Сварка алюминия со сталью
Надежный способ сваривание железа и алюминия через биметалл.
- Биметалл-это композиционный материал состоящий из нескольких слоев разнородных металлов.
Способы его изготовления путем одновременного проката через валы. Происходит диффузия молекул между слоями. Алюминирование горячим непрерывны и прерывным методом. Погружают в флюс металл, дают просохнуть, обрабатывают реакционным газом. Поверхность металла становится чистой и слегка пористой. После погружения в горячую ванну алюминиевого расплава держат до полного прогрева элемента и удерживаю некоторое время. Алюминий проникает в пористую поверхность. После элемент изымают и часть расплавленного металла закупоривается в поверхности образуется прочное соединения. Электролитический способ самый затратный и энергоемкий.
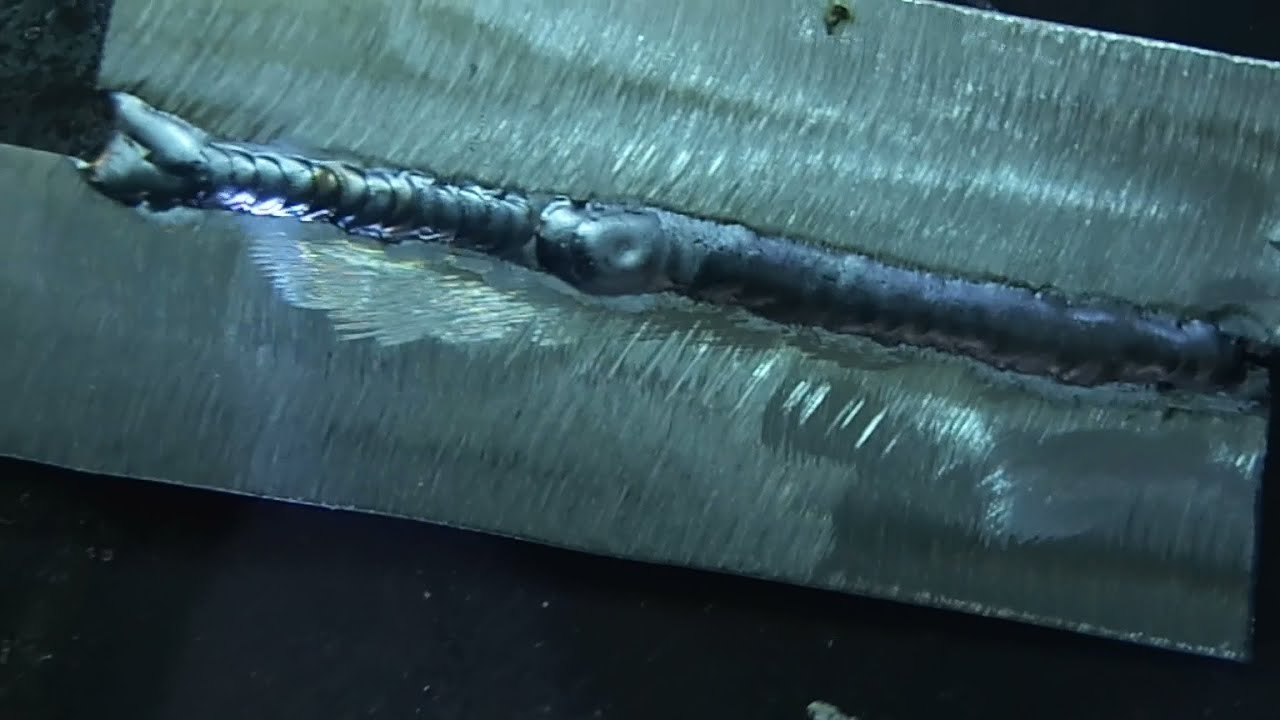
На примере рассмотрим как сварить алюминий со сталью. Возьмем брусок алюминиевый, биметалл состоящий из слоев алюминия и нужной нам стали, саму сталь.
- Привариваем сперва алюминий к алюминиевой подложки биметалла. При этом не перегреваем. А желательно лучше сваривать хорошим полуавтоматом сваркой MIG. Проволока тоже алюминиевая. Здесь и скорость большая и можно регулировать глубину проваривания. Затем даем остыть.
- После стальную часть пластины привариваем к самой стали. Уже проволокой для стали. Алюминий играет очень важную роль по отводу тепла. Если допустить перегревания метало особенно алюминий, то произойдет экзотермическая реакция со сталью. Образуется на границе сплавления очень хрупкое соединения FeAl3 и ему подобных.
На фотографии выглядит примерно так.
В разнородных сварках металла часто используют буферный металл или биметалл.
Бытует мнение что многим удавалась сварка алюминия со сталью. Весь процесс тщательно скрывают и показывают конечный результат.Одни действительно тестируют ломают и показывают что такое соединение не надежно.
На видео хорошо видно стальную заготовку.Кончик которой алюминизирован. В этом случае происходит проваривания алюминия с алюминиевым слоем на стали.
А что такое сварка каждый сварщик знает. Неразделимое соединение выполненное путем свариванием металла. А однородное оно или нет умалчивается.
А вот как соединить сталь с алюминием тут уже множество вариантов.Несколько из методов описывал на верху. Методом пайки осуществляют такие соединения с применением припоев. Клепочным способом. Самый бюджетный и простой на мой взгляд но не везде применимый. В судостроении там свою технологию не раскрывают по сварке алюминия и стали. А так в основном применяют тугоплавкие припои на основе серебра, с применением различных флюсов.
Сам заинтересован в методе сварки алюминия со сталью. Все об этом говорят изображают, показывают, снимают видео. А задокументировать и доказать о надежности такой сварки пока еще не осилили.
Сварка алюминия и его сплавов со сталью
Известен метод сварки алюминия и его сплавов со сталью. Для осуществления такой сварки производится цинкование места стальной детали, к которому требуется приварить алюминий. [c.171]Более сложно осуществлять сварку плавлением алюминия и его сплавов со сталью без биметалла. Непосредственная сварка алюминия со сталью, как правило, не дает положительных результатов. Шов получается хрупким вследствие образования интерметаллидов и большого различия физико-химических свойств соединяемых металлов. Удовлетворительное соединение алюминия со сталью возможно с применением цинкового покрытия. Наличие цинка на поверхности стали улучшает растекание алюминиевой присадки. Слой цинка толщиной до 30 мм предварительно наносят на сталь гальванически или горячим погружением.
Так, диффузионной сваркой не удается получить достаточно прочное соединение непосредственно алюминия и его сплавов со сталью в связи с образованием в зоне соединения интерметаллидов.
 Алюминиевый сплав АМц сваривают со сталью 15 через слой никеля, нанесенный гальваническим методом на поверхность стали с предварительно осажденным тем же методом подслоем меди. Сварку проводят на следующем режиме температура 550 °С, сварочное давление 14 МПа, время выдержки 2 мин. При механических испытаниях сварных соединений на растяжение разрушение происходит по алюминию.
[c.24]
Алюминиевый сплав АМц сваривают со сталью 15 через слой никеля, нанесенный гальваническим методом на поверхность стали с предварительно осажденным тем же методом подслоем меди. Сварку проводят на следующем режиме температура 550 °С, сварочное давление 14 МПа, время выдержки 2 мин. При механических испытаниях сварных соединений на растяжение разрушение происходит по алюминию.
[c.24]Особенности сварки алюминия и его сплавов. Алюминий и его сплавы имеют низкую температуру плавления (у чистого алюминия 660° С), высокую теплопроводность и электрическую проводимость, повышенный по сравнению со сталью коэффициент линейного расширения и более низкий модуль упругости. [c.403]
Алюминий применяется в строительстве и промышленности благодаря небольшой плотности (2,7 г/см ), примерно в 3 раза меньшей, чем у стали, повышенной хладостойкости, коррозионной стойкости в окислительных средах и на воздухе. Алюминий и его сплавы имеют низкую температуру плавления (660 °С для чистого алюминия), высокую электро- и теплопроводность, повышенный по сравнению со сталью коэффициент линейного расширения.
Специфические теплофизические свойства алюминия и его сплавов (высокие теплоёмкость, теплопроводность и скрытая теплота плавления при сравнительно низкой температуре плавления) определяют параметры процесса сварки.
Дуговую сварку с защитой дуги инертным газом (гелием или аргоном) применяют для производства тонкостенных труб (с прямым швом) диаметром 6—426 мм со стенкой толщиной 0,2—5 мм из высоколегированных сталей (нержавеющих и жаропрочных), никеля и его сплавов, а также из некоторых цветных металлов (алюминия, магния и др.) и их сплавов. Этим методом изго- [c.377]
Применение комбинированных сварных узлов из стали и алюминия или его сплавов в конструкциях различного назначения (в судостроении, авиационной и химической промышленности, машиностроении, вагоностроении, кислородном аппаратостроении и пр.) весьма перспективно, так как этим достигается наибольшая эффективность работы конструкции при одновременном значительном снижении веса. Однако промышленного способа непосредственного соединения сваркой стали с алюминием или его сплавами пока нет.
Титан и сплавы на его основе — сравнительно новый конструкционный материал, имеющий большое будущее благодаря высокой удельной прочности в интервале 450—500 °С и хорошую коррозионную стойкость во многих средах. По прочности и коррозионной стойкости этот материал в ряде случаев превосходит нержавеющую сталь. Титан — серебристо-белый легкий металл с плотностью 4,5 г/см (плотность на 40 % меньше стали и только на 70 % больше алюминия) и температурой плавления 1650—1670°С. Свойства титана и его высокая температура плавления требуют при сварке концентрированного источника теплоты. Однако более низкий коэффициент теплопроводности и более высокое электрическое сопротивление создают условия для потребления меньшего количества электроэнергии по сравнению со сваркой стали и, особенно, алюминия.
Холодная сварка позволяет осуществлять соединения алюминия и многих его сплавов, меди, никеля, свинца, цинка кадмия, серебра, титана и других металлов, но практически пока ею можно осуществлять прочные и надежные соединения алюминия и некоторых его сплавов, меди и меди с алюминием. В тех случаях, когда необходимо получить герметичное соединение и не предъявляется высоких требований к его механической прочности, холодная сварка применяется для соединения меди с коваром и меди со сталью. Возможность использования холодной сварки для соединения разнородных металлов, таких, например, как медь с алюминием, представляет особый интерес для электромашиностроительной промышленности, где в связи с актуальностью задачи по замене меди алюминием, возникает необходимость в оконцевании выводов алюминиевых токопроводящих деталей медью, что лучше всего осуществлять этим способом. Холодную сварку удобно применять для соединения деталей, имеющих электрическую изоляцию, и для работы в огне- и взрывоопасной среде.
