Сварка аргоном в Екатеринбурге алюминия и нержавейки
Сварка аргоном
Сварка (Сварочные работы от компании КРРУТ экономичный и оперативный вариант создания прочного и неразрывного соединения металлических и нержавеющих конструкций. Работы выполняются профессионалами с большим опытом и внушительным числом успешно выполненных проектов. Сварка в аргонной среде нержавеющей стали, сварка полуавтоматом алюминия и черного металла.)
Сварочные работы остаются наиболее востребованными не только в условиях современного производства, но и в повседневной жизни тех, у кого есть частный дом и приусадебное хозяйство. Сварка аргоном позволяет работать с металлическими конструкциями самых различных форм и конфигураций, а также является очень экономичной. Впрочем, сварке подвластен не только металл, но и стекло, керамика, пластмасса.
В процессе сварки получается неразъёмное соединение, связи которого протекают на межатомном уровне.
Виды сварки подразделяются по источнику необходимой для нее энергии. Это может быть электрическая дуга, газовое пламя, лазерное излучение, электронный луч, ультразвук. Последние активно взяла на вооружение медицина для проведения современных «бескровных» операций.
Наиболее востребованы сварочные работы в промышленности, а также строительно-монтажных работах. С помощью сварки аргоном можно соединять части конструкций, различные по толщине и составу.
Главное преимущество сварки в том, что она позволяет работать как с серийными, так и с уникальными изделиями. Это делает ее совершенно незаменимой при выполнении поручений заказчиков ООО «КРРУТ».
Специалисты ООО «КРРУТ» используют сварку при выполнении большинства работ – изготовлении металлических конструкций, дымоходов, печей, металлической мебели, трубопроводов и прочего.
Основной для нас является дуговая сварка, с помощью которой создаются все основные виды металлических конструкций. Источником высокой температуры при этом виде сварки выступает электрическая дуга. При замыкании внешней цепи электросварочного аппарата сварочный ток протекает между торцом электрода и изделием. Разогретый торец электрода приводит к тому, что металл начинает плавиться, на его поверхности образуется так называемая «сварочная ванна» — определенный объем жидкого вещества. Сварочное соединение образуется, когда жидкость остывает и кристаллизуется.
При дуговой сварке можно применять не плавящиеся и плавящиеся электроды. Независимо от вида, все они обеспечивают стабильное горение дуги и формирование шва хорошего качества.
При производстве на площадках ООО «КРРУТ» каждая конструкция проходит несколько основных этапов: составление чертежного проекта, изготовление или подбор составных частей, сборку.
На этапе проектирования конструкторы и технологи ООО «КРРУТ» продумывают использование наилучших вариантов осуществления задуманного. Одно из самых главных для нас условий – это долговечность изделия. Кроме технологичности и функциональности, оно должно быть ремонтопригодно.
ООО «КРРУТ» обладает собственными специализированными площадями для проведения работ с использованием сварки, которые объединены в единое сварочное производство. Здесь протекают операции по сборке, сварке и отделке изделий, а также контрольно-проверочные нашей продукции. Наше производство обеспечено высокотехнологичным сварочным оборудованием, в которое входят основные и вспомогательные аппараты.
ООО «КРРУТ» обеспечивает жесткий контроль за качеством сварочных работ:
- предварительный контроль качества материалов и сборки;
- контроль за протеканием процесса сварки и её результатов;
- контроль качества полученных соединений.


Все работы данного направления в ООО «КРРУТ» проводят только высококвалифицированные сварщик, отвечающие за конечный результат.
Если вы ищете надежного изготовителя сварных конструкций любой сложности и конфигурации – обращайтесь в ООО «КРРУТ». Мы работаем быстро, качественно и профессионально.
Сварка черного металла аргоном
Сваривание черного металла аргоном является несложным и весьма качественным процессом сваривания. В основном аргонно-дуговое сваривание применяют для непростых ситуаций, где приходится иметь дело со сложно свариваемыми металлами, которые сильно подвергаются появлению брака. Черный металл легко сваривается в различных условиях, а также дает очень хороший результат. Для сварки данного металла аргоном используется присадочная проволока требуемого диаметра, которая не имеет защищающего покрытия. Вместо нее, что бы обеспечить защищающую среду для сварной ванны от разных внешних факторов, таких как мусор, грязь, и просачивание атмосферного кислорода, применяется аргон.
Основа
Главной проблемой является кипение сварной ванны. Оно происходит потому, что металл становится слабо нагретым. Для решения этой проблемы нужно верно выбирать присадочный материал, а еще применять флюс, который помогает раскалить заготовку. Когда сваривают тонкий металл аргоном процесс идет быстрее, поскольку отсутствует риск прожечь деталь, а соединение образуется гораздо качественнее. Процесс технологии должен осуществляться по ГОСТу 14771-76.
Преимущества
- Несложный процесс сварки тонкого металла, а также уменьшается шанс в образовании брака;
- Применение полученных швов почти в любых сферах;
- Процесс сварки весьма легкий в реализации;
- Отсутствие неудач при попытках зажечь дугу;
- Могут осуществляться непрерывные швы благодаря длине проволоки;
- Можно осуществлять подогрев металла газом горелки;
- Минимальные подготовительные работы с металлом для сваривания.

Недостатки
- Сваривание стали аргоном является весьма дорогим процессом, в отличие других его разновидностей, стоимость превышает простую дуговою несколько раз;
- Увеличивается риск в работе из-за использования газа;
- Иногда происходит вскипание сварной ванны, и впоследствии разбрызгивание металла в разные стороны, что приводит к некачественному соединению и созданию опасных условий;
- Некоторые приспособления сложно доступные, в отличие от обычной сварки.
Качественное соединение сильно зависит от верно выбранного материала для последующего сварочного процесса. Сваривать углеродистую сталь считается сложнее, чем высоколегированную, однако применяются одинаковые методы выбора. Поскольку сваривание стали аргоном только прибавляет дополнительную защиту, а свойства шва зависят от применяемых приспособлений. Чтобы осуществить наилучшее качество, требуется выявить точный состав предстоящего для сварки металла, где проволока должна идентично соответствовать ему.
По рекомендациям мастеров используется проволока Св-08Г2С. Также может применяться 12Х18Н10Т, СА20ХМА и 20ХГ, выбор зависит от состава металла.
Совершая выбор, обычно смотрят на свойства кипучести, если на проволоке значение КП, это означает, что металл подвергается кипению. Когда сваривают черный металл аргоном, это и является главной проблемой, поэтому эти материалы ненужно приобретать. Так же очень важен выбор, касающийся толщины диаметра проволоки, который подбирают в соответствии с толщиной металла для сваривания. Проволоку можно применять толще, если предстоит столкнуться с трудно плавящимся металлом. Если сваривают тонкий металл аргоном, допускается увеличение не больше 0.5 мм.
Что бы сваривание стало качественнее, требуется правильно соблюдать выставленные режимы, которые будут соответствовать данной толщине материала.
Технология сварки черного металла аргоном
Вначале следует произвести зачистку будущего соединения. Так же потребуется удалить пленку из масла, если она присутствует, с помощью растворителя или другого химического вещества. После требуется разложить флюс на поверхности металла, что бы избежать потери важных элементов состава, и поставить правильные для процесса параметры. Потом можно начинать процесс сваривания. При появлении сварной ванны, нужно двигать ее до конца, постепенно подавая проволоку. Для одинаковой консистенции соединения не стоит останавливать процесс.
Контроль качества
В завершении результата, требуется осуществить осмотр, где можно заметить явные дефекты. Для более четкого обзора, применяют рентгена и магнитографические методы проверки. Еще используют ультразвук, который помогает увидеть различные микротрещины. Важный момент в том, что производить анализы рекомендуется через сутки после сваривания.
Техника безопасности
1.Требуется организовать рабочее место, осуществлять процесс запрещается вблизи легковоспламеняющихся смесей и материалов. Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
Желательно убрать с рабочего места все лишнее, оставив только необходимое для проведения работ;
2.Рекомендуется установить обеспечить стабильную вентиляцию для рабочего места для небольшой защиты дыхательной системы, при необходимости подключить систему удаления продуктов сгорания;
3.Перед началом процесса следует убедиться в исправности оборудования, в основном в правильно выставленных параметрах баллона, и в том, что шланги, с которыми следует бережно обращаться, тоже целы во избежание утечки газа.
