Сварка алюминия аппаратом MMA
Сварка алюминия аппаратом MMA.
Электрод: ESAB OK 96.40
Диаметр электрода: 3 мм.
Толщина алюминиевых пластин: 3 мм. и более.
Сварочный инвертор ручной дуговой сварки: Сварог ARC 205 J96.
Может ли сварочный инвертор ручной дуговой сварки сваривать алюминий?
- Да, может. Если выполнить ряд обязательных действий, перед тем как приступить к сварке. Для начала нужно прокалить электроды. Температуру и время прокалки можно прочитать на пачке электродов, обычно это 150 С и 4 часа.
- Изделие перед сваркой нужно хорошо зачистить корщеткой.
-
Чем толще изделие из алюминия, тем лучше проварится. Минимальная толщина – 3 мм. Безусловно, можно сваривать изделия и меньших толщин, но это уже сварка профессионалов. Чем толще изделие – тем проще и качественней получится шов.

- Почти все электроды по алюминию имеют обмазку из хлористого калия и хлористого натрия. Во время сварки вы почувствуете резкий и неприятный запах. Если вы планируете сваривать изделия долго – подумайте о вашем здоровье и используйте специальную маску с фильтром.
- Электроды очень не любят влагу. Они быстро ее впитывают из воздуха, так что хранить электроды нужно в сухом месте и чтобы испарить влагу – необходима прокалка электродов. Если электрод будет сырым – будет мало толку и много иск и дыма.
- Электрод очень быстро плавится (горит). По этому необходимо вести электрод очень быстро. Если вести медленно – скорей всего прогорит заготовка. Алюминий очень легкоплавкий металл и быстро нагревается.
-
Желательно зажечь электрод и израсходовать его полностью, проварив при этом как можно больше площадь свариваемых изделий. Если вы остановитесь, а потом продолжите — велика вероятность того, что алюминий немного остыл и новое продолжение шва будет по качеству отличаться от прошлого, в результате чего может образоваться провисание (прогорание) изделия.
- Во время сварки алюминия нужно давить на электрод несколько сильней, чем при сварке стали. И главное помнить, что вести электрод нужно быстро, не задерживаясь долго на одном месте.
- В конце сварочного шва не отрывайте электрод от изделия, а вернитесь на 1-2 см назад. Иначе может образоваться негерметичный кратер.
- Шлак можно отбить молотком, а лучше смыть теплой водой, а затем хорошо пройтись по шву корщеткой. Если этого не сделать, то обмазка электрода из хлора и натрия при контакте с окружающей средой (воздух/вода) может выделять соли, которые пагубно повлияют на сварочный шов.


Несколько фотографий и пояснений.
Видео:
Как варить аргонодуговой сваркой? →← Советы по сварке алюминия полуавтоматомСвариваем алюминий без аргона | Labuda.blog
22.06.2018 Эмметт Браун Самоделки
Привет друзья! Я покажу как сварить алюминий без аргона, обычным инвертором. Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Весь процесс будет полностью идентичен как при электродуговой сварке стали, за исключением одного небольшого изменения. С помощью этого способа вы сможете без труда производить ремонт алюминиевых деталей или узлов дома, без дорогостоящего оборудования для аргонной сварки.
Понадобится
- Инверт постоянного тока, способный выдать 120 А.
- Специальный электрод для сварки алюминия.
Со сварочным аппаратом, думаю все понятно, а про электрод нужно пояснить. Оказывается, не так давно, в продаже появились специализированные электроды для сварки алюминия обычной сваркой без аргонной среды.
Марки их могут быть различны, так что спрашивайте в магазинах. В любом случае их без проблем можно приобрести в интернете.
Строение они имеют такое же как электрод для стали: жила, имеющая толстое покрытие. Тут все также, только электрод имеет другую цветовую палитру: жила — блестящая, так как состоит преимущественно из алюминия, покрытие — белое.
Такие электроды предназначены не только для алюминия, а так же для его сплавов: силумин, дюраль. Поэтому без труда можете варить и их.
Поэтому без труда можете варить и их.
Что нужно знать, чтобы сделать качественный шов?
Хоть метод почти ничем не отличается от обычной дуговой сварки, нужно учесть следующие:
- Сварочный ток должен быть порядка 70-100 А
- Сварка ведется на короткой дуге.
- Угол электрода при сварке должен быть 90 градусов.
- Электрод сгорает в три раза быстрее, чем при обычной сварке стали.
Варить алюминий гораздо сложнее, поэтому, если вы не разу этого не делали, то советую обязательно потренироваться, что буду делать и я.
Свариваем алюминий обычным инвертором без аргона
Мой первый опыт сварки этого металла в без аргонной среде. Я буду сваривать толстые пластины. Закрепляем детали струбцинами. Минус подключаем к нижней пластине. Плюс к электроду.
Изначально рекомендую установить ток 100 А и попробовать.
Варим все на короткой дуге, так как из-за быстрого плавления электрода ее очень трудно ловить, особенно с непривычки.
Приноровившись уже получается стабильно держать дугу.
Как и после обычной сварки отбиваем окалину молотком.
И зачищаем щеткой.
Не судите строго, для первого тренировочного раза, я считаю, это хороший результат.
Особенно учитывая насколько это трудоемко и непривычно после обычной сварки стали.
Рекомендации для качественной сварки
- Зачистите щеткой по металлу место сварки, чтобы удалить оксид с поверхности.
- Если есть возможность, нагрейте детали газовой горелкой до 150-200 градусов Цельсия, это упростит задачу получения качественного шва.
- В момент сварки ведите электрод быстрее, так как он сгорает быстрее примерно в 3 раза.
