Гост и Снип по сварке металлоконструкции
NDT-2014
Свой
- #1
Здравствуйте, уважаемые дефектоскписты.
Нужен Гост и Снип по сварке металлоконструкции (катет шва, выпуклост шва на тавровых сварных соединениях)
Заранее благодарью!
Игорь Антонович
Дефектоскопист всея Руси
-
- #2
NDT-2014 написал(а):
Здравствуйте, уважаемые дефектоскписты.
Нужен Гост и Снип по сварке металлоконструкции (катет шва, выпуклост шва на тавровых сварных соединениях)
Заранее благодарью!
Нажмите для раскрытия…
Не мешало бы и вид сварки указать.
Singelschucher
Специалист
- #3
Какой металлоконструкции?
Есть строительные металлоконструкции, причём разной поднадзорности; металлоконструкции подъёмных сооружений; корпусные металлоконструкции (вагоны, платформы, корпуса судов). Чего надо-то?
kvn505
Бывалый
- #4
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры.
 Основные типы, конструктивные элементы и размеры.
Основные типы, конструктивные элементы и размеры.ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
Тарас
Дефектоскопист всея Руси
- #5
СНиП 3.03.01-87 «Несущие и ограждающие конструкции»
РД 34.15.132-96 «СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ МЕТАЛЛОКОНСТРУКЦИЙ ЗДАНИЙ ПРИ СООРУЖЕНИИ ПРОМЫШЛЕННЫХ ОБЪЕКТОВ»
Тарас
Дефектоскопист всея Руси
-
 02.2016″ data-time-string=»07:28″ title=»29.02.2016 в 07:28″ itemprop=»datePublished»>29.02.2016
02.2016″ data-time-string=»07:28″ title=»29.02.2016 в 07:28″ itemprop=»datePublished»>29.02.2016
- #6
СНиП III-18-75 «МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ.»
Singelschucher
Специалист
- #7
Всё не так.
СНиП III-18-75 давно отменён. РД 34.15.132-96 вроде применяется.
Группа объектов СК пп.1, оно же группа объектов контроля п.11:
- СП 16.13330.2011 Стальные конструкции.
 Актуализированная редакция СНиП II-23-81* (требования при проектированим м/к)
Актуализированная редакция СНиП II-23-81* (требования при проектированим м/к) - СП 70.13330.2012 Несущие и ограждающие конструкции. Актуализированная редакция СНиП 3.03.01-87 (монтаж м/к)
- ГОСТ 23118-99 «Конструкции стальные строительные. Общие технические условия» (изготовление м/к)
- СП 53-101-98 «ИЗГОТОВЛЕНИЕИ КОНТРОЛЬ КАЧЕСТВА СТАЛЬНЫХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ» (изготовление м/к)
 Актуализированная редакция СНиП II-23-81* (требования при проектированим м/к)
Актуализированная редакция СНиП II-23-81* (требования при проектированим м/к)Геометрические параметры швов сварных соединений в указанных нормативных документах применяются по требованиям ГОСТов на сварные соединения, номера ГОСТов указаны в сообщении 4 этой темы. Если в нормативных документах на объекты не оговорено иное, применять нормы браковки по ГОСТам на сварные соединения.
astrut
Дефектоскопист всея Руси
-
 02.2016″ data-time-string=»23:49″ title=»29.02.2016 в 23:49″ itemprop=»datePublished»>29.02.2016
02.2016″ data-time-string=»23:49″ title=»29.02.2016 в 23:49″ itemprop=»datePublished»>29.02.2016
- #8
Singelschucher написал(а):
п.11
Нажмите для раскрытия…
Точнее, 11.1
Singelschucher написал(а):
Если в нормативных документах на объекты не оговорено иное, применять нормы браковки по ГОСТам на сварные соединения.
Нажмите для раскрытия…
Где в ГОСТах на сварку нормы допустимых несплошностей? Там только геометрия и то не вся.
Singelschucher
Специалист
-
 03.2016″ data-time-string=»04:54″ title=»01.03.2016 в 04:54″ itemprop=»datePublished»>01.03.2016
03.2016″ data-time-string=»04:54″ title=»01.03.2016 в 04:54″ itemprop=»datePublished»>01.03.2016
- #9
astrut написал(а):
Точнее, 11.1
Нажмите для раскрытия…
Да, так.
astrut написал(а):
Где в ГОСТах на сварку нормы допустимых несплошностей? Там только геометрия и то не вся.
Нажмите для раскрытия…
Хорошо. Замечание принято. Так сойдет?
Singelschucher написал(а):
Если в нормативных документах на объекты не оговорено иное, применять нормы браковки к основным крнструктивным элементам и размерам швов сварных соединений по ГОСТам на сварные соединения.
Нажмите для раскрытия…

Но и я сделаю замечания к вашему посту. ГОСТ не на сварку (сварка — это технологический процесс), а на сварные соединения для определенного способа сварки.
