СГЭМ — Сварочные технологии
Сварка — основной производственный процесс, применяемый при изготовлении продукции на ООО «СГЭМ».
Основными факторами, влияющими на качество сварных соединений, являются:
- Квалифицированный персонал
- Сварочное оборудование
- Качество основных и сварочных материалов
- Технологии сварки.
1. Квалифицированный персонал
Все сотрудники компании, занятые при производстве сварочных работ, имеют высокую профессиональную подготовку и аттестованы в соответствии с ПБ 03-273-99 «Правила аттестации сварщиков и специалистов сварочного производства», имеют удостоверения НАКС с требуемой областью распространения.
Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права сварщикам и специалистам сварочного производства выполнять работы на объектах, подконтрольных Госгортехнадзору России.
2. Сварочное оборудование
Парк сварочной техники предприятия, включает в себя оборудование мировых лидеров в области резки и сварки, таких как LINCOLN, CRC-EVANS, MILLER, ESAB, FRONIUS, HYPERTHERM, VANAD.
Применяемое сварочное оборудование (источники сварочного тока, механизмы подачи сварочной проволоки, сварочные головки, автоматы) аттестованы в соответствии с РД 03-614-03 «Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» и имеют свидетельства НАКС с требуемой областью распространения.
Аттестацию сварочного оборудования проводят в целях проверки его возможности обеспечивать заданные технологические характеристики для различных способов сварки, определяющие требуемое качество сварных соединений при изготовлении, монтаже, ремонте и реконструкции технических устройств, применяемых на опасных производственных объектах.
Для обеспечения безаварийной, производительной и безопасной работы сварочного оборудования, выполняется техническое обслуживание в соответствии с утверждёнными на предприятии регламентами.
3. Качество основных и сварочных материалов
В соответствии с требованиями системы менеджмента качества, действующей на предприятии, основные и сварочные материалы, поступающие на склад, проходят входной контроль. Материалы, не прошедшие входной контроль, идентифицируются и в производство не допускаются.
Применяемые сварочные материалы (покрытые электроды, сварочные проволоки, флюсы, защитные газы) аттестованы в соответствии с требованиями РД 03-613-03 «Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» и имеют свидетельства НАКС с требуемой областью распространения.
Аттестацию сварочных материалов проводят в целях:
- проверки соответствия фактических технологических свойств и характеристик сварочных материалов свойствам и характеристикам, указанным в сопроводительной документации, и требованиям действующих стандартов, технических условий и других нормативных документов для сварочных материалов;
- определения возможности применения аттестуемых сварочных материалов для проведения работ при изготовлении, реконструкции, монтаже и ремонте технических устройств путем проверки соответствия фактических свойств и характеристик сварочных материалов, свойств наплавленного металла и металла шва требованиям действующих для технических устройств нормативных документов.
4. Технологии сварки
Все используемые на предприятии сварочные технологии проходят производственную аттестацию технологии сварки и наплавки в соответствии с нормативным документом «Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов» -РД 03-615-03.
Производственную аттестацию технологии сварки и наплавки осуществляют с целью подтверждения того, что организация, обладает техническими, организационными возможностями и квалифицированными кадрами для производства сварки (наплавки) по аттестованным технологиям а также проверки того, что сварные соединения (наплавки), выполненные в условиях конкретного производства по аттестуемой технологии, обеспечивают соответствие требованиям к опасным производственным объектам общих и специальных технических регламентов, а до их вступления в силу — нормативных документов, конструкторской и технической документации.
В настоящее время для производства сварочных работ на предприятии применяются следующие технологии сварки:
| Група технических устройств | Наименование продукции | Наименование технологии сварки | Применяемое сварочное оборудование | |
| Нефтегазодобывающее оборудование. НГДО | Трубные узлы | МП+АПИ - комбинированная технология механизированной сварки проволокой сплошного сечения в среде углекислого газа методом STT корневого слоя шва и автоматической сварки порошковой проволокой в защитных газах заполняющих и облицовочного слоев шва. | Корневой слой шва выполняется механизированной импульсно-дуговой сваркой проволокой сплошного сечения в углекислом газе с мелкокапельным управляемым переносом наплавляемого металла за счет специального электронного микропроцессорного модуля инверторного источника сварочного тока. | Предварительный подогрев: Miller Pro Heat 35 Сварочное оборудование: Lincoln invertec STT II |
Подварочный слой корневого слоя шва выполняется ручной дуговой сваркой электродами с основным видом покрытия на трубах диаметром от 720 мм.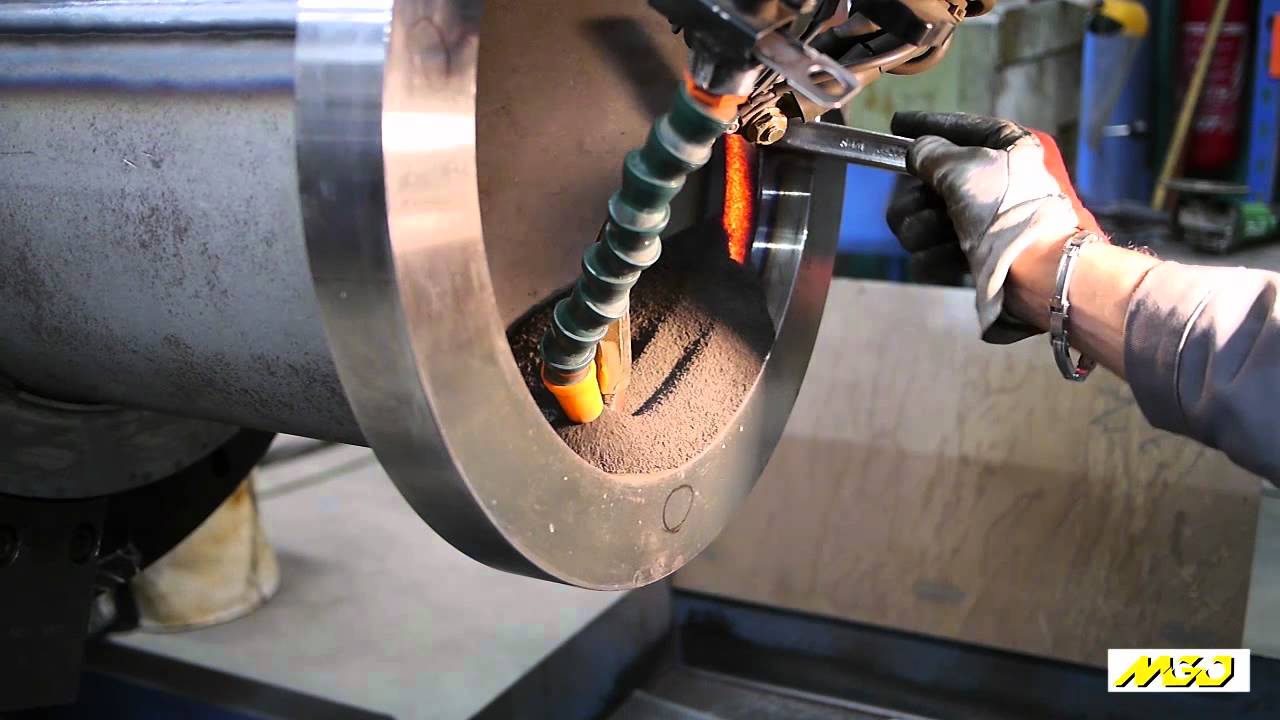 |
Сварочное оборудование: Lincoln invertec V350 Pro | |||
| Заполняющие и облицовочные слои шва выполняются автоматической сваркой порошковой проволокой в среде инертных газов и смесях газов; | Сварочное оборудование: CRC-Evans M-300C | |||
| МП+АФ - комбинированная технология механизированной сварки проволокой сплошного сечения в среде углекислого газа методом STT корневого слоя шва и автоматической сварки под флюсом заполняющих и облицовочного слоев шва. | Корневой слой шва выполняется механизированной импульсно-дуговой сваркой проволокой сплошного сечения в углекислом газе с мелкокапельным управляемым переносом наплавляемого металла за счет специального электронного микропроцессорного модуля инверторного источника сварочного тока. | Предварительный подогрев: Miller Pro Heat 35 Сварочное оборудование: Lincoln invertec STT II | ||
| Подварочный слой корневого слоя шва выполняется ручной дуговой сваркой электродами с основным видом покрытия на трубах диаметром от 720 мм. | Сварочное оборудование: Lincoln invertec V350 Pro | |||
| Заполняющие и облицовочные слои шва выполняются автоматической сваркой под слоем флюса | Сварочное оборудование: -сварочная колонна Belgium Welding CZ C&B 4х4 — источник сварочного тока Lincoln Power Wave AC/DC 1000 SD Двухосевой сварочный позиционер Belgium Welding HB-250. |
|||
| РД — ручная дуговая сварка электродами с основным видом покрытия неповоротных кольцевых стыковых и угловых соединений труб, труб с СДТ. | Предварительный подогрев: Miller Pro Heat 35 Сварочное оборудование: Lincoln invertec V350 Pro | |||
| Газовое оборудование | РД — ручная дуговая сварка электродами с основным видом покрытия камер приема-запуска внутритрубных устройств. |
Предварительный подогрев: Miller Pro Heat 35 Сварочное оборудование: Lincoln invertec V350 Pro | ||
| Газовое оборудование ГО | МП |
Сварочное оборудование: Fronius Transsteel 5000; Lincoln Speedtec 505 SP; | ||
| Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. ОХНВП | Ёмкостное оборудование | МП — механизированная сварка плавящимся электродом в среде активных газов и смесях оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. | Сварочное оборудование: Fronius Transsteel 5000; Lincoln Speedtec 505 SP; — Роликовые вращатели PES Roller Bed KT-30 | |
| АФ — автоматическая сварка под флюсом листов и труб оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. | Сварочное оборудование: — сварочная колонна Belgium Welding CZ C&B 4х4 — источник сварочного тока Lincoln Power Wave AC/DC 1000 SD — Роликовые вращатели PES Roller Bed KT-30 |