[c.3]
В тех случаях, когда необходимо получить герметичное соединение и не предъявляется высоких требований к его механической прочности, холодная сварка применяется для соединения меди с коваром и меди со сталью. Возможность использования холодной сварки для соединения разнородных металлов, таких, например, как медь с алюминием, представляет особый интерес для электромашиностроительной промышленности, где в связи с актуальностью задачи по замене меди алюминием, возникает необходимость в оконцевании выводов алюминиевых токопроводящих деталей медью, что лучше всего осуществлять этим способом. Холодную сварку удобно применять для соединения деталей, имеющих электрическую изоляцию, и для работы в огне- и взрывоопасной среде.
[c.3]
Предложено осуществлять сварку трением таких металлов через прослойку из третьего металла, хорошо соединяющегося с каждым из первых двух металлов. В частности, легированные алюминиевые сплавы успешно соединяются со сталями через прослойку из технически чистого алюминия. Технология получения таких соединений состоит из двух последовательных циклов сварки алюминиевый сплав с технически чистым алюминием и технически чистый алюминий со сталью. При этом осевой размер оставляемого перед вторым циклом сварки технически чистого алюминия должен обеспечить требующуюся конечную толщину прослойки и необходимое для сварки укорочение алюминия в процессе его осевой пластической деформации.
[c.104]
Технология получения таких соединений состоит из двух последовательных циклов сварки алюминиевый сплав с технически чистым алюминием и технически чистый алюминий со сталью. При этом осевой размер оставляемого перед вторым циклом сварки технически чистого алюминия должен обеспечить требующуюся конечную толщину прослойки и необходимое для сварки укорочение алюминия в процессе его осевой пластической деформации.
[c.104]
Бельчук Г. А. Дуговая сварка алюминия и его сплавов со сталью при нанесении с.лоя алюминия на сталь нагревом высокой частоты. Труды ЛКИ. Вып. XXXVI, 1962. [c.227]
Серия горелок АР разрабатывается НИАТ. Комплект АР-10 состоит из малой, средней и большой горелок, причем малая имеет воздушное, а средняя и большая — водяное охлаждение. Для токов до 160 А имеется керамическое сопло, для больших токов — металлический наконечник. Г орелка работает на постоянном и переменном токах. Горелки ГРАД отличаются высокой надежностью, небольшими размерами и малой массой. Они имеют алюминиевый корпус, в котором смонтирован газовый клапан, комплект керамических сопел н сменных цанг работают на постоянном и переменном токах. 1 орел-ки МГ-3 и МГВ-1 разработаны НИКИМТ, широко используются в строительно-монтажных организациях. Горелка МГ-3 имеет естественное (воздушное) охлаждение и изолированное сопло. Горелка МГВ-1 с водяным охлаждением работает на токах до 400 А. Горелки РГА предназначены для сварки стыковых и угловых швов изделий из нержавеюших, жаропрочных сталей и легких сплавов в любом пространственном положении, со сварочной проволокой и без нее, на переменном и постоянном токах. Горелки оснащены керамическими соплами, а горелка РГА-400 дополнительно снабжена металличе ским изолированным соплом с водяным охлаждением. Горелка ГРСТ-1 предназначена для ручной трехфазной сварки деталей пз алюминия и его сплавов толщиной до 8 мм. Конструкция горелки предусматривает замену наконечников, цанг и вольфрамовых элек-
[c.
Горелки ГРАД отличаются высокой надежностью, небольшими размерами и малой массой. Они имеют алюминиевый корпус, в котором смонтирован газовый клапан, комплект керамических сопел н сменных цанг работают на постоянном и переменном токах. 1 орел-ки МГ-3 и МГВ-1 разработаны НИКИМТ, широко используются в строительно-монтажных организациях. Горелка МГ-3 имеет естественное (воздушное) охлаждение и изолированное сопло. Горелка МГВ-1 с водяным охлаждением работает на токах до 400 А. Горелки РГА предназначены для сварки стыковых и угловых швов изделий из нержавеюших, жаропрочных сталей и легких сплавов в любом пространственном положении, со сварочной проволокой и без нее, на переменном и постоянном токах. Горелки оснащены керамическими соплами, а горелка РГА-400 дополнительно снабжена металличе ским изолированным соплом с водяным охлаждением. Горелка ГРСТ-1 предназначена для ручной трехфазной сварки деталей пз алюминия и его сплавов толщиной до 8 мм. Конструкция горелки предусматривает замену наконечников, цанг и вольфрамовых элек-
[c.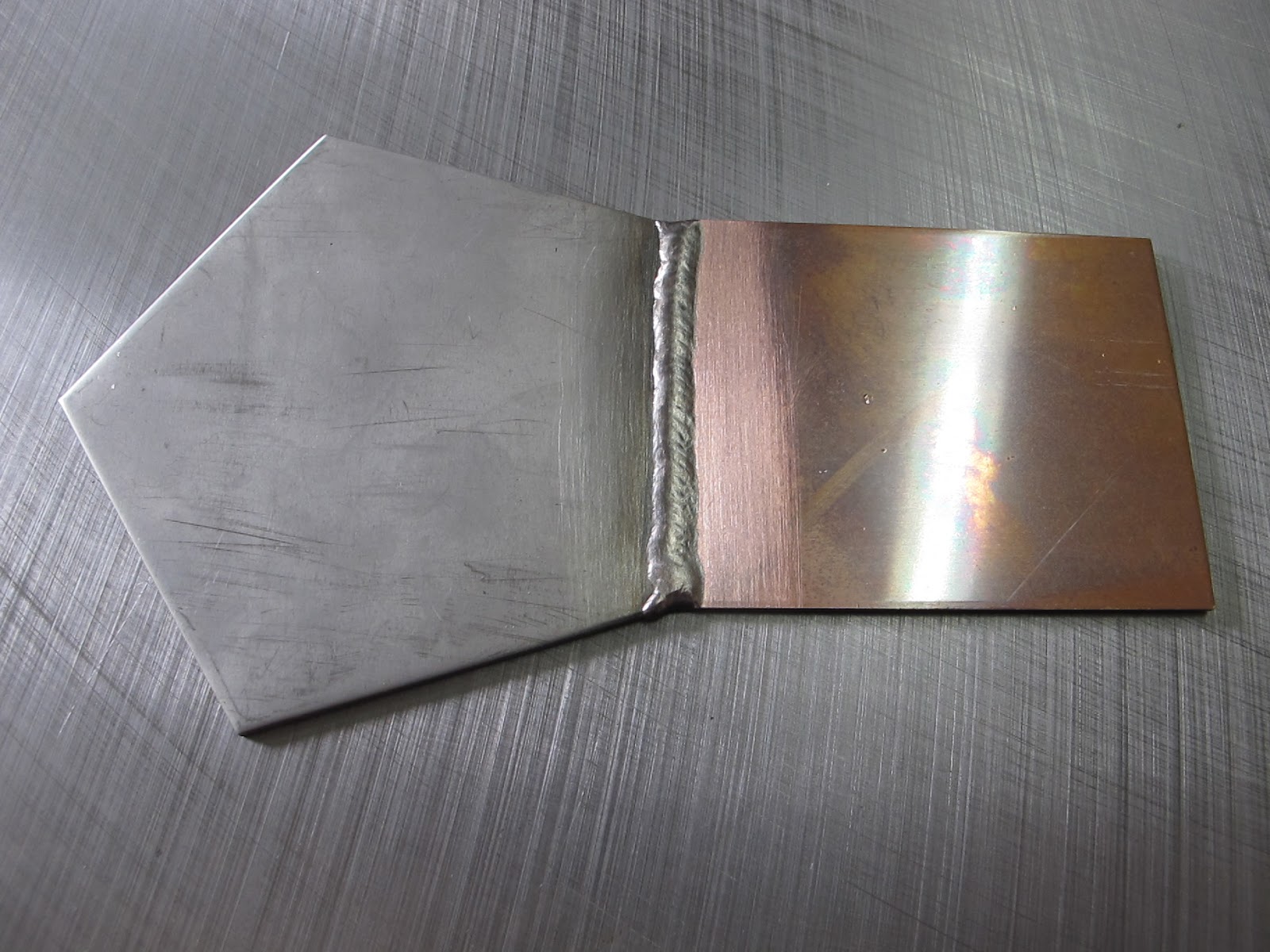 249]
249]
При сварке некоторых металлов, значительно отличающихся физическими свойствами (например, алюминий + сталь медь + — — титан), в зоне контакта образуются металлические соединения (интерметаллиды) толщиной порядка до 10 мкм. Уменьшение толщины таких прослоек частично достигается при использовании относительно больших давлений осадки. Весьма рациональна операция торцования контактных поверхностей, выполняемая путем протачивания их в зажимах самой сварочной машины. При сварке разнородных металлов следует избегать осевого биения более 0,15 мм. В настоящее время исследован и разработан процесс сварки трением быстрорежущих сталей с поделочными, аусте-нптных с перлитными, жаропрочных сталей с поделочными, алюминия и некоторых его сплавов со сталями разных марок, титаном, [c.103]
Алюминий и его сплавы по сравнению со сталями обладают специфическими свойствами, которые усложняют процесс сварки. К таким свойствам следует отнести следующие высокую степень сродства к кислороду и образование, прочного оксида алюминия (А12О3) в виде
[c. 112]
112]
По прочности и коррозионной стойкости титан и его сплавы в ряде случаев превосходят нержавеющую сталь Х18Н19. Титан химически стоек, имеет в 4 раза меньший коэффициент теплопроводности и в 5 раз более высокое электрическое сопротивление по сравнению со сталью, поэтому для его сварки тратится меньше электрической энергии, чем для стали и алюминия. Однако высокая температура плавления требует при сварке применять более концентрированные источники [c.13]
Холодная сварка — способ соединения с пластической деформацией деталей без специального нагрева. Для соединения деталей на воздухе при этом способе необходима большая, а в глубоком вакууме незначительная деформация. С увеличением степени деформации пластичность металла (в частности, алюминия) падает, а прочность и пластичность его соединений повышаются (рис. 69). Холодной сваркой можно соединять медь, свинец, серебро, железо с алюминием, никелем и медью, медь со сталью 1Х18Н9Т, серебро с медью и его сплавами, алюминий с никелем, цинком, оловом, кадмием, цирконий со сталями и алюминием, а также чувствительные к перегреву молибден, титан и упрочненные алюминиевые сплавы между собой. Из-за наклепа и упругих напряжений холодной сваркой трудно сваривается железо, ниобий, а также сплавы ВТ1 и АМгб.
