Сварка алюминия в домашних условиях инвертором – правила, советы, видео
Сварка алюминия инвертором, осуществляемая в производственных и в домашних условиях, – это очень распространенный технологический процесс, так как изделия из данного металла используются практически повсеместно. Широкая популярность, которой отличается данный металл, объясняется его уникальными свойствами: небольшим удельным весом, высокой тепло-, а также электропроводностью, способностью противостоять механическим нагрузкам. Выполнять соединение деталей из алюминия с применением инвертора в домашних условиях позволяет развитие сварочной техники.
Сварка алюминиевых деталей в домашних условиях
Особенности сварки алюминия с использованием инвертора
Применять сварочный инвертор в домашних условиях для выполнения сварки деталей, изготовленных из алюминия, допустимо, для этого достаточно придерживаться ряда несложных условий. Сам аппарат, используемый для выполнения работ с деталями из алюминия, может быть самым простым, основное внимание уделяется расходным материалам.
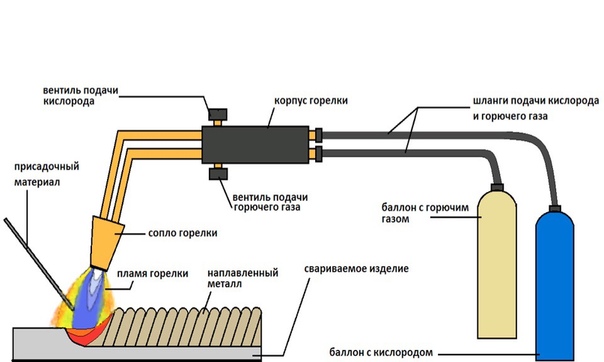
Схема аргонодуговой сварки алюминия
- Приобретите электроды, которые специально предназначены для сварки данного металла. Узнать такие электроды можно по их маркировке: ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Используя эти электроды, можно варить не только алюминий, но и другие металлы, отличающиеся высокой теплопроводностью.
- Кроме того, вам понадобится сварочный инвертор, в качестве которого подойдет оборудование даже с самыми скромными характеристиками.
- Для подготовки электродов к сварке алюминия потребуется печь: в ней они будут подвергаться предварительному прогреванию. Такая процедура, как предварительная прожарка электродов, является обязательной при сварке алюминия. От этого напрямую зависит качество и надежность формируемого сварного шва.
Самодельная печь для сушки и прогрева электродов
Выполняя сварку данного металла инвертором в производственных или домашних условиях, важно учитывать ряд нюансов, от которых зависит качество создаваемого соединения.

- Поверхность деталей из алюминия необходимо тщательно зачистить от тугоплавкой оксидной пленки, которая всегда на ней присутствует. Для этого используются абразивные материалы, металлические щетки или химические средства.
- В отличие от стали, алюминий не меняет цвета своей поверхности в процессе нагревания, что значительно усложняет контроль за выполнением сварочных работ.
- Чтобы обеспечить качественный прогрев соединяемых деталей в процессе выполнения сварочных работ, необходимо действовать не спеша, тщательно контролируя каждый этап технологии.
- Поскольку алюминий отличается высокой текучестью, сварные швы выполняются в один слой. Чтобы избежать протекания расплавленного металла, необходимо использовать металлические подкладки.
- Остывание алюминия после нагрева, вызванного выполнением сварочных работ, может вызвать деформирование свариваемых деталей и появление трещин в полученном соединении. Чтобы избежать этого, желательно не располагать сварные швы слишком близко по отношению друг к другу.


По технологии выполнения сварка алюминия с помощью инвертора незначительно отличается от технологии подобных работ, выполняемых с черными металлами. Именно поэтому, обладая опытом выполнения сварочных работ, можно с успехом применить свои навыки и при сварке данного металла.
Каким должен быть инвертор, используемый для сварки алюминия
Для сварки алюминия могут быть использованы инверторы различных модификаций, но, если вы только определяетесь с выбором такого оборудования, то оптимальным будет отдать предпочтение моделям, конструкция которых допускает возможность подключения специальной приставки для подачи защитного газа (аргона).
Аппарат для аргонодуговой сварки Кедр TIG-259P
Варить данный металл в домашних условиях можно и электродом, но, если к качеству формируемого соединения предъявляются высокие требования, лучше использовать полуавтоматическую сварку или выполнять сварочные работы при помощи неплавящегося электрода, который изготавливается из вольфрама, и присадочного прутка.
Выбрать подходящий полуавтомат поможет видеоролик, рассматривающий несколько бюджетных моделей.
Использование для соединения алюминиевых деталей инвертора, в отличие от применения сварочных аппаратов другого типа, предоставляет массу преимуществ, к основным из которых следует отнести:
- быстрое зажигание сварочной дуги, а также ее стабильное горение;
- получение качественного, красивого и надежного сварного шва;
- возможность выполнять сварку листового материала небольшой толщины;
- универсальность, дающую возможность применять инвертор для сварки с использованием как обычных, так и неплавящихся электродов.
В маркировке инверторов, которые могут совмещаться с приставкой для подачи защитного газа, присутствует обозначение TIG. От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
От обычных моделей такие инверторы отличает наличие в их конструкции осциллятора, формирующего импульсы напряжения высокой частоты, что облегчает зажигание дуги. Кроме того, в конструкции таких устройств предусмотрено наличие вентиля, регулирующего поток защитного газа, подаваемого в зону сварки.
Правила подготовки к сварочным работам и их проведение
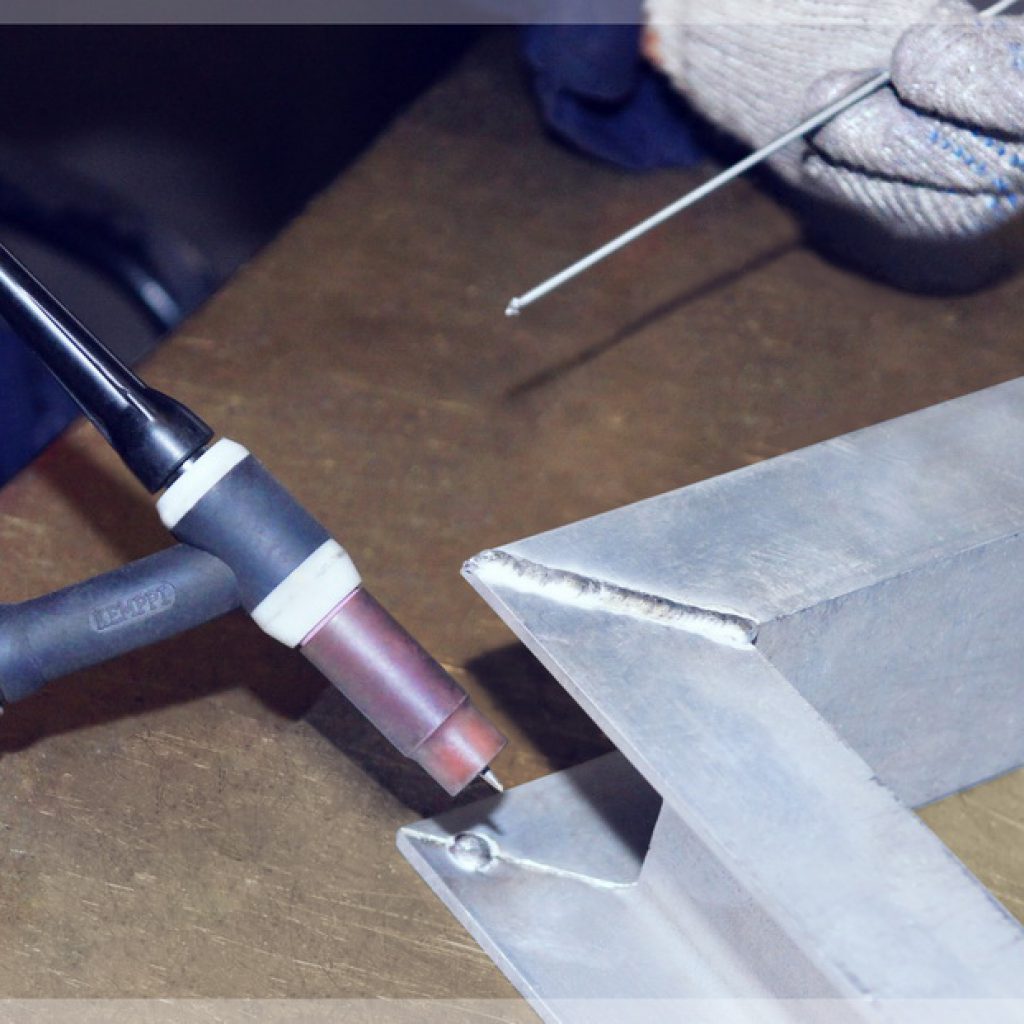
Если говорить о качестве сварки инвертором деталей, изготовленных из алюминия, а также сплавов данного металла, то лучшим оно получается, если она выполняется в среде защитного газа аргона и с применением неплавящегося электрода. Такую сварку вполне можно осуществлять в домашних условиях, используя для этого инвертор и соответствующие расходные материалы.
Вольфрамовые электроды для сварки в защитном газе
Естественно, что для такой сварки необходимо использовать дополнительное оборудование, которое обеспечивает подачу, а также регулировку потока защитного газа. Вам также понадобится баллон, в котором данный газ содержится.
Качество сварки напрямую зависит от того, насколько тщательно проведены подготовительные работы. Основная цель таких работ – разрушить тугоплавкую оксидную пленку, присутствующую на поверхности изделий из алюминия. Кроме того, если необходимо выполнить сварку деталей значительной толщины, область соединения желательно прогреть, используя для этого обычную газовую горелку.
Технология выполнения сварочных работ, осуществляемых с алюминием с помощью инвертора, выглядит следующим образом.
Подготовка свариваемых поверхностей механическим способом
- Торцы соединяемых деталей и область, прилежащая к будущему сварному шву, тщательно зачищаются, для чего используется металлическая щетка или (в некоторых случаях) химическое средство.
- Если сварку планируется выполнять электродами, на которые нанесено специальное покрытие, что часто практикуется именно в условиях гаража или домашней мастерской, то электроды необходимо предварительно прогреть в специальной печи.
- Сварочные работы выполняются не спеша. Это требуется для того, чтобы обеспечить качественный прогрев соединяемых деталей. При сварке алюминия и сплавов данного металла электродами и присадочным прутком не производятся поперченные колебания, а сама сварка выполняется в один слой. Чтобы более подробно познакомиться с нюансами данного процесса, можно посмотреть обучающее видео.
- Защитный газ, используемый для выполнения сварки, начинает подаваться за несколько секунд до ее начала. После окончания процесса также необходимо выждать 5–7 секунд, а затем выключить подачу газа.

Итак, выполнять сварочные работы с таким металлом, как алюминий, можно и в домашних условиях, важно только использовать для этого соответствующее оборудование и расходные материалы. Естественно, необходимо обладать и навыками выполнения сварочных работ – одного просмотра тематического видео будет мало, если вы плохо знакомы с инвертором.
 youtube.com/embed/1obPcoJJttU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/1obPcoJJttU» frameborder=»0″ allowfullscreen=»allowfullscreen»/>Сварка алюминия в домашних условиях. Небольшие советы. | СРЕДА ОБИТАНИЯ ЧЕЛОВЕКА
Какие проблемы возникают при сварке алюминияАлюминий, также как его сплавы, относится к металлу, при сварке которого возникают определённые трудности. Наверное, каждому сварщику известно, что поверхность алюминия покрывает плёнка, состоящая из соединения алюминия с кислородом воздуха – оксид алюминия Al2O3. Эта пленка защищает алюминий от коррозии,к тому же она достаточно тугоплавкая, её температура плавления 2050 градусов.
Кроме того, если очистить поверхность металла от этой плёнки механическим или химическим способом, со временем она появится опять, так как кислород вступит в реакцию с алюминием, поэтому заранее очищать все детали не получится.
Качественный и бракованный сварочный шовКачественный и бракованный сварочный шов
Вторая проблема, которая мешает сварке, состоит и в том, что сам алюминий начинает разрушаться при нагревании его уже до 450 градусов.
Также, при нагревании сварочного места и при одновременном воздействии случайных примесей, например, железа в виде остатков мелкой стружки или ржавчины или кремния в виде мелких песчинок, может появиться коррозия сварочного шва, которая разрушает как шов, так и околошовную зону. Поэтому место работы нужно хорошо убирать.
Также нужно помнить, что не все марки алюминиевых сплавов одинаково хорошо подвергаются сварке. Например, хорошо поддаются сварке сплав алюминия с добавлением магния, но при этом это должна быть марка не выше АМг6т, то есть магния должно быть не более 6%, так как с повышением этого элемента ухудшаются сварные качества. Отлично варится такой сплав, как дюралюминий, например такие марки, как Д1, Д16, Д19. Д20 также подлежит соединению при помощи сварки, но намного хуже, приходится применять специальные электроды, рассчитывать режим сварки. В дюралюминии добавляется медь как основной компонент легирования, примерно 4, 5% от общего состава, затем тот же магний, примерно 1, 5% в зависимости от марки и марганец, около 0, 5%.
Для ручной дуговой сварки алюминия используют порошковые электроды, их проще называют ещё электродами с обмазкой. В составе порошка для обмазки входят соединения фтора или хлора, которые при горении дуги соединяются с материалом стержня – алюминием, выделяя при этом газ, который защищает расплавленный алюминий от кислорода воздуха и примесей.
Толщина металла, который собираемся варить, при ручной сварке должна быть минимум 4 мм, электрод берем толщиной 4 -5 мм, так как он плавится в 2, 5 – 3 раза быстрее, чем из черного металла. Этот вид сварки применяется как для деталей, состоящих из чистого алюминия или сплавов, имеющих добавление до 5% марганца.
Для таких работ лучше купить электроды для сварки алюминия таких марок, как ОЗАНА. Хорошо использовать и такие российские марки, как ОЗА, ОЗА – 1, ОЗР, ОЗР – 2 для разных составов сплава.
Выбрав для работ марку ОЗАНА – 1 нужно помнить, что их применение лучше для алюминия без добавок, например, таких марок, как А0, А1, А2, А3. При толщине свариваемых деталей не выше 10 мм прокалывать их не нужно, при большей толщине нужно прокалить 30 минут при стабильной температуре 180-200 градусов. Важно – выбираем ток только обратной полярности, переменный.
Для сплавов применяется марка ОЗАНА – 2. Остальные технологии аналогичные с предыдущей.
Если у нас аппарат с постоянным током, но с обратной полярностью, тогда применяются электроды ОЗА.
Они применяются как для чистого металла, так и для его сплавов, но с обязательной прокалкой до 250 градусов электродов и подогрева деталей, которые будете варить. Применяются эти электроды по алюминию для дуговой сварки при толщине деталей от 3 до 16 мм. Являются очень чувствительными к чистоте сварочных кромок. Первые две марки электродов позволяют варить в горизонтальном и наклонном положении, для потолочных швов лучше использовать марку УАНА, которую также используют для соединения деталей, изготовленных методом литья и сложной формы, у которых повышенная деформация при сварке.
Из иностранных производителей можно обратить внимание на шведскую марку ESAB. Их используют для работ в среде аргона или смеси аргона и других газов. Выпускаются эти электроды для сварки алюминия или его сплавов инвертором нескольких марок. Например, марка ОК 96.10, имеет защиту электрода, которая состоит из хлористого и фтористого соединений в виде композитов. Это позволят сварочной дуге гореть очень стабильно. В результате чего получаем ровный аккуратный шов с минимумом разбрызгивания, с легко отделяемыми шлаками. Подходит для сварки алюминия.
Для сварки сплава с добавкой марганца не выше 3% выбираем ОК.96.20.
Если в сплаве присутствует медь, марганец или магний, выбираем ОК.96.50, у которого сама основа также состоит из сплава с добавлением марганца.
Обычно для сварки, как полупрофессиональной (гаражной), так и профессиональной этого металла применяется инверторный аппарат, который может варить как вольфрамовым или угольным электродом, так и проволокой. Поэтому важно выбрать нужные электроды по алюминию для инверторной сварки. Можно варить при помощи угольных электродов, используя в качестве присадки алюминиевые прутки. Например, это могут быть марки А 0, А1 или сплавы АМц, АК.
Поэтому важно выбрать нужные электроды по алюминию для инверторной сварки. Можно варить при помощи угольных электродов, используя в качестве присадки алюминиевые прутки. Например, это могут быть марки А 0, А1 или сплавы АМц, АК.
Угольный электрод состоит из смеси коксового угля, добавок и смолы для связи. Они абсолютно не плавятся, то есть ток проводят, но в состав сварочной ванны не попадают.
Как проводить сварку алюминия в домашних условиях различными электродамиРучная дуговая сварка алюминия, несмотря на низкую производительность, все — таки остается наиболее предпочтительным методом сварочного соединения алюминиевых деталей или деталей, состоящих из сплавов алюминия. При этом способе получаем шов хорошего качества, поры и трещины обычно сводятся к минимуму.
При ручной дуговой сварке алюминия нужно помнить и некоторые правила проведения этих работ. Например, электрод должен находиться по отношению к детали под углом 90 градусов. Кроме того, работы ведутся при максимально короткой величине дуги.
Кроме того, работы ведутся при максимально короткой величине дуги.
подготовка фасок
При сварке металла толщиной более 5 мм необходимо вырезать скосы по краям под углом от 45 до 60 градусов.
Как заготовку, так и электроды перед началом работ нужно прогреть, особенно это касается электродов. Об этом и напоминает инструкция от производителя. Прожаривать электроды можно и в самодельно изготовленной электропечи и в приобретенной. Главное, второй или третий раз электроды прокалывать нельзя, качество снижается на треть.
Чем толще металл будем варить, тем дольше прожариваем электроды. Если заготовка большая, прогреваем её частями.
Нужно помнить, что при сварке алюминия не возникает изменение расцветки в виде цветов побежалости и проконтролировать процесс становиться труднее, нужно основываться на расчет и на интуицию.
Примерный расчет величины сварочного тока – на 1 мм толщины берем 25 – 30 Ампер.
Как уже писалось, перед началом сварки снимаем оксидную плёнку на месте соединения, используя как механический, так и химический способ.