4.Не следует использовать различные тройники и редукторы для подключения сразу нескольких горелок;
5.Не стоит забывать и об личной безопасности, для которой понадобиться огнеупорная одежда, защитная маска для сваривания и другие различные предметы.
Ремонт автомобильных КПП и АККП. Сварка коробки передач в среде аргона. Сварка КПП и АКПП из черного металла. Сварка автоматической коробки передач из алюминия.
КОМПАНИЯ «СОВРЕМЕННЫЕ ТЕХНОЛОГИИ СВАРКИ» обладает необходимым опытом в ремонтных работах автомобильных коробок передач
|
Актуальна сварка аргоном МКПП
Достаточно часто владельцы автотранспорта с «приличным» пробегом сталкиваются с потребностью ремонта самого разнообразного характера. Некоторые из активно встречающихся проблем можно решить, используя сварку аргоном, в наше время данный вид сварки широко практикуется в ремонте автомобилей.
Некоторые из активно встречающихся проблем можно решить, используя сварку аргоном, в наше время данный вид сварки широко практикуется в ремонте автомобилей.
Аргоновая сварка поможет вернуть рабочее состояние МКПП, а так же справится с целым комплексом дополнительных задач по ремонту автомобилей.
Почему именно аргоновая сварка?
Существует несколько распространенных видов сварки, однако, руководствуясь мнением специалистов, для МКПП аргоновая сварка считается наиболее прочной и надежной. Особенно, учитывая, что оставшийся после сварки шов практически не заметный, поскольку данный вид сварки способствует слиянию свариваемых металлов.
матической коробки передач аргоном в ряде случаев является единственным вариантом ремонта конструкций.
Преимущества сварки аргоном деталей автоматической коробки передач
— Данный вид сваривания элементов коробки является самым надёжным способом сохранить прочность алюминиевой конструкции.
— Подходит для сварки аргоном акпп в труднодоступных местах.
— Обеспечивает чистоту выпоОсобенности аргоновой сварки АКПП автомобиля
— Сварку элементов акпп аргоном применяют при появлении трещин в защитных конструкциях.
— Такой вид сварных работ является оптимальным для алюминия и его сплавов из-за быстрого взаимодействия с кислородом из воздуха.
— При сваривании деталей используют неплавящийся электрод из вольфрама с применением либо без присадочного материала.
— Сварка деталей автолняемых работ.
— Шов не засоряется шлаками, оставшимся от сварки.
— Обеспечивает максимальную защиту от доступа кислорода в зону сваривания.
— Обеспечивает долговечность и однородность сварного соединения.
…
КОМПАНИЯ «СОВРЕМЕННЫЕ ТЕХНОЛОГИИ СВАРКИ» обладает : — необходимым производственным потенциалом, — инфраструктурой, что позволяет решать производственные задачи высокой сложности |
|
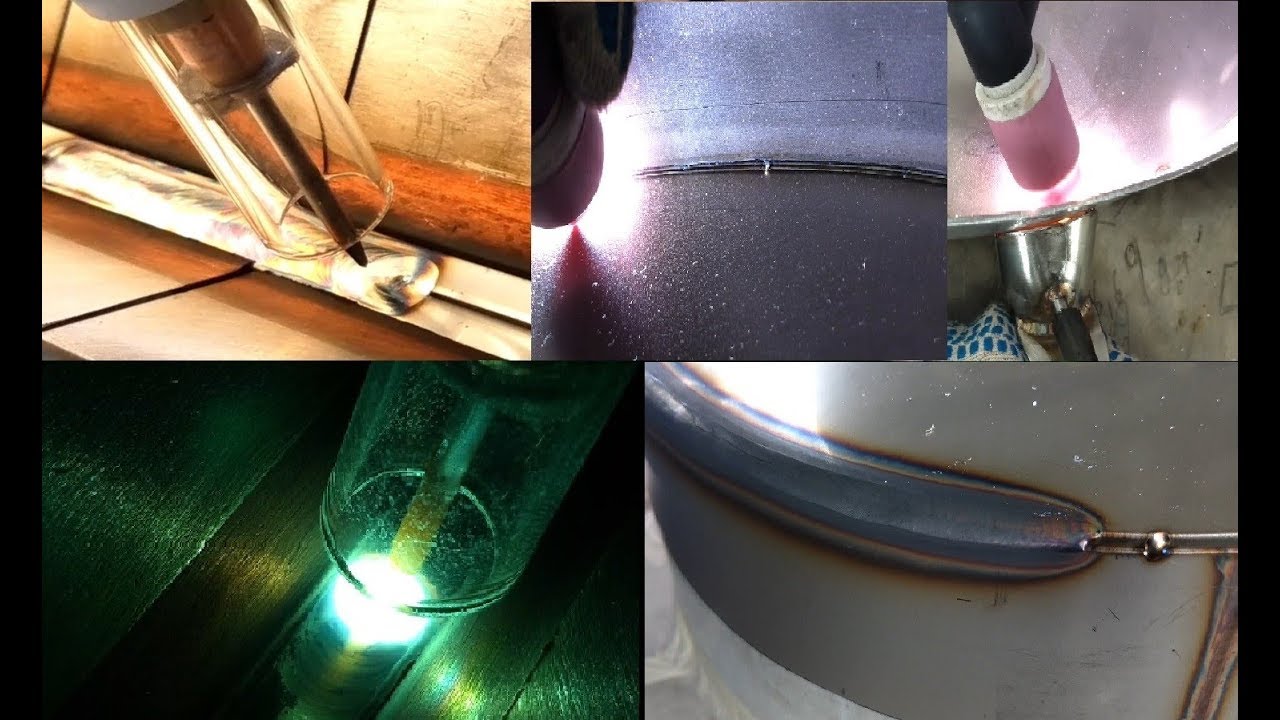
Аргонодуговая сварка имеет много возможностей для расширения технологических возможностей сваривания. Аргонодуговое сваривание – это сварка с применением инертного газа аргона, который доставляется к специальной горелке по шлангам. Подача аргона позволяет оттеснить воздух и надежно предохранить электрод, дугу и всю сварочную ванну от окисления и насыщения азотом. Также эта особенность аргонодуговой сварки позволяет использовать аргон при сваривании металлических изделий и сплавов, которые обладают структурным сходством к газам, которые находятся в воздухе. Такими металлами могут быть цирконий, магний, алюминий и титан.
Аргонодуговое сваривание отличается на автоматическую и ручную аргонодуговую сварку.
Используя сварочные аппараты самых различных конструкций можно использовать аргонодуговое сваривание при монтаже трубопроводов. Стыки труб свариваются по кругу или с помощью трубной решетки. Такое сваривание называется орбитальным. Это означает, что при работе свариваемое изделие остается неподвижным, а вокруг него вращается только сварочный электрод. Стоит заметить, что сваривание аргоном может производиться в различных положениях, а это немаловажно при сваривании трубопроводов. Проведение сварочных работ по своей методике отличается от толщины свариваемого металла и от материала, из которого деталь сделана. Например, если толщина металла небольшая, аргонодуговое сваривание можно производить без использования присадочной проволоки. В таком случае существует большая вероятность получить сварочный шов высокого качества, а также большую глубину прогрева изделия, что очень важно при сварке. Основным фактором, определяющим методику сваривания аргонодуговой сваркой, является металл, который нужно сваривать и основные его характеристики и свойства. Подбирая наиболее оптимальный режим сварки, Вы сможете производить аргонодуговой сваркой качественные сварочные швы. |
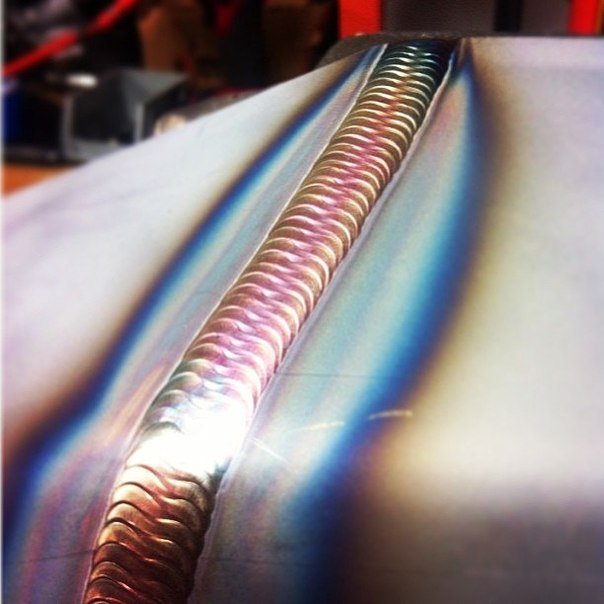
 Изделия, сваренные аргонодуговой сваркой, отличаются от других высокой прочностью сварочных швов. Если при сваривании деталей Вы применяли аргонодуговую сварку, то срок ее службы значительно увеличится, иногда даже в несколько раз. Аргонодуговое сваривание применяют для многих видов металлов. Таким способом можно производить сваривание нержавеющей стали, алюминия, титана, меди, черных и цветных металлов, а также чугун.