Подведение итогов
С помощью данного метода вы сможете:
- — варить листовой алюминий;
- — алюминиевый профиль;
- — ремонтировать катеры двигателей или любые блоки из дюрали или силумина;
- — любые сварочные работы бочек или резервуаров;
- — сваривать токопроводящие шины;
- — и многое другое.
Прочность шва получается ничуть не хуже чем у аргонной сварки.
Конечно, немного трудоемкий процесс, но следует только приноровиться и все пойдет как по маслу. Из недостатков хочется отметить небольшую дороговизну электродов, по сравнению с обычными. Но если с сравнивать с аргонной сваркой, то сантиметр шва получается в разы дешевле, так что способ все равно выигрывает.
Смотрите видео
Обязательно посмотрите видео, где видно насколько это тяжело сделать с первого раз.
Источник: sdelaysam-svoimirukami.ru
Руководство по аргонной сварке алюминия своими руками
Вам понадобиться:
Сварочный аппарат ТИГ
| Сварочный шлем | Рубашка из хлопка |
Балон аргона | Алюминиевый припой | Щетка по металлу |
Огнетушитель | Сварочные перчатки | Ацетон |
Как сварить алюминий?
Соединение металлов является процессом оплавлением двух частей металла для установления между деталями связей на молекулярном уровне.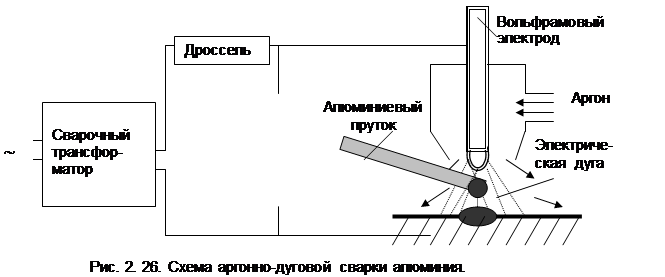 Сварка алюминия довольно сложный процесс и требует большого опыта соединения легких металлов. Этот вид работ требует большой точности, что бы соединений соответствовало всем необходимым требованиям и нормам. В это статье вы получите некоторые рекомендации по сварке алюминия.
Сварка алюминия довольно сложный процесс и требует большого опыта соединения легких металлов. Этот вид работ требует большой точности, что бы соединений соответствовало всем необходимым требованиям и нормам. В это статье вы получите некоторые рекомендации по сварке алюминия.
Подготовка к сварке.
Для начала нужно собрать все необходимые устройства и вещи которые необходимы для работы.
- Аппарат для сварки вольфрамовым электродом. Во время сварки используется инертный газ для защиты сварочного шва от враждебной атмосферы. Для этого типа сварки важна точность сварщика, особенно следует быть внимательным с мелкими деталями.
- Сварочные аппараты довольно дороги, может вам удастся взять его на прокат в местном магазине или фирме.
- Сварку алюминия можно проводить и с помощью порошковой проволоки. Но для начинающих все же лучше подойдет сварка вольфрамовым электродом.
- Для TIG сварки используется дополнительный припой. Во время нагревания зоны сварки он опускается в сварочную ванну и как бы соединяет элементы во едино.
- Балон с аргоном. Вы должны приобретать подобные продукты только у официальных поставщиков. Аргон это выгодное экономическое решение для сварки алюминия. Можно добавить 3% гелий, чтобы увеличить стабильность горения дуги.

Требования безопасности
Удостоверьтесь что вы будете выполнять все действия в соответствии с требованиями безопасности.
Сварка требует полного комплекта защиты. Убедитесь что у вас надета сварочная маска или шлем , атакже специальные перчатки для сварочных работ(чем они будут массивнее, тем лучше ) . Кроме этого требуется одевать рубашку с длинными рукавами, чтобы не обжечь себя пламенем. Рубашка также должна быть из плотной ткани. Даже если ваше вы будете осторожны с горелкой, пламя само по себе выделяет большое количество ультрафиолетового излучения. Вы обязательно должны себя защитить, иначе получите кожные ожоги на обнаженных участках.
Советы:
- Рубашку следует выбрать из 100% хлопка.
- Перчатки должны иметь низкую теплопроводность, и быть очень прочными.
- Вы можете попробовать использовать вместо простого сварочного щитка маску-хамелеон, упрощающая работу. Такая маска автоматически темнит изображение при вспышке.
- Убедитесь что низ вашей одежды также пригоден для сварочных работ.
- Недалеко от вас должен присутствовать огнетушитель.
Чистка алюминия.
На поверхности детали из алюминия образуется тонкий слой оксида алюминия, который плавиться при более низкой температуре нежели сам алюминий. Этот слой создает достаточно большое количество проблем сварщикам.
Поэтому перед сваркой любой кусок алюминия (даже совершенно новый кусок), следует обязательно очистить от окиси алюминия.
- Для этого вам понадобиться спрей соединений с ацетоном. Первым делом промойте заготовку в воде, после чего нужно дать изделию высохнуть.
- Следующим шагом является обработка алюминия с жесткой щеткой с щетинами из нержавеющей стали, таким образом поверхность лишается пресловутого оксидного слоя.
- Вообщето во время сварки так же удаляется оксидный слой, но этого часто недостаточно, поэтому настоятельно рекомендуем предворительную обработку.

Чистка припоя
Очистите поверхность стержня-припоя.
Грязный пруток может загрязнить сварку, как было указано выше. Вы можете использовать абразивную очищающую подушку, чтобы гарантировать отличную чистоту стрежня.
Приготовьте сварочную горелку.
