Точечная сварка из простого трансформатора
Сегодня будем делать очередную поделку, а именно точечную сварку своими руками. В основном точечные сварки делают из трансформаторов от микроволновки, а мы будем использовать трансформатор от советского телевизора.
Опубликовано:
Сегодня будем делать очередную поделку, а именно точечную сварку своими руками. В основном точечные сварки делают из трансформаторов от микроволновки, а мы будем использовать трансформатор от советского телевизора.Вот так выглядит трансформатор Т-182. Можно взять любой трансформатор и проделать с ним такие же действия.
С этим трансформатором были проделаны следующие работы, прежде всего из него была полностью смотана вторичная обмотка, после чего намотана из толстого, медного, многожильного кабеля.
Доделал вот такие, вот медные рога
чтобы прикрепить провод.
Прорезал часть корпуса (на фото видно), чтобы сделать крепление под медные шины, к ним прикрутил провода.
На фото пальцем я показываю текстолит, если нет текстолита можно заменить деревом.
Вот как я делал…
Разобранное изделие :).
Вот намотаны катушки по 4 витка на каждой и на концах проводов зажаты трубки от тормозной системы авто, тем самым получились хорошие, медные наконечники.
Ну, а дальше всё собирается просто, я думаю, как закрутить болты рассказывать не надо. Катушки подсоединяются паралельно друг с другом. Вот я собрал трансформатор.
Корпус для точечной сварки я сделал из старого советского стабилизатора напряжения.
На эту платформу я прикрутил трансформатор. А в крышке разместилось остальное.
Вот педаль с кнопочкой, которая будет включать сварку, я не стал делать никакой сложной конструкции, просто будет ставиться на землю кнопкой вниз и нажиматься.
Так же в корпусе-крышке разместились трансформатор, реле включения и вывод на 220 вольт. Сейчас мы рассмотрим поподробней.
Вот схема данного устройства.:
Сама схема состоит из блока питания на 12 вольт, блок питания можно сделать самому, как в моём случаи или взять уже готовый, главное чтобы от него срабатывало реле.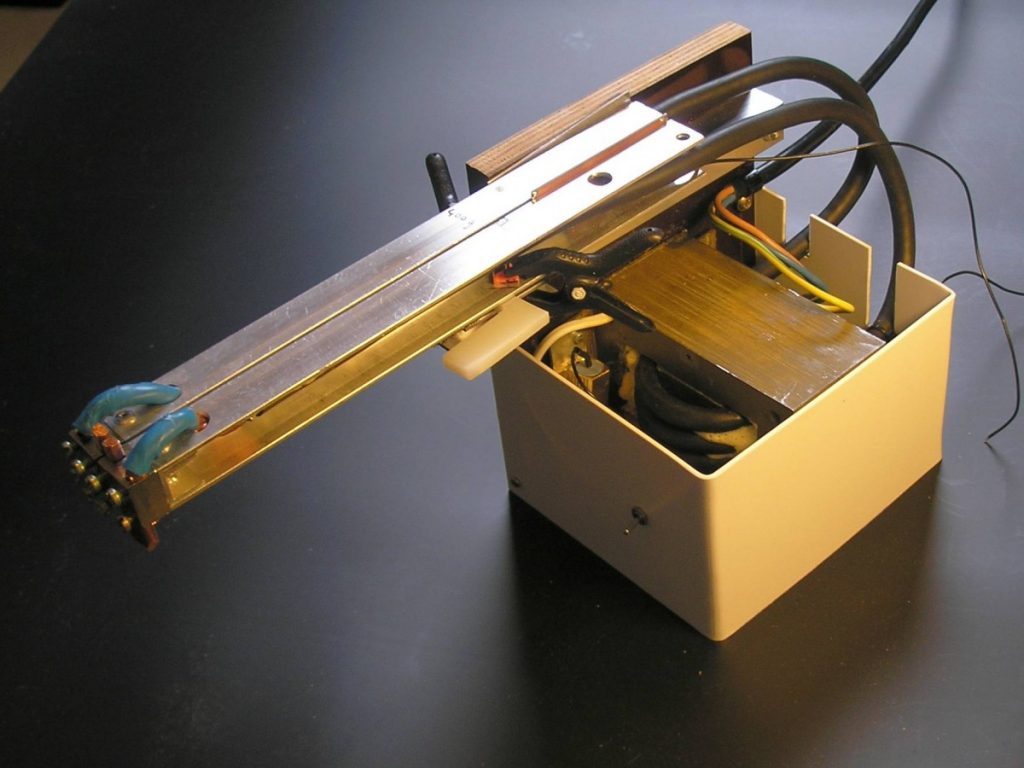 Реле я взял простое, автомобильное на 12 вольт, оно своими контактами будет питать наш силовой трансформатор от 220 вольт. Ну и кнопка (выключатель), которая включает реле.
