Сварка алюминия аргоном на заказ
В России и за рубежом алюминиевые детали соединяют одним из 2 распространенных способов — TIG и MIG. Первый вариант относится к ручной сварке неплавящимся электродом, а второй — к полуавтоматической. Благодаря своим свойствам этот материал широко распространен в различных отраслях производства. В пищевой промышленности используется аргоновая сварка алюминия для баков, различных емкостей и трубопроводов, в авиационной и автомобильной промышленностях — сварные части автомобильных узлов.
Чтобы шов был прочным, качественным, красивым и прошел радиографический и ультразвуковой контроль, обязательно нужно использовать аргон.
| Толщина до, мм | Цена, руб |
| 3 | 65 |
| 6 | 80 |
| 12 |
«,
«datePublished»: «2022-09-29»,
«headline»: «Сварка алюминия аргоном»,
«image»: «https://premier-laser. ru/images/pl-logo.png»,
«publisher»:
{
«@type»: «Organization»,
«name»: «premier-laser»,
«url»: «https://premier-laser.ru/»,
«logo»:
{
«@type»: «ImageObject»,
«url»: «https://premier-laser.ru/favicon.ico»
}
}
}
ru/images/pl-logo.png»,
«publisher»:
{
«@type»: «Organization»,
«name»: «premier-laser»,
«url»: «https://premier-laser.ru/»,
«logo»:
{
«@type»: «ImageObject»,
«url»: «https://premier-laser.ru/favicon.ico»
}
}
}
Кратчайший путь вашего заказа
Получение запроса на электронную почту
Согласование расчета и технических параметров
Закупка и доставка материалов
Производство заказа
Доставка
Запрос на расчет
Скачать буклет
Прайс на услуги
Реквизиты компании
Для быстрого расчета стоимости и сроков вашего заказа, отправьте нам чертежи в формате *.dxf или *.dwg, а также укажите требуемый материал, количество изделий и телефон для связи.Сварка алюминия аргоном
Сварка кромок алюминиевых деталей осуществляется одним из двух способов – методом ручной сварки TIG с применением неплавящихся электродов и по полуавтоматической технологии MIG. Оба указанных способа находят применение в производстве металлических баков и емкостей, трубопроводов, деталей и элементов для авиационной и автомобильной промышленности и в других областях, где алюминиевые сплавы признаны наиболее эффективными и целесообразными. Тем более что аргонный метод гарантирует качество и долговечность шва, а также его способность пройти радиографический и ультразвуковой контроль на предмет герметичности и равномерности соединения.
Оба указанных способа находят применение в производстве металлических баков и емкостей, трубопроводов, деталей и элементов для авиационной и автомобильной промышленности и в других областях, где алюминиевые сплавы признаны наиболее эффективными и целесообразными. Тем более что аргонный метод гарантирует качество и долговечность шва, а также его способность пройти радиографический и ультразвуковой контроль на предмет герметичности и равномерности соединения.
Особенности сварки аргоном
Выделение сварки аргоном в отдельную область услуг по металлообработке обусловлен наличием у нее целого ряда особенностей:
- Защита от образования тугоплавкой оксидной пленки благодаря подаче аргона в область сварного шва и созданию защитной газовой среды. Результат – сохранение первоначальных физико-химических свойств сплава без риска его окисления и образования уплотненного верхнего слоя на срезе заготовки.
- Сохранение постоянного цвета металла в процессе сварки, что сопряжено с риском прожигания изделия вследствие интенсивного теплового воздействия сварного оборудования.

- Высокие энергозатраты из-за повышенной теплопроводности алюминия, уменьшить которые позволяет предварительный разогрев материала заготовок.
- Необходимость тщательно заварить кратер – характерный дефект, который неизменно появляется на конце шва вследствие быстрого отвердевания расплавленного металла электрода.

Все перечисленные требования в обязательном порядке учитываются сотрудниками компании «Премьер Лазер». Такой подход к работе позволяет им гарантировать высокое качество услуги и готовых изделий, сошедших с конвейера производственного цеха.
Кратчайший путь вашего заказа
Тем, кто заинтересован в сотрудничестве с профессионалами в области аргонной сварки, необходимо отправить на рассмотрение чертежи в электронных форматах *.dxf или *.dwg с пояснительной запиской, где указаны выбранный тип сплава, количество единиц заготовок и контактные данные. После изучения предоставленной информации выполняется согласование расчета и технических параметров будущих деталей.
Сварка алюминия: цена на производственной базе в Москве
Цена сварки аргоном в Москве за 1 см рассчитывается с учетом следующих факторов:
- сложность профиля заготовок;
- вид используемого сварного оборудования;
- тип расходных материалов и требования к их качеству;
- объем заказанных работ.
Компания ООО «Премьер Лазер» выполняет работы под ключ – от проектирования до порошковой окраски готовых изделий и элементов. Гибкий подход к ценообразованию позволяет предложить каждому клиенту оптимальные условия сотрудничества, учитывающие интересы его бизнеса.
Для уточнения деталей будущего сотрудничества звоните по телефону +7 (495) 540-41-07.
пошаговая инструкция.
 Технология и особенности сварки алюминия аргоном
Технология и особенности сварки алюминия аргономВ постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий.
Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К). Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются: сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде; сварка с автоматизированным расходом проволоки для обработки алюминия аргоном; сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия. Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа. Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата. Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата. Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления. Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин. После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Сварка полуавтоматом без аргона
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок. Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже. Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками. Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
технология процесса, подготовка металла, режимы, настройка аппарата
Чтобы не допустить ошибок при выборе способа и метода сваривания металла, выясняют его свойства.
Содержание
- 1 Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
- 2 Технология сварки алюминия с помощью аргона
- 3 Подготовка металла
- 4 Режимы аргонодуговой сварки алюминия и необходимое оборудование
- 5 Заточка электрода, процесс сварки
Почему алюминий рациональней варить аргоном, какие свойства металла обусловили это
Выбор аргоновой сварки для алюминия вызван следующими характеристиками:
- Высокая скорость окисления. Это вызывает появление на поверхности тугоплавкой оксидной плёнки. Если температура плавления алюминия 650 ̊С, для окисла потребуется больше 2000 ̊С. При режиме постоянного тока плёнка погружается в расплав и ухудшает качество сварного шва. Поэтому для получения надёжного соединения создают защитную среду, для которой аргон – оптимальный вариант. Перед плавлением поверхность зачищают от окислов.
- При нагревании алюминий не меняет цвета, что мешает визуальному контролю. Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
- Большая усадка, что приведёт к трещинам в зоне сварной ванны. К соединению подают больше, чем обычно, сварочной проволоки.
 Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.
Это свойство часто приводит к сквозным прожогам изделий. Чтобы этого не случилось, работы доверяют квалифицированным сварщикам.Технология сварки алюминия с помощью аргона
По степени механизации аргоновую технологию соединения подразделяют на ручную и полуавтоматическую. Рассмотрим первую.
Подготовка металла
Алюминий зачищают от окислов и грязи металлической щёткой или наждачной бумагой. Щётками работают только с этим металлом, чтобы не допустить попадания в зону сварки частиц других материалов – это уменьшит надёжность шва.
Применяют и химический метод зачистки деталей. Для этого в литр воды добавляют по 50 г едкого технического натра и фтористого натрия. Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
Обработка сохраняет чистоту изделий на несколько дней. Для этого детали:
- промывают растворителем;
- протравливают едкой щелочью;
- промывают водой;
- сушат;
- прокаливают 15-20 минут при температуре 300 ̊C.
Режимы аргонодуговой сварки алюминия и необходимое оборудование
Режим процесса определяют род, полярность и величина тока. Для соединения изделий из алюминия применяют переменный или постоянный токи прямой полярности. Величина его зависит от диаметра электрода, толщины и вида металла, что отображено в таблице.
Для определения режима важны и следующие параметры:
- Напряжение дуги – зависит от её длины. Рекомендуют от 1,5 до 3 мм, тогда напряжение составит 11-14 В.
- Скорость сварки – определяется исполнителем исходя из формы и толщины шва.
- Расход аргона – так, чтобы хватило на весь процесс без необходимости прерывания и достаточно для защиты зоны шва от окисления.
- Расстояние между электродом и соплом горелки. Для стыковых соединений – 3-5 мм, тавровых и угловых – 5-8.

Комплект оборудования включает:
- источник напряжения – трансформатор или инвертор;
- горелка для плавящегося электрода или вольфрамового прутка;
- осциллятор для розжига дуги;
- баллон с газом и редуктор;
- средства защиты и расходные материалы.
Оборудование заводского изготовления стоит от 10 до 500 тысяч в зависимости от потребительских свойств и рабочих параметров, а также степени механизации процесса.
Заточка электрода, процесс сварки
Электроды различают по добавкам в их составе. Для сварки алюминия используют маркированные и с концами, окрашенными в следующие цвета:
- WC 20 серый;
- WT 20 красный;
- WL 15 жёлтый.

Затачивают под конус при сварке постоянным током, с закруглённой вершиной – при переменном режиме. Длина заточенной части от 0,5 до 2 диаметров электрода: если длина заточки больше, ширина зоны проплавления получится меньше, чем требуется для качественного соединения; если заточка мала – снизится глубина проплавления. Риски, возникающие при заточке, влияют на стабильность дуги, поэтому конус лучше отполировать.
Таблицы настроек параметров в заводской комплектации закреплены на корпусах установок. После её включения регулируют силу тока. По числу в названии установки определяют его максимальное значение. Например, в маркировке аппарата модели Kemppi MasterTig MLS 3003 ACDC цифры 3003 означают, что оборудование позволяет сваривать токами до 300 ампер при 30-процентном цикле загрузки и температуре окружающего воздуха 40 ̊C.
Прежде чем зажечь дугу, регулируют подачу газа, чтобы процесс шёл с самого начала в защитной среде. Аппаратом Kemppi MasterTig MLS 3003 ACDC работу ведут не дольше трёх минут, после чего, чтобы не перегреть, делают перерыв 5-7 минут. Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
Затем выставляют режим плавного уменьшения тока (заварки кратера), в нашем случае 6-7 секунд. Это конечный участок сварного шва в 5-10 мм, высоту которого плавно уменьшают до нуля. Чтобы усадочная раковина в конце шва не получилась глубокой, подают большее количество присадочного материала.
Дальше задают время выхода газа от 1 до 30 секунд с шагом в одну секунду: аргона должно хватить, чтобы в сварочную ванну от начала до конца не поступал кислород. Поэтому горелку сразу после прерывания струи поднимать не рекомендуют.
Сварка алюминия и его сплавов
Алюминий и его сплавы играют важную роль в современной промышленности. Основными областями применения являются авиационная промышленность, кораблестроение, вагоностроение, изготовление металлоконструкций общего назначения и упаковочная промышленность.
Для алюминия и его сплавов применяют практически все промышленные способы сварки плавлением.
К основным методам сварки относятся:
ручная дуговая сварка покрытыми электродами (ММА),
аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (TIG),
механизированная сварка в защитном газе (MIG — MAG).
