Сварка ПВХ – способы сварки ПВХ ткани
ПВХ ткань представляет собой синтетическое полотно на основе поливинилхлорида. Материал обладает высокими показателями прочности, при этом хорошо поддается плавлению.
ПВХ ткань представляет собой синтетическое полотно на основе поливинилхлорида. Материал обладает высокими показателями прочности, при этом хорошо поддается плавлению. Таким образом, технология сварки поливинилхлоридных полотен одинаково успешно используется как в промышленных, так и в бытовых условиях.
Суть технологий
Сварка ПВХ пленки или ткани обеспечивает высокую прочность шва и эффективна в применении. Фиксация по направлению на разрыв для такого материала происходит значительно качественнее. ПВХ сварка обеспечивает герметичность соединения и позволяет использовать материал практически в любых целях.
В зависимости от принципа соединения материала, все методы сварки можно объединить в три основные группы:
- Склеивание за счет химической реакции.

- Спаивание за счет физико-химического воздействия.
- Механическое соединение с помощью нанесенной на изделие резьбы или фитингов (для труб из ПВХ).

Склеиванию подлежат полотна и детали любых размеров, толщины и диаметра.
Примером химического соединения является холодная сварка пленки клеем, в процессе которой полимер размягчается и образует прочный шов после отверждения. Физико-химическое спаивание предполагает температурное воздействие на материал. Принцип соединения аналогичен: консистенция и структура полотна или изделия меняются, а затем восстанавливаются, и детали соединяются на молекулярном уровне.
Работа автоматом (аппаратом): технология и рекомендации
Когда пленку сваривают специальным аппаратом, необходимо следить за температурой воздуха в помещении. Она должна составлять 15-20 градусов при температуре горячего воздушного потока 350-500 градусов. Превышение этих показателей приводит к ухудшению качества шва и деформации материала.
Аппарат двигается со скоростью около 2 метров в минуту, если величина дополнительного веса составляет 10 кг. Оптимальное расстояние между соплом и осью прижимного ролика равно 45 миллиметрам в среднем с максимальным выходом сопла за край 1-2 миллиметра. Через каждые 200 метров соединения нужно выполнять проверку качества шва.
Процедура выглядит следующим образом:
- Одно из полотен раскатывают продольно и фиксируют вначале с натяжением для предотвращения морщин на поверхности. Сначала закрепляют торцы, после этого – длинную сторону.
- Вторую часть растягивают и накладывают внахлест на первую.
- Сварочный аппарат выравнивают по линии шва, на прижимной ролик устанавливают груз.
- Сопло устанавливают между полотнами, после чего аппарат начинает двигаться.
- В процессе склеивания оператор следит за ровным передвижением прижимного ролика и соблюдением траектории перемещения аппарата.

В процессе сварки место шва умеренно дымится. Маленькие участки соединения и труднодоступные места спаивают феном вручную.
Как происходит ручная сварка (фен)
Склеивая пленку феном, используют прокаточный ролик на основе тефлона или силикона, который предотвращает прилипание расплавленного материала в ходе прокатки. Чтобы обеспечить аккуратность и качество шва, необходимо следовать определенным рекомендациям:
- Правильно настроить температурный режим аппарата с учетом состава материала и советов производителя.
- Выполнить пробный шов на излишках материала и убедиться в его качестве.
- Использовать сопло диаметром 20 миллиметров и ролики шириной 20-40 миллиметров для горизонтальных швов.
Сварка ПВХ пленки начинается с разогрева материала и легкого давления прокаточным роликом. По мере соединения полотен сопло перемещается по линии шва, располагаясь вместе с роликом под 45-градусным углом относительно края рулона. Сопло устанавливают на расстоянии от нижней части материала, чтобы избежать повреждения.
Сопло устанавливают на расстоянии от нижней части материала, чтобы избежать повреждения.
Широкие швы выполняют посредством предварительного соединения. Сначала формируют внутренний шов с удалением от краев на 15-20 миллиметров, после чего заполняют зазор, соблюдая выступ верхней части сопла за край на 3 миллиметра. Движение прокаточного ролика происходит параллельно срезу насадки, на расстоянии 15 миллиметров от нее. За счет двойной обработки участок соединения демонстрирует большую прочность.
Сварка с прутком
В определенных случаях пленку или ПВХ ткань сваривают с присадочным материалом в виде сварочного прутка. При работе с деталями, толщина которых составляет менее 4 миллиметров, предварительная подготовка кромок не обязательна. Чтобы материал проваривался равномерно, в вершине сварочного шва оставляют 1-миллиметровый зазор.
С точки зрения механической прочности лучшие характеристики показывает соединение встык. Сваривать внахлест не рекомендуют – при аналогичной толщине полотен прочность будет меньше примерно в 6 раз.
Сваривать внахлест не рекомендуют – при аналогичной толщине полотен прочность будет меньше примерно в 6 раз.
Выполняя сварочные работы, необходимо контролировать правильное размещение присадки относительно поверхности шва. Для непластифицированного ПВХ присадку устанавливают под прямым углом. Более острый угол увеличивает расход присадочного материала и вызывает изгиб прутка внутри шва. Угол больше 90 градусов повышает вероятность разрыва прутка после остывания. Оптимальный угол расположения прутка для пластифицированного ПВХ составляет 120 градусов.
Струю горячего воздуха подают колебательными движениями одновременно и на кромки, и на присадочный материал. Скорость зависит от температуры воздуха и диаметра прутка. Предварительный разогрев основного материала и присадки ускоряет процесс. Так называемое скоростное соединение используют при работе с плоскими деталями и изделиями цилиндрической формы с протяжёнными швами. Диаметр прутка подбирают с учетом геометрии шва, толщины основного материала, скорости обработки и требований к надежности соединения. Обычно корень сварочных швов заполняют 2-миллиметровым прутком, после чего укладывают пруток диаметром 3 или 4 миллиметра.
Обычно корень сварочных швов заполняют 2-миллиметровым прутком, после чего укладывают пруток диаметром 3 или 4 миллиметра.
Эффективный и мощный ручной сварки пвх машины Local After-Sales Service
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. ручной сварки пвх машины для различных сварочных целей. Эти. ручной сварки пвх машины широко используются в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и проверены группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов. Покупайте эти продукты в проверенных и надежных магазинах. ручной сварки пвх машины продавцы и поставщики на сайте.Блестящие и качественные. ручной сварки пвх машины, доступные на сайте, сделаны из материалов, которые обладают высокой эффективностью и экологичностью.
На Alibaba.com вы можете выбирать из различных разновидностей. ручной сварки пвх машины доступны в различных формах, размерах, цветах, функциях и возможностях в зависимости от выбранной модели. Эти выдающиеся. ручной сварки пвх машины машины сертифицированы и оснащены мощными ультразвуковыми сигналами. Компактные размеры и защитные рамы делают это. ручной сварки пвх машины отлично подходит для коммерческого использования и предлагает лучшую универсальность.
Alibaba.com предлагает обширную линейку.
 Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. ручной сварки пвх машины доступны как в полуавтоматическом, так и в автоматическом режиме в зависимости от ваших требований и моделей. Объединение основных технологий в один продукт - эти. ручной сварки пвх машины предлагают более высокую степень автоматизации.
Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. ручной сварки пвх машины доступны как в полуавтоматическом, так и в автоматическом режиме в зависимости от ваших требований и моделей. Объединение основных технологий в один продукт - эти. ручной сварки пвх машины предлагают более высокую степень автоматизации.  ручной сварки пвх машины варианты, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.
ручной сварки пвх машины варианты, которые могут соответствовать вашим требованиям и бюджету, чтобы сэкономить ваши деньги. Эти продукты имеют сертификаты ISO, CE, SGS для лучшего обеспечения качества. Вы можете размещать OEM-заказы вместе с индивидуальной упаковкой, приобретая их оптом.Сварка ПВХ профиля: технология и оборудование
Сварка ПВХ-профиля
Если вы только собираетесь работать в оконной сфере или хотите изучить технологию производства окон, необходимо сразу пояснить, что, хотя окно и называется “металлопластиковым”, никакой сварки металла не происходит.
Основным компонентом оконного профиля является ПВХ – поливинилхлорид с различными добавками: пластификаторами, термостабилизаторами, наполнителями и красителями. Точные пропорции этих добавок держатся фирмами-производителями профилей (профилистами) в тайне. Температура плавления этих смесей варьируется от 150 до 250˚C и указывается в папках переработчика к профилю.
Существуют различные способы соединения твердых пластмасс между собой: механический способ (с помощью фиксаторов, трением), химический способ (растворителем), при помощи ультразвука, газа, лазера и т.д. Наиболее распространенной технологией при изготовлении ПВХ-окон является термосваривание. Эта технология основана на нагреве ПВХ-профиля с соблюдением трех важных условий: температуры, давления и времени. Среди профессионалов оконного рынка эта технология и называется сваркой ПВХ-профиля.
Почему же окна называются металлопластиковыми? Внутрь ПВХ-профиля в специальную камеру устанавливается металлический профиль для придания жесткости всей конструкции.
Несмотря на большое разнообразие применяемых технологий и конструктивных особенностей, каждая сварочная голова сварочной машины имеет в своем составе нагревательное зеркало в виде пластины с тэном и термоэлементом, на которую надевается рукав, крепятся специальные накладки или наклеивается тефлоновая (PTFE) пленка. PTFE-пленка представляет себой основу из стеклоткани, пропитанной антипригарным покрытием. Температура на сварочных зеркалах поддерживается в районе 230-250˚С.
Сварочная голова: ограничительные ножи, цулаги, зеркало с тефлоновой пленкой
Для работы с различными профильными системами требуются специальные контрпрофили (цулаги) для правильного позиционирования конкретного профиля в станке.
Цикл сваривания проходит в несколько этапов:
- Укладка профиля
- Позиционирование
- Разогрев
- Сваривание
- Остывание сваренного профиля
Все параметры сваривания (температура зеркала, давление, время плавки и охлаждения и т.д.) настраиваются в соответствии с рекомендациями производителя профиля.
Самыми важными показателями для сварки ПВХ-профиля являются геометрия окна и прочность сварного соединения.
В соответствии с рекомендациями производителей профиля сварочный цикл настраивается таким образом, чтобы сварочный наплав выглядел равномерным по всей длине. Цвет сварного наплава для белого профиля должен быть белым, не должно быть следов жжения и “пузырей”. Следы жжения – это результат перегрева ПВХ-профиля, который приводит к разрушению его структуры. Пузыри указывают на слишком низкую температуру сварочных зеркал и, как следствие, низкое качество сварного соединения.
На качество сварного шва оказывают влияние и множество других факторов: точность длины распила, точность угла распила, реальная температура сварочного зеркала в разных точках, температура профиля и температура в помещении, влажность в помещении, стружка ПВХ и стружка от армирования на срезе, конструкция контрпрофилей (цулаг), масло, сквозняки.
Прочность сварного соединения проверяют с определенной периодичностью, используя для этих целей специальный тестовый стенд или подвешивая груз на отпиленный уголок. Расчетные значения прочности угловых соединений для профилей конкретных сечений устанавливают в технической документации изготовителя и в ГОСТах: ГОСТ 30674-99, ГОСТ 30673-99.
Для процесса сваривания ПВХ-профиля используются специальные сварочные машины.Все сварочные машины можно классифицировать:
1. По количеству сварочных голов: у сварочной машины может быть одна, две, четыре и даже 6 или 8 сварочных голов. Соответственно, за один цикл одноголовочная сварка сварит только один угол, двухголовочная – два угла, четырехголовочная – четыре угла. шестиголовочная машина позволит одновременно со сваркой 4-х углов производить вваривание импоста в раму (импост – элемент окна, разделяющий оконный или дверной проем).
Соответственно, за один цикл одноголовочная сварка сварит только один угол, двухголовочная – два угла, четырехголовочная – четыре угла. шестиголовочная машина позволит одновременно со сваркой 4-х углов производить вваривание импоста в раму (импост – элемент окна, разделяющий оконный или дверной проем).
SL6 Q – автоматическая шестиголовочная сварочная машина для сваривания прямоугольных конструкций с одновременным прямым ввариванием импоста в раму
2. По конструктивным особенностям сварочные машины могут быть отдельностоящими или в составе сварочно-зачистной линии, могут быть вертикального или горизонтального исполнения, с рядным исполнением сварочных голов или образующих прямоугольный периметр, с диагональным или параллельным сведением голов, с фиксированной или изменяемой (от 0, 2 до 2 мм) толщиной сварного наплава.
3. По производительности сварочные машины могут быть со стандартным или сокращенным циклом сварки. Сокращенный цикл сварки означает более высокую производительность.
Сокращенный цикл сварки означает более высокую производительность.
Пример сварочной машины с ускоренным циклом – SL4-FS. Сервоприводы позволяют выполнять сведение профилей с регулируемой скоростью, которая контролируется программой. В результате получаем ускоренный цикл сварки, более высокую производительность и более прочное угловое соединение.
Также повышение производительности можно добиться за счет увеличения температуры и/или площади сварочного зеркала и возможности сваривать одинаковые периметры в два этажа (два контура одновременно).
4. По функциональности. Однофункциональные станки выполняют только одну технологическую операцию – сварку ПВХ. Многофункциональные станки выполняют несколько технологических операций, например, сверление, фрезерование, вваривание импоста.
5. По степени автоматизации сварочные станки можно разделить на ручные (настольные), стандартные и сварочные автоматы. Под стандартными сварками понимаются отдельностоящие сварочные одноголовочные и двухголовочные станки, укладка и позиционирование заготовок на которых происходит вручную. Сварочные автоматы имеют ЧПУ управление по осям, что позволяет сварочным головам позиционироваться по заданному размеру, а все необходимые параметры для сварки каждого профиля на этих станках однократно программируются.
Под стандартными сварками понимаются отдельностоящие сварочные одноголовочные и двухголовочные станки, укладка и позиционирование заготовок на которых происходит вручную. Сварочные автоматы имеют ЧПУ управление по осям, что позволяет сварочным головам позиционироваться по заданному размеру, а все необходимые параметры для сварки каждого профиля на этих станках однократно программируются.
