Сварка радиаторов
Вам необходима аргоновая сварка радиаторов автомобиля? Наше предприятие готово распахнуть двери перед всеми желающими получить качественный сервис по вполне доступной цене! Оборудование нового поколения, высокая квалификация и ответственность специалистов, а также стремление выполнять всю работу только на отлично делают услуги наших мастеров довольно востребованными в потребительской среде.
Услуги:
|
Сварка аргоном алюминиевых радиаторов. Быстрый и надежный ремонт – так можно охарактеризовать эти работы. Сварка алюминиевого радиатора при помощи аргона – один из сложнейших видов ремонта; он приравнивается к профессиональному. |
|
Аргонная сварка — особенности процесса
Сварка аргоном предназначается для ремонта деталей автомобиля, изготовленных из алюминия или нержавеющей стали.
Сварка радиаторов
Как правило, за подобной услугой обращаются владельцы авто, радиаторы кондиционеров и нагревателей которых пришли в негодность по причине нарушения целостности их корпуса. Подобный ремонт позволяет быстро избавиться от дефектов, надолго вернув целостность поверхности радиатора.
Преимущества сварки радиаторов аргоном
К основным плюсам данного вида ремонта можно отнести следующие особенности:
- отсутствие шва, которое получается благодаря отсутствию шлака;
- надежность полученного в процессе обработки шва;
- отсутствие необходимости дополнительной обработки швов, которая требуется после восстановления целостности поверхности другими способами;
- доступная цена.


Еще одним неоспоримым преимуществом данного вида сварки для автомобильных радиаторов, который хотелось бы вынести отдельным пунктом, является возможность выполнения ремонта алюминиевых изделий. Дело в том, что химический состав алюминия окисляется в процессе взаимодействия с кислородом, которое неизбежно во время любого вида сварки.
Результатом такой реакции становится оксидная пленка, которая становится препятствием для обработки поверхности с применением обычного вида сварки. Аргон препятствует этому взаимодействию, позволяя провести ремонт на высшем уровне.
Сварка аргоном
UBtdC «-//W3C//DTD XHTML 1.0 Transitional//EN» «http://www.w3.org/TR/xhtml1/DTD/xhtml1-transitional.dtd»>
Сварка аргономТел/факс:
металлоконструкций
различного типа
и назначения
|
26-06-2019 23-01-2017 23-04-2015 |
|
 Следовательно возрастает спрос на ремонт таких деталей, узлов и агрегатов. Вышеперечисленные металлы варятся различными способами, но самый распространённый и наиболее качественный способ – это сварка в среде инертного газа – аргона. Аргонно-дуговая сварка очень широко применяется при ремонте автомобилей.
Среди различных автоуслуг компания «РАДАР» может предложить следующие услуги по сварке аргоном:
Следовательно возрастает спрос на ремонт таких деталей, узлов и агрегатов. Вышеперечисленные металлы варятся различными способами, но самый распространённый и наиболее качественный способ – это сварка в среде инертного газа – аргона. Аргонно-дуговая сварка очень широко применяется при ремонте автомобилей.
Среди различных автоуслуг компания «РАДАР» может предложить следующие услуги по сварке аргоном:
Аргонная сварка в Самаре. Профессиональная сварка аргоном.
Компания «Евроремонт» работает на рынке сварочных услуг в Самаре более 8 лет и рады предоставить вам качественные и профессиональные услуги по сварке любых металлов. Одно из направлений в сфере сварочных услуг является аргонная сварка, а именно аргонодуговая сварка неплавящимся электродом, все обычно это называют сварка аргоном. Аргонная сварка предпочтительнее электродуговой или газовой сварки ее качество соединения гораздо лучше, чем перечисленные выше. Намного дешевле воспользоваться услугой аргонной сварки, чем купить новую деталь и при этом качество не страдает, а долговечность гарантированна.
Мы оказываем своим клиентам следующие услуги аргонной сварки:
- отремонтировать автомобильные литые диски
- детали из алюминия
- детали из стали
- различные кронштейны
- сваривать тугоплавкие и сложные металлы
- сварка металлов в зоне трещин, восстановление отколотых фрагментов корпуса
Во всех случаях аргонная сварка цена которой может зависеть от длины шва, выполняется с использованием вольфрамовых электродов с керамической оболочкой, имеющей на конце сопло. Любая аргонная сварка цена которой может изменяться в зависимости от вида ремонта, гарантирует создание надежного и долговечного соединения. Стоит отметить и еще одну особенность работ аргонной сваркой. Она требует от мастера внушительного опыта и высокой квалификации. У нас работают высоколаснные специалисты, которые всегда дают гарантию на свою работу. Причем качество результата определяется и 2-мя другими компонентами, это качеством присадного материала и наличием современного оборудования. Наша компания обладает всеми тремя вышеперечисленными составляющими. И мы готовы предоставить нашим клиентам высококвалифицированные услуги аргонной сварки по доступной стоимости. Необходимо отметить, что аргонная сварка цена которой отличается в различных сервисных центрах, может быть как ручной, так и автоматической. В первом случае горелку и присадочный прут держит сварщик, а во втором случае эти элементы представляют собой часть конструкции специального сварочного оборудования.
Любая аргонная сварка цена которой может изменяться в зависимости от вида ремонта, гарантирует создание надежного и долговечного соединения. Стоит отметить и еще одну особенность работ аргонной сваркой. Она требует от мастера внушительного опыта и высокой квалификации. У нас работают высоколаснные специалисты, которые всегда дают гарантию на свою работу. Причем качество результата определяется и 2-мя другими компонентами, это качеством присадного материала и наличием современного оборудования. Наша компания обладает всеми тремя вышеперечисленными составляющими. И мы готовы предоставить нашим клиентам высококвалифицированные услуги аргонной сварки по доступной стоимости. Необходимо отметить, что аргонная сварка цена которой отличается в различных сервисных центрах, может быть как ручной, так и автоматической. В первом случае горелку и присадочный прут держит сварщик, а во втором случае эти элементы представляют собой часть конструкции специального сварочного оборудования.
На все виды сварочных работ предоставляется гарантия.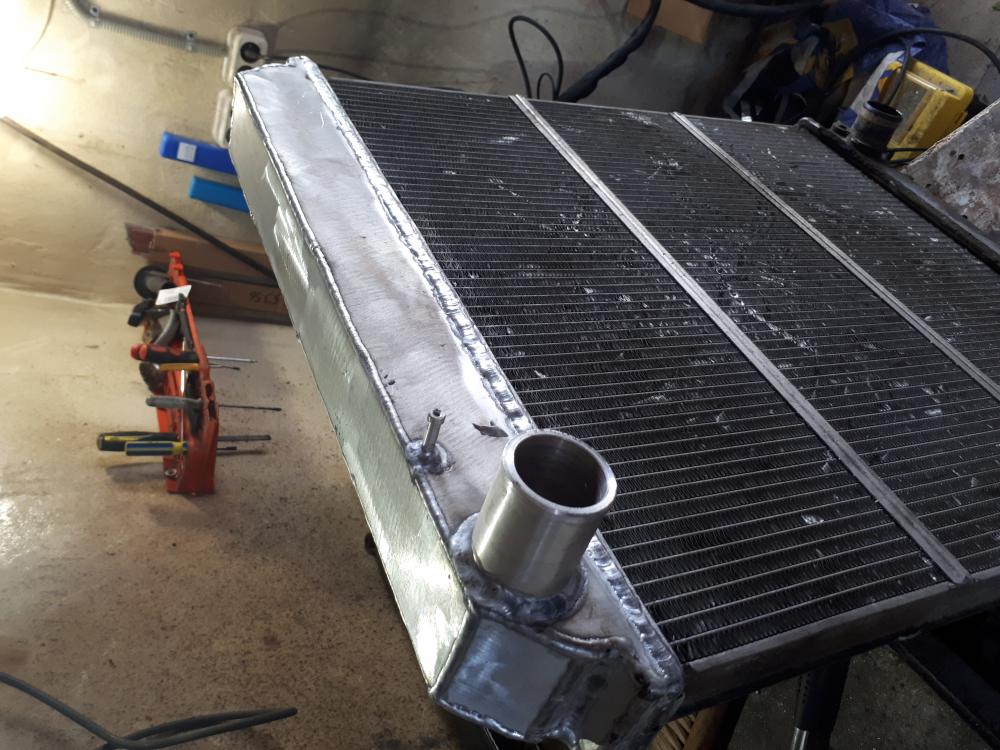 Требуется аргонная сварка в Самаре? Обращайтесь к нам, информацию можно получить по телефону: 8 927 722 20 35
Требуется аргонная сварка в Самаре? Обращайтесь к нам, информацию можно получить по телефону: 8 927 722 20 35
Наши специалисты кроме сварки аргоном, сварочные работы, могут предложить и другие виды работ;
В нашей компании проводится диагностика «Вебасто», «Гидроник» и других отопителей
Автокондиционеры — заправка, диагностика, ремонт. Вебасто — установка, диагностика, ремонт.