Ручную дуговую сварку покрытыми электродами (ММА) применяют при изготовлении конструкций из технического алюминия, сплавов АМц и АМг, содержащих до 5 % магния, а также силумина. Толщина свариваемого металла лимитируется диаметром электрода. Минимальный диаметр электрода обычно составляет 4 мм, что вызвано трудностями сварки электродами малого сечения вследствие высокой скорости их плавления. Алюминиевый электрод расплавляется в 2-3 раза быстрее стального. В связи с этим толщина свариваемого металла должна быть свыше 4 мм. Сварку алюминия рекомендуется выполнять непрерывно в пределах одного электрода, так как при случайных обрывах дуги кратер покрывается пленкой шлака, препятствующей повторному зажиганию дуги. Такой же коркой покрывается конец электрода. Для ручной дуговой сварки алюминия необходим подогрев (для металла средних толщин — до 250-300 С, для больших толщин — до 400 С), который позволяет получать требуемое проплавление при умеренных сварочных токах. Обязательно прокаливание электродов перед сваркой. Рекомендуется прокалка при температуре 150-200°С в течение не менее 0,5 часа. Сварку алюминия покрытыми электродами выполняют постоянным током обратной полярности. Сварочный ток выбирают по диаметру электродного стержня в зависимости от толщины основного металла.
Такой же коркой покрывается конец электрода. Для ручной дуговой сварки алюминия необходим подогрев (для металла средних толщин — до 250-300 С, для больших толщин — до 400 С), который позволяет получать требуемое проплавление при умеренных сварочных токах. Обязательно прокаливание электродов перед сваркой. Рекомендуется прокалка при температуре 150-200°С в течение не менее 0,5 часа. Сварку алюминия покрытыми электродами выполняют постоянным током обратной полярности. Сварочный ток выбирают по диаметру электродного стержня в зависимости от толщины основного металла.
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (TIG) наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5А), возможность сварки тонких листов, включая фольгу, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса. Благодаря этому процесс широко используется при сварке алюминия и его сплавов. Наиболее существенным недостатком является низкая производительность процесса.
Благодаря этому процесс широко используется при сварке алюминия и его сплавов. Наиболее существенным недостатком является низкая производительность процесса.
Отличием механизированной сварки алюминия (MIG — MAG) от традиционной механизированной сварки сталей в среде углекислого газа является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. Механизированную сварку плавящимся электродом короткой дугой применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной от 3,0 мм и более. Наиболее подходит для выполнения корневого шва, в том числе с формированием обратного валика на керамических подкладках, облицовки сварного шва. Для заполнения разделки такая сварка применима также, но уступает импульсно-дуговой механизированной сварке по производительности.
Повысить качество металла шва алюминиевых сплавов удается применением техники управляемого переноса металла при импульсно-дуговой сварке. Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50, 100 или 400 Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Импульсно-дуговая сварка плавящимся электродом отличается от обычной тем, что на постоянный ток обратной полярности, получаемый от основного источника питания, накладываются кратковременные импульсы тока с определенной частотой (как правило, 50, 100 или 400 Гц). Импульсы генерируются импульсным устройством для получения мелкокапельного направленного переноса электродного металла через дугу при более низких значениях сварочного тока, чем это имеет место при естественном мелкокапельном переносе. Величину и длительность импульсов сварочного тока выбирают такими, чтобы можно было обеспечить управляемый перенос металла с торца электрода небольшими каплями в широком диапазоне токов. Как правило, в паузах между импульсами значение тока небольшое, но достаточное для поддержания горения сварочной дуги, при котором ввод теплоты в изделие уменьшается и отсутствует перенос металла.
Для сварки алюминия и его сплавов, кроме применения чистого аргона, могут применяться следующие газовые смеси:
Газовая смесь НН-1. (Helishield h4): Это инертная газовая смесь, состоящая из 30% гелия и 70% аргона. Дает более эффективный нагрев, чем аргон. Увеличивается проплавление и скорость сварки. Более ровная поверхность шва и, следовательно, меньшее использование сварочной проволоки.
(Helishield h4): Это инертная газовая смесь, состоящая из 30% гелия и 70% аргона. Дает более эффективный нагрев, чем аргон. Увеличивается проплавление и скорость сварки. Более ровная поверхность шва и, следовательно, меньшее использование сварочной проволоки.
Газовая смесь НН-2. (Helishield H5): Это инертная газовая смесь, состоящая из 50% гелия и 50% аргона. Наиболее универсальная газовая смесь, подходит для сварки материалов практически любой толщины.
Газовая смесь НН-3. (Helishield h3): Это инертная газовая смесь, состоящая из 75% гелия и 30% аргона. Высокое содержание гелия предоставляет более продуктивную сварочную дугу. Использование этой смеси для сварки тонких материалов может существенно сократить пористость, увеличить скорость сварки и уменьшить (возможно, полностью устранить) необходимость подогрева.
пошаговая инструкция. Технология и особенности сварки алюминия аргоном
В постоянно меняющихся условиях производства неизменно растет потребление изделий из металла. Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Нет ни одной сфер деятельности человека, где можно было бы обойтись без такой продукции. Одним из самых востребованных, наряду со сталью и чугуном, выступает алюминий. Очень быстро из драгоценного, редчайшего металла он превратился в бытовой. Чтобы понять технологию ремонта или создание новых изделий из этого материала, следует подробно рассмотреть, как происходит сварка алюминия аргоном для начинающих. Пошаговая инструкция поможет производить подобные процессы даже в домашних условиях.
Свойства алюминия
Перед тем как приступать к сварке алюминия аргоном, пошаговая инструкция для начинающих которой будет рассмотрена далее, следует ознакомиться со свойствами этого материала.
Алюминий без примесей проводит ток в 4 раза лучше, чем сталь. Тепло этот материал проводит с показателем 2,2 Вт/(см∙К). У стали, например, он составляет 0,6 Вт/(см∙К). Это должно учитываться мастером, когда проводится сварка алюминия аргоном. Для начинающих пошаговая инструкция должна выполняться вплоть до мельчайших подробностей.
Часто применяемыми сплавами являются AlMg5, AlMg4, 5Mn. Их теплопроводность также выше, чем у стали и равна около 1,3 Вт/(см∙К).
Технология сварки алюминия аргоном из-за этих особенностей не допускает увеличение скорости проведения процесса. В противном случае уменьшится глубина провара. Быстрая кристаллизация сварочной ванны приводит к неполному газовыделению. Такая особенность сварки аргоном алюминия может стать причиной образования пор в шве. Поэтому требуется большая сила тока, чем для стали.
Способы сварки аргоном алюминия
Сварка аргоном алюминия, технология которой разрабатывалась с использованием разных материалов, бывает нескольких типов. Самыми распространенными из них являются:
- сварка с использованием вольфрамового электрода, которая происходит в инертной газовой среде;
- сварка с автоматизированным расходом проволоки для обработки алюминия аргоном;
- сварка без защитных газов при помощи плавящихся электродов.
Важным условием проведения процесса является пробитие окисной пленки, которая образуется на поверхности заготовки. Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Для этого сварку алюминия аргоном проводят при использовании переменного или постоянного обратного тока. Процесс нельзя выполнять на постоянном прямом токе. Окисная пленка при этом не поддастся разрушению, не произойдет катодное распыление.
Сварку также можно разделить по скорости ее выполнения на MIG и TIG (AC). В первом случае процесс выполняется в 3 раза быстрее, но качество шва гораздо выше при втором типе проведения работы.
Материалы
Сегодня применяется большое количество сплавов алюминия. У каждого есть свои физико-химические особенности. Присадочная проволока для сварки алюминия аргоном должна использоваться своевременно. Если упаковка уже открыта, хранить такие изделия долго нельзя. Окислившись, поверхность присадочной проволоки будет непригодной для сварки алюминия аргоном.
Перед проведением процесса поверхность очищается от посторонних загрязнений. Даже при недолгом пребывании на воздухе, алюминий покрывается пленкой из окиси Al2O3. Такой материал в процессе сварки требует обеспечения защитной среды из инертных газов. Для этого применяется аргон.
Для этого применяется аргон.
Но лучше этот газ использовать в смеси с гелием. Это позволяет достигнуть большей температуры сварочной ванны. Это особенно важно для толстостенных заготовок. В некоторых случаях сварка алюминия производится полуавтоматом без использования аргона, а только гелия.
Также использование смеси газов позволяет получить менее пористый шов.
Оборудование для процесса сварки
Сварка аргоном алюминия, технология которой будет рассмотрена далее, предполагает применение определенного оборудования. Для проведения процесса потребуется инвертор TIG AC, который будет служить источником переменного тока. Потребуется предусмотреть систему заземления в обязательном порядке. Также перед началом работы подготавливаются вольфрамовые электроды, присадочная проволока для совершения сварки алюминия аргоном.
В процессе участвует горелка TIG и охладительный блок для нее, сопла, цанги с держателями и баллон с газом. Шланг для него должен быть надежным. Баллон должен быть оснащен редуктором понижения давления газа.
Далее следует предусмотреть индивидуальную систему защиты. Это сварочный щиток и маска с затемненным стеклом, качественные краги. Профессионалы любят использовать педаль управления током. Для новичка это не особо важный элемент, ведь обращать внимание придется на другие вещи.
Преимущества сварки аргоном
Сварка алюминия аргоном переменным током имеет ряд особенностей. Они выгодно отличают этот процесс от других его разновидностей при условии правильного использования системы.
Аргон при сварке будет препятствовать окислению алюминия. Этот газ вытесняет кислород. Такой подход универсален. Практически все сплавы алюминия могут свариваться этим методом.
При этом будет наблюдаться стабильность дуги. Швы, полученные при использовании припоя из проволоки для сварки алюминия аргоном, получаются прочными при использовании качественного аппарата. Поэтому в условиях производства инверторы применяются только наивысшего качества.
В домашних условиях также следует применять только высококлассное оборудование. Это будет гарантировать прочность и долговечность готового изделия.
Это будет гарантировать прочность и долговечность готового изделия.
Тип тока
Присадочная проволока для сварки алюминия аргоном под воздействием электрической дуги расплавляется и создает шов. При этом специалисты рекомендуют использовать переменный ток. Это связано с технологией проведения процесса.
Сварка алюминия аргоном постоянным током полярности обратного типа позволит очистить оксидную пленку катодным способом, но при этом будет значительно увеличена температура сварки. Из-за этого даже прочные вольфрамовые электроды начнут разрушаться.
Постоянный ток прямой полярности просто не в состоянии разбить оксидную пленку, хоть дуга у него более стабильна. Поэтому только переключение полярности способно дать качественный результат работы.
Подготовительный этап работы
Припой для сварки алюминия аргоном ляжет равномернее, а шов получится прочнее, если поверхность материала хорошо подготовить перед началом работы.
Сначала алюминий потребуется обезжирить. Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Для этого применяется растворитель, например, ацетон или бензин. Затем механическим или химическим способом поверхность очищается от оксида алюминия. После материал должен просохнуть, если были использованы специальные средства.
Механически оксидную пленку можно очистить при помощи щетки с металлическими волокнами или наждачной бумаги. Этот способ применим в домашних условиях. На производстве же всегда отдается предпочтение химическим средствам очистки. Алюминиевая поверхность поддается травлению в растворе щелочи, промывается горячей и холодной водой, осветляется и окончательно просушивается.
Правила процесса
Сварка алюминия аргоном для начинающих, пошаговая инструкция которой позволит выполнить работу в домашних условиях, применяет электроды из тугоплавкого вольфрама.
В них очень часто находятся дополнительные примеси, позволяющие повысить прочность и качество итогового результата.
Главное правило, которого следует придерживаться в работе, заключается в расположении проволоки. Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Она должна всегда находиться перед электродом. Перемещать ее можно исключительно вдоль шва.
Саму сварку допускается производить в разных положениях в пространстве.
Однако самое лучшее качество обеспечивается при горизонтальном проведении процесса. Для сварки на потолке или на стенах применяют смесь аргона с гелием.
Чтобы управлять процессом и иметь возможность выполнять работу повышенной сложности, на аппарате регулируется частота переменного тока и баланс.
Рекомендации специалистов
Специалисты отмечают особенности сварки алюминия аргоном, которые должны учитывать начинающие мастера.