Сварка алюминия электродом в домашних условиях осложняется еще и тем, что алюминий, как очень текучий металл, по технологии варится в один проход с использованием стальных прокладок под шов. Кроме того, без опыта работы часто можно получить трещины в районе шва, особенно в случае расположения швов в непосредственной близости друг от друга. Неприятным сюрпризом может стать и деформация детали после остывания.
Если производить сварку полуавтоматом, используя вольфрамовые электроды или угольные для сварки алюминия, используют для обязательной защиты горячего сварочного шва аргон (наиболее предпочтительно), а также гелий, азот и различные смеси. Но для такого вида сварки нужен опыт, что бы получить качественный и ровный шов.
Сварка неплавящимися электродами производится током прямой полярности, в отличии от плавящимися электродами, направление сварки может быть как справа на лево, так и с лева направо.
Обычно присадочная проволока всегда используется, но для тонких листов до 3 мм обходятся и без неё.
Использование импульсного полуавтомата для сварки проволокой, которая работает в качестве основного электрода не так распространено из – за того, что качество шва не всегда получается хорошим.
Сварка алюминия при помощи электрода
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 110118
[~ID] => 110118
[NAME] => Сварка алюминия при помощи электрода
[~NAME] => Сварка алюминия при помощи электрода
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки. Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Варить «крылатый» металл нужно только с использованием специальных расходников.
Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку. Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
ESAB с маркировкой «ОК» 96.
20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем. Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении. «УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды. Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом. Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники. Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус. Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла. Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде. Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения. Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг. Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде. Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну. С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки. Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Варить «крылатый» металл нужно только с использованием специальных расходников.
Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку. Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем. Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении. «УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды. Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом. Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
 youtube.com/embed/4fiv7K7aU90?feature=oembed" frameborder="0" allow="accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture" allowfullscreen="">
youtube.com/embed/4fiv7K7aU90?feature=oembed" frameborder="0" allow="accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture" allowfullscreen="">
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники. Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус. Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла. Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде. Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения. Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг. Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде. Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну. С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[~PREVIEW_TEXT] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 24. 08.2020 09:18:15
[~TIMESTAMP_X] => 24.08.2020 09:18:15
[ACTIVE_FROM] => 24.08.2020
[~ACTIVE_FROM] => 24.08.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/110118/
[~DETAIL_PAGE_URL] => /news/115/110118/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[~CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[EXTERNAL_ID] => 110118
[~EXTERNAL_ID] => 110118
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка алюминия при помощи электрода
[SECTION_META_KEYWORDS] => сварка алюминия при помощи электрода
[SECTION_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[SECTION_PAGE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_KEYWORDS] => сварка алюминия при помощи электрода
[ELEMENT_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[ELEMENT_PAGE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Сварка алюминия при помощи электрода Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
 Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
 Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.

 Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
 Это гарантированно поспособствует растрескиванию!
Это гарантированно поспособствует растрескиванию!
 Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
 К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
 Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
 «УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
«УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
 Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
 Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
 Такое же образование будет и на кончике самого электрода.
Такое же образование будет и на кончике самого электрода.
 Это гарантированно поспособствует растрескиванию!
Это гарантированно поспособствует растрескиванию!
 Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
 К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
 08.2020 09:18:15
[~TIMESTAMP_X] => 24.08.2020 09:18:15
[ACTIVE_FROM] => 24.08.2020
[~ACTIVE_FROM] => 24.08.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/110118/
[~DETAIL_PAGE_URL] => /news/115/110118/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[~CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[EXTERNAL_ID] => 110118
[~EXTERNAL_ID] => 110118
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка алюминия при помощи электрода
[SECTION_META_KEYWORDS] => сварка алюминия при помощи электрода
[SECTION_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ.
08.2020 09:18:15
[~TIMESTAMP_X] => 24.08.2020 09:18:15
[ACTIVE_FROM] => 24.08.2020
[~ACTIVE_FROM] => 24.08.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/110118/
[~DETAIL_PAGE_URL] => /news/115/110118/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[~CODE] => svarka_alyuminiya_pri_pomoshchi_elektroda
[EXTERNAL_ID] => 110118
[~EXTERNAL_ID] => 110118
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 24.08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка алюминия при помощи электрода
[SECTION_META_KEYWORDS] => сварка алюминия при помощи электрода
[SECTION_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[SECTION_PAGE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_KEYWORDS] => сварка алюминия при помощи электрода
[ELEMENT_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[ELEMENT_PAGE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
Об этом далее в нашей статье.
[SECTION_PAGE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_META_KEYWORDS] => сварка алюминия при помощи электрода
[ELEMENT_META_DESCRIPTION] => Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
[ELEMENT_PAGE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка алюминия при помощи электрода
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка алюминия при помощи электрода
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
24. 08.2020
08.2020
Многие бытовые вещи сегодня изготавливаются из алюминия или его сплавов. Такие изделия легкие, прочные и относительно дешевые, но часто приходиться их ремонтировать. А качественное восстановление возможно только с применением сварки. Как осуществляется сварка алюминия электродом, что нужно знать о технологии, материалах и способах такого вида работ. Об этом далее в нашей статье.
Особенности сварки электродами
Алюминий — очень непростой металл для сваривания. Неправильный подход к технологии приведет к некачественному сварному шву и изделие будет испорчено. Сварка алюминия в домашних условиях инвертором требует соблюдения двух основных правил.
Варить «крылатый» металл нужно только с использованием специальных расходников.
Аппарат настраивают на постоянный ток с обратной полярностью.
Приемы сварки, использование присадок и подготовка материалов также важны. Но нарушение этих двух главных правил приведет к браку. Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
Но нарушение этих двух главных правил приведет к браку. Электроды для алюминия существуют различных марок, их подбирают в зависимости от того, какие детали будут свариваться.
ESAB с маркировкой «ОК» 96.20, 96.10 или же 96.50. подходят для сваривания изделий из алюминия, а так же его сплавов с магнием или марганцем. Расходники марки «ОЗАНА» — применяют для сварки по алюминию марок А0 (металл с небольшими добавлениями титана, меди, цинка и прочих). «ОЗАНА 2» позволяют сваривать детали и в вертикальном положении. «УАНА» также используют для алюминиевого сплава и литья. Можно поискать электроды и других производителей.
Ранее при недоступности специальных расходников для сварки цветных металлов использовали самодельные виды. Для этого брали алюминиевую проволоку, которую нарезали по длине электрода (250-300 миллиметров). Со стальных расходников соскребали обмазку, ее измельчали и перемешивали с мелом. Затем такую консистенцию смешивали с силикатным клеем и наносили на алюминиевые стержни из проволоки. Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Просушив их, использовали для сварочных работ. Кроме специальных электродов нужен сварочный аппарат, который обеспечит нужный ток и его мощность. Современные ММА инверторы обладают нужными качествами для проведения сварочных работ по алюминию. Максимальная мощность должна составлять 250-300 Ампер. Главное требование в том, что такое оборудование должно перенастраиваться на постоянный ток. Итак, как варить алюминий электродом и что нужно знать?
Подготовительные работы
Сварка алюминия электродом более требовательна к подготовке. Перед работами нужно тщательно подготовить детали и расходники. Электроды перед использованием должны быть хорошо просушены. Чаще всего используется прожарка в печи. Это делается для получения качественного сварного соединения.
Это делается для получения качественного сварного соединения.
Поверхности свариваемых деталей нужно тщательно очистить от загрязнения и, главное, от оксидов, которые в любом случае образуются на металле от контакта с атмосферным кислородом. Также алюминий нужно обезжирить, используя для этого ацетон. Заготовки или изделие нужно перед сваркой прогреть до соответствующих температур. Для средних по толщине заготовок показатель нагрева составляет 250-300 градусов. Более массивные изделия нагревают до температуры в 400°. Для сварки алюминия нужно подготовить и место. Металл при варке очень текучий, и, чтобы избежать его протекания, нужно сделать подставку из тугоплавкого материала. Проведя все подготовительные мероприятия, приступают к непосредственной сварке.
Технология сварки
Стоит помнить, что покрытыми электродами варят алюминиевые изделия толщиной не менее 4 миллиметров. При этом такие конструкции и детали не должны нести ответственных нагрузок. Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
Как ни старайся, но технология сварки электродами не дает отличного качества соединения. Внутри шва все равно образуются поры, которые снизят прочность сварного шва. А после окончания процесса не получиться полностью удалить шлак, он в дальнейшем способствует образованию коррозии.
Изначально нужно перенастроить инвертор на постоянный ток (AC) и сменить полярность. Для этого кабель держателя подключают на плюс, а массу — на минус. Регулируют и силу тока. При сварке алюминия его устанавливают исходя из расчета — 25-30 ампер на каждый миллиметр диаметра электрода. После поджигания дуги нужно установить положение электрода в пределах 60-80 градусов к поверхности (лучше всего 90, но тогда будет перекрыт обзор). Скорость ведения шва нужно соблюдать соответственно скорости плавления расходника (она выше, чем у обычных стальных электродов). Расстояние кончика электрода от поверхности выдерживают в 1,5-2 миллиметра. Если слишком глубоко утопить его, то шов будет всплывать и расплескиваться по металлу. При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
При большом расстоянии металл попросту не провариться должным образом. Длину соединения нужно определить на один электрод. При этом не нужно делать поперечных движений, как при сварке стали.
Зачем соблюдать длину шва только на один электрод? Все дело в свойстве алюминия, по окончанию сварки в конце образуется накопление шлака. Зажечь дугу в этом месте будет невозможно, придется сделать отступление, а это не укрепит сваренный металл. Такое же образование будет и на кончике самого электрода.
Расплавленный алюминий — очень текучий материал. Для того, чтоб он не вытекал из сквозных соединений, шов ведут в один слой, при этом также заготовки располагают на подставках из тугоплавкого металла. Когда шов пройден, нужно сразу же удалить шлак, используя для этого жесткую щетку по металлу. Изделие также потребуется промыть в горячей воде. Чтобы свариваемый алюминий не треснул, нужно обеспечить постепенное остывание. Для этого детали можно поместить в печь, где они нагревались, и оставить до полного охлаждения.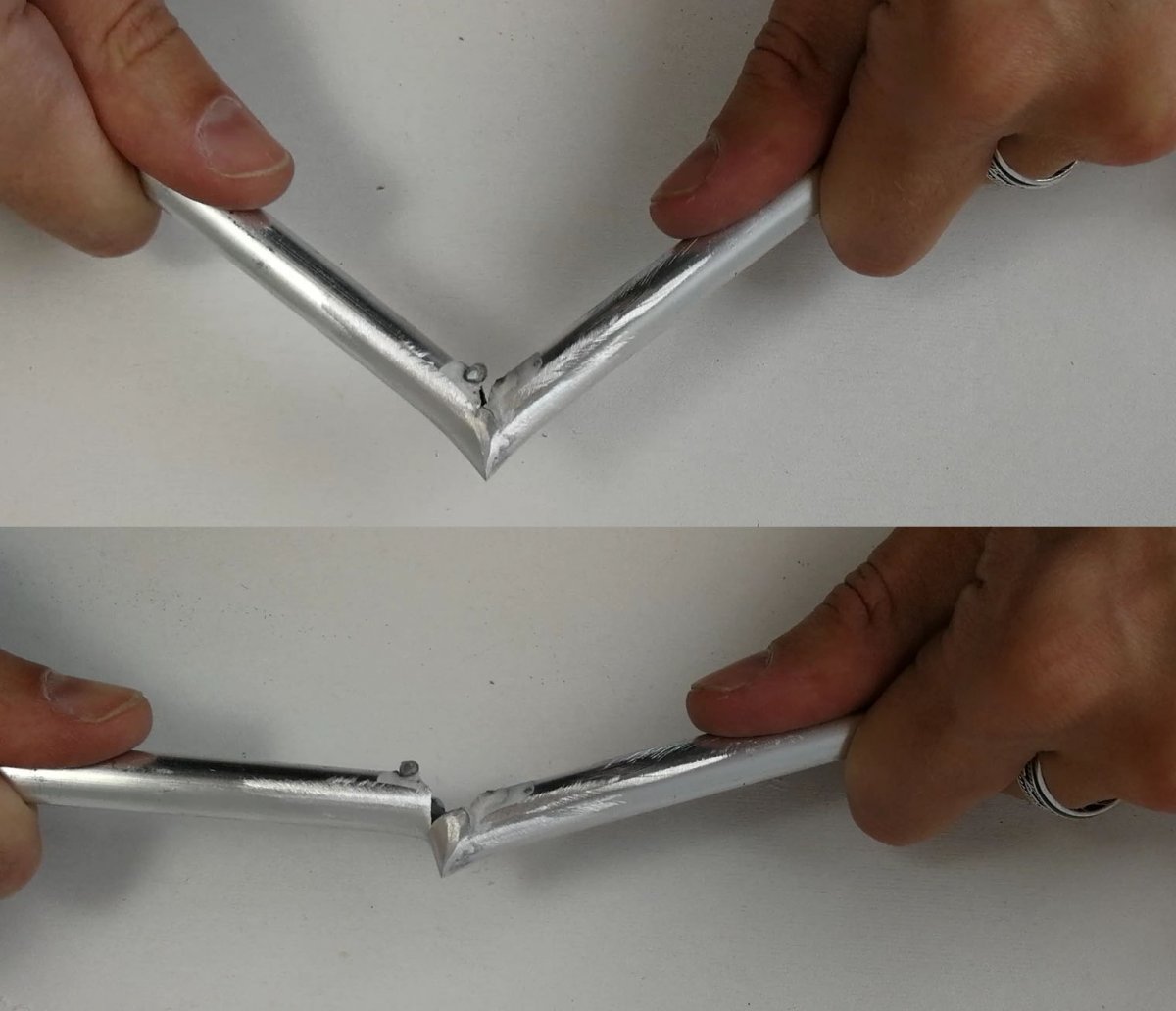 Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Также, во избежание деформаций металла, не стоит располагать слишком близко друг к другу сварные соединения.
Ни в коем случае нельзя охлаждать сварные швы алюминия в холодной воде. Это гарантированно поспособствует растрескиванию!
Если Вы не имеете достаточно опыта в сварке, то желательно изначально просто потренироваться на какой-нибудь ненужной детали. В целом сами приемы сварки такие же, как и при работе со сталью, и при наличии опыта не составит труда положить шов по алюминию.
Другие способы сварки
Более качественно можно сделать сварку алюминия в домашних условиях инвертором с функцией тиг. Функция TIG предусматривает дополнительное использование аргона, как защиты от кислорода. Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Вследствие этого не образуется оксид алюминия. И шов получается намного прочнее. При этом используют вольфрамовый стержень в качестве электрода. Сваривание в аргоновой атмосфере проводят на переменном токе. Преимущество этой технологии во-первых, в качественном шве, а во-вторых, можно варить тонкостенные (тоньше 4-х миллиметров) конструкции.
Нужная прочность при аргоновом способе достигается и за счет использования специальных присадок. Их приобретают дополнительно в виде проволоки. Присадка подается в зону сварки во время сварочного процесса. Также, благодаря распространению относительно недорогих аппаратов, стала доступна сварка алюминия в домашних условиях и полуавтоматом.
Полуавтомат сваривает детали за счет расплавления специальной проволоки (в данном случае — алюминиевой) в аргоновой среде. Проволока уже имеет в своем составе необходимые присадочные элементы, а аргон не допускает попадание кислорода в сварочную ванну. С помощью такой технологии в домашней мастерской можно соединять очень тонкие детали. Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Причем качество такого соединения очень высоко. Единственный недостаток использования таких аппаратов на бытовом уровне — это их довольно высокая цена. Обычный ММА (ручная электродуговая сварка) прибор обойдется в два раза дешевле. К тому же дополнительно придется приобретать и газ (аргон или гелий), присадки, вольфрам.
Несмотря на недостаточное совершенство сварки алюминия электродами, это самый доступный способ быстро соединить или починить изделия из этого металла. К тому же инверторы ММА чаще всего используют для сварки стали, которые и придется варить в большинстве случаев. Использование аппаратов аргонодуговой сварки в домашнем хозяйстве более целесообразно, если Вам приходится часто работать с цветными металлами. Для сварки алюминия в единичных случаях лучше использовать способ варки электродами, а если соединение нужно качественное, то лучше обратиться к профессионалу.
Источник: wikimetall.ru
Просмотров: 172
Полезные хитрости при сварке алюминия в домашних условиях
Полезные хитрости при сварке алюминия в домашних условияхСварка черного металла электродами в домашних условиях наиболее простой метод, и именно с него начинают все сварщики. Однако освоив сварку стали многие переходят к сварке алюминия в домашних условиях.
Однако освоив сварку стали многие переходят к сварке алюминия в домашних условиях.
Конечно же, при этом они сталкиваются с рядом проблем, ведь сварка алюминия имеет некоторые особенности. В данной статье будет рассказано о том, с чего начать варить алюминий, что для этого потребуется, и как правильно это делать.
Зачем может понадобиться сварка алюминия
Сварка алюминия в домашних условиях может потребоваться в ряде таких случаев:
- Когда нужно заварить посуду или емкости из алюминия и его сплава;
- Во время ремонта радиаторов;
- Различных элементов декора.
Из алюминия изготавливается довольно много бытовых принадлежностей. Алюминий является одним из самых популярных металлов, включая его относительно недорогую стоимость.
Какие возникают трудности при сварке алюминия
Алюминий можно паять и об этом уже не раз рассказывалось в предыдущих статьях. Основные трудности при пайке алюминия возникают из-за того, что необходим достаточно мощный паяльник, чтобы достаточно быстро расплавить оксидную пленку на поверхности этого металла.
Именно оксидная пленка и представляет собой преграду на пути нормальной работы с алюминием.
Что касается сварки алюминия, то и здесь не все так гладко, как могло бы быть:
- На поверхности алюминия находится тугоплавкая оксидная пленка, температура разрушения которой составляет более 2000 градусов. Однако сам алюминий начинает плавиться при температуре 660 градусов, что доставляет массу неудобств сварщикам.
Как раз здесь и возникает основная проблема, поскольку присадочный металл накладывается на еще не расплавленный, из-за чего чаще всего и образуются непровары при сварке алюминия.
- Вторая трудность связана с большой текучестью алюминия. В свою очередь это требует от сварщика определенной сноровки и опыта.
- Алюминий сильно дает усадку, что в итоге приводит к формированию некрасивого сварного соединения.