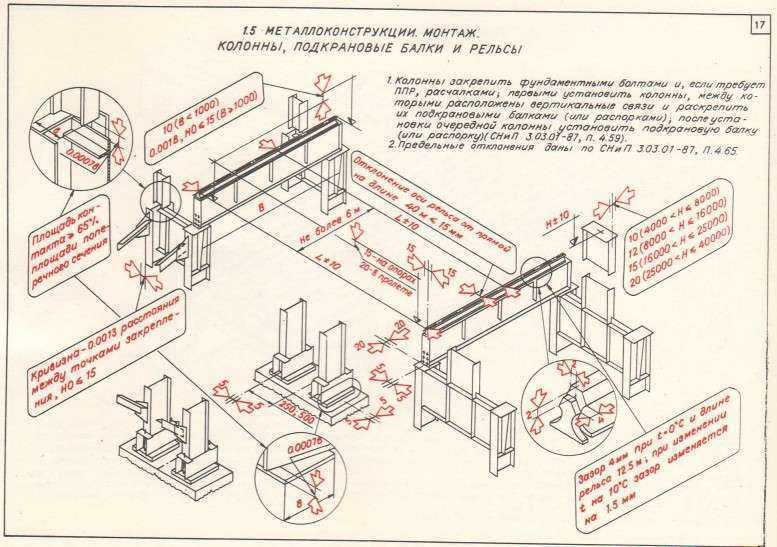
Правильный монтаж металлоконструкций согласно СНИП — Статья
Согласно действующим нормам и правилам, строения из металлоконструкций представляют собой одну или несколько пролетных рам, зафиксированных на фундаменте. Рама может иметь конструкцию колонны, балки или фермы. Готовый каркас скрепляется при помощи продольных и поперечных свай.
Детали конструкции производятся из заводских элементов, соединенных свариванием. Расстояние между рамами устанавливается проектом.
Рама может крепиться на бетонный фундамент при помощи сварки на закладные детали или с использованием анкерных болтов. В процессе возведения металлоконструкций применяют метизы: гайки, шайбы, болты класса прочности 5. 8. Также может использоваться метод сварки.
8. Также может использоваться метод сварки.
Производство металлоконструкций, их монтаж и прием регулируются СНиП III – В,5 – 62 (Металлические конструкции правила изготовления монтаж и приемка).
Особенности проведения подготовительных работ
Комплекс подготовительных работ предшествует этапу монтажа. Начинать сборку металлоконструкций позволяется только после завершения подготовки площадки: прокладывания автомобильных и ЖД-путей, установки оснований для кранов, подводки энергосетей, монтажа временных сооружений, подготовки самой площадки и сдачи в эксплуатацию монтажных механизмов.
Все подготовительные работы должны выполняться в соответствии с пп.1.11 — 1.80 СНиП III – В,5 – 62.
Требования к фундаментам
Монтажные работы могут быть начаты только после полной готовности фундаментов и других мест опирания металлического каркаса или его отдельных частей, перечисленных в проекте.
Разбивочные оси для установки металлоконструкций наносятся на металлические элементы, которые размещены на поверхности фундаментов вне контура опоры каркаса. Разбивочные оси и реперы требуется располагать в соответствии с требованиями СНиП по геодезическим работам в строительстве.
Разбивочные оси и реперы требуется располагать в соответствии с требованиями СНиП по геодезическим работам в строительстве.
Анкерные болты и закладные детали для последующего монтажа металлоконструкций, как правило, устанавливаются и бетонируются на этапе возведения фундамента.
Есть 3 допустимых варианта опирания колонн на фундаменты:
- для колонн с фрезерованными опорными торцами — на заранее установленные, выверенные и подлитые цементным раствором стальные опорные плиты с верхней строганой поверхностью;
- для колонн с фрезерованными подошвами башмаков — непосредственно на поверхность фундаментов, возведенных до проектной отметки подошвы колонн, без последующей подливки цементным раствором;
- на заранее установленные и выверенные опорные детали, заделанные в фундаменты, с последующей подливкой колонн цементным раствором.
| На заранее выверенные плиты с верхней строганной поверхностью | Непосредственно на фундамент, возведенный до проектной отметки | На заранее возведенные опорные детали |
|
1 — железобетонный фундамент; 2 — бетон подливки; 3 — опорная плита; 4 — башмак; 5 — колонна; 6 — опорная плита башмака; 7 — рельсы |
||
Подливка бетона может осуществляться только при наличии письменного разрешения монтажной организации.
Общие указания к монтажу
Монтаж металлических конструкций осуществляется в соответствии с утвержденным проектом проведения монтажных работ. Руководство такими работами может осуществляться только лицами, которые имеют право на их производство.
Основные и вспомогательные процессы при установке стальных конструкций должны быть механизированы. Данное условие распространяется как на монтаж элементов каркаса, так и на их транспортировку, складирование и укрупнительную сборку. Для осуществления установочных работ при низких температурах необходимо применять оборудование, предназначенное для использования в таких условиях.
Основной способ сборки, который должен применяться на стройплощадке, — монтаж крупными блоками (например, с использованием конвейерного метода).
Этапы процесса монтажа требуется фиксировать в журналах сварочных и монтажных работ, а также работ по постановке болтов повышенной прочности.
Последующие строительно-монтажные работы можно начинать выполнять только после полного завершения возведения металлического каркаса.
Допускаемые отклонения
Допустимые показатели отклонения положения разбивочных осей от проектных размеров приведены в таблице 10 СНиП III – В,5 – 62.
Максимальные допускаемые показатели отклонения поверхности фундаментов и других опорных поверхностей и анкерных болтов указаны в таблице 11 этого же документа.