Реле я взял простое, автомобильное на 12 вольт, оно своими контактами будет питать наш силовой трансформатор от 220 вольт. Ну и кнопка (выключатель), которая включает реле.
Далее я полностью всё собрал в один корпус и полуился вот такой аппарат.
вот так пока что он выглядит,
Теперь немного о силовых проводах-электродах…
Я их сделал из проводов от сварочного аппарата, а сами электроды опять-таки сделаны из медной трубки, которой был обжат наш провод.
А другие концы сделаны из жала паяльника в которым было просверлино отверстие.
Ну и теперь проведём небольшой тест, возьмём две металлические крышки и попробуем их сварить.
Крышки были легко сварены, можно сказать, что точечный,сварочный аппарат свою функцию выполняет нормально.
Чтобы никого не обманывать ,сразу скажу, что если вы будете делать такой точечный, сварочный аппарат, как я из этого трансформатора, то он будет послабее, чем вариант их трансформатора микроволновки. Но микроволновку я ломать не стал
Но микроволновку я ломать не стал
Как вам статья?
Содержание: Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость. Устройство и принцип работы контактной сваркиПринцип действия любого точечного сварочного аппарата заключается в нагревании электротоком в определенных местах металлических деталей, их последующем расплавлении, смешивании между собой и застывании. Для выполнения контактной сварки в домашних условиях потребуются мощные источники питания, что может привести к перегреванию и выходу из строя бытовой электропроводки. В связи с этим рекомендуется заранее проверить состояние проводки и заменить ее, если это необходимо. При выполнении точечной сварки две заготовки соединяются между собой по прилегающим краям. Данный способ очень эффективен для работы с небольшими деталями, тонкими металлическими листами и прутками, диаметром до 5 мм. Соединение поверхностей выполняется одним из трех способов:
Подготовка деталей и сборка точечной сваркиСтандартная конструкция контактного сварочного аппарата состоит из силовой части, автоматического выключателя и защитного устройства. В свою очередь силовая часть включает в себя сварочный трансформатор и тиристорный пускатель, с помощью которых подключается первичная обмотка. Весь инвертор целиком не понадобится для самодельного сварочного аппарата, из него необходимо лишь взять основные детали. Это трансформатор с блоком питания, система управления и выключатель. При изготовлении точечной сварки в первую очередь с трансформатора нужно снять вторичную обмотку, поскольку она совсем не используется во время работы. Главное при снятие обмотки – сохранить в целость первичной обмотки. Вместо удаленной вторичной обмотки накладывается другая, сделанная из толстого медного провода, сечением примерно 2-3 см. Затем она обматывается изоляционной бумагой и покрывается лаком с целью дополнительной изоляции и фиксации. Затем проверяется направление каждой обмотки с помощью обычного вольтметра. Во вновь созданной цепи не должно быть коротких замыканий. После этого определяется сила тока. Данная процедура является обязательной для всех подобных устройств с двумя и более обмотками. Значение силы тока не должно быть более 2-х килоампер. В случае превышения установленного уровня, ее необходимо уменьшить. Во время подготовки трансформаторной катушки и наматывания вторичной обмотки рекомендуется соблюдать обязательные правила. Для расчета количества витков можно воспользоваться формулой N = 50/S, в которой N является количеством витков, а S – площадью сердечника (см2). Ускорить вычисления поможет онлайн калькулятор расчета катушки индуктивности. Поскольку в конструкции применяются детали от инвертора, то вначале определяются параметры первичной катушки, производятся необходимые расчеты и только потом можно изготавливать вторичную обмотку. Следует обратить внимание на заземление обеих обмоток. Дополнительные элементы сварочного аппаратаСледующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей. Важнейшей деталью клещей считаются контактные наконечники. Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства. Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами. После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой. В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления. На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор. Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах. |
 В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток.
