цены, отзывы, технические характеристики и описания.
Полезная информацияРучная электродуговая сварка штучными электродами различных металлов. Покрытие электрода образует газовую атмосферу, которая препятствует взаимодействию места сварки с воздухом.
Ручная дуговая сварка MMA применяется для обработки, черных и легированных металлов. Предназначенное для этого метода оборудование имеет небольшие размеры, может использоваться для работ на высоте и очень удобно в эксплуатации (справится и профессионал, и новичок).
Ручная электродуговая сварка — принцип работы
Как любая другая, дуговая mma-сварка подразумевает соединение металлических заготовок с помощью тепловой энергии, возникающей в результате горения электродуги. Такой метод получил еще название сварка покрытыми электродами, так как они имеют специальную обмазку. При замыкании электрической цепи аппарат дуговой сварки подает ток на электрод, его покрытие начинает плавиться, образуя вокруг рабочей зоны газовое облако, блокируя попадание воздуха в сварочную ванну.
Различают установки для ручной дуговой сварки переменного тока и постоянного. К первым относят трансформаторы, которые преобразуют сетевой ток в переменный нужного напряжения. Как правило, электродуговая сварка переменного тока используется для углеродистых сталей. Для обработки нержавеющей стали нужна электрическая сварка на постоянном токе, для чего может использоваться различное оборудование MMA-сварки: выпрямитель или инверторный аппарат.
Виды дуговой сварки MMA
Оборудование для электродуговой сварки металлов подразделяется на следующие виды:
- инверторы — такие электродуговые установки обладают высокой мощностью при малом весе;
- трансформаторы — классическое средство дуговой сварки, обладает низкой ценой и высокой эффективностью;
- выпрямители — преобразуют переменный ток в постоянный, позволяющий получить более качественный шов.
Преимущества и недостатки метода
Как известно, электродуговая сварка является наиболее популярным методом. Она находит применение и в профессиональной сфере, и в быту. Строительство, производство, ремонтные и монтажные работы – далеко не все сферы ее использования. Это обусловлено неоспоримыми достоинствами метода.
Она находит применение и в профессиональной сфере, и в быту. Строительство, производство, ремонтные и монтажные работы – далеко не все сферы ее использования. Это обусловлено неоспоримыми достоинствами метода.
- Универсальность заключается в том, что работа выполняется во всех пространственных положениях, расширяя сферу применения. Можно выполнять вертикальные, угловые, стыковые швы, работать с тонколистовыми металлами.
- Удобство обеспечивается тем, что дуговая сварка позволяет сваривать материалы даже в стесненных условиях, труднодоступных местах и на высоте. Многие аппараты мобильны, поэтому сварщик может быстро перемещаться по рабочей площадке.
- Устойчивость к погодным условиям дает возможность работать на улице в любое время года и практически при любой погоде (за исключением дождя и снега).
 Влажность влияет на качество сварки, но проблема решается просушкой электродов.
Влажность влияет на качество сварки, но проблема решается просушкой электродов. - Простота метода позволяет легко освоить процесс даже новичку. Кроме того, ручная дуговая сварка не требует большого количества приспособлений, как, например, газосварка.
 Влажность влияет на качество сварки, но проблема решается просушкой электродов.
Влажность влияет на качество сварки, но проблема решается просушкой электродов.При всех своих преимуществах метод имеет некоторые недостатки. Такая сварка вредна для человека – опасности подвергаются зрение и дыхательные пути. Качество шва во многом зависит от опыта сварщика. К тому же процесс дуговой сварки не удается сделать высокопроизводительным, как, например, это происходит при работе полуавтоматом.
Рекомендации по выбору оборудования
Чем большее значение тока имеет аппарат, тем большего диаметра электроды можно применять, следовательно, тем большие по толщине металлические детали можно сваривать. К примеру, на расплавление 1 мм электрода приходится около 30-40 А. Если ручная дуговая сварка ведется покрытыми электродами диаметром в 4 мм, то подойдет аппарат на 120 — 160А, при диаметре до 8 мм требуется установка для дуговой сварки с максимальным значением тока в 320 — 400 А.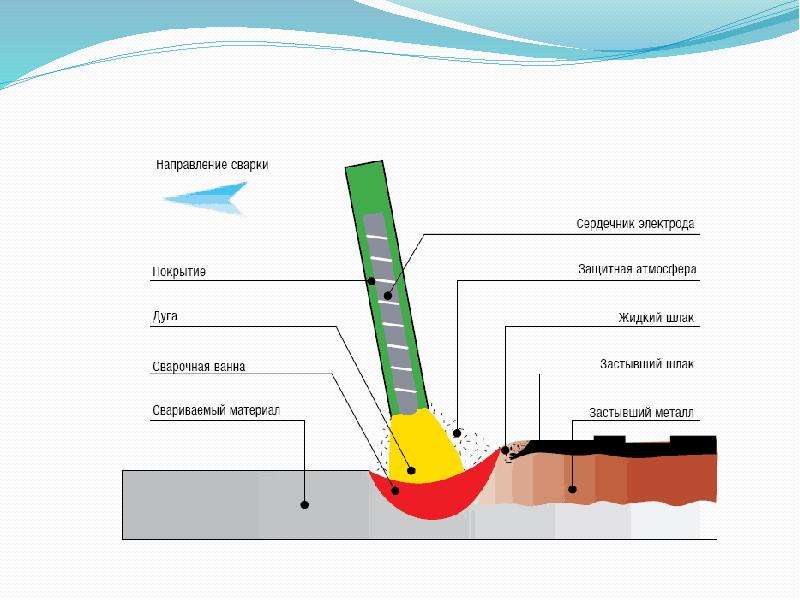
Подробнее ознакомиться с характеристиками, видами и ценами на электро-дуговую сварку можно на нашем сайте в карточках товаров. Если вы не знаете какой лучше выбрать аппарат для сварки тех или иных металлов — обратитесь за помощью к специалистам по бесплатному телефону 8-800-333-83-28.
Информация о методе ручная дуговая сварка mma
Ручная дуговая сварка – вид электрической сварки, выполняемой сварочным аппаратом вручную без использования автоматических или других механизмов. Часто для обозначения ручной сварки используется аббревиатура РДС или MMA (от английского Manual Metal Arc).
Метод ручной сварки предполагает использование присадочной проволоки в качестве электрода, закрепленного в электрододержателе. Электрическая дуга при этом создается между электродов и заготовкой.
В отличие от сварок типа TIG и MIG/MAG электрод при ручной сварке MMA постоянно уменьшается, что ведет к увеличению расстояния между электродом и заготовкой.![]() Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Сварщик в ходе работы должен поддерживать это расстояние вручную, постоянно приближая электрод к заготовке. Это влечет за собой необходимость постоянного повышения производительности при проведении ручной сварки.
Для повышения производительности сварки MMA необходимо тщательно выбирать рабочее оборудование, кабели подключения и другие вспомогательные устройства в соответствии с конкретным рабочим местом. Рабочее место при этом важно содержать в чистоте и порядке. Поддержание чистоты повышает общую скорость работы.
В первую очередь стоит использовать современную защитную сварочную маску. Она позволит ускорить процесс сварки, резки или полировки с помощью специального самозатемняющегося экрана. Уровень затемнения можно изменять с помощью специального регулятора освещенности. Соответственно в процессе работы не приходится снимать или менять маску при изменении уровня освещения или переходе между этапами работы.
Производительность работы напрямую зависит от выбранного сварочного аппарата.
Увеличить производительность позволит конкретный тип сварочного аппарата. Инверторные сварочные аппараты отличаются небольшим размером и весом, но при этом позволяют регулировать динамические параметры сварки. Это обеспечивает более чистый шов и сокращает объем дополнительных работ после сварки. Для работы с инверторными аппаратами используются специальные источники питания с высокими показателями продолжительности включения, позволяющими снизить энергозатраты.
Оснащение сварочных аппаратов пультами дистанционного управлениязначительно ускоряют сварочный процесс, в особенности на монтажных площадках. При использовании пульта сварщик при необходимости изменения параметров сварки не должен постоянно подходить к оборудованию, осуществляя контроль на расстоянии. Это позволяет значительно повысить качество и производительность работы.
Длина сварочного кабеля должна быть оптимальной для каждого рабочего места. Слишком длинный кабель увеличивает вес оборудования и усложняет перемещение. Короткий кабель невозможно удобно разместить.
Электрододержатель должен соответствовать максимальному току на данном типе оборудования. Слишком большой или слишком маленький держатель, не соответствующий параметрам тока сварочного аппарата, снижает безопасность работы оборудования и повышает опасность для сварщика. Кроме того, большой электрододержатель затруднит доступ к месту сварки и замедлит весь процесс.
Сварочный электрод выбирается в точном соответствии с планируемыми работами и используемым оборудованием. В первую очередь следует выбирать высокопроизводительные электроды со специальным покрытием из порошкового железа и присадочного материала. Такое покрытие в процессе сварки плавится, дополняя шов и повышая выход от использования электрода. Подробная информация об электродах высокой производительности приводится в специальных перечнях присадочных материалов от производителей электродов.
Порядок работы необходимо планировать заранее в зависимости от поставленной задачи. При планировании важно обеспечить максимальную эффективность и производительность. При работе необходимо соблюдать технику проведения ручной дуговой сварки.
Ручная дуговая сварка сегодня является самым доступным сварочным методом и может применяться практически в любых условиях. Сварка MMA с использованием современного оборудования практически универсальна. Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка широко применяется на монтажных площадках на открытом воздухе и при работе в труднодоступных для сварочных машин местах.
Ручная сварка используется повсеместно и не только в промышленности. Так сварка MMA оптимально подойдет для сварки трубопроводов. Помимо крупных монтажных площадок ручная сварка используется в небольших ремонтных цехах, а также мастерами-любителями. Универсальность метода подойдет даже для проведения подводных сварочных работ при условии использования соответствующих специальных присадочных материалов.
Полное руководство по сварке штучным электродом
Основы сварки штучным электродом
При сварке штучным электродом, также известной как ручная дуговая сварка (manual metal arc, MMA), присадочный пруток в держателе электрода выполняет функцию сварочного электрода. Дуга горит между прутком и заготовкой.
Отличие от других методов сварки состоит в том, что присадочный пруток, который при сварке MMA служит сварочным электродом, в ходе сварки постоянно укорачивается. При сварке TIG и MIG/MAG расстояние от горелки до заготовки должно оставаться неизменным. Но при сварке MMA для поддержания неизменного расстояния между электродом и расплавленным швом необходимо непрерывно придвигать держатель электрода к заготовке. Это создает определенные проблемы при выполнении сварки MMA.
При сварке TIG и MIG/MAG расстояние от горелки до заготовки должно оставаться неизменным. Но при сварке MMA для поддержания неизменного расстояния между электродом и расплавленным швом необходимо непрерывно придвигать держатель электрода к заготовке. Это создает определенные проблемы при выполнении сварки MMA.
Сварку MMA можно осуществлять практически в любых условиях, поэтому этот метод сварки является весьма универсальным. Он обычно используется на монтажных площадках, где от сварочных аппаратов требуется возможность работы в труднодоступных местах и на открытом воздухе.
Например, сварка MMA часто используется для сварки трубопроводов электростанций и других объектов. Этот метод также предпочитают мастера-любители и работники небольших мастерских. Он также может применяться при подводной сварке с использованием присадочных материалов, специально предназначенных для подводных условий.
Аппараты для сварки штучным электродомДля сварки MMA требуется источник питания, кабель заземления и сварочный кабель с держателем электрода.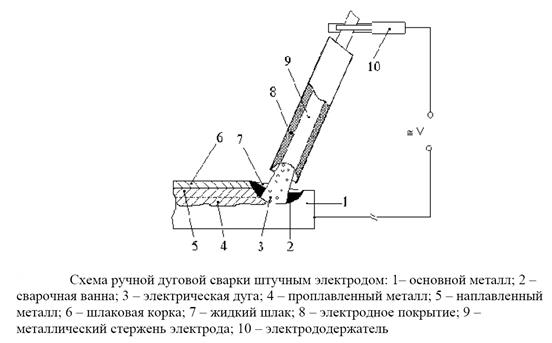 Защитный газ не используется, так как сварочный электрод может быть также покрыт материалом, образующим защитный газ и шлак поверх сварочной ванны. Многие аппараты для сварки TIG также подходят для сварки MMA.
Защитный газ не используется, так как сварочный электрод может быть также покрыт материалом, образующим защитный газ и шлак поверх сварочной ванны. Многие аппараты для сварки TIG также подходят для сварки MMA.
Современные компактные инверторные источники питания еще больше увеличивают мобильность и возможность использования в труднодоступных местах. Источник питания может быть, например, подсоединен к генератору с помощью длинных подводящих кабелей, что позволяет установить сварочный аппарат рядом с заготовкой. Самые маленькие источники питания в настоящее время весят всего 5 кг.
Сварка MMA весьма популярна на любительском уровне, поскольку единственными необходимыми элементами являются источник питания и стержни из присадочного материала. Такие устройства не требуют использования защитного газа и обычно могут работать от обычной розетки.
Обзор оборудования Kemppi для сварки MMA
Электроды для сварки штучным электродомСварочный электрод представляет собой прямую сварочную проволоку фиксированной длины, покрытую присадочным материалом.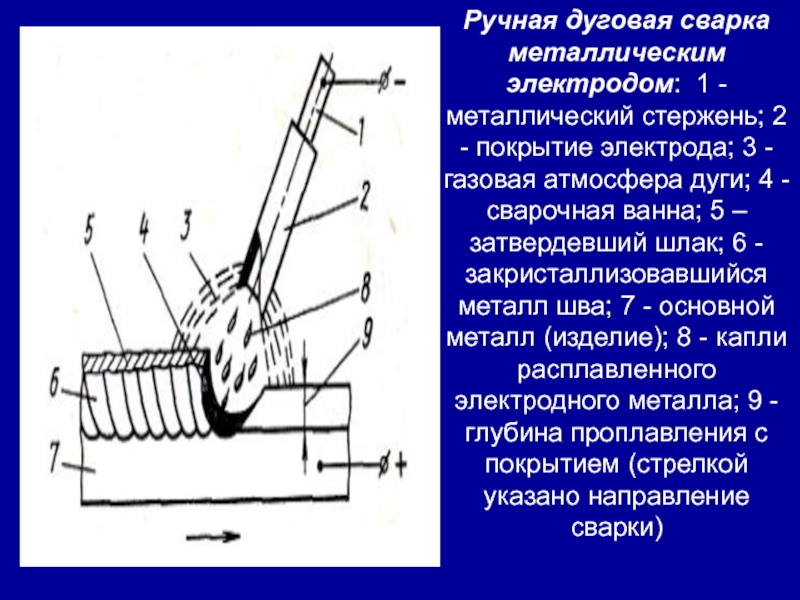 Сварочный электрод снабжен крепежной головкой для подсоединения к держателю. На другом конце электрода находится зажигательная головка, которую прикладывают к заготовке, чтобы зажечь дугу. Марка или торговое название электрода указывают на покрытии рядом с крепежной головкой. Обычно также указывается идентификатор класса AWS.
Сварочный электрод снабжен крепежной головкой для подсоединения к держателю. На другом конце электрода находится зажигательная головка, которую прикладывают к заготовке, чтобы зажечь дугу. Марка или торговое название электрода указывают на покрытии рядом с крепежной головкой. Обычно также указывается идентификатор класса AWS.
Под диаметром сварочного электрода понимается диаметр металлического стержня внутри него. Покрытие на металлическом стержне необходимо для защиты сварочного процесса от воздействия окружающего воздуха, а также для образования шлака для поддержки сварного шва и облегчения процесса создания дуги.
Техника выполнения сварки штучным электродомПеред сваркой рекомендуется проверить состояние сварочного источника питания, кабелей, держателя электрода и заземляющего зажима. Если у источника питания имеется панель управления и пульт дистанционного управления, следует также проверить и их работу. Необходимо проверить качество и прочность сварочных электродов. Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Они должны соответствовать параметрам обрабатываемой заготовки. На покрытии электрода не должно быть повреждений.
Сварку начинают резким ударом электрода по дну канавки. После этого передвиньте сварочный электрод обратно к началу, не растягивая дугу, и перемещайте электрод без усилий, следя при этом за шириной сварочной ванны. При перемещении сварочного электрода рукоятка должна быть обращена вперед. За расплавленным швом видна граница сформировавшегося шлака. Она должна находиться позади расплавленного шва. Расстояние от границы шлака до сварного шва можно регулировать с помощью сварочного тока и угла установки держателя электрода.
Во время сварки внимательно следите за длиной дуги: она должна быть как можно короче. Длина дуги быстро увеличивается по мере сокращения размеров электрода в ходе сварки. Поначалу может быть трудно контролировать движение, но к этому легко привыкнуть.
Когда сварочный электрод закончится, нужно удалить шлак с предыдущего шва и очистить его стальной щеткой. Зажгите следующий электрод на небольшом расстоянии от начала предыдущего сварного шва, затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Зажгите следующий электрод на небольшом расстоянии от начала предыдущего сварного шва, затем переместите сварочный электрод обратно к предыдущему шву и продолжите сварку.
Выключите сварочный электрод. Для этого переместите электрод немного назад в направлении завершенного шва, а затем резким движением отодвиньте его от заготовки.
5.1. Ручная дуговая сварка (наплавка) покрытыми электродами
Ручная дуговая сварка выполняется плавящимся или неплавящимся (угольным, графитовым, вольфрамовым, гафниевым) электродом. При сварке плавящимся электродом (рис. 5.1) дуга горит между ним и изделием.
Рис. 5.1. Схема ручной дуговой сварки (наплавки) штучным электродом: 1– основной металл; 2 – сварочная ванна; 3 – электрическая дуга; 4 – проплавленный металл; 5 – наплавленный металл; 6 – шлаковая корка; 7 – жидкий шлак; 8 – электродное покрытие; 9 – металлический стержень электрода; 10 – электрододержатель
Формирование металла шва осуществляется за счет материала электрода и расплавления основного металла в зоне действия дуги.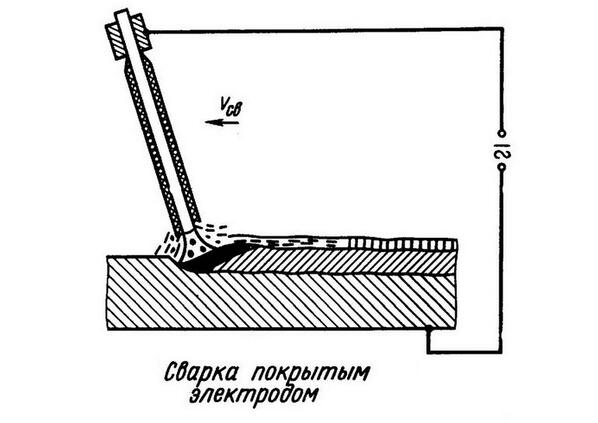 При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
При сварке неплавящимся электродом для формирования металла шва в зону дуги извне подается присадочный материал.
