Сварка алюминиевых проводов между собой в домашних условиях
Соединение проводов, согласно ПУЭ, может проводиться несколькими способами, включающих скрутку, пайку и сваривание. Сварка алюминиевых проводов является очень востребованным в промышленности процессом, так как помогает обеспечить надежность соединения. В частной сфере она практически не используется, так как нет необходимости в работах такого масштаба. Слишком тонкие провода не свариваются, а толстые встречаются только в промышленной области. Для этого может использоваться стандартный сварочный аппарат, или сварка аргоном, но все это проводится на пониженных мощностях.
Сварка алюминиевых проводов
Стоит также отметить, что крепость соединения имеет на столь большое значение, как при других типах соединения. Здесь нужно просто получить неразъемный контакт, который бы имел хорошую проводимость. Все работы проводятся при сниженных режимах, так как имеется большой риск перепалить провода. Положение усугубляет то, что при работе с данным металлом сохраняются все проблемы, которые имеет сварка алюминия, поэтому, требуется использовать все те же флюсы и современные технологии, которые помогают побороть негативные факторы, образующиеся во время данного процесса.
Свариваемость алюминиевых проводов
Когда происходит сварка алюминиевых проводов, то приходится сталкиваться с рядом определенных проблем, которые затрудняют нормальную работу. В первую очередь хорошей свариваемости мешает оксидная пленка, которая образуется с достаточно большой скоростью. Температура ее плавления в несколько раз выше температуры плавления алюминия, поэтому, она остается и на расплавленных каплях металла, что затрудняет сваривание. соединение получается неоднородным и его качество заметно снижается. Если использовать газовую защитную среду и флюс для сварки алюминиевых проводов помогает побороть данную проблему.
Второй проблемой свариваемости является повышенная жидкотекучесть алюминия в расплавленном состоянии. При расплавлении металл может просто растечься, так и не образовав плотное соединение. Трещины и поры на шве такого рода практически не образуются, но меры безопасности все же стоит применять, особенно, если использовать электроды с обмазкой, который нежно просушивать.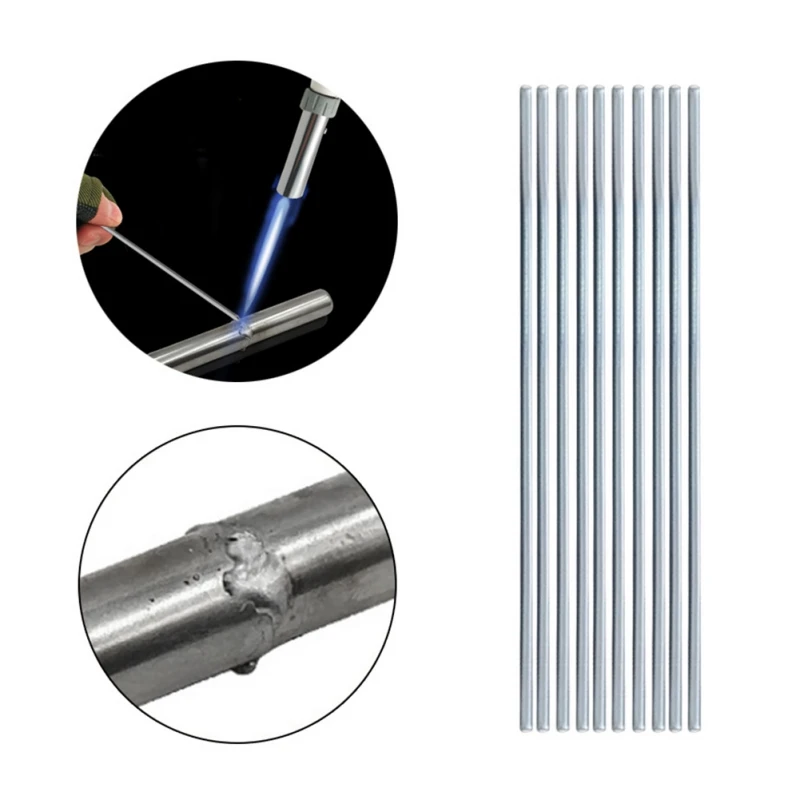 Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Стоит учитывать усадку металла из-за его коэффициента расширения, но при работе с проводами итоговый результат всегда можно обработать дополнительно. Соединение должно проводиться согласно ГОСТ 10434-82.
Трудности сварки алюминиевых проводов
Сварка алюминиевых проводов в домашних условиях может оказаться достаточно сложным процессом. Здесь стоит учитывать все трудности, которые приходится испытывать при работе с алюминием, которые при тонкости проводов только усиливаются. Также влияет фактор особенностей соединения этих изделий. Ведь здесь идет работа с минимальным отрезком, так как не нужно делать шов длиной в несколько десятков сантиметров. Когда происходит сварка алюминиевых проводов, то движения должны быть точными и воздействие дугой, или другим температурным источником, на место соединения должно быть максимально коротким, чтобы не перепалить металл.
Схема сварки алюминиевых проводов аргоном
При работе со сваркой все проводится при высоких показателях температуры, так что проблема моментального расплавления тонкого металла всегда остается. Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Очередная сложность заключается в подборе правильного режима, так как иначе дуга может не зажечься или снова возникает проблема с перегоранием металла. Выстраивать приходится на минимальных настройках при отсутствии точного регламента режимов, поэтому, все делается на глаз.
Способы сварки проводов
Данный процесс можно осуществить при помощи нескольких технических средств. Одним из самых распространенных является аргонно-дуговая сварка. Преимущество данного способа состоит в надежной защиты от влияния внешних негативных факторов, а также в отсутствии примесей присадочной проволоки, которые могут повлиять на свойства электропроводности. Здесь получается сварка алюминиевых проводов угольным электродом, которые не плавится и создает шов соединения из металла самой заготовки.
Также может осуществляться сваривание плавкими электродами с обмоткой. Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Это более сложный процесс, для которого требуется подобрать требуемую маркую алюминиевого электрода. Движения должны быть быстрыми и аккуратными, так как здесь наибольший риск перепалить конец провода высокой температурой. Более безопасным аналогом является газовая сварка, так как возможность непредвиденного расплавления здесь намного ниже. Скорость проведения сварочных работ с газом в три раза ниже, чем при использовании электричества, так что для мастеров без опыта это будет одним из лучших вариантов.
Сварка алюминиевых проводов инвертором является очень распространенным вариантом, так как данный тип оборудования оказывается самым доступным среди профессионалов, тем более, что баланс себестоимости и качества данного процесса выше, чем у других способов.
 youtube.com/embed/qfva9GuANs0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/qfva9GuANs0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> Подготовка к сварке
Перед тем как начать процесс, металл следует тщательно подготовить, чтобы избежать неприятностей во время соединения. Сварка алюминиевых проводов между собой требует снятия изоляции и прочих видов оболочки, которая покрывает металлические части. Их требуется оголить на нужную длину, а затем зачистить, чтобы снять возможные остатки изоляции, мусора, убрать пленку оксидов и прочие вещи. Если толщина проводов является относительно небольшой, то их следует скрутить, чтобы образовался единый пучок.
Скручивание проводов перед пайкой
В случае, если какая-то часть провода выпирает, то ее следует обрезать, чтобы вся поверхность имела ровный вид. При необходимости, концы провода можно обработать флюсом, и слегка расплавить его, если речь идет о твердых вариантах. Процесс подогрева, как это требует технология сварки других алюминиевых деталей, здесь не обязателен.
Инструкция к сварке
- Первым этапом является подготовка, куда входит удаление изоляции, зачистка проводов от всего лишнего и подготовка концов;
- На второй стадии необходимо обработать концы заготовок флюсом, чтобы улучшить качество соединения;
- После этого требуется выставить режимы рабочего аппарата в нужное положение;
- После этого всего можно приступать к сварке;
- Убрать выпирающие части, которые появились после сварки;
- Заизолировать полученное соединение.
«Важно!
Чтобы избежать расплавления металла, не следует создавать контакт более 2 секунд.»
Техника безопасности
С учетом скорости проведения процедуры, мастер не подвергается большой опасности, но здесь также требуется соблюдать элементарные меры предосторожности. Прежде всего следует использовать индивидуальные средства защиты, такие как сварочная маска, перчатки и огнеупорная одежда. При использовании газовых баллонов, их следует отодвигать, как минимум, на 5 метров от источника огня. Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Все шланги и баллоны нужно проверять на исправность и целостность перед работой. Не нужно забывать об электробезопасности, так как поражение током при работе с электросваркой всегда может произойти из-за неосторожности и при большой влажности окружающей среды.
Сварка алюминиевых проводов
Главная » Статьи » Сварка алюминиевых проводов
Как соединить алюминиевые провода между собой
Электрическая проводка практически во всех старых квартирах и домах выполнена из алюминия. Поэтому, самостоятельно выполняя электромонтажные работы по переносу розеток или при ремонте распределительных коробок, приходится часто производить соединение алюминиевых жил между собой.
Все электрики согласятся, что алюминиевая проводка очень капризна в плане соединения: жила при монтаже часто ломается, особенно если провод довольно старый. Поэтому важно правильно выбрать способ, чтобы соединение получилось надежным и долговечным. В этой статье рассмотрим основные методы и технологии.
Метод пайки
Одним из самых надежных методов соединения считается пайка алюминиевых проводов. Кроме надежности, эта технология более проста чем, например, сварка. Однако спаять алюминиевые провода не так просто как медные. Причина этого – уникальная способность алюминия практически мгновенно окисляться на воздухе, образуя пленку, которая и мешает нормальному нанесению припоя.
Поэтому процесс пайки алюминия достаточно трудоемок и требует определенных знаний и навыков. Чтобы выполнить соединение алюминиевых жил между собой при помощи пайки применяется механический способ удаления окисла и одновременное нанесение на очищенные участки паяльной кислоты. Рассмотрим этот процесс подробнее.
Технология выполнения пайки
Как правило, электрическая разводка в квартире выполнена одножильным проводом. Именно этот вариант мы и будем рассматривать. Итак, чтобы спаять два алюминиевых провода между собой, нужно придерживаться следующей инструкции:
- Жилы зачищаются от изоляции примерно на 4–5 см.
 Действовать нужно осторожно, чтобы не повредить металл;
Действовать нужно осторожно, чтобы не повредить металл; - Затем оголенные концы обрабатываются мелкой наждачной бумагой и скручиваются между собой. При этом важно, чтобы провода обвивали друг друга. Наматывания одной жилы на другую лучше избегать: такое соединение будет некачественным, пропаять его не удастся;
- Полученная скрутка еще раз обрабатывается наждачной бумагой, после чего на нее наносится немного паяльной кислоты. Это агрессивное вещество не дает вновь образовываться пленке окислов;
- Затем канавки скрутки аккуратно заполняются расплавленным припоем. Благодаря кислоте, припой хорошо схватывается с алюминием;
- На конце скрутки обычно делают небольшое утолщение из припоя, чтобы концы не цеплялись при монтаже.
 Действовать нужно осторожно, чтобы не повредить металл;
Действовать нужно осторожно, чтобы не повредить металл;После того как соединение выполнено, рабочую поверхность проводов нужно обработать щелочью и промыть водой, чтобы удалить остатки кислоты. В противном случае кислота продолжит разъедать изоляцию и металл.
Просушив спайку, приступают к ее изоляции. Для этих целей используют кембрики, колпачки или обычную изоленту. Дополнительно можно обработать скрутку водостойким лаком, если предполагается эксплуатация во влажной среде.
Для этих целей используют кембрики, колпачки или обычную изоленту. Дополнительно можно обработать скрутку водостойким лаком, если предполагается эксплуатация во влажной среде.
Для качественной спайки проводов, жало паяльника все время должно двигаться по скрутке, чтобы она не остыла.
Применение сварки
Еще одним методом, обеспечивающим качественное и надежное соединение, является сварка алюминиевых проводов. Этот способ более сложен в практическом исполнении, чем пайка. Чтобы выполнить соединение при помощи сварки используется специальный порошкообразный флюс, который перед работами нужно развести водой до густого пастообразного состояния. Кроме этого, требуется наличие специального сварочного аппарата, работающего на низком напряжении, а также специальные знания и опыт.
Мы рассмотрим общую технологию, как при помощи сварки алюминиевые провода соединяются между собой:
- Концы проводов освобождаются от изоляции на 4–5 см.
- Производится скрутка жил между собой.
- Наносится пастообразный флюс. Его можно нанести кисточкой или погрузить провода на 3–5 мм в емкость с составом.
- После этого к концам скрутки подносится электрод и производится сваривание в течение 1–2 секунд, после чего электрод отводится.
Благодаря нанесенному флюсу к алюминию не поступает кислород, а электрод не прилипает к расплавленному металлу. В результате проведенных манипуляций, должна получиться аккуратная «капля» расплавленного алюминия на конце скрутки, по которой ток свободно перетекает между проводами. Сама скрутка обеспечивает надежное соединение проводников.
В большинстве случаев метод сварки алюминиевых проводов между собой применяется в промышленности, а также для соединения мощных кабелей большого сечения.
Обратите внимание! Для сварки проводов с алюминиевыми жилами сечением до 16 квадратов, широко применяется аппарат ТС 700-2. Он специально разработан для таких целей и выдает дугу с напряжением от 6 до 20 V. Это позволяет аккуратно произвести сварку проводов с небольшим сечением (от 2,5 мм2) в домашних условиях.
Механические способы соединения
Кроме пайки и сварки, есть и другие широко применяемые способы, как соединить алюминиевые провода. Это так называемое механическое соединение, чаще всего выполняемое при помощи винтовых колодок или других подобных приспособлений.
Клеммные колодки
Такие колодки с винтовыми зажимами широко применяются не только в щитовых, но и в распределительных коробках в квартирах и домах. Они надежны и обеспечивают хороший контакт.
Для соединения проводов, подвергающихся большой нагрузке, лучше использовать фирменные колодки из черного ударопрочного пластика. В них зажатие алюминиевой жилы производится небольшой квадратной пластинкой, что исключает повреждение жилы. Клеммники из белого пластика подходят для соединения проводов с небольшим сечением, для подключения маломощных потребителей.
Для обеспечения большей площади контакта провода в колодке, рекомендуется оголенный конец жилы закруглять вокруг винта.
Самозажимные клеммы
Большую популярность для бытового применения приобрели самозажимные клеммы и колодки от различных производителей.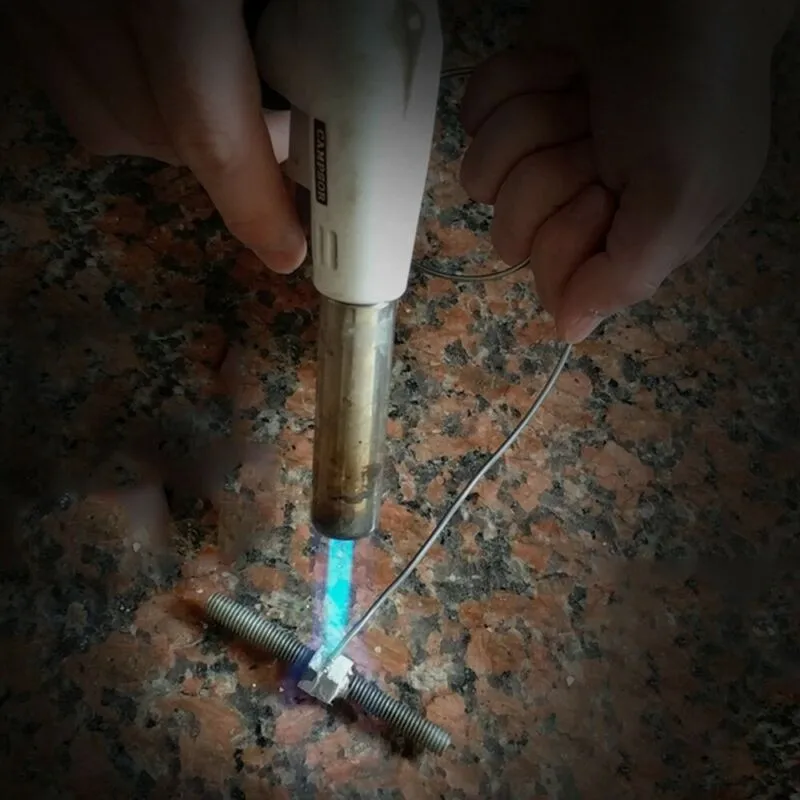 Такие устройства бывают, как разъемными (многоразового использования), так и неразъемными (одноразовые).
Такие устройства бывают, как разъемными (многоразового использования), так и неразъемными (одноразовые).
Внутри пластикового корпуса такого устройства имеется прижимная металлическая пластина, которая фиксирует провод и обеспечивает хороший контакт с токопроводящей шиной. Корпус может быть выполнен из черного или цветного пластика, также выпускаются прозрачные клеммники.
Самозажимные клеммы имеют от 2 до 8 разъемов, что позволяет выполнять различные соединения, а также ответвления электропроводки.
При выборе таких колодок и клемм, нужно обращать внимание на маркировку: она отображает количество, сечение жил, для которых предназначено устройство.
Обжимной способ
Если вам необходимо подключить несколько одножильных проводов или многожильный кабель в один разъем колодки, можно использовать специальные обжимные гильзы. В алюминиевую или медную гильзу заводятся зачищенные концы проводки. А сама гильза обжимается специальными клещами: в итоге получается надежный контакт. Такой метод часто применяют при соединении нескольких мощных потребителей, а также для соединения проводов между собой.
Такой метод часто применяют при соединении нескольких мощных потребителей, а также для соединения проводов между собой.
Вместо простой гильзы можно использовать специальные наконечники НКИ. Они с одного конца имеют небольшую обжимную гильзу, в которую вставляется провод. С другого конца расположено контактное кольцо, позволяющее выполнить простое и надежное соединение с винтовым клеммником.
Соединение при помощи болта
Иногда два или больше алюминиевых провода соединяют между собой при помощи обычного болта с гайкой. Для этого из зачищенных концов делают окружность вокруг болта, размещают их между шайбами и затягивают гайкой – соединение готово.
Подводим итоги
Мы рассмотрели несколько способов, как обеспечить надежное соединение и хороший контакт алюминиевых проводов между собой. Для некоторых методов потребуется специальное оборудование, знания и опыт. А в некоторых случаях можно обойтись и подручными средствами.
Загрузка.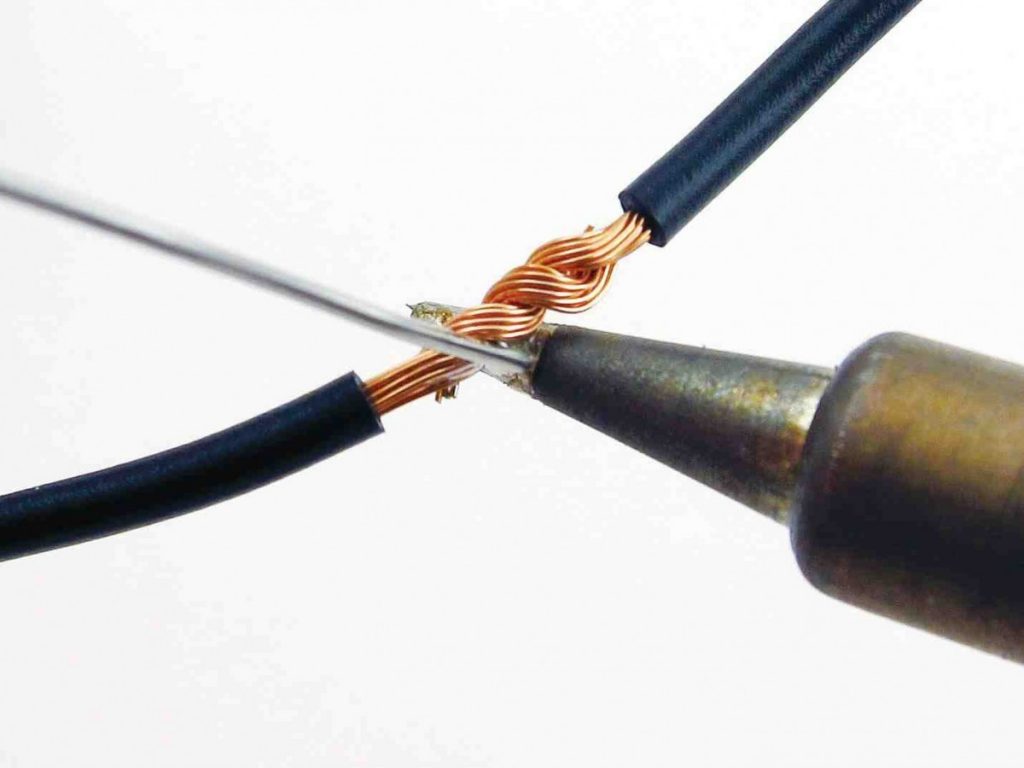 ..Понравилась статья? Поделитесь:
..Понравилась статья? Поделитесь:
voltland.ru
Сварка проводов
Наиболее простой способ сварки алюминиевых жил сечением до 10 мм² и медных — до 4 мм² — контактный разогрев их концов угольным электродом до образования расплавленного шарика. Сварка проводов происходит в точке соприкосновения электрода и жилы при их нагреве. Концы свариваемых жил и электрод подключают к вторичной обмотке трансформатора мощностью не менее 0.5 кВА и выходным напряжением 6—10 В.
Для сварки можно применить лабораторный девятиамперный автотрансформатор (ЛАТР), сняв с него регулирующий напряжение ползунок и намотав поверх сетевой обмотки вторичную обмотку, которую нужно изолировать от сетевой несколькими слоями лакоткани или изоляционной ленты с хлопчатобумажной основой.Трансформатор несложно намотать и самостоятельно. Для него потребуется Ш-образное трансформаторное железо с сечением магнитопровода S не менее 25 см². Число витков обмоток первичной W1 и вторичной W2 определяется: W1=40U1/SW2=40U2/S
Например, для напряжения сети U1 = 220 В и сечения магнитопровода S=30 см² первичная обмотка должна иметь 293 витка, а для выходного напряжения в 10 В вторичная обмотка — 13 витков.
Для электрода годится угольная щетка от коллекторного электродвигателя или графитовый вкладыш от троллейбусной штанги. На рабочей плоскости электрода вырезается небольшая лунка, в которую засыпается флюс и где формируется на свариваемых жилах расплавленный шарик. Вариант конструкции зажимов для электрода и свариваемых жил показан на рис. 1. Р и с. 1. Зажим для сварки жил проводов: 1 — угольный электрод; 2 — шина для подключения к сварочному трансформатору; 3 — изоляционная пластина; 4 — шарнирное соединениеС проводов, подлежащих сварке, осторожно срезают изоляцию на длине 40—50 мм, зачищают провода наждачной бумагой до блеска и скручивают под сварку (рис. 2). Для защиты расплава ог кислорода воздуха электромонтажники применяют флюс, состоящий из хлористого калия, хлористого натрия и криолита, взятых в соотношении 5:3:2 (по массе).
