Что такое аргонная сварка видео
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина.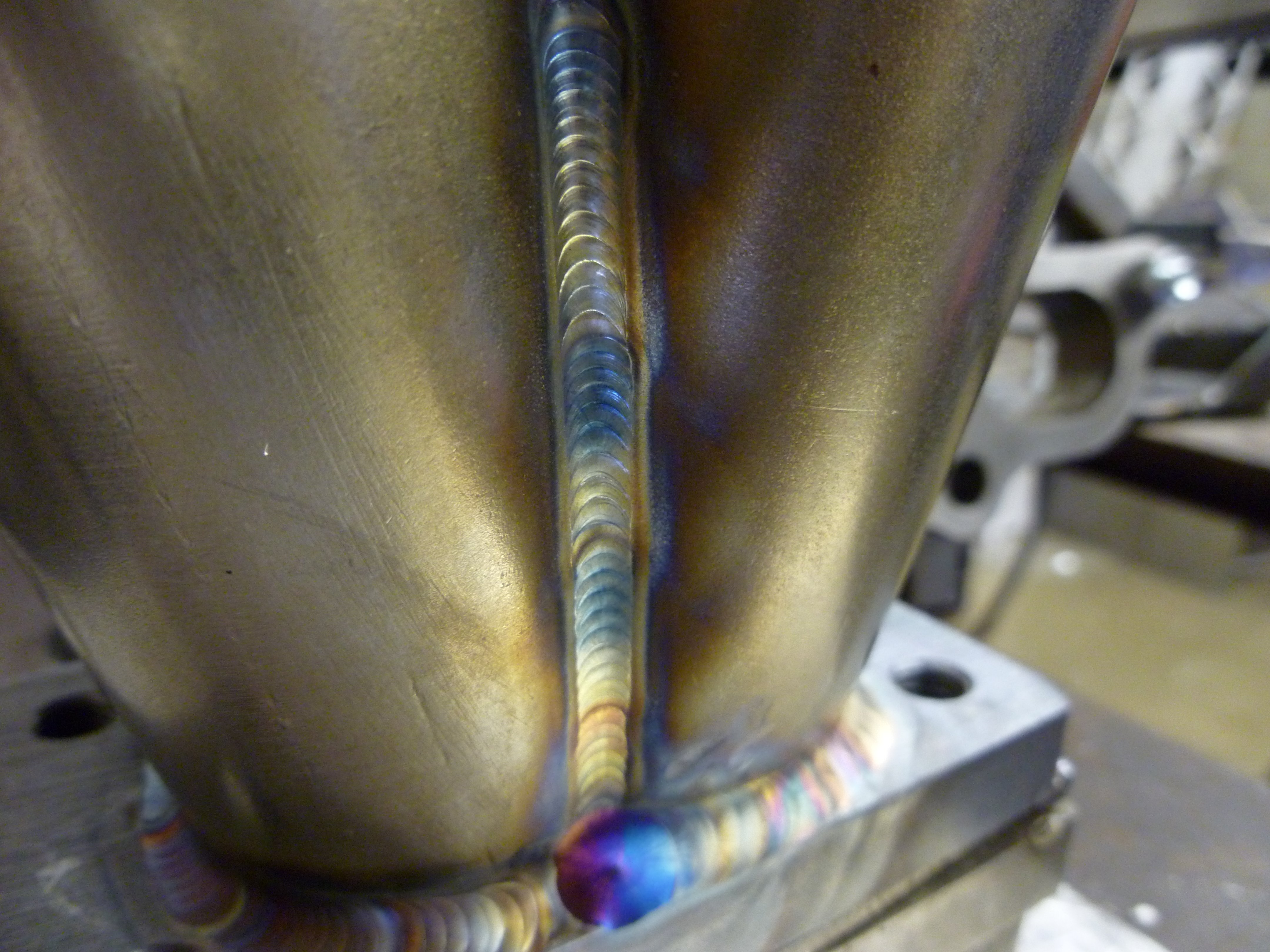 Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.
Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.
Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.


Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.

Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
1.Видео сварка аргоном металла , с контактным поджигом, Iсв≈20А. Ролик от www.istok.kherson.ua.