Кроме того, если нужно варить алюминиевый сплав, то в его составе присутствуют марганец, цинк, сера и медь.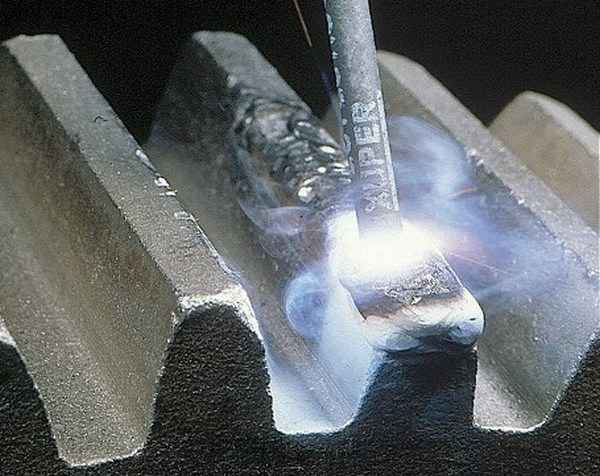 Данные компоненты хорошо взаимодействуют с кислородом, из-за чего в сварном шве появляются поры. В итоге такое соединение оказывается не герметичным.
Данные компоненты хорошо взаимодействуют с кислородом, из-за чего в сварном шве появляются поры. В итоге такое соединение оказывается не герметичным.
Как варить алюминий в домашних условиях
Чтобы сварка алюминия прошла качественно и гладко, рекомендуется придерживаться следующих рекомендаций:
- Уберите оксидную пленку с поверхности алюминия. Убрать пленку можно химическим либо механическим путем. Для химического способа предпочтительно использовать щелочной раствор. Важно, варить алюминий нужно сразу же после промывки в растворе, а иначе контакт с кислородом снова образует оксидную пленку на его поверхности.
- Подложите под свариваемые заготовки медные пластины, которые помогут избежать прожогов, если осуществляется сварка тонколистового алюминия.
- При сварке толстого алюминия, более 4 мм толщиной, не забудьте произвести подготовку кромок. Разделку кромок производят напильником, таким образом, чтобы образовалась ровная V-образная форма.
- Перед сваркой алюминия предварительно прогреваем заготовки газовой горелкой либо паяльной лампой.

Прогрев алюминия перед сваркой обеспечит тем самым равномерное распределение температуры, что в свою очередь позволит не допустить образование местных деформаций и трещин.
С советами для домашних сварщиков
При хранении электродов для стержневой сварки правильные методы могут иметь большое значение в том, как долго они остаются в надежном состоянии и в качестве выполняемых сварных швов.
В этой статье я пишу об их хранении и предлагаю советы, как можно хранить электроды, если свариваете дома.
Содержание
Могут ли испортиться прилипшие сварочные электроды?
Электроды для стержневой сварки могут выйти из строя, если вы не соблюдаете надлежащие условия хранения или не будете обращаться с электродом без осторожности.Срок службы электродов может сократиться быстрее, чем ожидалось, и стать непригодными для использования, если флюсовое покрытие обнаружит признаки разрушения.
Электроды (или стержни) для сварки штангой имеют чувствительное и хрупкое флюсовое покрытие. Материал флюса выполняет множество функций, таких как:
Материал флюса выполняет множество функций, таких как:
- Вырабатывает защитные газы, защищая расплавленные металлы от воздуха.
- Образует шлак, который очищает и изолирует металл сварного шва.
- Стабилизируйте дугу и направьте ее по желаемой траектории.
- Содержит дополнительные элементы для улучшения качества металла шва.
При плохом обращении вы можете растрескать флюс и, как следствие, получить дефектные сварные швы. Кроме того, если повреждение слишком велико и мелкие кусочки отломятся, стержни придут в негодность, и вы их выбросите.
Кроме того, флюс чувствителен к влаге. Открытые стержни будут поглощать влагу из воздуха. В зависимости от типа флюса поглощение влаги может снизить качество стержней до непригодного для использования уровня.
Влажность — не единственный загрязнитель, который может поглощать флюсовый материал. Пыль, масло и жир также не должны контактировать с флюсом. Эти загрязнители будут влиять на защитные газы и попадать в металл сварного шва.
В результате вы получите несколько дефектов сварки, таких как пористость или водородное охрупчивание.
- Электрод с ржавчиной
- Электрод с обесцвечиванием
Каков срок хранения упаковки сварочных электродов?
Срок службы пакета сварочных электродов — это период хранения от даты изготовления до момента, когда электроды обеспечат высококачественные профессиональные сварные швы.
Срок службы упаковок зависит от их типа упаковки, условий хранения и степени чувствительности электродов к магнитному потоку.
Типы упаковок стержневых электродов:
- Бумажные упаковки , которые плохо защищают стержни от влаги или механических повреждений.
- Пластиковые упаковки имеют гораздо меньшее влагопоглощение, чем бумажные.
- Герметичные канистры и вакуумные пакеты являются лучшими типами. Эти герметичные типы — единственные подходящие упаковки для правильного хранения чувствительных к водороду стержней, таких как E7018.
 Эти герметичные типы — единственные подходящие упаковки для правильного хранения чувствительных к водороду стержней, таких как E7018.
Эти герметичные типы — единственные подходящие упаковки для правильного хранения чувствительных к водороду стержней, таких как E7018.Рекомендуемые условия хранения
Правильные условия хранения электродной упаковки важны для ответственных и всех других профессиональных сварочных работ.
Кроме того, если вы свариваете дома, вам нужно правильно хранить стержни, если вы хотите, чтобы они работали должным образом.
Пока вы храните электроды в соответствии с рекомендациями производителя, они могут оставаться в хорошем рабочем состоянии.
Основные рекомендации по хранению упаковки электродов:
- Всегда храните упаковки в помещении и защищайте их от повреждений водой.
- Храните их при температуре от 4 до 48 ° C (40–120 ° F).
- Температура не должна сильно колебаться.
- Хранить при низкой влажности 50%.
- Избегайте резких перепадов температуры, чтобы избежать скопления влаги на их поверхности.
При соблюдении вышеуказанных условий стержни в герметичных канистрах и вакуумных пакетах служат около 5 лет, а в других упаковках — около 1-2 лет. Всегда в соответствии с рекомендациями производителя для ответственной и профессиональной работы.
Всегда в соответствии с рекомендациями производителя для ответственной и профессиональной работы.
Какие сварочные электроды чувствительны к влаге?
Самыми чувствительными к влаге сварочными электродами являются электроды с низким содержанием водорода, такие как E7018.Если эти электроды впитают влагу из воздуха, даже на короткое время, они не будут обеспечивать безопасные сварные швы для ответственных работ.
Производители проектируют стержни с низким содержанием водорода для сварки стали, чувствительной к водородной хрупкости. Например, из среднеуглеродистой, низколегированной и уже закаленной стали.
Водородная хрупкость означает, что водород, захваченный сварным швом и окружающей средой, может привести к растрескиванию. Но только в том случае, если металл подвергается напряжению, внутреннему из-за усадки или внешнему из-за условий эксплуатации сварного изделия.
Это происходит потому, что из-за сильного нагрева дуги поглощенная влага преобразуется в водород и кислород, которые попадают в сварной шов.
В то время как водородная хрупкость является самым серьезным сварочным дефектом, другие дефекты и плохие характеристики дуги, вызванные плохим хранением электродов, следующие:
- Зажигание твердой дуги.
- Нестабильная дуга.
- Частая или даже постоянная пористость.
- Неметаллические включения, вызванные избытком кислорода.
- Более обширное разбрызгивание.
- Затруднение при удалении шлакового покрытия на валике.
- Неравномерный расход (ноготь) стержня при неравномерном концентрировании влаги во флюсе. Нажатие пальцем заставит дугу указывать на более слабую сторону.
Стержни с низким содержанием водорода следует использовать в течение короткого промежутка времени после вскрытия упаковки. Открытые стержни с низким содержанием водорода должны быть перепечены в печах для сварки электродов.
Эти чувствительные к влаге стержни и сроки их использования для критических работ показаны в следующей таблице.
| Электрод с низким содержанием водорода | часов | ||
|---|---|---|---|
| E7018 | 4 | ||
| E7018R | 9 | ||
| E8018 2 | 9018 E10018, E11018 | 1/2 |
Другие электроды, чувствительные к влаге
Все сварочные электроды, которые не сваривают низкоуглеродистую сталь, имеют флюсовое покрытие, чувствительное к влаге.Например:
- Стержни из нержавеющей стали должны обрабатываться как стержни с низким содержанием водорода, особенно со стержнями типа EXXX-15.
- Стержни из чугуна чувствительны к влаге, и их следует держать вдали от нее.
- Алюминиевые стержни даже более чувствительны, чем предыдущие стержни. Их флюс будет быстро впитывать влагу и образовывать гидратированные оксиды. В результате алюминиевые стержни дают ужасные сварные швы с экстремальной пористостью.

Если вы оставите эти стержни без защиты, их поток будет быстро затухать, и вы не сможете восстановить их до исходного состояния.
В качестве крайнего примера приведу следующий алюминиевый стержень E4043, который я оставил снаружи и нашел много дней спустя.
Алюминиевый стержневой сварочный электрод, разрушенный влагой.Производители всегда поставляют эти чувствительные к влаге стержни в герметичных герметичных контейнерах или сверхмощных вакуумных пакетах, обеспечивающих отличную защиту.
Как хранить чувствительные к влаге электроды?
После вскрытия упаковки единственный правильный способ хранения чувствительных к влаге электродов — это поместить их в печь для сварочных электродов. Никакое другое решение не является достаточно безопасным для ответственной или профессиональной работы с использованием этих удилищ.
Никакое другое решение не является достаточно безопасным для ответственной или профессиональной работы с использованием этих удилищ.
Когда вы открываете упаковку со стержнями с низким содержанием водорода, вы должны использовать стержни в течение определенного периода времени или хранить их в печи для удерживающих стержней, чтобы предотвратить поглощение влаги. Таким образом, вам не придется их перепрошивать. Для повторного обжига стержней требуются сверхмощные стержневые печи.
Температуры для хранения стержней в печах являются точными. Если температура ниже, стержни не будут на 100% защищены от поглощения влаги.Храните стержни при более высоких температурах, флюс испортится, и вы не сможете выполнять с ними какую-либо критическую работу.
Следующая таблица представляет собой общий пример температуры хранения стержней, чувствительных к влаге, в стержневой печи. Каждый производитель указывает свою точную температуру для каждой производимой удочки.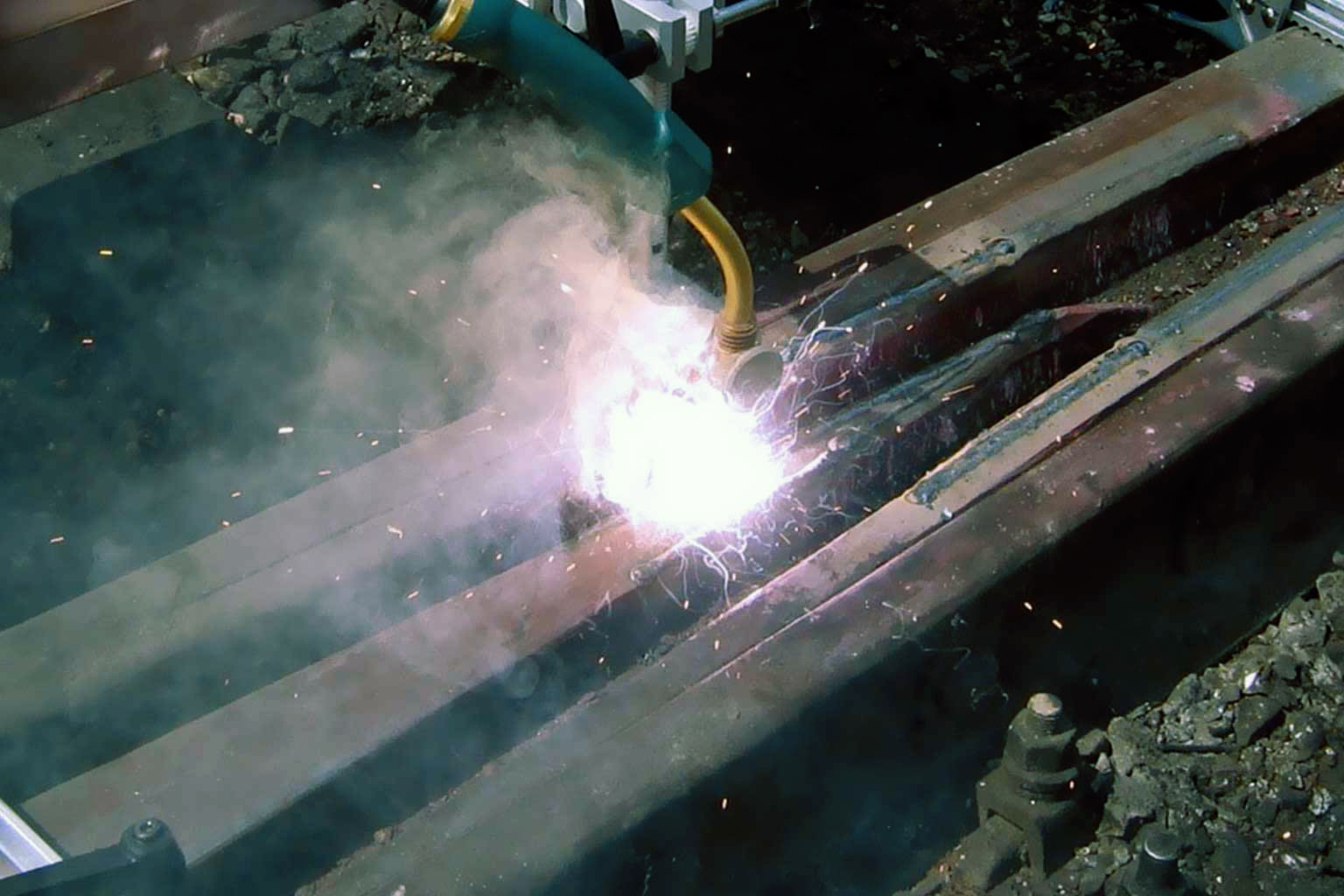
| Тип электрода | Температура печи для хранения |
|---|---|
| С низким содержанием водорода Exx15, Exx16, Exx18 | 250 ° F-300 ° F (120 ° до 150 ° C) |
| Нержавеющая сталь EXXX-15 | 225–260 ° F (105–125 ° C) |
| Чугун | 215–230 ° F (100–110 ° C) |
Кроме того, Weldpundit предлагает более подробную статью о печах для сварки прутков, повторной обжиге и температурах.
Как хранить электроды, нечувствительные к влаге?
При хранении сварочных электродов, у которых нет флюса с низким содержанием водорода, все намного проще.
Целлюлозные стержни
Целлюлозные стержни, такие как E6010 и E6011, являются наиболее удобными для хранения. Содержание влаги в целлюлозном флюсе не менее 4% является нормальным явлением.
Содержание влаги в целлюлозном флюсе не менее 4% является нормальным явлением.
Если вы храните стержни из целлюлозы при высоких температурах, их поток ухудшится, в точности противоположно стержням с низким содержанием водорода.
В оригинальной упаковке целлюлозные стержни хранятся при температуре 40–120 ° F (4–48 ° C) и влажности 50–70%.
После вскрытия упаковки храните стержни в закрытых пластиковых тубах. Они достаточно защитят стержни от физических повреждений и потери или впитывания влаги.
Рутиловые стержни
Рутиловые стержни, такие как E6013 и E7014, могут поглощать влагу из воздуха, если оставить их открытыми в течение длительного времени.
Однако рутиловые стержни не так чувствительны, как стержни с низким содержанием водорода.Они отлично работают, за исключением случаев, когда они предназначены для критической работы, что бывает редко.
В оригинальной упаковке рутиловые стержни хранятся при температуре 40–120 ° F (4–48 ° C) и влажности 50–70%.
После вскрытия упаковки храните рутиловые стержни в стержневых печах, если они будут сваривать что-либо в тяжелых условиях эксплуатации. Температура в печи для рутиловых стержней относительно невысока и составляет 100–130 ° F (от 38 до 55 ° C). В противном случае храните рутиловые стержни, как и целлюлозные стержни, в их собственных запечатанных контейнерах.
Как хранить сварочные электроды дома?
При домашней сварке хранение электродов не является строгим, за исключением случаев, когда вы свариваете что-то важное, например, прицеп.Убедитесь, что вы храните сварочные электроды в помещении при стабильной температуре, низкой влажности и вдали от воды.
Если стержни поставляются в жестяной упаковке, вы можете восстановить их в упаковке. Это достаточно надежно, чтобы сохранить их в безопасности. Если упаковка была из бумаги или пластика, вы можете использовать контейнеры для сварочной проволоки или запечатать их в собственных вакуумных пакетах.
Что такое контейнер для хранения сварочного электрода?
Контейнер для хранения сварочных электродов — это простое и достаточное решение для хранения электродов.Они доступны по цене, и вы можете купить пару штук в местном хозяйственном магазине. Однако вы можете сделать контейнеры для электродов из пластиковых трубок своими руками.
Контейнер для хранения стержневых электродовКонтейнеры для электродов легко сделать из дешевых трубок из ПВХ или сварить металлические контейнеры в домашних условиях. Убедитесь, что они герметичны.
Кроме того, если у вас есть герметичный бокс, достаточно большой для размещения стержней, вы можете использовать его как сварочный контейнер.
Если вы поместите несколько мешков с кремнеземом в контейнеры для стержней с рутиловыми стержнями, они будут держать их в сухом состоянии.
Можно ли использовать вакуумный упаковщик для хранения электродов?
Вы можете использовать вакуумный упаковщик для хранения сварочных электродов, и это отличное решение, если вы хотите хранить их в течение длительного времени во влажных средах.
Вы можете поместить стержни в пластиковый или, что еще лучше, алюминизированный пакет и запечатать их домашним вакуумным упаковщиком. Герметик поглотит весь воздух из мешка, гарантируя, что влага не повлияет на стержни.
Обратной стороной является то, что при случайном ударе по этим пакетам флюс стержня не будет защищен.
