Как варить аргоном нержавейку видео уроки
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть.
 Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор. - Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.
 Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
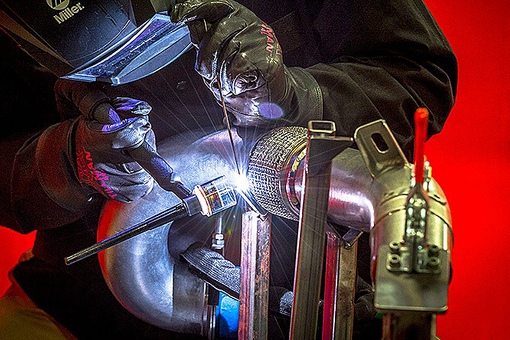
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
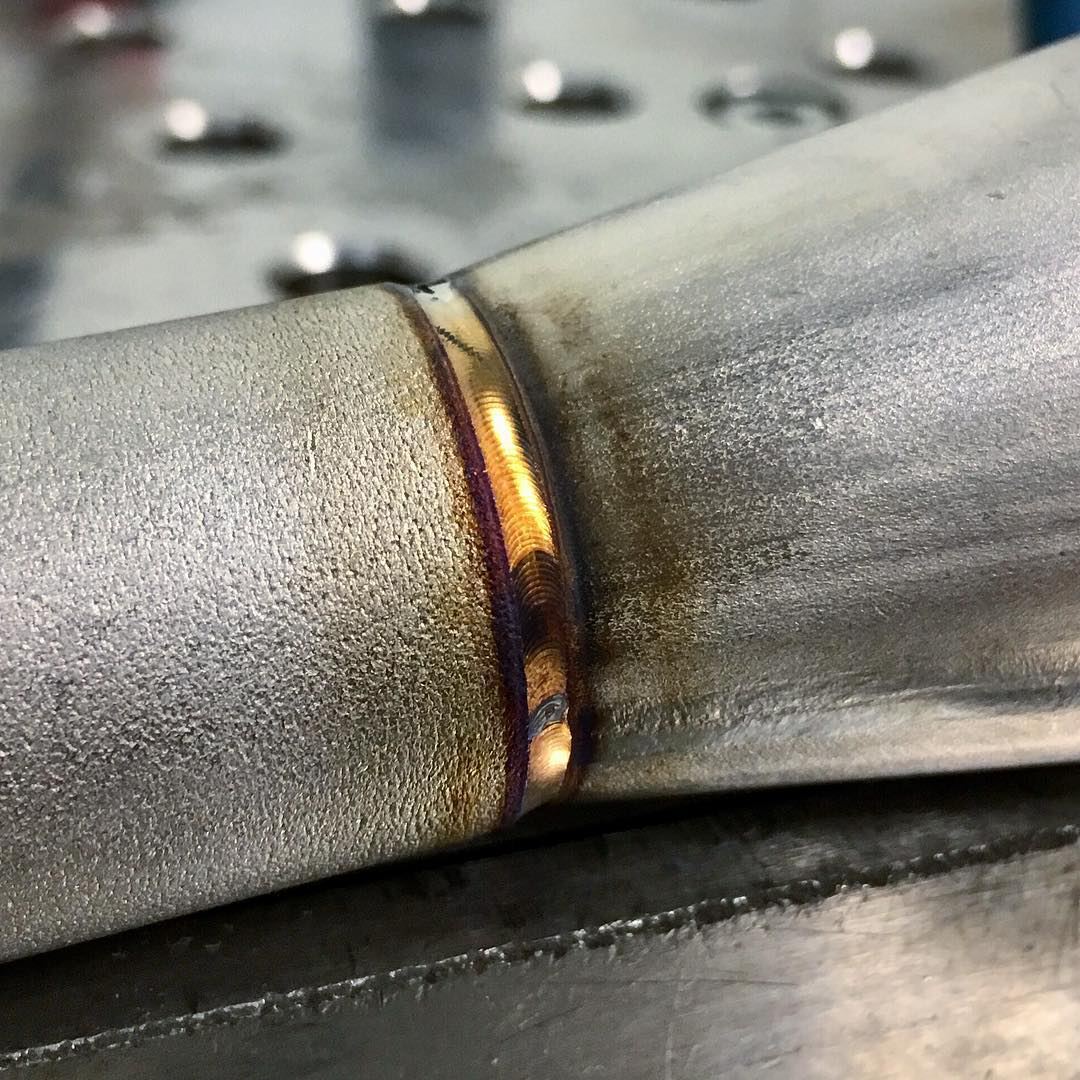
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
 Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Сложность сварки
Сварка аргоном нержавейки осложняется особенностями материала. За счет легирующих добавок нержавейка обладает такими свойствами:
За счет легирующих добавок нержавейка обладает такими свойствами:
- Низкая теплопроводность, что плохо отражается на сварочных работах;
- Из-за этого высокая температура будет концентрироваться в местах выполнения работы и плохо отводиться от них;
- Перегревается область соединения, в худших случаях происходит прожог металла;
- Повышенное электрическое сопротивление, что негативно отражается на сваривании высоколегированной стали и приводит к трещине сварного шва;
- Высокий коэффициент линейного расширения ведет к большой линейной усадке и проблемам для подобных конструкций;
- Несоблюдение термического режима становится причиной утраты антикоррозийных свойств.
Вышеописанные особенности делают сваривание нержавейки с применением аргона достаточно сложным и доставляющим немало проблем начинающим мастерам. Поэтому необходимо грамотно подготовить детали к сварочному процессу.
Подготовка деталей
Обработка не отличается от остальных металлов и заключается в следующих действиях:
- Зачищаем кромки заготовок до блеска. Здесь понадобится металлическая щетка или шлифовальная машинка;
- Обезжириваем кромки деталей с помощью ацетона или бензина для авиации. Это обеспечит устойчивость электрической дуги и повысит качество сварного шва;
- Подготовка соединяемых заготовок к сварке предусматривает увеличенный зазор. За счет него будут скомпенсированы процессы деформации.
 Здесь понадобится металлическая щетка или шлифовальная машинка;
Здесь понадобится металлическая щетка или шлифовальная машинка;Очень важно подобрать правильный присадочный материал. Помимо диаметра, обратите внимание на состав. Степень легирования не должна быть выше показателей металла, из которого производятся соединяемые заготовки. Применяемые модели сварочных проволок можно посмотреть на отдельных специализированных ресурсах.
Сварка вольфрамовым электродом
Сварка аргоном применяется при соединении деталей небольшой толщины. Получаются качественные и надежные соединения с красивыми и очень аккуратными швами. Соединяемые таким способом трубы подойдут для транспортировки жидкостей и газов, поскольку они выдерживают высокое давление.
Сваривание таким способом можно производить при переменном или постоянном токе прямой полярности. Рабочий орган — горелка с закрепленным электродом из вольфрама. Из сопла горелки подается струя аргона. За счет присадочной проволоки формируется сварной шов. Все движения горелкой совершаются ручным способом.
Все это позволяет не выводить сварочную ванну из зоны действия аргоновой защиты. Необходима защита обратного шва от окружающего воздуха. Хотя и увеличивается расход газа, однако качество всех участков становится очень высоким.
Нельзя загрязнять поверхность свариваемого металла и оплавлять электрод. Поэтому важно применять специальную графитовую или угольную пластину. После зажигания на ней сваривание аккуратно переводят на нержавейку.
Подачу аргона отключайте не сразу, а спустя 15 секунд. Расход газа растет незначительно, срок службы электрода и качество получающегося шва значительно повышаются.
Сварка полуавтоматом
Такой метод позволяет значительно увеличить производительность проводимых работ. С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
С ее помощью можно сваривать соединения даже значительной толщины. Получаемые конструкции обладают высоким качеством, надежностью и привлекательностью.
Есть и некоторые нюансы при таком процессе. Сварочная проволока должна иметь в своем составе никель. Кроме аргона, для соединения утолщенных соединений добавляется углекислый газ.
Из всех возможных вариантов подобной сварки стоит использовать импульсный режим. Благодаря этому снижается разбрызгиваемость металла, термическое воздействие, расход проволоки на свариваемый металл. Обработка занимает минимальное время по причине отсутствия большого количества разбрызгиваемого металла.
Мы рассмотрели разные варианты сварки. Для небольшой толщины подойдет сварка электрической дугой, а толстые соединения требуют применения полуавтоматических приборов. Также учитывайте материалы, применяемые для припоя и сварки, они должны иметь никель в своем составе для повышения надежности. А в аргон стоит добавить углекислый газ для обеспечения смачиваемости кромок шва.
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т. д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т. к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
как выполнить качественный шов в домашних условиях?
Сварка нержавейки, при которой пользуются аргоном как защитным газом, является одной из самых распространенных технологий получения качественных и надежных соединений деталей, изготовленных из такой стали.
Использование аргона при сварке нержавеющей стали позволяет получать сварные швы высокого качества
Прежде чем приступать к обучению этому процессу, следует познакомиться с характеристиками данного сплава, которые и делают его трудносвариваемым материалом.
Нержавеющая сталь является металлом, который успешно противостоит коррозионным процессам. Таким его делают легирующие добавки, основной из которых является хром (в отдельных марках нержавейки он может составлять до 20%). В различные виды такой стали могут также добавляться в качестве легирующих элементов титан, никель, молибден и др.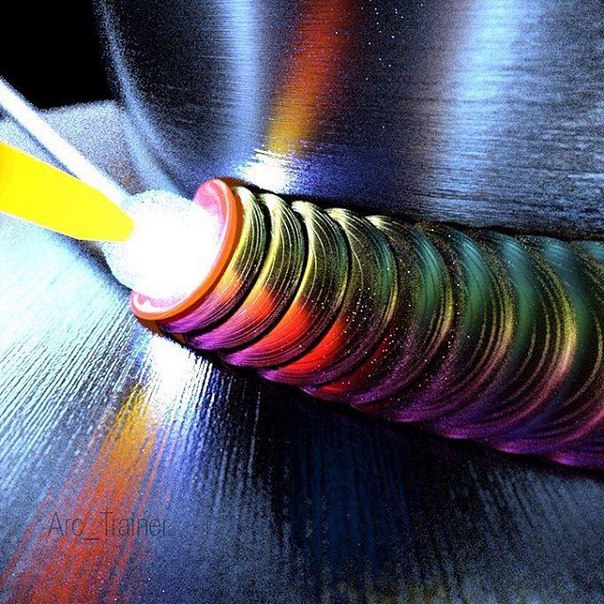 Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Эти добавки, кроме антикоррозионных свойств, наделяют нержавейку и рядом других необходимых физико-механических характеристик.
Нержавеющая сталь, кроме исключительных антикоррозионных свойств, обладает поверхностью привлекательного внешнего вида. Именно поэтому ее часто даже не покрывают краской. Отсюда возникают дополнительные требования к качеству сварного шва: он должен быть не только надежным, но и аккуратным.
Выполнять сварочные работы с нержавейкой и получать соединения, удовлетворяющие самым строгим требованиям, может только специалист, обладающий не только необходимыми знаниями технологии, но и достаточным опытом работы в данной области. Это значит, что для обучения приемам сварки нержавеющей стали в среде аргона недостаточно просто посмотреть видео такого процесса – необходимо еще получить практические уроки.
Сварка электродом с использованием РДС-инвертора
Эта технология предусматривает использование электрода. Процесс характеризуется тем, что во время плавления стержня создается газошлаковая защита благодаря покрытию. Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Оно обладает видом шлаковой корки, разделяющей зону сварочной ванны и дуги от окружающего воздуха. Сварочное соединение возникает при расплавлении металла изделия и электродного стержня. Вы эту технологию можете знать по названию ММА, которая принята в международной практике.
Режим Pulse
Современное оборудование оснащено функцией выполнения работ в импульсном режиме. Его основное предназначение – соединение элементов различной толщины.
Как было сказано выше, данная технология помогает экономить расходный материал. Кроме того, сокращается время финишной очистки поверхности, благодаря низкому количеству брызг расплавленного металла.
Таким образом, можно сократить промежуточный этап механической шлифовки изделия, переходя к обработке кислотами и гелями, с целью удаления оксидного слоя и придания шву необходимой стойкости.
Где используется метод сварки с помощью инвертора
Если вы задались вопросом о том, как варить нержавейку инвертором, то должны знать, что технология может использоваться в любом случае, а пространственное положение на это никак влиять не будет. Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Вертикальные швы не обязательно получатся качественными, даже если у мастера есть определенный опыт.
Применение ручной дуговой сварки с помощью покрытых электродов имеет смысл при необходимости создания коротких швов, которые востребованы в мелкосерийном производстве. Этот метод актуален и при установке металлоконструкций при небольшом объеме работ.
Подготовительные работы
Сварка тонкой нержавейки аргоном требует специальной подготовки для получения качественного конечного результата. Есть несколько видов сварки нержавеющей стали. Сегодня наиболее популярными и востребованными считаются:
- применение в работе покрытых электродов;
- использование вольфрамового электрода;
- сварка аргоном тонкого металла в режиме «полуавтомат» с использованием специальной нержавеющей проволоки.
Каждый из этих способов имеет свои особенности и нюансы. Чтобы выбрать оптимальный вариант для работы необходимо понимать, что вы хотите сделать и какой материал у вас для этого имеется. Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Настройка аргонной сварки для нержавеющей стали проводится в зависимости от материала и нюансов планируемой работы.
Особенности сварки нержавейки инвертором
Когда вам известен ответ на вопрос о том, можно ли варить нержавейку, вы можете выбрать метод. Если он заключается в использовании инвертора, то вы должны будете осуществить обработку и подготовку поверхностей к соединению. Она не отличается от той, которая используется в случае с низкоуглеродистой сталью.
С поверхности удаляются загрязнения. Предстоит поработать еще и над кромками. Для этого используются растворители. Эта операция позволяет удалить жир, воздействие которого ухудшает стабильность дуги. На обрабатываемую поверхность наносится препарат от налипания брызг.
Если перед вами, как и многими домашними мастерами, встал вопрос о том, как варить нержавейку инвертором в домашних условиях, то вы должны знать, что сварной стык должен обладать пазом. Благодаря этому удастся создать соответствующие условия для оптимальной усадки.
В процессе работы предстоит использовать ток обратной полярности. При выполнении сварки вы должны будете следить за тем, чтобы шов проплавился минимально. Электроды внушительного диаметра использовать не следует. Их применяют, когда есть необходимость сварить толстые поверхности.
При выборе электродов вы должны пользоваться специальной таблицей. Если допустить ошибку, то это станет причиной нарушения герметичности шва и повысит риск возникновения пор, раковин и микротрещин. В качестве причины здесь выступает закипание металла.
Варить сваркой нержавейку необходимо с использованием тока, значение которого на 20 % ниже по сравнению с тем, что используется для низколегированных сталей. Если вы хотите использовать инвертор для эксплуатации в быту или частном строительстве, то можно выставить диапазон вплоть до 160 А. Плавная регулировка позволит добиться максимальной точности тока сварки, что положительно скажется на качестве.
После завершения работы шов оставляется до момента остывания, что позволит высоколегированной стали противостоять коррозионным процессам. Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Проблема охлаждения решается с помощью медных прокладок. Когда в работе задействована аустенитная сталь, охладителем может выступить обычная вода.
Обучение
Перед началом работы необходимо подготовить все материалы и провести их обработку. Для начала рекомендуется обработать кромки деталей, которые вы планируете варить. Для обеспечения качественной усадки шва необходимо оставить небольшой зазор. Таким образом вы сможете сделать качественную работу, которая будет прилично выглядеть. Расход аргона при сварке нержавейки зависит от самого материала и количества работы.
Важно провести зачистку поверхности кромок. Для этого нужна стальная щетка. После этого поверхность кромки важно обработать растворителем. Для этого оптимально подойдет ацетон или авиационный бензин. Этот процесс проводится для удаления жира. Это обязательный этап. Если его пропустить, то устойчивость дуги будет ниже и в шве будут образовываться поры. Сварка пищевой нержавейки аргоном должна проводиться очень аккуратно.
Использование инвертора: подготовка инструментов и материалов
Теперь, когда вы больше не задаетесь вопросом о том, варят ли нержавейку, можете приступать к работам. При использовании инвертора необходимо подготовить инструменты и материалы, а именно:
- сварочный инвертор;
- растворитель;
- средства индивидуальной защиты;
- стальную щетку;
- электроды.
Важно позаботиться о наличии зажимов-крокодилов для заземления. В арсенале должны присутствовать электрододержатели. Иногда эти элементы входят в комплект инвертора. Кабели должны иметь длину в 2 м или больше.
Как подобрать электроды
Если в работе вы планируете использовать метод ручной дуговой сварки, то должны позаботиться о правильном выборе электродов. Можно применить те, что имеют основное покрытие, среди них следует выделить:
- СЭЗ ЗИО-8 d4,0.
- ESAB FILARC 88S d3,2.
- СЭЗ ЦТ-15 d5,0.
Они подойдут для сварки постоянным током. Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
Роль покрытия играют карбонаты магния и кальция. Можно использовать электроды с рутиловым покрытием, среди них:
- Lincoln Electric Omnia 46 D3,0.
- ESAB OK 46.00 d3,0.
- Межгосметиз Omnia 46 d3,0.
Обычно они изготавливаются на основе двуокиси титана и подходят для соединения с помощью переменного и постоянного тока обратной полярности.
Сварка аргоном
Перед вами может возникнуть вопрос о том, как варить нержавейку аргоном. Этот метод используется, когда металл очень тонкий или к соединению предъявляются особые требования по качеству.
