Как почистить латунь в домашних условиях: доступные средства
Актуальность вопроса о том, как почистить латунь при помощи доступных средств в домашних условиях, во многом объясняется популярностью данного материала, который представляет собой сплав меди с цинком. Латунь обладает уникальными характеристиками, наиболее значимыми из которых являются небольшой удельный вес, высокая пластичность, долговечность и привлекательный внешний вид.
Латунный самовар до и после чистки
Доступные очищающие средства
Прежде чем задаться вопросом о том, чем чистить латунь, необходимо точно выяснить, что предмет, внешний вид которого вы собираетесь вернуть в первоначальное состояние, изготовлен именно из этого материала. Простейшим вариантом такой проверки является использование магнита, который не должен притягиваться к поверхности изделия, если оно изготовлено из латуни. После того как вы выяснили, что перед вами латунь, почистить ее можно при помощи одного из следующих средств.
- Этандиовой кислотой (она больше известна как щавелевая) можно эффективно очистить латунное изделие не только от серьезных загрязнений, но и от окислов. Ее совершенно не обязательно использовать в чистом виде: она входит в состав многих кухонных моющих средств, стоит только внимательно изучить этикетки. Найдя средство, содержащее в своем составе щавелевую кислоту, необходимо нанести его на поверхность предмета, который надо почистить, и оставить на некоторое время. Под воздействием щавелевой кислоты латунь может начать темнеть – не стоит этого пугаться. После некоторой выдержки изделие необходимо промыть под струей проточной воды, очищая налет с его поверхности при помощи щетки. Для достижения лучшего эффекта очистки промытый предмет из латуни можно засыпать пищевой содой, выдержать в ней несколько минут и снова промыть водой.
- Если при использовании кухонного моющего средства не удалось достичь желаемого эффекта очистки, можно самостоятельно приготовить чистящий раствор, состоящий из 10 литров воды и 200 мл щавелевой кислоты.
 Такой раствор лучше всего готовить в пластиковой емкости. Предмет из латуни, который требуется почистить, надо выдержать в нем некоторое время, а после извлечения тщательно промыть под струей проточной воды. Следует иметь в виду, что при работе с таким раствором необходимо пользоваться защитными средствами – перчатками и респиратором.
Такой раствор лучше всего готовить в пластиковой емкости. Предмет из латуни, который требуется почистить, надо выдержать в нем некоторое время, а после извлечения тщательно промыть под струей проточной воды. Следует иметь в виду, что при работе с таким раствором необходимо пользоваться защитными средствами – перчатками и респиратором. - Почистить латунь можно обычным ацетоном: загрязненную поверхность обрабатывают ватным тампоном, смоченным в ацетоне.
- В домашних условиях почистить латунь можно и более радикальным методом. Он предполагает использование раствора, состоящего из воды, обычной соли и уксусной кислоты. Предварительно приготовленный раствор необходимо нагреть в емкости из нержавеющей стали до состояния кипения и поместить в него очищаемое изделие, которое должно находиться в кипящей жидкости на протяжении 3–4 часов. Только в этом случае можно рассчитывать на то, что латунь очистится и от серьезных загрязнений, и от окислов. Естественно, после извлечения из раствора изделие необходимо тщательно промыть под струей проточной воды и дать ему просохнуть на мягкой ткани.
- Еще один способ очистки предметов, изготовленных из латуни, которым легко воспользоваться и в домашних условиях, – это применение специальных средств на основе кислотных растворов. Наиболее известными из них являются «Металин» и «Делу». Для этих целей также подходят муравьиная и азотная кислоты, раствор карбоната аммония с аммиаком.
- Почистить в домашних условиях изделия из латуни даже с самыми сильными загрязнениями можно при помощи поваренной соли, смешанной с небольшим количеством лимонного сока.
- Эффективным средством очистки латуни от темных пятен является горячий уксус. При использовании такого средства следует быть готовым к тому, что ваша домашняя мастерская или квартира пропитаются едким запахом уксусной кислоты.
- Если вам требуется почистить предмет из латуни, который сильно закоптился, сделать это можно при помощи мелкой наждачной бумаги.
- Еще одним средством, позволяющим вернуть былой блеск латуни, является смесь, состоящая из 500 мл пахты и столовой ложки поваренной соли.
 Такой раствор лучше всего готовить в пластиковой емкости. Предмет из латуни, который требуется почистить, надо выдержать в нем некоторое время, а после извлечения тщательно промыть под струей проточной воды. Следует иметь в виду, что при работе с таким раствором необходимо пользоваться защитными средствами – перчатками и респиратором.
Такой раствор лучше всего готовить в пластиковой емкости. Предмет из латуни, который требуется почистить, надо выдержать в нем некоторое время, а после извлечения тщательно промыть под струей проточной воды. Следует иметь в виду, что при работе с таким раствором необходимо пользоваться защитными средствами – перчатками и респиратором.

Производители бытовой химии предлагают множество специальных средств для чистки латуни и других металлов
Значительно проще почистить предметы из латуни, поверхность которых покрыта специальным защитным лаком. Объясняется это тем, что лак, защищая латунь от контакта с кислородом, предохраняет ее от образования окисной пленки, избавление от которой и представляет самую большую сложность. Поверхность лакированных латунных изделий отличается ярким блеском, который утрачивается в результате ее загрязнения.
Если вы собираетесь почистить латунь такими средствами, как лимонная, соляная и уксусная кислоты, имейте в виду, что это достаточно опасное занятие, поэтому действуйте с особой осторожностью, соблюдая требуемые меры безопасности.
На изделия из латуни крупного размера чистящие средства удобно наносить малярной кистью
Несколько советов по чистке изделий из латуни
Простейшим и общедоступным средством, позволяющим почистить латунь в домашних условиях, является обычная зубная паста, которая может быть использована в качестве абразива. Перед тем как начать использовать пасту, изделие необходимо тщательно промыть в мыльном растворе, что позволит очистить его от скопившегося жира и других загрязнений. Затем на него наносят пасту и тщательно растирают при помощи старой зубной щетки. Естественно, после окончания такой процедуры почищенный предмет надо промыть под струей воды, а затем дать ему просохнуть.
Перед тем как начать использовать пасту, изделие необходимо тщательно промыть в мыльном растворе, что позволит очистить его от скопившегося жира и других загрязнений. Затем на него наносят пасту и тщательно растирают при помощи старой зубной щетки. Естественно, после окончания такой процедуры почищенный предмет надо промыть под струей воды, а затем дать ему просохнуть.
К доступным средствам, позволяющим эффективно почистить изделия из латуни, относятся уксус и пшеничная мука. Из них, смешивая их в равных долях, готовят «уксусное тесто». Полученную таким образом массу наносят на поверхность очищаемого изделия и выдерживают до полного высыхания. Уксус, используемый в данной смеси, активно реагирует с окисной пленкой, а мука абсорбирует все продукты распада загрязнения. «Уксусное тесто» после полного высыхания необходимо стереть мягкой сухой тряпкой. Используя данный метод, можно почистить до блеска и изделия, изготовленные из чистой меди.
 youtube.com/embed/W3A05d0NWSo»/>
youtube.com/embed/W3A05d0NWSo»/>Удаление с латуни старого лака и нанесение на нее нового защитного покрытия
Если ни один из вышеописанных способов не позволил добиться первоначального блеска латуни, то скорее всего вам придется удалить старое лаковое покрытие и нанести новое. Выполнить такую процедуру в домашних условиях возможно, для этого необходимо сделать следующее.
- Сначала надо подготовить рабочее место, в качестве которого может использоваться поверхность стола, застеленная старыми газетами или полиэтиленовой пленкой.
- Старое защитное покрытие удаляется с латуни при помощи кисточки и жидкости для снятия лака.
- После снятия старого лака латунь необходимо тщательно отполировать, для чего используются специальные пасты.
- Когда обрабатываемая поверхность отполирована до требуемого блеска, на нее можно наносить новый слой лака, используя кисточку или ватный тампон. Нанося лак, следует следить за тем, чтобы его слой был равномерным.

Выполняя процедуру нанесения защитного лакового слоя на латунь, следует быть очень аккуратным, чтобы не оставить на нем отпечатков пальцев, не повредить длинными ногтями или используемыми инструментами.
Латунные изделия есть практически в каждом доме, поэтому знать о том, как можно их почистить, будет полезно всем, кто хочет поддерживать их в идеальном состоянии.
Сварка латуни в домашних условиях
При обработке цветных металлов часто возникают трудности, так как при высоких температурах их физические свойства изменяются. Особого внимания заслуживает сварка латуни, при которой происходит активное испарение цинка. Несмотря на имеющиеся сложности, с данным сплавом вполне реально работать и в бытовых условиях.
Основные свойства материала и получение
Прежде чем будет подробно рассмотрена сварка латуни, необходимо ознакомиться с характеристиками самого материала. В состав сплава входят два базовых металла – медь и цинк. Содержание последнего из них может варьироваться в пределах 5-45 процентов. Его вводят не только для улучшения физических свойств, но и для удешевления конечного продукта.
Из латуни изготавливается большое количество изделий. К таковым относятся всевозможные втулки, переходники, трубы и различные элементы декора. При их производстве могут добавляться легирующие элементы, влияющие на качественные характеристики:
- олово позволяет повысить показатели устойчивости к коррозии:
- алюминий в какой-то мере уменьшает летучесть цинка;
- кремний улучшает свариваемость при небольшой потере прочности;
- свинец дает возможность получать менее твердые изделия для удобной обработки методом разрезания.
В качестве исходного сырья для изготовления сплава выступают цинковые и медные заготовки, а также некоторые виды других металлов. В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
В отдельных случаях могут применяться отходы собственного производства. Плавка осуществляется в помещениях с вытяжной вентиляцией посредством индукционных печей.
Сложности при создании неразъемных соединений
Чтобы сварка латуни в домашних условиях была выполнена качественно и безопасно, необходимо знать о проблемных моментах. Неразъемные соединения, полученные путем местного нагрева, будут надежными только при соблюдении особых требований. В ходе работ нельзя забывать о мерах безопасности, так как при термическом воздействии выделяются опасные испарения.
Основная проблема кроется в активном выгорании цинка, что связано с его невысокой температурой плавления (всего 419 градусов). Большая часть вещества при выполнении работ улетучивается. Некоторая часть при этом вступает во взаимодействие с кислородом, образуя белый порошок, который впоследствии покрывает участки рядом со швом.
Меры предосторожности при осуществлении работ
Самостоятельная сварка латуни не должна привести к формированию опасных условий для человеческого организма. В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
В связи с повышенной активностью выделения летучих соединений следует при работах применять респираторы. Даже при использовании специальных технологических приемов выгорание цинка колеблется в диапазоне от 25 до 30 процентов.
Не допускается осуществлять сварочные мероприятия рядом с материалами и веществами, воспламеняющимися очень быстро. В непосредственной близости от рабочего места не должно быть бензина, деревянной стружки, пакли или газовых баллонов. Обязательным условием является наличие вентиляции в помещении.
Мероприятия по подготовке элементов
Когда осуществляется сварка латуни небольшой толщины, выполнять предварительный подогрев нет необходимости. При соединении массивных элементов рекомендуется производить местную термическую обработку. Подготовка кромок может не выполняться для изделий толщиной 1,5-6 мм.
Если элементы имеют большее сечение, то в любом случае потребуется V-образная разделка швов. Она отличается простотой, но не является оптимальной. Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Лучше всего осуществлять X-образную разделку, при которой угол раскрытия составит 30-45 градусов с каждой стороны.
Виды и сравнение применяемых технологий
Во многих случаях производится сварка латуни аргоном. Технология соединения частей в инертной среде считается наиболее перспективной, так как позволяет добиться высокой скорости проведения работ. Из других преимуществ данного варианта следует выделить:
- возможность получения швов с четкой геометрией и чистотой;
- однородность структуры в местах неразъемных соединений;
- надежность стыков;
- экономичность из-за применения недорогих вольфрамовых электродов.