Электрод располагается максимально близко к свариваемой поверхности. Это будет способствовать образованию минимальной дуги. Проволоку следует подавать плавно, иначе резкие рывки приведут к разбрызгиванию материала.
Стабильность дуги обеспечивает вертикальное положение электрода. Скорость сварки должна быть большой. От этого показателя будет зависеть качество конечного результата.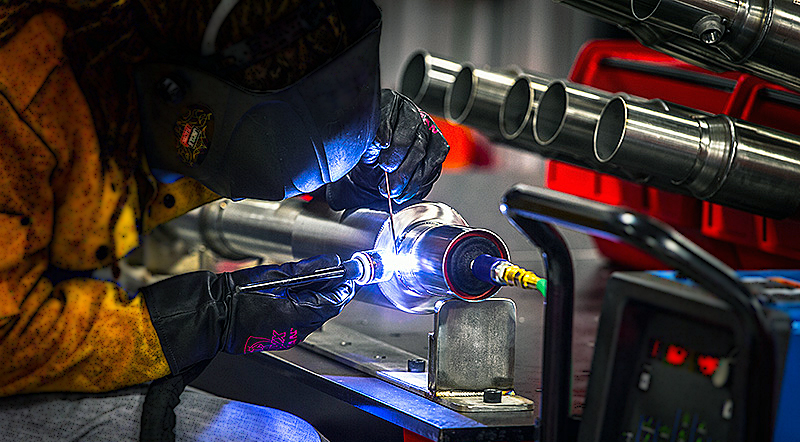 Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Чтобы шов получался ровным и прочным, перед проведением работы новичку следует потренироваться в мастерстве сварки.
Инструкция проведения процесса
Аппарат для сварки алюминия аргоном первоначально подает на заготовку «массу». В левую руку мастер должен взять проволоку, а в правую – горелку. При нажатии кнопки на оборудовании включится ток и начнет подаваться газ. Между поверхностью заготовки и электродом возникнет дуга. Она будет плавить присадочную алюминиевую проволоку и край детали. При этом на поверхности начнет появляться сварочный шов.
Для опытного мастера этот процесс не составит большого труда. Для новичка важно будет немного потренироваться.
Этот процесс опробован годами работы большого числа специалистов. Он доказал свою состоятельность и долговечность конечного результата.
Придерживаясь представленной инструкции, а также произведя несколько тренировочных нанесений припоя на пробную заготовку, даже начинающий сварщик сможет выполнить работу довольно качественно.
Расход материала
Расход аргона при сварке алюминия зависит от толщины присадочной проволоки, и возрастает соответственно ее диаметру. Расход газа задается при помощи поплавкового регулятора давления.
Если диаметр проволоки равен 1 мм, то аргона потребуется 12-14 л/мин. При увеличении сечения припоя до 1,2 мм, расход составит 14-16 л/мин. Для алюминиевой проволоки диаметром 1,6 мм инертного газа потребуется 18-22 л/мин.
После окончания процесса сварки аргон должен еще какое-то время поступать на поверхность заготовки. Это позволит защитить шов и охладить направляющие электрода.
Для проведения некоторых типов работ требуется применять более высокую температуру сварочной ванны. В таких случаях происходит сварка алюминия полуавтоматом без аргона. Для этого процесса применяется гелий. Этот газ обладает большей теплопроводностью, что является преимуществом при обработке толстостенных заготовок.
Без аргона происходит более полное газовыделение, а шов получается практически без пор. Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Также подобная технология применяется при совершении сварки алюминия постоянным током. Такой способ более сложный, поэтому он используется гораздо реже.
Применение чистого гелия повышает себестоимость проведения процесса. Для проведения сварки на стенах или потолке такой инертный газ просто незаменим. Он легче воздуха и аргона. При дороговизне гелия, он порой все-таки используется как домашними мастерами, так и опытными сварщиками.
Ознакомившись с технологией проведения такого процесса, как сварка алюминия аргоном, для начинающих пошаговая инструкция поможет выполнить все действия правильно. Серьезно относясь к работе, изучив все нюансы и тонкости ее проведения, можно создать в домашних условиях швы высокого качества, которые прослужат длительное время. Это непростой процесс, но при ответственном подходе вполне выполнимый и интересный.
Сварка Алюминия — Красноярск
Провар.ру предлагает услуги профессиональной сварки алюминия аргоном в Красноярске, цена от 45р/см шва. В большинстве случаев стоимость договорная и может меняться в зависимости от сложности работы, количества проходов при сварке изделий большой толщины, степени загрязнения и окисления алюминия, дополнительной обработки до и после сварки, но в любом случае будет адекватна, т. к. швы выполняются качественно, с полным проваром и без посредников. Примерную стоимость работы Вы можете узнать, отправив фото проблемы на электронную почту [email protected], с помощью онлайн чата или позвонив по тел. 8-929-33-99-100.
В большинстве случаев стоимость договорная и может меняться в зависимости от сложности работы, количества проходов при сварке изделий большой толщины, степени загрязнения и окисления алюминия, дополнительной обработки до и после сварки, но в любом случае будет адекватна, т. к. швы выполняются качественно, с полным проваром и без посредников. Примерную стоимость работы Вы можете узнать, отправив фото проблемы на электронную почту [email protected], с помощью онлайн чата или позвонив по тел. 8-929-33-99-100.
Особенности сварки алюминия
Алюминий сегодня используется во многих сферах, поэтому вопрос о его качественной сварке является злободневным. Этот металл зарекомендовал себя как очень неприхотливый и прочный в применении, однако процесс его сварки не отличается простотой действия. Далеко не каждый сварщик сможет взяться за него с полной гарантией качественного результата. Качественная сварка алюминия в Красноярске возможна только у профессионалов. Все дело в том, что во время сварки алюминий всяческим образом усложняет работу. Происходит это из-за следующих факторов:
Происходит это из-за следующих факторов:
— Температура плавления алюминия категорически отличается от температуры плавления пленки, присутствующий на его поверхности. Эта пленка называется окисной. Разница температур отличается в три с половиной раза в пользу окисной пленки.
— Алюминий окисляется в процессе, что мешает его дальнейшему соединению. Стык двух металлов является недостижимым при неправильном обращении с алюминием. Для того чтобы окисление не происходило или оно протекало в наименее явных фазах, необходим контроль предотвращения поступления кислорода. Наиболее практичным, с точки зрения контроля окиси, методом сегодня является сварка с применением аргона.
— В процессе работы большую сложность добавляет физическое состояние металла, которое необходимо постоянно держать под контролем. Состояние обуславливается его излишне быстрым плавлением, которое возможно контролировать только специальными инструментами, позволяющими отводить лишнее тепло.
— Множественный алюминий, который есть в составе, при неправильном применении сварки будет покидать сплав, образуя на месте своего выхода вкрапления.
— На некачественных швах могут возникать разломы и проймы, которые являются следствием реакции кремния на резкие отрицательные температуры.
— Также следует не забывать о таком явлении, как усадочная деформация. Она происходит под влиянием остывания металлов и их соединении. Повышенное окисление, вызванное большим количеством кислорода, также может повлиять на конечную форму шва, в независимости от того, ровно ли он был сварен.
— Процесс работы с алюминием также усложняется необходимыми условиями применимой мощности. Для корректной работы необходимо использование сварочного тока наивысшей силы, даже несмотря на то, что плавление алюминия происходит при меньших температурах.
— Если речь идет о попытке сварки этого металла в кустарных условиях, необходимы быть готовым к таким неприятностям, как невозможность корректной состыковки металла.
Сварка алюминия в Красноярске сегодня возможна только при детальном изучении всех аспектов дела.
Процесс качественной сварки алюминия аргоном (TIG)
Первое что необходимо осуществить — произвести корректную подготовку металлов:
- — необходима зачистка от возможного окисного слоя;
- — удаление всевозможных загрязнений;
- — обезжиривание свариваемых кромок элементов;
- — убедиться в наличии возможности корректного применения оксидного тока обратной полярности (он необходим для разрушения пленки во время процесса сварки).

Сама сварка аргоном алюминия получила популярность благодаря своему конечному результату, который вполне соответствует эстетическим и практическим требованиям, предъявляемым к сварке. Для осуществления процесса необходимы электроды нужного диаметра и присадочные материалы (проволока или пруток). Что касается самого аргона, необходимо удостовериться в его высоком качестве и высокой степени очищенности. Профессионалы при сварке этим способом используют следующие тонкости:
— Сварку необходимо производить под определенным углом. Для образования большего сцепления, рекомендуется выдерживать порядка 75 градусов наклона. Сама горелка обязана находиться при движении за присадкой, так как только в этом случае эстетическая составляющая швов будет удовлетворена.
— При сварке необходимо следить за степенью нагревания металла во избежание прожога, и очищенности, так как в некоторых случаях грязь всплывает на поверхность ванны и заварить образовавшийся кратер почти невозможно. Также желательно при сварке алюминия аргоном создавать теплоотвод — в его качестве необходима правильно подобранная поверхность, наподобие стали или меди для более быстрого остывания.
Также желательно при сварке алюминия аргоном создавать теплоотвод — в его качестве необходима правильно подобранная поверхность, наподобие стали или меди для более быстрого остывания.
Таким образом, сварка алюминия в Красноярске является исключительно профессиональным занятием, качественное исполнение которого возможно только при соблюдении всех условий работы с этим вредным металлом.
Провар.ру выполняет сварку алюминия на высоком уровне, с гарантией на работы по цене от 45р/см шва. Цена в каждом случае индивидуальна и зависит от различных факторов, но в любом случае будет адекватной. Примерную стоимость работы Вы можете узнать, отправив фото изделия на [email protected], с помощью онлайн чата или позвонив по тел. 8-929-33-99-100.
Mig по сравнению со сварочным аппаратом TIG для алюминия
перейти к содержаниюМодель
Процесс сварки для алюминия
Требуемый защитный газ
Полярность
Метод кормления металла наполнителя
Общий наполнитель металл
Доступные функции для улучшения качества сварки
Качество сварки
Curve
. Сварка тонкого алюминия
Сварка тонкого алюминия
Скорость
Вероятность пористости сварного шва
Плавление без присадочного металла
Process Cleanliness
YesWelder 250A Aluminum MIG Welder
$560.00
MIG
100% Argon
DCEP
Fed through a spool gun or a graphene liner using a wire feeder from the MIG-250PRO
ER4043 and ER5356 wire золотников
Индуктивность, горячий пуск и время обратного горения
Среднее
Среднее
Отличное
Сложное. Металл легко прожечь
Быстрее
Выше
Невозможно
Грязнее. Производит Sparks and Smoke
TIG-250P AC/DC
$ 999,99 $ 749,99
AC TIG
100% ARGON
AC
DABBING TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TIG TOW как проволока MIG только в форме стержня)
Баланс переменного тока, частота переменного тока, запуск с очень низким током (5 А), нарастание, спад, предварительная подача, послеподача, импульсный переменный ток TIG с фоновым усилителем, максимальный ток , частота импульсов и ширина импульса.
Отлично
Высоко
Отлично, но требует большей силы тока
Проще. Импульсная сварка TIG, ножное управление и другие функции позволяют контролировать подачу тепла. Без дыма и искр
Сварка алюминия MIG-250PRO-SG vs. TIG-250P ACDC
Прежде чем перейти к подробному индивидуальному сравнению того, как наши установки MIG и TIG сваривают алюминий, и чем эти два процесса принципиально отличаются, давайте сравните все рядом.
Сварка алюминия — сложная задача. Двумя наиболее доступными и широко используемыми методами являются сварка MIG и TIG на переменном токе.