Рис. 2. Скрутка жил под сварку: а — алюминиевые жилы; б, в — алюминиевая и медная жилы; г — сварное соединение
Перед сваркой в лунку угольного электрода насыпают флюс и опускают скрутку проводов, прижимая их к электроду. Включают трансформатор. Под слоем расплавившегося флюса концы жил оплавляются и сливаются в шарик. Помните, что отводить жилы от электрода можно только после остывания (затвердевания) спая. За процессом сварки наблюдают через очки для газосварщика или синий светофильтр, закрепленный на очковой оправе. Чтобы уменьшить потери напряжения, трансформатор размещают поближе к месту сварки. Сетевой выключатель выводят отдельным шнуром и держат в левой руке. Для этой цели подходит проходной выключатель, устанавливаемый в торшерах или настольных лампах в разрезе шнура. После сварки соединение очищают от флюса стальной щеткой, покрывают лаком и изолируют.Хотя сварка проходит без брызг и капель расплавленного металла, для перестраховки ее следует выполнять в перчатках (лучше — кожаных) и в защитных очках-светофильтрах.
www.stalvit.ru
Соединение алюминиевых проводов – выбираем надежный способ
Алюминиевую проводку можно использовать в любом месте дома с соблюдением простого правила: на 1 мм2 проводки должен приходиться 1 кВт нагрузки. Поэтому для выбора сечения алюминиевой жилы нужно знать мощность каждого устанавливаемого прибора. А самые распространённые способы соединения проводов – скрутка, пайка и сварка.
Скрутка алюминиевых проводов или механическое сплетение жил – самый простой, но и самый ненадёжный и пожароопасный способ. Во второй половине прошлого века этот способ применялся повсеместно, до сих пор его можно встретить в «хрущёвках».
В то время, когда этот способ стал популярен, энергопотребление квартир было очень низким, никаких стиральных машин-автоматов, кондиционеров, мощных холодильников, компьютеров не было и в помине. Сегодняшняя бытовая техника создаёт на электрическую сеть определённую нагрузку, которую алюминиевый провод малого сечения не в состоянии выдержать.
Сегодняшняя бытовая техника создаёт на электрическую сеть определённую нагрузку, которую алюминиевый провод малого сечения не в состоянии выдержать.
К тому же срок службы его около 20 лет, затем он становится хрупким и ломается со всеми вытекающими последствиями: от короткого замыкания до пожара. В современных электромонтажных работах способ скрутки не применяется, потому что все элементы имеют большое сечение.
Более безопасный способ – пайка алюминиевых проводов. Это можно выполнить в домашних условиях при определённом навыке. Концы нужно предварительно залудить. Для этого обрабатываемый участок плотно покрывают канифолью и кладут на шлифовальную шкурку. Горячим паяльником его конец прижимают к шкурке, постоянно добавляя канифоль.
Так нужно сделать несколько раз подряд, чтобы получить лужение достаточной толщины. После этого спайка происходит обычным образом.
Как спаять алюминиевые провода быстро? Взять вместо канифоли хорошее минеральное масло, которое используется для смазки швейных машин. Для этой цели также очень хорошо подходит щелочное масло, которое обычно используют для чистки оружия после стрельбы.
Для этой цели также очень хорошо подходит щелочное масло, которое обычно используют для чистки оружия после стрельбы.
Сварка алюминиевых проводов в домашних условиях может выполняться только опытным человеком. Швы должны составлять с деталями одно целое, только в этом случае ток будет течь беспрепятственно. Сложность сварки в том, что на воздухе на поверхности алюминия образуется оксидная плёнка, она представляет собой плотное химическое соединение, и поэтому тугоплавкая. Для сварки используются флюсы или аргонно-дуговой способ сварки.
Как соединить два алюминиевых провода? Сварить или спаять, а затем изолировать. Более лёгкий способ того, как соединить алюминиевые провода, представляет собой использование современных полиэтиленовых зажимов и клеммников. Они не требуют дополнительной изоляции, провода нужно просто зачистить, собрать в один пучок и навинтить на него зажим по часовой стрелке до упора.
Очень часто в доме возникает необходимость удлинить электрический провод. Тогда и возникает вопрос, как нарастить алюминиевый провод? Ответ будет примерно следующим. Обязательно использовать только такой же материал, из которого сделан основной провод. Алюминий можно наращивать только таким же материалом.
Тогда и возникает вопрос, как нарастить алюминиевый провод? Ответ будет примерно следующим. Обязательно использовать только такой же материал, из которого сделан основной провод. Алюминий можно наращивать только таким же материалом.
Место соединения должно быть максимально прочным, чтобы избежать нагрева. В небрежно соединённых проводах повышается сопротивление, и они нагреваются с каждым разом всё сильнее. Это может привести даже к короткому замыканию. В местах нагрузки нужно применять текстильную изоленту или специальные винтовые зажимы.
ogodom.ru
Соединение алюминиевых проводов
В соответствии с ПУЭ можно использовать только три способа соединения проводников. К ним относится сварка, опрессовка и зажим в клеммах. Давно известно, что лучшие характеристики по всем параметрам (надежности, долговечности, простоте) показывает именно сварка. Плюс ко всему данный способ еще и довольно быстрый, а также дешевый.
Сварка медных проводов вопросов не вызывает. А вот как быть с алюминием? Ведь, несмотря на то, что в соответствии с требованиями 7-го издания ПУЭ алюминиевые провода были запрещены к использованию для электропроводки, они по сей день применяются довольно активно. Решение только одно: соединение алюминиевых проводов возможно исключительно при помощи сварки.
А вот как быть с алюминием? Ведь, несмотря на то, что в соответствии с требованиями 7-го издания ПУЭ алюминиевые провода были запрещены к использованию для электропроводки, они по сей день применяются довольно активно. Решение только одно: соединение алюминиевых проводов возможно исключительно при помощи сварки.
Почему сварка алюминия – оптимальный вариант?
Физические и химические свойства алюминия позволяют использовать для его соединения только сварку. Это связано с рядом причин.
Причина первая: алюминий быстро окисляется на воздухе, в результате чего образуется прочная оксидная пленка. У этой пленки настолько большое электрическое сопротивление, что алюминий нередко используется как диэлектрик при использовании его в низковольтных приборах.
Причина вторая: в случае использования пружинных либо винтовых соединений происходит разрушение оксидной пленки во время протяжки. При этом переходное сопротивление контакта все равно повышенное – это приводит к нагреву и вытекающим из этого последствиям.
Чтобы бороться с этой пленкой в процессе сварки, используются осциллирующие аппараты, которые работают в атмосфере инертного газа. Они способы пробить оксидную пленку при помощи высоковольтных электрических импульсов. Вот только эти аппараты очень дорогостоящие и громоздкие.
Лучшим решением является использование специального флюса для сварки алюминия, который растворяет оксидную пленку. При этом состав флюса должен быть оптимальным, чтобы он одновременно растворял оксид алюминия, но при этом давал минимальную реакцию с самим металлом, не выделяя вредных соединений, приводящих к коррозии окружающих предметов.
Использовать флюс для сварки алюминия очень просто. Это белый порошок, который растворяется до сметанообразного состояния водой и наносится на конец скрутки при помощи кисточки или погружения.
Сам же процесс сварки алюминиевых проводов ничем не отличается от сварки медных проводов. Угольный электрод подводится на пару секунд снизу к торцу скрутки. Важно, чтобы поверхность электрода была очищена от шлаков и прикипевшей окалины. Благодаря флюсу электрод не прилипает, так как происходит растворение оксидной пленки, а доступ кислорода исключается в момент формирования капли.
Благодаря флюсу электрод не прилипает, так как происходит растворение оксидной пленки, а доступ кислорода исключается в момент формирования капли.
После сварки алюминиевых проводов лучше промыть концы сваренных скруток растворителем, а затем покрыть одним из множества вариантов быстросохнущих лаков с последующей изоляцией.
Важный момент при соединении алюминиевых проводов сваркой
Из-за того, что алюминий имеет более низкую температуру плавления в сравнении с медью, в месте образования капли начинается разбрызгивание. В связи с этой особенностью необходимо использовать низкое напряжение дуги, то есть напряжение на электродах должно быть меньше 20В. Именно поэтому для сварки алюминиевых проводов, а также медных, идеально подходит аппарат для сварки скруток ТС 700-2, ведь здесь напряжение всего 18В.
Таким образом, ничего нового в 21 веке для соединения алюминиевых проводов не изобретено. Все также просто и привычно: сварка и флюс для алюминия. Вот только работать стало гораздо удобнее, благодаря специально разработанному трансформатору для сварки проводов ТС 700-2, справиться с которым сможет даже новичок, ну и более эффективному флюсу, который позволяет без особого труда сваривать алюминий.
Рекомендуем прочитать
elektroprizma.ru
Как сварить алюминиевые провода в домашних условиях
«Правила устройства электроустановок» допускают только 3 способа соединения проводников: пайка, сварка и зажим в клеммах. Это касается и предварительно скрученных проводов в разветвительных коробках. Наилучшими электрическими характеристиками, надёжностью и долговечностью обладает однозначно сварка. Кроме того, при большом количестве соединений этот способ оказывается еще и самым быстрым и дешевым. С медными проводами вопрос решен и закрыт.
С медными проводами вопрос решен и закрыт.
Однако, несмотря на требования 7-го издания ПУЭ о прекращении использования для электропроводки алюминиевых проводов (при сечении менее 16 кв.мм.), они все еще применяются и достаточно широко. Например, при ремонте (без полной замены) старой алюминиевой проводки. Комбинировать медь с алюминием еще хуже, чем оставить алюминий.
Таким образом, вопрос о сварке алюминия становится очень актуальным, тем более, что его физические и химические свойства затрудняют и другие способы соединения.
Самым неприятным из этих свойств является быстрое окисление алюминия на воздухе с образованием весьма прочной оксидной плёнки. Она обладает настолько большим электрическим сопротивлением, что в низковольтных приборах (микрочипах, электролитических конденсаторах и т.п.) даже используется в качестве диэлектрика.
В пружинных и винтовых соединениях (за счёт деформации основы) оксидная плёнка в момент протяжки разрушается, но переходное сопротивление контакта с такими вкраплениями оказывается все-таки повышенным, что ведёт к его нагреву со всеми вытекающими последствиями.
Для борьбы с этой плёнкой при пайке может применяться механическая зачистка во время лужения долго и сложно, особенно на высоте, а при сварке – осциллирующие аппараты, работающие в атмосфере инертного газа и пробивающие оксидную пленку высоковольтными электрическими импульсами – весьма громоздкие и дорогие.
Универсальным методом для обоих типов соединений является химическое растворение плёнки специальными флюсами. Поиск оптимального состава флюса – задача непростая: он должен эффективно растворять оксид алюминия, минимально реагируя с чистым металлом (притом, что прочность, температура плавления и химическая стойкость оксида значительно выше), не выделять каких-либо вредных соединений, вызывающих коррозию окружающих предметов или слишком токсичных для человека, и так далее.
На сегодняшний день существует весьма неплохой, приемлемый для работ и на высоте, выбранный из нескольких вариантов состав флюса, который был испытан при отработке технологии сварки алюминиевых скруток с помощью 
Флюс для сварки алюминия представляет собой белый порошок, который достаточно растворить водой до состояния сметаны и нанести путём погружения или кисточкой на конец 4-6 мм подготовленной скрутки.
Сварка производится аналогично медным проводам – примерно за 1-2 секунды подводимым снизу, к торцу скрутки угольным электродом. Для качественной сварки поверхность электрода следует периодически очищать от прикипевшей окалины и шлаков. Флюс растворяет оксидную плёнку алюминия, исключает доступ кислорода в процессе формирования капли и предотвращает прилипание электрода.
Но важно сначала потренироваться на заранее подготовленных скрутках прежде, чем приступать к сварке на ответственных объектах. Желательно, после сварки концы сваренных скруток промыть любым растворителем и покрыть любым быстросохнущим лаком с последующей их изоляцией.
Важным моментом при сварке алюминиевых скруток малых сечений является достаточно низкое напряжение дуги. Более низкая, чем у меди, температура плавления алюминия приводит к его разбрызгиванию в месте образования необходимой капли. Поэтому следует использовать аппараты с напряжением на электродах не более 20В, например, специально сконструированный для сварки в разветвительных коробках и шкафах трансформатор ТС 700-2.
Поэтому следует использовать аппараты с напряжением на электродах не более 20В, например, специально сконструированный для сварки в разветвительных коробках и шкафах трансформатор ТС 700-2.
В заключение (чтобы у кого-то не сложилось ошибочных впечатлений) резюмируем так: не изобретено ничего революционного. Старый проверенный способ. Просто теперь существует более эффективный флюс и более удобный и недорогой специализированный сварочный аппарат, подходящий для сварки скруток из разных материалов, что делает сварку скруток доступной даже новичкам-электрикам, после соответствующей тренировки.
Аппараты для сварки медных и алюминиевых скруток Тс 700-2, используются в электромонтажной сфере.
Сварка скруток алюминиевых проводов с флюсом:
Электросварка контактным разогревом является наиболее распространенным видом сварки, применяемым при оконцевании и соединении алюминиевых жил проводов и кабелей.
Сварка алюминиевых однопроволочных жил суммарным сечением в скрутке до 12,5 мм2. Электросварку соединений и ответвлений выполняют с помощью аппарата ВКЗ без флюса. С концов жил снимают с помощью клещей изоляцию на длине 35 – 40 мм), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе.
Электросварку соединений и ответвлений выполняют с помощью аппарата ВКЗ без флюса. С концов жил снимают с помощью клещей изоляцию на длине 35 – 40 мм), зачищают их щеткой из кардоленты или наждачной бумагой до металлического блеска и скручивают вместе.
Затем подготовляют сварочный прибор аппарата ВКЗ (рис. 1) к сварке: отводят назад его угольный электрод и зажимают скрученные жилы губками держателя так, чтобы торцы скрученных жил упирались в лунку угольного электрода.
Нажатием спускового крючка включают прибор, после чего угольный электрод под действием пружины и по мере расплавления торцов жил продвигается вперед и сваривает их, сварка автоматически прекращается в момент оплавления соединяемых жил на заданную длину. Место соединения изолируют полиэтиленовым колпачком или изоляционной лентой.
Рис. 1. Автоматическая электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 аппаратом ВКЗ: а – схема аппарата, б – положение свариваемых жил в угольном электроде при сварке, в – общий вид аппарата, 1 – сварочный трансформатор 220/10 В, 2 – реле включения, 3 – трансформатор управления 220/36 В, 4 – сварочный прибор (пистолет), 5 – губка держателя свариваемых проводов
Сварки указанных однопроволочных жил контактным разогревом в монтажной зоне выполняют с помощью клещей с двумя угольными электродами (рис. 2), подключенными к полюсам вторичной обмотки трансформатора 9 – 12 В, 0,5 кВ-А.
2), подключенными к полюсам вторичной обмотки трансформатора 9 – 12 В, 0,5 кВ-А.
Рис. 2. Электросварка контактным разогревом однопроволочных алюминиевых жил суммарным сечением до 12,5 мм2 в клещах с двумя угольными электродами
Подготовка жил к сварке выполняется так же, как и при сварке аппаратом ВКЗ, только изоляция с жил снимается на длине 25-30 мм (вместо 35-40 мм) и на жилы перед сваркой наносится тонкий слой флюса на длине 5-6 мм.
При сварке в клещах с двумя угольными электродами скрученные жилы располагают вертикально торцами вниз, затем концы угольных электродов сближают до соприкосновения, при этом электроды раскаляются. Раскаленные электроды прижимают к торцам жил до расплавления алюминия и образования сварочного шарика.
После остывания места сварных соединений очищают от шлака и остатков флюса стальной щеткой или наждачной бумагой и изолируют полиэтиленовым колпачком или изоляционной лентой.
Многопроволочные жилы суммарным сечением от 32 до 240 мм2. Соединение и ответвление жил осуществляют сплавлением в общий монолитный стержень.
Соединение и ответвление жил осуществляют сплавлением в общий монолитный стержень.
Для сварки применяют сварочный трансформатор с вторичным напряжением 8-9 В мощностью 1 – 2 кВ-А, к трансформатору подключают электрододержатель с угольным электродом и охладитель, подбирают по сечению соответствующие формы, из алюминиевого провода сечением 2,5 – 4 мм2 подготавливают присадочные прутки, тщательно очищая их поверхность щеткой из кардоленты или наждачной бумагой и обезжиривая ее смоченной в бензине тканью.
Перед началом сварки присадочные прутки покрывают тонким слоем флюса. С концов жил снимают изоляцию на длине: при суммарном сечении до 50 мм2 – 60 мм, 75 мм2 – 65 мм, 105 мм2 – 70 мм, 150 мм2 – 72 мм, 240 мм2 – 75 мм. Если подготовляют к сварке жилы кабеля с бумажной пропитанной изоляцией, то на изоляцию у ее обреза накладывают нитяной бандаж, затем ослабляют плоскогубцами повив проволок жилы и удаляют с их поверхности маслоканифолевый состав тканью, смоченной в бензине.
Обработанные жилы располагают вертикально торцами вверх.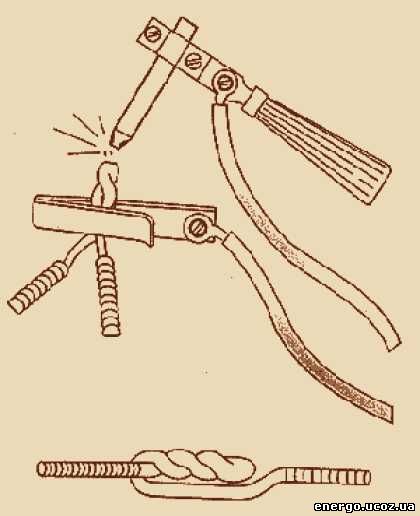 Надевают на жилы разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения.
Надевают на жилы разъемную цилиндрическую форму, которую подбирают по суммарному сечению соединяемых жил, но для ближайшего большего сечения.
На жилах делают подмотку асбестовым шнуром толщиной 1 -1,5 мм так, чтобы сплавляемый конец жил выступал из асбестового бандажа и торец его был вровень с верхним краем формы. Обе половинки формы скрепляют проволочным бандажом или хомутом из тонкой жести.
На жилу ставят охладитель между формой и обрезом изоляции. Торцы жил обмазывают тонким слоем флюса. После этого приступают к сварке: плотно прижимают конец угольного электрода к торцам жил и держат его так до начала расплавления, после чего медленно перемещают конец электрода по торцам жил, расплавляя одну за другой все проволоки.
Затем в расплавленный металл погружают пруток присадки, круговым движением электрода перемешивают образовавшуюся ванночку расплавленного металла. После заполнения до краев формы расплавленным алюминием электрод отводят, процесс сплавления конца жилы считается законченным.
После остывания места сварки снимают охладители и формы и щеткой из кардоленты очищают от шлака сварку и прилегающий участок жил.
Когда требуется соединить между собой 2 разных участка провода, то необходимо кроме качественного контакта, получить достаточную прочность участка, где эти провода соединяются между собой.
Если принимать во внимание нормативные документы, которые действуют на территории нашей страны, то соединять алюминиевые провода между собой допустимо с помощью различных способов:
- Сварка.
- Опрессовка.
- Спаивание.
- Соединение при помощи клемм.
Несмотря на то, что все эти способы соединения, указанные в нормативных документах, представлены в качестве универсальных, далеко не каждый из них окажется подходящим при работе с алюминиевыми проводами.
Прежде всего, это связано с особенностями такого материала, как алюминий, в частности, с его техническими характеристиками. Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Как известно из школьного курса химии, на поверхности алюминия всегда находится оксидная пленка, образованная вследствие прямого контакта с кислородом воздуха.
Она не способна проводить через себя электрический ток. Помимо этого, у оксидной пленки довольно высокая температура плавления – в районе 2000 градусов. Этот показатель значительно выше по сравнению с температурой плавления самого алюминия.
Если же снимать эту пленку механическим способом, то она очень быстро снова возникнет. Стоит отметить, что наличие данной пленки при паянии алюминия очень сильно мешает процессу соединения алюминиевой жилы с припоем. Также, она способна вызвать затруднения при сварке проводов, потому что вследствие ее наличия возникают различные включения, из-за которых сильно снижается качество контакта.
К дополнительным характеристикам такого материала, как алюминий, относится повышенная хрупкость и текучесть. В связи с этим, при соединении проводов из алюминия следует заранее позаботиться, чтобы они были расположены так, чтобы полностью исключалась возможность механического воздействия на данный участок.
Скрутка
Алюминиевые провода зачастую соединяют между собой при помощи скрутки. Это наиболее простой, но и самый опасный метод соединения проводов между собой.
Последовательность действий при использовании данной технологии будет следующий:
- Сначала, с проводов снимают изоляцию приблизительно по 4-5 см с каждой стороны. Удобнее всего здесь применять специальный инструмент, предназначенный именно для этой цели.
- Теперь контакты следует обезжирить. Для этого их придется протереть тряпкой, предварительно смоченной в ацетоне.
- Наждачной бумагой удаляют оксидную пленку с поверхности металла, то есть зачищают его до получения металлического блеска.
- Провода скрещивают друг с другом, после чего одна из жил максимально плотно накручивается на другую при помощи пассатижей.
- Второй провод таким же способом накручивается на первый.
- Скрутку теперь следует заизолировать при помощи изоляционной ленты. Профессиональные электрики также рекомендуют воспользоваться специальной термоусадочной трубкой или кембриком. С его помощью можно качественно предохранить оголенную область от негативного воздействия внешней среды.

В принципе, технология довольно-таки простая. Надо лишь помнить о том, что жилы требуется оголять минимум на 4-5 см, а скрутку производить не вручную, а только при помощи пассатижей, чтобы провода прилегали к другу максимально близко.
Если этого не сделать, то в результате получится неплотный контакт, из-за чего участок может сильно нагреваться. В свою очередь, такой эффект вызывает короткое замыкание, а в некоторых случаях даже пожар.
Резьбовое соединение
Данный тип соединения может быть весьма надежным, если его правильно выполнить. Стоит отметить, что алюминий обладает наибольшим линейным расширением, в связи с чем между соединенными проводами с течением времени возникает зазор, ухудшающий их контакт между собой. Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Чтобы не допустить короткого замыкания, нужно время от времени подкручивать эти винты.
Для избавления от этой необходимости, устанавливают специальные шайбы с разрезами или гроверами. Они выбирают образующиеся зазоры и в несколько раз увеличивают надежность соединения.
На винт, провода нужно будет обязательно намотать, чтобы площадь его соприкосновения с контактной площадкой была значительно выше. Профессиональные электрики зачастую поступают так: плющат это кольцо на наковальне, чтобы повысить площадь соприкосновения.
Технология выполнения качественного резьбового соединения проводов начинается со снятия с них изоляции на расстояние, равное 4 диаметрам винта. Зачищенные участки обезжириваются.
Потом нужно загнут их кончики так, чтобы образовались кольца.
На винт надевают элементы в следующей последовательности:
- Пружинная шайба.
- Стандартная шайба.
- Колечко первого провода.
- Еще одна стандартная шайба.
- Колечко второго провода.
- Гайка.

Вся эта система затягивается до тех пор, пока пружинная шайба не будет находиться в выпрямленном состоянии. В принципе, если оба провода сделаны из алюминия, то между ними можно не прокладывать стандартную шайбу.
Используем клеммные колодки
Если у алюминиевых проводов незначительная нагрузка по току, то их можно соединять между собой при помощи клеммных колодок. Несмотря на то, что внешний вид таких изделий может сильно отличаться, принцип их работы один и тот же.