Другой технологией является газовая сварка. Она не предполагает использование источника электрической энергии, что в некоторых случаях очень оправдано. При ее применении можно в достаточно широких пределах регулировать мощность выходящего пламени. При правильном подборе присадочных материалов образуются высококачественные швы.
Сварка латуни аргоном: описание процесса
Среда из защитных газов предоставляет возможность несколько сгладить негативные эффекты. Сварка бронзы и латуни при таком варианте проходит с использованием постоянного тока, имеющего прямую полярность. В связи с большой долей вероятности прожога рекомендуется обрабатывать место стыковки посредством длинной дуги.
Электрод вставляется в горелку, представляющую собой токопроводящий механизм. После этого осуществляется включение агрегата. Сама операция сопровождается повышенным треском, который появляется из-за выделения цинковых паров. Присадочная проволока внедряется внутрь шва вручную.
Части совмещаются отдельными валиками, а не по технологии сплошной варки. При заделывании кратера желательно немного снизить напряжение дуги. На завершающей стадии ее нужно убрать в сторону. Рабочее напряжение должно уменьшаться не сразу, а постепенно.
Использование газового оборудования
В зонах с отсутствием электрического источника электродуговая технология не может быть применена. Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
Однако в этом случае вполне допустима газовая сварка латуни. При ее использовании получаются прочные соединения, однако для работ требуются довольно опасные вещества, которые совместно с кислородом образуют взрывные смеси.
При работах избежать чрезмерного испарения цинка удается путем применения окислительного пламени в рабочей горелке. Кислорода должно быть гораздо больше, чем водорода. При обработке стыка на поверхности появляется оксидная пленка, позволяющая в некоторой степени защитить окружающее пространство от выделений цинка.
При сварке присадочную проволоку рекомендуется размещать под углом от 15 до 30 градусов к боковым кромкам. Следует избегать поперечных колебаний при осуществлении операции. Горелка должна находиться под углом от 70 до 80 градусов к заготовке.
Присадочный материал укладывается над расплавленной ванной непосредственно в пламя горелки. Нельзя погружать используемый пруток во внутреннюю часть шва. При проходке желательно придерживаться определенной скорости.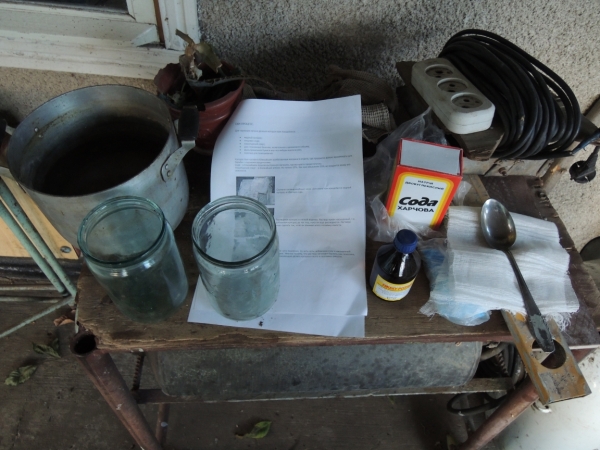 Обычно она составляет 15-25 см в минуту.
Обычно она составляет 15-25 см в минуту.
Если соединяются заготовки большой толщины, то их следует располагать под углом от 10 до 15 градусов к горизонту. Сварка при этом осуществляется на подъем. Как правило, потолочные швы в таком случае не выполняются, так как материал является жидкотекучим.
Сварка с другими металлами и сплавами
Иногда требуется соединить латунь с другими разнородными материалами. В этом случае необходимо знать об особенностях проведения подобных работ. При совмещении со сталью могут возникать некоторые трудности, что связано с различными физико-химическими характеристиками двух сплавов.
Распространенным дефектом при сварке считается появление трещин на стальной поверхности непосредственно под слоем латуни. Для снижения риска образования подобных изъянов рекомендуется использовать никелевый сплав. Лучше всего подходит аргонодуговая технология, выполняемая при помощи вольфрамовых электродов.
Совмещение титана с медными сплавами может приводить к образованию хрупких химических связей. Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
Лучший эффект достигается при применении промежуточных вставок. Они изготавливаются из титанового сплава, легированного ниобием или молибденом. В отдельных случаях допускается использование комбинированных сплавов.
По физическим свойствам ниобий во многом схож с титаном, поэтому он удовлетворительно сваривается с латунью. Однако операция должна проводиться в инертной среде. Часто используются специальные камеры, в которой атмосфера полностью контролируется.
Завершающая часть
Следует отметить, что технология сварки латуни имеет свои особенности, которые должны учитываться при создании неразъемных соединений в домашних условиях без привлечения специалистов. При изучении всех тонкостей процесса вполне реально добиться качественного соединения заготовок. Что касается выбора методики, то она в большей степени зависит от наличия конкретного оборудования и условий проведения работ.
технология художественного литья, под давлением в гипсовую форму и другие варианты
Металлы и сплавыБронза – это сплав меди и олова, иногда с добавлением кремния, алюминия и свинца.
- оловянная;
- алюминиевая;
- свинцовая.
Оловянная бронза – самый широко используемый вид, она обладает низкой текучестью. Из нее удобно отливать изделия с конкретными размерами. Так как она не нуждается в последующей обработке. Латунь – сплав меди с добавлением цинка. Обычно смесь составляет 70% меди, 30% цинка. Иногда встречается латунь составом 50 на 50.
К плюсам бронзы можно отнести следующие.
- Практичность.
- Возможность заниматься художественным литьем в домашней обстановке.
- Высокая устойчивость к факторам окружающей среды.
- Почти не подвержена коррозии.
- Легкость в обработке.
- Долговечность.
- Электро- и теплопроводность.

Латунь обладает высокой защитой от коррозии. Ее используют как поверхностный слой других металлов в производстве металлоконструкций.
История технологии
Литье латуни, как и бронзы, появилось 12 тысяч лет назад. Сначала из данных материалов изготавливали орудия труда и украшения, позднее посуду и предметы домашнего быта.
Медные сплавы с добавлением металлов широко применяются в производстве:
- скульптур и сувениров;
- решеток и других элементов ограждений;
- заборов и калиток;
- деталей интерьера;
- в отделке люстр и бра.
Со временем литьевой метод усовершенствовали. И в современном мире стало возможным выплавлять детали из бронзы и латуни не только промышленным способом, но и в бытовых условиях.

Особенности
Художественное литье латуни почти не отличается технологией от литья бронзы. Приведем тонкости процесса.
- Температура расплавки латуни довольно невысокая, в диапазоне 880-965 С. Это позволяет использовать разные виды печей. Даже газовую горелку, достаточно выбрать термоустойчивую посуду. Но иногда температуру повышают до 1070 С из-за добавок (для многокомпонентной латуни). Температура плавления бронзы выше. У сплава медь с оловом 900-950 С, а у бронзы без олова 950-1100 С. Бронзовые сплавы имеют высокую вязкость, поэтому для повышения качества их нагревают на 100 выше. Для экономии энергии лучше использовать индукционные или тигельные печи.
- Основной этап литья – заливка расплава в форму. Длительность процесса не должна превышать 2 минут. Иначе изделие будет с браком. Появятся расколы, пригары и спаи. Вещь будет окончательно испорчена и непригодна. Или потребуется дополнительная обработка.
- Для латуни должно быть равномерное постепенное охлаждение, без применения специальных растворов. При охлаждении бронзы используют охлаждающие жидкости.
- Заключительным этапом является обработка готовой детали. Требуется удаление заливов, литников, выпор. Для сохранения состава неизменным в сплав добавляют флюсы. Благодаря им можно защитить поверхность расплава и дегазировать его состав. Это уменьшает брак на готовом изделии.
 Иначе изделие будет с браком. Появятся расколы, пригары и спаи. Вещь будет окончательно испорчена и непригодна. Или потребуется дополнительная обработка.
Иначе изделие будет с браком. Появятся расколы, пригары и спаи. Вещь будет окончательно испорчена и непригодна. Или потребуется дополнительная обработка.Необходимое оборудование
Приведем список основного оборудования для изготовления фигур из данных материалов.
- Литейная форма. Изготавливается из различных материалов.
- Щипцы, чтобы доставать готовую деталь из формы.
- Тигель для плавления в нем шихты. Материал его создания графит и глина.
- Нагревательное оборудование, печи. Для плавления латуни можно использовать газовую горелку и термостойкую емкость.
- Различные вспомогательные материалы: уголь, горн.

Нужно использовать строгую последовательность технологии. Сначала помещают тигель на печь, затем закладывают в него кусками металл. При полном расплавлении смесь меняет цвет. Затем специальным оборудованием – крючком достают тигель из печи и аккуратно отливают расплав в литьевую форму. После полного остывания деталь извлекают с помощью щипцов и подвергают заключительной обработке.
Обзор литейных моделей
Перед тем как приступить к литью готового изделия, нужно сначала создать эскиз будущей формы. Чертеж выполняется специальными мастерами-художниками. Потом по нему будет создаваться отливная форма, в которую заливают основной расплав. Создание литейной формы – достаточно трудоемкое и ответственное занятие. Для этого используют специальные композиции для формования, инструменты и приспособления. Готовая модель играет основную роль во всем технологическом процессе. Ее внутренняя полость должна быть точной копией готового изделия по выплавляемым формам. В нее вливают расплавленный раствор, который впоследствии, находясь внутри, остывает и приобретает конечный вид.
Чертеж выполняется специальными мастерами-художниками. Потом по нему будет создаваться отливная форма, в которую заливают основной расплав. Создание литейной формы – достаточно трудоемкое и ответственное занятие. Для этого используют специальные композиции для формования, инструменты и приспособления. Готовая модель играет основную роль во всем технологическом процессе. Ее внутренняя полость должна быть точной копией готового изделия по выплавляемым формам. В нее вливают расплавленный раствор, который впоследствии, находясь внутри, остывает и приобретает конечный вид.
Для придания устойчивости, чтобы во время отлива расплава в форму она не разрушилась, используют опоки. Это специальное приспособление, сделанное из двух прямоугольных соединяющихся частей, похожее на ящик. Обычно сделано из дерева либо фанеры. В металлических опоках происходит не только создание литейной формы, но и само литье. Модели для изготовления латуни и бронзы бывают многоразовые и одноразовые. Это зависит от того, из чего они изготовлены.
Это зависит от того, из чего они изготовлены.
Материалы
Слоновая кость, дерево, гипс и полимеры. Также для изготовления многоразовой формы используют сталь. Реже всего используют пластиковый материал для создания литейной модели. В домашних условиях расплав чаще всего отливают в неразборную гипсовую форму. После остывания и затвердевания сплава в готовую фигуру форму аккуратно разламывают специальным молотком.
Конструкции
Конструктивно литейные формы могут быть трех типов.
- Разъемная. Это конструкция, состоящая из двух и более деталей, соединяющаяся по прямой или сложной поверхности. Разъединяется для извлечения готового изделия. Чаще всего применяется на производстве для многоразового использования.
 Разъединяется для извлечения готового изделия. Чаще всего применяется на производстве для многоразового использования.
Разъединяется для извлечения готового изделия. Чаще всего применяется на производстве для многоразового использования.- Неразъемная. Для извлечения готовой детали разбивается молотом. Подходит только для одноразового использования. Изготавливается под определенное изделие по эскизам. Часто используется в домашнем производстве. Для создания таких форм больше всего подходит гипс.
- Специальная. Это сложный формовочный или скелетный шаблон. Отличается многодетальной составляющей. Создается для выплавки фигур сложной конструкции.
