Электроды по алюминию, сварка алюминия электродом в домашних условиях
Довольно редко алюминий сваривается при помощи электродов. Это может быть либо на мелких производствах с незначительным бюджетом, либо в условиях на выезде. Проводить процесс при помощи электродов для сварки алюминия довольно сложно, т. к. материал плохо поддается обработке. Но даже в домашних условиях ремонт алюминиевых изделий можно провести свариванием, но при этом необходимо правильно подобрать электрод, который смог бы взаимодействовать с металлом.
Гораздо более эффективно можно провести ремонтные, соединительные работы при помощи аргоновой дуговой сварки. Такой метод очень эффективный, но слишком затратный, при этом аргон подается из баллонов, находящихся под давлением, имеющих достаточно серьезный вес и габариты, что не во всех случаях удобно, особенно в труднодоступных местах.
Особенности
Поэтому рассмотрим, каким образом происходит сварка алюминия электродом, и какие при этом есть особенности.
Провести ремонт изделия из данного материала не всем сварщикам под силу. Необходимо знать некоторые особенности:
- Для аккуратного и качественного шва необходимо правильно определить диаметр электрода и его состав.
- То место, которое будет свариваться, необходимо тщательно прогреть горелкой. При этом чем больше толщина изделия, тем лучше и дольше необходимо ее прогревать.
- После окончания работы деталь необходимо медленно остужать или шов может покрыться трещинами.
- Все работы необходимо проводить на открытом воздухе или внутри хорошо проветриваемых помещениях. При сваривании нержавеющих металлов происходит выделение летучих вредных для здоровья химических элементов.
- Обязательно соблюдать все правила техники безопасности. Защита от электрического тока, огнетушитель или емкость с водой обязательно должны присутствовать в пределах досягаемости.
Подготовительные работы для проведения сварки алюминия
Перед началом работ сварочными электродами необходимо подготовить деталь:
- Удалить все имеющиеся на поверхности загрязнения;
- Провести обезжиривание любым обезжиривающим раствором;
- Поместить деталь в разогретую до 60оС ванну со щелочным раствором, выдержать там не менее 5 мин.
 Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла.
Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла. - При помощи щетки с металлическими ворсинками удалить оксидную пленку, затем снова обезжирить.
- Перед началом работ электроды для проведения сварки алюминия необходимо просушить минимум 2 часа при температуре в 200оС.
 Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла.
Раствор готовится следующим образом – на 1 л воды берется по 50 г. кальцинированной соды, тринатрийфосфата и 30 г. жидкого стекла.После проведения работ необходимо очистить шов от образовавшегося шлака, обработать его горячей водой, зачистить при помощи металлической щетки.
Виды сварки алюминия
Существует несколько способов, как сварить алюминий, каждый из способов определяет тип электрода, который возможен для применения.
- Автоматическая дуговая сварка. Этот вид сварки может проводиться на деталях толщиной более 4 мм и соединяться в стык. Здесь в качестве электрода выступает алюминиевая проволока, а также используется слой флюса.
- Ручная дуговая сварка. Как правило, при ручной сварке используются инверторные аппараты. Ширина образца не превышает 5 мм, чаще всего используется для задела трещин и другого незначительного брака поверхности детали. Сварка алюминия в ручном режиме проводится угольными электродами или металлическими стержнями, имеющими специальное покрытие.
- Сваривание деталей алюминия в атмосфере инертных газов (аргон). Выполняется в ручном и автоматическом режимах. При этом используют вольфрамовые электроды для сварки алюминия. Именно вольфрам обладает способностью стабилизировать дугу электрического тока, благодаря этому шов получается качественный, привлекательный. Сваривать при помощи этого вида сварки можно небольшие, относительно тонкие детали.
- Плазменная сварка. Этот процесс проходит довольно быстро и качественно. Здесь, как и в предыдущем пункте используются вольфрамовые стержни и алюминиевая проволока. Причем стержни необходимы довольно тонкие – 0,8-1,5 мм.
 Здесь, как и в предыдущем пункте используются вольфрамовые стержни и алюминиевая проволока. Причем стержни необходимы довольно тонкие – 0,8-1,5 мм.
Здесь, как и в предыдущем пункте используются вольфрамовые стержни и алюминиевая проволока. Причем стержни необходимы довольно тонкие – 0,8-1,5 мм.Наиболее широко применяемые электроды для алюминия
Существует несколько марок электродов по алюминию, которые получили широкое применение.
- Стержни ОК. Электроды по алюминию данной марки обладают особенностью: у них высокая способность впитывать влагу из воздуха, поэтому хранить их нужно в сухих помещения, с наименьшим показателем влажности. С их помощью можно соединять детали из технического алюминия и его сплавов, особенно сплав алюминий-марганец-магний.
- Стержни ОЗАНА-1 и ОЗАНА-2. Их используют для сваривания алюминиевых деталей и его сплавов. При помощи электродов ОЗАНА можно проводить сварочные работы в разных пространственных положениях. Качественный шов и стабильность дуги гарантированы.
- Стержни ОЗА. Эти электроды изготовлены из алюминиевой проволоки. С их помощью можно соединять чистый металл алюминия и его сплавы.
- Стержни УАНА. Могут использоваться для сваривания литейного, дюралюминиевого сплава. Шов получается высокого качества.
- Стержни ЭВЧ. Электроды на основе вольфрама, применяются для проведения работ в защитной газовой атмосфере – в токе аргона или его смеси с гелием. Проведение сварочных работ довольно легкое, не требует высокой квалификации рабочего. Хорошо подходят для непрофессиональных сварщиков, но при этом шов получается качественный.
- Стержни можно изготовить самостоятельно и сэкономить немало средств. На алюминиевую проволоку наносится следующая смесь: растертый в порошок мел и силикатный клей. Покрыть проволоку данным раствором необходимо все хорошо просушить, после чего можно пользоваться самодельными электродами.
Итог
Сварка алюминия электродами применяется в домашних условиях, а также на производстве. Это трудоемкий, но довольно простой способ соединения или ремонта алюминиевых деталей, особенно зная все характеристики обрабатываемого металла.
Сложности сварки алюминия в домашних условиях инвертором, электродом и полуавтоматом: процесс и нюансы
Многим домашним умельцам, кто имеет сварочную технику и работает на ней, рано или поздно приходится столкнуться с необходимостью сварки деталей из алюминия и его сплавов. Алюминий лёгкий и мягкий металл, серебристо-белого цвета, на воздухе очень быстро покрывающийся тонкой и прочной плёнкой.Чем и как сваривают алюминий
Для сварки алюминия применяют разные технологии, основная задача которых исключить контакт очищенной алюминиевой поверхности с кислородом воздуха, чтобы не допустить образование окисной плёнки.
Алюминий можно сваривать следующими способами:
Аргонно-дуговая сварка
При первом способе используется молибденовый (TIG) или вольфрамовый (WIG) неплавящийся электрод и присадочный материал. Обычно он изготовляется из алюминия высокой степени чистоты. Сварочные работы производятся в среде какого-либо газа, который подаётся в зону сварки из баллона. Для этой сварки используется специальная горелка.
MIG/MAG это обозначение промышленной сварки с применением сварочных полуавтоматов, где присадочная проволока непрерывно подаётся в зону сварки специальным устройством. От контакта с воздухом точку соприкосновения электрода и свариваемых деталей предохраняет поток газа под давлением. Технология MIG подразумевает применение нейтральной газовой среды, а при сварке MAG применяются активные газы, такие как азот или углекислый газ. Конструкция сварочных устройств, при этом, остаётся одинаковой.
В бытовых условиях наибольшее распространение получила ручная сварка (MMA) с применением электродов со специальным покрытием. Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Поскольку при таких работах газ не используется, перед сваркой осуществляется растворение окисной плёнки специальными жидкостями, которые удаляют плёнку и препятствуют её образованию. Сварка алюминия электродом в домашних условиях, чаще всего производится с использованием аппарата инверторного типа.
Что требуется для сварки алюминия и сплавов
В зависимости от вида сварки, в этом процессе используются дополнительные принадлежности:
- Особые электроды;
- Ёмкости с газом;
- Осцилляторы.
Для сварочных работ по алюминию и его сплавам применяются электроды, марка которых зависит от вида сварки. Для аргонно-дуговой сварки применяется газ в баллонах под определённым давлением и специальная горелка. Чаще всего применяются горелки РГА-150 на ток до 150 ампер и электроды с диаметром до 3,0 мм и РГА-400, которая рассчитана на ток до 400 ампер. В этой горелке можно использовать электроды диаметром 4,0-6,0 мм. Сопло горелки выполнено из жаропрочной керамики, в центре которого располагается неплавящийся электрод.
Часто при сварке цветных металлов и, в частности, алюминия, применяется осциллятор. Это устройство позволяющее облегчить поджог сварочной дуги. Осциллятор преобразует ток низкого напряжения промышленной частоты в высоковольтные импульсы с частотой 200-500 кГц.
Электроды для сварки алюминия
При электродуговой сварке с применением нейтрального защитного газа, используются вольфрамовые электроды. Благодаря высокой температуре плавления, они практически не разрушаются в процессе работы. Вольфрамовые стержни имеют цветовую метку и разные характеристики:
- WP (зелёная метка), изготовлены из чистого вольфрама. Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
- WZ-8 (белая метка)
- WL-20 (синяя метка) и WL-15 (золотистая метка) могут работать на постоянном и переменном токе. Добавление 2 % оксида лантана позволяет увеличить сварочный ток.
 Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;
Используются для сварки алюминия и его сплавов на переменном токе. При работе с осциллятором дают устойчивую дугу. Тепловая нагрузка ограничена;В бытовых условиях для сварки алюминия без газовой среды, чаще всего применяются сварочные инверторы и специальные электроды:
- ОЗАНА-1,2;
- ОЗА-1,2;
- ESAB 96.10, ESAB 96.50;
- Capilla ALU 60/12 Si;
- Aluminil Si 12;
- EAL 4047;
- ZELLER 480.
- ESAB 96.10, ОЗАНА-1 и ОЗА-1, применяются для соединения деталей из чистого алюминия и некоторых сплавов. Варить следует на постоянном токе, который подаётся в обратной полярности, то есть «+» инвертора подаётся на электрод, а «–» на свариваемые детали, которые в процессе работы, при необходимости, можно подогреть.
- Электроды ОЗАНА-2, ОЗА-2 и ESAB 96.50 применяются для сплавов алюминия с кремнием. Самым распространённым таким сплавом является силумин.
- Электроды Capilla ALU 60/12 Si и Aluminil Si12 имеют специальное покрытие. Их можно использовать для сваривания изделий из большинства сплавов. Это соединения с кремнием, магнием и медью. Если свариваемый металл имеет толщину более 15 мм, его необходимо подогреть до 150-250 С.
- Электроды EAL 4047 обычно применяются для сварки деталей из сплавов и практически не используются для чистого алюминия.
- Электроды ZELLER 480 находят широкое применение в предприятиях автосервиса. С их помощью выполняется не только сварка, но и наплавка алюминия и любых его сплавов. Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
 Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.
Электроды этой марки применяются для ремонта блоков двигателей внутреннего сгорания.Технология сварки алюминия и его сплавов
Сварка алюминия чаще всего выполняется сварочным инвертором с применением особых электродов. Для небольшой частной мастерской можно приобрести оборудование для TIG сварки. Для этого потребуется аппарат укомплектованный горелкой и баллон с газом, который приобретается отдельно.
Алюминий и его сплавы обладают некоторыми особенностями, затрудняющими процесс сварки:
- Плёнка окиси;
- Высокая теплопроводность;
- Текучесть;
- Неравномерная кристаллизация.
Покрывающая алюминий оксидная плёнка имеет большую температуру плавления и препятствует процессу соединения деталей. Теплопроводность алюминиевых изделий требует увеличения сварочного тока. Алюминий в расплавленном виде активно растекается, поэтому при сварочных работах приходится применять теплоотвод.
При соединении алюминиевых сплавов, особенно с содержанием кремния, часто образуются поры и трещины, которые нарушают прочность сварного шва. Отличительной особенностью алюминия считается то, что он не изменяет цвет при воздействии температуры, поэтому иногда сложно определить начальную точку его плавления.
TIG сварка
Для сварки алюминия в домашних условиях с использованием аргона можно воспользоваться сварочными аппаратами КЕДР ТИГ 200Р или СВАРОГ PRO TIG 200 P DSP AC/DC. Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
Аппараты комплектуются горелками с вольфрамовым электродом. Подготовка к сварке включает в себя тщательную очистку свариваемого металла с помощью металлической щётки. Абразивные материалы применять не рекомендуется, так как они могут загрязнить место будущего шва. Тугоплавкий электрод следует заточить, чтобы его конец был острым. Это облегчает зажигание дуги.
В процессе сварки острый конец электрода должен заплавиться в шарик. Если этого не происходит, следует увеличить сварочный ток. При сварке в помещении расход аргона должен составлять 6-8 литров в минуту.
Угол наклона горелки к свариваемому металлу должен составлять 70-80°, а присадочный пруток следует подавать так, чтобы между ним и горелкой был угол 90°. Подача аргона должна продолжаться не менее 15 секунд после завершения сварки. Это способствует хорошей кристаллизации металла и уменьшает возможность возникновения раковин и трещин.
Дуговая сварка тугоплавким электродом с использованием защитного газа производится только на переменном токе. Это уменьшает разбрызгивание и повышает качество шва.
Сварка покрытым электродом
Сварка алюминия в домашних условиях инвертором предполагает использование электродов с покрытием. Никакой газ при этом не применяется. Следует иметь в виду, что таким образом можно сваривать детали, которые в дальнейшем не будут подвергаться большим механически нагрузкам и деформациям. Сварка алюминия с использованием аппарата инверторного типа осуществляется на постоянном токе при обратной полярности, когда плюс подаётся на электрод.
Перед сваркой металлические поверхности следует обезжирить ацетоном, бензином или другими реагентами.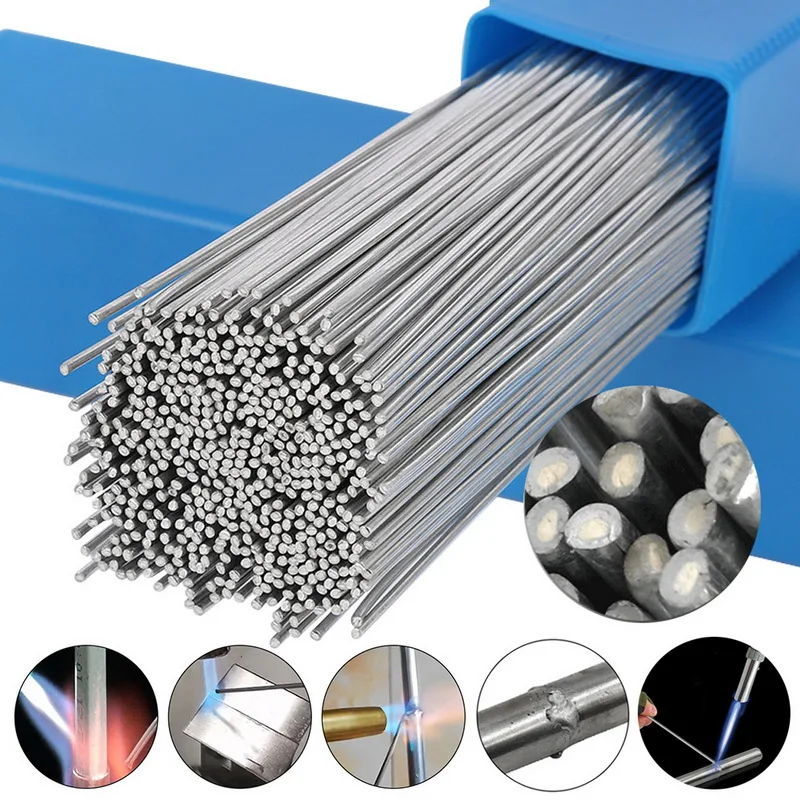 Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Для удаления плёнки окисла и повышения качества шва можно обработать свариваемые кромки в 30-40% растворе ортофосфорной кислоты.