Компания «Климатсервис» имеет узкую специализацию: это установка, диагностика и ремонт климатического оборудования автомобилей, автокондиционеров, предпусковых подогревателей и отопителей на любых марках автомобилей. Большой опыт наших специалистов позволяет выполнить работы в кратчайшие сроки. Обычно ремонт занимает не более одного, двух дней, а в большинстве случаев всего несколько часов.
Мы устанавливаем, ремонтируем и обслуживаем:
На различных марках автомобилей выполняем такие работы как:Наш бокс
Выделяющей особенностью особенностью нашей компании является то, что мы самостоятельно изготавливаем важные компоненты автомобильных систем кондиционирования воздуха.
Для того чтобы у Вас не было проблем с запуском автомобиля в любой мороз, установим на автомобиль пред пусковой подогреватель известной фирмы Webasto. Производим, установку, диагностику и ремонт, пред пусковых подогревателей и воздушных отопителей: Webasto, Eberspeher,Теплостар, Прамотроник. Так же Вы можете приобрести запасные части на пред пусковые подогреватели и отопители различных производителей.
С помощью аргонной сварки можем произвести сварку цветных металлов.
Методом напыления отремонтируем практически любой радиатор(автокондиционера, радиатор охлаждения, интеркуллер, масляный радиатор). Заделаем трещину в пробитом поддоне двигателя не снимая его с машины. Более подробно смотрите на странице «Ремонт радиаторов».
Подробнее со всем этим, вы можете ознакомиться на страницах сайта.
Находимся мы в городе Мытищи по адресу ул. Коминтерна 7.
т.8 (909) 159-09-74 или 8 (925) 033-76-30 Звоните
Не смогли дозвониться?
Напишите нам, с Вами обязательно свяжутся.»написать»
Приезжайте, мы с радостью Вам поможем
Товары и услуги
Схема проезда Google Maps
Аргонная сварка Минск ARGONSERVICE, сварка аргоном с выездом. отзывы, 220059
Аргонная сварка Минск ARGONSERVICE, сварка аргоном с выездом. отзывы
7Леша
25 июля 2021 в 7:27
Отличный сервис, идеальное качество, приехали забрали сделали и денег мног не взяли, советую всем.
Маша
27 июля 2020 в 6:59
Вежливые мастера, работа выполнена профессионально, цена порадовала, буду обращаться ещё!)
Лёха
08 июня 2020 в 2:20
Отличный мастер! Восстанавливал лапку кикстартера мотоцикла и трубку радиатора. Быстро, чётко, конкретно.
Быстро, чётко, конкретно.
Павел
26 декабря 2019 в 9:48
Оцениваю работу мастера на 5 из 5, отличный подход к работе, высокое качество и вежливость мастера) варил трещины на раме мотоцикла, все безупречно, отличный шов, хорошая цена. Плюс бесплатно убрал некрасивые царапины на раме, за это отдельное спасибо)
Артур
08 августа 2018 в 19:42
Огромное спасибо за качественную работу и подход с пониманием, переваривал и укорачивал на 10 см поддон и кулису под свап двигателя. Поддон сделали как с завода, сделали быстро, надежно, красиво, недорого. Поддон сами привезли мне и использовали свой материал, остались довольны работой.
Андрей
13 февраля 2018 в 4:52
Сливал масло с коробки передач и повредил резьбу (лопнула). Ребята приехали ко мне в гараж сделала прямо на машине быстро, качественно и сравнительно не дорого. Молодцы!
Михаил
07 января 2018 в 10:14
Решил написать отзыв так как в эту компанию обращаюсь уже третий раз. Как-то надо было заварить радиатор на рено лагуна 2, обзвонил несколько компаний, к одним даже приехал, но все сказали что за масляные радиаторы не берутся, т. к. С маслом трудно варить. Сосед дал номер, сказал что обращался, привез радиатор, мастер забрал радиатор, через 15 минут вернул УЖЕ ГОТОВЫЙ! В общем рекомендую обращаться к ним!
Как-то надо было заварить радиатор на рено лагуна 2, обзвонил несколько компаний, к одним даже приехал, но все сказали что за масляные радиаторы не берутся, т. к. С маслом трудно варить. Сосед дал номер, сказал что обращался, привез радиатор, мастер забрал радиатор, через 15 минут вернул УЖЕ ГОТОВЫЙ! В общем рекомендую обращаться к ним!
Что такое сварка TIG | Радиаторы Silverton Pinetown
Сварка ВИГстановится все более популярной в автоспорте. TIG означает вольфрам в инертном газе и технически называется дуговой сваркой вольфрамовым электродом (GTAW). В процессе используется неплавящийся вольфрамовый электрод, который подает ток на сварочную дугу. Вольфрам и сварочная ванна защищены и охлаждаются инертным газом, обычно аргоном. Сварка TIG аналогична кислородно-ацетиленовой сварке тем, что вы используете присадочный материал для наращивания или армирования.
С ростом популярности важно знать, как работает сварка TIG. При производстве гоночных автомобилей для сварки TIG используется алюминий и хромомолибденовая сталь 4130. Если вы собираетесь сваривать любой из этих материалов, вам нужен качественный сварочный аппарат TIG. Однако, если вы когда-либо сварили кислородно-ацетиленовой горелкой, вы можете легко сваривать с помощью аппарата TIG. В процессе TIG используется электрическая горелка, и сварщик вручную подает присадочный стержень в расплавленную ванну.
Если вы собираетесь сваривать любой из этих материалов, вам нужен качественный сварочный аппарат TIG. Однако, если вы когда-либо сварили кислородно-ацетиленовой горелкой, вы можете легко сваривать с помощью аппарата TIG. В процессе TIG используется электрическая горелка, и сварщик вручную подает присадочный стержень в расплавленную ванну.
Возможность плавного пуска и плавной остановки нагрева отличает процесс TIG от других видов электросварки.Некоторым людям нравится педаль акселератора, чтобы управлять нагревом, если они работают на верстаке, а другим нравятся сенсорные пульты на горелке, если они работают в местах, которые считаются неуместными. Пульт дистанционного управления регулирует температуру во время сварки.
Прежде чем использовать аппарат TIG, вы должны ознакомиться с частями сварочного аппарата и назначением каждой детали. Рабочий провод, часто называемый заземляющим кабелем с зажимом, должен быть прикреплен к заготовке или к металлической поверхности, на которой находится заготовка. На конце сварочного провода будет электрическая горелка TIG. Вместе с кабелем проходит небольшая линия, по которой проходит аргон. Инертный газ работает так же, как флюсовое покрытие на стержневом электроде, поскольку он защищает сварной шов от переносимых по воздуху загрязняющих веществ. Для этого вам понадобится газовый баллон и регулятор. Очень важно, чтобы вы НЕ использовали тот же газ, который вы бы использовали для сварки MIG.
На конце сварочного провода будет электрическая горелка TIG. Вместе с кабелем проходит небольшая линия, по которой проходит аргон. Инертный газ работает так же, как флюсовое покрытие на стержневом электроде, поскольку он защищает сварной шов от переносимых по воздуху загрязняющих веществ. Для этого вам понадобится газовый баллон и регулятор. Очень важно, чтобы вы НЕ использовали тот же газ, который вы бы использовали для сварки MIG.