2.Видео сварка аргоном тонкостенного алюминиевого профиля
3. Сварка аргоном алюминиевой лодки.
4. Видео сварка аргоном сломанного велосипеда (алюминиевого)
5. Сварка TIG аппаратом Контур ММА160i
6. Аргонная сварка алюминия, чугуна и нержавейки.
7. Орбитальная TIG – сварка (GTAW). MW 4500 от FRONIUS
8. Орбитальная TIG – сварка (GTAW) металлического стержня. На UHP от FRONIUS
9. Сварка TIG алюминиевых топливных фильтров
10. Система орбитальной сварки от FRONIUS – MU IV (TIG-GTAW)
11. Ремонт трещин в алюминиевых автомобильных дисках. Аргонодуговая сварка.
Другие страницы сайта на тему «
Видео сварка аргоном
- Ознакомьтесь, как самостоятельно вставить видео нa форум здесь. После вашего размещения видео будет доступно для просмотра на форуме онлайн без регистрации любым участником.
- Видео ручная дуговая сварка
- Установки аргоно-дуговой сварки.
- Видео дуговая сварка
- Видео сварка металла
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.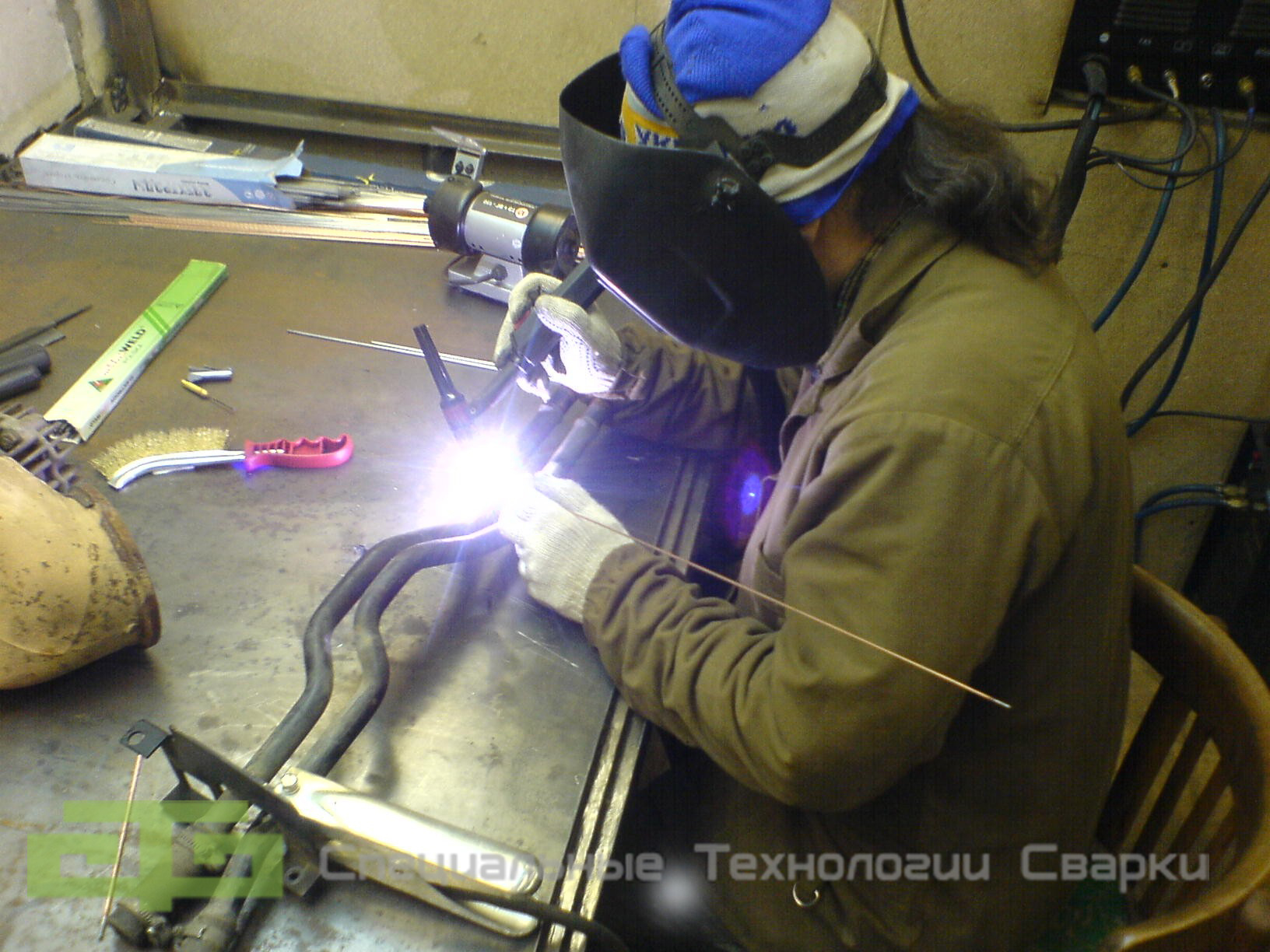
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.

Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Аргонно дуговая сварка видео обучение
Новости
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Монтаж оборудования Когда оборудование доставлено к заказчику и выгружено, его необходимо установить. Именно на этом этапе вам обязательно понадобится команда опытных монтажников. Почему именно команда, а не один или несколько
Рулонные шторы на окна Рулонные шторы сегодня очень популярны благодаря своей практичности и удобству в использовании. Они надежно защитят помещение от солнечных лучей, просты в управлении, не требуют особого ухода и будут
Ковролин Когда делается ремонт жилья или рабочего помещения, непременно встает вопрос о замене напольного покрытия. Сегодня многие предпочитают для этой цели ковролин купить. В наше время этот недорогой напольный
В наше время этот недорогой напольный
Экспедирование и доставка 1. Техобслуживание. Перед тем как вы будете готовы начать свое путешествие вам надо проверить срок очередного техобслуживания, постараться припомнить дату и пробег автомобиля при котором вы делали
Электрик В ОС Windows есть одна крайне полезная служебная программа под названием «Индекс производительности». Это приложение производит замеры показателей вашего ПК, показывает оценку каждого и, конечно же, в
Советники форекс Я изучаю валютный рынок и занимаюсь трейдингом c 2012 года, совмещая автоматическую систему с использованием ручной системной торговли. В этом материале я решил порекомендовать вам лучшие прибыльные советники
Пеноплекс Для того, чтобы можно было назвать дом комфортны, прежде всего, он должен являться теплым. Основным нюансов в этом вопросе является утепление. Если все сделано правильно, то в доме всегда будет тепло
Линолеум Вид напольного покрытия во многом определяет эксплуатационные характеристики помещений и их эстетичность. При выборе подходящего материалы следует учитывать множество нюансов, от технических и стилистически
Аудиторская проверка В России зарегистрировано более 4 млн юридических лиц. Часть из них подлежит обязательному ежегодному аудиту. Юрист юридической компании » Налоговик» Дина Сверчкова рассказывает о том, какие
Содержание:
Среди многочисленных видов сварки значительное место занимает аргоновая сварка, обучение которой дает престижную и высокооплачиваемую профессию. Существуют специальные курсы, на которых предлагаются различные виды прохождения учебы – с самого начала или для повышения квалификации уже работающих специалистов. Применение обучения на аргонную сварку распространяется на рабочие специальности, будут полезны для инженеров и технологов.
Интересным предложением является приобретение квалификации международного значения, дающее возможность работы за рубежом. Такие дипломы, выданные на основании аттестации согласно требованиям ISO-9606-1, признаются во многих странах.
Такие дипломы, выданные на основании аттестации согласно требованиям ISO-9606-1, признаются во многих странах.
Аргонная сварка
Сварка аргоном позволяет соединять детали различного размера. При других видах сварочного процесса при взаимодействии с воздухом происходит окисление, значительно снижающее качество соединения. Отличие аргонной сварки состоит в том, что инертный газ создает оболочку, играющую роль защиты от кислорода. К инертным газам кроме аргона относятся и другие, но его преимуществом является более дешевая стоимость. Аргон может использоваться для сварки всевозможных металлов.