Работать вольфрамовыми электродами в инертной среде лучше, если предстоит сваривать трубы, эксплуатирующиеся для перемещения газов и жидкостей под давлением. Сварка осуществляется в среде аргона переменным и постоянным током. В качестве присадочного вещества выступает проволока, которая обладает высоким уровнем легирования, чем отличается от основного металла.
Когда вам уже известно, чем варить нержавейку, следует взять электроды, чтобы выполнить ими работу без колебательных движений. Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
Иначе вы можете нарушить защиту зоны сварки. Это станет причиной увеличения стоимости работ и повлечет окисление металла шва. Обратная сторона защищается поддувом аргона, но сталь не является критичной, чего нельзя сказать, например, о металле.
В сварочную ванну не должен попасть вольфрам. По этой причине следует использовать бесконтактный поджиг дуги. Ее зажигание может осуществляться на угольной или графитовой пластине, а после можно произвести перенос на основной металл.
Чем варить нержавейку, вы теперь знаете. Однако важно ознакомиться со всеми тонкостями работы. Прочитав инструкцию, сможете понять, что после завершения процедуры защитный газ не следует выключать сразу же. Это делается для уменьшения расхода вольфрамового электрода. Выключение следует осуществить через некоторое время, примерно через 15 секунд. Это предотвратит окисление электродов, которые будут оставаться горячими после работы. Кроме того, позволит значительно продлить срок службы.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
 Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Свариваемость нержавеющей стали
Теперь вы знаете, как варить нержавейку электродом. Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
Однако важно ознакомиться еще и со свариваемостью металла. Он является трудным вариантом, что зависит от многих параметров. На свариваемость влияют некоторые характеристики, например:
- высокое значение линейного расширения;
- сниженная теплопроводность;
- высокое электрическое сопротивление;
- склонность к потере антикоррозионных свойств.
Общая информация
Нержавеющий тип стали не подвержен коррозии. Этому металлу практически не страшна ржавчина даже без защитных спецвеществ. В этом основа популярности нержавеющей стали.
При правильном уходе она пригодна к использованию десятилетиями, а потому пользуется заслуженным спросом. Элементы хрома, никеля и титана, включенные в состав этой стали, улучшают ее физико-механические показатели.
Что тоже причина применения в разных областях.
К достоинствам нержавейки относится то, как она выглядит. Благодаря яркому, характерному блеску, вещи из такой стали зачастую не окрашивают.
А потому сварочные соединения на стальных изделиях необходимо делать не только надежными, но еще и сохраняющими внешний вид стали.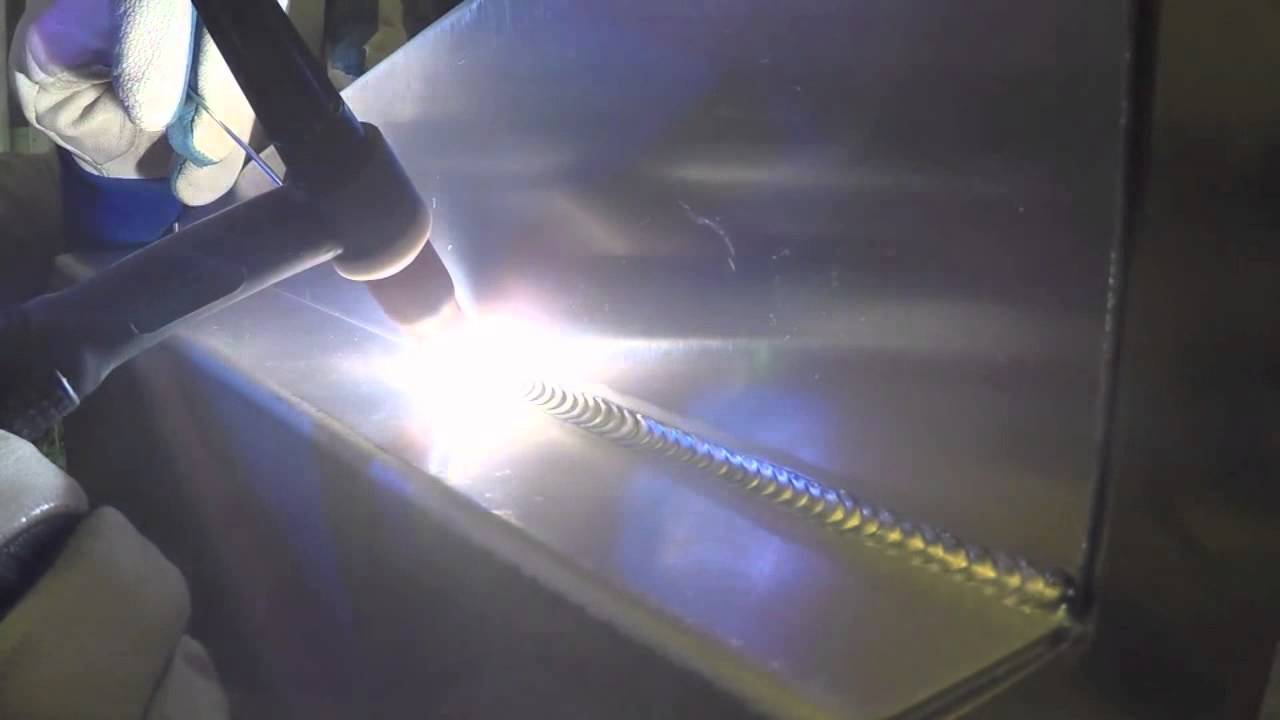 Однако это лишь один из моментов работы со сталью.
Однако это лишь один из моментов работы со сталью.
Работать с нержавеющей сталью сложно. Те же характеристики состава, что защищают металл от ржавчины, делают его сварку непростой задачей. Эта статья о важных моментах сварочных работ с нержавейкой.
Ведь это задача, к которой требуется особая подготовка.
Факторы, влияющие на свариваемость
На свариваемость влияет еще нелитейная усадка. Это способствует тому, что в процессе сварки металл деформируется, как и после. Если между деталями внушительной толщины будет отсутствовать зазор, то могут возникнуть трещины. Перед тем как варить нержавейку полуавтоматом, вы должны узнать еще и о теплопроводности, которая значительно снижена с ней по сравнению с низкоуглеродистыми сталями.
Значение меньше в два раза, что вызывает концентрацию теплоты и способствует проявлению металлов в зоне сварки. Из-за этого возникает потребность в уменьшении силы тока на 20 % по сравнению с током для обычной стали.
Нельзя не упомянуть еще и о высоком электрическом сопротивлении, которое провоцирует нагрев электродов из высоколегированной стали. Для уменьшения отрицательного эффекта электроды изготавливаются с хромоникелевыми стержнями, которые обладают длиной не больше 350 мм.
Защита сварочного шва
Нержавеющая сталь отличается высокой чувствительностью к механической зачистке после завершения
процесса сварки. Зачистка подразумевает под собой снятие верхнего окисленного слоя, который как раз предназначен для защиты сварочного шва от ржавления. Восстанавливается окисленный слой только спустя 5-6 часов. Важно, чтобы в это время ничего не попадало в зону зачистки, что чаще всего просто невозможно. Но есть один способ, помогающий справиться с этой проблемой. После того, как механическая зачистка будет завершена, надо покрыть сталь специальным спреем, который состоит из пассивирующих присадок и синтетических масел.
Подводя итог, можно прийти к выводу, что прочность и качество швов при сварке нержавеющей стали зависит только от человека, выполняющего работу. Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
Если подойти к выполнению всех требований со всей ответственностью и соблюдать все рекомендации, то результат оправдает ваши ожидания. Поэтому важно детально выполнить технологию сварки, подобрать хороший инвертор и купить качественные электроды.
[Всего голосов: 0 Средний: 0/5]
Как исключить межкристаллитную коррозию
Если работать предстоит с высокохромистой сталью, то вы должны знать, что она обладает одним важным свойством, выраженным в потере своих антикоррозионных характеристик. Это верно, если в процессе сварки использовать неправильный термический режим или аппарат для сварки. Это явление называется межкристаллитной коррозией, его природа заключается в том, что при температурах больше 500 °C по краям зерен формируется карбид хрома и железа. Они становятся очагами коррозионного растрескивания. С этим явлением борются разными методами. Например, с помощью быстрого охлаждения зоны работы.
Особенности сварки
Перед началом важно решить вопрос не только о том, чем варить нержавейку, но узнать еще и об особенностях проведения работ. Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Так, удельное электрическое сопротивление в 6 раз больше, а плавление на 100 °C меньше. Теплопроводность составляет 1/3 от этого показателя, свойственного углеродистому прокату.
Важно учитывать еще и тепловое расширение по длине, которое на 50 % больше.
Если вы не знаете, чем варить нержавейку, то должны учитывать, что использоваться могут самые разные методы. Так, если толщина материала больше 1,5 мм, то лучше воспользоваться ручной дуговой сваркой. А вот если речь идет о тонких листах и трубах, то лучше всего применить плавящиеся электроды в инертном газе.
Сварка нержавейки — Красноярск
Провар.ру предлагает услуги сварки нержавейки в Красноярске профессионально и с полным восстановлением любой трещины или иной неисправности. Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected].
Знакомство человека с нержавейкой началось в 18 веке.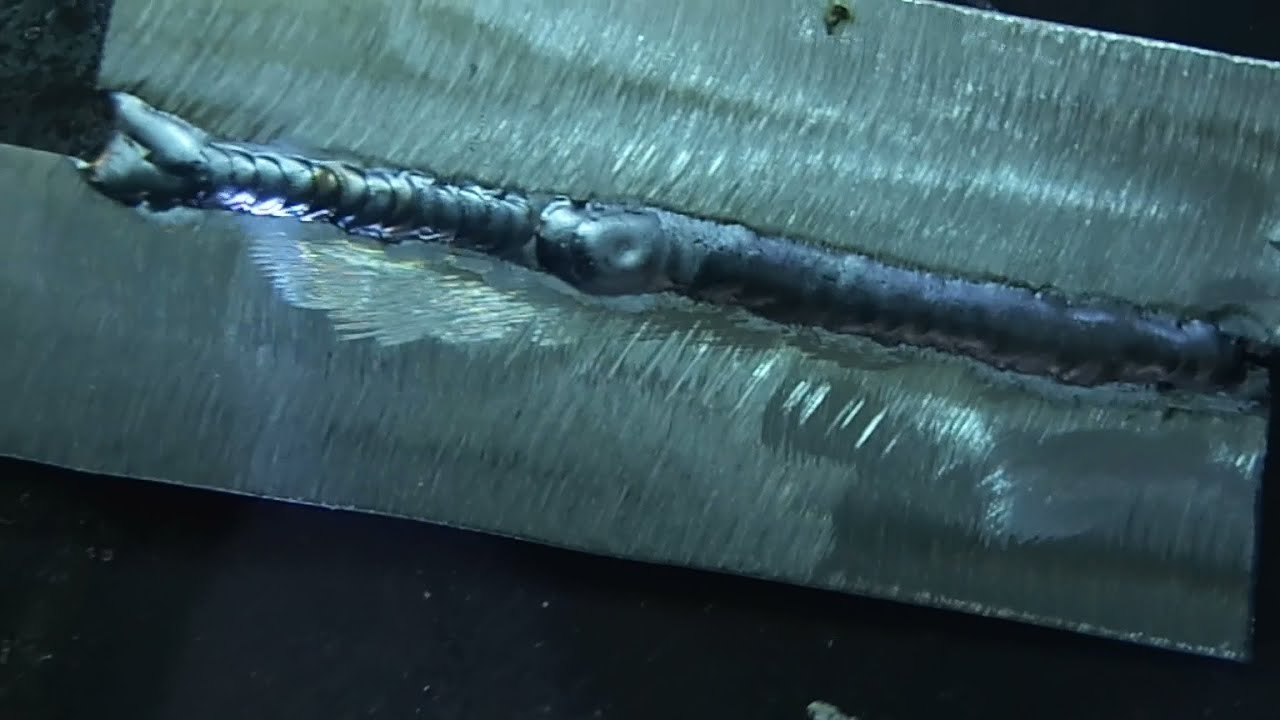 Англичане Стоддард и Фарадей, а также француз Пьери Бертьё смогли заметить устойчивость сплавов железа и хрома к воздействию кислот. Но они испытывали сплавы с малым содержанием хрома. С тех пор разными учёными проводились работы по получению сплавов железа и хрома, устойчивых к воздействию различных кислот.
Англичане Стоддард и Фарадей, а также француз Пьери Бертьё смогли заметить устойчивость сплавов железа и хрома к воздействию кислот. Но они испытывали сплавы с малым содержанием хрома. С тех пор разными учёными проводились работы по получению сплавов железа и хрома, устойчивых к воздействию различных кислот.
Плюсы нержавеющей стали
Почти 100 лет спустя британец Гарри Брайрли явил свету сталь, в которой содержалось 0,24% углерода и 12,8 хрома. Официальной датой рождения нержавеющей стали на территории Соединенного Королевства считается 13 августа 1913 года. С тех дней она прочно вошла в жизнь человека. Сегодня она пользуется спросом во многих производственных сферах. Дизайнеры видят в ней презентабельность и оригинальность. Лестницы, перила, сушилки в ваннах, отдельные фрагменты интерьера, изготовленные из хромсодержащих сталей и отполированные до блеска, действительно имеют шикарный вид.
В пищевой промышленности нержавеющую сталь ценят за гигиеничность. Ведь она не поддаётся воздействию кислот, не имеет токсичных выделений как, например, цинк, на ее поверхности не собираются микробы. Из неё изготавливают ёмкости, различные трубы, некоторые инструменты. В автомобилестроении пользуются устойчивостью металла к коррозии и всевозможным нагрузкам. Детали из нержавейки имеют высокую прочность и при правильной эксплуатации служат очень долго. Народные умельцы, также очень часто используют сплав в своих произведениях. На страницах рунета можно ознакомиться со множеством таких работ. Начиная от всяких мелочей и заканчивая экструдером для производства сладких кукурузных палочек и даже самодельной крекинг установкой. Эдаким самогонным аппаратом, который вместо спиртного выпаривает солярку из отработанного масла.
Из неё изготавливают ёмкости, различные трубы, некоторые инструменты. В автомобилестроении пользуются устойчивостью металла к коррозии и всевозможным нагрузкам. Детали из нержавейки имеют высокую прочность и при правильной эксплуатации служат очень долго. Народные умельцы, также очень часто используют сплав в своих произведениях. На страницах рунета можно ознакомиться со множеством таких работ. Начиная от всяких мелочей и заканчивая экструдером для производства сладких кукурузных палочек и даже самодельной крекинг установкой. Эдаким самогонным аппаратом, который вместо спиртного выпаривает солярку из отработанного масла.
Сварка нержавейки — один из основных способов монтажа конструкций. Но этот технологический процесс имеет определённые трудности из-за особых свойств хромсодержащих сплавов. Получение качественного результата и высокую производительность работ при сварке нержавеющих сталей затрудняют:
- 1. Коэффициент линейного расширения.
- 2. Сниженная теплопроводность стали.
- 3. Склонность к межкристаллитной коррозии.
Коэффициент линейного расширения
При нагревании металлы, да и не только они, расширяются, а при охлаждении — сужаются. Насколько увеличивается длина тела по отношению к увеличению температуры и есть показатель коэффициента. У нержавейки он имеет большое значение и приводит к деформации металла. А это чревато появлениями трещин в сварочном шве. Во избежание этих последствий перед сваркой нержавейки между заготовками выставляют зазор.
Это приводит к повышению температуры в зоне действия дуги, поэтому у раскаленного металла в ванне повышается текучесть. И он попросту стекает с поверхности в разные стороны. Это затрудняет формирование даже горизонтального шва не говоря уже о вертикальном или потолочном швах. Уменьшение тока сварки в 1,5-2 раза помогает в устранении этого эффекта.
Межкристаллитная коррозия
При температуре в 500 градусов, по краям зерен происходит образование карбида железа и хрома, что в последствии приводит к образованию коррозионных очагов в сварочном шве.
Провар.ру выполняет сварку двумя способами:
В случае, когда металл свариваемых заготовок тонкий или нужно получить качественный шов, не пропускающий жидкость или газ, сварка нержавейки выполняется аргонодуговой сваркой. Этот способ даёт высокое качество и герметичность шва. Инертный газ аргон, в среде которого происходит сварка, защищает ванну с раскалённым металлом от воздействия кислорода, содержащегося в атмосферном воздухе. Расценки на сварку в этом случае выше, но это компенсируется качеством шва и скоростью производимых сварочных работ. Применение аргона конечно облегчает работу, но для достижения качественного результата нужны определенные навыки.
Все эти теоретические знания и практические навыки приобретаются годами работы. Сварка нержавейки аргоном для специалистов нашей фирмы дело весьма знакомое. Мы смогли собрать квалифицированный персонал и приобрести современное оборудование. Наши мастера смогут выполнить заказ быстро, качественно и в разумные сроки. Не тратьте свое время, не ищите лучших, посмотрите результаты и отзывы.
Мы производим сварку нержавейки в Красноярске любой марки, из которой изготовлена ваша деталь или бытовое изделие, будь это предметы домашнего обихода (дорогие ножи, детали от мясорубки, миксера и т.д.), самогонный аппарат, защита автомобильного бампера или порога — починить можно все! Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail svarka@provar. ru.
ru.