Фонарик разбирается на несколько частей. Небольшой вольфрамовый стержень (доступно несколько размеров) является электродом.Этот электрод не выгорает, как присадочный стержень. Вольфрам можно заточить до формы острия или шара в зависимости от того, что вы свариваете. Медная цанга удерживает вольфрам и используется для регулировки длины, на которую вольфрам выступает из чашки. Керамическую чашку можно отвинтить и заменить по мере необходимости.
Доступны несколько диаметров выхода чашки. В корпусе цанги есть несколько поперечных отверстий, которые позволяют газу проходить в чашку и окружать вольфрам. Это исключает кислород, который загрязняет сварной шов.Ослабление задней крышки уменьшит сцепление цангового патрона с вольфрамом и позволит снять вольфрам для заточки или замены.
Это исключает кислород, который загрязняет сварной шов.Ослабление задней крышки уменьшит сцепление цангового патрона с вольфрамом и позволит снять вольфрам для заточки или замены.
используется регулируемая сила тока с ножным управлением. После того, как максимальная желаемая сила тока предварительно установлена на машине, это позволяет вам изменять силу тока до максимальной предварительно установленной силы тока. Это полезно при сварке легированных сталей, таких как хромомолибденовая сталь 4130. Педальное управление позволяет медленно инициировать нагрев, а после завершения сварки вы можете медленно уменьшать нагрев.Этот плавный пуск и плавный останов предотвращают воздействие температуры на металл. Многие листы легированной стали, используемые в гоночных автомобилях, чувствительны к тепловому удару. Сварка другими способами может привести к хрупкости сварных швов.
Аппарат TIG имеет множество элементов управления. Одним из наиболее важных элементов управления при сварке алюминия является баланс, который поддерживает уровни очистки и проплавления алюминия. Чем выше баланс, тем больше проникновения вы получите. Типичные настройки варьируются от 70 до 80 процентов, или 7-8.
Чем выше баланс, тем больше проникновения вы получите. Типичные настройки варьируются от 70 до 80 процентов, или 7-8.
Вы также можете выбрать нормальный или импульсный режим.При использовании импульсного режима на алюминии сила тока изменяется автоматически. Это может уменьшить попадание тепла в заготовку и помочь вам добиться лучшего сварного шва, а также уменьшить зону термического влияния. Импульсный режим автоматически создает вид сложенных десятицентовиков или волнистую волнистую структуру сварного шва.
Основное различие между ними заключается в том, что при сварке MIG используется проволока с непрерывной подачей, которая также выступает в качестве присадочного материала, а при сварке TIG используется неплавящийся вольфрамовый электрод. Это приводит к тому, что при сварке TIG свариваемые объекты должны быть достаточно горячими для образования связи, в то время как сварка MIG может соединять объекты, используя плавящийся электрод в качестве присадочного материала.
Поскольку при сварке MIG используется присадочный материал, она часто лучше подходит для сварки более толстых объектов, поскольку для образования соединения не нужно полностью нагревать материал. Кроме того, использование присадочного материала делает его относительно более легким в управлении, чем сварка TIG. Хотя присадочный материал может позволить использовать сварку MIG для соединения разнородных металлов, обычно рекомендуется по возможности избегать соединения разнородных металлов.
С другой стороны, сварка TIGможет соединять объекты без наполнителя, создавая более аккуратные сварные швы.Тем не менее, сварка TIG требует высокой степени точности, чтобы избежать перегрева свариваемого металла (что может вызвать трещины от напряжения и другие проблемы со сваркой). К счастью, системы числового программного управления (ЧПУ) обеспечивают степень точности, которая позволяет очень легко получать стабильные результаты при сварке TIG.
Итак, когда следует использовать один из этих двух способов сварки вместо другого?
Основное практическое правило при выборе между сваркой MIG и TIG заключается в том, чтобы учитывать следующее:
- Какой толщины соединяются два куска металла? Более толстые листы металла очень трудно сваривать, просто нагревая их до тех пор, пока они не расплавятся: чем они толще, тем больше энергии требуется для их нагрева до точки плавления, и тем менее эффективной становится сварка ВИГ. Если металлы особенно толстые, то сварка MIG может быть более эффективной.
- Какова электропроводность соединяемого металла? Еще одна переменная, которую следует учитывать, – это пластичность соединяемого металла. Тепло, используемое для плавления металла в процессе электродуговой сварки, генерируется собственным электрическим сопротивлением металла, когда электрическая дуга пытается пройти через место сварки. Если металл обладает высокой пластичностью, для его нагрева потребуется больше времени, что потребует больше энергии.Электростойкий металл нагревается быстрее, что облегчает сварку без присадочного материала.
- Сварю ли я разнородные металлы? Сварка разнородных металлов обычно не рекомендуется, поскольку это может привести к многочисленным проблемам (слабое соединение, коррозия сварного шва и т. д.), но бывают случаи, когда это неизбежно. Если свариваются два разнородных металла, обычно лучше использовать метод сварки, который подает присадочный материал для создания связи. Тем не менее, этот материал наполнителя должен быть тщательно выбран.
- Важно ли состояние/гладкость поверхности? Присадочные материалы увеличивают риск того, что брызги сварного шва останутся на поверхности заготовки, что требует дополнительной работы по сглаживанию, если важно устранение поверхностных дефектов. Прямые сварные швы металл-металл обходят эту проблему, создавая сварные швы, которые обычно намного чище, чем швы, зависящие от наполнителя.
 Тем не менее, этот материал наполнителя должен быть тщательно выбран.
Тем не менее, этот материал наполнителя должен быть тщательно выбран.Для получения дополнительной информации о сварке TIG или коммерческого предложения свяжитесь с Silverton Radiators сегодня.
Обслуживание радиаторов Део
Обслуживание радиаторов DEO’S
Deo’s Radiator & Gas Tank Liner Services специализируется на автомобильных и промышленных радиаторах, очистке, ремонте, восстановлении, новых и комплектных медных и латунных радиаторах, дезинфицирующих средствах для радиаторов, дезинфицирующих средствах для топливных баков — очистке, покрытии, восстановлении и восстановлении всех видов топлива.
 Резервуары, дезодоранты для масляных радиаторов — очистка, восстановление и сборка масляных радиаторов, дезодоранты для всех алюминиевых радиаторов — очистка и обслуживание всех алюминиевых радиаторов, сварка TIG.Deo’s поставляет новые компрессоры кондиционеров, испарители и конденсаторы для всех марок автомобилей. Радиаторы
Резервуары, дезодоранты для масляных радиаторов — очистка, восстановление и сборка масляных радиаторов, дезодоранты для всех алюминиевых радиаторов — очистка и обслуживание всех алюминиевых радиаторов, сварка TIG.Deo’s поставляет новые компрессоры кондиционеров, испарители и конденсаторы для всех марок автомобилей. РадиаторыDeo являются специалистами в области обогрева и охлаждения ваших автомобилей.
Мы обеспечиваем бесплатное тестирование радиатора, бесплатные расчеты и обслуживание в тот же день по лучшим ценам. Последствия неисправного радиатора или системы охлаждения могут быть очень дорогостоящими, ремонт, замена или повторная замена сердцевины или очистка существующего радиатора могут предотвратить дорогостоящие проблемы с двигателем.
РЕМОНТ
Радиаторы Deo подходят для ремонта большинства медных радиаторов. Мы можем отремонтировать или заменить латунные баки и заменить пластиковые баки. Алюминиевые или медные сердечники с пластиковыми баками составляют большинство радиаторов, поставляемых в современных автомобилях. Современные стандарты выбросов требуют более высоких температур двигателя, что увеличивает сжатие и расширение радиатора. Эти факторы могут привести к отказам, что приведет к дорогостоящему повреждению двигателя или трансмиссии. Раннее внимание может сэкономить деньги.Систему охлаждения необходимо регулярно чистить, многие засоры радиатора или вызваны загрязненными или грязными охлаждающими жидкостями. Никогда не смешивайте охлаждающие жидкости!!! Неисправные радиаторы часто возникают из-за смешанных охлаждающих жидкостей.
