что каждый месяц на рынок выходили новые роботы или новые компании, что существенно увеличивало конкуренцию и инновации.В это десятилетие роботизированные руки были усовершенствованы, чтобы они стали более мобильными и управляемыми.
Процессы продолжали совершенствоваться на протяжении 90-х годов, с улучшением электронного управления до такой степени, что несколько роботов можно было контролировать и координировать одновременно. Интерфейсы оператора также были улучшены, а конструкции роботов были упрощены и оптимизированы, чтобы обеспечить более широкий доступ для обслуживания и ремонта.
Технологические достижения продолжают улучшать функциональность промышленных роботов и по сей день, ограничиваясь только затратами на оборудование и исследования.
Как работает сварочный робот?
Роботизированная сварочная установка, также называемая роботизированной сварочной ячейкой, состоит из нескольких компонентов, работающих вместе для сварки деталей. Эти компоненты включают компоненты, активно участвующие в сварке, а также аксессуары и средства безопасности, обеспечивающие бесперебойную работу ячейки.
Эти компоненты включают компоненты, активно участвующие в сварке, а также аксессуары и средства безопасности, обеспечивающие бесперебойную работу ячейки.
Вот самые основные компоненты роботизированной сварочной ячейки, все из которых важны для процесса роботизированной сварки:
- Устройство подачи проволоки: Он перемещает присадочную проволоку в робота с запрограммированной скоростью.Эта присадочная проволока часто используется для добавления материала к сварному шву для поддержки соединения.
- Сварочный робот: Сюда входит робот и инструмент на конце руки, обычно горелка или другой манипулятор. Эти роботы бывают двух типов: шарнирные роботы и прямолинейные роботы. Прямолинейные роботы могут перемещать свою основную руку в трех направлениях и вращать запястье на конце руки. Шарнирно-сочлененные роботы имеют вращающиеся шарниры — они обеспечивают большую свободу движений и диапазон движений за пределами трех измерений.
- Очиститель проволоки: Очиститель используется для удаления брызг с резака между рабочими циклами, продлевая срок службы оборудования.
- Горелка: Горелка использует энергию, передаваемую на электрод, для нагрева и соединения металлов. Установки для дуговой сварки также имеют в составе горелки устройство защиты от дуги. Также обычно в комплект входит установка воздушного или водяного охлаждения.
- Рабочая зона: Здесь размещаются детали и удерживаются для сварки робота.Крепления удерживают детали на месте, пока робот завершает сварку.
- Контроллер: Этот компонент, по сути, является «мозгом» сварочной ячейки, поставляя питание и инструкции роботу с использованием сохраненных программ.
- Teach Pendant: Эта портативная система интерфейса позволяет оператору устанавливать параметры сварки, вручную перемещать робота и вводить новые программы.
- Источник питания для сварки: Он обеспечивает питание сварочной горелки. Он будет различаться по размеру и характеристикам в зависимости от требований к свариваемым деталям.Блоки питания немного различаются в зависимости от того, является ли ячейка устройством дуговой сварки или устройством точечной сварки.
- Индикатор стека: Этот индикатор показывает, что ячейка делает в любой момент времени. Как правило, красный свет указывает на аварийную остановку, оранжевый свет означает, что робот программируется, а зеленый означает, что ячейка работает автоматически.
- Операционное окно: Это поле содержит элементы управления для запуска и остановки ячейки, а также кнопки для каждой функции, включая кнопку перезапуска для сброса ячейки после устранения неисправности.
- Элементы безопасности: Большинство сварочных роботов оснащены функциями безопасности, чтобы предотвратить нанесение вреда рабочим и операторам. К ним относятся ограждения, защита от дуги, дверцы доступа и другие функции, позволяющие снизить воздействие опасного света, дыма и движения на рабочих во время работы ячейки.

 Он будет различаться по размеру и характеристикам в зависимости от требований к свариваемым деталям.Блоки питания немного различаются в зависимости от того, является ли ячейка устройством дуговой сварки или устройством точечной сварки.
Он будет различаться по размеру и характеристикам в зависимости от требований к свариваемым деталям.Блоки питания немного различаются в зависимости от того, является ли ячейка устройством дуговой сварки или устройством точечной сварки.