YesWelder предлагает и то, и другое. Наши аппараты YesWelder MIG 250A Pro и AC/DC TIG 250A справятся с этой задачей. Но выбор сварочного процесса для сварки алюминия может запутать новичков.
В этой статье мы обсудим различия между этими двумя процессами сварки, их преимущества и недостатки и познакомим вас с двумя нашими основными сварочными аппаратами, чтобы помочь вам решить, какой из них лучше всего подходит для вас.
Три проблемы сварки алюминия
При сварке алюминия вы столкнетесь с тремя основными проблемами: оксид алюминия на поверхности, чрезмерная теплопроводность алюминия и склонность к загрязнению. Итак, давайте обсудим каждый и объясним, почему они неприятны.
Оксид алюминия
Алюминий имеет сильное сродство к кислороду. Кислород воздуха мгновенно соединяется с чистым алюминием и образует оксидный слой на его поверхности. Чем дольше подвергается воздействию алюминий, тем толще оксидный слой.
Этот оксидный слой имеет значительно более высокую температуру плавления, чем базовый алюминий под ним. Чистый алюминий плавится при температуре 1200°F (650°C), а оксид алюминия плавится при 3700°F (2037°C). Итак, вы должны сначала удалить оксид алюминия, прежде чем приваривать под ним чистый алюминий. Сварка с использованием AC TIG справляется даже с незначительными оксидами алюминия, оставшимися после очистки металла, но мы обсудим это позже в этой статье.
На изображении показан слой оксида алюминия, источник: https://www.
 materialwelding.com/how-to-clean-aluminum-oxide-layer-before-welding-easy-steps/
materialwelding.com/how-to-clean-aluminum-oxide-layer-before-welding-easy-steps/Независимо от того, свариваете ли вы алюминий MIG или TIG, необходимо тщательно очистить поверхностный слой. Как правило, щетка из нержавеющей стали может очистить оксидный слой в большинстве случаев, но вы также можете использовать специальные шлифовальные круги, предназначенные для алюминия. Кроме того, можно использовать кислотные или щелочные растворы для удаления оксидов, но это нецелесообразно или необходимо для большинства людей.
Очистка алюминия выполняется в два этапа:
- Сначала очистите поверхность от масел, жира и грязи, чтобы предотвратить попадание таких загрязнений в основной металл с помощью щетки из нержавеющей стали.
- Тщательно смахните щеткой оксид алюминия.
Совет по безопасности: Алюминий — немагнитный металл. Это означает, что офтальмологи испытывают трудности с удалением алюминиевой пыли и мусора, если они попадают в глаза. Поэтому убедитесь, что вы носите все средства индивидуальной защиты, включая защитные очки, особенно при использовании электроинструментов для удаления оксидов. Дополнительно перед началом сварки необходимо надеть СИЗ. Сварочный шлем с защитными очками под ним, сварочные перчатки, ботинки и фартук как минимум.
Поэтому убедитесь, что вы носите все средства индивидуальной защиты, включая защитные очки, особенно при использовании электроинструментов для удаления оксидов. Дополнительно перед началом сварки необходимо надеть СИЗ. Сварочный шлем с защитными очками под ним, сварочные перчатки, ботинки и фартук как минимум.
2. Чрезмерная теплопроводность
Алюминий быстро проводит тепло. Это означает, что если ваш сварочный аппарат вводит тепло через дугу в металл, окружающая область будет получать тепло от сварочной ванны.
источник изображения: https://favpng.com/
Свариваемая деталь будет нагреваться все больше по мере прохождения сварного шва. Итак, допустим, вы зажгли дугу, когда металл был комнатной температуры, а толщина требовала использования 150А. К тому времени, когда вы достигнете половины длины соединения, температура всей детали увеличилась, и теперь требуется меньшая сила тока.
Конфигурация соединения, конкретный алюминиевый сплав, сплав присадочного металла, форма детали, комнатная температура и толщина металла влияют на то, на сколько вам нужно снизить силу тока через некоторое время.
Любителям и регулярным работам в сварочном цеху лучше всего заранее контролировать тепловложение. Один из лучших способов — работать над изделием с нескольких сторон, если это возможно. Таким образом, у вас будет меньше проблем с жарой.
Однако есть еще одна важная проблема, связанная с теплопроводностью. Поскольку алюминий быстро отводит тепло, для него требуется гораздо более высокая сила тока, чем для мягкой стали. Соедините это с низкой температурой плавления чистого алюминия, и вы получите сложный сценарий. Вот почему, чтобы сварить алюминий, вы должны двигаться быстро. В противном случае можно проплавить металл и повредить деталь.
3. Загрязнение
Сварка алюминия требует абсолютной чистоты, как мы обсуждали выше.
Но проблема глубже, чем оксиды. Этот металл не прощает перекрестного загрязнения. Вы должны использовать проволочную щетку из нержавеющей стали для алюминия и другие инструменты, которые соприкасаются с алюминием.
Кроме того, старайтесь не допускать попадания частиц пыли из низкоуглеродистой стали в зону, где вы планируете сваривать алюминий. Если вы работаете в сварочном цеху, лучше иметь отдельную рабочую зону только для алюминия, потому что частицы металла в воздухе, такие как искры и пыль, могут ухудшить качество соединения.
Если вы работаете в сварочном цеху, лучше иметь отдельную рабочую зону только для алюминия, потому что частицы металла в воздухе, такие как искры и пыль, могут ухудшить качество соединения.
Сварка алюминия методом TIG с помощью YesWelder TIG-250P ACDC
Летняя распродажа Дополнительная скидка 20 % при оформлении заказа Код:
TIG20Сварка алюминия методом TIG с нашим аппаратом YesWelder для сварки TIG-250P на переменном/постоянном токе позволяет добиться значительно лучших результатов чем процесс сварки MIG.
Однако обучение правильной сварке TIG занимает больше времени, а оборудование стоит дороже. Итак, давайте рассмотрим особенности этого аппарата и объясним процесс сварки TIG в целом.
Защитный газ
Как и в случае с процессом MIG, для сварки алюминия методом TIG необходимо использовать защитный газ, состоящий из 100 % аргона. Вы также можете использовать смесь аргона и гелия. Гелий улучшает проплавление и полезен при сварке толстых алюминиевых деталей.
Однако для большинства применений сварки TIG с алюминием следует использовать обычный газовый баллон с аргоном.
Зачем нужен переменный ток?
Если вы посмотрите на многопроцессорные сварочные аппараты, такие как YesWelder MIG-250-Pro, вы увидите, что помимо MIG, он поддерживает процесс сварки TIG на постоянном токе. Итак, почему вы не можете просто сварить алюминий с помощью DC TIG?
К сожалению, для успешной сварки алюминия методом TIG необходимо использовать переменный ток. Это связано с тем, что AC переключается между DCEP и DCEN много раз в секунду. Оба необходимы для сварки алюминия методом TIG.
Помните всю проблему с оксидным слоем алюминия?
Сварка ВИГ более чувствительна, чем МИГ, и любое включение оксида в сварной шов ухудшит качество сварного шва. К счастью, DCEP производит очищающее действие, которое разрушает оксиды алюминия и позволяет части переменного тока DCEN фокусировать глубоко проникающую энергию в основной металлический алюминий.
Баланс переменного тока
Сварочные аппараты более высокого качества имеют так называемую «балансировку переменного тока», и наш YesWelder TIG 250P включает эту функцию. Его баланс переменного тока позволяет изменять баланс в широком диапазоне от 15 до 85%, что позволяет точно настроить действие очистки.
Иногда вам может понадобиться больше проникновения и меньше очистки, если вы правильно выполнили предварительную очистку. В этом случае хорошо увеличить DCEN и снизить действие DCEP (очистка).
Частота переменного тока
Еще одна функция, которую предоставляют более профессиональные машины, — это регулировка частоты переменного тока. Это позволяет изменить частоту переключения DCEP и DCEN в течение одной секунды. Наш YesWelder TIG 250 позволяет регулировать частоту в диапазоне 20–250 Гц.
Настройка высокой частоты делает дугу острой и позволяет накладывать очень точные валики, в то время как более низкая частота делает дугу шире, а сварочная ванна более жидкой.
Импульсная сварка TIG
Использование импульсной сварки TIG полезно при сварке алюминия для предотвращения чрезмерного нагрева и прожога тонкого алюминиевого листа.
Импульсная сварка TIG позволяет указать низкую и высокую силу тока сварки для одного импульса и частоту импульсов, которая определяет, сколько импульсов в секунду вы хотите выводить.
Например, если вы свариваете что-то тонкое, вы можете установить малую силу тока на 25 А, максимальную силу тока на 100 А и использовать 10 Гц в качестве частоты импульсов, что даст вам 10 импульсов в секунду, где каждый импульс начинается с 25 А и переходит на 100 А. .
Наш сварочный аппарат YesWelder TIG имеет настройки частоты и длительности импульса, что обеспечивает профессиональный уровень контроля над чувствительным алюминиевым металлом.
Ножная педаль управления
Одной из важных причин, по которой сварка TIG превосходит сварку MIG, является то, что этот процесс сварки оптимизирован для управления. Если вы используете какой-либо высококачественный сварочный аппарат TIG, такой как YesWelder 250P AC/DC, у вас будет возможность использовать ножную педаль для управления силой тока.
Если вы используете какой-либо высококачественный сварочный аппарат TIG, такой как YesWelder 250P AC/DC, у вас будет возможность использовать ножную педаль для управления силой тока.
Педаль работает так же, как педаль газа в автомобиле. Если вы наступите на него, входная сила тока увеличится, а входная сила силы уменьшится, если вы ослабите давление. Это позволяет изменять подачу тепла в режиме реального времени при сварке алюминия или других металлов.
Помните, как мы обсуждали ранее проблему теплопроводности алюминия?
Вы можете контролировать подачу тепла с помощью ножной педали и, потренировавшись, вообще избежать чрезмерного накопления тепла. Осторожно пропуская ток в металл по мере необходимости и отступая назад, когда алюминий отводит слишком много металла в окружающее пространство, вы можете контролировать сварной шов и избежать прожога.
Высокочастотный пуск
Одной из причин, по которой сварка ВИГ обеспечивает почти идеальные сварные швы, является отсутствие контакта между электродом и металлической деталью. В результате вероятность переноса любых примесей в сварочную ванну сведена к минимуму.
В результате вероятность переноса любых примесей в сварочную ванну сведена к минимуму.
Сварочная проволока MIG действует как присадочный металл и электрод. Напротив, сварка TIG основана на использовании вольфрамового электрода, который никогда не должен физически контактировать со свариваемым алюминием или другими металлами.
Однако это возможно только в том случае, если сварочный аппарат TIG поддерживает запуск высокочастотной (ВЧ) дуги. YesWelder 250P оснащен высокочастотным пуском, позволяющим бесконтактно зажечь дугу и избежать вольфрамовых включений в сварном шве.
ВЧ-генератор внутри аппарата инициирует ВЧ-ток, который переходит от вольфрамового электрода к металлической детали после того, как вы инициируете запуск дуги нажатием ножной педали или кнопки на горелке.
Метод сварки алюминия методом ВИГ
Для сварки алюминия ВИГ необходимо использовать вольфрамовый электрод для этого металла. Хорошим вольфрамовым стержнем для начинающих для алюминия является вольфрам с 2% содержанием церия, но доступны и другие в зависимости от толщины металла и доступных настроек на машине.
Когда вы готовы начать сварку, крайне важно иметь правильное положение горелки и рук, а также хорошо координировать нанесение присадочного металла и поступательное движение горелки TIG.