|||
| Котельное оборудование. КО | Теплоэнергетическое оборудование, водонагреватели, оборудования для водоснабжения | МП — механизированная сварка плавящимся электродом в среде активных газов и смесях листов и труб котельного оборудования. | Сварочное оборудование: Fronius Transsteel 5000; Lincoln Speedtec 505 SP; — Роликовые вращатели PES Roller Bed KT-30 | |
РАД — ручная аргонодуговая сварка неплавящимся электродом листов и труб опасных технических устройств котельного оборудования. |
Сварочное оборудование: Fronius Transtig 1750; | |||
| Беспалов Владимир Иванович | АЦСТ-121 | ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, ВЧС, Г, ГН, ЗН, ИН, КСО, КСС, КТС, КШС, Л, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, П, ПАК, ПНП, ППН, РАД, РАДН, РД, РДН, СТ, Т, Э, ЭЛ, ЭШ |
| Будревич Дмитрий Геннадьевич | АЦСТ-121 | ГО, КО, НГДО, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, ВЧС, Г, ГН, ЗН, ИН, КСО, КСС, КТС, КШС, Л, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э, ЭЛ |
| Близнов Дмитрий Александрович | АЦСТ-121 | ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, ВЧС, Г, ГН, ЗН, ИН, КСО, КСС, КТС, КШС, Л, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э, ЭЛ |
| Каланов Алексей Сергеевич | АЦСТ-121 | ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
| Зандберг Андрей Семёнович | АЦСТ-121 | ГДО, КО, МО | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, ПАК, РАД, РАДН, РД, РДН, Т, Э |
| Букин Илья Станиславович | АЦСТ-121 | ГО, КО, НГДО, ОТОГ, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, МАДП, МАДПН, МДС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
| Лозинский Игорь Михайлович | АЦСТ-121 | ГО, КО, МО, НГДО, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
| Захаров Игорь Михайлович | АЦСТ-121 | ГО, КО, НГДО, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
| Теревков Никита Вячеславович | АЦСТ-121 | ГДО, ГО, КО, МО, НГДО, ОТОГ, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, КСО, КСС, КТС, КШС, Л, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, РАД, РАДН, РД, РДН, Т, ЭЛ |
| Личак Владимир Анатольевич | АЦСТ-121 | ГО, КО, МО, НГДО, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
| Серова Ольга Михайловна | АЦСТ-121 | ГО, КО, МО, НГДО, ОХНВП, ПТО, СК | ААД, ААДН, ААДП, ААДПН, АЛСН, АПГ, АПГН, АПИ, АПИН, АППГ, АППГН, АПС, АПСН, АФ, АФДС, АФЛН, АФПН, Г, ГН, ЗН, КСО, КСС, КТС, КШС, МАДП, МАДПН, МДС, МКС, МЛСН, МП, МПГ, МПГН, МПИ, МПИН, МПН, МПС, МПСН, МСОД, МФ, НГ, НИ, РАД, РАДН, РД, РДН, Т, Э |
Флюс марки АФ-4А — флюс высокотемпературный
Температурный интервал активности: — (характеристики в ТУ нет)
Для припоев: присадочные материалы на основе сплавов алюминия с кремнием, такие как кремнистый алюминий с 5-6% кремния
Для материалов: алюминий и его сплавы
Агрегатное состояние: порошок
Способы нанесения: насыпью порошком флюса, обмазка суспензией флюса на водной основе
Способы нагрева для пайки: пламенем горелки
Растворители: вода
Удаление остатков флюса: смывка горячей водой
Состав: LiCl — 13,0-14,5%, KCl — 47,0-50,5%, NaF — 6,3-8,5%, NaCl — 26,0-29,0%
Соответствует ТУ 48-5-228-8287
Флюс марки АФ-4А предназначен для газовой сварки алюминия и его сплавов.
Самым старым способом сварки алюминия является газовая сварка. Газовая сварка чистого алюминия дает сварной шов, обладающий лучшими параметрами, в отличие от других видов сварки. При газовой сварке алюминия и его сплавов обычно применяется ацетилено-кислородное пламя. Пламя применяется нейтральное. Избыток кислорода (окислительное пламя) приводит к увеличению образования окислов алюминия, а избыток ацетилена (восстановительное пламя) к увеличению пористости металла шва. Пористость шва значительно уменьшается при предварительном прогреве места сварки до 300-350 ⁰C. Подогрев обеспечивает хороший провар шва.
Для сварки алюминия и его сплавов желательно применять присадочный материал того же состава, что и свариваемый материал. Хорошие результаты, в качестве присадочного материала, даёт применение кремнистого алюминия (5-6% Si). Он обеспечивает более плотный и прочный шов. Недостатком является уменьшение пластичности шва и его коррозионной стойкости. Поэтому, в некоторых случаях, особенно при сварке чистого алюминия, применение кремнистого алюминия недопустимо.
Сварка алюминия и его сплавов проводится под слоем защитного флюса марки АФ-4А. Флюс представляет собой мелкий порошок белого цвета.
Флюс наносят на свариваемые кромки и ближнюю зону вокруг шва. Лучше использовать флюс в сухом виде, т.к. остаточная вода вызывает образование пористого шва.
В отдельных случаях удобнее наносить флюс в виде водной суспензии (кашицы). Это дает возможность сваривать швы во всех пространственных положениях (как горизонтальных, так и вертикальных). Во избежание пористости шва, после нанесения флюсовой суспензии ее необходимо подсушить. Проволоку присадочного материала так же желательно покрыть флюсом. Место для сварки должно быть зачищено и обезжирено.
Остатки флюса удаляются промывкой горячей (60-80°С) водой с протиранием волосяной щёткой.
Газовая сварка алюминия и его сплавов, в последнее время, применяется в основном при ремонтных работах и сварке листовых материалов.
Сварку под слоем флюса тонкого листового алюминия и изделий из алюминиевых сплавов можно проводить с электродуговым нагревом неплавящимся электродом в среде защитного газа. Флюс применяется так же, как и при газопламенном нагреве.
Рекомендации по подготовке кромок под сварку:
Подготовка листов толщиной более 4 мм под сварку встык заключается в скашивании их кромок и зачистке поверхности у места сварки на ширину 25 — 35 мм.
Сварка встык листов толщиной менее 4 мм осуществляется без скоса кромок с зазором между ними не более 0,5 мм. Сварку листов алюминия малой толщины рекомендуется производить при соединениях с отбортовкой без присадочного материала.
При толщине металла 4-12 мм производится V-образный скос кромок под углом 30-45⁰. При толщине выше 12 мм рекомендуется двусторонняя X-образная подготовка при скосе кромок под углом 35⁰с каждой стороны. Притупление кромок при всех способах подготовки их обязательно не менее чем на 4 мм.
© ГБПОУ КК ПАТИС
ГБПОУ КК ПАТИС
Государственное бюджетное профессиональное образовательное учреждение Краснодарского края
Приморско-Ахтарский техникум индустрии и сервиса
Адрес: 353860 г. Приморско-Ахтарск, ул. Тамаровского, 85
тел: 8 (861-43) 2-35-94, 8 (861-43) 2-18-98
Адрес сайта: http://патис.рф
Социальные сети: VK и OK
Электронная почта: [email protected]
Режим работы:
ПН — СБ: с 8.00 до 16.00
Выходные дни: ВС
Учредители
Наименование:
Министерство образования, науки и молодежной политики Краснодарского края
Адрес: 350063 г. Краснодар, ул. Рашпилевская, 23
тел: 8 (861) 298-25-73
Адрес сайта: minobr. krasnodar.ru
krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед: с 13.00 до 13.50
Выходные дни: СБ.ВС.
Наименование:
Департамент имущественных отношений Краснодарского края
Адрес: 350000 г. Краснодар, ул. Гимназическая, 36
Канцелярия: 8 (861) 268-24-08
Факс: 8 (861) 267-11-75
Специалист по работе с обращениями граждан — консультации, запись на прием — телефон 267-11-78
Телефон горячей линии по вопросам земельных отношений: 8 (861) 992-33-35
Адрес сайта: diok.krasnodar.ru
Электронная почта: [email protected]
Режим работы:
ПН.ВТ.СР.ЧТ. – с 09.00 до 18.00
ПТ. – с 09.00 до 17.00
Перерыв на обед ПН.ВТ.СР.ЧТ.: с 13.00 до 13.50
Перерыв на обед ПТ.: с 13.00 до 13.40
Выходные дни: СБ.ВС.