Сварочные машины на российском рынке представлены производителями из Европы, Турции и Китая. Некоторые производители предлагают всего несколько моделей сварочных машин, у других модельный ряд шире.
Рассмотрим основные типы сварочных машин на примере линейки компании FIMTEC, начиная со стандартных машин, проверенных временем и зарекомендовавших себя как неприхотливые и надежные, и заканчивая сварочными автоматами последнего поколения с новейшими уникальными технологиями.
Это универсальная категория сварочных машин производительностью до 30 стандартных ПВХ-окон за восьмичасовую смену. Эти машины позволяют сваривать как прямоугольные конструкции, так и нестандартные изделия с острыми и тупыми углами: трапеции, треугольники и т.д. Особенностью этих машин является широкое и высокое сварочное зеркало для возможности сваривать различные профили под острыми углами. Примеры таких машин: SL V, SL TV.
Эти машины позволяют сваривать как прямоугольные конструкции, так и нестандартные изделия с острыми и тупыми углами: трапеции, треугольники и т.д. Особенностью этих машин является широкое и высокое сварочное зеркало для возможности сваривать различные профили под острыми углами. Примеры таких машин: SL V, SL TV.
SL V – одноголовочная сварочная машина для углов 30° – 180°
SL TV – одноголовочная сварочная машина для углов 30° – 180° с возможностью T-образного сваривания
SL V – машина для сварки прямоугольных и нестандартных конструкций. На машине можно сваривать белый профиль с толщиной сварного шва 2 мм и ламинированный профиль с толщиной шва 0,2 мм. Сварка встык, под прямым углом и под острым углом до 30°. Высокое и широкое сварочное зеркало позволяет сваривать дверные профиля под острыми углами.
SL TV – отличается от предыдущей машины возможностью V- образного вваривания импоста, Т-образного сваривания и сваривания крестом. Технологическая производительность обеих машин: 4 угла за 8 мин.
Производительность двухголовочных машин – до 60 стандартных ПВХ-окон за восьмичасовую смену. Основное назначение – одновременное сваривание двух углов под 90°. Также машины могут сваривать нестандартные конструкций с острыми и тупыми углами (трапеции и треугольники). Ширина сварного шва для белого профиля: 2 мм, для ламинированного: 0,2 мм. Представлены варианты исполнения машин с различными максимальными длинами сваривания. Машины могут быть оборудованы жидкокристаллическим дисплеем. Множество вариантов исполнения машин с различным набором опций обеспечивают выбор необходимой конфигурации станка.
Примеры машин данного типа:
SL2-2 – сварочная машина с фиксированной толщиной сварного шва 2 мм для белого профиля или 0,2 мм в версии для ламинированного профиля. Одна из самых распространенных двухголовых сварочных машин на российском рынке. Простая и надежная сварочная машина.
Одна из самых распространенных двухголовых сварочных машин на российском рынке. Простая и надежная сварочная машина.
SL2-2 – двухголовочная сварочная машина
SL2 E – сварочная машина с фиксированной толщиной сварного шва 2 или 0,2 мм (указывается при заказе). Одна из самых распространенных двухголовочных сварочных машин на российском рынке благодаря своей простоте и надежности.
SL2 VE – отличие данной модели – возможность плавной настройки угла сварки в пределах от 30° до 180° на правой голове.
Технологическая производительность машин линейки SL2: 4 угла за 4 минуты.
Как следует из названия, в рядных сварочных машинах головы располагаются в ряд. Главной особенностью таких машин является возможность разворота сварочных голов навстречу друг другу и возможностьV-образного вваривания импоста.
Разворот сварочных голов позволяет выполнять Н-образное вваривания импоста и сварку нестандартных конструкций с острыми и тупыми углами (трапеции и треугольники). Также эти машины могут делать Т-образное и крестовое сваривания белого профиля со стандартной шириной сварного шва 2 мм и ламинированного профиля с шириной шва 0,2 мм.
Рядные сварочные машины универсальны – со сваркой стандартных прямоугольных конструкций они также отлично справляются.
Технология V-образного вваривания импоста не получила широкого распространения в России, но пользуется популярностью в странах Европы. При использовании этой технологии обеспечивается замкнутый контур окна и многим нравится внешний вид конструкций с V-образной вваркой импоста.
V-образное вваривание импоста на машине SL5-TFF EVO
Забегая немного вперед, хотим сказать, что это не единственная технология, обеспечивающая вваривание импоста. Компания FIMTEC предлагает своим клиентам сварочные машины, обеспечивающие прямое вваривание импоста без необходимости V-образного выреза.
Компания FIMTEC предлагает своим клиентам сварочные машины, обеспечивающие прямое вваривание импоста без необходимости V-образного выреза.
Рассмотрим машины серии SL-UNI. Все машины этой серии позволяют выполнять плавную регулировку угла сварки от 30° до 180°. Толщина сварного шва выставляется в 2 или 0.2 мм для сварки белого и цветного профиля соответственно. Благодаря выравниванию всех сварочных голов машины могут выполнять одновременное вваривание одного, двух (на четырехголовочных машинах) или трех (на пятиголовочных машинах) импостов.
Рядные сварочные машины серии UNI
SL2 UNI – двухголовочная сварочная машина для одновременной сварки двух углов под 90°, а также H-образных, ТТ-образных, крестовых и нестандартных конструкций с острыми и тупыми углами (трапеций, треугольников и т.п.).
SL3 UNI – универсальная трехголовочная сварочная машина (1 универсальная голова и 2 универсальные поворачиваемые головы) для одновременной сварки двух прямоугольных углов, П-образных конструкций под углом 90°, H-образных, ТТT-образных, нестандартных конструкций.
SL4 UNI – универсальная сварочная машина с четырьмя универсальными поворачиваемыми сварочными головами позволяет одновременно сваривать три прямоугольных угла или вваривать два импоста в прямоугольную конструкцию.
SL5 UNI – универсальная пятиголовочная сварочная машина (3 универсальные головы и 2 универсальные поворачиваемые головы) позволяет одновременно сваривать четыре прямоугольных угла или вваривать три импоста в прямоугольную конструкцию.
За пределами линейки UNI стоит отметить машину SL5-TFF EVO для сварки двух углов под 90° и одновременного V-образного вваривания до трех импостов. Уникальность данной машины – сварка без образования наплава (технология V-Perfect) и возможность сваривать прифили из композитных материалов (профили ПВХ с алюминиевыми либо деревянными накладками, профили с несвариваемыми покрытиями, такими как алюминиевая фольга, деревянный шпон, акриловое покрытие). Сварное соединение не требует последующей зачистки.
Сварное соединение не требует последующей зачистки.
SL5-TFF EVO – рядная пятиголовочная машина на технологии V-Perfect – сварка выполняется без образования наплава, угловое соединение не требует последующей зачистки
Основное назначение машин данной категории – одновременная сварка всех углов рамы или створки.
Чаще всего сварочные машины (станки) имеют горизонтальное исполнение, что позволяет встраивать их в единую линию с зачистным станком.
Сварочные машины имеют различные базы и большой набор опций, расширяющих функциональность сварочной машины. Примеры функциональных особенностей машин, которые могут присутствовать в базовой комплектации или в качестве дополнительных опций:
- параллельное или диагональное сведение голов;
- автоматическая перестановка толщины сварного шва с 2 мм. на 0,2 мм;
- сверление под импост во время цикла сварки;
- прямое вваривание импоста без необходимости V-образного выреза в раме;
- система для обжима уплотнений при использовании протянутого или коэкструдированного уплотнения.
 на 0,2 мм;
на 0,2 мм;У компании FIMTEC машины данного типа представлены линейкой SL4 с технологической производительностью 120-150 изделий за восьмичасовую смену.
Машины могут быть отдельностоящими или в составе линии с поворотной станцией и зачистным станком. Машины автоматически выполняют позиционирование сварочных голов, нагрев, сварку и охлаждение. По завершении последней операции сваренная рама транспортируется на стол охлаждения для последующей зачистки.
Примеры “классических” четырехголовочных машин:
SL4-4 – четырехголовочная сварочная машина бюджетного класса для сваривания прямоугольных конструкций с фиксированной толщиной сварного шва, которая указывается при заказе.
SL4 U – четырехголовочная сварочная машина представляет собой “конструктор” с большим выбором опций, расширяющий ее функциональные возможности. Машина может быть укомплектована автоматической системой перестановки толщины сварного шва, параллельным или диагональным сведением сварочных голов, системой для обжима уплотнений при использовании протянутого или коэкструдированного уплотнения и опцией сваривания П-образных конструкций.
SL4 U – автоматическая четырехголовочная сварочная машина для одновременной сварки 4-х сторон ПВХ-профиля
В классических сварочных машинах сжатие профиля выполняется за счет пневмоцилиндров, что накладывает ряд технических ограничений на процесс сварки, так как сжатие выполняется с постоянным усилием, которое невозможно регулировать.
В машинах с сервоприводами сведение и сжатие профиля может контролироваться ЧПУ, что открывает принципиально новые горизонты в технологии сварки ПВХ-профиля. Например, в случае машины SL4-FS – это ускоренный (до 50%) сварочный цикл, а машина SL4-FF EVO позволяет сваривать профиль без образования наплава.
Например, в случае машины SL4-FS – это ускоренный (до 50%) сварочный цикл, а машина SL4-FF EVO позволяет сваривать профиль без образования наплава.
Еще одно ограничение классических машин – толщина сварного наплава. Каждое значение толщины требует фиксирующего механизма, который устанавливается на заводе. Толщина наплава указывается клиентом при заказе машины. В лучшем случае у машины будет два фиксирующих механизма под толщину в 0,2 и 2 мм.
У сервоприводных машин фиксирующий механизм не требуется и толщина наплава может регулироваться вплоть до 0 мм. Некоторые европейские производители в неравной борьбе со сварным наплавом даже пытаются на практике выставлять толщину в 0 мм, что, впрочем, не решает проблему полностью и превращает ограничительные ножи в расходный материал. (Полностью “победить” сварной наплав и избавиться от необходимости зачищать шов после сварки позволяют машины линейки SL-FF, например, SL4-FF EVO, о которой чуть ниже. )
)
Рассмотрим сервоприводные машины, достойные особого внимания.
SL4-FS – высокоскоростная четырехголовочная сварочная машина, разработанная итальянской компанией-производителем оборудования для изготовления окон GRAF Synergy по запросу компании FIMTEC. Идея машины возникла в результате обратной связи с российскими производителями окон, у которых производительность цеха ограничивалась временем сварочного цикла.
Автоматическая четырехголовочная сварочная машина SL4-FS с ускоренным сварочным циклом
За счет использования сервоприводов эта машина обеспечивает прирост производительности до 50% по сравнению со скоростью традиционных 4-головочных сварок. При этом быстрее не означает хуже – по прочности углового соединения SL4-FS превосходит своих четырехголовочных предшественников.
Машина оснащена семью осями с ЧПУ-управлением, системой точной программной настройки для каждого артикула профиля, машину можно программировать по DXF-чертежу. Активная система контроля свариваемого контура на всех этапах рабочего цикла и по всем осям обеспечивает высокую точность сваривания заготовок.
Активная система контроля свариваемого контура на всех этапах рабочего цикла и по всем осям обеспечивает высокую точность сваривания заготовок.
Сварочная машина SL4-FS имеет систему параллельного позиционирования / подачи голов, автоматическую корректировку погрешности профильных заготовок по высоте до 0,7 мм и опционально автоматическую систему перестановки толщины сварного шва.
SL4-FF EVO – уникальная сварочная машина, которая позволяет полностью отказаться от цикла последующей зачистки. ПВХ-профиль сваривается без образования наплава в угловых соединениях. Контур рамы или створки, сваренный на этой машине, не требует зачистки и иной механической обработки после цикла сваривания. Технология сварки без зачистки запатентована под торговой маркой “V-Perfect” и защищена международным законодательством об авторских правах. Этой машине и технологии в ее основе мы посвятили отдельную статью.
SL4-FF EVO – сварочный автомат, работающий на технологии сварки без зачистки
У SL4-FF EVO есть шестиголовочный и восьмиголовочный аналог:
SL6-TFF EVO: одновременная сварка четырех углов рамы под 45° и вваривание импоста под 90°
SL8-TFF EVO: одновременная сварка четырех углов рамы под 45° и вваривание двух импостов под 90°
В статье мы рассмотрели технологию сварки ПВХ-профиля и основные типы сварочных машин. При выборе конкретного оборудования мы рекомендуем обратить особое внимание на следующие факторы:
При выборе конкретного оборудования мы рекомендуем обратить особое внимание на следующие факторы:
- Функциональность: нужны ли Вам такие функции как одновременное вваривание двух импостов, толщина шва в 0,2 мм или сварка трапеций, будете ли Вы изготавливать “бесшовные” окна.
- Производительность: для цехов с небольшой производительностью может быть достаточно одноголовочной машины, а для особо крупных производств может понадобиться десяток машин “премиум” класса.
Цех по производству ПВХ-окон производительностью 1 300 окон за смену; парк сварочных машин: SL4-FF EVO x15
- Надежность: сколько будет простаивать машина и сколько Вы будете ждать технической поддержки (и есть ли она вообще). Оценить надежность можно по производителю машины: есть ли у производителя официальный представитель (поставщик) в России, есть ли склады с запчастями и расходными материалами, будет ли оказываться поддержка за пределами гарантийного срока.

На российском рынке представлены три “серьезных” производителя сварочных машин для ПВХ: GRAF Synergy (Италия, представитель в России – FIMTEC), URBAN (Германия) и ROTOX (Германия).
- Удобство: насколько машина требовательна к оператору, насколько она автоматизирована. У многих производителей окон наблюдается большая текучка кадров в цехах, чем более автоматизирована машина, тем меньше Вы будете зависеть от одного конкретного оператора.
- Наличие системы самодиагностики: система позволяет удаленно определить причину неисправности и дать рекомендацию по ее устранению, что не раз сэкономит Вам время и деньги, так как многие неполадки можно легко и быстро устранить без вызова технического специалиста поставщика на место производства.
Наши специалисты готовы ответить на все вопросы, которые у Вас остались (или возникли) после прочтения этой статьи, и помочь Вам в выборе оборудования, независимо от масштабов вашего производства.