Для получения более надёжного шва, при толщине металла свыше 4 мм его края следует обработать. Для этого снимается фаска под углом до 60°. В отельных случаях требуется прогрев свариваемых деталей до температуры 200-400°С. Перед началом сварочных работ электроды с покрытием следует прокалить в печи для удаления влаги. В бытовых условиях это можно сделать в обычной духовке.Сварка алюминия и сплавов производится на короткой дуге. Электрод следует держать строго перпендикулярно свариваемым поверхностям. Сваривать следует в один проход, не допуская разрыва дуги по линии шва. Не допускаются перемещения электрода в поперечном направлении. После каждого прохода необходимо удалять шлак.
Сварка алюминия в бытовых условиях не представляет больших сложностей, если соблюдать все требования к производству данных работ. Начинающим нужно попрактиковаться на алюминиевых отходах, прежде чем приступать к настоящей работе.
Электроды своими руками. Как сделать самодельный электрод для сварки меди? Как изготовить электроды по алюминию своими руками
Сварочные электроды своими руками — как сделать правильно?
Сегодня электроды на прилавках магазинов присутствуют в огромном ассортименте. Поэтому очень трудно назвать их дефицитным и редким товаром.
Тем не менее, для общего ознакомления и ради интереса, можно попробовать сделать самодельные электроды, так сказать, в домашних условиях. В процессе изготовления электродов своими руками можно понять, как и из чего состоит сварочная обмазка, каким основным материалом изготовления, является стержень электрода.
Основными материалами при изготовлении сварочных электродов, является следующие компоненты:
- Низкоуглеродистая проволока небольшого диаметра;
- Жидкое стекло;
- Мел в виде порошка, но можно использовать и известняк.

Итак, как уже становится понятным, стержень самодельных электродов будет изготовлен из стальной проволоки. Ее диаметр должен быть небольшим, в пределах 2-3 мм. В процессе изготовления электродов своими руками, проволоку придется нарезать на куски, длина которых должна составлять приблизительно 25 см.
Обмазка для самодельных электродов будет изготовлена из жидкого стекла и мела. Последний компонент, мел, если он в кусках, придется хорошенько растолочь до порошкообразного состояния. Более подробно, о том, как сделать электроды своими руками, можно будет прочесть ниже, в этой статье сайта про ручную дуговую сварку .
В первую очередь нужно подготовить проволоку для электродов. Она должна быть сделана из низкоуглеродистой стали и нарезана на прутики по 25 см. Затем потребуется измельчить в порошок мел. При этом частицы порошка должны быть максимально мелкими и однородными.
Смешивать мел с жидким стеклом в процессе изготовления электродной обмазки не требуется. Достаточно будет взять кисточку и обмазать жидким стеклом стальные прутья. Затем необходимо будет несколько раз опустить электроды в мел, равномерно распределив его по поверхности проволоки.
Однако на этом изготовление электродов своими руками еще не окончено. После того, как самодельная обмазка подсохнет на проволоке, а обычно это происходит достаточно быстро, электроды нужно будет прокалить. осуществляют в электрической духовке, примерно около получаса при температуре в 100 градусов.
Конечно же, сделанные таким образом электроды своими руками не будут обладать высокими характеристиками. Скорее всего, при использовании, самодельные электроды будут прилипать к металлу или того хуже, плохо гореть.
Однако поэкспериментировав с настройками сварочного аппарата, все-таки, можно будет добиться хороших результатов. А как вы, пользовались когда-нибудь самодельными электродами из проволоки?
Медь – один из древнейший известных металлов, которым пользовались еще несколько тысяч лет назад.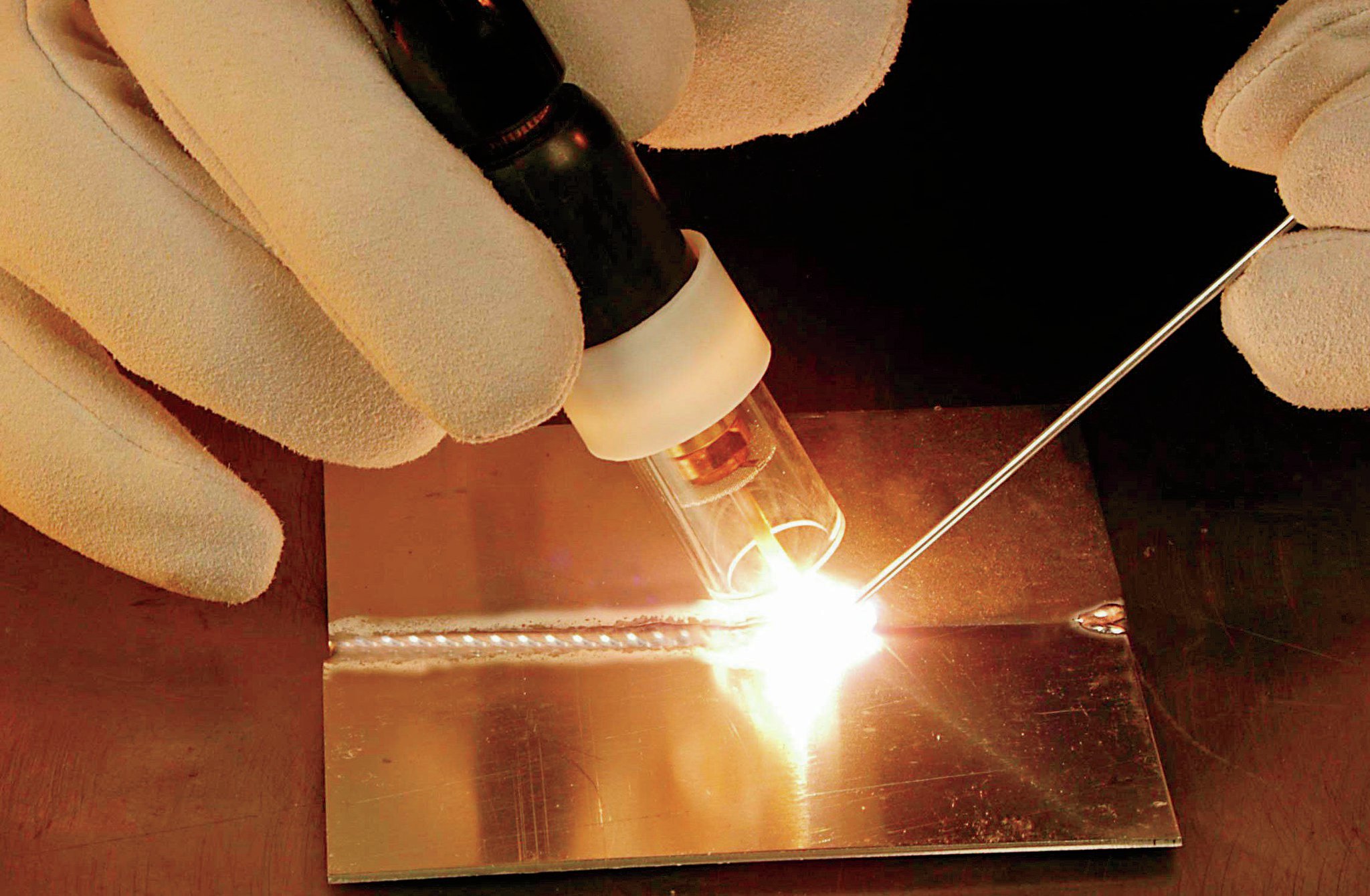 Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Многие его считают универсальным и до сих пор, поэтому широкое применение меди в наше время никого не удивляет. Смотря на широкое применение меди Вы, может быть, задумаетесь над сваркой какого-нибудь медного изделия.
Медь обладает рядом прекрасных качеств, которые не свойственны другим металлам. К ним относится высокая электро- и теплопроводность, коррозионная устойчивость и пластичность. Также к ее техническим качествам можно отнести эстетичность, из-за которой металл очень востребован в декоративной отделке.
Итак, сварка меди – это очень востребованное дело, потому что медь имеет широкое применение.
Можно ли сделать сварочный электрод своими руками?
Однако электроды для сварки меди стоят немалых денег, и многие люди находят выход в изготовлении самодельных электродов, для собственного пользования. Для того чтобы произвести сварку меди Вам нужно очистить медную поверхность металла от окисления, потому что медь – это сильноокисляемый металл. Также при сварке меди Вам нужно использовать всевозможные присадки, например кремний или фосфор.
Так как у меди плохие литейные свойства, то рекомендуется использовать присадочные материалы. В основном используются материалы, в которых в большом количестве содержится фосфор, цинк, иногда серебро и т.п. Для сварки меди практически всегда используются угольные электроды, которые славятся своей невысокой ценой и качеством.
Для того чтобы сделать электроды для сварки меди своими руками Вам нужно, прежде всего, запастись всеми материалами, которые нужны для того, чтобы сделать правильное покрытие. Это такие материалы: ферромарганец 50%, плавиковый шпат 10%, жидкого стекла 20% и 8% ферросилиция. Все эти составляющие нужно тщательно перемешать и нанести на электродный стержень одинаковым слоем. Сам стержень должен быть сделан из медного прута длиной 30 – 40 сантиметров.
Нанести слой покрытия Вы можете, просто окунув его в раствор или сделать специальное приспособление, которое будет оппресовывать стержень. Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
Однако многие люди не идут на такие жертвы и покупают обычные угольные электроды или наносят покрытие способом окунания стержня в жидкую массу покрытия. После нанесения покрытия на электрод ему нужно дать время на засыхание, а потом его требуется поместить в специальную печь для прокалки электродов при температуре 500 – 600 градусов в течение 50 минут или одного часа.
После прокалки электроды должны остыть от оптимальной температуры и полностью готовы к использованию. Однако многим людям кажется, что изготавливать электроды самостоятельно сложно и долго, поэтому они готовы купить их у нас. Если относите себя к этим людям, то можете оформить покупку у наших заводов-изготовителей, которые выпускают только качественную продукцию. Для того чтобы оформить заказ перейдите в пункт меню «Контакты» и сделайте необходимый заказ по разумной цене.
О Электродах
Проволока для электродов
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования.
Сварка в домашних условиях: эксперимент с электродом
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
У меня была одна знакомая, девушка с хрупкой фигуркой, — сварщица. В быту никто не мог бы и заподозрить, что она владеет столь не женской профессией. И только дырки от искр на рабочих штанах могли служить бесспорным доказательством, что так оно и есть. И, поверьте, никто из коллег-сварщиков не мог сравниться с ней в чистоте и ровности проложенного сварочного шва. Она-то и поделилась со мной одним из своих многочисленных профессиональных секретов — как сделать электроды для сварки своими руками .
В быту никто не мог бы и заподозрить, что она владеет столь не женской профессией. И только дырки от искр на рабочих штанах могли служить бесспорным доказательством, что так оно и есть. И, поверьте, никто из коллег-сварщиков не мог сравниться с ней в чистоте и ровности проложенного сварочного шва. Она-то и поделилась со мной одним из своих многочисленных профессиональных секретов — как сделать электроды для сварки своими руками .
Для начала — ликбез какие бывают электроды и из чего состоят.
Электроды вообще делятся на два класса: плавящиеся и неплавящиеся. Мы будем говорить о плавящихся электродах, которые широко используются при выполнении сварочных работ в быту.
Электроды, изготовленные промышленным способом, представляют собой довольно сложный продукт, основой которого является низко-углеродная, легированная или высоколегированная проволока, которая сверху покрывается сложным слоем добавочных веществ. Эти добавочные вещества нужны для того, чтобы образовать особую атмосферу вокруг раскаленного электрода, предотвращающую доступ к нему кислорода и азота из атмосферы. Кроме того, содержащиеся в слое присадки легируют сталь и удаляют из неё вредные примеси.
Структура электрода
Перечень задач при производстве сварочного шва и вещества, содержащиеся в поверхностном слое электрода, при помощи которых эти задачи решаются:
Шлакообразующие вещества, защищающие металл от азота и кислорода. В их состав входит марганцевая руда, каолин, титановый концентрат, мел, мрамор, полевой шпат, доломит, кварцевый песок.
Раскисляющие вещества, удаляющие из расплавленного металла кислород. В качестве них используются марганец, кремний, алюминий, титан в виде ферросплавов.
Газообразующие компоненты, создающие при сгорании покрытия газовую среду, защищающую расплавленный металл от кислорода и азота воздуха. В основном это декстрин и древесная мука.
Легирующие вещества, придающие металлу шва особые свойства — прочность, жаростойкость, износостойкость, повышение сопротивляемости коррозии. Для этого используются хром, марганец, титан, молибден, никель, ванадий и некоторые другие вещества.
Стабилизирующие элементы, способствующие ионизации сварочной дуги — натрий, калий, кальций.
Связующие вещества, служащие для связывания компонентов покрытия друг с другом и всего покрытия со стержнем электрода. Основным связующим веществом является калиевое или натриевое жидкое стекло (силикатный клей).

Однако бывает так, что необходимо срочно наложить шов, а электродов нет и возможности сбегать в магазин тоже нет. Тогда вам поможет совет моей знакомой по изготовлению электродов из стальной проволоки своими руками.
Изготовление электродов.
Для этой цели возьмите стальную проволоку требующегося диаметра. Обычно эта величина колеблется от 1.6 до 6 мм. Разрежьте проволоку на нужное вам количество кусков длиной 35 сантиметров. Приготовьте заранее обмазку для электродов, которая состоит из смеси толченого мела и силикатного клея. Технология обмазки тоже имеет значение: просто окуните вертикально электрод в смесь и медленно вытащите его, оставив сухим верхний конец будущего электрода (примерно 3,5 сантиметра).
Сушите электроды в вертикальном состоянии, подвесив к веревке при помощи обычной бельевой прищепки. Электроды высушите до отверждения. Иногда для скорости вы можете высушить электроды в печи, включив проветривание.
Ваши электроды готовы!
Электроды сварочныеПринцип передачи тока в таких электродах прост. Один из концов на протяжении 3 см не имеет покрытия, чтобы его можно было захватить держателем для контакта с цепью тока. Второй конец немного очищается от покрытия, чтобы создать контакт с объектом при зажигании дуги.