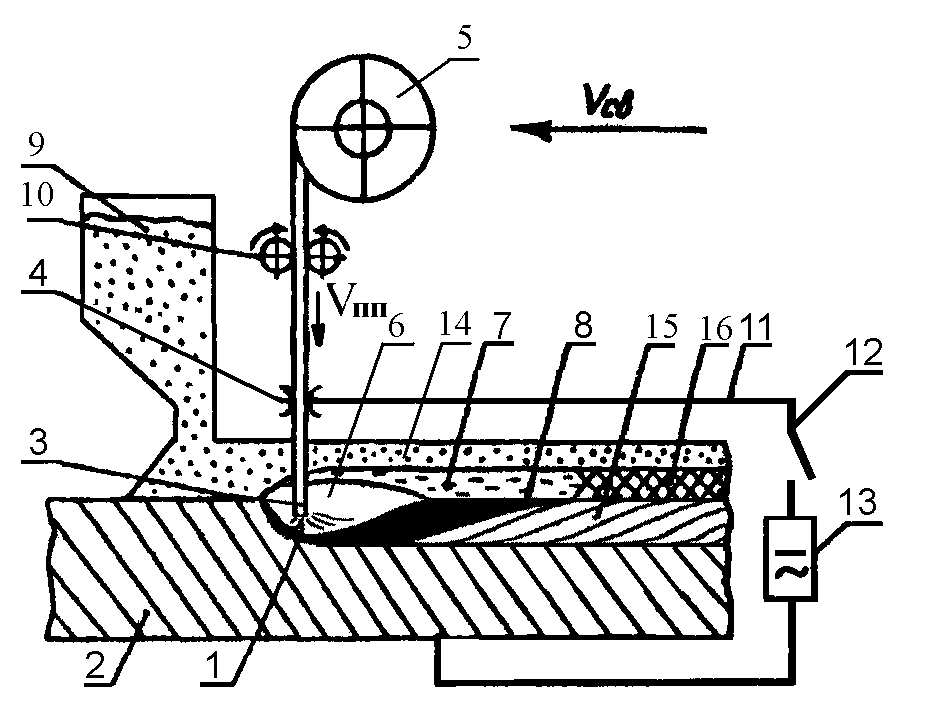
Автоматическая сварка металлоконструкций под флюсом 2
Подлежащие сварке кромки и места, прилегающие к ним на ширину 25—30 мм, следует зачистить от грата после кислородной резки, очистить от масла, грязи, ржавчины и др.
Прихватки при сборке конструкций, подлежащих автоматической сварке под флюсом, выполняют длиной 50—80 мм. Расстояние между прихватками обычно не превышает 450—500 мм.
Стыковые швы при автоматической сварке могут быть выполнены двухсторонней и односторонней сваркой. По числу проходов швы подразделяются на однопроходные и многопроходные.
При выполнении двухсторонних однопроходных швов глубина проплавления при сварке первой стороны должна составлять 50—60 % толщины металла. При сварке второй стороны глубина проплавления должна быть такой, чтобы хорошо проплавить корень первого шва.
При сварке второй стороны глубина проплавления должна быть такой, чтобы хорошо проплавить корень первого шва.
Этот метод без применения каких-либо приемов против вытекания металла в зазоры называется сваркой «на весу» (рис. 27, а) и требует соблюдения зазора не более 1—1,5 мм.
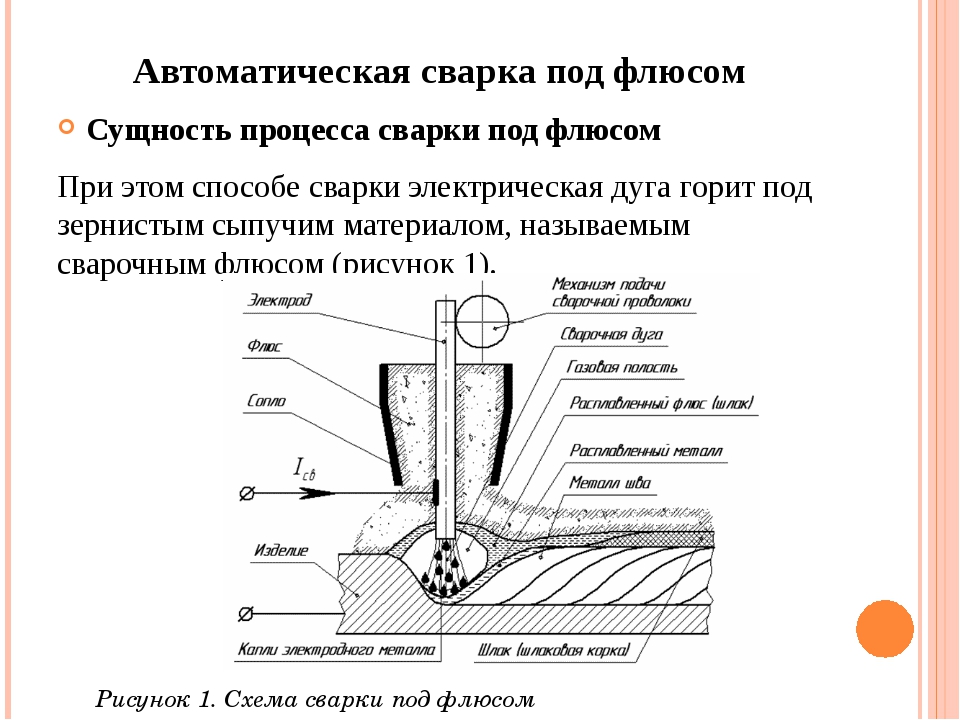
Рис. 27. Способы предупреждения вытекания жидкого металла из сварочной ванны при сварке под флюсом
а — сварка «на весу»; б — сварка по ручной подварке; в — сварка на флюсовой подушке; г — сварка на стальной остающейся подкладке; д, е — сварка на флюсо-медной подкладке; ж — сварка на гибкой приклеивающейся подкладке; и — сварка с использованием флюс-пасты
Выполняя одностороннюю сварку с полным проваром, а также накладывая первый шов при двусторонней сварке (с большими зазорами в стыке) применяют меры, предупреждающие вытекание жидкого металла. Некоторые способы предупреждения вытекания жидкого металла в зазор приведены на рис. 27.
ГОСТами установлены определенные обозначения способов автоматической сварки (см. рис. 27):
А — под флюсом без применения подкладок, подушек и подварочного шва;
Аф — на флюсовой подушке;
Ам — на флюсо-медной подкладке;
Ас — на стальной подкладке;
Апш — с предварительным наложением подварочного шва;
Апк — с предварительной подваркой корня шва.
При сварке на стальной остающейся подкладке необходимо режим сварки подбирать таким, чтобы проплавить не только все сечение состыкованных листов, по и часть стальной подкладки.
Для металла толщиной до 6 мм подкладки делают шириной до 30 мм и толщиной 1—3 мм. При большей толщине свариваемых листов толщина подкладки берется 2—4 мм при ширине до 50 мм.
Сварку на медной подкладке применяют для соединения относительно тонких листов, при возможности обеспечения плотного прилегания подкладки к свариваемым листам. Если необходимо, чтобы нижняя поверхность шва была заподлицо со свариваемыми кромками подкладку делают ровной, а если нужно иметь валик с обратной стороны, в подкладке делается канавка.
При сварке на флюсо-медной подкладке между медной полосой и деталью засыпают тонкий слой флюса, который выполняет роль флюсовой подушки.
Сварка на подкладках требует точной сборки и минимального смещения стыкуемых кромок. Зазор между подкладкой и свариваемыми листами не должен превышать 0,5—1 мм. Для соблюдения этого условия часто подкладки делаются составными.
Сварку по ручной подварке выполняют тогда, когда невозможно применить другой метод удержания расплавленного металла.
Так как при автоматической сварке под флюсом глубина проплавления основного металла значительна, стыковые соединения металла толщиной до 20 мм можно варить без разделки кромок. При большей толщине выполняют скос одной или двух кромок. Увеличивая зазор, можно обеспечить качественную сварку без разделки кромок на флюсовой подушке металла толщиной до 50 мм. Величина зазора устанавливается в зависимости от толщины металла. При толщине 20—30 мм—зазор 6—8 мм, при толщине 30—40 мм — зазор 8—10 мм, при большей толщине зазор может составлять до 12 мм.
Аттестация персонала сварочного производства | СИНТЕЗ
Аттестация персонала сварочного производства
Аттестация сварщиков и специалистов сварочного производства проводится в целях установления достаточности их теоретической и практической подготовки, проверки их знаний и навыков и предоставления права на выполнение конкретных работ.
Аттестация персонала сварочного производства подразделяется на первичную, дополнительную, периодическую и внеочередную.
— Первичную аттестацию проходят сварщики, не имевшие ранее допуска к сварке и/или наплавке соединений оборудования, конструкций и трубопроводов, подконтрольных Госгортехнадзору России.
— Дополнительную аттестацию проходят сварщики,
прошедшие первичную аттестацию, перед их допуском к сварочным работам, не указанным
в их аттестационных удостоверениях, а также после перерыва свыше 6 месяцев в
выполнении сварочных работ, указанных в их аттестационных удостоверениях. При
дополнительной аттестации сварщики сдают специальный и практический экзамены.
При
дополнительной аттестации сварщики сдают специальный и практический экзамены.
— Периодическую аттестацию проходят все сварщики в целях продления указанного срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ. При периодической аттестации сварщики сдают специальный и практический экзамены.
— Внеочередную аттестацию должны проходить сварщики перед их допуском к выполнению сварки после их временного отстранения от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество выполненных ими производственных сварных соединений. При внеочередной аттестации сварщики сдают общий, специальный и практический экзамены.
При успешном прохождении аттестации выдается удостоверение установленного образца, сведения об аттестованном специалисте размечаются в общем реестре аттестованного персонала САСв.
Аттестационный центр ООО «Синтез» (ЦР-3АЦ) проводит аттестацию сварщиков (специалистов сварочного производства I уровня) и специалистов сварочного производства II, III уровней профессиональной подготовки.
Группы технических устройств опасных производственных объектов:
ГДО -Горнодобывающее оборудование
ГО — Газовое оборудование
КО — Котельное оборудование
МО — Металлургическое оборудование
НГДО — Нефтегазодобывающее оборудование
ОТОГ — Оборудование для транспортировки опасных грузов
ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
ПТО — Подъемно-транспортное оборудование
СК — Строительные конструкции
Способы сварки:
РД — Ручная дуговая сварка покрытыми электродами.
РДН — Ручная дуговая наплавка покрытыми электродами.
РАД — Ручная аргонодуговая сварка неплавящимся электродом.