© FIMTEC
Сварка баннеров автоматическая и ручным способом на этом сайте
Предлагаем услуги по сварке баннерной ПВХ ткани.
Сварка баннеров производится предназначенными для этого сварочными аппаратами. Если ПВХ сваривать правильно, то трехсантиметровый шов способен держать полотно площадью до 400 кв. м. Как не странно, но универсальных параметров настройки сварочного аппарата ПВХ — не существует. Всё познается только опытным путём. Одно дело тренироваться на кусочках, другое уметь варить уже готовое изделие. Тут нельзя допустить ни не провара шва, ни прожога полотна.
Производство сварочных работ доверяйте только специально обученным людям
Благодаря наличию у нас такого оборудования мы можем сваривать баннерные и другие ткани единым полотном до очень больших размеров. Сварка обеспечивает более надежное соединение по сравнению со способом склейки баннерной ткани.
Такие сварочные аппараты универсальны.
Ими выполняются:
- сварка баннерной ткани
- сварка бу баннеров
- сварка укрывных тентов
Сварка баннеров производится способом в на хлест
Разделяют два способа сварки баннеров:
- ручной метод
- автоматический
Все зависит от бюджета организации. Автоматический сварочный аппарат — достаточно дорогое удовольствие. Но именно такой аппарат может гарантировано обеспечить качественное сваривание и с большей скоростью, чем ручной способ. Если аккуратно варить, то шов 3 см. удержит и полотно площадью 400 кв. м. Ручной метод допустим только для сваривания баннеров относительно небольших размеров.
Скорость автоматической сварки может достигать 5 погонных метров в минуту, в зависимости от свариваемого материала и мастерства сварщика баннерной ткани ПВХ.
Процесс сварки ПВХ требует:
- размещения свариваемых сегментов на ровной чистой площадке
- предварительное размещение сегментов в на хлест
- размещения сварочного аппарата у края соединения
После достижения нагревательным инструментом требуемой температуры воздуха на стык опускают сопло, и ролики аппарата начинаю сварку. Особое внимание оператор уделяет ходу движения аппарата вдоль комки шва.
Особое внимание оператор уделяет ходу движения аппарата вдоль комки шва.
Аппараты сварки баннеров позволяю изготавливать:
- монтажные карманы по периметру рекламного носителя
- проварки подворотов для установки люверсов.
Оптимальным решением будет наличие и автоматического сварочного аппарата и ручного фена для сварки баннеров. В силу особенностей конструкции автомат не всегда может добраться до нужных мест сварки. Тогда на помощь приходит ручной метод сварки.
С помощью термофенов дорабатывают сложные участки полотен баннеров ПВХ, а также сваривают элементы, которые невозможно соединить автоматическим сварочным аппаратом.
Micro soudeuse с высокой частотой — RFlex — Miller Weldmaster
Самый универсальный
РАДИОЧАСТОТНЫЙ СВАРЩИК
4220 Алабама пр-т | Наварре | Огайо | 44662 | США | Т. 330-833-6739 | [email protected] Производство прочных, долговечных и даже сварных швов является то, что RFlex был построен, чтобы сделать. Он будет сваривать широкий
диапазон материалов различной толщины. RFlex является самым гибким и простым в использовании РЧ-сварщиком из имеющихся на рынке. Он предназначен для
охватывают широкий диапазон конфигураций выходной мощности с использованием нашей эксклюзивной системы автонастройки RF. Основой RFlex-сварщика является машина мощностью 15 кВт, работающая на радиочастотном питании. Используя самую современную технологию ВЧ-генератора, наш эффективный ВЧ-сварщик будет работать как большинство ВЧ-сварщиков мощностью 17 кВт или 22 кВт, при этом максимальная площадь сварки ВЧ-диапазона составляет почти 100 квадратных дюймов в линейной конфигурации. RFlex является самым эффективным, гибким и экологически чистым РЧ-сварщиком из имеющихся на рынке. Заявления:
— Тяжелые конструкции, палатки, системы теней, навесы для грузовых автомобилей и боковые занавески
— Отделка вывесок и баннеров
— Навесы, тени, лодочные чехлы и надувные лодки
— Контейнерные бассейны, нефтяные боны, наземные лайнеры
— Лайнеры и накрышки для бассейнов, дамбы и резервуары для воды
— Термоформовка, защитная одежда, хранение воды и газа Техническая спецификация
Напряжение:
240 В — три фазы — 60 Ампер.
Он будет сваривать широкий
диапазон материалов различной толщины. RFlex является самым гибким и простым в использовании РЧ-сварщиком из имеющихся на рынке. Он предназначен для
охватывают широкий диапазон конфигураций выходной мощности с использованием нашей эксклюзивной системы автонастройки RF. Основой RFlex-сварщика является машина мощностью 15 кВт, работающая на радиочастотном питании. Используя самую современную технологию ВЧ-генератора, наш эффективный ВЧ-сварщик будет работать как большинство ВЧ-сварщиков мощностью 17 кВт или 22 кВт, при этом максимальная площадь сварки ВЧ-диапазона составляет почти 100 квадратных дюймов в линейной конфигурации. RFlex является самым эффективным, гибким и экологически чистым РЧ-сварщиком из имеющихся на рынке. Заявления:
— Тяжелые конструкции, палатки, системы теней, навесы для грузовых автомобилей и боковые занавески
— Отделка вывесок и баннеров
— Навесы, тени, лодочные чехлы и надувные лодки
— Контейнерные бассейны, нефтяные боны, наземные лайнеры
— Лайнеры и накрышки для бассейнов, дамбы и резервуары для воды
— Термоформовка, защитная одежда, хранение воды и газа Техническая спецификация
Напряжение:
240 В — три фазы — 60 Ампер. 400 Вольт — трехфазный — 40 Ампер.
480 В — трехфазный — 40 Ампер. Электронная трубка:
Триод металл-керамики с воздушным охлаждением Анти-флэш-система:
Сверхбыстрый твердотельный ограничитель дуги Система управления:
PLC & 10″ сенсорный экран HMI Длина электрода:
1.2m (47”)
Дополнительно: 1,5 м (59 дюймов) Электродный инсульт:
0.16m (6.3”) Space Behind Electrode:
0.84m (33”) Требования к воздуху
2 кфм @ 120ps Потребление энергии:
Примерно 22 кВт Размеры:
Ширина: 1,7 м (66,9″)
Длина: 1,97 м (77,5″)
Высота: 2,4 м (94,5 дюйма)
400 Вольт — трехфазный — 40 Ампер.
480 В — трехфазный — 40 Ампер. Электронная трубка:
Триод металл-керамики с воздушным охлаждением Анти-флэш-система:
Сверхбыстрый твердотельный ограничитель дуги Система управления:
PLC & 10″ сенсорный экран HMI Длина электрода:
1.2m (47”)
Дополнительно: 1,5 м (59 дюймов) Электродный инсульт:
0.16m (6.3”) Space Behind Electrode:
0.84m (33”) Требования к воздуху
2 кфм @ 120ps Потребление энергии:
Примерно 22 кВт Размеры:
Ширина: 1,7 м (66,9″)
Длина: 1,97 м (77,5″)
Высота: 2,4 м (94,5 дюйма)
—
АППАРАТЫ И АВТОМАТЫ ГОРЯЧЕГО ВОЗДУХА LEISTERДЛЯ СВАРКИ ПВХ-ТКАНИ И ПЛЕНОКСамым быстрым, надежным и технологичным способом соединения баннерной и тентовой ткани, пленки и гидроизолирующих покрытий из ПВХ, ЭСБ, ХСПЭ, ЭПДМ или ПВДФ является сварка внахлест с помощью горячего воздуха или горячего клина.  Мобильные, удобные, простые в обращении ручные сварочные аппараты и высокоэффективные сварочные автоматы швейцарской компании LEISTER отлично сваривают полимерные ткани, тентовые ткани и пленки любого типа (сварка ПВХ, ЭСБ, ХСПЭ, ЭПДМ или ПВДФ) при производстве автотентов, павильонов, бассейнов, шатров, маркиз, тентовых тканей, надувных судов и рекламных банеров. Ручное сварочное оборудованиеСварочные автоматы
Дополнительные принадлежностиФотогалерея
| |||


Аппарат для мембранной кровли
Оборудование для мембранной кровли: автоматическое или ручное
Строительство зданий, рассчитанных на долгий эксплуатационный срок, но без необходимости частого ремонта, ставит строителей перед выбором такого типа кровельного материала, который в состоянии соответствовать этим довольно непростым требованиям. Среди возможных вариантов наиболее полно удовлетворяет поставленным задачам мембранная, благодаря принципиально новому подходу к устройству кровли.
Мембранная кровля – это покрытие из ПВХ (либо ЭПДМ или ТПО) мембран. Их эксплуатационный срок рассчитан на 50–60 лет. Главным и основным преимуществом устройства подобной кровли является ее повышенная устойчивость к экстремальным температурам, низким и высоким, что, несомненно, очень важно для регионов с большими температурными перепадами. Установку материала выполняют в слой. В состав кровельного пирога входят слои паро- и теплоизоляции.
Установку материала выполняют в слой. В состав кровельного пирога входят слои паро- и теплоизоляции.
При устройстве кровли по бетону используют геотестиль. Дополнительная гидроизоляция не нужна, так как сам этот материал обеспечивает отличную гидроизоляцию. Эластичность и теплостойкость мембраны позволяют укладывать ее на крыши, можно сказать, с любым уклоном. Все преимущества такой кровли проявляются только при ее правильном креплении. Основных способов фиксации – три:
- механический, когда полотно по длине шва крепят к основанию через саморезы;
- клеевый, он больше подходит для приклеивания ЭПДМ мембран специальным клеем к основанию.
- сварочным, полотнища материала качественно соединяют между собой, сваривая горячим воздухом. Чтобы получить безупречно герметичный слой, который защитит кровельный «пирог» от проникновения внутрь атмосферной влаги, необходимо правильно выбрать оборудование для мембранной кровли.
Сварочный способ фиксации ↑
Суть сварки заключается в следующем: под воздействием высокой температуры свариваемые поверхности приходят в пластическое состояние, после чего их прижимаются одну к другой.
При частичном плавлении и размягчении полимера макромолекулы с поверхности соединяемых деталей, получив определенное ускорение, начинают перемещаться с одной свариваемой детали на другую. Таким образом, граница между ними стирается и результатом получается монолитное неразъемное соединение.
Очень важно не нарушить температурный предел, так как в противном случае получается противоположный результат. Дело в том, что макромолекулы при «термическом шоке» начинают разрушаться и уже не в состоянии обеспечить требуемые прочностные характеристики материала. Как правило, рекомендуется применять более медленный и щадящий нагрев. Помимо температуры, качество сварочного шва зависит также от давления и скорости сварки.
Оборудование для сварки: руки мастера или автоматика ↑
Сварочный аппарат для мембранной кровли работает на горячем воздухе. Сварку выполняют без присадочного материала, соединяя полотнища внахлест. Для этого используют оборудование ручное, полуавтоматическое или автоматическое.
С помощью оборудования этого типа стыкуют рядовые кровельные швы. Их качество в этом случае не зависит от квалификации оператора автомата. Он должен выполнить сначала пробную сварку и подобрать параметры, температуру и скорость воздействия, необходимые для качественного результата, затем только корректировать траекторию движения сварочной машины вдоль нахлеста полотен. В процессе работы скорость сварки и температура регулируются электроникой.
Сварочная машинка, автомат, например, Leister Varimat V или Herz Laron, ширина шва 40 мм, существенно увеличивает скорость работы, причем без потери стабильности высокого качества сварочного шва. Обычно автомат абсолютно ровно и качественно сваривает 2–8 м полотна за минуту.
Полуавтоматическое оборудование
Их предназначение – сваривание полотен на большом уклоне, вертикальных поверхностях, а также в местах, куда автоматической массивной машине для сварки трудно добраться, как, например, на парапетах. Из известных моделей можно отметить Leister Varimat или Triac Drive и Herz Laron.
Из известных моделей можно отметить Leister Varimat или Triac Drive и Herz Laron.
Ручная сварка
Для самых труднодоступных для автоматического оборудования или принципиально недоступных участков кровли используют ручную сварку – так называемый фен для мембранной кровли. Классические области использования термофена – места примыкания к парапетам или стенам, стыки по коротким торцам или криволинейные участки. Современный ручной аппарат имеет небольшую массу и уменьшенную рукоятку, что облегчает его использование, охлаждаемая трубка делает инструмент безопасным и увеличивает эксплуатационный срок.
Обычно на термофенах имеется цифровой дисплей, который позволяет отследить, насколько реальные параметры сварки соответствуют заданным. На некоторых аппаратах предусмотрена функция электронной регулировки температурного режима, а также автоматического отключения мотора, если ухудшилось качество работы или создалась ситуация, угрожающая безопасности сварщика.
Ручная работа имеет свои недостатки. Прежде всего, это низкая скорость сварки – не больше 40 см/мин. Такой аппарат имеет ограничения по толщине, к тому же шов не всегда получается качественный.
Прежде всего, это низкая скорость сварки – не больше 40 см/мин. Такой аппарат имеет ограничения по толщине, к тому же шов не всегда получается качественный.
Самыми популярными моделями термофенов являются Leister PID или Triac S, Herz Rion или Eron.
Как сварить качественный шов ↑
- Безукоризненно качественный шов можно получить только на чистых поверхностях, поэтому поверхности свариваемых полотен очищают влажной тряпкой, пятна клея, нефти или битума протирают специальными растворами.
- Мембрана должна быть расстелена без натяжения с минимальным нахлестом в 50-80 мм, если ширина сварочного шва не меньше 20 мм.
- Перед сваркой полотна точечно скрепляют, чтобы предотвратить их скольжение относительно друг друга.
- В Т-образном пересечении полотен край шва скашивают в середине под углом. Это необходимо, чтобы исключить образование капиллярных каналов. Скос выполняют при помощи сопла и прикаточного ролика из латуни или, используя специальный подрезной нож.
- Если наружная температура ниже 5 °С, то полотно перед укладкой слегка нагревают, чтобы предотвратить эффект «коробления» и усадку армирующего слоя.