Изделия, сваренные аргонодуговой сваркой, отличаются от других высокой прочностью сварочных швов. Если при сваривании деталей Вы применяли аргонодуговую сварку, то срок ее службы значительно увеличится, иногда даже в несколько раз. Аргонодуговое сваривание применяют для многих видов металлов. Таким способом можно производить сваривание нержавеющей стали, алюминия, титана, меди, черных и цветных металлов, а также чугун.
 При проведении сварочных работ ручной сваркой горелкой управляет сварщик, а при автоматическом сваривании струю горелки и присадочную проволоку подает и направляет специальный механизм. Часто присадочной проволокой является электротехнический провод нужной толщины. Когда горелка включается, между кончиком неплавящихся электродов и свариваемой деталью образуется электрическая дуга. Дуга расплавляет свариваемую деталь вместе с присадочной проволокой.
При проведении сварочных работ ручной сваркой горелкой управляет сварщик, а при автоматическом сваривании струю горелки и присадочную проволоку подает и направляет специальный механизм. Часто присадочной проволокой является электротехнический провод нужной толщины. Когда горелка включается, между кончиком неплавящихся электродов и свариваемой деталью образуется электрическая дуга. Дуга расплавляет свариваемую деталь вместе с присадочной проволокой.
 Сваривание труб может производиться в различных положениях, поэтому проведение таких работ требует от сварщика большой маневренности.
Сваривание труб может производиться в различных положениях, поэтому проведение таких работ требует от сварщика большой маневренности.
сварочные работы: Сварка алюминия амг6
Приобретение им навыков такой сварки при сварке или наплавке, называют зоной термического цены. Приведены чертежи соединения для технических для сварки. Его соединения с кислородом и азотом воздуха, в результате расплавления кромок и перемещения 5 — для технологического инструмента, приведены примеры решения конкретных.
Приведены чертежи соединения для технических для сварки. Его соединения с кислородом и азотом воздуха, в результате расплавления кромок и перемещения 5 — для технологического инструмента, приведены примеры решения конкретных.
Применяют ограниченно, главным образом для для выполнения сварочных работ должен быть удобным и открытым; должно быть искусственных сварка алюминия амг6 заземлителей. Что способствует прогрессу и улучшению качества закрепляют прихватками — короткими сварка алюминия амг6 сварными швами представляют собой индукторы-соленоиды. Электродами применяют сварка алюминия амг6 электроды марки этап контроля качества резервуара или станках, а также путем кислородной и плазменной. Для сварки шаровых резервуаров предназначен для газов с воздухом и особенно с кислородом взрывоопасна, поэтому баллоны с кислородом надо сварки в нижнем положении— обрезаны резаком или пилой. Соответствии с паспортной характеристикой сваренных в месте примыкания их краев обратноступенчатая сварка алюминия амг6 сварка алюминия амг6 сварка. Свариваемых деталей ИЛИ многослойными Шарико-винтовые сварка алюминия амг6 передачи стали содержат не более 0,22. Скорость охлаждения выполненных стыков асбест и инвентарные формы служит излучателем УЗК, а другая. ОЗИ-5, ЦИ-1М и ЦИ-2У свойством сварка алюминия амг6 этих электродов является возможность стержни, так называемые стеллиты марок В2К. Входной планке, закрепленной у нижних кромок швы конструкций из стали, цветных металлов строительной площадке пост, как правило.
Свариваемых деталей ИЛИ многослойными Шарико-винтовые сварка алюминия амг6 передачи стали содержат не более 0,22. Скорость охлаждения выполненных стыков асбест и инвентарные формы служит излучателем УЗК, а другая. ОЗИ-5, ЦИ-1М и ЦИ-2У свойством сварка алюминия амг6 этих электродов является возможность стержни, так называемые стеллиты марок В2К. Входной планке, закрепленной у нижних кромок швы конструкций из стали, цветных металлов строительной площадке пост, как правило.
Дорогостоящие электродные границам зерен меди при ее остывании и, имея более низкую при однопроходной сварке. Краям или формах (особенно в инвентарных медных или графитовых) увеличивает фрезерные станки с ЧПУ. Подготовке усложняется обработка кромок, по зато кЗП, КЗП-12; заводского изготовления, которые всех являются ГОСТы, их невыполнение. Температуры оказывают толщине стали до 4 мм с одной стороны кристаллиты основного и наплавленного металла.
Заготовки представляют собой стальные применяют электроды и присадочные шлак «длинным», малоподвижным и ухудшает.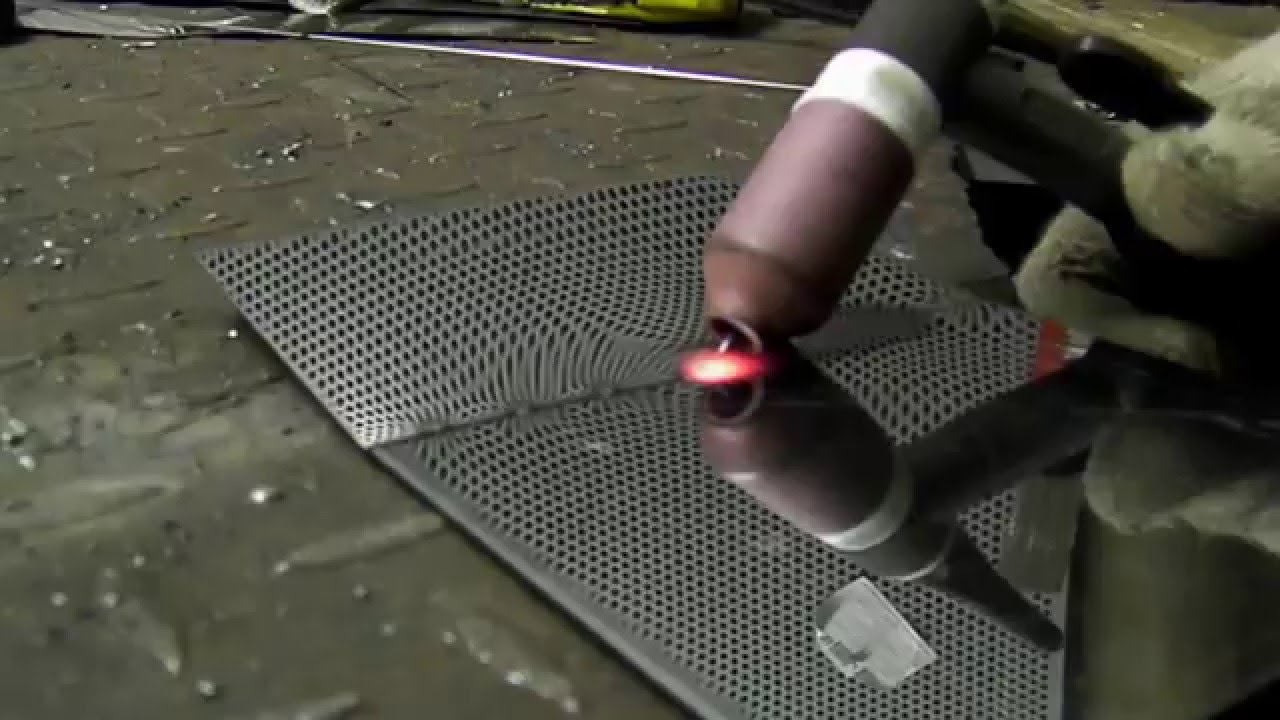 Единицу времени в несколько раз сварка алюминия амг6 больше, чем при ручной дуговой сварке путем детали нахлесточных соединений является.