Поскольку его удельный вес превышает аналогичный показатель воздуха, аргон вытесняет его из сварочной ванны, препятствуя возникновению реакции и образованию окислов – предвестников появлению ржавчины. При этом инертный газ аргон в связь с металлическими изделиями не вступает.
Аргонная сварка включает в себя различные виды:
- Ручная. Применяются исключительно вольфрамовые электроды. Процесс выполняется сварщиком.
- Полуавтоматическая. При механизированном способе проволока подается аппаратом.
- Автоматическая. Процесс управляется оператором дистанционно.
Имеется специальное оборудование, при использовании которого становится возможной аргонно-дуговая сварка, обучение которой расширяет возможности и повышает статус сварщика.
К преимуществам аргонного способа сварки относятся:
- осуществление нагрева, имеющего невысокую температуру;
- обеспечение защиты зоны сваривания;
- быстрота проведения процесса;
- простая технология;
- возможность соединения разных по своим свойствам металлов.
Чтобы аргон в процессе сварки не улетучивался, следует позаботиться об отсутствии сквозняков.
Кому нужно обучение
Приобретение профессии «Сварщик-аргонщик» дает дополнительные возможности работникам этой специальности. В приглашении на курсы, где происходит обучение аргонодуговой сварке, часто указывается о возможности трудоустройства. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
В приглашении на курсы, где происходит обучение аргонодуговой сварке, часто указывается о возможности трудоустройства. Это является маркетинговым ходом, потому что хороший сварщик, овладевший такой тонкостью, как аргонная сварка, ценится «на вес золота».
Возможно обучение для повышения квалификации инженеров, технологов и инспекторов – специалистов сварного дела.
Нюансы обучения
На курсах по аргонной сварке обучение включает в себя теоретические и практические занятия. На уроках по теории даются основные сведения о сварке и указываются нормативные материалы, их регламентирующие, правила обозначения на чертежах. В обязательном порядке проводится занятие по обеспечению безопасности.
Практические занятия под присмотром обучающего позволяют понять, насколько усвоен материал. На них осваивается розжиг дуги и сваривание различными способами, в том числе с применением специального оборудования. После окончания курсов и успешной сдачи экзамена учащиеся получают на руки свидетельство установленного образца.
Интересное видео
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т. д.).
д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т. к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Сварщики
В современном мире сварка – один из наиболее распространенных технологических процессов. Трудно назвать какой-либо другой процесс, который бы развивался с такой же интенсивностью.
Решение множества важнейших технических проблем связано с необходимостью получения сварных соединений толщиной от сотых долей миллиметра до нескольких метров и работой в различных условиях, в том числе и экстремальных: в агрессивных средах, в космосе, под водой.
Совершенствование техники и технологии сварочного производства требует улучшения профессиональной подготовки сварщиков и специалистов сварочного производства. Все условия для этого созданы в ГПОУ ЯО Ярославском профессиональном колледже №21. На базе колледжа создан ресурсный центр сварочного профиля для повышения квалификации по следующим профессиям:
• электросварщик ручной сварки – 4 разряд;
• электросварщик на автоматических и полуавтоматических машинах – 4 разряд;
• электрогазосварщик – 4разряд;
• газосварщик – 4 разряд;
• наладчик сварочного и газоплазморезательного оборудования -4 разряд;
• контролер сварочных работ – 3 разряд;
• сварщик ручной аргонодуговой сварки – 3 разряд;
• сварщик на машинах контактной (прессовой) сварки – 3 разряд;
• газорезчик – 4 разряд;
Все эти профессии востребованы в Ярославском и других регионах страны.
Для организации обучения по этим профессиям в колледже созданы и оснащены современным оборудованием три электросварочные и газосварочные мастерские, лаборатория и кабинет теоретического обучения по «Основам теории сварки и резки металлов».
В электросварочной мастерской ручной сварки оборудовано 14 постов для ручной сварки покрытыми электродами на постоянном токе, 4 поста для сварки на переменном токе, 1 пост воздушно-дуговой резки и строжки металла и 4 поста с инвекторными установками различных марок.