Рука, держащая горелку, должна идеально лежать на сварочном столе в области от мизинца до запястья, пока горелка удерживается пальцами. Указательный палец и большой палец имеют наибольший контроль над факелом.
Резак следует держать в положении движения вперед с небольшим наклоном назад примерно на 5-20 градусов. При этом вольфрамовый наконечник следует держать на расстоянии от металлической детали, равном диаметру вольфрама.
Наполнительный стержень должен быть примерно на 9под углом 0 градусов к горелке TIG, и вы должны постепенно перемещать горелку по мере сварки. Нанесите присадочный металл на сварочную ванну, но никогда не прикасайтесь к вольфрамовому электроду, поскольку это приведет к его загрязнению. Всегда добавляйте присадочный металл на край ванны, но имейте в виду, что как только присадочный металл будет добавлен, температура сварного шва упадет, потому что процесс плавления присадочного металла отнимет часть доступного тепла.
Попрактиковавшись, вы научитесь хорошо координировать работу между присадочным металлом в одной руке и горелкой TIG в другой. Рекомендуется сначала потренироваться без дуги, а затем перейти к реальным бусинкам.
Преимущества сварки алюминия методом ВИГ
- В процессе сварки ВИГ получаются сварные швы самого высокого качества из всех процессов дуговой сварки
- Вы можете делать эстетически привлекательные сварные швы
- Сварные швы TIG прочные и не имеют пористости
- Этот процесс позволяет полностью контролировать сварное соединение
- Существует множество настроек дуги и проникновения
- Отлично работает с более тонким калибром
- Можно сваривать без присадочного металла, сплавляя основные металлы
- Нет искр или дыма, о которых стоит беспокоиться
- Дуга чрезвычайно сфокусирована и стабильна
- Обеспечивает отличную видимость соединения
Недостатки сварки TIG алюминия
- Оборудование дороже, чем MIG
- Это относительно медленный процесс
- Сварка TIG требует навыков, приобретение которых занимает больше времени
- Подвержен загрязнению
- Требуется мощное оборудование для сварки очень толстого алюминия
Заключение
MIG и TIG — это два очень разных процесса, но оба могут сваривать алюминий. В то время как MIG может обрабатывать алюминий с использованием постоянного тока, процесс TIG требует использования переменного тока.
В то время как MIG может обрабатывать алюминий с использованием постоянного тока, процесс TIG требует использования переменного тока.
Если вы планируете часто сваривать алюминий или хотите получить соединение высочайшего качества, AC TIG незаменим. Тем не менее, сварка алюминия MIG полностью подходит для большинства применений.
Одним из наиболее важных преимуществ MIG является более низкая кривая обучения, которая привлекает многих новичков. Тем не менее, обучение сварке алюминия методом TIG на переменном токе является высокооплачиваемым навыком, поскольку вы также можете выполнять работу для других, если у вас еще нет своего сварочного цеха.
Сварка алюминия методом MIG с помощью YesWelder MIG-250PRO-SG
Сварка алюминия методом MIG проще и дешевле, чем TIG. Однако он не обеспечивает максимальное качество соединения и требует либо шпульного пистолета, либо аппарата MIG, такого как наш YesWelder MIG Pro со встроенной поддержкой алюминиевой проволоки.
Для сварки алюминия методами MIG или TIG необходимо использовать 100% защитный газ аргон. Таким образом, ваша обычная смесь MIG 75/25 CO2/Ar не может быть использована.
Шпулемет или графеновый вкладыш?
Для сварки алюминия с помощью сварочного пистолета YesWelder MIG-250Pro-SG не требуется катушка, но он совместим с катушкой. Оснащение сварочного аппарата 100% аргоном, проволочным роликом U-типа, специальными наконечниками A+ и графеновым вкладышем позволяет сваривать алюминий без катушки.
На изображении показан графеновый вкладыш от YesWelder MIG250-PRO-AL
У него есть несколько преимуществ. Пистолет для катушки тяжелый, громоздкий и не позволяет получить доступ к узким углам. Кроме того, это ограничивает вас катушками меньшей емкости. Алюминиевая проволока стоит дорого, поэтому выгоднее использовать большую катушку, которая подходит для MIG-250Pro.
Пистолеты для катушек имеют преимущество, если вам нужно использовать очень длинные провода, поскольку они значительно сокращают путь прохождения алюминиевой проволоки. Кроме того, при использовании стандартного механизма подачи проволоки для сварки MIG необходимо немного повозиться с настройкой натяжения приводного ролика.
Кроме того, при использовании стандартного механизма подачи проволоки для сварки MIG необходимо немного повозиться с настройкой натяжения приводного ролика.
Какую сварочную проволоку MIG использовать?
Двумя наиболее часто используемыми сварочными металлическими проволоками MIG для алюминия являются ER4043 и ER5356. У обоих есть плюсы и минусы, поэтому давайте посмотрим, какой из них вы должны выбрать и когда.
Но, пожалуйста, изучите вопрос, если свариваете что-то критичное. В зависимости от сплава, с которым вы работаете, вам может понадобиться специальный присадочный сплав.
В состав сплава ER4043 в основном входит кремний, который помогает сохранять жидкость в сварочной ванне и повышает устойчивость к растрескиванию. ER4043 нагревается сильнее, чем ER5356, что позволяет сваривать более толстые материалы с той же скоростью подачи проволоки и настройками напряжения.
Характеризуется белым цветом дуги и меньшим количеством дыма и черной копоти, которые могут появляться вдоль линии сварки. Присадочный металл ER4043 работает со многими алюминиевыми сплавами и оставляет блестящую поверхность. Проволока мягче, и ее немного сложнее подавать, чем у ER5356 ниже.
Присадочный металл ER4043 работает со многими алюминиевыми сплавами и оставляет блестящую поверхность. Проволока мягче, и ее немного сложнее подавать, чем у ER5356 ниже.
ER5356 имеет добавки магния для повышения прочности на растяжение, но он выделяет больше дыма, искр и образует больше черной сажи вокруг сварного шва. Он меньше нагревается, что облегчает сварку тонкого алюминия. Эта проволока излучает дугу с зеленым оттенком, а сама проволока более жесткая, что облегчает подачу.
Кроме того, ER5356 обеспечивает гораздо более точное цветовое соответствие, если вы хотите анодировать алюминиевую деталь после сварки. ER4043 имеет тенденцию становиться серым после анодирования.
Настройка YesWelder MIG-250-Pro-AL
После того, как вы замените обычный вкладыш горелки MIG на графеновый вкладыш, установите U-образную канавку и подсоедините баллон со 100% защитным газом аргона, вы готовы к регулировке. цифровые настройки.
Для первой попытки рекомендуется использовать синергетический режим MIG (MIG-S). Установите тип материала на «AL» и установите толщину проволоки, которую вы ранее установили. После этого отрегулируйте выходную силу тока для свариваемой толщины, и машина готова к работе.
Установите тип материала на «AL» и установите толщину проволоки, которую вы ранее установили. После этого отрегулируйте выходную силу тока для свариваемой толщины, и машина готова к работе.
Имейте в виду, что для сварки MIG алюминия требуется та же полярность, что и для стали. Поэтому следует использовать DCEP (положительный электрод постоянного тока).
Техника сварки алюминия MIG
Во избежание прогорания наконечников горелки MIG следует использовать более длинный вылет, чем при сварке стали. Вылет 3/4 дюйма хорошо работает с алюминием.
Для сварки алюминия в среде инертного газа требуется дуга с струйным переносом. Если вы используете синергетические настройки MIG и все настроено правильно, напряжение и скорость подачи проволоки будут работать в тандеме. Однако, если вы используете ручные настройки, обязательно используйте высокие значения силы тока и напряжения, чтобы одно не было слишком высоким по сравнению с другим. Это может потребовать некоторых проб и ошибок, чтобы получить правильное решение.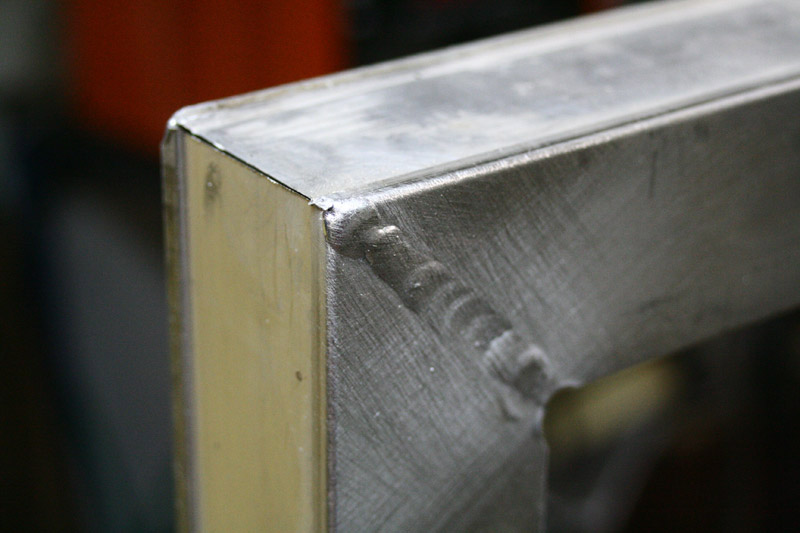
Поскольку алюминий быстро проводит тепло, необходимо использовать высокую скорость перемещения и скорость подачи проволоки. Высокое тепловложение в сочетании с высокой скоростью перемещения решит проблему теплопроводности, но для изготовления хорошего валика требуются определенные навыки. Не расстраивайтесь, если у вас не получится с первой попытки. После некоторой практики с бисером вы должны освоиться.
В зависимости от толщины алюминиевой детали может потребоваться уменьшить силу тока по мере нагрева детали. Если вы свариваете тонкий лист и кондуктивное тепло увеличивает нагрев листа, вам следует уменьшить силу тока, чтобы предотвратить прожоги. Кроме того, вам может потребоваться увеличить скорость перемещения, чтобы избежать чрезмерного нагрева и деформации.
Для успешной сварки алюминия методом MIG необходимо использовать метод сварки проталкиванием. Отводя наконечник горелки MIG от сварочной ванны, вы обеспечиваете лучшее покрытие защитным газом, улучшаете очищающее действие и уменьшаете загрязнение сварного шва.
Дополнительный совет: Если вам нужно сваривать медленнее, вы можете использовать радиатор для поглощения тепла, выделяемого сварным соединением. Таким образом, ваша алюминиевая деталь будет оставаться более прохладной, и вы избежите риска прогорания.
Преимущества сварки MIG алюминия
- Оборудование дешевле
- Требуется меньше навыков, чем TIG
- Быстрее, чем TIG
- Лучше всего подходит для толстого алюминия
- Вам не нужно подавать присадочный металл вручную
- Не нужно беспокоиться о загрязнении присадочного металла, если он находится внутри сварочного аппарата
Недостатки сварки MIG алюминия
- Более сложная сварка тонкого листа
- Качество сварки ниже по сравнению с TIG
- Вы сожжете больше контактных советов
- Без присадочного металла сварка невозможна
- При сварке MIG образуются искры, дым и копоть
Назад к YesWelder
YesWelder MP200 Vs. CT2050 — Характеристики по сравнению с моделью
CT2050 — Характеристики по сравнению с моделью
Сварка MIG и MAG – есть ли разница?
#WhyWeWeld: Брин Отто
#WhyWeld: Дизель Д’Суза
#WhyWeld: Бэйли Шмидт
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
6 Лучший сварочный аппарат TIG для алюминия на рынке в 2022 году
Было время, когда, как и многие другие профессии, сварка была одной из профессий, которыми люди учились, чтобы зарабатывать на хлеб насущный и содержать семью.