Основные тонкости выполнения литья
Центробежное литье
С помощью данного способа литья изготавливают детали и оборудование для машиностроения и других промышленных отраслей.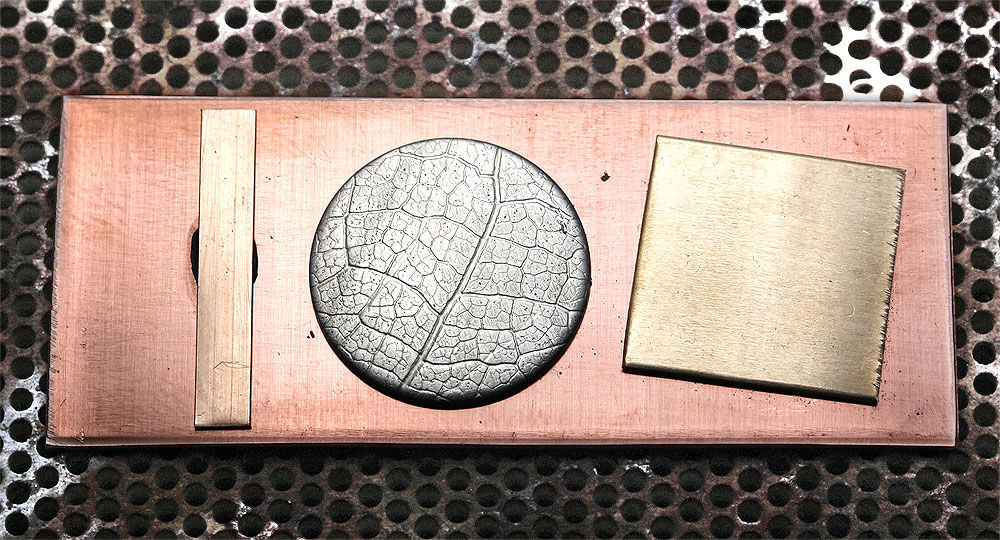 Основа технологии – центробежная сила. Она появляется из-за вращения литейной модели. Данный тип литья используют в основном для изготовления тел вращения. Формование может осуществляться машинами с вертикальной и горизонтальной заливкой. На машинах с горизонтальной осью вращения изготавливают:
Основа технологии – центробежная сила. Она появляется из-за вращения литейной модели. Данный тип литья используют в основном для изготовления тел вращения. Формование может осуществляться машинами с вертикальной и горизонтальной заливкой. На машинах с горизонтальной осью вращения изготавливают:
- вкладыши;
- втулки;
- кольца.
На машинах с вертикальной осью вращения производят:
- гребные винты;
- червячные колеса;
- шестерни.
В процессе отлива формовочная смесь уплотняется, а посторонние элементы вытесняются.
Художественное литье
В домашних бытовых условиях используют данный способ изготовления бронзы. Но этот сплав из меди обладает высокой текучестью, поэтому не полностью заполняет форму, в отличие от латунного сплава. Из-за этого задуманный рисунок на поверхности детали смазанный. Для придания четкости используют чеканку. Это довольно трудоемкий и времязатратный процесс. Но в то же время самый творческий момент художественного литья. От уровня выполненной чеканки зависит качество конечного вида изделия.
Но этот сплав из меди обладает высокой текучестью, поэтому не полностью заполняет форму, в отличие от латунного сплава. Из-за этого задуманный рисунок на поверхности детали смазанный. Для придания четкости используют чеканку. Это довольно трудоемкий и времязатратный процесс. Но в то же время самый творческий момент художественного литья. От уровня выполненной чеканки зависит качество конечного вида изделия.
Этапы художественного литья:
- создание эскиза и рабочего чертежа;
- изготовление конструкции для создания литейной формы;
- изготовление литейной модели;
- подготовка модели;
- плавление шихты;
- отлив формомассы в литейную модель;
- охлаждение;
- извлечение из модели;
- обработка готового изделия шлифовальной машинкой, иногда используют щетку из металла.
Готовые отдельные компоненты объединяют в одно изделие, если по конечному замыслу оно должно быть единым, но состоящим из нескольких частей.
 Затем полученную готовую фигуру обрабатывают, чтобы удалить мелкие недочеты, и покрывают верхним защитным слоем.
Затем полученную готовую фигуру обрабатывают, чтобы удалить мелкие недочеты, и покрывают верхним защитным слоем.Литье под давлением
Данный метод литья основан на воздействии избыточного, вакуумического давления. Используется принцип пресса, расплав в литьевую форму подают избыточным давлением. Пневмо- или гидросистема действует на поршень. Благодаря высокой скорости, с которой подается расплав высокой вязкости, создается избыточное давление, форма заполняется полностью.
Затем вакуумным всасыванием формомасса перетекает в полость кристаллизатора. У него тонкие стенки, окруженные холодной водой. Охлаждение переходит от краев в центр. Втягивание расплава происходит за определенный отрезок времени. Потом давление нормализуется, и лишние остатки формовочной массы стекают по стенкам.
Из-за усадки после охлаждения изделие легко достать из формы. За счет автоматизации форма заполняется расплавом за доли секунды, что значительно сокращает время изготовления деталей и является несомненным преимуществом данного способа литья. Вне зависимости от используемого метода литья, при изготовлении изделий из бронзы и латуни нужно соблюдать технику безопасности.
- При работе нужно использовать защитные очки, чтобы уберечь глаза от капель расплавленного материала и испарений.
- Перед началом деятельности следует надеть перчатки из специального жаропрочного материала.
- Помещение должно хорошо проветриваться и вентилироваться, так как при плавлении данных сплавов выделяются вредные для человека газы.
- Не стоит допускать контакт легковоспламеняющихся материалов и жидкостей с нагревательными приборами.
- Нужно строго следовать технологии процесса. Так как это производство довольно травмоопасно.
 Так как это производство довольно травмоопасно.
Так как это производство довольно травмоопасно.О том, как делают бронзовые скульптуры, смотрите в следующем видео.
Чем почистить латунь в домашних условиях
1 Народные методы
Из латуни выплавляют множество разнообразных изделий. Эти продукты выходят очень долговечными, износоустойчивыми. Латунь — мягкий и пластичный материал. Изделия из латуни не подвергаются влиянию времени, они остаются в первоначальном виде.
Латунь — мягкий и пластичный материал. Изделия из латуни не подвергаются влиянию времени, они остаются в первоначальном виде.
Обычно продукцию из латуни покрывают защитным слоем позолоты или серебра. Если такого нет, то при контакте с окружающей средой сплав начинает окисляться, тускнеть, появляются пятна, исчезает естественный, исходный блеск. Как было указано выше, в состав сплава могут добавляться и другие металлы. Поэтому перед чисткой необходимо убедиться, что предмет выполнен из латуни. Простая двухкомпонентная латунь не магнитится. Поэтому достаточно поднести магнит к изделию. Если он прилип к объекту, значит, это не чистая смесь меди и цинка, а многокомпонентные специальные сплавы.
Не чисто латунное изделие или предмет только с латунным покрытием не стоит чистить нижеописанными способами. Чем чистить латунь в домашних условиях? Для этого применяют химические средства и народные методы. Также следует соблюдать некоторые рекомендации по хранению и уходу таких предметов.
Как почистить латунь в домашних условиях народными методами? Перед использованием более агрессивных химических средств для очистки можно попробовать почистить латунь подручными средствами, которые есть на кухне каждой хозяйки.
Чистка латуни в домашних условиях
Рекомендуем ознакомиться
Соль и долька лимона справятся даже с сильными загрязнениями. Нужно предмет посыпать солью, а сверху натирать долькой или половиной лимона. Смыть водой. Потом протереть хлопчатобумажной тканью.
Уксус справляется с недавно появившимися пятнами. Необходимый объем столового уксуса довести до кипения. Снять с огня, протереть им латунь. Делать это лучше в резиновых перчатках при открытых окнах.
В жаропрочную емкость налить около 3 л воды. Растворить в ней ½ стакана уксуса, 1 ст. л. поваренной соли. Поставить на огонь, вскипятить. В кипящий раствор положить изделие и на протяжении 4-5 часов кипятить. Все это время нужно доливать воду. От этого процесса все загрязнения отойдут. Чистый объект нужно хорошо отполировать.
Чистый объект нужно хорошо отполировать.
Натирание латуни до блеска
Кипятить обязательно в проветриваемом помещении. Смешать по 1 стакану муки, уксуса и воды. Хорошо размешать. Это тесто налепить на окисленные участки. Подождать, когда оно подсохнет. Снять засохшее тесто, предмет натереть мягкой хлопковой тканью.
Отлично очищаются таким способом изделия, содержащие медь. Иногда достаточно замачивания в мыльном растворе. Можно натереть хозяйственного мыла на терке и растворить его в горячей воде. Или растворить хорошее моющее средство для посуды. Хорошо вспенить. Замочить в растворе изделия. Выдержать некоторое время. Вода должна быть еще теплой. Раствор слить, а предметы протереть щеткой под проточной водой.
Чистка изделий из латуни
Зубная паста. Предварительно необходимо тщательно вымыть изделия в мыльном растворе. Потом нанести на окисленные места зубную пасту. Хорошо потереть зубной щеткой, жесткой тканью, можно жесткой стороной поролоновой губки. Смыть пасту. Натереть до блеска.
Натереть до блеска.
Для крупных латунных предметов, при больших объемах загрязнений используют наждачную бумагу. Ею очищают предметы, которые не требуют деликатного обращения (решетки, какая-то кухонная утварь).
Для полировки предметов можно использовать мелкозернистую, мягкую наждачную бумагу.
В стакане молочной сыворотки разводят ст. л. поваренной соли. Этой смесью чистят изделия. Потом промывают, натирают до блеска. Пользуются обычно суконной или фланелевой тканью.
После обработки лимонной кислотой или уксусом нужно тщательно вымывать изделия под проточной водой. Следить, чтобы латунь не слишком долго находилась в таких кислотах. Это может быть чревато вымыванием цинка из сплава, образованием ярко-красных пятен.
2 Химические способы
Чаще всего для выведения пятен окиси применяют кислоты, создают кислую среду. Для придания предметам из сплава латуни привлекательного вида применяют любое средство бытовой химии с содержанием кислоты.
При использовании химического метода очистки необходимо защищать руки от кислот резиновыми перчатками.
Препараты, в составе которых есть уксусная, лимонная, соляная кислота, следует использовать очень осторожно. Можно сильно попортить изделия.
Химический метод чистки латуни
Почистить окисленную продукцию помогут средства с щавелевой кислотой. Нужно щедро смазать препаратом. Дать изделию полежать не длительное время. На нем образуется темный налет, который можно счистить обычной щеткой под струей воды. Затем нужно засыпать содой. Обмыть водой. Тщательно натереть до блеска.
Подойдут и такие кислоты, как муравьиная, азотная. Они могут входить в состав разных средств бытовой химии. Приобрести их можно в любых бытовых магазинах.
- Если предметам требуется более глубокая очистка, то можно использовать чистую щавелевую кислоту. Ее разводят с водой в расчете на 10 л воды 200 г кислоты. В емкость с кислотой полностью погружают латунное изделие. Некоторое время оно должно там находиться и темнеть. Как только потемнело, то можно вытаскивать. Тщательно промыть, протирая щеткой. Затем натереть. Этим методом удается вывести все старые пятна окиси.
- При помощи ацетона также можно придать блеск и новизну предметам из сплава. Этот способ подойдет и для медных предметов. Нужно смоченным в ацетоне тампоном протирать изделия до полного исчезновения разводов окиси.
- В хозяйственных магазинах можно найти специальные средства для очистки латунных изделий. Чистящий гель-концентрат содержит кислоты. Салфетку смачивают в чистящей смеси и тщательно протирают предметы.
- Очищать латунь от окиси можно и смесью карбоната аммония и нашатыря. Также смачивается салфетка, и изделие зачищается.