Алюминиевые или медные сердечники с пластиковыми баками составляют большинство радиаторов, поставляемых в современных автомобилях. Современные стандарты выбросов требуют более высоких температур двигателя, что увеличивает сжатие и расширение радиатора. Эти факторы могут привести к отказам, что приведет к дорогостоящему повреждению двигателя или трансмиссии. Раннее внимание может сэкономить деньги.Систему охлаждения необходимо регулярно чистить, многие засоры радиатора или вызваны загрязненными или грязными охлаждающими жидкостями. Никогда не смешивайте охлаждающие жидкости!!! Неисправные радиаторы часто возникают из-за смешанных охлаждающих жидкостей.
ВОССТАНОВЛЕНИЕ
У многих радиаторов можно заменить сердцевину. Это требуется, когда сердцевина сильно протекает, слишком повреждена для ремонта, ребра проржавели или пластина коллектора треснула или повреждена. Для восстановления керна используются ваши старые баки, кронштейны и масляный радиатор трансмиссии. Замена сердцевины довольно часто является гораздо более дешевым вариантом, чем новый радиатор.
Замена сердцевины довольно часто является гораздо более дешевым вариантом, чем новый радиатор.
НОВАЯ СБОРКА
Если радиатор невозможно отремонтировать, у нас есть полный ассортимент новых радиаторов, которые либо есть на складе, либо обычно могут быть доставлены в течение одного рабочего дня. Это радиаторы высшего качества, которые устанавливаются нами. Также мы даем гарантию на все выполненные нами работы.
АЛЮМИНИЙ
Deo’s Radiators поставляет широкий ассортимент радиаторов из цельного сплава, отвечающих различным требованиям, включая гоночные и высокопроизводительные автомобили.Мы также производим наши собственные полностью сплавные радиаторы на заказ с использованием качественных сердечников Adrad с резервуарами из сплава ручной работы и фитингами. Мы можем изготовить резервуары на заказ или проверить наши многоцелевые готовые резервуары. Мы также ремонтируем или производим новые радиаторы для мотоциклов.
ОБЩИЕ СВЕДЕНИЯ
КомпанияDeo’s Radiator Services заработала репутацию благодаря качественному выполнению работ и конкурентоспособным ценам за свою обширную историю. Компания стремится сохранить свое лидерство на рынке.Мы предлагаем клиентам практический сервис, и наша команда стремится к тому, чтобы вся работа соответствовала высоким стандартам качества и внимания к деталям.
Служба Radiator ServicesDeo может отремонтировать, восстановить, восстановить или заменить почти любой компонент системы охлаждения. Внедорожные, промышленные, стационарные энергетические, горнодобывающие и карьерные, сельскохозяйственные или морские приложения, наши специалисты обучены и опытны и помогут вам быстро приступить к работе. Многие работы могут быть отремонтированы в тот же день.
Deo’s Radiator Services всегда идет в ногу с отраслевыми тенденциями и технологиями.Это делает нас одним из ведущих и наиболее опытных специалистов по автомобильным системам охлаждения.
Поскольку мы активно работаем с грузовыми автомобилями, горнодобывающей промышленностью, сельскохозяйственным и промышленным оборудованием, компания Deo’s Radiator Services понимает важность сведения к минимуму времени простоя, особенно коммерческих автомобилей, и поэтому стремится выполнить работу как можно быстрее.
Машина для сварки кольцевых швовдля топливного бака, радиатора, सीम वेल्डिंग मशीन — Инженеры Weldtronic, Мумбаи
О компании
Год основания1978
Юридический статус фирмы Физическое лицо — собственник
Характер деятельности Производитель
Количество сотрудников от 11 до 25 человек
Годовой оборотRs.50 лакхов — 1 крор
Участник IndiaMART с сентября 2015 г.
GST27AFXPT6692K2Z3
Код импорта-экспорта (IEC) AFXPT *****
Наш собственный завод производит оборудование, а именно.
1) Машины для точечной сварки (педальные и пневматические)
2) Машины для многоточечной сварки
3) Автоматические машины для точечной сварки
4) Машины для сварки проволочной сетки
5) Машины для шовной сварки
6) Автоматические машины для сварки MIG/TIG
7) Сопротивление Машины для пайки
8) Машины для затвердевания медной фольги
9) Машины для сбора металла
10) Машины для стыковой сварки
Early Innings — Компания Weldtronic Engineers, основанная в 1978 году, до сих пор известна как один из самых известных производителей, поставщиков и экспортеров. машин контактной сварки.Предприятие, которое успешно начало производить аппараты для дуговой сварки, сварки MIG и TIG в конце 70-х годов, неизбежно разветвилось на сеть контактной сварки, проложив себе путь в новый сегмент на заре эры 80-х.
Текущий сценарий. Мы предлагаем новейшие системы автоматизации, необходимые для автоматизированных сварочных аппаратов, в партнерстве с нашим дочерним концерном «Ron Automation», который строит мост между нашими прошлыми и настоящими технологиями.
 Это означает, что мы обслуживаем экономичные и менее трудоемкие машины и оборудование нового поколения.
Это означает, что мы обслуживаем экономичные и менее трудоемкие машины и оборудование нового поколения.Перспективы на будущее — Мы очень стремимся превратить нашу компанию в крупного поставщика услуг для бизнеса, и мы предприняли шаги, чтобы укрепить наше предприятие, диверсифицировав бизнес от текущих рыночных возможностей до возможных будущих потребностей. Этого мы добились, успешно выполняя проекты для наших престижных клиентов, таких как Siemens India Ltd, Larsen & Toubro Ltd, Crompton Greaves Ltd., Mahindra & Mahindra Ltd и т. д. Посетите нас: Напишите нам по электронной почте: [email protected] Телефон: 9820 309613 / 8454 980482
Страница не найдена: Arc-Zone.com, Магазин сварочных принадлежностей
Если у вас есть номер детали, введите его, и любое совпадение сразу же появится в верхней части результатов.
Результаты ранжируются сначала по номеру детали, затем по названию продукта и, наконец, если выбрано, по описанию продукта при условии, что вы не уточнили свой поиск (по категории, производителю и т. д.) или упорядочили его (по цене, названию и т. д.) ).
Наша поисковая система предполагает, что ВСЕ введенные слова будут соответствовать первым .Например, поиск с воздушным охлаждением tig сначала приведет к появлению страниц со всеми тремя этими словами (в любом порядке). После более точных совпадений вы найдете результаты, содержащие меньше терминов.
Поиск в двойных кавычках ( «tig с воздушным охлаждением» ) дает результаты с приоритетом для этих слов в указанном порядке.
Если вместо этого вы хотите увидеть страницы с ЛЮБЫМ или ОДНИМ из этих слов, вы должны ввести air или cooled или tig . Это вернет гораздо больше результатов.
Вы также можете комбинировать условия поиска, используя круглые скобки. Например: «плазменная резка» и (hypertherm или miller) будут давать такие результаты, что точная фраза «плазменная дуговая резка» и любая комбинация hypertherm и/или miller будут представлены первыми в результатах.
Например: «плазменная резка» и (hypertherm или miller) будут давать такие результаты, что точная фраза «плазменная дуговая резка» и любая комбинация hypertherm и/или miller будут представлены первыми в результатах.
Также доступна звездочка. Таким образом, сварка* вернет продукты со словами сварка , сварщик , сварка и т. д. Поскольку эти слова встречаются в большем количестве названий продуктов и номеров деталей, чем только сварка , вы, как правило, получаете более точный результат. .
Условия поиска нечувствительны к регистру , поэтому ввод сварочная маска или сварочная маска дает идентичные результаты.