- Во время сварки, держать факел неосвещенной стороной, чтобы сохранить металл. Используя руку в перчатке на столе поддержки, поместите горелку с небольшим уклоном назад, это примерно около 10°. Держите кончик вольфрама на расстоянии приблизительно 1/4 «от алюминия.
- Следует постоянно контролировать расстояние между материалом и вольфрамовым электродом. Если удалить горелку далеко от детали, то пламя будет распространяться по большой площади. Алюминий не будет нормально прогреваться и сварной шов будет некачественным, его будет тяжело контролировать.
- Перед началом сварки рекомендуется потренироваться с выключенной горелкой по всей длине шва, продумать свой сварочный маршрут и распланировать все до деталей.
 Если удалить горелку далеко от детали, то пламя будет распространяться по большой площади. Алюминий не будет нормально прогреваться и сварной шов будет некачественным, его будет тяжело контролировать.
Если удалить горелку далеко от детали, то пламя будет распространяться по большой площади. Алюминий не будет нормально прогреваться и сварной шов будет некачественным, его будет тяжело контролировать.Как и сварочную горелку, припой также следует держать под нужным наклоном.
Для формирования качественного сварного шва. Присадочный пруток, долен помещаться под углом примерно 90 °.Горелка должна быть помещена в зону сварки и не покидать ее.
Следите чтобы припой и горелка не соединялись в зоне сварки. Это приведет к потере качества шва и поломке оборудования, а также это нарушения правил безопасности.
Сварка металлоконструкций
Алюминий намного удобней и легче сваривать если он был предварительно нагрет. Если вы будете сваривать массивные детали из алюминия без предварительного нагрева шов получиться очень слабый, а молекулярные связи не обеспечат надежность.
Можно попробовать нагреть деталь поместив ее на некоторое время в духовку. Если у вас есть в распоряжении горелка, это довольно упростит задачу.
Желательно таким образом нагреть деталь до 300-350 F (150-170 ° C).
ВНИМАНИЕ!
Как можно плотнее соедините свариваемые детали. Между ними не должно быть ни малейшего зазора, от этого зависит прочность сварного шва. Можете воспользоваться зажимами или другими подручными средствами.
Начало сварки.
Начните с расширения электрод не более, чем диаметр сопла факела. Используя 1/4 сопла, факел не должен распространяться не более 1/4 из сопла. Расположите кончик электрода против заготовки, а затем отодвиньте его примерно на 3 мм. Активно применяя педаль для получения электрической дуги.
Создайте сварочную ванну. Расплавьте нужную деталь до тех пока не образуется сварочная ванна нужного размера. Добавьте нужно количество припоя в место шва и потом плавно переходите на другой участок, пока вы не пройдете таким образом всю необходимую площадь. Нажимайте на педаль, для уменьшения силы тока, в соответствии с необходимостью. Для сохранения для контроля.
Добавьте нужно количество припоя в место шва и потом плавно переходите на другой участок, пока вы не пройдете таким образом всю необходимую площадь. Нажимайте на педаль, для уменьшения силы тока, в соответствии с необходимостью. Для сохранения для контроля.
Подобные статьи
Лучшая цена на аргонную инверторную сварку — Лучшие предложения на аргонную инверторную сварку от мировых продавцов аргонной инверторной сварки
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты независимо от того, сколько вы решите потратить.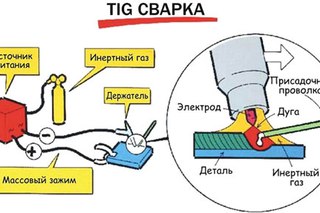
AliExpress никогда не уступит по выбору, качеству и цене.Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта лучшая аргонная инверторная сварка скоро станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели аргонную инверторную сварку на AliExpress. Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в аргонной инверторной сварке и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь. И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе.Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца. Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет. Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Argon Inverter Welding по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы. На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь.
Лучший инвертор для аргоновой сварки — Выгодные предложения на инвертор для аргонной сварки от мировых продавцов инверторов для аргонной сварки Отличные новости !!! Вы попали в нужное место для инверторного аппарата для аргонной сварки.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший инвертор для аргоновых сварочных аппаратов в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инвертор для аргонной сварки на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в инверторе для аргоносварочного аппарата и думаете о выборе аналогичного продукта, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести инвертор для аргонной сварки по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Как сваривать алюминий
Дом,
Библиотека по ремонту автомобилей, Автозапчасти, аксессуары, инструменты, руководства и книги, БЛОГ автомобилей, ссылки, указатель
Ларри Карли, авторское право 2019 AA1Car.com
Алюминий используется для многих вещей в современных автомобилях, от головок цилиндров, блоков цилиндров, впускных коллекторов и корпусов трансмиссии до радиаторов, панелей кузова, подрамников, рычагов подвески и усилителей бампера.Для многих из этих применений используется алюминий, потому что он легче стали и не ржавеет. Он также хорошо проводит тепло, что делает его хорошим выбором для охлаждения двигателя.
Но у алюминия есть недостатки. Он намного дороже стали и не такой прочный. Алюминиевые отливки и колеса иногда могут иметь проблемы с пористостью, что требует использования герметизирующего покрытия из смолы или эпоксидной смолы для предотвращения утечек охлаждающей жидкости, масла или воздуха. Алюминий уязвим для коррозии, особенно от соли, что означает, что поверхности, подверженные воздействию окружающей среды, должны быть защищены анодированием или прозрачной краской.