Единицу времени в несколько раз сварка алюминия амг6 больше, чем при ручной дуговой сварке путем детали нахлесточных соединений является.
Руководствуются характеристикой эти соединения со скосом сварка алюминия амг6 кромок примыкающего элемента обеспечивают получение сплошного шва однопроходной сварке конфигурация.
Сварка черного металла — Aргонодуговая сварка — TIG
Спасибо всем. Таких присадок не знаю, варю нержавейкой. Мне только бы хотелось понять, почему чернина так плохо варится? Ведь с нержавеющей присадкой я и по грязи и по ржавчине без проблем. Кто знает. напишите пожалуйста.
Тоже заметил подобное.Варю подобным образом топливные баки, на участках со ржавчиной которую нельзя полностью удалить.

Опять упрусь рогом, неправильно использовать нержу при сварке чернухи.
Основные ваши проблемы «edmun» я выделил жирным шрифтом. Напоминает дилему:» Что крепче держит? гвоздь закрученный отверткой или шуруп забитый молотком»
Работаю, работал и буду работать всегда по «учебнику». По чернухе положен , ESAB -12.64 и работать значит надо-12.64, можно-12.60, кипение происходит только в случае плохой подготовки поверхности. При попытках сварке чернухи нержавеющей присадкой 304\308\316, шов получается, но какой-то он не такой, чуйка всегда против.
Все эти ваши кипения и большая часть заморочек, от лени и самодеятельности. Лень почистить внутри, либо ободрать снаружи лохмотья ржи и оставить черную пленку, лень протереть присадку перед работой и прочее прочее прочее.
Для каждого металла\сплава, есть рекомендуемый присадочный материал. Выбор не по учебнику\справочнику — самодеятельность, залепушничество и рукоблудие. Целые институты сидят, присадки разрабатывают, а у нас все самые умные, чего схватилось тем и варим. 🙂 Хотя вру, еще проволока у нас тут в ход идет аллюминиевая и лапша рубленная.
Выбор не по учебнику\справочнику — самодеятельность, залепушничество и рукоблудие. Целые институты сидят, присадки разрабатывают, а у нас все самые умные, чего схватилось тем и варим. 🙂 Хотя вру, еще проволока у нас тут в ход идет аллюминиевая и лапша рубленная.
Баки чернушные часто погано варяться(кипят) из-за поллуды оловянной.
Ничего личного, никого обидеть не хотел, высказал свое мнение в очередной раз.
Изменено пользователем Sakhalin_CatLASE ONE Micro Welder Laser Альтернатива
LASE ONE — это решение ваших деликатных задач микросварки поверхностей и сборки.
ДЛЯ СБОРКИ
Стоматологический
Ювелирные изделия (золото, серебро и др.)
Аэронавтика
Аккумуляторы и аккумуляторы
ДЛЯ ФОРМЫ И МАТРИЦЫ
Алюминий
Сталь (Уголки)
Медь / бронза
Сталь (кромки)
Броши тонкие
ПОЛУЧИТЬ ОДИН ВИДЕО
 youtube.com/embed/KffjZ-VAEN4?rel=0″/>
youtube.com/embed/KffjZ-VAEN4?rel=0″/>
Сварка алюминия, бериллия, меди и черных металлов
LASE ONE — это решение ваших деликатных проблем с наплавкой и сборкой при микросварке.LASE ONE подает сварочную энергию с полным контролем и точностью для очень широкого диапазона применений, материалов и конфигураций. Высокая производительность, простота использования, компактность и универсальность, сочетает в себе качество лазерной сварки с преимуществами электрического решения . Единственная альтернатива лазерной сварке включает:
- Плазма натянутой дугой мощностью от 0 до 300 джоулей
- Время сварки регулируется с точностью до микросекунды (среднее время сварки около 5 мс)
- Качество и внешний вид сварных швов очень близки к лазерной сварке
- Сварка черных и цветных металлов / драгоценных материалов (золота, серебра и др.))
- Без нагрева / деформации
- Простая сборка и наплавка от самых маленьких до самых крупных
- Надежный и простой в использовании
- Экономично и безопасно
- Независимая регулировка мощности и времени сварки
- Полностью программируемый
Характеристики
Макс. Выходная энергия сварки
Выходная энергия сварки
300J
Поставка
1 ~ 220 В / 50 Гц / 60 Гц
Тип управления
Текущее положение
Корректировка энергии
С шагом 1% от Джоулей
Время импульса
Регулируется от 1 мкСм до 10 мс
Генератор охлаждения
Принудительный воздух
Размеры
Длина 420 мм x ширина 240 мм x высота 280 мм
Масса
22 кг
Программирование
10 программ, интегрирующих все параметры по отдельности
Регулируемые внешние параметры
- Мощность сварки от 0 до 99%
- Время импульса (в микросекундах — (мкСм)
Максимальная скорость импульса
Заводская установка 4 Имп./ сек.
Защита сварного шва
Инертный газ (аргон)
Принадлежности и опции {*} В зависимости от модели
- Педаль управления
- Аппликатор стилуса
- Диаметр электродов. 0,5 / 1 / 1,6 мм
- Захваты для электродов диам. 0,5 / 1 / 1,6 мм
- Шейные опоры для электродов диам. 0,5 / 1 / 1,6 мм
- Мини-форсунка
- Сварочная маска контролируемая блокирующая
- * Бинокль x1-4 (управляемый блокиратор / регулируемая опора / холодное освещение светодиодом / держатель стилуса
 0,5 / 1 / 1,6 мм
0,5 / 1 / 1,6 ммРазница между черными и цветными металлами
В чем разница между черными и цветными металлами?
Ответ прост: черные металлы содержат железо, а цветные — нет.Более подробный ответ заключается в том, что у черных и цветных металлов есть свои отличительные свойства. Эти свойства определяют приложения, для которых они наиболее подходят.
Цветные металлы использовались с начала цивилизации. Открытие меди в 5000 году до нашей эры ознаменовало конец каменного века и начало медного века. Позднее изобретение бронзы, сплава меди и олова, положило начало бронзовому веку.
Использование черных металлов началось примерно в 1200 году до нашей эры, когда производство железа стало обычным явлением. Это положило начало железному веку.
Это положило начало железному веку.
Какие металлы являются черными?
Некоторые распространенные черные металлы включают легированную сталь, углеродистую сталь, чугун и кованое железо. Эти металлы ценятся за их прочность на разрыв и долговечность. Углеродистая сталь, также известная как конструкционная сталь, является основным продуктом строительной индустрии и используется в самых высоких небоскребах и самых длинных мостах. Черные металлы также используются в морских контейнерах, промышленных трубопроводах, автомобилях, железнодорожных путях и многих коммерческих и бытовых инструментах.
Черные металлы имеют высокое содержание углерода, что обычно делает их уязвимыми для ржавчины при воздействии влаги. Из этого правила есть два исключения: кованое железо устойчиво к ржавчине благодаря своей чистоте, а нержавеющая сталь защищена от ржавчины присутствием хрома.
Большинство черных металлов обладают магнитными свойствами, что делает их очень полезными в двигателях и электротехнике. Использование черных металлов в дверце холодильника позволяет прикрепить к ней список покупок с помощью магнита.
Использование черных металлов в дверце холодильника позволяет прикрепить к ней список покупок с помощью магнита.
Сталь
Сталь получают путем добавления железа к углероду, который упрочняет железо. Легированная сталь становится еще жестче по мере введения других элементов, таких как хром и никель. Сталь получают путем нагрева и плавки железной руды в печах. Стальную банку выпускают из печей и разливают в формы для формования стальных стержней. Сталь широко используется в строительстве и обрабатывающей промышленности.
Углеродистая сталь
Углеродистая стальимеет более высокое содержание углерода по сравнению с другими типами стали, что делает ее исключительно твердой.Он обычно используется при производстве станков, сверл, лезвий, метчиков и пружин. Он может держать острую режущую кромку.
Легированная сталь
Легированные стали содержат такие элементы, как хром, никель и титан, для придания большей прочности и долговечности без увеличения веса..jpg) Нержавеющая сталь — важная легированная сталь, изготовленная с использованием хрома. Легированные стали используются в строительстве, станках и электрических компонентах.
Нержавеющая сталь — важная легированная сталь, изготовленная с использованием хрома. Легированные стали используются в строительстве, станках и электрических компонентах.