[c.101]
Из-за наклепа и упругих напряжений холодной сваркой трудно сваривается железо, ниобий, а также сплавы ВТ1 и АМгб.
[c.101]
Особенности сварки сплава 0Т4 с коррозионно-стойкими сталями исследованы на примере его соединения со сталями 12Х18Н10Т и Х22Н6Т. Механические свойства соединений во многом напоминают свойства чистых металлов. По данным послойного спектрального анализа, взаимная диффузия железа и титэ[на при сварке сплавов со сталями сопровождается диффузией хрома, алюминия и никеля. Причем в переходной зоне концентрируются хром и алюминий. Изме- [c.156]
Сварка стали. При условии соблюдения всех приведенных выше указаний сварка стали обыкновенного качества, как напримеп применяемой в котлостро-ении, не представляет никаких особенных затруднений. Иначе однако обстоит дело со сваркой легированных сталей. С повышением в стали содержания углерода сваривать ее становится труднее. Электродами, богатыми углеродом, применяемыми для твердых С. , можно сваривать лишь при обратной полярности (- — на электроде). Наоборот, сталь с присадкой никеля и марганца сваривается особенно хорошо. Эти металлы, как и хром, влияют на сплав в том направлении, что он сохраняет свою структуру, полученную при нагреве, также и по охлаждении до комнатной Г, благодаря чему ему можно придать вязкость и легкую обрабатываемость. Одновременно с этим такое состояние характеризуется и немагнитностью. Подобные стали называются аустенитовыми. Они служат также для изготовления нержавеющих сталей. Другие присадки, как вольфрам, олово, алюминий, мышьяк и титан, если только содержание их в сплаве превышает известный процент, чувствительно понижают степень его пригодности к свариванию. К нежелательным примесям при дуговой С.относятся также сера и фосфор,общее содержание к-рых в стали не должно превышать 0,06 %. Фосфор один не влияет на С., но может привести к холодно-ломкости. Т. о., если дело идет о С. высококачественных сталей, сварщик весьма заинтересован в их составе.
, можно сваривать лишь при обратной полярности (- — на электроде). Наоборот, сталь с присадкой никеля и марганца сваривается особенно хорошо. Эти металлы, как и хром, влияют на сплав в том направлении, что он сохраняет свою структуру, полученную при нагреве, также и по охлаждении до комнатной Г, благодаря чему ему можно придать вязкость и легкую обрабатываемость. Одновременно с этим такое состояние характеризуется и немагнитностью. Подобные стали называются аустенитовыми. Они служат также для изготовления нержавеющих сталей. Другие присадки, как вольфрам, олово, алюминий, мышьяк и титан, если только содержание их в сплаве превышает известный процент, чувствительно понижают степень его пригодности к свариванию. К нежелательным примесям при дуговой С.относятся также сера и фосфор,общее содержание к-рых в стали не должно превышать 0,06 %. Фосфор один не влияет на С., но может привести к холодно-ломкости. Т. о., если дело идет о С. высококачественных сталей, сварщик весьма заинтересован в их составе. В общем требуется, чтобы для С. применялись по возможности только хорошо свариваемые аустенитовые стали. Поглощение газов всегда вредно отражается на С., кислород ведет к хрупкости, а азот—к образованию неплотной, сильна
[c.117]
В общем требуется, чтобы для С. применялись по возможности только хорошо свариваемые аустенитовые стали. Поглощение газов всегда вредно отражается на С., кислород ведет к хрупкости, а азот—к образованию неплотной, сильна
[c.117]
Сварка алюминия со сталью. Статьи компании «АБизнес. Сварочная техника»
Термины:
GMAW (MIG) — дуговая сварка стальным плавящимся электродом в среде инертного газа.
GTAW (TIG) — дуговая сварка неплавящимся вольфрамовым электродом в среде инертного газа.
В то время как алюминий сравнительно легко скрепляется с большинством металлов адгезивным соединением или механическими способами, для дуговой сварки алюминия с другими металлами, такими как сталь, необходимы особые технологии.
При непосредственном приваривании к алюминию методом дуговой сварки таких металлов, как сталь, медь, магний и титан, образуются очень хрупкие интерметаллические соединения. Чтобы избежать формирования таких хрупких составов, были разработаны специальные средства, позволяющие изолировать второй металл от расплавленного алюминия во время дуговой сварки.
Два самых распространенных метода дугового сваривания алюминия со сталью — использование биметаллических переходных вставок и покрытие разнородным материалом перед сваркой.
Биметаллические переходные вставки.
В продаже доступны биметаллические переходные материалы для сваривания алюминия с такими металлами, как сталь, нержавеющая сталь и медь. Такие вставки представляют собой элементы из алюминия, к которому уже прикреплен другой материал. Для скрепления этих разнородных материалов в биметаллическую переходную вставку обычно используются такие методы, как прокатка, сварка взрывом, трением, оплавлением или давлением с подогревом, но не дуговая сварка.
Для дуговой сварки переходных вставок из стали и алюминия можно использовать обычные технологии, такие как GMAW и GTAW. Стальная сторона вставки приваривается к стали, а алюминиевая — к алюминию. При сварке следует избегать перегрева вставок, так как это может привести к образованию хрупкого интерметаллического соединения на стыке стали и алюминия внутри вставки. Рекомендуется начинать со сварки алюминия с алюминием. Это позволяет увеличить отвод тепла при сварке стали со сталью и тем самым избежать перегрева на участке соприкосновения стали с алюминием.
Сварка с использованием биметаллических переходных вставок — распространенный метод скрепления алюминия и стали, который часто применяется для обеспечения сварных соединений высокого качества в строительной отрасли.
Эта технология используется для приваривания алюминиевых палубных рубок к стальным палубам на судах, в трубных решетках теплообменников, состоящих из алюминиевых труб и решеток из обычной и нержавеющей стали, а также для формирования сварных швов между алюминиевыми и стальными трубами с использованием дуговой сварки.
Покрытие разнородными материалами перед сваркой.
Чтобы упростить дуговую сварку стали с алюминием, на сталь можно нанести покрытие. Одним из вариантов является нанесение покрытия из алюминия. Для этого иногда применяется метод покрытия погружением (в расплав алюминия) или пайка алюминия на стальную поверхность. После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью).
После нанесения покрытия стальной элемент можно приваривать к алюминиевому методом дуговой сварки (при этом необходимо избегать соприкосновения дуги со сталью).
При такой технологии сварки используются особые приемы, которые помогают направить дугу на алюминиевый элемент и позволяют расплавленному алюминию из зоны сварки стечь на стальной элемент с алюминиевым покрытием.
Еще один метод соединения алюминия со сталью предполагает покрытие стальной поверхности серебряным припоем. После этого выполняется сварка соединения с использованием алюминиевого присадочного сплава (при этом необходимо избегать прожигания слоя из серебряного припоя).
Методы сварки на основе покрытия обычно не применяются в случаях, если необходимо обеспечить высокую механическую прочность соединения. Они используются только для герметизации.
Холодная сварка алюминия
Легкий металл, один из самых используемых в истории цивилизации (хотя в промышленных масштабах всего полтора столетия), устойчивый к коррозии, податливый в механической обработке, пластичный, с отличной теплопроводностью. Это – алюминий.
Это – алюминий.
Получить сложные изделия из алюминия можно литьем и с использованием сварки (ручной, полуавтоматической, аргонно-дуговой).
Альтернативой классическим методам сварки является сварка алюминия холодным способом. Этот метод активно применяется в промышленности (для сварки корпусов электронных и других приборов, кабелей, ремонта и восстановления поверхностей, изготовления каркасов, подставок, изделий бытового назначения) и в домашних мастерских. Для автомобилистов – это незаменимая вещь (ремонт радиаторов, головки блока цилиндров, аккумуляторов, трещин и отверстий на корпусах деталей).
Преимущества холодной сварки:
- возможность ремонта изделий, нагревать которые нельзя;
- удешевление работ за счет снижения количества отходов материала до 10 раз;
- возможность сварки без использования флюсов;
- становятся доступными работы в пожароопасных местах;
- возможность стыковки проводов без нарушения и оплавления изоляционного покрытия;
- способность получать сварное соединение со сталью и другими пластичными металлами.


Оборудование для холодной сварки:
- механизмы для необходимого закрепления деталей;
- гидравлический или механический привод для создания требуемого давления в местах сварки;
- механизмы и станки для выполнения работ.
Методы сварки алюминия холодным способом
Стыковой
Последовательность операций следующая. Алюминиевые заготовки фиксируются в губках зажимных устройств. Для максимального давления торцов деталей друг на друга на зажимы оказывается осевое давление. В результате образуется соединение (сваривание) заготовок на молекулярном уровне. Длина зажимов играет ограничивающую роль, сварка длинных и габаритных деталей становится невозможной. Иногда при таком методе используются толкающие пуансоны, зажимных губок нет – используют направляющие втулки. Неудобства возникают при извлечении готового изделия из втулки, потому что на этом участке деформация максимальная. Второе неудобство – удаление, полученного на поверхностях деталей облоя, затруднено. Стыковым методом надежно соединяют алюминиевую проволоку, прутки для сварки, иногда трубы. Свариваемые детали могут иметь сечение до 30 квадратных миллиметров.
Стыковым методом надежно соединяют алюминиевую проволоку, прутки для сварки, иногда трубы. Свариваемые детали могут иметь сечение до 30 квадратных миллиметров.
Точечный
Самый распространенный, обычно не требующий специальных зажимных устройств, исключающий сильную деформацию алюминия в точках соединения метод. Обязательным является наличие пуансона – с его помощью в точке сварки формируется необходимое для пластической деформации (то есть сварки) давление. На подготовительном этапе заготовки кладут внахлест краями. Производится разметка промежутков сварки (при необходимости). Затем, используя пуансон, выполняют основную операцию сварки. Размер сварной точки определяется соответствующим размером подвижной части пуансона. Метод применим для негерметичной сварки листового металла до 15 мм.