Работы и отзывы
Сварка нержавейки аргоном: технология сварки полуавтоматом
Антикоррозионные свойства нержавеющая сталь приобретает за счет легирующих добавок. Соединять детали из нее не возбраняется любым видом сварки. Однако при нагреве легирующие элементы, взаимодействуя с кислородом воздуха, выгорают. В итоге металл возле шва теряет антикоррозионные свойства. Чтобы выполнить соединение без потери качества, выполняют сварку нержавейки аргоном, создающего защищенную от атмосферы среду.
Сложности сварки нержавейки аргоном
Работая с нержавейкой, необходимо учитывать ее характеристики, полученные от легирующих добавок:
- По сравнению с обыкновенной сталью нержавейка в 2 раза хуже проводит тепло. Это вызывает перегрев металла, так как недостаточен отвод температуры с места горения дуги, что часто заканчивается прожогом. Поэтому варить нержавейку аргоном следует током на 20% меньшим, чем для низколегированной стали с аналогичными параметрами.
- Высокое значение коэффициента температурного расширения у нержавейки приводит к значительной усадке после нагревания, поэтому шов может треснуть. Для компенсации температурной деформации между соединяемыми деталями оставляют достаточно большой зазор.
- Нержавейка обладает высоким электрическим сопротивлением, поэтому если работа выполняется легированным электродом с большим сопротивлением, он перегревается. В итоге качество шва ухудшается. Если приходится работать с такими электродами, их длина сокращается до минимума, чтобы не успевали перегреваться.
- При нагреве более 500⁰C нержавейка начинает терять антикоррозионные свойства. Поэтому методы аргоновой сварки предусматривают быстрое охлаждение заготовок.

Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
 Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
Коррозионностойкая сталь
Жаропрочная нержавейка
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
 Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
Структура мартенситной стали
Мартенситная сталь
Структура аустенитной нержавейки
Подготовка нержавейки к сварке
Для создания надежного соединения аргонодуговая сварка нержавеющей стали выполняется после обработки поверхностей деталей. Она выполняется в следующем порядке:
Она выполняется в следующем порядке:
- место сварки зачищается наждачной бумагой или щеткой со стальным ворсом;
- после зачистки проводится обезжиривание ацетоном или высокооктановым бензином;
- детали располагают с зазором между ними;
- если проводится сварка тонкой нержавейки, стыкуемые края рекомендуется подогреть до 200 — 300˚C, чтобы уменьшить напряженность металла, и предотвратить образование трещин.
Диаметр присадочной проволоки подбирается в соответствии с толщиной соединяемых деталей. Содержание легирующих добавок в ней должно быть больше чем в свариваемой нержавейке.
Сварка неплавящимся электродом из вольфрама
Этот способ, используемый для соединения тонкостенных заготовок, называется TIG сваркой нержавейки. Работа выполняется аппаратом переменного или постоянного тока. Основным инструментом является горелка, через которую подается аргон, со вставленным в сопло вольфрамовым электродом. Наложение шва происходит за счет плавления присадочной проволоки. Ее подачу и перемещение горелки производят вручную.
Ее подачу и перемещение горелки производят вручную.
Сварку аргоном нержавейки ведут вдоль линии шва без поперечных движений горелки. Это исключает выход сварочной ванны за пределы защищенной зоны, не давая жидкому металлу взаимодействовать с кислородом атмосферы. Для создания надежного соединения необходимо обеспечить подачу аргона и с противоположной стороны шва. Газа потратится больше, но улучшение качества того стоит. Чтобы кончик электрода не оплавлялся, а на свариваемых заготовках не оставались следы им не прикасаются к нержавейке. Дугу разжигают на графитовых или угольных пластинках с последующим переносом на металл.
Прежде чем приступить к работе производится настройка аппарата для сварки нержавейки. Для соединения двух деталей толщиной 1 мм на аппарате постоянного тока устанавливается прямая полярность (плюс подключен к электроду, минус — к деталям). Величина рабочего тока выбирается в пределах 30 — 50 А, а напряжение не выше 28 В. Скорость ведения сварки 12 — 28 см в минуту расходуя 3 — 5 литров аргона. Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Диаметр присадочной проволоки в зависимости от условий выбирают в пределах 0,8 — 1,6 мм.
Горелка держится с наклоном 70 — 80˚. Присадочную проволоку вводят под углом 10 — 15˚. Для быстрого охлаждения шва и электрода аргон перекрывают спустя 10 — 15 секунд после прекращения сварки. Потери газа незначительны, а качество соединения и продолжительность службы вольфрамового стержня увеличиваются.
Сваривание пластин
Если нужно соединить плоские детали из нержавейки, то алгоритм работы немного изменится. Сваривание пластин производится по такому алгоритму:
- Поверхность материала предварительно подготавливается – производится зачистка, обезжиривание, выставление зазоров.
- Произвести обдув плоских деталей аргоном в данном случае проще, чем труб, поэтому никаких дополнительных манипуляций проводить не нужно.
- Электрод и припой движется справа налево. При этом горелка должна работать под наклоном.
- Если нужно наложить тонкий шов, то колеблющиеся движения не производятся. При формировании более толстых швов нужно производить поперечные движения электродом и припоем.
- Зазор в процессе работы составляет примерно 5 мм. Для удобства вылет электрода тоже устанавливается на показатели 5-6 мм.
 При формировании более толстых швов нужно производить поперечные движения электродом и припоем.
При формировании более толстых швов нужно производить поперечные движения электродом и припоем.Чтобы более подробно узнать о методе сварки стоит просмотреть видео–уроки по соединению пластин:
Сварка деталей из нержавеющей стали посредством использования TIG технологии имеет некоторые нюансы, которые стоит учитывать даже опытным сварщикам. Если же совершить соответствующую подготовку материалов и правильно настроить аппаратуру, то проблем не возникнет. Для домашнего типа сварки подходит инверторный метод, но при больших объемах работ лучше использовать естественно полуавтомат.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Наиболее распространенные способы неразъемного соединения нержавеющего материала
Благодаря многочисленным исследованиям, сварить нержавейку связывают швом разными технологиями. Способы проведения сварки нержавеющей стали имеют свои особенности и выбираются исходя из возможностей целей и доступности.
Ручная сварка нержавейки
Известны ручные, автоматические и полуавтоматические варианты соединения. На производстве часто используют автоматические виды сварки, в частности сварку под флюсом. При таком методе сварочная дуга производится под требуемой прослойкой флюса между сварочной проволочного электрода и основной массой металла. Такой метод решает массу задач:
- шлак защищает зону сварочной ванны от влияния атмосферы;
- дуга горит стабильно без прерываний;
- отсутствие разбрызгивания расплавленного металла;
- более удобная среда для создания сварного соединения.

Существует ручной и полуавтоматический способ сварки под флюсом. Такие способы пригодны для обработки малого радиуса кривизны и коротких мест соединений. В большинстве случаев применяют автоматы.
Сварка нержавейки полуавтоматом
Автоматическая форма происходит с использованием автоматической установки которая контролирует следующие функции:
- Перемещение электрической дуги по линии шва.
- Обеспечение стабильной сварочной дуги.
- Производит подачу заданного количества проволоки и необходимого флюса в зону плавления.
Способ отлично подходит для соединения ответственных конструкций нержавейки с большим значением толщины. Сварщики могут применять тандемную схему, где пара электродных проволок находятся одной плоскости, что положительно влияет на характер сварного шва. Весьма активно распространяется труд роботизированных систем во время обработки угловых швов и соединения ровных площадей.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
 Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Как аргоном варить? Описание процесса и инструкция.
 Что нужно для сварки аргоном
Что нужно для сварки аргоном Как варить аргоном — практические советы и видео
Аргонодуговой сваркой называют технологический процесс соединения между собой изделий из различных металлов и их сплавов путем расплавления их электродугой в защитной среде инертного газа, в частности, аргона. Хоть этот процесс и представляет собой разновидность электродуговой сварки, но по техническому применению он является более технологически сложным, поэтому и постараемся разобраться, как варить аргоном на практике.
Немного теории
Инертный газ аргон относится к группе так называемых «благородных» газов, что определяется его валентностью и вытекающими из этого основными физико-химическими свойствами,
которые не позволяют ему вступать в химические соединения с другими веществами, в том числе и с кислородом, даже под воздействием высоких температур. Это его замечательное свойство с точки зрения технического применения и стало основой широкого промышленного применения этой технологии электросварки различных металлов и их сплавов в среде аргона.
Особенности аргонной сварки
Электросварка в защитной среде аргона, особенно в последнее время, становиться все более популярней как у опытных сварщиков, так и у простых обывателей, прежде всего из-за своей доступности.
Если раньше наличие аппарата для сварки аргоном было уделом только специализированных производств, то сегодня приобрести такой сварочник и баллоны с аргоном к нему не составляет особого труда. Но при легкой доступности оборудования есть одна небольшая сложность в вопросе: как правильно варить аргоном на практике.Стоит отметить, что главным критерием востребованности аргоновой сварки является область ее применения, а точнее, ее способность, в отличие от других видов сварки, производить соединение различных металлов. Таких, как:
Таких, как:
- нержавеющие и высоколегированные стали,
- серый чугун,
- алюминий,
- титан,
- медь и ее сплавы.
Причем это не полный перечень материалов, но и он во многом неосуществим для обычной электродуговой или газовой ацетиленовой сварки.
Ну и основным достоинством электродуговой сварки в среде аргона является качество сварного шва, которое также практически недостижимо при других видах сварки.
Как правильно варить аргоном
Для начинающих и любителей стоит сразу оговориться, что сварка аргоном является довольно сложным технологическим процессом, который требует не только прочных знаний металловедения, но и определенных навыков и опыта сварочных работ. При этом, если учитывать далеко немалую стоимость самого газа аргона, лучше всего начинать тренироваться и пробовать набить руку на сварке различных деталей, к примеру, из нержавеющей стали. И только посмотрев видео сварки аргоном в виде уроков для начинающих, а также приобретя достаточный опыт и теоретические знания, стоит приступать к сварке цветных металлов и их различных сплавов.
Аргонная сварка является как бы симбиозом технологий электродуговой и газопламенной сварки, но с существенными техническими различиями. К примеру, газовая среда аргона:
- с одной стороны, способствует формированию и поддержанию токопроводящей плазмы, что значительно облегчает как розжиг электродуги, так и способствует более быстрому прогреву и расплавлению кромок свариваемых соединений, тем самым обеспечивая формирование качественного шва;
- с другой стороны, постоянный поток газа охлаждает сварочный шов, не позволяя образоваться различным температурным деформациям в виде трещин и пор, что также способствует качеству сварки.
Техника сварки аргоном имеет ряд особенностей и требует для применения на практике обучения. Мы лишь можем дать вам несколько основных советов, которые необходимо знать и применять при выполнении аргонной сварки своими руками, а именно:
- Проведение аргонодуговой сварки требует тщательной подготовки поверхности, то есть края заготовок необходимо механически до блеска зачистить от окислов и остатков грязи с помощью напильника или наждачной бумаги. А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
- Обязательно перед началом выполнения сварочных работ надо выставить, согласно технологической карте, режимы сварочного тока, интенсивность подачи сварочной проволоки и расход потока инертного газа в строгом соответствии с видом, толщиной и материалом свариваемых изделий.
- Подачу инертного газа нужно отрегулировать так, чтобы аргон подавался к месту сварки на 20 секунд раньше, чем зажигается электродуга, а прекращалась его подача не ранее 10 секунд после завершения процесса сварки.
- Для исключения контакта свариваемого металла с содержащимся в естественной атмосфере активным кислородом необходимо, чтобы сварочная проволока и неплавящийся электрод постоянно находился в защитной зоне аргоновой среды.
- Подачу присадочной проволоки следует производить под углом к неплавящемуся электроду и сварочной ванне перед горелкой, стараясь избегать различных поперечных движений, что позволит обеспечить более качественный сварочный шов.
- Стараться производить колебания горелкой, направленные вдоль оси сварочной ванны, не совершая лишних поперечных движений, что позволит сформировать более узкую полосу сварочного шва.
- По окончании сварочных работ необходимо производить заваривание кратера при пониженной силе тока путем его регулировки ручкой реостата. Ни в коем случае не стоит прекращать сварной шов резким обрывом электродуги сразу отводя горелку в сторону, так как это резко понизит его качество.
- Сварочную проволоку или неплавящийся электрод рекомендуется располагать ближе к сварочной ванне, поддерживая по возможности минимальное расстояние между ними. Уменьшение или увеличение длины дуги напрямую определяет глубину плавления краев свариваемых металлов и значительно влияет на ширину сварного шва.
 А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
А также не помешает дополнительно обработать поверхность химическим способом, смазав место будущей сварки специальной паяльной кислотой или предварительно ее обезжирив любым видом растворителя.
Выполнение этих правил и рекомендаций не только позволит значительно облегчить сам процесс сварки аргоном, но и станет залогом качественной работы.
Рекомендации по выбору оборудования
Оборудование для аргонной сварки бывает двух типов:
- MAG или Metal Inert Gas, что представляет собой вид электродуговой сварки, которая осуществляется за счет плавления металлической проволоки в защитной среде аргона или другого инертного газа, как правило, при ее автоматической подаче;
- TIG или Tungsten Insert Gas, что подразумевает дуговую электросварку с помощью неплавящегося вольфрамового электрода также в защитной среде аргона, но при необходимости с ручной подачей присадочной проволоки.

Сварочное
оборудование для аргонной сварки MAG и TIG имеет ряд конструктивных различий, которые, в свою очередь, определяются технологическими особенностями.Так, аргонная сварка типа MAG производится сварочной проволокой, которая автоматически подается с помощью механического податчика, расположенного внутри сварочного аппарата. В данном случае, сварочная проволока:
- служит проводником сварочного тока;
- поддерживает электродугу, являясь электродом;
- служит материалом для наплавления и соединения металла.
Сварочное оборудование для аргонной сварки типа TIG работает с помощью неплавящегося электрода, который выполнен из тугоплавкого вольфрама. На него и подается сварочный ток для поддержания электродуги. Но в этом случае с TIG сваркой можно производить соединение деталей только за счет сплавления металлов самих свариваемых деталей, если позволяет их толщина. Когда же необходимо добавить дополнительный материал для наплавления, как при MAG сварке, для этого используют специальную присадочную проволоку, но уже путем ручной подачи к месту сварки.
Отсюда и главное различие MAG и TIG оборудования в устройстве основного рабочего органа — специальной горелки и соединительного рукава.
При MAG сварке через рукав в автоматическом режиме поступает аргон и сварочная проволока, по которой, в свою очередь, и протекает сварочный ток.
В случае с TIG сваркой — изолированный рукав состоит также из шланга подачи защитного газа, но еще имеет силовую оплетку или провод, передающий сварочный ток на горелку, внутри которой располагается цанговый держатель для закрепления вольфрамового электрода.
Сегодня на рынке можно не только с легкостью подобрать хороший и недорогой сварочный аппарат для аргонной сварки по технологии MAG или TIG, но и найти комбинированное оборудование, укомплектованное для возможности работы по двум этим технологиям, правда, несколько дороже по цене.
К примеру, за относительно невысокую цену можно приобрести для собственного использования мультифункциональное инверторное оборудование фирмы SPARK. Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Так, линейка сварочных полуавтоматов MultiARC предназначается для выполнения высококачественных и максимально комфортных сварочных работ по трем наиболее востребованным технологиям MMA, MIG и TIG сварки.
Если у вас есть свой опыт в использовании аргонной сварки, поделитесь им в блоке комментариев.
wikimetall.ru
Аргоновая сварка (аргонодуговая) — принцип работы, технология
Если обычная не подходит, используется электродуговая сварка в аргоне или аргоновая. Какое её назначение, особенности применения, основы технологии, требуемое сварочное оборудование, достоинства и недостатки? Статья будет интересна всем интересующимся сваркой нержавеющих сталей и цветных металлов.
Что такое аргоновая сварка для чего она применяется
Электродуговая сварка в среде защитных газов применяется, когда необходимо изолировать процесс от взаимодействия с атмосферным воздухом. Наиболее популярным и эффективным является инертный газ аргон. Процесс с его использованием так и называется – аргонодуговая или, в обиходе, аргоновая сварка.
Она используется для сварки изделий из алюминия, титана, меди, нержавеющих сталей – металлов и сплавов, активно окисляющихся или имеющих в своём составе элементы, активно окисляющиеся кислородом воздуха.
Почему применяется именно аргон — его сравнение с гелием
Аргон, как уже было сказано, является инертным газом. Он не вступает в химическую реакцию ни с чем, что особенно важно при температурах выше тысячи градусов по Цельсию в зоне сварки.
Аналогичным свойством обладает ещё один инертный газ – гелий. Он стоит гораздо дороже аргона, потому применяется только в особенных случаях. Аргон имеет удельный вес на 38 % больше, чем воздух. За счёт этого он хорошо изолирует место сварки и защищает её от окисления.
Гелий в аналогичных условиях требует подачи в высокотемпературную зону газа под большим давлением и, соответственно, более высокого расхода защитного газа.
Из-за разного потенциала ионизации напряжение аргоновой дуги ниже, чем гелиевой. Её тепловыделение меньше, соответственно, меньше зона проплавления, меньше поперечное сечение шва. В отличие от гелиевой аргонная сварка образует длинный и узкий – пальцеобразный шов. На границе газ – жидкость у аргона величина поверхностного натяжения выше. В результате шовный валик получается более высоким с резкими переходами от основного металла ко шву.
В отличие от гелиевой аргонная сварка образует длинный и узкий – пальцеобразный шов. На границе газ – жидкость у аргона величина поверхностного натяжения выше. В результате шовный валик получается более высоким с резкими переходами от основного металла ко шву.