Программы вводятся через пульт обучения и сохраняются в контроллере, который сообщает роботу, что делать. Эти программы перемещают сварочного робота и манипулируют горелкой на конце его руки, помещая ее именно там, где она должна быть в любой точке.Горелка нагревается, используя источник питания, чтобы произвести достаточно тепла в металле, чтобы части сплавлялись навсегда. Механизм подачи проволоки подает для этого дополнительный материал в манипулятор робота. Между частями рычаг перемещает резак к устройству для очистки проволоки, чтобы удалить любые брызги.
Что такое процесс роботизированной сварки?
Рабочий процесс роботизированной сварочной ячейки состоит из серии тщательно контролируемых этапов. Эти шаги:
1. Установите деталь в приспособление и надежно закрепите на месте.
2. Выберите соответствующую программу на контроллере. В качестве альтернативы, если подходящая программа недоступна, запрограммируйте контроллер с помощью обучающего пульта.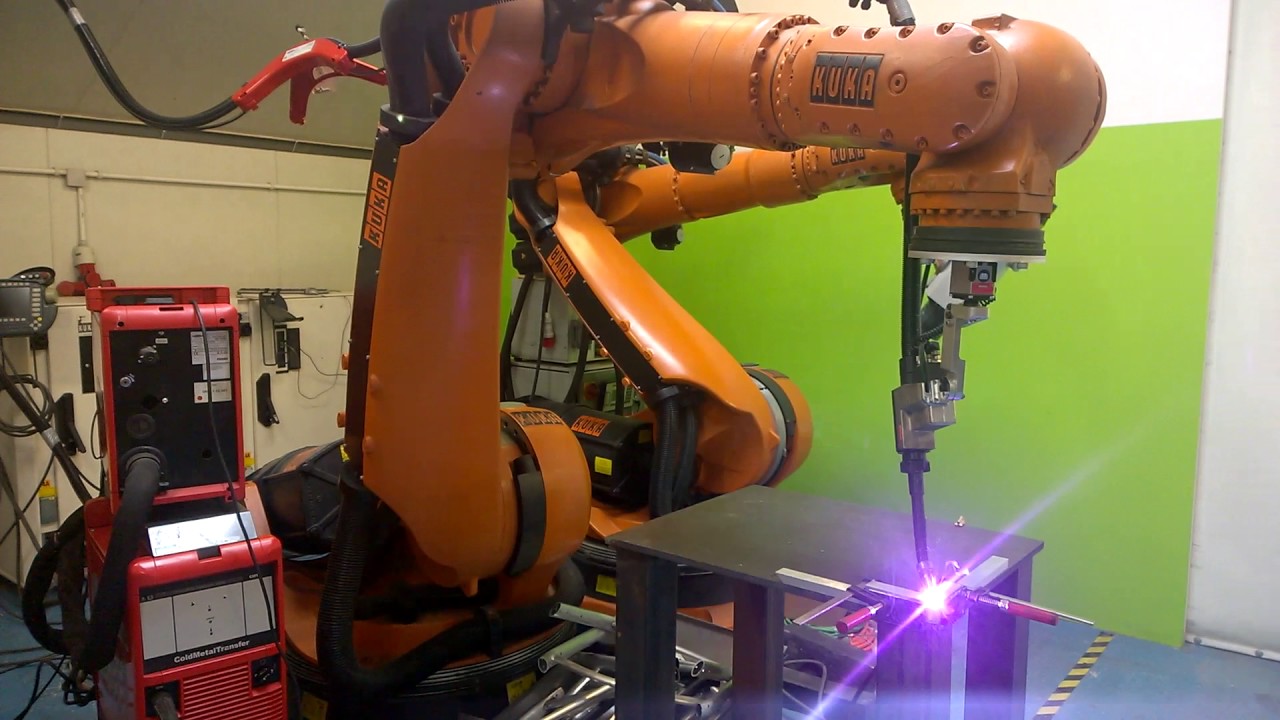
3. Нажмите кнопку пуска на контроллере, чтобы начать работу.
4. По мере обработки первой части переместите вторую часть на соответствующую станцию загрузки.
5. Когда начнется сварка на первом рабочем месте, приступайте к настройке второго рабочего места.
6. Когда сварка закончится, начнутся работы на второй станции.