Однако сегодня как мужчины, так и женщины учатся сварке в качестве домашнего сварщика или любителя. Для многих энтузиастов-любителей сварка — это способ раскрыть в себе художника и, возможно, сделать это своей профессией.
Если вы ищете лучший бюджетный, средний или даже профессиональный сварочный аппарат TIG, вы находитесь в нужном месте.
После тщательных исследований и исследований мы составили список аппаратов для сварки TIG алюминия, отвечающих требованиям как любителей, желающих стать производителями среднего уровня, так и профессионалов.
Взгляните на наши обзоры сварочных аппаратов для сварки TIG алюминия и узнайте, какой из них может стать вашим следующим аппаратом для сварки TIG! Начнем.
Лучший сварочный аппарат для алюминия в 2022- Lincoln Electric Square Wave TIG 200 (Лучший сварочный аппарат для алюминия в целом)
- Everlast Power TIG 210 TIG Welder (Runner Up)
- PRIMEWELD TIG225X TIG Welder (Best TIG Welder for the Money)
- AHP AlphaTIG 200X TIG Welder (Best Aluminum TIG Welder для начинающих)
- Weldpro Digital TIG 200GD (лучший сварочный аппарат TIG для алюминия до 1000)
- LOTOS TIG200 TIG Welder (лучший недорогой сварочный аппарат для алюминия45)
6
Lincoln Electric Square Wave 200 — это портативный аппарат для сварки вольфрамовым электродом в среде защитного газа (TIG) и электродуговой сварки, который подходит для любителей, мастеров, небольших производителей и профессионалов.
Square wave 200 производится в США. Это сварщик среднего веса (46 фунтов); Вы можете взять его с собой куда угодно и подключить к сети 120 В или 230 В, чтобы начать сварку.
Сварочный аппарат обеспечивает гладкую сварку алюминия, а DC TIG обеспечивает гладкую сварку стали, нержавеющей стали и легированной стали. Машина имеет удобный интерфейс.
Lincoln Square Wave 200 — превосходный аппарат TIG для сварки алюминия; пользователи могут легко настроить управление частотой переменного тока для более широкого или плотного сварного шва.
Баланс переменного тока можно отрегулировать, чтобы усилить очистку грязного алюминия или максимально проникнуть в толстые материалы.
Сварочный аппарат оснащен высокочастотным пуском для сварки алюминия, импульсным режимом, который поможет вам стать лучше и быстрее сварщиком TIG, а также функцией TIG 200, которая позволяет вам освоить навыки сварки и стать профессионалом.
Lincoln предлагает на этот сварочный аппарат ограниченную гарантию сроком на три года.
Check Lincoln Electric Square Wave TIG 200 Welder Последняя цена
Плюсы
• Может сваривать алюминий и сталь, нержавеющую сталь и другие металлы.
• Хорошая портативность (вес 46 фунтов).
• Удобный интерфейс.
• Двойное напряжение 120 В/230 В.
• Ножной регулятор силы тока.
• Известный и надежный бренд.
• Двойной сварочный аппарат AC/DC TIG и DC Stick.
• Полезно для любителей, мастеров и производителей.
Минусы
• Дорогой сварочный аппарат. Новички и любители могут не позволить себе эту машину.
• При сварке тонких металлов требуется больше возможностей регулировки.
Предметы, полученные вместе со сварочным аппаратом
• Газовый регулятор/расходомер и 10-футовый шланг.
• Комплект газовых шлангов Держатель стержневого электрода на 200 А.
• Зажим заземления и кабель.
• Входные кабели 120 и 230 В.
• Foot Amtrol™ 25 футов. (6 контактов) K870
• PTA 17-F TIG Torch Ready-Pak® (12,5 футов, 1 шт. ) K1782-14.
) K1782-14.
Технические характеристики сварочного аппарата
Марка: Lincoln Electric.
Продажа и обслуживание в США: Да, этот продукт произведен в США.
Модель : прямоугольная волна TIG 200
Входное напряжение (В): I фаза 120 В/230 В.
Диапазон токового выхода TIG: 10–125 А (120 В) или 10–200 А (230 В).
Высокочастотный (ВЧ) запуск: Да.
Диапазон импульсов: 0,1–20 импульсов в секунду.
Рабочий цикл: 25 % при 125 А, 40 % при 100 А и 60 % при 85 А.
Проверьте Lincoln Electric Square Wave TIG 200 Welder Последняя цена
Второе место Everlast Power TIG 210 — это фирменный сварочный аппарат TIG среднего диапазона для начинающих, любителей, малых и средних производителей и профессионалов. Технология сварщика IGBT обеспечивает стандартные импульсные характеристики для сварки на переменном и постоянном токе и усовершенствованный специальный импульс для сварки на переменном токе.
Сварочный аппарат имеет 3 формы волны переменного тока: улучшенную прямоугольную волну, мягкую прямоугольную волну и треугольную волну для дополнительного контроля при сварке алюминия. При активации расширенного импульса переменного тока устройство может сваривать более 1/2 дюйма алюминия.
Цифровое микропроцессорное управление обеспечивает точный контроль и управление всеми параметрами и функциями сварки. Микропроцессорное управление повышает производительность, качество сварки и возможность точной настройки.
Этот сварочный аппарат имеет два импульсных режима; стандартный и расширенный импульс позволяют контролировать процесс сварки тонкого алюминия и более высокое проплавление толстого алюминиевого листа. Все эти элементы управления кажутся запутанными, но ими проще пользоваться.
Everlast Power TIG 210 имеет программируемую память, регулируемую частоту переменного тока и регулируемый контроль баланса переменного тока. Кроме того, в сварке TIG зажигается сверхмощная ВЧ (высокочастотная) дуга, что снижает количество проблем с техническим обслуживанием, характерных для традиционной ВЧ сварки.
Может показаться, что у этого устройства сложный список функций, однако он довольно прост благодаря интуитивно понятному дизайну, который помогает быстро и легко настроить даже любителям.
Сварочный аппарат Everlast поставляется с пятилетней ограниченной гарантией, что гарантирует бесперебойную сварку в течение пяти полных лет.
Проверить сварочный аппарат Everlast Power TIG 210EXT Последняя цена
Плюсы
• Программируемая память.
• 3 формы сигналов переменного тока — усовершенствованная прямоугольная волна, мягкая прямоугольная волна и треугольная волна.
• 5-летняя ограниченная гарантия.
• Сверхмощный ВЧ (высокочастотный) запуск дуги.
• Двойное напряжение 110 В/220 В.
• Двойной процесс AC/DC TIG и DC Stick.
• И стандартный, и расширенный импульс переменного тока.
• Репутация торговой марки.
Минусы
• Настройки и элементы управления могут быть слишком сложными для новичка.
Позиции, полученные вместе со сварочным аппаратом
• Горелки TIG серии 9 с воздушным охлаждением и 26 с воздушным охлаждением, 12,5 фута (разъем типа 35 DINSE).
• Рабочий зажим 10 футов (соединитель типа 35 DINSE).
• Держатель электрода 10 футов (разъем типа 35 DINSE).
• Переходник с 240 В на 120 В.
• Ножная педаль.
• Регулятор.
Технические характеристики сварочного аппарата
Марка: Everlast Welders – Канада.
Продажи и обслуживание в США: Да, у них есть офис в США.
Модель: TIG 210 EXT.
Входное напряжение (В): I фаза 110 В/220 В.
Тип процесса: Аппарат для сварки аргонодуговой сваркой вольфрамовым электродом в среде переменного и постоянного тока и постоянного тока
Номинальный ток A (ВИГ): 120 В : 21А. 240В:19А.
Старт высокой частоты (ВЧ): Да (сверхмощный).
Диапазон тока ВИГ: 120 В: AC-5-125 A / DC-3-125 A – 240 В: AC-5-210 A / DC-3-210 A.
Частота импульсов Гц: Постоянный ток: 1–500 Гц — Переменный ток: 1–250 Гц — Усовершенствованный переменный ток: 1–9,9 Гц.
Рабочий цикл TIG: 120 В-35 % при 125 А. 240 В-35 % при 210 А
Размеры и вес: 24×9×17 дюймов и 60 фунтов.
Проверьте сварочный аппарат Everlast Power TIG 210EXT Последняя цена
Лучший сварочный аппарат TIG за деньгиPRIMEWELD TIG225X — один из лучших сварочных аппаратов TIG по доступной цене для начинающих, любителей и небольших производителей.
Сварочный аппарат поставляется с горелкой CK Worldwide 17 серии Superflex TIG с гибкой головкой и аксессуарами, селекторным переключателем для TIG/стержня, 2T/4T и опцией изменения полярности переменного/постоянного тока.
PrimeWeld TIG225X 225 имеет импульсную функцию, которая хорошо подходит для сварки алюминия, нержавеющей стали и тонких металлов. Кроме того, высокочастотный (ВЧ) запуск, дистанционное (педалью) управление током упрощают сварку, а передовая инверторная технология с широтно-импульсной модуляцией (ШИМ) и биполярными транзисторами с изолированным затвором (IGBT).
Кроме того, высокочастотный (ВЧ) запуск, дистанционное (педалью) управление током упрощают сварку, а передовая инверторная технология с широтно-импульсной модуляцией (ШИМ) и биполярными транзисторами с изолированным затвором (IGBT).
Сварочный аппарат PrimeWeld TIG 225X AC/DC TIG представляет собой универсальный сварочный аппарат. Вы можете использовать его для различных сварочных проектов, таких как кузова автомобилей, металлическая мебель, резервуары для воды или металлический забор. Вы можете использовать его для сварки алюминия и получать качественные сварные швы.
DC TIG обеспечивает низкую температуру, необходимую при сварке тонких металлов, таких как кузова автомобилей и листовой металл. С другой стороны, вы можете использовать этот сварочный аппарат TIG переменного/постоянного тока 225 ампер для сварки металлов толщиной до ½ дюйма.
PrimeWeld предоставляет поддержку семь дней в неделю и трехлетнюю гарантию на эту машину.
Проверить PRIMEWELD TIG225X TIG/Stick Welder Последняя цена
Плюсы
• Двойное питание 110 В/220 В.
• Двойной процесс TIG AC/DC и DC Stick.
• Горелка CK Worldwide серии 17 Superflex TIG с гибкой головкой и шлангом CK Superflex также включает плотный разъем CK.
• Педальный регулятор силы тока.
• ВЧ (высокочастотный) пуск для сварки TIG.
• Режимы 2T/4T.
• Компактный и легкий (40,7 фунта).
Минусы
• Надежность в течение длительного периода неизвестна.
Предметы, полученные вместе со сварочным аппаратом
• Горелка CK Worldwide 17 Superflex TIG с гибкой головкой и шлангом CK Superflex также включает плотный соединитель CK.
• Заземляющий зажим с 12-футовым кабелем.
• Держатель электрода с 12-футовым кабелем.
• Блок питания от 220 В до 110 В.
• Педальный регулятор силы тока.
• Газовый регулятор.
• Комплект расходных материалов для горелки TIG.
• Аргоновый шланг.
• Маска для рук и молотковая щетка.
• Переключатель факела.
Технические характеристики сварочного аппарата
Марка: PRIMEWELD.
Отдел продаж и обслуживания в США: Да.
Модель: TIG 225X Аппарат для сварки TIG переменным/постоянным током.
Входное напряжение (В): I фаза 110 В/220 В.
Тип процесса: TIG и SMAW переменного и постоянного тока (палочная сварка).
Номинальный выходной ток TIG: 140 А (110 В) или 225 А (220 В).
Старт высокой частоты (ВЧ): Да.