Наибольшее применение нашла сварка плавящимся электродом, так как ее можно применять во всех пространственных положениях, сваривая черные, цветные металлы и различные сплавы. При этом используются электроды диаметром 1÷ 12 мм. Однако основной объем работ выполняется электродами диаметром 3÷ 6 мм.
Электроды классифицируются по материалу, из которого они изготовлены, по назначению, по виду покрытия, по свойствам металла шва, по допустимым пространственным положениям сварки или наплавки, по роду и полярности тока.
По назначению электроды подразделяются на следующие группы:
- для сварки углеродистых и низколегированных конструкционных сталей – У;
- для сварки теплоустойчивых легированных сталей – Т;
- для сварки высоколегированных сталей с особыми свойствами – В;
- для наплавки слоев с особыми свойствами – Н.
По толщине покрытия существуют следующие группы электродов:
- с тонким покрытием – М;-
- со средним покрытием – С;
- с толстым покрытием – Д;
- с особо толстым покрытием – Г.

Покрытия могут быть кислые – А, основные – В, целлюлозные – Ц, рутиловые – Р и прочие – П.
В настоящее время при ремонте техники на железнодорожном транспорте находят наибольшее применение кислые, основные и рутиловые покрытия.
Кислое покрытие состоит в основном из оксидов металла, алюмосиликатов и раскислителей. Газовая защита осуществляется за счет сгорания органических составляющих покрытия.
Сварку электродами с кислым покрытием можно производить при помощи постоянного и переменного тока. В процессе сварки сварочная ванна бурно кипит вследствие активного раскисления металла углеродом, что способствует хорошей дегазации металла шва. Поэтому даже при сварке по окалине или ржавчине получаются сравнительно плотные швы, уступающие по характеристикам пластичности и ударной вязкости металла шва электродам с другими видами покрытий. При использовании электродов с кислым покрытием существует склонность к образованию кристаллизационных трещин, большое разбрызгивание металла, значительное выделение в процессе сварки вредных марганцевых выделений. К электродам с кислым покрытием относятся электроды следующих марок: ОМА-2, ЦМ-7,ОММ-5 и др.
К электродам с кислым покрытием относятся электроды следующих марок: ОМА-2, ЦМ-7,ОММ-5 и др.
Основное покрытие состоит преимущественно из мрамора, плавикового шпата, раскислителей и легирующих элементов (ферромарганец, ферросилиций, феррованадий и др.). Газовая защита расплавленного металла обеспечивается углекислым газом и окисью углерода, которые образуются в результате диссоциации карбонатов.
Электроды с основным покрытием (УОНИ13/45, СМ-11, УОНИ13/55К, ВН-48, ОЗС- 33, ОЗС-25, ОЗС-18, УОНИ13/55У, УОНИ13/65, ВСОР-65У и ряд других) обеспечивают получение наплавленного металла с малым содержанием газов и вредных примесей, с высокими пластическими характеристиками и ударной вязкостью при нормальной и отрицательных температурах, с хорошей стойкостью против образования кристаллизационных трещин и старения. Поэтому такие электроды предназначаются для сварки конструкций из углеродистых и конструкционных сталей, жестких конструкций из литых углеродистых и низколегированных высокопрочных сталей.
Недостатком этого вида покрытий является повышенная чувствительность к порообразованию при увлажнении покрытия, увеличении длины дуги, при наличии окалины, ржавчины или масла на кромках свариваемых изделий.
Сварка электродами с основным покрытием ведется, как правило, на постоянном токе обратной полярности. Чтобы использовать такие электроды для сварки на переменном токе, в покрытие вводятся компоненты, содержащие легкоионизирующие элементы: калиевое жидкое стекло, кальцинированную соду, поташ и др.
Рутиловое покрытие содержит в основном рутиловый концентрат, различные алюмосиликаты и ферромарганец. Раскисление и легирование металла шва достигается наличием ферромарганца, а газовая защита – целлюлозой. Марки электродов с рутиловым покрытием: ОЗС-12, МР-3,ОЗС-6, ОЗС-4, АНО-4, ОЗС-32, ОЗС-21 и др.
Электроды с рутиловым покрытием обладают высокими сварочно-технологическими свойствами, обеспечивают хорошее формирование шва, имеют небольшое разбрызгивание, легкую отделимость шлаковой корки, малую склонность металла к образованию пор. Сварку можно вести как на постоянном, так и переменном токе.
Сварку можно вести как на постоянном, так и переменном токе.
В табл. 5.1 приведены некоторые характеристики электродов общего назначения наиболее распространенных в ремонтной практике для сварки и наплавки углеродистых и низколегированных конструкционных сталей.
Для получения при ручной дуговой наплавке слоев с высокими механическими свойствами (большая твердость, износостойкость, жаростойкость и другие) рекомендуется использовать электроды, приведенные в табл. 5.2.
Перед сваркой и наплавкой необходима прокалка электродов: с рутиловой обмазкой при t = 80 ÷120 ° С, с карбонато-рутиловым покрытием при t = 200÷250 ° С и с основным – при t = 300÷350 ° С. Время прокаливания 2÷2,5 часа.
Несмотря на широкое распространение ручной дуговой сварки при производстве сварочно-наплавочных работ, она имеет ряд недостатков: сравнительно низкое качество наплавленного металла по причине слабой защиты сварочной ванны от воздействия окружающей среды; большое колебание сварочного тока; значительную вероятность возникновения непроваров, подрезов и других дефектов соединения; большие потери (до 30%) присадочного материала на угар, разбрызгивание, огарки; малую производительность из-за невозможности использования высокой плотности тока и перерывов при смене электродов; сложность технологического процесса, что требует длительного времени подготовки сварщиков и др.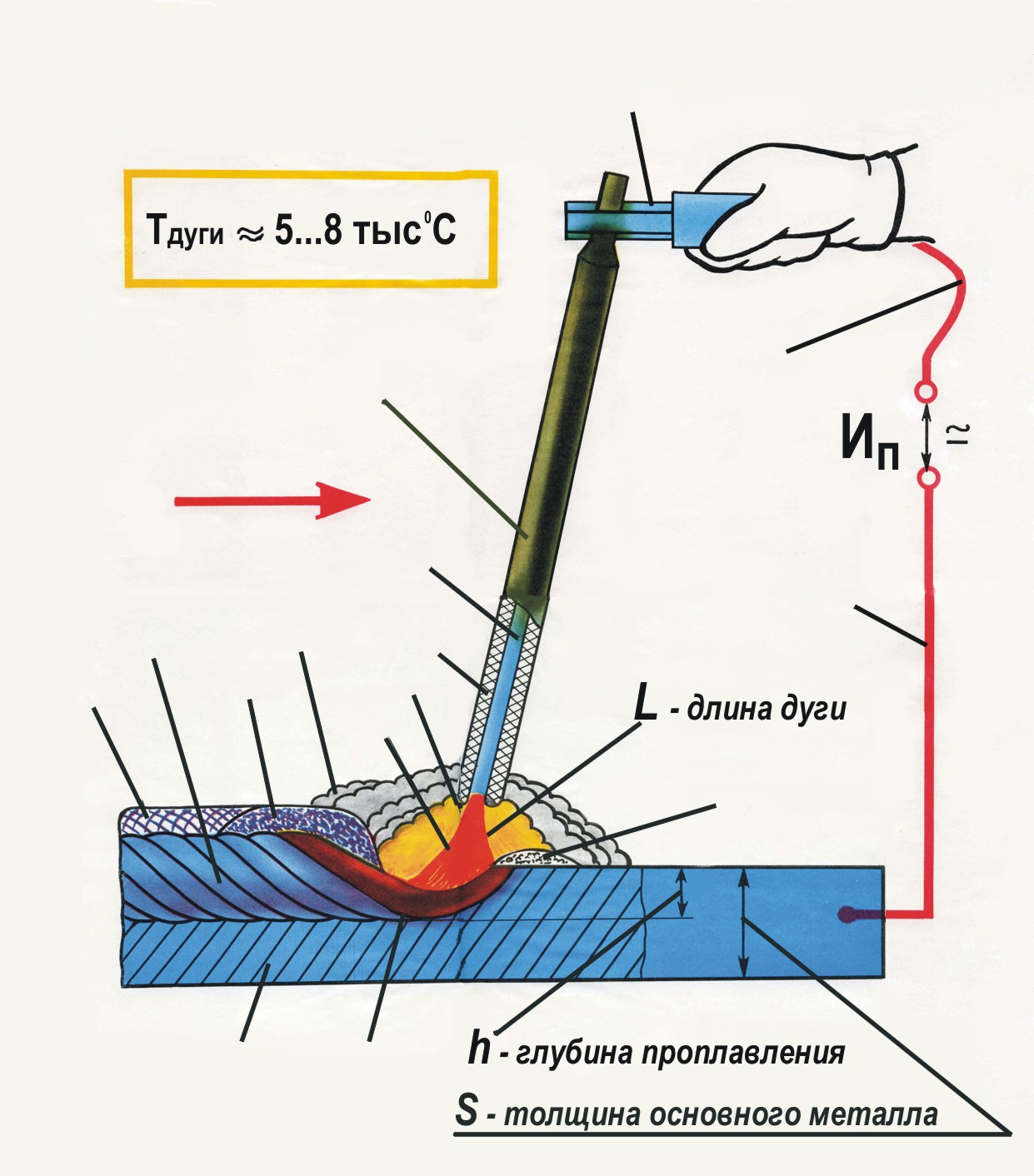 Все это следует учитывать при выборе способа сварки и наплавки.
Все это следует учитывать при выборе способа сварки и наплавки.
Таблица 5.1
Характеристики электродов общего назначения
Таблица 5.1
Характеристики наплавочных электродов
Электрододержатель(клещи) ручная дуговая сварка 200/300А
Электрододержатель используется для ручной сварки штучным электродом. Сварка штучным электродом является одним из самых старых и универсальных способов дуговой сварки, который применяется до настоящих времён. Она отличается относительно малыми инвестиционными затратами и своей универсальностью. Электрододержатели за прошедшие десятилетия уже несколько миллионов раз оправдали себя и, благодаря их очень прочной конструкции, представляют собой идеальный инструмент для профессионала как, например, в судостроении или при строительстве трубопроводов, мостов.
Аргументы говорящие сами за себя :
Овальная, высокопрочная теплоизолирующая рукоятка
Механически и термически высокоустойчивые изоляционные материалы
Жёсткая фиксация электрода в четырёх положениях
Широкий диапазон применения электродов и сварочного кабеля
Держатель электродов применяется для подвода тока к сварочному электроду, а также для его удержания в необходимом положении при MMA (ручной дуговой) сварке штучными электродами.
Электрододержатели зажимного (пассатижного) типа обустроены по принципу пружинного зажима, который при помощи прижимных латунных губок с несколькими канавками зажимает и удерживает электрод в требуемом положении при сварочном процессе.
Как правило, к электрододержателю присоединяют сварочный кабель длиной не более 5 метров. При необходимости применять кабель большей длины рекомендуется увеличивать его сечение.
Качественный сварочный держатель электродов должен обеспечивать:
— прочное и надежное закрепление электрода необходимого диаметра;
— крепление и удержание электрода не менее чем в двух положениях одной плоскости для применения различных пространственных положений сварки;
— легкую и быструю замену электрода;
— надежную защиту сварщика от поражения электротоком при замене электрода или случайном прикосновении;
— надежное подсоединение сварочного кабеля;
— достаточную механическую прочность, обуславливающую нормальную его эксплуатацию.
Ручная дуговая наплавка штучными электродами
При выполнении указанных режимов толщина однослойной наплавки составляет около 4 мм, наплавленная поверхность получается ровной с минимальным объемом последующей обработки. При необходимости, наплавки большего объема металла производить это следует в несколько слоев, подобно тому, как это делается при ручной дуговой наплавке штучными электродами. [c.77]Ручная дуговая наплавка штучными электродами. Этот способ является наиболее распространенным способом благодаря простоте и возможности наплавки детали любой формы. При этом способе используют электроды требуемого состава диаметром от 3 до б мм. Наплавку ведут короткой дугой на минимальном токе. Для повышения производительности можно применять наплавку пучком электродов и трехфазной дугой. [c.664]
При наплавке деталей сложной формы большое значение имеет возможность непосредственного наблюдения за дугой.
 Поэтому, несмотря на ряд технических преимуществ наплавки под флюсом, отдают предпочтение наплавке самозащитными проволоками и лентами или в среде защитных газов. При особо сложной конфигурации детали выполняют ручную дуговую наплавку штучными электродами.
[c.654]
Поэтому, несмотря на ряд технических преимуществ наплавки под флюсом, отдают предпочтение наплавке самозащитными проволоками и лентами или в среде защитных газов. При особо сложной конфигурации детали выполняют ручную дуговую наплавку штучными электродами.
[c.654]Способы и технология наплавки 14.2.1. Ручная дуговая наплавка штучными электродами [c.268]
Применение этого способа восстановительной наплавки по сравнению с ручной дуговой штучными электродами дает возможность повысить производительность труда примерно в 2—2,5 раза. Кроме того, значительно сокращается трудоемкость последующей обработки наплавленных поверхностей, улучшается оличество наплавленного металла (отсутствуют шлаковые включения и другие дефекты). [c.78]
Основным оборудованием для дуговой сварки и наплавки являются источники сварочного тока для ручной сварки штучными электродами, полуавтоматы, автоматы, станки и установки для сварки плавящимся электродом без внешней защиты дуги, под флюсом и в защитных газах, оборудование для импульсно-дуговой сварки плавящимся электродом в инертных газах, установки для ру шой и автоматической сварки вольфрамовым электродом, специальное оборудование для сварки конкретных изделий. Универсальное оборудование имеет различные степень сложности и эксплуатационные возможности от простых полуавтоматов и источников со ступенчатым регулированием режимов до сложных с микропроцессорным управлением.
[c.53]
Универсальное оборудование имеет различные степень сложности и эксплуатационные возможности от простых полуавтоматов и источников со ступенчатым регулированием режимов до сложных с микропроцессорным управлением.
[c.53]
В настоящее время применяют преобразователи ПСО-315 и ПСО-300-2 на номинальный сварочный ток 315 А. Они предназначены для питания постоянным током одного сварочного поста для ручной дуговой сварки, наплавки и резки металлов штучными электродами, а также для питания сварочным током установок для механизированной сварки под флюсом. В этих преобразователях применены сварочные генераторы ГСО-ЗООМ и ГСО-300, которые представляют собой четырехполюсные коллекторные машины постоянного тока с самовозбуждением, отличающиеся друг от друга только частотой вращения. Для работы на номинальном сварочном токе 500 А используется более мощный преобразователь ПД-502. В отличие от генератора ГСО-300 генератор ГД-502 преобразователя ПД-502 имеет независимое возбуждение. Обмотка независимого возбуждения питается от сети переменного трехфазного тока через специальный индуктивно-емкостный преобразователь напряжения, который одновременно служит стабилизатором тока при колебаниях напряжения в сети. Плавное регулирование сварочного тока в пределах каждого диапазона осуществляется реостатом обмотки возбуждения, смонтированным на выносном пульте дистанционного управления и подсоединенным штепсельным разъемом к доске зажимов генератора, на этой же доске переключаются диапазоны на 125, 300 и 500 А.
[c.72]
Обмотка независимого возбуждения питается от сети переменного трехфазного тока через специальный индуктивно-емкостный преобразователь напряжения, который одновременно служит стабилизатором тока при колебаниях напряжения в сети. Плавное регулирование сварочного тока в пределах каждого диапазона осуществляется реостатом обмотки возбуждения, смонтированным на выносном пульте дистанционного управления и подсоединенным штепсельным разъемом к доске зажимов генератора, на этой же доске переключаются диапазоны на 125, 300 и 500 А.
[c.72]
Ручная дуговая наплавка штучными электродами. Благодаря простоте, применимости для деталей любой формы и многим другим иреимущеотвам наплавка покрытыми электродами является наиболее распространенным способом. Обычно используют электроды диаметром 3—6 мм, что зависит от размеров наплавляемых деталей и требуемой толщины слоя при толщине слоя менее 1,5 мм при-менятот электроды /щаметром 3 мм, нри толщине слоя свыше 6.
 им и крупных изделиях — 6 мм. Для наплавки в нижнем положении обычно применяют следующие величины тока
[c.229]
им и крупных изделиях — 6 мм. Для наплавки в нижнем положении обычно применяют следующие величины тока
[c.229]При ручной дугово паилавке штучными электродами изменение режима оказывает некоторое влиян 1е на состав металла наплавки (табл. 3) [42]. [c.241]
Этот способ наплавки имеет ряд преимуществ перед ручной дуговой штучными электродами. Производительность наялаоии в среде углекислого газа выше, чем при ручной дуговой наплавке. Кроме того, при ручной дуговой наплавке необходима тщательная очистка от шлака поверхности каждого предыдущего валика перед наложением последующего, наплавленная поверхность имеет грубую чешуйчатость, неравномерные по высоте усиления швов, которые подлежат выравниванию и снятию при обработке. Все это значительно увеличивает трудоемкость процесса и длительность ремонтных работ. [c.70]
Большое внимание следует уделять заш,ите от пылегазовыделения из зоны сварки. Пыль — это мелкие (до Гмкм) частицы сконденсировавшихся паров. Состав пыли и ее количество зависят от состава заш,итного газа, свариваемого металла, применяемой электродной проволоки и режима сварки. Токсичность частиц пыли зависит от их состава и строения. Под действием ультрафиолетового излучения дуги вокруг нее образуется озон, а при попадании в зону сварки воздуха, загрязнений коррозионных покрытий в зоне дуги образуются окислы азота. Наиболее высока концентрация пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки. Сварщик должен следить за тем, чтобы этот поток дыма не попадал за щиток в зону дыхания. Наибольшей вредностью при сварке в СО2 углеродистых сталей на токах до 400 А гигиенисты считают общее выделение пыли, а на токах более 400 А — окислы марганца. При наплавке 1 г металла в СОа выделяется меньше пыли и газов, чем при ручной дуговой сварке. Однако, поскольку при сварке в СОа производительность более высокая, за I ч выделяется примерно такое же количество дыма и пыли, как и при сварке штучными электродами.
[c.
Состав пыли и ее количество зависят от состава заш,итного газа, свариваемого металла, применяемой электродной проволоки и режима сварки. Токсичность частиц пыли зависит от их состава и строения. Под действием ультрафиолетового излучения дуги вокруг нее образуется озон, а при попадании в зону сварки воздуха, загрязнений коррозионных покрытий в зоне дуги образуются окислы азота. Наиболее высока концентрация пыли и вредных газов в облаке дыма, поднимающегося из зоны сварки. Сварщик должен следить за тем, чтобы этот поток дыма не попадал за щиток в зону дыхания. Наибольшей вредностью при сварке в СО2 углеродистых сталей на токах до 400 А гигиенисты считают общее выделение пыли, а на токах более 400 А — окислы марганца. При наплавке 1 г металла в СОа выделяется меньше пыли и газов, чем при ручной дуговой сварке. Однако, поскольку при сварке в СОа производительность более высокая, за I ч выделяется примерно такое же количество дыма и пыли, как и при сварке штучными электродами.