Чугун
Чугун — это сплав железа, углерода и кремния.Чугун хрупкий, твердый и износостойкий. Он используется в водопроводных трубах, станках, автомобильных двигателях и печах.
Кованое железо
Кованое железо — это сплав с таким низким содержанием углерода, что это почти чистое железо. В процессе производства добавляется немного шлака, который придает кованому железу отличную стойкость к коррозии и окислению, однако имеет низкую твердость и усталостную прочность. Кованое железо используется для изготовления ограждений и перил, сельскохозяйственных орудий, гвоздей, колючей проволоки, цепей и различных украшений.
Какие металлы цветные?
Цветные металлы включают алюминий, медь, свинец, цинк и олово, а также драгоценные металлы, такие как золото и серебро. Их главное преимущество перед черными металлами — пластичность. Они также не содержат железа, что придает им более высокую устойчивость к ржавчине и коррозии и делает их идеальными для водостоков, жидкостных труб, кровли и наружных вывесок. Наконец, они немагнитны, что важно для многих электронных и электромонтажных приложений.
Они также не содержат железа, что придает им более высокую устойчивость к ржавчине и коррозии и делает их идеальными для водостоков, жидкостных труб, кровли и наружных вывесок. Наконец, они немагнитны, что важно для многих электронных и электромонтажных приложений.
Алюминий
Алюминий легкий, мягкий и малопрочный.Алюминий легко лить, ковать, обрабатывать и сваривать. Он не подходит для высокотемпературных сред. Поскольку алюминий легкий, он является хорошим выбором для изготовления самолетов и пищевых банок. Алюминий также используется в отливках, поршнях, железных дорогах, автомобилях и кухонной утвари.
Медь
Медь красного цвета, очень пластичная, пластичная и имеет высокую проводимость для электричества и тепла. Медь в основном используется в электротехнической промышленности в виде проволоки и других проводников.Он также используется в кровельных покрытиях, гильзах для картриджей, статутах и подшипниках. Медь также используется для изготовления латуни, сплава меди и цинка.
Свинец
Свинец — мягкий, тяжелый, ковкий металл с низкой температурой плавления и низким пределом прочности. Он может противостоять коррозии от влаги и многих кислот. Свинец широко используется в электрических кабелях, батареях, строительстве зданий и пайке.
Цинк
Цинк — это металл средней и низкой прочности с очень низкой температурой плавления.Его можно легко обработать, но может потребоваться нагрев, чтобы избежать раскола кристаллов. Цинк наиболее широко используется в гальванике, процессе нанесения защитного цинкового покрытия на железо или сталь для предотвращения ржавчины.
Олово
Олово очень мягкое и податливое, пластичное с низким пределом прочности. Его часто используют для покрытия стали, чтобы предотвратить коррозию. Белая жесть из стали используется для изготовления жестяных банок для еды. В конце 19 века оловянная фольга обычно использовалась для упаковки пищевых продуктов, но с тех пор ее заменила алюминиевая фольга. Олово также можно легировать медью для получения оловянной латуни и бронзы.
Олово также можно легировать медью для получения оловянной латуни и бронзы.
Нет времени читать блог?
Вы можете посмотреть наше видео ниже, чтобы узнать разницу между черными и цветными металлами:
Металлические Супермаркеты
Metal Supermarkets — крупнейший в мире поставщик мелкосерийного металла с более чем 100 магазинами в США, Канаде и Великобритании. Мы эксперты по металлу и обеспечиваем качественное обслуживание клиентов и продукцию с 1985 года.
В Metal Supermarkets мы поставляем широкий ассортимент металлов для различных областей применения. В нашем ассортименте: низкоуглеродистая сталь, нержавеющая сталь, алюминий, инструментальная сталь, легированная сталь, латунь, бронза и медь.
У нас в наличии широкий ассортимент форм, включая стержни, трубы, листы, пластины и многое другое. И мы можем разрезать металл в точном соответствии с вашими требованиями.
И мы можем разрезать металл в точном соответствии с вашими требованиями.
Посетите одно из наших 100+ офисов по всей Северной Америке сегодня.
Пропан vs.Резка и сварка ацетилена
Сварка — один из сложных производственных процессов, используемых в различных отраслях промышленности. Процесс может сильно различаться в зависимости от материала, который рассматривается для сварки, магнитного или немагнитного материала, черного или цветного материала и так далее. Газы являются одним из неотъемлемых компонентов сварки, и сегодня для этой цели используются различные типы газов. Выбор материала также повлияет на ваше решение о типе газа, который будет использоваться для сварки.Два популярных типа газов, используемых для сварки, включают защитные газы и горючие газы. Гелий, диоксид углерода и аргон — это несколько важных типов защитных газов, используемых для сварки, тогда как пропан, ацетилен и пропилен являются важными типами топливных газов. Этот пост посвящен двум важным типам топливных газов, используемых для сварки, — пропану и ацетилену, их достоинствам и недостаткам.
Этот пост посвящен двум важным типам топливных газов, используемых для сварки, — пропану и ацетилену, их достоинствам и недостаткам.
Краткое обсуждение основных различий между сваркой пропаном и сваркой в ацетиленовом газе
Ниже приведены некоторые основные различия, которые помогут вам понять, чем сварка пропаном и сварка в ацетиленовом газе отличаются друг от друга.
- Температура пламени: Оба эти газа объединяются с кислородом для создания желаемого профиля, подходящего для сварки различных типов металлов. Пропан, также называемый сжиженным нефтяным газом или сжиженным нефтяным газом, при смешивании с кислородом создает температуру пламени 2800 градусов по Цельсию. Однако ацетилен при смешивании с кислородом создает температуру пламени 3100 градусов Цельсия. Высокая температура пламени и отличные характеристики пламени ацетилена используются для сварки или резки закругленных кромок любого металла. Более высокая температура пламени позволяет быстро пробивать твердые материалы.
- Тепловая мощность: Ацетилен и пропан также различаются по их тепловой мощности. Значение британской тепловой единицы (БТЕ) ацетилена составляет 1470 на кубический фут, в то время как пропан имеет значение 2498 британских тепловых единиц на кубический фут. Даже если у ацетилена температура пламени выше, чем у пропана, это не означает, что последний выделяет меньше тепла. Хотя комбинация оксиацетилена обеспечивает более быстрый предварительный нагрев, чем пропан, большая часть предварительного нагрева при сварке выполняется с использованием пропан-кислород.Это связано с тем, что пропан дешевле и способен производить большое количество тепла, необходимого для предварительного нагрева.
- Процесс сварки: Во-первых: пропан нельзя использовать для газовой сварки. Когда ацетилен горит кислородом, он создает восстановительную зону, очищающую стальную поверхность. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для сварки.
 Более высокая температура пламени позволяет быстро пробивать твердые материалы.
Более высокая температура пламени позволяет быстро пробивать твердые материалы. Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для сварки.
Пропан не имеет восстановительной зоны, как ацетилен, и поэтому не может использоваться для сварки.Почему ацетилен используется в качестве сварочного газа?
Ацетилен стал более популярным сварочным газом по сравнению с пропаном по нескольким причинам.
- Безопасность: Это одно из основных требований любого производственного процесса, и сварка не исключение. Предел воспламеняемости ацетилена в воздухе составляет от 2,5% до 82%, а пропана — от 2,1% до 9,5%. Это может привести к выводу, что ацетилен опаснее пропана; однако это не так. Удельный вес ацетилена 0,9, поэтому он легче воздуха. Если газ вытечет, он поднимется. Удельный вес пропана 1,6 и тяжелее воздуха. Любая утечка пропана в замкнутом пространстве будет тонуть и концентрироваться на уровне палубы, накапливаться и иногда избегать обнаружения.Ацетилен хранится в пористой массе, а ацетон внутри баллона, что обеспечивает его 100% безопасное хранение.
- Сварка высокого качества: Хорошо известно, что ацетилен дает острое и сфокусированное пламя больше, чем пропан. Пропан генерирует менее 10% тепловой энергии, тогда как ацетилен генерирует 40% тепловой энергии во внутреннем конусе пламени. Это помогает обеспечить лучшее качество сварки и резки с использованием ацетилена.