© 2019 stylekrov.ru
(Нет оценок)Аппараты для сварки кровельной ПВХ мембраны
Геосинтетические полотна – это материалы многофункционального применения. Если при производстве за основу был взят поливинилхлорид, полученная мембрана идеально подходит для изготовления кровельного покрытия.
Геотекстильный слой может быть использован для защиты крыш любой конструкции, проявляя при этом дополнительно гидроизолирующие и теплостабилизирующие качества. Полотна можно соединять механически или приклеиванием к основе. Такие способы не требуют больших затрат времени и средств, но мало надежны.
Лучший способ монтажа – сварочное соединение ПВХ мембран. Достижение полноценного эффекта возможно только в случае, если сварка геомембраны проведена правильно. Для этого нужен опыт проведения подобных работ и качественное оборудование для сварки.
Для этого нужен опыт проведения подобных работ и качественное оборудование для сварки.
Автоматы и полуавтоматы
Производители современного сварочного оборудования для пластика поставляют устройства, предназначенные для ручной и автоматической работы. Минимальные усилия мастера требуются при сварке ПВХ мембраны с помощью специальных автоматов.
Они надежно соединяю стыки полотен как на горизонтальной, так и на вертикальной поверхностях. Сварщику нужно только задать режим работы и направлять движения агрегата. Скорость перемещения, показатели температуры сварки ПВХ мембран определяются самостоятельно системой управления аппарата.
Электроника корректирует величину нагрева рабочей зоны при понижении скорости движения агрегата. Это исключает возможность локальных перегревов ПВХ мембраны при сварке, обеспечивает получение эстетического, герметичного шва.
Для обретения уверенности в правильности заданного режима желательно сделать пробную сварку на небольшом образце материала. Существует несколько популярных моделей аппаратов для сварки мембранной кровли.
Существует несколько популярных моделей аппаратов для сварки мембранной кровли.
В среднем в течение 1 минуты они термически соединяют от 2 до 8 м полотен. Примером может быть оборудование компании Leister. Так, модель Varimat V или аппарат производителя Herz модель Laron быстро и качественно делают швы, шириной достигающей 40 мм.
Для выполнения швов внахлест в сложно доступных местах сварка ПВХ мембран проводится полуавтоматическим оборудованием.
Агрегаты удобны при выполнении соединений на вертикальной или сильно наклоненной основе, на парапетах и других рельефах, где автомат невозможно разместить, тем более перемещать. Полуавтоматами сваривают геомембраны при перекрестном расположении материалов. Удобны в работе аппараты Leister Varimat, Triac Drive, Herz Laron.
Устройства для ручной работы
В местах, абсолютно недоступных для любой автоматизированной техники сварка ПВХ мембран проводится вручную термофенами. Ручными аппаратами делают швы в зонах примыкания к стенам, выполняют криволинейные стыки, соединения коротких торцевых сторон полотен.
Возможности
На большинстве современных агрегатов для работы вручную есть небольшой дисплей, информирующий о заданных и реальных значениях температуры направленного горячего потока.
Сварщик может визуально оценить соответствие показателей. На более дорогих моделях фенов предусмотрены дополнительные возможности:
- электронное регулирование терморежима;
- автоматическое отключение аппарата при экстренных ситуациях.
Конечно, скорость выполнения шва у термофенов значительно меньше, чем у автоматических агрегатов. За 1 минуту в среднем можно сварить 40 см геомембраны.
Некоторое неудобство заключается в необходимости тщательно выбирать толщину ПВХ мембран. Толстые материалы вручную могут провариться не очень хорошо.
Для геомембран, имеющих толщину до 3 мм, выпускают специальные аппараты повышенной мощности. При наличии навыков сварщика, фен является надежным помощником в работе на специфических участках крыш.
Торговые марки
Из импортной техники мастерам нравится сварочный аппарат Leister модели PID или Triac S, оборудование Herz Rion или Eron. Хорошее качество сварки ПВХ мембран обеспечивают фены компании FORSTHOFF GmbH, опыт производства которой составляет уже четверть века.
Последние модели оснащены очень удобной панелью с кнопками на торце аппарата. Случайно нажать их невозможно. Качественное, относительно недорогое оборудование поставляет LANSITE.
Хорошее качество соединения ПВХ геомембран обеспечивает шведский агрегат SIEVERT TW 5000, способный сваривать полотна любой толщины. Оборудование легко выполняет прямые и заостренные швы.
Особую группу составляют ручные экструдеры, предназначенные для соединения полотен с использованием присадочных прутков.
Выбирая модель, следует обратить внимание на рекомендации производителей, поставщиков. Возможность работы с ПВХ мембранами заложена не во все аппараты. Консультанты помогут подобрать ручной экструдер для требуемых материалов и условий работы.
Имеющиеся в продаже агрегаты позволяет выполнять комплексную сварку ПВХ мембраны во всех местах любых кровель, надолго защитить крышу от ветров, осадков, колебаний температуры.
Подготовка полотна
Качественную сварку можно обеспечить только при условии тщательной подготовки ПВХ полотен:
- обычную грязь на ПВХ мембране вытирают влажной тканью;
- остатки клеев, битума, другой органики удаляют растворителями;
- затем мембрану расстилают на поверхности. При этом на ткани не должно быть никаких натяжений, напряжений.
Минимальный нахлест ПВХ мембран при сварке составляет 50 мм. Можно увеличивать его до 80 мм. При такой величине нахлеста рекомендуемая ширина шва 20 мм.
Если работу проводят при низкой температуре воздуха (5 °C), мембранное полотно следует предварительно нагреть до восстановления нормальной пластичности.
При низких температурах оно может слегка коробиться. Тогда кровля получится некрасивой. Сварка ПВХ мембран проводится на расправленном, ровно разложенном материале.
Геоткань размещают так, чтобы она не скользила и не смещалась во время работы. В местах перпендикулярной ориентации мембран с помощью специального ножа и ролика формируют скосы. Делают это аккуратно, исключая образования микроскопических каналов.
Грамотно выполненная сварка ПВХ мембран гарантирует защиту крыш на несколько десятилетий. Однажды вложив средства, усилия, время, можно наслаждаться результатом вплоть до полувека.
Аппарат для сварки мембраны
Сварочное оборудование для мембран
| Наименование/Описание | Ед. измерения | Цена в рублях | Тех. описание | Фото |
| TARPON сварочный автомат для кровли 40 мм, 230 В, 2,9 кВт, с дополнительным весом и направляющей рукояткой | шт. | 216 108 | ||
| ROOFON сварочный автомат для кровли, шов 40 мм, 230 В, 3,5 кВт | шт. | 158 852 | ||
| LARON сварочный автомат для кровли, шов 40 мм, 400 В, 5,7 кВт | шт. | 276 179 | ||
| SEON автоматический сварочный автомат 40 мм, 230 В, 1,32 кВт, с керамическим клином | шт. | 613 093 | ||
| FloorOn сварочный автомат для линолеума 230 В, 2,9 кВт с цифрофым управлением, с ручкой для переноски, с подъемным механизмом, с приспособлением для катушки для сварочного прутка и оптическим выключателем движения при наезде на стену | шт. | 151 110 | ||
| MION S атоматический сварочный автомат, 230 В, 800 Вт, 1100Н, с функцией записи сварочных параметров: давления, температуры и скорости, с проверочным каналом, c керамическим клином | шт. | 595 953 | ||
| MION атоматический сварочный автомат, 230 В, 800 Вт, 1100Н, c проверочным каналом, c керамическим клином | шт. | 372 807 | ||
| COMON автоматический сварочный автомат, 230 В, 2100 Вт, 1400Н, с проверочным каналом | шт. | 408 761 | ||
| COMON автоматический сварочный автомат, 230 В, 2100 Вт, 1400Н, c керамическим клином, с проверочным каналом | шт. | 419 189 | ||
| COMON S автоматический сварочный автомат, 230 В, 2100 Вт, 1400Н, с керамическим клином и функцией записи сварочных параметров: давления, температуры и скорости, с проверочным каналом | шт. | 681555 | ||
| 1507 CS ручной экструдер, 230 В, 3100 Вт, для PE-PP, производительность (пруток 4мм) 1,8 кг/ч | шт. | 126643 | ||
| 2007 CS ручной экструдер 230 В, 3600 Вт, для PE-PP-PVC- PVDF, производительность 1,8 кг/ч | шт. | 153710 | ||
| 5002 CS ручной экструдер 230 / 400 В, 5300 Вт, для PE-PP, производительность (пруток 5мм) 5,0 кг/ч | шт. | 249 286 | ||
| 6007 CS-P ручной экструдер 230 В, 5300 Вт, для PE-PP, производительность (гранулят) 6,0 кг/ч | шт. | 259 435 | ||
| RION сварочный аппарат, 230В, 1600Вт, для насаживающихся насадок | шт. | 15 732 | ||
| RION Digital сварочный аппарат, 230В, 1600Вт, для насаживающихся насадок | шт. | 24 426 | ||
| RION сварочный аппарат, 230В, 1600Вт, для навинчивающихся насадок M14 | шт. | 16 767 | ||
| RION сварочный аппарат, 230В, 1600Вт, для навинчивающихся насадок M10 | шт. | 16 767 | ||
| ERON нагреватель, 230В, 3400Вт | шт. | 18 630 | ||
| MARON сварочный аппарат с отдельной подачей воздуха, 230В, 1600Вт, для насаживающихся насадок | шт. | 17 802 | ||
| MARON сварочный аппарат с отдельной подачей воздуха, 230В, 1600Вт, для навинчивающихся насадок M10 | шт. | 18 961 | ||
| MARON сварочный аппарат с отдельной подачей воздуха, 230В, 1600Вт, для навинчивающихся насадок M14 | шт. | 18 961 | ||
| Насадка для сварки прутком 8 х 2 мм | шт. | 2 070 | ||
| Насадка быстрой сварки для круглого прутка 3, 4 или 5мм | шт. | |||
| Щелевая насадка для сварки внахлёст 20 мм, для RION | шт. | 1 449 | ||
| Щелевая насадка 20ммх60гр для сварки внахлест правая для RION | шт. | 2 981 | ||
| Щелевая насадка 20ммх90гр для сварки внахлест для RION | шт. | 1 449 | ||
| Щелевая насадка 30х2мм | шт. | 2 981 | ||
| Щелевая насадка 40мм для сварки внахлёст, для RION | шт. | 1 408 | ||
| Щелевая насадка 40ммх60гр для сварки внахлест правая для RION | шт. | 1 904 | ||
| Щелевая насадка 60 мм для сварки внахлест, для RION | шт. | 1 780 | ||
| Щелевая насадка 70мм х10мм для нагрева, для ERON. | шт. | 1 573 | ||
| Щелевая насадка 75х2мм для сварки внахлест, для ERON | шт. | 5 175 | ||
| Щелевая насадка 80 мм для сварки внахлест, для RION | шт. | 2 401 | ||
Щелевая насадка 150мм х12мм для нагрева, для ERON. | шт. | 3 602 |
Данный аппарат применяется для сварки внахлест методом горячего воздуха кровельных гидроизоляционных мембран различных толщин и материалов: полиэтилена (PE), ПВХ (PVC-P), TПO, EPDM и других материалов подвергаемых термической сварке.
Есть в наличии. Срок поставки 2-4 дня.
Заказать сварочный аппарат
Гарантийный срок на аппарат для кровельной мембраны составляет 12 месяцев со дня покупки. Мы осуществляем постгарантийное обслуживание, всегда в наличии все запчасти и расходные материалы.
Автомат (аппарат) для сварки кровельной мембраны
Аппарат для сварки кровли применяется при сварке ПВХ мембранного кровельного покрытия, который позволяет материалу быть в эксплуатации свыше 50 лет. Мембранная кровля используется для покрытия пола, стен и других поверхностей. Материал является современным и используется, как на промышленных объектах так и при частном строительстве.
Сварка автоматом горячего воздуха является наиболее прочной и обладает рядом преимуществ перед другими способами:
- Не видны крепления, саморезы, так как фактически по этому методы две поверхности спаиваются друг с другом до однородного состояния.
- Любой, даже самый прочный клей через определенное время потеряет свои способности склеивать две поверхности и придется все время обрабатывать материалы и подклеивать швы.

Материалом для долговременного и качественного покрытия является мембранная кровля. Оборудование для ее приклеивание может быть автоматическим, полуавтоматическим или ручным. Аппараты для сварки мембранной кровли позволяют легко монтировать материалы ПВХ, швы будут держаться весь срок эксплуатации.Автоматический аппарат для ее монтажа можно приобрести только зарубежного производства.
Основные технические параметры аппарата для сварки кровли
| Напряжение: | 220 В |
| Мощность: | 4200 Вт |
| Скорость сварки: | 0,7-10,2 м/мин. |
| Температура нагрева: | 20-620°C |
| Ширина сварочного шва: | 40 мм |
| Размер аппарата: | 640х430х330 мм |
| Вес аппарата | 37 кг |
Принцип сварки кровельного аппарата
Аппарат для сварки мембранной кровли работает по следующему принципу:
- трубка, подающая горячий воздух устанавливается между двух поверхностей ПВХ мембран;
- определенная температура нагревает материал до нужного состояния, когда они готовы к склеиванию;
- машинка под собственнным весом и дополнительных грузов соединяет разогретый материал, ровно сглаживает швы.

Таким образом происходит соединение молекул с растворением друг в друге двух поверхностей мембранной кровли.
Сварочное оборудование для мембран
Ручные аппараты , такие как GQ20 подходият для труднодоступных мест, так как он имеет меньшие габариты и способены достать и нагреть места, в которых невозможно установить аппарат автомат.Аппарат для сварки мембранной кровли используется при больших объемах работ в основном горизонтальное покрытие.
Для идеального строительства и нанесения кровельного покрытия идеально подходит аппарат для мембранной кровли. Цена такого аппарата зависит от производителя и функций машины. Мы предлагаем аппараты для сварки мембранной кровли по самым выгодным условиям.