Особенности сварного шва при аргонодуговой сварке
Чем больше угол между поверхностью основного металла и шва, тем больше возникает концентрация напряжений в зоне сварки. Если к соединению предъявляются достаточно высокие требования по равнопрочности, требуется после сварки произвести стачивание шовного валика
При правильном выборе материала электрода или присадки, режима сварки и способа защиты металл шва за счёт меньшего количества примесей обычно мягче основного металла. Для обеспечения прочности требуется, чтобы «мягкая» зона была как можно уже. Сварку сложнее выполнить технологически, но позволяет избежать необходимости усиливать конструктивные элементы в месте соединения.
Для аргонодуговой сварки применяются две основных технологии: TIG-сварка и MIG-сварка.
TIG – сварка неплавящимся электродом
Дуга горит между тугоплавким вольфрамовым электродом и деталью. Пруток присадочного металла подаётся в зону сварки вручную.
Процесс сварки неплавящимся электродом имеет свои особенности. Сварочную дугу лучше зажигать на прямой полярности, когда катодом является электрод. Ему придают острую заточку под углом 45 — 55 градусов. Это нужно для получения более узкой сварочной дуги и сужения места проплавления. Чем более узкую зону надо получить, тем более острой должна быть заточка. Зажигать дугу на свариваемом металле не рекомендуется, чтобы не оплавлять и не загрязнять кончик электрода. Лучше эту операцию производить на вспомогательной угольной (графитовой) пластине.
Полярность процесса следует выбирать в зависимости от металла свариваемых деталей:
- Нержавеющие стали лучше сваривать на прямой полярности.
- Алюминий и его сплавы – на обратной или чаще на переменном токе. Это связано с тем, что когда катодом является деталь, из зоны сварки лучше удаляются тугоплавкие окисные плёнки, образующиеся на поверхности алюминия. Но когда катодом является деталь, появляется нестабильность пятна эмиссии т. к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
 Но когда катодом является деталь, появляется нестабильность пятна эмиссии т. к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.
Но когда катодом является деталь, появляется нестабильность пятна эмиссии т. к. зона горения сварочной дуги перемещается на холодный участок. Поэтому нужен не просто переменный сварочный ток, а импульсы повышенного напряжения в периоды расположения катода на детали.Сварочную горелку с вольфрамовым электродом держат под углом около 80° ко шву назад к направлению движения. Присадочный пруток – впереди перпендикулярно электроду.
Между свариваемыми деталями должен быть зазор. Исключение – когда детали лежат на медной или стальной подложке. Аргон подаётся через сопло окружающее сварочный электрод.
В отличие от привычных движений зигзагом или полумесяцем, совершаемым электродом с покрытием, вольфрамовый ведут прямолинейно, не отклоняя от линии шва. Это нужно для того, чтобы участок расплавленного металла не вышел из зоны защищаемой аргоном. Скорость процесса сварки не должна быть высокой, чтобы аргон успевал проникать сквозь зазор между соединяемыми деталями к обратной стороне сварочного шва.
Важно поддерживать стабильное расстояние между электродом и деталью. Это необходимо для постоянного напряжения и тепловыделения сварочной дуги. От этого напрямую зависит размер участка проплавления, форма и качество сварочного шва.
Процесс необходимо начинать через 10 – 15 секунд после подачи аргона, чтобы расплавленный металл был гарантированно защищён от взаимодействия с кислородом воздуха.
По окончании процесса сварочный ток должен снижаться постепенно во избежание появления кратера в конце шва.
После погасания дуги аргон должен подаваться ещё 10 – 15 секунд до остывания металла ниже температуры активного окисления. При наличии возможности лучше заканчивать процесс сварки за пределами свариваемых деталей.
Наложение вертикальных швов производится снизу вверх. Сопло располагается наклонно ко шву так, чтобы струя аргона была направлена вверх. Присадочный пруток располагается выше сопла. По возможности следует организовывать защитные экраны, чтобы удерживать аргон в месте сварки.
Существует автоматическая сварка неплавящимся электродом. В этом варианте проволока из присадочного металла подаётся в зону сварки автоматически, а дуга между вольфрамовым электродом и деталью зажигается путём подачи импульса высокого напряжения.
MIG – полуавтоматическая аргонодуговая сварка плавящимся электродом
Вместо вольфрамового электрода сквозь горелку осуществляется подача сварочной проволоки.
В автоматическом режиме перед зажиганием сварочной дуги, подаётся аргон аналогично процессу с неплавящимся электродом. Далее на проволоку подаётся напряжение, а сама проволока продвигается в зону начала шва. Происходит контакт, проволока разогревается, её конец обламывается и под напряжением, зажигается дуга. Длина дуги может регулироваться автоматически или путём саморегулирования. Сварка осуществляется на аналогичных режимах.
В конце шва постепенно прекращается подача напряжения, дуга гаснет, не оставляя кратера. После 10 – 15-секундной выдержки прекращается подача аргона.
В полуавтоматическом режиме рекомендуется зажечь дугу вне зоны сварки на вспомогательной детали, а потом перенести дугу к началу шва. Если это невозможно, сначала продуть горелку аргоном, а затем в защищённую зону проволоку под напряжением.
В обоих случая аргонодуговой процесс требует помещения, защищённого от сквозняков, чтобы не нарушалась газовая защита расплавленного металла.
Для обеспечения процесса аргонодуговой сварки требуется определённый набор сварочного оборудования:
- Это источник тока, способный подавать постоянное, переменное и импульсное напряжение.
- Устройство для подачи сварочной проволоки.
- Горелка с соплом для подачи защитного газа.
- Баллон для аргона с газовым редуктором для понижения давления.
Перед началом процесса детали в зоне сварки надо зачистить от загрязнений и по возможности от окисных плёнок. По окончании — от брызг металла. Для этого в комплект оборудования входит металлическая щётка.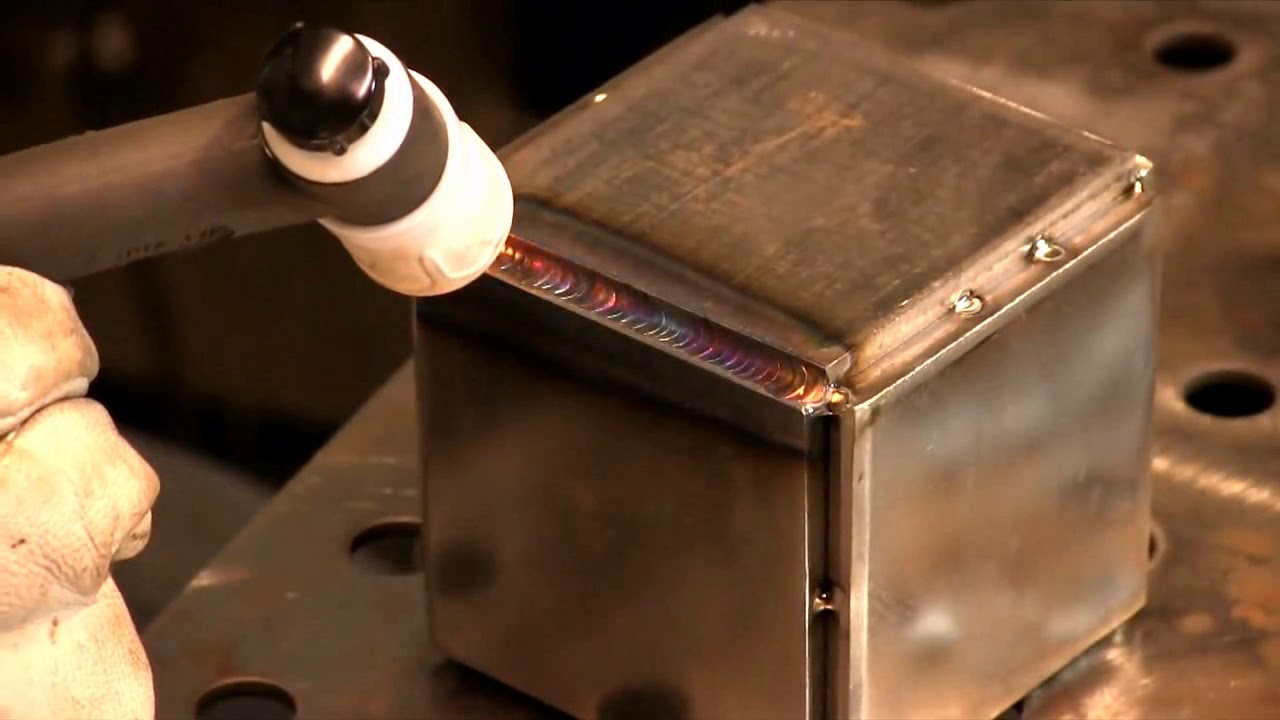
Преимущества и недостатки аргонодуговой сварки
К преимуществам следует отнести возможность сваривать металлы, теряющие свойства при контакте расплавленной зоны с кислородом воздуха. Нержавеющие хромоникелевые стали теряют в зоне шва входящие в состав защитные лигатуры. Алюминий загорается или покрывается твёрдой окисной плёнкой из-за чего шов невозможно сделать плотным и прочным. Похожие проблемы возникают при сварке титана, меди и прочих активных металлов и сплавов.
Аргонная дуга – обладает относительно невысоким тепловыделением, зона проплавления получается узкой, поэтому свариваемые детали не коробит.
При правильном подборе сварочного режима расплавленный металл не разбрызгивается, шов получается аккуратным.
Аргон дешевле других инертных газов, имеет удельный вес больший, чем воздух, вследствие чего надёжно защищает участок сварки при нижнем расположении шва.
Недостатки
- Из недостатков следует отметить сложность процесса. Повышенные требования к квалификации персонала.
- В перечне достоинств упоминалась малая ширина зоны проплавления. Это же является недостатком, технологически усложняющем процесс.
- Специализированные источники питания, способные работать в импульсном режиме и подавать повышенное напряжение для зажигания дуги без контакта между электродом и деталью.
- Затруднённость или невозможность накладывать потолочные сварочные швы, т. к. аргон тяжелее воздуха и опускается вниз, оголяя защищаемую зону. Для качественных потолочных швов лучше использовать более дорогой гелий.
- Относительно высокое поверхностное натяжение на границе металл-газ, приводящее к концентрации напряжений и необходимости в некоторых случаях обрабатывать шов после сварки.
 Повышенные требования к квалификации персонала.
Повышенные требования к квалификации персонала.В целом при аргонодуговой сварке получается качественное и прочное соединение.
Оцените статью:Рейтинг: 5/5 — 2 голосов
prompriem.ru
Как аргоном варить? Описание процесса и инструкция
Сварка аргоном способна защитить поверхности из металла от проникновения кислорода и вредных примесей. Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Она обеспечивает получение качественного шва, а также сохраняет все физические характеристики металла. При этом расходование аргона значительно ниже, чем при употреблении другого сварочного оборудования.
Аргон относится к разряду инертных газов, поэтому в среде не происходит его соединения с внешними газами и сплавами.
Многие задаются вопросом о том, как аргоном варить алюминий или нержавейку. Техника будет описана в этой статье.
Как варится алюминий?
Как аргоном варить алюминий? Следует отметить, что при работе с этим металлом без такого типа сварки не обойтись, так как от кислорода он возгорается. Этот способ обеспечивает получение высококачественного шва. Дуга образуется при помощи электрода на вольфрамовой основе. Такой электрод может прослужить долго. Между электродом из вольфрама и деталью, предназначенной для сварки, зажигается дуга. В зону горения производится подача алюминиевой проволоки. Сварка производится на узком участке при быстром перемещении электрода. Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Это позволяет алюминию не расплавиться. Чтобы сварочный шов обладал высоким качеством, проволока должна быть точно такой же структуры, как и свариваемый металл.
Что нужно для сварочных работ аргоном?
Аргоновый аппарат для сварки алюминия включает следующие составляющие:
- источник питания током;
- баллон с аргоном;
- устройство для подачи присадочной проволоки.
Подготовка алюминиевой поверхности
Можно ли варить аргоном неочищенную поверхность? С алюминия обязательно нужно удалить грязь, жир и машинное масло. Сделать это можно при помощи растворителя. Если толщина свариваемых деталей составляет более 4 мм, то необходимо разделать кромки.
Специалисты советуют варить алюминий в листах толщиной 4 мм только встык.
Перед тем как приступить к сварке алюминия, мастер должен поинтересоваться, какова толщина листа и ширина кромок. Защита кромок осуществляется напильником или наждачным станком. Если деталь обладает сложной формой, то место сварки следует зачистить посредством машинки для шлифования. С поверхности алюминия удаляется оксидная пленка.
С поверхности алюминия удаляется оксидная пленка.
Особенности сварки алюминия аргоном
Как варить алюминий аргоном? Для качественного выполнения сварки металла этим способом следует прибегнуть к использованию вольфрамовых электродов. Диаметр их должен составлять 1,5-5,5 мм. Электрод держится под углом в 80 градусов. Присадочная проволока находится под прямым углом. Максимальная длина дуги должна составлять 3 мм.
При соблюдении этих правил расход материалов будет экономным. При работе присадочная проволока должна перемещаться спереди от горелки. Электрод и присадочная проволока при сварке алюминия должны передвигаться вдоль сварного шва. Поперечные движения делать нельзя.
При сваривании тонких листов алюминия в роли подкладки может выступить нержавейка. Так будет обеспечен повышенный отвод тепла от зоны работы, и риск прожога станет значительно меньше. Понизится и расход энергии, так как работа будет выполнена быстрее.
Плюсы и минусы сварки алюминия аргоном
Сварка изделий из алюминия в аргоновой среде обладает рядом плюсов по сравнению с другими способами. Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
Сварной шов обладает одинаковой глубиной проплавления по всей протяженности.
К минусам этого типа сварки можно отнести сложность оборудования. При сварке аргоном нужна точная настройка всех элементов устройства. Проволока должна подаваться в рабочую зону постепенно. С этой целью правильно настраивают аппарат подачи. Если подача проволоки будет проводиться неритмично, то горение дуги будет прерывистым. Это вызовет повышенный расход аргона и электрической энергии. Для качественного сваривания алюминия мастер должен обладать должным опытом. Теоретические знания и советы полезными в этом деле не будут.
Подготовка к сварке аргоном нержавейки
Как аргоном варить алюминий, понятно. Какие правила следует соблюдать при работе с нержавейкой? Для сварки этого типа металла вам будут нужны:
- аппарат для сварки;
- электроды, подбираемые в соответствии с характеристиками материала;
- проволока из нержавейки;
- щетка из стали;
- растворитель.
Перед свариванием деталей обрабатываются их кромки. Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Следует соблюдать важный принцип: для обеспечения свободной усадки шва при создании сварного стыка делается небольшой зазор.
Перед работой поверхность кромок зачищается. С этой целью применяют стальную щетку. Также кромки промываются растворителем. Можно применить ацетон или авиационный бензин. Такая обработка удалит с поверхности нержавейки жир, который может спровоцировать понижение устойчивости дуги при сварке. Это вызовет появление пор на шве.
Сварка аргоном с применением плавящего электрода
Как правильно варить аргоном, применяя плавящие электроды? Сваривание нержавейки с употреблением покрытых электродов дает возможность получить швы высокой прочности. Если у вас нет высоких требований к качеству соединения, то следует применить именно сварку аргоном.
В ассортименте имеется достаточно широкий ряд электродов. Каждый из них предназначен для определенного типа нержавейки. Если мастер знает тип свариваемой стали, то без труда подберет нужный вид. Следует выбирать такие электроды, которые не будут способствовать снижению коррозийной устойчивости материала и его механических показателей.
Как правило, работу осуществляют с применением обратного постоянного уровня. Нужно работать так, чтобы проплавление шва происходило в меньшей степени. С этой целью применяются небольшие по диаметру электроды. Следует стремиться к тому, чтобы тепловая энергия выделялась в небольшом количестве. Профессионалы в области сварки отмечают, что при работе с нержавейкой следует применять электроэнергию на 20% слабее, чем при сваривании обыкновенной стали.
Электроды обладают низким значением теплопроводности и высоким электрическим сопротивлением. По этой причине употребление высоких токов недопустимо. При нарушении этого правила, электроды будут подвержены перегреванию и разрушению. По этой причине электроды для нержавеющей стали подвержены более быстрому плавлению, чем те, при помощи которых свариваются обычные стали.
Для сохранения устойчивости шва к ржавлению нужно сделать его охлаждение быстрым. К примеру, этого можно достичь посредством прокладки из меди или воздуха. Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Если нержавейка относится к категории хромоникелевых металлов, то ее можно подвергнуть охлаждению водой.
Как варить нержавейку вольфрамовым электродом?
Как варить нержавейку аргоном, применяя вольфрамовые электроды? Следует отметить, что такой способ применим в том случае, если требуется сварка предмета из тончайшей нержавейки и получение высококачественных сварных швов. К примеру, сварка аргоном посредством вольфрамовых электродов подходит для труб из нержавейки, по которым происходит транспортировка газов или жидкостей под давлением.
Как правильно варить аргоном нержавейку? Работа проводится при подаче переменного или постоянного тока. Переменный тип подходит для сварки алюминия.
Перед тем как приступить к работе, надо подготовить присадочную проволоку к работе. Хорошо, если она будет обладать более высоким уровнем легирования, чем у нержавейки или алюминия. При работе с вольфрамовым электродом нельзя производить колебательные движения. Они являются причиной нарушения защитного пространства сварочной зоны, металл шва будет подвержен окислению. Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
Обратная сторона сварочного шва защищается от воздуха посредством поддувания аргона.