В результате, в местах застывания обоих металлов образуется сварочный шов. В процессе работы обе детали надежно сжимаются и фиксируются электродами, на которые подается электрический ток. В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.
В других областях этот метод применяется крайне редко из-за высоких требований к температурному режиму и отсутствию примесей в местах соединений. Точно так же работает и самодельная контактная сварка из сварочного аппарата.

 Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.
Это связано с высокой мощностью получаемого тока, который может оказаться смертельно опасным при контакте с деталями, находящимися под напряжением. Наряду с тщательной изоляцией, большое значение имеет плотная укладка витков. Иначе могут возникнуть межвитковые замыкания и провода перегорят в результате перегрева. Необходимо позаботиться и об охлаждении трансформатора. Вполне возможно потребуется устанавливать дополнительную систему охлаждения, в состав которой входят радиаторы, обдуваемые вентиляторами.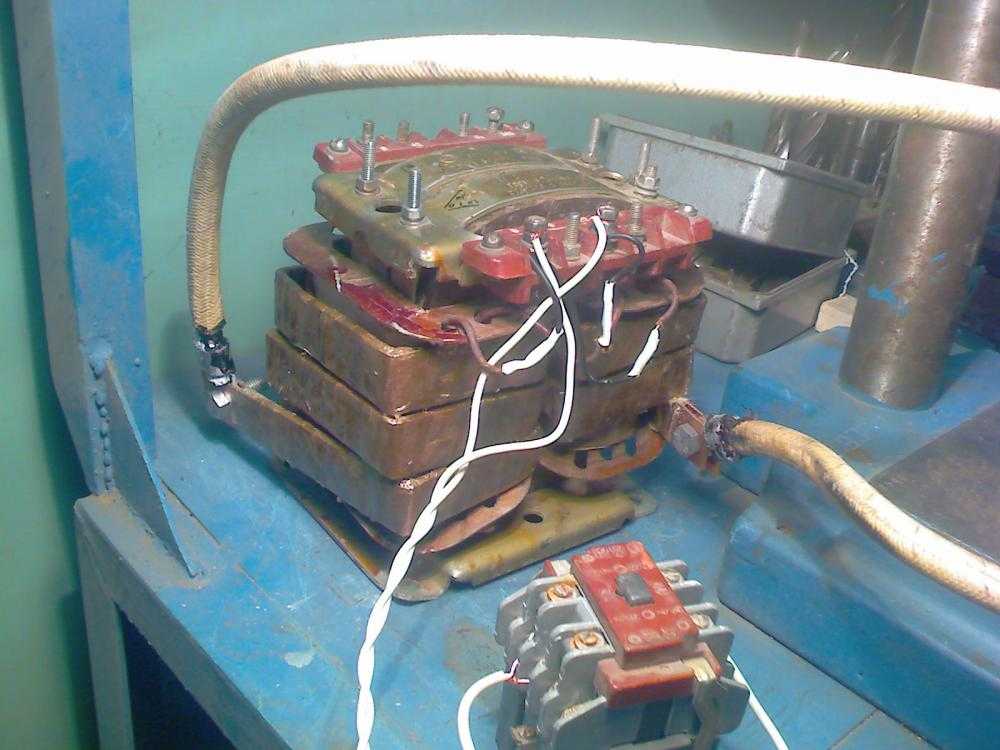


 На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
На границе контакта свариваемых деталей машина образует место расплава, именуемое ядром точки. Когда течение тока будет завершено, это ядро закристаллизуется и образует весьма прочное соединение.