7. Соберите готовую деталь со станции 1 и перезагрузите рабочую станцию для следующего цикла.
Конкретные функции и сложности различаются в зависимости от конкретной используемой роботизированной сварочной ячейки, но большинство из них будет следовать этой общей процедуре.
Как роботы используются в сварочной промышленности?
Роботизированная сварка составляет 29% всех роботизированных применений в промышленности, и больше всего роботизированной обработки материалов.Автоматическая сварка чаще всего используется в обрабатывающей промышленности и машиностроении для повышения эффективности компаний и лабораторий.
Чаще всего они используются для контактной точечной сварки и дуговой сварки больших количеств продукции. Эти два процесса подробно описаны ниже:
Точечная сварка сопротивлениемРоботизированная контактная сварка — это экономичный способ сварить два куска листового металла вместе в одной точке или точке.Этот тип сварки обычно используется в автомобильной промышленности, где он используется для приваривания листового металла к форме автомобиля. Многие сварщики точечной сварки в автомобильной промышленности являются роботами, и их можно увидеть на конвейерах сборки автомобилей.
Процесс точечной сварки заключается в приложении двух электродов из медного сплава к плавким деталям и пропускании тока через материалы. Ток нагревает металл и заставляет его плавиться, образуя лужу между частями в месте нанесения.После охлаждения части сливаются вместе.
Роботы-сварщики идеально подходят для этого случая, поскольку они могут выполнять несколько точечных сварных швов с высочайшей точностью и эффективностью.
Роботизированная дуговая сварка выросла как отрасль совсем недавно, но быстро догоняет точечную сварку как самый популярный метод роботизированной сварки. В процессе используется источник питания для генерации электрической дуги между электродом, установленным на горелке, и металлом. Эта дуга обеспечивает температуру около 6500 градусов по Фаренгейту на кончике резака.Это нагревает металл, образуя лужу расплавленного металла под горелкой, которая затвердевает при охлаждении. При охлаждении части навсегда срастаются.
Из-за чрезвычайно высоких температур металлы, участвующие в этом процессе, часто вступают в химическую реакцию с кислородом и азотом в окружающем воздухе. Это может нарушить целостность сварного шва. По этой причине многие процессы дуговой сварки включают процесс, называемый дуговой защитой. Этот процесс покрывает дугу и расплавленный металл защитным экраном из газа или пара, сводя к минимуму контакт между расплавленным металлом и окружающим воздухом.
Экстремальный нагрев и химические реакции, связанные с дуговой сваркой, делают ее идеальным приложением для робототехники, поскольку это снижает подверженность рабочих и операторов этим рискам.
Каковы преимущества роботизированной сварки?
Создание роботизированной сварочной установки требует значительных затрат времени и средств. Однако преимущества системы намного превосходят преимущества традиционной сварки, а затраты на систему быстро окупаются за счет повышения производительности, качества и сокращения отходов.
Сварочные бригады в США получают выгоду от роботизированной сварки благодаря следующим преимуществам:
Увеличение производства Роботизированные сварочные системы выполняют свою работу быстро и эффективно, делая меньше ошибок, чем их коллеги-люди, при этом значительно увеличивая скорость производства. Кроме того, роботы могут работать 24 часа в сутки, 7 дней в неделю, в отличие от людей, которым требуется сон, перерывы и каникулы. Люди-операторы обычно имеют менее 50% времени включения дуги, и процент времени включения людей уменьшается по мере того, как утомление наступает позже в смену.С другой стороны, у роботов время нахождения дуги составляет 75-80%. Это число увеличивается до 95% для деталей с более длинными швами.
Люди-операторы обычно имеют менее 50% времени включения дуги, и процент времени включения людей уменьшается по мере того, как утомление наступает позже в смену.С другой стороны, у роботов время нахождения дуги составляет 75-80%. Это число увеличивается до 95% для деталей с более длинными швами.
Автоматизированная система создает однородные сварные детали с чрезвычайно высокой точностью, многократно размещая сварные швы одинакового качества в одном и том же месте без утомления. Точность этих систем также снижает разбрызгивание, что приводит к более аккуратным швам. Однако это не устраняет ошибок и дефектов — неисправное или поврежденное оборудование или неправильное программирование могут привести к дефектам продукта.К счастью, обе проблемы могут предотвратить сертифицированные специалисты по роботизированной сварке.