В ванну для сварки не должен попадать вольфрам. Можно использовать бесконтактный поджог дуги. Также ее можно поджечь на пластине из угля или графита с последующим переносом на основной металл.
По завершении процесса не следует отключать подачу аргона сразу. Сделать это надо примерно через 15 секунд. Таким образом, можно избежать чрезмерного окисления горячего рабочего электрода. Так он сможет прослужить дольше.
Как сваривать нержавейку полуавтоматом в среде аргона?
Как аргоном варить нержавейку, применяя полуавтомат. Этот метод сварки получил широкое распространение, так как обеспечивает высокий уровень производительности и позволяет получать прочные швы. Для повышения качества сварки в проволоку добавляется никель.
Такой тип сварки подходит для соединения материалов большой толщины. В этом случае сварка будет протекать очень быстро. Таким образом, повышается уровень производительности. Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Защитной средой в этом случае выступает смесь углекислого газа и аргона.
Применяется ряд техник, позволяющих сваривать нержавейку полуавтоматом:
- сваривание посредством короткой дуги;
- сваривание посредством струйного переноса;
- применение импульсного режима.
Струйный перенос применяется для сваривания металлов большой толщины, а короткой дугой соединяют более тонкие предметы.
Плюсом импульсного метода является то, что этот процесс наиболее контролируем. Металл проволоки подается в ванну для сварки импульсами. Каждый из них является отдельной сварочной каплей. Этот режим способствует уменьшению среднего значения тока дуги, что является важным при сварке нержавейки. При импульсном режиме металл практически не разбрызгивается. Это дает возможность расходовать материалы экономно и увеличивать уровень производительности за счет сокращения времени, которое требуется для зачистки шва.
В статье было описано, как варить аргоном алюминий и нержавейку.
Данный тип сварки как нельзя лучше подходит для алюминиевой поверхности. Также существует ряд различных техник сваривания нержавейки посредством аргона. Каждый мастер должен выбирать подходящий для конкретного случая вариант.
fb.ru
Сварка аргоном – видео уроки для начинающих специалистов
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.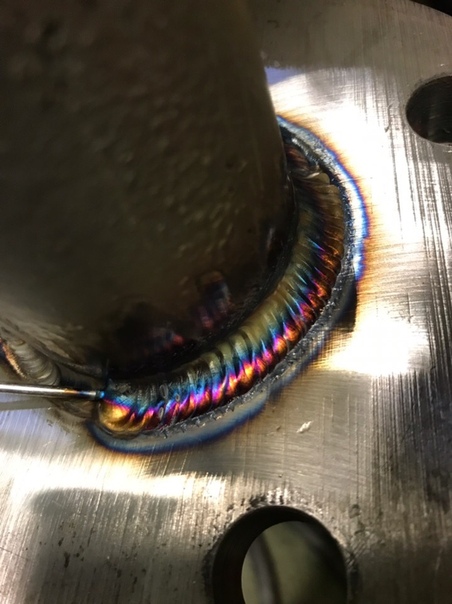
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.

При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
|
Сердцем аргоновой сварки является неплавящийся вольфрамовый электрод. Вольфрам – это очень тугоплавкий металл, поэтому его используют как материал для изготовления неплавящихся электродов. Вокруг сварочного электрода расположено керамическое сопло, из которого во время сварочного процесса выходит инертный газ аргон. Если начать сваривать деталь без аргона, то она будет гореть, трещать и начинать покрываться коркой, что очень нежелательно при сваривании. Процесс сваривания работает таким образом. Сначала на свариваемую деталь начинает подаваться масса, что очень схоже с электросваркой. В правой руке сварщик держит горелку, а в левой – присадочную проволоку. Если нужно сваривать алюминия, то используется алюминиевая проволока из соответствующих сплавов. На горелке расположена кнопка, потом подается ток и начинается подача газа. Между кончиком неплавящегося электрода и свариваемой деталью возникает электрическая дуга, что позволяет производить сваривание.
Для сваривания алюминия данный метод сваривания является самым оптимальным вариантом, потому что это очень капризный материал. Например, при контакте с кислородом и при нагревании он покрывается тонкой пленкой. Аргон обладает набором химических свойств, позволяющих исключить кислород из сварочной ванны. Так происходит потому, что аргон способен оттеснять кислород своим давлением. Данный вид сваривания нередко применяется при ремонте блоков двигателя и поддонов картера. Помимо ремонта автомобилей аргоновая сварка используется в кораблестроении, пищевой и нефтехимической промышленности. Другими словами сваривание аргонной сваркой приходит на замену другим видам сваривания, а также позволяет сваривать такие металлы, как алюминий. Высокое качество сваривания аргоновой сваркой позволяет производить полноценный ремонт многих дорогостоящих деталей на автомобилях.
На первый взгляд может показаться, что производить сваривание аргоновой сваркой не сложно. Стоит отметить, что это мнение является ошибочным. Для проведения аргоновой сварки нужен опытный сварщик, а также надежный сварочный аппарат, который имеет высокую производительность сварочного процесса. Для того чтобы стать профессионалом в работе с аргоновым сварочным аппаратом нужно больше времени, чем в случае с обычным сварочником. |
 Аргон является защитой сварочного процесса от попадания в сварочную ванну кислорода.
Аргон является защитой сварочного процесса от попадания в сварочную ванну кислорода.
 Сваривание аргоном с помощью высококлассных сварочных аппаратов нередко используется при ремонте автомобилей.
Сваривание аргоном с помощью высококлассных сварочных аппаратов нередко используется при ремонте автомобилей.
 Также профессионалы знают, что сваривать аргоном нужно очень аккуратно, порой даже с ювелирной точностью. Несомненно, такой труд обязательно окажется на пользу, и изделие будет радовать хорошей работой сварочного шва.
Также профессионалы знают, что сваривать аргоном нужно очень аккуратно, порой даже с ювелирной точностью. Несомненно, такой труд обязательно окажется на пользу, и изделие будет радовать хорошей работой сварочного шва.
3g-svarka.ru
Аргоновая сварка своими руками
Май 23, 2017
Оборудование для аргонодуговой сварки, как правило, имеет достаточно высокую стоимость, поскольку в него входят специальные шланги, горелка, вольфрамовые электроды, а также узел подачи инертного газа. Кроме того, цена инвертора с режимом MMA+TIG достаточно велика. Если нет долговременной потребности в такой технике, а необходимо сделать разовую работу, то вполне можно собрать комплект для аргоновой сварки своими руками из подручных материалов. Мы расскажем, что для этого необходимо, какие нужны детали и инструменты, и как можно сэкономить на покупке дорогостоящих комплектующих изделий.
Из каких узлов состоит оборудование для аргонодуговой сварки?
Прежде чем собирать собственный комплект для аргоновой сварки своими руками, нужно ознакомиться с принципом действия оборудования заводского изготовления. Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Необходимо отметить, что сварка в инертной среде зачастую предполагает применение смесей газов из-за высокой стоимости чистого аргона и повышенного расхода при сварке деталей большой толщины.
Эти обстоятельства диктуют применение двух баллонов, в одном из которых находится инертный, а в другом углекислый газ. Соответственно, в этом случае, необходимо использовать двойной комплект редукторов и манометров, которые придётся приобрести наряду с баллонами необходимой ёмкости.
Нужно знать, что подача импульсов от осциллятора, которые способствуют быстрому розжигу дуги практически без касания электрода и свариваемых деталей, должна происходить с задержкой относительно подачи защитного газа. Это необходимо для того, чтобы сварка происходила без окисления будущего шва в агрессивной воздушной среде. Для обеспечения этого процесса используется схема задержки подачи импульса при нажатии кнопки старта.
В основном оборудование для сварки в инертной среде состоит из следующих узлов:
- источник питания, которым может быть сварочный трансформатор или инвертор, позволяющий переключать полярность при работе;
- комплект баллонов и редукторов с манометрами для подачи газовой смеси;
- соединительные шланги, с возможностью подачи управляющих импульсов, сварочного тока и инертного газа в зону плавления, снабжённые евроразъёмом;
- горелка с узлом крепления вольфрамового электрода и соплом подачи защитного газа в сварочную ванночку;
- встроенный в источник питания сварочный осциллятор и схема задержки подачи высоковольтного импульса.

Очень важно использовать исправные шланги для подачи газа в зону плавления и надёжно крепить их во избежание утечек, а также обеспечить надёжные электрические контакты силовых и управляющих кабелей.
Процентное соотношение компонентов газовой смеси зависит от типа металлов и подбирается по справочным таблицам. В их состав может входить аргон, гелий и углекислый газ, с суммарным расходом от 6 до 12 л/мин. Тугоплавкие вольфрамовые электроды затачивают определённым способом, крепят в керамическом держателе горелки и по возможности оберегают от загрязнений, существенно влияющих на качество сварки. Состав присадочной проволоки, подаваемой вручную в зону плавления, должен быть как можно ближе к свариваемым металлам или их сплавам.
Необходимые инструменты и комплектующие детали
При выборе комплекта для аргонно-дуговой сварки необходимо исходить из величины затрат, которые вы можете себе позволить. Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
Существует несколько вариантов сборки установки с разным количеством затрачиваемых средств. В одном случае можно собрать установку из уже готовых частей с невысокой стоимостью и в этом варианте вам понадобится простой инверторный источник питающего напряжения с возможностью работы в режимах постоянного и переменного тока сварки. Также нужен комплект шлангов с заводской горелкой и осциллятор для упрощённого розжига дуги. Кроме того, следует озаботиться приобретением схемы задержки подачи тока.
В иных вариантах необходимо будет изготавливать все элементы комплекта своими руками, что, безусловно, обойдётся дешевле, но будет менее надёжным и потребует значительных временных затрат на сборку и настройку оборудования. В обоих вариантах приобретать газовые баллоны, редукторы и манометры совершенно необходимо.
Для сборки нового оборудования понадобится корпус, в котором можно будет закрепить элементы конструкции, эффективную систему охлаждения и контактную группу, поэтому для работы понадобятся следующие инструменты и оборудование:
- мощный вентилятор для охлаждения радиаторов силовых полупроводниковых элементов;
- электродрель или шуруповёрт со свёрлами;
- углошлифовальная машина и ножовка по металлу;
- наждачная бумага, напильники;
- пассатижи, отвертки, гаечные ключи;
- линейка, штангенциркуль и микрометр;
- крепёжный материал или устройство для нарезки резьбы;
- текстолит разной толщины, в том числе и фольгированный;
- мощный паяльник, трансформаторные и соединительные провода соответствующей длины и диаметра;
- мультиметр, осциллограф;
- радиодетали и полупроводниковые элементы.

Перед тем как подбирать комплектующие, необходимо иметь на руках электрическую схему и чёткий план действий по согласованию отдельных узлов будущей конструкции.
Основой комплекта является блок питания, который можно собрать из подходящего по параметрам трансформатора и диодного выпрямителя с ёмкостным фильтром, обеспечивающим напряжение холостого хода от 45 до 60 В и выходным током не менее 120 А. Также необходимо запитать вентилятор охлаждения, схему задержки и высоковольтный осциллятор. Собирать инверторную схему сварочного аппарата нецелесообразно, поскольку эта работа требует опыта при настройке конечного изделия и подборе номиналов радиодеталей.
Сборка и настройка аппарата своими руками
Для создания блока питания используется силовой трансформатор мощностью более 1 кВт, первичная обмотка наматывается проводом с диаметром 0,72−0,9 мм от 320 до 410 витков. Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Рекомендованные значения для вторичной обмотки из медной шины 15−25 мм2 с количеством витков от 10 до 12 с индивидуальным подбором под необходимые параметры по току и напряжению.
Кроме блока питания, необходимо добиться корректной работы осциллятора, который должен выдавать на выходе напряжение в пределах от 2500 до 6000 В с частотой от 200 до 500 кГц. Именно такие параметры позволяют ионизировать пространство между вольфрамовым электродом и заготовкой, чтобы облегчить розжиг дуги короткого замыкания.
При таком способе, как сварка аргоном, необходимы шланги для подачи газа в зону сварки соединённые с кабелем подачи сварочного тока и управляющего сигнала от кнопки к схеме задержки и газовому клапану. Но самым сложным является изготовление горелки своими руками, поскольку необходимо в одном корпусе разместить кнопку управления, цанговый зажим вольфрамового электрода с подсоединённым сварочным кабелем диаметром 6 мм. Кроме того, необходимо закрепить узел фиксации керамического газового сопла поэтому если есть возможность, то лучше приобрести горелку заводского изготовления наряду с баллонами, манометрами и редуктором.
Последовательность настройки оборудования заключается в проверке работы осциллятора, схемы задержки, газового клапана и сварочных параметров блока питания. Последовательность сварочных работ заключается в выполнении следующих операций, а именно:
- вентилями устанавливается необходимая концентрация газовой смеси и выставляется по манометрам расход от 6 до 12 л/мин в зависимости от тока сварки и толщины заготовок;
- в цанговом зажиме крепится вольфрамовый электрод, который выступает не более 4 мм от среза газового сопла, при этом дуга должна быть не более 2,5−4 мм;
- заготовки фиксируются во избежание сдвига относительно друг друга в процессе работы;
- подбирается проволока и включается инвертор, при этом импульс осциллятора должен подаваться с задержкой на 1−2 сек относительно открытия газового клапана;
- после возникновения стабильной дуги и сварочной ванночки вручную подаётся присадочная проволока в зону шва.

Крайне важно при работе пользоваться защитной маской типа Хамелеон, крагами и специальной одеждой, чтобы избежать ожогов и ущерба для зрения, также необходимо обеспечить электробезопасность при сварочных работах.
Итоги
Мы рассмотрели состав комплекта оборудования для аргоновой сварки и его возможности. Собрать такое оборудование своими руками опытному человеку вполне по силам, но если есть возможность, то лучше покупать готовые блоки и на их основе изготовить работоспособный аппарат. Это, возможно, более дорогостоящий вариант, но он обеспечит лучшее качество и сэкономит много личного времени.
electrod.biz
Аргонная сварка
Аргон применяют во многих производственных процессах, в том числе и в сварке. Аргон при сварке применяют в качестве защитного газа и часто называют это как аргоновая сварка или аргонодуговая сварка. Существует два популярных вида аргонодуговой сварки.
Существует два популярных вида аргонодуговой сварки.
Аргоновую сварку можно разделить на сварку автоматическую и ручную. А так же разделяют сварку еще на два подвида это плавящимся электродом и неплавящимся электродом.
Не стоит забывать что аргон это всего лишь защитный газ при сварке. А сама сварка электрическая. По этому сварку еще называют аргонно дуговой сваркой что на самом деле у обоих названий суть одна.
Вот как это выглядит графически.
Автоматическая аргонно-дуговая сварка
Вот как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
Почему плавящимся электродом. На видео видно как на кончике сопла торчит проволока которая и называется электродом. В процессе сварки она подается автоматически. Тоже самое есть на сварочных автоматах которые называются полуавтоматами но с таким отличием что проволока подается автоматически, а все остальное выполняет не робот а человек.
А теперь рассмотрим как работает автоматическая аргонно дуговая сварка только теперь неплавящимся электродом. В качестве электрода который не плавится применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Всю работу выполняют роботы которые запрограммированные на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют как правило проволоку которая подается автоматически и называют ее электродом. Смотрим видео о том как работает данная сварка.
Ручная аргоновая сварка неплавящимся электродом. Электрод здесь не плавится, а материал для сварки подается непосредственно сварщиком.
Давайте посмотрим видео о том как можно аргоновой сваркой заварить чугун алюминий или нержавейку.
Как вы убедились что аргонная сварка это довольно не сложный способ соеденения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами. Если у вас остались вопросы мы вам рекомендуем статью «Какие металлы можно варить аргонной сваркой.»
3g-svarka.ru
Сварка аргоном – видео уроки для начинающих специалистов
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Технология аргонной сварки
Методика ТИГ применима в любых отраслях промышленности, используется дома, в автосервисах. Чтобы освоить данный метод, нужно хорошо понимать особенности работ с оборудованием и металлом.
Работать с таким металлом, как алюминий, достаточно сложно, в частности из-за образования оксидной пленки, которая появляется при температуре около 2000 градусов. Расплавление начинается при 660 С. Однако под воздействием кислородной среды быстро появляется оксид алюминия Al2O3. Для того чтобы эта проблема не возникала, металл нужно очень тщательно очищать перед началом работ. Еще одним важным моментом является отсутствие изменение цвета при нагревании, никогда нельзя определить наверняка, до какой степени деталь успела прогреться. Из-за этого неопытный мастер может прожечь деталь.
Расплавление начинается при 660 С. Однако под воздействием кислородной среды быстро появляется оксид алюминия Al2O3. Для того чтобы эта проблема не возникала, металл нужно очень тщательно очищать перед началом работ. Еще одним важным моментом является отсутствие изменение цвета при нагревании, никогда нельзя определить наверняка, до какой степени деталь успела прогреться. Из-за этого неопытный мастер может прожечь деталь.
Теплопроводность у летучих металлов выше, чем у стали, поэтому затрата энергии при работе с ними намного выше. Если приходится соединять крупные детали, не помешает прогреть их заранее. В противном случае велик риск прожечь изделие в каком-либо одном месте.