Сварка металлоконструкций гост
Сварка металлоконструкций гост
4. СВАРОЧНОЕ ОБОРУДОВАНИЕ И ПРИБОРЫ ДЛЯ ДЕФЕКТОСКОПИИ
4.1. Оборудование для сваркии резки, аппаратура для дефектоскопии, контрольно-измерительные приборы(амперметры, вольтметры и др.), поставляемые отдельно от оборудования, исборочно-сварочная оснастка (называемые в дальнейшем «оборудование») должныиметь паспорт завода-изготовителя, подтверждающий пригодность данногоэкземпляра оборудования для предназначенной работы.
ТУ на изготовление сварной балки
1.1 Настоящие технические условия распространяются на стальные сварные двутавровые балки, предназначенные для строительных конструкций различного назначения, и устанавливают общие требования при их изготовлении.
КОНСТРУКЦИИ СТРОИТЕЛЬНЫЕ СТАЛЬНЫЕ ТУ 5260 – 001 – 92906955– 2013
ООО «МПГ» предлагает Вам ознакомиться с продукцией, конструкции стальные строительные: лестницы, лестничные марши, лестничные площадки, каркасы ПГ из стали марок не выше С440 для зданий и сооружений различного назначения (далее — конструкции), предназначенные для применения в любых климатических районах с сейсмичностью до 9 баллов включительно.
Сварка металлических конструкций
Сварка металлических конструкций – один из самых универсальных и востребованных видов соединения малогабаритных и крупных металлических деталей и изделий. Видов производимых сваркой стыков довольно много: встык, внахлест, тавровый, угловой, торцевой. Сварка может быть любительской и профессиональной, причем при производстве последней используются жесткие нормативы, несоблюдение которых приводит к потере качества работы.
Сварка по ГОСТу 5264-80
Ведение сварочных работ с использование электродуговой сварки осуществляется с учетом требований ГОСТа 5264-80, установленных и действующих в отношении выполнения данного типа соединений. Нормативы являются обязательными для выполнения работ по соединению стальных конструкций, а также элементов и деталей, в изготовлении которых применены никелевые и железоникелевые сплавы. Не регламентируются по ГОСТу 5264-80 сварные швы, необходимые для соединения стальных труб при монтаже трубопроводов, но в отношении выполнения которых разработана и действует иная нормативная документация.
Конструктивные особенности соединения швеллеров
Стальной швеллер представляет собой металлическое изделие, которое имеет П-образный профиль сечения. Данная конструкция позволяет при минимальном расходе материала, металла, получить высокие конструкционные характеристики. Способы изготовления швеллеров (гибкой на специальном станке или методом горячего проката) не влияют на выбор техники сваривания при его соединении, а только на общие прочностные характеристики.
Популярные сообщения из этого блога
Размеры кирпичных простенков
Способ кирпичной кладки Для кирпичного простенка используется стандартный кирпич, размеры которого определены ГОСТом – 65*120*250 миллиметров. Высота ребра полуторного – 88, а двойного 140. Традиционно используется кладка в полкирпича. Этот вид кладки подразумевает укладывание материала в одну линию. Если требуется повысить шумоизоляцию, то можно увеличить стену до 25 миллиметров и укладывать в целый кирпич. Но это значительно удорожит постройку. Иногда, в целях экономии, кирпич ставят на ребро, что позволяет сохранить размеры и уменьшить расход материала. Однако такие простенки ненадежны и слишком тонкие – от 6,5 до 8,8 сантиметров. Кирпич: стандартные размеры Прежде чем приступать к описанию способов расчетов кирпичной кладки, следует разобраться со стандартными габаритами этого материала.
Далее…
Цвет стен в классе по санпину
1. ОБЩИЕ ПОЛОЖЕНИЯ И ОБЛАСТЬ ПРИМЕНЕНИЯ 1.1. Настоящие Санитарные правила и нормы (далее — Санитарные правила)предназначены для предотвращения неблагоприятного воздействия на организмшкольников вредных факторов, сопровождающих их учебную деятельность иопределяют санитарно-гигиенические тре бования к: Изменения в СанПин для школ 2015 Стандарты Образования04.01.2016 Изменения в СанПин для школ 20152016-01-08T02:46:56+00:00Образовательное право 23 комментария С 02 января 2016 года российские школы начнут жить с изменениями, связанными с условиями, организацией обучения и содержанием общеобразовательных учреждений. Изменения в СанПин для школ 2015. Рекомендации по выбору: Жалюзи для класса – в обычный класс лучше повесить жалюзи из полупрозрачных тканей, наиболее подходящие по цвету.В компьютерный кабинет оптимально подойдут светонепроницаемые ткани для защиты от бликов на мониторе.