 Эти провода будут вести к лампе подсветки.
Эти провода будут вести к лампе подсветки.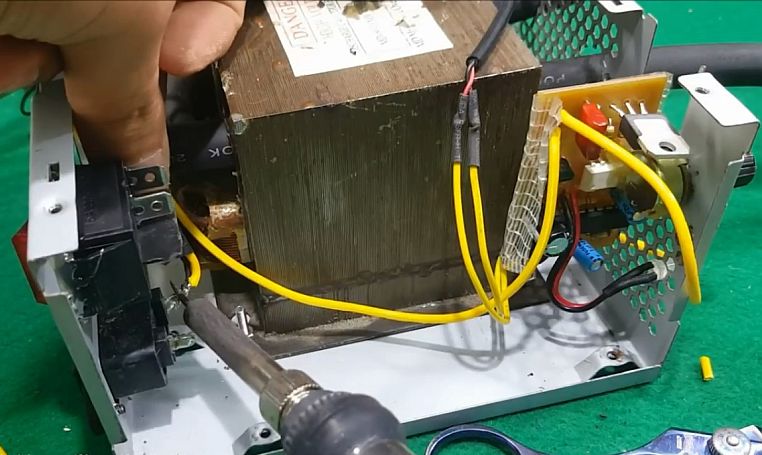 При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки.
При этом необходим и вспомогательный трансформатор для обеспечения управления тиристоров и лампой подсветки. youtube.com/watch?v=NAPTuBiyT_U
youtube.com/watch?v=NAPTuBiyT_U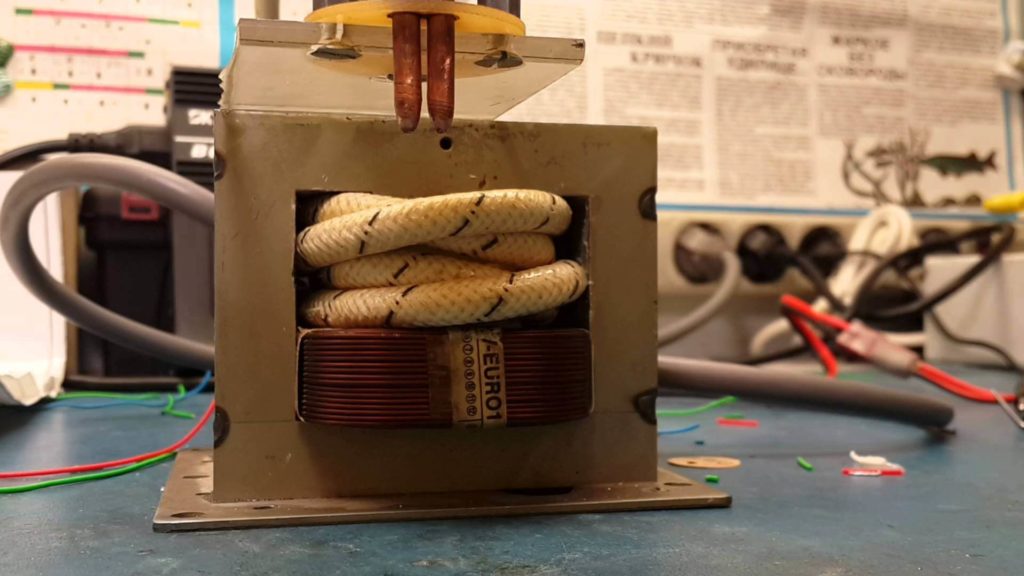 Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
Ваша задача: не повредить первичную обмотку и магнитопровод, а со всем остальным можете поступать как захотите, хоть на металлолом.
 Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.