Шовный
Этот метод применим для герметичного соединения листов металла без ограничения длины непрерывного сварного шва. Работа проводится на фрезерном или настольном ручном станке с помощью кольцевидных пуансонов или вращающихся роликов. Состыкованные зачищенные детали помещаются между роликами. После сдавливания и вращения роликов детали свариваются при протяжке. При одностороннем способе давление создается между одним роликом и опорой. При двухстороннем – между парой роликов. В сечении шва толщина уменьшается – это ослабляет сопротивляемость изделий к перегибу в месте сварки, приводит к искривлениям. Поэтому целесообразно рабочую поверхность применяемых роликов увеличить в диаметре.
Состыкованные зачищенные детали помещаются между роликами. После сдавливания и вращения роликов детали свариваются при протяжке. При одностороннем способе давление создается между одним роликом и опорой. При двухстороннем – между парой роликов. В сечении шва толщина уменьшается – это ослабляет сопротивляемость изделий к перегибу в месте сварки, приводит к искривлениям. Поэтому целесообразно рабочую поверхность применяемых роликов увеличить в диаметре.
Сварка специальными клеящими составами
Рассмотрим самый молодой метод холодной сварки подробнее.
Доступный в строительных и хозяйственных магазинах клей «холодная сварка» может продаваться в одно- и двухкомпонентном виде. Основным его компонентом, отвечающим за пластичность и однородность всего состава, является эпоксидная смола. Другими наполнителями являются металлические порошки и специфические присадки для придания клею нужных характеристик и свойств (улучшение адгезии, повышение прочности, устойчивости к разрушающим агрессивным средам и критическим температурам).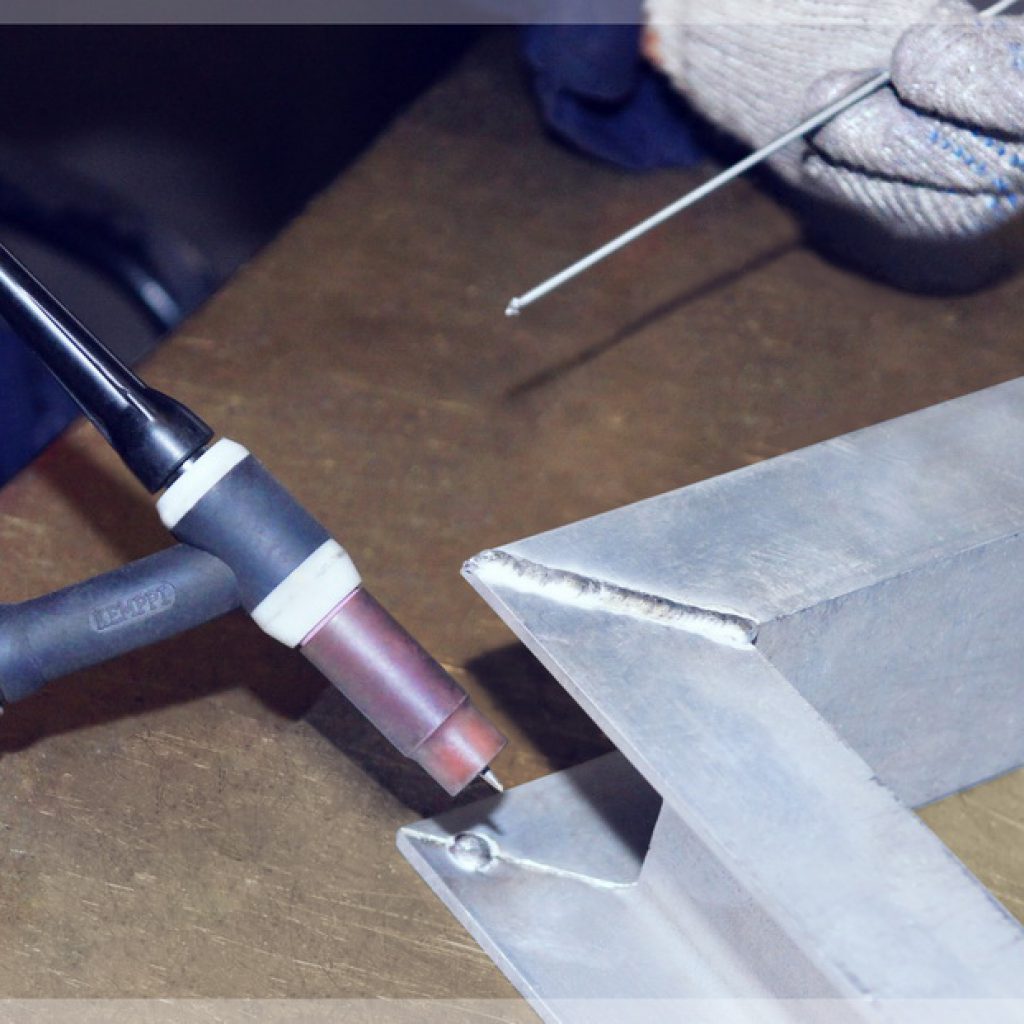
Приобрести холодную сварку можно в виде мастики, помещенной в цилиндрический тубус, или двухкомпонентной жидкости.
Подготовка к работе этих исполнений отличается:
- Похожую на пластилин мастику отделяют в необходимом количестве от основного бруска поперечным перпендикулярным резом. Затем тщательно разминают в руках. Готовая субстанция прекрасно поддается лепке.
- Во втором случае оба компонента перемешиваются в неметаллической емкости. Однородная масса готова к нанесению шпателем.
Основными усредненными характеристиками всей представленной линейки продукции являются:
- объем производственной упаковки – 57/115 грамм;
- время высыхания: первичное – 30 минут; полное – 5 часов;
- температурные пределы эксплуатации: минимальный — -40 градусов; максимальный — +300 градусов.
Внесение определенных наполнителей может изменять основные параметры клея для его узконаправленного применения.
Выбор холодной сварки
Правильный выбор марки холодной сварки является залогом получения качественного соединения. Сравнивайте параметры предлагаемого ассортимента клея с необходимыми для конкретного вида работы. Обратите внимание на универсальные составы для склеивания алюминия с другими материалами. Внимательно читайте инструкции, советуйтесь с продавцом-консультантом, изучайте отзывы и рекомендации пользователей данного товара. В выборе поможет и информация из «всемирной паутины». Обратите внимание на самые распространенные марки холодной сварки для алюминия: Weicon, Poxipol, Mastix, Devcon, Permatex, Loctite.
Сравнивайте параметры предлагаемого ассортимента клея с необходимыми для конкретного вида работы. Обратите внимание на универсальные составы для склеивания алюминия с другими материалами. Внимательно читайте инструкции, советуйтесь с продавцом-консультантом, изучайте отзывы и рекомендации пользователей данного товара. В выборе поможет и информация из «всемирной паутины». Обратите внимание на самые распространенные марки холодной сварки для алюминия: Weicon, Poxipol, Mastix, Devcon, Permatex, Loctite.
Нюансы работы с холодной сваркой
- Все процедуры с использованием холодной сварки проводятся в защитных перчатках и респираторе.
- Подготавливая смесь к работе пользуйтесь неметаллическими инструментами или предметами, чтобы клей не начинал взаимодействие еще до своего использования по назначению.
- Рабочие поверхности должны быть очищены от пыли, налета, мусора и обезжирены.
- После работы остатки клеевой массы сразу убираются или счищаются, ведь после их высыхания удаление становится длительной и трудоемкой операцией.
- Состав, полученный из двух жидких компонентов, сохнет дольше – обязательно учитывайте это перед началом эксплуатации склеенного или восстановленного изделия.
- При восстановлении глубоких дефектов или утраченных поверхностей нанесение клеящей массы выполняется слоями. Для каждого слоя, не превышающего 5 мм, необходимо выдержать цикл полного высыхания.
- Применение холодной сварки ограничивается в условиях высоких температур, повышенного давления восстанавливаемых емкостей и трубопроводов, агрессивности среды дальнейшей эксплуатации изделий.

Сварка алюминия и стали — советы по улучшению результатов
Чем сварка алюминия отличается от сварки стали?
Чем сварка алюминия отличается от сварки углеродистой стали? Эти два материала во многом различаются, что влияет на подготовку к сварке и методы, используемые во время сварки.
Углеродистая сталь часто более терпима к определенным методам, но это не означает, что сварка алюминия должна быть более сложной. Узнайте больше о важных различиях между алюминием и углеродистой сталью и получите советы по оптимизации результатов.
Узнайте больше о важных различиях между алюминием и углеродистой сталью и получите советы по оптимизации результатов.
1. Очистка, подготовка к сварке и хранение
В то время как некоторые виды углеродистой стали позволяют сваривать ржавчину или грязь на материале, алюминий необходимо очистить перед сваркой, чтобы получить хорошие результаты.
Убедитесь, что алюминиевая основа сухая, обезжирьте ее чистым полотенцем и удалите оксидный слой с поверхности материала щеткой из нержавеющей стали. Попытка сварки поверх оксидного слоя приведет к пористости. Также не забудьте очистить материал в местах соединения сварных швов, чтобы избежать пористости или несплавления.
Надлежащее хранение играет важную роль при использовании алюминиевых базовых материалов и присадочных металлов. Следите за уровнем влажности в местах хранения алюминия и держите материал сухим. Храните алюминиевую основу в вертикальном положении, чтобы влажность не задерживала влагу между деталями. Чем больше вы соблюдаете надлежащие процедуры хранения алюминия, тем меньше работы вам придется приложить для его очистки, когда вы хотите сварить его. В то время как правильное хранение важно для углеродистой стали, оно еще более важно для алюминия.
Чем больше вы соблюдаете надлежащие процедуры хранения алюминия, тем меньше работы вам придется приложить для его очистки, когда вы хотите сварить его. В то время как правильное хранение важно для углеродистой стали, оно еще более важно для алюминия.
2. Проблемы с пористостью
Причины пористости алюминия и углеродистой стали сильно отличаются.
Оксидный слой материала является основной причиной пористости алюминия. Этот слой гидратированного оксида поглощает влагу, которая удерживает водород, что приводит к пористости. Сварочная ванна, которая замерзает быстрее с алюминием, удерживая водород в сварном шве, является еще одной основной причиной пористости сварного шва.
При сварке алюминия установите достаточно высокую температуру, чтобы лужа дольше оставалась жидкой, позволяя водороду выйти.Использование защитного газа на основе смеси гелия также может помочь уменьшить содержание водорода.
В случае углеродистой стали пористость возникает из-за присутствия в сварном шве окиси углерода и азота. Чтобы бороться с этим, выбирайте стальные присадочные металлы, содержащие раскислители, которые помогают связывать кислород и препятствуют образованию пористости.