- Трилон Б 10-процентный обладает высокой способностью очищать сплавы меди от оксидно-солевых, карбонатно-кальциевых образований. Очистка происходит медленно, но качественно. За процессом необходимо наблюдать, чтобы не допустить расплавления некоторых частей предмета.
 Как только потемнело, то можно вытаскивать. Тщательно промыть, протирая щеткой. Затем натереть. Этим методом удается вывести все старые пятна окиси.
Как только потемнело, то можно вытаскивать. Тщательно промыть, протирая щеткой. Затем натереть. Этим методом удается вывести все старые пятна окиси. youtube.com/embed/aQCzz0PgN2U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/aQCzz0PgN2U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Предмет может быть покрыт латунью и лаком. В таком случае способы очистки будут другие, более щадящие. Применять жесткие химикаты нельзя. Вывести загрязнения можно при помощи мыльного раствора. Моющее средство растворить в воде комнатной температуры. Хлопчатобумажную салфетку, которая хорошо пропитывается водой, смочить в нем. Отжать и протереть изделие. Манипуляции нужно проводить в перчатках. Поскольку руки могут оставить отпечатки на покрытии. В слишком изогнутых и фигуристых предметах будет тяжело прочистить некоторые места, поэтому целесообразно применить зубную щетку. В завершении промыть проточной водой. Хорошо вытереть тканью или полотенцем.
3 Методы защиты
Чтобы сохранить дольше чистоту изделий, а последующие чистки сделать проще, можно покрыть их лаком. Такой способ не подойдет антикварным объектам. Специальный лак наносят тонким слоем кистью или ватным тампоном. Обязательно следовать указаниям в инструкции. Нужно следить за тем, чтобы не образовывались капли лака. Их нужно немедленно удалять, пока не высохли. Когда покрытие обсохнет, нужно протереть чистым хлопковым материалом.
Нужно следить за тем, чтобы не образовывались капли лака. Их нужно немедленно удалять, пока не высохли. Когда покрытие обсохнет, нужно протереть чистым хлопковым материалом.
Полировка ручек из латуни
Уход за лакированной латунью должен быть регулярным. Периодически снимать пыль влажной ветошью. Чистить нужно раствором моющего средства для посуды с холодной водой.
Сварка латуни: способы и особенности латунной сварки
По структуре латунь представляет собой сплав двух природных металлов – цинка и меди в разных пропорциях. Нередко для придания конечному продукту разнообразных свойств в малых долях добавляются иные элементы, от марганца до железа.
Латунные изделия широко используются во всех отраслях современной промышленности, в силу чего востребована такая услуга, как латунная сварка. Этот процесс технологически сложный, он сопряжен с некоторыми рисками:
- образованием оксидной пленки из цинка;
- закипанием и последующим испарением цинка;
- возникновением пор и лакун в сварном шве.

Подобные проблемы решаемы при правильном подходе к процессу сварки изделий из латуни и соблюдении технологических требований.
Получить консультацию
Подготовка деталей
Шаг 1. В отличие от медных деталей процесс сварки латуни не требует прогрева заготовок по всей площади, достаточно (при использовании толстых элементов) нагреть края соединяемых элементов.
Шаг 2. Рабочие кромки изделий, толщина которых менее 1,5 мм, подвергают предварительной обработке в виде отбортовки для увеличения толщины. После этого края очищаются от оксидного налета, для чего применяется специальная щетка, не оставляющая частиц стали.
Шаг 3. Свариваемые элементы сопоставляются так, чтобы пайка латуни приходилась на зазор в 2 мм между ними, образуя сварной шов. Если предполагается диффузный шов большей толщины, то зазор увеличивается и используются специальные прокладки.
В практике применяются пять способов латунной промышленной сварки изделий. Первые три из них используются в промышленных масштабах за счет высокой производительности и скорости проведения работ:
Первые три из них используются в промышленных масштабах за счет высокой производительности и скорости проведения работ:
- Электродуговая сварка с использованием электротока обратной полярности с последующей проковкой стыка.
- Аргонная сварка латуни, выполняемая в инертной среде и используемая для деталей толщиной от 5 мм и более.
- Газопламенная сварка осуществляется при помощи газового резака, пламя от которого нагревает и сплавляет кромки элементов.
Также применяются такие технологии, как холодная сварка и пайка латуни с использованием припоя, но в силу низкой производительности, больших временных и ресурсных затрат больше подходят для сварки в домашних условиях.
Особенности электродугового метода
В этой технологии используются латунные электроды с долей цинка в проволоке не менее 40 %. Сварочный инверторный аппарат продуцирует постоянный электроток, который инициирует образование короткой электродуги с силой тока 250 ампер.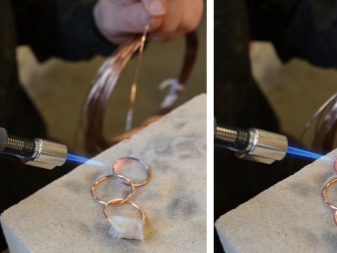 Сам процесс пайки изделий из латуни выполняется из положения снизу, скорость выкладки шва должна быть не менее 30 см в минуту. По окончании работ шов подвергается дополнительному нагреву до 650 °C и проковывается, что повышает его прочность.
Сам процесс пайки изделий из латуни выполняется из положения снизу, скорость выкладки шва должна быть не менее 30 см в минуту. По окончании работ шов подвергается дополнительному нагреву до 650 °C и проковывается, что повышает его прочность.
Преимущества:
- метод используется для соединения деталей толщиной не более 3 мм, при большей толщине применяется локальный нагрев;
- высокая скорость сварки с возможностью создания однослойного шва.
Особенности аргонодугового метода
Эта технология является разновидностью электродуговой сварки, которая выполняется в инертной – аргоновой – среде. Латунь сваривается под аргоном с использованием менее дорогих, но более износостойких вольфрамовых электродов. Газовая среда необходима для исключения контакта испаряемого цинка с кислородом, что исключает образование оксидной пленки.
Благодаря особенностям среды образуется уже длинная электродуга, которой создаются отдельные валки, складываемые впоследствии в общий шов. Такой подход позволяет исключить риск прогорания металла.
Такой подход позволяет исключить риск прогорания металла.
Преимущества:
- сварка латуни аргоном менее затратная, основные издержки приходятся на приобретение специального сварочного аппарата. Также требуется материал для расплава в точке образования шва;
- обеспечивается высокое качество соединения, в котором исключены поры и поверхностное образование оксидной пленки;
- эстетичный внешний вид шва, благодаря чему технология нередко используется при создании элементов декора.
Особенности газосварочного метода
Если предыдущие технологии сварки латунных изделий не подходят в силу различных причин, то применяется газовая методика. Например, при отсутствии электричества или при сложностях с созданием аргоновой камеры. Процесс происходит за счет образования газоплазменной струи, которая подвергает кромки заготовок высокотемпературному нагреву и последующей спайке. После выполнения работы требуется дополнительная очистка шва, на котором нередко образуется оксидная пленка. Также важно учесть, что в пламени частично выгорает цинк.
Также важно учесть, что в пламени частично выгорает цинк.
Преимущества:
- наиболее простой способ сварки, доступный даже начинающему сварщику;
- регулировка мощности пламени в зависимости от параметров сварки и характеристик изделий;
- универсальная доступность технологии без создания особых условий в виде обеспечения током или образования газовой среды.
Полезные советы по сварке латуни
Очевидно, что каждая из промышленных технологий соединения изделий из латуни не является универсальной, а требует создания определенных условий. Но обладает своими достоинствами, позволяя решать производственные задачи.
Важно помнить следующее:
- Толстые детали лучше предварительно прогревать по тем краям, которые станут основой для сварного шва.
- Создание шва выполняется снизу-вверх и в один проход с обеих сторон свариваемых заготовок с равномерной подачей материала расплава.
- При окончательной обработке рабочей зоны необходимо удалить образовавшийся шлам, для чего используется щетка, не оставляющая частиц стали. Также следует проверить шов на пористость.
- При любой технологии сваривания (кроме холодной сварки) происходит выгорание цинка, который является ядовитым веществом. Поэтому необходимо использовать индивидуальные средства защиты и обеспечить оптимальную вентиляцию рабочего помещения.

Другие статьи
|
Гидроабразивная резка металла: основные преимущества и технология |
Гибка металла: основные виды технологии и преимущества |
Аргонная сварка металла — особенности процесса и сварочное оборудование |
|
Сварка латуни – это сложный процесс, потому как он затруднен цинком, находящимся в составе латуни, поэтому при нагревании он испаряется, а прочность изделия становится ниже. Латунь – это сплав меди с цинком в определенных пропорциях. По причине быстрого испарения цинка при нагревании, сварка становится сложной, ведь при испарении металла, он быстро окисляется и происходит его превращение в тугоплавкую и ядовитую окись в виде пыли. По данной причине сварка латуни производится в цехах, где есть вытяжные устройства, а сам сварщик работает в респираторе.
Важным требованием для проведения аргонового сваривания является чистота процесса. Поэтому перед свариванием требуется зачистить свариваемые детали до появления натурального металлического блеска. Поверхность свариваемого металла не должна содержать никаких окислов, поэтому их следует убирать с помощью азотной кислоты, поданной азотом. Сварка аргоном и электрической дугой одновременно называется аргонодуговой. Аргонодуговая сварка латуни является идеальным вариантом, если Вам необходимо сваривать толстый металл толщиной более 5 миллиметров, по причине того, что работа производится на высокой скорости. Сварочный электрод перемещается в проводящую ток часть горелки и кромки свариваемого металла расплавляются под воздействием электрической дуги.
При сваривании аргоном должен ощущаться непривычный треск и удивительный цвет сварочной дуги. В данном случае виной всему этому являются пары цинка. Свариваемая латунь не прогорает, а также не отлетает кусками, потому что она плавится. Специалисты рекомендуют не плавить латунь сплошным слоем, а сваривать отдельными валиками, делая небольшие перехлесты, потому как при сплошном сваривании Вы можете прожечь дырку, и металл начнет сильно «стрелять». При проведении сваривания, шов металла заполняется полностью, а поджаривание цинка приведет только к испарению цинка, из-за чего появляются дефекты в металле детали. Для уменьшения испарения цинка при проведении работ аргоном, используйте пламя с избытком кислорода и применяйте специальные легированные алюминием, бором и кремнием присадочные материалы. При работе с латунью придерживайтесь мер предосторожности и отдавайте предпочтение работе с ней на улице. |
 При сваривании латуни происходит выделение вредных загрязнений, которые вредят здоровью человека. Быстрая сварка латуни с использованием аргона является технологическим прорывом в области обработки и сварки металлов.
При сваривании латуни происходит выделение вредных загрязнений, которые вредят здоровью человека. Быстрая сварка латуни с использованием аргона является технологическим прорывом в области обработки и сварки металлов.
 После очистки деталь нужно промыть струей горячей воды и хорошо просушить.
После очистки деталь нужно промыть струей горячей воды и хорошо просушить.
 Если Вам требуется заварить кратер, то нужно постепенно снижать напряжение сваривания и увеличивать длину дуги с последующим отводом в сторону от свариваемого металла.
Если Вам требуется заварить кратер, то нужно постепенно снижать напряжение сваривания и увеличивать длину дуги с последующим отводом в сторону от свариваемого металла.