Во время плавления в дуге протекают сложные процессы. В итоге окислительно-восстановительной реакции в газовой среде, на границе раздела шлака, металла и дуги происходит легирование, раскисление и окисление, которые создают шов.
В итоге окислительно-восстановительной реакции в газовой среде, на границе раздела шлака, металла и дуги происходит легирование, раскисление и окисление, которые создают шов.
Классификация электродов для сварки
Классификация сварочных электродов осуществляется по следующим критериям:
- толщина покрытия стержня;
- материал стержня;
- вид шлака, который образуется во время расплавления;
- тип покрытия;
- назначение для сварки специальных сталей;
- свойства шва металла;
- полярность и тип тока используемого для работы;
- допустимые пространственные положения наплавки или сварки.
Электроды для ручной дуговой сварки должны обеспечивать устойчивое горение и простое зажигание сварочной дуги. Кроме того, желательно, чтобы покрытие электрода расплавлялось правильно, а покрытие шва шлаком происходило равномерно и легко счищалось после окончания работы. При работе в металле шва следует избегать пор и трещин.
Перед тем как выбрать электроды для сварки постоянным током, нужно ознакомиться с их классами:
- УОНИ 13/45 – обладает основным покрытием, и используется для низколегированных и углеродистых сталей. С его помощью можно обрабатывать металлы, имеющие большую толщину, сосуды, работающие под давлением, и устранять дефекты литья.
- УОНИ 13/55 – имеет такое же назначение, как и УОНИ 13/45, а сваривать можно не только сосуды под давлением, но и строительные металлоконструкции.
- ОЗС-12 – применяется для работы с конструкциями из стали низкоуглеродистой. Работа может происходить в любом положении, кроме вертикального.
- ОЗС-4 – дает возможность производить работу по окисленной поверхности, подходит для низколегированных и углеродистых сталей.
- МР-3С – подходит для таких же сталей, как и предыдущий тип, кроме того, он создает аккуратный шов, чем облегчает весь процесс работы.
Типология покрытий для сварочных электродов
Чтобы сделать правильный выбор электродов для сварки, нужно принимать во внимание все тонкости покрытия, тип металла и вид шва. По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
По типу покрытия можно выделить некоторые виды сварочных электродов, для которых мы укажем несколько слов о составе и применении.
Материалы с кислым покрытием содержат окиси железа, кремния, марганца и в некоторых случаях титана. Металл шва обладает повышенной склонностью к образованию горячих трещин. Можно использовать эти электроды для сварки переменным током и постоянным.
Варианты с основным покрытием состоят из карбонатов магния и кальция, плавикового шпата CaF 2 . Они становятся незаменимыми для сварки закаливающихся сталей, которые склонны к появлению холодных трещин в результате воздействия водорода, переходящего в околошовную зону из металла.
Такие покрытия с низкой окислительной способностью помогают перемещать из электрода легирующие элементы в шов. Кроме того, они применяются для сварки высоколегированных сталей. Наплавленный таким образом металл стоек к появлению горячих трещин. Можно соединять жесткие конструкции и использовать для толстых швов при наплавке в несколько слоев.
Но у них есть и недостатки: невысокая постоянность горения дуги, склонность к появлению пор при увеличении дуги в швах во время сварки, если на поверхности металла есть ржавчина или окалины.
Материалы с целлюлозным покрытием в основе имеют целлюлозу. Наплавленный ими металл включает в себя повышенное количество водорода. Они позволяют осуществлять сварку сверху вниз, в то время как с другими электродами получается некачественная дорожка при таком алгоритме.
Электроды с рутиловым покрытием включают в основу рутил, который состоит из двуокиси титана ТiO 2 , а также карбонаты и алюмосиликаты. Перед работой их нужно сушить при 200-градусной температуре 1 час, и только через сутки с ними можно работать. Ими можно варить сталь, на поверхности которой имеется ржавчина и окалина, поры образовываться не будут. Обладают большей стойкостью к появлению горячих трещин, чем электроды с кислым покрытием.
Их преимуществами можно считать: легкое зажигание, большое сопротивление усталости соединений сварки, низкую склонность к появлению пор во время зажигания и быстрого удлинения дуги. Такими электродами Можно варить низколегированные и малоуглеродистые стали; нельзя варить конструкции, которые работают при повышенной температуре.
Электроды по алюминию, представляющие собой металлические стержни, покрытые специальной обмазкой, очень редко используют на крупном производстве. С их помощью варят металл в домашних условиях, на небольших предприятиях или при выполнении сложных монтажных работ вне стен производственного цеха. При использовании таких электродов удается избавиться от оксидной пленки на поверхности алюминия, которая очень сильно затрудняет сварочные работы, выполняемые с деталями из данного металла.
Шведские электроды Elga для сварки алюминия и его сплавов
Особенности сварочных работ с деталями из алюминия
Всем специалистам-сварщикам известно: варить алюминий непросто. Это объясняется наличием на поверхности деталей из этого металла тугоплавкой оксидной пленки. Важнейшими задачами, которые необходимо решить для того, чтобы сварка была выполнена качественно, являются тщательная очистка поверхностей соединяемых заготовок от загрязнений и удаление с них оксидной пленки.
Чтобы эффективно очистить и обезжирить поверхности алюминиевых деталей перед тем, как вы начнете выполнять сварочные работы, можно использовать органический растворитель (ацетон, РС-1, РС-2, уайт-спирит) либо щелочную ванну (в ней заготовки оставляют на несколько минут – не более 5). Выдержка в щелочной ванне является более эффективным способом очистки деталей из алюминия. Приготовить раствор для нее несложно даже в домашних условиях своими руками. Для этого потребуются:
- 1 л воды;
- 50 г карбоната натрия;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Пример очистки алюминиевой детали в щелочном растворе
Раствор, приготовленный в результате тщательного смешивания данных компонентов, надо нагреть до 65 градусов Цельсия. Только после этого можно помещать в него заготовки из алюминия.
Только после этого можно помещать в него заготовки из алюминия.
После очистки деталей из алюминия и их обезжиривания надо решить еще одну важную задачу – удалить тугоплавкую оксидную пленку. Если этого не сделать, варить такие заготовки будет очень затруднительно, а полученное соединение будет обладать низким качеством и невысокой надежностью. Для удаления оксидной пленки в производственных и домашних условиях используют металлические щетки, напильники или шлифовальные машинки. После выполнения механической обработки поверхности соединяемых деталей второй раз обрабатывают растворителем.
Поверхность детали из алюминия, качественно подготовленная к сварке путем механической чистки
По окончании вышеперечисленных подготовительных работ можно приступать к сварке деталей из алюминия. Лучше всего делать это с помощью инвертора, используя специальные электроды для сварки алюминия. Их, чтобы получить стабильно горящую дугу и качественный сварочный шов, необходимо прогреть в печи, выдерживая температуру 200 градусов Цельсия. Продолжительность такого прогрева должна составлять порядка 2 часов.
Чтобы варить алюминий, необходимо использовать источник постоянного тока и подключать его в обратной полярности. Используя определенные электроды для сварки алюминия, важно правильно выбирать силу сварочного тока: его величина должна составлять 25–30 А на один миллиметр их диаметра.
Прогрев алюминиевых заготовок газовой горелкой
Необходимо учитывать еще одну тонкость, которая позволяет получать надежные и качественные сварные соединения. Заключается эта тонкость в том, что место будущего соединения прогревают при помощи газовой горелки. Температура, до которой необходимо нагреть соединяемые детали из алюминия, зависит от их толщины. Чем этот показатель выше, тем интенсивнее следует прогревать заготовки из алюминия.
На качество сварного соединения деталей из алюминия влияет в том числе и скорость их охлаждения: она должна быть очень медленной. Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Такие технологические приемы позволяют хорошо проплавить металл даже при сварке на невысоких токах, избежать коробления соединяемых деталей и появления в месте их соединения кристаллизационных трещин.
Есть ряд обязательных действий, которые выполняют при сварке алюминия (их можно также изучить по видео).
- Перед сваркой, если предстоит варить детали значительной толщины, место соединения необходимо прогреть при помощи газовой горелки.
- Полученный сварной шов следует тщательно очистить от шлака.
- Очищенный сварной шов обдается горячей водой (это обеспечит его медленное остывание).
- После остывания шов тщательно очищается от остатков шлака металлической щеткой. Если не выполнить это требование, остатки шлака на сформированном соединении могут привести к образованию и развитию коррозии.
Виды и методы использования электродов по алюминию
Варить алюминий можно с помощью электродов различного типа – угольных, графитовых, вольфрамовых. На их выбор оказывает влияние ряд факторов. В первую очередь, это технология сварки, которую планируется использовать.
Сварка, выполняемая по ручной дуговой технологии
Эта технология предполагает использование в качестве электродов угольных стержней, а также металлических прутков со специальным покрытием, выполняющим роль присадочного материала. Такую сварку проводят на прямом токе обратной полярности. Особенно активно она используется при соединении алюминиевых деталей небольшой толщины, при исправлении брака, обнаруженного в отливках из алюминия. Для сварки с использованием данной технологии, как правило, пользуются инвертором.
Дуговая сварка, выполняемая по автоматической технологии
Такая технология эффективна при соединении встык алюминиевых деталей, толщина сечения которых больше 4 мм. В качестве электродов используется алюминиевая проволока, а сам процесс выполняется под слоем флюса, обладающего невысокой электропроводностью. Основу такого флюса составляет карбоксиметилцеллюлоза, замешиваемая на обычной воде. После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
После замешивания флюс перетирается через ячейки сита, а затем прогревается в течение 6 часов при высокой температуре – 300 градусов Цельсия.
Сварка в среде защитных газов (аргона или его смеси с гелием)
Такая сварка, для которой применяется алюминиевая проволока, используется для соединения алюминиевых деталей, отличающихся небольшой толщиной. Для зажигания и поддержания в стабильном состоянии сварочной дуги при применении данной технологии необходимы вольфрамовые электроды. Выполняться такая сварка может и в ручном, и в автоматическом режимах, для чего используется погруженная или импульсная дуга. Сварочная дуга, создаваемая при помощи вольфрамового электрода, отличается высокой стабильностью, что дает возможность получать качественные и надежные соединения.
Плазменная сварка
Такая сварка характеризуется высокой скоростью выполнения и проходит с применением вольфрамовых электродов и присадочной алюминиевой проволоки. Для плазменной сварки необходим источник переменного тока. Диаметр вольфрамовых электродов, применяемых при этом, находится в интервале 0,8–1,5 мм. Защитным газом для такой сварки выступает аргон (в чистом виде или в смеси с гелием).
Небольшой обзор дорогих электродов для сварки алюминия и его сплавов от производителя Weldcap.
Популярные типы электродов для сварки алюминия
Среди большого разнообразия электродов, которые применяют для сварки деталей, выполненных из алюминия, есть ряд марок, которые пользуются наибольшей популярностью.
Щелочно-солевые электроды марки ОК
Наиболее популярными моделями являются 96.10, 96.20, 96.50. Такими электродами рекомендуется варить технический алюминий, а также изделия из сплавов данного металла с марганцем и магнием. Электроды названных марок отличаются высокой гигроскопичностью, поэтому хранить их следует в помещениях с минимальным уровнем влажности.
Сварочные электроды ОК
Электроды марки ОЗАНА
Распространенными модификациями этих электродов для алюминия являются ОЗАНА-1 и ОЗАНА-2. Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Первые используют, если необходимо выполнить сварку или наплавку деталей из сплавов А0-А3, вторые – для сплавов АЛ4, АЛ9, АЛ11 и др.
Электроды ОЗА
Для их изготовления используется проволока сварочная алюминиевая марок СвА 1,3,5,10. Применяются электроды данной марки для сварки деталей, которые изготовлены из чистого алюминия или выполнены из сплавов данного металла с кремнием.
Марки электродов по алюминию и их особенности
Электроды марки УАНА
Их применяют для сварки заготовок из деформируемых и литейных сплавов алюминия.
Электроды ЭВЧ
Это электроды из вольфрама, сварка с их использованием выполняется в защитной среде аргона. Изделия данной марки не в состоянии обеспечить качественного зажигания сварочной дуги, поэтому они не очень популярны у профессионалов.
На видео ниже вы можете ознакомиться с кратким обзором турецких электродов по алюминию Kobatek.
Как изготовить электроды по алюминию своими руками
Все марки электродов, которые используются для сварки деталей из алюминия, стоят недешево, поэтому у многих домашних умельцев возникает естественный вопрос: можно ли сделать их своими руками. В интернете есть много видео, наглядно демонстрирующих процесс изготовления самодельных электродов по алюминию. Кроме того, чтобы своими руками сделать электроды, применимые для сварки алюминия, вы можете воспользоваться следующей инструкцией.
- Алюминиевая проволока, диаметр которой составляет 3–4 мм, нарезается на куски длиной 25–30 см.
- Для приготовления обмазки электродов необходимо измельчить обычный мел и смешать полученный порошок с силикатным клеем – жидким стеклом. Смесь данных компонентов надо довести до однородной массы и обмазать ею прутки из алюминиевой проволоки.
- Обмазку из силикатного клея и измельченного мела наносят на поверхность алюминиевого прутка слоем толщиной 1,5–2 мм, затем полученный электрод сушат до полного затвердевания его поверхности.
 Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.
Несмотря на простоту изготовления, самодельные электроды дают возможность выполнять сварку деталей из алюминия с высокой эффективностью, получать качественные и надежные соединения.met-all.org
Как варить алюминий электродами в домашних условиях
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
3g-svarka.ru
Электроды для сварки алюминия
Каждый мастер, который занимается сваркой, хорошо знает, насколько сложно иметь дело с алюминием во время рабочего процесса. Сварка алюминия электродом достаточно сложная процедура из-за того, что сам металл сильно подвержен негативному влиянию внешних факторов. Электроды по алюминию хоть и призваны улучшить данную ситуацию, так как содержат в себе различные добавки, облегчающие сваривание и создающие дополнительную защиту, но они не способны справиться со всеми сложностями, которые нужно решать уже предварительной обработкой.
Электроды для сварки по алюминию
Проводится также сварка проволокой для алюминия, которая пригодна для газовой или аргонодуговой сварки алюминия. Использование электроды является одним из самых сложных, но в то же время самых доступных способов, которые имеют низкую себестоимость. Главной особенностью, которой обладают электроды для сварки алюминия своими руками, является их относительно низкая температура плавления. Благодаря этому они плавятся с большей скоростью. Для создания качественного шва требуется опыт, так как вести наплавку приходится значительно быстрее и тут необходимы навыки.
Электроды для сварки алюминия своими руками
Область применения данных расходных материалов очень широка, так как металл и его сплавы часто встречаются в промышленности и при создании бытовых изделий. Ведь при высоких свойствах крепости он обладает легкостью. Применяя электроды для сварки алюминия инвертором в домашних условиях можно столкнуться с рядом проблем. Но все же, при выборе качественных наплавочных материалов и должной подготовке, это осуществимо. Стоит отметить, что ни одно защитное покрытие или газ не сможет справиться с оксидной пленкой. Во время наплавки дугу следует держать как можно ниже к основному металлу, что даст более качественный шов.