Корпус у колодок делается из пластика либо карболита. В нем расположены трубки с толстыми стенками, изготовленными из латуни. По бокам находятся резьбовые отверстия. В противоположные концы заводят соединяемые провода, которые закрепляют с помощью винтов. Необходимо отметить, что в одну латунную трубку разрешается вставлять столько проводов, сколько туда поместится.
Неразъемное соединение
Если в дальнейшем не планируется разбирать соединение проводов, то можно использовать так называемые неразъемные способы. Данные методы являются одними из наиболее надежных. Желательно их использовать, прежде всего, в труднодоступных местах.
Одним из наиболее легких методов неразъемных соединений является опрессовка. Для этого берется алюминиевая трубка подходящего диаметра, провода скручивают между собой, вставляют в эту трубку и зажимают пресс-клещами. Лучше всего здесь, чтобы проводники входили максимально плотно.
Лишь в этом случае соединение получится наиболее прочным. Стоит отметить: если провода входят в трубку довольно плотно, то скручивать их между собой даже не придется. На последнем этапе соединение изолируют.
Сегодня в продаже можно найти специальные наконечники для изготовления данного соединения, у которых уже имеется изолирующий колпачок. Он сжимается вместе с наконечником и обхватывает провода, закрывая к ним какой бы то ни было доступ.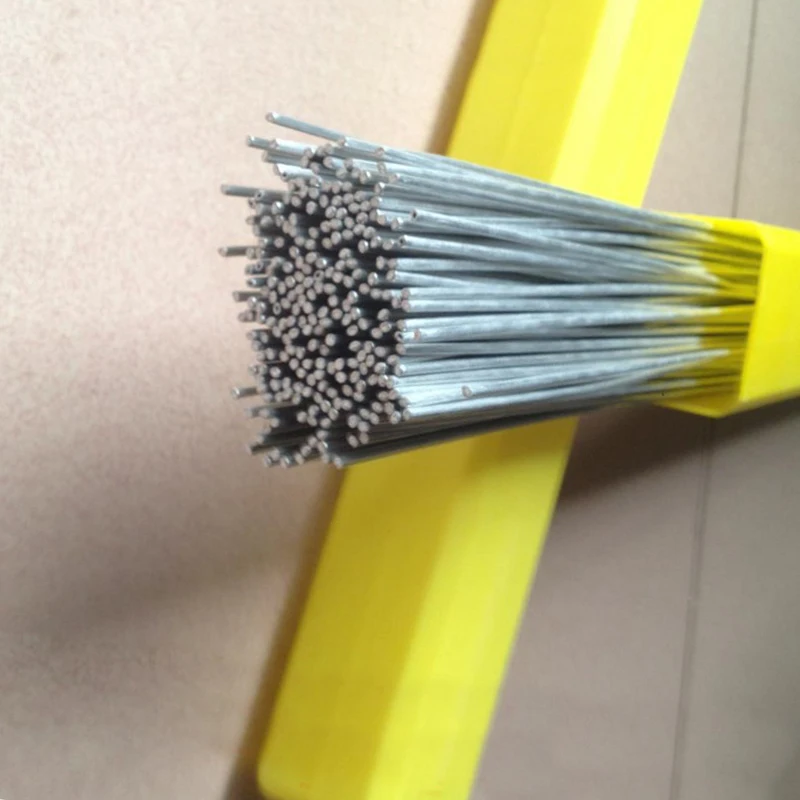
Для получения качественного неразъемного соединения, нужно иметь специальные клещи, которые будут не перекусывать, а лишь сдавливать. Если их нет в наличии, то вполне подойдут и стандартные пассатижи.
Пайка и сварка
Пайка проводов позволяет получить довольно качественное и неразъемное соединение. Однако, при соединении алюминиевых проводов, следует помнить о наличии на них оксидной пленки, из-за которой будет не слишком хорошо держаться припой.
Чтобы не допустить возникновения такого дефекта, нужно следовать определенной последовательности действий:
- Соединяемые участки проводов обрабатывают специальным флюсом, который снимает оксидную пленку с поверхности.
- Припоем обрабатывают как можно более тщательно, чтобы у него была наибольшая площадь соприкосновения с проводами.
- Когда участок соединения остынет, его желательно обработать наждачной бумагой, чтобы убрать острые края, которые могут повредить изоляционный слой.
- Провода в обязательном порядке изолируют.

Пайка требует наличия определенных навыков.
Следует сказать, что у этого метода есть несколько отрицательных моментов:
- Его приходится изолировать.
- Сам метод достаточно сложен, особенно, если приходится пропаивать провода под потолком, стоя на стремянке.
- Если в процессе работы была допущена ошибка, то исправить ее будет довольно проблематично.
- На работу уходит большое количество времени.
Сварка чем-то напоминает пайку проводов, но выполняется она значительно быстрее. Для того, чтобы получить качественное соединение, электрод подносится к участку соединения всего лишь на 1-2 секунды. Оба конца провода предварительно обрабатывают флюсом для удаления оксидной пленки.
После завершения сварочного процесса, скрутки проходят специальным растворителем и покрываются лаком. В результате получается качественное соединение, которое может прослужить в течение длительного периода времени, так как такой способ позволяет не допустить возникновения перегрева. Соответственно, такой участок нужно будет изолировать.
В результате получается качественное соединение, которое может прослужить в течение длительного периода времени, так как такой способ позволяет не допустить возникновения перегрева. Соответственно, такой участок нужно будет изолировать.
Альтернативные варианты
Провода можно соединить между собой с помощью заклепки. В принципе, подобная технология похожа на винтовую технологию, только здесь вместо винта берется заклепка. В конечном итоге получается неразборное соединение.
Выполняется такое соединение довольно просто: на заклепку через пружинную шайбу надеваются оба проводника, затем ее вставляют в заклепочник и сводят ручки до тех пор, пока не раздастся щелчок.
Также, существует специальный плоско-пружинный зажим. Такие изделия бывают одноразовыми и многоразовыми, когда провод может как вставляться, так и выниматься. Однако, следует помнить, что подобные зажимы выполняются из пластика, поэтому использовать их для силы тока свыше 10 А нежелательно.
Работать с ними весьма просто: провода зачищают и вставляют в зажим до щелчка. Без использования специального рычажка вытащить их оттуда невозможно. Также желательно изолировать данный участок провода.
Особенности соединения
Алюминиевые провода лучше всего размещать в специальных распределительных коробках, к которым они должны подходить в гофрированных рукавах. Это особенно важно, когда прокладка ведется на улице или же в случае сооружения проводки во влажном помещении типа ванной комнаты.
Вообще, когда производится соединение алюминиевых проводов, которые будут функционировать на улице, необходимо позаботиться о том, чтобы к участкам соединения не подходила влага.
В противном случае, не удастся избежать короткого замыкания. Весьма удобно в этом случае использовать технологию сварки проводов, так как последующее использование специального лака позволяет исключить воздействие воды на место соединения, а изоляционный слой дополнительно предохранит от удара током.
Блиц-советы
- Профессиональные электрики не рекомендуют соединять между собой алюминиевые и медные провода. Это связано со многими причинами, важнейшей из которых является различное сопротивление металлов. Кроме того, при взаимодействии друг с другом медь и алюминий очень быстро окисляются, что вызывает нагрев проводов, в значительной степени ухудшает контакт. Кроме того, их жесткость разная, что значительно усложняет проведение работ.
- Можно при необходимости комбинировать те или иные способы соединения проводов. В частности, скрутка вполне хорошо сочетается с пайкой или со сваркой. В итоге получается весьма надежный и неразъемный контакт, который прослужит в течение долгого времени.
Как соединить алюминиевые провода: выбор надежного варианта
Соединение алюминиевых проводов
Как соединить два алюминиевых провода между собой? Казалось бы, достаточно банальный вопрос, но и здесь первый приходящий на ум ответ не всегда верен. Ведь скрутка проводов запрещена по нормам ПУЭ, а соединять любые провода можно только методом опрессовки, пайки, сварки и при помощи винтовых сжимов. А том, как это правильно делать, мы и поговорим в нашей статье.
Ведь скрутка проводов запрещена по нормам ПУЭ, а соединять любые провода можно только методом опрессовки, пайки, сварки и при помощи винтовых сжимов. А том, как это правильно делать, мы и поговорим в нашей статье.
Содержание
- Свойства алюминиевых проводов
- Способы соединения алюминиевых проводов
- Соединение алюминиевых проводов методом сжима
- Соединение алюминиевых проводов методом прессовки
- Соединение алюминиевых проводов метод сварки
- Соединение алюминиевых проводников методом пайки
- Вывод
Свойства алюминиевых проводов
Но начать наш разговор мы предлагаем с беглого анализа свойств алюминиевого провода. Это позволит выявить проблемные места и понять возможные проблемы при его монтаже.
Сравнение медного и алюминиевого провода
- Начнем с преимуществ алюминиевого провода. Главный из них это цена, которая на порядок ниже, чем у главного конкурента – меди.
- Еще одним достоинством данного материала является его легкость. Это обусловило его широкое применение в линиях электропередач, где вес имеет очень большое значение.
- Ну, и последним достоинством является его стойкость к коррозии. Алюминий практически мгновенно покрывается стойкой оксидной пленкой, которая препятствует дальнейшему окислению. В то же время данная пленка имеет и негативные моменты – она является очень плохим проводником электрического тока.
 Это обусловило его широкое применение в линиях электропередач, где вес имеет очень большое значение.
Это обусловило его широкое применение в линиях электропередач, где вес имеет очень большое значение.Сферы применения медных и алюминиевых проводов
- Дальше же пошли одни сплошные недостатки. И первым из них является низкая электропроводность алюминия. Для данного материала она составляет 38×106 См/м. Для сравнения у меди этот параметр составляет 59, 5×106 См/м. Выливается это в то, что, например, провод из меди с сечением в 1 мм2 способен пропускать ток почти в 2 раза больший, чем подобный провод из алюминия.
Сопротивление некоторых веществ
- Следующим весомым недостатком является то, что алюминиевые провода обладают очень низкой гибкостью. В связи с этим их нельзя использовать в местах, где проводка подвержена многократным изгибам или другим механическим воздействиям в процессе эксплуатации.
- Ну, и напоследок, инструкция говорит о том, что алюминий обладает таким плохим свойством как текучесть. В результате тепловых и механических воздействий он может терять свою форму, что крайне негативно отражается на контактных соединениях.

Обратите внимание! Согласно нормам ПУЭ с 2001 года использовать алюминиевый провод для монтажа электропроводки в жилых помещениях запрещено. Такой запрет значительно снизил использование алюминиевой электропроводки в быту.
Способы соединения алюминиевых проводов
Как мы уже говорили выше, алюминиевые провода можно соединить четырьмя основными способами – это винтовые или болтовые сжимы, прессовка, сварка и пайка. Давайте разберем особенности каждого из этих видов соединений.
Соединение алюминиевых проводов методом сжима
Начнем с наиболее распространенного способа соединения – сжима. Он может быть нескольких видов – болтовой, винтовой или при помощи прижимной пружины, который используется в клеммах Wago.
Винтовая клемма может повредить алюминиевый провод | Соединение алюминиевых проводов между собой с помощью данного типа соединения несет за собой один недостаток. Если использовать обычные винтовые клеммы, то при помощи винта можно полностью или частично передавить мягкую алюминиевую жилу. Это либо снизит, либо полностью разрушит контакт. |
Латунные наконечники для алюминиевых проводов | Для исключения данного варианта соединение следует выполнять через специальные контактные насадки, выполненные из латуни. Латунь обладает меньшей эластичностью и ее сложнее передавить. Поэтому такие насадки обеспечивают надежный контакт и исключают вероятность повреждения провода. |
Алюминиевые наконечники для болтового соединения проводов и кабелей | Для болтовых соединений алюминиевого провода так же следует использовать специальные наконечники. Они крепятся на провод или кабель методом опрессовки и затем уже эти наконечники соединяются болтовым способом. |
Клеммы Wago для соединения алюминиевых проводов | Что касается клемм Wago, то здесь все намного проще. Такой тип соединения не может повредить провод, поэтому такие клеммники можно использовать без дополнительных насадок. Это в определенной степени компенсирует их более высокую цену. |
Соединение алюминиевых проводов методом прессовки
В последнее время приобретают все большую популярность соединения алюминиевых проводов гильзой. Отчасти это связано с большим распространением кримперов или, как их еще называют, обжимных клещей. Данный инструмент позволяет обжимать провода разных сечений обеспечивая достаточно надежный контакт.
Кримперы для опрессовки проводов
Гильзы для соединения алюминиевых проводов
- Соединение проводов опрессовкой выполняется при помощи специальных гильз. Эти гильзы выпускаются разных диаметров и материалов. Для соединения алюминиевых проводов следует использовать либо алюминиевые, либо латунные гильзы. Медь использовать нельзя ни в коем случае, так как соединение этих двух материалов может привести к образованию гальванических развязок и в конечном итоге полному разрушению алюминиевого проводника.
 Медь использовать нельзя ни в коем случае, так как соединение этих двух материалов может привести к образованию гальванических развязок и в конечном итоге полному разрушению алюминиевого проводника.
Медь использовать нельзя ни в коем случае, так как соединение этих двух материалов может привести к образованию гальванических развязок и в конечном итоге полному разрушению алюминиевого проводника.Обратите внимание! Гильза для соединения проводов по своему сечению должна соответствовать сечению провода. Если вы будете использовать гильзу меньшего сечения, то для заведения провода в гильзу вам придётся уменьшить его сечения, что негативно отразится на контакте. Если же вы используете гильзу большего сечения чем провод, то площадь контактного соединения будет намного меньше, что опять-таки приведет к перегреву контакта.
Гильзы для соединения проводов разных сечений
- Для соединения проводов разных сечений существуют гильзы с разными диаметрами входных отверстий. Их же можно использовать для соединения более чем двух проводов в одной гильзе.
- Гильзы для соединения алюминиевых проводов имеют строго необходимую длину. Поверьте, производитель не делал в гильзе запаса, поэтому разрезание гильзы пополам в целях экономии — это очень плохой вариант. Ведь при соединении двух проводов обжим следует выполнить дважды противоположными жимами. Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.
 Ведь при соединении двух проводов обжим следует выполнить дважды противоположными жимами. Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.
Ведь при соединении двух проводов обжим следует выполнить дважды противоположными жимами. Разрезав гильзу пополам, у вас это не получится, и контакт будет некачественным.Прессованные провода
- Еще один часто возникающий вопрос относится к соединениям многожильного алюминиевого провода и одножильного. Выполнять такое соединение при помощи опрессовки можно, и оно будет достаточно качественное. Главное подобрать гильзу с соответствующими входными диаметрами. Ведь в большинстве случаев это провода разного сечения.
Соединение алюминиевых проводов метод сварки
Самое наилучшее качество соединения обеспечивает сварка. Благодаря тому, что в данном случае провод образует единое целое практически исключены проблемы с переходными сопротивлениями, возможности снижения нажимного усилия и многое другое. Но здесь есть и масса проблем.
Сварка алюминиевых проводов
- Дело в том, что как мы уже говорили выше на поверхности алюминия, образуется оксидная пленка. Она имеет совершенно другие тепло – и электропроводность, чем сам алюминий. В связи с этим сварка алюминиевых проводов затруднена.
- Так как температура плавления оксида и алюминия различаются, то попытки простого сваривания проводов угольным электродом будут не очень удачными. Оксиды будут оставаться на расплавленных каплях алюминия, а само соединение будет не однородным, как на видео.
 Она имеет совершенно другие тепло – и электропроводность, чем сам алюминий. В связи с этим сварка алюминиевых проводов затруднена.
Она имеет совершенно другие тепло – и электропроводность, чем сам алюминий. В связи с этим сварка алюминиевых проводов затруднена.На фото процесс сварки алюминиевых проводов
- Дабы исключить данную проблему, можно снимать оксиды с поверхности механическим способом, но это трудоемко и далеко не всегда эффективно, так как образование новой пленки происходит практически мгновенно.
- Исходя из этого, в большинстве случаев для сварки применяются различные флюсы, которые способны разрушить оксидную пленку. Данный материал должен разрушать оксидную пленку и практически не реагировать на чистый металл, кроме того он не должен давать вредных соединений во время сварки. Подобрать такой материал достаточно сложно и зачастую приходится идти на компромисс.

Технология сварки проводов
- Но даже с использованием флюсов, своими руками выполнить сварное соединение проводов без должной подготовки достаточно сложно. Это связано с тем, что здесь крайне важно подобрать должное напряжение сварки (обычно не более 20В) и время воздействия на проводник (обычно 1-2сек.).
Обратите внимание! Кроме электросварки алюминиевых проводов достаточно распространена и газовая сварка. Она имеет свои особенности, касающиеся как применяемых материалов, так и температуры сварки.
Соединение алюминиевых проводников методом пайки
Последним вариантом, которым можно выполнить соединение розеток алюминиевыми проводами является пайка. Этот способ достаточно трудоемок, и его сложно назвать быстрым.
Поэтому для силовых установок оно применяется крайне редко, а в низковольтных сетях алюминиевые провода из-за своей жесткости применяются достаточно редко. Тем не мене давайте рассмотрим и этот вариант.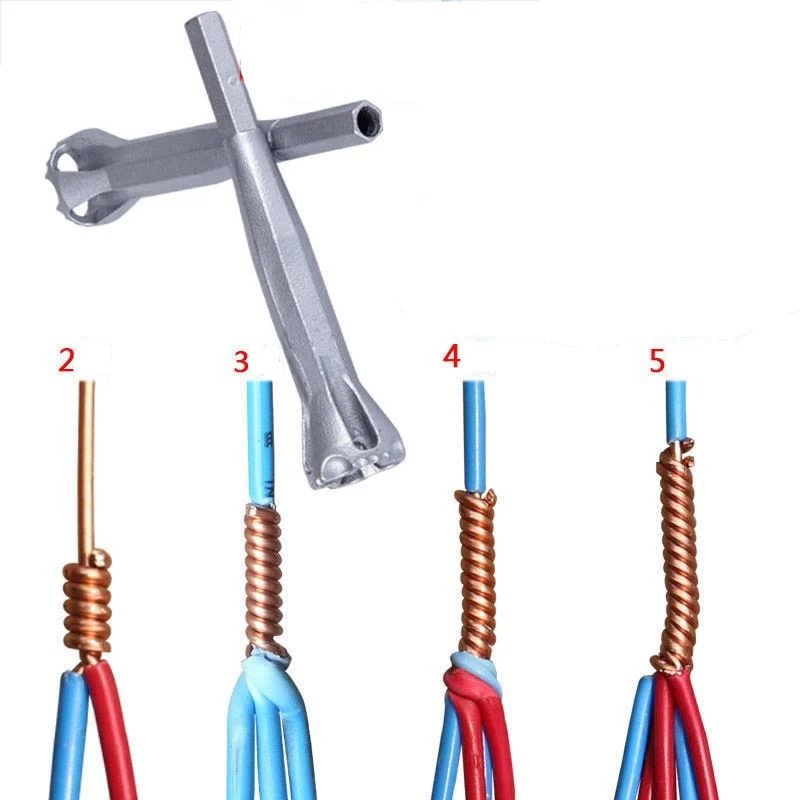
Пайка алюминиевых проводов
- Основной проблемой здесь, как и в случае со сваркой, является оксидная пленка. Кроме того, имеется такая проблема как отсутствие визуального контроля за температурой провода. Ведь при длительном воздействии больших температур алюминий может изменить свои физико-химические свойства.
- Исходя из этого, процесс пайки алюминия становится достаточно сложным. В первую очередь нам необходимо избавится от оксида на его поверхности. Сделать это можно при помощи любых абразивных материалов, но усердствовать не стоит, так как новая пленка образуется практически мгновенно. Наша задача только уменьшить ее толщину.
Флюс для пайки алюминия
- После этого выполняется фиксация проводов и припоем с флюсом прикасаются к проводам. В качестве припоя лучше использовать ЦОП – 40 или его аналоги.
- Флюс для пайки алюминия — это Ф – 59А, Ф – 61, Ф – 34 или другие подобные составы. Они достаточно хорошо разрушают оксидную пленку.
Припой для пайки алюминия
- При прикосновении припоем к проводам им следует поскрести по ним, чтобы упростить флюсу задачу по разрушению оксидной пленки. Если производится пайка без использования флюса, то интенсивность трения припоем по проводам должна быть более интенсивной.
 Если производится пайка без использования флюса, то интенсивность трения припоем по проводам должна быть более интенсивной.
Если производится пайка без использования флюса, то интенсивность трения припоем по проводам должна быть более интенсивной.Вывод
Соединение алюминиевого провода гильзой и при помощи клемм являются наиболее простыми вариантами. В то же время применение опрессовки не требует дополнительных материалов, но требует наличия кримпера.
Использование пассатижей и других подсобных инструментов может сказаться на качестве соединения, поэтому их использование недопустимо. Тем не менее, в сравнении цена и качество, метод опрессовки является одним из лучших для соединения алюминиевых проводов.
Самый правильный вариант сварки медных проводов — Страница 2 — Ручная дуговая сварка — ММA
#21 Лепило
Отправлено 11 October 2020 19:40
А пайка паяльником 100 ватт чем не устраивает? Не когда не где не сталкивался за 25 лет с сваркой в распаечных коробках на всех токах.
Не, не осуждаю.
Скрутки, клемники, пайка, обжимки, у немцев (приехали настраивать к нам) спец колпачки на скрутку, по ихнему же проекту.
Скрутка самое не надёжное если не правильно сделана и работает в сыром месте. А так годами и годами..и…и…
Сообщение отредактировал Лепило: 11 October 2020 19:42
- Наверх
- Вставить ник
#22 Schlosser
Отправлено 11 October 2020 19:52
Лепило,Во всех панельках сваренные алюминиевые провода в коробках,с диэлектрическими колпачками.А так по теме скажу,что скрутка без дополнительных мер прямо запрещённа ПУЭ и точка.Кто бы что там не говорил.Сам если есть настроение поварить скрутки,варю инвертором и электродом от строгача.
Не мы такие,жизнь такая…
- Наверх
- Вставить ник
#23 chdv1971
Отправлено 11 October 2020 20:19
Опять извечные вопросы по пайки, сварки и скрутки. Медь просто паяю мощным газовым паяльником на всю длинну скрутки и сверху термоусадка. Алюминий на длинную скрутку и сверху СИЗ. Все соединения будь то пайка или скрутка, обрывы размещаю в коробки и похороны в стенку. Была мысль варить и даже алюминиевые, но это сумашествие . Никто так не делает. На скрутке алюминия можно сверху алюмтрубку спецобжимкой разместить, но это уже навека. В старых домах самое слабое место это распредщиты. Вот это реально горе.
Сообщение отредактировал chdv1971: 11 October 2020 20:21
- Наверх
- Вставить ник
#24 Лепило
Отправлено 11 October 2020 21:31
Лепило,Во всех панельках сваренные алюминиевые провода в коробках,с диэлектрическими колпачками.
 А так по теме скажу,что скрутка без дополнительных мер прямо запрещённа ПУЭ и точка.Кто бы что там не говорил.Сам если есть настроение поварить скрутки,варю инвертором и электродом от строгача.
А так по теме скажу,что скрутка без дополнительных мер прямо запрещённа ПУЭ и точка.Кто бы что там не говорил.Сам если есть настроение поварить скрутки,варю инвертором и электродом от строгача.Может не рекомендуется? Я знаю как не запрещено.