Далее…
Как скрепляются панели в панельном доме
Преимущества и недостатки Компоненты панельного дома, представляющие собой крупные железобетонные плиты, изготавливают на домостроительных комбинатах.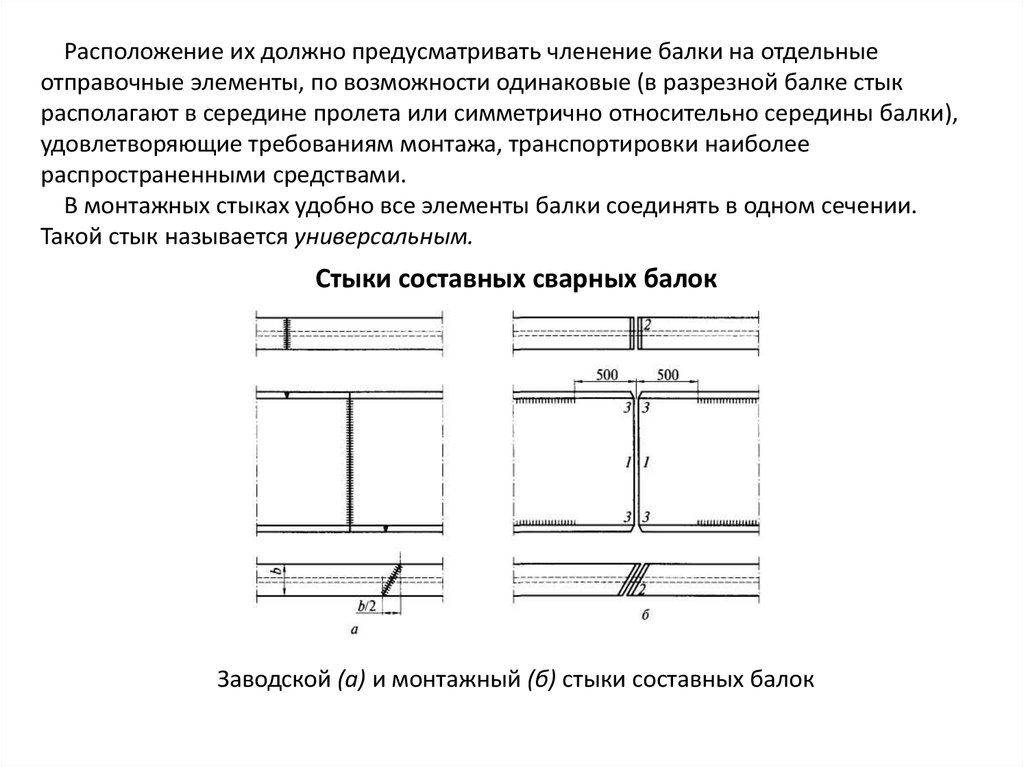 По качеству любые изделия, изготовленные в заводских условиях с должным техконтролем, всегда будут отличаться в положительную сторону от изделий, произведённых прямо на стройплощадке. Как осуществляется транспортировка и хранение железобетонных изделий Транспортировку ЖБИ обычно выполняют на грузовых машинах. Крупногабаритные ЖБИ перевозят на специальных транспортных средствах. Стеновые панели доставляют на панелевозах. Разгружают ЖБИ с помощью крана. Складирование ЖБИ выполняется согласно требованиям ГОСТ и ТУ. Железобетонные изделия складывают в штабели монтажными петлями вверх. Их положение должно соответствовать условиям установки при строительных работах.
По качеству любые изделия, изготовленные в заводских условиях с должным техконтролем, всегда будут отличаться в положительную сторону от изделий, произведённых прямо на стройплощадке. Как осуществляется транспортировка и хранение железобетонных изделий Транспортировку ЖБИ обычно выполняют на грузовых машинах. Крупногабаритные ЖБИ перевозят на специальных транспортных средствах. Стеновые панели доставляют на панелевозах. Разгружают ЖБИ с помощью крана. Складирование ЖБИ выполняется согласно требованиям ГОСТ и ТУ. Железобетонные изделия складывают в штабели монтажными петлями вверх. Их положение должно соответствовать условиям установки при строительных работах.
Далее…
Методы изготовления листового металла | Superior Steel Fabrication
- Superior Steel
- Sheet Metal Fabrication
структуры его производителя. Этот высокий уровень универсальности делает листовой металл популярным материалом в самых разных отраслях промышленности, где требуется изготовление по индивидуальному заказу.
Superior Steel Fabrication посвящен основным технологиям изготовления листового металла.
Гибка металла
Процесс, выполняемый ковкой или листогибочным прессом
Фасонная гибка – Это самый простой способ гибки металла. В этом методе вы сгибаете металл по кромке или форме. Вы также можете использовать молоток и формовочную тележку, чтобы согнуть металл вокруг желаемой формы.
Тормоз по металлу – Тормоз по металлу является наиболее распространенным способом выполнения чистых и точных гибок металла. Металлический тормоз работает, помещая металл на плоскую поверхность с воротами, а затем зажимая плоский стержень поверх металла и поднимая часть с воротами, чтобы согнуть металл под нужным углом. Большинство металлических тормозов могут выполнять повороты чуть более чем на 90 градусов. На нашем сайте мы предлагаем широкий выбор тормозов из листового металла.
Резка металла
Ручные ножницы – самый простой и основной инструмент для резки металла в мире металлообработки.
Ножницы с механическим приводом – позволяют выполнять резку листового металла быстрее и с меньшими ручными усилиями, чем ручные ножницы. Электроножницы бывают разных видов, в том числе пневматические и электрические. Большинство из них не способны резать узкие углы или сложные формы и, как правило, расходуют материал.
Ножницы без горлышка — предназначены для резки металла по прямым линиям или фигурам без повреждения краев. Ножницы без горлышка управляются вручную и не расходуют материал.