Чтобы бороться с этим, выбирайте стальные присадочные металлы, содержащие раскислители, которые помогают связывать кислород и препятствуют образованию пористости.
3. Теплоотвод
Физические свойства алюминия и углеродистой стали означают, что эти два материала по-разному справляются с нагревом.
Алюминий быстрее отводит тепло и хочет распределить его по всей детали, в то время как углеродистая сталь распределяет тепло не так быстро.Это делает алюминий менее терпимым к ошибкам (таким как использование слишком большого количества тепла) во время сварки, особенно на очень тонких материалах.
Одной из распространенных ошибок при работе с алюминием является использование проволоки меньшего размера. Вам нужен провод, достаточно большой, чтобы нести более высокие силы тока, чтобы преодолеть теплоотвод. Хотя вы можете использовать проволоку диаметром 0,035 дюйма на стали толщиной 1/4 дюйма, этот размер проволоки может оказаться недостаточно большим для такой же толщины алюминия.
Правильный угол соединения также имеет решающее значение при работе с алюминием для решения проблем теплоотвода.Включенные углы на соединениях для сварных швов с разделкой кромок обычно больше, чем у стали. Углы сварного шва с разделкой кромок должны быть достаточно большими, чтобы вместить необходимое количество присадочного металла, необходимого для достижения необходимой силы тока для надлежащего плавления в процессе MIG. Слишком малые углы канавки могут вызвать проблемы с профилем валика, а также отсутствие дефектов сплавления. Слишком большие углы канавки могут потребовать чрезмерного количества наполнителя, что увеличивает затраты и потенциально увеличивает искажения. Американское общество сварщиков (AWS) D1.2 Кодекс сварки конструкционного алюминия содержит некоторые рекомендуемые конструкции соединений для алюминия.
4. Различия в кормлении
Подачу алюминиевой проволоки через сварочный пистолет часто сравнивают с проталкиванием мокрой лапши. Алюминий — более мягкий материал, поэтому для достижения успеха требуется правильное сочетание пистолета, механизма подачи и расходных материалов.
Алюминий — более мягкий материал, поэтому для достижения успеха требуется правильное сочетание пистолета, механизма подачи и расходных материалов.
Используйте двухтактную систему подачи алюминиевой проволоки или намотчик, оба из которых позволяют подавать алюминиевую проволоку на большое расстояние без ее коробления.Кроме того, операторы обычно используют приводные ролики с U-образными канавками и алюминием.
Поскольку алюминий очень восприимчив к растрескиванию по центральной линии из-за кратерных трещин, ищите питатель, который обеспечивает горячий старт и кратерную обработку. Эти особенности помогают предотвратить растрескивание алюминиевых сварных швов.
Обычно при сварке стали рекомендуется использовать гладкие V-образные и V-образные приводные ролики (в зависимости от типа проволоки). Гладкие V-образные приводные ролики часто используются для сплошной проволоки, а V-образные приводные ролики с накаткой используются для проволоки с металлическим сердечником или порошковой проволокой. Использование любого из этих типов приводных роликов на алюминии может привести к чрезмерной деформации и срезанию проволоки.
Использование любого из этих типов приводных роликов на алюминии может привести к чрезмерной деформации и срезанию проволоки.
Чрезмерное давление на приводные ролики также может вызвать проблемы со стружкой и подачей стали. Давление приводного ролика должно быть достаточно сильным, чтобы свернуть проволоку на непроводящей поверхности в круги размером с мускусную дыню без проскальзывания проволоки в приводных роликах.
Можно ли сваривать алюминий со сталью? – Welders Lab
Все в сварке имеет процесс.Вы обнаружите, что в сварке есть вещи, которые обычно не рекомендуются в качестве обычной практики, в то время как другие вещи просто требуют некоторой техники и ноу-хау, чтобы заставить их работать эффективно.
В начале своей карьеры сварщика я понял, что наилучшие сварные швы получаются при использовании одинаковых материалов и металлов, а не при попытке соединить металлы, сильно отличающиеся друг от друга.
В то же время я быстро понял, что мир неидеален, и мы должны приспосабливаться к материалам, которые есть под рукой и доступны для выполнения сварочных работ в любой момент времени./806e871b3b31d0a.ru.s.siteapi.org/img/82da9cfff8746632c0888a1f383a27986ae783e6.JPG)
В идеальном мире я бы сварил алюминий с алюминием и сталь со сталью, но я не могу сосчитать больше раз, когда мне приходилось импровизировать и сваривать два металла, которые по своей природе не похожи, но могут быть сварены вместе. если вы знаете, как заставить их работать.
Можно ли сваривать алюминий со сталью? Да, вы можете сваривать алюминий со сталью и наоборот, но для того, чтобы получить надлежащий сварной шов, вам нужно проплавить и сплавить, иначе вы просто потеряете время.
Так как же это сделать? Не волнуйтесь, мы вас прикроем! В этом руководстве мы познакомим вас с процессом сварки алюминия со сталью и расскажем, как должен выглядеть ваш процесс, а также чего ожидать в процессе.Подготовьте свой сварочный аппарат TIG, потому что мы собираемся запустить его в работу!
Я надеюсь, что вы будете со мной, когда мы поговорим о том, как сварить алюминий со сталью.
Можете ли вы приварить алюминий к стали? Полное руководство
Возможно, вы уже знаете, что алюминий может быть сложным металлом для работы, поскольку он тонкий и несколько чувствительный.
Работа с алюминием требует навыков и осторожности и, возможно, даже практики, но этому может научиться любой сварщик, поэтому мы здесь, верно?
Вы можете сваривать алюминий со сталью, просто нужно понимать процесс и использовать правильные материалы.
Для этой цели имеются специальные стержни.
Процесс сварки алюминия со сталью
Во-первых, вы должны убедиться, что у вас есть подходящие инструменты и принадлежности. Когда вы свариваете алюминий со сталью, вы должны позаботиться о выборе стержней и материалов. Я рекомендую использовать сварочный аппарат TIG для самого простого и эффективного подхода.
Видите ли, алюминий хорошо сцепляется с рядом материалов. Проблема возникает, когда вы пытаетесь соединить алюминий со сталью.Но это не невозможно, просто нужно немного практики и знания правильной техники.
Что вызывает проблему? В смеси алюминия со стальными материалами есть что-то такое, что вызывает реакцию между двумя соединениями. Эта реакция создает хрупкие детали, представляющие собой смесь двух металлов. Обычно этого можно избежать, используя биметаллическую переходную деталь или соответствующий стержень для изготовления стержня.
Эта реакция создает хрупкие детали, представляющие собой смесь двух металлов. Обычно этого можно избежать, используя биметаллическую переходную деталь или соответствующий стержень для изготовления стержня.
Сварка алюминия со сталью не редкость.Вы можете найти это на палубах кораблей и стальных трубопроводах каждый день. Другой потенциальный метод, который может помочь, — это покрытие стали погружением. Это специальное покрытие делает сталь более похожей на алюминий в процессе сварки.
Вот несколько шагов, которые вы должны выполнить на протяжении всего процесса.
1. Защитное снаряжение
Помните, что при сварке алюминия выделяются вредные для вас пары. Прежде чем приступить к процессу, убедитесь, что у вас наготове надлежащее защитное снаряжение.
Возьмите перчатки, маску для лица, сварочный шлем и все, что вам может понадобиться для защиты во время процесса.
2. Подготовьте поверхность
Вы знаете, что я хочу сказать, верно? Да, ты понял! Очистите поверхность. Если вы следили за мной какое-то время или читали какие-либо из моих статей, вы знаете, что я скажу вам, что очистка поверхностей — это один из самых важных шагов, которые вы можете предпринять во время ЛЮБОГО сварочного процесса.
Если вы следили за мной какое-то время или читали какие-либо из моих статей, вы знаете, что я скажу вам, что очистка поверхностей — это один из самых важных шагов, которые вы можете предпринять во время ЛЮБОГО сварочного процесса.
Просто сделайте себе одолжение и не пропускайте этот шаг.
Соскребите, отшлифуйте, отшлифуйте, зачистите, вы знаете, как это делается. Избавьтесь от краски, ржавчины и любого другого мусора. Сделав это, протрите поверхность соответствующими чистящими средствами, чтобы избавиться от масла, жира и любых других остатков, которые могут повредить сварной шов.
Достаточно сложно получить хороший сварной шов, когда вы приклеиваете алюминий к стали, не усложняйте его, используя неподготовленные поверхности.
3. Используйте подходящие материалы
Вы можете использовать другие виды сварки, но я предпочитаю сварку TIG, когда речь идет о сварке алюминия со сталью.Это самый простой тип сварки, и если вы используете подходящие аксессуары, это будет самый простой способ.
Я думаю, вы обнаружите, что сварка алюминия со сталью на самом деле довольно проста, если вы используете правильный сварочный аппарат и правильные стержни для вашего сварочного аппарата. Выбирайте удилища с умом.
Для этой цели разработаны специальные удилища. Вам нужно, чтобы ваш присадочный металл имел прочность на растяжение, которая сочетает в себе два металла, но которая больше всего похожа на ваш металл с более низким уровнем прочности.
Вы можете использовать либо биметаллический переход, либо биметаллический стержень, чтобы получить эффективный сварной шов.
4. Начните с прихватки поверхности
Чтобы начать работу, вы должны прихватить свою область, это просто закладывает основу для соединения двух ваших деталей и будет удерживать алюминий на стали, пока вы следите за процессом отделки сварного шва.
Прихватка является лишь отправной точкой и не должна служить основой для конечного результата.
Этот шаг является необязательным и может вам не понадобиться в зависимости от того, что именно вы свариваете, но, безусловно, может быть полезно скреплять детали во время процесса.
Какие инструменты следует использовать?
Мы поделились некоторыми аксессуарами, которые вам следует использовать, если вы собираетесь сваривать алюминий со сталью. Наличие подходящих принадлежностей так же важно, как и наличие правильных инструментов для завершения сварочного процесса.
Вы можете сваривать алюминий со сталью, используя обычные методы сварки, такие как GMAW или даже GTAW, но на самом деле это усложняет процесс.
Я рекомендую использовать сварочный аппарат TIG, если у вас есть такая возможность.Это самый эффективный способ сварки алюминия со сталью, и это действительно очень просто сделать с помощью сварочного аппарата TIG.
Вы обнаружите, что при наличии подходящих инструментов и подходящих материалов процесс сварки алюминия со сталью на самом деле довольно прост.