[c. 79]
79]
ВИДЫ СВАРКИ
Сварка — это самый древнейший вид неразъемного соединения двух и более металлических деталей. Однако уже широко используются технологии сварки неметаллов – пластмасс, керамики и пр.
Весь принцип сварки деталей основан на установлении межатомных связей между свариваемыми деталями. Для этих целей широко используют различные источники энергии, такие как электрический ток, лазерное излучение, газовое пламя, трение, ультразвук и прочее.
В этой стать мы рассмотрим наиболее распространенный и востребованные виды сварки и оборудования для выполнения этого процесса.
- Ручная дуговая сварка
- Полуавтоматическая сварка
- ручная дуговая сварка неплавящимся электродом в среде инертного защитного газа
- Газовая сварка
- Выводы.
Суть
метода заключается в создании электрической дуги (по сути короткого замыкания)
между электродом и соединяемыми деталями, за счет чего происходит разогрев
деталей, плавление электрода и перенос материала электрода или проволоки в
место сварки. Используется для соединения стальных, чугунных и цветных
металлов.
Используется для соединения стальных, чугунных и цветных
металлов.
Сами электроды представляют собой металлический стержень, который плавиться и заполняет собой пространство между свариваемыми деталями. Покрытие электрода, в этом случае сгорая, ионизирует среду и поддерживает горение дуги.
Выбор типа электрода — это вообще отдельная тема. Я, когда приходил в магазин всегда покупал «вон ту трешку синенькую». А их на самом деле огромное количество видов, которые различаются не только материалом стержня, составом обмазки, но и различаются по способу сварки.
Наверное, самый популярный способ сварки – инверторный сварочный аппарат для дуговой сварки есть почти у каждого дачника или гаражного мастера. Популярность в первую очередь обуславливается отсутствием необходимости таскать баллон с газом и стоимостью самого оборудования.
По сути
это тоже самое, что и ручная дуговая сварка, только вместо штучного электрода –
проволока, которая постоянно механически подается в место сварки.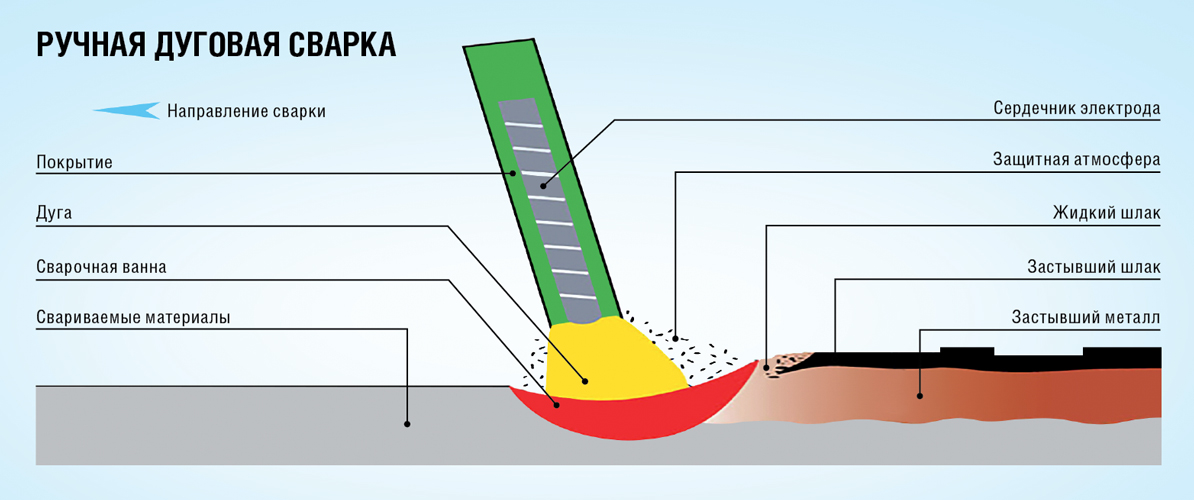
⠀Принципиально бывает двух видов:
- ⠀с использованием газа. Это может быть, как углекислота, так и смесь газов, которые обеспечивают защиту от вредного воздействия окружающего воздуха.
- ⠀без использования газа. Для этих целей в ход идет флюсовая проволока, в состав которой уже входят марганец, кремний и другие металлы раскислители, при сгорании которых образуется защитная среда.
⠀По сравнению с ручной дуговой сваркой преимущество в том, что можно варить тонкие металлы, в том числи и листовые. Да и научиться варит полуавтоматом проще, чем электродом. А вот недостатком является более дорогое оборудование, нежели ручные электродуговые инверторы
На мой взгляд, самый простой в освоении способ сварки. Проволока подается автоматически и не надо постоянно контролировать зазор как при ручной дуговой сварке.
В рабочую
зону подается электрод из тугоплавкого металла (чаще всего вольфрама) и газ
аргон. Задача аргона надежно защитить электрод, дугу, сварочную ванну и
околошовную зону от окисления и азотирования. Часто возникает необходимость
добавления металла для заполнения шва – в таком случае применяют присадочные
прутки. Прутки подаются вручную и как правило выполнены из того же металла, что
и свариваемые детали.
Задача аргона надежно защитить электрод, дугу, сварочную ванну и
околошовную зону от окисления и азотирования. Часто возникает необходимость
добавления металла для заполнения шва – в таком случае применяют присадочные
прутки. Прутки подаются вручную и как правило выполнены из того же металла, что
и свариваемые детали.
На мой взгляд самый сложный и самый крутой из доступных видов сварки. Таким способом можно заварить все виды стали, сплавы алюминия, титана, меди, латуни и бронзы.
Лично для себя из минусов использования в домашних условиях вижу только сложность в освоении и высокую стоимость оборудования.
Технология заключается в плавлении металлов при помощи кислорода и горючего газа. Самый распространенные из них это пропан, бутан или ацетилен. Факелом горелки плавиться свариваемый металл и в образовавшуюся ванну добавляется, как и в TIG сварке, присадка.
Это самый
древний метод сварки и по данным ученых ему более 100 лет, хотя в данный момент
его активно вытесняет методы сварки с использованием электричества.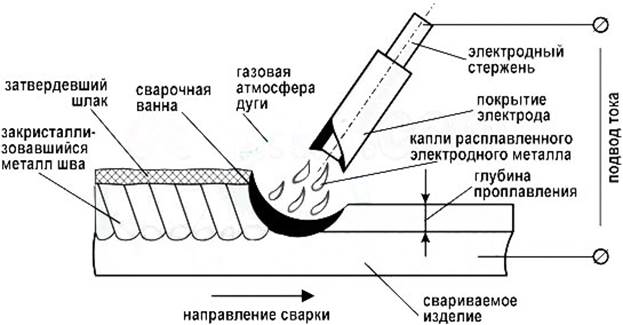
Для самого процесса необходимо простейшее оборудование:
- баллоны с газом – используются для хранения газов. Баллоны для разных газов окрашены разными цветами (голубой – для кислорода, белый – для ацетилена, желто-зеленый – для водорода, красный – для других газов).
- редуктор – служит для снижения и регулировки давления газа и при этом служит клапаном сброса давления. Применяют редуктора как прямого, так и обратного действия.
- соединительные шланги – для подачи газа от баллона к горелке используют специальные шланги, способны выдержать большое давление (от 6 до 20 атмосфер) и маркируются соответствующим образом: красной полосой (работают при давлении до 6 атмосфер), желтой полосой (для подачи горючих жидкостей), синей полосой (работают при давлении до 20 атм)
- горелка – необходима для смешивания газов и регулировки факела. Существуют горелки инжекторного и безинжекторного типа;
- водяной
затвор или обратный клапан – устройство, которое защищает от обратной тяги огня
из горелки. Устанавливается между ацетиленовым баллоном и горелкой.
 Устанавливается между ацетиленовым баллоном и горелкой.
Устанавливается между ацетиленовым баллоном и горелкой.Не смотря, на то, что по сути цель у всех видов сварки одна – соединять детали из металла между собой, у каждого вида есть как свои плюсы, так и минусы и выбирать его стоит исходя из своих нужд и возможностей.
Наш Youtube канал
Наш Инстаграмм
Группа в ВК
Дуговая сварка защищенного металла — обзор
1.1 Общие положения
Самозащищенная дуговая сварка (SSAW) — это процесс сварки плавлением с использованием непрерывного (проволочного) плавящегося электрода, который не требует никакого внешнего экранирования (1, 2), либо с минеральный флюс, как при сварке под флюсом, или с использованием защитных газов (CO 2 , Ar-CO 2 , Ar-O 2 и т. д.), как при сварке в среде защитных газов (MIG-MAG / GMAW). Для работы с SSAW на рабочем месте необходимо поставить только два элемента вместо трех: —
- (i)
сварочное оборудование (источник питания плюс устройство подачи проволоки) и
- (ii)
подходящие сварочные материалы, совместимые с свариваемым материалом, типом соединения и используемым положением.

На рис. 1.1 схематически показаны различия в типичных установках для самозащитной сварки (часто называемой SS-FCAW) и сварки в среде защитного газа сплошной или трубчатой / порошковой проволокой. При SSAW отпадает необходимость в пункте (iii): защитный расходный материал — защитный газ.
Рис. 1.1. Типовые установки для металлической дуговой сварки с плавящимся электродом с непрерывной проволокой, который может быть сплошным или трубчатым / порошковым: —
- (a)
сварка в самозащите,
- (B)
сварка в среде защитных газов.
Таким образом, логистическое удобство SSAW аналогично ручной сварке стержневыми электродами с флюсовым покрытием (MMA / SMAW). Однако, поскольку в SSAW используется сплошной проволочный электрод, это дает очевидные преимущества в производительности по сравнению со стержневым электродом, поскольку отсутствуют принудительные остановки и пуски. Как и дуговая сварка в защитном газе, самозащитная дуговая сварка может быть полуавтоматической или полностью механизированной. Таким образом, несмотря на текущую рыночную тенденцию замены покрытых флюсом электродов сваркой в среде защитного газа, сплошной или трубчатой / порошковой проволокой, первый вопрос, который должен рассмотреть текущий пользователь покрытых флюсом электродов, заключается в следующем: —
Как и дуговая сварка в защитном газе, самозащитная дуговая сварка может быть полуавтоматической или полностью механизированной. Таким образом, несмотря на текущую рыночную тенденцию замены покрытых флюсом электродов сваркой в среде защитного газа, сплошной или трубчатой / порошковой проволокой, первый вопрос, который должен рассмотреть текущий пользователь покрытых флюсом электродов, заключается в следующем: —
«Можно ли сделать текущую работу более рентабельной с использованием самозащитных расходных материалов, если доступ позволяет использовать полуавтоматическую сварку?»
Повышение производительности сварки непрерывным электродом общепризнано, но есть также некоторые опубликованные данные (3–5), показывающие технические преимущества, возникающие в результате устранения прерывания работы стержневого электрода и внедрения процессов непрерывного электрода, так как рассматривается ниже.
- (а)
Контроль вязкости. Это важно для сосудов под давлением, резервуаров для хранения и крупных сооружений, таких как морские платформы; например При строительстве одной недавней платформы около ½ миллиона долларов было потрачено только на испытания на ударную вязкость при разработке процедуры сварки (6).
Тем не менее, всегда возникает вопрос о том, последовательно ли воспроизводится уровень ударной вязкости, продемонстрированный в технологической сварке, в производственных сварных швах, контролируемых соответствующими Спецификациями процедуры сварки (WPS).В таблице 1.1 сравниваются результаты испытаний на вязкость по Шарпи, полученные в ходе квалификационных испытаний (PQ) и производственных испытаний (3). Сравнение показывает, что при механизированных процессах с использованием сплошных электродов производственные испытания достигли более 80% уровня ударной вязкости, продемонстрированного результатами испытаний PQ, но с ручным стержневым электродом уровень достижения при производственных испытаниях был лишь немногим выше 60%.Таблица 1.1. Сравнение результатов ударной вязкости с V-образным надрезом по Шарпи, полученных для аттестации процедуры сварки (WPQ и производственные испытания аналогичных соединений, выполненных с помощью трех различных процессов.
ИСПЫТАНИЕ НА УДАР J SUB-ARC. (SAW)Автоматический GMAW РУЧНАЯ СВАРКА SMAW AWS E7016 Процедура Qualifie. Тест Продукт. Тест % Выполнено Процедура квалифицирована. Тест Продукт. Тест % Выполнено Процедура квалифицирована. Тест Продукт. Тест % выполнено WELD METAL — снизу 117 68 58 103 84 82 186 148 80 WELD METAL — верх 91 73 80 98 90 92 158 117 74 ЛИНИЯ FUSION — нижняя 201 141 70 216 198 92 — — FUSION LINE — верх 159 174 109 212 196 92 307 193 63 FL + 2 мм — снизу 275 209 76 240 194 81 — — FL + 2 мм — верх 279 230 82 232 202 87 339 123 36 FL + 5 мм — низ 261 227 87 253 212 84 — — FL + 5 мм — верх 258 214 83 246 217 88 220 133 60 СРЕДНЕЕ ДОСТИЖЕНИЕ 81 СРЕДНЕЕ ДОСТИЖЕНИЕ 87 СРЕДНЕЕ ДОСТИЖЕНИЕ 63 м.
О. ЛАИ, К.О. VILPPONEN «Квалификационные испытания процедуры сварки в сравнении с производственными испытаниями — систематическое исследование».(AWS) WELDING JOURNAL, июнь 1987 г., Vol. 66, No. 6, pp. 40-42.
- (б)
Усталостное поведение. Это также очень важное свойство, которое объясняет многочисленные структурные нарушения и экономическое бремя. Похоже, существует консенсус (7–9), что большинство отказов металлических конструкций, которые происходят в процессе эксплуатации, от больших сварных конструкций, таких как мосты (8) до самолетов (9), связаны со значительным ростом усталостной трещины, которая предшествует окончательному разрушению или разрушению. .На рисунке 1.2 показан более высокий усталостный ресурс для полуавтоматических сварных швов, хотя и в среде защитных газов FCA, и для автоматических сварных швов под флюсом по сравнению с теми, которые выполняются вручную с использованием некоторых покрытых флюсом электродов (4).
Рис. 1.
Т. Лассен, Welding Journal, 1990 г. Авторские права © 1990 2. Имеет разную глубину трещин и разрушение угловых сварных швов без нагрузки (сужение 7 мм) на стальном листе толщиной 25 мм, сваренном с помощью различных процессов. Амплитуда напряжений 150 Н / мм 2 и коэффициент напряжений 0,5.В 1991 г. были опубликованы результаты (5) по усталостным ресурсам односторонних стыковых сварных швов с закрывающейся головкой, которые доступны только с одной стороны, и в которых корни с дефектами не могут быть выдолблены и повторно сварены .Некоторые сварные швы были выполнены покрытыми флюсом электродами (E7016 для корневого канала и E7018-G для заполнения), в то время как другие были наплавлены полуавтоматически из самозащитной проволоки E61T8-K6. Рисунок 1.3 показывает, что существует явная тенденция для соединений, сваренных самозащитной проволокой, давать более длительный усталостный ресурс, чем соединения, сваренные стержневыми электродами.
Рис. 1.3. Результаты испытаний на усталость образцов, полученных из односторонних закрывающих швов и построенных с использованием напряжения усталостного разрушения.
Данные из отчета о морских технологиях OTR 90 335, Лондон: RMSO, 1991 Авторские права © 1991 Сплошные линии представляют собой среднее значение минус 2 стандартных отклонения для классов конструкции сварных швов из стандарта BS.5400: Часть 10: 1980, а пунктирная линия — среднее значение минус 2 стандартных отклонения для всех данных.Было замечено (5), что процессы MMA / SMAW и SS-FCAW подвержены корневым дефектам, в основном отсутствию слияния и / или проникновения и пористость. Однако в целом частота и величина дефектов в соединениях SS-FCAW были заметно меньше, чем в соединениях MMA / SMAW.Это связано с: —
- —
использованием непрерывной проволоки, уменьшающей количество перерывов в сварке, вызванных заменой стержневого электрода; NB. Места остановки / старта часто связаны с недостатками;
- —
узость проволоки по сравнению с покрытым флюсом электродом, облегчающим манипуляции с дугой и способствующим улучшенному плавлению в корне, особенно там, где существует несоосность;
- —
снижение риска пористости в самозащитных сварных швах.
 Тем не менее, всегда возникает вопрос о том, последовательно ли воспроизводится уровень ударной вязкости, продемонстрированный в технологической сварке, в производственных сварных швах, контролируемых соответствующими Спецификациями процедуры сварки (WPS).В таблице 1.1 сравниваются результаты испытаний на вязкость по Шарпи, полученные в ходе квалификационных испытаний (PQ) и производственных испытаний (3). Сравнение показывает, что при механизированных процессах с использованием сплошных электродов производственные испытания достигли более 80% уровня ударной вязкости, продемонстрированного результатами испытаний PQ, но с ручным стержневым электродом уровень достижения при производственных испытаниях был лишь немногим выше 60%.
Тем не менее, всегда возникает вопрос о том, последовательно ли воспроизводится уровень ударной вязкости, продемонстрированный в технологической сварке, в производственных сварных швах, контролируемых соответствующими Спецификациями процедуры сварки (WPS).В таблице 1.1 сравниваются результаты испытаний на вязкость по Шарпи, полученные в ходе квалификационных испытаний (PQ) и производственных испытаний (3). Сравнение показывает, что при механизированных процессах с использованием сплошных электродов производственные испытания достигли более 80% уровня ударной вязкости, продемонстрированного результатами испытаний PQ, но с ручным стержневым электродом уровень достижения при производственных испытаниях был лишь немногим выше 60%.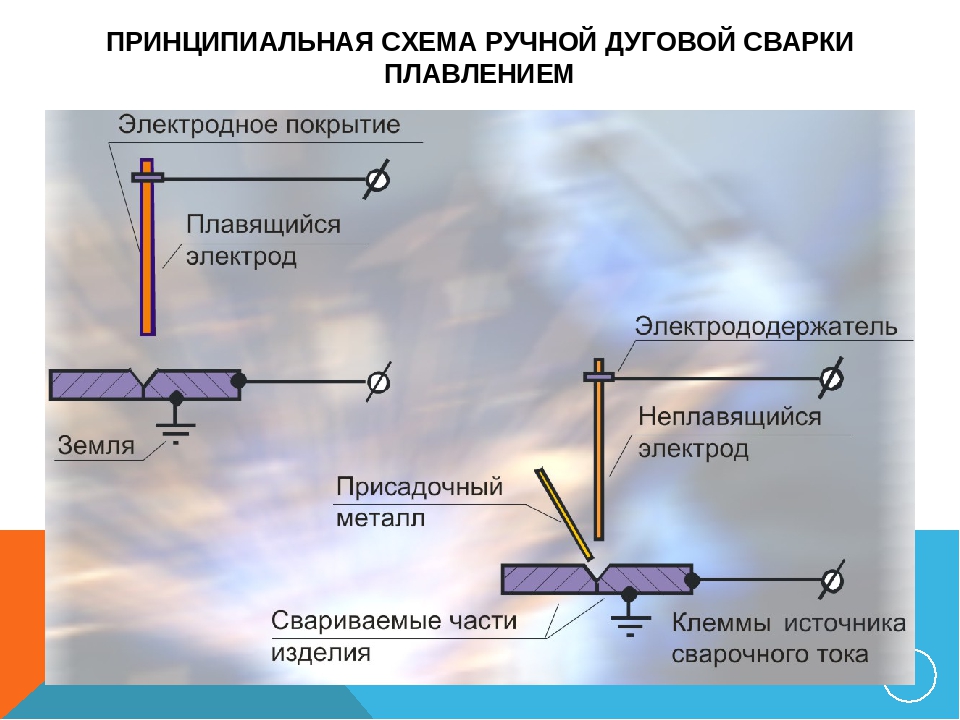 (SAW)
(SAW) О. ЛАИ, К.О. VILPPONEN «Квалификационные испытания процедуры сварки в сравнении с производственными испытаниями — систематическое исследование».