Угловая шлифовальная машина — электрическая угловая шлифовальная машина представляет собой ручной инструмент, который вращает прикрепленный диск или колесо для резки металла. Для резки следует использовать колеса толщиной 0,045 дюйма, которые могут прорезать практически любую толщину стали. Они громкие и грязные, но делают свою работу.
Плазменные резаки — Плазменные резаки работают, посылая электрическую дугу через газ, проходящий через суженное отверстие. Это повышает температуру газа до такой степени, что он переходит в четвертое состояние вещества: плазму. Плазменные резаки могут быстро резать листовой металл, сохраняя при этом высокий уровень точности. Они могут быть настолько мощными или деликатными, насколько вы хотите. Они отлично подходят для длинных прямых разрезов и требуют очень малой очистки.
Это повышает температуру газа до такой степени, что он переходит в четвертое состояние вещества: плазму. Плазменные резаки могут быстро резать листовой металл, сохраняя при этом высокий уровень точности. Они могут быть настолько мощными или деликатными, насколько вы хотите. Они отлично подходят для длинных прямых разрезов и требуют очень малой очистки.
Растяжение металла
Молоток и тележка — самый простой способ растягивания металла, при котором объект удерживается за металлом, а другая сторона ударяется молотком.
Носилки – это механический инструмент, который помещает металл между двумя плоскими текстурированными губками и медленно растягивает металл при каждом нажатии на рычаг или педаль.
English Колесо – Также называется колесным станком, натягивает металл между верхним вращающимся колесом и нижним упорным колесом. Английские колеса обычно используются для изготовления автомобильных панелей, обшивки самолетов и многого другого.
Усадка металла
Укладка – Укладка металла представляет собой один из самых ранних методов усадки металла, который включает в себя усадку металла с помощью молотка и формы.
Термоусадочный пресс – Текстурированные губки захватывают листовой металл сверху и снизу и плотно сжимают его. Этот метод медленнее, чем подворачивание, но намного точнее и оставляет минимум повреждений.
Термоусадка . Этот метод требует большой практики и состоит в том, что изготовитель нагревает чрезмерно растянутую область с помощью горелки, которая затем сжимается при охлаждении.
Плавка металлов
Наиболее распространенным типом плавки металлов является сварка.
Газокислородная сварка — самый старый метод сварки, использующий сварку, использует кислород и ацетилен, которые смешиваются вместе с регулируемой горелкой для создания точного контролируемого пламени. Для освоения этого метода требуется много практики, но сварные швы получаются самыми мягкими и податливыми, что облегчает их выравнивание.
Сварка ВИГ — использует «горелку» с неплавящимся электродом, который создает небольшую точную электрическую дугу, плавящую основной металл. Сварные швы TIG являются вторыми по мягкости сварными швами, но их труднее всего освоить. Сварка TIG более точна, чем кислородно-топливная сварка, и ее предпочитают большинство современных профессиональных производителей.
Сварка MIG — самый распространенный и, вероятно, самый простой для изучения вид сварки. В этом методе используется двигатель для подачи присадочной проволоки через наконечник горелки MIG. Затем проволока замыкает цепь, когда она касается основного металла и расплавляет проволоку в сварном соединении, сплавляя металл вместе. Сварка MIG создает искры и требует большей очистки, чем другие описанные выше методы. Кроме того, это самый твердый сварной шов, поэтому его труднее шлифовать и гладить молотком.
Когда вы ищете компанию для изготовления большого проекта из листового металла, вы хотите быть уверены, что ваша работа будет выполнена с высоким уровнем мастерства.
Независимо от проекта, компания Superior Steel Fabrication будет работать с вами, чтобы обеспечить своевременную и профессиональную реализацию ваших целей в области листового металла с исключительными результатами.
Свяжитесь с Superior Steel Fabrication сегодня или позвоните нам по телефону (541) 242-6420, чтобы обсудить детали вашего проекта и запросить расценки. С нетерпением ждем сотрудничества с вами.
обработка металлалистовой металлизготовление листового металлапроизводство листового металла
Superior Steel
В Superior Steel Fabrication мы увлечены тем, что мы делаем, и стремимся всегда улучшать нашу первую миссию клиента. Мы делаем все возможное, чтобы удовлетворить и превзойти требования вашего проекта. Свяжитесь с нами сегодня , чтобы мы могли начать разговор о ваших потребностях или предстоящем проекте.
541-242-6420
Резка металла на месте | Новости металлоконструкций
Характеристики
Автор: Марк Робинс Старший редактор
Опубликовано 31 марта 2016 г.
Фотография предоставлена Bosch Power Tools
Металл, используемый в строительстве, имеет требования к размерам, и он должен быть вырезан и изготовлен в соответствии с этими требованиями. Резка металла — это функция подгонки, формовки или изготовления в соответствии с конкретными требованиями, определенными заданием или архитектурными планами. Металл можно резать для различных применений: от несущих конструкций (двутавровые балки, трубы, отверстия для крепления деталей) до кровли (тонкий листовой металл для систем отопления, вентиляции и кондиционирования воздуха) и декоративной отделки или украшений.