Мы рекомендуем сварку TIG, потому что она обеспечивает одни из самых прочных сварных швов, а когда вы сплавляете два разных металла, вам нужен прочный сварной шов, который будет держаться. Сварщик TIG может многое сделать для достижения успеха с этим типом сварки.
Сварщик TIG может многое сделать для достижения успеха с этим типом сварки.
Суть в том, что вы ищете эффективный сварной шов, который будет прочным и высококачественным.
Сварка, которую обеспечивает сварка TIG, доставит вас туда, и она будет гораздо более надежной, чем если бы вы попытались добиться того же качества с помощью чего-то вроде сварки MIG. Они просто разные.
Это один из тех сценариев, когда важно понимать функциональность нашей машины, а также ее слабые стороны. Подготовьтесь должным образом к предстоящей работе.
Можно ли сваривать алюминий с нержавеющей сталью?
Еще один распространенный вопрос, который я вижу: можно ли сваривать нержавеющую сталь с алюминием?
Можно подумать, что это относится к той же категории, что и сварка алюминия со сталью, но нержавеющая сталь на самом деле имеет другой состав, чем сталь, из-за покрытия на ней.
С технической точки зрения алюминий и нержавеющая сталь не слишком совместимы.
Вы, безусловно, можете попробовать, и вы увидите, как ваши материалы разжижаются и смешиваются. Проблема в том, что он не обеспечивает прочную фиксацию после завершения. На первый взгляд кажется, что это работает, но не дайте себя обмануть. Он может развалиться без особых усилий.
Проблема в том, что он не обеспечивает прочную фиксацию после завершения. На первый взгляд кажется, что это работает, но не дайте себя обмануть. Он может развалиться без особых усилий.
Это интересный вызов, и я приглашаю вас попробовать его. Независимо от того, какой присадочный материал вы используете, ваши материалы расплавятся, и будет казаться, что у вас хороший внешний вид сварного шва.
Однако, как только вы проверите это и слегка надавите на сварной шов, вы обнаружите, что он хрупок и почти мгновенно распадается.
Заключение
Когда дело доходит до ответа на вопрос, можно ли сваривать сталь с алюминием, ответ положительный.
Вы можете хорошо сочетать алюминий и сталь, если используете правильные процедуры и правильные инструменты. Помните, что использование подходящих наполнителей имеет огромное значение.
Не забывайте, что нержавеющая сталь — это совсем другое животное, и она не даст вам таких же результатов. Надеюсь, вы готовы к следующему приключению по сварке алюминия со сталью!
Можно ли сваривать алюминий со сталью?
Можно ли сваривать алюминий со сталью?
В: Можно ли сваривать алюминий со сталью методом сварки GMAW или GTAW?
A: В то время как алюминий можно относительно легко соединить с большинством других металлов с помощью клеевого соединения или механического крепления, для дуговой сварки алюминия с другими металлами, такими как сталь, требуются специальные методы. Очень хрупкие интерметаллические соединения образуются при непосредственной дуговой сварке таких металлов, как сталь, медь, магний или титан, с алюминием. Чтобы избежать образования этих хрупких соединений, были разработаны специальные методы изоляции другого металла от расплавленного алюминия в процессе дуговой сварки. Двумя наиболее распространенными методами облегчения дуговой сварки алюминия со сталью являются биметаллические переходные вставки и покрытие разнородного материала перед сваркой.
Очень хрупкие интерметаллические соединения образуются при непосредственной дуговой сварке таких металлов, как сталь, медь, магний или титан, с алюминием. Чтобы избежать образования этих хрупких соединений, были разработаны специальные методы изоляции другого металла от расплавленного алюминия в процессе дуговой сварки. Двумя наиболее распространенными методами облегчения дуговой сварки алюминия со сталью являются биметаллические переходные вставки и покрытие разнородного материала перед сваркой.
Биметаллические переходные вставки: Биметаллические переходные материалы доступны в продаже в виде комбинаций алюминия с другими материалами, такими как сталь, нержавеющая сталь и медь.Эти вставки лучше всего описать как участки материала, которые состоят из одной части алюминия и другого материала, уже связанного с алюминием. Методы, используемые для соединения этих разнородных материалов вместе и, таким образом, формирования биметаллического перехода, обычно представляют собой прокатку, сварку взрывом, сварку трением, сварку оплавлением или сварку горячим давлением, а не дуговую сварку. Дуговая сварка этих переходных вставок из стали и алюминия может выполняться обычными методами дуговой сварки, такими как GMAW или GTAW.Одна сторона вставки приварена сталь к стали, а другая — алюминий к алюминию. Следует соблюдать осторожность, чтобы избежать перегрева вставок во время сварки, что может вызвать рост хрупких интерметаллических соединений на границе раздела сталь-алюминий переходной вставки. Рекомендуется сначала выполнить сварку алюминий-алюминий. Таким образом, мы можем обеспечить больший теплоотвод при сварке стали со сталью и помочь предотвратить перегрев интерфейса сталь-алюминий. Биметаллическая переходная вставка является популярным методом соединения алюминия со сталью и часто используется для получения высококачественных сварных соединений в конструкциях.Такие применения, как крепление алюминиевых рубок к стальным палубам на кораблях, для трубных решеток в теплообменниках, которые имеют алюминиевые трубки со стальными или нержавеющими трубными решетками, а также для выполнения дуговой сварки соединений между алюминиевыми и стальными трубопроводами.
Дуговая сварка этих переходных вставок из стали и алюминия может выполняться обычными методами дуговой сварки, такими как GMAW или GTAW.Одна сторона вставки приварена сталь к стали, а другая — алюминий к алюминию. Следует соблюдать осторожность, чтобы избежать перегрева вставок во время сварки, что может вызвать рост хрупких интерметаллических соединений на границе раздела сталь-алюминий переходной вставки. Рекомендуется сначала выполнить сварку алюминий-алюминий. Таким образом, мы можем обеспечить больший теплоотвод при сварке стали со сталью и помочь предотвратить перегрев интерфейса сталь-алюминий. Биметаллическая переходная вставка является популярным методом соединения алюминия со сталью и часто используется для получения высококачественных сварных соединений в конструкциях.Такие применения, как крепление алюминиевых рубок к стальным палубам на кораблях, для трубных решеток в теплообменниках, которые имеют алюминиевые трубки со стальными или нержавеющими трубными решетками, а также для выполнения дуговой сварки соединений между алюминиевыми и стальными трубопроводами.
Покрытие разнородного материала перед сваркой: Покрытие может быть нанесено на сталь для облегчения ее дуговой сварки с алюминием. Одним из способов является покрытие стали алюминием. Иногда это достигается путем нанесения покрытия погружением (горячее алитирование погружением) или припаиванием алюминия к поверхности стали.После нанесения покрытия стальной элемент может быть приварен дуговой сваркой к алюминиевому элементу, если принять меры для предотвращения удара дуги по стали. Во время сварки необходимо использовать технику, чтобы направить дугу на алюминиевый элемент и позволить расплавленному алюминию из сварочной ванны течь на сталь с алюминиевым покрытием. Другой метод соединения алюминия со сталью заключается в покрытии стальной поверхности серебряным припоем. Затем соединение сваривают с использованием алюминиевого припоя, следя за тем, чтобы не прожечь барьерный слой серебряного припоя.Ни один из этих методов соединения типа покрытия обычно не обеспечивает полной механической прочности и обычно используется только для герметизации.
Как сварить алюминий | Сварка алюминия
Сварка алюминия, обычно используемая в аэрокосмической отрасли из-за его легкости и устойчивости к коррозии, может быть сложной в освоении. Midwest Metal Products использует два разных метода сварки алюминия: сварку TIG и сварку MIG. Узнайте больше о надлежащих инструментах, технике безопасности, методах, технологиях и проблемах, связанных со сваркой, ниже.
Подготовка к сварке алюминияНеобходимые инструменты:
- Инструменты для сварки алюминия. Читайте ниже, чтобы узнать больше о двух наиболее часто используемых методах сварки алюминия.
- Щетка из нержавеющей стали
- Металлический верстак
- Зажимы для фиксации металла
- Оборудование для обеспечения безопасности
Надлежащее защитное оборудование:
- Изолированные огнестойкие перчатки для сварки
- Сварочная маска с автоматическим окрашиванием
- Хлопковая рубашка с длинными рукавами. Сварка TIG и другие процессы производят УФ-излучение, которое может обжечь кожу.
- Огнетушитель
 Сварка TIG и другие процессы производят УФ-излучение, которое может обжечь кожу.
Сварка TIG и другие процессы производят УФ-излучение, которое может обжечь кожу.Чрезвычайно важно очистить алюминий перед сваркой. Загрязнения оксидом алюминия и углеводородами могут накапливаться на внешней стороне алюминия, препятствуя проплавлению сварного шва, поскольку оксид плавится при гораздо более высокой температуре, чем алюминий. Рекомендуется очищать весь алюминий перед сваркой, даже новый алюминий.Начните с опрыскивания металла ацетоном и промывки водой. Когда металл высохнет, потрите алюминий щеткой из нержавеющей стали в одном направлении.
Признаки загрязнения алюминия оксидом или углеводородом:
- Металл сгорает или деформируется при сварке.
- Присадочный материал не растворяется в ванне.
- По-видимому, имеет поверхностное натяжение.
- Два куска алюминия не свариваются вместе.
Грязный присадочный стержень может легко загрязнить сварной шов. Используйте абразивную чистящую губку, чтобы убедиться, что на стержне нет загрязнений.
Используйте абразивную чистящую губку, чтобы убедиться, что на стержне нет загрязнений.
Сварка ВИГ: Аппарат для сварки ВИГ, или аппарат для сварки вольфрамовым электродом в среде инертного газа, также известный как GTAW (автоматическая дуговая сварка вольфрамовым электродом), является одним из самых популярных методов сварки алюминия и других тонких металлов. В процессе сварки TIG используется длинный вольфрамовый стержень или электрод и инертный защитный газ аргон для получения сварного шва.
Что вам понадобится:
- Вольфрамовый сварочный аппарат в среде инертного газа
- Алюминиевый наполнитель
- Газ аргон
Сварка MIG: Аппарат для сварки MIG (металл в среде инертного газа) — это еще один тип дуговой сварки, используемый для сварки алюминия.Сварочный аппарат MIG отличается от сварочного аппарата TIG тем, что в нем используется металлическая сварочная проволока, непрерывно подаваемая через сварочный шов, чтобы прожигать и сплавлять два металла вместе.