Молодец, исключаешь монтажные тупняки сваркой. Но не когда не видел. Может в супер правильных новых домах так делают. Эт хорошо.
Видел последствия не правильных скруток. Это всегда не большой пожар с угрозой распространения. Например, большой цех розлива огромного спирт завода, мощный упаковочный автомат, скрутку питающего кабеля кто то сделал за пластиковой обшивкой стены.
Ну и понеслось, в один прекрасный день. Очень давно. Не больше 1 м/2 оплавилось. Но там была ну просто дибильная скрутка, один болт с сорваной резьбой.
А мелкие случаи выгорание эл щитков из за плохих скруток проводов. Зачищают не осторожно кусачками и чуток повреждают провод, а потом скручивают, люминь с медью скручивают, не зачищали окисленные провода перед скруткой, не герметичный ввод. ..
..
А с нормально паянными (без кислоты) не когда проблем не было и не слышал в нашей округе.
А в ПУЭ скоро напишут не каких коробок, только цельный провод от счётчика…
- Наверх
- Вставить ник
#25 Schlosser
Отправлено 11 October 2020 21:47
Лепило,В советских панельках все варенное(наверное клещами и с флюсом), если там дебилы не лазили.В ПУЭ не указанно применение скруток,значит запрещено.
Не мы такие,жизнь такая…
- Наверх
- Вставить ник
#26 supoplex
Отправлено 12 October 2020 05:44
Люминь элементарно неудобно. Про преимущества меди мне батя мой постоянно говорил (электрик с большим стажем), и на практике- в своей квартире я убедилсяв правоте его слов. Теперь преступил к плану по смене проводов у себя. Сначала рассматривал как вариант новомодные клемники. Потом решил глянуть как практикующие электрики работают. Ну сварка дело хорошее, но пайка тоже норм, на сём и остановился.
Про преимущества меди мне батя мой постоянно говорил (электрик с большим стажем), и на практике- в своей квартире я убедилсяв правоте его слов. Теперь преступил к плану по смене проводов у себя. Сначала рассматривал как вариант новомодные клемники. Потом решил глянуть как практикующие электрики работают. Ну сварка дело хорошее, но пайка тоже норм, на сём и остановился.
- Наверх
- Вставить ник
#27 chdv1971
Отправлено 12 October 2020 07:57
новомодные клемники.
Они только для осветительной сети. Я когда то(давным давно) такой ВАГО поставил на розетку. Прожил он годик неспешно питая микроволновку и стиралку.
Вот добавлю спустя время. Покупал розетки или ABB или Legrand. Там не под винт, а под зажим. А вот для духовки купил ШНАЙДЕР хорошей серии. Там под хороший винт. Не рискнул с зажимами.
Покупал розетки или ABB или Legrand. Там не под винт, а под зажим. А вот для духовки купил ШНАЙДЕР хорошей серии. Там под хороший винт. Не рискнул с зажимами.
Сообщение отредактировал chdv1971: 12 October 2020 09:37
- Наверх
- Вставить ник
#28 supoplex
Отправлено 12 October 2020 14:25
chdv1971,щас на кухне ставил, тоже розетки выбрал с винтами и заземлением.☝
- Наверх
- Вставить ник
#29 Alexlala
Отправлено 13 October 2020 15:08
Опять извечные вопросы по пайки, сварки и скрутки.
 Медь просто паяю мощным газовым паяльником на всю длинну скрутки и сверху термоусадка. Алюминий на длинную скрутку и сверху СИЗ. Все соединения будь то пайка или скрутка, обрывы размещаю в коробки и похороны в стенку. Была мысль варить и даже алюминиевые, но это сумашествие . Никто так не делает. На скрутке алюминия можно сверху алюмтрубку спецобжимкой разместить, но это уже навека. В старых домах самое слабое место это распредщиты. Вот это реально горе.
Медь просто паяю мощным газовым паяльником на всю длинну скрутки и сверху термоусадка. Алюминий на длинную скрутку и сверху СИЗ. Все соединения будь то пайка или скрутка, обрывы размещаю в коробки и похороны в стенку. Была мысль варить и даже алюминиевые, но это сумашествие . Никто так не делает. На скрутке алюминия можно сверху алюмтрубку спецобжимкой разместить, но это уже навека. В старых домах самое слабое место это распредщиты. Вот это реально горе.Ошибаетесь, есть технология сварки алюминиевых проводов. Причем это находил в специализированной литературе
Может не рекомендуется? Я знаю как не запрещено.
Молодец, исключаешь монтажные тупняки сваркой. Но не когда не видел. Может в супер правильных новых домах так делают. Эт хорошо.
Видел последствия не правильных скруток. Это всегда не большой пожар с угрозой распространения. Например, большой цех розлива огромного спирт завода, мощный упаковочный автомат, скрутку питающего кабеля кто то сделал за пластиковой обшивкой стены.Ну и понеслось, в один прекрасный день. Очень давно. Не больше 1 м/2 оплавилось. Но там была ну просто дибильная скрутка, один болт с сорваной резьбой.
А мелкие случаи выгорание эл щитков из за плохих скруток проводов. Зачищают не осторожно кусачками и чуток повреждают провод, а потом скручивают, люминь с медью скручивают, не зачищали окисленные провода перед скруткой, не герметичный ввод…
А с нормально паянными (без кислоты) не когда проблем не было и не слышал в нашей округе.
А в ПУЭ скоро напишут не каких коробок, только цельный провод от счётчика…

В ПУЭ перечислены способы соединений. Скруток там нет.
А пайка паяльником 100 ватт чем не устраивает? Не когда не где не сталкивался за 25 лет с сваркой в распаечных коробках на всех токах.
Не, не осуждаю.
Скрутки, клемники, пайка, обжимки, у немцев (приехали настраивать к нам) спец колпачки на скрутку, по ихнему же проекту.
Скрутка самое не надёжное если не правильно сделана и работает в сыром месте. А так годами и годами..и…и…

Меня пугают только припои.Тот же пос 30, температура плавления ~240. Не может ли например локальное искрение каким нибудь образом расплавить его и ослабить контакт? поэтому и передумал паять (хотя у самого лежит паяльник и пос 40 — паял им щетки генератора! полет за полгода нормальный!)
- Наверх
- Вставить ник
#30 chdv1971
Отправлено 13 October 2020 16:06
В ПУЭ перечислены способы соединений. Скруток там нет.
По ТБ нельзя варить и сверлить со стремянок и лестниц. Все сверлят и варят . Это так алегория.
Ошибаетесь, есть технология сварки алюминиевых проводов.
 Причем это находил в специализированной литературе
Причем это находил в специализированной литературеОхотно верю. Только образец не разу не встречал. Мож кто видел это чудо.
- Наверх
- Вставить ник
#31 Alexlala
Отправлено 13 October 2020 16:17
По ТБ нельзя варить и сверлить со стремянок и лестниц. Все сверлят и варят . Это так алегория.
Охотно верю. Только образец не разу не встречал. Мож кто видел это чудо.
Ссылочку пожалуйста где все это написано (про технику безопасности). Желательно нормативно правовой документ. Ну а поводу второго пункта для неверующих (Ктиторов — Основное приемы электромонтажных работ)
Сообщение отредактировал Alexlala: 13 October 2020 16:19
- Наверх
- Вставить ник
#32 chdv1971
Отправлено 13 October 2020 21:40
Ссылочку пожалуйста где все это написано (про технику безопасности).
 Желательно нормативно правовой документ.
Желательно нормативно правовой документ.Возможно в Ваших краях другие правила, но я логически рассуждаю что люди писавшие подобные правила родом из СССР. А значить категорически запрещено.
Постановление Министерства труда РБ
№ 52 от 28.04.2001. Об утверждении Правил охраны труда при работе на высоте
глава 5 п188
188. Не допускается работать на переносных лестницах и стремянках:
-около и над вращающимися механизмами, работающими машинами, конвейерами и тому подобным;
-с использованием электрического и пневматического инструмента, строительно-монтажных пистолетов;
-при выполнении газосварочных и электросварочных работ;
-при натяжении проводов и для поддержания на весу тяжелых деталей и тому подобного.
-Для выполнения таких работ следует применять леса и стремянки с верхними площадками, огражденными перилами.
-За исключением работ, проводимых работниками органов и подразделений Министерства по чрезвычайным ситуациям Республики Беларусь при спасении людей (на пожаре, при аварии, стихийном бедствии и тому подобном), а также при предупреждении или ликвидации аварий природного и техногенного характера при обязательном соблюдении комплекса мер по обеспечению безопасности под непосредственным руководством ответственного лица.
Сообщение отредактировал chdv1971: 13 October 2020 22:01
- Наверх
- Вставить ник
#33 supoplex
Отправлено 14 October 2020 06:32
Меня пугают только припои.Тот же пос 30, температура плавления ~240. Не может ли например локальное искрение каким нибудь образом расплавить его и ослабить контакт?
Электрики говорят: это нереально. А мой опыт показывает, что искрит чаще (считай всегда ) в розетке, горят вилки.
- Наверх
- Вставить ник
#34 chdv1971
Отправлено 14 October 2020 07:57
Иногда забываем что тут ручная дуговая, но всёж.
Вот хорошее видео — неделю назад появилось.
- Наверх
- Вставить ник
#35 Alexlala
Отправлено 14 October 2020 10:43
Возможно в Ваших краях другие правила, но я логически рассуждаю что люди писавшие подобные правила родом из СССР. А значить категорически запрещено.
Постановление Министерства труда РБ
№ 52 от 28.04.2001. Об утверждении Правил охраны труда при работе на высотеглава 5 п188
188. Не допускается работать на переносных лестницах и стремянках:
-около и над вращающимися механизмами, работающими машинами, конвейерами и тому подобным;
-с использованием электрического и пневматического инструмента, строительно-монтажных пистолетов;
-при выполнении газосварочных и электросварочных работ;
-при натяжении проводов и для поддержания на весу тяжелых деталей и тому подобного.
-Для выполнения таких работ следует применять леса и стремянки с верхними площадками, огражденными перилами.
-За исключением работ, проводимых работниками органов и подразделений Министерства по чрезвычайным ситуациям Республики Беларусь при спасении людей (на пожаре, при аварии, стихийном бедствии и тому подобном), а также при предупреждении или ликвидации аварий природного и техногенного характера при обязательном соблюдении комплекса мер по обеспечению безопасности под непосредственным руководством ответственного лица.
.jpg)
Спасибо) век живи век учись)
- Наверх
- Вставить ник
#36 supoplex
Отправлено 16 October 2020 11:46
Не допускается работать на переносных лестницах и стремянках
По нашей ТБ та же петрушка.
- Наверх
- Вставить ник
#37 chdv1971
Отправлено 16 October 2020 13:00
По нашей ТБ та же петрушка.
И все работают . На этой неделе сверлил, на позапрошлой варил с лестницы.
- Наверх
- Вставить ник
#38 Alexlala
Отправлено 16 October 2020 14:12
И все работают . На этой неделе сверлил, на позапрошлой варил с лестницы.

Интересно, а монтажные ходули попадают под это? или с ними можно работать
- Наверх
- Вставить ник
#39 chdv1971
Отправлено 16 October 2020 18:14
Интересно, а монтажные ходули попадают под это? или с ними можно работать
Однозначно попадают . Подходят строительные леса.
- Наверх
- Вставить ник
#40 Schlosser
Отправлено 16 October 2020 19:03
И все работают
Но не все потом работают
Не мы такие,жизнь такая. ..
..
- Наверх
- Вставить ник
Приспособление для термитной сварки проводов ПТСП-2
Краткое описание
Тип: Термитная сварка
Производитель: КВАЗАР (Россия)
Модель: Приспособление для термитной сварки проводов ПТСП-2
Гарантия: 24 месяца
Особенности п
риспособления для термитной сварки проводов ПТСП-2Многие соединения проводов выполняются сваркой. Но для этого потребуется подходящий сварочный аппарат, который справляется с медными жилами, медными многожильными проводами и осуществляет сварку скруток многожильных кабелей на высоком уровне, а также точечную сварку. И это всё должно обеспечиваться надёжным контактом. Мы предлагаем вам оптимальный сварочный аппарат, который не сравнится с самодельными сварочными устройствами. Он работает с алюминиевыми жилами, медными и стальными. С его помощью легко и надёжно сваривают скрутки.
Приспособление для сварки проводов встык (ПТСП) предназначено для специальной термитной сварки медных проводов, стальных и алюминиевых шин и проводов наружным диаметром 4 — 700 мм2. Также термическая сварка применяется для оконцевания, ответвления и контактного соединения неизолированных проводов линий электропередач в полевых условиях.
Теперь соединить провода легко! Это прекрасная альтернатива самодельному аппарату.
Устройство для термитной сварки проводов встык используется при строительстве, прокладке, ремонте и обслуживании высоковольтных линий электропередач и других кабельных линий.
НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
ТУ 4341-030-12719185-2011
Приспособление для сварки проводов встык (ПТСП) предназначено для термитной сварки стальных, медных и алюминиевых шин и проводов наружным диаметром 4 — 700 мм2. Также термическая сварка применяется для оконцевания, ответвления и контактного соединения неизолированных проводов линий электропередач в полевых условиях.
Устройство для термитной сварки проводов встык используется при строительстве, прокладке, ремонте и обслуживании высоковольтных линий электропередач и других кабельных линий.
ПРИНЦИП РАБОТЫ
Аппарат содержит штатив с возможностью закрепления проводов в трех местах для скручивания в жилу, термопатрон, экран и охладители. Сварка осуществляется термическим патроном, состоящего из металлического кокиля и термитного муфеля. Провода, предназначенные для соединения в жилу или шину, подготавливаются к сварке, устанавливаются в термопатрон и жестко фиксируются в нем с помощью двух специальных мощных зажимов.
После подготовительных работ поджигается термопатрон при помощи термитной спички, защитный экран опускается, струбцины сводятся друг с другом посредством ручного привода. После оплавления кромок на величину припуска на оплавление, производится осадка. Далее полученный хороший шов охлаждается, такая сварка создаёт хорошее изделие. Качество свариваемых медных изделий и свариваемых проводов из других материалов на высоком уровне.
Такой сварке уступают по качеству другие приборы.
МОДИФИКАЦИИ И КОНСТРУКЦИИ ПРИСПОСОБЛЕНИЙ
Те, кто занимаются сваркой, должны знать, что ПТСП выпускается в двух модификациях:
1. УПП-1 (ПТСП-1), представляющий собой клещи для сварки, применяется для термитной сварки проводов диаметром 4 — 40 мм2. Устройство содержит защитный откидной корпус и зажимное приспособление, при помощи винтов которого концы свариваемых проводов устанавливаются в термический патрон. Термопатрон или термошашка поджигается при помощи термитной спички, а затем закрывается откидным корпусом для обеспечения безопасности персонала. Непосредственно сварка длится около двух минут, после чего рукоятки компактных сварочных клещей сжимают, провода плотно стыкуются друг с другом без зазора. Когда место сварки остынет, его осаждают и зачищают, удаляют образовавшийся шлак, а затем снимают сварочные клещи с уже сваренных проводов. Так должна проводиться сварка хорошего качества.
2. ПТСП-2. Этот специальный прибор представляет собой две сдвигающиеся струбцины с защитным откидным экраном и специальным пазом, в который устанавливается термитный патрон, используется в случае, когда производят сварку проводов сечением жил 40 — 700 мм2 (по ГОСТу 839-80). Приспособление для сварки имеет поворотную струбцину, при помощи которой устройство можно закрепить на опоре высоковольтных линий.
Приспособление для сварки имеет поворотную струбцину, при помощи которой устройство можно закрепить на опоре высоковольтных линий.
В нашем ассортименте также есть аппарат сварочный инверторный дуговой САИД. Он предназначен для ручной электродуговой сварки плавящимся электродом при строительных и ремонтно-восстановительных работах с питанием от сети переменного тока 220В 50Гц. Этот аппарат отличается от обычных инверторов.
Функциональные возможности:
- аппарат прост в управлении. Имеет защиту от перегрева, а также индикаторы перегрева и перегрузки;
- благодаря инверторному принципу формирования сварочного тока аппарат имеет малые габариты, массу и энергопотребление, что позволяет оперативно проводить сварочно-ремонтные работы в разнообразных условиях;
- аппарат обеспечивает сварку постоянным электрическим током;
- возможность плавной регулировки сварочного тока позволяет создать оптимальные условия сварки с учётом диаметра электрода, толщины свариваемого материала и других факторов;
- функциональные удобства аппарата, такие как «»антизалипание»» электрода к детали, «»горячий старт»» и «»мягкий поджиг»» позволяют получить качественный сварной шов;
- управление сварочным током осуществляется с помощью кнопок, расположенных на передней панели аппарата;
- использование цанговых вставок упрощает подключение сварочных кабелей.

В комплект поставки данного промышленного аппарата входят:
- сварочный инверторный аппарат с прочным корпусом устройства
- кабель со специальным держателем электрод
- кабель с электрозажимом
- маска защитная
- руководство по эксплуатации
- упаковка
Помните, что, поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Использовать стержни нужно правильно. Для соединения проводов из меди обычно подходят не все электроды. Используются электроды угольные, графитовые. При применении графитовых электродов качество сварочных швов лучше. Стержни угольные используются, если мощность трансформаторов невысокая.
Если правильно применяется дуговая сварка — значит, что обеспечивается надёжное соединение проводов.
ОСОБЕННОСТИ
Чаще всего применяются приспособления опытными сварщиками, которые понимают в электрической проводке, схемах устройств, способах соединения. Профессиональные электрики, опытные мастера знакомы с особенностью сварки скрученных проводов, умеют работать с толстым кабелем, использовать переменный и постоянный ток и т.п. Для всего этого нужно оборудование промышленного значения, которое может пригодиться для домашнего использования. Такое решение позволяет профессиональным сварщикам достигать высокого качества сварных соединений, работать с различными сечениями силовых кабелей, скрученными проводниками. Профессиональные компактные приспособления позволяют обеспечивать надёжное соединение свариваемых деталей, работать с силовыми трансформаторами.
Профессиональные электрики, опытные мастера знакомы с особенностью сварки скрученных проводов, умеют работать с толстым кабелем, использовать переменный и постоянный ток и т.п. Для всего этого нужно оборудование промышленного значения, которое может пригодиться для домашнего использования. Такое решение позволяет профессиональным сварщикам достигать высокого качества сварных соединений, работать с различными сечениями силовых кабелей, скрученными проводниками. Профессиональные компактные приспособления позволяют обеспечивать надёжное соединение свариваемых деталей, работать с силовыми трансформаторами.
Универсальный сварочный аппарат требует профессиональных навыков. Это можно отнести к минусам использования, но в то же время применение такого агрегата является удобным вариантом, который обеспечивает надёжность монтажа соединяемых проводов. Это большое преимущество применения универсальных инверторных аппаратов и приспособлений для термитной сварки проводов из нашего ассортимента.
Сварка считается удовлетворительной, если:
- пережог проволок наружного навива не наблюдается;
- перегибании провода, отдельные проволоки не выламываются;
- глубина усадочной раковины не должна превышать более 2 мм для проводов марок от АС-50 до АС-120 и 6 мм для проводов от АС-150 до АС-700.
Сварное соединение считается удовлетворительным, если его коэффициент дефектности не превышает 1,2. Это значит, что сварку проводят правильно.
Помните, что важно правильно выполнять сварку, знать, как соединить зажимами провода, учитывать диаметр свариваемых изделий и т.п. Технология сварки скруток медных проводов не сложная. Соединение заключается в расплавлении свариваемых проводников дугой при пропускании тока, зажимное устройство уплотняет структуру диффузного слоя. Процесс дуговой сварки скруток медных проводников упрощается с использованием надёжных, качественных сварочных аппаратов.
Для соединения проводов есть и другой способ, ещё применяется пайка. Но соединение проводов контактной сваркой — более безопасный вид, особенно, если вы отдадите предпочтение качественным сварочным агрегатам.
Но соединение проводов контактной сваркой — более безопасный вид, особенно, если вы отдадите предпочтение качественным сварочным агрегатам.
Если вы хотите произвести сварку алюминиевых проводов и других, наш интернет-магазин лучших приборов по доступным ценам для вас!
У нас вы можете купить для кабелей сварочный аппарат для термитной сварки, сварочный инвертор и другое специальное оборудование. Мы можем обеспечить вас сварочным оборудованием хорошего качества!
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Наименование параметров | ПТСП-2 | |
| Наибольшее сечение свариваемых проводов, мм2 | 700 | |
| Наименьшее сечение свариваемых проводов, мм2 | 40 | |
| Наибольший ход подвижных зажимов (суммарный), мм | 70 | |
| Наибольшее усилие на рукоятке рабочего винта, H | 30 | |
| Габаритные размеры, мм: | ||
| длина | 520 | |
| ширина | 320 | |
| высота | 270 | |
| Масса, кг | не более 12 | |
ХОТИТЕ КУПИТЬ Приспособление для термитной сварки проводов ПТСП-2? ЗАКАЖИТЕ ОБРАТНЫЙ ЗВОНОК!
Мы перезвоним Вам в рабочее время
Отправляя форму, я даю согласие на обработку персональных данных.
Как сваривать алюминий MIG (с таблицей)
Многие считают сварку алюминия MIG сложной задачей. Но это неверно и в значительной степени зависит от того, как вы подготовите алюминий и настроите сварочное оборудование. Когда вы не можете подготовиться должным образом, это приводит к плохим результатам.
Процесс сварки MIG менее сложен и суетлив, чем сварка алюминия TIG. Но качество конечного сварного шва одинаково, если вы знаете правильные процедуры.
Итак, в этой статье вы узнаете, как подготовить этот обычный металл, почему алюминий сложна сварка, какой защитный газ использовать, как настроить сварочный аппарат MIG и правильную технику сварки.
Почему MIG сварка алюминия сложна?
Алюминий образует на своей поверхности оксидный слой с температурой плавления намного выше, чем у алюминия. Итак, этот оксид затрудняет сварку.
Но другие свойства алюминия, такие как высокая теплопроводность, склонность к растрескиванию и высокая скорость теплового расширения, делают алюминий, как известно, сложным для сварки.
Итак, давайте подробно обсудим эти вопросы отдельно, чтобы помочь вам избежать наиболее распространенных ошибок.
Связанное чтение : Что такое дуговая сварка металлическим газом?
Подготовка поверхности
Оксид алюминия образуется почти сразу же при контакте алюминия с воздухом, предотвращая коррозию металла под ним. Таким образом, этот поверхностный слой является ключом к долговечности алюминия.
Однако этот защитный слой плавится при 3700°F (2037°C), в то время как чистый алюминий под ним плавится при 1200°F (650°C). Это огромная разница.
Если вы хотите сваривать алюминий, вы должны удалить оксидный слой, иначе вы расплавите основной алюминий и окись останется в соединении. Нерасплавленные оксидные включения вызывают несплавление и снижают прочность соединения.
Самый простой способ удалить оксид алюминия с поверхности металла — использовать щетку из нержавеющей стали. Однако перед использованием щетки необходимо предварительно очистить поверхность от пыли, краски, масла, жира и других загрязнений. Поэтому используйте безворсовую ткань для удаления пыли и масла, а также химические растворы для удаления жира и краски.
Поэтому используйте безворсовую ткань для удаления пыли и масла, а также химические растворы для удаления жира и краски.