Звоните +7 (3852) 46-66-33 или оставьте свой номер телефона
Оборудование для сварки ПВХ мембран
Сварка кровельных мембран
Чтобы реализовать весь потенциал современных полимерных кровельных покрытий, отличающихся долговечностью, надежностью и простотой в эксплуатации, необходимо квалифицированно провести все этапы работ по укладки кровли оборудованием по укладке и соединению этих покрытий, потому что даже маленькая ошибка может в будущем обойтись очень дорого. Для укладки современных полимерных покрытий Вам понадобится надежное специализированное оборудование для кровли. Надежные, простые в управлении аппараты для сварки кровельной мембраны HERZ и LEISTER осуществляют сварку качественно, быстро и со всегда предсказуемым результатом. Для сварки кровельных покрытий из ПВХ, ТПО, ЭСБ, ЭПДМ, ХСПЭ и полимерно-битумных компании HERZ и LEISTER предлагают целый спектр оборудования для кровли — высокоэффективные ручные сварочные аппараты и автоматы горячего воздуха, позволяющих получить сварной шов шириной от 20 до 120 мм, а также принадлежностей к ним.
Для укладки современных полимерных покрытий Вам понадобится надежное специализированное оборудование для кровли. Надежные, простые в управлении аппараты для сварки кровельной мембраны HERZ и LEISTER осуществляют сварку качественно, быстро и со всегда предсказуемым результатом. Для сварки кровельных покрытий из ПВХ, ТПО, ЭСБ, ЭПДМ, ХСПЭ и полимерно-битумных компании HERZ и LEISTER предлагают целый спектр оборудования для кровли — высокоэффективные ручные сварочные аппараты и автоматы горячего воздуха, позволяющих получить сварной шов шириной от 20 до 120 мм, а также принадлежностей к ним.
| Самый экономичный в мире автомат для сварки плоской кровли РУФОН. | Легкий аппарат ХОТ ДЖЕТ S используется для сварки углов, примыканий, накладок и т.д. | |
Самый оптимальный аппарат для сварки кровельной мембраны LARON на больших площадях. | Быстрая и точная сварка кровельного покрытия автоматом Varimat V2 | |
Автомат Варимат V2 позволяет производить сварку кровельных ПВХ-покрытий даже на неровных поверхностях. Ширина сварочного шва – 40 мм | Фен ЭЛЕКТРОН с щелевой насадкой при сушке шва перед герметизацией. |
Оборудование для сварки полимерных кровельных мембран горячим воздухом
Полотнища полимерных кровельных мембран, будучи качественно соединены между собой c помощью сварки горячим воздухом, способны сформировать на кровле безупречно герметичный гидроизолирующий слой, защищающий от проникновения внутрь кровельного «пирога» атмосферной влаги. Несмотря на кажущуюся простоту процесса сварки, существует большое количество нюансов, которые стоит учитывать при работе. Основным же гарантом отличного результата служит правильный выбор сварочного оборудования.
Термин «сварка» по отношению к полимерным изделиям обозначает «неразъемное соединение отдельных элементов без их растворения или изменения химического состава, исключительно за счет нагрева, с использованием или без использования дополнительного материала». Сварка имеет место, когда свариваемые поверхности под воздействием высоких температур приводятся в пластическое состояние, а затем прижимаются друг к другу.
Пластическое состояние характеризуется частичным плавлением и размягчением полимера, макромолекулы поверхностных слоев соединяемых деталей при этом становятся более подвижными, они могут перемещаться из одной детали в другую, что приводит к исчезновению границы раздела между свариваемыми материалами и образованию монолитного, неразъемного соединения. Те вещества, чьи физико-химические свойства не изменяются после нагрева до пластического состояния и последующего охлаждения, называются термопластами, именно они наиболее пригодны для сварки.
Однако даже для них существует некоторый температурный предел, выше которого макромолекулы полимера начинают разрушаться — длинные цепочки распадаются на более короткие, которые уже не в состоянии обеспечить необходимых прочностных характеристик материала. Это явление называется «термическим шоком». Поэтому температура сварки должна выбираться «с умом», в общем случае следует предпочесть быстрому нагреву до высоких температур более медленное и щадящее воздействие. Быстрый нагрев, помимо «термического шока», провоцирует возникновение высоких напряжений в материале, которые также снижают его прочность.
Это явление называется «термическим шоком». Поэтому температура сварки должна выбираться «с умом», в общем случае следует предпочесть быстрому нагреву до высоких температур более медленное и щадящее воздействие. Быстрый нагрев, помимо «термического шока», провоцирует возникновение высоких напряжений в материале, которые также снижают его прочность.
Немалое значение имеет также время температурного воздействия и давление, прикладываемое к свариваемым поверхностям, – именно оно интенсифицирует процесс обмена макромолекулами и способствует наиболее полному «перемешиванию» слоев.
Каждый из этих трех параметров – температура, давление и скорость сварки может варьироваться в некоторых пределах, совокупность которых образует «сварочное окно». В рамках «окна» параметры сварки выбираются в зависимости от температурных и влажностных условий, типа и состояния материала, выход же за его пределы чреват ухудшением качества шва – слишком высокая температура разрушает материал и делает соединение менее прочным, слишком короткое время термического воздействия также приводит к потере прочности, но уже за счет неполной проварки шва.
Поэтому очень важно, чтобы сварочное оборудование обеспечивало стабильность всех трех показателей. Подбор оптимальных критериев сварки требуется в начале каждого рабочего дня, а также после любого охлаждения (отключения) сварочного аппарата или при существенном изменении погодных условий.
Способы нагреваНагрев полимерных изделий удобнее осуществлять с помощью горячего воздуха. Существует две разновидности сварки горячим воздухом — с применением присадочного материала (так называемая прутковая сварка) и без него (сварка пленок внахлест).
Первый вариант используется в основном для сварки пластмассовых конструкций, резервуаров и трубопроводов, второй – для соединения полотнищ кровельных мембран, тентовых тканей, геомембран.
Автоматика или руки мастера?Для сварки кровельных мембран применяют ручное, полуавтоматическое и автоматическое сварочное оборудование.
Автоматическое оборудование предназначено для устройства стыков мембраны на основной плоскости кровли, на горизонтальных и вертикальных поверхностях. Главное его преимущество – независимость качества шва от квалификации сварщика. Функции оператора сварочного автомата сводятся лишь к подбору с помощью пробной сварки необходимых параметров (температуры и скорости воздействия) и корректировке траектории движения сварочного автомата вдоль нахлеста полотнищ. Температура и скорость сварки регулируются электроникой, а значит, не зависят от колебаний напряжения в сети и?температуры окружающей среды. Кроме того, машина контролирует и расход воздуха, что важно для монтажа ТПО-мембран. С помощью сварочных машин-автоматов можно заметно увеличить скорость работы, не теряя при этом стабильно высокого качества работы, – автоматика позволяет получать за минуту 2-8 м абсолютно ровного и качественного шва.
Главное его преимущество – независимость качества шва от квалификации сварщика. Функции оператора сварочного автомата сводятся лишь к подбору с помощью пробной сварки необходимых параметров (температуры и скорости воздействия) и корректировке траектории движения сварочного автомата вдоль нахлеста полотнищ. Температура и скорость сварки регулируются электроникой, а значит, не зависят от колебаний напряжения в сети и?температуры окружающей среды. Кроме того, машина контролирует и расход воздуха, что важно для монтажа ТПО-мембран. С помощью сварочных машин-автоматов можно заметно увеличить скорость работы, не теряя при этом стабильно высокого качества работы, – автоматика позволяет получать за минуту 2-8 м абсолютно ровного и качественного шва.
Средняя скорость сварки с помощью ручного оборудования не превышает 40 см в минуту. Без ручной сварки не обойтись при выполнении сложных элементов – деталей примыканий. На длинных прямых швах монотонная работа повышает вероятность ошибки оператора – в этом случае человека успешно заменяет автомат.
Полуавтоматическое оборудование предназначено для соединения полотнищ мембраны на вертикальных поверхностях, больших уклонах, в местах, куда доступ массивной сварочной машины-автомата затруднен (например, на парапетах). Для устройства стыков мембраны в местах, принципиально недоступных для автоматического оборудования, применяют ручную сварку.
Криволинейные участки кровли, места выхода технологических конструкций, примыкания кровли к парапетам, стенам, стыки мембран по коротким торцам рулонов – вот классическая область применения ручных сварочных аппаратов, которые часто называют термофенами. Современный термофен предельно удобен в работе благодаря малой массе и уменьшенной рукоятке, безопасен – обладает охлаждаемой защитной трубкой – и рассчитан на длительную эксплуатацию. Практически все модели оснащены цифровым дисплеем, по которому можно отслеживать соответствие реальных параметров сварки заданным.
Также часть аппаратов обладает функцией электронной регулировки температуры, а также автоматическим отключением мотора в ситуациях, ухудшающих качество работ и угрожающих безопасности сварщика. К недостаткам ручной сварки можно отнести невысокую скорость работы, нестабильность качества сварного шва и ограничение по толщине свариваемых мембран.
К недостаткам ручной сварки можно отнести невысокую скорость работы, нестабильность качества сварного шва и ограничение по толщине свариваемых мембран.
Производители сварочного оборудования
LEISTER Process Technologies
Лидером на российском рынке оборудования для сварки термопластов является компания LEISTER Process Technologies («ЛЯЙСТЕР», Швейцария). Она была основана в 1944 г. (торговая марка зарегистрирована в 1949 г.), и на протяжении вот уже 65 лет основной ее специализацией является производство промышленных нагревателей и аппаратов для сварки пластиков. Позже в ассортименте LEISTER появились микросистемы и оборудование для лазерной сварки.
В настоящее время LEISTER представляет более 10 000 наименований специализированного оборудования — от промышленных систем до компактных и простых в эксплуатации ручных инструментов. Вся продукция выпускается на собственном производстве. Для применения на кровле рекомендованы ручные аппараты «Триак S», «Триак PID», «Хот-Джет S», а также полуавтоматический сварочный аппарат «Триак Драйв». Среди автоматических сварочных машин наибольшей популярностью пользуется «Варимат V» и его модификация — «Битумат», предназначенный для сварки битумно-полимерных мембран. В России компания представлена с 1996 г.
Среди автоматических сварочных машин наибольшей популярностью пользуется «Варимат V» и его модификация — «Битумат», предназначенный для сварки битумно-полимерных мембран. В России компания представлена с 1996 г.
FORSTHOFF GmbH
Немецкая фирма FORSTHOFF GmbH производит высококачественные аппараты горячего воздуха (термофены) более 25 лет. В начале 2009 г. компания начала производство ручных строительных фенов новой S-серии. Можно сказать, что новые аппараты стали более «дружественными» к оператору – они лучше сбалансированы, кнопки управления находятся не под пальцами сварщика, а на торце рукоятки, что препятствует случайному нажатию, рукоятки инструментов стали более эргономичными.
Все строительные фены S-серии оснащены новым электродвигателем с повышенным ресурсом графитовых щеток – 1500 ч. Изменения коснулись и самих щеток – их замена занимает считанные секунды, а новая конструкция исключает повреждение коллектора пружиной после износа щетки. Типичными представителями серии являются аппараты QUICK-S Electronic, HOT AIR S и GRAND-S Electronic.
HERZ
Группа компаний Herz, основанная в 1965 г. в Нойвиде (Германия), создала отдельное направление по разработке и производству оборудования и механизмов для сварки и гибки пластмасс под названием «Herz GmbH Kunststoff — und Warmetechnologie». В 1973 г. группа Herz открыла другой независимый филиал в Австрии — Herz Austria GmbH. Были созданы деловые отношения с прежней Югославией, Венгрией и Польшей.
Диапазон изделий был расширен аппаратами и фенами, сваривающими горячим воздухом, ручными сваривающими экструдерами от Munsch, тестовыми приборами контроля сварных швов и другим специальным испытательным оборудованием для обработки пластмассы, сварочными машинами для листовых пластиков. С 2007 г. продукция и сервис компании стали доступны и в России. Самые популярные инструменты производства Herz, пригодные для использования на кровле, – ручной строительный фен Rion и сварочная машина-автомат Laron. Остальные представители серии – ERON, COMON и MION — для кровельных работ применяются редко.
Автоматическая сварочная машина Laron и ручной фен Rion отличаются простой и надежной электрической схемой от известного германского разработчика DOHLE на основе японских контроллеров.
Lansite
В последнее время в «бюджетной» ценовой категории серьезную конкуренцию лидерам составляет продукция американской компании Lansite. Термофены Hurricane и Tornado имеют широкий спектр применения и отличные технологические характеристики.
SIEVERT
Sievert – компания, специализирующаяся на разработке и производстве профессиональных инструментов для нагрева и пайки. Ее головной офис находится в Стокгольме (Швеция), а часть производств – в Тарту (Эстония). Для применения на кровле компания предлагает сварочную машину-автомат SIEVERT TW 5000. Кстати, именно этот аппарат официально рекомендует для сварки мембран «ПЛАСТФОИЛ» компания «ПЕНОПЛЭКС СПб». SIEVERT TW 5000 оборудован уникальной полноприводной двигательной системой, обеспечивающей качественную сварку кровельных мембран различной толщины. Дополнительно предусмотрена подстройка передних колес для эксплуатации машины под разными углами. Мощный двигатель и хорошая подвеска позволяют машине подниматься по поверхностям, расположенным под углом до 30°.
Дополнительно предусмотрена подстройка передних колес для эксплуатации машины под разными углами. Мощный двигатель и хорошая подвеска позволяют машине подниматься по поверхностям, расположенным под углом до 30°.
SIKA Sarnafil Manufacturing AG
Концерн Sika, который представляет на рынке, помимо ПВХ-мембран под собственной маркой, мембраны ТПО Sarnafil, рекомендует для монтажа последних автоматические машины Sarnamatic 661и Sarnamatic 661 Plus. Эти машины были разработаны компанией Sarnafil в целях организации полной комплектации объектов (от гидроизоляции и утеплителя до элементов крепежа и автоматического оборудования). С 2008 г. эти аппараты выпускаются на производственных мощностях компании Leister.