Помните, что вы никогда не должны хранить стержни разных типов в одном контейнере или сумке. Например, стержни E7018 со стержнями E6010. Все они обязательно испортятся.
Если вы хотите сваривать в домашних условиях прутки с низким содержанием водорода для ответственных работ, вам понадобится подходящая печь для прутка.
Если вы используете стержни с низким содержанием водорода для некритичной сварки, их можно хранить как рутиловые стержни, но в отдельном контейнере.
Конечно, нет смысла покупать эти прутки для обычной сварки.Существуют эффективные, дешевые и простые в использовании стержни для домашней сварки.
Заключение
Сварочные стержни могут выйти из строя. Правильное хранение и обращение крайне важны для сохранения ожидаемого срока службы и производительности.
Стержни с низким содержанием водорода очень чувствительны к влаге, и вы должны хранить их в стержневых печах вне коробки. Стержневые печи — единственный правильный способ избежать печально известного дефекта холодного растрескивания при выполнении ответственных работ.
Хранить стержни дома легко, если вы не собираетесь использовать стержни, чувствительные к влаге.Благодаря базовому хранению удилищ вы можете хранить обычные удилища в течение многих лет, не выходя из строя, и с хорошими результатами для домашних проектов.
Другие статьи Weldpundit
Выбор электродов для сварки штангой для начинающих: тип, размер и сила тока.
Вы тянете или толкаете сварочным аппаратом? Руководство для начинающих.
Можно ли удерживать электрод при сварке электродом? Когда и как.
Сварка палкой — легко или сложно научиться? И сколько времени это займет.
Руководство по сварочным магнитам: использование, типы и что следует учитывать.
Руководство по горячему запуску, дуговой силе и антипригарным действиям при сварке стержнем.
GTAW-сварка алюминия переменным током — высокая частота
GTAW-сварка алюминия переменным током — высокая частота
В процессе газовой дуговой сварки вольфрамом (GTAW) используется тепло, генерируемое электрической дугой, поддерживаемой между заготовкой и неплавящимся неплавящимся неплавящимся электродом. . Дуга окружается потоком инертного газа. Качество сварки GTAW в первую очередь зависит от обрабатываемой детали, присадочной проволоки, качества электродов, типа источника питания и техники сварки.Ниже обсуждается несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
High Frequency — Высокочастотный режим инициирует и поддерживает дугу во время пересечения нуля синусоидальной волны переменного тока.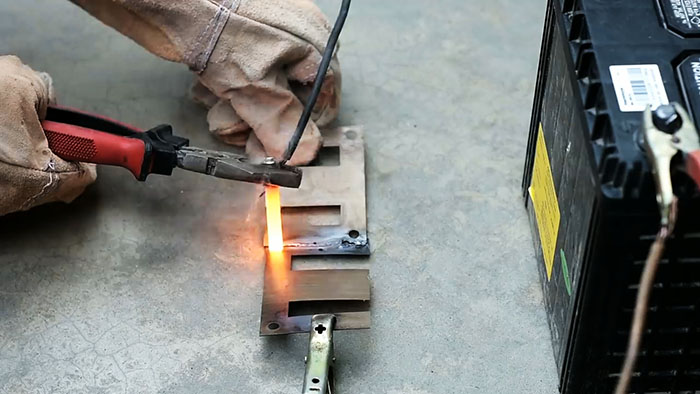 На большинстве аппаратов GTAW существуют три положения: 1) Пуск — этот режим помогает зажигать дугу, не контактируя с электродом. Режим «Пуск» чаще всего используется при сварке на постоянном токе. 2) Непрерывный — это также помогает инициировать дугу и продолжается в течение всего процесса для поддержания дуги в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоидальной волны.Этот режим чаще всего используется при сварке на переменном токе. 3) Выкл. — высокочастотная система не задействуется во время какой-либо части процесса в этом режиме. Прежде чем возникнет дуга, должен произойти контакт между электродом и рабочей поверхностью. Практика «косого пуска» для зажигания дуги может вызвать загрязнение электрода в процессе GTAW. Режим «Выкл.» Часто используется для сварки штучной сваркой (SMAW), когда возникновение царапины инициирует дугу.
На большинстве аппаратов GTAW существуют три положения: 1) Пуск — этот режим помогает зажигать дугу, не контактируя с электродом. Режим «Пуск» чаще всего используется при сварке на постоянном токе. 2) Непрерывный — это также помогает инициировать дугу и продолжается в течение всего процесса для поддержания дуги в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоидальной волны.Этот режим чаще всего используется при сварке на переменном токе. 3) Выкл. — высокочастотная система не задействуется во время какой-либо части процесса в этом режиме. Прежде чем возникнет дуга, должен произойти контакт между электродом и рабочей поверхностью. Практика «косого пуска» для зажигания дуги может вызвать загрязнение электрода в процессе GTAW. Режим «Выкл.» Часто используется для сварки штучной сваркой (SMAW), когда возникновение царапины инициирует дугу.
Использование симметричного волнового трансформатора — Обозначение сбалансированной волны или Balanced Wave Control указывает на то, что источник питания может изменять текущую синусоидальную волну в A. C. режим. Нормальная синусоида покажет равномерное разделение времени задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как в положительном, так и в отрицательном цикле. (Рисунок 1).
C. режим. Нормальная синусоида покажет равномерное разделение времени задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как в положительном, так и в отрицательном цикле. (Рисунок 1).
Прямоугольная волна обозначает форму волны тока. Он проявляется в виде прямоугольной циклической волны, а не в виде стандартного гладкого цикла синусоидальной волны. Способность генерировать прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие.Поскольку проникновение происходит во время отрицательной стороны волнового цикла (отрицательный электрод — EN), а очистка происходит во время положительной стороны волнового цикла (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики. Этот процесс выполняется с помощью SCR (выпрямителей с кремниевым управлением), которые действуют как вентили управления для тока либо EN, либо EP. Необходимо контролировать точное время открытия и закрытия ворот. Это приводит к появлению четкой дуги при изменении полярности через нулевую часть цикла.
Необходимо контролировать точное время открытия и закрытия ворот. Это приводит к появлению четкой дуги при изменении полярности через нулевую часть цикла.
Углы горелки и размещение валика: Правильное обращение со сварочной горелкой очень важно для получения хорошего шва. (Рис. 2) Для улучшения контроля держите резак как карандаш. При сварке в плоском положении руку следует слегка положить на поверхность, чтобы рука могла равномерно перемещаться по стыку. Перемещение горелки только пальцами обычно приводит к неправильному углу наклона горелки и плохому сварному шву. Добавляя присадочную проволоку, проволоку следует зажать пальцами.Рука должна быть как можно ближе к дуге, чтобы проволока держалась устойчиво. Проволока должна двигаться вместе с движением резака. Добавляя проволоку, протяните проволоку большим пальцем через пальцы. Конец проволоки должен выходить на 6-8 дюймов от руки. Слишком большое удлинение присадочной проволоки приводит к шатанию конца проволоки, что делает лужу неровной и позволяет присадочной проволоке загрязняться. Добавление проволоки в лужу требует устойчивости и концентрации, чтобы поместить нужное количество материала в нужное место и точно в нужное время.Углы горелки незначительно меняются в зависимости от положения сварного шва. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом давя в точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на 10-25 градусов от плоскости сварного шва.
Добавление проволоки в лужу требует устойчивости и концентрации, чтобы поместить нужное количество материала в нужное место и точно в нужное время.Углы горелки незначительно меняются в зависимости от положения сварного шва. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом давя в точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на 10-25 градусов от плоскости сварного шва.
Сварной наконечник (электрод): — Вольфрамовые электроды с чистым, циркониевым и серным покрытием рекомендуются для использования при сварке на переменном токе. Торированные электроды обычно предназначены для сварки на постоянном токе таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высоким тепловложением.Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шара, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминия и магния на переменном токе. Они содержат минимум 99,5% вольфрама без намеренно добавленных легирующих элементов. Использование вольфрама высокой чистоты снижает токонесущую способность, хотя он сохраняет чистый, скругленный конец, что обеспечивает хорошую стабильность дуги.
Они содержат минимум 99,5% вольфрама без намеренно добавленных легирующих элементов. Использование вольфрама высокой чистоты снижает токонесущую способность, хотя он сохраняет чистый, скругленный конец, что обеспечивает хорошую стабильность дуги.
Циркониевые вольфрамовые электроды обладают характеристиками стабильности дуги, аналогичными чистому вольфраму, за исключением более высокой токонесущей способности, характерной для торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств. Он более устойчив к загрязнениям, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Электроды из церинового вольфрама содержат 2% оксида церия (CeO2), который помогает уменьшить выгорание электродов.По своим характеристикам церированные электроды будут реагировать так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество «разбрызгивания» вольфрама. Эти характеристики позволяют этому электроду хорошо работать с алюминием в машинах с уравновешивающими волнами (переменного тока) и со сталью в режиме постоянного тока.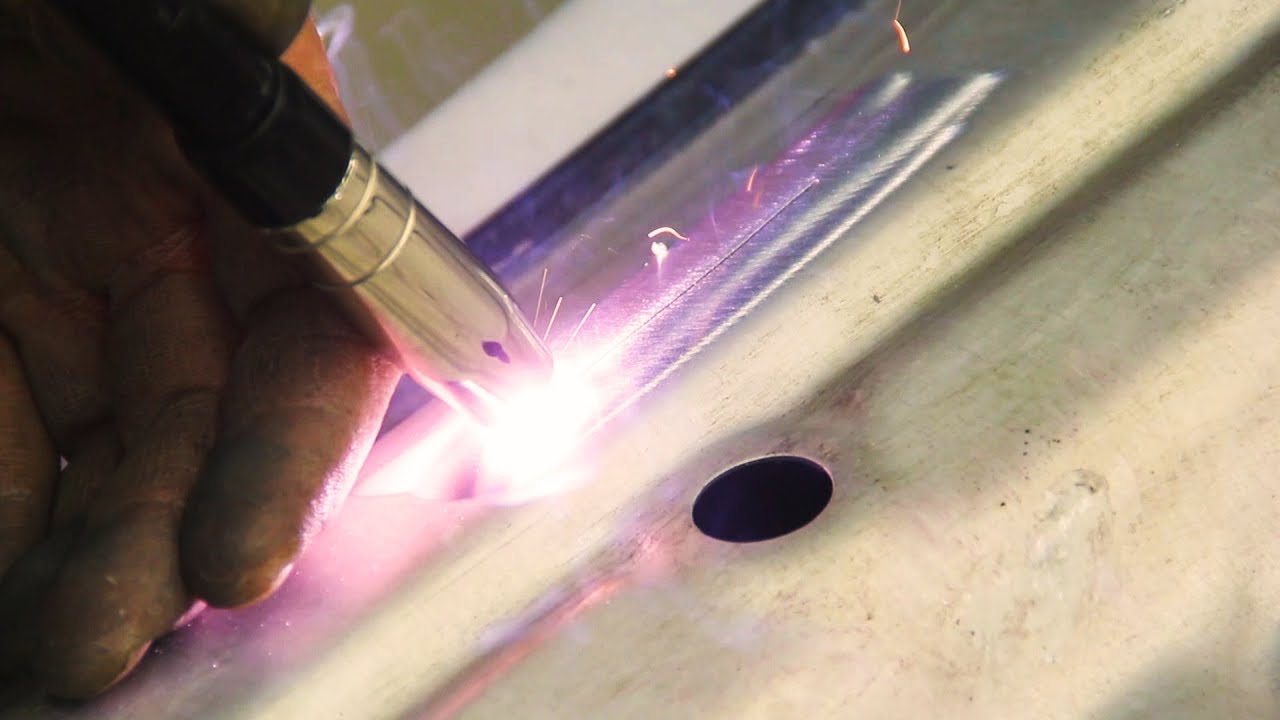
Устройства подачи холодной проволоки: — Устройства подачи холодной проволоки используются в ручных, полуавтоматических и полностью автоматических сварочных операциях, где требуется присадочная проволока. Их можно использовать как с жесткой, так и с мягкой проволокой. Для адаптации агрегатов к разным диаметрам присадочной проволоки используются различные типы приводных механизмов и направляющих.Блоки могут быть оснащены реостатами или более точным приводом цифрового тахометра для обеспечения стабильной плавной подачи и считывания. Во всех системах используется механизм приводных роликов, который требует гладких приводных роликов с U-образной канавкой для алюминиевой проволоки. Для подачи проволоки от механизма подачи к манипулятору используются трубопроводы с гильзами различного диаметра. Кабелепроводы требуют замены при изменении диаметра проводов, изношенных или загрязненных грязью или маслом.
A Руководство по сварке алюминия
Газовая сварка металла-дуговая сварка
Подготовка основного металла: При сварке алюминия операторы должны позаботиться о том, чтобы очистить основной материал и удалить оксид алюминия и углеводородные загрязнения из масел или режущих растворителей. Оксид алюминия на поверхности материала плавится при 110 ° C, в то время как алюминий, находящийся под ним, плавится при 650 ° C. Следовательно, оставление оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка может привести к еще большему проникновению оксидов в обрабатываемую деталь.Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством.
Оксид алюминия на поверхности материала плавится при 110 ° C, в то время как алюминий, находящийся под ним, плавится при 650 ° C. Следовательно, оставление оксида на поверхности основного материала будет препятствовать проникновению присадочного металла в заготовку. Для удаления оксидов алюминия используйте проволочную щетку из нержавеющей стали или растворители и травильные растворы. При использовании щетки из нержавеющей стали чистите только в одном направлении. Следите за тем, чтобы не чистить щеткой слишком грубо: грубая чистка может привести к еще большему проникновению оксидов в обрабатываемую деталь.Кроме того, используйте щетку только для обработки алюминия — не чистите алюминий щеткой, которая использовалась для обработки нержавеющей или углеродистой стали. При использовании растворов для химического травления обязательно удалите их из работы перед сваркой. Чтобы свести к минимуму риск попадания углеводородов из масел или режущих растворителей в сварной шов, удалите их обезжиривающим средством. Убедитесь, что обезжириватель не содержит углеводородов.
Убедитесь, что обезжириватель не содержит углеводородов.
Предварительный нагрев: Предварительный нагрев алюминиевой заготовки может помочь избежать растрескивания сварного шва.Температура предварительного нагрева не должна превышать 110 ° C — используйте индикатор температуры, чтобы предотвратить перегрев. Кроме того, выполнение прихваточных швов в начале и в конце свариваемой области облегчит предварительный нагрев. Сварщикам также следует предварительно нагреть толстый кусок алюминия при его приваривании к тонкой детали; если происходит холодная притирка, попробуйте использовать вкладки для притирки и притирки.
Метод проталкивания: В случае алюминия отталкивание пистолета от сварочной ванны вместо его вытягивания приведет к лучшему очищающему действию, уменьшению загрязнения сварных швов и лучшему покрытию защитным газом.
Скорость перемещения: Сварка алюминия должна выполняться «горячим и быстрым». В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
В отличие от стали, высокая теплопроводность алюминия требует использования более высоких значений силы тока и напряжения, а также более высоких скоростей сварки. Если скорость движения слишком низкая, сварщик рискует получить чрезмерный ожог, особенно на тонкостенных алюминиевых листах.
Защитный газ: Аргон, благодаря его хорошему очищающему эффекту и профилю проплавления, является наиболее распространенным защитным газом, используемым при сварке алюминия.Сварка алюминиевых сплавов серии 5XXX в смеси защитного газа, содержащей аргон и гелий — максимум 75 процентов гелия — минимизирует образование оксида магния.
Сварочная проволока: Выберите алюминиевую присадочную проволоку, имеющую температуру плавления, аналогичную температуре основного материала. Чем больше оператор может сузить диапазон плавления металла, тем легче будет сваривать сплав. Возьмите проволоку диаметром 1,2 или 1,6 мм. Чем больше диаметр проволоки, тем легче она подается.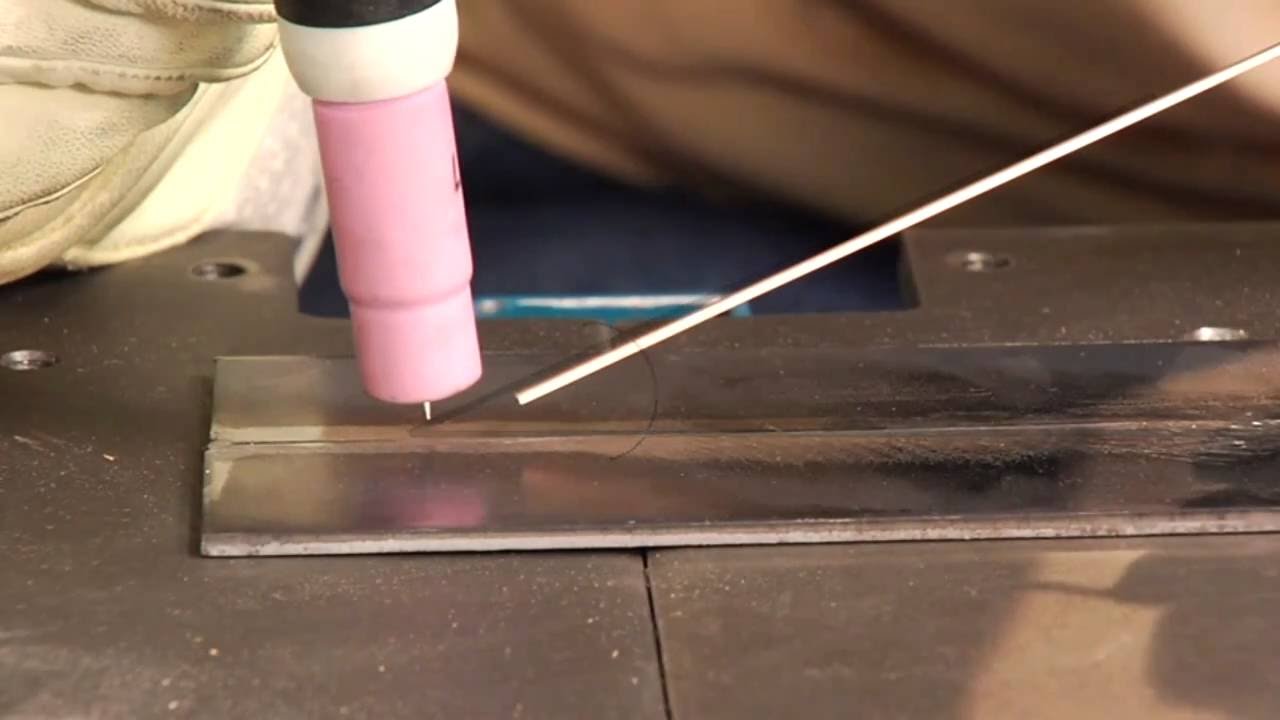 Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 250 до 760 см / мин.