Выберите условия поискаКлючевое слово
Поиск в описаниях продуктов
Ограничение по категории:
Все категорииБестселлеры и специальные предложенияОдежда, шлемы и средства индивидуальной защиты Сварочные каски, щитки и очки Защитные очки и щитки для шлифования Пассивные сварочные каски Недорогие автоматически затемняющиеся сварочные каски Цифровые сварочные каски с автоматическим затемнением Дыхательное оборудование Респираторы с очисткой воздуха Шлемы Оборудование для защиты от теплового стресса и запасные части Поликарбонатные и стеклянные фильтрующие пластины, увеличительные линзы, огнезащитные колпачки Запасные части для сварочных шлемов Запчасти для сварочных шлемов Speedglas™ Запчасти для сварочных шлемов Jackson™ & Huntsman™ Запчасти для сварочных шлемов Miller™ Половина респираторов Очищающие респираторы (PAPR) и каски с подачей воздуха Оборудование для защиты от теплового стресса и запасные части Средства защиты органов слуха Мужские, женские и детские сварочные куртки Сварочное снаряжение BSX™ Xtreme – рукава, куртки и многое другое! Сварочное снаряжение Miller® ArcArmor™ — рукава, куртки и многое другое! WeldX™ Одежда для защиты от высокотемпературной сварки Кожаная одежда – накидки, нагрудники, фартуки и многое другое Женское и детское сварочное снаряжение Pro-Gear Packages™ – выберите лучшее для вас снаряжение! Перчатки для мужчин, женщин и детей Перчатки Miller® для сварки и металлообработки Сварочные перчатки Revco для мужчин и женщин Шлемы, сумки и аксессуары Защитные очки и щитки для шлифовки Водяные/газовые фитинги и газовые клапаны Кислородно-топливные фитинги и шланги Машинные и кабельные соединители Переходники для баллонов и тройники Сварочный кабель, резцы, обжимные инструменты, наконечники и фитинги для сварки TIG Шланг ReelCraft, шнур питания, решения для хранения и отвода кабеля Расходомеры газа, нагреватели , Смесители Расходомеры TIG, аргона/гелия/мультигаза (CGA 580) Расходомеры MIG, аргона/CO2 (CGA 320) Двойные газовые расходомеры, комплекты для продувки и смешивания Регулятор CO2 с подогревом / расходомеры Окси-ацетиленовые регуляторы и шланги Пропорциональные газовые Миксеры и смесительные регуляторыЗаземляющие и рабочие зажимы Ручные зажимы заземления — от 180 до 500 А Зажимы с винтовым заземлением типа C — от 300 до 2000 А Магнитные заземления — от 300 до 500 А Вращающиеся заземления для тяжелых условий эксплуатации — от 500 до 2000 А Пистолеты MIG, F Eeders & Parts Air-охлаждение MIG Guns & Parts Tweco® Стиль MIG Guns & Parts 180 AMP MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Запасные части Советы Советы Диффузоры газа и проводники Проводники Кабельные узлы и разъемы Проволочные Устройства проводки / вкладыши Разное Запасные части 250 AMP MIG Оружие и запасные части MIG Gun Пакеты Запасные части Совет Советы Диффузоры газа и проводные трубки Кабельные сборы и разъемы Проволоки Кабельные сборы и разъемы Проволочные сборы Кабельные / вкладыши Обратная замена 400 AMP MIG Оружие и запасные части Миг Пистолетные пакеты Запасные части Советы Советы Диффузоны и диффуз и соединители Комплекты и вкладыши кабельных каналов Разные запасные части Горелки MIG для тяжелых условий эксплуатации 450 AMP и запасные части MIG Gun Пакеты Запасные части Насадки Советы Советы Диффузоры газа и проводные трубки Кабельные сборы и разъемы Проволоки Кабельные сборы / вкладыки Запасные части Прочее Запчасти 500 AMP MIG MIG Оружие и запасные части Миг Пистолет Пакеты Запасные запчасти Советы Советы Газовые диффузоры и проводники Кабельные узлы и разъемы Проволока / Лайнеры Разное Запасные запчасти Miller® M-25 Стиль MIG Оружие и запчасти Водяные охлаждения MIG Оружие и запчасти Tweco® MIG Оружие и запасные части 600 AMP MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Советы Советы Диффузоры газа и проводники Кабельные узлы и соединители Комплекты и вкладыши для кабельных каналов Разные запасные части Горелки MIG с воздушным охлаждением и детали Горелки MIG типа TWECO® и R Восточные детали 400 AMP Машина MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Насадки Советы Диффузоры газа и проводные трубы Кабельные Устройства и разъемы Проводные Устройства Проводные Устройства / вкладыши Разное Запасные части 450 AMP Машина MIG Оружие и запасные части Миг Пистолет Пакеты Запасные части Диффузоры и проводные пробирки кабельные узлы и разъемы проводные сборы кабелепроводов / вкладыши различные запасные части 500 AMP машина MIG пушки и запасные части MIG пушки пакеты запасных частей Ссылка на соревнованиях подсказки. Охлаждаемая машина Горелки MIG и детали Горелки MIG типа TWECO® и запасные части 6 00 AMP Machine MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Сов насадки Советы Диффузоры газовых диффузоров Кабельные сборы и разъемы Проволочные сборы кабелей / вкладыши Разное Запасные части MIG Питатели проволоки и запчасти подачи проволоки и шнуры питания Приводных календов Комплекты и запасные части Pro II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части узла приводных роликов PRO IV Привод Комплекты роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплект приводных роликов PRO IV s Запасные части комплекта приводного ролика PRO IV Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для нагревания топлива, сварки и пайки Ручки для кислородно-топливных горелок Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Flame Tech Детали для кислородно-топливной пайки и легкого нагрева -Двойные топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Обратные клапаны и обратные клапаны Flame Tech Flame Tech Резаки для тяжелых условий эксплуатации и запасные части Режущие приспособления Режущие приспособления и рукоятки Резаки Высокопроизводительная резка Scorpion Ting Советы Scorpion 6300 Victor® Совместимые сверхмощные Ручные горелки Скорпион 6300 Сверхмощные Ручные режущие Горелки Scorpion Высокая производительность Резка Советы Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Руки Резаки Наконечники для высокопроизводительной резки Flame Tech «Scrapper» Scorpion 9600 Heavy Duty Ручные резаки для резки Фильтры Двойные кислородно-топливные шланги, фитинги и адаптеры Victor® Cutting & Welding Equipment Victor® Oxy-Fuel Outfits Victor® Oxy-Fuel Handles Victor® Oxy-Fuel Appliances Victor® 75°, 90° & 180° Oxy-Fuel Cutting Ручки горелки Наконечники и насадка для кислородно-топливного нагрева и сварки Victor® s Victor® Professional Наконечники и насадки для нагрева Victor® Professional Наконечники и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Regulator Насадки для резки пропаном и природным газом ® Газокислородные разрядники и обратные клапаны Двойные газокислородные шланги, фитинги и адаптеры Микрогорелки для ювелирных изделий и произведений искусства Маленькие кислородно-топливные горелки, запасные части и принадлежности Принадлежности для газокислородной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Hypertherm® PAC 130 Резаки и запасные части Hypertherm® PAC 140 Резаки и запасные части Резаки Hypertherm® PAC 160® Резаки PAC0 и запасные части Hypertherm1 и запасные части Резаки для резки Hypertherm® PAC 200 и запасные части Резак для резки Hypertherm® PAC 500 s и запасные части Hypertherm® PAC 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Горелка Thermal Dynamics® Style ® PCH 10 для Drag-Gun /Cougar® Горелка PCH 20 для Dynapak® 110/PAK® 2XT Горелка PCH 25 для PakMaster® 25/EconoPak® 25 PCH 26 Резак для EconoPak® 50 PCH/M 28 Резак для PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для станков PAK® 5/10/22 PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/ 5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак для 5–10XR, 625/750/1000 и 1250XR PCH/M 53 Резак для PakMaster®100 PCH 55 Резак для 3XR/5XR/5XT/6XR/650XR/7DynkR/7Dyn ® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH/M-75 Резак для PakMaster® 75 , 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST /15XC ESAB® / L-Tec® Style ESAB® /L-Tec® PT-15/PT-15XL Резаки и запасные части ESAB® /L-Tec® PT-17A/PT-17AM Резаки и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части