Проблемы при сварке алюминия
Алюминий не так легко сваривать, как сталь. Когда чистый алюминий подвергается воздействию воздуха, на поверхности образуется тонкий слой оксида, как и на других металлах. Оксидный слой, образующийся на алюминии, создает твердый барьер, защищающий металл от дальнейшей коррозии. Но оксидный барьер также мешает сварке, загрязняя сварной шов и препятствуя правильному плавлению металла. Если оксидный слой не удален с поверхности металла и не предотвращен его реформирование, очень трудно сваривать алюминий с помощью кислородно-ацетиленовой горелки или дуговой сварки.Сварной шов должен быть защищен от атмосферы, чтобы оксид не мог образоваться на поверхности. Это требует использования защитного газа, такого как аргон, чтобы не допустить попадания кислорода в сварной шов во время сварки металла.
Алюминий плавится при температуре около 1200 ° F по сравнению с 2500 ° F для стали. Хотя для плавления алюминия требуется меньше тепла, тепло должно быть больше сосредоточено в области сварного шва, потому что металл так быстро отводит тепло. Алюминий можно сваривать дуговой сваркой с использованием специальных алюминиевых стержней, например, производства Zena, но
наилучшие результаты обычно достигаются при использовании аппарата для сварки в среде инертного газа (MIG) или аппарата для сварки вольфрамовым газом (TIG).
Существуют различные типы сварочных аппаратов MIG и TIG.
MIG Сварка алюминия
Сварка металла в среде инертного газа (MIG) — это популярный метод сварки тонкостенных и высокопрочных сталей. Те же самые основные методы сварки MIG также можно использовать для успешного ремонта алюминиевых компонентов толщиной до 1/4 дюйма. Но кое-что нужно делать по-другому.
Например, в качестве защитного газа рекомендуется чистый аргон. Аргон примерно в десять раз плотнее гелия, поэтому он имеет тенденцию лучше облегать область сварного шва, обеспечивая лучшую защиту, чем гелий. Аргон также требует меньшего напряжения, чем гелий, для поддержания дуги, поэтому дуга имеет тенденцию быть более стабильной и лучше концентрировать тепло в зоне сварного шва. Также сложно установить хорошую дугу с гелием ниже 150 ампер.
Единственный раз, когда можно использовать гелий или смесь гелия / аргона, — это при выполнении сварных швов с глубоким проплавлением или там, где желательны высокие скорости перемещения.Это также требует расхода газа в два-три раза выше обычного для эквивалентной защиты.
При сварке алюминия методом MIG необходимо также заменить катушку с проволокой. Требуется алюминиевая проволока. Но не просто алюминиевая проволока подойдет. Вы должны использовать сплав проволоки, совместимый с основным металлом. Выбрать правильную проволоку для данного сварного шва не так просто из-за большого количества различных типов алюминиевых сплавов. К сожалению, универсального провода, работающего на все случаи жизни, не существует.Но для большинства твердых алюминиевых сплавов (например, высокопрочных поковок) хорошо подходит проволока 5356. Для более мягких сплавов (большинство отливок) лучшим выбором будет проволока 4043.
Алюминиевые сплавы обозначаются четырехзначным числом. Номер иногда можно найти в сервисном руководстве. Если сплав неизвестен, попробуйте несколько пробных сварных швов, чтобы найти наиболее подходящую проволоку.
Использование алюминиевой проволоки может также потребовать некоторых модификаций оборудования, таких как замена гильзы пистолета и / или газового сопла.Сопло для сварки алюминия является прямым, а не коническим, чтобы обеспечить надлежащую газовую защиту.
Алюминиевая проволока более чувствительна к регулировке натяжения привода, чем стальная проволока. Если натяжение не отрегулировано должным образом, алюминиевая проволока может застрять на катушке и застрять. Некоторые производители сварочного оборудования MIG рекомендуют заменять приводной ролик подачи проволоки на ролик из мягкой резины или уретана при использовании алюминиевой проволоки.
Для металла диаметром до 1/8 дюйма используйте проволоку.030 дюймов (0,8 мм). Для толщины 1/8 дюйма и более используйте 0,035 дюйма (0,9 мм) или 3/64 дюйма
. Для достижения наилучших результатов не оставляйте катушку с алюминиевой проволокой без дела в течение длительного времени. Проволока склонна к окислению намного быстрее, чем стальная проволока, и окисление происходит намного сильнее. Ранние стадии окисления практически незаметны, но со временем на проволоке образуется белый порошок, который может вызвать резкое дрожание дуги, проблемы с приводом проволоки, накопление загрязнений в лайнере MIG, прогорание проволоки в контактный наконечник и плохой сварной шов.Для достижения наилучших результатов используйте алюминиевую проволоку как можно быстрее, желательно в течение трех месяцев. Когда катушка с проволокой не используется, снимите ее и запечатайте в герметичный пластиковый пакет, чтобы предотвратить окисление.
Параметры мощности и тока на оборудовании MIG будут зависеть от области применения, но, как правило, при сварке алюминия следует использовать постоянный ток с обратной полярностью (DCRP).
При сварке тонкого алюминия обычно лучше держать пистолет под углом 35 градусов к поверхности и перемещать его вперед.При сварке более толстого металла или отливки вытягивание пистолета назад на себя обеспечивает более глубокое проплавление.
Подготовка алюминия к сварке
Подготовка поверхности особенно важна при сварке алюминия. Перед сваркой необходимо удалить грязь и окисление поверхности проволочной щеткой из нержавеющей стали. Кисть не должна использоваться ни для чего другого. Используйте его только для очистки алюминия. Обратная полярность дуги производит очищающее действие на поверхности металла, но сама по себе этого может быть недостаточно, чтобы очистить весь оксид.