Для сварки тонкостенных материалов хорошо подходит проволока диаметром 0,035 дюйма в сочетании с импульсной сваркой при низкой скорости подачи проволоки — от 250 до 760 см / мин.
Сварные швы выпуклой формы: При сварке алюминия кратерное растрескивание является причиной большинства отказов. Растрескивание возникает из-за высокой скорости теплового расширения алюминия и значительных сжатий, возникающих при остывании сварных швов. Риск растрескивания наиболее высок в случае вогнутых кратеров, поскольку поверхность кратера сжимается и разрывается при охлаждении.Поэтому сварщики должны создавать кратеры, чтобы они образовали выпуклую или бугорчатую форму. По мере охлаждения сварного шва выпуклая форма кратера компенсирует силы сжатия.
Выбор источника питания: При выборе источника питания для GMAW алюминия сначала рассмотрите метод переноса — дуговая сварка распылением или импульсный. Аппараты постоянного тока (cc) и постоянного напряжения (cv) могут использоваться для дуговой сварки со струйным переносом. Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Распылительная дуга берет крошечный поток расплавленного металла и распыляет его поперек дуги от электродной проволоки к основному материалу.Для толстого алюминия, для которого требуется сварочный ток, превышающий 350 А, оптимальные результаты дает cc.
Импульсная передача обычно выполняется от инверторного источника питания. Новые блоки питания содержат встроенные импульсные процедуры в зависимости от типа и диаметра присадочной проволоки. Во время импульсной GMAW капля присадочного металла переходит от электрода к заготовке в течение каждого импульса тока. Этот процесс обеспечивает положительный перенос капель и приводит к меньшему разбрызгиванию и более высокой скорости следования, чем при сварке с переносом распылением.Использование импульсного процесса GMAW на алюминии также позволяет лучше контролировать подвод тепла, облегчая сварку вне положения и позволяя оператору сваривать тонкостенные материалы при низких скоростях и токах подачи проволоки.
Механизм подачи проволоки: Предпочтительным методом подачи мягкой алюминиевой проволоки на большие расстояния является двухтактный метод, при котором используется закрытый шкаф подачи проволоки для защиты проволоки от воздействия окружающей среды. Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
Двигатель с регулируемой скоростью с постоянным крутящим моментом в шкафу подачи проволоки помогает проталкивать и направлять проволоку через пистолет с постоянной силой и скоростью.Двигатель сварочной горелки с высоким крутящим моментом протягивает проволоку и поддерживает постоянную скорость подачи проволоки и длину дуги.
В некоторых цехах сварщики используют одни и те же устройства подачи проволоки для подачи стальной и алюминиевой проволоки. В этом случае использование пластиковых вкладышей поможет обеспечить плавную и стабильную подачу алюминиевой проволоки. Для направляющих трубок используйте отходящие и пластиковые входящие трубки зубильного типа, чтобы поддерживать проволоку как можно ближе к приводным роликам, чтобы предотвратить спутывание проволоки. Во время сварки держите кабель горелки как можно прямее, чтобы минимизировать сопротивление подаче проволоки.Проверьте правильность совмещения между ведущими роликами и направляющими трубками, чтобы предотвратить стружку алюминия.
Используйте приводные ролики, предназначенные для алюминия. Настройте натяжение приводных роликов, чтобы обеспечить равномерную скорость подачи проволоки. Чрезмерное натяжение приведет к деформации проволоки и вызовет грубую и беспорядочную подачу; слишком маленькое натяжение приводит к неравномерной подаче. Оба условия могут привести к нестабильной дуге и пористости сварного шва.
Сварочные пистолеты: Для сварки алюминия используйте отдельную гильзу горелки. Во избежание истирания проволоки старайтесь удерживать оба конца гильзы, чтобы устранить зазоры между гильзой и диффузором газа на пистолете.Часто меняйте футеровки, чтобы свести к минимуму вероятность того, что абразивный оксид алюминия вызовет проблемы с подачей проволоки. Используйте контактный наконечник примерно на 0,38 мм больше диаметра используемого присадочного металла — при нагревании наконечник расширится до овальной формы и, возможно, ограничит подачу проволоки. Обычно, когда сварочный ток превышает 200 А, используйте пистолет с водяным охлаждением, чтобы минимизировать тепловыделение и уменьшить трудности с подачей проволоки.
Дуговая сварка алюминия: за и против
Дуговая сварка алюминия — это процесс, при котором два куска алюминия соединяются электрическим током.Дуга от сварочного пистолета создает тепло около 6000 градусов по Фаренгейту. Тепло плавит присадочный пруток, а также свариваемый металл. Флюс, образующийся вокруг сварного шва, предотвращает загрязнение и придает дуге стабильность. Когда сварка закончена, флюс удаляется из сварного шва проволочной щеткой. Существует четыре основных типа дуговой сварки, которые можно использовать при сварке алюминия.
Pros
Оборудование для дуговой сварки алюминия дешево, что делает его доступным для всех, а его простота в использовании означает, что большинство людей может выполнять этот вид сварки.Это очень удобный способ соединения двух частей алюминия.
В отличие от другого сварочного оборудования, оборудование для дуговой сварки очень портативно. Вы можете использовать его в своей мастерской или гараже дома; Необязательно находиться в специализированном цехе металлообработки. Для дуговой сварки алюминия можно использовать даже ограниченное пространство.
Для дуговой сварки алюминия можно использовать даже ограниченное пространство.
В отличие от сварки MIG, для дуговой сварки не требуется защитный газ, поэтому нет необходимости искать его; Иногда поиск инертного газа может быть довольно проблематичным.
Дуговая сварка может использоваться для большинства сплавов и металлов, что делает ее наиболее универсальным типом сварки.Изучите дуговую сварку, и вы сможете сваривать не только алюминий, но и другие металлы.
Поскольку дуговая сварка алюминия довольно проста, это часто делают люди с очень небольшим уровнем подготовки. У них есть шанс учиться по мере того, как они это делают, и становиться лучше с каждой работой. Тренировки действительно помогают, но это не жизненно важно. Оборудование можно взять напрокат, и вы можете изучить процесс дома с очень небольшой подготовкой.
Сама природа дуговой сварки алюминия означает, что она выполняется на высокой скорости, в противном случае тепло может прожечь в алюминии отверстие. Это означает, что работа выполняется быстро, в отличие от точечной сварки, и при некоторой осторожности и опыте работа займет очень мало времени. Это означает, что сварочные работы не должны занимать целый день.
Это означает, что работа выполняется быстро, в отличие от точечной сварки, и при некоторой осторожности и опыте работа займет очень мало времени. Это означает, что сварочные работы не должны занимать целый день.
Минусы
При дуговой сварке алюминия вам потребуется часто заменять электрод в наконечнике сварочного пистолета. Это проблема, типичная для дуговой сварки, и замена наконечника требует большой осторожности. Кроме того, этого нельзя делать, когда электрод горячий, что может замедлить весь процесс сварки.
При дуговой сварке алюминия после окончания сварки необходимо удалить шлак из сварного шва. Это добавляет дополнительный шаг к процессу и означает, что вам нужно выполнить больше работы, что в конечном итоге займет больше времени.
При дуговой сварке выделяется много тепла и света. Это означает, что сварщик должен носить защитные очки и, в идеале, хороший сварочный шлем. Также рекомендуется надеть другое защитное снаряжение из-за жары. Это обеспечивает защиту от поражения электрическим током, а также от ожогов, которые могут легко произойти из-за уровня тепла, выделяемого в процессе. Сварщику нужно все время проявлять особую осторожность и концентрироваться.
Сварщику нужно все время проявлять особую осторожность и концентрироваться.
Руководство по сварке алюминия для новичков
Эта страница далека от исчерпывающего руководства; это всего лишь несколько советов и несколько ссылок на более авторитетную информацию. Он предназначен для людей, которые хотят научиться сваривать алюминий, но не имеют опыта сварки алюминия или даже сварки в целом.
Это мое описание пару месяцев назад. В своих попытках научиться сваривать алюминий я собрал всю информацию, которую смог найти из множества различных источников — очень упрощенное и малоинформативное руководство, прилагаемое к сварщику, много чтения в Интернете, базовые книги по сварке с очень короткие разделы по алюминию и очень продвинутые книги, написанные для инженеров, в которых было больше уравнений и формул, чем практических советов по сварке.
Затем, используя то, что я узнал, в сочетании с большим количеством проб и ошибок, я, в конце концов, понял, как заставить два куска алюминия склеиваться без трещин, деформации, сморщивания и разрушения. Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на проб и ошибок, если бы кто-нибудь просто рассказал мне о них. Я думал, что поделюсь тем немногим, что знаю, и, может быть, это поможет кому-то там научиться сваривать алюминий быстрее, чем они могли бы в противном случае.
Попутно я сделал несколько ключевых открытий, которые сэкономили бы мне много времени на проб и ошибок, если бы кто-нибудь просто рассказал мне о них. Я думал, что поделюсь тем немногим, что знаю, и, может быть, это поможет кому-то там научиться сваривать алюминий быстрее, чем они могли бы в противном случае.
Сварщик TIG
Сварщик TIG (GTAW).Большинство источников говорят, что сварщик TIG (вольфрамовый инертный газ), также называемый GTAW (газо-вольфрамовая дуговая сварка), является лучшим методом сварки алюминия. Я слышал, что алюминий также можно сварить с помощью сварочного аппарата MIG, или сварочного аппарата, или даже с помощью газовой горелки.
Поскольку я использовал TIG только для алюминия, я напишу именно об этом. Сварочные аппараты TIG довольно дороги, и трудно оправдать покупку даже аппаратов самого низкого качества, если только вы не зарабатываете деньги на своей сварке. Более дорогие аппараты (6000 долларов) обладают рядом функций, которые делают возможной высококачественную сварку алюминия.
У нас есть недорогой ($ 2500) сварочный аппарат в Хобарте, который считается хорошим любителем или фермером. Как бы ни было заманчиво обвинять машину, пока я делал обугленные куски скрученного металла вместо аккуратно сваренных швов, я пришел к выводу, что адекватные сварные швы можно сделать даже с помощью дешевой машины.
Что вы получите, если потратите дополнительные деньги на сварщика? Больше силы тока (имеется в виду возможность сваривать более толстый металл), водяное охлаждение (я не знаю, какие преимущества это дает, но газовый колпак светится оранжевым на нашем аппарате с воздушным охлаждением, когда он работает на максимальной мощности, а это всего 165 А), прямоугольная волна Переменный ток (это позволяет измельчать церированный вольфрам до точки для более стабильной дуги), регулировка частоты и регулировка отношения положительного и отрицательного тока для лучшей очистки или проплавления.Поскольку на моем компьютере нет ни одной из этих функций, я не могу дать никаких советов, как их использовать.
PPE
- Хорошие сварочные перчатки. У меня есть дрянные сварочные перчатки и болезненные волдыри, чтобы доказать это.
- Хорошая сварочная маска. Я слышал, лучше всего подходят золотые тонированные шлемы с автоматическим затемнением. У меня есть шлем за 20 долларов с крошечным окошком, которое падает с моей головы, когда я его переворачиваю.
Аргон
- Газообразный аргон. Смеси не подходят для алюминия, за исключением смеси аргона и гелия.Не берите бак у сварочного аппарата MIG, чтобы использовать его на аппарате TIG — он вообще не будет работать. Вы просто сделаете кучу обгоревшего металла и копоти.
Алюминиевый сварочный стержень
- Алюминиевый сварочный стержень. Я получил 4043, который кажется наиболее рекомендуемым. На http://www.tinmantech.com есть хорошая таблица, в которой указаны прутки для каких сплавов, а также тонна отличной информации по металлообработке и сварке алюминия. На данный момент я понятия не имею, как отличить один сплав от другого, и я не выполняю критически важную сварку, поэтому не беспокойтесь об этом. 4043 мне очень подходит.
 4043 мне очень подходит.
4043 мне очень подходит.Щетка из нержавеющей стали
- Специальная щетка из нержавеющей стали, которую можно использовать только для алюминия. Напишите на нем «алюминий», чтобы он ни к чему не привык.
Место для сварки
- Подойдет металлическая скамейка. У меня его нет. Остановка сварного шва для тушения пожара — заноза в заднице. Со мной такое случается постоянно.
Опрыскиватель растений
- Бутылочка с водой.Это не для охлаждения работы, а для тушения небольших пожаров, которые недостаточно велики, чтобы использовать огнетушитель. Быстрое охлаждение алюминия может привести к его растрескиванию в сварном шве или рядом с ним.
Огнетушитель
- Огнетушитель может быть неплохой идеей, если вы не хотите, чтобы вас уволили за поджог магазина.
Рубашка с длинным рукавом
- Это ОЧЕНЬ важно: толстая хлопчатобумажная рабочая рубашка с длинным рукавом. Сварка TIG производит больше УФ-излучения, чем любой другой сварочный процесс. В первый раз, когда я использовал TIG, на мне была футболка. Я использовал сварщик 10 мин, если даже это. У меня был болезненный ожог с волдырями и шелушением кожи на бицепсах и шее. Мне нужно всего несколько минут, чтобы серьезно поджечь.
 В первый раз, когда я использовал TIG, на мне была футболка. Я использовал сварщик 10 мин, если даже это. У меня был болезненный ожог с волдырями и шелушением кожи на бицепсах и шее. Мне нужно всего несколько минут, чтобы серьезно поджечь.
В первый раз, когда я использовал TIG, на мне была футболка. Я использовал сварщик 10 мин, если даже это. У меня был болезненный ожог с волдырями и шелушением кожи на бицепсах и шее. Мне нужно всего несколько минут, чтобы серьезно поджечь.Рабочий держатель
- Зажимы или тиски, или что-то еще, что вы собираетесь использовать для удержания вашей работы на месте, а также некоторые блоки или стержни из алюминия или меди для использования в качестве радиаторов.
Хватит списка покупок. Далее с полезными советами
Советы
Совет №1 — Очистите алюминийЭто самый важный совет, который у меня есть.Я читал это в нескольких местах, прежде чем начал практиковаться в сварке, но это не выглядело так, и я потратил много металла, пытаясь сварить два куска грязного алюминия вместе. АЛЮМИНИЙ, КОТОРЫЙ ВЫГЛЯДИТ НОВЫМ И ЧИСТЫМ, ДЕЙСТВИТЕЛЬНО ГРЯЗНЫЙ. ЭТО НЕ СТАЛЬ.
- Вот некоторые признаки загрязнения алюминия.
- Блуждающая дуга — невозможно создать лужу, не прожигая или не деформируя металл.
- Наполнитель не сливается с лужей, а скатывается в шар, который трудно переплавлять.
- Кажется, что алюминий имеет поверхностное натяжение, как капли воды на вощеной поверхности.
- При попытке соединения 2 частей края загибаются друг от друга и образуют еще больший зазор.

Вот почему
Вот что происходит: алюминий быстро образует более или менее невидимое покрытие из оксида алюминия. Оксид алюминия плавится при температуре, в три раза превышающей температуру алюминия. Когда вы пытаетесь сварить неочищенный алюминий, алюминий под покрытием из оксида алюминия расплавится, но покрытие из оксида алюминия останется твердым и будет действовать как мембрана, как воздушный шар.Когда вам, наконец, удастся пробить покрытие, жидкий алюминий изнутри вытечет наружу сразу, как лопнувший воздушный шар с водой.
- Вот как я готовлю алюминий к сварке.
- Сначала я опрыскиваю алюминий ацетоном. Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужна убедительность, посмотрите это — http://www.brewracingframes.com Спасибо за подсказку, Эндрю!
- Затем я промываю алюминий водой на случай, если останутся неприятные остатки. Перед сваркой алюминий должен быть полностью сухим, включая все уголки и трещины.
- Затем я использую щетку из нержавеющей стали (убедитесь, что она нержавеющая, я читал, что это важно), чтобы очистить до блеска алюминий вокруг свариваемой области.
 Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужна убедительность, посмотрите это — http://www.brewracingframes.com Спасибо за подсказку, Эндрю!
Не используйте очиститель тормозов, если это не 100% ацетон. Если вам нужна убедительность, посмотрите это — http://www.brewracingframes.com Спасибо за подсказку, Эндрю! В некоторых статьях, которые я прочитал, предлагается чистить алюминий только в одном направлении, чтобы избежать попадания загрязняющих веществ в алюминий. Я не всегда соблюдаю это правило и не замечаю никаких проблем, связанных с ним, но я не работаю ни над чем слишком важным, и я далек от эксперта. Я также читал, что подушечки 3M Scotchbrite — хороший способ подготовить алюминий.Если вы не привариваете алюминий сразу после очистки, вам следует подкрашивать его, прежде чем начинать сварку. Я прочитал, что восемь часов выдержки после очистки — это максимально допустимый срок без повторной очистки.
Я прочитал, что восемь часов выдержки после очистки — это максимально допустимый срок без повторной очистки.
Радиатор, по возможности, сделанный из меди или алюминия. Алюминий очень хорошо передает тепло. Как только область, которую вы пытаетесь сварить, станет достаточно горячей, чтобы расплавиться, остальная часть работы, вероятно, станет настолько горячей, что сжимается и деформируется.Использование радиатора под свариваемой областью поглотит часть тепла и предотвратит деформацию изделия.
Совет № 3 — Предварительный нагрев перед сваркойЭто значительно упрощает сварку алюминия. Это не бесспорный предмет. Проблема в том, что часть алюминия подвергается термообработке, и при нагревании и охлаждении термообработанный алюминий становится мягче.
Я читал мнения, начиная от «термообработанный алюминий никогда не следует предварительно нагревать» и «предварительный нагрев — это опора для неопытных сварщиков» до противоположной крайности: «алюминий всегда следует предварительно нагревать, чтобы предотвратить растрескивание».