ESAB® /L-Tec® PT-19XLS Резаки и запасные части ESAB® /L-Tec® PT-20AM Резаки и запасные части ESAB® /L-Tec® PT-23 Резаки и запасные части Резаки ESAB® /L-Tec® PT-27 Резаки и запасные части ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL Резаки и запасные части ESAB® /L- Tec® PT-121 Резаки и запасные части Miller® Style Miller® ICE-25C Резаки и запасные части Miller® ICE-50 Резаки и запасные части Miller® ICE-50C/ICE-50CM Резаки и запасные части Miller® ICE -70/70М — ДВС-100/ Резаки 100M и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT-60 Резаки и запасные части Lincoln® MAGNUM PCT-125 Резаки и запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Thermal Dynamics Горелки и детали Провода кабеля питания и шланги для защитного газа 3A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Вводы силовых кабелей и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа PWM 300 Thermal Резаки и детали Dynamics Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Powe r Кабельные вводы и шланги для защитного газа Защитные экраны и заливные стаканы Наборы принадлежностей PAW Оборудование для продувочного газа Кислородные мониторы и продувочные камеры для сварки высокой чистоты TIG & PAWДистанционное управление силой токаМагазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Вырубные станки для труб, монтажные зажимы и цепные клещи Квадраты, уровни, угломеры и панельные зажимы Решения для хранения сварочной проволоки и стержней Машины для шлифовки, полировки, резки и принадлежности Вырезка труб, гибка , Формование и формование металла Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов для электродов Горелки и аксессуары TIG Комплекты горелок TIG и корпуса горелок с рукоятками Наборы принадлежностей PRO™ — наборы чашек Monster™, Stubby и LowRider™ Чашки, линзы, цанги, цанга Корпуса, крышки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители для сварки TIG с воздушным охлаждением, переходники и комплекты для подключения Соединители для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Соединители TIG с водяным охлаждением, адаптеры и монтажные комплекты Соединители TIG с водяным охлаждением CK Соединители TIG с водяным охлаждением Lenco Соединители TIG с водяным охлаждением Weldcraft Соединители TIG с воздушным/водяным охлаждением Соединители для машин, заглушки и адаптеры Dinse Соединители «кабель-кабель» Переходники цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Чашки для TIG и PAWTIG Сварочный присадочный стержень Шлифовальные станки для вольфрамовых электродов Вольфрамовые шлифовальные станки Запчасти и аксессуары для вольфрамовых шлифовальных станков Вольфрамовые шлифовальные кругиВольфрамовые электродыВодоохладители, охлаждающая жидкость и детали Премиальный комплект для модернизации оборудования для сварки TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для водяных охладителей Насосы охлаждающей жидкости ProCon Охлаждающие системы Bernard/ITW Детали Запасные части Dynaflux Запасные части Abicor Binzel Abi cor Binzel Охладители воды Быстроразъемные соединители для шлангов и многое другое Столы для сварки JIG и крепежные инструментыСварочные аппараты и их модернизация
Охлаждаемая машина Горелки MIG и детали Горелки MIG типа TWECO® и запасные части 6 00 AMP Machine MIG Оружие и запасные части MIG Пистолеты Пакеты запасных частей Сов насадки Советы Диффузоры газовых диффузоров Кабельные сборы и разъемы Проволочные сборы кабелей / вкладыши Разное Запасные части MIG Питатели проволоки и запчасти подачи проволоки и шнуры питания Приводных календов Комплекты и запасные части Pro II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплекты приводных роликов PRO IV Запасные части комплекта приводных роликов PRO IV Запасные части узла приводных роликов PRO IV Привод Комплекты роликов и запасные части Комплекты приводных роликов PRO II и запасные части Комплекты приводных роликов PRO II Запасные части комплекта приводных роликов PRO II Запасные части узла приводных роликов PRO II Комплекты приводных роликов PRO IV и запасные части Комплект приводных роликов PRO IV s Запасные части комплекта приводного ролика PRO IV Запасные части узла приводного ролика PRO IV Расходомеры и нагреватели CO2 Детали и оборудование для нагревания топлива, сварки и пайки Ручки для кислородно-топливных горелок Flame Tech Принадлежности для резки Flame Tech Наконечники для резки Flame Tech Flame Tech Детали для кислородно-топливной пайки и легкого нагрева -Двойные топливные шланги, фитинги и адаптеры Регуляторы Flame Tech Обратные клапаны и обратные клапаны Flame Tech Flame Tech Резаки для тяжелых условий эксплуатации и запасные части Режущие приспособления Режущие приспособления и рукоятки Резаки Высокопроизводительная резка Scorpion Ting Советы Scorpion 6300 Victor® Совместимые сверхмощные Ручные горелки Скорпион 6300 Сверхмощные Ручные режущие Горелки Scorpion Высокая производительность Резка Советы Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 7500 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Ручные Горелки Скорпион 8600 Сверхмощные Руки Резаки Наконечники для высокопроизводительной резки Flame Tech «Scrapper» Scorpion 9600 Heavy Duty Ручные резаки для резки Фильтры Двойные кислородно-топливные шланги, фитинги и адаптеры Victor® Cutting & Welding Equipment Victor® Oxy-Fuel Outfits Victor® Oxy-Fuel Handles Victor® Oxy-Fuel Appliances Victor® 75°, 90° & 180° Oxy-Fuel Cutting Ручки горелки Наконечники и насадка для кислородно-топливного нагрева и сварки Victor® s Victor® Professional Наконечники и насадки для нагрева Victor® Professional Наконечники и насадки для сварки Victor® Наконечники для газокислородной резки Victor® Professional Наконечники для резки ацетиленом Victor® Professional Наконечники для резки пропилена Victor® Professional Regulator Насадки для резки пропаном и природным газом ® Газокислородные разрядники и обратные клапаны Двойные газокислородные шланги, фитинги и адаптеры Микрогорелки для ювелирных изделий и произведений искусства Маленькие кислородно-топливные горелки, запасные части и принадлежности Принадлежности для газокислородной резкиПлазменная дуговая резка Hypertherm® Style HPR 130XD / 160XD PAC 110 / Max 20 PAC 120 / MAX 40CS/42/43 PAC 121 / PAC 125 Hypertherm® PAC 130 Резаки и запасные части Hypertherm® PAC 140 Резаки и запасные части Резаки Hypertherm® PAC 160® Резаки PAC0 и запасные части Hypertherm1 и запасные части Резаки для резки Hypertherm® PAC 200 и запасные части Резак для резки Hypertherm® PAC 500 s и запасные части Hypertherm® PAC 600 Резаки и запасные части Hypertherm® PAC 620 Резаки и запасные части Hypertherm® HT400 Резаки и запасные части Hypertherm® HT2000 Резаки и запасные части Горелка Thermal Dynamics® Style ® PCH 10 для Drag-Gun /Cougar® Горелка PCH 20 для Dynapak® 110/PAK® 2XT Горелка PCH 25 для PakMaster® 25/EconoPak® 25 PCH 26 Резак для EconoPak® 50 PCH/M 28 Резак для PakMaster® 50XL/50XL Plus PCH/M 30 Резак для PAK® 3 PCH/M 35 Резак для Stak Pak® 35/PakMaster® 50 PCH/M 4b/4bt Резак для станков PAK® 5/10/22 PCH 50 Резак для PAK® 5 PCH 51 Резак для 3, 5 и 6XR/ 5XT/625XR/750XR/Dynak4xi/6xi PCH 52 Резак для 5–10XR, 625/750/1000 и 1250XR PCH/M 53 Резак для PakMaster®100 PCH 55 Резак для 3XR/5XR/5XT/6XR/650XR/7DynkR/7Dyn ® 4xi/6xi PCH/M 60 Резак для PakMaster® 75XL Plus PCH/M-6b Резак для PAK® 44/45 PCH/M-70 Резак для STAK PAK® PCH/M-75 Резак для PakMaster® 75 , 75XL, 100XL, Plus и EconoPak® PCH/M-100 Резак для PAK® 10XR PCH/M 140 Резак для STAK PAK® PCH/M 150 Резак для PAK® 15XC Maximizer 300 Резак для Merlin® 1000/3000/6000/6000GST /15XC ESAB® / L-Tec® Style ESAB® /L-Tec® PT-15/PT-15XL Резаки и запасные части ESAB® /L-Tec® PT-17A/PT-17AM Резаки и запасные части ESAB® /L-Tec® PT-19XL Резаки и запасные части ESAB® /L-Tec® PT-19XLS Резаки и запасные части ESAB® /L-Tec® PT-20AM Резаки и запасные части ESAB® /L-Tec® PT-23 Резаки и запасные части Резаки ESAB® /L-Tec® PT-27 Резаки и запасные части ESAB® /L-Tec® PT-31/PT-31XL/PT-31XL Резаки и запасные части ESAB® /L- Tec® PT-121 Резаки и запасные