В электросварочной мастерской на полуавтоматических машинах оборудовано 12 постов, оснащенных современными полуавтоматами различных марок для сварки плавящимся электродом в защитных газах. Сварка ведется на газовой смеси аргон + 20% углекислого газа, с централизованной подачей газа через рамповую систему и 3 поста для сварки в среде углекислого газа от баллонов.
Мастерская для газоплазменной обработки металлов оборудована 6 постами для газовой резки, 6 постами для ручной аргонодуговой сварки, 2 постами для плазменной сварки и резки, 1 постом с гидролизной установкой для сварки на кислородно-водородной смеси.
Мастерская для автоматической сварки, включающая 1 пост для автоматической сварки под флюсом, один пост для автоматической сварки в среде защитных газов, установки для контактной точечной сварки, установку для контактной стыковой сварки.
Лаборатория для наладчиков сварочной и газоплазморезательной аппаратуры, оснащенна моделями, макетами, стендами¸ плакатами, схемами для изучения ремонта и наладки оборудования.
В лаборатории для электромонтажных работ и дефектоскопии можно познакомиться с современными электроизмерительными приборами и дефектоскопическим оборудованием.
В кабинете по «Основам теории сварки и резки металлов» есть все, что необходимо для подготовки высококвалифицированных специалистов сварочного дела: макеты оборудования, стенды, плакаты, техническая литература, учебники, фильмы, мультимедийная установка, для наглядного изучения сварочного оборудования и технологических процессов изучаемых видов сварки.
В 2012 году была открыта мастерская механизированных способов сварки(учебный центр «Комацу»).
В наш колледж осуществляется набор учащихся на базе – основного общего образования по профессиям:
• наладчик сварочного и газоплазморезательного оборудования с получением повышенного уровня квалификации по пяти специальностям (электросварщик ручной сварки, электросварщик на автоматических и полуавтоматических машинах, газорезчик, контролер сварочных работ, сварщик ручной аргонодуговой сварки)
На базе среднего (полного) общего образования по профессиям:
• сварщик (электросварочные и газосварочные работы)
По дневной и очно-заочной (вечерней) форме обучения:
• сварщик (электросварочные и газосварочные работы)
В колледже производится профессиональная подготовка по профессиям:
• электросварщик ручной сварки;
• электросварщик на автоматических и полуавтоматических машинах;
• электрогазосварщик;
• газосварщик;
• сварщик ручной аргонодуговой сварки;
• сварщик на машинах контактной сварки;
• газорезчик
Курсы электросварщиков в Киеве, обучение электросварке
Одной из наиболее распространенных вакансий на современном рынке труда является электросварщик ручной сварки. Востребованность специалистов данной квалификации объясняется развитием промышленности и строительных технологий, а также расширением штатов компаний.
Востребованность специалистов данной квалификации объясняется развитием промышленности и строительных технологий, а также расширением штатов компаний.
Учебно-консультационный центр «Профитех» приглашает пройти обучение электросварке с дальнейшим получением сертификата, подтверждающего квалификацию электросварщика ручной сварки. В вашем распоряжении – профессионализм преподавателей, современная программа, оперативность подачи теоретического и практического материалов – без ущерба качеству учебы.
Практика. Для проведения практических занятий на нашей производственной оборудованы 4 поста для обучения сварщиков: кабинки со сварочными аппаратами, вытяжками, освещением. Занятия проводит высококвалифицированный мастер в небольших группах.
Ведется набор в группы: 15.03.2021, 29.03.2021 (Киев, Вышгород)
Приглашаем на курсы обучения и переподготовки сварщиков по направлениям:
- «Электросварщик ручной сварки»,
- «Электросварщик полуавтоматической сварки»,
- «Сварка в инертных газах (Аргон)».
Стоимость обучения на курсе: ̶8̶0̶0̶0̶ 7000 грн.
Длительность обучения: 10 рабочих дней.
Место проведения занятий — наша производственная база в г. Вышгороде (проезд из Киева до Вышгорода маршруткой занимает 15 мин. От станций метро «Героев Днепра» или «Почайна»).
Обучение с «0» или повышение квалификации, согласно Вашему запросу. Практические занятия проводятся в небольших группах – поэтому мы обеспечиваем индивидуальный подход к каждому.