Патинирование меди и латуни в домашних условиях (чернение, состаривание)
Патинирование меди, а также другие методы ее декоративной обработки (в том числе в домашних условиях) позволяют сделать изделия из этого металла более привлекательными, придать им налет благородной старины.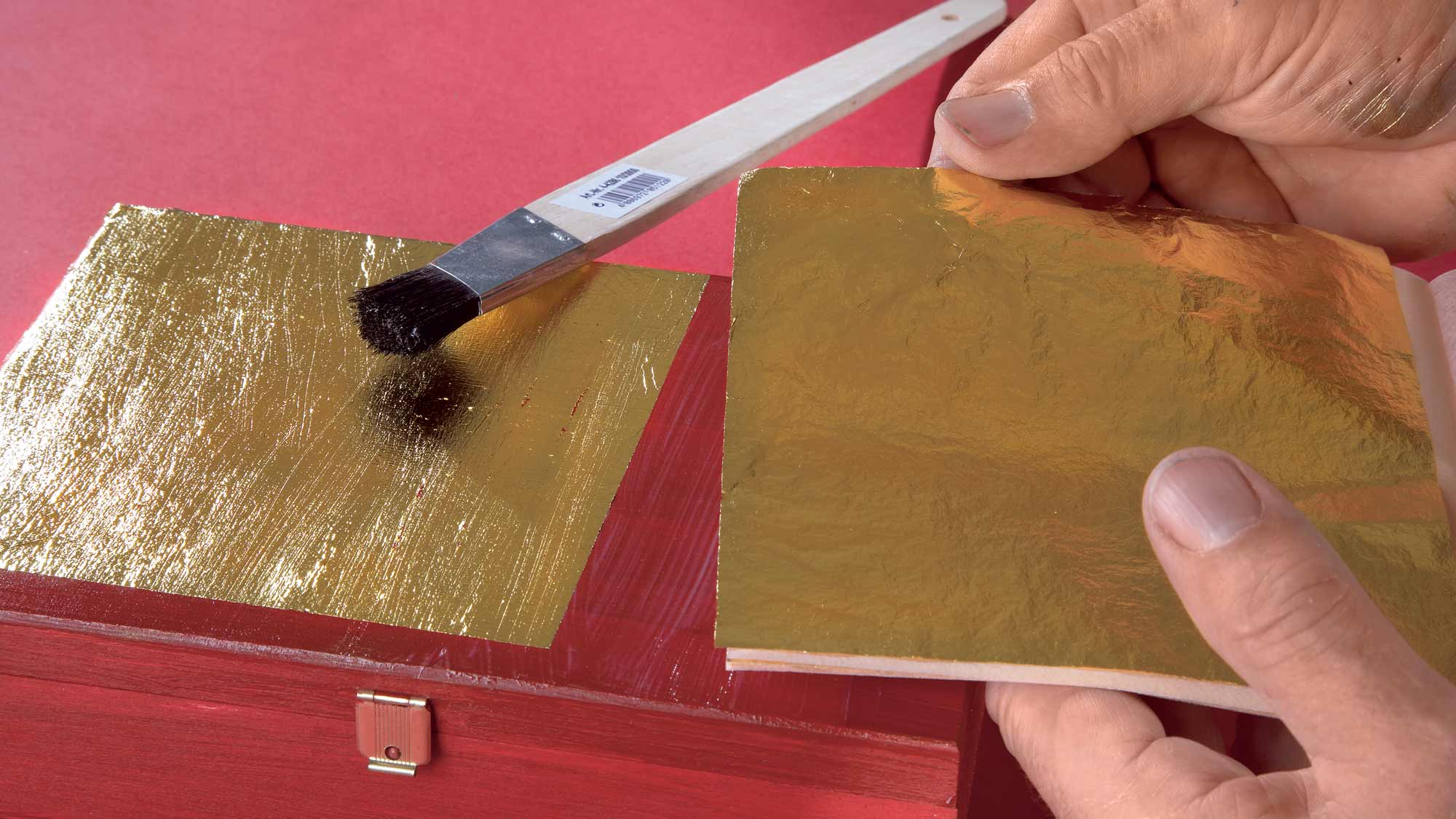 Подвергать такой обработке можно предметы, изготовленные не только из меди, но и из таких ее сплавов, как бронза и латунь.
Подвергать такой обработке можно предметы, изготовленные не только из меди, но и из таких ее сплавов, как бронза и латунь.
Используя различные способы патинирования медных сплавов, можно добиться совершенно разнообразных оттенков
Патинирование и оксидирование
Поверхность многих металлов (и медь входит в их число) при взаимодействии с окружающим воздухом и различными химическими веществами начинает покрываться тонким слоем окисей и закисей. Такой процесс, который также приводит к изменению цвета металлической поверхности, называется оксидирование. По большей части процесс окисления металла происходит естественным путем, но люди научились вызывать его искусственно, в производственных или домашних условиях, что делается для придания изделию состаренного вида.
Не следует путать оксидирование с патинированием – процессом, суть которого заключается в том, что на поверхности металла при взаимодействии с различными химическими элементами формируется тонкий слой сернистых или хлористых соединений. Патинирование, которое, как и оксидирование, сопровождается изменением цвета меди и бронзы, также можно выполнять искусственно, используя для этого специальные составы.
Патинирование, которое, как и оксидирование, сопровождается изменением цвета меди и бронзы, также можно выполнять искусственно, используя для этого специальные составы.
Старение меди происходит с течением времени естественным путем или сразу при обработке поверхности какими-либо препаратами
Если в естественных условиях процесс окисления и покрытия патиной меди или бронзы может протекать годами, то при использовании специальных растворов патинирование происходит за очень короткий промежуток времени. Поверхность изделия, помещенного в такой раствор, буквально на глазах меняет свой цвет, приобретая налет благородной старины. Используя различные химические составы, можно в производственных и даже в домашних условиях выполнять такие процедуры, как чернение меди, патинирование предметов из меди и бронзы, чернение латуни.
Подготовка к обработке
Решив выполнить патинирование или оксидирование, вы должны не только внимательно изучить вопрос о том, как состарить латунь, бронзу или выполнить чернение меди, но и предусмотреть необходимые меры безопасности. Преимущественное большинство химических составов, которые применяются для осуществления подобных процедур, являются очень токсичными и выделяют пары, представляющие значительную опасность для здоровья человека. Поэтому для хранения таких веществ как в производственных, так и в домашних условиях следует использовать сосуды с хорошо притертыми пробками, которые предотвратят попадание ядовитых паров в окружающий воздух.
Преимущественное большинство химических составов, которые применяются для осуществления подобных процедур, являются очень токсичными и выделяют пары, представляющие значительную опасность для здоровья человека. Поэтому для хранения таких веществ как в производственных, так и в домашних условиях следует использовать сосуды с хорошо притертыми пробками, которые предотвратят попадание ядовитых паров в окружающий воздух.
Храните химикаты в недоступном для детей месте
Саму процедуру, проводимую для изменения цвета поверхности изделия под воздействием на него химических веществ, следует выполнять в специальном шкафу, к которому подведена вытяжная вентиляция. Следует иметь в виду, что дверцы такого шкафа в процессе выполнения оксидирования или патинирования должны быть слегка приоткрыты, что обеспечит эффективную вытяжку вредных паров из его внутренней части.
Изделия из меди, латуни и бронзы перед патинированием следует тщательно очистить, обезжирить и промыть в теплой воде. После самой процедуры патинирования или оксидирования обработанные предметы также промывают и укладывают в опилки для просушки. Использование опилок является более щадящим методом просушки, так как выполнение такой процедуры при помощи тканевого материала может повредить тонкую пленку сформированной патины, которая еще не закреплена лаком. Кроме того, при помощи ткани после патинирования практически невозможно качественно удалить влагу из углублений на рельефных поверхностях, а опилки ее легко вытянут.
После самой процедуры патинирования или оксидирования обработанные предметы также промывают и укладывают в опилки для просушки. Использование опилок является более щадящим методом просушки, так как выполнение такой процедуры при помощи тканевого материала может повредить тонкую пленку сформированной патины, которая еще не закреплена лаком. Кроме того, при помощи ткани после патинирования практически невозможно качественно удалить влагу из углублений на рельефных поверхностях, а опилки ее легко вытянут.
Покрытую лаком поверхность можно отполировать войлочной насадкой
Изменения цвета меди и ее сплавов от серого до черного
Серый, темно-серый или черный цвет меди и ее сплавов делает внешний вид изделия более привлекательным и презентабельным. Для получения этих цветов, степень насыщенности которых можно регулировать, нужен используемый уже не один десяток лет состав «серная печень». Свое название он получил из-за того, что в процессе приготовления он должен спечься, то есть превратиться в запекшуюся массу.
Чтобы сделать такой состав для патинирования в домашних условиях, необходимо выполнить следующие действия:
- одну часть порошковой серы смешивают с двумя частями поташа;
- полученную смесь помещают в жестяную банку, которую затем надо поставить на огонь;
- дождавшись расплавления порошка и начала его спекания, необходимо поддерживать этот процесс на протяжении 15 минут.
Для приготовления серной печени понадобится сода и сера
В процессе спекания порошка на его поверхности может вспыхнуть сине-зеленое пламя, которое можно не сбивать, так как оно не ухудшит качественные характеристики серной печени. После окончания спекания и полного остывания полученную массу следует измельчить до порошкообразного состояния. Этот порошок, если его поместить в стеклянную банку с плотно закрывающейся крышкой, можно хранить достаточно долго.
Для того чтобы при помощи серной печени выполнить патинирование различных металлических сплавов, используют несколько основных методов.Метод №1

Данный способ предполагает использование водного раствора серной печени. С его помощью можно изменить цвет изделий, изготовленных из следующих материалов:
- меди;
- стерлингового серебра;
- бронзы и латуни.
Цвета, которыми можно окрасить поверхности изделий при помощи данного метода, также различаются:
- медь и серебро – пурпурный, голубой (получить очень сложно), серый, коричнево-серый, черный;
- латунь и бронза – нежно-золотистый.
Проба раствора на меди, бронзе и латуни дает различные эффекты
Если вы не знали раньше, как состарить медь и сформировать на поверхности данного металла прочную пленку патины, отличающуюся насыщенным черным цветом, используйте именно этот способ. Для его реализации изделие из меди помещается в раствор, состоящий из литра воды и 1–20 граммов порошка серной печени.
Чтобы окрасить медь в светло-серый цвет, раствор готовят по другой рецептуре: в 1 литр воды растворяют по 2–3 грамма хлористого натрия и серной печени. В полученный раствор помещается изделие из меди, за изменением цвета которого следует внимательно следить. После того как цвет металла приобретет желаемую тональность, подвергаемый патинированию предмет необходимо промыть водой и просушить в опилках.
В полученный раствор помещается изделие из меди, за изменением цвета которого следует внимательно следить. После того как цвет металла приобретет желаемую тональность, подвергаемый патинированию предмет необходимо промыть водой и просушить в опилках.
Продолжительность обработки медного украшения раствором зависит от желаемого эффекта чернения
Метод №2Для патинирования меди можно также применять раствор, приготовленный по следующей рецептуре: в насыщенный водный раствор сульфата меди добавляют нашатырный спирт и делают это до тех пор, пока жидкость не станет прозрачной и ярко-синей. Очищенное и обезжиренное обрабатываемое изделие помещается в такой раствор на несколько минут, после чего его извлекают и подвергают незначительному нагреву. После таких манипуляций медь должна приобрести насыщенный черный цвет.
Метод №3Для использования данного метода, который также позволяет качественно почернить медь даже в домашних условиях, обрабатываемый предмет необходимо зачистить при помощи тонкой наждачной бумаги. К зачищенной поверхности не следует прикасаться руками, чтобы на ней не образовались жировые пятна. После предварительной подготовки к патинированию предмет обрабатывается раствором хлористой платины или полностью погружается в него. В такой раствор, если он не вызывает кислой реакции, можно добавить небольшое количество соляной кислоты.
К зачищенной поверхности не следует прикасаться руками, чтобы на ней не образовались жировые пятна. После предварительной подготовки к патинированию предмет обрабатывается раствором хлористой платины или полностью погружается в него. В такой раствор, если он не вызывает кислой реакции, можно добавить небольшое количество соляной кислоты.
Сформировать на поверхности медного изделия прочную окисную пленку, отличающуюся насыщенным черным цветом, позволяет его погружение в состав, приготовленный из азотной кислоты и металлической меди. Чтобы изменение цвета медной детали проходило более интенсивно, такой раствор можно дополнительно подогреть.