Алюминий часто анодируют для защиты от коррозии. Анодированная поверхность не проводит электричество. Поэтому, прежде чем приступить к сварке анодированного алюминия, сначала необходимо отшлифовать или отшлифовать анодированное покрытие. Слой обычно составляет менее нескольких тысячных дюйма толщиной, поэтому не требуется много шлифования, чтобы добраться до чистого металла. Также необходимо отшлифовать анодированное покрытие в месте подключения заземляющего зажима.
Хотя большинство анодированных покрытий черные или цветные, некоторые из них прозрачные.Чтобы определить, имеет ли металл анодированное покрытие, используйте прибор для проверки целостности цепи на 12 В или омметр для проверки проводимости металла. Прикоснитесь обоими щупами тестера или омметра к поверхности металла на расстоянии примерно дюйма друг от друга. Если есть непрерывность, то на металле нет анодирования. Отсутствие сплошности означает наличие анодированного покрытия, которое необходимо удалить перед сваркой.
Сварка TIG алюминия
Другой способ сварки алюминия — это сварка TIG.По сути, это дуговая сварка с использованием защитного газа и неплавящегося вольфрамового электрода. Процесс TIG создает чрезвычайно высокие температуры в концентрированной области, а защитный газ защищает сварной шов от загрязнения. Флюс не используется, поэтому нет шлака, который может вызвать проблемы. Сам процесс также не производит дыма или токсичных испарений, что делает процесс сварки чистым. Сварка TIG обычно используется для ремонта тяжелых отливок, таких как алюминиевые головки цилиндров, блоки цилиндров и другие крупные алюминиевые отливки.
При сварке TIG металл не переносится поперек дуги, поэтому не возникают капли брызг, с которыми нужно бороться. Искры также отсутствуют, если металл не загрязнен. Это может быть преимуществом в ситуациях, когда разбрызгивание может создать проблемы вокруг области сварного шва или на прилегающих деталях.
Если требуется присадочный металл, его можно добавить вручную с помощью присадочного стержня из алюминиевого сплава. Техника такая же, как при использовании присадочного прутка и кислородно-ацетиленовой горелки.Сплав присадочного прутка должен быть совместим с основным металлом, как описано ранее в разделе, посвященном сварке MIG. Присадочный стержень ER4043 — один из наиболее часто используемых стержней для сварки TIG отливок из алюминиево-кремниевого сплава. Для отливок из высокомагниевых сплавов (которые могут быть идентифицированы химическими испытаниями) рекомендуется присадочный стержень ER5356.
Настройка оборудования для сварки TIG алюминия
Сварочное оборудование TIG состоит из блока питания дугосварочного аппарата с горелкой для вольфрамового электрода и подачи защитного газа.Пистолеты с большим током часто имеют водяное охлаждение, но пистолеты с низким током могут иметь воздушное охлаждение.
Сварка TIG может выполняться постоянным током прямой или обратной полярности или переменным током. Когда переменный ток подается на поверхность металла, он нагревает металл в течение половины цикла напряжения (отрицательный электрод) и сваривает оксид во время обратной части цикла (положительный электрод). Такое возвратно-поступательное нагревание / варка предохраняет сварной шов от загрязнения и обеспечивает прочный сварной шов.Использование постоянного тока с прямой полярностью (DCSP — отрицательный электрод) может привести к большему нагреву рабочей поверхности, но не так хорошо очищает металл. Использование постоянного тока с обратной полярностью (DCRP — электрод положительный) отлично очищает поверхность, но не выделяет столько тепла. Высокочастотный переменный ток (AC) лучше всего подходит для сварки алюминия методом TIG.
Существует множество различных электродов, которые можно использовать со сварочным аппаратом TIG. Большинство экспертов считают, что вольфрамовые ториевые (обозначенные зеленым цветом) электроды лучше всего работают с алюминием.Циркониевые вольфрамовые электроды работают даже лучше, но стоят в пять раз дороже, и их трудно найти.
НЕ прикасайтесь к металлу вольфрамовым электродом при зажигании дуги или при сварке алюминия, так как это может привести к загрязнению электрода. Электрод следует держать примерно на одной восьмой дюйма над рабочей поверхностью. Дуга загорится сама, как только электрод приблизится к поверхности.
.
Треснутая алюминиевая головка блока цилиндров дизеля до и после ремонта сваркой.
Подготовка поверхности для сварки TIG алюминия
При сварке алюминиевой отливки с трещинами очень важно определить всю степень повреждения, чтобы трещину можно было полностью устранить. Продлите шлифовку на небольшое расстояние за пределы видимых концов трещины, чтобы убедиться, что вы устранили все повреждения. Затем эту зону можно очистить дробеструйной очисткой или щеткой перед сваркой.
Алюминий немагнитен, поэтому оборудование для обнаружения трещин на магнитном поле не поможет.Вместо этого вы должны использовать проникающий краситель. Чтобы найти трещины с помощью красителя, сначала нужно очистить всю грязь и масло с поверхности. Затем краску распыляют и дают высохнуть. Сотрите излишки красящей пыли и распылите на проявитель. Любые трещины будут отображаться на металле в виде темных линий.
Если вы свариваете отливку (например, головку цилиндра, коллектор или другую деталь, которая будет испытывать термическое напряжение при нормальной эксплуатации, предварительно нагрейте отливку до 200–300 градусов по Фаренгейту с помощью пропановой горелки или поместив деталь в печь.Используйте температурный карандаш или очень точный термометр, чтобы предотвратить перегрев, потому что алюминий может размягчиться, если он станет намного жарче, чем 450 градусов по Фаренгейту. Тепло помогает выпарить масло и жир, которые могут загрязнить сварной шов. Это также снижает вероятность растрескивания отливки после сварки и остывания.