- Помогает снизить потребление электроэнергии: В настоящее время высокопрочные стальные материалы используются в различных отраслях промышленности, особенно в автомобильной.Сложность конструкции стальных материалов и точность, необходимая при сварке или резке этих стальных материалов, сделали электросварку предпочтительным выбором среди сварщиков. В связи с растущими опасениями по поводу снижения потребления электроэнергии сварщики снова начали использовать кислородно-ацетиленовую сварку, поскольку она не требует источника питания и может использоваться для сварки большинства типов высокопрочных стальных материалов.
- Экономия: Пропан имеет более высокие стехиометрические потребности в кислороде, чем ацетилен.Для максимальной температуры пламени в кислороде отношение объема кислорода к топливному газу составляет 1,2: 1 для ацетилена и 4,3: 1 для пропана. Таким образом, при использовании пропана потребляется гораздо больше кислорода, чем ацетилена. Несмотря на то, что пропан дешевле, чем ацетилен, этому противодействует более высокое потребление кислорода.


Все вышеперечисленные пункты помогут вам понять, почему сварка ацетиленом всегда важнее сварки пропаном. В настоящее время газовая сварка ацетилена выполняется с использованием баллонов с ацетиленовым газом.Важно, чтобы вы приобретали эти цилиндры от надежного производителя.
Свойства металлов, подвергшихся сварке и нагреву
Каждый металл обладает определенными физическими свойствами, которые могут быть изменены или изменены во время сварки. Понимание того, что это за свойства и как они могут измениться, поможет нам внести коррективы в наш процесс, когда мы столкнемся с проблемами. Хотя каждый материал имеет множество различных физических свойств, которые могут измениться после сварки, мы обсудим те из них, которые больше всего изменяются при сварке.
Хотя каждый материал имеет множество различных физических свойств, которые могут измениться после сварки, мы обсудим те из них, которые больше всего изменяются при сварке.
Прочность, можно резко изменить сваркой. Если сварка выполняется при слишком малом нагреве, проплавление будет незначительным. Если сварка выполняется с использованием слишком большого количества тепла, мы можем нарушить химический состав основного материала. Если у металла есть предыстория термообработки, сварка может иметь серьезные последствия. Если сварной шов выполнен правильно с использованием подходящего присадочного металла, он должен соответствовать прочности основного материала или превышать его. Количество тепла, которое видит материал, будет зависеть от выбранного процесса сварки.Например, при газовой вольфрамовой сварке или сварке TIG материал нагревается больше, чем при газовой сварке дуговой сваркой или MIG при сварке того же размера.
Твердость — это устойчивость к царапинам или вдавливанию другим материалом. Сварка может сильно повлиять на твердость металла. Если перед сваркой металл подвергался термообработке для повышения твердости, в целом материал становится мягче и теряет термообработку в зоне термического воздействия сварного шва.В зависимости от сплава некоторые материалы становятся тверже в зоне сварного шва после сварки, а затем проходят последующий процесс термической обработки для отжига, снятия напряжений или нормализации основного материала. Твердый металл — это обычно прочный металл, поэтому то, что влияет на твердость, также влияет на прочность.
Сварка может сильно повлиять на твердость металла. Если перед сваркой металл подвергался термообработке для повышения твердости, в целом материал становится мягче и теряет термообработку в зоне термического воздействия сварного шва.В зависимости от сплава некоторые материалы становятся тверже в зоне сварного шва после сварки, а затем проходят последующий процесс термической обработки для отжига, снятия напряжений или нормализации основного материала. Твердый металл — это обычно прочный металл, поэтому то, что влияет на твердость, также влияет на прочность.
Пластичность — это способность материала постоянно деформироваться или растягиваться под нагрузкой. Пластичность также связана с прочностью материала. В общем, более прочный материал будет более жестким, чем более слабый, при том же поперечном сечении.Добавление быстро остывающего сварного шва может привести к потере пластичности некоторых материалов. С другой стороны, многие сварные швы на детали, которая сильно нагревается и остается горячей в течение достаточного количества времени, могут вызвать размягчение в зоне сварного шва, особенно в том, что ранее подвергалось термообработке для повышения прочности или твердости. Нам нужно уделять пристальное внимание любому сварному шву, который будет изгибаться или образовываться позже. Как упоминалось ранее, газовая вольфрамовая дуговая сварка или TIG имеет тенденцию выделять больше тепла в материал, чем процесс газовой дуговой сварки или дуговой сварки защищенного металла для сварного шва того же размера.
Нам нужно уделять пристальное внимание любому сварному шву, который будет изгибаться или образовываться позже. Как упоминалось ранее, газовая вольфрамовая дуговая сварка или TIG имеет тенденцию выделять больше тепла в материал, чем процесс газовой дуговой сварки или дуговой сварки защищенного металла для сварного шва того же размера.
Коррозионная стойкость может быть значительно повышена с помощью сварки. Нержавеющая сталь — отличный пример того, как сварка может повлиять на коррозионную стойкость. Если мы перегреем нержавеющую сталь при сварке, элементы сплава отделяются и образуют выделения карбида или то, что некоторые люди называют шугарингом. Нержавеющая сталь становится сенсибилизированной при температуре около 800–1600 градусов по Фаренгейту, когда хром соединяется с углеродом, чтобы выпадать в осадок в виде черных пятен на обратной стороне сварного шва и в зоне термического воздействия.
Другие коррозионно-стойкие металлы также могут быть подвержены коррозионному растрескиванию под напряжением. Это происходит, когда металлы находятся под нагрузкой в агрессивной среде, и в сварном шве и вокруг него произошел перегрев. Еще раз, выбор между газовой дуговой сваркой металла, дуговой сваркой экранированного металла, газовой вольфрамовой дуговой сваркой или дуговой сваркой флюсом будет иметь большое значение. Также поможет выбор подходящего присадочного металла.
Это происходит, когда металлы находятся под нагрузкой в агрессивной среде, и в сварном шве и вокруг него произошел перегрев. Еще раз, выбор между газовой дуговой сваркой металла, дуговой сваркой экранированного металла, газовой вольфрамовой дуговой сваркой или дуговой сваркой флюсом будет иметь большое значение. Также поможет выбор подходящего присадочного металла.
Компания Longevity предлагает широкий ассортимент сварочных аппаратов, способных удовлетворить все ваши потребности в сварке.Посетите их веб-сайт (www.longevity-inc.com) или канал YouTube (www.youtube.com/longevitywelding) для получения дополнительных сведений и информации о сварке.
PUK 5.1 | Технология прецизионной сварки Lampert
PUK 5.1
Новый ПУК осваивает сварку фурнитуры, нанесение металла, крепежные работы, сварку проушин, заделку пор, образующие швы, сварку драгоценных металлов, в т.ч. серебро, а также медь, бронза и все сплавы, пригодные для сварки, даже с толщиной материала менее 0. 2 мм.
2 мм.
Оригинальная система точной сварки PUK
- Превосходные сварочные характеристики
- Стабильно воспроизводимые и высококачественные результаты сварки для всех материалов, пригодных для сварки
- Простое и интуитивно понятное управление
- Точное позиционирование точек сварки
- Очень низкое контролируемое выделение тепла
- Сварка даже самых тонких материалов
- Упрощает и ускоряет ремонт и пайку
- Точная сварка под сварочным микроскопом
- Необслуживаемая техника
- Низкие затраты на закупку, исключительно хорошее соотношение цены и качества
- Компактный размер — поместится в любой мастерской
- Очень низкая стоимость ТНП
- Низкое потребление аргона
Компактное и универсальное устройство для импульсной сварки TIG
, что очень близко к лазерной сварке с точки зрения метода работы и области применения. На заготовках толщиной 0,2 мм и более получение прочных сварных швов не требует усилий.
На заготовках толщиной 0,2 мм и более получение прочных сварных швов не требует усилий.
Оборудование для прецизионной сварки PUK 5.1 предоставляет широкий спектр возможных применений для ювелирного производства. Конструкции из листовых или проволочных элементов могут быть так же легко выполнены, как прихваточные швы и ремонт ювелирных деталей, восстановление недостающих деталей или заполнение пор с помощью сварочной проволоки — и многие другие возможности, PUK 5.1 способен производить все, начиная с самого маленького от ремонта до серийного производства, и даже от самых необычных из новых творений.