Что вам понадобится:
- Сварочный аппарат MIG
- Пистолет для катушки
- Защитный газ (аргон)
- Алюминиевый наполнитель
- Неметаллические вкладыши
- Приводные ролики
Сварка ВИГ: Начните с предварительного нагрева перед сваркой, чтобы предотвратить растрескивание в процессе сварки.Держите горелку правильно, упираясь рукой в стол и медленно двигаясь. Когда вы будете готовы к сварке, соедините два куска алюминия как можно плотнее и закрепите металл зажимом. Как только сила тока на аппарате TIG установлена, начните сварку. Когда образуется лужа, добавляйте присадочный стержень до тех пор, пока шов не будет заполнен, и переходите к следующему участку для сварки. Всегда держите вольфрам на расстоянии около 1/4 дюйма от сварочной ванны и двигайтесь медленно, равномерно, чтобы избежать зазоров в сварном шве. Не забывайте всегда держать резак под углом 90 градусов, толкая его от себя, а не к себе.
Сварка МИГ: Приступая к сварке МИГ, начните с подсоединения катушки к шпильке сварочного аппарата. После того, как алюминий очищен и предварительно нагрет, под углом 10–15 градусов протолкните наконечник катушки вперед вдоль соединения. Продолжайте движение, пока сустав не будет заполнен. Не забывайте всегда держать резак под углом 90 градусов, толкая его от себя, а не к себе.
Общие проблемы/устранение неполадок Загрязненный вольфрам (TIG): Загрязнение происходит, когда вольфрам от сварочного аппарата TIG касается сварочной ванны или наполнителя.Когда это происходит, дуга сварного шва становится нестабильной и качество сварного шва снижается. Чтобы исправить это, снимите вольфрам, положите вольфрам на плоскую поверхность и удалите конец, где он загрязнен. Переустановите вольфрам в сварочный аппарат, измените полярность на DCEP (положительный электрод постоянного тока), потренируйте дугу на металлоломе, вернитесь к высокому уровню переменного тока и снова начните сварку.
Прожоги: Прожоги возникают при перегреве основного материала. Чтобы предотвратить это, увеличьте скорость перемещения, делая более короткие сварные швы или уменьшите количество используемого газа.
Грязные сварные швы : Во избежание загрязнения сварного шва отодвиньте сварной шов, а не тяните его на себя. Обязательно тщательно очистите перед сваркой.
Ожоги проволоки (MIG): Во избежание ожогов проволоки вблизи контактного наконечника на всем протяжении сварки соблюдайте соответствующее расстояние между сварным швом и наконечником. Кроме того, убедитесь, что вы используете правильные размеры наконечников, лайнера и проволоки для конкретной работы.
По вопросам обращайтесь к нашим экспертам в Midwest Metal Products.
Подпишитесь на меня в Google+ Теги: Сварка алюминия, Как сварить алюминий, Методы сваркиКакой тип сварки используется для алюминия?
Алюминий — это легкий, гибкий и умеренно прочный материал. Этот материал можно подвергать механической обработке, закалке, литью, ковке и сварке. Алюминий — один из удобных для производства материалов, но его трудно сваривать. Потому что для сварки алюминия требуются различные защитные газы, различные методы сварки, множество спецификаций и несколько предсварочных и послесварочных процессов.Все эти процессы и методы необходимы для сварки алюминия. Сварочные процессы, которые подходят для сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий можно сваривать удобно или быстро, но важно применять правильный процесс сварки. Не все виды сварки подходят для сварки алюминия. Следующие процессы подходят для использования:
Этот материал можно подвергать механической обработке, закалке, литью, ковке и сварке. Алюминий — один из удобных для производства материалов, но его трудно сваривать. Потому что для сварки алюминия требуются различные защитные газы, различные методы сварки, множество спецификаций и несколько предсварочных и послесварочных процессов.Все эти процессы и методы необходимы для сварки алюминия. Сварочные процессы, которые подходят для сварки, могут потребовать изменений, чтобы их можно было использовать для сварки алюминия. Алюминий можно сваривать удобно или быстро, но важно применять правильный процесс сварки. Не все виды сварки подходят для сварки алюминия. Следующие процессы подходят для использования:
Дуговая сварка металлическим газом (GMAW) или сварка в среде инертного газа (MIG) — еще одна лучшая альтернатива для сварки алюминия.Дуговая сварка металлическим газом обычно имеет большую скорость наплавки и более высокую скорость передачи, чем метод дуговой сварки вольфрамовым электродом. GMAW использует метод механической подачи проволоки для сварки. Этот метод сварки включает в себя шпульный пистолет или двухтактный пистолет, который помогает подавать алюминиевую проволоку для сварки. Кроме того, нельзя использовать защитный газ с содержанием 75 % аргона, 100 % CO2 или 25 % CO2. Эти газы подходят для использования в процессе сварки стали, но алюминий не выдерживает реактивный газ C02. Этот процесс сварки можно применять, прислушиваясь к советам экспертов или клиентов.
GMAW использует метод механической подачи проволоки для сварки. Этот метод сварки включает в себя шпульный пистолет или двухтактный пистолет, который помогает подавать алюминиевую проволоку для сварки. Кроме того, нельзя использовать защитный газ с содержанием 75 % аргона, 100 % CO2 или 25 % CO2. Эти газы подходят для использования в процессе сварки стали, но алюминий не выдерживает реактивный газ C02. Этот процесс сварки можно применять, прислушиваясь к советам экспертов или клиентов.
Дуговая сварка вольфрамовым электродом (GTAW) или вольфрамовым инертным газом (TIG) является одним из наиболее распространенных процессов сварки алюминия. Этот процесс сварки обычно применяется ко всем сортам алюминия. GTAW — исключительный процесс для сварки алюминия, поскольку он не требует механической подачи проволоки. Механическая подача проволоки может вызвать проблемы с подачей. В качестве альтернативы присадочный металл забивается в ванну оператором или сварщиком вручную. Процесс дуговой сварки вольфрамовым электродом в среде защитного газа невероятно точен и полезен, что может ограничить загрязнение алюминия окружающей средой.
Процесс дуговой сварки вольфрамовым электродом в среде защитного газа невероятно точен и полезен, что может ограничить загрязнение алюминия окружающей средой.
Процессы сварки балок подходят для сварки алюминия. В этом сварочном процессе частота мощности луча настолько высока, что холодный пуск не вызывает беспокойства. При лазерной сварке проблемой может быть отражательная способность металла, и для уменьшения пористости необходима оптимизация защитного газа. Этот вид сварки удобно выбирать для сварки алюминия, но применять его нужно с должными соображениями.
Электронно-лучевая сварка обычно не вызывает этих трудностей при сварке. Потому что он не использует свет как первичный источник или как носитель энергии. Эта сварка выполняется в вакууме. Этот процесс сварки проще, чем процесс сварки лазерным лучом, а также эффективнее, чем другие виды сварки.
Сварка сопротивлением не идеальна для сварки алюминия, но ее можно применять в соответствии с требованиями. Есть много трудностей, которые возникают из-за тепло- и электропроводности алюминия.Время расширения параметров может быть важным, и для решения этих проблем может потребоваться оборудование для контактной сварки. Эта сварка не является обязательной при выборе процессов сварки алюминия.
Есть много трудностей, которые возникают из-за тепло- и электропроводности алюминия.Время расширения параметров может быть важным, и для решения этих проблем может потребоваться оборудование для контактной сварки. Эта сварка не является обязательной при выборе процессов сварки алюминия.
Pipingmart — портал B2B, специализирующийся на промышленной, металлической и трубопроводной продукции. Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Введение Основные металлы алюминия классифицируются двумя способами: как деформируемые сплавы, полученные путем механической обработки, такой как прокатка, экструзия или ковка, или литые сплавы, полученные путем заливки в форму.
Ниже приведено основное пошаговое руководство по сварке алюминия. Безопасность превыше всего
Начните с определения наилучшего способа соединения основных металлов.Правильная конструкция соединения и подгонка являются важными шагами для обеспечения прочного соединения после завершения сварки. Обязательно учитывайте требуемую степень прочности, положение сварки, толщину металла и доступность соединения. Пять основных типов соединений: стыковые, угловые, краевые, внахлестку и тавровые. Эти пять соединений могут быть расположены во многих комбинациях для создания большого разнообразия сварных швов. Приспособления и приспособления помогают закрепить детали на месте во время процедуры соединения. Листовой металл и большинство угловых и нахлесточных соединений должны быть плотно зажаты по всей длине изделия. Наиболее популярными процессами являются дуговая сварка металлическим электродом в среде защитного газа (GMAW), иногда называемая сваркой MIG, и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), иногда называемая сваркой TIG. Третий процесс, дуговая сварка защищенным металлом (SMAW) или дуговая сварка, имеет ограниченное применение для алюминия и используется в основном для небольших ремонтных работ на материале толщиной 1/8 дюйма или более.
GTAW — Аргон рекомендуется для толщин примерно до 1/2 дюйма. GMAW — Аргон используется в большинстве случаев. Обеспечивает более глубокое проплавление и чистоту сварных швов. Смеси аргона и гелия 25% Ar/75% He полезны для более толстого материала (более 0,5 дюйма). Гелий производит более горячую дугу, что иногда необходимо из-за высокой теплопроводности алюминия. Он также обеспечивает более широкую форму сварного шва. Более подробную информацию см. в руководстве по защитному газу Выберите подходящий присадочный металл Присадочный металл зависит от нескольких факторов.Одним из соображений является способность обеспечивать подходящие механические свойства для термообрабатываемых и нетермообрабатываемых основных металлов, как деформируемых, так и литых. DC использует либо прямую полярность, то есть отрицательный электрод, либо обратную полярность, то есть положительный электрод. Постоянный ток непрерывно протекает в одном направлении через сварочную цепь. Есть несколько преимуществ постоянного тока. Он хорошо работает при низких настройках тока и с малыми диаметрами. Кроме того, зажигание дуги и поддержание короткой дуги проще. Алюминиевый электрод AL-43 используется с обратной полярностью постоянного тока. Текущая сила тока рекомендуемые настройки:
GTAW — Ручная GTAW алюминия обычно выполняется с использованием переменного тока (AC). Параметры ручной GTAW зависят от толщины листа, положения сварного шва и конструкции соединения. Следующие настройки должны быть полезны при настройке процедуры. Настройки предназначены для горизонтального положения.
GMAW — Дуговая сварка алюминия металлическим газом выполняется с использованием постоянного тока обратной полярности (электрод положительный.