Получение патины других цветов
Для формирования на меди окисной пленки другого цвета можно даже в домашних условиях воспользоваться одним из следующих методов.
Для получения красно-коричневой окисной пленки медное изделие на несколько минут помещают в состав, приготовленный из одной части медного купороса, одной части хлористого цинка и двух частей воды.
На примере одной детали видно, как изменяется оттенок в зависимости от продолжительности нахождения в растворе
Гамма от светло-коричневого до черногоЧтобы получить такую патину, предмет из меди необходимо поместить в раствор, состоящий из одного литра воды и 20 граммов сернистого аммония. Изменяя температуру нагрева обрабатываемого изделия перед патинированием, можно регулировать интенсивность окрашивания.
Светло-коричневыйЧтобы придать поверхности медного изделия светло-коричневый цвет, необходимо обработать его смесью натриевого хромпика (124 г/литр), азотной (15,5 г/литр) и хлористоводородной (4,65 г/литр) кислот, 18-процентного сульфида аммония (3–5 г/литр). Такой раствор наносится кистью и выдерживается в течение четырех-пяти часов.
Покрывайте поверхности детали, пока не добьетесь нужного оттенка
Гамма от темно- до тепло-коричневогоДля получения поверхности такого цвета медную деталь на 5–25 минут помещают в горячий раствор (90–95°), в состав которого входят персульфат аммония (9,25 г/литр) и едкий натр (50 г/литр). Процедуру для достижения требуемого эффекта повторяют 2–3 раза.
Гамма от оливкового до коричневогоМедное изделие для патинирования на 10–15 минут помещают в подогретый водный раствор бертолетовой соли (50–70 г/л), нитрата меди (40–50 г/л) и хлорида аммония (80–100 г/л).
Благородный бело-зеленыйНаиболее популярным методом создания зеленой патины является погружение медного предмета в состав, приготовленный из воды (1 литр), медного купороса (50 г) и марганцовокислого калия (5 г).
Существует еще множество методов, позволяющих создавать патину разнообразных оттенков зеленого, коричнево-черную, золотистую, золотисто-коричневую с малиновой побежалостью и других.
Оценка статьи:
Загрузка…Поделиться с друзьями:
Услуги по обработке латуни — Перезарядка латуни после обжига — Латунь Blue Ridge
Хотите избавиться от «работы» при обработке латуни?
Вы можете отправить нам свою латунь на переработку, сэкономив время и дорогое оборудование!
Следуйте пошаговой инструкции, чтобы доставить медь к нам:
- Отсортируйте латунь, которую вы хотели бы обработать, по калибру. Нет необходимости пересчитывать латунь перед отправкой. (Любая латунь, которая прибывает со смешанными калибрами или заряженными боеприпасами, будет стоить 0 долларов США.35 / фунт за сортировку)
- Мы принимаем латунь для обработки независимо от того, чистая она или грязная. Отправка уже очищенной латуни экономит время и увеличивает скорость разворота! Нет разницы в цене за отправку чистой латуни.
 Отправка уже очищенной латуни экономит время и увеличивает скорость разворота! Нет разницы в цене за отправку чистой латуни.
Отправка уже очищенной латуни экономит время и увеличивает скорость разворота! Нет разницы в цене за отправку чистой латуни.- Мы рекомендуем использовать коробки с фиксированной ставкой USPS для транспортировки вашей латуни. Отправитель несет ответственность за расходы по доставке в Blue Ridge Brass LLC и обратно. Стоимость обратной доставки будет добавлена к окончательной цене обработки и указана в счете. *** ОБНОВЛЕНИЕ 2021 ГОДА: В связи с повышенным спросом на услуги обработки и повышением ставок USPS мы больше не предоставляем PDF-файлы или отправляемые по электронной почте этикетки для отправки нам вашей латуни.Разница в цене, которую взимает с нас наш партнер по доставке, и то, что вы платите на почтовой стойке, минимальна. Спасибо за понимание! ***
- Предпочтительно использовать вкладыш, например хороший мешок для мусора или тяжелый пластик. Правильно заклеить всю коробку лентой необходимо, поскольку USPS нелегко работать с тяжелыми упаковками. Если написать на коробке слово «хрупкий», скорее всего, она будет повреждена, чем просто оставить ее пустой. Мы не несем ответственности за утерянные или поврежденные посылки из-за ошибки почтовой службы.
 Если написать на коробке слово «хрупкий», скорее всего, она будет повреждена, чем просто оставить ее пустой. Мы не несем ответственности за утерянные или поврежденные посылки из-за ошибки почтовой службы.
Если написать на коробке слово «хрупкий», скорее всего, она будет повреждена, чем просто оставить ее пустой. Мы не несем ответственности за утерянные или поврежденные посылки из-за ошибки почтовой службы.- Нажмите, чтобы загрузить, распечатать и заполнить форму Обработка латуни Форма , которую необходимо приложить к вашей латуни, чтобы мы могли обработать и вернуть ее вам как можно быстрее. Отказ подтвердить часть формы обработки, например, не указывать свой адрес электронной почты или адрес доставки, приводит к задержкам и увеличению времени ожидания счетов. Пожалуйста, приложите копию заполненной формы в каждое поле (при отправке нескольких пакетов). Коробки могут прибыть отдельно (иногда с разницей в несколько недель) из-за задержек в USPS.Заполнение даты в вашей форме обработки помогает нам хранить ваши партии вместе и отправлять их вам в минимальном количестве коробок, что позволяет сэкономить вам деньги на доставке.
- Отправьте всю латунь по адресу 7466 Lee Hwy Troutville, VA 24175. Пожалуйста, напишите по адресу [email protected], прежде чем отправлять латунь, чтобы мы знали, что мы ожидаем вашу посылку, и можем убедиться, что мы все еще обрабатываем ваш желаемый калибр. Из-за того, что некоторые калибры требуют больших затрат времени, а также из-за большого объема заказов, мы в настоящее время не обрабатываем их.308 или 30-06. Мы надеемся вернуть эти калибры в будущем. Brass лично высылает клиентов ТОЛЬКО до НАЗНАЧЕНИЯ на номер .
 Пожалуйста, напишите по адресу
Пожалуйста, напишите по адресу Способы оплаты: отправленный по электронной почте счет (который вы можете оплатить онлайн с помощью карты), Venmo, Google Wallet, чек или денежный перевод, выписанный Blue Ridge Brass LLC, и, конечно же, наличные деньги! За отправку счетов по электронной почте взимается комиссия за обработку в размере 3% от общей стоимости счета (включая доставку)
Текущее время обработки составляет приблизительно 4-6 недель в зависимости от калибра, количества и состояния латуни (ЭТО МОЖЕТ ИЗМЕНИТЬСЯ И ЯВЛЯЕТСЯ ОЦЕНКОЙ). Мы делаем все возможное, чтобы информировать всех о статусе их руководства, но не можем тратить драгоценные часы на звонки и электронные письма, когда мы должны обрабатывать. Пожалуйста, поймите проблемы этой отрасли прямо сейчас и поверьте, что мы усердно работаем, чтобы отправить вашу латунь обратно готовой для загрузки! Некоторые калибры работают непрерывно на специализированных машинах (.223 / 5,56 и 9 мм), все остальные запускаются партиями в зависимости от спроса и доступности машины. По вопросам, связанным со сроками выполнения заказа и наличием калибра, обращайтесь по адресу [email protected].
Мы делаем все возможное, чтобы информировать всех о статусе их руководства, но не можем тратить драгоценные часы на звонки и электронные письма, когда мы должны обрабатывать. Пожалуйста, поймите проблемы этой отрасли прямо сейчас и поверьте, что мы усердно работаем, чтобы отправить вашу латунь обратно готовой для загрузки! Некоторые калибры работают непрерывно на специализированных машинах (.223 / 5,56 и 9 мм), все остальные запускаются партиями в зависимости от спроса и доступности машины. По вопросам, связанным со сроками выполнения заказа и наличием калибра, обращайтесь по адресу [email protected].
Стоимость обработки латуни указана за штуку. Неиспользуемая латунь будет выброшена, если не будет указано иное. С вас будет взиматься плата только за количество обработанных и возвращенных вам частей + дополнительные сборы (плата за сортировку за фунт смешанной латуни, сломанные штифты для снятия колпачков из-за заряженных или заряженных боеприпасов и т. Д., Если применимо) + сборы за обратную доставку.
** Оптовые скидки доступны клиентам FFL только при количестве барабанов. Свяжитесь с нами, чтобы узнать текущие оптовые цены и договориться о доставке **
Никакая готовая продукция не будет отправлена компанией Blue Ridge Brass LLC до тех пор, пока не будет полностью оплачена.
ВСЕ СЧЕТЫ ДОЛЖНЫ БЫТЬ ОПЛАЧЕНЫ В ТЕЧЕНИЕ 30 ДНЕЙ ОРИГИНАЛЬНОГО СЧЕТА, ЕСЛИ ИНАЧЕ НЕ СОГЛАСНО.
Форма для обработки латуни
.223 / 5,56 обработка латуни
Обработка 223 бэр / 5,56 НАТО составляет 0,045 доллара за раунд (45 долларов за 1000)
-Сухая машина
-Катаный
-Депримед
— Полная длина
— Обрезано до 1,750 (+ или — 0,004 дюйма) для наиболее постоянной длины
-Применяется для снятия зажимов военных
-Мокрая барабанная очистка для удаления заусенцев и очистки карманов грунтовки
-Проверено в кейсе Lyman / датчик свободного пространства над головой для контроля качества
-Полированный в кукурузных початках для защиты от потускнения и блеска
Пистолет латунь
Сюда входят любые. 380 acp / .38 spl / .357 mag / 9 мм / 40 и 10 мм
380 acp / .38 spl / .357 mag / 9 мм / 40 и 10 мм
Обработка любой пистолетной латуни стоит 0,025 доллара за штуку (то есть 25 долларов за 1000)
-Катаный
-Депримед
— Полная длина
-Изготовлен для обеспечения плавного прилегания и удержания всех грунтовок
-Мокрая барабанная очистка для удаления заусенцев и очистки карманов грунтовки
— Проверено в ящике Wilson / датчике свободного пространства над головой для контроля качества
-Полированный в кукурузных початках для защиты от потускнения и блеска
Сортировка 45 ACP по размеру праймера
Обработка любой латуни 45 ACP и сортировка по размеру праймера — $ 0.04 цента за штуку (то есть 40 долларов за 1000)
-Катаный
-Депримед
— Полная длина
-Изготовлен для обеспечения плавного прилегания и удержания всех грунтовок
-Мокрая барабанная очистка для удаления заусенцев и очистки карманов грунтовки
— Проверено в ящике Wilson / датчике свободного пространства над головой для контроля качества
-Полированный в кукурузных початках для защиты от потускнения и блеска
Преобразование 223 / 5.
 56 в 300blk
56 в 300blkМы конвертируем то, что отправляем, но мы рекомендовали марки Лейк-Сити и Винчестер для достижения наилучших результатов.При желании за дополнительную плату мы отсортируем латунь по штампу.
300 BLK Таблица штампов головы
Преобразование любых латунных элементов 223 rem или 5.56 в 300 AAC Blackout стоит 0,07 доллара за штуку
-Потали
-Катаный
-Депримед
— Полная длина
— Обрезано до 1,3580 (+ или — 0,004 дюйма)
-Применяется для снятия обжимов грунтовки
-Мокрая барабанная очистка для удаления заусенцев и очистки карманов грунтовки
— Проверено в ящике Wilson / датчике свободного пространства над головой для контроля качества
— Полировка в початках кукурузы для придания корпусу зеркального блеска и защиты от потускнения
Пожалуйста, посмотрите нашу таблицу штампов на голову, чтобы определить, подходит ли ваша латунь для преобразования или нет.