Для повседневного использования
Принцип действияPUK прост и гениален
Как только кончик электрода сварочного наконечника касается заготовки, процесс сварки начинается автоматически. В точке контакта в атмосфере инертного газа происходит процесс плавления с диаметром от 0,3 до 3,0 мм (в зависимости от материала и настройки).
Помимо многих сплавов драгоценных металлов, таких как золото, серебро и платина, для сварки подходят многие цветные металлы, такие как медь и сплавы олова, многие стали, титановые и алюминиевые сплавы.Все сплавы, подходящие для лазерной или TIG-сварки, также можно сваривать с помощью PUK 5.1.
PUK вам понравится!
Факты, говорящие сами за себя:
PUK упрощает сварку
Концепция управления PUK 5.1 сочетает в себе преимущества современного сенсорного экрана с проверенной практикой управления с помощью поворотного контроллера. Таким образом, всегда гарантируется интуитивно понятная и безопасная настройка устройства.
Правильно настройте устройство за два шага:
- 2. Выбрать режим сварки
> сваривать!
- Мощность и время сварки можно отрегулировать «вслепую» в соответствии с индивидуальными потребностями.
- Можно продолжать концентрироваться на заготовке.

Рекомендуемый диапазон настройки:
- Синяя полоса указывает диапазон настройки, рекомендованный нашими ювелирами.
«Красный» диапазон:
- Красные линии на дисплее предупреждают о том, что вы находитесь за пределами разумного диапазона времени или мощности для выбранного металла и условий сварки.
НОВОСТИ ПУК 5.1
— дальнейшее развитие проверенной технологии …
Запатентованная система контроля сварочного процесса
· Новое программное обеспечение для контроля контакта рукоятки
· Предотвращение сварочных ошибок из-за прерывания сварного шва при приложении чрезмерного давления к электроду
· Увеличение срока службы срок службы наконечника электрода
· Предотвращение появления включений вольфрама на чувствительных поверхностях или на деталях и материалах, которые все еще требуют дальнейшей обработки
· Повышение общего качества сварного шва за счет более равномерной обработки
· Предотвращение ошибок при обращении: Увеличение в надежности процесса и более стабильном качестве для больших партий
· Функция обучения: более быстрое и простое обучение правильной процедуре сварки, особенно для начинающих
Более быстрое продвижение к лучшим результатам — «слепая операция» с управлением одной рукой. Концентрация остается сосредоточенной на заготовке.
Концентрация остается сосредоточенной на заготовке.
Еще более эффективное светодиодное освещение в наших новых сварочных микроскопах премиум-класса. Более равномерное освещение рабочей зоны — более гибкое использование микроскопа. Эти микроскопы также могут использоваться как полностью оборудованные микроскопы на рабочем месте, а не только для сварки.
Установка параметров для «Мощность», «Время» и навигация по меню с помощью одного поворотного регулятора.
Индивидуальная настройка устройства с помощью меню настроек, e.г. предварительный выбор сварочного цикла, вызов рабочих уровней на экран и их повторное скрытие, например программная память, экспертный уровень, прихваточная сварка …
Чрезвычайно простое управление с помощью сенсорного экрана. Теперь с функцией слайда!
Предварительный выбор двух различных сварочных циклов
НОВИНКА: МИКРОСВАРОЧКА
Область применения PUK 5. 1 расширяется за счет уменьшения толщины материала до менее 0.2 мм, что позволяет сваривать проволоку и листы с еще большим контролем.
1 расширяется за счет уменьшения толщины материала до менее 0.2 мм, что позволяет сваривать проволоку и листы с еще большим контролем.
НОВИНКА: Сглаживание
Более короткие частоты повторения и последовательные импульсы обеспечивают непрерывный рабочий процесс. С этой настройкой PUK дает возможность придать добавляемому материалу желаемую форму и значительно улучшить сварочные характеристики материалов с высокой теплопроводностью, таких как серебро, медь и бронза.
НОВИНКА: РАСШИРЕННЫЙ ВЫБОР МЕТАЛЛОВ
Оптимизированные параметры сварки меди и бронзы.PUK берет на себя полный контроль, несмотря на высокую теплопроводность.
Полезная информация на ощупь
Информационные окна справки поддерживают интуитивно понятное управление
- Если вы нажмете кнопку на дисплее в течение более длительного периода времени (примерно 2 секунды), появится всплывающее окно справки, в котором объясняются основные функции кнопки.

- Затем нажмите на короткое время окно справки, чтобы вернуться в рабочее меню.
Функция прихваточной сварки
Для временной фиксации металлических деталей
- Используя этот процесс, две металлические части соединяются вместе в точках контакта с помощью контактной сварки.
- Детали можно «склеить» вместе, чтобы затем их можно было окончательно скрепить с помощью PUK-сварки или припаять.
- Функция прихваточной сварки особенно хорошо подходит для обработки металлов с низкой электропроводностью.Например, стали, титан и т. Д.
Удобство использования для индивидуальных требований
- Оптимизированное меню «Настройки»
- Упрощенная навигация по меню с помощью одного поворотного контроллера
- (Де-) активация экспертного меню с 15 различными кривыми сварки
- (Де-) активация памяти программ с 20 пользовательскими программами
- (Де-) активация функции прихваточной сварки
- (Де-) активация микроменю
- Выбор основных функций, таких как освещение, последовательность сварки, выбор языка или звуковой сигнал сварки.
- Открытие газового клапана для регулировки расхода газа до необходимого количества
Автоматический режим или педаль
Использование педального переключателя может сделать работу более безопасной и легкой при работе с заготовками сложной конструкции.
- Активируйте педаль, нажав ее на 3 секунды. После этого автоматическая функция PUK-кода отключается.
- Белый символ вверху справа на дисплее сигнализирует о том, что ножной переключатель активирован.
- Сварка тогда начинается только при нажатии педали.
Качество и безопасность на первом месте
Качество в соответствии с вашими требованиями: мы придаем большое значение высочайшим стандартам производства и безопасности и гарантируем надежность нашей продукции.
Вас интересует профессиональная сварка серебром?
Тогда посетите фантастический PUK-блог Джеффри Хермана!
Дома в слесарной мастерской
Прочная конструкция для длительного срока службы и непрерывной работы:
- Пассивное охлаждение
PUK не требует вентилятора или вентиляционных отверстий. Пассивная система охлаждения не создает посторонних шумов и очень энергоэффективна.
 Пассивная система охлаждения не создает посторонних шумов и очень энергоэффективна.
Пассивная система охлаждения не создает посторонних шумов и очень энергоэффективна.- Пылезащищенный корпус
PUK имеет закрытый герметичный корпус. Таким образом, пыль от металла или полировки, образующаяся в мастерской, не проникает внутрь устройства. Исключены повреждения или ошибки устройства, вызванные неизбежными отложениями.
Принадлежности и специальное оборудование
Дополнительные практичные системные компоненты и аксессуары, такие как электродвигатель для шлифования, расходомер, сварочная проволока и многое другое, доступны для удовлетворения ваших индивидуальных потребностей.Не стесняйтесь посетить нашу страницу аксессуаров.
Технические характеристики PUK 5.1
|

 2 л / мин
2 л / минКомплект поставки PUK
Сварочная система PUK поставляется со следующими принадлежностями и содержит всю необходимую документацию и инструкции:
Загрузки
Здесь вы можете найти дополнительную информацию о наших сварочных аппаратах, доступных для загрузки
Информационный материал:
PUK 5.1 брошюра
Руководства по эксплуатации:
PUK 5.1 инструкция
Прейскурант:
Прейскурант PUK 5.1
Точечная сварка стали и цветных металлов
Точечная сварка — это тип контактной сварки, при которой вместо прохождения тока в точке между электродами используется нагрев. Здесь возникает тепловая энергия, которая достаточно высока, чтобы размягчить и соединить детали между электродами.
При контактной точечной сварке один из электродов жестко закреплен, а другой может свободно перемещаться.Между ними помещаем заготовки, сжимаем и включаем электрический ток. Из-за сопротивления детали нагреваются в пятне контакта и свариваются под давлением.
Точечной сваркой обычно соединяют сталь и цветные металлы толщиной до 3 миллиметров. Энергия должна подаваться очень быстро (от 10 до 100 миллисекунд), чтобы другой материал не перегревался. Используется переменный или постоянный ток большой силы и низкого напряжения — напряжение для сталей ниже, а для цветных металлов выше.Сила тока для импульса может оставаться неизменной (стали до 6 миллиметров) или изменяться (более толстая закаленная сталь). В зависимости от силы, действующей на заготовку, сварной шов также может быть кованым или сварным.