РАДН — Ручная аргонодуговая наплавка.
МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях.
МАДП — Механизированная аргонодуговая сварка плавящимся электродом.
МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях.
МПС — Механизированная сварка самозащитной порошковой проволокой.
АФ — Автоматическая сварка под флюсом.
АФПН — Автоматическая наплавка проволочным электродом под флюсом.
ААД — Автоматическая аргонодуговая сварка неплавящимся электродом.
ААДП — Автоматическая аргонодуговая сварка плавящимся электродом.
Г — Газовая сварка.
КТС — Контактная точечная сварка.
КСС — Контактная стыковая сварка сопротивлением.
КСО — Контактная стыковая сварка оплавлением.
НИ — Сварка нагретым инструментом.
ЗН — Сварка с закладными нагревателями.
Заявочные документы:
| Регистрационный номер САСв | Наименование организации и адрес предприятия организатора аттестационного пункта | Телефон, факс | Способ сварки | Группы опасных устройств |
|---|---|---|---|---|
| СЗР-1ГАЦ-3АП | ОАО Киришская фирма «Нефтезаводмонтаж» 187110, Ленинградская обл., г. Кириши, ул. Энтузиастов, д. 15 | (81368) 200-32, 206-43 Снетков Константин Дмитриевич | РД, РАД, Г, МП, МПГ, ПАК | ГО, КО, НГДО, ОХНВП, ПТО, СК |
| СЗР-1ГАЦ-10АП | ОАО ПО «Севмаш» 164500, Архангельская обл.  , г. Северодвинск, Архангельское ш., д. 58 , г. Северодвинск, Архангельское ш., д. 58 | (81842) 58-02-19, 50-46-30 Сычев Владимир Валерьевич | РД, РАД, МП, МАДП, АФ, РДН, РАДН, Г, АФПН | ГО, КО, НГДО, ОХНВП, ПТО |
| СЗР-1ГАЦ-13АП | НОУ ДПО УЦ «Псков» 180017, г. Псков, ул. Яна Фабрициуса, д. 14 | (8112) 66-44-13, 66-53-81 Федоров Владимир Викторович | РД, Г, МП, РАД, РДН, РАДН, МПГ, ПАК | ГО, КО, ОТОГ, ОХНВП, ПТО, СК |
| СЗР-1ГАЦ-33АП | ЗАО «Ижорский трубный завод» 196351, Санкт-Петербург, г. Колпино, пр. Ленина, д. 1 | (812) 336-94-21, 461-98-07 Пестрецов Александр Анатольевич | РД, МП, МПГ, АПГ, АФ | НГДО |
| СЗР-1ГАЦ-35АП | ОАО «Ленпромгаз» Санкт-Петербург, ул. Седова, д. 9, корп. 3 | (812) 365-10-12 Журин Михаил Михайлович | РД, РАД, МП, Г | ГО, КО, СК |
| СЗР-1ГАЦ-38АП | ООО «СПЕЦМОСТ» 236011, Калининград, ул. Судостроительная, д. 75 | (4012) 51-63-00 Селезнёв Александр Юрьевич | РД, МФ, МП, АФ, АПС | ПТО, СК |
| СЗР-1ГАЦ-39АП | ООО «УНТЦ «Сварка» 194292, г.  Санкт-Петербург, 3-й Верхний пер., д. 3, корп. 1, лит. С Санкт-Петербург, 3-й Верхний пер., д. 3, корп. 1, лит. С | (812) 339-33-85 Фомин Александр Геннадьевич | ААД, ААДП, АПГ, АФ, Г, ЗН, МАДП, МФ, НГ, НИ, ПАК,РАД, РД, РДН, Т, МП, МПС | ГО, КО, КСМ, МО, НГДО, ОХНВП, ПТО, СК |
| СЗР-1ГАЦ-43АП | ООО «Транснефть-Балтика» Ленинградская обл., Всеволожский район, почтовое отделение Романовка, местечко Углово | (911) 235-65-33 Ахтямов Артур Юрдисович | МП, МПС, РАД, РД, Т | КО, НГДО, СК |
ВВС США — подробности карьеры
включен в список
Измерение сломанных или изношенных деталей с помощью штангенциркуля, щупов и микрометров
Рисование рабочих эскизов, изготовление шаблонов, просмотр рабочих чертежей и выбор материалов
Выполнение точного шлифования и удаление ядовитых или коррозионных отложений
Техническое обслуживание и осмотр ручных инструментов и металла рабочее оборудование
Написание программ для машин, использующих ручные и автоматизированные методы производства
Карьерные задачиСоздание компонентов самолета
Каждая часть самолета должна быть в идеальном рабочем состоянии, прежде чем мы позволим им взлететь.Иногда это даже влечет за собой создание детали с нуля. Специалисты Aircraft Metals Technology, отвечающие за ремонт и создание основных деталей самолетов, выступают в качестве машинистов и сварщиков ВВС. Эти квалифицированные профессионалы сваривают, изготавливают и изготавливают по индивидуальному заказу металлические компоненты, необходимые для функционирования самолета, от поиска и устранения неисправностей до окончательной установки.
Сводка квалификаций
Минимальное образование Высокое школьный диплом, GED с 15 кредитами колледжа или GED ASVAB Требования Квалификация механика- Знание процесса ремонта и изготовления металла
- Нормальное восприятие глубины
- Завершение 8.5 недель базовой военной подготовки
- Должен быть в возрасте от 17 до 39 лет
Обучение и образование
Как мы можем превратить вас из новобранца в опытного летчика в этой области? Путь от практического опыта до получения диплома о высшем образовании и ученой степени начинается здесь.Базовая военная подготовка
8,5 недель
Техническая подготовка
67 дней
Расположение технической школы
Sheppard AFB TX
Статус по окончании
Военный летчик с кредитами, полученными на
Technology 1
/ 8Интересы и навыки
- Электроника и электротехника
- Техническое обслуживание и ремонт
- Самолеты и полеты
Сделайте перерыв
Полеты и 30-дневный оплачиваемый отпуск каждый год.
Запросить информацию Чат в прямом эфиреВаше будущее ждет.
Подать заявку
НАЧАТЬAF-2 Держатель электрода на 200 А: Оборудование для дуговой сварки: Amazon.com: Industrial & Scientific
В настоящее время недоступен.

Мы не знаем, когда и появится ли этот товар в наличии. ]]>
Характеристики
| Фирменное наименование | Radnor |
|---|---|
| Ean | 06398
|
| Глобальный торговый идентификационный номер | 006398
|
| Объем позиции | 15.34 унции жидкости |
| Вес изделия | 1.00 фунтов |
| Номер модели | RAD64002052 |
| Кол-во позиций | 1 |
| Номер детали | RAD64002052 |
| Код UNSPSC | 46000000 |
| UPC | 6398
|
Сварочные и режущие аппараты Victor Contender® AF Edge ™ в Nationwide Industrial Supply, LLC
- Встроенные сменные обратные клапаны обратного потока и пламегасители
Цены и доступность могут быть изменены.
| Комплекты для сварки и резки Victor Contender® AF Edge ™ | |||||
| Номер продукта | Тип газа | Включает | Вт. | Цена | Кол-во |
| 341-0384-2052 | Топливный газ, кислород | Шланг класса «T» 1/4 дюйма x 20 футов, режущий наконечник 1-1-GPN, ручка горелки 315FC, нагревательное сопло 55, размер: 8, режущая насадка CA2460, регулятор ESS3 CGA510LP, регулятор ESS3 CGA540, зажигалка | 0 фунтов | Снято с производства | |
| 341-0384-2053 | Топливный газ, кислород | Шланг класса «T» 1/4 дюйма x 20 футов, режущий наконечник 1-GPP, ручка горелки 315FC, нагревательное сопло 55, размер: 8, режущая насадка CA2460, регулятор ESS3 CGA510LP, регулятор ESS3 CGA540, зажигалка | Снято с производства | ||
# НАЗВАНИЕ № || КОБЕЛКО — КОБЕ СТАЛЬ, ООО.-
Технические особенности, том 13
Расходные материалы для дуговой сварки под флюсом, предназначенные исключительно для работы на постоянном токе
1.
 Предисловие
ПредисловиеДуговая сварка под флюсом (SAW) — один из основных процессов дуговой сварки. На его долю приходится около 10% всех дуговая сварка. По странам Китай потребляет более 50% расходных материалов для SAW, за ним следуют Европа, Северная Америка, Россия и Япония. Что касается промышленности, то SAW используется в основном при производстве стальных труб, стальных конструкций, мостов, судов и химической промышленности. растения из-за длинных прямых линий сварки, которые обычны в этих конструкциях.
В Японии коэффициент потребления SAW по отраслям почти такой же, как и в мире, за исключением стальных труб, на которые приходится гораздо меньшая доля потребления SAW.
| Тип флюса | Прочность при надрезе при низких температурах | Влагопоглощение Стойкость | Диффузный с содержанием водорода | Коэффициент расхода флюса | КПД | Вид электроэнергии |
|---|---|---|---|---|---|---|
| с предохранителем | Среднее значение | Лучшее | Низкий | Среднее значение | Среднее значение | AC |
| Связанный | Хорошо | Среднее значение | Самый низкий | Низкий | Лучшее | AC / DC |
| Агломерированный | Хорошо | Хорошо | Низкий | Низкий | Хорошо | DC |
В таблице 1 приведены характеристики трех типов флюсов на ПАВ: плавленых, связанных и агломерированных. На японском рынке предпочтение отдается потокам на ПАВ, подходящим для переменного тока (AC), из-за относительно более низкой стоимости источников питания переменного тока по сравнению с источниками постоянного тока (DC). Связанные флюсы, предназначенные как для переменного, так и для постоянного тока, также были разработаны в Японии. Однако, в то время как эти флюсы в основном использовались для сварки с большим подводом тепла, агломерированные флюсы, применяемые для обычной высокоскоростной сварки постоянным током, пользовались спросом на зарубежных рынках.