части Miller® Style Miller® ICE-25C Резаки и запасные части Miller® ICE-50 Резаки и запасные части Miller® ICE-50C/ICE-50CM Резаки и запасные части Miller® ICE -70/70М — ДВС-100/ Резаки 100M и запасные части Резаки Miller® APT-1000 и запасные части Резаки Miller® APT-3000 и запасные части Резаки Miller® APT-5000/APT-7000 и запасные части Резаки Miller® CP40R и запасные части Lincoln® Style Lincoln® PCT-40 Резаки и запасные части Lincoln® PCT-60 Резаки и запасные части Lincoln® MAGNUM PCT-125 Резаки и запасные части Аксессуары для плазменной дугиПлазменно-дуговая сварка 2A Thermal Dynamics Горелки и детали Провода кабеля питания и шланги для защитного газа 3A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Вводы силовых кабелей и шланги для защитного газа 4A Thermal Dynamics Резаки и детали Комплекты горелок Запчасти и аксессуары для корпусов горелок Кабели питания и шланги для защитного газа PWM 300 Thermal Резаки и детали Dynamics Комплекты резаков Корпуса резаков PWM 300, детали и аксессуары Powe r Кабельные вводы и шланги для защитного газа Защитные экраны и заливные стаканы Наборы принадлежностей PAW Оборудование для продувочного газа Кислородные мониторы и продувочные камеры для сварки высокой чистоты TIG & PAWДистанционное управление силой токаМагазин инструментов и хранения Удивительные сварочные инструменты и аксессуары Вырубные станки для труб, монтажные зажимы и цепные клещи Квадраты, уровни, угломеры и панельные зажимы Решения для хранения сварочной проволоки и стержней Машины для шлифовки, полировки, резки и принадлежности Вырезка труб, гибка , Формование и формование металла Сварочные УФ-экраны и тепловые одеяла Сварочные тележки и шкафы Держатели электродов для электродов Горелки и аксессуары TIG Комплекты горелок TIG и корпуса горелок с рукоятками Наборы принадлежностей PRO™ — наборы чашек Monster™, Stubby и LowRider™ Чашки, линзы, цанги, цанга Корпуса, крышки, изоляторы и рукоятки Соединители, комплекты для подключения и адаптеры Соединители для сварки TIG с воздушным охлаждением, переходники и комплекты для подключения Соединители для сварки TIG с воздушным охлаждением Соединители TIG с воздушным охлаждением Lenco Соединители TIG с воздушным охлаждением Weldcraft Соединители TIG с водяным охлаждением, адаптеры и монтажные комплекты Соединители TIG с водяным охлаждением CK Соединители TIG с водяным охлаждением Lenco Соединители TIG с водяным охлаждением Weldcraft Соединители TIG с воздушным/водяным охлаждением Соединители для машин, заглушки и адаптеры Dinse Соединители «кабель-кабель» Переходники цилиндров и тройники Быстроразъемные муфты и переходники Клапаны, заглушки и Y-образные фитинги Кабельные наконечники, силовые, шланговые фитинги и инструменты Силовые кабели, шланги и крышки кабелей Чашки для TIG и PAWTIG Сварочный присадочный стержень Шлифовальные станки для вольфрамовых электродов Вольфрамовые шлифовальные станки Запчасти и аксессуары для вольфрамовых шлифовальных станков Вольфрамовые шлифовальные кругиВольфрамовые электродыВодоохладители, охлаждающая жидкость и детали Премиальный комплект для модернизации оборудования для сварки TIG с водяным охлаждением Охладители воды Dynaflux Охлаждающая жидкость для водяных охладителей Насосы охлаждающей жидкости ProCon Охлаждающие системы Bernard/ITW Детали Запасные части Dynaflux Запасные части Abicor Binzel Abi cor Binzel Охладители воды Быстроразъемные соединители для шлангов и многое другое Столы для сварки JIG и крепежные инструментыСварочные аппараты и их модернизация
Включить подкатегории
Ограничение по производителю
Все производители3MABICOR BINZELУсилительные электродыAquasol CorporationArc-Zone ProArcTimeBest WeldsCK WorldwideCOB IndustriesDeWaltDiamond GroundDirect Wire & CableDynafluxEdge CupsFlame TechGenstar TechnologiesHoneywellHuntingdon FusionInelcoInterconITW Cooling SystemsJackson SafetyLencoM. K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTrick ToolsWashington AlloyПродукция WeldcraftСоветы и рекомендации по сваркеWestern EnterprisesWolfram Industrie
K. MorseMetal ManMiller/WeldcraftMilwaukee Electric ToolМультиинструментMurata Welding LabsOrbitalumТехнологии прецизионной сваркиPro-FusionProArcProfaxReelcraftRevcoSiegmundSmith EquipmentSOWESCOSSC ControlsStrongHand ToolsThermacutTrick ToolsWashington AlloyПродукция WeldcraftСоветы и рекомендации по сваркеWestern EnterprisesWolfram Industrie
Примеры применения
|Примеры применения
Ниже приведены некоторые примеры приложений. Поскольку количество выделяемого тепла изменяется с условиями и коэффициентами использования эффективность не гарантируется.
[Оборудование] Аппарат для дуговой сварки с водяным охлаждением
| Технические характеристики | CO 2 сварка (400 А) |
|---|---|
| Тип чиллера | HRS018-A-20-T + HRS-BP001 (байпасный трубопровод) |
| Применение | Сварка деталей строительной техники Перешел с радиаторного типа на термочиллер.  |
| Эффект | Заданная температура может поддерживаться, что
продлевает срок службы сварочного наконечника и снижает затраты. ⇒Значительное снижение затрат на замену наконечника |
[Оборудование] Сварочный аппарат TIG общего назначения
| Технические характеристики | Значение номинального выходного тока 300 А |
|---|---|
| Тип чиллера | HRSE018-A-20-T HRSE012-A-20-T + HRS-BP001 (байпасный трубопровод) |
| Применение | Сварка резервуаров из нержавеющей стали Заменен с радиаторного типа на чиллерный. |
| Эффект | Стабильная температура воды снижает потребление вольфрамового электрода и силового кабеля. То также повысилась прочность цангового патрона. От подавление роста температуры факела, стала возможной непрерывная ручная сварка. |
[Оборудование] Аппарат для дуговой сварки с водяным охлаждением (тандемная сварка)
| Технические характеристики | Tandem CO 2 сварка (450 A) + CO 2 сварка (400 A) |
|---|---|
| Тип чиллера | HRS050-A-20 + HRS-BP004 (байпасный трубопровод) |
| Применение | Непрерывная сварка толстого материала. Хотя два
Типы радиаторов использовались традиционно, улучшенные
срок службы наконечника и система охлаждения интегрированы
в одну единицу. Хотя два
Типы радиаторов использовались традиционно, улучшенные
срок службы наконечника и система охлаждения интегрированы
в одну единицу. |
| Эффект | При использовании радиатора температура воды увеличивается сразу после начала сварки, и наконечник в конце концов исчез. После чиллера был введен, температура воды стабилизировалась сразу после начала сварки, а набор температура поддерживалась.Жизнь наконечника был значительно улучшен. Кроме того, брызги были уменьшилось, и было получено стабильное образование бус. |
[Оборудование] Аппарат плазменной сварки
| Технические характеристики | Аппарат плазменной сварки (300 А) |
|---|---|
| Тип чиллера | HRS050-A-20 + HRS-BP004 (байпасный трубопровод) |
| Применение | Охлаждение горелки с водяным охлаждением, используемой на
робот для плазменной сварки глушителя. |
| Эффект | Возможна подача охлаждающей воды стабильной температуры даже при плазменной сварке с высоким лучистым теплом. Стоимость дорогого газообразного аргона может быть снижена за счет подавления турбулентности. Износ факела наконечник также был подавлен. |
Охладители воды
Обзор
Для работ, требующих интенсивного наплавления, длительного времени дуги или нескольких горелок, D/F рекомендует использовать качественный водяной охладитель при сварке MIG и TIG с водяным охлаждением.D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. Охлаждающая способность и скорость потока имеют решающее значение для надлежащего охлаждения и продлевают срок службы сварочного оборудования, газового сопла и токоподвода. Очень часто мы сталкиваемся с Miller Coolmates и Lincoln Electric Cool Arcs, и эти аппараты не подходят для производственных условий при сварке алюминия с использованием проволоки большого диаметра, сварки с флюсовой сердцевиной, сварки с внутренним диаметром, импульсной сварки, сварки длинных швов и т. д. и с длительным рабочим циклом.Хороший охладитель на мощной горелке с водяным охлаждением сократит время простоя и затраты на расходные материалы.