Электроды для сварки алюминия инвертором
Некоторые модели электродов содержат дополнительные добавки, которые делают их более уместными в том или ином случае. Во многом они касаются работы со сплавами, так как состав стержня алюминиевого электрода должен быть максимально схожим с тем, что им придется сваривать. Таким образом, можно условно разделить электроды для технически чистого металла и для его сплавов. Практически все марки требуют предварительный подогрев перед использованием, не говоря уже о просушке и прокалке, так как резкий перепад температуры приведет к большой степени разбрызгивания. Используются все эти разновидности только при постоянном токе обратной полярности, так как при переменном роде тока качество соединения резка падает.
Физико-химический состав
Состав электродов по алюминию для дуговой сварки сильно отличается в различных марках. В основу их все равно входит чистый алюминий, масса которого является подавляющей, но главные свойства определяются различными добавками, которые могут служить для сварки сплавов и так далее. К примеру, марка ОЗА 1 предназначается для работы с чистым металлом и она практически на 99% состоит из него. Остальной 1% это добавки, куда входит 0,5% кремния, 0,25% титана, 0,2% железа и прочие примеси. Если же материалы предназначены для сварки алюминиево-кремниевых сплавов, то в них может содержаться около 12% кремния, а все остальное алюминий.
Электроды для сварки по алюминия марки ОЗА 1
Технические характеристики
Механические свойства сварочных электродов по алюминию являются одним из главных параметров, по которому подбирают материалы для той или иной процедуры. Крепость полученного шва, пластичность наплавленного металла и прочие важные параметры становятся определяющими. Во многом они зависят от состава, но в целом, в марках преобладает алюминий, так что основные свойства они получают из этого металла. На примере ОЗА 1 можно рассмотреть основные характеристики, которые присутствуют в таких наплавочных материалах.
Марки электродов для сварки алюминия
ОЗА-1 — применяется при сваривании металла в чистом виде. В таких электродах наблюдается минимальный процент примеси. При сварке может потребоваться дополнительное использование алюминиевых флюсов.
Сварочные электроды ОЗА-1
ОЗА 2 – эти сварочные материалы больше подходят для сваривания сплавов алюминия и кремния. Ни применяются для наплавки металла, заваривания брака в литейном производстве и прочих отраслях, где встречается данный сплав. Здесь также требуется дополнительное использование флюса.
Сварочные электроды ОЗА-2
ОК96.10 – покрытие здесь представлено щелочно-солевым типом. Это лучше всего подходит для технического металла, в котором нет примесей. Они чувствительны к понижению силы тока, так как при низких параметрах будет слишком частое залипание материалов. Скорость плавления здесь, примерно, около трех раз выше, чем у других металлов.
Сварочные электроды ОК96.10
ОК96.20 – тут также присутствует щелочно-солевое покрытие, благодаря чему повышается качество соединения металлопроката. Эти электроды предназначены для сварки сплавов с магнием и марганцем. Сам стержень имеет добавки марганца в составе. Благодаря высокой гигроскопичности покрытия эти материалы нужно подогревать при температуре в 220 градусов Цельсия.
Сварочные электроды ОК96.20
Обозначение и маркировка
Электрода ОЗА 1 расшифруются как наплавочные материалы с основным покрытием, предназначены для сварки технического алюминия и содержащие 1% примесей.
Выбор
Электроды для сварки дюралюминия и других сплавов подбираются под основной металл. Желательно, чтобы содержание дополнительных элементов в обоих случаях было одинаковым. Допускается присутствие небольшого количества элементов, улучшающих свойства сваривания, примерно в сотых долях процента. Зачастую в марках указано, к каким именно сортам металла и сплава они предназначаются, так что выбор не будет сложным даже для новичков. Далее следует обратить внимание на толщину электрода, так как она не должна быть слишком большой. Из-за низкой температуры плавления всегда остается риск пропалить основной металл. Расхождение между толщиной должно составлять максимум 1 мм.
«Важно!Не стоит использовать электроды, которые просушивались и более двух раз, так как это может ухудшить качество сваривания.»
Основные режимы и нюансы применения
В данном деле технология проведения процесса и подготовка оказывается не менее важной, чем выбор нужной марки. Поэтому, нужно знать особенности, как варить алюминий электродом. Прежде всего требуется заняться подготовительным этапом. Здесь наблюдается очень большая чувствительность к чистоте поверхности. Причем это касается не только физических, но и химических параметров. Перед самой сваркой нужно зачистить поверхность щеткой, а также обработать ее растворителем, чтобы снять оксидную пленку. Иным способом ее убрать не получится, так как температура ее плавления в три с половиной раза выше, чем температура плавления алюминия.
Когда все подготовлено, то можно приступать к свариванию. Главной особенностью, которую стоит учесть, является скорость плавления электрода. Она в несколько раз выше, чем при сварке стали. Тут нужно только нарабатывать опыт. Если сварщик в первый раз встречается с данным процессом, то не стоит сразу браться за тонкие листы металла, а лучше попрактиковаться на более толстых разновидностях, где меньше риск пропалить основной металл.
Производители
Данный тип наплавочных материалов производят многие компании, но все они придерживаются заданных стандартов, в особенности, когда речь идет об одной марке:
- Kobatek;
- ESAB;
- Castolin;
- Lincoln Electric.
svarkaipayka.ru
Сварка алюминия в домашних условиях инвертором
Сварка алюминия – процесс непростой. Этот металл относится к разряду трудно свариваемых. Специалистам с опытом работ по стальным заготовкам, перед соединением деталей из крылатого металла следует приобрести определенные навыки. Профессиональная сварка алюминия.
Сложности, с которыми сталкиваются при работе на алюминиевых сплавах
ВАЖНО! При сварке металл может загореться. Тушить его водой недопустимо. Необходимо иметь в зоне проведения работ углекислотный огнетушитель.
Подготовка поверхности к работе
Удаление окислов привычной зачисткой не поможет. Пленка моментально вновь образуется на воздухе. Последовательность действий следующая:
- Производится предварительная очистка любым моющим средством и жесткой щеткой. Предпочтительно – бензин;
- Промыть чистой холодной водой;
- Поверхность обезжиривается органическими растворителями: ацетоном, уайт-спиритом, или строительными составами «РС-1», «РС-2»;
- При небольшом размере детали можно погрузить ее на несколько минут в щелочную ванну, при температуре раствора свыше 60°С;
- Затем поверхность зачищается (фактически шлифуется) металлической щеткой. Использование наждака или абразивного круга не допускается, поскольку частицы рабочего слоя останутся на металле;
- Шлифованная поверхность немедленно промывается растворителем, который должен высохнуть самостоятельно. ВАЖНО! Недопустимо протирать поверхность ветошью или прикасаться к ней пальцами;
- После подготовки незамедлительно приступают к сварочным работам.
Рецепт приготовления щелочного раствора для погружения алюминиевой заготовки: На литр воды (лучше дистиллированной) берем две столовые ложки кальцинированной соды, две ложки технического три-натрий фосфата и одну ложку жидкого стекла. Компоненты тщательно размешиваем и погружаем в раствор заготовку.
Сварка алюминия электродом
Стержни для сварки крылатого металла могут быть как плавящимися, так и неплавящимися. Первый вариант изготавливается из алюминиевой проволоки. Штучные электроды с покрытием отличаются составом присадок. Электроды для сварки алюминия
- Марка «ОК». Предназначена для соединения сплавов алюминия с магнием или марганцем. Щелочно-солевая обмазка очень гигроскопична, поэтому хранить электроды необходимо в герметичной упаковке. Вскрывать непосредственно перед употреблением;
- Популярная серия «ОЗАНА-1» и «ОЗАНА-2». В первом случае варится алюминий марки А0, А1, А2 и А3. Хорошо работают в режиме наплавки, слой которой формируется из стержня. Второй вариант предназначен для заготовок АЛ-4, АЛ-9, АЛ-11. Электродами этой серии можно выполнять сварку даже вертикальных швов, несмотря на текучесть металла;
- Марка «ОЗА» выполнена из проволоки СвА диаметром от 1 до 10 мм. Дает отличный результат при сваривании чистого алюминия любой толщины, подбирается лишь диаметр электрода. Единственные стержни, которые могут качественно соединить кремний содержащие сплавы;
- «УАНА». Этими электродами варят массивные изделия, как правило – литье. Если заготовка склонна к температурной деформации – это ваш выбор;
- Серия «ЭВЧ», «ВЛ», а также импортные аналоги WL-20, WC-20. Вольфрамовые неплавящиеся стержни;
Вольфрамовые электроды для TIG сварки алюминия.
Работают в среде нейтральных газов, например гелий-аргоновой смеси. Дуга при такой сварке зажигается непросто, поэтому для старта применяют отключаемый осциллятор.
- Присадочный пруток. Применяется при сварке вольфрамовым неплавящимся электродом. Из него формируется сварной шов.
Сварка алюминия с помощью присадочного прутка
Рецепт изготовления электродов для алюминия
Самая популярная сварка в домашних условиях – ремонт треснувших алюминиевых деталей от двигателя. Для этой работы применяются дорогостоящие электроды серии «УАНА». Аналогичные расходники можно изготовить самостоятельно.
Нарезаем алюминиевую проволоку (диаметр 3-4 мм) на куски по 25 см. Готовим обмазку: толченый мел размешиваем в силикатном клее до образования пасты. Стержни покрываем слоем 2 мм, и даем высохнуть. Рекомендуется заготовить расходников побольше – сгорают они очень быстро.
Работа инвертором
Все эти электроды используются с помощью обычного сварочного инвертора. При хорошей подготовке поверхности (см. инструкцию выше) работы можно производить на обычном воздухе. В качестве генератора инертного газа выступает покрытие электрода.
ВАЖНО! При использовании штучных электродов по алюминию, выделяются едкие испарения. Сварку необходимо производить в хорошо проветриваемом помещении. Сварка алюминия на производстве.
Шов получается не идеальным, но достаточно надежным.
Если нет возможности подать аргоновую смесь в зону сварки – используются специальные флюсовые порошки, которые можно приготовить самостоятельно или купить в магазине стройматериалов, цена на них невысока.
Инвертор для сварки алюминия используется самый обычный. Дуга зажигается при обратной полярности, при отсутствии осциллятора подается стартовый ток 200-250 ампер, который надо регулировать в процессе.
Для этого понадобится помощник. Двигают электрод от себя со скоростью не более 40 мм в секунду. По окончании сварки алюминия следует плавно убрать стержень от шва. Если сделать это резко – образуется кратер.
И все-таки лучше найти способ подачи в зону сварки аргоновой смеси. Приобрести баллон и заправлять его аргоном – не так дорого. Зато качество шва будет идеальным.
На этом видео подробно рассказывается про сварку алюминия в аргоновой среде инвертором ТР 220. А также как правильно настроить аппарат и на что обратить внимание при сварочных работах.
Сварка алюминия — уроки начинающему сварщику
Сварка алюминия в домашних условиях инвертором Ссылка на основную публикацию
Поделись статьей:
Похожие статьи
Сварка алюминия электродами по алюминию
Особенности сварки алюминия вызывают определенные трудности при соединении этого металла. Разработанные технологии в той или иной степени позволяют с этим бороться и добиваться положительных результатов. Качество сварки алюминия инвертором нельзя сопоставить с аргоннодуговой сваркой или другими технологиями соединениями Al.
Однако в бытовых условиях вряд ли найдется подходящее оборудование. В распоряжении мастера может оказаться максимум домашний сварочный аппарат, будь то инвертор или трансформатор постоянного тока.
Возникают разумные вопросы: возможно ли сварить алюминий инвертором в домашних условиях, как это сделать правильно и какие для этого потребуются материалы?
Что нужно знать сварщику
По заявлениям опытных сварщиков, электросварка этого “крылатого” металла без аргона может быть не хуже аргонной. Те мастера, которые говорят о посредственном качестве сварного шва и плохой свариваемости данным способом либо не варили алюминий электродом вообще, либо неправильно подходили к этому методу.
Обратите внимание на следующие рекомендации:
- Стыковое соединение является наиболее приемлемым. Тавровые и нахлесточные типы сварных соединений стараются избегать из- за большой вероятности затекания шлака в зазоры, который вызывает коррозию.
- После сварки шов промывается водой для удаления шлака;
- Подготовка алюминия перед сваркой обязательна. Удаление оксидной пленки, защита от ее повторного образования;
- Сварка массивных деталей толщиной более 3 мм сопровождается разделкой кромок под углом 60° с V-образной формой.
- Предварительный прогрев Al перед сваркой до 150-250 °C.
Не стоит забывать, что технически чистый алюминий сваривается лучше, чем его сплавы, содержащие магний и марганец (дюралюмилий, силумин).
Именно поэтому следут правильно подойти к выбору сварочных электродов в зависимости от химического состава сплава.
Электроды по алюминию
Наиболее распространенные марки электродов для сварки алюминиевых сплавов: ОЗА-1, ОЗА-2, ОЗАНА-1, ОЗАНА-2, ОК96.20. Стержни электродов изготавливают из сварочной проволоки с нанесением на них покрытий из смеси хлористых и фтористых солей. Толщина покрытия не более 0,3…0,5 мм на сторону.
Рассмотрим более детальное назначение каждого электрода.
- ОЗА-1 − для деталей и конструкций из технически чистого алюминия А0, А1, А2, А3. Сварка с предварительным подогревом по зачищенным кромкам.
- ОЗА-2 – для заварки литьевого брака и наплавки алюминиево-кремнистых сплавов АЛ- 4, АЛ-9, АЛ-11.
- ОЗАНА-1- сваривает технически чистый алюминий толщиной изделий более 10 мм. Предварительный подогрев температурой 250…400 С.
- ОЗАНА-2 – для сплавов АЛ-4, АЛ-9, АЛ-11, наплавки и заварки литьевого брака. Можно использовать в качестве соединительного материала изделий из дюралюминия и силумина.
- ОК96.20 − алюминиево-марганцовистые сплавы АМц; алюминиево-магниевые сплавы АМг2; АМг3; АМг5; АМг6; алюминиево-кремнистые сплавы АЛ-4; АЛ-9; АЛ-11. Подойдет для дюралюминия
Алюминиевые электроды дороже обычных и очень гигроскопичны, т. е. набирают влагу из окружающего воздуха.
Техника сварки алюминия покрытыми электродами
Сварка алюминия инвертором производится постоянным током обратной полярности, предпочтительно в нижнем положении. Дело даже не в большой текучести алюминия, а в скорости сварки, которая увеличивается в 2-3 раза в сравнении со сталью.
Электрод плавится очень быстро и вы просто не сможете выполнить шов в вертикальном, и уж тем более в потолочном положении.
Важно! Перед сваркой электроды следует прокалить.
Держать электрод следует преимущественно в вертикальном положении или чуть наклоняя . Конец электрода перемещать в направлении шва. Сварка производится в один проход на короткой дуге, без поперечных движений.
Химические элементы обмазки создают повышенное электрическое сопротивление сварочного шва, поэтому создают препятствия при повторном зажигании дуги. Швы стараются делать не длинными.
В случае обрыва дуги, шлаковую корку с кратера и конца электрода следует удалить и перекрыть предыдущий минимум на 1 см во избежание образования пор при заварке кратера.