Технические параметры автоматических машин Sarnamatic 661 и Sarnamatic 661 Plus настроены на применение с мембранами Sarnafil. Они предназначены для бережной и эффективной сварки этих мембран. Аппарат имеет компактный дизайн, оптимальную массу и систему стабилизации, позволяющую реже корректировать траекторию движения по кровле. Также удобен большой легкочитаемый дисплей с автоматической регулировкой яркости и меню на 12-ти основных языках. Sarnamatic 661 Plus имеет дополнительное оснащение для сварки ТПО-мембран без применения средств для подготовки шва, а также для приваривания профилей для имитации фальцевой кровли. Сбалансированность конструкции этих машин позволяет производить сварку кровельных мембран на парапетах шириной свыше 18 см.
Также удобен большой легкочитаемый дисплей с автоматической регулировкой яркости и меню на 12-ти основных языках. Sarnamatic 661 Plus имеет дополнительное оснащение для сварки ТПО-мембран без применения средств для подготовки шва, а также для приваривания профилей для имитации фальцевой кровли. Сбалансированность конструкции этих машин позволяет производить сварку кровельных мембран на парапетах шириной свыше 18 см.
«Секреты» качественной сварки
1. Только чистые поверхности гарантируют безукоризненное качество сварного шва! Пыль, волокна изоляционных материалов и грязь со свариваемых поверхностей мембран следует убрать влажной тряпкой, а от следов битума, нефти, клея избавиться с помощью специального средства-очистителя.2. Раскатывать мембрану нужно свободно, без натяжения. При ширине сварного шва не менее 20 мм нахлест мембран должен составлять как минимум 50-80 мм. Термочувствительные нижние слои (например, теплоизоляция из пенополистирола) и неровное основание кровли требуют большего нахлеста полотнищ. 3. Для предотвращения скольжения мембран друг относительно друга их можно предварительно точечно зафиксировать.4. Для выбора параметров, наиболее подходящих для конкретных погодных условий и типа материала, необходимо проводить предварительную пробную сварку.5. В Т-образном пересечении мембран край сварного шва должен быть скошен под углом в середине, чтобы предотвратить возникновение капиллярных каналов. Это можно сделать с использованием сопла шириной 20 мм и латунного прикаточного ролика, а также с помощью специального подрезного ножа.6. При температуре окружающего воздуха ниже 5 °С материал рекомендуется укладывать в предварительно нагретом состоянии, в целях предотвращения усадки армирующего слоя и возникновения эффекта «коробления». Использования герметиков возможно только при температуре выше 5 °С.
3. Для предотвращения скольжения мембран друг относительно друга их можно предварительно точечно зафиксировать.4. Для выбора параметров, наиболее подходящих для конкретных погодных условий и типа материала, необходимо проводить предварительную пробную сварку.5. В Т-образном пересечении мембран край сварного шва должен быть скошен под углом в середине, чтобы предотвратить возникновение капиллярных каналов. Это можно сделать с использованием сопла шириной 20 мм и латунного прикаточного ролика, а также с помощью специального подрезного ножа.6. При температуре окружающего воздуха ниже 5 °С материал рекомендуется укладывать в предварительно нагретом состоянии, в целях предотвращения усадки армирующего слоя и возникновения эффекта «коробления». Использования герметиков возможно только при температуре выше 5 °С.
7. Если мембрана повреждена или после проверки в шве обнаружен брак, неполадка устраняется привариванием заплаты из нового материала на поврежденный участок. Заплата имеет закругленные края и по размеру больше поврежденной или бракованной области как минимум на 50 мм по длине и ширине в каждую сторону.
Полина Барбашова
Статья подготовлена по материалам компаний: «Ольмакс», «КМК Групп», «АДР-Технология», ЗАО «ПетроПримус», ООО «Зика», «Пеноплэкс», ООО «Протан Рус»
Денис Кушнир, менеджер по продажам ПВХ-мембран, «Пеноплэкс-СПБ»Масса сварочного аппарата, температура и скорость сварки регулируются монтажниками. Выбор режима сварки по данным параметрам обуславливается индивидуальностью материала, погодными условиями, температурой окружающей среды. При скачках напряжения в сети происходит сбой в работе автоматических сварочных машин в виде кратковременной потери температуры, что сильно влияет на качество сварного шва. Другими словами, при падении напряжения возможен «непровар» шва.
Как правило, оборудование для сварки горячим воздухом применяется для работы с ПВХ- и ТПО-мембранами. Полотнища ЭПДМ-мембраны (каучук) сварить таким образом невозможно. Однако отдельные производители ЭПДМ-мембран (марки Duraproof, «Резитрикс», Trelleborg) стали выпускать свою продукцию с нанесенным на нее (по краю или?по всей поверхности) термопластичным полимером. Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
Александр Зернов, директор ООО «Протан Рус»При выборе того или иного оборудования каждая компания исходит из своего практического опыта. Например, скандинавская компания PROTAN AS, исходя
из своего 40-летнего практического опыта кровельных работ, рекомендует оборудование Leister и Herz как наиболее отвечающее параметрам «качество-надежность-сервис».
| Компания-производитель | Представитель в России | наличие сервисного центра для ремонта аппаратуры | Производимое оборудование | Технические характеристики | Сфера применения и комментарии | ||||||
| Напряжение, В | Частота, Гц | Мощность, кВт | Температурный диапазон, °С | Вес, кг | Длина шнура питания, м | Скорость сварки, м/мин | |||||
| Leister | «Ольмакс» | Сервисные центры в городах: Москва, Санкт-Петербург, Новосибирск, Екатеринбург | «Варимат V» | 230/400 | 50/60 | 4,6/5,7/6,3 | 20-620 | 32 | 5 | 0,5 – 5,0 | Сварочная машина-автомат |
| «Триак S» | 230 | 50/60 | 1,6 | 20-700 | 1,3 | 3 | — | Ручной строительный фен. Все параметры сварщик выставляет вручную и контролирует сам. Все параметры сварщик выставляет вручную и контролирует сам. | |||
| «Триак PID» | 230 | 50/60 | 1,6 | 50-600 | 1,4 | 3 | — | Ручной строительный фен. Чувствителен к качеству питающей сети, параметры контролируются автоматически | |||
| «Хот-Джет S» | 230 | 50/60 | 0,46 | 20-600 | 0,58 | 3 | — | Ручной строительный фен. Самый легкий из представленных на рынке! | |||
| «Битумат» | 230/400 | 50 | 6,7 | 20-650 | 42 | — | До 12 | Сварочная машина-автомат. Предназначена для сварки битумно-полимерных покрытий. | |||
| «Lansite» | «КМК Групп» | Неизвестно | Hurricane (Харрикейн) | 230 | 50/60 | 3,0 | 40-650 | 1,5 | 3 | — | Ручной строительный фен |
| Tornado (Торнадо) | 230 | 50/60 | 1,6 | 40-700 | 1,3 | 3 | — | Ручной строительный фен | |||
| FORSTHOFF GmbH | «АДР-Технология»* | Сервис-центр в России есть | QUICK-S Electronic | 230 | 50 | 1,5 | До 700 | 1,2 | 3 | Ручной строительный фен | |
| HOT AIR S | 230 | 50 | 3,0 | До 700 | 1,4 | 3 | Ручной строительный фен | ||||
| GRAND-S Electronic | 230 | 50 | 3,0/4,0 | До 700 | 1,36 | 3 | Ручной строительный фен | ||||
| SIEVERT | ЗАО «ПЕТРОПРИМУС» | Планируется открытие сети сервисных центров совместно с компанией «ПЕНОПЛЭКС» | SIEVERT TW 5000 | 230 | 60 | 5,0 | 40-650 | 31 | — | До 6 | Сварочная машина-автомат |
| Sika | ООО «Зика» | Обслуживание производит компания «Ольмакс» | Sarnamatic 661 | 230/400 | 50/60 | 3,6/5,0 | До 520 | 67 | 15 | 0,1-4 | Сварочная машина-автомат |
| HERZ («Herz GmbH Kunststoff — und Warmetechnologie) | ООО «Велд-Пластик» | Сервисный центр в Москве | RION | 120/230 | 50/60 | 1,6 | 20-650 | 1,3 | — | — | Ручной строительный фен |
| LARON | 230/400 | 50/60 | 4,6/5,7 | 20-620 | 35 | — | — | Сварочная машина-автомат |
* — компания не является официальным дилером, однако, предоставляет наиболее полный ассортимент продукции FORSTHOFF GmbH
Автомат для кровельной мембраны
Данный аппарат применяется для сварки внахлест методом горячего воздуха кровельных гидроизоляционных мембран различных толщин и материалов: полиэтилена (PE), ПВХ (PVC-P), TПO, EPDM и других материалов подвергаемых термической сварке.
Есть в наличии. Срок поставки 2-4 дня.
Узнать стоимость аппарата
Гарантийный срок на аппарат для кровельной мембраны составляет 12 месяцев со дня покупки. Мы осуществляем постгарантийное обслуживание, всегда в наличии все запчасти и расходные материалы.
Автомат (аппарат) для сварки кровельной мембраны
Аппарат для сварки кровли применяется при сварке ПВХ мембранного кровельного покрытия, который позволяет материалу быть в эксплуатации свыше 50 лет. Мембранная кровля используется для покрытия пола, стен и других поверхностей. Материал является современным и используется, как на промышленных объектах так и при частном строительстве.
Сварка автоматом горячего воздуха является наиболее прочной и обладает рядом преимуществ перед другими способами:
- Не видны крепления, саморезы, так как фактически по этому методы две поверхности спаиваются друг с другом до однородного состояния.
- Любой, даже самый прочный клей через определенное время потеряет свои способности склеивать две поверхности и придется все время обрабатывать материалы и подклеивать швы.

Материалом для долговременного и качественного покрытия является мембранная кровля. Оборудование для ее приклеивание может быть автоматическим, полуавтоматическим или ручным. Аппараты для сварки мембранной кровли позволяют легко монтировать материалы ПВХ, швы будут держаться весь срок эксплуатации.Автоматический аппарат для ее монтажа можно приобрести только зарубежного производства.
Основные технические параметры аппарата для сварки кровли
| Напряжение: | 220 В |
| Мощность: | 4200 Вт |
| Скорость сварки: | 0,7-10,2 м/мин. |
| Температура нагрева: | 20-620°C |
| Ширина сварочного шва: | 40 мм |
| Размер аппарата: | 640х430х330 мм |
| Вес аппарата | 37 кг |
Принцип сварки кровельного аппарата
Аппарат для сварки мембранной кровли работает по следующему принципу:
- трубка, подающая горячий воздух устанавливается между двух поверхностей ПВХ мембран;
- определенная температура нагревает материал до нужного состояния, когда они готовы к склеиванию;
- машинка под собственнным весом и дополнительных грузов соединяет разогретый материал, ровно сглаживает швы.

Таким образом происходит соединение молекул с растворением друг в друге двух поверхностей мембранной кровли. Ручные аппараты , такие как GQ20 подходият для труднодоступных мест, так как он имеет меньшие габариты и способены достать и нагреть места, в которых невозможно установить аппарат автомат.Аппарат для сварки мембранной кровли используется при больших объемах работ в основном горизонтальное покрытие.
Для идеального строительства и нанесения кровельного покрытия идеально подходит аппарат для мембранной кровли. Цена такого аппарата зависит от производителя и функций машины. Мы предлагаем аппараты для сварки мембранной кровли по самым выгодным условиям.
PHOENIX-02 SH Автоматическая машина для сварки винила (ПВХ) с одним углом
- PHOENIX-02 SH Автоматический сварочный аппарат для одноугловой виниловой (ПВХ) сварки 2
- PHOENIX-02 SH Автоматический сварочный аппарат для одноугловой виниловой (ПВХ) сварки 2
Машина состоит из корпуса из листовой стали, обеспечивающего устойчивость. Столы изготовлены из алюминиевых пластин толщиной 25 мм.Чтобы обеспечить точность сварки, виниловые профили, каждый раз плавясь, укладываются на основание так, чтобы точность стола достигалась с левым движением столов подшипников libays. Обе стороны станка оборудованы профильными опорами для обработки длинных профилей параллельно столу, что снижает бесценную устойчивость.
Столы изготовлены из алюминиевых пластин толщиной 25 мм.Чтобы обеспечить точность сварки, виниловые профили, каждый раз плавясь, укладываются на основание так, чтобы точность стола достигалась с левым движением столов подшипников libays. Обе стороны станка оборудованы профильными опорами для обработки длинных профилей параллельно столу, что снижает бесценную устойчивость.
- Боковые опоры
- Руководство пользователя
Технические характеристики Imperial
Технические характеристики Метрическая система
Автоматическая машина для сварки винила с одним углом
Phoenix-02 SH — это автоматический одноугловой сварочный аппарат для винила (ПВХ) .Машина состоит из корпуса из листовой стали, обеспечивающего устойчивость, а столы изготовлены из алюминиевых листов толщиной 25 мм. Чтобы обеспечить точность сварки, виниловые профили, каждый раз плавясь, укладываются на основание так, чтобы точность стола достигалась с левым движением столов подшипников libays. Кроме того, обе стороны станка оснащены профильными опорами для обработки длинных профилей параллельно столу, что снижает бесценную устойчивость.
Кроме того, обе стороны станка оснащены профильными опорами для обработки длинных профилей параллельно столу, что снижает бесценную устойчивость.
Phoenix-02 SH Регулируемые угольники, расположенные над алюминиевыми столами, обеспечивают сварку под углом от 15° до 180°.Кроме того, электрические компоненты имеют сертификат CE, UL и соответствующие стандарты. Машина оборудована электрической, пневматической защитой и системами безопасности для безопасности оператора машины.
Машина была разработана для углового соединения профилей из ПВХ под углом 15° – 180° путем плавления, и оператор может регулировать зажим и давление плавления в соответствии с профилем. Кроме того, он имеет функцию затягивания один за другим при каждом нажатии на педаль и может регулировать давление и период плавления в соответствии с типом профиля.
Phoenix-02 SH имеет регулируемое расстояние между нижними и верхними ножами для очистки сварочных заусенцев, а после затяжки профилей процесс сварки завершается автоматически. С другой стороны, он имеет регулируемый термостат, который можно настроить на желаемую температуру в диапазоне от 0° до 260°C, а его сварной шов регулируется в диапазоне от 0,2 до 2,0 мм.
С другой стороны, он имеет регулируемый термостат, который можно настроить на желаемую температуру в диапазоне от 0° до 260°C, а его сварной шов регулируется в диапазоне от 0,2 до 2,0 мм.