Рекомендуемый диапазон температур предварительного нагрева от 275 град. F, до 500 град. F. Я подозреваю, что многие из этих мнений верны в собственном контексте. Правильная процедура, вероятно, варьируется для сварки двери космического челнока в вакуумной камере и сварки треснувшей головки блока цилиндров.
Одно я знаю точно: сварка более толстых алюминиевых деталей нашим сварочным аппаратом 165A без предварительного нагрева невозможна. Однажды я попытался сварить два куска алюминия толщиной 8 мм без предварительного нагрева.В результате получился очень неглубокий и слабый сварной шов, автоматический выключатель сработал дважды, а сварочный аппарат перегрелся и отключился через каждые два дюйма сварного шва.
У меня нет под рукой духовки, поэтому я использую пропановую горелку, направленную на радиатор, к которому я зажимаю изделие, и инфракрасный термометр, чтобы определить, когда он достаточно горячий. Обычно я не могу нагреть работу выше 350 градусов, так что это температура, которую я использую. Я думал о том, чтобы купить дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но еще не сделал этого.Я не использую фонарик непосредственно на работе. Не знаю, вызовет ли это проблему или нет, мне удобнее нагревать радиатор.
Я думал о том, чтобы купить дешевую бывшую в употреблении электрическую духовку или электрическую плиту, но еще не сделал этого.Я не использую фонарик непосредственно на работе. Не знаю, вызовет ли это проблему или нет, мне удобнее нагревать радиатор.
Когда вольфрам касается сварочной ванны или присадочного материала, дуга становится нестабильной и качество сварки сильно ухудшается. К сожалению, со мной такое случается часто. Лучший способ исправить это — удалить вольфрам, положить его на плоскую поверхность так, чтобы загрязненная часть свисала с края, ударить загрязненную часть вольфрама (он сразу же отломится), переустановить вольфрам, изменить полярность на DCEP (положительный электрод постоянного тока), зажгите дугу на металлическом ломе, чтобы повторно собрать шарик вольфрама, снова переключитесь на высокий уровень переменного тока, и вы снова готовы к сварке.Между прочим, ПОКА ДЕЛАЙТЕ СВОИ ПЕРЧАТКИ! В противном случае у тебя будет неприятный ожог. Это займет всего около 30 секунд, если вы проделаете это несколько раз.
Это займет всего около 30 секунд, если вы проделаете это несколько раз.
Не оставляйте зазоров или как можно меньше зазоров. Я обнаружил, что при использовании сварочного аппарата MIG довольно легко заполнить зазоры между двумя свариваемыми кусками стали. Однако мне было очень трудно сделать это при сварке алюминия с помощью TIG.Тепло от TIG очень локализовано.
Когда есть зазор и тепло воздействует на металл с одной стороны, металл объединяется с этой стороны, но металл с другой стороны остается твердым. Вы можете чередоваться из стороны в сторону, чтобы заставить обе стороны объединиться, но когда я делаю это, у меня обычно получается больший промежуток, чем когда я начинал.
Единственный способ, который я нашел, чтобы заполнить зазор, — это «размазать» каплю наполнителя через зазор, затем работать с наполнителем, пока он не растает с обеих сторон, а затем нарастить наполнитель. Это сложно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и улучшив детализацию, прежде чем начинать сварку. Чем плотнее прижимаются детали и чем меньше зазоров, тем легче выполняется сварка.
Это сложно сделать. Вы можете сэкономить много времени, используя напильник или шлифовальный станок и улучшив детализацию, прежде чем начинать сварку. Чем плотнее прижимаются детали и чем меньше зазоров, тем легче выполняется сварка.
- Для базовых настроек
- Используйте один ампер на 0,001 дюйма толщины материала. Установите силу тока выше максимальной, которую вы ожидаете использовать, и используйте ножную педаль, чтобы уменьшить ее.
- Используйте чистый вольфрам для алюминия, если у вас есть более дешевый (не прямоугольный) сварочный аппарат, как я.
- Используйте 2% -ный вольфрам, заземленный до точки, если у вас более дорогой сварочный аппарат (прямоугольная волна).
- Используйте чистый вольфрам 1/16 дюйма для тока от 30 до 80 ампер.
Используйте чистый вольфрам 3/32 дюйма для тока от 60 до 130 ампер
Используйте чистый вольфрам 1/8 дюйма на ток от 100 до 180 ампер
Используйте поток аргона от 15 до 20 кубических футов в час - Используйте присадочный стержень, размер которого равен размеру вольфрама. Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
- Длина дуги должна быть примерно равна диаметру вольфрама.
 Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.
Отрегулируйте вольфрам так, чтобы он выступал из колпака на расстояние, примерно равное диаметру вольфрама.Первые 3 совета были моими большими открытиями в процессе обучения сварке. Это было то, что мне хотелось, чтобы кто-нибудь сказал мне, прежде чем я начал свои разочаровывающие эксперименты. Конечно, о сварке алюминия нужно знать еще много чего, но в Интернете можно найти гораздо больше полных статей. Перейдите по ссылкам ниже, чтобы увидеть некоторые из моих любимых.
Вот несколько замечательных ресурсов, которые я нашел:
http://www.tinmantech.com Этот парень делает удивительные вещи и написал кучу отличных статей.Вы можете часами читать на этом сайте; там много контента. У него есть предвзятость по оксигену / ацетилену, но его сайт очень интересен.
ГЛАВНАЯ СТРАНИЦА UNIBRAZE
| Хьюстон, Техас, Вилла Парк Иль Оберн, Вашингтон |
техническая продукция robinson, техническая продукция robinson, техническая продукция robinson, алюминиевая сварочная проволока, алюминиевая сварочная проволока, алюминиевая сварочная проволока, ampco, ampco, ampco,
ampcotrode, ampcotrode, ampcotrode, щетки андерсона, щетки андерсона, щетки андерсона, зажимы , c-зажимы, c-зажимы, кобальт, кобальт, кобальт, сплавы кобальта, сплавы кобальта, stoody, stoody, stoody, stoody, стеллит, стеллит, стеллит,
standite, standite, standite, медная сварочная проволока, медная сварочная проволока, медно-никелевая сварочная проволока, медно-никелевая сварочная проволока, ERCuNi, ERCuNi, сварочная проволока из медно-никелевого сплава, держатели электродов, держатели электродов, держатели электродов, сварочные электроды
, сварочные электроды, сварочные электроды, сварочный флюс, сварочный флюс, флюс для дуговой сварки под флюсом, погруженный флюс для дуговой сварки, флюс для дуговой сварки под флюсом, порошковая проволока, порошковая проволока, порошковая проволока, нержавеющая сталь с флюсом
, нержавеющая сталь с флюсовой сердцевиной, нержавеющая сталь с флюсовой сердцевиной, абразивные материалы garryson, garryson abrasi ves, garryson abrasives, Monel, Monel, monel, hastelloy, hastelloy, hastelloy, Keen ovens, Keen ovens, keen ovens, henkel, henkel, henkel, mig,
mig, mig, никелевые сплавы, никелевые сплавы, никелевые сплавы, morsafe, morsafe, morsafe, nissen, nissen, nissen, припой, припой, припой, искровые зажигалки, искровые зажигалки, искровые зажигалки, бойки, бойки, tempil, tempil, tempil, сварочная проволока из нержавеющей стали, сварочная проволока из нержавеющей стали
, сварочная проволока из нержавеющей стали , Weldas, Weldas, Weldas, Сварочные перчатки, Сварочные перчатки, Сварочные маски, Сварочные маски, Сварочные маски, Сварочная проволока, Сварочная проволока, Сварочная проволока, Wypo, Wypo, Wypo,
Нейзильбер, Нейзильбер, Нейзильбер, Серебряные припои , алюминиевая бронза, алюминиевая бронза, алюминиевая бронза, бронза с низким содержанием дымовых газов, бронза с низким уровнем дымления, бронза с низким уровнем дымления, фос-бронза c, фосфорная бронза c, hastelloy c2000,
hastelloy c276, hastelloy g30, haynes ultimet, haynes multimet,
phos -бронза с, фос-бронза а, фос-бронза а, фос-бронза шт.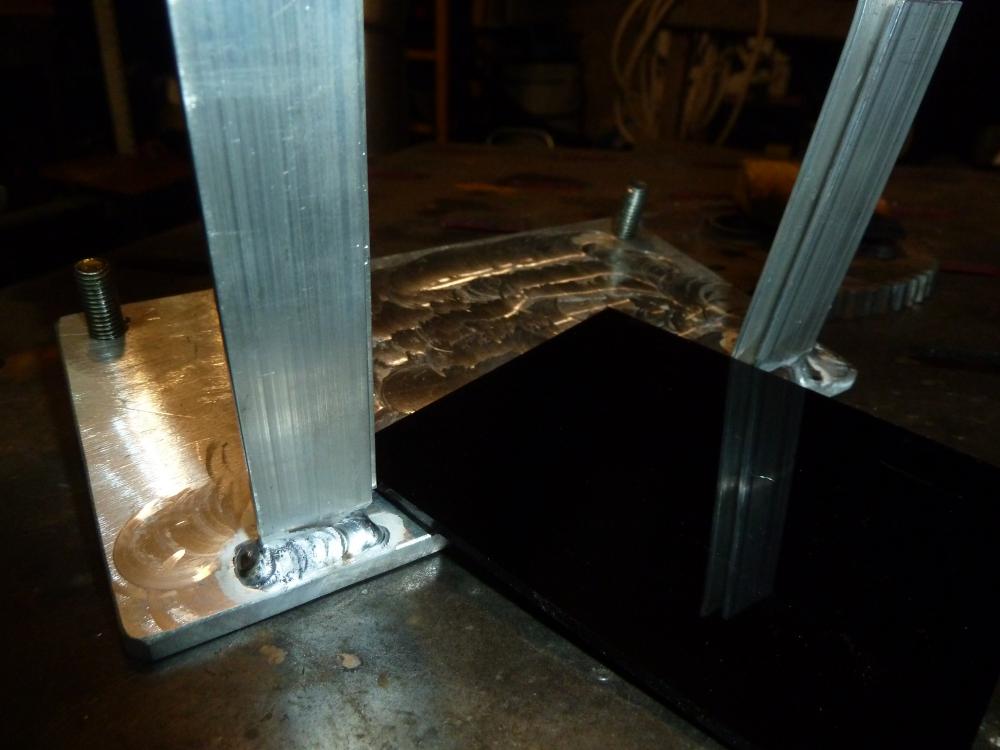 , серебряные припои, серебряные припои, Нирод, Нирод, Нирод, титановые сварочные сплавы, титановые сварочные сплавы, титановые сварочные сплавы, уголь для строжки, угли для строжки, уголь для строжки
, серебряные припои, серебряные припои, Нирод, Нирод, Нирод, титановые сварочные сплавы, титановые сварочные сплавы, титановые сварочные сплавы, уголь для строжки, угли для строжки, уголь для строжки
, проволока для сварки никеля, проволока для никелевой сварки, проволока для никелевой сварки, вольфрам, вольфрам, вольфрам, низколегированная сталь, низколегированная сталь, низколегированная сталь, проволока из мягкой стали, проволока из мягкой стали, проволока из мягкой стали, нержавеющая сталь 308, нержавеющая сталь
, нержавеющая сталь
, нержавеющая сталь 316, нержавеющая сталь 316, сварка без сварки, инко-сварка, инко-сварка, сплавы вашингтона, сплавы вашингтона, сплавы вашингтона, сплавы инко сплавы инко, сплавы инко, специальные металлы, специальные металлы, специальные металлы, наплавка, наплавка
, наплавка твердым сплавом, маккей, маккей, маккей, братья Хобарт, братья Хобарт, братья Хобарт, сплавы с низким содержанием водорода, электроды с низким содержанием водорода, угли с медным покрытием, угли с медным покрытием, угли с медным покрытием, сплавы на основе меди, сплавы на основе меди
, проволока из углеродистой стали, проволока из углеродистой стали, проволока из углеродистой стали, магнит незиевая проволока, магниевая проволока, магниевая проволока, AZ61a, az61a, az61a, az92a, az92a, az92a, циркониевая проволока, цирконий, цирконий, 410nimo, 410nimo,
410nimo, 7010, 7010, 7010, er80sd2, er82sd2, inc80sd2, eron80sd2, eron80sd2, eron80sd2, eron80sd2, eron80sd2, eron80sd2 инконель 622, инконель 82, инконель 82, инконель 82, инконель 625, инконель 625, инконель 718, инконель 718, хастеллой x, хастеллой x, сплав hx, сплав hx, inco hx, inco hx,
инконель 65, монель 67, монель 67, монель 67, монель 60, монель 60, монель 60, нирод 55, нирод 55, нирод 55, электроды из инконеля, электроды из инконеля, инконель 112, инконель 182, инконель сварка а, инконель сварка а, монель 190, инконель сварка а, inco weld
c276, inco weld c276, магний AZ61A, магний AZ61A, магний AZ61A, магний AZ92A, магний AZ92A, цирконий 702, цирконий 702, сварная проволока, сварная проволока, сварная проволока, мыльный камень, плоский мыльный камень, квадратный мыльный камень, Haynes, Хэйнс, Ультимет , Ultimet, Hastelloy, Hastelloy, hastelloy, haynes international, haynes international, inconel, inconel, inconel, inconel, inco allo ys, сварка специальных металлов, Hastelloy, Hardalloy, Hardalloy, Trimark, Trimark,
Hastelloy C2000, Hastelloy C2000, Hastelloy C2000, Haynes 188, Haynes 188, Unibraze 1100, Unibraze 1300, Unibraze 1500, Unibraze 1400, Unibraze 1600, Zeron Zeron 100X, Zeron 100X, ERNICRMO-3, ERNICRMO-3,
ERNICRMO-3, ERNICRMO-4, ERNICRMO-4, ER2594, UNIBRAZE 4043, UNIBRAZE 4043, UNIBRAZE 5183, UNIBRAZE-535, UNIBRAZE 535 , ERCRCO-C, COBALT 6, ERCOCR-A, ERCOCR-A, COBALT 12,
ERCOCR-B, ERCOCR-B,
COBALT 21, ERCOCR-E, ERCOCR-E, ECOCR-C, ECOCR-A, ECOCR- B, ECOCR-E, STOODY 1-M, ERCCOCR-C, STOODY 6-M, ERCCOCR-A, STOODY 12-M, ERCCOCR-B, STOODY 21-M, ERCCOCR-E, АЛЮМИНИЕВАЯ БРОНЗА A1. ERCUAL-A1,
ERCUAL-A1,
АЛЮМИНИЕВАЯ БРОНЗА A2, ERCUAL-A2, ECUAL-A2, АЛЮМИНИЕВАЯ БРОНЗА A3, ERCUAL-A3, НИКЕЛЬ, АЛЮМИНИЕВАЯ БРОНЗА, ERCUNIAL, ECUNIAL, ДЕОКС-МЕДЬ, ДЕОКСИДИРОВАННАЯ МЕДЬ, ERCU, PHOS-BRONZE, ФОС-БРОНЗА ERCUSI-A, SILICON
BRONZE, ECUSN-C, LOW FUMING BRONZE, FLUX COATED BRONZE, RBCUZN-C, RBCUZN-D, TECHNIWEAR 25, TECHNIWEAR 61, TECHNIWEAR 56, TECHNIWEAR 403, TECHNIWEAR 253, TECHNIWEAR 403, 253
| Обслуживание дистрибьюторов — это наш бизнес…. Наш единственный бизнес |
|
| Unibraze ® Techniwear® Smoothcor® |
КРУПНЕЙШИЙ ЗАПАС СВАРОЧНЫХ СПЛАВОВ В США
- Специальные сплавы
- Алюминий к цирконию
- Нестандартная длина обрезки
- Катушки 1 фунт / 11 фунтов / 33 фунта
- Сплошная и порошковая проволока
- Сварочные электроды.

Как сваривать алюминий — Как обсуждать
Как сваривать алюминий
Какой метод сварки алюминия лучше всего использовать? При сварке алюминия используйте технику толкания. Используйте более высокие настройки тока и напряжения. Выберите сварной шов с температурой плавления, аналогичной температуре плавления основного материала, с которым вы работаете. Выберите паяльное жало, которое примерно на дюйм больше диаметра наплавочного металла, который вы будете использовать.
Какие существуют способы сварки алюминия?
Для соединения алюминия с помощью сварки используется несколько основных методов: сварка MIG, сварка TIG и использование стержневого электрода.
Какой самый лучший сварщик алюминия?
Сварка вольфрамом в среде инертного газа, также известная как сварка TIG, является предпочтительным методом сварки алюминия. Сварочный аппарат TIG обеспечивает более высокую силу тока, намного лучшее общее охлаждение, а также точность и высокую температуру, необходимые для алюминия.

Какой металл легко сваривать с алюминием?
Существует два простых метода сварки алюминия со сталью, хотя оба они требуют больше времени и трудозатрат, чем обычная сварка.Первый — использовать специально разработанный кусок металла, называемый биметаллической переходной вставкой, что в основном означает небольшой кусок металла, содержащий два разных металлических элемента.
Как сваривать алюминий?
Алюминий можно сваривать с помощью газовой горелки, но этот метод сложнее, чем сварка MIG и TIG. С горелкой труднее контролировать тепло, прикладываемое к детали, и риск ожогов выше, если используется горелка.
Что такое сварочный аппарат для алюминия?
Сварка MIG предпочтительнее для более тонких алюминиевых листов из-за необходимого количества тепла.При выборе защитного газа для сварки алюминия методом MIG лучше всего использовать 100% аргон. Сварщик должен выбрать сварочную проволоку или пруток, сплав которых максимально приближен к сплаву деталей, чтобы получить высококачественный сварной шов.
Какой метод лучше всего использовать для сварки алюминиевых колес
Лучше всего познакомиться с проектом, который требует от вас попрактиковаться в сварке алюминия перед тем, как приступить к окончательной сварке. Три лучших способа безопасной сварки алюминия — это очистка поверхности алюминия, использование процесса рассеивания тепла при сварке и предварительный нагрев алюминия.
Какие существуют способы сварки алюминиевого листа
1 Используйте метод проталкивания при сварке алюминия. 2 Используйте более высокие значения тока и напряжения. 3 Выберите присадочную проволоку с температурой плавления, аналогичной температуре плавления основного материала, с которым вы работаете. Выберите паяльное жало, которое примерно на дюйм больше диаметра наплавочного металла, который вы будете использовать.