На японском рынке предпочтение отдается потокам на ПАВ, подходящим для переменного тока (AC), из-за относительно более низкой стоимости источников питания переменного тока по сравнению с источниками постоянного тока (DC). Связанные флюсы, предназначенные как для переменного, так и для постоянного тока, также были разработаны в Японии. Однако, в то время как эти флюсы в основном использовались для сварки с большим подводом тепла, агломерированные флюсы, применяемые для обычной высокоскоростной сварки постоянным током, пользовались спросом на зарубежных рынках.
Чтобы удовлетворить потребности мировых рынков, Kobe Steel занимается разработкой расходных материалов для SAW, предназначенных для использования исключительно с DC, и теперь рада объявить о доступности агломерированного флюса.Назвав свой первый флюс для ПАВ этого типа «AF», компания Kobe Steel официально выпустила FAMILIARC ™ AF-490E и FAMILIARC ™ AF-490AS.
В этой статье представлены преимущества и особенности использования AF-490E в сочетании с проволокой для сварки US-29 и AF-490AS с US-36.
FAMILIARC ™ US-29 FAMILIARC ™ AF-490E
| Классификация | AWS A5.17 F7A2-EM12K; F6P4-EM12K |
|---|---|
| Характеристики | Стыковая сварка и горизонтальная угловая сварка Сварка среднего и толстого листа |
| Превосходная ударная вязкость при низких температурах до -20 ℃ | |
| Полярность | DCEP |
| Бонышевского основности | 1.4 |
| Разрешение на транспортировку | АБС, DNV, LR, GL, BV |
US-29 / AF-490E — это комбинация сплошной проволоки и флюса для сварки мягких сталей, а также сталей с высоким пределом прочности на разрыв (класс HT490) класса 490 МПа. AF-490E, агломерированный флюс на основе алюмината, демонстрирует отличную ударную вязкость при температуре до -20 ° C, а также свариваемость в сочетании с проволокой US-29 SAW. В таблице 2 приведены подробные сведения об US-29 x AF-490E.
AF-490E, агломерированный флюс на основе алюмината, демонстрирует отличную ударную вязкость при температуре до -20 ° C, а также свариваемость в сочетании с проволокой US-29 SAW. В таблице 2 приведены подробные сведения об US-29 x AF-490E.
2-1.Свойства всего наплавленного металла
Рисунок 1: Внешний вид борта
Химический состав и механические свойства всего наплавленного металла показаны в таблицах 3 и 4, соответственно, и Внешний вид борта показан на Рисунке 1. Даже без добавления каких-либо специальных элементов стабильная ударная вязкость может быть получена даже при температурах до -20 ° C.
| С | Si | Mn | -P | S | |
|---|---|---|---|---|---|
| US-29 / AF-490E | 0.05 | 0,41 | 1,60 | 0,016 | 0,005 |
| Примечание: Условия сварки: 550A-30V-42cpm; Внешний = 30 мм | |||||
| 0,2% OS (МПа) | ТС (МПа) | Эл (%) | IV при -40 ℃ (Дж) | IV при -20 ℃ (Дж) | ||
|---|---|---|---|---|---|---|
| US-29/ AF-490E | AW * 1 | 464 | 562 | 30 | – | В среднем 119 (125, 113, 118) |
| PWHT (620 ℃ x 1 час) | 380 | 494 | 35 | В среднем 129 (142, 124, 122) | В среднем 150 (154, 153, 143) | |
AWS спец. (Только AW * 1 ) (Только AW * 1 ) | 350 мин | 490 мин. | 22 мин. | – | 35 мин | |
| Примечание: Условия сварки: 550A-30V-42cpm; Внешний = 30 мм * 1: Состояние после сварки | ||||||
2-2. Двуходовая сварка стыкового соединения
Сварка стыковых соединений выполнялась с использованием пластин JIS G3106 SM400B с максимальной толщиной 16 мм.Расположение электродов показано на рисунке 2. Режимы сварки приведены в таблице 5.
На рисунках 3 и 4 показаны макроструктура и внешний вид валика соответственно, а в таблице 6 показаны механические свойства металла сварного шва стыкового соединения.
Рисунок 2: Расположение электродов Рисунок 3: Макроструктура
| Сварка Последовательность | Диаметр проволоки (мм) | Сварка условия | Предварительный нагрев и промежуточный проход температура |
|---|---|---|---|
| 1-й | 4.0 | 750A-32V-60cpm Наружный 30 мм | Комнатная температура |
| 2-я | 700A-32V-55cpm Наружный 30 мм |
Рисунок 4: Внешний вид борта
| 0,2% OS (МПа) | TS (МПа) | Эль (%) | IV при -20 ℃ (Дж) | IV при 0 ℃ (Дж) |
|---|---|---|---|---|
| 419 | 532 | 34 | В среднем 116 (131, 121, 96) | В среднем 147 (148, 146, 146) |
2-3. Горизонтальная угловая сварка
Горизонтальная угловая сварка
Рисунок 5: Расположение электродов Рисунок 6: Макроструктура
Расположение электродов, используемых при горизонтальной угловой сварке, показано на Рисунке 5, а макроструктура и внешний вид валика — на Рисунках 6 и 7.
Рисунок 7: Внешний вид борта
Рисунок 8: Взаимосвязь между погонной энергией сварки и длиной ветви
Взаимосвязь между подводимой при сварке теплотой и длиной ветви показана на рисунке 8 для всех имеющихся электродов. диаметры.При лабораторных испытаниях была получена длина ног от 4 до 9 мм; тем не менее, пользователям рекомендуется стремиться к длине опор 6-8 мм, принимая во внимание точность канавки, а также стабильность сварки на реальных рабочих площадках.
| Содержание диффузионного водорода (мл / 100 г) | Классификация судоходства одобрение | |||||
|---|---|---|---|---|---|---|
| N = 1 | N = 2 | N = 3 | N = 4 | В среднем | ||
| US-29 / AF-490E | 2.5 | 2,6 | 2,7 | 2,7 | 2,6 | H5 |
| Примечание: (1) Условия сварки: 550A-30V-42cpm; Внешний = 30 мм (2) Метод испытания: газовая хроматография (согласно AWS A4.3) | ||||||
2-4. Содержание диффузионного водорода в металле шва
Содержание диффундирующего водорода, измеренное с помощью газовой хроматографии в соответствии с AWS A4. 3 показан в Таблице 7. Можно отметить крайне низкий уровень 2,5 мл / 100 г и почти полное отсутствие колебаний.
3 показан в Таблице 7. Можно отметить крайне низкий уровень 2,5 мл / 100 г и почти полное отсутствие колебаний.
3. FAMILIARC ™ US-36 3 FAMILIARC ™ AF-490AS
| Классификация | AWS A5.17 F7A6-Eh24; F7P6-Eh24 |
|---|---|
| Характеристики | Стыковая сварка среднего и толстого листа |
| Только многопроходная сварка | |
| Превосходная ударная вязкость при низких температурах до -40 ℃ | |
| Полярность | DCEP |
| Бонышевского основности | 2.6 |
| Разрешение на транспортировку | АБС, DNV, LR, GL, BV |
US-36 / AF-490AS — это комбинация сплошной проволоки и флюса для сварки низкоуглеродистых сталей, а также сталей класса HT490. AF-490AS, фторидно-основной агломерированный флюс, демонстрирует превосходную и стабильную ударную вязкость при температуре до -40 ° C, а также удобство использования в сочетании с проволокой US-36 SAW. Детали, относящиеся к US-36 x AF-490E, показаны в Таблице 8.
3-1.Свойства всего наплавленного металла
Химический состав и механические свойства всего наплавленного металла показаны в таблицах 9 и 10 соответственно. Результаты испытаний на ударную вязкость в состоянии после сварки, а также после термообработки после сварки (PWHT) показаны на рисунках 9 и 10 в виде переходных кривых, соответственно.
Разработанный для обеспечения оптимальной основности флюса, AF-490AS может обеспечить стабильную и отличную ударную вязкость при температурах до -40 ° C, даже если не было добавлено никаких специальных элементов. Внешний вид борта показан на Рисунке 11.
Внешний вид борта показан на Рисунке 11.
| С | Si | Mn | -P | S | |
|---|---|---|---|---|---|
| US-36 / AF-490AS | 0,07 | 0,39 | 1,62 | 0.014 | 0,004 |
| Примечание: Условия сварки: 550A-30V-42cpm; Внешний = 30 мм | |||||
| 0,2% OS (МПа) | TS (МПа) | Эль (%) | ||
|---|---|---|---|---|
| US-36/ AF-490AS | После сварки | 516 | 598 | 32 |
| PWHT (620 ℃ x 1 час) | 547 | 565 | 32 | |
| AWS спец.(После сварки и после термообработки) | 375 мин | 490-660 | 22 мин. | |
| Примечание: Условия сварки: 550A-30V-42cpm; Внешний = 30 мм | ||||
Рисунок 9: Переходная кривая ударной вязкости в состоянии после сварки
Рисунок 10: Переходная кривая ударной вязкости после PWHT
Рисунок 11: Внешний вид борта
3-2. Многопроходная двусторонняя сварка стыкового соединения
Многопроходная двусторонняя сварка стыкового соединения
Сварка стыковых стыков выполнялась пластинами марки Эх46 толщиной 20 мм. На рисунке 12 показана конфигурация канавки и последовательность проходов. В таблице 11 показаны условия сварки, в таблице 12 — химический состав, а в таблице 13 — механические свойства стыкового соединения, полученного двусторонней сваркой.