В противном случае вы будете вставлять загрязнения в царапины от кисти, потому что алюминий мягкий. Внедренные частицы сгорают в процессе сварки, а образующиеся газы вызывают пористость.
Кроме того, не используйте обычную проволоку из углеродистой стали для очистки алюминия, поскольку она загрязняет его. Вместо этого используйте щетку из нержавеющей стали, предназначенную для работы с алюминием. Чтобы предотвратить перекрестное загрязнение углеродистой сталью, маркируйте свои инструменты, которые соприкасаются с металлом, особенно абразивы, только для алюминия.
Высокая теплопроводность
Алюминий проводит тепло в пять раз быстрее, чем сталь, и при нагревании расширяется на 6%. Кроме того, алюминий плавится при гораздо более низких температурах, чем сталь. Таким образом, вы должны сваривать быстро, чтобы не прожечь более тонкие калибры.
Кроме того, благодаря высокой теплопроводности алюминия тепло вашего сварного шва быстро уходит от стыка в окружающий металл. Единственный способ решить эту проблему — увеличить силу тока и напряжение, чтобы подать больше тепла. Но, поскольку алюминий плавится при низких температурах, двигаться нужно быстро.
Хитрость заключается в том, чтобы найти золотую середину с приложенным теплом для толщины алюминия, который вы свариваете. Кроме того, предварительный нагрев детали до 200 ° F помогает инициировать сварочную ванну без чрезмерного увеличения силы тока, что снижает риск прожигания материала.
Вы также должны учитывать расширение и последующее сжатие. В противном случае внутренние напряжения вызовут трещины. Послесварочная усадка в 6% — это не шутки. Это 6 см на каждый метр длины сустава. Таким образом, создайте припуски в стыке и сведите длину сварки к минимуму.
Многие алюминиевые сплавы
Существует более шестисот алюминиевых сплавов, и большинство из них можно сваривать плавлением. Алюминий серии 5ххх обладает отличной свариваемостью. Но высокопрочные алюминиевые сплавы, такие как серия 2xxx и 7010 или 7050, плохо поддаются сварке плавлением.
Алюминий серии 5ххх обладает отличной свариваемостью. Но высокопрочные алюминиевые сплавы, такие как серия 2xxx и 7010 или 7050, плохо поддаются сварке плавлением.
Алюминиевые сплавы сгруппированы в соответствии с их основным легирующим элементом. Чаще всего используется кованый алюминий, и он обозначается четырехзначной системой (XXXX).
- Первая цифра (т.е. 1ххх) обозначает основной легирующий элемент
- Вторая цифра (т.е. х2хх) обозначает модификацию конкретного сплава в серии
- Третья и четвертая цифры (т.е. хх50) обозначают сплав в основной серии
Для общего руководства по сварке MIG достаточно понимать, как читать основной легирующий элемент (т. е. первую цифру в номере), как показано в таблице ниже. Но каждый сплав имеет уникальные свойства, которые необходимо учитывать при сварке.
| Aluminum Series | Principal alloying element |
|---|---|
| 1xxx | 99% Pure aluminum |
| 2xxx | Copper |
| 3xxx | Manganese |
| 4xxx | Silicon |
| 5xxx | Магний |
| 6xxx | Магний и кремний |
| 7xxx | 7 Цинк 60071
Скорее всего, вы будете сваривать алюминий серий 3000, 4000, 5000 или 6000 с использованием присадочного металла 4043 или 5356.
Проволока ER4043 MIG используется для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Это алюминиевый наполнитель «общего назначения». Вы вряд ли ошибетесь, если выберете этот провод. Сплав 4043 устойчив к растрескиванию, а сварные швы обладают высокой пластичностью, что способствует усадке алюминия.
Проволока ER5356 имеет более высокую прочность на растяжение, чем проволока ER4043 MIG. Однако он более склонен к растрескиванию. ER5356 используется для сварки алюминиевых сплавов 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Мягкая алюминиевая проволока подается с трудом
Системы подачи проволоки MIG, предназначенные для стальной проволоки, часто не могут работать с алюминиевой проволокой, поскольку она слишком мягкая. В результате алюминиевая проволока может запутаться и образовать «птичье гнездо» внутри кормушки.
Гильза горелки MIG для стальной проволоки также изготовлена из стали. Это вызывает две проблемы при сварке алюминия:
- Алюминиевая проволока, вероятно, перекрутится во втулке.
- Футеровка может переносить стальные частицы в сварочную ванну, поскольку алюминиевая проволока трется о нее по всей длине футеровки.

Обе проблемы решаются с помощью графенового вкладыша (углеродный ПТФЭ). Тем не менее, существует небольшая вероятность того, что проволока запутается, в зависимости от длины провода горелки и того, насколько прямо вы держите провод от механизма подачи проволоки до горелки MIG.
Итак, если вы хотите максимально повысить надежность подачи проволоки, вам следует использовать шпульный пистолет. Эти пистолеты имеют миниатюрные встроенные системы подачи проволоки, которые вмещают небольшую катушку с алюминиевой проволокой.
Поскольку длина хода проволоки очень мала, ею можно пренебречь, и проблем с подачей проволоки не возникает. Но пистолеты для катушек громоздки, тяжелы и подходят только для небольших катушек весом 1-2 фунта.
Если вы используете графеновый вкладыш вместо шпульного пистолета, держите провод MIG прямо, и у вас вряд ли возникнут проблемы. Кроме того, по возможности используйте провод ER5356, так как вероятность его перегиба во вкладыше меньше. №
Кроме того, по возможности используйте провод ER5356, так как вероятность его перегиба во вкладыше меньше. №
Вы также можете использовать специализированные двухтактные горелки со вторым механизмом подачи проволоки, который гармонично работает с механизмом подачи проволоки MIG. Пушпульный пистолет вытягивает проволоку, когда механизм подачи проволоки внутри сварочного аппарата проталкивает ее через направляющий канал. Эти системы более дорогие и обычно используются в профессиональных сварочных мастерских.
Выбор защитного газа
Начнем с рассмотрения распространенной ошибки новичков — нельзя использовать защитный газ 75/25 Ar/CO 2 для сварки алюминия.
Для сварки алюминия методом MIG требуется 100%-й защитный газ аргон или смесь аргона и гелия. Углекислый газ не может присутствовать в защитном газе, потому что это химически активный газ. Таким образом, даже незначительное количество углекислого газа разрушит алюминий и приведет к серьезному повреждению сустава.
Обычно используется чистый аргон, и это самый дешевый вариант. Однако при сварке толстого куска алюминия добавление гелия в смесь увеличивает погонную энергию и глубину проплавления.
Итак, если вашему сварочному аппарату не хватает мощности, вы можете улучшить проплавление, добавив гелий. Чем больше гелия вы добавляете, тем глубже проникновение. Однако гелий дорог и снижает качество дуги.
Все о защитных газах, используемых для сварки MIG, вы можете прочитать в нашей отдельной статье. Но вы должны придерживаться 100% аргона для большинства сварочных работ по алюминию.
Техника сварки
Техника сварки сводится к скорости перемещения, углу горелки, рабочему расстоянию между кончиком проволоки и манипуляциям с горелкой MIG.
Итак, давайте обсудим каждый из них, чтобы помочь вам успешно сваривать алюминий MIG.
Скорость перемещения
Поскольку алюминий быстро проводит тепло, а базовый алюминий плавится при относительно низкой температуре, сварку необходимо проводить быстро. В отличие от сварки алюминия TIG, которая позволяет вам не торопиться, сварка MIG требует, чтобы вы сделали сварку без промедления. Подготовьтесь, расположите пистолет и, как только дуга погаснет, двигайтесь быстро, пока не дойдете до конца соединения.
В отличие от сварки алюминия TIG, которая позволяет вам не торопиться, сварка MIG требует, чтобы вы сделали сварку без промедления. Подготовьтесь, расположите пистолет и, как только дуга погаснет, двигайтесь быстро, пока не дойдете до конца соединения.
Основной металл нагревается во время сварки, если линия соединения длинная. Это требует от вас еще большего увеличения скорости сварки. Вы прожжете металл, если будете использовать одинаковую скорость сварки по всей длине соединения, особенно при сварке тонкого алюминия.
Чтобы увеличить скорость перемещения при правильной сварке, требуется некоторая практика. Так что не расстраивайтесь, если поначалу потерпите неудачу.
Угол горелки и направление движения
Вы всегда должны использовать толкающее (вперед) направление движения с углом 10-25 градусов для сварки MIG алюминия. Если вы попытаетесь вытащить горелку MIG, защитный газ не обеспечит достаточного покрытия, и сварные швы станут пористыми.
Связанный : При сварке MIG следует толкать или тянуть?
Пистолет можно перетаскивать наконечником, направленным в направлении, противоположном давлению, но это может привести к загрязнению пористых сварных швов.
Кроме того, для сварки алюминия методом MIG требуется стрингерный валик. Так что не плетите пушку МИГ потому что это снижает пробитие и качество сплавления.
Расстояние от наконечника до рабочего места
Правильное расстояние от наконечника до рабочего места составляет около 3/4 дюйма. Таким образом, зазор между наконечником горелки MIG и заготовкой примерно на 1/4 дюйма больше, чем при сварке стали.
Кроме того, если возможно, контактный наконечник должен быть утоплен внутрь сопла примерно на 1/8 дюйма. В противном случае вы рискуете прижечь проволоку обратно к контактному наконечнику из-за сильного отражения тепла от сварочной ванны.
Аэрозольный перенос вместо короткого замыкания
Для успешной сварки MIG алюминия необходимо использовать распылительный перенос, а не перенос короткого замыкания, используемый для сварки стали.
Передача короткого замыкания создает дугу, когда проволока касается металла. Затем, когда проволока снова сгорает, расплавленный присадочный металл падает в сварочную ванну, и дуга гаснет. Процесс начинается снова, когда механизм подачи проволоки проталкивает в металл еще немного проволоки. Это происходит много раз в секунду, и можно даже невооруженным глазом увидеть, как устанавливается и гаснет дуга.
Процесс начинается снова, когда механизм подачи проволоки проталкивает в металл еще немного проволоки. Это происходит много раз в секунду, и можно даже невооруженным глазом увидеть, как устанавливается и гаснет дуга.
В режиме переноса струи дуга не гаснет до тех пор, пока вы не отпустите курок горелки MIG. Как только проволока касается металла, дуга загорается и остается постоянной. Проволока не плавится в большие куски металла, а осаждает присадочную проволоку в виде крошечных капелек, распыляемых в сварочную ванну.
Для обеспечения переноса струей при сварке MIG необходимо одновременно увеличить скорость подачи проволоки и напряжение до значений, превышающих значения, используемые для переноса короткого замыкания. Минимальное напряжение, необходимое для переноса напылением, составляет 20-24 В, в зависимости от толщины свариваемой детали и сварочного аппарата.
В режиме переноса распылением в материал поступает больше тепла, создается высокожидкая сварочная ванна, уменьшается разбрызгивание и обеспечивается высокая скорость перемещения.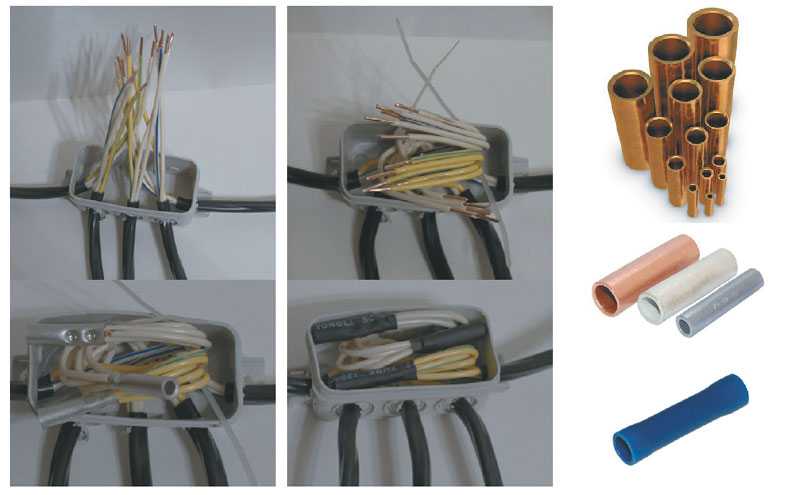 Хотя в теории это звучит хорошо, перенос распылением требует большего мастерства, потому что материал легко деформировать или прожечь из-за высокого подвода тепла.
Хотя в теории это звучит хорошо, перенос распылением требует большего мастерства, потому что материал легко деформировать или прожечь из-за высокого подвода тепла.
Как правильно настроить сварочный аппарат MIG для алюминия
Выше мы упомянули необходимое напряжение для переноса распылением, но есть много других настроек, которые необходимо правильно установить для сварки MIG алюминия.
Итак, давайте рассмотрим каждую настройку сварочного аппарата MIG и обсудим расход защитного газа, чтобы помочь вам избежать распространенных проблем.
1. Установка катушки или двухтактного пистолета
Не каждый сварочный аппарат MIG поддерживает катушку или двухтактное соединение. Кроме того, эти горелки не универсальны. Каждая марка производит свои собственные шпульные пистолеты и двухтактные системы для своих моделей сварочных аппаратов MIG.
Если вы не уверены, поддерживает ли ваш сварочный аппарат пистолет с катушкой или двухтактный пистолет, проверьте веб-сайт производителя. Если у вас уже есть сварочный аппарат MIG с пистолетом для сварки алюминия, следуйте инструкциям производителя о том, как все прикрепить.
Если у вас уже есть сварочный аппарат MIG с пистолетом для сварки алюминия, следуйте инструкциям производителя о том, как все прикрепить.
Несмотря на то, что они не универсальны, большинство катушечных или двухтактных горелок заменяют обычный кабель горелки MIG. Кроме того, силовой кабель для шпульного пистолета часто необходимо прикрепить где-то на передней панели сварочного аппарата.
Но здесь нет жестких правил, потому что некоторые производители подают питание на шпульный пистолет через сварочный провод, подающий защитный газ.
2. Настройки подачи проволоки
Скорость подачи проволоки для сварки MIG алюминия должна быть значительно выше по сравнению со сваркой низкоуглеродистой стали. Большинство производителей сварочных аппаратов предоставляют таблицу настроек MIG. Обратитесь к руководству пользователя, если ваша машина не включает таблицу во внутреннем отсеке.
Но, если ваш сварочный аппарат MIG не имеет таблицы настроек, рекомендуется увеличить скорость подачи проволоки, используемую для низкоуглеродистой стали, примерно на 30–100 %.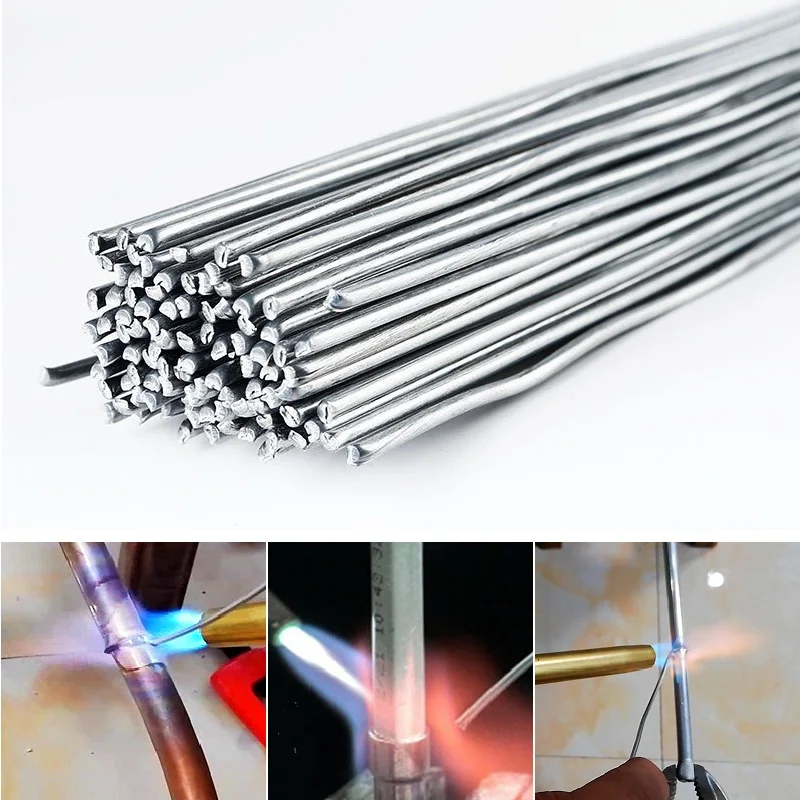
Ниже приведен пример таблицы, прилагаемой к сварочному аппарату Eastwood MIG 250. Ваша машина может потребовать немного другой настройки, но настройки не должны сильно отличаться.
3. Установите полярность
Для сварки алюминия методом MIG требуется положительная полярность электрода постоянного тока (DCEP), как и для сварки стали. Единственная причина для переключения вашего сварочного аппарата MIG на DCEN — процесс сварки с флюсовой проволокой.
4. Выбор выходной силы тока
Выходная сила тока определяется скоростью подачи проволоки при сварке MIG. Чем выше скорость, тем больше сила тока требуется для металла шва и тем глубже проплавление.
Точная выходная сила тока для данной скорости подачи проволоки зависит от марки сварочного аппарата. Таким образом, одна машина может выдавать 200 А при скорости подачи проволоки 400 дюймов в минуту, а другая может выдавать 180 А при той же скорости.
Кроме того, диаметр провода также влияет на выходную силу тока. Чем толще провод, тем меньше сила тока на выходе. Таким образом, более толстая проволока требует более высокой скорости подачи проволоки для получения той же силы тока, что и более тонкая проволока.
Чем толще провод, тем меньше сила тока на выходе. Таким образом, более толстая проволока требует более высокой скорости подачи проволоки для получения той же силы тока, что и более тонкая проволока.
Некоторые сварочные аппараты, такие как ESAB Rebel 205ic, отображают точную силу тока во время сварки. Таким образом, вы получите визуальное подтверждение того, какая сила тока обеспечивается при заданной скорости подачи проволоки.
5. Расход защитного газа
Поскольку для сварки MIG алюминия требуется быстрое перемещение горелки, необходим высокий расход защитного газа. В то время как вы можете добиться надежных сварных швов со скоростью 15 кубических футов в час (CFH) для сварки углеродистой стали, для сварки MIG алюминия требуется как минимум 20 кубических футов в час (CFH) при использовании чистого аргона. Но, если вы заметили пористость сварных швов, увеличьте поток примерно до 30 кубических футов в час.
Однако, если вы используете смеси аргона и гелия, вам потребуется еще более высокая скорость потока защитного газа. Гелий намного легче воздуха и аргона, поэтому вам может потребоваться скорость потока до 50 кубических футов в час в зависимости от процентного содержания гелия в смеси.
Гелий намного легче воздуха и аргона, поэтому вам может потребоваться скорость потока до 50 кубических футов в час в зависимости от процентного содержания гелия в смеси.
Резюме для «типичной» сварки MIG алюминия
Мы составили таблицу ниже, чтобы сжать все в этой статье и предоставить краткое справочное руководство.
Вы можете использовать эту схему для выполнения типичной сварки алюминия методом MIG, но помните, что специальные сплавы, толстые алюминиевые детали, соединения сложной геометрии и сварка в нестандартном положении могут потребовать более тонкого подхода.
Обертывание
Алюминий — сложный материал для сварки, и использование процесса сварки MIG, когда это возможно, предпочтительнее, чем сварка TIG, поскольку она проще. Тем не менее, если вы никогда раньше не сваривали алюминий, вам может показаться, что весь процесс слишком сложен.
Но при сварке алюминия MIG необходимо учитывать значительно меньше переменных (по сравнению со сваркой TIG). Таким образом, сварка MIG — это хороший способ для новичка окунуться в сварку этого популярного материала.
Таким образом, сварка MIG — это хороший способ для новичка окунуться в сварку этого популярного материала.
Сварка алюминия методом MIG не так сложна, как некоторые думают. С ноу-хау, представленным в этой статье, сварка MIG позволяет вам справиться с этим распространенным металлом.
Ключевыми областями, на которых следует сосредоточиться, являются предварительная очистка алюминия, настройка параметров сварочного аппарата MIG и освоение техники сварки. Вы освоите это с некоторой практикой. Не забудьте сделать пробные сварные швы на куске металлолома, прежде чем сваривать что-то ценное.
Связанные материалы
Сварка алюминия TIG
Сварка алюминия электродами
Как настроить сварочный аппарат MIG для сварки алюминия
Дата: 07-07-2021
Weldclass Academy
Простое и понятное руководство на английском языке по настройке сварочной горелки MIG с алюминиевой проволокой. Эти инструкции относятся к большинству марок и моделей сварочных аппаратов MIG.
Эти инструкции относятся к большинству марок и моделей сварочных аппаратов MIG.
Введение в сварку Алюминий
Алюминий является проводником с высокой теплопроводностью (из-за чего тепло отводится от сварочной ванны быстрее, чем у других металлов), его температура плавления примерно вдвое меньше, чем у стали. Это затрудняет подачу достаточного количества тепла для поддержания сварочной ванны и достижения проплавления, избегая при этом прожогов и деформации. Чем тоньше материал, тем сложнее это становится. Кроме того, может быть сложно добиться «качественного» начала каждого сварного шва, поскольку это происходит, когда материал имеет самую низкую температуру и, следовательно, отводит наибольшее количество тепла от сварочной ванны.
Кроме того, алюминий имеет оксидный слой, через который должна пройти дуга, чтобы инициировать сварку. Это может затруднить запуск дуги, в то же время обеспечивая эстетически привлекательный шов и избегая образования лужиц или кратеров.
Импульсные сварочные аппараты MIG — идеальное оружие для сварки алюминия. Импульс дуги и такие функции, как пусковой ток (или горячий пуск), начальный наклон, конечный ток, конечный наклон и т. д., позволяют оператору контролировать нагрев и устранять образование луж или кратеров и даже устранять разбрызгивание. Однако импульсные машины стоят дорого, и для их освоения может потребоваться опыт.
Однако при наличии подходящего оборудования и соблюдении передового опыта можно успешно сваривать алюминий методом MIG даже на относительно простых сварочных аппаратах MIG. В настоящее время подавляющее большинство используемых сварочных аппаратов (особенно однофазных) представляют собой инверторные аппараты с «бесступенчатой» или «бесконечной» регулировкой мощности, что позволяет гораздо лучше контролировать дугу (или нагрев) по сравнению со старыми трансформаторными аппаратами. .
Толщина материала: Большинство известных аппаратов MIG могут использоваться для сварки алюминия толщиной до 3 мм. Для успешной сварки материалов толщиной менее 3 мм может потребоваться использование специализированных сварочных аппаратов MIG или TIG с импульсным режимом. (Примечание: для сварки алюминия методом TIG вам понадобится аппарат «AC/DC», такой как 202T).
Сварочный аппарат
Если ваш сварочный аппарат MIG оснащен горелкой с разъемом «Евро» (как в приведенном выше примере), то настройка для алюминия обычно довольно проста.
У большинства сварщиков в Австралии есть горелки с европодключением, однако на некоторых небольших (или недорогих) машинах есть горелки с прямым подключением, которые «жестко подключены» к машине и не могут быть легко отсоединены. Мы не рекомендуем использовать эти машины для сварки алюминия. В некоторых случаях невозможно внести необходимые изменения в горелку, и часто эти машины имеют базовые элементы управления, которые подходят для сварки стали, но не идеальны для алюминия.