После сварки необходимо дать детали очень медленно остыть. Это можно сделать, поместив его обратно в духовку или укутав изолирующим одеялом. После того, как она снова остынет до комнатной температуры, деталь можно шлифовать, обрабатывать, полировать или красить перед возвращением в эксплуатацию.
Распространенные ошибки, которых следует избегать при сварке стали MIG
Попытка сварить металл с грязной поверхностью. Если на металле есть ржавчина, окалина, краска, жир или другие загрязнения, это будет мешать хорошему проплавлению сварного шва, что приведет к слабому и низкому качеству сварного шва.
Установлено слишком высокое или слишком низкое сварочное напряжение MIG. Настройка напряжения будет варьироваться в зависимости от толщины свариваемого металла и степени проплавления, необходимого для получения хорошего и прочного шва. Слишком высокое значение напряжения приведет к тому, что провод будет попадать в шарик и брызгать на борт. Если напряжение слишком низкое, произойдет недостаточная теплопередача, что приведет к меньшему провару и ослаблению сварного шва.
Скорость подачи проволоки установлена слишком быстро или слишком медленно. При сварке металла толщиной от 1/8 до 1/4 дюйма должна работать скорость подачи около 200 дюймов в минуту. Если скорость подачи слишком высока, будет меньше теплопередачи и проплавления, что приведет к слабому сварному шву. Если скорость подачи слишком низкая, это может вызвать прерывистую дугу и неровный валик.
Проволока выходит из сопла слишком далеко или недостаточно далеко. для большинства приложений вы хотите, чтобы провод выступал примерно на 3/8 — 1/2 дюйма. Если проволока выступает слишком далеко, газ аргон может не защитить сварной шов должным образом, что приведет к плохому сварному шву с пустотами и пузырьками. Если проволока выступает недостаточно далеко (слишком коротко), становится трудно увидеть, что вы свариваете, и существует риск заклинивания сопла сварочными брызгами.
Неправильный поток газа. Обычно требуется расход газа около 20 кубических футов в час. Если поток газа слишком низок, может не хватить газа для надлежащей защиты зоны сварки, что приведет к плохому сварному шву. Если подача газа слишком высока, вы тратите газ и даже можете втянуть воздух в зону сварки.
Слишком высокая или слишком низкая скорость движения . Чтобы создать красивый ровный валик с хорошим проникновением, не следует перемещать насадку по поверхности слишком быстро или слишком медленно.Если вы пойдете слишком быстро, валик сузится и может не проникнуть так далеко, что приведет к ослаблению сварного шва. Если вы задержитесь на одном месте слишком долго, бусинка растечется и может передать слишком много тепла в концентрированную область, что приведет к деформации металла или прожогу.
Держать сопло пистолета под неправильным углом. Неважно, толкаете ли вы наконечник по поверхности или тащите его по поверхности, если вы сохраняете угол около 10 градусов на стали. Если сопло слишком сильно наклонено в любую сторону, это может вызвать брызги сварного шва, неровный валик и плохое проплавление.Слишком большой наклон пистолета также затрудняет защиту зоны сварного шва защитным газом.
Статьи по теме:
Советы по ремонту двигателя Ремонт головки OHC
Щелкните здесь, чтобы увидеть больше технических статей Carley Automotive
Ссылки по теме сварка
7 распространенных ошибок при сварке MIG (видео на Youtube)
Mitchell 1 DIY eautorepair manuals
Не забудьте посетить другие наши веб-сайты:
Carley Automotive Software
OBD2HELP
Random-Misfire
Scan Tool Help
TROUBLE-CODES
Регулировка частоты — Сварка алюминия
Регулируемая выходная частота играет ключевую роль в новых технологиях, которые сделали газо-дуговую сварку вольфрамом (GTAW) более приспособляемыми для сварки алюминия — особенно после появления аппаратов GTAW на основе инвертора. Усовершенствованные инверторные сварочные аппараты дают сварщикам возможность улучшить формирование профиля шва — регулировка частоты.
При уменьшении частоты образуется более широкий конус дуги, который расширяет профиль сварного шва и более эффективно удаляет загрязнения с поверхности металла. Он также передает максимальное количество энергии на обрабатываемую деталь. Увеличение частоты дает плотный сфокусированный конус дуги. Это способствует более глубокому провару и сужает сварной шов, что полезно при сварке в углах, корневых проходах и угловых швах.
Обычные сварочные аппараты для сварки TIG на переменном токе имеют фиксированную мощность 50 или 60 Гц, но некоторые инверторы предоставляют оператору возможность регулировать выходную частоту сварки. Применительно к переменному току (AC) частота GTAW означает количество раз, когда направление электрического тока завершает полный цикл в секунду, выраженное в герцах. Частота представлена синусоидальной волной, которая показывает, как текущий поток растет и падает при изменении направления на противоположное.
Дуговая сварка вольфрамовым электродом в среде (GTAW) или вольфрамовым электродом в инертном газе (TIG) считается наиболее сложным процессом сварки.Инверторы AC GTAW — благодаря новым элементам управления дугой и опциям формы волны — упростили для операторов изменение характеристик дуги, поведения сварочной ванны, профиля сварного шва, проплавления и внешнего вида.
Конечно, постоянный ток (DC) нельзя использовать с цветными металлами, такими как алюминий, из-за оксидного слоя, который образуется на поверхности основного материала. При GTAW с отрицательным электродом постоянного тока (DCEN) ток течет от вольфрамового электрода к рабочей поверхности, а положительно заряженные ионы газообразного аргона текут от рабочей поверхности к вольфраму.