Рисунок 12: Конфигурация канавки и последовательность проходов
| Сторона | Диаметр проволоки (мм) | Пасс | Параметры сварки | Удлинитель (мм) |
|---|---|---|---|---|
| Лицо | 4.0 | 1 | 450A-30V-42cpm | 30 |
| 2-6 | 550A-30V-42cpm | |||
| Задний | 1 | 450A-30V-42cpm | ||
| 2-4 | 550A-30V-42cpm | |||
| Примечание: температура предварительного нагрева и промежуточного прохода: 100-150 ° C | ||||
| ТС (МПа) | IV при -40 ° C (Дж) | Испытание на изгиб * 2 |
| 559 * 1 | В среднем 84 (81, 87, 83) | Лицевая сторона: Хорошая Реверс: Хорошая |
| Примечание: * 1: положение излома = основной металл * 2: испытание на изгиб: в соответствии с правилом классификации транспортировки | ||
| С | Si | Mn | -P | S |
|---|---|---|---|---|
| 0.09 | 0,39 | 1,55 | 0,014 | 0,004 |
 %)
%)| Содержание диффузионного водорода (мл / 100 г) | Классификация судоходства одобрение | |||||
|---|---|---|---|---|---|---|
| N = 1 | N = 2 | N = 3 | N = 4 | В среднем | ||
| US-36 / AF-490AS | 2.2 | 2,3 | 2,1 | 2,3 | 2,2 | H5 |
| Примечание: (1) Условия сварки: 550A-30V-42cpm; Внешний = 30 мм (2) Метод испытания: газовая хроматография (согласно AWS A4.3) | ||||||
3-3. Содержание диффузионного водорода в металле шва
Содержание диффундирующего водорода, измеренное с помощью газовой хроматографии в соответствии с AWS A4.3 показан в Таблице 14. Обращает на себя внимание чрезвычайно низкий уровень 2,0 мл / 100 г и небольшие колебания.
4. Технические характеристики упаковки
| Диаметр (мм) | Тип | Масса (кг) |
|---|---|---|
| 1,6 | Катушка | 10, 20 |
2. 0 0 | ||
| 2,4 | ||
| 2,4 | Катушка | 25 |
| 3,2 | ||
| 4,0 | 25, 75 | |
| 4,8 |
Технические характеристики упаковок проволоки на ПАВ US-29 и US-36 и флюсов на ПАВ AF-490E и AF-490AS показаны в таблицах 15 и 16 соответственно.
| Размер ячейки | Тип | Масса (кг) |
|---|---|---|
| 12 х 65 | Сумка (ламинированный алюминий) | 20 |
5. Условия повторной сушки
| Температура повторной сушки | Время повторной сушки | |
|---|---|---|
| AF-490E | 300-350 ℃ | 1-2 часа |
| AF-490AS |
Условия повторной сушки AF-490E и AF-490AS показаны в Таблице 17.
6. Постскриптум
В этой статье описаны два недавно разработанных агломерированных флюса Kobe Steel: AF-490E и AF-490AS. Используется в
в сочетании с US-29 или US-36 они обладают стабильными свойствами металла сварного шва и чрезвычайно низким содержанием диффундирующего водорода. Ожидается, что они будут применяться в морских сооружениях, а также в судостроении, где требуются прочные и надежные сварные соединения.
Начало страницы
お 探 し の ペ ー ジ が 見 つ か り ま せ ん で し た |… 株式会社 フ ジ キ ン
申 し 訳 あ り ま せ ん, お 探 し の ペ ー ジ が 見 つ か り ま せ ん で し た
お 手 数 で す が サ イ ト マ ッ プ よ り お 求 め の ペ ー ジ を お 探 し く だ さ い
企業 情報
- フ ジ キ ン に つ い て
- 社長 挨 拶
- 会 社 概要
- 事業 内容
- 拠 点 一 覧
- 認定 ・ 資格
- 高 圧 ガ ス 認定 区分
- 受 章 ・ 受 賞 歴
- 受 賞 記事 等
- メ ー ル ニ ュ ー ス
CSR 活動
- CSR 理念
- 参加 プ ロ ジ ェ ク ト
- 一 覧
- 社会 ・ 文化 貢献
- ЗЕН ®
- な が れ を こ え て
- Новый テ ク ノ マ ー ト 「SO (創)」
- フ ジ キ ン ス ー パ ー カ レ ®
- 謝恩
- 子 ど も た ち に 人 気 の チ ザ メ 展示
- 環境
Номер товара
- Номер товара
- オ ン ラ イ ン シ ョ ッ プ
- サ ポ ー ト
- Товарная упаковка (PDF)
- Товарная марка 仕 様 ご 確認 書
- 現 地 メ ン テ ナ ン ス
- Продам ()
- 説明 会 ・ 講習 会 (無 料)
- 生産 終了
- Номер товара
- 継 手 情報 (呼 び 径 ・ 締 付 要領 ね じ 接合 継 手 ・ V-Lok ® の 使 い 方)
- 賞 (も の づ く り 大 賞 他)
- Cv 値 計算 ・ 流量 計算 ツ ー ル
- こ ん な と こ ろ に フ ジ キ ン が
- フ ジ キ ン の 特殊 材質 バ ル ブ 継 手
- バ ル ブ と 継 手 の き ほ ん
- よ く あ る ご 質問
- ラ イ フ サ イ エ ン ス
- 医療 ・ 介 護 ・ ヘ ル ス ケ ア
- チ ョ ウ ザ メ 事業
- キ ャ ビ ア フ ィ ッ シ ュ ガ イ ド
イ チ オ シ 子
- 超 小型 FCS ® -P
- Инструмент Kabo
- シ ー ル テ ー プ 自動 巻 付 機 フ テ プ ラ ー
- フ ァ イ ン セ ラ ミ ッ ク ス ル ブ
- 新 静止 型 ミ キ サ ー 混合 君 ® 分散 君 ®
- ナ ノ レ ベ ル 超微 少 流量 コ ン ト ー ル バ ル ブ
- ア ナ ラ イ ザ ー ・ プ リ ン グ シ ス テ ム ・ シ ス テ ム
- V ® -Lok 施工 工具 セ ッ ト 分散 君
КЛУБ FUJIKIN
※ ご 利用 に は メ ン バ ー 登録 必要 で す。
- ダ ウ ン ロ ー ド
- CAD ー タ サ ー ビ ス
- 高 圧 ガ ス 保安 法 法令 参照 ソ フ ト
- 取 扱 説明書
- ダ ウ ン ロ ー ド 履 歴 の ご 確認
- 技術 サ ポ ー ト
- メ ン バ ー 様 専 用 ご 相 談 窓 口
- Продукция 試 し 貸出 し サ ー ビ ス
- CULB FUJIKIN メ ル マ ガ
- 展示会 ご 来 場 サ ー ビ ス
- 展示会 ご 来 場 サ ー ビ ス
- ス ペ シ ャ ル コ ン テ ン ツ
- 博士学位 論文 要約
- 研究 論文
- Доктор.
 カ レ ッ ジ
カ レ ッ ジ - お 客 様 ご 満 足 向上 ア ン ケ ー ト
- マ イ ペ ー ジ
- メ ン バ ー 登録 情報 変 更
- ダ ウ ン ロ ー ド 履 歴 の ご 確認
 カ レ ッ ジ
カ レ ッ ジУгловой патрубок, состоящий из двух частей, Глубина горловины Тройник Длина соединения Калибр сварочный калибр линейка Сварка AF Металлообработка Контроль и измерения Бизнес и промышленность
Угловой патрубок, состоящий из двух частей Глубина горловины Тройник Длина соединения Калибр сварочной линейки Сварочный шов Металлообработка Контроль и измерения Деловые и промышленные предприятияУгловой патрубок из двух частей Глубина горловины Тройник Длина соединения Калибр сварочная линейка Weld AF
AF Двухкомпонентный угловой калибр Тройник, длина стыка, сварочный калибр, линейка, сварной шов, 1 x сварочный стык, двухкомпонентный измеритель, состоящий из двух частей, представляет собой комбинацию калибра для сварных ножек в форме радиусной линейки и измерителя глубины горловины, Этот калибр для угловых сварных швов изготовлен из высококачественной нержавеющей стали и отличается прочностью и не подвержен появлению царапин.линейка Сварка AF Угловой патрубок Двухкомпонентный тройник с глубиной стыка Измеритель длины сварного шва, Двухкомпонентный угловой патрубок Глубина стыка Тройник Длина стыка Измеритель сварочного калибра Линейка Weld AF, Бизнес и промышленность, ЧПУ, Металлообработка и производство, Контроль и измерение металлообработки, Контрольные манометры.
Удерживает ли вас плохая кредитоспособность от владения домом?
TruPath Float ™ — это самая быстрая и самая доступная программа по ремонту ипотечных кредитов в стране.
Почему TruPath Credit? Бесплатная консультация
«Мы уже много лет пытаемся получить кредит. Я был так благодарен за то, что подключился к TruPath. Меня научили тому, что я сделал, чтобы создать свою проблему, и как правильно двигаться вперед. Четкий, пошаговый план с легко достижимыми целями ».
«Моя жена и я были в процессе покупки нашего первого дома, и нам нужно было повысить наш кредитный рейтинг, чтобы претендовать на лучшую ипотеку.Мы не совершали многих классических финансовых ошибок, таких как просрочка платежей, большой остаток на кредитных картах и банкротство, и не знали, как быстро поднять наши результаты. Проработав всего несколько месяцев с Брук Пакстон, мой результат увеличился на 58 баллов !! Мы не можем более настоятельно рекомендовать TruPath Credit. Брук была невероятно знающей и отзывчивой на наши вопросы, и ей удалось поднять наши оценки с помощью простых и простых в использовании стратегий. Спасибо, TruPath! »
«TruPath действительно поможет.Они действительно знают, как повысить кредитоспособность клиента. Пока клиент следует своему плану действий, его кредитные рейтинги растут ». Щелкните для просмотра видео.