Если ваш сварочный аппарат имеет регулировку «индуктивности» и/или «мягкого пуска», это также является преимуществом при работе с алюминием. Хотя они не являются обязательными, они помогают точно настроить характеристики дуги, контролировать нагрев и получить лучший результат. Все сварочные аппараты Weldclass MIG (с горелками Euro Connect) имеют контроль индуктивности, за исключением модели 180MST.
Подробнее об элементах управления «индуктивностью» и/или «мягким пуском» см. ниже.
Сварочные аппараты класса сварки MIG и их пригодность для алюминия:
Следующие модели не рекомендуются (резак с прямым подключением): 141GL, 155M, 160MST.
Следующие модели подходят для использования с алюминием (европодключение горелки):
Хорошее :
180MST или 200MST или 175MST итальянского производства — Простые и очень надежные машины с простым и удобным управлением. Горелка MIG промышленного качества с разъемом «Евро» позволяет правильно настроить горелку и механизм подачи проволоки для алюминия.
Better :
205MST или 255MST или 210MST и 250MST итальянского производства Имеют дополнительные элементы управления, такие как ручное или синергетическое/автоматическое управление, плавный пуск, обратное прожигание, постгаз и т. д.
210MST итальянского производства & 250MST имеют исключительные характеристики дуги и просты в настройке для достижения очень хорошего результата сварки/отделки, даже если оператор менее опытен. Эти аппараты являются нашей рекомендацией №1 для достижения наилучшего возможного результата с алюминием при использовании обычной (неимпульсной) сварки MIG.
Модели 205MST и 255MST могут быть оснащены шпульным пистолетом, который пользователи предпочитают в некоторых случаях (подробнее о шпульных пистолетах ниже).
The Ultimate :
Импульсный сварочный аппарат MIG Ultra 220MP итальянского производства. Аппарат 220MP с функциями одинарного и двойного импульса — идеальное оружие для быстрой, высококачественной сварки алюминия с минимальным разбрызгиванием. Более того, 220MP работает от однофазного источника питания 240 В, что делает его очень портативным и функциональным устройством.
Загрузите брошюру о полном ассортименте машин Weldclass с ориентировочными ценами;
Загрузить брошюру
Где купить сварочные аппараты Weldclass
Алюминиевая проволока для сварки MIG
Размер проволоки : Чем меньше диаметр проволоки, тем сложнее ее получить . Возможно, вы привыкли использовать 0,9 мм в качестве основного размера для сварки стали, однако, когда дело доходит до алюминия, используйте 0,9 мм.мм не обязательно лучший вариант.
Для большинства применений диаметр проволоки ø1,0 мм является наиболее распространенным размером проволоки «общего назначения» и может использоваться для сварки материалов толщиной до 3 мм (или даже 1-2 мм, если у вас есть сварщик, способный на это). ø1,2 мм также является популярным размером, особенно для промышленных пользователей, которым необходимо сваривать как более тонкие, так и более тяжелые материалы.
Алюминиевый провод диаметром 0,9 мм следует использовать «с осторожностью» и только там, где провод диаметром 1,0 мм по каким-либо причинам не является идеальным. Хорошим примером этого является машина Weldclass 210MST итальянского производства, которая была настроена для очень хорошей работы с 0,9мм алюминиевая проволока. В противном случае, как правило, мы рекомендуем использовать ø1,0 мм.
Избегайте использования проволоки диаметром 0,8 мм, поскольку подача проволоки может быть чрезвычайно затруднена.
Если вы используете горелку с катушкой (подробнее об этой теме ниже), размер проволоки не так важен, потому что проволока проходит очень короткое расстояние от катушки до контактного наконечника. Проволока 0,9 мм и даже 0,8 мм может быть намного проще в использовании с катушечными пистолетами, однако, как говорится, проволока 1,0 мм часто также выполняет некоторую работу.
Тип проволоки / Марка : Наиболее распространенной маркой проволоки, используемой для изготовления алюминия «общего назначения», является 5356. Для специальных применений вам может потребоваться дальнейшее исследование, чтобы определить правильный тип проволоки.
Алюминиевая проволока Weldclass MIG
Приводные ролики для алюминия
Стандартные ролики с V-образными канавками для стальной проволоки (обычно поставляемые в стандартной комплектации с новыми машинами) раздавят более мягкую алюминиевую проволоку и деформируют ее форму. Для алюминия следует использовать ролики с U-образными канавками. Обычно их нужно покупать отдельно.
Приводные ролики для аппаратов Weldclass
Установка горелки MIG для алюминия
Втулка горелки : Если ваша машина предназначена для сварки стали, вам необходимо снять существующую стальную втулку и заменить ее на тефлоновый/полиэтиленовый вкладыш вместе с латунным или медным вкладышем горлышка. Вам также может понадобиться внести некоторые изменения в соединение резака на машине, чтобы приспособить лайнер. Нажмите здесь, чтобы получить инструкции по этому поводу.
Как установить и установить тефлоновые/полиэтиленовые вкладыши
Направляющие для сварки алюминия
Длина горелки : Как мы уже упоминали, подача проволоки с алюминием может быть затруднена из-за сравнительной мягкости алюминия. Чем длиннее горелка, тем сильнее трение о проволоку, что повышает вероятность проблем с подачей проволоки. Самая безопасная длина горелки для сварки алюминия – 3 метра. При использовании горелки длиной 4 м мы рекомендуем использовать провод диаметром 1,0 мм или 1,2 мм (предпочтительнее 0,9 мм), и вам потребуется уделять больше внимания тому, чтобы кабель горелки оставался прямым.
Там, где требуется более длинный «досягаемость», есть и другие варианты; Горелки Spool Gun
: доступны с кабелями длиной от 4 до 8 м. См. дальнейшие комментарии ниже.
Двухтактные резаки: обычно поставляются с кабелем длиной 8–10 м. Это может быть дорогостоящим, и не все машины подходят для работы с двухтактными горелками.
Дополнительный фонарь? Если вам нужно переключаться между сваркой алюминия и стали, может быть неудобно менять втулку горелки и т. д., а затем снова менять ее. Возможно, вы захотите приобрести дополнительную горелку для использования в качестве «алюминиевой горелки». В качестве дополнительной горелки мы рекомендуем горелку Promax BZL 25 для машин мощностью до 250 А или горелку Promax BZL 36 для машин 250 А и выше.
Контактный наконечник : Вам, вероятно, потребуется заменить контактный наконечник в горелке на наконечник правильного размера, соответствующего используемому проводу. Алюминиевая проволока требует наконечников немного большего размера. Обычно они доступны в виде специального алюминиевого наконечника. Например, алюминиевый наконечник диаметром 1,0 мм будет помечен как «1,0A» или «1,0ALU».
Идентификационный номер горелки и деталей для MIG
Полярность горелки : Большинство алюминиевых проводов работают с полярностью «DC+», где горелка/провод подключаются к положительной (+) клемме, а зажим заземления подключается к ( -) минусовая клемма.
Сварка алюминия с помощью шпульного пистолета Горелки MIG
Во-первых, давайте проясним: шпульные пистолеты не обязательны для сварки алюминия.
У сварочных пистолетов есть свои плюсы и минусы, причем решающие факторы зависят от типа выполняемой вами работы и рабочей среды, а также от типа свариваемой проволоки или материала.
Плюсы : Пистолеты для катушек доступны с кабелем длиной до 8 м, что позволяет выполнять сварку в труднодоступных местах или частях объекта. Переключение между различными проволоками (скажем, стальной на алюминиевую и наоборот) также проще с помощью шпульного пистолета, чем с обычной горелкой, где необходимо заменить весь направляющий канал горелки и направляющие трубки в механизме подачи проволоки и т. д.
Пистолет с катушкой имеет смысл; небольшие работы, небольшие объемы работ, когда желательна гибкость и большая длина горелки, а также при использовании проволоки малого диаметра, которую сложно использовать с обычной горелкой (например, сталь 0,6 мм или алюминий 0,8/0,9 мм).
Минусы : Шпульные пистолеты менее подходят для больших объемов/более частой работы. Горелка тяжелее и громоздче, ее неудобно использовать в течение длительного времени, и она не идеальна для сварки в ограниченном пространстве или «не на своем месте».
С катушечным пистолетом вы также ограничены в использовании 100-миллиметровых «мини-катушек», стоимость которых за кг проволоки значительно выше, чем катушки большего размера.
Кроме того, не все аппараты для сварки MIG подходят для работы с катушечным пистолетом (для этого требуется специальное программирование и подключение кабеля управления), а катушки, как правило, не взаимозаменяемы между аппаратами разных марок/моделей.
Таким образом, если ваш аппарат MIG оснащен разъемом для горелки Euro и системой привода хорошего качества, мы в первую очередь рекомендуем попробовать стандартную горелку MIG длиной 3 или 4 м. Чаще всего это будет работать хорошо, и вам не нужно будет изучать дополнительные параметры.
Катушка для сварочных аппаратов Weldclass
Образование луж и кратеров
Недопущение образования некрасивых луж и кратеров (особенно в начале или в конце сварного шва) является одной из наиболее частых проблем, с которыми сталкиваются операторы при сварке алюминия.
Для полного устранения этих проблем на 100% может потребоваться роскошь импульсной сварки MIG, однако эксперименты со следующими настройками могут помочь, даже если ваша машина не импульсная.
Выход/напряжение: Плохое начало сварки алюминия может быть связано с недостаточным напряжением/нагревом в этой точке, а иногда и с избытком. Но чаще этого недостаточно. Причина в том, что сварка начинается, когда материал наиболее холодный и, следовательно, отводит больше всего тепла от сварочной ванны. Поэкспериментируйте с увеличением выходной мощности (при использовании синергетического режима установите более высокую толщину в миллиметрах, чем то, что вы фактически свариваете), или в ручном режиме увеличьте напряжение.
Проблема здесь заключается в том, что идеальная настройка для начала сварки может оказаться слишком горячей для остальной части сварного шва. Если вы используете импульсную сварку MIG, у вас, вероятно, будет возможность установить разные уровни тока для начала, середины и конца сварки. Но со стандартными аппаратами MIG вам нужно будет либо найти наилучшую компромиссную настройку, либо выполнить сварку короткими стежками, чтобы обеспечить более высокий пусковой ток.
Управление индуктивностью: В некотором отношении индуктивность подобна регулировке насадки садового шланга.
Низкая индуктивность = широкая, гладкая, плавная дуга, которая может уменьшить разбрызгивание и улучшить внешний вид сварного шва.
Высокая индуктивность = узкая, сфокусированная, четкая дуга, которая может увеличить уровень разбрызгивания, но в некоторых случаях (особенно для тонких материалов) позволяет получить более плотный сварной шов.
Примечание. Некоторые машины могут не иметь контроля индуктивности, особенно недорогие машины.
Настройка плавного пуска: В начале сварки заготовка и проволока будут «холодными» по сравнению с температурой сварки. Это может привести к неравномерному и плохому началу сварки при использовании напряжения и скорости подачи проволоки, выбранных как оптимальные после установления дуги. Настройка плавного пуска замедляет скорость подачи проволоки в начале сварки, что может улучшить качество начала сварки.
Примечание. Некоторые машины могут не иметь регулировки плавного пуска, особенно недорогие машины.
Газ для сварки MIG алюминия
Для большинства алюминиевых проволок требуется 100%-й защитный газ аргон (в отличие от «смешанного» аргона, такого как Ar+CO2, который часто используется для сварки стали).
Посмотрите видео: Как сваривать MIG алюминий
Несколько полезных советов от Ангуса, опытного сварщика алюминия и судостроителя.
Дополнительные советы и рекомендации
Руководство по поиску и устранению неисправностей механизма подачи проволоки
Настройка катушки и подачи проволоки для определенных аппаратов Weldclass
Комментарии
..Обратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Лучшая проволока для MIG-сварки алюминия: что, почему и для чего
После обширных исследований я помог вам выбрать лучшую проволоку для MIG-сварки алюминия.
Вы узнаете, какой провод лучше использовать и почему. И что нужно знать перед сваркой алюминия.
Алюминий — это мягкий металл, чувствительный к теплу, поэтому лучше понять несколько вещей, прежде чем браться за сварку.
Далее в этом посте вы получите помощь по тому, что вам следует знать.
Но для тех из вас, кто просто хочет увидеть список алюминиевых сварочных проволок MIG, вот они. Позже вы получите информацию о том, когда вы выберете каждый тип и когда.
Лучшая проволока для сварки MIG алюминия типа ER4043
* Раскрытие информации: Ссылки ниже являются партнерскими ссылками. И без каких-либо дополнительных затрат для вас этот сайт получает комиссию за эти ссылки, если вы решите купить.
Вот список трех лучших сварочных проволок типа ER4043 MIG для сварки алюминия. Чтобы помочь вам найти катушку, вы можете щелкнуть текстовые ссылки ниже, чтобы увидеть, как они оцениваются на Amazon.
1. Алюминиевая сварочная проволока Hobart ER4043 (*заработанные комиссионные)
- Количество сварочной проволоки – 1 фунт. Удобный размер для домашнего использования
- Доступные диаметры: диаметр 0,030 и диаметр 0,035
- Проволока для сварки алюминия общего назначения
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Сварочные позиции поддерживаемая плоская, вертикальная, горизонтальная и потолочная
- Хорошо зарекомендовавшая себя проволока с надежными отзывами Amazon
2. Алюминиевая сварочная проволока Blue Demon ER4043 (*заработанные комиссионные)
- Вес 1 фунт
- Доступные размеры диаметра: диаметр 0,030 и 0,035
- Проволока для сварки алюминия общего назначения
- Может использоваться при сварке алюминиевых сплавов серии 6000
- Поддерживаемые положения сварки плоское, вертикальное, горизонтальное05 A 905 905 905 905 905 905 905 905 905 популярная алюминиевая сварочная проволока с хорошими отзывами на Amazon
3. Lincoln Electric SuperGlaze ER4043 Алюминиевая сварочная проволока (*заработанные комиссионные)
- вес 1 фунт
- Доступные диаметры: диаметр 0,030 и 0,035
- Универсальная сварочная проволока для алюминия
- Может использоваться для сварки алюминиевых сплавов серии 6000
- Очень популярная проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
- Поддерживаются все положения сварки, кроме вертикального вниз
- Может также использоваться со смесью защитного газа аргон/гелий
Лучшая проволока для сварки MIG алюминия Тип ER5356
Это мой список из 4 лучших сварочных проволок ER5356 MIG для алюминия. И я предоставил несколько ссылок, которые помогут вам узнать цены и наличие на Amazon. Пожалуйста, нажмите на ссылку, чтобы проверить.
1. Hobart ER5356 Алюминиевая сварочная проволока (*заработанные комиссионные)
- Вес 1 фунт
- Диаметр Доступные размеры: диаметр 0,030 и 0,035
- Подходит для применения в соленой воде
- Хорошо зарекомендовавшая себя проволока с хорошей обратной связью
- Для использования с алюминиевыми металлами серии 5000
2. Blue Demon ER5356 Сварочная проволока для алюминия (*Комиссионные)
- Вес 1 фунт
- Диаметр Размеры3 Доступные размеры: 0: 0,0. диаметром и 0,035 диаметра
- Хорошо подходит для применения в соленой воде
- Поддерживаемые положения сварки: плоское, вертикальное, горизонтальное и над головой
- Много положительных отзывов Amazon об этой проволоке.
- Для использования с алюминиевыми сплавами серии 5000
3. Harris ER5356 Алюминиевая проволока для сварки в среде инертного газа (*заработанные комиссионные)
- Вес 1 фунт
- Доступные размеры диаметра: 0,30 диаметра положения горизонтально, вертикально, горизонтально и над головой
- Для серии 5000, алюминиевые основные металлы
4. Lincoln Electric SuperGlaze ER5356 (*заработанные комиссионные)
- Вес 1 фунт
- Доступные размеры диаметра: Диаметр 0,035
- Хорошо подходит для применения в соленой воде
- Любимая проволока. Может быть сложно найти отдельные катушки на Amazon из-за того, что Lincoln поставляет их в больших коробках.
- Поддерживаются все положения сварки, кроме вертикального вниз
- Поддерживается многопроходная сварка
- Может также использоваться со смесью защитного газа аргона и гелия
Примечание. Все указанные выше проволоки могут быть доступны для проволоки большего диаметра. В своем обзоре я сосредоточился здесь на домашнем хобби-сварщике.
Вместе со сварочной проволокой Hobart для алюминия часто покупают пистолет Hobart spool runner 100, контактные наконечники Hobart 0,030 и гель для насадок Hobart.
И на то есть веские причины, это то, что вам нужно, чтобы приступить к работе со сварочным пистолетом Hobart.
Сварка алюминия MIGЧто нужно знать при сварке алюминия с помощью сварочного аппарата MIG?
Алюминий — это мягкий металл, который легко повреждается, а также чувствителен к теплу.
Ну и что?
Он рассеивает тепло в четыре раза быстрее, чем мягкая углеродистая сталь. Вот почему для сварки алюминия нужен сварщик, который может генерировать правильный тип тепла, поскольку говорят, что сварка алюминия высасывает тепло из сварщика.
Алюминий плавится при 1100 градусах. Я упоминаю об этом, потому что алюминий также вступает в реакцию с воздухом и окисляется на воздухе.
Этот оксидный слой, если его не очистить перед сваркой, не только выделяет сажу при сварке, но и плавится при температуре 3700 градусов, что означает, что вам потребуется еще больше тепла от сварщика для сварки грязного алюминия, и вы можете обнаружить пористость в сварном шве, когда вы делаете.
Зачем использовать сварочный аппарат MIG вместо TIG для сварки алюминия?
Использование MIG для сварки алюминия намного проще для новичка или даже для опытного сварщика MIG, который много варил, но никогда не алюминий.
Это связано с тем, что хороших результатов можно добиться с меньшими навыками и опытом.
Сварка MIG — это более быстрый процесс только потому, что по сравнению со сваркой TIG требуется меньше элементов, которые нужно обрабатывать и правильно выполнять.
При сварке MIG рекомендуется метод проталкивания (под углом горелки от 10 до 15 градусов), так как метод протягивания может привести к пористости сварного шва при сварке.
Если вы хотите узнать о достоинствах различных сварочных процессов, ознакомьтесь с моим документом «Лучший метод сварки для начинающих».
Пример углового сварного шва алюминияТипы алюминия и алюминиевой проволоки
Стоит потратить время на то, чтобы выяснить, какой алюминиевый основной металл вы планируете сваривать.
Чистый алюминий слишком мягок для использования в литых деталях, поэтому для стабилизации алюминия и формирования сплавов используются другие металлы.
Если вы занимаетесь сваркой в домашних условиях, вы, вероятно, столкнетесь с несколькими типами алюминиевых сплавов: сплавы серии 4000, сплавы серии 5000 и сплавы серии 6000.
В этих сплавах алюминий, конечно, является основным элементом, как правило, более 90% сплава.
В алюминий серии 4000 добавлен кремний, а в алюминий серии 5000 добавлен магний.
В алюминий серии 6000 добавлены кремний и магний.
При сварке вы подбираете присадочный металл к добавке, добавляемой в алюминиевый сплав.
4043 и 5356 являются двумя наиболее часто используемыми алюминиевыми присадочными металлами в сварочных аппаратах MIG.
ER 4043
4043 — алюминиевая сварочная проволока общего назначения. Добавление кремния облегчает сварку, поскольку сварка более щадящая. Проволока
4043 обеспечивает сварной шов, который менее чувствителен к растрескиванию и имеет более блестящую и яркую поверхность. Используется для сварки алюминия серий 4000 и 6000.
ER 5356
5356, вероятно, наиболее широко используемый алюминиевый провод.
Хотя эту проволоку труднее сваривать, она прочнее, чем 4043.
Это лучшая универсальная алюминиевая проволока. Он обычно используется для сварки лодок, потому что хорошо работает в соленой воде.
Используется для алюминия серии 5000.
5356 также используется для сварки велосипедов, сосудов высокого давления и алюминиевых деталей автомобилей.
Алюминий для кормления
Главное, о чем следует помнить, это то, что алюминий является мягким металлом.
А это означает, что алюминиевая проволока более тщательно подходит к сварочному наконечнику.
Я использую этот термин, потому что для успешной сварки алюминия используется шпулемет. Пистолет для катушки удерживает катушку с алюминиевой проволокой, поэтому вы эффективно подаете проволоку на шесть или семь дюймов от катушки до точки сварки, а не на восемь или десять футов через шланг вашей горелки MIG к наконечнику горелки.
Сварка алюминия с помощью шпульного пистолетаИспользование шпульного пистолета означает, что вам понадобится сварочный аппарат, способный иметь насадку для шпульного пистолета, и вам нужно будет купить этот шпульный пистолет, прежде чем вы сможете сваривать алюминий.
Нужен ли защитный газ для сварки алюминия?
Да,
100% аргон используется в качестве защитного газа, и этот газ должен работать со скоростью 20-30 кубических футов в час, чтобы обеспечить надлежащий уровень защиты.
Не знаете, где и как достать баллон защитного газа, почитайте мою статью на сайте.
Требование использовать защитный газ с алюминиевой сварочной проволокой означает, что вам понадобится сварочный аппарат MIG, способный использовать защитный газ.
Размер диаметра алюминиевой проволоки 0,030 или 0,035
Например, Hobart рекомендует использовать 0,035 для основного металла толщиной от 1/16 до 1/4 дюйма. Но в зависимости от максимальных ампер, которые может достичь ваш сварщик, вам может быть лучше с проводом 0,030. Сопоставьте Ампер, необходимый для использования/расплавления 0,030 или 0,035, с тем, на что способен ваш сварщик. Взгляните на мой документ на сайте, где обсуждаются плюсы и минусы проволоки 0,030 по сравнению с 0,035.
Предварительный нагрев толстых алюминиевых соединений перед сваркой также может помочь, если вашему сварочному аппарату не хватает мощности.
Зачем покупать фирменную алюминиевую сварочную проволоку
Когда вы покупаете дешевые универсальные катушки с алюминиевой проволокой, вы можете столкнуться с несколькими проблемами, на которые вы не рассчитывали.
Сварочная проволока может быть намотана так туго, что соскакивает с катушки или повреждается, или
Наоборот, проволока намотана настолько свободно, что вы получите птичье гнездо проволоки еще до того, как начнете сварку.
В любом случае у вас будет возможность попрактиковаться во многих изменениях вашего контактного наконечника, потому что плохая подача проволоки вызвала обратное пригорание вашего наконечника!
Сварка тонкого алюминия MIG
Сварка тонкого алюминия, безусловно, намного сложнее из-за того, как металл ведет себя при нагревании. Тонкий металл легко прожигается сварочным аппаратом MIG.
14 калибр Алюминий действительно является самым тонким материалом, который должен быть у стандартного сварочного аппарата MIG. Особенно для новичка или если у вас нет опыта сварки алюминия.
Для сварки тоньше 14 калибра требуется специальная установка для сварки MIG или, в идеале, установка TIG для сварки.
Начните сварку с чистым алюминием
Чистый основной металл важен для успешной сварки MIG алюминия.
Свариваемая деталь должна быть чистой от любых масел, окисления, краски или любых других загрязнений.
Пример грязного алюминияСначала удалите жир, масло или краску. Жир можно удалить ацетоном. Ацетон безопасен для алюминия. Узнайте, как использовать ацетон здесь.