О. ЛАИ, К.О. VILPPONEN «Квалификационные испытания процедуры сварки в сравнении с производственными испытаниями — систематическое исследование». 2. Имеет разную глубину трещин и разрушение угловых сварных швов без нагрузки (сужение 7 мм) на стальном листе толщиной 25 мм, сваренном с помощью различных процессов. Амплитуда напряжений 150 Н / мм 2 и коэффициент напряжений 0,5.
2. Имеет разную глубину трещин и разрушение угловых сварных швов без нагрузки (сужение 7 мм) на стальном листе толщиной 25 мм, сваренном с помощью различных процессов. Амплитуда напряжений 150 Н / мм 2 и коэффициент напряжений 0,5. Сплошные линии представляют собой среднее значение минус 2 стандартных отклонения для классов конструкции сварных швов из стандарта BS.5400: Часть 10: 1980, а пунктирная линия — среднее значение минус 2 стандартных отклонения для всех данных.
Сплошные линии представляют собой среднее значение минус 2 стандартных отклонения для классов конструкции сварных швов из стандарта BS.5400: Часть 10: 1980, а пунктирная линия — среднее значение минус 2 стандартных отклонения для всех данных.
Однако в настоящее время самозащитная дуговая сварка плохо воспринимается по сравнению с другими процессами, и иногда SSAW рассматривается как несколько загадочный процесс. В 1970 году Д.К. Смит (10) назвал самозащитные электроды «покрытыми электродами, вывернутыми наизнанку», имея в виду, что в самозащитных электродах все экранирование должно происходить изнутри провода, тогда как в случае покрытых флюсом электродов Экранирование электрода обеспечивается потоком на внешней стороне стержня.Это противопоставление было сделано в контексте дуговой сварки порошковой проволокой (FCAW) в целом, большая часть которой выполняется с помощью некоторого количества защитного газа. Следовательно, может показаться, что с того времени возникло впечатление, что самозащищенная сварка является несколько худшим вариантом FCAW, поскольку в ней отсутствует внешний газовый экран.
По сей день в справочниках (1, 2) и учебниках (11, 12) самозащитная сварка остается скрытой в описаниях FCAW (1, 2, 12) или сварки порошковой проволокой (11). в зависимости от принятой терминологии, и он не был признан самостоятельным процессом.Нехватка понимания того, как на самом деле работает самозащитная сварка для осаждения прочного металла, воплощена в Настольном издании 1985 года Руководства по металлам ASM, в котором говорится (13): —
в зависимости от принятой терминологии, и он не был признан самостоятельным процессом.Нехватка понимания того, как на самом деле работает самозащитная сварка для осаждения прочного металла, воплощена в Настольном издании 1985 года Руководства по металлам ASM, в котором говорится (13): —
«Помимо использования или неиспользования вспомогательных средств. защитный газ, методы самозащиты и защиты от вспомогательного газа различаются в основном типом используемого электрододержателя и длиной удлинителя электрода ».
Однако, даже если принять во внимание последние разработки (1990 г.) в конструкции сварочных горелок, самозащищенная сварка даже не упоминается (14).В таких условиях промышленность медленно принимает наиболее подходящие сварочные материалы для выполняемой работы с целью повышения производительности (15).
Ситуацию не улучшают спецификации, классифицирующие сварочные материалы, которые будут рассмотрены более подробно в отдельном РАЗДЕЛЕ. Самая старая из них, датированная 1969 годом и, следовательно, самая известная и широко используемая в мире — это спецификация AWS A5.20-79 (16). Как и в справочниках (1, 2) и учебниках (11, 12), самозащищенная и газозащитная проволока рассматриваются вместе под общим названием дуговой сварки порошковой проволокой (FCAW).В различных таблицах и в Руководстве эти два разных типа проволоки смешаны без разбора и, будучи перечислены под последовательными номерами (Таблица 1.2), не поддаются легкому различению, если их номера обозначений классов не запомнены. Тем не менее, несмотря на этот недостаток, из-за установленного статуса спецификации AWS A5.20–79 ее классификации будут использоваться в этой работе по необходимости.
Самая старая из них, датированная 1969 годом и, следовательно, самая известная и широко используемая в мире — это спецификация AWS A5.20-79 (16). Как и в справочниках (1, 2) и учебниках (11, 12), самозащищенная и газозащитная проволока рассматриваются вместе под общим названием дуговой сварки порошковой проволокой (FCAW).В различных таблицах и в Руководстве эти два разных типа проволоки смешаны без разбора и, будучи перечислены под последовательными номерами (Таблица 1.2), не поддаются легкому различению, если их номера обозначений классов не запомнены. Тем не менее, несмотря на этот недостаток, из-за установленного статуса спецификации AWS A5.20–79 ее классификации будут использоваться в этой работе по необходимости.
Таблица 1.2. Перечень классификаций AWS для самозащитной и газозащитной трубчатой / порошковой сварочной проволоки с цифрами после дефиса, обозначающими удобство использования и рабочие характеристики проволоки, например.г. как в таблице 7 спецификации AWS A5.20-79.
| Классификация | Экранирование |
|---|---|
| EXX T-1 | CO 2 — ЗАЩИТНЫЙ |
| EXX T-2 | СО2 ЗАЩИТНЫЙ |
| EXX T-3 | САМОЗАЩИЩЕННЫЙ |
| EXX T-4 | САМОЗАЩИТНЫЙ |
| EXX T-5 | СО2 или Ar-СО2-ЭКРАНИРУЕМЫЙ |
| EXX T-6 | САМОЗАЩИТЫЙ |
| EXX T-7 | САМОЗАЩИТА |
| EXX T-8 | САМОЗАЩИТА |
| EXX T-10 | САМОЗАЩИТА |
| EXX T-11 | САМОЗАЩИТА |
Продолжение обработки самоэкранированной сварки в процессе дуговой сварки порошковой проволокой (FCAW) вводит в заблуждение, поскольку термин FCAW был сужен в связи с новыми разработками.Сегодня существуют трубчатые проволоки с металлической сердцевиной (без флюса), которые обеспечивают практически бесшлаковую сварку, как при сварке сплошной проволокой в защитном газе. Кроме того, тот факт, что самозащитные провода, представленные в настоящее время на рынке, имеют трубчатую форму, является вопросом текущего удобства производства, а не принципов процесса. Между 1962-67 годами некоторые советские исследователи (17–19) и Кобаяши (20) продемонстрировали, что дуговая сварка стали C-Mn вполне возможна с использованием неизолированной сплошной проволоки, самоэкранирующая способность которой зависит от соответствующего содержания Al, Ti и Zr добавляются в расплав стали, из которой сделана проволока.
Кроме того, тот факт, что самозащитные провода, представленные в настоящее время на рынке, имеют трубчатую форму, является вопросом текущего удобства производства, а не принципов процесса. Между 1962-67 годами некоторые советские исследователи (17–19) и Кобаяши (20) продемонстрировали, что дуговая сварка стали C-Mn вполне возможна с использованием неизолированной сплошной проволоки, самоэкранирующая способность которой зависит от соответствующего содержания Al, Ti и Zr добавляются в расплав стали, из которой сделана проволока.
Следовательно, в принципе, как и сварка в защитных газах, самозащищенная сварка возможна как сплошной, так и трубчатой / порошковой проволокой.
Цель данной работы — представить самозащитную дуговую сварку (SSAW) как самостоятельный процесс со своими особыми характеристиками, а также довести ее существование и преимущества до сведения владельцев. операторы, проектировщики, изготовители и сертифицирующие органы металлоконструкций и оборудования. Чтобы вызвать доверие там, где может отсутствовать знакомство, будут объяснены металлургические принципы самозащитной сварки. Эти принципы применимы только к сварке мягких, C-Mn и низколегированных сталей и не могут быть распространены на хромоникелевые аустенитные нержавеющие стали или на различные (твердые) сплавы для наплавки, для которых также доступны самозащитные проволоки. .
Эти принципы применимы только к сварке мягких, C-Mn и низколегированных сталей и не могут быть распространены на хромоникелевые аустенитные нержавеющие стали или на различные (твердые) сплавы для наплавки, для которых также доступны самозащитные проволоки. .
Сварка стержневым электродом — EWM AG
Общая информация
Сварка стержневым электродом (номер процесса 111) — это процедура сварки плавлением. Точнее, это процедура дуговой сварки металла. ISO 857-1 (издание 1998 г.) объясняет сварочные процессы в этой группе.
Дуговая сварка металла: процесс дуговой сварки с использованием плавящегося электрода. Металлическая дуговая сварка без газовой защиты: процесс металлической дуговой сварки без добавления защитного газа извне и ручная металлическая дуговая сварка: ручная дуговая сварка металлическим электродом с использованием покрытого электрода.
В Германии последний метод известен как ручная дуговая сварка ( Lichtbogenhandschweissen ), сварка стержневым электродом ( E-Hand-Schweissen ) или электродная сварка ( Elektrodeschweissen ). В англоязычных странах широко используются аббревиатуры MMA или MMAW (ручная дуговая сварка металла). Он характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Не требует внешней защиты; все защитные эффекты от атмосферы исходят от самого электрода. Электрод служит проводником дуги и сварочным материалом. Покрытие образует шлак и / или защитный газ, который (среди прочего) защищает переносимые капли и сварочную ванну от проникновения кислорода, азота и водорода из атмосферных газов.
В англоязычных странах широко используются аббревиатуры MMA или MMAW (ручная дуговая сварка металла). Он характеризуется тем, что дуга горит между плавящимся электродом и сварочной ванной. Не требует внешней защиты; все защитные эффекты от атмосферы исходят от самого электрода. Электрод служит проводником дуги и сварочным материалом. Покрытие образует шлак и / или защитный газ, который (среди прочего) защищает переносимые капли и сварочную ванну от проникновения кислорода, азота и водорода из атмосферных газов.
Текущий вид
Вообще говоря, для дуговой сварки (сварка стержневыми электродами) можно использовать как постоянный, так и переменный ток, но не все типы покрытия основного электрода можно сваривать синусоидальным переменным током, например чисто основные электроды использовать нельзя. У большинства типов электродов при сварке постоянным током отрицательный полюс соединяется с электродом, а положительный полюс — с заготовкой. И здесь основные электроды являются исключением. Их лучше подключить к положительному полюсу. То же самое и с электродами из целлюлозы некоторых производителей. Более подробная информация доступна в разделе «Типы электродов». Электрод — это инструмент сварщика. Сварщик направляет дугу, горящую на электроде, в сварочную канавку, тем самым расплавляя кромки канавки; см. рисунок 2. В зависимости от типа строжки и толщины основного металла требуются различные токи. Поскольку токонесущая способность электродов ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах.В таблице 1 показаны размеры, которые стандартизированы в DIN EN 759. Более высокие сварочные токи могут применяться по мере увеличения диаметра стержня.
Их лучше подключить к положительному полюсу. То же самое и с электродами из целлюлозы некоторых производителей. Более подробная информация доступна в разделе «Типы электродов». Электрод — это инструмент сварщика. Сварщик направляет дугу, горящую на электроде, в сварочную канавку, тем самым расплавляя кромки канавки; см. рисунок 2. В зависимости от типа строжки и толщины основного металла требуются различные токи. Поскольку токонесущая способность электродов ограничена их диаметром и длиной, стержневые электроды доступны в различных диаметрах и длинах.В таблице 1 показаны размеры, которые стандартизированы в DIN EN 759. Более высокие сварочные токи могут применяться по мере увеличения диаметра стержня.
Типы электродов
Электроды доступны с покрытиями, состоящими из различных компонентов. Структура покрытия определяет характеристики наплавки электрода, его сварочные свойства и качество наплавленного металла (см. Раздел «Выбор электрода, подходящего для ваших целей». Согласно DIN EN 499, стержневые электроды для сварки нелегированных сталей могут иметь различные характеристики. типы покрытий.Таким образом, важно различать общие типы и смешанные типы. Буквы, используемые для обозначения типов, взяты из первой буквы типа электрода. C = целлюлоза, A = кислота, R = рутил и B = основной. В Германии преобладает тип рутила. Электроды-стержни могут иметь тонкое, среднее или толстое покрытие. По этой причине рутиловые электроды с толстым покрытием, которые являются общими для всех трех типов покрытий, обозначены как RR, чтобы избежать путаницы. Легированные и высоколегированные стержневые электроды не имеют такого разнообразия типов покрытия.Штучные электроды для сварки нержавеющей стали (стандартизированы в DIN EN 1600), различаются только рутиловыми электродами и основными типами, а также стержневыми электродами для сварки жаропрочной стали (DIN EN 1599), хотя рутиловые электроды доступны как рутилово-основные электроды. типы без специального обозначения.
Согласно DIN EN 499, стержневые электроды для сварки нелегированных сталей могут иметь различные характеристики. типы покрытий.Таким образом, важно различать общие типы и смешанные типы. Буквы, используемые для обозначения типов, взяты из первой буквы типа электрода. C = целлюлоза, A = кислота, R = рутил и B = основной. В Германии преобладает тип рутила. Электроды-стержни могут иметь тонкое, среднее или толстое покрытие. По этой причине рутиловые электроды с толстым покрытием, которые являются общими для всех трех типов покрытий, обозначены как RR, чтобы избежать путаницы. Легированные и высоколегированные стержневые электроды не имеют такого разнообразия типов покрытия.Штучные электроды для сварки нержавеющей стали (стандартизированы в DIN EN 1600), различаются только рутиловыми электродами и основными типами, а также стержневыми электродами для сварки жаропрочной стали (DIN EN 1599), хотя рутиловые электроды доступны как рутилово-основные электроды. типы без специального обозначения. Это верно, например, для электродов, которые обладают лучшими сварочными свойствами при позиционной сварке. Электроды для сварки высокопрочной стали (DIN EN 757) доступны только с основным покрытием.
Это верно, например, для электродов, которые обладают лучшими сварочными свойствами при позиционной сварке. Электроды для сварки высокопрочной стали (DIN EN 757) доступны только с основным покрытием.
Характеристики типов покрытий
Состав и толщина покрытия особенно сильно влияют на сварочные характеристики. Это связано как со стабильностью дуги, так и с переносом материала во время сварки, а также с вязкостью шлака и сварочной ванны. Размер капель, переносимых в дуге, имеет особое значение.
На изображении схематично показан капельный перенос четырех основных типов покрытий.Целлюлоза (а), рутил (б), кислота (в) и основание (г).
Покрытие состоит в основном из органических компонентов, которые горят в дуге и, таким образом, образуют защитный газ, защищающий место сварки. Помимо целлюлозы и других органических веществ, покрытие содержит лишь небольшое количество веществ, стабилизирующих дугу, поэтому шлак практически не образуется. Типы целлюлозы особенно хорошо подходят для сварки вертикально вниз, поскольку включение шлака не является проблемой.
Покрытие кислотного типа (A) состоит в основном из железной руды и марганцевой руды и обеспечивает большие объемы кислорода для атмосферы дуги.Кислород также поглощается металлом сварного шва, снижая его поверхностное натяжение. Это приводит к очень тонкому распылению материала и получению металла сварного шва с низкой вязкостью. Из-за этого электроды этого типа не подходят для позиционной сварки. Кроме того, дуга очень «горячая», что позволяет выполнять сварку на высоких скоростях, но имеет тенденцию к образованию поднутрений. Из-за этих недостатков стержневые электроды чисто кислотного типа редко используются в Германии.
Вместо этого используется электрод с рутиловой кислотой (RA), представляющий собой смесь кислотных и рутиловых электродов.Электрод также обладает соответствующими сварочными свойствами. Покрытие рутилового типа (R / RR) состоит в основном из диоксида титана в форме минералов рутила (TiO2) или ильменита (TiO2. FeO) или синтетического диоксида титана. Электроды этого типа характеризуются переносом материала с мелкими и средними каплями, устойчивым плавлением с малым разбрызгиванием, очень мелким образованием шва, хорошей удаляемостью шлака и хорошими воспламеняющими свойствами. Последнее наблюдается в таком виде только с рутиловыми электродами с высокой долей TiO2 в покрытии.В результате электроды, которые уже были однажды расплавлены, могут быть повторно воспламенены, не удаляя кратер покрытия. Если содержание TiO2 достаточно велико, пленка шлака, которая образуется в кратере, имеет проводимость, почти такую же высокую, как у полупроводника, поэтому, когда край кратера устанавливается на заготовку, течет так много тока, что дуга может загореться без стержень сердечника контактирует с заготовкой. Такое самовоспламенение важно, когда сварочный процесс часто прерывается, например когда есть короткие швы.
Электроды этого типа характеризуются переносом материала с мелкими и средними каплями, устойчивым плавлением с малым разбрызгиванием, очень мелким образованием шва, хорошей удаляемостью шлака и хорошими воспламеняющими свойствами. Последнее наблюдается в таком виде только с рутиловыми электродами с высокой долей TiO2 в покрытии.В результате электроды, которые уже были однажды расплавлены, могут быть повторно воспламенены, не удаляя кратер покрытия. Если содержание TiO2 достаточно велико, пленка шлака, которая образуется в кратере, имеет проводимость, почти такую же высокую, как у полупроводника, поэтому, когда край кратера устанавливается на заготовку, течет так много тока, что дуга может загореться без стержень сердечника контактирует с заготовкой. Такое самовоспламенение важно, когда сварочный процесс часто прерывается, например когда есть короткие швы.