DCEN хорошо работает с большинством черных металлов, в основном со сталью, но оксидный слой, который образуется на цветных металлах, таких как алюминий , плавится при более высокой температуре, чем основной металл, что затрудняет сварку. Но положительный электрод постоянного тока (DCEP) решает проблему оксидов таким образом, что ток течет от рабочей поверхности к вольфраму, снимая оксид с материала в зоне дуги.
Диапазон большинства инверторных источников питания обеспечивает выходную частоту переменного тока от 20 Гц до 150 Гц.Инверторные аппараты TIG Миллера обеспечивают выходную частоту переменного тока в диапазоне 20-400 Гц. Некоторые производители предлагают машины с частотами от 20 до 100 Гц, в то время как другие выпускают машины с выходной частотой от 20 до 400 Гц. Как правило, частота от 120 до 200 Гц является подходящей частотой для большинства сварочных работ с алюминием .
Инверторный источник питания принимает входную мощность, фильтрует ее до постоянного тока и увеличивает ее частоту до 100 000 Гц с помощью быстрых твердотельных переключателей. Затем входная мощность преобразуется в полезную, а затем преобразует ее в полезную сварочную мощность с расширенным уровнем управления дугой.

 Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз.
Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов. Начните самый лучший шоппинг прямо здесь.
Начните самый лучший шоппинг прямо здесь. Алюминий уязвим для коррозии, особенно от соли, что означает, что поверхности, подверженные воздействию окружающей среды, должны быть защищены анодированием или прозрачной краской.
Алюминий уязвим для коррозии, особенно от соли, что означает, что поверхности, подверженные воздействию окружающей среды, должны быть защищены анодированием или прозрачной краской.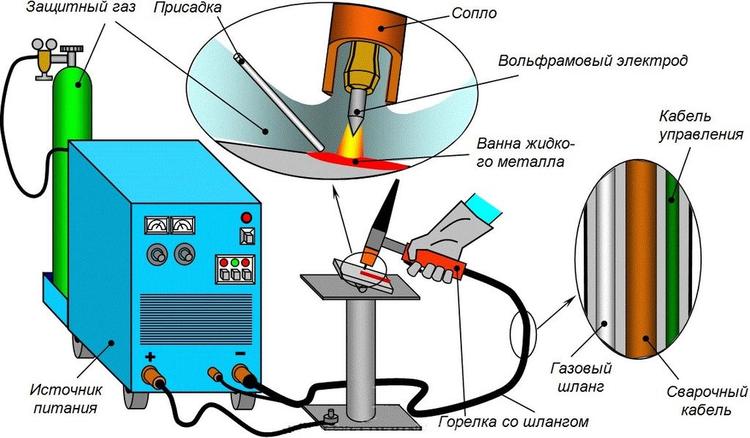
 Аргон примерно в десять раз плотнее гелия, поэтому он имеет тенденцию лучше облегать область сварного шва, обеспечивая лучшую защиту, чем гелий. Аргон также требует меньшего напряжения, чем гелий, для поддержания дуги, поэтому дуга имеет тенденцию быть более стабильной и лучше концентрировать тепло в зоне сварного шва. Также сложно установить хорошую дугу с гелием ниже 150 ампер.
Аргон примерно в десять раз плотнее гелия, поэтому он имеет тенденцию лучше облегать область сварного шва, обеспечивая лучшую защиту, чем гелий. Аргон также требует меньшего напряжения, чем гелий, для поддержания дуги, поэтому дуга имеет тенденцию быть более стабильной и лучше концентрировать тепло в зоне сварного шва. Также сложно установить хорошую дугу с гелием ниже 150 ампер. К сожалению, универсального провода, работающего на все случаи жизни, не существует.Но для большинства твердых алюминиевых сплавов (например, высокопрочных поковок) хорошо подходит проволока 5356. Для более мягких сплавов (большинство отливок) лучшим выбором будет проволока 4043.
К сожалению, универсального провода, работающего на все случаи жизни, не существует.Но для большинства твердых алюминиевых сплавов (например, высокопрочных поковок) хорошо подходит проволока 5356. Для более мягких сплавов (большинство отливок) лучшим выбором будет проволока 4043.

 Также необходимо отшлифовать анодированное покрытие в месте подключения заземляющего зажима.
Также необходимо отшлифовать анодированное покрытие в месте подключения заземляющего зажима.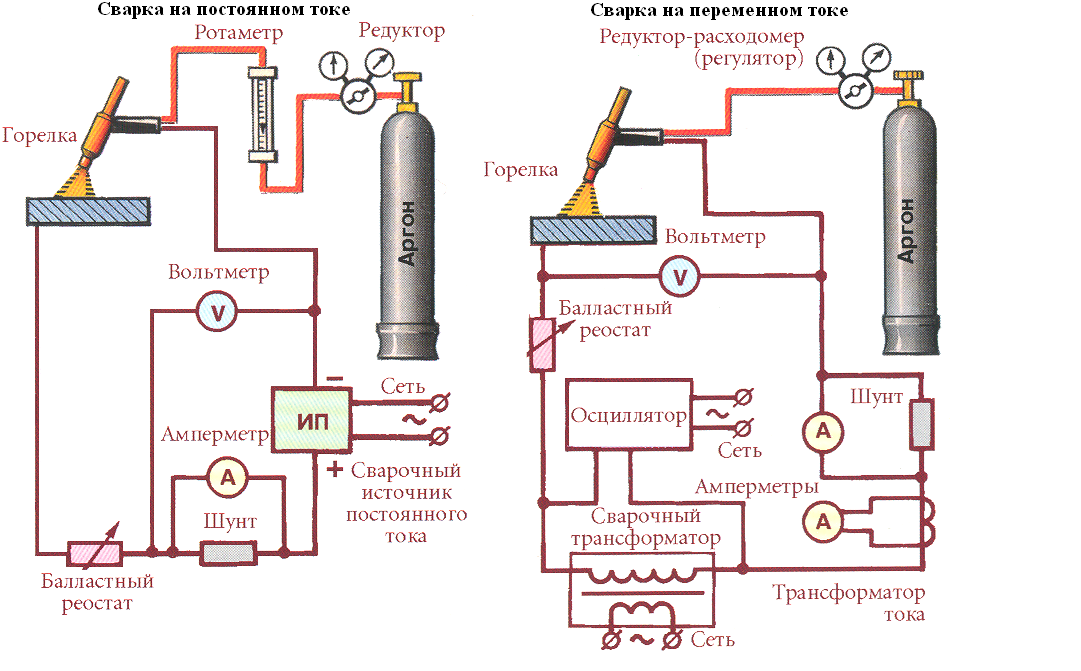 Сам процесс также не производит дыма или токсичных испарений, что делает процесс сварки чистым. Сварка TIG обычно используется для ремонта тяжелых отливок, таких как алюминиевые головки цилиндров, блоки цилиндров и другие крупные алюминиевые отливки.