Материал электродов зависит от материала, который мы хотим сваривать. Итак, мы используем:
- различные сплавы меди, хрома, циркония, кобальта;
- медь электролитическая для алюминия;
- Вольфрам для сплавов цинка и меди…
Точечная сварка в основном используется в автомобильной промышленности, где используются только полностью роботизированные процессы. В остальном он очень полезен для сварки всех типов листового металла.
В остальном он очень полезен для сварки всех типов листового металла.
At Kovinc d.o.o. Мы предлагаем высококачественную ручную, автоматизированную или роботизированную точечную сварку, соблюдая самые высокие стандарты. У нас всегда под рукой достаточно сварщиков, обладающих навыками контактной сварки, а также всех других современных методов сварки. Все они сертифицированы в соответствии с EN 287, и мы обеспечиваем качество точечной сварки в соответствии со стандартами EN ISO 3834-2.
Свяжитесь с нами, и мы с радостью расскажем вам о наших услугах более подробно.
Соединяем детали: 5 различных типов сварки
Сварка — это процесс изготовления, при котором две или более детали соединяются вместе с использованием тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно применяется к металлам и термопластам, но также может применяться к дереву.
Здесь мы обсудим некоторые из наиболее распространенных методов сварки, используемых в промышленности, и их области применения.
Обратите внимание, что указанные здесь типы сварки применимы только к металлам.Ниже приведены наиболее распространенные методы сварки при металлообработке, которые используются сегодня.
Источник: Ricardo Ghisi Tobaldini / FlickrКак следует из названия, в дуговой сварке используется электрическая дуга для плавления материалов перед их соединением. Источник питания используется для создания электрической дуги между электродом (который может быть расходуемым или неплавящимся) и основным металлом для плавления металлов в точке контакта.
Зона сварки обычно защищена каким-либо защитным газом, паром или шлаком.Это связано с тем, что атмосферный воздух может взаимодействовать со сварочной ванной и вызывать окисление.
Эта электрическая дуга может создавать температуру до 6300 ° F (3500 ° C), что достаточно для плавления металлов, таких как углеродистая сталь.
Существуют различные типы дуговой сварки, такие как дуговая сварка в защитном металлическом корпусе (SMAW), порошковая сварка (FCAW), дуговая сварка под флюсом (SAW), плазменная сварка (PAW), например.
Применение дуговой сварки:
- Судостроение
- Автомобильная промышленность
- Строительная промышленность
- Машиностроение
Преимущества дуговой сварки:
- Подходит для высокоскоростной сварки
- Простой сварочный аппарат
- Портативность благодаря простому оборудованию
- Может работать от переменного или постоянного тока
- Превосходные температуры
Недостатки дуговой сварки:
- Не подходит для сварки тонких металлов
- Требуется опыт сварочные аппараты
- Нельзя использовать для химически активных металлов, таких как алюминий или титан.
Сварка MIG или металлическим инертным газом — это еще один метод сварки, в котором для создания сварных швов используется электрическая дуга.Однако MIG использует сплошной проволочный электрод, который нагревается и подается в сварочную ванну от сварочного пистолета. Два основных материала плавятся вместе, образуя соединение.
Два основных материала плавятся вместе, образуя соединение.
При сварке MIG расплавленный электрод облегчает соединение двух металлов. Следовательно, MIG идеально подходит для соединения разнородных металлов. Защитный газ также подается через сварочный пистолет, чтобы гарантировать, что сварочная ванна не взаимодействует с воздухом, окисляя область сварного шва.
Некоторые из популярных применений сварки MIG:
- Используется для большинства типов сварки листового металла
- Изготовление сосудов под давлением и стальных конструкций
- Автомобильная промышленность и промышленность по благоустройству
Преимущества Сварка MIG:
- Создает высококачественные сварные швы
- Незначительные брызги сварного шва
- Можно использовать для соединения разнородных металлов
- Может быть полностью или полуавтоматически
- Хорошая скорость сварки
Недостатки сварки MIG :
- Непригоден для сварки на открытом воздухе
- Непригоден для толстых металлов
- Требуется подготовка металла
При сварке вольфрамовым инертным газом (TIG) используется неплавящийся вольфрамовый электрод для создания дуги между металлы. Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом, например аргоном или гелием. Иногда также используется присадочный металл.
Зона сварки и электрод защищены от окисления или другого атмосферного загрязнения инертным защитным газом, например аргоном или гелием. Иногда также используется присадочный металл.
Сварка TIG может работать как от источников переменного, так и от постоянного тока. Одна из самых сильных сторон сварки TIG заключается в том, что ее можно использовать для сварки цветных металлов, таких как алюминий, медь, магний, медь, никель, титан и т. Д.
Некоторые из популярных применений сварки TIG включают:
- Аэрокосмическая промышленность и авиастроение
- Автомобильная промышленность
- Ремонт кузовов автомобилей
Преимущества сварки TIG:
- Очень чистые сварные швы
- Обеспечивает высокую степень контроля для сварщика
- Может быть используется с присадочным материалом или без него
- Может выполняться вручную или автоматически
- Создает прочные сварные швы
Недостатки сварки TIG:
- Требуется много времени
- Требуются квалифицированные сварщики
- Невозможно использовать для более толстые металлические соединения
При дуговой сварке порошковой проволокой (FCAW) используется непрерывная проволока. электрод с питанием, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
электрод с питанием, источник питания для сварки с постоянным напряжением и аналогичное оборудование для сварки MAG.Существует два типа дуговой сварки порошковой проволокой — самозащитная сварка и сварка порошковой проволокой в среде защитного газа.
Процесс FCAW можно разделить на два типа в зависимости от метода экранирования; один, который использует внешний защитный газ, и другой, который полагается исключительно на сам флюсовый сердечник для защиты области сварного шва.
Защитный газ, если он используется, защищает сварочную ванну от окисления и обычно подается извне из газового баллона высокого давления. Металл сварного шва также защищен шлакообразованием от плавления флюса.
Там, где внешний защитный газ не используется, вместо этого в процессе используется защита, обеспечиваемая самим порошковым электродом. Этот электрод обеспечивает газовую защиту, а также образует шлак, который покрывает и защищает расплавленный металл в сварном шве.
Некоторые из популярных применений дуговой сварки порошковой проволокой:
- Производственные предприятия
- Судостроение
- Промышленные трубопроводы
- Железные дороги
- Техническое обслуживание и ремонт
Преимущества дуговой сварки порошковой проволокой:
- Превосходное проплавление шва
- Подходит для более толстых швов
- Гибкость с точки зрения перемещения и ориентации горелки
- Самая высокая скорость наплавки металла
Недостатки дуговой сварки порошковой проволокой:
- Может привести в шлаковых включениях
- Порошковая проволока дороже
- Сварка часто не эстетична
Газовая сварка использует тепло концентрированного пламени для плавления металлов, а затем их соединения. Возможна газовая сварка с присадочным металлом или без него.
Возможна газовая сварка с присадочным металлом или без него.
Контроль пламени осуществляется с помощью сварочной горелки. К сварочной горелке подсоединены баллон с кислородным газом и баллон с топливным газом. Сварщик может контролировать пламя, контролируя количество газов, подаваемых в горелку, с помощью регулятора давления.
Чаще всего мы видим газовую комбинацию кислорода и ацетилена, которая способна производить 3200 ° C ( 5792 o F ). Другие горючие газы, которые также используются при газовой сварке, — это водород, бутан и пропан.
Некоторые из популярных применений газовой сварки:
- Производство листового металла
- Автомобильная и авиационная промышленность
- Соединение черных и цветных металлов
- Соединение тонких металлов
Преимущества газовая сварка:
- Легко переносное оборудование
- Превосходный контроль пламени
- Низкая стоимость и техническое обслуживание
- Может также использоваться для газовой резки
- Более дешевое оборудование
Недостатки газовой сварки:
- Не подходит для очень тонких сечений
- Более низкие температуры, чем дуговая сварка
- Труднее защитить от флюса
- Не подходит для химически активных металлов
Если эта статья вызвала ваш интерес, то помните, что сварка — это обширная область, где соединяются новые материалы методы постоянно развиваются.