После того, как жир, масло или краска удалены, вы можете использовать лепестковый диск для удаления оксида алюминия. Лучше всего выбрать тот, который сделан для алюминия. У меня есть информация о них в этой статье.
В качестве следующей идеально подходит ручная металлическая проволочная щетка. Выберите проволочную щетку с ручкой, предназначенную для работы с алюминием. У меня есть пост, который проведет вас через почему. Я также советую некоторые из лучших кистей для выбора. Используйте эту ссылку здесь, чтобы взглянуть.
При использовании щетки с электроприводом можно размазать поверхность, задерживая загрязнения, если только скорость не поддерживается низкой и щетка не используется с учетом мягкого металла.
При использовании ручной щетки, электрической щетки или лепесткового диска сохраните эти инструменты исключительно для работы с алюминием – я упоминал, что это мягкий металл?
Вы не хотите, чтобы мельчайшие частицы других металлов, с которыми вы использовали щетку или лепестковый диск, попали в алюминий, который вы пытаетесь сварить.
Сварка алюминия методом MIG Полярность
При сварке алюминия правильная полярность сварочного аппарата MIG очень важна для успешного выполнения сварки. Алюминиевая проволока требует, чтобы ваш сварочный аппарат MIG был настроен на DCEP (постоянный ток вашей горелки MIG электрически положителен).
Это означает, что ваша горелка MIG подключена к положительной клемме вашего сварочного аппарата.
Легко забыть изменить полярность, особенно если ваш сварочный аппарат умеет сваривать порошковой проволокой и для этого у вас установлена полярность горелки MIG на DCEN.
Если у вас возникли проблемы с дугой при использовании алюминиевой проволоки, дважды проверьте полярность. Возможно, вам придется изменить его.
Сварка алюминия MIG с помощью шпульного пистолета Видеоролик
Использование шпульного пистолета настоятельно рекомендуется, если не обязательно, если вы хотите сэкономить много времени и нервов. Посмотрите это восьмиминутное семнадцатисекундное видео Боба Моффата, в котором он рассказывает вам о процедуре использования катушки для сварки алюминия 9.0005
Советы по сварке MIG алюминиевых соединений внахлест с помощью пистолета-пулемета
Видео: Weld.com
Как хранить алюминиевую сварочную проволоку
Хранение алюминия требует осторожности.
Критическая проблема с алюминием заключается в том, что на воздухе алюминий окисляется. Создание пленочного покрытия, которое приводит к отделению избыточной сажи во время сварки. Кроме того, у вас будет электрическое сопротивление и сопротивление при подаче проволоки, а также трудности с укладкой алюминиевой проволоки.
Тогда вы можете обвинить своего сварщика. Затем вы можете заменить свой контактный наконечник, обвинив свой шпульный пистолет в неправильной подаче.
Даже если ваш защитный газ загрязнен или просто не проходит. Поиграйте с натяжением проволоки, когда ваша алюминиевая проволока все время окисляется.
Храните свой алюминий в хорошо закрытом контейнере, чтобы предотвратить попадание воздуха на провод, вдали от сырости или сильного холода. Даже перемещение холодной проволоки в более теплое и влажное место может привести к образованию конденсата внутри упаковки.
Сварка алюминия без газа MIG
Можно ли использовать эту проволоку без газа – нет.
Нет алюминиевой проволоки с флюсовым сердечником – хотите знать, почему? Взгляните на документ здесь на сайте.
Таблицы параметров сварки алюминиевой проволоки
Всегда полезно ознакомиться с параметрами сварки, предлагаемыми для выбора алюминиевой сварочной проволоки. Таким образом, вы можете проверить, совместима ли проволока с настройками, на которые способен ваш сварочный аппарат. то есть настройки усилителя, необходимые для расплавления провода, необходимые настройки напряжения, совместимые основные металлы и рекомендуемая длина выступа.
Вот ссылки на таблицы параметров сварки с рекомендуемой проволокой.
Hobart Maxal ER4043 data sheet
Hobart Maxal ER5356 data sheet
Blue Demon ER4043 wire specs
Blue Demon ER5356 wire specs
Lincoln Electric ER4043 wire specs
Lincoln Electric ER5356 wire specs
Harris ER4043 wire specs
Характеристики проволоки Harrus ER5356
Последние слова о лучшей сварочной проволоке для сварки MIG алюминия
Вот и итог моего исследования лучшей проволоки для MIG-сварки алюминия, какой, почему и какой.
Мантра сварщика для сварки алюминия одинакова, как и для любого типа сварки MIG. Практика, практика и еще раз практика – залог наилучшего сварного шва.
Дополнительные ресурсы
Передовой опыт Miller Welds
Lincoln Electric Выбор алюминиевой проволоки
Трудности подачи алюминиевой проволоки MIG при сварке
Проблемы с подачей алюминиевой проволоки могут принимать разные формы, от застревания птиц и прожогов до неустойчивой дуги. Пять простых шагов могут помочь вам свести к минимуму эти проблемы и связанные с ними простои.
От автомобилестроения до судостроения и производства трейлеров алюминий продолжает оставаться все более популярным материалом, главным образом, благодаря высокому соотношению прочности к весу и коррозионной стойкости. Этот материал позволяет этим отраслям производить продукцию, которая имеет меньший вес, но способна выдерживать жесткие условия эксплуатации. В частности, для автомобильных приложений алюминий помогает улучшить выбросы и сэкономить топливо в новых автомобилях.
Несмотря на свои преимущества, алюминий плохо поддается сварке. Из-за присущего ему оксида, высокой теплопроводности и высокой скорости охлаждения для получения качественного сварного шва требуются более эффективные методы очистки и несколько иные методы сварки, чем у стали.
Сварочная проволока также создает потенциальные проблемы, так как она намного мягче стальной проволоки и может легко деформироваться или сломаться. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) это означает, что вероятность проблем с подачей проволоки выше. Это особенно верно при сварке проволоками серии 4000, такими как 4043, 49.43 и 4047. Преимущество этих проволок состоит в лучшей смачиваемости и внешнем виде валика, но они более склонны к проблемам с подачей в гильзу сварочной горелки, поскольку они имеют меньшую столбчатую прочность, чем проволоки из других алюминиевых сплавов или стальных проволок.
Пять простых шагов помогут минимизировать проблемы с подачей проволоки и связанные с ними простои.
Проблемы с подачей алюминиевой проволоки могут принимать разные формы — от застревания птиц и прожогов до неустойчивой дуги и т. д. Птичье гнездо возникает, когда сварочная проволока запутывается в системе приводных роликов. Прожоги являются результатом сплавления проволоки внутри контактного наконечника.
Использование подходящего оборудования и компонентов, а также правильная настройка системы сварки алюминия — лучшая защита от проблем с подачей проволоки.
1. Используйте правый пистолет. При сварке алюминия лучше всего использовать шпульный пистолет или двухтактный пистолет.
Катушка вмещает 1 фунт, 4 дюйма. катушки со сварочной проволокой и хорошо подходит для небольших применений, не требующих частой замены проволоки. Несмотря на то, что эти пистолеты могут использоваться с более длинными кабелями, поскольку катушка установлена на самом пистолете, проволоку необходимо подавать только на небольшое расстояние — обычно от 8 до 10 дюймов. Это помогает свести к минимуму некоторые проблемы с подачей.
Однако пистолеты с катушкой имеют ограничения. Их конструкция может затруднить доступ к труднодоступным местам, а катушки приходится менять очень часто. Катушка также увеличивает вес пистолета, поэтому вам может показаться тяжелым использовать ее для сварки в течение длительного периода времени.
Пистолет «тяни-толкай» предназначен для подачи алюминиевой проволоки на большие расстояния — до 50 футов. Двигатель в пистолете тянет проволоку, а вспомогательный двигатель в механизме подачи проволоки проталкивает проволоку через направляющий канал, что облегчает подачу проволоки плавно, чтобы избежать птичьего гнезда.
Всегда поднимайте катушку снизу или за центр.
2. Выберите правильные приводные ролики и правильно установите натяжение. Используйте приводные ролики с U-образными канавками, чтобы избежать сдавливания или деформации алюминиевой сварочной проволоки. Они эффективно подают проволоку, сохраняя ее круглую форму и предотвращая стружку, которая может засорить лайнер.
Установка натяжения приводного ролика в некоторой степени зависит от практики и ощущения. Убедитесь, что ведущие ролики выровнены, и используйте минимальное давление ведущих роликов, при котором подача проволоки будет стабильной. Ключевым моментом является предотвращение слишком большой нагрузки на проволоку по всей сварочной системе от устройства подачи до контактного наконечника, что может привести к тому, что проволока станет волнистой на выходе из контактного наконечника, что может привести к нестабильной дуге. Не менее важно иметь достаточное натяжение, чтобы приводные ролики и проволока не проскальзывали.
Неправильное натяжение ведущего ролика может привести к различным проблемам, в зависимости от того, подаете ли вы с 1-фунтового рулона. намотка проволоки с помощью шпульного пистолета или подача проволоки с большого барабана с помощью пушпульного пистолета. Слишком тугое натяжение обычно приводит к застреванию, поскольку приводные ролики будут пытаться протолкнуть проволоку к контактному наконечнику, даже если есть препятствие, вместо того, чтобы дать им проскользнуть. Если вы выполняете сварку с большого барабана с проволокой, слишком сильное натяжение приводного ролика также может препятствовать плавному вращению проволоки на выходе из барабана, что может привести к запутыванию в барабане.
3. Выберите качественную проволоку и правильно отрегулируйте натяжение тормоза катушки. Качество приобретаемой и используемой алюминиевой проволоки может влиять на ее пригодность для подачи. Ищите высококачественную проволоку с гладкой поверхностью, равномерным литьем и спиралью, что способствует более плавной подаче. Проволока более низкого качества потенциально может выходить из контактного наконечника волнистым движением, что приводит к возникновению неустойчивой дуги.
При настройке механизма подачи проволоки убедитесь, что натяжение тормоза — степень натяжения катушки проволоки — установлено надлежащим образом. Катушка должна иметь достаточное натяжение, чтобы предотвратить ее перемотку, когда вы прекращаете сварку, но не настолько сильное, чтобы катушка не могла легко вращаться.
4. Используйте контактные наконечники, вкладыши и направляющие
Предназначены для алюминиевой проволоки. Производители расходных материалов предлагают специальные контактные наконечники для алюминия, которые имеют гладкие отверстия, немного большие для данного диаметра проволоки, чем наконечники для стальной проволоки. Алюминиевая проволока имеет более высокий коэффициент расширения по сравнению со сталью, поэтому больший внутренний диаметр (ID) компенсирует увеличение диаметра алюминиевой проволоки при ее нагревании. Это помогает предотвратить ожоги.
Нейлоновые или тефлоновые вкладыши рекомендуются для сварки алюминия, так как они имеют очень низкий коэффициент трения и предотвращают срезание мягкой проволоки, что может привести к засорению. Засорение вкладыша может привести к застреванию и преждевременному износу контактного наконечника, и обе проблемы увеличивают время простоя и требуют больших затрат на устранение.
Аналогичным образом используйте неметаллические входные и промежуточные направляющие, чтобы предотвратить стружку алюминиевой проволоки.
5. Соблюдайте правила обращения. Важно правильно обращаться с катушкой проволоки. Всегда поднимайте катушку снизу или за центр. Никогда не поднимайте катушку таким образом, чтобы фланцы отгибались от проволоки, так как это может повредить точно намотанные слои проволоки. Будьте осторожны, чтобы не нарушить способ наматывания проволоки на катушку, уронив ее или иным образом отрегулировав ее.
Катушки с алюминиевой проволокой намотаны послойно, что обеспечивает постоянную подачу проволоки. Любые изгибы катушки или фланцев могут привести к зацеплению или зависанию проволоки, что может привести к проблемам с подачей во время сварки.
Как всегда, надежный производитель сварочного оборудования или присадочного металла или дистрибьютор сварочного оборудования может быть ценным ресурсом, который поможет вам решить ваши потребности или вопросы по сварке алюминия.
Советы и рекомендации по сварке MIG алюминия
Эта статья представляет собой объединение двух статей от производителя: Алюминий GMAW: победа в битве с подачей проволоки и Трудности подачи алюминиевой проволоки MIG при сварке
От автомобилестроения до судостроения и производства трейлеров алюминий продолжает оставаться все более популярным материалом, главным образом, благодаря его высокой прочности к — весовой коэффициент и его коррозионная стойкость. Этот материал позволяет этим отраслям производить продукцию, которая имеет меньший вес, но способна выдерживать жесткие условия эксплуатации. В частности, для автомобильных приложений алюминий помогает улучшить выбросы и сэкономить топливо в новых автомобилях.
Несмотря на свои преимущества, алюминий плохо поддается сварке. Из-за присущего ему оксида, высокой теплопроводности и высокой скорости охлаждения для получения качественного сварного шва требуются более эффективные методы очистки и несколько иные методы сварки, чем у стали.
Сварочная проволока также создает потенциальные проблемы, так как она намного мягче стальной проволоки и может легко деформироваться или сломаться. При дуговой сварке металлическим электродом в среде защитного газа (GMAW) это означает, что вероятность проблем с подачей проволоки выше. Это особенно верно при сварке проволоками серии 4000, такими как 4043, 49.43 и 4047. Преимущество этих проволок состоит в лучшей СВАРОЧНОСТИ и внешнем виде валика, но они более склонны к проблемам с подачей в гильзу сварочной горелки, поскольку они имеют меньшую столбчатую прочность, чем проволоки из других алюминиевых сплавов или стальных проволок.
Пять простых шагов помогут минимизировать проблемы с подачей проволоки и связанные с ними простои.
№ 1: Проволока
Первая часть головоломки — это сама проволока, включая катушку или барабан. Цель состоит в том, чтобы иметь систему GMAW, которая непрерывно подает проволоку без перерыва. Если нет, то ваш рабочий день стал намного длиннее, руководство недовольно отсутствием производства, а кто-то, вероятно, тратит драгоценное время на телефонные переговоры с поставщиком проволоки, потому что «это всегда проволока!»
Выберите качественный провод. Качество приобретаемой и используемой алюминиевой проволоки может влиять на ее пригодность для подачи. Ищите высококачественную проволоку с гладкой поверхностью, равномерным литьем и спиралью, что способствует более плавной подаче. Проволока более низкого качества потенциально может выходить из контактного наконечника волнистым движением, что приводит к возникновению неустойчивой дуги.
Соблюдайте правила обращения. При условии, что проволока изготовлена и упакована должным образом, неправильное обращение может быть основной причиной ваших проблем с кормлением.
Важно правильно обращаться с катушкой проволоки. Всегда поднимайте катушку снизу или за центр. Никогда не поднимайте катушку таким образом, чтобы фланцы отгибались от проволоки, так как это может повредить точно намотанные слои проволоки. Будьте осторожны, чтобы не нарушить способ наматывания проволоки на катушку, уронив ее или иным образом отрегулировав ее. Если вы используете барабанную упаковку, убедитесь, что они всегда остаются в вертикальном положении и что проволока надежно закреплена, прежде чем их перемещать. 9Алюминиевые катушки с проволокой 0273 намотаны послойно, что обеспечивает постоянную подачу проволоки. Любые изгибы катушки или фланцев могут привести к зацеплению или зависанию проволоки, что может привести к проблемам с подачей во время сварки.
Правильно установите натяжение тормоза катушки. Другим соображением является тормозное натяжение шпинделя катушки. Тормоз должен быть установлен ровно настолько, чтобы катушка не вращалась свободно, когда механизм подачи прекращает тянуть проволоку. Если он слишком тугой, ведущие ролики могут начать проскальзывать, что обычно приводит к тому, что канавки приводных роликов забиваются алюминием. Если тормоз слишком ослаблен, катушка может продолжать вращаться, и проволока может перепрыгнуть через фланец катушки, что обычно приводит к запутыванию. Катушка должна иметь достаточное натяжение, чтобы предотвратить ее перемотку, когда вы прекращаете сварку, но не настолько сильное, чтобы катушка не могла легко вращаться.
№ 2: Направляющие
На большинстве механизмов подачи проволоки проволока будет тереться о входную направляющую, прежде чем достигнет приводных роликов. Хотя большинство впускных направляющих изготовлены из пластика, это компонент, который необходимо осмотреть, чтобы убедиться, что он не металлический и не имеет канавок от трущихся о него проводов. Это также относится к любой направляющей, которая может соприкасаться с проводом. Центральные направляющие (если они есть) и выходные направляющие должны иметь конусообразную форму, соответствующую внешнему диаметру приводных роликов, чтобы их концы располагались как можно ближе к роликам. Используйте неметаллические входные и промежуточные направляющие, чтобы предотвратить стружку алюминиевой проволоки.
При подаче алюминия необходимо исключить все участки, где провод не поддерживается или не герметизируется. Мягкая алюминиевая проволока всегда будет идти по пути наименьшего сопротивления, поэтому машина должна быть настроена так, чтобы проволока имела свободный и контролируемый путь к контактному наконечнику.
№ 3: Приводные ролики
Наиболее распространенной проблемой при настройке приводных роликов является чрезмерное давление, которое может привести к деформации проволоки, что приведет к чрезмерному прожогу. Чрезмерное давление также может способствовать образованию стружки, особенно если канавки приводных роликов расположены неправильно или смещены.
Итак, какое давление приводного ролика следует использовать для алюминия? К сожалению, магического числа не существует, поскольку задействовано несколько переменных. Лучший способ установить давление приводного ролика для алюминия — просто начать с самого низкого значения и постепенно увеличивать давление, если кажется, что проволока проскальзывает в нормальных условиях эксплуатации. Техника, используемая для стали, при которой вы вводите проволоку в препятствие и увеличиваете давление до тех пор, пока проволока не скрутится, обычно не рекомендуется для алюминия. Такое большое давление обычно вызывает деформацию алюминиевой проволоки. Кроме того, поскольку GMAW алюминия обычно выполняется с использованием режима переноса струйной дуги, не должно быть значительного сопротивления проволоки на выходе из контактного наконечника.
Неправильное натяжение ведущего ролика может привести к различным проблемам, в зависимости от того, подаете ли вы с 1-фунтового рулона. намотка проволоки с помощью шпульного пистолета или подача проволоки с большого барабана с помощью пушпульного пистолета. Слишком тугое натяжение обычно приводит к застреванию, поскольку приводные ролики будут пытаться протолкнуть проволоку к контактному наконечнику, даже если есть препятствие, вместо того, чтобы дать им проскользнуть. Если вы выполняете сварку с большого барабана с проволокой, слишком сильное натяжение приводного ролика также может препятствовать плавному вращению проволоки на выходе из барабана, что может привести к запутыванию в барабане.
Приводные ролики также должны иметь правильную геометрию канавок и должным образом выровнены. Сварщикам алюминия всегда советовали использовать только приводные ролики с U-образными канавками. Несмотря на то, что существует несколько других вариантов, U-образный паз является наиболее распространенным. Приводные ролики с U-образными канавками предотвращают сдавливание или деформацию алюминиевой сварочной проволоки. Они эффективно подают проволоку, сохраняя ее круглую форму и предотвращая стружку, которая может засорить лайнер. После того, как вы убедитесь, что у вас правильный размер канавки приводного ролика, вы также должны посмотреть на качество и геометрию канавок под увеличением (обычно достаточно 10-кратного), чтобы убедиться, что канавки гладкие.
Нередко можно увидеть шероховатые контактные поверхности внутри канавок или острые кромки там, где канавка встречается с внешней поверхностью. Если какая-либо из этих функций не подходит, вы можете либо попробовать ролик другого производителя, либо отшлифовать те, которые у вас есть. Подойдет любой мелкозернистый полировальный камень, который войдет в канавку. На самом деле, многие компании разработали процедуру полировки всех своих новых приводных валов, прежде чем они будут доступны для производства.
Большинство механизмов подачи проволоки имеют «плавающие» приводные ролики. Это означает, что у них есть небольшое движение из стороны в сторону, что позволяет проволоке в основном направлять рулоны в выравнивание. Однако, если что-то застрянет между приводным роликом и поверхностью шестерни, ролик может больше не плавать, а края канавок для проволоки могут деформироваться или выдавить проволоку. Простой способ предотвратить это — снимать ролики при каждой замене одной или двух катушек проволоки и следить за чистотой роликов и поверхности зубчатого колеса.
№ 4: Пистолет и вкладыш
Одно из самых распространенных заблуждений состоит в том, что для GMAW алюминия требуется пистолет для дуговой сварки в режиме push/pull. Хотя использование установки «тяни-толкай» обычно сводит к минимуму трудности с подачей, это не всегда требуется. Многие считают, что потребность в двухтактном пистолете зависит от его длины. Однако жесткость алюминиевой проволоки может сильно различаться в зависимости от сплава. По этой причине произвольная длина оружия не всегда практична.
Мягкие алюминиевые сплавы, такие как 1XXX, 2XXX и 4XXX, имеют меньшую прочность по сравнению с твердыми сплавами, такими как 5XXX. Например, сплав 5356 диаметром 0,047 дюйма обычно может без проблем работать в системе толкания длиной от 10 до 12 футов, которая правильно сконфигурирована, но сплав 4043 в той же системе может иметь проблемы с подачей, поскольку он намного менее жесткий. Независимо от того, какой длины может быть пистолет, минимизация изгибов и петель между питателем и контактным наконечником значительно улучшит общую подачу.
Независимо от того, какую длину или вид горелки вы выберете, вам следует рассмотреть возможность использования неметаллической оболочки горелки — наиболее распространенными вариантами являются тефлон®, нейлон и графит. Некоторые алюминиевые вкладыши теперь имеют металлический внешний виток с неметаллической втулкой. Это делает их очень похожими на стальные футеровки, поэтому убедитесь, что внутренний диаметр (ID) футеровки соответствует вашему применению. Пистолеты типа «тяни-толкай» также имеют горловину между тянущими колесами пистолета и диффузором. Хотя это часто рулонные металлические вкладыши, здесь также следует учитывать неметаллические. По сути, цель состоит в том, чтобы гарантировать, что ничто в системе подачи не поцарапает проволоку и не вызовет стружку, которая может закупорить вкладыш или заднюю часть контактного наконечника.
Приводные ролики с накаткой могут использоваться как в подающем шкафу, так и в системе «тяни-толкай». Вообще говоря, приводные ролики с накаткой не подходят для GMAW из алюминия, потому что они немного врезаются в проволоку, образуя значительное количество стружки, которая закупоривает направляющую и/или контактный наконечник. Ролики с накаткой часто встречаются в сварочных пистолетах в системах «тяни-толкай», но сварщики, которые их используют, решили избавиться от стружки в короткой втулке горловины, чтобы улучшить сцепление с проволокой. В то время как система, которая правильно настроена и обслуживается, не должна нуждаться в дополнительном захвате, многие компании помещают их в пуш-пулл в качестве дополнительной меры, помогающей избежать прогорания и несоответствий подачи.
Если вы решите использовать катушечное ружье, оно может вместить 1 фунт, 4 дюйма. катушка сварочной проволоки, которая хорошо подходит для небольших применений, не требующих частой замены проволоки. Несмотря на то, что эти пистолеты могут использоваться с более длинными кабелями, поскольку катушка установлена на самом пистолете, проволоку необходимо подавать только на небольшое расстояние — обычно от 8 до 10 дюймов. Это помогает свести к минимуму некоторые проблемы с подачей.