Сплав очень быстро твердеет, именно поэтому в конце шва обязательно появление кратера. Чтобы избежать этой проблемы, сварочный аппарат должен работать в специальном режиме, благодаря которому, когда сварка подходит к концу, на электрод подается увеличенный постоянный ток. Это позволяет не только пробить оксидную пленку, но и заварить кратер.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Еще по этой теме на нашем сайте:
- Новые уроки сварки электродом — что такое «сварка в лодочку» Сварка электродом из металла является самой старой и известной технологией при осуществлении сварки дуговой. Уроки сварки электродом востребованы и среди профессионалов, и среди любителей….
- Сварка нержавейки электродом — процесс сварки нержавеющей стали Согласно принятой классификации, нержавеющая сталь относится к высоколегированным сталям, которые обладают высокой коррозионной устойчивостью. В её составе основным легирующим компонентом является хром, содержание которого колеблется…
- Сварка аргоном — видео, как правильно производится аргонная сварка Перед началом работы стоит внимательно просмотреть «Аргонная сварка. Видео» для того, чтобы понять преимущества её использования, нюансы самого процесса, а также самые распространённые ошибки, которые…
- Аргоновая сварка — цены за см от хорошего сварщика по сварке аргоном Аргоновая сварка популярна тем, что по сравнению с другими видами сварки отличается аккуратностью шва, его прочностью и долговечностью. Сварку аргоном можно выполнять самостоятельно или пригласить…
 Сварку аргоном можно выполнять самостоятельно или пригласить…
Сварку аргоном можно выполнять самостоятельно или пригласить…Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Подготовка материалов перед сваркой
Для того чтобы соединение стало качественным, детали необходимо предварительно тщательно подготовить. Для этого их очищают от грязи, масла, жира, краски, иных следов, которые могут мешать работе. Удобнее всего применять растворитель, подходит любой. Для толстого листа более 4 мм, выполняется разделка кромок, варить придется встык. Для того чтобы на кромках не образовывалась оксидная пленка, их обрабатывают при помощи напильника, можно использовать металлическую щетку или болгарку.
Если пренебречь подготовкой, добиться качественного соединения деталей не получится. Существует два метода очистки:
- Механический. В этом случае применима наждачная бумага, шабера, насадка для или дрели с проволочной щеткой из нержавеющей стали толщиной не больше 0,15 мм. При обработке наждаком возможно загрязнение металла, поэтому щетка должна быть новой или использоваться исключительно для деталей из алюминия. На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.
- Химический метод. Оксидную пленку можно разрушить при помощи травления. Для этого на нее нужно воздействовать не менее 1 минуты следующим составом: 1 л воды, 45 фтористого натрия, 50 г едкого натра. После этого заготовки тщательно промываются холеной водой и освещаются ультрафиолетом. Последнее важно для химической реакции. После такой обработки свойства металла будут сохраняться 4 дня.
 На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.
На металл по инструкции нельзя оказывать большое давление, иначе его структура будет разрушена, туда попадет кислород, вызывающий быстрое окисление. Кроме этого, возможно образование пор, которое создаст помеху при сварке.Обратить внимание требуется и на то, что в обработке нуждаются не только детали, но и присадочный пруток, для этого, как правило, применяют алюминиевую проволоку. Если выполнить промывку раствором, обезжиривать детали необязательно. Само травление должно проходить при температуре не ниже 60 и не выше 70 °С. Раствор технического натрия должен быть 15%.
После промывки проточной водой требуется тщательная просушка деталей. Затем их прокаливают в печи при температуре 300 °С, процедура занимает 15-30 минут. Посмотреть процесс можно на видео.
Затем их прокаливают в печи при температуре 300 °С, процедура занимает 15-30 минут. Посмотреть процесс можно на видео.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Оборудование для сварки
Чтобы обработка деталей из алюминия стала возможной, требуется использование специального сварочного аппарата, цена его сравнительно невысока. Сначала потребуется приобрести инвертор TIG AC, он является основным источником переменного тока, подходящего для процедур с этим видом металла. Обязательно обустроить качественную систему заземления, так как использоваться будет большой ток, опасный для жизни. Для работы применяют вольфрамовые электроды, проволока из алюминия.
Кроме этого, аппарат имеет горелку TIG, она нуждается в специальном охлаждающем блоке. Также конструкция включает цанги, сопла, подключаемый газовый баллон. Большое внимание уделяют надежности и гибкости шланга. Баллон для аргона должен оснащаться специальным редуктором, при помощи которого давление газа можно регулировать.
Работник должен использовать средства индивидуальной защиты, к которым относится сварочная маска, специальный щиток, затемненное стекло, краги из натуральной кожи. При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.
При профессиональном подходе для управления током можно использовать специальную педаль, которая является дополнительным оборудованием, обеспечивающим большее удобство при настройке и работе.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.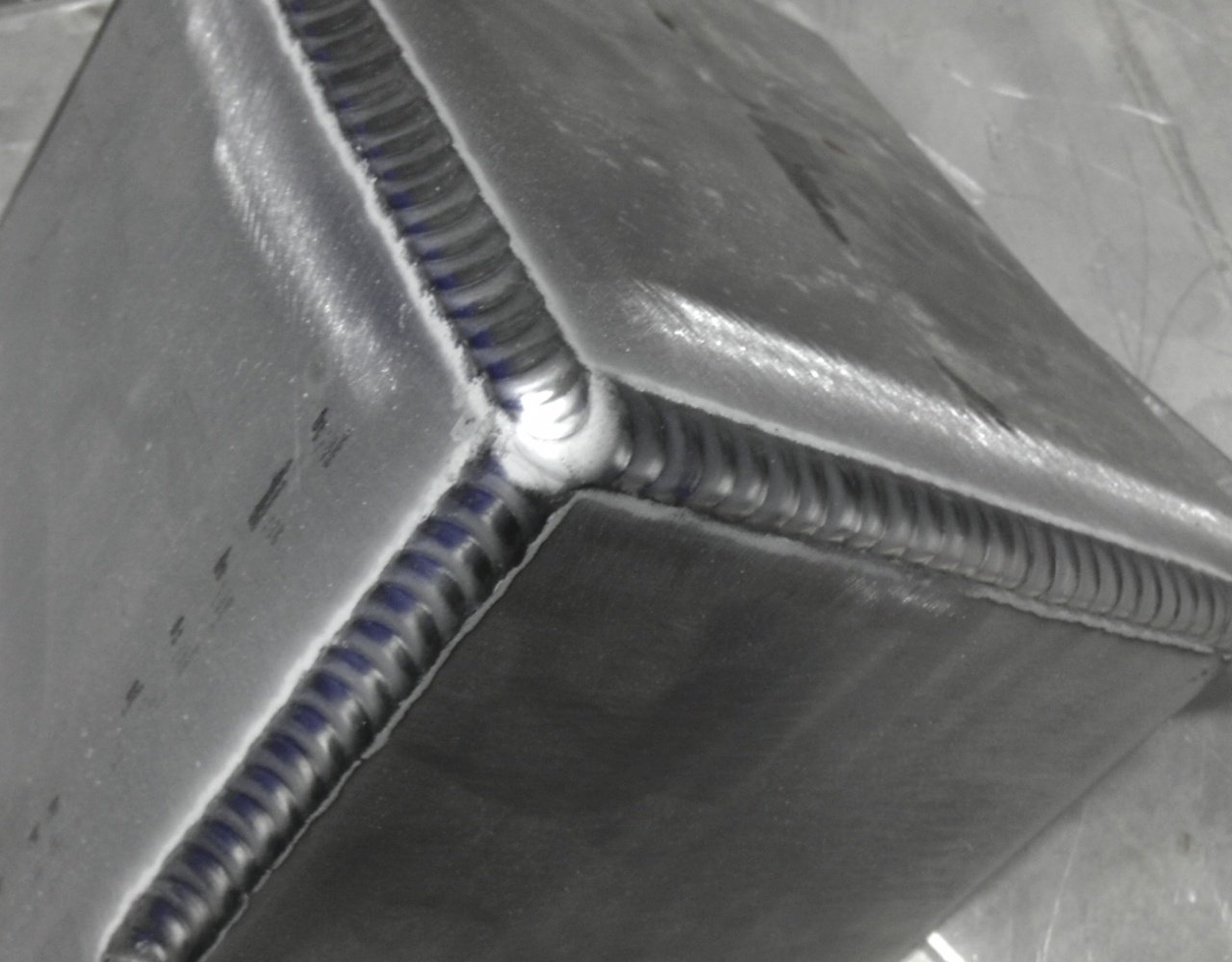
Пошаговое описание процесса
Чтобы варить алюминий аргонной сваркой, требуется применение оборудования, обеспечивающего подачу переменного тока. Работа происходит следующим образом:
- Пластины выставляют в позицию, наиболее комфортную для мастера. Разделываются кромки, параметры едины для всех металлов.
- Материал заранее прогревают до 150 градусов, что позволит удалить влагу, сделать прогрев равномерным.
- Тугоплавкий слой, находящийся сверху, снимают при помощи специальной щетки или растворителя.
- Горелку аккуратно подносят к изделию, следует обратить внимание, что между металлом и электродом должен быть зазор около 3 мм. После этого можно нажать кнопку, образуется электродуга. Насколько алюминий будет текучим, зависит от того, что входит в его состав.
- Если начала образовываться лужа из расплавленного металла, можно использовать присадку в этом месте.
- Перемещение горелки должно быть равномерным, справа налево. Если шов широкий и расход увеличился, движения должны быть колебательными.

После того как шов будет завершен, кнопку нажимают снова, чтобы дуга плавно затухла. Убрать горелку от шва можно только после того, как продувка газом прекратится.
Преимущества и недостатки
Аргонно-дуговая сварка имеет как особенности, так и недостатки. Разумеется, положительных моментов в ей больше, и они заключаются в следующем:
- Можно сваривать не только медь и алюминий, но и сталь.
- Шов получается аккуратным с эстетической точки зрения, при соблюдении техники подачи прутка и воздействия дугой.
- Аргонно-дуговую сварку цветных и черных металлов можно выполнить дома своими руками при наличии необходимого оборудования и расходников.
- Соединение получается прочным по всей глубине стыка, если предварительно были хорошо подготовлены детали. Снята фаска под углом 45 градусов, предусмотрен зазор и удалена оксидная пленка с поверхности.
- Таким способом можно сваривать тонкие детали без провара и прочих нежелательных дефектов.
- При автоматизации процесса сварки она выполняется не только качественно, но и быстро.

К недостаткам можно отнести:
Сложность процесса. Не имея подходящего оборудования, выполнить качественную сварку не получится. К тому же необходимо обладать определенным опытом, чтобы правильно подавать пруток и управлять дугой. Поэтому новичку в том деле придется неплохо поучиться.
Также цена профессионального оборудования будет достаточно высокой, но можно собрать компоненты по отдельности, что обойдется несколько дешевле.
Настройка TIG аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
Итак, настраиваем FUBAG INTIG 200 DC Pulse:
- На панели управления выставляем метод сварки – TIG.
- Устанавливаем предпродувку газа на 0,5 сек.
- Настраиваем ток поджига – 25% от рабочего тока (А).
- Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
- Устанавливаем ток сварки (А) (см. Таблицу ниже)
- Выставляем время до тока заварки кратера (спада в секундах)
- Выбираем значение тока заварки кратера в амперах
- Последним параметром станет время продувки газа после сварки (сек)

Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
| Вид металла | Толщина металла, мм | Род тока | Сила тока¸А |
| Стальные сплавы | 1,0 | DC | 20 — 30 |
| 1,5 | DC | 40 — 60 | |
| 2,0 | DC | 70 -90 | |
| 3,0 | DC | 100 — 120 | |
| 4,0 | DC | 120 — 140 | |
| Алюминий | 1-2 | AC | 20 — 60 |
| 4-6 | AC | 120-180 | |
| 6-10 | AC | 220-230 | |
| 11-15 | AC | 280-360 |
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Особенности вольфрамовых электродов и сварки ими.
Вольфрам – это наиболее тугоплавкий из всех применяемых для изготовления электродов металлов. Температура его плавления составляет 3422 градуса Цельсия. Вследствие этого расход электродов при выполнении аргоновой сварки сводится к минимальным значениям.
Вести такую сварку можно как в ручном, так и в полуавтоматическом или автоматическом режиме. При этом можно вообще не применять присадку, используя в качестве материала для формирования сварного шва металл с расплавляемых кромок детали. Такой подход еще больше повышает экономичность сварочных работ.
Вольфрамовые неплавящиеся электроды применяют для сварки металлических изделий, толщина которых может начинаться с 0,1 мм. Максимальная толщина в данном случае не ограничена.
Одним из главных условий получения качественного и точного сварного шва является тщательная подготовка кромок и сборка свариваемых деталей. Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
Особенно важно это в том случае, если ведется соединение заготовок из тонколистового металла. Здесь необходимо произвести предварительную сборку изделия с помощью прихваток, выполняемых тем же вольфрамовым электродом. При промышленном производстве в этом случае обычно используются специальные сборочные станки.
Еще одно важное условие – это вытеснение воздуха из зоны сварки. Для этого работы ведутся в среде защитных газов (чаще всего аргона). Количество необходимого газа зависит от многих факторов: от толщины металла, от его химического состава, от размера свариваемых деталей, от типа сварного соединения. Кроме того, на расход газа влияет и скорость сварки – чем быстрее она ведется, тем более мощным должен быть защитный газовый поток. Важно, чтобы под действие аргона попадала вся сварочная ванна, а также разогретый конец присадки (если она применяется) и сам электрод.
Существенной особенностью сварки при помощи вольфрамового электрода является то, что зажигание дуги требуется производить без прикосновения его конца к металлу свариваемого изделия. Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток – это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.
Сделать это можно при помощи осциллятора. Дело в том, что в момент зажигания дуги при контакте электрода и основного металла вольфрам на его конце сплавляется с металлом, то есть появляется состав, температура плавления которого гораздо ниже, чем у чистого вольфрама. А это приводит к снижению качества сварного соединения. Также очень важно правильно выбрать сварной ток – это позволит свести к минимуму расход электрода при сварке и надолго сохранить форму заточки его конца.
Использование прямой полярности сварного тока позволяет добиться минимального нагрева вольфрама, а значит, и снизить расход электрода. Также этому способствует и аргоновая защита электрода от окисления кислородом воздуха. В результате за час работы сварщика вольфрамовый электрод уменьшается на десятые, а иногда и на сотые доли грамма. Другими словами, одного такого изделия может хватить на несколько полных рабочих смен.
Нормы расхода материалов при сварочных работах, правила подсчёта
Технология сварки нержавейки аргоном
Осуществление сваривания нержавеющей стали по TIG технологиям имеет некоторые нюансы, которые чаще всего не учитываются в случае с более простыми металлами. В идеале стоит пройти хотя бы самостоятельное обучение – попробовать черновые варианты сварки такого материала.
В идеале стоит пройти хотя бы самостоятельное обучение – попробовать черновые варианты сварки такого материала.
Что касается остальных нюансов, то нужно знать некоторые особенности:
- В качестве нагрева используется обычно неплавящийся электрод из вольфрама.
- Можно выставлять на аппарате постоянный или переменный ток.
- Припой (проволока) подносится к области соединения вместе в одно время с горелкой. Удерживать припой можно руками в защитных перчатках.
- Мощность работы горелки и подача припоя контролируется сварщиком на каждом этапе совершения действий.
- В сваривании должны проводиться исключительно продольные движения. Поперечные движения не смогут дать нормального сцепления. Равномерные движения такого плана позволят не выводить сварочную ванну из защитной среды.
- В процессе работы нельзя контактировать вольфрамовым стержнем с поверхностью метала. Розжиг дуги можно провести посредством использования осциллятор.
Некоторые нюансы могут проявиться в индивидуальном порядке, если существуют определенные особенности состава основного материала или самого сварочного аппарата.
Рекомендации и советы можно получить, просмотрев одно из обучающих видео:
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.

Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Необходимое оборудование
Предварительно нужно подготовить материалы, а также инструменты. Для проведения сварки аргоном по нержавеющим стыкам нужно подготовить такое оборудование:
- Обычный набор, который обустроен инвертором и осциллятором. Лучше всего брать полуавтомат.
- Дополнительно нужен баллон с аргоном, горелка.
- Стоит подобрать присадочную проволоку, которая по составу будет соответствовать самой нержавеющей стали. Вместо проволоки часто применяются универсальные вольфрамовые стержни. При этом диаметр стрежня определяется толщиной основного материала.
 Вместо проволоки часто применяются универсальные вольфрамовые стержни. При этом диаметр стрежня определяется толщиной основного материала.
Вместо проволоки часто применяются универсальные вольфрамовые стержни. При этом диаметр стрежня определяется толщиной основного материала.Дополнительно нужно позаботиться о средствах личной защиты. Обязательно подготавливается сварочный щиток, перчатки, роба с длинным рукавом и закрытая обувь.
Расходные материалы
Для окончания работы без проблем, нужно рассчитать расходный материал. К расходным материалам относится газ и проволока. При этом стоит учитывать расход газа:
| Какой материал сваривается | Расход аргона |
| Алюминий | 20 л |
| Титан | 50 л |
| Нержавеющая сталь | 8 л |
Есть возможность в каждом случае уменьшить расход газа, если использовать газовую линзу. Устанавливается приспособление на горелку. Обязательно нужно определить диаметр сопла горелки, так как каждому типу подходит свой номер линзы (4-10).
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Читать также: Ленточнопильный станок по дереву своими руками чертежи
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т. д.
д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
Данный этап является практически основным. Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.
Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.
При необходимости соединить детали большей толщины, все показатели стоит пропорционально увеличить. Вариативной остается только скорость сварки.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Пошаговое описание процесса
Обычно приходится сваривать именно нержавеющие трубы. Поэтому принцип проведения сварки по TIG технологии лучше рассмотреть на таком примере:
- После подготовки материала и аппаратуры можно приступить к непосредственной работе по соединению срезов деталей.