Машина была разработана в соответствии с директивами по безопасности CE, UL и CSA. Вы можете получить дополнительную информацию о Phoenix-02 SH в ATechMachinery.com, посмотрите демонстрационные видеоролики или прочтите подробный технический каталог и списки деталей.
Технические характеристики и функции могут быть изменены без предварительного уведомления.
Сварка пластмасс горячим газом: Часть 1
Фон процесса
Сварка горячим газом — это процесс изготовления термопластичных материалов. В процессе, изобретенном в середине 20 -го г.г., используется поток нагретого газа, обычно воздуха, для нагрева и плавления как термопластичного материала подложки, так и термопластичного сварочного стержня.Подложка и стержень сплавляются, образуя сварной шов ( рис.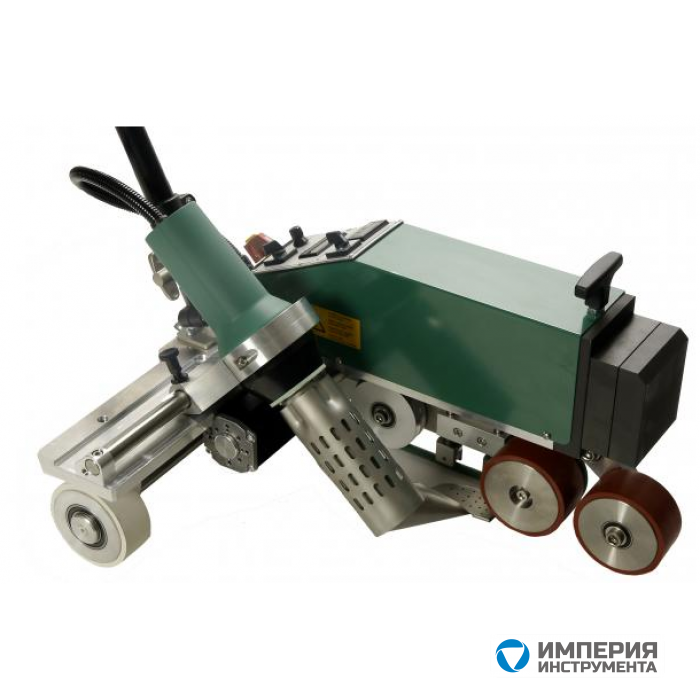 1 и 2 ).
1 и 2 ).
Чтобы обеспечить сварку, к стержню необходимо приложить соответствующую температуру и давление, а также использовать правильную скорость сварки и положение горелки. Качество сварки, так как это чисто ручная техника, зависит от мастерства сварщика. Типичные области применения включают резервуары для хранения химикатов, вентиляционные каналы и ремонт пластиковых деталей, таких как автомобильные бамперы.
Сварочные материалы
Есть две группы пластиковых материалов; термопласты и реактопласты.Метод сварки горячим газом применим только к тем пластмассам, которые можно многократно нагревать и плавить, а именно к термопластам.Когда термопласт нагревается, молекулярные цепи внутри материала становятся подвижными и позволяют ему плавиться и течь.
Термореактивные материалы представляют собой группу пластиковых материалов, в которых молекулярные цепи образуют поперечные связи. Эти поперечные связи, образованные в результате химической реакции, предотвращают подвижность молекулярных цепей при воздействии тепла.
Хотя этим процессом можно сваривать многие термопласты, наиболее распространенными являются полипропилен, полиэтилен, ПВХ и некоторые фторполимеры, такие как PVDF, FEP и PFA.
Экструдированные стержни и листы являются наиболее часто используемым сырьем для производства готовых изделий из пластика. При изготовлении пластмасс крайне важно, чтобы сварочный стержень и лист были из одинакового материала и химического состава.
Например, несмотря на то, что гомополимер полипропилена можно сваривать со статистическим блок-сополимером полипропилена, прочность сварного шва будет значительно снижена. Также важно проверять качество сварочного стержня перед использованием, так как в процессе экструзии внутри стержня могут образовываться пузырьки воздуха.Это приведет к образованию пустот в сварном шве. Сварочные стержни обычно имеют диаметр три или четыре миллиметра.
Сварочное оборудование
Оборудование, используемое для сварки горячим газом, состоит из источника воздуха, ручки с прочным захватом, нагревательной камеры с контролем температуры для производства горячего газа и сопла, через которое нагретый газ выходит из сварочной горелки для нагрева пластикового стержня и подложка. ( Рис.3 )
( Рис.3 )
Вентилятор, либо встроенный в рукоятку сварочной горелки, либо расположенный удаленно и соединенный с горелкой, обеспечивает подачу воздуха.Также можно использовать сжатый газ из баллонов, например, воздух или азот.
Какой бы источник газа ни использовался, важно, чтобы он был чистым и сухим, так как грязь и влага загрязняют сварной шов.
Температура горелки устанавливается с помощью циферблата на рукоятке, а некоторые сварочные горелки показывают температуру воздушного потока на цифровом индикаторе также на рукоятке. Рекомендуется постоянно измерять температуру газа с помощью цифрового термометра, например, с наконечником термопары, помещенным на 5 мм внутрь сопла сварочной горелки.
Передняя часть сварочной горелки позволяет устанавливать сменные сварочные сопла в зависимости от требуемого типа сварки.
Чаще всего используются три типа насадок: насадка для прихватки, круглая насадка и высокоскоростная насадка ( Рис. 4 ).
4 ).
Насадка для прихватки, как следует из названия, используется для прихватки материалов перед сваркой. Круглое сопло позволяет сварщику нагревать стержень и подложку без физического контакта с ними и полезно для сварки в труднодоступных местах.
Используется реже, чем высокоскоростная сварочная насадка, где носок сопла контактирует со сварочным стержнем и позволяет сварщику оказывать давление как на стержень, так и на материал подложки во время сварки.
Наряду с правильной температурой давление обеспечивает адекватное сплавление сварочного стержня с материалом подложки.
В дополнение к сварочному пистолету необходимо несколько инструментов. Это напильник с крупными зубьями, фрезер и ручная шлифовальная машина для подготовки кромок, скребок для удаления поверхности материала вокруг сварного шва и проволочная щетка для очистки сопла.Также потребуются кусачки для резки сварочного прутка и электролобзик для резки материалов подложки.
Параметры сварки
В процессе сварки горячим газом существует четыре основных параметра сварки: температура, давление, скорость сварки и положение горелки. Поскольку процесс является ручным, важно, чтобы сварщик хорошо понимал необходимость обеспечения того, чтобы все четыре из этих параметров были правильными и контролировались во время операции сварки.
Поскольку процесс является ручным, важно, чтобы сварщик хорошо понимал необходимость обеспечения того, чтобы все четыре из этих параметров были правильными и контролировались во время операции сварки.
Температура является наиболее важным из четырех параметров, поскольку температура на границе раздела между стержнем и подложкой контролируется не только настройкой пистолета, но также скоростью перемещения пистолета и положением пистолета по отношению к подложке. .
Обычно температуру сварки устанавливают на 80–100°C выше точки плавления свариваемого материала. Скорость перемещения горелки обычно составляет от 0,1 до 0,3 м/мин, опять же, в зависимости от свариваемого материала.
Сварочное давление подается через носок сварочного сопла и достигается за счет крепкого удерживания рукоятки сварочного пистолета и нажатия на сварной шов. При сварке с круглым соплом давление прикладывается вручную от сварочного стержня.
Правильное давление при сварке легче обеспечить, используя сварочные горелки с вентилятором, отдельным от горелки, поскольку можно добиться более надежного захвата рукоятки. Сила, прикладываемая к сварочному стержню, обычно составляет от 15 до 30 Н.
Сила, прикладываемая к сварочному стержню, обычно составляет от 15 до 30 Н.
Практические подробности сварки приведены в Сварке пластмасс горячим газом: Часть 2 — Методы сварки
Качество сварки
Поскольку это ручной процесс, качество сварки зависит от навыков. Не существует общепризнанного неразрушающего метода, который убедительно показал бы наличие дефектов в сварных швах пластмасс, которые могли бы привести к разрушению сварного шва. Поэтому рекомендуется пройти качественное обучение сварщиков и пройти сертификацию сварщиков.
Европейский стандарт (EN13067) устанавливает критерии одобрения сварщика пластмасс. В нем подробно описана схема, по которой сварщик проходит как теоретическое, так и практическое испытание, и сварщик, успешно завершивший его, получает свидетельство об одобрении для конкретных категорий материалов, прошедших испытание. Сертификация длится два года с продлением еще на два года, что фактически дает сварщику свидетельство об утверждении на четыре года, прежде чем требуется полное повторное испытание.
См. дополнительную информацию о сварке и испытаниях пластмасс или свяжитесь с нами.
Радиочастотный сварочный аппаратдля изделий из ПВХ или ПУ — RFlex Travel
ЛУЧШИЙ ПРОДАВЕЦРадиочастотная сварка
Стоимость пакетовначинается от 125 000 долларов США по рекомендованной розничной цене
или 2 800 долларов США в месяц .
Передвижной автоматический аппарат для радиочастотной сварки
RFlex Travel — это аппарат для радиочастотной сварки, предназначенный для производства брезента, тентов, грузовых тентов, высокоскоростных дверей и любых других гибких изделий из поливинилхлорида (ПВХ) или полиуретанов (ПУ).Выровняйте свой материал с помощью лазеров на дорожке, нажмите кнопку, и пусть дорожная головка сделает сварку за вас. Надежное и легкое производство.
Подходит для:
- Аэрокосмическая промышленность
- Спортивные коврики
- Навесы
- Рекламные щиты
- Жалюзи
- Здания с прозрачным пролетом
- Заградительные боны
- Конвейерные ленты
- Шторы — Сельское хозяйство
- Шторы — Спортзал
- Занавески — бортовая часть грузовика
- Рулонные ворота
- Эвакуационные горки
- Гибкий резервуар/баллоны для хранения
- Геомембраны/вкладыши
- Теплицы
- Матрасы
- Беседки
- Покрытие для бассейна
- Бассейны
- Надувные лодки
- Экраны
- Оттенки/натяжная конструкция
- Конструкции приютов
- Знаки
- Брезент/чехлы
- Палатки
Аппарат для сварки труб ПВХ 220В 50Гц РУЧНОЙ АППАРАТ ДЛЯ ЭЛЕКТРОСВАРКИ MEF-315, 28000 рупий /шт.
 ID: 23031804755
ID: 23031804755Спецификация продукта
Описание продукта
МОДЕЛЬ: | МЭФ 315 |
ВЕС: | 21 кг |
ТРЕБУЕТСЯ ГЕНЕРАТОР. | 2,5 кВА |
СВАРОЧНЫЙ ДИАПАЗОН: | ДО 315 |
ЧАСТОТА: | 220 В 50 Гц |
 :
:Заинтересованы в этом товаре?Уточнить цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год создания2010
Юридический статус фирмы Физическое лицо — Собственник
Характер деятельностиПроизводитель
Количество сотрудников101 до 500 человек
Годовой оборотRs. 50–100 крор
50–100 крор
Участник IndiaMART с апреля 2015 г.
GST24AOLPP9826L1Z7
Код импорта-экспорта (IEC)AOLPP*****
С брендом MK Основанная в 2010 году, мы являемся единоличной компанией, целью которой является предоставление высококачественной продукции с разнообразными характеристиками в течение ограниченного периода времени. Расположенная в Ахмедабаде (Гуджарат, Индия), мы построили широкую и хорошо функционирующую инфраструктурную единицу, которая играет важную роль в росте нашей фирмы.Под владением «г-н Раджендра Пател» (владелец) мы получили огромную клиентуру в нашей стране.Наша компания занимается брендом CPI и брендом Payal.
Видео компании
Вернуться к началу 1 Есть потребность?
Лучшая цена
Есть потребность?
Лучшая цена
Высокочастотная сварка – обзор
37.
 4.1 Общие сведения
4.1 Общие сведенияBASF AG: Luran S (свойства: натуральная смола)
Экструдированные заготовки и отливки Luran S могут быть сварены методом горячего башмака или методом центрифугирования. В отдельных случаях можно прибегнуть к высокочастотной и ультразвуковой сварке. Изделия Luran S можно также приваривать ультразвуковыми методами к другим термопластам, например, САН, АБС, ПВХ и ПММА.
Артикул: Luran S Акрилонитрил-стирол-акрилат Линейка продуктов, свойства, обработка , руководство по проектированию поставщика (B 566 e/10.83), BASF Aktiengesellschaft, 1983.
37.4.6 Сварка растворителем
Mitsubishi Rayon: Shinko-Lac
Склеивание продуктов, изготовленных из Shinko-Lac ASA, можно легко выполнить с использованием органических растворителей. Рекомендуются МЭК, этилендихлорид или метилендихлорид. Доступны растворы Shinko-Lac ASA, растворенные в любом из вышеперечисленных растворителей в концентрации 5–10%.
Каталожный номер: Shinko-Lac ASA Погодостойкая и термостойкая смола ASA , Руководство по проектированию поставщика (9011-1000 (H) B), Mitsubishi Rayon Company, 1990.
BASF AG: Luran S (свойства: натуральная смола)
Изделия Luran S (ASA) можно склеивать с помощью растворителей, таких как 2-бутанон, дихлорэтилен и циклогексан. Эти растворители позволяют склеивать молдинги из различных типов Luran S, а также изделия Luran S склеивать с Terluran (ABS) или Luran 378 P и 388 S (SAN).
Артикул: Luran S Акрилонитрил-стирол-акрилат Линейка продуктов, свойства, обработка , руководство по проектированию поставщика (B 566 e/10.83), BASF Aktiengesellschaft, 1983.
37.4.7 Адгезивное соединение
GE Plastics: Geloy XP1001-100
Было проведено исследование для определения прочности сцепления репрезентативной матрицы пластмасс и клеев, наиболее подходящих для них. . Было использовано испытание на блочный сдвиг (ASTM D 4501), поскольку при этом нагрузка возлагается на более толстую часть испытуемого образца; таким образом, образец может выдерживать более высокие нагрузки, прежде чем произойдет разрушение подложки. Кроме того, благодаря геометрии испытуемых образцов и приспособлению для сдвига блоков усилия отслаивания и отрыва в соединении сведены к минимуму.