Для соединения используется медный наконечник или отверстие, которое можно проделать эле ктрической дрелью и сверлом на 8. Затягиваем болтовое соединение и стержень уже никуда не убежит. Можно спаять наконечник с проводом, чтобы избежать окисления, которое возникнет при первом запуске аппарата. Неспаянные контакты могут создавать дополнительное сопротивление, которое очень заметно при малой мощности аппарата.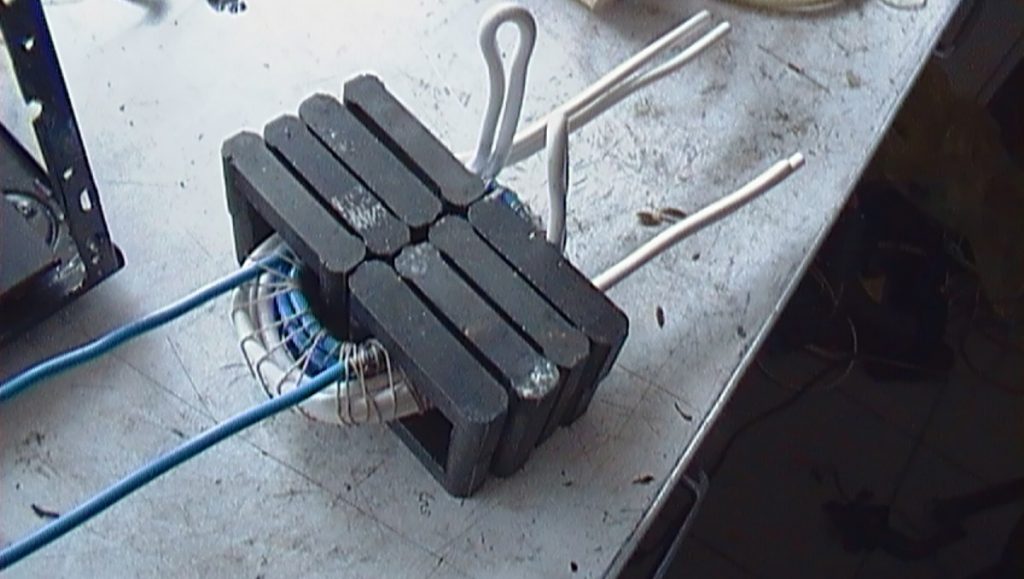 Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством.
Без хорошей силы сжатия вам просто не обойтись, особенно, при сваривании толстых листов металла. Именно поэтому надо позаботиться о качественном рычаге. В производственных масштабах сила может достигать 50-100 и даже 1000 кг, но нам достаточно будет 30 кг, поэтому рычаг делаем в меру длинным, чтобы сделанная контактная сварка своими руками отличалась удобством. Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.
Вы сможете включать аппарат только после контакта металлов, что снизит затраты электроэнергии и обезопасит от искр.Точечная сварка (самодельная) из старого трансформатора дуговой сварки и столбов палатки!
Дориан Стоунхаус
СДЕЛАТЬ аппарат для точечной сварки из старого сварочного трансформатора или трансформатора для микроволновой печи — несложная задача.
Но помните: выход переменного тока на инструмент для точечной сварки должен быть очень сильным, но рассчитанным на низкое напряжение – обычно около 1000 ампер при 8 вольтах.
Дуговой сварочный аппарат есть у всех – Да, верно!
Итак, я сделал свой аппарат для точечной сварки из старого аппарата для дуговой сварки, полностью удалил вторичную обмотку, затем снял электрододержатель на конце сварочного кабеля и использовал этот кабель, чтобы обернуть вторичную обмотку трансформатора — эй, вуаля, а хорошая катушка на 1000 ампер/8 вольт!
Аппарат для точечной сварки (самодельная конструкция) из старого трансформатора для дуговой сварки и пары стеклопластиковых палаточных стоекСоленоид Включается ножной педалью
Соленоид используется в грузовых подъемниках (лифтах) и рассчитан на минимальный ток 200 ампер ⇑⇑ Перед установкой я всегда проверяю изоляцию этих соленоидных переключателей – это очень важно!