Низкая частота импульсов: от 0,5 Гц до 10 Гц.
Частота импульсов — высокая: от 10 Гц до 200 Гц.
Рабочий цикл: от 40 до 100 % в зависимости от напряжения и тока.
Размеры и вес: 27,76 дюйма × 11,8 дюйма × 22,24 дюйма и 40,7 фунта.
Проверить PRIMEWELD TIG225X TIG/Stick Welder Последняя цена
Лучший алюминиевый TIG-сварщик для начинающих AHP AlphaTIG 200X — это среднебюджетный сварочный аппарат для начинающих сварщиков, любителей и производителей.
AlphaTIG 200X оснащен полностью управляемым ЖК-экраном, полностью регулируемой частотой переменного тока и настройками баланса переменного тока, которые улучшают проплавление, увеличивают срок службы вольфрама, конус дуги и ширину травления.
Кроме того, сварочный аппарат имеет функцию 2T/4T, усовершенствованную инверторную технологию с PWM (широтно-импульсной модуляцией) с использованием технологии IGBT, функцию ВЧ (высокочастотного) запуска для TIG и педаль управления током.
Сварочный аппарат имеет полностью регулируемые настройки частоты переменного тока и баланса переменного тока, и он может сваривать TIG алюминий 1/4 дюйма и мягкую сталь 3/8 дюйма.
AHP AlphaTIG 200X поставляется с трехлетней ограниченной гарантией.
Проверить AHP AlphaTIG 200X TIG/аппарат для сварки электродом Последняя цена
Плюсы
• Двойное напряжение 120 В/240 В.
• Аппарат для сварки TIG переменным и постоянным током и аппарат для сварки электродом.
• Запуск высокочастотной сварки TIG.
• Может сваривать алюминий, сталь, нержавеющую сталь и другие металлы.
• Хорошая машина для начинающего любителя или профессионального производителя в этом ценовом диапазоне.
• Частота импульсов от 0,5 до 200 Гц.
Минусы
• Долговременная надежность неизвестна.
• Зажим заземления, поставляемый со сварочным аппаратом, может быстро сломаться.
Предметы, полученные вместе со сварочным аппаратом
• Вращающаяся головка 9/17 TIG Torch (12,5 футов, соединение 35-70 DINSE, быстроразъемное соединение 9 мм).
• Сварочный аппарат (9 футов).
• Зажим заземления (6 футов).
• Ножная педаль Nova.
• Аргоновый регулятор.
• Адаптер для вилки 110 В.
• Базовый комплект расходных материалов (не включает вольфрам).
Технические характеристики сварочного аппарата
Марка: АЛЬФА.
Продажи и обслуживание в США: Да, у них есть офис в США.
Модель: Alpha TIG 200X.
Входное напряжение (В): I фаза 110 В/220 В.
Тип процесса: Аппарат для сварки TIG и SMAW на переменном и постоянном токе.
Регулировка выходного тока A (ВИГ): 10–150 А (110 В) или 10–200 А (220 В).
Высокочастотный (ВЧ) запуск: Да.
Режим 2T/4T: Да.
Частота импульсов Гц: от 0,5 до 10 и от 10 до 100.
Толщина сварного шва: 1/4 дюйма, алюминий и 3/8 дюйма, сталь.
Рабочий цикл: 60% -100% в зависимости от силы тока и напряжения.
Размеры и вес: 30×12×24,5 дюйма и 67 фунтов.
Проверить AHP AlphaTIG 200X TIG/аппарат для сварки электродом Последняя цена
Лучший алюминиевый TIG-сварочный аппарат до 1000 Weldpro Digital TIG 200GD — еще один среднебюджетный аппарат для сварки TIG для начинающих, любителей и небольших производителей. Сварочный аппарат TIG 200 AC/DC представляет собой инверторный сварочный аппарат TIG, в котором используются передовые инверторные технологии, схемы IGBT и технология ШИМ.
Сварочный аппарат TIG 200 AC/DC представляет собой инверторный сварочный аппарат TIG, в котором используются передовые инверторные технологии, схемы IGBT и технология ШИМ.
Сварочный аппарат имеет двойное напряжение 110 В/220 В, ВЧ (высокочастотный) запуск TIG и поставляется с ножной педалью профессионального дизайна для регулировки силы тока.
Этот сварочный аппарат может выполнять сварку TIG на переменном или постоянном токе. Пользователь может использовать постоянный ток для сварки углеродистой стали, нержавеющей стали и других металлов, а переменный ток для сварки алюминия и алюминиевых сплавов.
TIG 200 GD имеет полнофункциональные функции сварки TIG, начальный и конечный ток (ампер), нарастание и спад, полностью регулируемый импульс, баланс переменного тока, частоту переменного тока и 2T-4T.
Weldpro Digital TIG 200GD оснащен дополнительным кабелем CK Worldwide Superflex и гибкой головкой номер 17F горелки с независимым триггерным переключателем.
На этот сварочный аппарат предоставляется трехлетняя ограниченная гарантия./8ce4a8c4a69941b.s.siteapi.org/img/f6bd6b92b9a1dd4ac49c8a44be2413fd4cbaeed5.jpg)
Check Weldpro Digital TIG 200GD TIG/Stick Welder Последняя цена
Pros
• Головка CK17 Superflex Горелка Weldpro.
• Двойное напряжение 110 В/220 В.
• Режимы 2T и 4T.
• Может сваривать алюминий, сталь, нержавеющую сталь и другие металлы.
• Двойной сварочный аппарат AC/DC TIG и DC stick
• ВЧ (высокочастотный) пуск.
• Имеет ножную педаль.
Минусы
• Долговременная надежность неизвестна.
• Только запуск ВЧ (высокая частота) и без возможности запуска «подъемной сварки TIG».
Предметы, полученные со сварщиком
• Газовый шланг.
• Расходомер.
• Ножная педаль.
• Адаптер питания.
• Кнопка запуска.
• Головка CK17 Superflex Горелка Weldpro.
• Защитный кожух горелки Weldpro CK 17.
• Держатель электрода: кабель 5 AWG×15 футов, быстроразъемное соединение 35-50.
• Кабель 5 AWG×10 футов, быстроразъемный разъем 35-50. Т-образный заземляющий зажим на 300 А.
• Цанга 3/32 дюйма, корпус цангового патрона 3/32 дюйма, электрод из чистого вольфрама, зеленый 3/32 дюйма, электрод с содержанием 2 % тория, красный 3/32 дюйма, длинная задняя крышка, керамическое сопло № 4, 5 и 6.
Технические характеристики сварочного аппарата
Марка: Weldpro.
Продажи и обслуживание в США: Да, у них есть офис в США.
Модель: Weldpro Digital 200 GD.
Входное напряжение (В): 110 В/220 В 50/60 Гц.
Тип процесса: Аппарат для сварки TIG и SMAW на переменном и постоянном токе (Stick).
Высокочастотный (ВЧ) запуск TIG: Да.
Диапазон силы тока для сварки TIG: 5–200 ампер.
Частота импульсов Гц: от 0,5 до 200.
2T/4T: Да.
Рабочий цикл: 40 % при полной силе тока для TIG на постоянном токе и 60 % рабочего цикла для TIG на переменном токе.
Размеры и вес: 17,6×7,9×16 дюймов и 31,3 фунта.
Check Weldpro Digital TIG 200GD TIG/Stick Welder Последняя цена
Лучший дешевый сварочный аппарат для алюминияLOTOS TIG200 AC/DC 200A — доступный сварочный аппарат, обеспечивающий сварку промышленного качества; он подходит для профессиональных, начинающих и любителей сварщиков.
Сварочный аппарат поставляется с инвертором прямоугольной волны переменного тока, обеспечивающим точную сварку алюминия, и простым набором элементов управления (сила тока, предварительная подача, постподача и т. д.), помогающих точно настроить сварочный аппарат.
Сварочный аппарат имеет двойное напряжение 110 В/220 В, ВЧ (высокая частота) запуск для TIG и точное управление сваркой ножной педалью (ампер) для сварки алюминия, низкоуглеродистой стали, нержавеющей стали и других металлов.
Этот сварочный аппарат может выполнять сварку TIG на переменном или постоянном токе. Пользователь может использовать постоянный ток для сварки углеродистой стали, нержавеющей стали и других металлов, а переменный ток для сварки алюминия и алюминиевых сплавов.
Пользователь может использовать постоянный ток для сварки углеродистой стали, нержавеющей стали и других металлов, а переменный ток для сварки алюминия и алюминиевых сплавов.
LOTOS TIG200 может сваривать мягкую сталь толщиной 3/8 дюйма, кроме того, он может сваривать нержавеющую сталь и алюминий.
Единственная проблема, связанная с машиной, — это ограниченная гарантия сроком на один год, хотя отзывы большинства клиентов положительные и обнадеживающие. Однако было бы лучше иметь гарантию более года, как у других высококлассных сварщиков.
Проверить LOTOS TIG200 TIG Welder Последняя цена
Плюсы
• Доступный сварочный аппарат для профессионального сварщика, а также для сварщика-любителя на выходных.
• Прямоугольная волна для точной сварки алюминия.
• Может сваривать алюминий, низкоуглеродистую сталь, нержавеющую сталь и другие металлы.
• Двойное напряжение 110 В/220 В.
• Двойной сварочный аппарат AC/DC TIG и DC Stick.
• ВЧ (высокочастотный) пуск для сварки TIG.
• Толщина сварного шва 3/8 дюйма.
• Ножная педаль управления током.
Минусы
• Долговременная надежность неизвестна.
• Немного тяжелый (58 фунтов).
• Управление немного запутанное.
• Только один год ограниченной гарантии.
Предметы, полученные вместе со сварочным аппаратом
• Горелка TIG TT 132 (длина 13 футов, 2-контактное соединение).
• Стержневой электрододержатель длиной 9 футов.
• Кабель заземления и зажим (длиной 6 футов).
• Регулятор аргона AR 03.
• Ножная педаль FP23 (3-контактное соединение).
• В комплект поставки горелки TIG входят 2 защитных колпачка, 2 цанги, 1 корпус цанги и 1 вольфрамовый электрод постоянного тока.
• Проволочная щетка.
• Руководство пользователя.
Технические характеристики сварочного аппарата
Марка: LOTOS.
Продажи и обслуживание в США: Да, у них есть офис в США.
Модель: LOTOS TIG 200 AC/DC.
Входное напряжение (В): 110 В/220 В 50/60 Гц.
Тип процесса: Сварочный аппарат постоянного и переменного тока TIG и постоянного тока SMAW (Stick).
Регулировка выходного тока A (TIG): 10–200 ампер переменного и постоянного тока.
Высокочастотный (ВЧ) запуск TIG: Да.
Максимальная толщина сварного шва: 3/8 дюйма (мягкая сталь, нержавеющая сталь, алюминий и другие металлы).
Рабочий цикл: от 60 до 100 % в зависимости от силы тока и напряжения.
Размеры и вес: 28×13×17 дюймов и 58 фунтов.
Проверить LOTOS TIG200 Сварочный аппарат TIG Последняя цена
Сварочные аппараты TIG Руководство по покупке
Как выбрать недорогой и качественный аппарат для сварки TIG? Мы даем вам несколько советов, которые могут помочь принять решение легко и просто.
Перед тем, как начать искать сварочного аппарата TIG:
Сварка – это не сложная профессия для изучения; однако важно понимать, что использование сварочного аппарата небезопасно без изучения его основ и понимания рисков. Научитесь сварке у опытного профессионального сварщика или у своего друга, имеющего опыт сварки.
Примите во внимание следующее, прежде чем изучить и выбрать сварочный аппарат TIG
Что вы собираетесь делать?