По завершении сварки сварочный шов обязательно зачистить и промыть водой во избежании коррозии.
Заключение
Ядовитый дым, выделяющийся при сварке, а также дороговизна электродов и их капризность в хранении не сделают данный метод популярнее MIG или TIG. Применяют его, как правило, в тех случаях, где невозможно использование или нецелесообразно использование газового оборудования.
В настоящее время алюминий используется в самых различных сферах деятельности. Этот тонкий и гибкий материал часто присутствует в деталях транспортных средств, включая блоки двигателя, коробках передач и кузовных элементов. Также на его основе создаются нержавеющие ёмкости для бытовых и промышленных нужд и множество других важных предметов ежедневного обихода.
Если же в подобной конструкции образуется трещина или проблемное отверстие, закрыть его лучше посредством специального аппарата в среде аргона. Однако, не у каждого среднестатистического человека есть в распоряжении подобный агрегат, поэтому приходится искать более доступные решения. Одним из них является сварка алюминия электродом.
Чтобы успешно провести такое действие, необходимо получить определенный набор навыков и приобрести соответствующее оборудование и расходные материалы. Принцип и технология подобной сварки вполне простые, поэтому при правильном подходе вы сможете выучить их за короткое время.
Особенности работы с алюминием
Посредством электрической дуги соединяют множество видов железа. Подобная методика обеспечивает достаточно высокую температуру горения, в результате чего происходит качественное проплавление разной толщины пластин, создавая надёжную и герметичную защиту. Однако сварка алюминия с помощью инвертора считается самой сложной из-за определенных специфических характеристик.
Первая сложность заключается в гигроскопических свойствах материала, который может накапливать в себе окружающую влагу. И хоть это нельзя заметить в естественном охлажденном состоянии, но при начале сварочных работ обязательно появятся проблемы. При зажигании дуги и прогревании металла до повышенных температур частицы влаги начинают испаряться с поверхности и неизбежно проникать в зону сварку. В результате образуются чрезмерные брызги и помехи, которые мешают провести нормальный шов.
Для предотвращения подобного явления достаточно предварительно подогреть конструкцию при температурном режиме 150−190 градусов Цельсия. В таком случае можно заметить интенсивное выделение влаги на поверхности.
Следующая сложность — наличие окисной пленки, которой покрыты все изделия. Её предназначение заключается в защите конструкции от агрессивного воздействия кислотной среды. Однако это существенно утрудняет обработку с помощью инвертора. Основная неприятность связано с большой разницей температур плавления. Известно, что сам алюминий начинает расплавляться при показателях 500 градусов Цельсия, а его оксид при 2000 градусов. Для устранения подобного перепада достаточно очистить место сварки с помощью железной щетки, чтобы обеспечить требуемый доступ к металлу.
Взаимодействие с окружающей средой обеспечивает правильное формирование пор в структуре шва, что существенно ухудшает герметичность. Для защиты сварочной ванны применяют аргон или газовое облако при инверторной сварке.
Не секрет, что чистый алюминий практически не применяется для изготовки деталей, поэтому входящие в его состав наполнители и дополнительные элементы могут стать проблемой. Для примера, марки Ал2 и Ал2 содержат в себе силумин от 4 до 13%, поэтому их принято называть ограниченно свариваемыми. Подобные показатели характерны для моделей АМ r 1 и Amr 6, где марганец добавляется в пропорции 2−6%.
Этапы сварочных мероприятий
Разобраться с ключевыми тонкостями сварки алюминия не так сложно, как может показаться на первый взгляд. Посредством многочисленных попыток и экспериментов можно достичь успешных результатов и выучить подобное мастерство наизусть. Итак, пошаговые действия качественного соединения металлических изделий состоят из таких этапов и особенностей:
- Если толщина свариваемой пластины превышает 5 миллиметров, необходимо провести разделку кромок. Для этого рекомендуется сделать срез краев под углом 45 градусов, хотя другие значения тоже допускаются. Не секрет, что от величины угла разделки зависит ширина сварочного шва. Если толщина пластин превышает 7 миллиметров, то придётся сделать технический зазор между каждой деталью в два миллиметра. Если рабочий объект представлен трещиной, то её расширяют с помощью отрезного диска и «болгарки». В противном случае шов будет поверхностным.
- Подготовленную заготовку тщательно прогревают. Для удаления лишней жидкости используют пропан-кислородное пламя. Роль рабочего инструмента выполняет резак или обычный баллончик с бытовой горелкой. Необходимо прогреть поверхность до 150 градусов и убедиться, что материал достаточно сухой.
- После тщательно прогрева необходимо выполнить зачистку оксидной пленки. В этом случае вы можете воспользоваться обычной щеткой для очистки металла. Важно снять тугоплавкий слой в начале зоны сварки. Следующие действия проводятся посредством электрода, состав и температура которого способны разъедать оксид и проводить повторную сварку.
- На подготовленном изделии устанавливают прихватки, которые фиксируют все свариваемые части. Корневой шов должен быть ровным и полностью заполнять зазор. Угол относительно свариваемых частей должен составлять не меньше 90 градусов. Это может показаться непривычным для неопытных сварщиков, или тех, кто вынужден был работать с углеродистыми сталями. Однако подобным образом расплавляемый металл будет более точно попадать в место соединения. После остывания поверхности происходит осыпание шлака. К сожалению, такое действие осуществляется с большим трудом, поэтому без острого молоточка не обойтись.
- Следующие слои шва наносятся до того уровня, пока не заполнится вся толщина.
Подготовительные действия
Независимо от условий сварки — производственных или домашних, нужно правильно отнестись к подготовке кромок заготовки. Подобное действие заключается в таких процессах:
- Поверхность детали, которая будет поддаваться сварке (а также поверхность присадочного материала), тщательно очищают от грязи, масла и жира. Для обезжиривания поверхности используют уайт-спирит, ацетон, авиационный бензин и множество других растворителей.
- К подготовительному этапу относятся и такие действия, как разделка кромок свариваемых деталей, которую выполняют только при острой необходимости. Если при сварке вы не используете покрытые электроды, то разделку кромок осуществляют при толщине соединяемых деталей, превышающей 4 миллиметра. Если толщина алюминиевого сплава превышает 20 мм, то без применения электродов не обойтись. Если сварке поддаются алюминиевые листы толщиной до 1,5 миллиметров, то их торцы предварительно отбортовывают перед соединением.
- Как уже говорилось выше, непосредственно перед сваркой поверхность детали нужно полностью очистить от оксидной пленки. В таком случае принято использовать качественный напильник или щетку с ворсинками для зачистки металла. В некоторых случаях тонкий слой оксидной пленки удаляется и посредством специальных химических средств, таких как, каустическая сода, бензин и другие. При обработке каустической содой заготовку нужно тщательно промыть проточной водой.
Оборудование и электроды
Обратите внимание на список самых необходимых инструментов и приспособлений. В большинстве случаев действие проводят с помощью обычного инвертора. Такой прибор обладает удобной конструкцией, поэтому его легко перемещать или передвигать по мастерской. Полярность выставляется таким образом, чтобы в руках рабочего размещался «плюс», а на заготовку воздействовал «минус». В этом случае нужно обзавестись розеткой с 220 V.
При выборе электродов нужно отдавать предпочтение специализированным моделям типа UTP 48 или подобным аналогам. Они могут обладать разным диаметром и подбираться с учётом толщины металла. Состав расходного сырья тоже обладает некоторыми гигроскопичными свойствами, поэтому его приходится предварительно просушивать, чтобы обеспечить более качественное соединение.
Важные рекомендации для сварщиков
Как заявляют опытные специалисты, электрическая сварка такого гибкого металла без применения аргона, иногда осуществляется так же хорошо, как при аргонной сварке. Если кто-то отговаривает вас от такого решения, аргументируя это низким качеством конечного шва и плохой свариваемостью, не верьте. Скорее всего, он неправильно подошёл к методу или никогда не пробовал варить алюминий с помощью электрода.
Чтобы избежать непоправимых ошибок и непредсказуемых неприятностей, достаточно соблюдать ряд рекомендаций и правил:
- Метод стыкового соединения считается самым перспективным. Остальные разновидности в виде таврового или нахлесточного сварного соединения нецелесообразны, т. к. они повышают вероятность затекания шлака в зазоры, что станет причиной коррозийной реакции.
- После сварочных мероприятий шов промывают водой для очистки заготовки от шлака.
- Непосредственно перед обработкой материал нужно правильно подготовить. Для этого следует провести удаление оксидной пленки, а также предотвратить её появление в будущем.
- При сварке массивных деталей с толщиной от трёх миллиметров требуется разделить кромки под углом 60 градусов с V — образной формой.
- Первичный прогрев алюминия осуществляется при 150−250 градусах Цельсия.
Не забывайте, что технически чистый алюминий поддаётся свариванию гораздо лучше, чем сплавы с содержанием магния или марганца. Речь идёт о дюралюминии или силумине. Однако, изделия из чистого материала практически не эксплуатируются, поэтому при сварке могут возникать некоторые сложности.
Причины ухудшения свариваемости металла
Если в процессе сваривания вы столкнулись с какими-либо трудностями и неприятными моментами, необходимо учесть множество уникальных свойств металла:
- Ключевая трудность тепловой сварки заключается в наличии окисной пленки, которая поддаётся плавлению лишь под воздействием температур 20440 градусов Цельсия. Плавление самого металла начинается при более низкой температуре — от 660 градусов.
- Капли расплавленной детали, появляющиеся в сварной зоне, очень быстро покрываются тугоплавкой окисной пленкой, которая предотвращает образование сплошного шва. Чтобы защитить заготовку от подобного явления, сварную зону защищают от контакта с окружающим воздухом с помощью аргона.
- Расплавленный алюминий характеризуется высокой текучестью, а это существенно усложняет дальнейшее формирование сварочной ванны. По этой причине работы проводят с помощью дополнительных теплоотводящих подкладок.
- В состав алюминия входит растворенный водород, который направляется наружу после застывания расплавленного металла. В результате это вызывает появление пор и кристаллизационных трещин в шве. К тому же для сплавов такого метала характерна повышенная концентрация кремния, что тоже вызывает появление трещин от охлаждения изделия.
- Для алюминия характерен приличный коэффициент линейного расширения. Из-за этого может происходить значительная усадка металла при застывании, что вызывает ряд серьёзных деформаций соединяемых деталей.
- Сварку чистого алюминия и его сплавов проводят под воздействием высоких значений сварочного тока. Для металла характерна высокая теплопроводность. Также при сварке стали принято использовать токи с меньшей силой.
- Сварку деталей из этого метала считают сложной в тех случаях, если определить точную марку сплава не удаётся. В таком случае приходится долго и усердно выбирать подходящий режим сварки и используемые методы.
Постичь все тонкости сварки алюминия электродом может любой желающий. Достаточно запастись терпением и желанием выделить несколько часов своего времени на изучение соответствующего материала и руководства. В таком случае вы сможете выполнять множество важных операций в домашних условиях, без обращения за помощью к квалифицированным сотрудникам.
Очередь просмотра
Очередь
- Удалить все
- Отключить
YouTube Premium
Хотите сохраните это видео?
Пожаловаться на видео?
Понравилось?
Не понравилось?
Текст видео
Оцените видео «НАНО АКВАРИУМ своими руками» – https://youtu.be/EgvocALYXc0
СВАРКА АЛЮМИНИЯ ЭЛЕКТРОДОМ. СВАРКА АЛЮМИНИЯ своими руками. СВАРКА АЛЮМИНИЯ БЕЗ АРГОНА. ♦DIY CAM♦
Сварка алюминия штучными покрытыми электродами.
Этот вид сварки применяется в основном при изготовлении неответственных конструкций с толщиной металла не менее 4 мм. Этот способ сварки обладает значительными недостатками, в числе которых невысокое качество шва (пористость, низкая прочность), сильное разбрызгивание металла во время сварки, плохая отделяемость застывшего шлака, который может вызывать коррозию металла.
Покрытыми электродами можно сваривать как технически чистый алюминий, так и его сплавы. Взамен старых, имеющих значительные недостатки, марок ОЗА-1 и ОЗА-2, сегодня выпускаются более совершенные электроды для сварки алюминия УАНА и ОЗАНА, позволяющие сваривать все основные виды алюминиевых сплавов. В частности, для сварки деталей из алюминия технической чистоты используются электроды ОЗАНА-1, деталей из алюминиево-кремнистых сплавов (АЛ-4, АЛ-9, АЛ-11) – ОЗАНА-2.
Сварочный шов сделанный электродом ОЗАНА-2.
Сварка производится постоянным током обратной полярности. Сварочный ток принимается из расчета 25-30А на 1 мм диаметра электрода.
Для получения удовлетворительного качества шва необходим подогрев – до 250-300°С для металла средних толщин, и до 400°С – для массивных деталей. Подогрев и медленное охлаждение позволяют получить достаточное проплавление металла при умеренных сварочных токах, избежать возникновения кристаллизационных трещин и уменьшить коробление. При сварке крупных деталей целесообразен локальный подогрев.
Сварка алюминиевыми электродами имеет свои особенности, вызываемые тем, что они плавятся в 2-3 раза быстрее, чем стальные. Скорость сварки, следовательно, должна быть существенно выше. При обрывах дуги кратер и конец электрода покрываются коркой шлака, препятствующей повторному зажиганию дуги. В связи с этим сварку рекомендуется выполнять непрерывно в пределах одного электрода. Поперечных колебаний электродом (как при сварке стали) делать не следует.
Сразу же после сварки необходимо удалить шлак со шва, промыть его горячей водой и обработать стальной щеткой. Наличие шлака в зазорах и углах может вызвать коррозию металла.
В силу своих недостатков, сварка алюминия покрытыми электродами не пользуется почитанием среди мастеров. Предпочтение отдается аргонной сварке алюминия.
Практически каждый сварщик, независимо от опыта, когда-нибудь сталкивался со свариванием алюминия.
0:35 – описание электрода;
1:10 – как выполнять сварку;
1:30 – нагрев поверхности;
3:05 – сварка;
4:55 – зачистка шва;
5:50 – сварка двух пластин;
8:00 – сварка в различных позициях.
КАНАЛ ДЛЯ КРЕАТИВНЫХ #DIY_CAM – https://goo.gl/aOvsY2
Данный канал создан для тех кто любит жизнь, кто любит творить своими руками для независимых, целеустремлённых и творческих людей. Контент канала будет состоять из видео, на которых будет рассказано как делать различные вещи своими руками. Причём видео будут касаться абсолютно разных сфер деятельности, главный критерий – «сделай сам».
ПЛЕЙЛИСТЫ КАНАЛА:
1. МАШИНЫ И МОТОЦИКЛЫ – https://goo.gl/R974eu
2. СТРОИТЕЛЬСТВО И РЕМОНТ – https://goo.gl/KkvFu9
3. МОБИЛЬНЫЕ УСТРОЙСТВА И КОМПЬЮТЕРЫ – https://goo.gl/7PYuGk
4. СДЕЛАЙ САМ – https://goo.gl/s7KKEb
Мой канал на YouTube ♦СВОИМИ РУКАМИ Handmade DIY♦: https://goo.gl/xMFhlG
Мой канал на YouTube ♦СДЕЛАЙ САМ своими руками How to DIY♦ – https://goo.gl/fAwRV5
Видео взято по лицензии Creative Commons – Attribution (разрешено повторное использование) с канала Zeller Welding- https://www.youtube.com/channel/UC8R0.