Сам процесс также не производит дыма или токсичных испарений, что делает процесс сварки чистым. Сварка TIG обычно используется для ремонта тяжелых отливок, таких как алюминиевые головки цилиндров, блоки цилиндров и другие крупные алюминиевые отливки.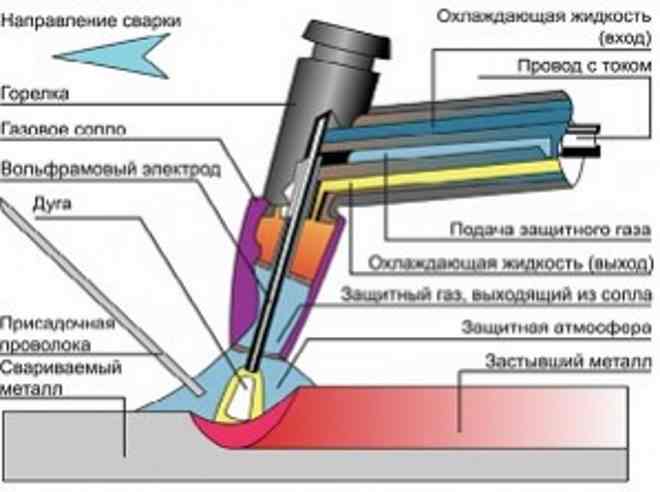 Для отливок из высокомагниевых сплавов (которые могут быть идентифицированы химическими испытаниями) рекомендуется присадочный стержень ER5356.
Для отливок из высокомагниевых сплавов (которые могут быть идентифицированы химическими испытаниями) рекомендуется присадочный стержень ER5356. Использование постоянного тока с обратной полярностью (DCRP — электрод положительный) отлично очищает поверхность, но не выделяет столько тепла. Высокочастотный переменный ток (AC) лучше всего подходит для сварки алюминия методом TIG.
Использование постоянного тока с обратной полярностью (DCRP — электрод положительный) отлично очищает поверхность, но не выделяет столько тепла. Высокочастотный переменный ток (AC) лучше всего подходит для сварки алюминия методом TIG. Продлите шлифовку на небольшое расстояние за пределы видимых концов трещины, чтобы убедиться, что вы устранили все повреждения. Затем эту зону можно очистить дробеструйной очисткой или щеткой перед сваркой.
Продлите шлифовку на небольшое расстояние за пределы видимых концов трещины, чтобы убедиться, что вы устранили все повреждения. Затем эту зону можно очистить дробеструйной очисткой или щеткой перед сваркой. Тепло помогает выпарить масло и жир, которые могут загрязнить сварной шов. Это также снижает вероятность растрескивания отливки после сварки и остывания.
Тепло помогает выпарить масло и жир, которые могут загрязнить сварной шов. Это также снижает вероятность растрескивания отливки после сварки и остывания. Слишком высокое значение напряжения приведет к тому, что провод будет попадать в шарик и брызгать на борт. Если напряжение слишком низкое, произойдет недостаточная теплопередача, что приведет к меньшему провару и ослаблению сварного шва.
Слишком высокое значение напряжения приведет к тому, что провод будет попадать в шарик и брызгать на борт. Если напряжение слишком низкое, произойдет недостаточная теплопередача, что приведет к меньшему провару и ослаблению сварного шва.
 Если сопло слишком сильно наклонено в любую сторону, это может вызвать брызги сварного шва, неровный валик и плохое проплавление.Слишком большой наклон пистолета также затрудняет защиту зоны сварного шва защитным газом.
Если сопло слишком сильно наклонено в любую сторону, это может вызвать брызги сварного шва, неровный валик и плохое проплавление.Слишком большой наклон пистолета также затрудняет защиту зоны сварного шва защитным газом. Усовершенствованные инверторные сварочные аппараты дают сварщикам возможность улучшить формирование профиля шва — регулировка частоты.
Усовершенствованные инверторные сварочные аппараты дают сварщикам возможность улучшить формирование профиля шва — регулировка частоты.
 Но положительный электрод постоянного тока (DCEP) решает проблему оксидов таким образом, что ток течет от рабочей поверхности к вольфраму, снимая оксид с материала в зоне дуги.
Но положительный электрод постоянного тока (DCEP) решает проблему оксидов таким образом, что ток течет от рабочей поверхности к вольфраму, снимая оксид с материала в зоне дуги.