.308 / 7,62 × 51 Латунь
Processing .308 win brass — 0,08 доллара за штуку (80 долларов за 1000)
** Латунь, обожженная через желобчатую камеру, будет отправлена в металлолом **
-Потали
-Катаный
-Депримед
— Полная длина
— Обрезано до 2,005 (+/- 0,0005) для наиболее постоянной длины
-Применяется для снятия зажимов военных
-Мокрая барабанная очистка для удаления заусенцев и очистки карманов грунтовки
-Проверено в кейсе Lyman / датчик свободного пространства над головой для контроля качества
-Полированный в кукурузных початках для защиты от потускнения и блеска
Обработка нашей латуни 223/5.56 латунь можно обрезать до отклонения 1,750 ″ +/- 0,004.
https://youtu.be/1EJh23yIDaAhttps://www.youtube.com/watch?v=8NzhlZnZ9_Y&list=PLjHSkCcO7ZgvV4z967f8yEKsJ7sUeYErShttps://youtu.be/IQIFoDzw
.223 Обработка латуни: пошаговое руководство
Для тех из вас, кто никогда раньше не обрабатывал латунь 0,223 / латунь 5,56, мы подумали, что было бы полезно предоставить краткое руководство, которое проведет вас через необходимые шаги. В Интернете доступно множество информативных видеороликов, которые мы также можем порекомендовать, но было бы неплохо иметь письменный контрольный список в качестве ориентира.
В Интернете доступно множество информативных видеороликов, которые мы также можем порекомендовать, но было бы неплохо иметь письменный контрольный список в качестве ориентира.
Шаг 1: Очистка
Если вы начинаете с «сырой» или «грязной» латуни, важно очистить гильзы перед тем, как пропустить их через любые перезаряжаемые штампы. Латунь для внутренних помещений обычно требует только мокрой барабанной перегонки без каких-либо добавок, но если латунь находилась снаружи в элементах и показывает признаки потускнения, коррозии или накопления большого количества мусора, мы рекомендуем добавить в ваш пылесос штифты из нержавеющей стали. чтобы обеспечить источник истирания.Это не повредит латунь, но позволит глубоко очистить ее как внутри, так и снаружи. Очистка латуни является наиболее трудоемким и длительным этапом процесса (особенно с учетом времени сушки), поэтому, если вы предпочитаете пропустить его, вы всегда можете приобрести предварительно очищенную латунь . 223 / латунь 5.56. Если вы все же решите чистить латунь самостоятельно, мы рекомендуем использовать смесь средства для мытья посуды и лимонной кислоты.
223 / латунь 5.56. Если вы все же решите чистить латунь самостоятельно, мы рекомендуем использовать смесь средства для мытья посуды и лимонной кислоты.
Шаг 2: Осмотр
После того, как латунь будет очищена и высушена, важно вручную осмотреть корпуса на предмет повреждений, которые могут привести к отказу.Это могут быть трещины на шейке, раздавленные горловины корпуса, крупные вмятины или царапины. Для получения более подробной информации об осмотре гильз мы рекомендуем прочитать нашу статью о сроке службы латунной винтовки.
Шаг 3: Удаление грунтовки / изменение размера
Следующий шаг довольно прост. Все гильзы необходимо смазать, а затем пропустить через головку для снятия заливки или снятия крышки, которая также действует как измеритель размера. Это удалит израсходованный капсюль, а также устранит любое расширение, которое могло произойти при первоначальном запуске снаряда.Матрица вернет латуни исходные характеристики SAAMI (за исключением общей длины) и расширит шейку так, чтобы она могла принять снаряд.
Шаг 4: Обжимка или развертывание
Шаг четвертый обычно применяется только к военным латунным патронам 5.56 (т. Е. К гильзам с головным штампом в Лейк-Сити), поскольку они производятся с обжимом вокруг кармана для капсюля. Военные боеприпасы НАТО производятся таким образом, чтобы капсюли не расшатывались и не выпадали.Новые патроны 5,56 x 45 мм НАТО содержат более «горячий» заряд (отсюда несколько более толстые стенки гильзы по сравнению с латунными патронами калибра .223 Remington коммерческой разновидности), а гофрированные карманы предотвращают выталкивание капсюлей из гильзы под сильным давлением. Прежде чем перезарядить латунь военного назначения, эти обжимки необходимо удалить с помощью расширителя с карманом для праймера или инструмента для обжима праймера. При рассверливании обжим фактически срезается. С другой стороны, обжимка разрушает (за неимением лучшего слова) обжим, так что на обсадную колонну легко наносится новый грунт.
Шаг 5: Обрезка
Поскольку латунь растягивается и удлиняется при обжиге, гильзы необходимо обрезать, чтобы вернуть им нужную длину. Для латуни .223 Remington это 1,750 «+/- .003» (в качестве примечания, правильная длина для латуни .308 / 7,62×51 мм составляет 2,005 «± 0,003», а для латуни 300 AAC Blackout — 1,358 «). Для этой задачи доступен ряд имеющихся в продаже триммеров.Используйте набор цифровых штангенциркулей, чтобы убедиться, что вы находитесь в пределах допустимого диапазона длины.После обрезки латуни используйте инструмент для снятия фаски / снятия заусенцев, чтобы удалить все неровности из горловины корпуса.
Для латуни .223 Remington это 1,750 «+/- .003» (в качестве примечания, правильная длина для латуни .308 / 7,62×51 мм составляет 2,005 «± 0,003», а для латуни 300 AAC Blackout — 1,358 «). Для этой задачи доступен ряд имеющихся в продаже триммеров.Используйте набор цифровых штангенциркулей, чтобы убедиться, что вы находитесь в пределах допустимого диапазона длины.После обрезки латуни используйте инструмент для снятия фаски / снятия заусенцев, чтобы удалить все неровности из горловины корпуса.
Шаг 6: Окончательная проверка
На этом этапе ваша латунь должна быть полностью обработана. Мы рекомендуем использовать калибр корпуса 223 и карманный калибр для капсюля, чтобы выборочно проверить правильность размеров вашей латуни.
Шаг 7: Полироль для чистовой обработки (опция)
Хотя это, конечно, не требуется, некоторые могут выбрать полировку в барабане на этом этапе, используя кукурузный початок, чтобы удалить излишки смазки корпуса и любую оставшуюся латунную стружку.
Обработка латуни | Georgia Brass LLC
ДЬЯВОЛ В ДЕТАЛЯХ
Range Pick Up — латунь была отсортирована и упакована для отправки. Вот и все, ребята. Он сошел с ассортимента, мы просеиваем его через сортировщик рулонов, упаковываем и отправляем вам. У вас будут несколько поврежденных гильз, у вас будет несколько кусков латуни не того калибра, который вы заказывали. Вы заплатили УБИЙСТВЕННУЮ цену за эту латунь, потому что мы потратили как можно меньше времени на то, чтобы доставить ее вам.Мы добавили туда немного больше, чтобы вы получили хотя бы то, за что заплатили, из годной к употреблению латуни.
Отсортировано по высоте, слегка упало, размер рулона — в настоящее время только латунь 9 мм. Латунь снимается прямо с диапазона и сортируется через трамбовку и стальной сепаратор для удаления мусора, 22LR и стали, а затем стол сортируется для удаления боевых патронов и алюминиевых гильз. Оттуда они сортируются по диаметру в роликовом сортировщике и слегка перемешиваются в початках и орехах. Затем латунь сортируется по высоте на встроенном сортировщике.Наконец, латунь калибруется в рулонном калибровочном устройстве Scharch. Это подготовка, которую мы делаем перед обработкой нашей 9-миллиметровой латуни. Это лучшая ценность для человека, которому нравится работать с медью.
Затем латунь сортируется по высоте на встроенном сортировщике.Наконец, латунь калибруется в рулонном калибровочном устройстве Scharch. Это подготовка, которую мы делаем перед обработкой нашей 9-миллиметровой латуни. Это лучшая ценность для человека, которому нравится работать с медью.
Clean — латунь была отсортирована, подвергнута мокрой обработке в барабане, высушена и упакована для отправки. Мы тратим немного больше времени на его подготовку, поэтому вы заплатите немного больше. Вот почему. Эта латунь проходит через инспектор по латуни, где мы вручную выбираем сталь, алюминий, вложенные гильзы, гильзы неправильного калибра и любые поврежденные гильзы, которые мы видим.223 и 5.56, затем проходят через автоматический классификатор латуни, который отклоняет все случаи, когда горловина корпуса не соответствует требованиям к размерам. Гильзы для пистолетов проходят через автоматический сортировщик по высоте, чтобы обеспечить еще один уровень контроля качества, чтобы получить лучшую латунь за свои деньги. Когда все это будет сделано, мы смачиваем и сушим вашу латунь перед упаковкой и отправкой.
Когда все это будет сделано, мы смачиваем и сушим вашу латунь перед упаковкой и отправкой.
Обработано — все сделано в секции чистой латуни, а затем … пистолетная латунь была снята с крышки и определена по размеру, а также винтовочная латунь обжата, подрезана и обработана во влажном состоянии после обработки для придания нового вида.Латунь винтовки проверяется на месте с помощью Sheridan Cut Out Case Gage, Whidden Head Space Gage и Ballistic Tools Primer Pocket Gage для обеспечения качества. Латунь обрезана до +/- 0,005 ″ посередине спецификаций SAAMI, чтобы гарантировать надежность всех винтовок.
9-миллиметровая обработанная латунь — все сделано в разделах с сортировкой по высоте, легким падением и калибровкой в рулонах и чистой латунью, а затем … 9-миллиметровая латунь обрабатывается на коммерческом процессоре Camdex и проверена под давлением на наличие трещин, снята крышка и определена по размеру, проверена на предмет наличия трещин. кольца, обжатые и влажные после обработки, чтобы они выглядели как новые.
Base Sized — 40 S&W — это калибр, известный по «Glock Bulge», где неподдерживаемая часть корпуса расширяется до такой степени, что обычные калибровочные матрицы не будут определять размер латуни в соответствии со спецификациями SAAMI. В этом случае латунь необходимо пропустить через калибратор с проталкиванием или роликом. В GA Brass LLC мы используем калибратор Case Master Push-Thru на нашей латуни базового размера 40 S&W, чтобы гарантировать, что ваша латунь поместится в любую камеру со спецификациями SAAMI. Мы предлагаем это в качестве дополнительной опции для всей нашей латуни — Range Pick Up, Clean и Processed — чтобы вы могли выбрать, как вы хотите подготовить свою латунь.
Military Brass — приобретается на государственных аукционах и включает небольшую часть головных штампов, кроме указанных в списке. Мы НЕ разделяем по головному штампу. Вы получите небольшую часть латунного штампа, отличного от указанного в списке. Итак, когда мы перечисляем Лейк-Сити, WCC и т. Д. , Это главный штамп, который аукцион считал «доминирующим» штампом. Там БУДУТ другие штампы с головами. Если это неприемлемо, пожалуйста, не покупайте эту латунь.
, Это главный штамп, который аукцион считал «доминирующим» штампом. Там БУДУТ другие штампы с головами. Если это неприемлемо, пожалуйста, не покупайте эту латунь.
Как мы обрабатываем нашу латунь
Наша 9-миллиметровая латунь обрабатывается на процессорах Camdex Commercial, а наша латунь 40 S&W имеет базовый размер с помощью проталкивающего базового калибратора Case Master.Вся остальная наша латунь в настоящее время обрабатывается на Dillon Super 1050 с использованием автоматических приводов Mark 7 Pro и Ammo Bot, оснащенных лучшими из имеющихся деталей и датчиков, чтобы гарантировать, что ваша латунь готова к загрузке и не ударится в заправочных станциях.