«Обычно наиболее популярной причиной резки металла является необходимость подогнать его по размеру для конкретного применения, — говорит Эндрю Плауман, директор по управлению продуктами Milwaukee Tool, Брукфилд, Висконсин. поверхность вниз или контроль над поверхностью немного больше для лучшей подгонки».
Резка металла в цехе в основном выполняется с помощью мощного стационарного пневматического, электрического или гидравлического оборудования с большими кусками металла и крупными резами для формовки и изготовления. Разрезы можно выполнять многократно с помощью стопорных блоков, направляющих и зажимных приспособлений.
Разрезы можно выполнять многократно с помощью стопорных блоков, направляющих и зажимных приспособлений.
Предоставлено CS Unitec Inc.
Но на рабочей площадке резка металла в основном выполняется с помощью пневматических, электрических или гидравлических ручных переносных инструментов. «На площадке оборудование обычно ограничивается ручными инструментами, которые можно легко транспортировать и настраивать для необходимой резки, — говорит Саймон Уэйнрайт, менеджер по продукции CS Unitec Inc., Норуолк, Коннектикут. нестандартной длины и являются одноразовыми, и существуют ограничения по площади. Резка чаще всего выполняется в сложных рабочих условиях и часто в непредсказуемых погодных условиях».
Ниже приведены инструменты и советы о том, как правильно резать металл на месте.
Ножницы по металлу Одним из наиболее надежных и часто используемых инструментов для резки тонколистового металла и гидроизоляции на месте являются ножницы по металлу или ручные ножницы. Эти инструменты обычно производят чистые, прямые или криволинейные разрезы и обычно не разрушают гальванический слой металла. Во время резки оцинкованное покрытие металла не должно быть поцарапано или повреждено. Это может вызвать преждевременную ржавчину на срезанном гребне.
Эти инструменты обычно производят чистые, прямые или криволинейные разрезы и обычно не разрушают гальванический слой металла. Во время резки оцинкованное покрытие металла не должно быть поцарапано или повреждено. Это может вызвать преждевременную ржавчину на срезанном гребне.
При монтаже металла на месте необходимо внести небольшие коррективы путем обрезки. Часто на рабочую площадку могут быть отправлены предварительно изготовленные детали, которые могут не соответствовать измеренным размерам. Рабочий на строительной площадке может использовать ножницы по металлу, чтобы обрезать металл до нужного размера и подрезать края металла для обертывания соседних деталей. «Обрезка выполняется для получения чистого, законченного реза, — говорит Кристин Геральд, специалист по внутренним продажам Tenryu America Inc., Хеврон, Кентукки. — Металл требует качества и точности обработанной кромки». Уэйнрайт соглашается, говоря: «Возможно, нужно срезать 1/8 дюйма с металлических перил, чтобы они поместились в пространстве, или нужно отрегулировать угол среза, чтобы он соответствовал окончательной установке».
Составные ножницы со смещением смещены ниже рукоятки, чтобы ваша режущая рука оставалась над работой, а составное действие позволяет резать более толстый материал с меньшими усилиями. Составные ножницы, также называемые авиационными ножницами, имеют цветовую маркировку. Зеленые ножницы режут кривые по часовой стрелке; красные ножницы режут кривые против часовой стрелки.
Предоставлено Milwaukee Tool
ВысечкиЭлектроинструмент вырубного типа чрезвычайно универсален и совместим с кривыми, особенно подходит для трапециевидного листового металла, гофрированного листового металла, профилей и изогнутых одинарных листов. Эти электрические ножницы с малым зевом позволяют быстрее резать металл с меньшими усилиями. Высечки могут быть ручными (с ручным управлением) или электрическими. Силовые высечные ножницы часто приводятся в действие сжатым воздухом, хотя существуют и электрические типы.
Один из типов высечных ножей работает так же, как пуансон и матрица, с лезвием, которое движется линейно по неподвижной матрице, удаляя небольшие кусочки металла и оставляя пропил шириной примерно 6 мм. Другой тип работает аналогично ножницам по металлу, но разрезает лист по двум параллельным дорожкам на расстоянии от 3 до 6 мм друг от друга, сворачивая отходы в плотную спираль при резке.
Другой тип работает аналогично ножницам по металлу, но разрезает лист по двум параллельным дорожкам на расстоянии от 3 до 6 мм друг от друга, сворачивая отходы в плотную спираль при резке.