Как я уже говорил очень интересно своими руками по принципу «сделай сам» делать ремонты, особенно ремонт квартиры и ремонт дома. Строительство – очень захватывающая сфера, где применяются многие умения, такие как: шлифовка и окраска, сварка и полировка, покраска и утепление и не забываем про гидроизоляцию и кладку, шпаклевание и штукатурку, а также укладку. Установка и обслуживание, а также разборка и шумоизоляция разных вещей это очень увлекательно. Восстановление и замена, а также обивка и обшивка разных элементов автомобиля своими руками заставляет мужчину чувствовать себя целостным. Регулировка машин и тюнинг это вообще офигенная вещь, не говоря уже о креативности – главная составляющая любого творчества. Очень приятно мастерить разные поделки, самодельные устройства, которые всегда полезны в быту. Словосочетание «умелые руки» – основной залог любой креативности.
Нюансы и технология сварки алюминия электродом — moyakovka.ru
В последние годы использование алюминия все больше получает распространение в производстве благодаря характеристикам, которые делают его привлекательной альтернативой стали. Алюминий в три раза легче, чем сталь, тем не менее он имеет более высокую прочность при легировании. В 6 раз лучше стали проводит электрический ток (в 30 раз лучше нержавеющей стали). Кроме того, алюминий — немагнитный материал, обеспечивающий превосходную коррозионную стойкость.
Схема полуавтомата для сварки алюминия.Действительно, технология сварки алюминия менее энергоемка и, следовательно, легче сварки стали. В мировом производстве прирост объемов сварки этого металла ежегодно составляет 5,5 % в связи с тем, что алюминий все больше используется в автомобильной и других отраслях промышленности.
Однако могут возникнуть некоторые трудности при применении привычного оборудования, калиброванного под сварку стали. Да и привычные сварочные режимы стали не всегда применимы к алюминию. Например, высокая теплопроводность и низкая температура плавления алюминия могут легко привести к прожиганию и поводковым проблемам, если не соблюдаются надлежащие режимы.
Сварка алюминия: что следует знать
Вернуться к оглавлению
Легирующие элементы
Таблица характеристик электродов для сварки.Чтобы была понятна технология сварки этого металла, прежде необходимо понять некоторые основы его металлургии. Алюминий можно легировать рядом различных элементов для увеличения прочности, стойкости к коррозии и/или общей свариваемости.
Главными легирующими алюминий составляющими служат Cu, Si, Mg, Mn и Zn.
Медь (Cu) обеспечивает высокую прочность алюминия. Эта серия сплавов является термостойкой и используется для изготовления частей самолетных двигателей, заклепок и винтов. Большинство этих сплавов считаются малопригодными для дуговой сварки из-за их чувствительности к горячим трещинам. Эти сплавы свариваются 4043 электродами с наполнителями, обладающими низкой температурой плавления с целью уменьшения вероятности горячих трещин.
Марганец (Mn) — с ним алюминий дает сплавы холодной закалки общего назначения, обычно отлично подходящие для аргонно-дуговой сварки с 4043 или 5356 электродами, не склонные к горячим трещинам. Кремний (Si) уменьшает плавление алюминия и улучшает его текучесть. Сплавы обладают хорошей свариваемостью.
Магний (Mg) придает сплавам отличную свариваемость с минимальной потерей прочности. Кремний и магний в совокупности создают термостойкие сплавы средней прочности, несколько склонные к горячим трещинам. Наиболее распространенными электродами для этой серии являются все те же универсальные 4043.
Цинк (Zn) в сплаве с алюминием и медью придает высокую прочность сплавам из алюминия. Свариваемость этой серии имеет недостаток: многие сорта чувствительны к образованию горячих трещин.
Чистый алюминий без легирующих добавок широко используется благодаря своей превосходной стойкости к различным видам коррозии, в оборудовании химической промышленности, легко сваривается с электродами 1100 и 4043 сплавов.
Вернуться к оглавлению
Химические свойства алюминия
Схема процесса сварки алюминия полуавтоматом.С точки зрения химии алюминий имеет высокий потенциал растворимости атомов водорода в жидкой форме и низкую растворимость в точке кристаллизации. Это означает, что даже небольшое количество водорода, растворенное в металле шва, будет стремиться выйти из него по мере затвердевания, а возникшая пористость шва может стать большой проблемой во время сварки алюминия.
Кроме того, алюминий, соединяясь с кислородом в форме оксида алюминия, создает пористый слой, который может стать ловушкой для влаги, масла, смазки и других материалов. Другими словами, алюминий защищен оксидной пленкой, которая обеспечивает металлу превосходные антикоррозионные свойства. Но, поскольку оксидная пленка имеет высокую температуру плавления (2037°С), в три раза превышающую температуру плавления самого алюминия, она препятствует соединению частей металла. Поэтому сварка алюминия требует предварительного удаления оксидной пленки, для чего можно использовать любой способ:
- механическая очистка;
- растворители;
- химическое травление и др.
Важно! Вот некоторые из признаков наличия оксидной пленки:
- блуждающая дуга, когда вы не можете получить лужу без прожига и искажения металла;
- ваш наполнитель не смешивается с лужей, вместо этого он скатывается в трудно расплавляемый шарик;
- при попытке соединения двух краев заготовок алюминия они завиваются друг от друга и образуют еще больший разрыв;
- 8 часов экспозиции после очистки вполне достаточно для работы до повторной очистки.
Вернуться к оглавлению
Механические свойства
Механические свойства сварного шва, такие как прочность на растяжение, упругость и удлинение, зависят от выбора вида сплава алюминия и наполнителя.
Для канавки сварных швов зона термического влияния (ЗТВ) диктует прочность соединения:
Схема устройства сварочного полуавтомата.- В сплавах холодной закалки ЗТВ будет полностью отожженной и станет слабым местом.
- Термостойкие сплавы требуют гораздо большего времени для отжига в сочетании с медленным охлаждением.
При таком режиме прочность сварного шва пострадает меньше.
Для угловых швов прочность зависит от состава наполнителя сплава электрода, используемого для сварки.
Совет: по возможности лучше подкладывать под область сварки радиатор из меди или алюминия. Поскольку алюминий имеет хорошую теплопроводность, то тепло из области сварного шва быстро передается остальным частям заготовок, которые становятся настолько горячими, что это может вызывать усадки и деформации в их структуре. С помощью некоторого теплопоглощения материалом, находящимся под областью сварки, можно защитить работу от деформации.
Вернуться к оглавлению
Основные методы сварки
Существует несколько основных методов сварки алюминия:
Десять правил сварочных работ.- Электродуговая газовая сварка — выступает как процесс, включающий в себя беспрерывную подачу сплошного расплавляющегося электрода в защитном газе. Применяется для сварки большей части используемых в производстве металлов, включая алюминий и другие цветные металлы, для сваривания с электродом постоянного тока положительного потенциала. При работе с алюминием полуавтоматическая сварка отличается тем, что электродом служит алюминий, подаваемый с большей скоростью и при большем токе.
- Электродуговая сварка с вольфрамом в защитном газе. При этом в процессе сварки происходит коалесценция металла при нагревании его теплом электрической дуги, возникающей между вольфрамовой проволокой и заготовкой. Неплавящимися электродами из вольфрама в среде инертного газа обеспечивается сварочный шов высокого качества. Швы четкие и блестящие, фактически не требующие зачистки после сварки. Такой способ применим для сваривания подавляющего числа металлов, но при этом требует виртуозных навыков от сварщика, особенно на тонких и замысловатых деталях. Благодаря отличному результату сварки этот метод широко применяется в аэрокосмической отрасли, самолетостроении, энергетике и нефтехимической отрасли.
- Плазменная электродуговая сварка — вариация на тему электродуговой сварки с вольфрамом в экранирующем газе. Процесс использует ограниченную дугу, выдавливаемую посредством медной насадки, она короче и действует целенаправленно. Ход сужения дуги значительно увеличивает накал дуги и количество происходящей ионизации. По мере повышения температуры энергия области плазмы распространяется вниз к рабочей поверхности алюминия. Общий результат выражается в концентрации источника тепла при более высокой температуре, что существенно повышает эффективность передачи тепла, позволяя ускорять процесс сварки. Однако использование этого метода для сварки алюминия вручную требует высокого уровня квалификации сварщика.
- Сварка лазером — обычно это автоматизированный процесс, использующий тепло от насыщенного луча брэгговского (соотнесенного) света для сваривания материалов. Употребляется для сварки практически любых металлов, алюминия в том числе. Гарантирует высокие скорости сварки, прекрасные свойства шва (хорошую механику, низкие искажения, без шлака и брызг). Сварные швы при этом выполняют как с присадочным металлом, так и без него, применяя защиту области сваривания газом. Используемое при этом оборудование требует немалых затрат и настоящего мастерства оператора из-за очень высокой скорости сварки и малого размера участков, повреждаемых лазером.
- Экранированная сварка (также известная как ручная дуговая) — процесс, который производится за счет тепла от электродуги, возникающей между электродами (кончиком) с флюсовым покрытием и поверхностью основного материала. Электродом служит металлическая проволока, покрытая составом из смеси минералов с металлами. Формула этой смеси обусловливается разновидностью электрода и полярностью сварки. Одна из функций покрытия — защитная, то есть обеспечение флюсования с целью вывода примесей из сварного депозита и контролирования химии сварного шва, обеспечения желаемых механических свойств. По мере накладывания шва покрытие электрода распадается, давая пары, которые служат в качестве защитного газа, и предоставляя слой шлака. И пары, и шлаковый слой защищают область сваривания от атмосферного воздействия. Такая сварка может применяться в условиях ограниченного доступа. Из-за простоты используемого оборудования и его эксплуатации, а также универсальности процесса экранированная дуговая сварка доминирует над другими сварочными процессами в сфере обслуживания и ремонта, в том числе и в таком деле, как сварка алюминия.
https://moyakovka.ru/youtu.be/NnaJTrs2qQA
Размеры вольфрамовой проволоки, служащей электродом, в зависимости от величины тока:
- 1/6 чистого вольфрама для тока от 30 до 80 А;
- 3/32 чистого вольфрама для 60-130 А;
- 1/8 чистого вольфрама для тока от 100 до 180 А.
При этом размер наполнителя стержня равен размеру вольфрама, длина дуги должна равняться диаметру вольфрама.
Важно! Когда не имеете представления о том, с каким именно сплавом алюминия имеете дело, воспользуйтесь универсальным электродом 4043.
Вернуться к оглавлению
Защитный газ при сварке алюминия
Дефекты шва при сварке.Дуговая сварка быстро окисляемых металлов нуждается в газах, защищающих область сварки от воздействия атмосферных газов азота и кислорода, которые могут вызывать дефекты синтеза, пористость и хрупкость металла, в том числе алюминия. Если они вступают в контакт с электродами, дугой или свариваемыми металлами. Эта проблема является общей для всех сварочных процессов, но вместо защитного газа многие методы дуговой сварки используют флюсующий материал, который при температуре сварки разлагается, выделяя защитный газ. Другие способы используют баллонный инертный газ, это избавляет от шлаков, жестких остатков, от которых необходимо освобождать место сварки. Выбор защитного газа зависит от многих факторов, главными из них выступают тип свариваемого материала и процесс изменения.
Чистые инертные газы (аргон и гелий) используются только для сварки цветных металлов (алюминий, медь и др.). Смесь аргон-гелий полностью инертна и используется только на цветных металлах, в том числе и для алюминия. Концентрация гелия до 50-75% поднимает напряжение и увеличивает тепловую энергию дуги, что делает его полезным для сварки в толще заготовок. Более высокий процент содержания гелия также улучшает качество сварного соединения и скорость использования переменного тока для сварки алюминия. Добавление даже небольшой доли водорода (до 5%) нежелательно, поскольку вызывает риск водородной пористости.
Предпочтительная скорость потока газа зависит в первую очередь от геометрии сварного шва, скорости сварки, тока, типа газа и режима используемой металлопередачи. Сварка плоских поверхностей требует большего потока, чем сваривание рифленого алюминия. Чем выше скорость сварки, тем больше газа должно быть введено для обеспечения адекватного охвата области сваривания.
Совет: оптимальный поток инертного газа (аргона) — 15-20 л/мин.
https://moyakovka.ru/youtu.be/iIFsWWGCmJo
Вернуться к оглавлению
Особенности новых технологий
Выбор сварочных электродов.Эволюция управления таким процессом, как дуговая сварка, привела не так давно к разработке программного обеспечения контролируемых инверторных источников питания. Использование программного обеспечения для оптимизации характеристики дуги для алюминия была поднята на новый уровень и стала известна как технология управления сигналом. Изменение выхода постоянного тока используется в очень высокой скорости синергетического импульсного выхода, что дает ряд преимуществ в технологии сварки:
- ввод высокой энергии во время пика импульсов;
- последовательное проникновение профиля по всей длине шва;
- снижение уровня брызг;
- улучшение текучести;
- увеличение скорости эффективного прохода;
- снижение теплового ввода;
- более низкий уровень искажений.
https://moyakovka.ru/youtu.be/NopfUuLBbRo
Новый способ варить алюминий представила команда компании Honda, разработав новый метод — ротационную сварку трением. Суть этого метода заключается в соединении заготовок из разных металлов (например, алюминия и черной стали) через механическое давление. Как объясняют специалисты Honda, такая технология сварки оставляет точечные сварные швы в прошлом и создает новые и стабильные металлические связи между металлами (например, сталь-алюминий). Швы при таком способе сварки прочнее, чем те, что получены в инертном газе. Кроме того, новая сварка вполовину экономичнее и легко поддается автоматизации и роботизации.
Книжный магазин AWS. AWS A5.3 / A5.3M: 1999 (R2006) ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ ЭЛЕКТРО
A5.3 / A5.3M: 1999 (R2007) ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ДЛЯ ЭЛЕКТРОДОВ ИЗ АЛЮМИНИЯ И АЛЮМИНИЕВЫХ СПЛАВОВ ДЛЯ ДУГОВОЙ СВАРКИ ЭКРАНИРОВАННОГО МЕТАЛЛА (ИСТОРИЧЕСКИЕ ХАРАКТЕРИСТИКИ)
Цена для участников: $ 54.00
Цена для нечленов: 72,00 $
Настоящая спецификация устанавливает требования к классификации покрытых (покрытых флюсом) электродов из алюминиевых сплавов E1100, E3003 и E4043 для дуговой сварки в среде защитного металла.Испытания, проводимые для классификации, включают химический анализ сердечника проволоки, а также испытания на растяжение и изгиб, полученные с использованием узлов для испытаний на сварку с разделкой кромок, изготовленных с каждым из двух размеров электродов для каждой классификации. Указаны стандартные размеры электродов, идентификация электродов и пределы химического состава. В этой спецификации используются как общепринятые единицы США, так и Международная система единиц (СИ). Поскольку они не эквивалентны, каждая система должна использоваться независимо от другой.