Экономия энергии Автоматизированные сварочные системы экономят энергию за счет стабильной работы, сокращая количество запусков, требующих больших затрат энергии. Кроме того, роботы не допускают чрезмерной сварки и уменьшают потребность в корректирующей сварке, снижая затраты энергии.
Кроме того, роботы не допускают чрезмерной сварки и уменьшают потребность в корректирующей сварке, снижая затраты энергии.
Человеческая ошибка всегда возможна, даже у самых опытных сварщиков. Однако каждое движение сварочного робота планируется и автоматизируется, что снижает количество ошибок и, как следствие, количество бракованных деталей.На более дорогих должностях это может стать решающим фактором для сохранения бюджета.
Сниженные отходы Расходные материалы — еще один источник отходов. Расходные материалы включают форсунки и другие компоненты с относительно коротким сроком службы, которые заменяются после определенного количества использований. Роботизированные сварочные аппараты увеличивают скорость сварки и сводят к минимуму избыточное потребление энергии, увеличивая срок службы каждого расходуемого компонента. Это означает, что новые расходные материалы приобретаются реже, что снижает расходы.
Большинство компаний обнаружат, что для более крупных проектов эффективность, точность и экономия средств роботизированной сварки более чем компенсируют первоначальные затраты на установку при работе с компанией по изготовлению металла.
Сочетание более высоких скоростей, более высокого качества сварных швов и меньшего количества брака способствует быстрой окупаемости инвестиций. Эта отдача увеличивается еще больше, если учесть снижение затрат на электроэнергию и минимизацию шансов на сварку.Переход на роботизированный процесс сварки может помочь компании значительно сократить общие расходы.
Чтобы рассчитать приблизительную окупаемость инвестиций, компания может оценить текущее время цикла обработки и сравнить его с потенциальным временем цикла для роботизированной сварочной установки. Другая экономия на отходах, рабочей силе и энергии также может быть включена в оценку для получения более точного числа.
Как выбрать контрактного производителя высококачественной роботизированной сварочной установки?
Хороший контрактный производитель инвестирует не только в высококвалифицированных профессионалов, но и в роботизированные сварочные установки, обеспечивающие наилучшее качество и экономичность за счет мониторинга горелок MIG и расходных материалов и поиска подходящего периферийного оборудования для аппарата:
Пистолеты МИГ ПистолетыMIG необходимо тщательно выбирать в соответствии с потребностями конкретной модели, используемой в роботизированной сварочной установке.Компаниям следует выбирать пистолеты MIG с соответствующей силой тока и охлаждающей способностью. Недостаточная сила тока или недостаточное охлаждение могут привести к отказу аппарата, а покупка пистолета с большей силой тока, чем необходимо, является пустой тратой денег, так как цена роботизированного пистолета MIG прямо пропорциональна его силе тока.
Расходные материалы Расходные материалы, такие как контактные наконечники, сопла, удерживающие головки и вкладыши, также следует тщательно выбирать и использовать. Для разных областей применения следует выбирать разные сопла и контактные наконечники — расходные детали для стандартных режимов работы следует использовать для применений с низкой силой тока или приложений с более коротким временем дуги, в то время как расходные детали для тяжелых условий эксплуатации, которые более дороги, чем стандартные версии, следует использовать для приложения с высокой силой тока или длительностью дуги, чтобы сократить время простоя, необходимое для их замены.
Для разных областей применения следует выбирать разные сопла и контактные наконечники — расходные детали для стандартных режимов работы следует использовать для применений с низкой силой тока или приложений с более коротким временем дуги, в то время как расходные детали для тяжелых условий эксплуатации, которые более дороги, чем стандартные версии, следует использовать для приложения с высокой силой тока или длительностью дуги, чтобы сократить время простоя, необходимое для их замены.
Периферийное устройство — это любое дополнительное оборудование, которое может быть интегрировано в роботизированную сварочную систему.Использование правильного типа периферийных устройств может максимизировать производительность установки. Хотя периферийные устройства имеют начальную стоимость, они могут повысить окупаемость инвестиций в роботизированную сварку за счет повышения производительности установки, увеличения срока службы расходных материалов и снижения вероятности дефектов сварки.