Вы должны решить, как вы хотите использовать сварочный аппарат. Вы хотите заниматься сваркой TIG в качестве домашнего сварщика или любителя, или планируете использовать ее в своей текущей профессии? Простая мысль об этом поможет вам принять решение.
Какие металлы вы хотите сваривать?
Свариваемость металлов (мягкая сталь, углеродистая сталь, нержавеющая сталь, алюминий и другие металлы) зависит от возможностей аппарата. Некоторые аппараты TIG могут сваривать алюминий, а некоторые нет.
Некоторые аппараты TIG могут сваривать алюминий, а некоторые нет.
Другое дело толщина металла. Лучше всего учитывать толщину металла, который вы будете сваривать, так как от этого зависит диапазон тока (ампер), требуемый в сварочном аппарате. Ясность в этих вещах жизненно важна для выбора правильной машины.
Где вы хотите использовать свой алюминиевый сварочный аппарат TIG?
Вы получите аппараты TIG, работающие от 220 или 110 В или 110 В и 220 В (двойная работа). С двойным рабочим напряжением 110 В/220 В вы можете выполнять свои проекты дома или в мастерской.
Каков ваш бюджет?
Либо вы можете выбрать дешевые аппараты TIG, которые стоят около 500 долларов США, либо выбрать аппарат TIG среднего уровня, который может стоить вам менее 1000 долларов США. Другой вариант — это аппараты TIG умеренно высокого класса ( 2500 долларов США и более).
Преимущество дешевых машин в том, что вы можете позволить себе сделать некоторые ошибки как новичок, и вы можете не сильно беспокоиться, если с машиной что-то случится. Один из негативных фактов о дешевых машинах TIG заключается в том, что они не рассчитаны на длительный срок службы.
Также следует помнить, что нельзя начинать сварку TIG в момент получения аппарата. В зависимости от приобретаемой машины и объема ее поставки вам придется потратиться на вольфрамовые электроды, газ аргон и другие предметы.
Рабочий цикл
Рабочий цикл означает общее время работы сварочного аппарата без его перегрева. Обычно считается 10-минутный цикл. Если ваш сварочный аппарат TIG говорит о рабочем цикле 30% при 200 амперах, это означает, что вы можете непрерывно сваривать в течение 3 минут, а затем дать ему остыть в течение 7 минут. Оцените свои потребности и поймите эту функцию, прежде чем принимать решение.
Следующий вопрос: многопроцессорная сварка или только сварка TIG?
Сегодня вы можете купить сварочные аппараты, которые могут выполнять сварку более чем одним процессом. Существуют сварочные аппараты, которые могут выполнять сварку TIG и приклеивание, или TIG, MIG, приклеивание и т. д.
Все многопроцессорные аппараты сильны в одном основном процессе сварки с большим количеством функций, за которым следует вторичный процесс со сравнительно меньшим количеством функций. Здесь вы должны определить свой приоритет; приоритет может быть в первую очередь для TIG или MIG и других вторичных процессов.
Вес и портативность
Портативность становится необходимой, если вы планируете использовать его более чем в одном месте (например, дома и в мастерской). Важным фактором здесь является вес оборудования.
Гарантия
Еще одним важным фактором является гарантия. Пожалуйста, внимательно изучите и поймите гарантийный срок и гарантийные условия, запросите разъяснения у поставщика, если у вас есть сомнения.
Пожалуйста, внимательно изучите и поймите гарантийный срок и гарантийные условия, запросите разъяснения у поставщика, если у вас есть сомнения.
Часто задаваемые вопросы
Как лучше всего использовать сварку TIG?
Сварка ВИГ может использоваться для сварки многих металлов, таких как углеродистая сталь, нержавеющая сталь, алюминий и т. д. Однако ее чистая и гигиеничная сварка лучше используется для сварки деталей и принадлежностей из нержавеющей стали, используемых в химической, пищевой, и другие отрасли.
ВИГ подходит для сварки тонких металлов. TIG также может использоваться для сварки деталей из листового металла автомобилей и мотоциклов.
Какой сварочный ток используется при сварке ВИГ?
Сварку ВИГ можно выполнять как на переменном, так и на постоянном токе с источником постоянного тока с падающим напряжением. Уровень используемого тока зависит от типа металла и его толщины.
Уровень используемого тока зависит от типа металла и его толщины.
Можно ли сваривать алюминий с помощью сварочного аппарата TIG постоянного тока?
Нет. Алюминий обычно сваривают с помощью аппарата для сварки TIG на переменном токе.
Когда следует использовать горелки TIG с воздушным и водяным охлаждением?
Использование горелки TIG с воздушным или водяным охлаждением зависит от сварочного тока. При малом токе (до 150 ампер) сварочные горелки обычно имеют воздушное охлаждение, а при более высоком (более 150 ампер) — водяное.
Можно ли использовать сварку TIG для наружных работ?
Нет, не рекомендуется использовать сварку ВИГ для наружных работ. Турбулентность окружающего воздуха нарушает подачу защитного газа, и качество сварки ухудшается.
Наш окончательный вердикт
В приведенной выше статье мы рассмотрели самые продаваемые и лучшие сварочные аппараты TIG на рынке и снабдили вас полезными советами, которые помогут принять правильное решение и сделать лучший выбор. исходя из ваших целей и требований вашего проекта.
исходя из ваших целей и требований вашего проекта.
Каждый сварочный аппарат TIG подробно рассмотрен, чтобы помочь вам понять аппарат, и, наконец, мы ответили на несколько часто задаваемых вопросов, чтобы помочь вам.
Какой бы бренд вы ни выбрали, независимо от его популярности, вы столкнетесь с негативными отзывами о нем. Однако это не означает, что все бренды одинаковы.
Чтобы выбрать самый надежный аппарат для сварки TIG на рынке, необходимо сравнить основные функции, которые вы ищете, и требования вашего проекта.
Некоторые сварочные аппараты немного дороже. Однако, если вы проделаете тяжелую работу, вы сможете вернуть свои инвестиции в течение короткого времени. Мы надеемся, что наши обзоры помогут вам найти своего следующего сварочного аппарата TIG!
Also checkout: Best TIG Welders On The Market in 2022 – Reviews And Buying Guide
Tig Welding Aluminum
Gas tungsten arc welding, or TIG (Tungsten Inert Gas) arc процесс сварки – широко используемый процесс для сварки алюминия и алюминиевых сплавов небольшой толщины. В данной статье рассматривается сварка алюминия методом TIG тремя способами – на переменном токе, на постоянном токе прямой полярности и на прямоугольном переменном токе.
В данной статье рассматривается сварка алюминия методом TIG тремя способами – на переменном токе, на постоянном токе прямой полярности и на прямоугольном переменном токе.
Сварка переменным током
Характеристики сварочного процесса при использовании переменного тока
Техника сварки
Параметры сварки на переменном токе
Сварка постоянным током прямой полярности
Характеристики процесса сварки при использовании DCEN
Какие типы алюминиевых сплавов можно сваривать постоянным током прямой полярности?
Процедуры сварки TIG алюминия постоянным током (-) для алюминиевой пластины от 1/4″ до 1″ 6061-T6
Техника сварки
Параметры сварки алюминия с DCEN
Сварка переменным током прямоугольной формы
Техника сварки при использовании переменного тока прямоугольной формы
4043 Алюминиевые сварочные стержни TIG
Совместная конструкция для сварки алюминия
Смотрите также:
Сварка переменным током Слой оксида алюминия является характерным признаком алюминиевых сплавов. Переменный ток, который чередует положительную и отрицательную полярность 60 раз в секунду, обеспечивает очищающее действие на поверхность металла в течение половины времени в каждом цикле. Следовательно, переменный ток обычно используется для сварки алюминия.
Переменный ток, который чередует положительную и отрицательную полярность 60 раз в секунду, обеспечивает очищающее действие на поверхность металла в течение половины времени в каждом цикле. Следовательно, переменный ток обычно используется для сварки алюминия.
Характеристики процесса сварки при использовании AC
Типичной характеристикой сварки алюминия переменным током с GTAW является то, что имеет место действие по очистке от оксидов. Процесс дает наилучшие результаты, когда оборудование способно подавать одинаковый ток обеих полярностей, то есть сбалансированную синусоидальную волну. Дисбаланс в этом вызывает снижение очищающей способности дуги, что может привести к образованию пористого валика.
Хороший аппарат дает стабильную дугу, работает плавно, без шума, с плавным зажиганием дуги. Плавная работа в конечном итоге приведет к уменьшению вольфрамовых включений в сварном шве.
Техника сварки
Зажигание дуги при сварке алюминия в среде защитного газа переменным током аналогично зажиганию дуги при обычной сварке в среде защитного газа с постоянным током. Сначала на пробном/учебном образце зажигается дуга, так что вольфрамовый наконечник нагревается. Затем он втягивается, и в сустав зажигается дуга. Это помогает избежать включения вольфрама в начале сварного шва.
Сначала на пробном/учебном образце зажигается дуга, так что вольфрамовый наконечник нагревается. Затем он втягивается, и в сустав зажигается дуга. Это помогает избежать включения вольфрама в начале сварного шва.
Дуга зажигается с помощью горелки GTAW одной рукой. Под действием тепла дуги на основном металле образуется сварочная ванна. От сварщика требуется умение поддерживать одинаковый размер этой ванны, чтобы можно было получить валик одинакового размера. Если используется присадочный стержень, он подается на передней кромке ванны с одной стороны от центральной линии. Присадочный стержень подается в расплавленную ванну другой рукой.
Следует соблюдать осторожность, чтобы присадочный стержень не соприкасался с вольфрамовым электродом. Если такой контакт происходит, то создается вероятность включения частиц вольфрама в металл шва, что нежелательно. Включения вольфрама представляют собой твердые частицы, которые проявляются в пленке RT и делают соединение ремонтопригодным.
Когда требуется остановить сварку, присадочный стержень следует резко вынуть из оболочки защитного газа. Это необходимо для того, чтобы раскаленный докрасна конец присадочного стержня не окислялся атмосферными газами. Окисленный наконечник вызовет введение оксидов при следующем проходе, что может проявиться в виде пористости.
Как правило, следует поддерживать короткую длину дуги, чтобы размер ванны оставался приемлемым, было получено достаточное проникновение, а также избегались подрезы.
Перед началом сварки необходимо выполнить прихваточные швы, чтобы удерживать сборку на месте и свести к минимуму деформацию.
Параметры сварки на переменном токе
В следующей таблице перечислены рекомендуемые параметры для сварки алюминия в среде защитного газа на переменном токе. Эти параметры для всех позиций. Однако при использовании их при сварке в неустановленном положении следует использовать более низкое значение данной силы тока. При использовании подложки рекомендуется более высокий ток.
В качестве защитного газа во всех случаях используется аргон. Однако иногда используется смесь аргона с гелием, когда требуется дополнительное проникновение при большей толщине. Смесь 75% гелия с 25% аргона является популярным выбором защитного газа. Гелий легче аргона, поэтому он быстро поднимается в воздух. Следовательно, при использовании гелия к сварному шву необходимо подводить более высокую скорость потока газа.
Вольфрамовые электроды могут быть из чистого вольфрама или цирконированного вольфрама.
Применяются обычные рекомендации для сварки ВИГ. На кончике вольфрамового электрода не должно быть никаких загрязнений. Как раз нужной длины должно выступать из газового сопла. Длина дуги должна быть короткой и, как правило, равной диаметру электрода. Необходимо строго соблюдать параметры сварки, такие как расход газа, тип газа, состав газовой смеси, тип вольфрамового электрода и т.д.