- Нужно организовать обдув аргоном с внешней и внутренней стороны трубы. Извне сделать это просто, но для того, чтобы получить такую обработку изнутри, придется совершить несколько дополнительных манипуляций. Одну сторону среза нужно плотно заклеить скотчем, и сами стыки заклеить скотчем. С другой стороны трубы запускает аргон через горелку, и сразу же закрывается и это же отверстие пробкой.
- После заполнения внутреннего пространства трубы аргоном можно снять скотч со стыков и приступить к сварке.
- Далее посредством продольного перемещения вольфрамового стержня и припоя производится накладывание сварочного шва.
На данном этапе основная сварка завершена. После внешней обдувки аргоном стоит провести манипуляции, которые касаются вторичной обработки поверхности.
Сваривание пластин
Если нужно соединить плоские детали из нержавейки, то алгоритм работы немного изменится. Сваривание пластин производится по такому алгоритму:
- Поверхность материала предварительно подготавливается – производится зачистка, обезжиривание, выставление зазоров.
- Произвести обдув плоских деталей аргоном в данном случае проще, чем труб, поэтому никаких дополнительных манипуляций проводить не нужно.
- Электрод и припой движется справа налево. При этом горелка должна работать под наклоном.
- Если нужно наложить тонкий шов, то колеблющиеся движения не производятся. При формировании более толстых швов нужно производить поперечные движения электродом и припоем.
- Зазор в процессе работы составляет примерно 5 мм. Для удобства вылет электрода тоже устанавливается на показатели 5-6 мм.

Чтобы более подробно узнать о методе сварки стоит просмотреть видео–уроки по соединению пластин:
Сварка деталей из нержавеющей стали посредством использования TIG технологии имеет некоторые нюансы, которые стоит учитывать даже опытным сварщикам. Если же совершить соответствующую подготовку материалов и правильно настроить аппаратуру, то проблем не возникнет. Для домашнего типа сварки подходит инверторный метод, но при больших объемах работ лучше использовать естественно полуавтомат.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
Читать также: Как снимают показания счетчиков электроэнергии
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Видеотека Miller® Welding
Узнайте, что Miller ® Welding может сделать для вас и вашего бизнеса. Познакомьтесь с некоторыми из наших продуктов, проектов и советов из этих полезных видео.
Также посетите Miller Welding Smart Shop и Miller Welding Learning Center.
Сварочные аппараты MIG
 vimeo.com/video/427098877″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
vimeo.com/video/427098877″ frameborder=»0″ webkitallowfullscreen=»» mozallowfullscreen=»» allowfullscreen=»»/>
Miller Welding Millermatic ® 211 Сварочный аппарат MIG
Узнайте, как качественный сварочный аппарат «все в одном», который легче транспортировать, настраивать и использовать, улучшает сварку.
Miller Welding Millermatic ® 255 Сварочный аппарат MIG
Узнайте, что упрощенный, эффективный, универсальный и компактный сварочный процесс может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Millermatic ® 141 Сварочный аппарат MIG
Выполнение сварных швов высокого качества может быть проще, быстрее и удобнее.Узнайте, как лучшее в своем классе качество дуги может обеспечить исключительную портативность.
Сварочные аппараты TIG
Miller Welding’s: что можно и чего нельзя делать при пайке TIG Silicon Bronze
Изучите все тонкости точного прохода пайки и пайки TIG с силиконовой бронзой.
Miller Welding’s: узнайте, как сваривать TIG трубку 4130
Узнайте, как безопасно, точно и эффективно сваривать высокопрочные трубки 4130 с помощью этих простых шагов.
Miller Welding’s: газовая линза с наконечником сварочной горелки TIG vs.Цанговый корпус
Научитесь легко сваривать более узкие и небольшие участки с помощью этой полезной регулировки вашей цанги.
Универсальные сварочные аппараты
Miller Welding Multimatic ® 215 Многопроцессорный сварочный аппарат
Посмотрите, как высококачественная сварка MIG, Stick и TIG делает Multimatic 215 новым уровнем универсальности.
Miller Welding Multimatic ® 255 Универсальный сварочный аппарат
Узнайте, что упрощенный, эффективный, универсальный и компактный процесс сварки может сделать для повышения производительности с помощью 255 MIG Welder.
Miller Welding Multimatic ® 220 Многопроцессорный сварочный аппарат
Вам нужен простой и гибкий аппарат для сварки MIG, Stick & TIG с отличным качеством дуги? Вам понадобится сварочный аппарат Millermatic 220 Welder.
Образовательная
Miller Welding’s: выходите за рамки пламенного нагрева — ProHeat ™ 35 Система индукционного нагрева
Узнайте, почему индукционный нагрев — это более простой, безопасный и гибкий способ нагрева плоских пластин?
Miller Welding’s: устранение обратной продувки при сварке труб из нержавеющей стали
Узнайте, как выполнять сварку труб из нержавеющей стали за треть времени, следуя этим советам экспертов.
Miller Welding’s: советы по плазменной резке для экспертов
С помощью этих советов экспертов вы можете настроить плазменную резку для более простой, быстрой и качественной работы.
Проектов
Miller Welding’s: Как построить пожарную яму — сварочный проект своими руками
Хотите развести костер на заднем дворе? С небольшой сваркой MIG и плазменной резкой от Miller построить костровище — это просто прогулка в парке.
Miller Welding’s: как сделать подставку для собачьей миски — сварочный проект своими руками
Порадуйте своих питомцев держателем для чаши из нержавеющей стали — это легко с сварочным аппаратом Miller TIG и этим удобным руководством.
Miller Welding’s: Поднос для сварочного инструмента — проект DIY
Вы когда-нибудь замечали, что ваше рабочее место загромождено сварочными инструментами и оборудованием? Избавьтесь от беспорядка, научившись сваривать лоток для инструментов с помощью этих простых шагов.
Сварка нержавеющей стали | Tip Tig Welding
В 1980-х годах, помимо того, что он был ключевым техническим автором новой AWS. Технические характеристики газа GMAW. У меня был особый интерес к смесям сварочного газа MIG, используемым для сварных швов нержавеющей стали. В этот период времени, чтобы решить проблемы MIG нержавеющей стали, я разработал смесь 98% аргона и 2% CO2 и назвал ее StainMix:
Требования к сварке MIG нержавеющей стали меня восхищали уже несколько десятилетий.Все началось в 1980-х, когда я был менеджером по обучению в западном регионе Linde в Канаде. В Linde нам сказали, что для сварочных цехов, которые сваривают нержавеющую сталь методом MIG, следует продвигать смесь Helium Tri Mix, содержащую 90% He -7,5% Argon-2,5% CO2. Эта смесь была разработана исследователями газов Linde / Union Crabide. Исследования Linde по газу показали, что их Tri-Mix устранит проблемы, возникающие при сварке швов MIG с коротким замыканием.
В своем руководстве по контролю за процессом сварки — учебные материалы и книги передовой практики на протяжении более четырех десятилетий, реальность сварки с промышленными газовыми смесями MIG — это 50 газовых смесей MIG, доступных в N.Америка и Европа, прежде всего вы должны знать о всеобщей неразберихе в сварочных цехах MIG. И если бы вы знали об управлении процессом сварки MIG, вы бы знали, что сварочные цеха для удовлетворения потребностей в сварке MIG для всех металлов, не нуждаются в более чем четырех или пяти газовых смесях MIG для удовлетворения требований к сварке всех металлов и все приложения, и из моего восприимчивого , чтобы помочь уменьшить путаницу с газом MIG. газовые баллоны MIG должны иметь четкую идентификацию для металлов, свариваемых MIG, для которых они были разработаны.
Реальность в сварочной отрасли такова, что большинство газовых смесей MIG, используемых в 2020 году, как и на протяжении десятилетий, представляют собой просто инструменты маркетинга / продаж, которые помогают компаниям, занимающимся промышленным газом, продавать газ в сварочных цехах, которые просто не работают. не знаю лучше.
ЕСЛИ В ЛЮБОМ СВАРОЧНОМ ЦЕХЕ, В КОТОРОМ ВЫ РАБОТАЛИ, ИСПОЛЬЗУЕТСЯ ТРЕХКОМПОНЕНТНАЯ ГАЗОВАЯ СМЕСЬ MIG ДЛЯ СВАРОЧНОЙ И НЕРЖАВЕЮЩЕЙ СТАЛИ, ОНИ БЫЛИ ПРОСТО ЧАСТЬЮ MIG GAS CON GAME, ПРОШЕДШЕЙ ЧЕТЫРЕ ПЛЮС ДЕСЯТИЛЕТИЯ.
Я всегда был человеком, который редко обращал внимание на то, что люди, зарабатывающие на жизнь, работая в лабораториях, должны сказать о газовых смесях MIG, особенно когда компания, в которой они работают, может получить выгоду от владения и продвижения еще одна так называемая эксклюзивная смесь промышленных газов, которая имеет большой потенциал для применения в сварке во всем мире.
После работы с тысячами сварных швов MIG из нержавеющей стали и обширного опыта в области управления процессом сварки MIG , у меня была совсем другая точка зрения, чем у Linde, на решение газовой сварки MIG, необходимое для сварки нержавеющих калибров. В 1980-х или в 2020 году, если бы вы описали проблемы, которые могли возникнуть в сварочных цехах при использовании сварки коротким замыканием MIG тонкой нержавеющей стали, следующее было бы обычным явлением.
- Прогорание
- Искажение
- Окисление
- Сведите к минимуму нагрев сварного шва, чтобы минимизировать образование карбида
- Брызги 9 , как показано выше Проблемы с калибром нержавеющей стали «связаны с нагревом сварного шва», в то время как сварочные брызги чаще всего были результатом отсутствия опыта контроля сварочного процесса в сварочном цехе.Если вы посмотрите на проблемы с нержавеющей сталью, рациональное решение по сварке может задаться вопросом, зачем инженерам Linde понадобилось разработать смесь гелия с содержанием гелия 90% — 7,5% аргона — 2,5% CO2, которая на самом деле была смесью MIG, которая вкладывает больше энергии в сварной шов, чем любой другой доступный газовая смесь MIG.
- TIP TIP TIG с инертным аргоном, газом, который оказывает наименьшее влияние на энергию плазмы, однако всегда обеспечивает гораздо более высокую энергоемкость сварки, чем любая сварка MIG с любой газовой смесью.
- TIP Повышенная скорость сварки TIG с соблюдением полярности EN всегда обеспечивает значительно меньшее тепловложение для сварных деталей, чем в любом режиме передачи сварного шва MIG.
- TIP TIG будет s в результате его уникального переноса сварного шва и полярности EN всегда обеспечивает превосходную сварочную способность и качество сварки, чем любой сварочный шов MIG.
- TIP TIP TIG с инертным газом всегда обеспечивает наиболее чистые сварные швы, наименьшую пористость и наименьшее количество сварочного дыма.
- Дуговая сварка стали, нержавеющей стали, чугуна и алюминия
- Сварка МИГ
- Сварка TIG
- Газовая сварка
- Сварка флюсом
- Плазменная резка
- Газовая резка
- Резка угольной дугой
- Чтение чертежей
- Изготовление сварных деталей
- Ножницы плоские
- Шлифовальные машины
- Горелка
- Дуговое воздушное оборудование
- Сверла
- Инструменты разметки
- Горелки нагревательные
- Горелки
- Горелка для плазменной резки
- Сварщик прихваток
- Сварщик на производстве
- Сварщик / слесарь
- Робототехник
- Инспектор
- Мастер по сварке
- Техник по сварке
- Продавец оборудования
- Инженер-сварщик
- Инспектор по сварке
- Техник-робототехник
- Учитель сварки
- Заведующая сварочным цехом
- Владелец сварочного бизнеса
- Продавец оборудования
- Владелец производственного цеха
- В зависимости от конечного применения, сварка TIG может использоваться с присадочной проволокой или без нее.
- При сварке TIG практически не остается сварочного дыма или остатков.
- Большинство металлов можно сваривать TIG, даже в случае разнородных основных материалов: нержавеющей стали, титана, магния, алюминия и меди. Сварка
- TIG — это стабильный процесс, который можно автоматизировать и применять во всех положениях сварки.
- При орбитальной сварке TIG дефекты сварки возникают крайне редко, а сварные швы имеют высокое качество.
- Сварочное оборудование TIG в некоторых случаях требует более высоких инвестиций по сравнению с другими процессами
- Процесс может занять больше времени
- Требуемая энергия может быть немного выше
- Сварка TIG может потребовать немного более чистой окружающей среды
Я решил выяснить, почему исследования газов Linde / Union Carbide MIG рекомендуют продукт для тушения пожаров в сварочных цехах, добавляя бензин в огонь. Я достал статью, которую они написали после исследования Helium Tri Mix, и был удивлен, увидев, что большая часть их сварных швов MIG короткого замыкания была сделана на нержавеющей стали 1/8 (3 мм) и, конечно же, на нержавеющей этой толстой сварке. при быстром замораживании швы короткого замыкания выиграют от увеличения энергии гелия.
Теперь вдали от исследований , и в реальном мире сварочных цехов, когда я обучал сварщиков сварочных цехов тому, как получить наилучшие результаты при сварке нержавеющих MIG сварных швов толщиной 1/8, я бы не стал используйте короткое замыкание, но я бы с проводом 0,035 использовал бы начальную точку переноса распылением с доступной смесью аргон — 2% кислорода.
Итак, вернемся к тому, как я начал производить STAINMIX, смесь, подходящую для сварки обычных тонких нержавеющих материалов 18–16–14, а также смесь, подходящую для всех применений распылением и импульсной сваркой MIG на деталях любой толщины .Мой шанс представился в 1980-х, когда я был нанят AGA Cleveland на роль менеджера по сварке и обучению промышленному газу. На этой должности в AGA у меня была возможность разрабатывать собственные газовые смеси MIG.
Первое, что я сделал, чтобы решить проблемы с манометром из нержавеющей стали, — это удалить гелий из тримкса. Затем я проверил смесь аргон — 2,5% CO2. Используя оптимальные настройки короткого замыкания для сварных швов из нержавеющей стали 18-16-14 калибра, нахлесточных и стыковых сварных швов, я обнаружил, что, в отличие от Helium Tri-mix, снижение сварочного напряжения на 2–3 напряжения достигается за счет устранения гелия, что позволяет решить проблемы с избыточным нагревом .И моя смесь аргон — 2 CO2, в отличие от аргона — 2% кислорода, обычно используемого для сварки распылением на более толстых деталях, конечно, была гораздо менее окислительной, что давало легче чистить сварные швы. Я также обнаружил, что мой StainMix 98-2 MIX также оптимален с Pulsed, который был представлен позже. Что касается того, почему я не использовал 2,5% СО2, хорошо, что 0,5 СО2 от Linde было больше маркетинговой загадочностью, чем с точки зрения процесса сварки. AGA представила мой газ своему покупателю, и я назвал его StainMix. Позже в аналогичной роли с Airgas USA.и Liquid Carbonic Canada, я снова представил эту газовую смесь с небольшими вариациями названия, и за три десятилетия во всем мире она стала одной из самых популярных газовых смесей MIG, используемых сварочными цехами, которые сваривают нержавеющую сталь.
|
[] SteelMIX. Я разработал 85% аргона — 15% CO2 и назвал его SteelMix. Это логичный многоцелевой газ MIG для всех стальных сварных швов.
[] AlumMIX. Я также разработал 60% аргона — 40% гелия для алюминиевых сварных швов> 6 мм и назвал его Alummix, и он обеспечил хороший баланс аргона для очистки квасцов.оксиды и гелий для создания энергосберегающих сварных швов, которые улучшили бы плавление алюминиевых швов и уменьшили пористость.
[] DuplexMIX. Затем я разработал газовую смесь для сварки дуплексных сталей, опять же с использованием аргона — CO2 с небольшим добавлением азота, 97% аргона — 2% CO2 — 1% азота.
[] NickelMIX. Для сварки никелем MIG, поскольку у нас был сплав, который создавал проблемы с замедлением сварки и окислением, я разработал 59% аргона — 40% гелия — 1% CO2. Один процент CO2 обеспечивает стабилизацию дуги, а гелий воздействует на медленные сплавы в никеле.
В моих газовых смесях MIG всегда учитываются используемые режимы сварки, требуемая энергия и реакции реактивности.Прошло 30 лет, и все мои газовые смеси MIG теперь используются во многих странах, однако вы, возможно, захотите узнать, где содержится вся эта информация о газе MIG. для TIP TIG, полуавтоматический процесс TIP TIG Plasch TIP, который я представил в Северной Америке в 2009 году. DCEN TIP TIG всегда обеспечивает резкий контраст в сварочных возможностях по сравнению с полуавтоматической MIG с обратной полярностью. процесс.
Примечание. Эд, Эмили в 1980-х годах, был ключевым членом комитета AWS, который разработал спецификации газа AWS MIG.
PNW BOCES
Инструктор (и)
Роб Стэнфорд
Категория
Карьера в строительстве
Право на участие студентов
Средняя школа
Ваш браузер не поддерживает теги видео.