Циркулярная пила часто используется для резки металла на строительных площадках. С его помощью материал можно разрезать на месте, например, длинный участок для потолочного перекрытия, который необходимо обрезать или упаковать оптом. Современные передовые пилы и средства безопасности позволяют резать чисто и без заусенцев, что позволяет получать больше кромок без подгорания, не требующих последующей обработки. При использовании твердосплавных наконечников образуется меньше искр, потому что они прорезают, а не стачивают металл. Это важно в ограниченном пространстве рабочей площадки, где потоки горячей металлической стружки и искр могут представлять угрозу безопасности. Уэйнрайт подчеркивает, что при резке металла на загруженных рабочих местах рабочие должны располагаться так, чтобы не распылять искры или металлическую стружку на других или не повредить другие материалы в этом районе.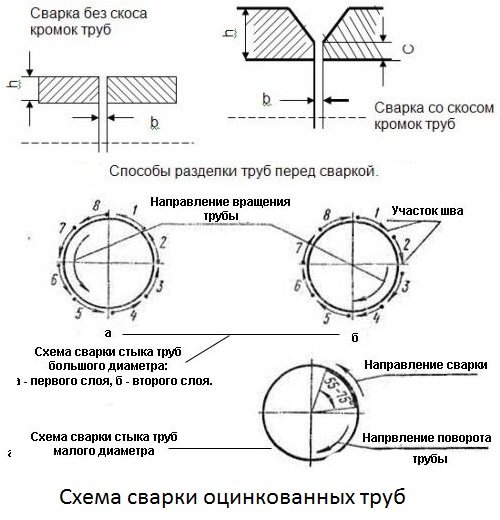
Предоставлено Bosch Power Tools
Шлифовальные станкиНа строительных площадках обычно используется шлифовальный станок по металлу. Это ручной инструмент, который вращает прикрепленный к нему режущий диск или колесо с высокой скоростью, чтобы быстро резать металл. Абразивные отрезные круги бывают разных размеров и толщины. Некоторые колеса режут быстрее, чем другие. Абразивный материал круга влияет на скорость резания и срок его службы. Используйте режущий диск на поверхности. Приложите правильное давление, чтобы режущий диск мог выполнять свою работу.
Ленточнопильные станки Ленточнопильный станок особенно популярен благодаря чистому и последовательному резу, а также простоте использования. «Нисходящий импульс инструмента делает почти всю работу за пользователя», — говорит Плауман. «Если пользователь хочет сделать быстрый рез в труднодоступном месте, он может попробовать Sawzall с пильным полотном для резки металла. Дополнительным преимуществом Sawzall является возможность использования на месте. Пользователи могут перейти от резки металла к распиливать дрова всего за несколько мгновений».
Дополнительным преимуществом Sawzall является возможность использования на месте. Пользователи могут перейти от резки металла к распиливать дрова всего за несколько мгновений».
На стройплощадках беспроводные металлорежущие инструменты обеспечивают портативность и большую полезность из-за ограниченного запаса источников питания. Благодаря достижениям в области литий-ионных аккумуляторов, электроники и двигателей беспроводные инструменты не уступают своим проводным предшественникам и превосходят их по производительности. «Эти беспроводные варианты также избавляют от хлопот, связанных с маневрированием вокруг шнуров, и дают пользователям возможность работать более продуктивно», — говорит Плоуман.
Уэйнрайт подчеркивает, что рабочее место не является контролируемой средой. «Нередки случаи, когда оборудование крадут, — говорит он. «Оборудование, используемое в полевых условиях, должно быть портативным, легко настраиваемым и разбираемым, чтобы в конце рабочего дня его можно было хранить в кузове грузовика или в закрытых стационарных прицепах. Рабочие места не являются контролируемой, знакомой и последовательной средой. Рабочие места — это оживленные места, и необходимо соблюдать осторожность при выполнении разрезов, когда другие находятся в этом районе».
Рабочие места не являются контролируемой, знакомой и последовательной средой. Рабочие места — это оживленные места, и необходимо соблюдать осторожность при выполнении разрезов, когда другие находятся в этом районе».
Предоставлено Milwaukee Tool
Ручные режущие инструменты для строительства и ремонта листового металла
Многие типы ручных режущих инструментов доступны для резки тонкого листового металла. Четыре режущих инструмента, которые обычно используются в ремонтной мастерской летательных аппаратов, — это прямые ручные ножницы, авиационные ножницы, напильники и инструменты для заусенцев.
Прямые ножницы
Прямые ножницы, или ножницы для листового металла, имеют прямые лезвия с режущими кромками, заточенными под углом 85°. [Рисунок 1]
Рисунок 1.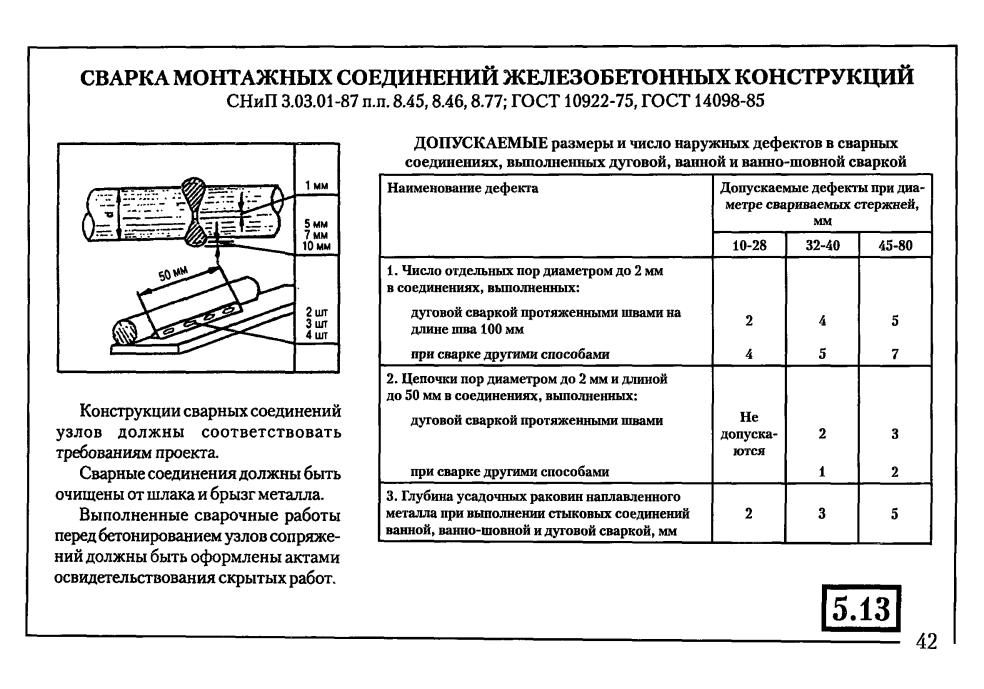 Прямые ножницы Прямые ножницы |
Доступны размеры от 6 до 14 дюймов, они режут алюминий до 1⁄6 дюйма. Прямые ножницы можно использовать для резки прямых и больших кривых, но авиационные ножницы лучше подходят для резки окружностей или дуг.