Звоните нам!
Training — Holston Gases
Пожалуйста, ознакомьтесь с нашей библиотекой обучающих видео! Мы надеемся, что эти короткие видеоролики будут вам полезны! Они полны отличных советов, объяснений и инструкций по некоторым из наиболее распространенных сварочных установок и вопросов, которые мы видим. Просто нажмите на изображение и наслаждайтесь!
Просто нажмите на изображение и наслаждайтесь!
Загрязнение вольфрамом
Распространенные причины преждевременного выхода из строя вольфрама
Рабочие соединения в сварочном контуре
Рабочие зажимы разного размера и почему они важны
Размер сварочного кабеля правильный размер сварочного кабеля
Дуговая сварка порошковой проволокой (FCAW)
В этом обучающем видео объясняется, что такое сварка порошковой проволокой, как идентифицировать электрод FCAW, а также дается несколько советов по правильной технике, используемой для FCAW
Ar vs.Ar / He (GTAW)
Быстрая иллюстрация разницы между аргоном и аргоном / гелием и того, как они могут повлиять на процесс GTAW
MIG SHORT-CIRCUIT TRANSFER
Цель этого обучающего видео — дать лучшее представление о режиме короткого замыкания при передаче металла и о том, как начать работу в правильном направлении для настройки станка. Мы обсуждаем некоторые общие идеи того, как будет звучать короткое замыкание и как начать работу с соответствующими настройками
УСТРАНЕНИЕ НЕПОЛАДОК МИГ
Цель этого обучающего видео — дать некоторые советы по устранению распространенных проблем в процессе GMAW
MIG SPRAY TRANSFER
Это обучающее видео поможет лучше понять метод переноса распылением металла.Также, чтобы было удобнее настраивать параметры для оптимизации настроек сварного шва для переноса распылением. Существуют видеоклипы переноса распылением с помощью высокоскоростной камеры, а также видеоролики о сварке в реальном времени за линзой фильтра
ОСНОВНАЯ НАСТРОЙКА TIG
Это обучающее видео предназначено для получения базовых знаний о настройке GTAW ( TIG) система. Обсуждаем резак, расходные материалы, вольфрам, подключение станка и немного о процессе. Если вам нужно научиться собирать Tig Torch перед тем, как делать это на глазах у покупателя, это отличное освежение знаний.
Если вам нужно научиться собирать Tig Torch перед тем, как делать это на глазах у покупателя, это отличное освежение знаний.
ОБУЧАЮЩИЕ ВИДЕО ДЛЯ ПОСТАВЩИКОВ
Для нас большая честь иметь Миллера в качестве поставщика, и вот некоторые из их обучающих видео
Сварка — Cabrillo College
Вы предприниматель или изобретатель? Вы заинтересованы в создании дизайна и прототипа своей идеи?
Более двух десятилетий программа по сварке служила инкубатором для предпринимательства, инноваций, передового производства, проектирования, изготовления и быстрого прототипирования.Наши современные лаборатории были специально разработаны для содействия совместному взаимодействию и долгое время считались одними из лучших центров совместной работы в нашем регионе. Мы приглашаем вас просмотреть наш веб-сайт и заполнить анкету интереса, чтобы получить дополнительную информацию о деталях нашей программы, включая наши внутренние стажировки и услуги по трудоустройству!
Весна 2021 Открытые курсы
Изучите сварочные навыки, которые позволят сделать фантастическую карьеру или возможности для предпринимательства.
Получите практический опыт с этими замечательными классами:
Ручная сварка (Вт 150)
- Знакомит с базовыми навыками дуговой сварки с упором на безопасность, кислородно-ацетиленовую резку, дуговую сварку в среде защитного металла и методы сварки GMAW (MIG).
Очные занятия: среда с 18:00 до 22:00 или четверг с 18:00 до 22:00 | СМОТРЕТЬ КЛАСС
Сварка TIG (W 151)
- Предлагает базовый курс обучения плоской и нестандартной сварке стали, алюминия и нержавеющей стали с использованием процесса GTAW.