Некоторые потенциально полезные периферийные устройства включают:
- Станция очистки сопел: Также называется расширителем или очистителем брызг. Это периферийное устройство очищает сопло от грязи, мусора и брызг во время обычных этапов сварочной операции.Это помогает предотвратить потерю покрытия, которая может привести к дефектам и повторной обработке сварных швов. Это также увеличивает срок службы расходных материалов, уменьшая частоту замены.
- Распылители против разбрызгивания: Это периферийное устройство увеличивает срок службы расходных материалов за счет добавления на расходные материалы состава, предотвращающего разбрызгивание, который действует как защитный барьер. Как и станция очистки форсунок, это предотвращает потерю покрытия и сокращает частоту замены расходных материалов.
- Кусачки: Для роботов для дуговой сварки требуется, чтобы проволока торчала при возникновении дуги.Кусачки отрезают сварочную проволоку до заданной длины, удаляя любые несоответствия в длине и качестве проволоки. Это приводит к более надежному зажиганию дуги и более стабильным сварным швам.
- Крепление на руку: При определенных настройках необходимо учитывать риск столкновения. Для роботов с программным обеспечением для обнаружения столкновений необходим прочный кронштейн для защиты оборудования, удерживая его на месте, пока робот обнаруживает столкновение и выключается.
- Сцепление: Для роботов без обнаружения столкновений необходимо сцепление для защиты оборудования от столкновения.Сцепление распознает физическое воздействие столкновения и отправляет электрический сигнал на контроллер робота, который заставляет систему останавливаться, предотвращая дальнейшее повреждение.
 Это приводит к более надежному зажиганию дуги и более стабильным сварным швам.
Это приводит к более надежному зажиганию дуги и более стабильным сварным швам.Все эти периферийные устройства могут помочь в защите и повышении производительности роботизированного сварочного оборудования.
Кому следует работать с роботизированной сварочной установкой?
Роботизированная сварка требует постоянного наблюдения и обслуживания обученным оператором. Если в текущем кадровом резерве компании нет опыта роботизированной сварки, то в интересах компании нанять компанию по изготовлению металлических изделий с сертифицированными операторами роботизированных сварочных агрегатов в штате.
Если в текущем кадровом резерве компании нет опыта роботизированной сварки, то в интересах компании нанять компанию по изготовлению металлических изделий с сертифицированными операторами роботизированных сварочных агрегатов в штате.
Обученный техник сможет максимально увеличить время безотказной работы проекта, составив график и выполняя регулярное профилактическое обслуживание системы. Это помогает минимизировать ненужные простои и обеспечивает бесперебойную работу системы — все преимущества, которые передаются вашему проекту.
Наем контрактного производителя с сертифицированными специалистами по роботизированной сварке может быть более экономичным методом. Очень немногие компании специализируются на роботизированной сварке, особенно в Соединенных Штатах, с высококвалифицированным, профессиональным персоналом, который точно знает, как работать с роботизированными сварочными модулями для получения наилучших результатов для вашего продукта.Fairlawn Tool, Inc. — одна из таких компаний, предоставляющая нашим клиентам качественные услуги по роботизированной сварке силами сварочной бригады, сертифицированной AWS.
— одна из таких компаний, предоставляющая нашим клиентам качественные услуги по роботизированной сварке силами сварочной бригады, сертифицированной AWS.
Свяжитесь с нами
В Fairlawn Tool, Inc. мы рассматриваем роботизированную сварку как неотъемлемую часть нашего производственного процесса, помогая снизить общие затраты для наших клиентов, помогая вам получить продукцию высочайшего качества при минимальных затратах. Кроме того, мы также с гордостью предлагаем услуги ручной сварки, которые хорошо подходят для небольших серий и коммерческих заказов с высокими требованиями.В большинстве случаев ручная сварка может сочетаться с роботизированной сваркой, чтобы получить лучшее из обоих подходов. Мы гордимся стабильным качеством, независимо от масштабов производственного проекта, потому что мы хотим, чтобы каждая единица продукции превосходила ваши ожидания.
Fairlawn Tool — контрактный производитель полного цикла услуг для всех ваших потребностей в производстве металла.