Об этом курсе
Сварочную программу PNW BOCES можно рассматривать как годовую или двухлетнюю. Он предназначен для обучения студентов теории сварки и получения обширного практического опыта по всем основным сварочным процессам, используемым сегодня. Цель состоит в том, чтобы как можно тщательнее подготовить студентов к выбору карьеры в очень разнообразной области сварки и продолжить свою карьеру или продолжить обучение с широким набором уже освоенных навыков.Эта программа помогает подготовить студентов к карьере во всех сферах металлообработки, от тяжелых строительных работ, выполняемых мастерами по металлу, до сложных и деликатных задач, выполняемых специалистами, работающими с более экзотическими материалами, такими как алюминий и титан.
Чему вы научитесь
На первом курсе студенты изучают правила техники безопасности и отраслевые стандарты безопасности, резки, пайки и сварки ацетиленом, сварки штангой (теория и практика), сварки MIG (теория и практика), читают чертежи и принципы производства.На втором курсе студенты изучают сварку TIG (теория и практика), сварку труб и практикуются в сварке алюминия и нержавеющей стали.
Родственные вакансии
— Котельщик
— Изготовитель
— Слесарь
— Слесарь
— Слесарь-слесарь
— Монтажник
— Рабочий верфи
— Сварщик
О вашем инструкторе (ах)
Роберт Стэнфорд имеет степень бакалавра физики в Бингемтонском университете, степень магистра медицинской физики в Технологическом институте Иллинойса и более 20 лет назад получил свой первый сертификат по сварке в городском колледже Санта-Барбары.Он использовал свои сварочные навыки в нескольких профессиях: от водолаза-водолаза до морского инженера и изготовителя, и в настоящее время он идет в ногу с тенденциями в этой отрасли как учитель и любитель.
программ подготовки к колледжу | Центр карьеры Polaris
Вопросы? Звоните 440.891.7732Ничто так не пробуждает воображение, как сварочная горелка. По данным Американского общества сварщиков, в 21 веке импульс сварки сильно изменился.Сварка имеет впечатляющий послужной список в области технологий и технологических достижений. Благодаря своей прочности сварка используется для изготовления и ремонта деталей кораблей, автомобилей, космических кораблей и тысяч других промышленных изделий. Сварка применяется для соединения балок при строительстве зданий, мостов и других сооружений.
Программа Polaris Welding Technology научит вас основам сварки, наиболее распространенному способу прочного соединения металлических деталей и процессам, используемым для изготовления металла.Вы пройдете обучение по газовой, дуговой, флюсовой сварке, сварке MIG и TIG. Наряду с чтением чертежей и символами сварки вы также узнаете, как использовать шлифовальный станок, дрель, плазменный резак, горелку, аппараты для дуговой сварки и многое другое.
Кредиты Кредит средней школы
Технология сварки: 3,0, Технология: 0,5
Кредит старшей школы
Сварочная техника: 3,0
Сертификаты
Лицензия оператора вилочного погрузчика на 5 лет
D1.1 Дуговая сварка защищенного металла 3G, 4G
D1.1 Газовая дуговая сварка металла-P 3G, 4G
D1.1 Дуговая сварка Fluxcore-G 3G, 4G
Газовая вольфрамо-дуговая сварка 3F низкоуглеродистой стали
Газовая вольфрамо-дуговая сварка 3F алюминия
Газовая вольфрамо-дуговая сварка 3F нержавеющая сталь
Другие возможные сертификаты
Американское общество машиностроения 6G в 2- и 6-дюймовой SMAW — GTAW
Американский нефтяной институт 6G в 6-дюймовом SMAW
Потенциальный зачетный семестр в колледже
* За дополнительной информацией о кредитных соглашениях колледжа обращайтесь к своему консультанту Polaris.
Ресурсы программы
Курс обучения / Программа
Стоимость и материально-техническое обеспечение программы для младших классов
Список оборудования
Список взносов и материалов для старшей программы
Примерные задания
Видео об униформе и снаряжении:
https://www.loom.com/share/238e183462d34dbe9641ae355cd
Экскурсия по магазину и видео об учебной программе:
https://www.loom.com/share/684ec8260967415b8470acfaf017a96a 9000 Правила для занятий
000 : // www.loom.com/share/b459525869454a6693ee8b6d5845359a
Безопасные условия работы Powerpoint:
Условия безопасной работы
Оборудование
Варианты карьеры
Будущие возможности дальнейшего образования
Учитель: Хулио Мартинес
Эл. Почта: jmartine @ polaris.edu
Education / Сертификаты: Сертифицированный инспектор по сварке CWI / CWE / Сертифицированный преподаватель по сварке; Сертификация центра карьеры Polaris, 2002 г .; NDE Визуальный осмотр ASNT NDT Уровень 1 и 11; Lincoln Electric Plate and Sheet Metal Certified MIG, TIG, Stick, Pipe, Advance Pipe, Motor Sports и Robotics; Член Американского сварочного общества
В Polaris с: 2016
Опыт работы в отрасли: Сварщик гибких материалов, 3 года; Сварщик, техник по технике безопасности и инструктор по сварке, 13 лет, Lincoln Electric
Интересы / хобби: Гулять с семьей, рыбалка, охота, баскетбол и сварка
г.Регис Холланд, О. Компания Мейер
Г-н Арни Кученмейстер, Исследовательский центр НАСА Гленн
Г-н Билл Миллер, Школа сварки Линкольна
Г-н Джим Майерс, Halvorsen Boiler Company
Г-н Майк Роуч, О. Компания Мейер
Г-жа Келли Суман, Lincoln Electric Company
Г-н Брайан Сайкс, EMH Crane
Г-н Дэвид Уайт, Компания по развитию трубопровода (ПЛИДКО)
Комплект из двух видео по сварке и резке металлов (DVD + скачать)
Набор из 2 видео: сварка и резка металлов (DVD + скачать)
Большинство реставраций классических автомобилей требует резки и сварки металла.В этом наборе из двух видеороликов мы рассмотрим процессы сварки MIG и TIG, а также использование кислородно-ацетиленовой горелки для нагрева и резки.
Изготовитель и сварщик металла Гэри Симпсон демонстрирует сварку MIG и TIG, но этот набор — больше, чем просто демонстрация — это комплексный взгляд на: оборудование и процессы безопасности; настройка оборудования; расходные материалы; сварочный процесс; и очистка после сварки. Затем Марк Симпсон проверяет правильность настройки кислородно-ацетиленовой горелки, безопасность и резку металла.
Если вы собираетесь реставрировать классические автомобили, вам нужно уметь сваривать — этот набор поможет вам начать работу с нужной информацией.В качестве бонуса мы добавили видеоролики о струйной очистке в домашних условиях, которые помогут подготовить металл к сварке, а также видеоролики о различных методах резки труб.
В этом наборе вы получите в общей сложности 2 часа 16 минут обучения. ПЛЮС, вы получите оба видео на DVD и загрузите форму вместе с покупкой. Таким образом, вы можете сохранить инструкцию на любом устройстве и смотреть ее в любое время и в любом месте!
Подробную информацию о каждом из видео, которые вы получите, см. Ниже:
Сварка MIG и кислородно-ацетиленовая резка — 61 минута
СваркаMIG, или часто называемая «сваркой с подачей проволоки», стала стандартом для большинства домашних энтузиастов.Практически любой автолюбитель может создать качественные сварные швы MIG при умеренной практике.
Но есть несколько вещей, которые вы должны учитывать, чтобы ваши сварные швы выглядели хорошо и имели необходимую прочность. Гэри Симпсон проведет вас через весь процесс, включая: безопасность, оборудование, настройку и регулировку.
ЗатемSimpson демонстрирует процессы подготовки металла к сварке и важность удаления прокатной окалины перед сваркой. Знание того, как сваривать различные типы соединений, является ключом к успеху при сварке MIG.Гэри исследует многие распространенные сварочные соединения MIG и толщину материала и демонстрирует, как правильно сваривать каждое из них.
Кроме того, при полной реставрации автомобиля вы обязательно найдете несколько дополнительных отверстий, просверленных в вашем автомобиле за долгие годы. Мы продемонстрируем несколько различных методов правильной сварки MIG для заполнения отверстий.
Когда-то кислородно-ацетиленовый фонарик был инструментом, который каждый автолюбитель брал первым, и был незаменим для любого стойкого автолюбителя.Достижения в области сварочных аппаратов MIG и TIG, устройств плазменной резки и т. П. Уменьшили потребность в этом замечательном инструменте для мастерских. Но старый газовый топор по-прежнему найдет свое место в любом хорошо оборудованном магазине, и умение правильно и безопасно пользоваться им — ключ к вашему успеху. Марк Симпсон демонстрирует настройку и безопасность, а также показывает, как правильно использовать кислородно-ацетиленовый резак для резки стального покрытия.
Резка труб — основа металлообработки. Рот рыбы — это процесс создания сварного соединения при соединении двух частей круглой трубы, при этом для упрощения процесса доступны приспособления.Гэри Симпсон демонстрирует, как с помощью простых ручных инструментов создать качественные суставы ротовой трубки рыбы.
Создание квадратных вырезов на круглых трубах ручными инструментами тоже может быть сложной задачей. Симпсон демонстрирует процесс нанесения прямых и квадратных линий на круглые трубы и их обрезку.
Как выполнить сварку сварочным швом, струйная обработка материалов в домашних условиях и установка опускных блоков — 75 минут
Сварка TIG (вольфрамовым инертным газом) в течение многих лет была известна многими энтузиастами просто как гелиарная сварка; процесс, который часто требует очень дорогого оборудования и газов.Стоимость оборудования с годами резко снизилась и теперь доступна большинству любителей автореставрации. Для начала сварки TIG требуется правильная настройка. Профессиональный изготовитель и сварщик хотродов Гэри Симпсон объяснит, что вам понадобится для настройки оборудования, настроек сварщика и рабочей зоны, чтобы обеспечить высокое качество результатов сварки.
Как и многие другие процессы сварки, для совершенствования требуется некоторое время, обучение и практика, однако преимущества сварки TIG перевешивают вложенные вами вложения.Сварные швы без брызг, точный контроль площади сварного шва и возможность быстрого переключения между сваркой алюминия, стали и нержавеющей стали — это лишь некоторые из преимуществ, которые вы обнаружите.
Марк Симпсон демонстрирует, как добавление и правильное обслуживание домашнего кабинета струйной очистки может значительно улучшить качество ваших реставраций. Он точно показывает, какие шаги вам нужно знать: техническое обслуживание расходных деталей, выбор абразивоструйных материалов, меры безопасности, подготовка деталей к струйной очистке и способы защиты деталей, которые вы не хотите подвергать струйной очистке.
Популярное преобразование для придания автомобилям более современного вида — добавление опускающихся блоков. Марк проведет вас через процесс добавления блоков опускания и расскажет о важных моментах, которые следует учитывать при принятии решения о том, на сколько именно опускать автомобиль.
Comprar Класс сварки: Microsoft Store es-AR
Изучите основы сварки с помощью этой очень информативной подборки БОЛЕЕ 215 обучающих видеоуроков. Узнайте о методах, советах и хитростях для всех видов сварочных процессов, включая миграцию, сварку сваркой, палку, изготовление и многое другое.Используйте это приложение как «Библиотеку видеорекламы», где вы можете вернуться на урок повышения квалификации или поискать, как сделать что-то новое. Возможности приложения: ** Отредактируйте заголовок видео, субтитры и сохраните свой собственный набор пользовательских заметок. ** Перемещайте видео по группе и даже меняйте ее. ** Сделайте видео своими любимыми и дайте им свою оценку. ** Поиск по заголовку или заметкам. ** Просмотр по избранному или по рейтингу. ** Просмотр по истории последних десяти воспроизведенных или посещенных видео.Уроки включают: Основы Mig-сварки Основы сварки MIG 2 Основы сварки MIG, часть 3 — Настройка напряжения и скорости подачи проволоки Основы MIG-сварки 4 — Избегайте LOF — Слова о ведре для льда Основы сварки MIG, часть 5 — Практика Основы сварки MIG, часть 6 Сверло для тройника Основы сварки MIG, часть 7 Сверло для вертикального тройника Накладные расходы на сварку MIG — Основы MIG, часть 8 Сварочные стержни и многое другое Наконечники для сварки штангой — 3 сварщика Советы по сварке штангой для испытания потолочного сварного шва 4g 7018 Сварка плоская и горизонтальная Советы по сварке палкой — тест пластины 7018 2 г Наконечники для стержневой сварки Vertical 7018 7018 Сварка потолочная вертикальная и горизонтальная Основы сварочного производства — Часть 1 Основы сварочного производства — Часть 2 Основы сварки MIG Обзор основ сварки TIG Основы сварки TIG, часть 2, Контроль качества Основы сварки TIG, часть 3 — Какая полярность для чего Сварка алюминия TIG — насадки для тройников 2f Тонкий алюминий для сварки TIG Основы сварки штангой Научитесь сварке штангой Часть 1 из 5 Как правильно наклеивать угловые сварные швы Вхлесточные соединения Научитесь сварке клеем Часть 2 из 5 Ручная сварка тонкой толстой стали Научитесь сварке ручкой Часть 3 из 5 Научитесь Сварке Пайкой Часть 4 из 5 Как сваривать 7018 Z Weave Vertical Up Stick Сварка Как сваривать с 6010 и 6011 Учебное пособие по сварке штангой с потолка Научитесь сварке штангой, часть 5 из 5 Позиция сварки 1F — плоский угловой шов Позиция сварки 1G — Сварка с плоской кромкой Позиция сварки 2F — горизонтальный угловой шов Позиция сварки 2G — Сварка с горизонтальной кромкой Позиция сварки 3F — вертикальный угловой шов Позиция сварки 3G — Сварка с вертикальным разделением кромок Позиция сварки 4F — угловой шов сверху Позиция сварки 4G — Сварка с разделкой кромок Трубы квадратного сечения для сварки палкой Сварка труб 6G Устранение неисправностей при сварке клеевым швом Решения распространенных проблем Внутренняя дуговая сварка 3 в горизонтальном положении — 1942 г. Новый взгляд на сварку алюминия палочкой — с Everlast PowerARC 300 СОВЕТЫ И ПОЛЕЗНЫЕ СОВЕТЫ МЕДНОЙ СВАРКИ 7018 сварка стержнем открытого корня Подготовка к сварке и снятие фаски 101 Методы сварки штангой и несколько советов ОБЪЯСНЕНИЕ СВАРОЧНЫХ ПРУТОВ ДЛЯ ДУГОВОЙ СВАРКИ Дуговая сварка 2, Стив Блейл Урок по сварке труб 2G — Сварка труб палочкой, часть 2 из 4 с помощью сварщиков EVERLAST Советы по сварке палкой для прохождения испытания на сварку конструкционных плит — часть 1 ОСНОВЫ ДУГОВОЙ СВАРКИ — ОБЪЯСНЕНИЕ ДУГОВОЙ СВАРКИ Дуговая сварка Как сварить накладные на SMAW Приварные соединения внахлестку с помощью корпуса Lincoln Tombstone Buzz Box и стержней 6011 6013 7018AC Суперзамедленный фильм о газовой дуговой сварке Сварка дизельного чугунного блока двигателя дуговым электродом 77 СЕМЕЙНОЕ ДЕРЕВО СВАРКИ — ОБЪЯСНЕНИЕ ЗАПИСИ FCAW GMAW GMAW Сварка на переменном и постоянном токе Советы и хитрости по дуговой сварке — круги в гору и многое другое Сварка палкой E7018 Flat Сварка трубопроводов магистраль Труба из нержавеющей стали для сварки штангой SMAW 1G Сварка с плоской кромкой Наконечники для приварки стержней для заливной крышки 6010 Open Root 7018 Виртуальная сварка теперь также доступна для MMAW и больше
Mostrar másПочему стоит выбрать сварку TIG?
Когда необходимо сваривать трубы, сварка TIG дает множество преимуществ: компактный, тонкий сварной шов, полный провар и чистый процесс.
Важным моментом этой процедуры является то, что сварной шов имеет очень высокое качество по двум причинам: чистота сварного шва, а также обработка поверхности. Это становится критически важным, когда конкретный сварочный проект требует таких результатов для приложений в таких отраслях, как полупроводниковая, фармацевтическая, пищевая, молочная и авиакосмическая.
Преимущества сварки TIG СваркуTIG можно использовать для сборки производственных линий, а также для ремонта на месте и для других полевых работ.Основные преимущества процесса TIG связаны с высоким стандартом качества и надежностью сварного шва: но это еще не все.
Загрузите наше руководство по орбитальной сварке TIG
Недостатки сварки TIG Сварочное оборудованиеTIG требует более высоких вложений по сравнению, например, со сваркой MIG / MAG, но при этом результат сварки отличается превосходным качеством.
При использовании процесса TIG для сварки наиболее распространенным источником питания является постоянный ток. При сварке алюминия используется переменный ток.
ГАЗЫЗащитные газы защищают сварной шов и металл, который проходит через дугу, от окружающего воздуха (который состоит из 21% кислорода, 78% азота, 1% других газов и влажности). Наиболее распространенный защитный газ — аргон. Этот газ помогает при зажигании дуги и является стабильным.Иногда смешиваются разные газы в зависимости от толщины стенки, требуемого тепла и сплава.
ЭЛЕКТРОДЫВ прошлом электроды из вольфрама и тория часто использовались для сварки TIG, но торий представляет опасность с точки зрения радиоактивных изотопов. Это также может представлять опасность для здоровья при шлифовании вольфрама. Сегодня сварщики используют в основном вольфрамовые электроды на основе церия или лантана, чтобы избежать риска радиоактивности.
НАПОЛНИТЕЛЬНАЯ ПРОВОДКАПри сварке нержавеющей стали с толщиной стенки менее 0,5 присадочная проволока не требуется.