Помимо электродов с чистым рутилом, в этой группе электродов есть несколько смешанных типов. В рутилово-целлюлозном типе (RC) часть рутила заменяется целлюлозой.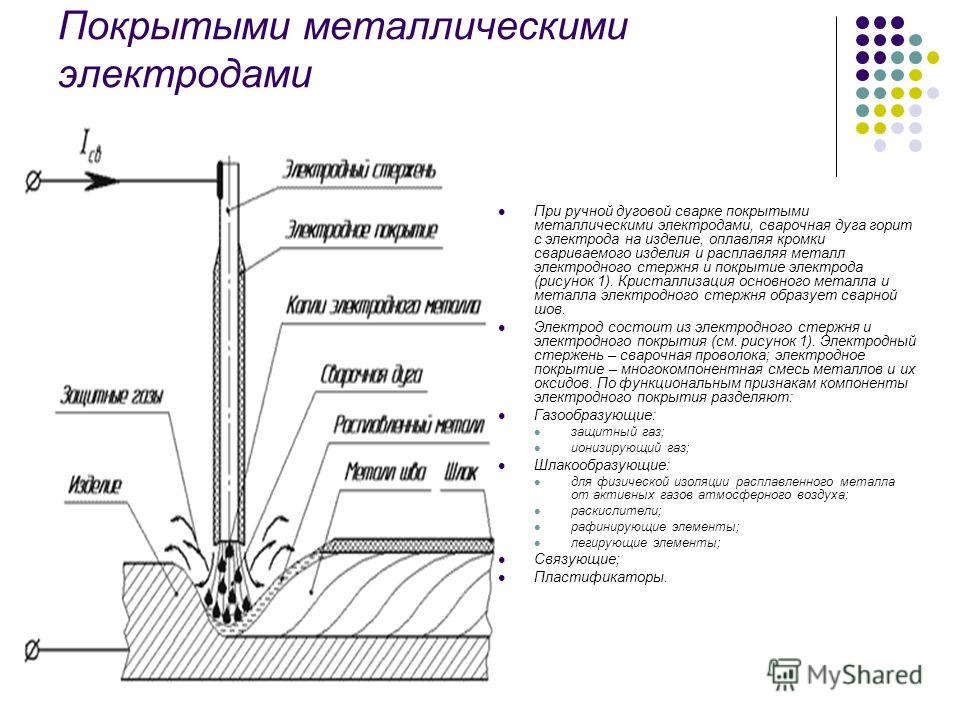 Поскольку при сварке целлюлоза горит, образуется меньше шлака. Таким образом, этот тип можно сваривать вертикальным швом вниз (поз. PG), однако он также имеет хорошие сварочные свойства в большинстве других положений.
Поскольку при сварке целлюлоза горит, образуется меньше шлака. Таким образом, этот тип можно сваривать вертикальным швом вниз (поз. PG), однако он также имеет хорошие сварочные свойства в большинстве других положений.
Рутилово-основной (RB) тип — еще один смешанный тип. У него несколько более тонкое покрытие, чем у типа RR. Эти и особые характеристики шлака делают его особенно подходящим для сварки в вертикальном положении вверх (PF).Остается основной тип (B). В этом случае покрытие состоит в основном из основных оксидов кальция (CaO) и магния (MgO), которые добавляются как фторид кальция (CaF2), разжижающий шлак. На более высоких уровнях фторид кальция снижает возможности сварки на переменном токе. Поэтому электроды с чисто основным покрытием нельзя сваривать на синусоидальном переменном токе, хотя есть смешанные типы с меньшим содержанием фторида кальция в покрытии, которые можно использовать с этим типом тока. Основные электроды демонстрируют перенос материала от средней до крупной, а сварочная ванна вязкая. Электрод хорошо сваривается во всех положениях. Однако в результате получаются несколько сводчатые и грубо взъерошенные из-за более высокой вязкости металла сварного шва. Наплавленный металл имеет очень хорошие характеристики ударной вязкости.
Основные покрытия гигроскопичны. Поэтому важно тщательно поддерживать условия хранения электродов в сухом состоянии. Если электроды контактируют с влагой, их необходимо просушить. Но если электроды свариваются всухую, металл шва имеет очень низкое содержание водорода.Помимо стержневых электродов с нормальным извлечением металла (<105%), существуют также электроды с более высоким извлечением металла (обычно> 160%) из-за порошка железа, добавляемого через покрытие. Эти электроды известны как электроды из железного порошка или электроды с высокими рабочими характеристиками. Благодаря высокой скорости наплавки они более экономичны, чем обычные электроды, во многих областях применения, хотя обычно ограничиваются горизонтальным (PA) и горизонтальным (PB) положениями.
Правильная сварка стержневыми электродами
Сварщик должен быть должным образом обучен не только как мастер, но и в соответствующих технических аспектах, чтобы избежать ошибок.Образовательные рекомендации Немецкой ассоциации сварки и родственных методов ( DVS ) признаны во всем мире и приняты Международным институтом сварки (IIW). Перед началом сварки заготовки обычно прихватывают. Места прихватывания должны быть достаточно длинными и толстыми, чтобы детали не могли слишком сильно сжиматься во время сварки и нарушать прихваты.
- Заготовка
- Сварной шов
- Шлак
- Арка
- Электрод с покрытием
- Электрододержатель
- Источник питания
Зажигание дуги
При ручной дуговой сварке процесс сварки запускается касанием.Чтобы установить токовую цепь, сварщик должен сначала создать короткое замыкание между электродом и заготовкой, а затем немедленно слегка приподнять электрод, в результате чего дуга загорится. Процесс воспламенения никогда не должен происходить за пределами области канавки, а только в тех местах, которые будут снова плавиться сразу после возгорания дуги. Если возгорание произойдет где-либо еще, внезапное нагревание может вызвать трещины, особенно при работе с чувствительными материалами. При использовании основных электродов, которые имеют тенденцию к начальной пористости, воспламенение должно произойти значительно раньше, чем фактическое начало сварки.Затем сварщик направляет дугу обратно в начальную точку шва, и по мере продолжения сварки первоначально осажденные капли (в основном пористые) переплавляются.
Процесс воспламенения никогда не должен происходить за пределами области канавки, а только в тех местах, которые будут снова плавиться сразу после возгорания дуги. Если возгорание произойдет где-либо еще, внезапное нагревание может вызвать трещины, особенно при работе с чувствительными материалами. При использовании основных электродов, которые имеют тенденцию к начальной пористости, воспламенение должно произойти значительно раньше, чем фактическое начало сварки.Затем сварщик направляет дугу обратно в начальную точку шва, и по мере продолжения сварки первоначально осажденные капли (в основном пористые) переплавляются.
Направление электрода
Электрод располагается вертикально или под небольшим углом по отношению к поверхности металлической панели. Он немного наклонен в сторону сварки. Таким образом, видимая длина дуги, то есть расстояние между краем кратера и поверхностью заготовки, должна быть примерно такой же, как диаметр стержня сердечника.Основные электроды должны свариваться очень короткой дугой (расстояние = 0,5 x диаметр стержня сердечника). Для этого их нужно направлять под более крутым углом, чем рутиловые электроды. В большинстве случаев сварщик создает бортик стрингера или слегка переплетается с шириной канавки, которая увеличивается по мере продвижения вверх. Бусины плетения протягиваются по всей ширине канавки только в положении PF. Сварка обычно представляет собой волочащийся ход; электрод вставляется только в положение PF.
Для этого их нужно направлять под более крутым углом, чем рутиловые электроды. В большинстве случаев сварщик создает бортик стрингера или слегка переплетается с шириной канавки, которая увеличивается по мере продвижения вверх. Бусины плетения протягиваются по всей ширине канавки только в положении PF. Сварка обычно представляет собой волочащийся ход; электрод вставляется только в положение PF.
- Сварка фасок
- Электрод-стержень
- Жидкий сварочный металл
- Жидкий шлак
- Охлажденный шлак
Магнитная дуга
Под дуговым разрядом понимается явление, при котором дуга отклоняется от ее центральной оси и расширяется, издавая шипящий шум.Это отклонение может привести к неоднородностям. Проникновение может стать недостаточным, и — в случае шлакообразующих сварочных процессов — протекание шлака может привести к включению шлака в шов. Отклонение вызывается силами, возникающими из окружающего магнитного поля. Как и все токопроводящие проводники, электроды и дуги окружены кольцевым магнитным полем. Это поле отклоняется в области дуги при переходе к основному металлу. В результате силовые линии магнитного поля сжимаются с внутренней стороны и расширяются с внешней стороны.Дуга отклоняется в области с меньшей плотностью линии потока. При этом он расширяется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает отталкивающее действие на дугу. Создается другое магнитное поле, потому что магнитное поле может расширяться в ферромагнитном материале лучше, чем в воздухе. В результате дуга притягивается к большим кускам железа. Это можно увидеть, например, когда он направлен к вам на концах панели при сварке намагничивающегося материала.Отклонению дуги можно противодействовать, удерживая электрод под углом. Поскольку возникновение дуги особенно велико при сварке на постоянном токе, этого явления можно избежать или, по крайней мере, значительно уменьшить с помощью сварки на переменном токе.
Как и все токопроводящие проводники, электроды и дуги окружены кольцевым магнитным полем. Это поле отклоняется в области дуги при переходе к основному металлу. В результате силовые линии магнитного поля сжимаются с внутренней стороны и расширяются с внешней стороны.Дуга отклоняется в области с меньшей плотностью линии потока. При этом он расширяется и издает шипящий звук из-за повышенного напряжения дуги. Таким образом, противоположный полюс оказывает отталкивающее действие на дугу. Создается другое магнитное поле, потому что магнитное поле может расширяться в ферромагнитном материале лучше, чем в воздухе. В результате дуга притягивается к большим кускам железа. Это можно увидеть, например, когда он направлен к вам на концах панели при сварке намагничивающегося материала.Отклонению дуги можно противодействовать, удерживая электрод под углом. Поскольку возникновение дуги особенно велико при сварке на постоянном токе, этого явления можно избежать или, по крайней мере, значительно уменьшить с помощью сварки на переменном токе. При сварке корневых проходов дуга может быть особенно сильной из-за окружающих масс железа. В этой ситуации может быть полезно поддержание магнитного потока с помощью точек привязки, расположенных близко друг к другу, но не слишком коротких.
При сварке корневых проходов дуга может быть особенно сильной из-за окружающих масс железа. В этой ситуации может быть полезно поддержание магнитного потока с помощью точек привязки, расположенных близко друг к другу, но не слишком коротких.
Параметры сварки
Во время ручной дуговой сварки регулируется только ток.Напряжение дуги определяется длиной дуги, которую сварщик должен поддерживать. При настройке тока необходимо учитывать допустимую нагрузку на диаметр электрода. Как правило, нижние пределы применяются к сварке корневых проходов и для положения PF, в то время как верхние пределы применяются к другим положениям, присадочным проходам и заключительным проходам. По мере увеличения тока скорость наплавки и связанная с этим скорость сварки также увеличиваются. Проникновение также увеличивается с увеличением тока. Указанные токи применимы только к нелегированным и низколегированным сталям.При работе с высоколегированными сталями и сплавами на основе никеля следует выбирать более низкие значения из-за более высокого электрического сопротивления.
Ток в зависимости от диаметра электрода
Всегда соблюдайте следующие практические правила для расчета отдельных токов в А:
20-40 x Ø
- При диаметре 2,0 мм сила тока должна быть от 40 до 80 А.
- При диаметре 2,5 мм сила тока должна быть от 50 до 100 А.
30-50 x Ø
- При диаметре 3,2 мм сила тока должна быть от 90 до 150 А.
- При диаметре 4,0 мм сила тока должна быть от 120 до 200 А.
- При диаметре 5,0 мм сила тока должна быть от 180 до 200 А.
35-60 x Ø
- При диаметре 6,0 мм сила тока должна составлять от 220 до 360 А.
Для успешной сварки стержневыми электродами вам понадобится следующее оборудование:
Для получения дополнительной информации о сварке MIG / MAG см. Наш словарь по сварке.
Дуговая сварка экранированным металлом (SMAW / -Stick-)
Процесс дуговой сварки экранированным металлом (SMAW / «Stick») генерирует дугу между покрытым флюсом плавящимся электродом и заготовкой. SMAW хорошо известен своей универсальностью, поскольку его можно использовать во всех положениях сварки, а также в ситуациях производственной и ремонтной сварки. Это один из самых простых сварочных процессов с точки зрения требований к оборудованию, которым можно легко управлять в удаленных местах. Однако это строго ручной процесс сварки, который обычно требует высокого уровня квалификации сварщика. Кроме того, это обычно ограничивается толщиной материала более примерно 0,062 дюйма (1,6 мм).
SMAW хорошо известен своей универсальностью, поскольку его можно использовать во всех положениях сварки, а также в ситуациях производственной и ремонтной сварки. Это один из самых простых сварочных процессов с точки зрения требований к оборудованию, которым можно легко управлять в удаленных местах. Однако это строго ручной процесс сварки, который обычно требует высокого уровня квалификации сварщика. Кроме того, это обычно ограничивается толщиной материала более примерно 0,062 дюйма (1,6 мм).
с покрытием HASTELLOY® и HAYNES® для SMAW проходят ряд квалификационных испытаний для определения пригодности электрода, химического состава наплавленного металла, а также прочности и механических свойств металла шва.Электроды с покрытием обычно предназначены для получения наплавленного металла с химическим составом, соответствующим соответствующему основному металлу. Составы покрытий обычно классифицируются от слабощелочных до слабокислых в зависимости от конкретного сплава. Дополнительную информацию о требованиях к классификации электродов с никелевым покрытием можно найти в: AWS A5. 11 / A5.11M, Технические условия на никелевые и никелевые сварочные электроды для дуговой сварки экранированных металлов, Американское сварочное общество. .
11 / A5.11M, Технические условия на никелевые и никелевые сварочные электроды для дуговой сварки экранированных металлов, Американское сварочное общество. .
Перед использованием электроды с покрытием должны оставаться закрытыми во влагонепроницаемом контейнере. После открытия контейнера все покрытые электроды следует хранить в печи для хранения электродов. Рекомендуется поддерживать температуру в печи для хранения электродов от 250 до 400ºF (от 121 до 204ºC). Если покрытые электроды подвергаются неконтролируемой атмосфере, их можно восстановить путем нагревания в печи при температуре от 600 до 700ºF (от 316 до 371ºC) в течение 2–3 часов.
Типичные параметры SMAW представлены в таблице 3 для сварки в плоском положении.Хотя покрытые электроды классифицируются как AC / DC, почти во всех ситуациях электрическая полярность должна быть положительной для электрода постоянного тока (DCEP / «обратная полярность»). Для максимальной стабильности дуги и контроля ванны расплава важно поддерживать короткую длину дуги. Электрод обычно направлен обратно к ванне расплава (сварка сзади) с углом сопротивления от 20 ° до 40 °. Несмотря на то, что обычно предпочтительны методы сварки с использованием проволочных бусинок, могут потребоваться некоторые манипуляции с электродами и плетение, чтобы разместить расплавленный металл шва там, где это необходимо.Величина переплетения зависит от геометрии сварного шва, положения сварки и типа электрода с покрытием. Основное правило гласит, что максимальная ширина переплетения должна быть примерно в три раза больше диаметра проволоки сердечника электрода. После наплавки сварные швы предпочтительно должны иметь слегка выпуклый контур поверхности. Соответствующий сварочный ток зависит от диаметра электрода с покрытием. При работе в предлагаемых диапазонах тока электроды должны демонстрировать хорошие характеристики искрения с минимальным разбрызгиванием.Использование чрезмерного тока может привести к перегреву электрода, снижению стабильности дуги, отслаиванию покрытия электрода и пористости металла шва. Чрезмерное разбрызгивание указывает на то, что длина дуги слишком велика, сварочный ток слишком велик, полярность не изменена или покрытие электрода впитало влагу. Рекомендуемая скорость движения для SMAW составляет от 3 до 6 дюймов в минуту (ipm) / от 75 до 150 мм / мин.
Чрезмерное разбрызгивание указывает на то, что длина дуги слишком велика, сварочный ток слишком велик, полярность не изменена или покрытие электрода впитало влагу. Рекомендуемая скорость движения для SMAW составляет от 3 до 6 дюймов в минуту (ipm) / от 75 до 150 мм / мин.
SMAW сплавов на основе никеля плохо подходит для сварки в нерабочем положении и обычно возможен только при 0.Электроды диаметром 093 дюйма (2,4 мм) и 0,125 дюйма (3,2 мм). Во время сварки в нестандартном положении сила тока должна быть снижена до нижнего предела диапазона, указанного в таблице 3. Чтобы сохранить профиль валика относительно плоским во время вертикальной сварки, необходима техника переплетения валика валика. Использование электродов 0,093 дюйма (2,4 мм) уменьшит требуемую ширину переплетения и сделает валики более плоскими. При вертикальной сварке возможны различные положения электродов: от передней (угол наклона до 20 °) до сварки назад (угол сопротивления до 20 °).При сварке над головой требуется сварка с обратной стороны (угол сопротивления от 0 ° до 20 °).
Может возникнуть начальная пористость, потому что электроду требуется короткое время для начала создания защитной атмосферы. Это особая проблема с некоторыми сплавами, такими как сплав HASTELLOY® B-3®. Проблему можно свести к минимуму, если использовать начальную лапку из того же сплава, что и заготовку, или шлифуя каждый старт до качественного металла сварного шва. Небольшие кратерные трещины также могут возникать в местах остановки сварки. Их можно свести к минимуму, используя небольшое обратное движение для заполнения кратера непосредственно перед разрывом дуги.Рекомендуется, чтобы все начала и окончания сварки шлифовали до качественного металла шва.
Шлак, образующийся на поверхности сварного шва, должен быть полностью удален. Это может быть достигнуто путем сначала сколов сварочным / отбойным молотком, а затем зачистки поверхности проволочной щеткой из нержавеющей стали. При многопроходных сварных швах важно, чтобы весь шлак был удален с последнего наплавленного валика шва перед нанесением следующего валика. Оставшийся сварочный шлак может снизить коррозионную стойкость сварного изделия.
Оставшийся сварочный шлак может снизить коррозионную стойкость сварного изделия.
Определение стержневого электрода
(также известные как сварочные электроды, сварочные стержни, сварочные стержни)
Электроды сварочные — это металлические проволоки с наплавленными химическими покрытиями. Пруток используется для поддержания сварочной дуги и подачи присадочного металла, необходимого для свариваемого соединения. Покрытие защищает металл от повреждений, стабилизирует дугу и улучшает сварной шов. Диаметр проволоки без покрытия определяет размер сварочного стержня.Это выражается в долях дюйма, таких как 3/32 дюйма, 1/8 дюйма или 5/32 ». Меньший диаметр означает, что он требует меньшего тока и наносит меньшее количество присадочного металла.
Тип свариваемого основного металла, сварочный процесс и аппарат, а также другие условия определяют тип используемого сварочного электрода. Например, для низкоуглеродистой или «мягкой стали» требуется сварочный стержень из мягкой стали. Для сварки чугуна, алюминия или латуни требуются различные сварочные стержни и оборудование.
Для сварки чугуна, алюминия или латуни требуются различные сварочные стержни и оборудование.