ISBN 0-87171-561-9| Форматы | Стоимость участника | Цена не для участников | Количество |
|---|---|---|---|
| 54 доллара.00 | 72,00 $ | ||
| 54,00 $ | 72 доллара.00 |
: передовые методы предотвращения дефектов | Аквасол Сварка
Не ждите появления дефектов в сварных швах. Поймите, что нужно сделать, чтобы этого не произошло, раньше, чем они это сделают.
Что такое сварка алюминия?
Алюминий — это легкий и малопрочный металл, который легко формовать и сваривать.Если он не легирован определенными элементами, он подходит только для низкотемпературных применений. Ниже приведены несколько видов дефектов, которые могут быть обнаружены во время процедуры сварки алюминия, и лучшие методы их предотвращения.
Предотвращение растрескивания:
Есть несколько различных форм растрескивания, связанных со сваркой металла. Два самых известных — это горячее и холодное растрескивание. Горячие трещины — это образование усадочных трещин во время затвердевания металла.Предотвратить горячее растрескивание можно так же просто, как выбрать присадочный металл, который имеет химический состав металла сварного шва с более низкой чувствительностью к трещинам. Вы также можете предотвратить образование горячих трещин, если используете подходящую конструкцию швов.
Холодное растрескивание — это когда водород растворяется в металле шва, а затем диффундирует в зону термического влияния. Холодное растрескивание происходит при температурах значительно ниже 600 ° F и считается очень серьезным дефектом. Чтобы предотвратить холодное растрескивание, вы можете попробовать предварительно нагреть основной материал, чтобы снизить скорость охлаждения.Вы также можете использовать сварочные материалы с низким содержанием водорода, чтобы свести к минимуму диффузию водорода в сварной шов.
Предотвращение прожигания или плохого проникновения:
Прожог вызван воздействием на металл слишком большого количества тепла и прожиганием в нем большого зазора. Поскольку сварка требует достаточно тепла для правильного плавления металлов, может произойти прожог, если сварщик не сможет сбалансировать тепло и скорость. Чтобы предотвратить прожог при сварке алюминия TIG, выполняйте сварку при малой силе тока с длинным концом на электроде.При сварке алюминия методом MIG используйте импульсный пистолет. Он будет обеспечивать достаточный нагрев и охлаждение через определенные промежутки времени, чтобы предотвратить прогорания.
Предотвращение пористости:
Сварочная пористость — это металлическое загрязнение в виде захваченного газа. Защитные газы абсорбируются расплавленным металлом и высвобождаются по мере затвердевания. Пористость при сварке слабая, сварные швы заполнены пузырьками, которые не соответствуют нормам и, что более важно, в некоторых случаях могут стать причиной ослабления и разрушения частей проекта.Подготовка поверхности трубы к сварке перед сваркой может оказаться критически важной. Чтобы не беспокоиться о загрязнении вокруг зоны сварного шва и обеспечить высококачественный сварной шов, компания Aquasol разработала салфетки EZ Wipes. Концентрированная чистящая жидкость в наших чистящих салфетках позволяет легко удалять жидкие смазочные материалы, масла, чернила, смазку и некоторые клеи, что помогает предотвратить образование пористости при сварке.
Руководство по сварке алюминия— Miracle Welding
Сварка алюминия — это процесс изготовления, в котором используется тепло и давление для соединения двух компонентов, изготовленных из алюминия или сплавов на его основе.По сравнению со сварными сборками, изготовленными из других материалов, таких как сталь, сварные алюминиевые сборки не демонстрируют такой же уровень прочности, как их основные материалы. Таким образом, профессионалы отрасли обязательно должны выбрать правильный основной материал и технику сварки, чтобы сформировать максимально прочную связь между алюминиевыми компонентами.
Однако выбор этих элементов может быть сложной задачей, поскольку операции по сварке алюминия сильно различаются в отношении основных материалов и используемых методов сварки в зависимости от продукта и производственных спецификаций.В следующей статье представлен обзор сварки алюминия, чтобы клиенты могли лучше понять, какие алюминиевые материалы и методы сварки лучше всего подходят для их проекта.
Алюминий в сварочных операциях: характеристики, сплавы и серия
По сравнению с другими материалами, используемыми в сварочных операциях, алюминий имеет отличительные характеристики, которые требуют специальных процедур обращения и создают уникальные проблемы. Свойства алюминия и его различных сплавов влияют на то, насколько хорошо материал подходит для процесса сварки и на характеристики конечного продукта.Например:
- Он имеет гораздо более низкую температуру плавления, чем сталь (1222 градуса по Фаренгейту по сравнению с 2500 градусами по Фаренгейту). Это качество позволяет выполнять сварочные операции при более низких температурах для получения сравнимого сварного шва.
- Он имеет оксидный слой с температурой плавления 3700 градусов по Фаренгейту, который действует как изолятор, что может вызвать проблемы при сварке при более низких температурах.
- Он теряет прочность при нагревании и восстанавливает силу при охлаждении.В отличие от стали, алюминий остается прочным при более низких температурах, что делает его пригодным для использования в криогенных системах транспортировки сжиженного природного газа (СПГ).
Большинство, если не все, алюминиевые сплавы демонстрируют эти свойства, поскольку они состоят в основном из алюминия с меньшим процентным содержанием других элементов. В следующем списке представлена классификация серий алюминия и соответствующих им легирующих элементов:
- Серия 1xxx (чистый алюминий) — Элементы не добавлены намеренно
- Серия 2xxx (с термообработкой) — Медь
- Серия 3xxx (без термической обработки) — Марганец
- Серия 4xxx (без термической обработки) — Кремний
- Серия 5xxx (без термообработки) — Магний
- Серия 6xxx (с термообработкой) — Магний и кремний
- Серия 7xxx (с термообработкой) — Цинк
- 8xxx series — Прочие элементы
Рекомендации по сварке алюминия
При планировании проекта сварки алюминия необходимо учитывать несколько факторов, чтобы обеспечить наилучший сварной шов.Три ключевых момента:
Чистота алюминиевой поверхности
Любые загрязнения на поверхности алюминиевой заготовки могут помешать процессу сварки. Помимо потенциального изменения химической реакции, происходящей во время сварочных операций, они могут ослабить прочность сварного шва. В частности, склонность алюминия притягиваться к кислороду и реагировать с ним, образуя тонкий оксидный слой на поверхности, требует тщательной очистки и подготовки поверхности алюминия перед началом любых сварочных операций.
Размер алюминиевой заготовки
Алюминиевые листы и пластины доступны разной толщины, чтобы удовлетворить широкий спектр применений. В зависимости от толщины заготовки, используемой при сварке, некоторые методы сварки могут не подходить, в то время как другие могут быть идеальными. Например:
- Стыковые и угловые сварные швы, как правило, не подходят для соединения алюминиевых пластин менее 1/8 дюйма (3/2 мм).
- Дуговая сварка по металлу подходит для более тяжелых алюминиевых материалов размером до 2 1/2 дюймов (63.5 мм) толщиной.
Теплопроводность алюминия
Алюминий имеет относительно низкую температуру плавления металла. Это качество в сочетании с высокой степенью теплопроводности требует тщательного баланса подачи тепла, чтобы избежать как преждевременного рассеивания тепла, так и плавления. Алюминий проводит тепло в три-пять раз быстрее, чем сталь, и каждый из его сплавов имеет немного другой уровень теплопроводности.
Чтобы учесть эти факторы, сварщики обычно используют более высокие тепловыделения, чтобы обеспечить более высокую скорость сварки, и предварительно нагревают более толстые куски алюминия перед выполнением любой сварочной операции.Во время процесса предварительного нагрева технические специалисты нагревают алюминий не более чем до 400 градусов по Фаренгейту, чтобы уменьшить изменчивость, вызванную проводимостью. Однако, поскольку слишком длительное воздействие слишком высокой температуры может снизить прочность сварного шва в термообработанных и закаленных алюминиевых сплавах, заготовка нагревается в течение минимально возможного времени.
Методы сварки алюминия
С учетом этих соображений профессионалы отрасли могут выбрать лучшие методы для различных алюминиевых материалов, размеров деталей и предполагаемых областей применения.К наиболее распространенным методам сварки алюминия относятся следующие:
Газовая дуговая сварка металла (GMAW)
Газовая дуговая сварка металлическим электродом (GMAW) — также известная как сварка в среде инертного газа (MIG) — для сварки используется инертный газ и постоянный ток с обратной полярностью. два куска алюминия вместе. Он подходит для сварки алюминиевых пластин толщиной от 1/16 дюйма до нескольких дюймов. Как метод сварки, он является быстрым и универсальным, предлагая высокие скорости сварки для широкого диапазона материалов и предполагаемых областей применения.
Газовая дуговая сварка вольфрамом (GTAW)
Газовая дуговая сварка вольфрамом (GTAW), также называемая сваркой вольфрамовым электродом в среде инертного газа (TIG), использует вольфрамовый газ для создания дуги. В отличие от GMAW, он лучше подходит для более тонких алюминиевых пластин или профилей из алюминиевых сплавов.
Дуговая сварка в экранированном угле (SCAW)
Дуговая сварка в экранированном угле (SCAW) — это ручной или автоматический процесс сварки, в котором для генерации дуги используется углеродный газ. Угольная дуга в сочетании с присадочным материалом из отдельного присадочного прутка используется для завершения сварки.Хотя флюс требуется на протяжении всей операции сварки, его необходимо удалить в конце. Конечные продукты, произведенные в процессе сварки SCAW, имеют сварные швы, идентичные продуктам, полученным в результате кислородно-ацетиленовой или кислородно-водородной сварки.
Дуговая сварка экранированного металла (SMAW)
При дуговой сварке защищенным металлом (SMAW) сварщики используют электрод, покрытый экструдированным флюсом или флюсом, нанесенным сильным погружением. Это покрытие защищает сварной шов, образуя газовый экран вокруг дуги и расплавленного материала.Он также объединяет оксид алюминия для образования шлака, который можно удалить в конце процесса сварки или во время чистовых операций.
Сварка атомарным водородом
При сварке атомарным водородом используется атмосфера газообразного водорода для поддержания дуги между двумя вольфрамовыми электродами. Процесс, методы и результаты аналогичны кислородно-ацетиленовой сварке, и производители могут автоматизировать процесс или выполнять его вручную.
Приварка шпилек
Приварка шпилек использует обычные инструменты для дуговой приварки шпилек и специальный адаптер сварочной горелки (который позволяет контролировать высокочистый защитный газ) для приваривания шпилек диаметром от 3/16 до 3/4 дюйма.В этом процессе используются методы разряда конденсатора или разрядки конденсатора тянутой дугой.
Электронно-лучевая сварка
При электронно-лучевой сварке сварщики бомбардируют алюминиевые детали высокоскоростным потоком электронов. Этот поток соединяет соединения вместе, преобразуя кинетическую энергию электронов в тепловую энергию при контакте с заготовкой (ами). Поскольку этот процесс может быть опасным, он обычно происходит в откачанной камере.
Контактная сварка
Существует три основных метода контактной сварки: оплавление, шовная сварка и точечная сварка.Каждый из этих процессов подходит для соединения алюминия и алюминиевых сплавов, включая высокопрочные, поддающиеся термической обработке алюминиевые сплавы.
На молитвы о сварке алюминия отвечает чудо-сварка
Компания Miracle Welding имеет более чем 39-летний опыт производства и сварки высококачественной продукции. Знания и навыки, полученные в результате этого опыта, позволяют нам в значительной степени понять нюансы операций по сварке алюминия, включая то, как используемые сплавы, размеры деталей и используемые методы влияют на качество сварного конечного продукта.
От MIG и TIG до дуговой и контактной сварки — у нас есть ноу-хау, чтобы удовлетворить все ваши потребности в сварке алюминия. Свяжитесь с нашей командой сегодня, чтобы узнать больше о наших сварочных возможностях, или запросите расценки, чтобы обсудить спецификации вашего следующего сварочного проекта с одним из наших экспертов.
Как Mig Weld Aluminium
Заявление об ограничении ответственности: welderportal.com поддерживается своей аудиторией. Когда вы совершаете покупку по ссылкам на нашем сайте, мы можем получать небольшую комиссию без каких-либо дополнительных затрат для вас.
Сварочные аппараты MIG — это универсальные системы, предназначенные для выполнения широкого круга задач, включая сварку алюминия. Однако при сварке алюминия сварщику необходимо учитывать несколько важных факторов, поскольку есть определенные отличия от сварки стали. Читайте советы по сварке алюминия методом MIG.
Основы сварки алюминия MIG
Убедитесь, что у вас есть все необходимое защитное снаряжение
Прежде всего, перед началом сварки убедитесь, что на вас надето все защитное снаряжение.Поскольку сварка — опасный процесс, очень важно иметь надлежащую защиту. Он должен включать сварочный шлем, куртку, перчатки, ботинки и прочее.
Толщина алюминия
Прежде всего, при сварке более тонких листов алюминия убедитесь, что сварочный аппарат MIG не потребляет слишком много энергии. В противном случае он может прожечь металл. Минимальная толщина, которую вы должны попытаться сварить, составляет 14 калибра. Для более тонкого алюминия вам нужно будет использовать настройку импульса сварщика.А для очень тонкого алюминия лучше всего использовать сварочный аппарат TIG.
Получить катушечный пистолет
Также имейте в виду, что алюминиевая проволока MIG намного мягче стальной. Из-за этого он не сможет эффективно проходить через систему и будет продолжать заклинивать внутри кабельного вкладыша. Чтобы не тратить на это много времени, можно приобрести катушечный пистолет. Он присоединяется к горелке MIG, и через нее проволока подается прямо к горелке.
Очистка перед сваркой
Перед началом процесса сварки очистите алюминиевую поверхность.При необходимости удалите смазку с помощью растворителей. Кроме того, удалите оксиды с поверхности, иначе стыки не будут хорошо свариваться. Используйте металлическую щетку, предназначенную только для алюминия.
Выберите правильное оборудование
Убедитесь, что сварочный аппарат имеет достаточную мощность. Для более толстого алюминия вам понадобится более мощный станок. Например, система на 115 В сможет сваривать материал толщиной до ⅛ дюйма, а машина на 230 В может сваривать до дюйма.
Выберите подходящий газ
Для сварки стали обычно используется комбинация аргона и углекислого газа.С другой стороны, для сварки алюминия в качестве защитного газа следует использовать чистый аргон. При работе с более толстым алюминием иногда добавляют гелий, что обеспечивает более глубокое проникновение в металл.
Используйте алюминиевые электроды
В случае алюминия особенно важно выбрать правильную толщину электрода. Ищите электроды диаметром 0,035 дюйма. Хороший выбор — алюминиевый электрод 4045. Некоторые другие сплавы, такие как 5536, может быть легче подавать, но для его плавления потребуется больше тока.
Скорость передвижения
Если вы двигаетесь недостаточно быстро, сварной шов может прожечь и сварочная лужа выйдет прямо на заготовку. Как правило, вы можете использовать те же настройки напряжения, что и при сварке низкоуглеродистой стали, но двигаться с удвоенной скоростью движения.