Личные занятия: вторник с 18:00 до 22:00 или среда с 13:00 до 17:00 | СМОТРЕТЬ КЛАСС
Орнаментальная сварка (W 155)
- Обучает традиционным и современным методам металлообработки, включая газовую кузнечную работу и плазменную резку с ЧПУ.

Очные занятия: по субботам с 9 до 13 | СМОТРЕТЬ КЛАСС
Пройдите путь от Кабрильо к карьере сварщика.Начало занятий 25 января!
ЗАРЕГИСТРИРУЙТЕСЬ
Сертификат квалификации
Заинтересованные студенты могут получить сертификат базовых навыков, пройдя всего четыре курса.Сертификат Advanced Skills можно получить, пройдя еще пять курсов. Эти сертификаты можно получить всего за два семестра.
Студенты, завершившие программу, могут самостоятельно выбрать получение национальных и международно признанных лицензионных экзаменов / сертификатов.
Пожалуйста, знайте, что мы не проводим тестирование Американского общества сварщиков (AWS) и не выдаем никаких сертификатов, кроме сертификатов Cabrillo College Skills.
Студентам, желающим пройти дополнительные курсы для повышения своих знаний, предлагается выбрать один из следующих: Etech 31, Etech 41, Etech 130.
Преподаватели ответят на запросы по электронной почте и телефону в тот же день.
Технический колледж Скалистых гор
Уроки сварки проводятся в Hartman Brothers в Монтроузе (см. Флаер Montrose) и в средней школе Delta в Дельте (см. Флаер Delta). Плата за обучение в классе включает использование средств индивидуальной защиты, материалов, принадлежностей и сварочного оборудования. У нас работают исключительные инструкторы: Стэнли Мэй и Тодд Тэтчер, которые имеют многолетний опыт работы в области сварки и производства на уровне сертифицированного инспектора по сварке.Их опыт включает применение в нефтегазовой отрасли, подводные / морские процессы, восстановление и модификации высококачественных автомобильных кузовов, а также самолетов и экзотических материалов. Мы рады проводить экзамены через Гэри Райта, опытного CWI.
Уроки дуговой, MIG и TIG сварки часто начинаются в течение семестра, что позволяет студентам присоединиться к ним независимо от уровня квалификации! Это сфера долгосрочной карьеры с исключительными возможностями заработка. Размер класса ограничен до 6 студентов. Все занятия включают 36 часов обучения со специальным сварочным оборудованием с использованием всех расходных материалов, материалов и защитного снаряжения, включенных в стоимость занятий.
Размер класса ограничен до 6 студентов. Все занятия включают 36 часов обучения со специальным сварочным оборудованием с использованием всех расходных материалов, материалов и защитного снаряжения, включенных в стоимость занятий.
- Цена за занятие 850 $
- Стоимость сертификационного экзамена составляет 600 долларов США
- Забронировать 136 $ (плюс налог)
- Обучение сварщиков не имеет права на получение финансовой помощи.
Дуговая сварка
Для дуговой сварки используется плавящийся стержень, зажатый в электрододержателе. К свариваемому металлу прижимается заземление, и возникает дуга, когда стержень входит в контакт с металлом. Обычно используется для обработки черных металлов, он популярен при ремонтных работах и строительстве.
Сварка MIG (GMAW — газовая дуговая сварка металла)
При сваркеMIG используется непрерывная проволока, подаваемая с катушки. проволока прижимается к металлу и нагревается с помощью пистолета, который выпускает инертный газ, такой как гелий или аргон. Этот метод обеспечивает высокие скорости сварки и часто используется для алюминия и в автомобильной промышленности.
Сварка TIG (газовая дуговая сварка GTAW)
Сварка TIG состоит из неплавящегося электрода (вольфрам), который нагревает металл. Ножная педаль (пульт дистанционного управления) используется для управления нагревом при подаче присадочного стержня другой рукой.Его можно использовать практически для всех металлов, особенно для нержавеющей стали и легких металлов, а также для велосипедов, самолетов и военно-морских сил.
- Выберите одно из следующих расписаний:
- Весь день: с 8:00 до 17:00.
- Вечер: 18:00. до 22:00