Флюсовое покрытие на электродах определяет его действие во время фактического процесса сварки. Некоторая часть покрытия горит, и сгоревший флюс образует дым и действует как щит вокруг сварочной «ванны», защищая ее от воздуха вокруг нее. Часть флюса плавится и смешивается с проволокой, а затем всплывает на поверхность. Эти примеси известны как «шлак». Готовый сварной шов был бы хрупким и слабым, если бы не флюс. Когда сварной шов остынет, можно удалить шлак.Отбойный молоток и проволочная щетка используются для очистки и проверки сварного шва.
Электроды для дуговой сварки металла могут быть сгруппированы как неизолированные электроды, электроды с легким покрытием и электроды с экранированной дугой или электроды с толстым покрытием. Используемый тип зависит от конкретных требуемых свойств, включая: коррозионную стойкость, пластичность, высокую прочность на разрыв, тип свариваемого основного металла; и положение сварного шва: плоское, горизонтальное, вертикальное или потолочное.
Серия классификационных номеров Американского общества сварки (AWS) была принята сварочной промышленностью.Приведенный ниже пример идентификации электрода предназначен для стального прутка для дуговой сварки с маркировкой E6010:
.- «E» означает «электрод» для электродуговой сварки
- Первые две (или в некоторых случаях три) цифры (60) указывают предел прочности на разрыв в тысячах фунтов на квадратный дюйм
- Третья (или в некоторых случаях четвертая) цифра (1) указывает положение сварного шва. «O» означает, что эта классификация не используется; «1» — для всех позиций; «2» — только для плоского и горизонтального положения; 3 только для плоского положения
- Две последние цифры вместе (10) указывают тип покрытия и тип необходимого источника питания, 10 органическое покрытие и постоянный ток с обратной полярностью.
- Следовательно, сварочный стержень с номером E6010 обозначает «E» электрод для ручной дуговой сварки с (60) минимальной прочностью 60 000 фунтов на квадратный дюйм, который может использоваться (1) во всех положениях и (10) требуется обратная полярность постоянного тока.

Сварочные стержни и повреждающее действие влаги
Сварочные электроды должны быть сухими. Влага разрушает желаемые характеристики покрытия и может вызвать чрезмерное разбрызгивание и привести к образованию трещин и ослаблению сварного шва.Электроды, находящиеся во влажном воздухе более чем на несколько часов, следует предварительно нагреть перед использованием, а в случае сомнений относительно того, как долго они находились, их следует повторно высушить, нагревая в подходящей духовке. После высыхания их следует хранить в жарочной печи или влагонепроницаемом контейнере.
Сварочные прутки с низким содержанием водорода являются основой структурной сварки. Этот универсальный электрод, известный сварщикам в этой области как «low-hy», изготовлен таким образом, чтобы содержать менее 0,6% влаги в покрытии, и согласно принятым в настоящее время стандартам и процедурам сварки он должен храниться в среде, которая поддерживает сухость заводского качества. .Его низкое содержание водорода обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным стержнем для выполнения работ по сварке конструкций.
.Его низкое содержание водорода обеспечивает гладкий, прочный и очень пластичный сварной шов, что делает его предпочтительным сварочным стержнем для выполнения работ по сварке конструкций.
Низкий водород 7018 особенно плохо переносит влагу и перед использованием должен быть сухим. В противном случае при сварке это приведет к появлению точечной коррозии и пористости (червоточин), которые являются дефектами сварного шва. Это происходит, когда влага попадает во флюсовое покрытие и позволяет водороду отрицательно влиять на сварочную ванну. Из стержней 7018, которые не были высушены должным образом, сначала может получиться красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позже.Продольное растрескивание — это место возникновения трещины, которое следует по длине сварного шва.
Хорошо известно, что перед началом работ по сварке конструкций электроды с низким содержанием водорода должны быть должным образом подготовлены, чтобы избежать повреждения сварных швов.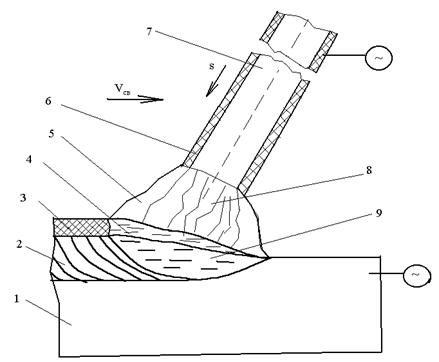 Одним из способов защиты покрытия с низким содержанием водорода является нанесение двойного покрытия с использованием слоя диоксида титана, чтобы избежать дефектов, когда требуются низкие отложения водорода. Но такие проблемы, как пористость, водородная хрупкость, отсутствие плавления и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не будут храниться в соответствии со спецификациями производителя.
Одним из способов защиты покрытия с низким содержанием водорода является нанесение двойного покрытия с использованием слоя диоксида титана, чтобы избежать дефектов, когда требуются низкие отложения водорода. Но такие проблемы, как пористость, водородная хрупкость, отсутствие плавления и растрескивание, могут возникнуть, если стандартные стержни с низким содержанием водорода не будут храниться в соответствии со спецификациями производителя.
В частности, водород может отрицательно повлиять на сварной шов и некоторые стали в различных условиях. Основным источником присутствия водорода является влага в покрытии электрода, улавливаемая атмосферой. По этой причине при любых сварочных работах правильное хранение, обращение и обработка электродов с низким содержанием водорода имеют решающее значение для предотвращения дефектного сварного шва. Это особенно важно при строительстве и возведении многоэтажных зданий, в которых их опора и внутренняя конструкция опираются на сварные стальные балки.
Неисправный сварной шов может привести к обрушению здания или отклонению сварного шва при последующей проверке. Это требует восстановления части металлической внутренней конструкции небоскреба или другого здания, иногда за многие миллионы долларов.
Сварочные электроды изготавливаются с учетом допустимых пределов влажности, соответствующих типу покрытия и прочности металла сварного шва, используемого с электродом. Затем их упаковывают в контейнер, который был спроектирован таким образом, чтобы обеспечить степень защиты от влаги, которую промышленность считает необходимой для данного типа покрытия.Распространенной ошибкой является открытие контейнера не с того конца или его бросание, что может привести к растрескиванию покрытия с низким содержанием водорода на сварочных стержнях, что сделает их бесполезными.
При любых сварочных работах Очень важно поддерживать температуру стержней или электродов в диапазоне от 100 ° F до 300 ° F. Этот температурный диапазон был определен сварочной промышленностью как достаточный для предотвращения попадания атмосферной влаги на покрытие сварочного стержня и последующего попадания в сварной шов во время процесса сварки.
В частности, необходимо поддерживать электроды с низким содержанием водорода в сухой, постоянно нагретой среде. Спросите любого сварщика, и он порекомендует хранить электроды с низким содержанием водорода в стержневой печи. Любой другой элементарный метод, такой как использование старого холодильника или микроволновой печи со 100-ваттной лампочкой, смехотворен и никоим образом неприемлем для современного сварщика.
Процесс сварки штангой Введение
SMAW (дуговая сварка защищенного металла) часто называют сваркой штучной сваркой . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как низкоуглеродистая сталь, чугун и нержавеющая сталь.
Как работает сварка стержнем
Сварка палкой — это процесс ручной дуговой сварки.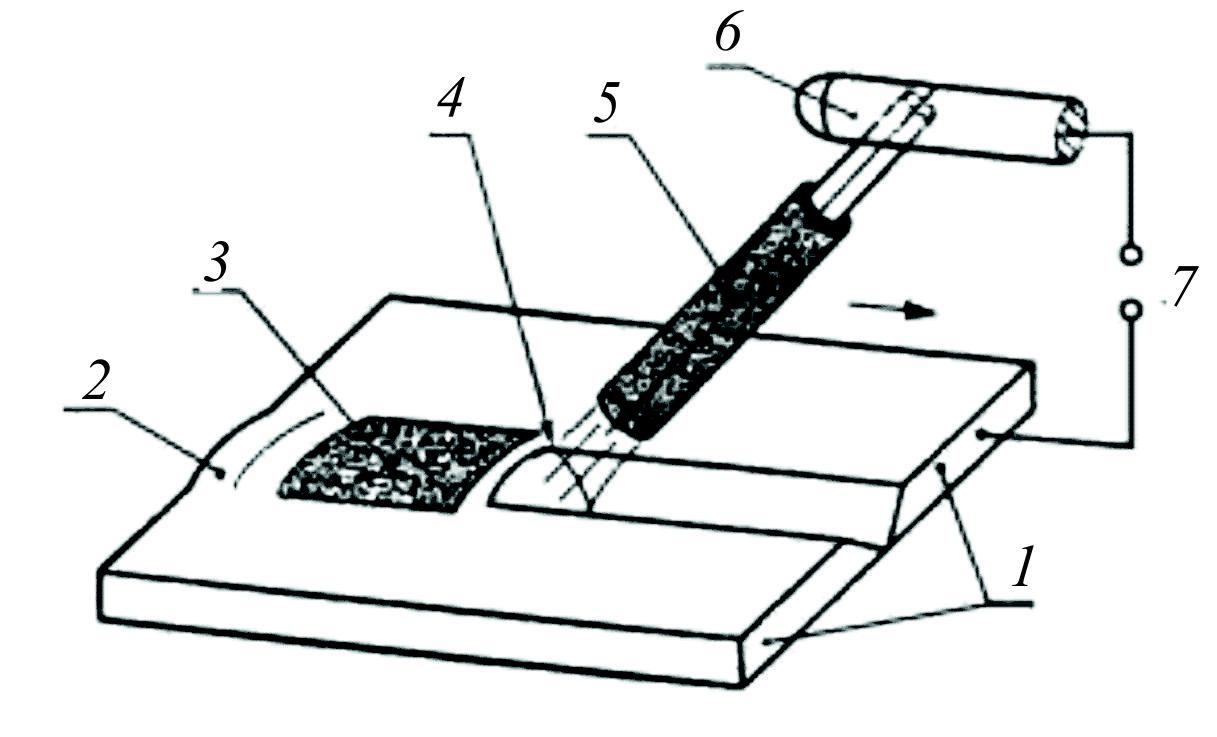 Требуется расходуемый электрод, покрытый флюсом для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и свариваемыми металлами.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Требуется расходуемый электрод, покрытый флюсом для наложения сварного шва, а электрический ток используется для создания электрической дуги между электродом и свариваемыми металлами.Электрический ток может быть переменным или постоянным током от источника сварочного тока.
Во время укладки сварного шва флюсовое покрытие электрода разрушается. При этом образуются пары, образующие защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления в металл шва поглотителей, раскислителей и легирующих элементов.
Электроды с флюсовым покрытием
Вы можете найти электроды с флюсовым покрытием различных диаметров и длин.Обычно, выбирая электрод, вы хотите, чтобы его свойства соответствовали основным материалам. Типы электродов с флюсовым покрытием включают бронзу, алюминиевую бронзу, низкоуглеродистую сталь, нержавеющую сталь и никель.
Распространенное применение сварки штангой
SMAW настолько популярен во всем мире, что доминирует в других сварочных процессах в сфере ремонта и технического обслуживания. Он также продолжает широко использоваться в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка порошковой проволокой становится все более популярной в этих областях.
Он также продолжает широко использоваться в промышленном производстве и строительстве стальных конструкций, хотя дуговая сварка порошковой проволокой становится все более популярной в этих областях.
Прочие особенности сварки штангой
Другие характеристики дуговой сварки экранированных металлов:
- Обеспечивает полную гибкость положения
- Не очень чувствителен к ветру и сквознякам
- Качество и внешний вид сварного шва зависят от квалификации оператора
- Обычно он может выполнять четыре типа сварных соединений: стыковое соединение, соединение внахлест, тройник и угловой шов.
Выбор правильного электрода для простой электродной сварки
Выбрать электрод для простой сварки штангой действительно несложно.На самом деле, выбор электрода довольно прост, если вы просто вспомните несколько фактов о стержнях.
Факты, которые следует запомнить, включают:
- При выборе электрода для использования с основным оборудованием для сварки штангой необходимо учитывать тип выполняемой сварочной работы и свариваемый материал. Обычно, но не всегда, вам нужно использовать электрод с составом сердцевины, аналогичным или идентичным основному материалу.*
- Существует три различных группы электродов, используемых при сварке штучной сваркой: электроды с быстрой заливкой предназначены для быстрого плавления, поэтому скорость сварки можно максимизировать; «Быстрозамороженные» электроды быстро затвердевают для сварки во всех положениях без значительного смещения сварочной ванны до ее затвердевания; Электроды с «заливкой-замораживанием» или «быстрым слежением» представляют собой промежуточные стержни.
- Знайте, что обозначают номера электродов.Первые два или три числа указывают, какой будет предел прочности сварного шва на разрыв. Например, если номер стержня равен 6011, будет минимум 60000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Если число начинается с 70 (т. Е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет минимум 70000 фунтов.
- Последние две цифры номера стержня относятся к флюсу на стержне. Чем выше число, тем выше экранирование и тем больше наносится флюс или металл.
- Электрод 6011 подходит для общего обслуживания. При ремонте сталелитейного оборудования этого стержня будет достаточно. Электрод 6011 можно использовать во всех положениях сварки, он хорошо работает с более грязными металлами и допускает неидеальные соединения.
 Например, если номер стержня равен 6011, будет минимум 60000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Если число начинается с 70 (т. Е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет минимум 70000 фунтов.
Например, если номер стержня равен 6011, будет минимум 60000 фунтов прочности на разрыв на квадратный дюйм сварного шва. Если число начинается с 70 (т. Е. 7018), предел прочности при растяжении на квадратный дюйм сварного шва будет минимум 70000 фунтов.Обычно используемые стержни для сварки стали:
- Стержни 6010 и 6011 — отлично работают с более грязными металлами, глубоко проникают и хорошо работают во всех положениях
- 6013 — хорошо работает во всех положениях; не работает также с более грязными металлами; проникает лишь незначительно
- 7018 — легкое проникновение; будет работать в любой должности; лучше всего использовать для чистки металлов
- 7024 — легкое проникновение; лучше всего работает в горизонтальном положении и на чистых металлах
* Примечание: Хотя обычно состав сердечника электрода аналогичен или идентичен составу основного материала, это не всегда так. Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее, иногда желательно использовать электрод с составом сердечника, который значительно отличается от основного металла.
Имейте в виду, что даже небольшая разница в составе сплава может сильно повлиять на свойства сварного шва. Тем не менее, иногда желательно использовать электрод с составом сердечника, который значительно отличается от основного металла.
Методы сварки палкой
Дуговая сварка защищенным металлом (SMAW) — это универсальный сварочный процесс, который можно выполнять в любом положении. Сварка в горизонтальном положении всегда предпочтительнее. Однако для некоторых проектов, таких как ремонт машин, требуется сварка в вертикальном, горизонтальном или потолочном положении.
Есть несколько методов, которые можно использовать для зажигания дуги, и есть несколько методов, которые можно использовать для наплавки металла шва. Хотя сварщик может отдавать предпочтение определенной технике, используемая техника может зависеть от конкретной работы, которую необходимо выполнить.
Удар по дуге
Существует два основных метода зажигания дуги при сварке штангой. Первый метод называется «техникой царапания».Этот метод похож на зажигание спички. Поражающий конец электрода протаскивают по рабочему месту для зажигания дуги. После установления контакта электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приваривается к изделию, быстрый поворот запястья может освободить стержень.
Первый метод называется «техникой царапания».Этот метод похож на зажигание спички. Поражающий конец электрода протаскивают по рабочему месту для зажигания дуги. После установления контакта электрод извлекается, чтобы предотвратить его приваривание к заготовке. Если случайно электрод приваривается к изделию, быстрый поворот запястья может освободить стержень.
Второй метод зажигания дуги называется «методом постукивания». При использовании этого метода электрод опускают прямо вниз, чтобы контактировать с обрабатываемой деталью.Затем электрод сразу же отводят от работы до точки, где дуга достигла желаемой длины.
Чтобы точно определить правильную длину дуги, нужна практика. Правильная длина дуги зависит от используемого электрода. Дуга должна быть как можно короче, при этом край электрода царапает заготовку при каждом движении. Простое руководство для определения правильной длины дуги — это послушать звук дуги. Когда он наберет нужную длину, раздастся резкий потрескивающий звук. Внешний вид наплавленного сварного шва является еще одним показателем правильности длины дуги.
Внешний вид наплавленного сварного шва является еще одним показателем правильности длины дуги.
Методы сварки
Методы сварки могут различаться в зависимости от используемого электрода и выполняемых сварочных работ. Тип свариваемого металла и положение при сварке могут помочь определить, какой метод сварки будет использоваться.
Общие методы сварки, используемые с электродом E6011, включают:
- Круговой узор, созданный перемещением электрода круговым движением.
- Схема взбивания достигается за счет возвратно-поступательного движения стержня.
- Рисунок плетения для более широких сварных швов, созданных за счет движения из стороны в сторону.
При использовании электродов с низким содержанием водорода хорошо работают круговые движения. Вы также можете просто удерживать стержень и позволить ему заполнить зазор. Поскольку электроды с низким содержанием водорода имеют высокий флюс, колебательное движение может привести к захвату флюса в сварном шве, создавая проблему, называемую включениями шлака . Так что избегайте взбивающих движений с этим типом удилища.
Так что избегайте взбивающих движений с этим типом удилища.
При сварке более тонких металлов желательно качающееся движение, так как это движение предотвращает прожиг электродом отверстия в металле. Круговые или взбивающие движения хорошо работают при работе с металлами небольшой толщины. Схема плетения предпочтительна для работы с толстыми металлами.
Практика, Практика, Практика
Развитие сварочных навыков требует практики.Важно попрактиковаться в зажигании дуги, удержании дуги и наплавке металла шва. Скорее всего, первые несколько попыток не дадут желаемых результатов. Однако чем больше вы практикуете свои техники, тем легче они станут и тем лучше должны быть ваши результаты.
Щелкните здесь, чтобы просмотреть наши печи со стержневыми электродами.
Руководство по процессу ручной дуговой сварки
Что такое процесс ручной дуговой сварки?
Используемые термины
MMA — ручная дуговая сварка металлическим электродом SMAW — дуговая сварка защитным металлом Ручная сварка
MMA (процесс ручной дуговой сварки металла был впервые разработан в России в 1888 году и включал в себя сварочный стержень без покрытия. Электрод с покрытием был представлен в начале 1900-х годов, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Использование электрода с покрытием шло медленно из-за высоких производственных затрат, но потребность в сварных швах с более высокой степенью целостности привела к тому, что этот процесс стал использоваться все чаще.
Электрод с покрытием был представлен в начале 1900-х годов, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Использование электрода с покрытием шло медленно из-за высоких производственных затрат, но потребность в сварных швах с более высокой степенью целостности привела к тому, что этот процесс стал использоваться все чаще.
Материал соединяется, когда между электродом и заготовкой возникает дуга, плавящая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, которое иногда называют электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать возникновению дуги.