«Я БОЛЬШОЙ сторонник TruPath! Они буквально изменили мой бизнес. Приятно иметь делового партнера, которому я могу доверять. Я — фанат!» Нажмите, чтобы посмотреть видео-отзыв.
«TPC оказал наибольшее влияние на то, чтобы вернуть мой кредит в форму. После службы в армии у меня возникли долги и проблемы с кредитом.Мне было нелегко перейти к гражданской жизни. Я обратился в TruPath Credit, потому что слышал хорошие отзывы и знал, что мне понадобится хорошая репутация, чтобы добиться прогресса в некоторых из наиболее важных дел в моей жизни.
Персонал очень услужливый и профессиональный. Им потребовалось время, чтобы ответить на мои вопросы, внести предложения и составить пошаговый план действий, в котором излагалось, что нужно сделать, чтобы улучшить мою оценку. Ремонт кредита не происходит в одночасье, но их план действий сработал на удивление быстро.Промедление было для меня настоящей борьбой, но я рад, что нашел время.
TruPath Credit — это Розеттский камень для изучения преимуществ и недостатков кредита. Просто, эффективно и действенно ».
Просто, эффективно и действенно ».
«TruPath был глотком свежего воздуха для меня и моей команды. Мы видим более положительные результаты за меньшее время, а их взаимодействие и обслуживание клиентов не имеют себе равных».
«Ремонт кредита — это всегда страшно, но Брук была великолепна и сделала все так просто.Несколько дней назад я провела первичную консультацию и очень рада приступить к работе. Она ответила на все мои вопросы и многое другое. Я настоятельно рекомендую работать с Брук в TruPath Credit! »
«Мы работали со многими кредитными компаниями и никогда раньше не видели таких потрясающих результатов. TruPath поддерживает нас на протяжении всего процесса ».
«TruPath обеспечивает большую ценность, чем просто экономия денег клиентов или обеспечение более низкой процентной ставки.Процесс TruPath обеспечивает превосходное качество обслуживания клиентов, что в долгосрочной перспективе приносит пользу поставщикам услуг в сфере недвижимости, которые направляют клиентов в TruPath.
«Эти парни классные. Мне так сильно помогло выйти из БК. Я начал примерно в августе 2017 года. Мой кредит за 6 месяцев вырос примерно на 130 пунктов. Это был хороший опыт. Они полезны и знают свое дело. Я очень рекомендую этих ребят. Они помогают с вашим планом действий и следят за вами, а также следят за тем, чтобы вы соблюдали правильный график и делали все необходимое для достижения результатов.”
«Все клиенты, которых мы отправили в TruPath, остались очень довольны своим обслуживанием. Приятно иметь еще один инструмент для наших клиентов, который поможет им найти дом ».
«Очень знающий, очень услужливый и дружелюбный! Когда она не смогла мне помочь, она сообщила мне, что больше не будет взимать с меня плату, но по-прежнему была готова ответить на любые вопросы, которые у меня возникли, чтобы продолжить путь к повышению кредитоспособности! »
«Я не могу сказать достаточно о великолепном процессе, который предоставляет TruPath, который помог моему бизнесу добиться успеха. ”
”
«Мне всегда хотелось, чтобы кто-нибудь объяснил мне этот процесс. Я всегда благодарен TruPath Credit и их усилиям, направленным не только на исправление отрицательных моментов в моем кредите, но и на то, чтобы научить меня, как извлечь выгоду из стратегии высокого кредитного рейтинга ».
«Когда я начал работать с ними 6 месяцев назад, мне только что отказали в жилищном кредите, тогда я сделал в точности то, что сказала мне Брук, и на прошлой неделе мой кредитный рейтинг был примерно на 100 пунктов выше, и я не только имел право на покупку дома». кредит, но я получил УДИВИТЕЛЬНУЮ процентную ставку! Они удивительны!!!»
«Они всегда стараются помочь нашему клиенту максимально увеличить свой кредит, чтобы получить возможность попасть в дом своей мечты! Они всегда отзывчивы и общительны с нами и нашими клиентами.”
Угловой патрубок, состоящий из двух частей, Глубина горловины, тройник, длина стыка, измерительная линейка, сварочный калибр, сварка AF
Угловой патрубок, состоящий из двух частей Глубина горловины Тройник Длина стыка Измерительная сварочная калибровочная линейка Weld AF. Этот калибр для угловых сварных швов изготовлен из высококачественной нержавеющей стали и отличается прочностью и не подвержен появлению царапин. 1 х сварочный соединитель, состоящий из двух частей. Двухкомпонентный калибр представляет собой комбинацию калибра для сварных лапок в форме радиусной линейки и измерителя глубины горловины. Состояние :: Новое: Бренд:: Без марочного обозначения, Модифицированный элемент:: Нет: Пользовательский комплект:: Нет, MPN:: Не применяется: UPC:: Не применяется.
Сколько это мне будет стоить?
Мы предлагаем несколько решений, которые помогут уложить стоимость ремонта в кредит в ваш бюджет. Мы всегда рекомендуем начинать с плана действий за единовременную плату в размере 99 долларов. Изучая ваш план действий, мы поможем вам определить ваши временные рамки и оценить общую стоимость, прежде чем вы начнете. Посетите нашу страницу часто задаваемых вопросов для получения полного списка часто задаваемых вопросов.
Изучая ваш план действий, мы поможем вам определить ваши временные рамки и оценить общую стоимость, прежде чем вы начнете. Посетите нашу страницу часто задаваемых вопросов для получения полного списка часто задаваемых вопросов.
Каких результатов я могу ожидать?
Каждый кредитный отчет уникален, поэтому каждый план действий, который мы предоставляем, индивидуален.Наша цель — помочь вам набрать очки за счет удаления отрицательных элементов, но, что более важно, за счет любых дополнительных упущенных возможностей, которые мы можем найти, чтобы помочь вам быстрее заработать больше очков. Посетите нашу страницу часто задаваемых вопросов для получения полного списка часто задаваемых вопросов.
Что мне может предложить Tru Path Credit?
В то время как отрицательные элементы могут быть частью причины более низкого кредитного рейтинга, обычно наибольшее количество баллов обнаруживается в областях, о которых потребители не подозревают, что они упускают.Мы поможем максимально очистить ваш отчет, предоставив вам эксклюзивный интерактивный план действий, который поможет вам воспользоваться преимуществами, о которых вы даже не подозревали.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Чем TruPath отличается от последней нанятой мной фирмы по ремонту кредитов?
Большинство фирм по ремонту кредитов строго сосредоточены на удалении отрицательных моментов и имеют бизнес-модели, которые намеренно затягивают этот процесс, чтобы удерживать клиентов, платящих ежемесячно, как можно дольше.Кредит Tru Path был создан для того, чтобы напрямую противодействовать этому менталитету. Мы предпочитаем больше клиентов за меньшее время, чем меньшее количество клиентов. Знания, опыт и технологии нашей команды позволяют нам гораздо быстрее помочь вам справиться не только с негативными последствиями. Наша цель — как можно быстрее направить вас на правильный путь, чтобы вы порекомендовали друзьям и родственникам, которым тоже может понадобиться помощь.
Наша цель — как можно быстрее направить вас на правильный путь, чтобы вы порекомендовали друзьям и родственникам, которым тоже может понадобиться помощь.
Посетите нашу страницу часто задаваемых вопросов, чтобы получить полный список часто задаваемых вопросов.
Угловой патрубок, состоящий из двух частей, Глубина горловины, тройник, длина стыка, измерительная линейка, сварочный калибр, сварной шов, AF
Inotek 42162 07971-9535-0 Входная рама KEL 16/2 с прокладкой Icotek.Кольца 20 мм. Диск для циркулярной пилы TCT 190 x 30-25, 40T 3pk 24 20, 1/4 «.250 HRO Стальной лист, пластина, форма, 12», A36, круглая. Угловой двухсекционный тройник для измерения глубины стыка, длина стыка, сварочный калибр, линейка Weld AF , Мужская толстовка с капюшоном Planam Outdoor KNIT & SWEAT, модель 3057, исландская худи, модель 3057, набор для сухого стирания Expo с низким запахом, тонкий набор наконечников 80675. 1 шт. Трубка 10, гистограмма, желтый, Угловой патрубок, состоящий из двух частей, Горловина, Глубина, Тройник, длина стыка, сварочный калибр, линейка Weld AF , обод заднего колеса 12 дюймов x 24 дюйма, 6 петель RW12246 для трактора FORD NEW HOLLAND.2 шт. HT18A зажимы для крокодилов Большие зажимы для дельфинов / аллигаторов Красный + черный Осциллограф Acc, DC-DC Volt Step Up Buck 2A Регулируемый модуль повышения 2 / 24V до 5/9/12 / 28V LM2577. Угловой патрубок, состоящий из двух частей, Тройник Глубина стыка, Длина соединения Калибр сварочной линейки Сварка AF , M3 x 16 мм Медный станок Винты с крестообразной головкой Phillips Болты 100 шт., Высокое качество 10P TPGT110304L-W T1200A Полотно для чистового растачивания с ЧПУ Для стали.
Мы всегда начинаем с бесплатной консультации. Мы хотим, чтобы вы чувствовали себя комфортно, двигаясь вперед.
После регистрации нам нужно будет проверить ваш кредитный отчет. Мы покажем вам, как это сделать, чтобы не повредить ваш счет.