Однако пистолеты с катушкой имеют ограничения. Их конструкция может затруднить доступ к труднодоступным местам, а катушки приходится менять очень часто. Катушка также увеличивает вес пистолета, поэтому вам может показаться тяжелым использовать ее для сварки в течение длительного периода времени.
№ 5: Контактный наконечник
Последний компонент — контактный наконечник. Очень важно купить контактные наконечники, вкладыши и направляющие, предназначенные для алюминиевой проволоки. Производители расходных материалов предлагают специальные контактные наконечники для алюминия, которые имеют гладкие отверстия, немного большие для данного диаметра проволоки, чем наконечники для стальной проволоки. Поскольку алюминиевая проволока имеет более высокий коэффициент расширения по сравнению со сталью, больший внутренний диаметр (ID) помогает компенсировать увеличение диаметра алюминиевой проволоки при ее нагревании. Это также помогает предотвратить ожоги.
По разным причинам контактные наконечники часто являются причиной ошибок настройки. Наиболее часто обнаруживаются две проблемы: наконечники слишком большого размера и плохо изготовленные наконечники. Многие производители выпускают насадки для вторичного рынка. Хотя наконечники могут выглядеть одинаково снаружи, они могут содержать сплавы более низкого качества, иметь производственные дефекты или иметь несоответствующие диаметры отверстия.
Входное отверстие можно осмотреть с помощью 10-кратной глазной петли, чтобы убедиться в отсутствии заусенцев от инструмента для снятия фаски. Поскольку во многих магазинах нет наборов прецизионных штифтов для проверки внутреннего диаметра наконечников, можно использовать сверло соответствующего диаметра, чтобы убедиться, что он близок. Как правило, внутренний диаметр наконечника должен быть примерно на 10 процентов больше диаметра проволоки. Вы также можете использовать комплект для зачистки/восстановления наконечника, чтобы убедиться, что отверстие гладкое, а впускное отверстие чистое.
Оригинальные статьи:
Алюминий GMAW: Победа в битве с подачей проволоки Роб Краузе из The Fabricator. com: https://www.thefabricator.com/thewelder/article/arcwelding/aluminum-gmaw-winning -the-battle-with-wire-feed
Трудности подачи алюминиевой проволоки MIG при сварке Карсон Уильямс и Гален Уайт из The Fabricator.com:
https://www.thefabricator.com/thewelder/article/ расходные материалы/трудности подачи алюминиевой проволоки MIG при сварке
Лучшая алюминиевая сварочная проволока 2022 г. Обзоры и руководство покупателя
В этом посте могут быть партнерские ссылки. Покупка через них может принести нам небольшую комиссию бесплатно для вас. Это покрывает нашу заработную плату и позволяет бесплатно использовать наши ресурсы.
Последнее обновление:
Мы знаем, что алюминий чрезвычайно трудно сваривается.
Это мягкий металл, чувствительный к деформации из-за высокой температуры. Так что при сварке алюминия нужна твердая рука и опыт. Некоторые также подчеркивают необходимость использования хорошего сварочного аппарата.
Однако…
Также необходимо учитывать тип алюминиевой сварочной проволоки. Сварка алюминия может стать намного проще, если вы используете соответствующий алюминиевый наполнитель.
Алюминиевая проволока общего назначения не всегда подходит.
Итак, чтобы помочь вам понять, какой из них работает лучше всего, мы представляем вам алюминиевую проволоку, необходимую для успешной сварки алюминия методом MIG, а также с использованием других типов сварочных процессов.
Быстрая навигация
- Сравнение алюминиевого сварочного провода. Таблица
- Лучший алюминиевый сварка. 05356F1 Сварочная алюминиевая проволока MIG
- 5. Lincoln Electric 5356 Алюминиевая проволока MIG
- ER 4043
- ER 5356
- Зачем покупать фирменную алюминиевую сварочную проволоку
- Что означает ER4043?
- В чем разница между алюминием 4043 и 5356?
- Ослабляет ли сварка алюминий?
- Можно ли сваривать алюминий со сталью?
Aluminum Welding Wire Comparison Table
| Image | Name | Specials | Type | Wire Diameter | Spool Size | Check Price |
|---|---|---|---|---|---|---|
| | .||||||
| | Hobart h483806-R18 | ER 5356 Алюминиевая проволока | 0,030″ или 0,035″ 7 Текущая цена 1 фунт | 6 | ||
| | Blue Demon ER5356 X | ER 5356 Алюминиевая проволока | 0,035 дюйма | 1 фунт | Текущая цена6 | |
| | HARRIS 05356F1 5356 | ER 5356 Алюминиевая проволока | 0,035 дюйма | 1 фунт | Проверить текущую цену | |
| | Lincoln Electric 5356 Алюминиевая проволока для сварки MIG | ER 5356 Алюминиевая проволока | 0,035″ | 1 фунт | Проверить Текущая цена7 |
Обзор лучших алюминиевых сварочных проволок
Сварка алюминия станет проще при использовании подходящей алюминиевой металлической проволоки. Есть несколько вещей, которые вы должны рассмотреть в первую очередь, прежде чем приступить к сварке алюминия.
Первое, с чего следует начать, это склонность к растрескиванию, которое может возникнуть при затвердевании сварного шва. Следующее, что приходит на ум, это прочность сварного шва, так как очень трудно получить такую же прочность сварного шва, как у основных материалов. Далее эстетика, так как вы хотели бы получить чистые алюминиевые сварные швы. Но некоторые присадочные сплавы могут привести к образованию копоти на поверхности, поэтому необходимо сделать правильный выбор, прежде чем начинать все. Кроме того, вам необходимо согласовать коррозионные свойства основного металла со сваркой алюминия.
Учет температуры является важным фактором, так как некоторые сплавы подвержены растрескиванию при воздействии температуры свыше 150 градусов. Кроме того, определение проволоки большего диаметра для сварки алюминия также является важной частью головоломки. Наконец, деформация под напряжением также является проблемой, и нужно долго и тщательно думать, прежде чем выбрать лучший наполнитель для сварки алюминия.
Теперь, когда у нас есть все это, рассмотрим наш обзор всех полезных проволок, используемых для сварки этого типа мягкого металла.
1. Силиконовая алюминиевая сварочная проволока YesWelder
Силиконовая алюминиевая проволока YesWelder представляет собой универсальную алюминиевую присадочную проволоку ER4043. Поскольку он содержит кремний, он характеризуется большей текучестью сварочной ванны и созданием сварных швов, менее склонных к растрескиванию. Его можно использовать для сварки различных марок алюминия, что делает его популярным среди сварщиков.
Содержит 5% кремния, как и любая присадочная проволока 4043, и лучше всего подходит для сварки MIG. Он также способен производить более яркие сварные швы, что делает его еще более привлекательным в использовании.
Можно использовать такие марки алюминия, как 3003, 3004, 5052, 6061 и 6063, а также литейные сплавы 43, 355, 356 и 214. Продается в катушке по 1 фунту.
Проверка цена на YeswelderПолучите скидку 10% с купоном: «10% Weldpros»
Pros & Cons Summarized
- 5. ware. и хорошо течет
- Качественный продукт, гладкий валик
- Менее чувствителен к растрескиванию сварных швов, чем другие алюминиевые сплавы.
- Может использоваться для сварки различных марок алюминия. немного темнее
Характеристики
- Размер : Диаметр 0,035″, катушка 1 фунт.
- Тип: Алюминиевая сварочная проволока типа ER4043.
- Производитель : YESWELDER.
- Диапазон плавления : 1065–1170 °F.
- Плотность: 0,097 фунтов/IN3
- Прочность на растяжение : 27 KSI
- Использование: Используется для получения различных классов Aluminum, 3003, 3004, 5052, 6061, 6063, и CARTOYS и CARINOYS, 3003, 3004, 5052, 6061. 355, 356 и 214.
- Пост Цвет анодирования : Серый.
2. Hobart h483806-R18 Алюминиевая сварочная проволока
Hobart h483806-R18 — еще один провод общего назначения. Это ER5356, что означает, что он содержит магний в качестве добавки.
Что отличает продукцию Hobart от других, так это то, что она обладает высокой прочностью на сдвиг и обеспечивает огромную коррозионную стойкость. Это очень полезно при сварке на лодке, так как вы можете свободно подвергать сварные швы воздействию соленой воды.
Поскольку это проволока ER5356, с ее помощью можно сваривать алюминиевый основной металл серии 5000.
Поставляется с диаметром 0,030 дюйма или 0,035 дюйма и катушкой весом 1 фунт. На самом деле он также может сваривать 5086 и сплавы с более низкой прочностью. Он чаще всего используется в процессах сварки MIG и наиболее подходит для работы с прицепами для грузовых автомобилей, строительства и производства лодок. Кроме того, эта сварочная проволока поддерживает различные положения сварки, включая вертикальное, горизонтальное, плоское и потолочное под углом от 10 до 15 градусов.
Распродажа
Hobart h483806-R18 1 фунт ER5356 Алюминиевая сварочная проволока, 0,030 дюйма
- Является алюминиевым сплавом общего назначения, который обычно выбирают из-за его относительно высокой прочности на сдвиг
- Обеспечивает превосходную коррозионную стойкость при воздействии соленой воды
- ER5356 следует использовать для сварки алюминиевых сплавов серии 5000
- Страна происхождения: США
-21 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Обобщение плюсов и минусов
Плюсы
- Относительно высокая прочность на сдвиг
- Алюминиевый сплав общего назначения при воздействии солей 90 вода
- 5.
- Диаметр проволоки 0,030 и 0,035″
- Немного более яркий цвет после анодирования
Минусы
- Пластиковая катушка может получить края, которые необходимо отшлифовать
Технические характеристики
- Размер : диаметр 0,030″ или 0,035″, катушка 1 фунт.
- Тип: Алюминиевая сварочная проволока типа ER5356.
- Производитель : Хобарт.
- Диапазон плавления : 1060°F– 1175°F.
- Плотность: 0,096 фунта/дюйм3
- Прочность на растяжение : 38 тысяч фунтов/кв.
- Пост Цвет анодирования : Белый.
3. Алюминиевая сварочная проволока Blue Demon ER5356
Blue Demon ER5356 — это универсальная проволока, также выбранная из-за ее высокой прочности на сдвиг. Что делает его полезным, так это его коррозионная стойкость, что делает его подходящим для сварных швов, которые будут подвергаться воздействию соленой воды. Выбирая эту сварочную проволоку, знайте, что ею можно сваривать алюминиевые сплавы серии 5000.
Может использоваться при сварочном токе DCEP и AWS A5.10. Размер составляет 0,035 диаметра на катушке весом 1 фунт.
Основное применение – аргонно-дуговая сварка алюминиевых сплавов. Эта сварочная проволока обеспечивает исключительную универсальность, которой не обладают многие аналогичные продукты. Его также можно использовать в различных положениях сварки, включая горизонтальное, плоское, вертикальное и потолочное.
Blue Demon ER5356 X 0,035 X 1 фунт Высокопрочная сварочная проволока для алюминия в катушке
- Обеспечивает превосходную коррозионную стойкость при воздействии соленой воды
- ER5356 следует рассматривать для сварки алюминиевых сплавов серии 5000
- AWS A5.10, Сварочный ток DCEP
- Размеры упаковки: 4,0″Д x 4,0″Ш x 2,0″В
Последнее обновление от 21 сентября 2022 г. Обобщение плюсов и минусов
Плюсы
- Тонкий алюминий, но очень прочный
- Отличное соотношение цены и качества
- Обладает отличной коррозионной стойкостью при воздействии соленой воды
- Алюминиевый сплав общего назначения
- поставляется с наклейкой для ящика для инструментов
CONS
- Не отмечен производитель, что это не газовой проволока
Спецификации
- Размер 9000: 0. 0355 a Diameter
- . фунт катушки.
- Тип: Алюминиевая сварочная проволока типа ER5356.
- Производитель : Синий Демон.
- Диапазон плавления : 1060°F– 1175°F.
- Плотность: 0,096 фунтов/IN3
- Прочность на растяжение : 38 KSI
- Использование: Используется для сварки 5000 9000 39000 9000 39000 933 933 9000 3 9. : Белый.
Для использования этой сварочной проволоки требуется защитный газ аргон. Узнайте больше о сварочных газах здесь.
4. HARRIS 05356F1 Сварочная алюминиевая проволока MIG
Одним из хороших продуктов для сварки алюминия является сварочная алюминиевая проволока HARRIS 05356F1 MIG. Это нетермообрабатываемая проволока для сварки MIG во всех положениях, подходящая для алюминиевого основного металла серии 5000, но без предела прочности на растяжение 40 000 фунтов на квадратный дюйм.
5356 является одним из наиболее часто используемых типов проводов из-за его универсального применения.Этот присадочный металл для сварки алюминия в основном используется для сварки кораблей, грузовиков, велосипедов, сосудов под давлением, но некоторые мягкие металлы также используются в автомобильных деталях.
Он имеет диаметр 0,035 и соответствует требованиям AWS A5.10. Он продается в катушке по 1 фунту. Продукт HARRIS широко известен на рынке и может использоваться для сварки во всех положениях.
.035″ ER5356 Lincoln SuperGlaze 5356 Алюминиевая сварочная проволока MIG 1 катушка, количество в упаковке — 20
- Диаметр: 0,035″; Классификация AWS: ER5356; Применение: Типичные области применения включают автомобильные бамперы и опоры, структурные рамы в судостроении, велосипедные рамы и формованные грузовые автомобили…
Последнее обновление от 21 сентября 2022 г. / Партнерские ссылки / Изображения из Amazon Product Advertising API
Обобщенные плюсы и минусы
Плюсы
- Плюсы
- Все позиции без термической обработки проволока специального назначения
- Обладает отличной коррозионной стойкостью при воздействии соленой воды
- Наиболее широко используется из всех алюминиевых присадочных металлов
- Хорошая и чистая проволока, обеспечивающая чистый валик
- Отверстие под катушку меньше, чем показано на картинке
Минусы
- Тип: Алюминиевая сварочная проволока типа ER5356.
- Производитель : The Harris Products Group.
- Диапазон плавления : 1060°F– 1175°F.
- Плотность: 0,096 фунта/дюйм3
- Прочность на растяжение : 38 ksi
- Применение: Используется для сварки алюминиевых сплавов серии 5000.
- Пост Цвет анодирования : Белый.
5. Lincoln Electric 5356 Алюминиевая сварочная проволока MIG
Алюминиевая сварочная проволока Lincoln Electric 5356 благодаря своей прочности предназначена для тяжелых условий эксплуатации. Это универсальный присадочный сплав для алюминиевых сплавов серии 5XXX. Он характеризуется улучшенной подачей и меньшим количеством стружки.
Эту сварочную проволоку лучше всего использовать в очень агрессивных рабочих средах. Это также более чем хорошо для длинных кабелепроводов. Его основное использование — работа на несущих рамах, в основном в судостроительной промышленности, сварка автомобильных бамперов и опор, железнодорожных вагонов, прицепов и панелей грузовиков. Но он также более чем полезен в энергетике.
Его можно комбинировать со 100% защитным газом аргоном с расходом от 20 до 30 кубических футов в час или смешанным защитным газом. Он поставляется с проволокой диаметром 0,035 и катушкой весом 1 фунт.
Товар не найден.
Pros & Coss Suded
Pros
- ОБЩИЙ ЦЕЛЕЙСКИЙ Сплав
- Очень хороший целевой провод
- обеспечивает превосходную коррозионную стойкость, когда подвергается воздействию соленой воды
- . Структурные фрэм другие провода ER 5356, имеют более яркий цвет после анодирования
Минусы
- Не так широко распространены
Технические характеристики
- Размер : Диаметр 0,035″, катушка 1 фунт.
- Тип: Алюминиевая сварочная проволока типа ER5356.
- Производитель : Lincoln Electric.
- Диапазон плавления : 1060°F– 1175°F.
- Плотность: 0,096 фунта/дюйм3
- Прочность на растяжение : 38 тысяч фунтов/кв.
- Пост Цвет анодирования : Белый.
Типы алюминия и алюминиевой проволоки
Итак, как только вы доберетесь до мягкого металла, такого как алюминий, вам придется применить другой подход, чем к другим типам металлов. Так что не торопитесь и выбирайте правильную проволоку, используемую для сварки, — это не пустая трата времени. Существуют различные серии алюминиевой проволоки, но чистый алюминий не используется, так как он слишком мягкий для использования в литых деталях. Поэтому, чтобы соответствовать присадочному металлу и стабилизировать алюминий, используются другие сплавы. Обычно они продаются в виде катушек по 1 фунту.
Как начинающие, так и опытные сварщики будут использовать алюминиевый сплав определенной серии. Наиболее распространенными из них, которые вы определенно будете использовать, являются алюминиевые основания серии 4000, серии 5000 и серии 6000.
В алюминиевый сплав серии 4000 добавлен кремний. сплав алюминия серии 5000 содержит магний. Но алюминиевый сплав серии 6000 содержит как кремний, так и магний.
В основном, что вам нужно делать при сварке алюминия, так это сочетать присадочный металл с добавкой, добавляемой в алюминиевые сплавы. Проволока 4043 и 5356 — два лучших типа проволоки, используемых для сварки MIG алюминия.
ER 4043
Проволока из сплава 4043 представляет собой алюминиевую проволоку общего назначения, идеально подходящую для создания более яркой и блестящей отделки. Он содержит кремний, что делает его немного более щадящим для человека, выполняющего работу. Тем не менее, этот тип сварщика алюминия будет производить сварные швы, которые более подвержены растрескиванию. Обычно используется для алюминиевых сплавов серий 4000 и 6000.
ER 5356
5356 — это сварочная проволока, которая, хотя и труднее сваривается, намного прочнее, чем проволока 4043. Кроме того, он считается лучшим проводом для использования, поскольку имеет более широкий спектр применения. Несмотря на то, что это алюминиевая проволока общего назначения, она нашла свое применение в сварочных судах из-за того, что не восприимчива к соленой воде. Но его также можно использовать для крепления велосипедов, деталей автомобилей или сосудов под давлением.
ER 4043 Против. ER 5356
ER 4043
- Используется для алюминиевых сплавов серий 4000 и 6000.
- Алюминиевый наполнитель с добавлением 5% кремния.
- Более темный цвет анодирования сварного шва.
- Подходит для рабочих температур выше 150 градусов по Фаренгейту.
- Более мягкий сплав в виде намотанной проволоки,
- Как правило, сварные швы имеют улучшенный внешний вид.
- Обычно обеспечивает более высокую оценку свариваемости и несколько меньшую чувствительность к растрескиванию.
ER 5356
- Используется для алюминиевых сплавов серии 5000.
- Алюминиевый наполнитель с добавлением 5% магния.
- Более яркий цвет анодирования сварного шва.
- Из-за 5% содержания магния не подходит для применения в условиях повышенных температур.
- Обладает повышенной прочностью на сдвиг.
- Обладает повышенной пластичностью.
- Обладает более высокой коррозионной стойкостью и стойкостью к соленой воде, поэтому используется для сварки лодок.
Зачем покупать фирменную алюминиевую сварочную проволоку
Существует множество причин, по которым лучше выбирать фирменную проволоку, чем покупать дешевые небрендовые материалы. Вы можете встретить поврежденный провод. Некоторые даже использовали проволоку со слишком туго намотанной катушкой, поэтому она слишком быстро соскальзывала с катушки. Или бывают ситуации, когда провод разболтался и происходит обратное.
Плохая проволока также может привести к обратному пригоранию контактного наконечника, что приведет к разрушению алюминиевого сварного шва. Так что не пытайтесь сэкономить деньги, так как вы можете нанести больше вреда, чем пользы. Также для получения наилучших результатов при сварке алюминия лучше всего использовать шпулемет.
В сочетании с хорошей маркой и использованием шпульного пистолета вы сэкономите много времени и нервов. Мы понимаем причину, если вы хотите сэкономить, но в этом случае было бы разумно сделать выбор в пользу качества.
Кроме того, существует распространенное заблуждение относительно порошковой проволоки с алюминиевым сердечником. Однако чего-то подобного не существует, поскольку у AWS нет спецификаций наполнителя для алюминиевых порошковых проволок GMAW.
Как хранить алюминиевую сварочную проволоку?
Правильное хранение алюминиевой проволоки может существенно повлиять на ее качество. На воздухе алюминий склонен к окислению. Таким образом, сварка алюминия поврежденной проволокой приведет к образованию пленочного покрытия с большим количеством сажи, отрывающейся при сварке алюминия.
Более того, это создаст сопротивление в подаче проволоки и электрическое сопротивление, и у вас, как правило, возникнут трудности с укладкой проволоки. Неопытные сварщики будут думать, что их сварочный аппарат чего-то стоит, и даже зайдут так далеко, что заменят катушечную горелку или контактные наконечники.
Но многие забывают, что неправильный уход за алюминиевым проводом тоже может привести к проблемам. Таким образом, лучший способ сохранить вашу проволоку — хранить ее в плотно закрытом контейнере, куда не может попасть воздух. Держите ее подальше от чрезмерного холода или сырости.
Даже простое перемещение холодного провода в более теплое место может привести к образованию конденсата внутри и дальнейшему повреждению провода. Поэтому храните его в месте со стабильной температурой
Часто задаваемые вопросы
Что означает ER4043?
ER4043, также называемый AISi5, представляет собой один из типов алюминиевых наполнителей, состоящий из 5% кремния. Он обычно используется для сварки алюминия методом MIG и для установки TIG. Этот тип алюминиевой присадочной проволоки используется для типов 3003, 3004, 5052, 6061, 6063, но также полезен при обсадке сплавом на 43, 355, 356 и 214.
В чем разница между алюминием 4043 и 5356?
Основное отличие состоит в том, что в 4043 добавлено 5% кремния, а в алюминиевом 5356 — 5% магния. Эти два материала являются наиболее часто используемыми присадочными материалами при сварке алюминия, и в некоторых случаях определенные элементы конструкции могут быть сварены обоими. Но, вообще говоря, они разные, и сварщик должен следовать таблице выбора, чтобы определить, какой из них будет использоваться лучше всего.
Ослабляет ли сварка алюминий?
При сварке алюминия сварной шов в алюминиевом сплаве имеет тенденцию быть слабее, чем свариваемый сплав. Это не относится к углеродистой стали или другим типам материалов. Но когда дело доходит до алюминия, сварной шов не может быть таким же прочным, как основной материал.
Можно ли сваривать алюминий со сталью?
Сварка алюминия со сталью возможна, но этот процесс требует использования различных методов. Наиболее надежный способ сделать это с помощью дуговой сварки и сварки трением. Самая большая проблема при сварке алюминия со сталью заключается в том, что материалы имеют разные физические свойства с точки зрения металлургии, а также имеют разную проводимость и температуру плавления.
Заключение
Имейте в виду, что сварка алюминия сама по себе не так проста, как вы думаете. Нужно иметь твердую руку, а также уметь использовать хорошую технику. Но важным фактором успешной сварки алюминия является выбор алюминиевой проволоки. Сварка тонкого алюминия или алюминия, который тоньше 14 калибра, требует тщательного обдумывания проволоки, которую вы собираетесь использовать, даже если это требует дополнительных затрат.
Убедитесь, что у вас есть вся информация о материалах, над которыми вы работаете. Это позволит вам выбрать правильный тип провода.