Охлаждает и образует твердый шлак на сварном шве, который затем необходимо отколоть от сварного шва по завершении или перед добавлением другого сварного шва. Процесс позволяет производить только короткие отрезки сварного шва из-за длины электрода, прежде чем новый электрод нужно будет вставить
в держатель. Качество наплавленного металла во многом зависит от квалификации сварщика.
Качество наплавленного металла во многом зависит от квалификации сварщика.
Источник питания обеспечивает выход постоянного тока (CC) и может быть AC (переменный ток) или DC (постоянный ток).
Конструкция инвертора для ручной дуговой сварки такова, что оператор, увеличивающий длину дуги, снижает сварочный ток, а сокращение длины дуги (уменьшение напряжения дуги) делает обратное, т.е. увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину сварного шва, в то время как ток регулирует проплавление, поэтому сварщик манипулирует электродом для достижения удовлетворительного сварного шва.
Мощность, потребляемая в сварочной цепи, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Ток в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет содержать подробную информацию об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут использоваться для сварки TIG, часто называют источниками питания с падающими характеристиками. Как правило, это блоки базового селекторного типа, устройства управления магнитным усилителем или устройства с приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы породила термин «капля».
Однако современные сварочные инверторные источники питания могут преодолеть эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривую можно контролировать электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются для самостоятельного ремонта или небольших функций технического обслуживания, а некоторые более крупные комплекты переменного тока, часто охлаждаемые маслом, могут использоваться в более тяжелой промышленности, но выходы постоянного тока в настоящее время являются наиболее распространенными.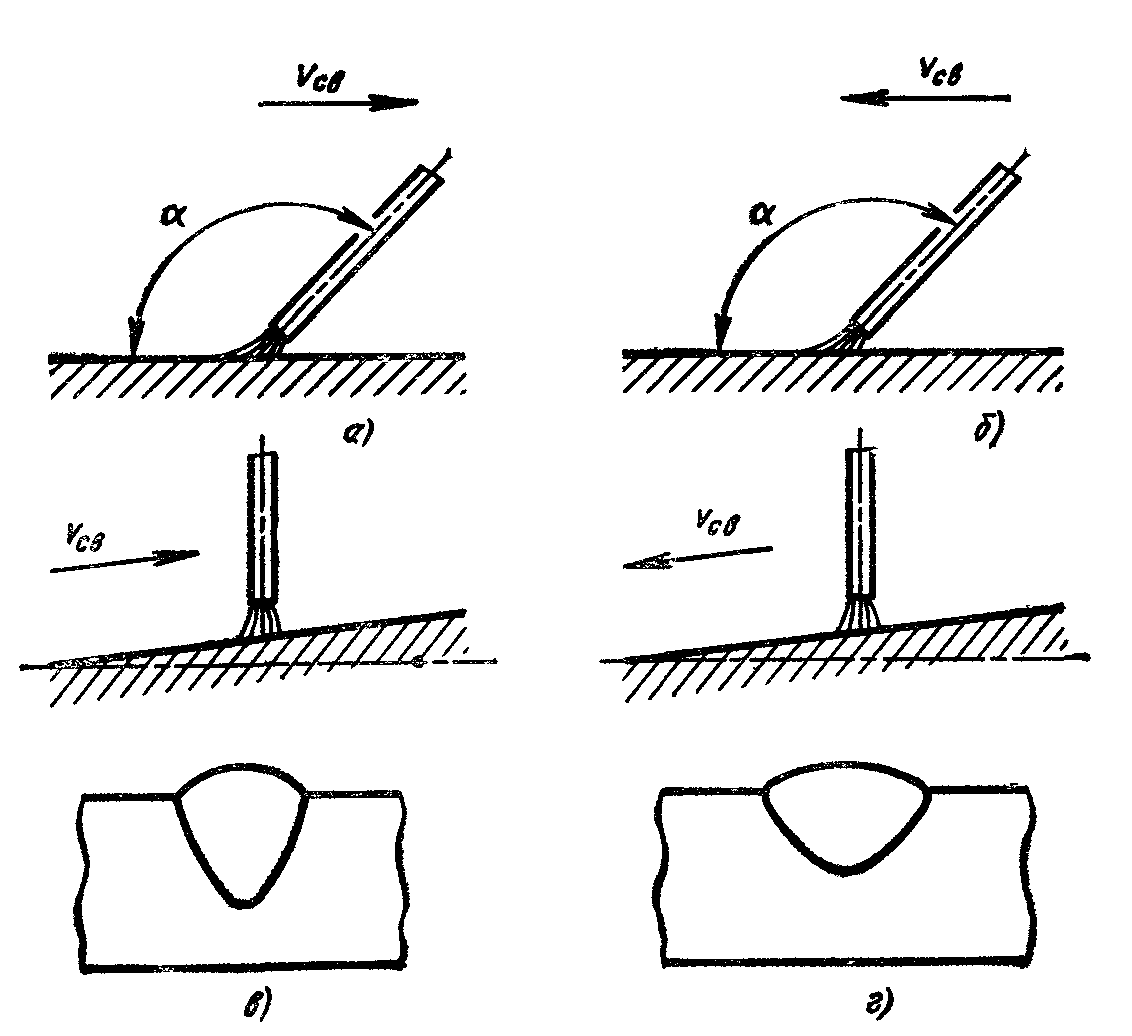
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как с переменным, так и с постоянным током. Постоянный ток (DC) — наиболее часто используемый режим. Блоки переменного тока обычно управляются с помощью подвижного стального сердечника или переключаемых трансформаторов.
Источники выходной мощностипостоянного тока могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этих устройств варьируются от управления с подвижным железным сердечником до новейших конструкций инверторов.Конструкция инвертора принесла много преимуществ:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный источник питания и экономия затрат на электроэнергию
• Обеспечивает более высокие выходы для более низких входов
• Высокий уровень контроля и производительности
Обычно предпочтительнее выполнять сварку в плоском или горизонтальном положении. Когда требуется сварка в таком положении, как вертикальное или потолочное, полезно уменьшить сварочный ток по сравнению с горизонтальным положением.Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Когда требуется сварка в таком положении, как вертикальное или потолочное, полезно уменьшить сварочный ток по сравнению с горизонтальным положением.Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения в дополнение к постоянной подаче электрода.
Что составляет систему MMA (Stick)?
Сварочный инверторный источник питания
Выбранный сварочный инверторный источник питания должен обладать достаточной мощностью, чтобы расплавить электрод и сваривать материал, с достаточной мощностью для поддержания напряжения дуги.
Для процесса ручной дуговой сварки обычно требуется большой ток (50–350 А) при относительно низком напряжении (10–50 В).Сварочные электроды для MMA предназначены для работы с различными типами выходной мощности и напряжения, и вы всегда должны читать данные производителя.
Все сварочные электроды можно использовать с постоянным током (DC), но не все с переменным током (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен с полярностью, рекомендованной производителем электродов, в большинстве случаев это будет положительная полярность электрода, но есть электроды, использующие отрицательную полярность.Источник питания работает в режиме «холостого хода» или «напряжения холостого хода», когда не зажигается сварочная дуга. Это номинальное напряжение без нагрузки определено в стандарте EN 60974-12012 (EN 60974) в соответствии со сварочной средой или риском поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен с полярностью, рекомендованной производителем электродов, в большинстве случаев это будет положительная полярность электрода, но есть электроды, использующие отрицательную полярность.Источник питания работает в режиме «холостого хода» или «напряжения холостого хода», когда не зажигается сварочная дуга. Это номинальное напряжение без нагрузки определено в стандарте EN 60974-12012 (EN 60974) в соответствии со сварочной средой или риском поражения электрическим током. Источник питания может иметь устройство понижения напряжения (VRD), установленное внутри или снаружи.
Держатель электрода и сварочные кабели
Держатель электрода и сварочные кабели
Электрододержатель зажимает конец электрода токопроводящими зажимами, встроенными в его головку.Эти зажимы работают либо за счет крутящего момента, либо за счет подпружиненного зажима (типа «крокодил»).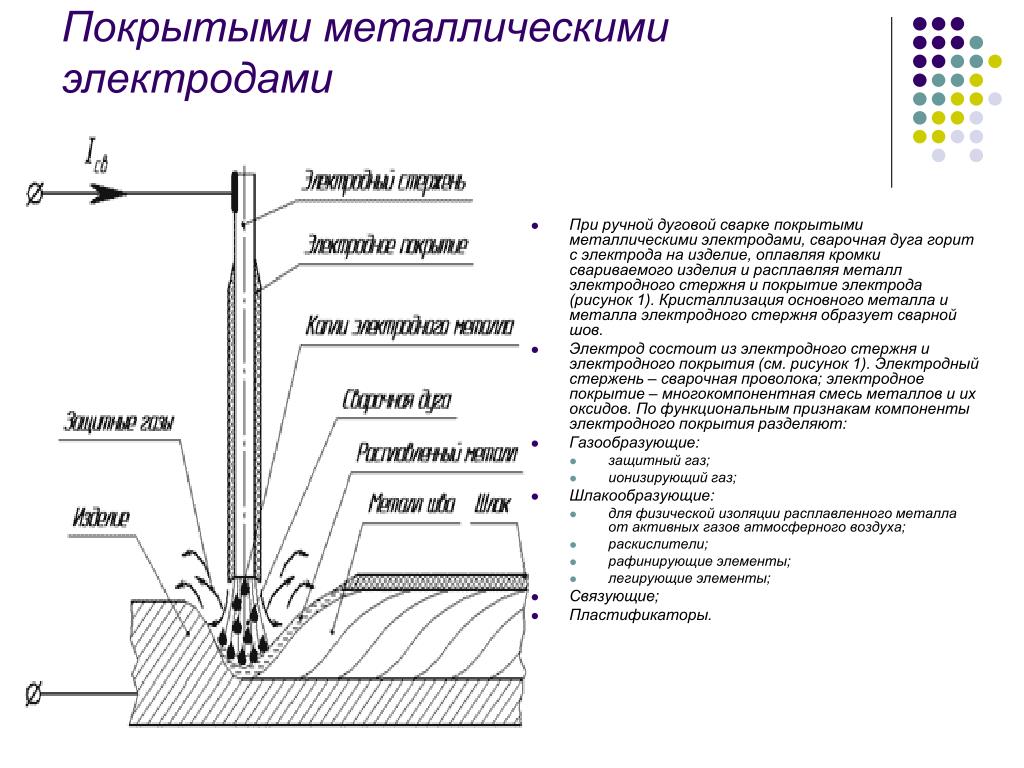
Зажимной механизм позволяет быстро освободить оставшийся неиспользованный конец электрода (заглушку).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно зажат в держателе, в противном случае плохой электрический контакт может вызвать нестабильность дуги из-за колебаний напряжения и перегрева держателя.
Сварочный кабель присоединяется к держателю механически, гофрированным или припаянным.
Держатели электродов должны соответствовать IEC 60974-11.
Диаметр сварочного кабеля обычно выбирается в зависимости от уровня сварочного тока. Чем выше ток и рабочий цикл,
, тем больше диаметр кабеля, чтобы он не перегревался (см. Соответствующий стандарт). Если сварка проводится на некотором расстоянии от источника питания, может потребоваться увеличить диаметр кабеля, чтобы уменьшить падение напряжения.
Сварочный электрод состоит из основного материала типа материала i.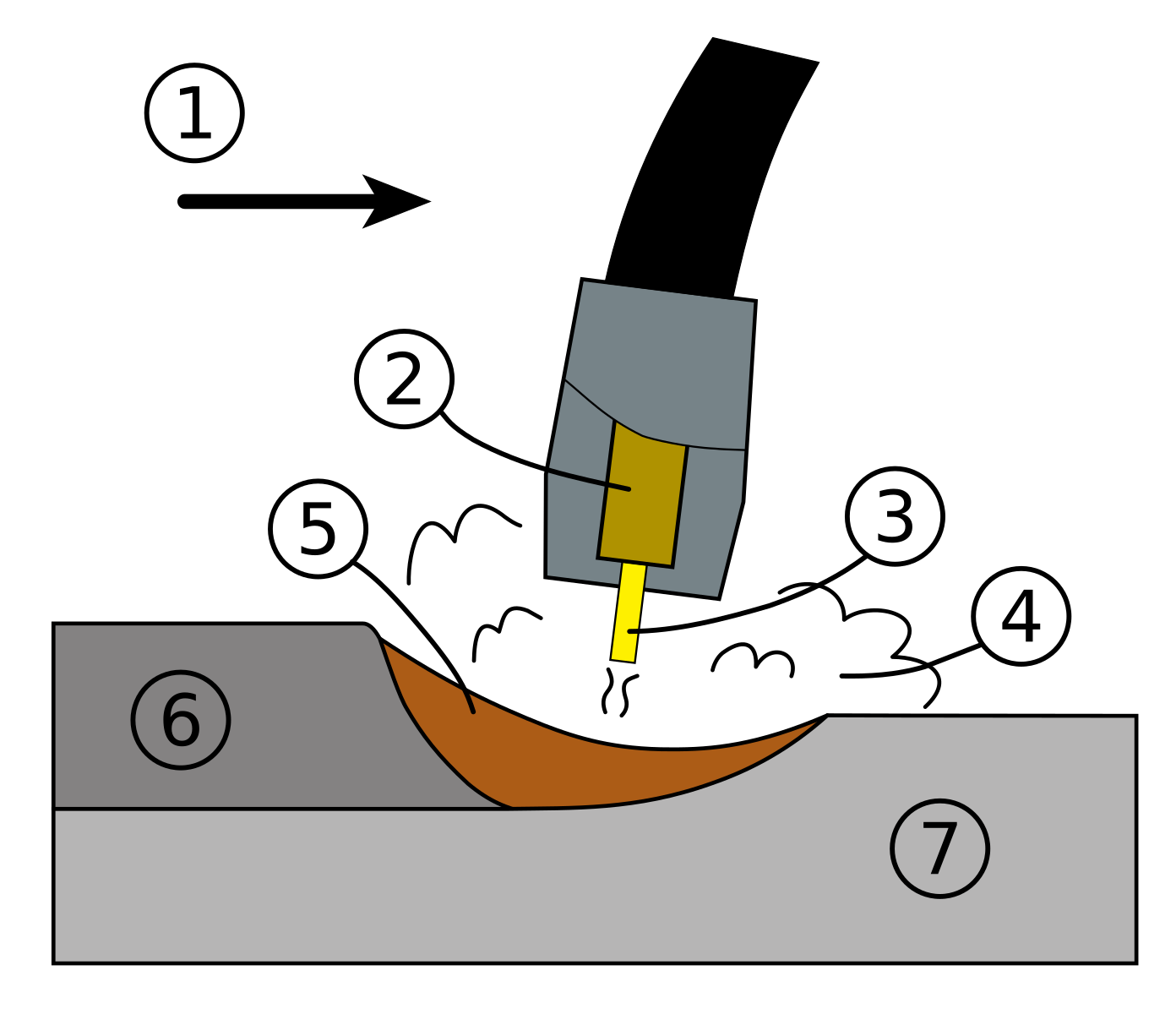 е. сталь или нержавеющая сталь и т. д., которые служат присадочным металлом сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает в создании дуги и защищает дугу от загрязнения так называемым шлаком.
е. сталь или нержавеющая сталь и т. д., которые служат присадочным металлом сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает в создании дуги и защищает дугу от загрязнения так называемым шлаком.
На стабильность дуги, глубину проплавления, скорость осаждения металла и особенности положения существенно влияет химический состав флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Основной
• Целлюлозный
• Рутил
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии.Это делает их шлаковое покрытие более жидким, чем рутиловое покрытие — оно также быстро замерзает, что способствует сварке в вертикальном и верхнем положении. Эти электроды используются для сварки изделий среднего и тяжелого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (из-за высокой прочности).
Особенности:
Когда эти электроды подвергаются воздействию влаги из воздуха, происходит быстрое накопление влаги. Из-за необходимости контроля содержания водорода эти электроды следует тщательно высушить в сушильном шкафу с регулируемой температурой.
Типичное время высыхания составляет один час при температуре приблизительно от 150 ° C до 300 ° C, но перед использованием вы всегда должны консультироваться с данными производителя.
После контролируемой сушки основной и основной / рутиловый электроды необходимо выдержать при температуре от 100 ° C до 150 ° C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия могут быть достигнуты путем переноса электродов из основной сушильной печи в раздаточную печь или нагретый колчан на рабочем месте.
Электроды из металлического порошка содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент нанесенного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Обычно шлак легко удаляется. Электроды из железного порошка в основном используются в плоском и горизонтальном / вертикальном положениях, чтобы использовать преимущества более высоких скоростей наплавки.Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик искрения, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Покрытие из флюса не должно иметь сколов, трещин или, что более важно, отсыревать. Электроды изготавливаются с разными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и быстрым выгоранием, что обеспечивает высокую скорость сварки. Наплавленный наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны своим применением в технике сварки «дымоход».
Наплавленный наплавленный металл может быть крупным, а удаление шлака жидким шлаком может быть затруднено. Эти электроды просты в использовании в любом положении и известны своим применением в технике сварки «дымоход».
Особенности:
• Глубокий провар во всех положениях
• Пригодность для сварки сверху вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода — риск растрескивания в зоне термического влияния (HAZ)
Эти электродные покрытия предназначены для работы с определенным количеством влаги в покрытии.Покрытие менее чувствительно к впитыванию влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Оксид титана способствует легкому зажиганию дуги, плавному срабатыванию дуги и малому разбрызгиванию. Эти электроды представляют собой электроды общего назначения с хорошими сварочными свойствами.Их можно использовать с источниками питания переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых швов в горизонтальном / вертикальном (H / V) положении.
Особенности:
• Умеренные механические свойства металла шва
• Хороший профиль валика за счет вязкого шлака
• Возможна позиционная сварка жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
Покрытия из рутила могут выдерживать ограниченное количество влаги, и покрытия могут испортиться, если они пересушены.Перед использованием всегда сверяйтесь с данными производителя.
Электроды для твердоизнашивающейся / наплавочной сварки
Электроды для твердосплавной наплавки или износостойкие электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и общая область их применения — ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Существует широкий спектр этих типов продуктов, и общая область их применения — ремонт изнашиваемых поверхностей, таких как зубы, на землеройном и горнодобывающем оборудовании.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип электродов из-за их сравнительно длительного срока службы.Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Они сконструированы так же, как и электроды постоянного тока с медным покрытием, но без медного покрытия. При использовании они расходуются быстрее, чем покрытые медью.
Эти электроды сконструированы путем смешивания и обжига углерода, графита и специального связующего с добавленными редкоземельными материалами для стабилизации дуги.
Они покрыты медью.
В этом процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм на держателе электрода.
Повышение давления воздуха не приводит к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда следует хранить в сухом и хорошо вентилируемом помещении. Рекомендуется укладывать пакеты электродов на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, следует хранить так, чтобы они не подвергались воздействию влаги, чтобы восстановить влагу.