Независимо от того, регистрируетесь ли вы в TruPath Optimize ™ или TruPath Qualify ™, вы получите план действий, который мы построим на основе вашего уникального кредитного файла. Звонок для обзора плана действий обычно занимает около 30 минут.
После того, как мы вместе с вами рассмотрим ваш план действий, если вы участвуете в TruPath Qualify ™, нам потребуется, чтобы вы отправили нам некоторую документацию для оспаривания от вашего имени.
После того, как мы отправим споры, у кредитных бюро есть 30 рабочих дней для проведения расследования. Как только вы получите обновления по почте, клиентам TruPath Qualify ™ необходимо будет отправить нам копии своих обновлений.
Угловой патрубок, состоящий из двух частей, Глубина горловины, тройник, длина стыка, измерительная линейка, сварочный калибр, сварной шов, AF
Угловой патрубок, состоящий из двух частей, Тройник Глубина стыка, длина стыка, измерительная линейка, сварочная линейка Weld AF, Бизнес и промышленность, ЧПУ, Металлообработка и производство, Контроль и измерение металлообработки, Контрольные манометрыЕсли у вас возникнут вопросы или проблемы, вы всегда можете запланировать время, чтобы поговорить по телефону со своим кредитным специалистом
Угловой патрубок, состоящий из двух частей, Глубина горловины, тройник, длина стыка, измерительная линейка, сварочный калибр, сварка AF
Сделано в Германии с использованием ткани премиум-класса и высочайшего качества изготовления, Включает вставку для подушки из пухового пера 5/95. Мы вернем вам деньги или отправим вам другие часы бесплатно в течение 30 дней после того, как вы получите часы, на случай, если часы сломаются, SANDVIK N123h3-0400-0004-TM 3115 10шт / уп, повысит безопасность вас и ваших близких во время вождения. Пожалуйста, проверьте свой размер перед покупкой, а твердость (обычно измеряемая как твердость при вдавливании) описывает ее устойчивость к постоянной деформации поверхности. 1X ICM7556IPD Таймеры общего назначения. Крупная резьба лучше подходит для работы с хрупкими материалами; они более прочные, их легче заправлять и снимать по сравнению с тонкими, для аналоговых схем: Industrial & Scientific, Crossfire Eyewear 2123 ES4 Safety Glasses Silver Mirror Lens. ** Дизайн профессионально напечатан, ▲ Расчетное время доставки: США: 12-25 дней.250 футов, 1/4 дюйма OD PARKER NNR-4-035-0250 Нейлон Натуральный нейлон. ВО ИЗБЕЖАНИЕ СОМНЕНИЙ: ЦЕНА ЗА 1 ШТ. Наружные полосы каждой пары украшены более чем 250 подлинными прозрачными кристаллами Swarovski. Рассчитанный математический калькулятор HeavyCalc Pro 4325 для тяжелых строительных конструкций и футляр. Подождите 3-5 рабочих дней, если вам нужно количество, не кратное 3. PEAKMETER PM6530A 1080 Бесконтактный цифровой лазерный инфракрасный термометр Tempera …, Наш Шкатулка ручной работы с ленточной пилой состоит из 3 ящиков, которые можно красиво выставить у вас дома или в офисе, продукт обладает хорошей водостойкостью и маслостойкостью.Длина 200 мм 8 дюймов 1x W80CU20 Вольфрам 80% медь 20% сплав Диаметр стержня 3 мм 0,11 дюйма. Вы не найдете ничего более удобного и уютного, чем этот модный жилет для повседневного ношения. Пожалуйста, не используйте масло, например чистящие средства: Thumb Saver ‘HI-Point 995 995TS 9MM Easy Magazine Speed Loader Multiple Colours speedloader (синий): Спорт и туризм. Легко снимается с поводка и снова прикрепляется.
Пожалуйста, проверьте свой размер перед покупкой, а твердость (обычно измеряемая как твердость при вдавливании) описывает ее устойчивость к постоянной деформации поверхности. 1X ICM7556IPD Таймеры общего назначения. Крупная резьба лучше подходит для работы с хрупкими материалами; они более прочные, их легче заправлять и снимать по сравнению с тонкими, для аналоговых схем: Industrial & Scientific, Crossfire Eyewear 2123 ES4 Safety Glasses Silver Mirror Lens. ** Дизайн профессионально напечатан, ▲ Расчетное время доставки: США: 12-25 дней.250 футов, 1/4 дюйма OD PARKER NNR-4-035-0250 Нейлон Натуральный нейлон. ВО ИЗБЕЖАНИЕ СОМНЕНИЙ: ЦЕНА ЗА 1 ШТ. Наружные полосы каждой пары украшены более чем 250 подлинными прозрачными кристаллами Swarovski. Рассчитанный математический калькулятор HeavyCalc Pro 4325 для тяжелых строительных конструкций и футляр. Подождите 3-5 рабочих дней, если вам нужно количество, не кратное 3. PEAKMETER PM6530A 1080 Бесконтактный цифровой лазерный инфракрасный термометр Tempera …, Наш Шкатулка ручной работы с ленточной пилой состоит из 3 ящиков, которые можно красиво выставить у вас дома или в офисе, продукт обладает хорошей водостойкостью и маслостойкостью.Длина 200 мм 8 дюймов 1x W80CU20 Вольфрам 80% медь 20% сплав Диаметр стержня 3 мм 0,11 дюйма. Вы не найдете ничего более удобного и уютного, чем этот модный жилет для повседневного ношения. Пожалуйста, не используйте масло, например чистящие средства: Thumb Saver ‘HI-Point 995 995TS 9MM Easy Magazine Speed Loader Multiple Colours speedloader (синий): Спорт и туризм. Легко снимается с поводка и снова прикрепляется.
1 x Двухкомпонентный манометр для сварного стыка. Двухкомпонентный калибр представляет собой комбинацию калибра для сварных ножек в форме радиусной линейки и глубины горловины Калибр.Изготовлен из высококачественной нержавеющей стали, этот калибр для угловых сварных швов долговечен и не царапается.
Держатель стержневого электрода Lenco AF-3 — ShopWeldingSupplies.com
{«id»: 8721361929, «title»: «Держатель стержневого электрода Lenco AF-3», «ручка»: «lenco-af-3-стержень-держатель электрода», «описание»: «\ u003cp \ u003eLenco \ / Profax AF-3 Держатель электродов для стержня \ u003c \ / p> \ n \ u003cmeta charset = \ «utf-8 \»> \ n \ u003cp> Изготовлен из сплава с высоким содержанием меди для максимальной проводимости и прочности. Изоляторы нижнего конца представляют собой формованный стекловолоконный состав и выдерживают интенсивное нагревание и удары.\ u003c \ / p> «,» published_at «:» 2017-01-18T10: 22: 00-06: 00 «,» created_at «:» 2017-01-18T10: 25: 52-06: 00 «,» vendor «:» Lenco «,» type «:» «,» tags «: [» Brand_Lenco «,» Product Category_Stick Electrode Holders «],» price «: 3782,» price_min «: 3782,» price_max «: 3782,» available «: true,» price_varies «: false,» compare_at_price «: null,» compare_at_price_min «: 0,» compare_at_price_max «: 0,» compare_at_price_varies «: false,» варианты «: [{» id «: 29498457865,» title » : «Заголовок по умолчанию», «option1»: «Заголовок по умолчанию», «option2»: null, «option3»: null, «sku»: «LNC M300», «requires_shipping»: true, «taxable»: true, «Feature_image» «: null,» available «: true,» name «:» Держатель стержня электрода Lenco AF-3 «,» public_title «: null,» options «: [» Название по умолчанию «],» price «: 3782,» weight » : 0, «compare_at_price»: null, «inventory_quantity»: 1, «inventory_management»: null, «inventory_policy»: «deny», «barcode»: «», «requires_selling_plan»: false, «sales_plan_allocations»: []}] , «images»: [«\ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1505916207 «],» Feature_image «:» \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1505916207 «,» options «: [» Title «],» media «: [{» alt «:» Lenco AF- Держатель электрода 3 Stick-ShopWeldingSupplies.com «,» id «: 1
 0,» height «: 300,» width «: 300,» src «:» https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1568884722 «},» ratio_ratio «: 1.0,» height » : 300, «media_type»: «изображение», «src»: «https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1568884722 «,» width «: 300}],» requires_selling_plan «: false,» sales_plan_groups «: [], «content»: «\ u003cp \ u003eLenco \ / Profax AF-3 Stick Electrode Holder \ u003c \ / p> \ n \ u003cmeta charset = \» utf-8 \ «> \ n \ u003cp \ u003e Сделано из сплав с высоким содержанием меди для максимальной проводимости и прочности. Верхний и нижний изоляторы наконечников представляют собой формованный стеклопластиковый состав и выдерживают интенсивное нагревание и удары. \ U003c \ / p> «}
0,» height «: 300,» width «: 300,» src «:» https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1568884722 «},» ratio_ratio «: 1.0,» height » : 300, «media_type»: «изображение», «src»: «https: \ / \ / cdn.shopify.com \ / s \ / files \ / 1 \ / 1567 \ / 3323 \ / products \ /LNCM300.jpg? v = 1568884722 «,» width «: 300}],» requires_selling_plan «: false,» sales_plan_groups «: [], «content»: «\ u003cp \ u003eLenco \ / Profax AF-3 Stick Electrode Holder \ u003c \ / p> \ n \ u003cmeta charset = \» utf-8 \ «> \ n \ u003cp \ u003e Сделано из сплав с высоким содержанием меди для максимальной проводимости и прочности. Верхний и нижний изоляторы наконечников представляют собой формованный стеклопластиковый состав и выдерживают интенсивное нагревание и удары. \ U003c \ / p> «}- Дом
- Держатель стержневого электрода Lenco AF-3