Распылитель для переноса
Этот режим обеспечивает плавный перенос капель расплавленного металла в сварочную ванну. При использовании метода переноса распылением отсутствует процесс переноса короткого замыкания, как при сварке стали MIG.Для переноса распылением вам необходимо повысить напряжение сварочного аппарата, и он будет выделять большое количество тепла для создания большой сварочной ванны. Так что это может быть сложно контролировать, особенно при работе с более тонкими материалами.
Следует толкать или тянуть?
Сварку следует выполнять в прямом направлении, чтобы защитный газ мог в достаточной мере покрыть сварочную ванну. Поэтому вам следует толкать фонарик, а не тянуть его. Вытягивание резака не обеспечит достаточного газового покрытия и приведет к пористым и грязным сварным швам.
Старайтесь поддерживать расстояние от резака до обрабатываемой детали. Движение горелки должно быть прямым и устойчивым, чтобы загрязнения не попадали в сварочную ванну.
Что касается угла перемещения, держите резак под углом от 10 до 15 градусов. Как мы уже упоминали выше, держите наконечник и сопло резака направленными в направлении движения.
Другие наконечники
Если сварные швы загрязняются, убедитесь, что металл должным образом очищен, используется защитный газ и проволока соответствующего типа.Кроме того, убедитесь, что вы используете технику толкания, а не перетаскивания.
Если вы прожигаете алюминий, попробуйте увеличить скорость движения, но в то же время сделайте швы короче. Кроме того, алюминий может быть слишком тонким, и вам может потребоваться переключиться на TIG на переменном токе.
Сварка алюминиевых сплавов
Особые свойства, влияющие на сварку, — это его оксид. характеристики, его тепловые, электрические и немагнитные характеристики, отсутствие изменения цвета при нагревании и широкий диапазон механических свойств и температур плавления, который в результате сплавления с другими металлами…
Алюминий и его сплавы можно соединить большим количеством способов, чем любой другой металл, но алюминий имеет несколько химических и физических свойств, которые необходимо понять. при использовании различных процессов соединения.
Специфические свойства, влияющие на сварку, — это его оксидные свойства, тепловые, электрические и немагнитные характеристики, отсутствие изменения цвета при нагретый, а также широкий диапазон механических свойств и температур плавления, которые в результате сплавления с другими металлами.
Оксид. Оксид алюминия плавится примерно при 2050 ° С ° С ° С, что намного выше чем температура плавления основного сплава. Если оксид не удален или не вытеснен, в результате получается неполное слияние. В некоторых процессах соединения хлориды и фториды используются для удаления оксида. Хлориды и фториды должны быть удаляется после операции соединения, чтобы избежать возможной проблемы с коррозией в служба.
Растворимость в водороде. Водород очень быстро растворяется в расплавленном алюминии. Однако водород почти не растворяется в твердом алюминии, и он был определено как основная причина пористости в сварных швах алюминия. Высокие температуры сварочной ванны позволяют абсорбировать большое количество водорода, а также затвердевает, растворимость водорода сильно снижается. Водород, превышающий эффективный предел растворимости образует газовую пористость, если он не выходит из затвердевающий сварной шов.
Электропроводность. Для дуговой сварки важно, чтобы алюминий сплавы обладают высокой электропроводностью — у чистого алюминия 62% от чистого алюминия. медь. Высокая электропроводность позволяет использовать пистолеты с длинными контактными трубками, потому что резистивный нагрев электрода не происходит, как это происходит с электроды из черных металлов.
Тепловые характеристики. Теплопроводность алюминия около 6
раз больше стали.Хотя температура плавления алюминиевых сплавов составляет
значительно ниже, чем у ферросплавов, требуются более высокие тепловыделения для
сваривать алюминий из-за его высокой удельной теплоемкости.
Высокая теплопроводность делает алюминий очень чувствительным к колебаниям тепла.
ввод сварочного процесса.
Формы алюминия. Большинство форм алюминия можно сваривать. Все кованые
формы (листы, пластины, штампы, поковки, стержни, стержни и ударные штампы), а также
можно сваривать как в песчаные формы, так и в постоянные формы.Сварка на обычных
литье под давлением создает чрезмерную пористость как в сварном шве, так и в основном металле
рядом со сварным швом из-за внутреннего газа. Однако вакуумное литье под давлением
была сварена с отличными результатами. Детали порошковой металлургии (P / M) также могут пострадать
от пористости при сварке из-за внутреннего газа.
Состав сплава — гораздо более важный фактор, чем форма в
определение свариваемости алюминиевого сплава.
Критерии выбора присадочного сплава
При выборе оптимального присадочного сплава необходимо учитывать область применения (конечное использование) сварного часть и ее желаемые характеристики должны быть первоочередными соображениями.Многие сплавы и Комбинации сплавов могут быть соединены с использованием любого из нескольких присадочных сплавов, но только один наполнитель может быть оптимальным для конкретного применения.
При выборе присадочного сплава для сварки обычно учитываются следующие основные факторы:
- Легкость сварки
- Прочность сварного шва на растяжение или сдвиг
- Пластичность сварного шва
- Рабочая температура
- Коррозионная стойкость
- Соответствие цвета сварного шва и основного сплава после анодирования
- Чувствительность к растрескиванию сварного шва.
Простота сварки — это первое, что нужно учитывать при большинстве сварочных работ. В Как правило, нетермообрабатываемые алюминиевые сплавы можно сваривать с присадочным сплавом. того же основного состава, что и базовый сплав.
Термически обрабатываемые алюминиевые сплавы несколько более сложны в металлургическом отношении и более чувствителен к «горячим коротким» трещинам, возникающим в зоне термического влияния (HAZ) ликвидация при сварке.Как правило, разнородный сплав наполнитель с более высоким содержанием растворенных веществ (например, медь или кремний) используется в этот случай.
- Высокочистые сплавы серий 1ххх и 3003 легко свариваются с основным сплавом. наполнитель, сплав 1100 или наполнитель из сплава алюминия и кремния, например 4043.
- Сплав 2219 демонстрирует лучшую свариваемость среди основных сплавов серии 2ххх и является легко сваривается с присадками 2319, 4043 и 4145.
- Алюминий-кремний-медный присадочный сплав 4145 обеспечивает наименьшую восприимчивость к растрескивание сварных швов деформируемыми медными подшипниковыми сплавами серии 2ххх, а также отливки из алюминиево-медных и алюминиево-кремний-медных алюминиевых сплавов
- Растрескивание сварных швов алюминиево-магниевого сплава уменьшается по мере того, как магний содержание сварного шва увеличивается выше 2%.
- Базовые сплавы серии 6xxx легче всего свариваются с алюминиево-кремниевым сплавом. типа присадочных сплавов, таких как 4043 и 4047. Однако алюминиево-магниевый тип присадочные сплавы также могут удовлетворительно использоваться с подшипником с низким содержанием меди 6xxx сплавы, когда требуются более высокая прочность на сдвиг и пластичность металла шва.
- Сплавы серии 7xxx (алюминий-цинк-магний) демонстрируют широкий диапазон трещин.
чувствительность при сварке. Сплавы 7005 и 7039 с низким содержанием меди
(
Сварочные процессы
Процесс GTAW (газовая дуговая сварка) использовался для сварки толщиной от От 0,25 до 150 мм и может использоваться во всех положениях сварки.Потому что это относительно медленный, он очень маневренный для сварки труб, трубопроводов различной формы. Это обеспечивает превосходный контроль проплавления и позволяет производить сварные швы с отличной прочностью. Кратеры окончания сварки могут быть легко заполнены, поскольку ток уменьшается с помощью ножная педаль или электронное управление.
Процесс ac — GTAW обеспечивает действие дуговой очистки для удаления поверхности оксида во время положительного электрода половины цикла и проникающей дуги, когда электрод работает с отрицательной полярностью.
Постоянный ток — процесс GTAW. Постоянный ток отрицательной полярности электродов может быть применяется для сварки алюминия ручным и механизированным способом.
Другие процессы дуговой сварки включают дуговую сварку в среде защитного металла (SMAW), т.к. а также электрошлаковая и электрогазовая сварка (ESW, EGW). SMAW со стержнями, покрытыми флюсом был в значительной степени заменен процессом GMAW.
Процесс кислородно-газовой сварки (OFW) использует флюс и либо оксиацетилен. или пламя кислородно-водородного газа.Когда используется кислородно-ацетиленовое пламя, немного снижается требуется пламя, которое вызывает углеродистые отложения, закрывающие сварной шов и замедляет скорость движения.
Электронно-лучевая сварка (EBW) в вакуумной камере дает очень глубокую, узкий проплав при высоких скоростях сварки. Низкое общее тепловложение приводит к самая высокая прочность после сварки из термообрабатываемых сплавов. Высокий температурный градиент от сварного шва в основной металл создает очень ограниченные металлургические модификации и меньше всего вызывает межкристаллитное растрескивание стыковых швов без наполнителя добавлен.
Лазерная сварка (LBW) теперь считается жизнеспособным соединением плавлением процесс обработки алюминия с появлением коммерчески доступных, стабильных, высокомощных лазерные системы. Из-за высокой отражательной способности алюминия эффективное соединение Для лазерного луча и алюминия требуется относительно высокая плотность мощности.
Понимание ваших расходных материалов для сварки алюминия
Сварка алюминия становится все более распространенной, поскольку производители стремятся создавать легкие и долговечные изделия.Выбор присадочного металла для алюминия часто сводится к одному из двух сплавов: 5356 или 4043. На эти два сплава приходится от 75 до 80 процентов сварочных работ алюминия. Выбор между двумя или другими вариантами зависит от сплавов свариваемого основного материала и свойств самих электродов. Понимание разницы между ними может помочь определить, какой из них лучше всего подходит для вашей работы или другой вариант будет более подходящим.
Устойчивость к растрескиванию
Одним из преимуществ 4043 является высокая стойкость к растрескиванию, поэтому для сварки чувствительных к растрескиванию сварных деталей это лучший выбор.Причина этого в том, что это более жидкий сварочный металл с очень узким диапазоном замерзания. Диапазон замерзания — это диапазон температур, при котором материал является как частично жидким, так и частично твердым. Если существует большая разница температур между жидкостью и твердым телом, возможно растрескивание. Преимущество 4043 в том, что он приземляется близко к температуре эвтектики, где он быстро переходит из твердого состояния в жидкое.
Текучесть и капиллярность сварки 4043 улучшают герметичность компонентов.Например, по этой причине теплообменники часто привариваются к 4043.
Даже если вы свариваете сплав 6061, который является очень распространенным сплавом, если вы используете слишком много тепла и слишком много проплавления в этом основном металле, вероятность его растрескивания намного выше, поэтому в некоторых случаях предпочтительным является 4043. выбор с этим сплавом. Однако люди часто используют 5356 для сварки 6061. В данном случае это действительно зависит от условий. Наполнитель 5356 имеет и другие преимущества, которые делают его ценным для сварки 6061.
Поверхность
Другим основным преимуществом 4043 является то, что он дает очень яркую поверхность и намного меньше образования сажи, что представляет собой черные линии, которые вы можете увидеть на край шва 5356.На сварном шве не должно быть этого образования сажи, но на пальце ноги вы увидите линии инея, а сразу за ними — черную полосу. Это оксид магния. Вы не получите этого с 4043, что очень ценно, если вы работаете над деталью, для которой вы хотите уменьшить объем очистки после сварки.
Устойчивость к растрескиванию и блестящая поверхность — две основные причины, по которым 4043 выбирается для конкретных работ.
Однако соответствие цвета сварного шва и основного металла может быть проблемой для 4043. Это вызывает беспокойство, если сварная деталь будет анодирована после сварки.Если вы используете 4043 на детали, после анодирования сварной шов станет черным, что обычно не идеально.
Электропроводность
Одним из недостатков использования 4043 является его высокая электропроводность. Если электрическая проводимость электрода высока, вам понадобится больше силы тока, чтобы сжечь такое же количество проволоки, потому что создается не такое большое сопротивление, которое создает тепло, которое делает сварку возможной. С 5356 вы, как правило, сможете достичь более высоких скоростей подачи проволоки, и это хорошо, когда дело касается пропускной способности и количества сварочной проволоки, уложенной за час.
Поскольку 4043 имеет более высокую электропроводность, для сжигания того же количества проволоки требуется больше энергии. Это приводит к более высокому тепловложению, что затрудняет сварку тонкого материала. Если вы работаете с тонким материалом и испытываете трудности, используйте 5356, потому что так легче получить правильные параметры. Вы можете сваривать немного быстрее, и у вас не будет прожога на обратной стороне листа.
Прочность и пластичность
Еще одним недостатком использования 4043 является его низкая прочность и пластичность.Обычно он не рекомендуется для сварки, например, 2219, термообрабатываемого медного сплава серии 2000 года. Как правило, если вы собираетесь приваривать 2219 к самому себе, вы хотите использовать 2319, который даст вам гораздо лучшую прочность.
Низкая прочность 4043 делает его более жестким для подачи через сварочные системы. Если вы планируете использовать электрод 4043 диаметром 0,035 дюйма, у вас возникнут проблемы с подачей, потому что он очень мягкий и имеет тенденцию изгибаться внутри гильзы пистолета.Часто люди используют пистолеты толкающего / толкающего типа, чтобы обойти это, но толкающие пистолеты не рекомендуется, потому что толкающее действие может вызвать это коробление.
Для сравнения, 5356 имеет более высокую прочность колонны, что облегчает подачу. Это то, что делает это во многих случаях выгодным при сварке сплавов, таких как 6061: вы получаете более высокие скорости подачи, более высокую прочность и меньше проблем с подачей.
Высокотемпературные приложения
Высокотемпературные приложения, температура около 150 градусов по Фаренгейту, являются еще одной областью, где 4043 очень эффективен.
Однако это опять же зависит от состава основного сплава. Одна из проблем, с которой вы можете столкнуться с алюминиево-магниевыми сплавами серии 5000, — это коррозионное растрескивание под напряжением, если содержание магния превышает 3 процента. Сплавы, такие как опорная плита 5083, обычно не используются при высоких температурах. То же самое можно сказать и о 5356 и 5183. Для базовых пластин из магниевого сплава обычно используется 5052, приваренный к самому себе. В этом случае модель 5554 имеет достаточно низкое содержание магния, поэтому она не вызывает коррозионного растрескивания под напряжением.Это наиболее распространенный вариант, который используют сварщики присадочного металла, когда им нужна прочность серии 5000. Прочность ниже, чем у обычного сварного шва, но все же демонстрирует прочность, необходимую в применении, требующем температуры выше 150 градусов по Фаренгейту.
Есть и другие приложения, в которых, конечно, предпочтительнее третья альтернатива 4043 или 5356. Например, если вы свариваете что-то вроде 5083, который представляет собой более прочный магниевый сплав, вам следует использовать присадочный металл с более высокой прочностью, например, 5556, 5183 или 5556A, которые все имеют высокую прочность. -прочные расходные материалы.
Однако 4043 и 5356 остаются обычным выбором для многих рабочих мест.