Хорошие условия хранения: на 10 ° C выше температуры наружного воздуха. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, запасы электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что исключает необходимость сушки. Однако при необходимости неиспользованные электроды необходимо повторно высушить в соответствии с инструкциями производителя.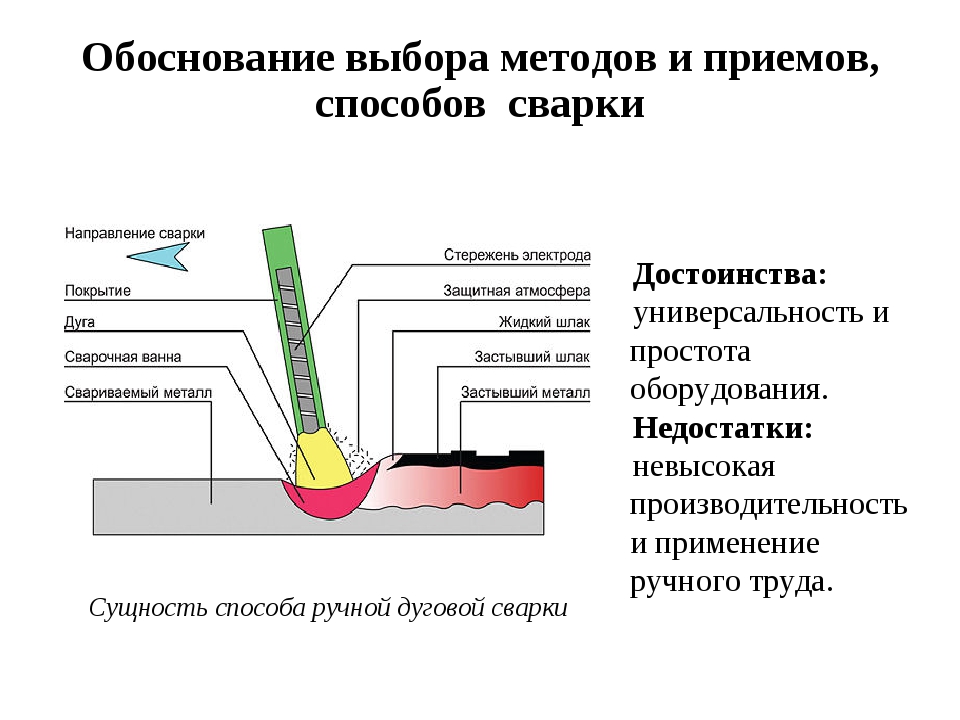
Сушка обычно выполняется в соответствии с рекомендациями производителя, а требования будут определяться типом электрода.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные упаковки избавляют от необходимости сушить электроды непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор диаметра электрода зависит от толщины заготовки, положения сварки, формы стыка, сварочного слоя и т. Д.
Уровень сварочного тока определяется размером электрода — нормальный рабочий диапазон и ток рекомендуются производителями.Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это вызовет нестабильное горение дуги, большое количество брызг, проникновение света, поднутрение, образование пузырей и т.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
 д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.Регуляторы инвертора, используемые при сварке стержневыми электродами
Регулятор сварочного тока (A)
Регулятор тока регулирует величину выходного тока сварочного инвертора и, следовательно, скорость наплавки в зависимости от диаметра электрода.
На более современных электронных сварочных инверторах часто можно управлять током с помощью пульта дистанционного управления.
В начале сварки горячий старт обеспечивает повышенный ток, позволяющий электроду зажигать дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего старта с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое может выбрать оператор.
Во время сварки напряжение дуги обычно составляет около 20 В.Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла. Регулировка силы дуги решает эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. В некоторых машинах есть автоматическая регулировка силы дуги, в других — регулируемое управление силой дуги, чтобы оператор мог выбрать требуемый уровень.
Регулировка силы дуги решает эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. В некоторых машинах есть автоматическая регулировка силы дуги, в других — регулируемое управление силой дуги, чтобы оператор мог выбрать требуемый уровень.
Проблемы при ручной дуговой сварке
Что такое дуговая сварка? Определения и процессы дуговой сварки
Определение и типы процессов дуговой сварки
Дуговая сварка — это один из многих процессов сварки плавлением, используемых для соединения металлов.Он использует электрическую дугу для создания сильного тепла для плавления и соединения металлов. Источник питания генерирует электрическую дугу между расходуемым или неплавящимся электродом и основным металлом. Сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Как это работает?
Дуговая сварка работает с использованием электрической дуги от источника переменного или постоянного тока для генерирования ошеломляющего тепла около 6500 градусов по Фаренгейту на конце, для плавления основных металлов и для создания лужи расплавленного металла и соединения двух частей.
Дуга образуется между заготовкой и электродом, который перемещается вдоль линии соединения механически или вручную. Электродом может быть стержень, по которому ток проходит между наконечником и обрабатываемой деталью, или стержень или проволока, которые проводят ток, а также плавятся и подают присадочный металл в соединение.
Металл имеет тенденцию вступать в химическую реакцию с элементами в воздухе, такими как кислород и азот, когда нагревается дугой до экстремальных температур. Это приводит к образованию оксидов и нитридов, которые ухудшают прочность сварного шва.Следовательно, необходимо использовать защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После охлаждения детали расплавленный металл может затвердеть, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Дуговую сварку можно разделить на две разные формы:
Методы расходных электродов
Газовая сварка с металлическими вставками (MIG) и сварка металлов в активном газе (MAG)
Этот вид дуговой сварки также известен как газовая дуговая сварка (GMAW).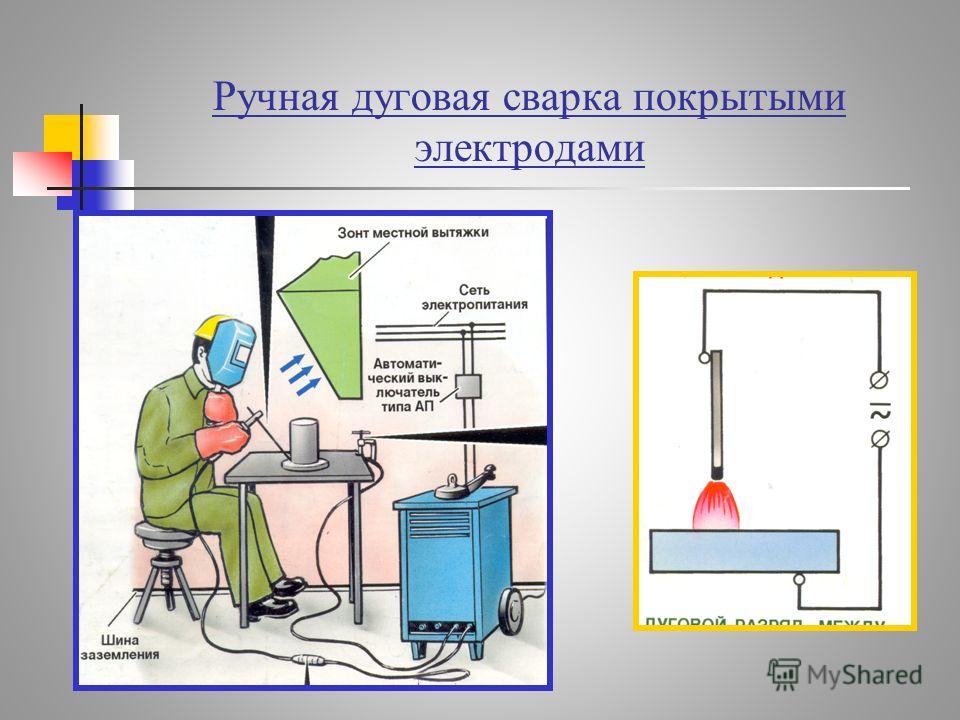 MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
MIG использует защитный газ, такой как аргон, двуокись углерода или гелий, для защиты основных металлов от разрушения в результате загрязнения.
Дуговая сварка защищенного металла (SMAW)
Этот вид сварки также известен как сварка штучной сваркой или ручная дуговая сварка металлическим электродом. В этом процессе дуга помещается между металлическим стержнем, покрытым флюсом электрода, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха.В этом процессе не используется давление, а присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, потому что их можно сваривать в любом положении. Черные металлы — это сплавы, состоящие в основном из железа и углерода.
Дуговая сварка порошковой проволокой (FCAW)
Этот вид сварки может использоваться вместо SMAW. FCAW использует газ, образованный флюсом, для защиты заготовки от загрязнения. Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку хорошо работает с более толстыми швами.
Это позволяет оператору выполнять сварку на открытом воздухе даже в ветреную погоду.Он работает за счет использования постоянно подаваемого расходуемого порошкового электрода и источника постоянного напряжения для создания постоянной длины дуги. Этот вид сварки отлично подходит для общего ремонта и судостроения, поскольку хорошо работает с более толстыми швами.
Дуговая сварка под флюсом (SAW)
SAW включает образование дуги между постоянно подаваемым расходуемым электродом или проволокой и заготовкой. Этот процесс создает покрытие из плавкого флюса, который создает защитный газ для защиты рабочей зоны.Процесс становится проводящим при литье и создает путь тока между электродом и заготовкой. Поток хорош, потому что он предотвращает разбрызгивание и искры, одновременно подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)
ESW — это процесс сварки, в котором используется тепло, выделяемое электрическим током, протекающим между плавящимся электродом и заготовкой. При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
При этом образуется расплавленный шлак, который покрывает поверхность сварного шва. Сопротивление расплавленного шлака прохождению электрического тока создает тепло для плавления проволоки и краев пластины.Металл затвердевает при попадании на него воды. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Дуговая сварка шпилек (SW)
SW соединяет металлическую шпильку, такую как гайка или крепеж, с металлической заготовкой, нагревая обе части электрической дугой.
Методы использования неизрасходованных электродов
Сварка вольфрамовым электродом в среде инертного газа (TIG)
Этот процесс также называется дуговой сваркой вольфрамовым электродом (GTAW). TIG использует неплавящийся вольфрамовый электрод для генерации электрической дуги.Дуга также действует как газовая защита для защиты сварного шва от воздуха, который может вызвать окисление. Это излюбленный метод сварки алюминия.
Плазменная дуговая сварка (PAW)
В этом методе используется электрическая дуга между неплавящимся электродом и основным металлом.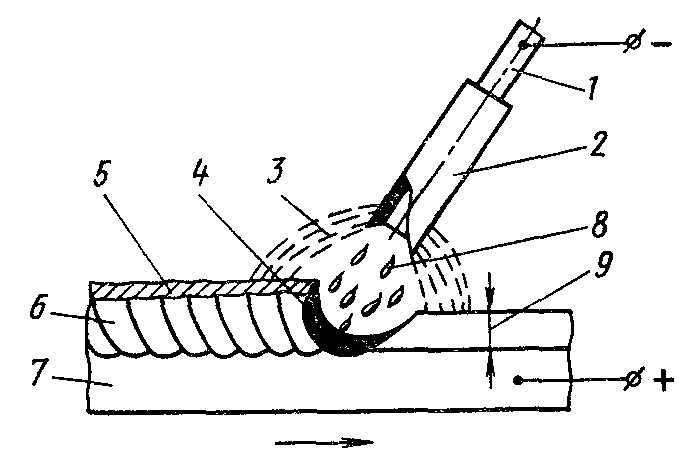 Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Электрод помещается в горелку, и плазмообразующий газ отделяется от защитного газа, в результате чего получаются узкие и глубокие сварные швы.
Где это используется?
Дуговая сварка широко применяется для соединения материалов во многих отраслях промышленности.
В аэрокосмической промышленности дуговая сварка используется для изготовления и ремонта самолетов, стыковки листового металла и для прецизионных работ. В автомобильной промышленности дуговая сварка используется для соединения выхлопных систем и гидравлических линий. Дуговая сварка может обеспечить чрезвычайно прочное соединение даже между тонкими металлами.
В строительной отрасли дуговая сварка используется для обеспечения прочных и устойчивых соединений в зданиях, мостах и других объектах инфраструктуры. Другими отраслями, в которых используется дуговая сварка, являются нефтегазовая промышленность и электроэнергетика.
Типы штанг
В дуговой сварке используется широкий спектр стержней, которые имеют различные сильные и слабые стороны и возможности использования. Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Все эти факторы влияют на качество сварного шва. Стержень прикреплен к сварочному аппарату, и через него проходит ток для соединения деталей. Стержень может либо плавиться, чтобы стать частью сварного шва, известного как расходуемые электроды, либо не плавиться, так называемые неплавящиеся электроды.
Обычно используются стержни с покрытием. Реже можно использовать стержни без покрытия, но они создают больше брызг и затрудняют управление дугой.Стержни с покрытием лучше уменьшают загрязнение оксидов и серы из-за выделяемых ими химикатов. Покрытие стержня может быть целлюлозным, минеральным или их смесью. Не имеет значения, покрыт ли стержень или нет, пользователь должен выбрать стержень, подходящий для своей заготовки, для создания прочных и незагрязненных сварных швов.
Преимущества дуговой сварки
Дуговая сварка имеет множество преимуществ по сравнению с другими видами сварки. Эти преимущества включают в себя:
- Низкая стоимость. Это доступная техника, поскольку стоимость оборудования невысока. Также требуется меньше оборудования из-за отсутствия газа.
- Переносимость. Материалы в этой технике легко транспортировать.
- Используется для обработки нечистых металлов . Дуговая сварка может выполняться на загрязненных металлах.
- Работа в любых условиях. Во многих дуговых процессах используется защитный газ, поэтому работу можно выполнять только в одном месте. При дуговой сварке нет необходимости в защитном газе, поэтому работа может выполняться независимо от погодных условий.
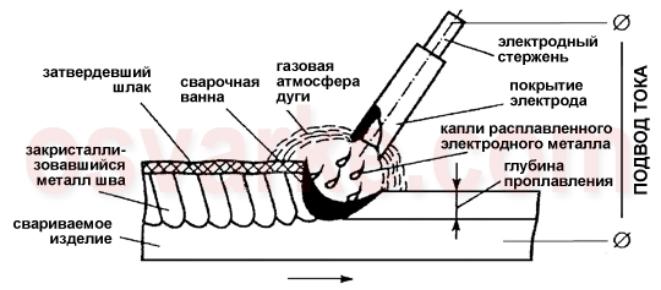 Также требуется меньше оборудования из-за отсутствия газа.
Также требуется меньше оборудования из-за отсутствия газа.Недостатки дуговой сварки
Хотя дуговая сварка дает много преимуществ, у нее есть и недостатки. К этим недостаткам можно отнести:
- Стоимость. Хотя стоимость считается преимуществом, это также является недостатком, поскольку при этом образуется больше металлических отходов , чем при использовании других методов, что приводит к более высокой стоимости проекта.
- Требуется высокий уровень навыков и подготовки. Не все операторы имеют высокий уровень подготовки и навыков.
- Тонкий металл. Дуговая сварка не подходит для некоторых тонких металлов.
 Не все операторы имеют высокий уровень подготовки и навыков.
Не все операторы имеют высокий уровень подготовки и навыков.SMAW против сварки TIG: в чем разница?
Дуговая сварка в среде защитного металла (SMAW) и сварка в среде инертного вольфрама (TIG) — два наиболее распространенных и широко используемых сегодня процесса сварки. Оба они полагаются на использование тепла для плавления и соединения нескольких металлических или термопластичных объектов. Когда металлические предметы остывают, они затвердевают и сплавляются. Но SMAW — это не то же самое, что сварка TIG.Чтобы узнать больше о различиях между сваркой SWAW и TIG, продолжайте читать.
Что такое SMAW?
Также известный как ручная дуговая сварка металлическим электродом, SMAW — это сварочный процесс, который характеризуется созданием сварочной дуги между плавящимся электродом, обычно изготовленным из стали, покрытой флюсом, и основным металлом или материалом.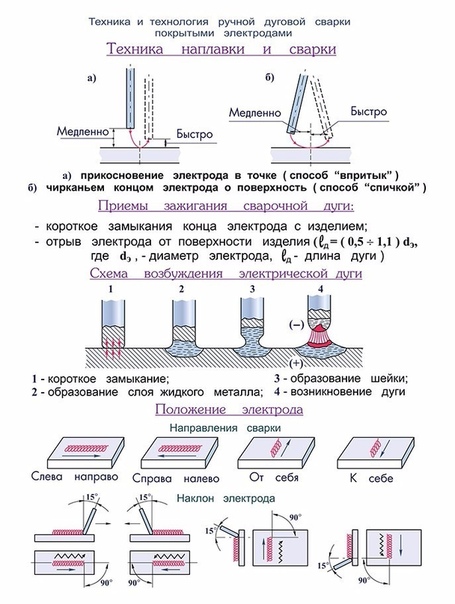 Во время SMAW сварочная горелка удерживает этот электрод, в то время как тепло по существу испаряет часть его внешнего покрытия. Когда электродный стержень плавится, он создает газы, которые прилипают к металлу, тем самым устраняя пузырьки или карманы кислорода.
Во время SMAW сварочная горелка удерживает этот электрод, в то время как тепло по существу испаряет часть его внешнего покрытия. Когда электродный стержень плавится, он создает газы, которые прилипают к металлу, тем самым устраняя пузырьки или карманы кислорода.
Что такое TIG?
СваркаTIG похожа на SMAW в том смысле, что оба процесса создают дугу между электродом и основным металлом или материалом. Однако при сварке TIG используется неплавящийся электрод. Электрод, используемый при сварке TIG, как следует из названия, сделан из вольфрама. Обладая температурой плавления около 6192 градусов по Фаренгейту, вольфрам способен выдерживать высокую температуру сварочной дуги, а это означает, что электрод можно использовать многократно.
Различия между сваркой SMAW и TIG
Основное различие между сваркой SMAW и TIG заключается в том, что в первой используется расходуемый электрод, а во второй — неплавящийся электрод многоразового использования. Помимо этого нюанса, отличается и материал, из которого изготовлен электрод. При SMAW расходуемый электрод обычно изготавливается из того же материала или материала, который аналогичен материалу основного металла или материала. Для сравнения, неплавящийся электрод, используемый при сварке TIG, изготовлен из вольфрама.
При SMAW расходуемый электрод обычно изготавливается из того же материала или материала, который аналогичен материалу основного металла или материала. Для сравнения, неплавящийся электрод, используемый при сварке TIG, изготовлен из вольфрама.
Также стоит отметить, что SMAW — это более простой процесс сварки по сравнению с TIG. Он требует меньше инструментов и меньше обучения, чем его аналог TIG, что делает его популярным среди малых и средних предприятий.
А как насчет GMAW?
В то время как SMAW и TIG являются двумя наиболее распространенными сварочными процессами, третий процесс сварки — это дуговая сварка металлическим электродом в газе (GMAW). Ключевое различие между GMAW и двумя аналогами заключается в том, что в нем используется катанный электрод.Электрод, используемый в GMAW, состоит из рулона металлической проволоки, пропускаемой через устройство, похожее на пушку. Это же устройство также выпускает газы для вытеснения кислорода, тем самым уменьшая образование шлака и упрощая общий процесс сварки.