До мельчайших деталей
Хороший инструмент для точечной сварки⇑⇑может быть более сложной задачей, чем остальные устройства для точечной сварки вместе взятые.
Предотвращение этого неприятного проскальзывания
стержни от перемещения вперед и назад вдоль шестов палатки. Вот одно решение⇓⇓.
Внимание: при протекании сильного тока через опоры палатки из стекловолокна через некоторое время они сильно нагреваются.
Требуются идеи от читателей
Идеи на будущее могут состоять в том, чтобы разместить силиконовый термостойкий коврик вокруг жердей палатки; или использовать какой-либо другой материал с очень высоким термическим сопротивлением, чтобы полюса оставались более прохладными.
Я заметил, что б К тому времени, когда стержни палатки нагреются, кабели, питающие инструмент, также будут горячими, поэтому, возможно, самое время дать им остыть, прежде чем приступать к проекту точечной сварки.
Насколько хорошо работает самодельный аппарат для точечной сварки?В начале проекта я говорил, что точечная сварка может соединять жестяные банки.
Итак, чтобы показать вам, что я имею в виду, вот более ранняя точечная сварка консервной банки ⇑⇑, превращенная в карман из мягкой стали для батареи Эдисона.
Надеюсь, вам понравились фотографии, поэтому, пожалуйста, пришлите мне ваши хакерские идеи для публикации на сайте electrosparkles.comЧитатели также могут посетить:
https://www.pinterest .co.uk/pin/545005992387452142/
Позвольте мне попросить всех посетителей размещать ссылки в своих учетных записях в социальных сетях, направляющие посетителей на electrosparkles. com, чтобы больше людей могли пользоваться веб-сайтом и присоединяться, чтобы представить свои технические идеи для с участием.
com, чтобы больше людей могли пользоваться веб-сайтом и присоединяться, чтобы представить свои технические идеи для с участием.
Сердечная благодарность
Дориан.
[whohit] Аппарат для точечной сварки (самодельная конструкция) из старого трансформатора для дуговой сварки и пары опор палатки из стекловолокна [/whohit]
Аппарат для точечной сварки | Hackaday.io
При соединении литий-ионных элементов 18650 для сборки батарей припаивать проводники непосредственно к элементам — плохая идея. Лучше всего приваривать к батареям металлические полоски точечной сваркой. Но сварочные аппараты обычно дорогие. Есть несколько способов построить аппарат для точечной сварки. Все, что вам нужно, это достаточный источник тока, чтобы нагреть и сварить два металла вместе.
Детали
Ток – это поток электронов через проводник. Благодаря внутреннему сопротивлению проводников кинетическая энергия электронов будет переходить в тепловую энергию. Когда ток достаточно высок, генерируемое тепло может расплавить металлический проводник. Это основной принцип точечной сварки.
Когда ток достаточно высок, генерируемое тепло может расплавить металлический проводник. Это основной принцип точечной сварки.
Электроды точечной сварки изготавливаются из металлов с высокой проводимостью, таких как медь, чтобы они не плавились.
Трансформаторы в микроволновых печах предназначены для повышения сетевого напряжения до 2кВ. Заменив вторичную катушку катушкой с меньшим количеством витков, можно снизить выходное напряжение.
Поскольку входная и выходная мощность должны быть одинаковыми, при уменьшении напряжения можно будет производить большой ток. Чтобы выдержать этот ток, необходимо использовать провод большого диаметра. Я использовал провод сечением 25 мм², и на выходе он выдавал около 2,6 В. Поскольку это напряжение очень низкое, его недостаточно, чтобы кого-то ударить током.
Для контроля времени сварки использовался модуль таймера (XY-WJ01). Минимальный период задержки составляет 0,01 с. Таким образом, мощность, подаваемая на сварку, может быть отрегулирована соответствующим образом.