Вам нужно заварить трещину в алюминиевом колесе?
Трещину, параллельную направлению вращения, не следует сваривать, поскольку колесо обычно немного расширяется в сварном шве, и колесо вряд ли когда-либо снова будет вращаться по прямой линии.
 Навыки сварки: алюминиевые сплавы необходимо сваривать с использованием процесса, называемого TIG (сварка вольфрамовым электродом в среде инертного газа).
Навыки сварки: алюминиевые сплавы необходимо сваривать с использованием процесса, называемого TIG (сварка вольфрамовым электродом в среде инертного газа).Можно ли использовать бортик на алюминиевых дисках?
Алюминиевые колеса, сваренные методом MIG (металлический инертный газ), представляют собой беспорядок. Припой намного тоньше и слабее, при этом обжигается окружающий его сплав, ослабляя всю область вокруг припоя. Колеса должны свариваться только опытным сварщиком, знакомым со сваркой TIG и знающим, как обращаться с колесами.
Какого размера мне нужен сварщик, чтобы сваривать алюминий методом MIG?
Обратите внимание на толщину материала: толщина алюминиевого материала, свариваемого методом MIG, составляет 14 калибра, и чем больше мощность у вашего сварочного аппарата, тем больше зависит от толщины, которую вы сможете сваривать. Для алюминия толщиной менее 14 (0,074 дюйма) может потребоваться специальное оборудование для импульсной сварки MIG или AC TIG.

Какой метод лучше всего использовать для сварки алюминиевого листа
Одним из самых популярных методов сварки алюминия является дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG).GTAW — отличный способ обработки алюминия, потому что он не требует механической подачи проволоки, которая может вызвать проблемы с подачей.
Нужна ли вам горелка TIG для сварки алюминия?
Сварка алюминия требует глубоких знаний процесса сварки TIG, а также требует наличия горелки TIG. Сварка TIG — это передовая технология, которая требует медленного и контролируемого использования обеих рук. Его высокое качество отделки и универсальность делают его популярным для сварки алюминия и других металлов.
В какой одежде вы свариваете алюминий?
Они идеально подходят для сварки алюминия и предназначены для сварки TIG. Кожаная куртка или фартук для сварки. Убедитесь, что посадка плотная, но не ограничивающая. Лишний материал паять не рекомендуется. Синие джинсы или специальные рабочие брюки без манжетов. Прочная джинсовая ткань отлично подходит для сварки. Рабочие ботинки или туфли.
Убедитесь, что посадка плотная, но не ограничивающая. Лишний материал паять не рекомендуется. Синие джинсы или специальные рабочие брюки без манжетов. Прочная джинсовая ткань отлично подходит для сварки. Рабочие ботинки или туфли.
Что происходит, если алюминий нагревается после сварки?
С другой стороны, термообработанный алюминий обрабатывали при 400 ° F.Во время процесса сварки металл естественным образом нагревается до температур значительно выше 400 ° F, что означает, что сплав теряет некоторые из своих механических свойств. Если после сварки не будет проводиться дальнейшая обработка, сварочная поверхность ослабнет до 40%. .
Можно ли сваривать стыки алюминиевых труб?
Можно сваривать соединения алюминиевых труб с открытым корнем, но это сложнее, чем соединения стальных труб. Из-за высокой теплопроводности алюминия сварочная ванна больше, чем у стали.
Какой способ сварки вы используете для сварки трубы?
Для непрерывной сварки можно использовать газо-дуговую сварку Wolfram (GTAW), газо-дуговую сварку короткого замыкания (GMAW) или дуговую сварку в защитных оболочках (SMAW). Затем вы можете заполнить стык SMAW или GTAW, но вы также можете использовать GMAW в режиме переноса распылением, если стык труб можно сварить в положении Spin-Flat (1GR).
Затем вы можете заполнить стык SMAW или GTAW, но вы также можете использовать GMAW в режиме переноса распылением, если стык труб можно сварить в положении Spin-Flat (1GR).
Можно ли сваривать алюминиевую трубу с помощью дуги?
Следовательно, во многих областях дуга не может удалить оксид с поверхности алюминия.По этой причине расходный материал не плавится, легко течет и не снимается. Вы можете сваривать соединения алюминиевых труб с открытым корнем, но это сложнее, чем соединения стальных труб.
Как сварить алюминиевую дугу
Хотя большинство подрядчиков сначала должны сварить сталь, иногда есть компоненты машин, архитектурные элементы или изделия из алюминия, для которых требуется сваривать алюминий. Лучше всего сваривать алюминий с помощью аппарата TIG (инертный газ вольфрама) на переменном токе со 100% аргоном в качестве защитного газа.
Могу ли я сваривать алюминий сварочным аппаратом переменного тока?
Вопреки тому, что говорят другие, да, вы можете сваривать алюминий с помощью классификатора переменного или постоянного тока. Сходите в библиотеку и возьмите книгу. Чтобы получить стержни, которые подходят вашим потребностям и вашему сварщику, обратитесь к своему сварщику и сообщите ему, что вы хотите сваривать, и какой у вас сварочный аппарат.
Сходите в библиотеку и возьмите книгу. Чтобы получить стержни, которые подходят вашим потребностям и вашему сварщику, обратитесь к своему сварщику и сообщите ему, что вы хотите сваривать, и какой у вас сварочный аппарат.
Какой газ для сварки алюминия?
При дуговой сварке алюминия обычно используются два защитных газа: аргон и гелий. Эти газы используются в виде чистого аргона, чистого гелия и различных смесей аргона и гелия.
Можете ли вы использовать сварочный аппарат MIG для сварки алюминия?
Сварку металла в среде инертного газа (MIG) можно успешно использовать для сварки алюминия. При выборе сварочного аппарата необходимо определиться, хотите ли вы использовать струйную сварку или импульсную сварку.
Как сварите алюминий со сталью?
Как сваривать алюминий и сталь с покрытием Сначала окуните сталь в расплавленный алюминий, чтобы покрыть его. Во-вторых, приварите алюминий к закаленной стали. Как только металлы остынут, материалы успешно склеиваются.
Какова температура сварки алюминия?
Предварительно нагрейте алюминиевый кусок. Алюминий намного легче сваривать, если заготовка уже намного горячее комнатной температуры. Вы можете обогреть комнату, поместив ее прямо в духовку, или использовать пропановую горелку, чтобы нагреть поверхность. Стремитесь к температуре от 300 ° F до 400 ° F (149 204 ° C).
Какой присадочный материал вы используете для сварки алюминия?
Старайтесь избегать ржавых или грязных поперечин, поскольку они ослабляют паяные соединения.Вы можете найти алюминиевые заглушки в хозяйственных магазинах или хозяйственных магазинах, таких как Harbour Freight или Home Depot. Выберите сплав 4043 или 5356. Используйте присадочный стержень размером с вольфрамовый электрод.
Можно ли сваривать алюминий металлической щеткой?
Проволочная щетка, которая специально используется для сварки алюминия, позволяет удалить оксид алюминия, который имеет гораздо более высокую температуру плавления, чем основной металл. Вы также можете использовать раствор для травления, но будьте осторожны. Предварительно нагрейте кусок алюминия, над которым вы работаете, чтобы припой не растрескался.
Вы также можете использовать раствор для травления, но будьте осторожны. Предварительно нагрейте кусок алюминия, над которым вы работаете, чтобы припой не растрескался.
Какой алюминий лучше всего подходит для сварки?
1XXX. Алюминиевые сплавы серии 1ХХХ максимально приближены к чистому алюминию. Хорошо сваривается штукатуркой 1100 и 4043.3ХХХ. Алюминий этой серии легирован марганцем. 5ХХХ. 5ХХХ — лучший вариант с точки зрения свариваемости. 6ХХХ. Серия 6ХХХ легирована магнием и кремнием.
Почему алюминий так сложно сваривать?
Алюминий не ведет себя при сварке, как другие металлы, поэтому бывает сложно определить ход и качество сварки.Проще говоря, алюминий трудно сваривать, потому что это очень хрупкий мягкий металл, который изолирован более толстым слоем окисления.
Какие существуют способы сваривания алюминиевой фольги
Используйте метод проталкивания при сварке алюминия. Для этого отодвиньте сварочный пистолет от сварочной ванны, а не тяните за него или используйте двухтактный метод.
 Используйте более высокие настройки тока и напряжения. Алюминий обычно выигрывает от более высоких скоростей сварки.
Используйте более высокие настройки тока и напряжения. Алюминий обычно выигрывает от более высоких скоростей сварки.Почему для сварки алюминия используется радиатор?
Радиатор предотвращает деформацию алюминия из-за высокой теплопроводности алюминия.Радиатор отводит тепло от алюминиевых деталей для равномерного нагрева и улучшения пайки.
Что вызывает загрязнение алюминия во время сварки?
Загрязняющие вещества: Поскольку алюминий очень чувствителен, в процессе сварки он может загрязняться грязью, воздухом и водой. Алюминий может загрязняться воздухом, достигающим сварного шва, из-за плохой защиты или слишком длинной дуги.
Как лучше всего отказаться от сварки листового металла?
Тепловая сварка: неравномерно распределенное тепло создает перекосы и деформации, разрушающие детали, которые должны были быть соединены.Чтобы свести к минимуму коробление, распределяйте тепло как можно более равномерно. Этого можно добиться, используя технику сварки скачком, при которой выполняется серия прерывистых или точечных сварных швов.
Этого можно добиться, используя технику сварки скачком, при которой выполняется серия прерывистых или точечных сварных швов.
Какой газ использовать для сварки листового алюминия?
Всегда используйте 100% аргон при работе с алюминиевой фольгой. Для нержавеющей стали 304 подходят кабели ER308, ER308L и ER308LSI. Для сварки нержавеющей стали 316L вам понадобится проволока 316L. Используйте защитный газ Trimix: 90% гелия / 8% аргона / 2% углекислого газа.
Насколько большой вам нужен сварочный наконечник для алюминия?
Выберите паяльное жало, которое примерно на дюйм больше диаметра наплавочного металла, который вы будете использовать. Сварка алюминия — это особый навык, и через ваш материал может пройти слишком много тепла. Работайте медленно, и у вас меньше шансов столкнуться с проблемами.
Какой самый лучший сварочный аппарат для алюминия?
Сварка TIG. Сварка TIG — самый популярный метод сварки алюминия. Поскольку алюминий является очень теплоемким материалом для сварки, необходим аппарат с таким управлением.Алюминий может сохранять тепло в течение некоторого времени, а аппараты TIG отлично предотвращают перегрев горячих деталей.
Поскольку алюминий является очень теплоемким материалом для сварки, необходим аппарат с таким управлением.Алюминий может сохранять тепло в течение некоторого времени, а аппараты TIG отлично предотвращают перегрев горячих деталей.
Где купить металл для сварки?
Для новичков, которые учатся сварке, но никогда раньше не покупали металл, в Интернете есть несколько мест, где можно купить сварочный металл. Вы можете купить металл в Интернете на сайте или. Если у вас есть местный сталелитейный завод, имейте в виду, что поставщик может разрезать металл до нужной длины.
Что такое сварной шов алюминия?
При сварке алюминия два куска алюминия плавятся под действием сильного тепла.Этот процесс считается одним из самых сложных для выполнения из-за физических факторов, связанных с металлом. Одним из наиболее важных шагов при выполнении этого сварного шва является правильная очистка и использование сварочного оборудования.

Какой сварщик-стартер лучше всего подходит для новичка?
Десять видов дуговой сварки уже широко используются в промышленности. Из них три типа можно считать лучшим сварочным оборудованием для начинающих: сварка MIG, сварка штучной сваркой и сварка TIG. По мнению опытных сварщиков, MIG — лучший сварочный аппарат для начинающих.
Какой лучший сварочный аппарат для алюминия в домашних условиях
Если вы хотите сваривать тонкие листы алюминия, рекомендуется сварка MIG, особенно потому, что для этого требуется тепло. При выборе защитного газа 100% аргон является наиболее популярным выбором для сварки алюминия методом MIG.
Какой вольфрам использовать для сварки алюминия?
5 лучших вольфрамовых электродов для сварки алюминия TIG в 2021 году. Лучший друг сварщика !!!. Сварка TIG вольфрамовыми электродами. Электрод WL20 с 2% вольфрамовым покрытием — это превосходный алюминиевый сварочный электрод, которому нет равных.
 Вольфрамовый сварочный электрод TIG GENSSI. Электроды из вольфрама с 2% -ным лантановым покрытием марки Amplify. Электроды Kamas алюминий-нержавеющая сталь-вольфрам.
Вольфрамовый сварочный электрод TIG GENSSI. Электроды из вольфрама с 2% -ным лантановым покрытием марки Amplify. Электроды Kamas алюминий-нержавеющая сталь-вольфрам.Почему для алюминия предпочтительна сварка TIG?
Сварка TIG обеспечивает более прочное соединение, что является еще одной причиной, по которой ее предпочитают алюминию и нержавеющей стали. Более прочное соединение также является причиной того, почему сварка TIG так широко используется в автомобильной промышленности. Эта дополнительная мощность напрямую связана с уровнем контроля, который может быть достигнут при сварке TIG.
Какой сварочный аппарат используется для сварки алюминия?
- Сварочный аппарат МИГ. Эти машины в основном используются в домах, на малых предприятиях, в производстве и металлообработке.
- Аппарат для сварки TIG. Аппарат в основном используется для сложной и точной сварки металлов, таких как конструкционная сталь, нержавеющая сталь или алюминий.
- Аппарат точечной сварки.
- Аппарат стержневой сварочный.

Лучший сварочный аппарат для алюминия и стали
LOTOS WIG 200 — это экономичный аппарат для сварки TIG с двойным напряжением, идеально подходящий для алюминия и стали.Он предназначен для опытных сварщиков, но очень прост в использовании. Если вы новичок, я рекомендую сначала прочитать руководство, чтобы понять, как использовать все аспекты этого сварочного аппарата TIG для алюминия.
Какой лучший сварщик для алюминиевых лодок?
Рыбалка, наблюдение за птицами или просто солнечный день с семьей в пресной или соленой воде — алюминиевые лодки предлагают отличное соотношение цены и качества. Алюминиевые лодки прочнее и легче лодок из стеклопластика. Индивидуальный рыболов поступит правильно, выбрав алюминиевые лодки из ассортимента, так как с ними легче справиться одному человеку.Эти металлические лодки имеют высокое отношение прочности к массе, поэтому их можно перевозить позади большинства обычных транспортных средств и спускать в воду одним капитаном.

Какая алюминиевая лодка лучше всего подходит для рыбалки?
Лучшая алюминиевая рыбацкая лодка для плавания на очень мелководье — это лодка Jon с плоским дном, которая летит над поверхностью на высокой скорости и, в зависимости от размера лодки, в состоянии покоя занимает всего несколько дюймов воды.
Сколько стоит алюминиевая рыбацкая лодка?
Стоимость владения алюминиевыми рыболовными лодками.Лодки меньшего размера с алюминиевыми автомобильными крышами могут стоить менее 1000 долларов. В эту цену не входит бензиновый двигатель, электродвигатель или прицеп, но для использования в небольшом пруду на нем можно грести на лодке.
Какой лучший сварщик для алюминиевых лодок?
Сваривать алюминий может каждый. (1) Сварочные аппараты с катушкой проволоки или сварочные аппараты MIG (металл в инертном газе) имеют внутри катушку с проволокой и двигатель, который проталкивает проволоку по линии подачи к горелке, а также усилие проволоки, дуги и защитного газа, такого как аргон, на удалить кислород из, чтобы держаться.
 Курок пистолета включает питание, трос и дроссельную заслонку.
Курок пистолета включает питание, трос и дроссельную заслонку.В чем проблема со сваркой алюминиевой лодки?
Проблема с алюминием в том, что он чрезвычайно проницаем. Эта пористость означает, что гребные винты кораблей выбрасывают тонны мусора из воды и в конечном итоге испытывают некоторую эрозию. Каждый из этих недостатков ограничен, и, к сожалению, сварка дает такую возможность.
Как лучше всего сварить лодку?
На судах используется стабильный ■■■■ сварочный процесс.Продолжайте наклоняться, начиная с центра лодки и двигаясь наружу. Приварите к центру, продолжайте наружу. При этом избегайте сварки и старайтесь сохранить накопленную термическую структуру в каждой зоне.
Из какого алюминия нужно построить лодку?
Итак, прежде чем вы начнете строить свою первую лодку, примите во внимание следующее: 1) Какой тип алюминия мне следует использовать? Мало того, что лодки сделаны из алюминиевого лома, вы можете найти металлический алюминий, который вам нужен, есть нескольких возможных марок: 5086 или 5083.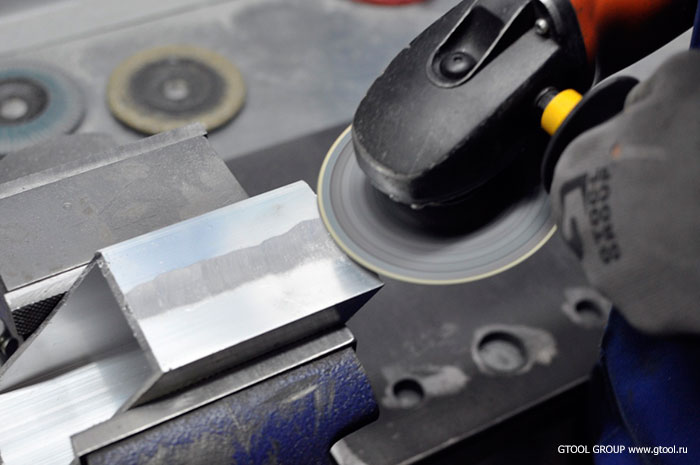
Что нужно знать о сварке алюминия?
Обычно сварка алюминия требует необычных методов. Важными параметрами сварочного материала являются: выбор правильной емкости присадочного металла, тщательная очистка основного материала и правильные процедуры сварки.
Какой тип сварки алюминия лучше всего?
Сварка MIG — один из наиболее распространенных видов сварки алюминия. Фактически, он работает лучше всего из-за тепла, необходимого для различных вариантов алюминия.Будьте осторожны с алюминием, так как он невероятно хрупкий. Алюминий также является одним из самых опасных металлов для сварки.