Мы используем автоматический привод патронника с датчиком кармана капсюля и флиппером для разделения большой и малой латунных капсюлей 45 ACP. На сегодняшний день мы обработали более шести миллионов раундов на наших машинах, и наши клиенты обнаружили, что конечный продукт превзошел их ожидания.
Конечный потребитель несет ответственность за проверку гильзы перед повторной загрузкой.

Brass Processing
УGreen Country Ammunition есть ЕСТЬ способ забрать вашу стреляную латунь и обменять ее на наличные деньги для вас и ваших клиентов. У нас есть оборудование и процессы для сортировки, мытья и обработки вашей латуни для ваших клиентов.
Обменяйте свою латуню на БЕСПЛАТНЫЕ патроны!
Вы можете обменять свою латунь на боеприпасы в нашем магазине или отправить их по почте для получения онлайн-кредита. Латунь можно обменять только на магазинный кредит.
Мы не принимаем стальные или алюминиевые кожухи. Никелированная латунь — это нормально.
НЕ разгерметизируйте латунь !!
Текущий обменный курс латуни:
1,50 доллара за фунт : 9 мм
2 доллара за фунт : 40, 223 / 5,56, 300 B / O, 308, 30-06, 357sig, 38 Special, 45GAP,
2,25 доллара за фунт : 380, 357маг, 44маг, 45ACP, 45colt, 10 мм
ВСЕ ДРУГИЕ калибры в настоящее время стоят 1,25 доллара за фунт.
Несортированная латунь — 0 долларов.80 / фунт
Неиспользуемая латунь чрезмерно потускнела, повреждена, раздавлена, чрезмерно вздута и т. Д. Будет цена лома, 0,90 долл. США / фунт
В магазине: Принесите отсортированную латунь в застежке-молнии или пакетах для продуктов, чтобы сотрудники могли быстро осмотреть и взвесить ваша латунь.
По почте: Мы настоятельно рекомендуем вам отправлять латунь в отслеживаемой упаковке, так как мы не несем ответственности за потерю латуни при транспортировке. Если вы отправляете латунь, воспользуйтесь формой ниже.
Ваша латунь будет взвешена, и ваш кредит на боеприпасы будет отправлен на EMAIL.Этот кредит является подарочной картой и будет действителен в течение
ОДИН ГОД и после даты выдачи. Ваша заслуга только в вашей латунной гири. Вам не будут возмещены расходы по доставке.Мы будем использовать вес, указанный на наших весах, вам не нужно предварительно взвешивать каждый калибр.
 Если вы отправляете несколько калибров, пожалуйста, рассортируйте их по пакетам с застежкой-молнией, иначе вы получите смешанный латунный тариф.
Если вы отправляете несколько калибров, пожалуйста, рассортируйте их по пакетам с застежкой-молнией, иначе вы получите смешанный латунный тариф.* ЕСЛИ У ВАС БОЛЕЕ 500 ФУНТОВ, ПОЖАЛУЙСТА, ПОЗВОНИТЕ СНАЧАЛА, ЧТОБЫ УБЕДИТЬСЯ, ЧТО МЫ ПРИНИМАЕМ.
Мы можем взять вашу латунь, независимо от ее размера или размера, отсортировать ее по калибру и подготовить выход продукции для отправки обратно вам. Это идеальное решение для диапазонов, которые продают латунь, оставшуюся на работе. Ставки обработки установлены на уровне 30 долларов за 1 000 для пистолета и 35 долларов за 1 000 для винтовки.
Могут потребоваться дополнительные требования к сортировке и могут потребоваться дополнительные сборы, если отправленный продукт несовместим с сортировкой.
Home
** Как всегда БЕСПЛАТНЫЙ ремешок для журналов со всеми покупками Blackout Brass **
Обращайтесь по электронной почте [электронная почта защищена] или на веб-сайте www Carolinabrass. net
net
* В ПРОДАЖЕ НА ЭТОЙ НЕДЕЛЕ !!!! *
N EW ITEM: 3D-головоломка с боеприпасами для пулемета $ 9 / ‘(электронная почта для индивидуальных заказов)
* — 300 Blackout Lake City $ 149 / 500
* — .223 5/56 NATO Magazine Bands 7/4
* — .308 / 7,62×51 латунь 119/500 долларов США ИЛИ 23/100 долларов США *
* 45 ACP 70 долларов США / k (ПРОДАНО)
* — 40 S&W 40 долларов США / k *
* — 9 мм 59 долларов США / k
В НАЛИЧИИ ГОТОВ К ОТПРАВКЕ
* — ОЗЕРО-СИТИ) — 159/500 $ !!!
* — 300 Blackout FRONTIER $ 145/500 (ПРОДАНО)
*.223 / 5,56 Диапазон Латунь 99 долл. США / тыс. (Необработанная, неочищенная) *
** 7,62×39 125 долл. США / 500 долл. США (несколько сотен имеющихся боксерских грунтовок)
** Обновленный список наличия, другая латунь, неочищенная дистанция обожженного состояния . ..
..
Свяжитесь с нами по электронной почте, чтобы заказать следующее [электронная почта защищена]
* 260 ACK IMP $ 3 (5 шт.) *
* 358 WIN MAG $ 3 (8 PCS) *
* 460 S&W 2 $ (8шт) *
* 7.5×54 $ 3 (6шт) *
** 224 Valkyrie 25 $ (54 штуки)
** Военные миксы могут содержать небольшое количество бердана, я постарался отсортировать.
УСЛУГИ ПРЕОБРАЗОВАНИЯ:
Мы предлагаем услуги преобразования .223 / 5.56 в 300 Blackout. Мы берем 0,15 доллара за каждого. Они полностью обрабатываются (обжимаются, очищаются, обрезаются, калибруются и полируются), и у нас обычно есть 2-дневный срок с момента получения. Мы сделаем любые штампы, которые вам нравятся, при условии, что они загрунтованы боксером * (TAA, GFL, ICC, S&B, IMI, LAPUA, слишком толстые и не делают хорошей латуни 300, FC Military также имеет тенденцию быть толще в зависимости от вашего патронника. вам может понадобиться снять фаску с латуни, но коммерческий FC в порядке) Все, что вам нужно сделать, это отправить нам латунь по почте, и мы заберем ее оттуда, мы выставим вам счет на основе законченного количества, когда мы закончим изготовление, плюс доставка назад.Это так просто !!!
вам может понадобиться снять фаску с латуни, но коммерческий FC в порядке) Все, что вам нужно сделать, это отправить нам латунь по почте, и мы заберем ее оттуда, мы выставим вам счет на основе законченного количества, когда мы закончим изготовление, плюс доставка назад.Это так просто !!!
* Мы взимаем 3 доллара США за сломанные штифты для снятия колпачков. Пожалуйста, проверьте свою латунь на наличие всех капсюлей боксера и убедитесь, что они все калибра .223 / 5.56, пожалуйста, не отправляйте пистолетную латунь и заряженные патроны вместе с латунью.
Чтобы разместить и заказать, нажмите вкладку ВЕБ-МАГАЗИН в правом верхнем углу или эту ссылку, если на сайте возникают какие-либо технические проблемы, пожалуйста, всегда пишите нам по адресу [электронная почта защищена] или звоните нам в любое время ( 843) 338-8711 / 8689, мы будем рады ответить на телефонные звонки или обработать заказы по электронной почте.
Мы принимаем кредитные карты через Paypal в нашем интернет-магазине, но мы также принимаем кредитные карты, а также денежный перевод или проверяем, хотите ли вы использовать какие-либо из них, просто напишите нам по электронной почте или позвоните нам.
|
|
 G.MECCANICA ориентирована на обслуживание клиентов в основном в Северной Европе, где надежность и качество составляют основу сотрудничества. Постоянно устойчивые технологические инвестиции отличают M.G.MECCANICA от других компаний .Наши сильные стороны — качество, производительность и гибкость.
G.MECCANICA ориентирована на обслуживание клиентов в основном в Северной Европе, где надежность и качество составляют основу сотрудничества. Постоянно устойчивые технологические инвестиции отличают M.G.MECCANICA от других компаний .Наши сильные стороны — качество, производительность и гибкость. 
Обработка дел
Обработка кейсов — очень важный шаг в успешной перезагрузке.Хотя подготовка дела включает множество процедур, вот некоторые важные основы, которые следует учитывать. Очистка гильзы, обрезка, удаление заусенцев после обрезки и очистка карманов грунтовки очень важны в процессе подготовки гильзы. Чтобы обеспечить высокое качество перезарядки, вы должны убедиться, что в гильзе нет грязи и мусора, и что он имеет правильный размер. Вы также должны удалить праймер (обычно это делается во время калибровки) и убедиться, что карман праймера готов к установке нового праймера.
Очистка гильзы, обрезка, удаление заусенцев после обрезки и очистка карманов грунтовки очень важны в процессе подготовки гильзы. Чтобы обеспечить высокое качество перезарядки, вы должны убедиться, что в гильзе нет грязи и мусора, и что он имеет правильный размер. Вы также должны удалить праймер (обычно это делается во время калибровки) и убедиться, что карман праймера готов к установке нового праймера.
Тупо выглядящий случай не имеет значения. Однако грязный футляр может снизить качество перезарядки. Размер грязного футляра сложнее изменить, и он может поцарапать штампы перезарядки и / или камеры, требующие преждевременной замены штампа или огнестрельного оружия. Ящики можно очистить несколькими способами. Тумблеры корпуса, вибрационные или вращающиеся, могут сделать грязную латунь похожей на новую. Тумблеры для ящиков подходят практически для любого бюджета и объема ящиков. Ультразвуковые очистители также отлично справятся со своей задачей и очистят карманы с грунтовкой, а также внутреннюю часть корпуса.
Гильзы растягиваются при выстреле, особенно гильзы для винтовок. Корпуса гильз часто укорачиваются при изменении размера, но при этом их шеи имеют тенденцию растягиваться. После однократного выстрела и калибровки гильза может растянуться до точки, пригодной для перезарядки. При некоторых обстоятельствах гильзу можно перезарядить и выстрелить четыре или пять раз, прежде чем ее длина превысит максимально допустимый размер. В любом случае часто бывает момент, когда гильзу нужно обрезать до рабочего размера, прежде чем ее можно будет перезагрузить.Гильзы для пистолетов редко растягиваются, как гильзы для винтовок; однако может потребоваться обрезка, чтобы все они были одинаковой длины. Триммеры требуют использования пилота соответствующего калибра для обеспечения точного выравнивания гильз во время процесса обрезки. Некоторые триммеры для футляров требуют использования подходящего держателя скорлупы. Точная длина корпуса имеет решающее значение для равномерного обжима и постоянного натяжения шеи, что ведет к повышению точности и плавности и надежности работы.
Во время обрезки на внутренней и внешней стороне горловины гильзы образуются заусенцы.Инструмент для удаления заусенцев быстро разглаживает корпус и готов к повторной загрузке. Перед первой перезагрузкой гильзы следует удалить заусенцы, особенно внутри горловины гильзы, даже если они не обрезаны. После снятия крышки осмотр кармана праймера обнаружит твердый, твердый черный налет. Если дать возможность накапливаться в чрезмерных количествах, этот осадок может помешать равномерной посадке грунтовки и, таким образом, вызвать неточность. Высокая грунтовка также может быть потенциальной опасностью. Этот отложение легко удаляется несколькими поворотами очистителя карманов праймера.
Как было сказано в начале этой статьи, существует множество различных шагов, которые необходимо учитывать при обработке латуни. Мы коснулись здесь лишь поверхности, но мы надеемся, что это дало новым пользователям возможность понять, что нужно для того, чтобы стать успешным перезагрузчиком. Если вы хотите глубже погрузиться в процесс перезарядки и понять, что нужно для того, чтобы взять отработанный кусок латуни и превратить его в точный патрон, обязательно ознакомьтесь с нашим Руководством по перезарядке 50-го издания.