Авиационные ножницы
Авиационные ножницы используются для вырезания отверстий, криволинейных деталей, круглых заплат и дублеров (кусок металла, помещаемый под деталь для придания ей большей жесткости) в листовом металле. Авиационные ножницы имеют цветные ручки для обозначения направления разрезов: желтые авиационные ножницы режут прямо, зеленые авиационные ножницы изгибаются вправо, а красные авиационные ножницы изгибаются влево. [Рисунок 2]
| Рисунок 2. Авиационные ножницы |
Напильники
Напильник является важным инструментом для резки и придания формы металлу, но его часто упускают из виду. Напильники имеют пять различных свойств: длина, контур, форма в поперечном сечении, тип зубьев и тонкость зубцов. Доступно множество различных типов файлов, размер которых варьируется от 3 до 18 дюймов. [Рис. 3]
Напильники имеют пять различных свойств: длина, контур, форма в поперечном сечении, тип зубьев и тонкость зубцов. Доступно множество различных типов файлов, размер которых варьируется от 3 до 18 дюймов. [Рис. 3]| Рис. 3. Файлы |
Часть файла, на которой прорезаются зубья, называется лицевой стороной. Конический конец, который подходит к ручке, называется хвостовиком. Часть файла, где начинается хвостовик, является пяткой. Длина напильника — это расстояние от острия или кончика до пятки без учета хвостовика. Зубья напильника выполняют резку. Эти зубья расположены под углом к поверхности файла. Напильник с одним рядом параллельных зубов называется напильником с одинарной насечкой. Зубья обрезаются под углом 65°–85° к центральной линии в зависимости от предполагаемого использования напильника. Файлы, в которых один ряд зубьев пересекает другой ряд крест-накрест, называются файлами с двойной насечкой. Угол первого набора обычно составляет 40°–50°, а перекрещивающихся зубцов 70–80°. Перекрещивание создает поверхность с очень большим количеством маленьких зубцов, наклоненных к кончику файла. Каждый маленький зуб выглядит как конец алмазного долота.
Угол первого набора обычно составляет 40°–50°, а перекрещивающихся зубцов 70–80°. Перекрещивание создает поверхность с очень большим количеством маленьких зубцов, наклоненных к кончику файла. Каждый маленький зуб выглядит как конец алмазного долота.
Файлы классифицируются по расстоянию между зубьями; грубый напильник имеет небольшое количество крупных зубьев, а гладкий напильник имеет большое количество мелких зубьев. Чем грубее зубья, тем больше металла снимается при каждом движении напильника. Термины, используемые для обозначения грубости или тонкости напильника: шероховатый, грубый, ублюдочный, второй срез, гладкий и совершенно гладкий, и напильник может быть либо с одинарным, либо с двойным надрезом. Файлы далее классифицируются в соответствии с их формой. Некоторые из наиболее распространенных типов: плоские, треугольные, квадратные, полукруглые и круглые.
Существует несколько способов подачи документов. Наиболее распространенным является удаление шероховатостей и заусенцев с готовой детали перед ее установкой. Кроссфилинг — это метод, используемый для стачивания краев металлических деталей, которые должны плотно прилегать друг к другу. Поперечное шлифование включает в себя зажим металла между двумя деревянными полосами и шлифовку края металла до заданной линии. Опиловка вытягиванием используется, когда необходимо сгладить и придать квадратную форму большим поверхностям. Делается это путем прорисовки напильником всей поверхности работы.
Кроссфилинг — это метод, используемый для стачивания краев металлических деталей, которые должны плотно прилегать друг к другу. Поперечное шлифование включает в себя зажим металла между двумя деревянными полосами и шлифовку края металла до заданной линии. Опиловка вытягиванием используется, когда необходимо сгладить и придать квадратную форму большим поверхностям. Делается это путем прорисовки напильником всей поверхности работы.
Для защиты зубцов файла файлы следует хранить отдельно в полиэтиленовой упаковке или подвешивать за ручки. Файлы, хранящиеся в ящике для инструментов, должны быть завернуты в вощеную бумагу, чтобы предотвратить образование ржавчины на зубьях. Зубья напильника можно чистить с помощью напильника.
Шлифовальный станок
Шлифовальный станок — это ручной инструмент, который вращает установленный отрезной круг, вращающийся напильник или шлифовальный диск на высокой скорости. [Рисунок 4] Обычно используются электрические прямошлифовальные машины, работающие от сжатого воздуха.