Можно ли приваривать алюминий к стали?
Алюминий часто приваривают к стали. Вы можете найти его ежедневно на палубах кораблей и стальных трубах. Другой возможный метод, который может помочь, — это погрузить сталь в воду. Это специальное покрытие делает сталь больше похожей на алюминий в процессе сварки.

Какой газ нужен для сварки алюминия?
Здесь, как и при сварке MIG, необходим защитный газ, который должен содержать аргон или смесь аргона и гелия.Деформация — распространенная проблема при сварке алюминия из-за высоких температур, поэтому перед началом следует подумать о точечной сварке.
Какой металл сложнее всего сварить для медали?
Самыми сложными для сварки металлами являются алюминий, никель и титан. В этом руководстве представлены различные типы металлов и дан обзор того, чего ожидать от сварки при работе с каждой монетой, которую они покрывают.
Что использовать для сварки алюминия?
Аппарат сварочный.Правильный паяльник важен при работе с алюминием. Факел. Если вы также работаете с другими материалами, подумайте об использовании отдельного алюминиевого сайдинга. Электроды для сварки TIG. Шпаклевки алюминиевые. Проволока сварочная алюминиевая.
 Баллон с аргоном. Кабельный ввод. металличесая щетка. Отображение температуры. Советы по сварке.
Баллон с аргоном. Кабельный ввод. металличесая щетка. Отображение температуры. Советы по сварке.Какой металл легко сваривать с алюминиевыми деталями
Дуговая сварка вольфрамовым электродом (GTAW), также известная как сварка вольфрамовым электродом в среде инертного газа (TIG), является одним из самых популярных процессов сварки алюминия.Этот метод сварки широко используется автолюбителями и сварщиками в профессиональных гоночных командах.
Что делает сварку алюминия такой сложной?
Итак, некоторые из наиболее распространенных факторов, затрудняющих сварку алюминия: Окисление. На алюминии имеется слой оксида алюминия, который плавится при значительно более высокой температуре, чем алюминий. Чтобы расплавить этот слой, требуется сильный нагрев, но сварщик должен быть осторожен, чтобы не прожечь отверстия в алюминии внизу.
Вам нужна импульсная функция для сварки алюминия?
Кроме того, при сварке алюминия важно контролировать нагрев, так как металл очень тонкий.
 Поэтому идеально подходит сварочный аппарат с функцией наддува, поскольку он предотвращает слишком высокий рост температуры. Здесь, как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.
Поэтому идеально подходит сварочный аппарат с функцией наддува, поскольку он предотвращает слишком высокий рост температуры. Здесь, как и при сварке MIG, вам понадобится защитный газ, который должен содержать аргон или смесь аргона и гелия.Можно ли использовать сварку MIG для алюминия?
Сварка алюминия MIG возможна, если вы настроите свое оборудование (плазменный резак или многопроцессорный сварочный аппарат) на постоянный ток и обратную полярность.Эта сварка может выполняться в любом положении, хотя самые трудные положения должны быть отведены опытным сварщикам.
Есть ли безопасный способ сваривать алюминий?
Хотя в этой статье предлагаются 3 безопасных способа сварки алюминия, следует отметить, что сваривать алюминий непросто, особенно для тех, кто не делает этого на всю жизнь. Алюминий — это материал, который трудно сваривать, потому что он очень ковкий и поэтому заставляет его гнуться, деформироваться или не удерживать сварной шов во время сварки.
Что сложнее сваривать литой алюминий или чистый алюминий?
Литой алюминий гораздо труднее сваривать, чем чистый или легированный алюминий, потому что он уже является нечистым и пористым. По мере нагрева металла на поверхность всплывают грязь и пузырьки воздуха. В качестве защитного газа следует использовать аргон, а не что-то смешанное с гелием или углекислым газом.
Как лучше всего сваривать алюминий горелкой?
Повесьте фонарик рукой. Чтобы сэкономить металл, не выключайте фонарик во время тренировки.Одной рукой в перчатке держите фонарь на столе для поддержки под небольшим углом и наклоните его назад примерно на 10 °. Удерживайте кончик вольфрама на расстоянии около ¼ дюйма (мм) от алюминия.
Какой металл легко сваривать с алюминием?
Сталь сваривать намного легче, чем алюминий. В отличие от алюминия, внешний изоляционный слой не требует пескоструйной обработки, чтобы добраться до стали.
 Сталь также имеет высокую температуру плавления 2500 F по сравнению с алюминием 1221 F. В результате она может выдерживать высокие температуры сварки без плавления.
Сталь также имеет высокую температуру плавления 2500 F по сравнению с алюминием 1221 F. В результате она может выдерживать высокие температуры сварки без плавления.Подходит ли алюминий 6063 для сварки?
6063 представляет собой алюминиевый сплав с магнием и кремнием в качестве легирующих элементов. Как правило, он обладает хорошими механическими свойствами и может подвергаться термообработке и сварке. Алюминий 6063 считается одним из лучших в истории экструзионных свойств. Из экструдированного алюминия 6063 могут быть изготовлены относительно сложные профили.
Что труднее сваривать: алюминий или сталь?
Сварка алюминия требует других методов и процессов, чем сварка стали, и знание этих различий необходимо для успешной сварки и работы над широким спектром проектов.Хотя сварка алюминия может быть сложной задачей, это навык, который можно развить с помощью правильных знаний и практики.
Что происходит с алюминием, когда вы его свариваете?
Алюминий может загрязняться воздухом, достигающим сварного шва, из-за плохого экранирования или слишком длинной дуги.
 Кислород может снизить прочность и ударную вязкость алюминия и вызвать коррозию алюминиевых сварных швов, ухудшая их внешний вид и затрудняя многослойную сварку.
Кислород может снизить прочность и ударную вязкость алюминия и вызвать коррозию алюминиевых сварных швов, ухудшая их внешний вид и затрудняя многослойную сварку.Как лучше всего хранить алюминий для сварки?
Всегда храните алюминиевый корпус в сухом месте при комнатной температуре.Через несколько дней его следует припаять, а если нет, снова очистить соединение. Безопасность — еще одна важная часть сварки алюминия или других материалов.
Какой должна быть температура для сварки алюминия?
Чистый алюминий плавится при 1200 ° F (650 ° C), а оксид, защищающий металл, плавится при 3700 ° F (2037 ° C). Поскольку оксид плавится при температуре примерно на 2500 ° F (1370 ° C) выше, чем температура самого алюминия, оксид необходимо удалить с металла перед сваркой.
Какой металл легко сваривать с помощью алюминиевых трубок
Сварка алюминиевых трубок отличается от сварки других металлов из-за повышенного нагрева и других свойств самого алюминия.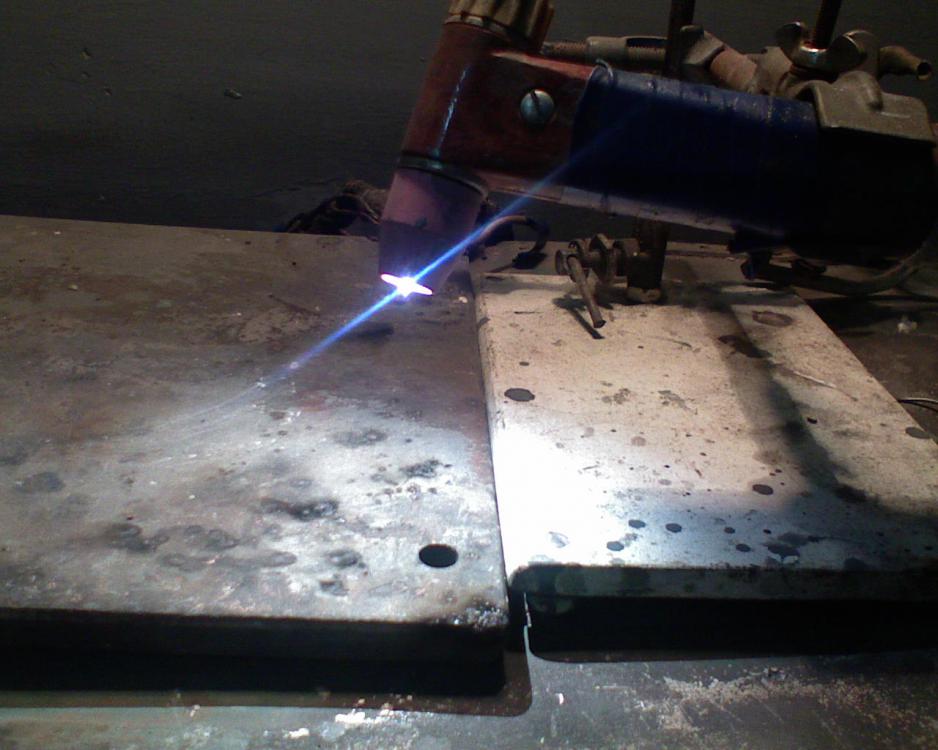 В этой статье объясняются правильные методы, необходимые для успешной сварки алюминиевых труб. Убедитесь, что он чистый. Алюминий покрыт очень тонким слоем оксида алюминия.
В этой статье объясняются правильные методы, необходимые для успешной сварки алюминиевых труб. Убедитесь, что он чистый. Алюминий покрыт очень тонким слоем оксида алюминия.
Какой сорт алюминия лучше всего подходит для сварки?
Обзор различных алюминиевых сплавов показывает их различные свойства: Сплавы 1XXX.Этот класс сплавов наиболее близок к чистому алюминию. Они широко используются для обеспечения электропроводности и устойчивости к коррозии. Сплавы 1ХХХ легко свариваются и обычно используются с присадочным металлом 1100 2ХХХ.
Какие электроды мне нужны для сварки алюминия?
Проверьте, подходит ли сварочный аппарат. Электроды из чистого вольфрама обычно используются в аппаратах TIG, но некоторые из них отличаются. Наполнители из алюминиевых стержней. Они нужны для соединения двух частей.Для большинства работ ищите марки 4043 и 5356. Они должны быть того же размера, что и ваши сварочные электроды TIG.
Как можно нагреть алюминий без сварщика?
Подсоедините шланг и начните нагрев алюминия пропановой горелкой. Алюминий начинает плавиться при температуре 1200 градусов по Фаренгейту, но припой плавится примерно при 700 градусах, поэтому они хотят, чтобы алюминий был достаточно горячим, чтобы расплавить стержень, не расплавляя трубку.
Алюминий начинает плавиться при температуре 1200 градусов по Фаренгейту, но припой плавится примерно при 700 градусах, поэтому они хотят, чтобы алюминий был достаточно горячим, чтобы расплавить стержень, не расплавляя трубку.
Как лучше всего сваривать алюминий методом MIG?
Если вы столкнулись с этими типичными проблемами при сварке алюминия методом MIG, рассмотрите следующие шаги для решения проблемы.Увеличьте скорость движения и укорачивайте швы. Перемещайтесь по комнате и распределяйте тепло. Используйте более толстый материал, измените конструкцию соединения или переключитесь на сварку TIG на переменном токе.
Какую щетку вы используете для сварки алюминия?
Используйте щетку из нержавеющей стали (только алюминий) для удаления оксидов с поверхности. Это также можно сделать с помощью сильной кислоты или отбеливателя. Обязательно полностью промойте и просушите деталь перед сваркой. Соберите соединение и закройте его, если сразу не припаяете.
 Это предотвращает загрязнение уплотнения грязью или гравием.
Это предотвращает загрязнение уплотнения грязью или гравием.Какой металл легко сваривать алюминиевой лентой
Малярная лента состоит из двух алюминиевых полос, покрытых клеем по внешним краям, и бесклеевой части посередине. Благодаря уникальной конструкции края алюминиевой полосы по обеим сторонам проема прилегают к основанию труб из нержавеющей стали и алюминия, а антипригарная поверхность находится прямо над проемом.
Какую сварочную ленту использовать для заделки корневого зазора?
Зонная лента EZ — это инновационное решение для предотвращения загрязнения сварных швов при герметизации корневого пространства между трубами для удержания газообразного аргона.Ткань для пота состоит из двух алюминиевых полосок, покрытых клеем по внешним краям, с неклейкой «зоной» посередине.
Насколько сложно сваривать алюминий?
Проще говоря, алюминий трудно сваривать, потому что это очень хрупкий мягкий металл, который изолирован более толстым слоем окисления.
 Расплавленный алюминий очень чувствителен к примесям, что увеличивает риск получения слабых и пористых сварных швов.
Расплавленный алюминий очень чувствителен к примесям, что увеличивает риск получения слабых и пористых сварных швов.Что нужно сварить дома?
- Электропроводка для домашней сварки.Перед покупкой сварочного аппарата и особенно перед его первым использованием важно знать, мастерская это или магазин.
- Газовая установка для домашней сварки.
- Незаменимые сварочные изделия для дома.
- Безопасность сварки в домашних условиях.
Какой газ использовать для сварки алюминиевых прутков?
Обзор газовой сварки алюминия. Наиболее часто используемые процессы газовой сварки алюминия и алюминиевых сплавов — это газовая газовая сварка и кислородная сварка.Подготовьте края. Края пластин или пластин должны быть достаточно подготовлены, чтобы обеспечить максимальное сопротивление газовых швов. Проверка техники температуры предварительного нагрева. сварочное пламя. Сварочный порошок. Сварочное оборудование.
Какой припой использовать?
Использование флюса в HVAC. В руководствах по установке большинства производителей рекомендуется, чтобы медь не протекала. Чтобы удовлетворить это требование, используется полюс люминофор / медь / серебро. Из-за содержания фосфора эти сплавы плавятся на самой меди.Такие продукты, как 15% Silver Stay Silv 15 или Economy Dynaflow, являются хорошими вариантами.
Какие алюминиевые сварочные прутки самые лучшие?
Сварка MIG предпочтительнее для более тонких алюминиевых листов из-за необходимого количества тепла. При выборе защитного газа для сварки алюминия методом MIG лучше всего использовать 100% аргон. Сварщик должен выбрать сварочную проволоку или пруток, сплав которых максимально соответствует сплаву деталей, чтобы получить качественный сварной шов.
Можно ли использовать сварочные стержни для пайки?
Самый простой ответ на этот вопрос — для сварки можно использовать сварочные стержни, разница только в используемой технике. Другими словами, сварочные стержни используются в определенной технике сварки, а не свариваются по назначению.
Другими словами, сварочные стержни используются в определенной технике сварки, а не свариваются по назначению.
Можно ли сваривать алюминий и нержавеющую сталь вместе?
В то время как процессы сплошной сборки, такие как сварка фрикционным болтом и ■■■■ сварка, могут соединять алюминий и сталь, это невозможно при GTAW или GMAW. В этом случае лучше сложить кусочки вместе.
Можно ли сваривать алюминированную сталь?
Вы можете сваривать алюминизированные трубки GMAW с присадочным металлом из мягкой стали ER70S6 и защитным газом 75% аргона / 25% кислорода, но зона сварки останется незащищенной, так как алюминий выгорит.
Для чего, собственно, подходит JB Weld?
JB Weld — двухкомпонентный эпоксидный клей (или герметик), выдерживающий высокие температуры окружающей среды. JB Weld можно использовать для склеивания металла, фарфора, керамики, стекла, мрамора, ПВХ, АБС, бетона, стекловолокна, дерева, ткани или бумаги.
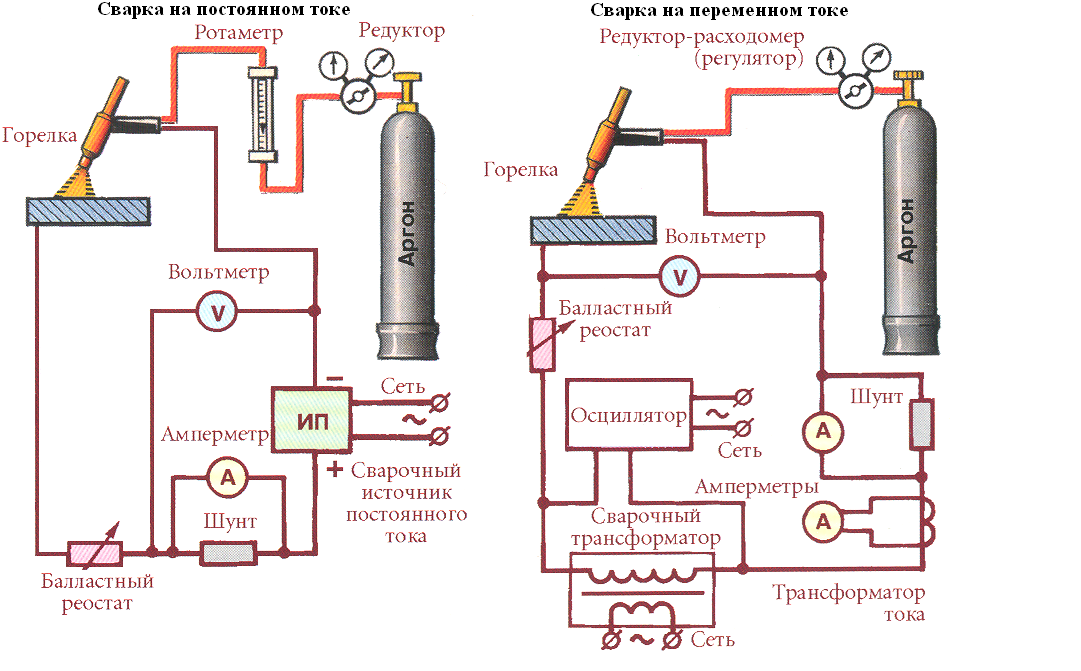 При чистке поверхностей избегайте использования спирта, так как он может повлиять на адгезию.
При чистке поверхностей избегайте использования спирта, так как он может повлиять на адгезию.Устойчив ли J-B Weld к топливу?
1 ответ. После полного отверждения JB Weld полностью устойчив к воздействию воды, бензина и всех других нефтепродуктов или автомобильных химикатов.
Как называется сварщик, который сваривает алюминий?
Сварка TIG — это основной метод сварки алюминия. Любой сварщик TIG может сваривать алюминий, но есть несколько факторов, которые влияют на простоту, качество и внешний вид вашего проекта. Из них наиболее важным является электричество. Хотя все сварщики TIG могут сваривать алюминий, не все сварщики TIG созданы равными.
.