Очистка основного металла Очистку следует проводить непосредственно перед сваркой, чтобы предотвратить образование оксидов. Предварительный подогрев обычно не требуется при сварке алюминия.В некоторых случаях это может быть полезно при сварке отливок, чтобы уменьшить склонность к растрескиванию. Также может быть полезно выравнивать провар при сварке металлов разной толщины. Техника сварки Хорошая техника сварки развивается по мере того, как сварщик приобретает опыт.
Дайте соединению медленно остыть. Aufhauser производит полную линию присадочных металлов для сварки алюминия. В зависимости от области применения мы поможем вам выбрать подходящий алюминиевый сплав для сварки из нашей Таблицы выбора .
|
 В зависимости от состава деформируемые сплавы подразделяются на термообрабатываемые и нетермообрабатываемые.
В зависимости от состава деформируемые сплавы подразделяются на термообрабатываемые и нетермообрабатываемые.

.jpg) Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить.
Сварочное оборудование для этого процесса в настоящее время является самым недорогим из описанных здесь методов. Тем не менее, электроды создают некоторую неэффективность, такую как потери в шлейфе и шлаковое покрытие, которое необходимо удалить. Обычно это требует небольшой очистки после сварки. GMAW — это процесс электродуговой сварки, при котором тепло вырабатывается дугой между постоянно подаваемым электродом из присадочного металла и основным металлом.Экранирование обеспечивается за счет подаваемого извне газа или газовой смеси. Два наиболее распространенных типа GMAW:
Обычно это требует небольшой очистки после сварки. GMAW — это процесс электродуговой сварки, при котором тепло вырабатывается дугой между постоянно подаваемым электродом из присадочного металла и основным металлом.Экранирование обеспечивается за счет подаваемого извне газа или газовой смеси. Два наиболее распространенных типа GMAW: Для более толстых секций можно использовать смеси аргона и гелия или чистый гелий.Чистый гелий также может быть использован для более глубокого проникновения.
Для более толстых секций можно использовать смеси аргона и гелия или чистый гелий.Чистый гелий также может быть использован для более глубокого проникновения. Другими важными факторами являются отсутствие трещин, условия эксплуатации и цвет шва после анодирования.
Другими важными факторами являются отсутствие трещин, условия эксплуатации и цвет шва после анодирования. Для запуска и стабилизации дуги используется высокочастотный генератор. Электроды из чистого или цирконированного вольфрама используются для сварки переменным током. Вольфрамовые электроды следует изготовлять с наконечником в форме полусферы.
Для запуска и стабилизации дуги используется высокочастотный генератор. Электроды из чистого или цирконированного вольфрама используются для сварки переменным током. Вольфрамовые электроды следует изготовлять с наконечником в форме полусферы. ) Перенос присадочного металла осуществляется в режиме распыления. Предлагаемые настройки для ручного GMAW в горизонтальном положении (защитный газ аргон):
) Перенос присадочного металла осуществляется в режиме распыления. Предлагаемые настройки для ручного GMAW в горизонтальном положении (защитный газ аргон): 030″ — 3/64″
030″ — 3/64″ Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения.
Поверхность основного металла должна быть очищена от жира, масла, краски, грязи и т. д. Чистая поверхность обеспечит более гладкое и прочное соединение. Почистите поверхность пластины и края металлической щеткой из нержавеющей стали, чтобы удалить заусенцы и окислы. Необходимо надевать перчатки, чтобы предотвратить попадание масла или грязи на поверхность соединения. Ниже приведены основные советы по сварке:
Ниже приведены основные советы по сварке: При использовании электродов с покрытием АЛ-43 после сварки удалить шлак.
При использовании электродов с покрытием АЛ-43 после сварки удалить шлак.Сварка алюминиевого листа
Сварка алюминиевого листа
из Automotive Body Repair News, декабрь 1995 г.
См. ТМ Технологии Система газовой сварки алюминия
Примечание редактора: это последняя часть серии, которая началась в январе и продолжилась в мае.
КЛЮЧЕВЫЕ СЛОВА:
Пропускные сварные швы MIG-GMAW
Прихваточные швы TIG-GTAW
OFW (Факел) Трещины в кратере
Сплавы/наполнители
Зажимной упор-сверление
Очистка
В этой статье будут рассмотрены:
Три наиболее подходящих метода сварки:
- г МАВ (Дуговая сварка металлическим газом, MIG или «подача проволоки»)
- GTAW (Газовая вольфрамовая дуговая сварка, TIG или «Heliarc»)
- OFW (кислородная сварка или «газовая сварка») Процедура сварки
- Крэк-контроль
- Покрытия
- (Как заставить материал прилипать к алюминию)
Сварка MIG (GMAW)
Самым популярным сварочным аппаратом в ремонтной мастерской на сегодняшний день является сварочный аппарат MIG. Высокая скорость сварки и
низкие свойства деформации стального листа обеспечили его использование в этих магазинах при правильном использовании.
Высокая скорость сварки и
низкие свойства деформации стального листа обеспечили его использование в этих магазинах при правильном использовании.
Однако алюминиевый лист толщиной менее 1/8 дюйма может создавать многочисленные проблемы, такие как прокол и жесткость. начинается. Со сварными швами, которые могут иметь толщину 1/8 дюйма или более, эти проблемы в основном исчезают.
Для углов, канав, каналов и других ловушек GTAW имеет преимущество перед GMAW.
TIG (GTAW) сварка
ТИГ- Сварка GTAW обеспечивает гораздо больший контроль над процессом сварки, чем MIG-GMAW, что приводит к большим точность.GTAW предпочтительнее для тонкого листа. Процесс GTAW медленнее, но имеет лучший внешний вид и точность. это также лучше для сварки вне положения.
GTAW аналогичен сварке кислородно-топливной горелкой в том смысле, что электрическая горелка удерживается в одной руке, а наполнитель
провод подается с другой. Ток регулируется по требованию с помощью переключателя на корпусе горелки.
или с ножным управлением. Инертный газ, либо аргон, либо смесь гелия и аргона, вытекает из горелки вокруг
вольфрамовым электродом и над расплавленной сварочной ванной.
Ток регулируется по требованию с помощью переключателя на корпусе горелки.
или с ножным управлением. Инертный газ, либо аргон, либо смесь гелия и аргона, вытекает из горелки вокруг
вольфрамовым электродом и над расплавленной сварочной ванной.
Охлаждение осуществляется потоком воздуха в горелках на 200 ампер или водой в горелках с большей силой тока. Подача воды может осуществляться рециркуляционная установка системы с постоянными потерями. Непрерывная высокая частота обеспечивает прерывистый старт. Этот позволяет легко избежать перетаскивания вольфрама для зажигания дуги, тем самым предотвращая трещины напряжения на термообработанный алюминий, который может быть вызван этим методом.
Цирконированный вольфрам на голову выше как торированного, так и чистого вольфрама, поскольку он имеет как стабильную дугу, обеспечиваемый чистым, но подает больший ток на сварной шов, чем торированный.
Горелка (OFW) Сварка
Виды спереди на пять сварных швов, выполненных на кузовном листе . |
Сварка кислородно-газовой горелкой нетехнологична, недорога и очень надежна в подходящей ситуации.
Кузова гоночных автомобилей, капоты самолетов, кузова спортивных автомобилей, корпуса уличных удилищ и баки мотоциклов — все на данный момент строится, ремонтируется и перестраивается с использованием старого доброго факела.
Конечно, флюс необходимо тщательно очистить, а область вокруг сварного шва, известную как
Зона поражения (HAZ) будет больше, но скорость и точность могут стоить затраченных усилий. Для тех
мало областей, из которых было бы невозможно достаточно очистить флюс, это простое дело
ТИГ-ГТАВ им.
Для тех
мало областей, из которых было бы невозможно достаточно очистить флюс, это простое дело
ТИГ-ГТАВ им.
Деформация и мягкость исправляются с помощью молотка, шлепка и тележки. С горелкой проплавление сварного шва безупречный, а поверхность сварного шва требует минимальной зачистки, что делает его отличным выбором для многих Приложения. (См. фотографии, сварной шов № 4.)
Примечание: «Lumi-weld», 3-в-1 или барахолка, быстросъемный цинковый несущий стержень для дешевого литья алюминия и экструзиям не место в профессиональном кузовном ремонте.Вид сзади на те же сварные швы в том же порядке. |
Профессиональная кислородно-топливная сварка использует либо ацетилен, либо водород, хороший флюс на водной основе и специальные
очки для удаления бликов натриевого оранжевого цвета, вызванных флюсом. Можно использовать практически любую горелку, хотя
Использование водорода ограничивает установку горелки, шланга и регулятора только алюминием.
Переключение горелки с ацетилена на водород чревато взрывом, так как остатки ацетилена могут взрываются при контакте с водородом.Поэтому либо посвятите новый чистый набор водороду, либо просто используйте ацетилен — может только профи обнаружить небольшую разницу между двумя сварными швами. Особое значение, опять же, имеет то, что все потоки должны быть очистить, чтобы избежать коррозии и обеспечить адгезию краски (флюс вызывает коррозию).
Горячая вода и надежная зубная щетка из нержавеющей стали являются стандартом для этого. чистоту с хорошей, яркой лампой.Пайка и сварка пайкой
В промежуточных охладителях, радиаторах и других теплообменниках из алюминиевых сплавов используются такие методы соединения, как пайка. пайка или сварка пайкой.
Наука проектирования соединений имеет решающее значение при пайке, трении и сварке. Хороший сустав абсолютно
необходимо, чтобы компенсировать недостаточную прочность на сдвиг, присущую этим методам. Пайка, пайка и
однако сварка пайкой не рекомендуется для кузовных работ.
Пайка, пайка и
однако сварка пайкой не рекомендуется для кузовных работ.
К сожалению, флюс для пайки и прутки для пайки часто ошибочно выдают за сварочные материалы. Многие своп-встречи продавцы стилей ошибочно заявляют, что их продукт для «пайки» является пригодным сварочным электродом для кузовных работ.
(См. флюсы и стержни для пайки и сварки, доступные в TM Technologies)
Необходимо понимать, что сварка по определению предполагает плавление основного металла.
Алюминиевые сплавы плавятся в широком диапазоне температур, примерно от 1075 до 1450 градусов по Фаренгейту, поэтому некоторые наполнители материалы будут паять один сплав при сварке другого.
Если выбранный присадочный металл плавится, например, при температуре 1250 градусов по Фаренгейту, он будет паять сплавы, плавящиеся при более высокой температуре.
чем примерно 1325 градусов по Фаренгейту.