. Было использовано испытание на блочный сдвиг (ASTM D 4501), поскольку при этом нагрузка возлагается на более толстую часть испытуемого образца; таким образом, образец может выдерживать более высокие нагрузки, прежде чем произойдет разрушение подложки. Кроме того, благодаря геометрии испытуемых образцов и приспособлению для сдвига блоков усилия отслаивания и отрыва в соединении сведены к минимуму.
Подложки были разрезаны на блоки размером 1″ × 1″ × 0,125″ (25,4 × 25,4 × 3,175 мм) для испытаний на сдвиг. Все склеиваемые поверхности были очищены изопропиловым спиртом. Испытываемые образцы были отшлифованы вручную с помощью прочной шлифовальной губки 3M. Шероховатость поверхности определяли с использованием Surfanalyzer 4000 с расстоянием перемещения 0,03 дюйма (0,76 мм) и скоростью перемещения 0,01 дюйма/сек (0,25 мм/сек).
В то время как прочность сцепления в Таблице 37.9 дает хорошее представление о типичных силах сцепления, которые могут быть достигнуты, а также о влиянии многих наполнителей и добавок, они также имеют несколько ограничений. Например, хотя добавки и наполнители были выбраны, поскольку считалось, что они представляют наиболее часто используемые добавки и наполнители, существует много типов каждой добавки и наполнителя, производимых многими различными компаниями, и разные типы одной и той же добавки или наполнителя. может не оказывать такого же влияния на способность к склеиванию материала. Кроме того, добавки и наполнители были испытаны по отдельности в Таблице 37.9, поэтому влияние взаимодействия между этими различными наполнителями и добавками на способность к склеиванию материалов не могло быть оценено.
Например, хотя добавки и наполнители были выбраны, поскольку считалось, что они представляют наиболее часто используемые добавки и наполнители, существует много типов каждой добавки и наполнителя, производимых многими различными компаниями, и разные типы одной и той же добавки или наполнителя. может не оказывать такого же влияния на способность к склеиванию материала. Кроме того, добавки и наполнители были испытаны по отдельности в Таблице 37.9, поэтому влияние взаимодействия между этими различными наполнителями и добавками на способность к склеиванию материалов не могло быть оценено.
Таблица 37.9. Сильницы сдвига Geloy XP1001-100 ASA для аса клей ASA с помощью клеевых связей с использованием клеев, доступных из Loctite Corporation B
B| 2 | Loctite Cade | |||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Black Max 380 (мгновенный клей, резиновая) | 401 (Мгновенный клей, нечувствительный к поверхности) | Prism 401/Prism Primer 770 | Super Bonder 414 (Мгновенный клей общего назначения) | Depend 330 (двухкомпонентный акриловый без смешивания) | Loctite 490ight 3105 (C19409 Loctite 90ightes) | |||||||||
| Смола без наполнителя | 4 среднеквадратичных значения | >1650 a (>11.  4) A 4) A 6 A 6 | & GT; 1750 A (& GT; 12.1) A 6 | & GT; 1700 A (& GT ; 11.7) A | 950 (6.6) | 1300 |||||||||
| шероховатый | 28 RMS | и GT; 1650 A (& GT; 11.4) A | & GT; 1900 и (>13.1) A | 1150 (7.9) | & GT; 1850 A A ||||||||||
| Антиоксидант | 0,2% Irganox 245 | A A A A A A & GT; 1750 A (& GT; 12.1) и | >1700 и (>11.  7) A 7) A 6 | 950 (6.6) | 1300 ||||||||||
| УФ-стабилизатор | 0,5% Tinuvin 770 0,5% TinUvin P | & GT; 1300 A (& GT; 9.0) A | & GT; 1750 A (& GT; 12.1) A | A & GT; 17001674 A (& GT; 11.7) а | 950 (6.6) | 1300 (9.0) | ||||||||
| Огни Flame Retwardant | 20% F2016 | 5 & GT; 1650 A 6 5 & GT; 1750 A | & GT ; 1750 A (& GT; 12.1) A 6 A 6 A | 650 1300 (9.0) | ||||||||||
| Воздействие Модификатор | 9% Paraloid EXL3330 | >1650 a (>11.  4) A 4) A 6 A (& GT; 12.1) A 6 6 | ||||||||||||
| Смазку | 0,3% пресс-формы Wiz int SP8 | >1750 и (>12.1) A 6 A A (& GT; 12.1) A 6 A | 950 (6.6) | 1300 (9.0) | ||||||||||
| ROOLANT | 1% OMNICOLOR Nectarine | >1750 и (>12.1) A 6 A (& GT; 11. 6 | ||||||||||||
| Антистатический | 1,5% Dehydat 93P | & GT ; 1650 A (& GT; 11.4) A A A (& GT; 12.1) A 6 | & GT; 1750 A (& GT; 12.1) A | >1700 и (>11.7) a | 950 (6.6) | 1300 (9.0) | ||||||||
 7) A
7) A Другим соображением, которое необходимо учитывать при использовании этих данных для выбора комбинации клея/пластика метод будет отражать напряжения, которые клеевое соединение будет испытывать в «реальных» приложениях. Клеевые соединения предназначены для максимизации растягивающих и сжимающих напряжений, а также для минимизации напряжений отрыва и отрыва, поэтому величина первых двух обычно намного больше, чем двух последних.Таким образом, прочность клея на сдвиг, как правило, наиболее критична для характеристик клеевого соединения, но, поскольку все соединения испытывают определенные напряжения отрыва и отрыва, их влияние не следует игнорировать.
Наконец, выбор наилучшего клея для конкретного применения включает в себя больше, чем просто выбор клея, обеспечивающего самую высокую прочность сцепления. Другие факторы, такие как скорость отверждения, устойчивость к окружающей среде, термическая стойкость, пригодность для автоматизации и цена, будут играть большую роль в выборе оптимальной адгезивной системы для данного применения.
Адгезивные свойства : Три протестированных цианоакрилата, а именно Black Max 380, Prism 401 и 4305, и моментальные клеи Super Bonder 414, а также клей 3030, все создали связи, которые были более прочными, чем подложка почти на всех ASA. составы оценены. Loctite 3105, светоотверждаемый акриловый клей, конструкционные клеи Speedbonder h4000 и h5500, уретановый клей Hysol U-05FL и клей-расплав Hysol 3631 не привели к разрушению основания, но показали хорошие результаты на ASA.Светоотверждаемый клей 3340, клей-расплав Hysol 3651 и фланцевый герметик 5900 продемонстрировали наименьшую силу сцепления на ASA.
Обработка поверхности : Эффект от использования Prism Primer 770 в сочетании с моментальным клеем Prism 401 или моментальным клеем Prism 4011 для медицинских устройств с Prism Primer 7701 не мог быть определен, поскольку как загрунтованная, так и не загрунтованная ASA приводила к разрушению подложки в большинстве случаев. оцениваемых составов. Придание шероховатости поверхности оказало противоречивое влияние на способность к склеиванию ASA.
Прочая информация : ASA может растрескиваться под воздействием неотвержденных цианокрилатных клеев, поэтому любой лишний клей следует немедленно удалить с поверхности. ASA совместим с акриловыми клеями, но может подвергаться воздействию их активаторов до того, как клей затвердеет. Излишки активатора следует немедленно удалить с поверхности. ASA несовместим с анаэробными клеями. Рекомендуемые чистящие средства для поверхностей: изопропиловый спирт и Loctite ODC Free Cleaner & Degreaser.
Артикул: Руководство по проектированию Loctite для склеивания пластмасс, Vol. 4 , Руководство по проектированию для поставщиков, Loctite Corporation, 2006.
4 , Руководство по проектированию для поставщиков, Loctite Corporation, 2006.
Mitsubishi Rayon: Shinko-Lac
Для приклеивания Shinko-Lac ASA к дереву или металлам в зависимости от области применения рекомендуются клеи из неопрена или эпоксидных смол. .
Каталожный номер: Shinko-Lac ASA, атмосферостойкая и термостойкая смола ASA , руководство по проектированию поставщика (9011-1000 (H) B), Mitsubishi Rayon Company, 1990.
Процедура эксплуатации и техническое обслуживание аппарата для высокочастотной сварки ПВХ
Процесс работы аппарата для высокочастотной сварки ПВХ
: 1. Когда вы подключаете источник питания, включите выключатель питания шкафа управления, если индикатор питания горит, это означает, что питание включено нормально. Если индикатор не горит, проверьте линию питания. 2. В процессе использования аппарата для высокочастотной сварки ПВХ, если горит индикатор неисправности на выходе, что по каким-то причинам создает защиту от перегрузки по току, необходимо выключить оборудование, отрегулировать мощность и повернуть ручку против часовой стрелки. Когда мощность уменьшится, снова запустите машину. В противном случае легко сжечь виброплату.
Когда мощность уменьшится, снова запустите машину. В противном случае легко сжечь виброплату.
3. Во время обычной сварки зажмите сваренный образец на сварочном приспособлении и нажмите зеленую кнопку для сварки. Перед сваркой соединительные детали должны быть затянуты во избежание тряски.
4. Мощность, время и давление являются тремя важными факторами для сварочной системы. Заготовки с различными характеристиками можно многократно регулировать в соответствии с различной мощностью, временем и давлением для достижения наилучшего процесса сварки.После использования оборудования выключите выключатель питания.
Техническое обслуживание и ремонт аппарата для высокочастотной сварки ПВХ: 1. Содержите сварочную головку, штамповочный блок и рабочий объект в чистоте;
2. Регулярно проверяйте, не ослаблено ли кабельное соединение, и вовремя подтягивайте его, если оно ослаблено;
3. Регулярно протирайте оборудование, но не протирайте его жидкостью. Не нажимайте и не наносите жидкость на верхнюю часть основного шасси для вибрации;
Не нажимайте и не наносите жидкость на верхнюю часть основного шасси для вибрации;
4. Следите за чистотой воздуха на рабочем месте.Температура окружающей среды не должна быть слишком высокой. Для охлаждения можно использовать воздушное охлаждение;
5. Регулярно смазывайте подъемные канавки и винты и держите их в чистоте и смазке;
6. При обращении со сварочным аппаратом для ПВХ для продажи вибрационная коробка должна быть отделена от корпуса аппарата;
7. Если оборудование не используется в течение длительного времени, протрите внешний вид машины и смажьте ее для технического обслуживания. Наденьте на него пломбу и поместите в сухое проветриваемое помещение;
8.Если в сварочной головке высокочастотного сварочного аппарата для ПВХ есть трещина, замените ее вовремя, чтобы избежать повреждения частей основного шасси;
9. При работе вибростол не должен выходить за красную зону. Если это указывает на превышение красной зоны, уменьшите количество выходных сегментов, чтобы уменьшить давление;
10. В основном шкафу виброгенератора ВЧ машины для сварки ПВХ имеются высоковольтные линии. Непрофессионалам не разрешается производить ремонт в машине;
В основном шкафу виброгенератора ВЧ машины для сварки ПВХ имеются высоковольтные линии. Непрофессионалам не разрешается производить ремонт в машине;
11.Заземляющий провод оборудования должен быть заземлен. Он не может быть подключен к линии электропитания, чтобы предотвратить утечку высокого напряжения.
Инструмент для ручной сварки окон из ПВХ — Jinan Huashinuo CNC Machinery Co., LTD.
Уважаемый господин/госпожа ,
Если вы заинтересованы в наших продуктах, компании, веб-сайте или у вас есть какие-либо идеи, сообщите нам об этом, мы будем рады получить мысли или идеи, которые вы можете придумать, мы решим проблемы как можно скорее насколько это возможно, спасибо, и мы будем рады услышать ваш голос.
Заголовок:*
Электронное письмо:*
Содержание:
Страна/регион:
Пожалуйста — SelectUnited StatesCanadaDenmarkFranceGreat BritainItalyJapanMexicoSpainAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua И BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia и HerzegowinaBotswanaBouvet IslandBrazilBritish Индийский океан TerritoryBrunei DarussalamBulgariaBurkina FasoBurmaBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral африканских RepublicChadChileChinaChristmas IslandCocos (Килинг) IslandsColombiaComorosCongoCongo, Демократическая Республика theCook IslandsCosta RicaCote d’IvoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEnglandEquatorial GuineaEritreaEspanaEstoniaEthiopiaFalkland IslandsFaroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Южный TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreat BritainGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGu INEA-BissauGuyanaHaitiHeard и Mc Donald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIrelandIsraelItalyIranIraqJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Республика ofKorea (Южная) KuwaitKyrgyzstanLao Народная Демократическая RepublicLatviaLebanonLesothoLiberiaLiechtensteinLithuaniaLuxembourgMacauMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Федеративные Штаты ofMoldova, Республика ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern IrelandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua Новый GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussiaRwandaSaint Киттс и NevisSaint LuciaSaint Винсент и GrenadinesSamoa (Independent) San MarinoSao Фолиант и ПринсипиСаудовская АравияШотландияСенегалСербия и ЧерногорияСейшелыСьерра-ЛеонеСингапурСловакияСловения нияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяИспанияШри-ЛанкаSt. ЕленаСв. Пьер и MiquelonSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidadTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUnited Штаты Экваторияльная IslandsUruguayUzbekistanVanuatuVatican City State (Святой Престол) VenezuelaViet NamVirgin острова (Британские) Виргинские острова (США) WalesWallis и Футуна IslandsWestern SaharaYemenZambiaZimbabwe
ЕленаСв. Пьер и MiquelonSurinameSvalbard и Ян Майен IslandsSwazilandSwedenSwitzerlandTaiwanTajikistanTanzaniaThailandTogoTokelauTongaTrinidadTrinidad и TobagoTunisiaTurkeyTurkmenistanTurks и Кайкос IslandsTuvaluUgandaUkraineUnited арабских EmiratesUnited KingdomUnited StatesUnited Штаты Экваторияльная IslandsUruguayUzbekistanVanuatuVatican City State (Святой Престол) VenezuelaViet NamVirgin острова (Британские) Виргинские острова (США) WalesWallis и Футуна IslandsWestern SaharaYemenZambiaZimbabwe
Компания:
Контакт:*
Тел:*
Факс:
.