д. и с длительным рабочим циклом.Хороший охладитель на мощной горелке с водяным охлаждением сократит время простоя и затраты на расходные материалы.
Горелка D/F известна тем, что при правильном охлаждении (минимум 15 000 BTU и резервуар объемом 5 галлонов) сварщик может взяться за переднюю часть горелки голой рукой, и она будет холодной на ощупь. секунд после сварки. С надлежащим чиллером это можно сделать даже после 4-часового времени дуги.
До недавнего времени Bernard 6500SS (Weldcraft, ITW) был отраслевым стандартом.К сожалению, Bernard 6500SS снят с производства. Он не обязательно был лучшим, но он соответствовал минимальным требованиям для большинства сварочных работ. Спецификации Bernard 6500SS приведены для справки. Сопоставление Bernard 6500SS с моделями Miller Coolmates и Lincoln Cool Arcs, доступными сегодня, покажет, что Lincoln Cool Arcs и Miller Coolmates не являются адекватными чиллерами. Опять же, D/F Machine Specialties не производит и не продает чиллеры, мы только рекомендуем их. С годами отрасль изменилась. В связи с тем, что производство продукции высокого качества для тяжелых условий эксплуатации прекращено, а крупные компании продвигают неадекватные водяные циркуляторы, в последнее время мы рекомендуем линейку чиллеров Dynaflux. Dynaflux R1200 является минимальным рекомендуемым чиллером. Если работа требует проводов диаметром более 1/16 дюйма, очень длинных сварных швов или высоких рабочих циклов, R2000 является предпочтительным чиллером. Для очень сложных работ с экстремальными рабочими циклами рекомендуется R4000. R4000 также можно использовать для охлаждения 2 или более горелок с использованием коллектора.Для больших систем охлаждения с несколькими резаками MTA предлагает множество различных размеров и опций. Очень жаль, что есть люди, использующие Miller Coolmate 4 и Lincoln Cool Arc 40 с горелками D/F Machine Specialties. Тем не менее, это свидетельствует о том, насколько надежна конструкция горелки D/F; Наши горелки рассчитаны на такие тяжелые условия эксплуатации, что они по-прежнему работают в большинстве приложений, даже с неподходящими охладителями.
С годами отрасль изменилась. В связи с тем, что производство продукции высокого качества для тяжелых условий эксплуатации прекращено, а крупные компании продвигают неадекватные водяные циркуляторы, в последнее время мы рекомендуем линейку чиллеров Dynaflux. Dynaflux R1200 является минимальным рекомендуемым чиллером. Если работа требует проводов диаметром более 1/16 дюйма, очень длинных сварных швов или высоких рабочих циклов, R2000 является предпочтительным чиллером. Для очень сложных работ с экстремальными рабочими циклами рекомендуется R4000. R4000 также можно использовать для охлаждения 2 или более горелок с использованием коллектора.Для больших систем охлаждения с несколькими резаками MTA предлагает множество различных размеров и опций. Очень жаль, что есть люди, использующие Miller Coolmate 4 и Lincoln Cool Arc 40 с горелками D/F Machine Specialties. Тем не менее, это свидетельствует о том, насколько надежна конструкция горелки D/F; Наши горелки рассчитаны на такие тяжелые условия эксплуатации, что они по-прежнему работают в большинстве приложений, даже с неподходящими охладителями. Однако при использовании этих неадекватных охладителей качество сварки может ухудшиться, горелки могут перегреться и не прослужат долго, срок службы расходных материалов, безусловно, уменьшится, и могут возникнуть другие проблемы.
Однако при использовании этих неадекватных охладителей качество сварки может ухудшиться, горелки могут перегреться и не прослужат долго, срок службы расходных материалов, безусловно, уменьшится, и могут возникнуть другие проблемы.
Вот ссылка на чиллеры Dynaflux — мы не продаем чиллеры, мы только рекомендуем им убедиться, что наша горелка работает должным образом: Чиллеры Dynaflux
Для справки включены ссылки на некоторые из наиболее популярных чиллеров, используемых сегодня.
*При сравнении характеристик чиллеров обратите внимание на звездочки (*). Максимальные характеристики основаны на заводской температуре 25°C (77°F) при максимальном расходе и повышении температуры охлаждающей жидкости на 65°C (149°F). На каждом заводе, на котором выполняется сварка D/F горелкой, обычно температура окружающей среды составляет около или выше 100°F.Как только вы зажигаете дугу, передняя часть резака достигает минимум 200°F или более.
Bernard 6500SS имел холодопроизводительность 14 500 БТЕ/ч и резервуар на 6 галлонов, минимальные требуемые характеристики охлаждения. Lincoln Cool Arc 40 — это не чиллер, это циркуляционный насос, а резервуар объемом 2 галлона (1/3 от минимального объема без возможности охлаждения) слишком мал. Lincoln Cool Arc 55 также слишком мал с очень слабыми охлаждающими свойствами (4880 БТЕ/ч, 1/3 требуемого минимума).Miller Coolmate, по крайней мере, обладает некоторыми охлаждающими свойствами. Однако проблема в том, что вы не можете посмотреть на максимальные рейтинги Coolmates, вы должны смотреть на маленькие звездочки рядом с рейтингами и читать минимальные рейтинги (6070 БТЕ/ч).
Lincoln Cool Arc 40 — это не чиллер, это циркуляционный насос, а резервуар объемом 2 галлона (1/3 от минимального объема без возможности охлаждения) слишком мал. Lincoln Cool Arc 55 также слишком мал с очень слабыми охлаждающими свойствами (4880 БТЕ/ч, 1/3 требуемого минимума).Miller Coolmate, по крайней мере, обладает некоторыми охлаждающими свойствами. Однако проблема в том, что вы не можете посмотреть на максимальные рейтинги Coolmates, вы должны смотреть на маленькие звездочки рядом с рейтингами и читать минимальные рейтинги (6070 БТЕ/ч).
Все мы знаем, что условия, в которых используются эти охладители и горелки, имеют температуру окружающей среды более 100 градусов, прежде чем вы зажжете дугу. Горелка D/F Machine Specialties при правильном охлаждении всегда должна иметь температуру около 55 градусов, даже сразу после сварки в течение 4 часов.Горелки D/F изготавливаются таким образом, что если вы подсоедините их к общему шлангу и водопроводному крану (30 фунтов на квадратный дюйм), то 1 галлон воды в минуту будет проходить через горелку и ее коммуникации (вода в шланге, выход воды и силовой кабель). ). Очень часто чиллер может находиться на расстоянии 25 футов от горелок. Требуется время и много жидкости, чтобы пройти 25 футов к горелке и обратно, 2-галлонный резервуар будет пуст. Помните, что кабель подачи воды и питания резака не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через горелку и не выйдет из кабеля вывода воды и питания.Если вода не течет через горелку D/F в течение как минимум 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние части горелки за считанные секунды, вызвав утечку, или он также может привести к разрыву кабеля питания/воды и кабеля горелки. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги. Чтобы выполнить сложную сварку, требуемую от горелок D/F, вы должны запустить чиллер с реальным теплообменником мощностью не менее 15 000 БТЕ с резервуаром не менее 5 галлонов.
). Очень часто чиллер может находиться на расстоянии 25 футов от горелок. Требуется время и много жидкости, чтобы пройти 25 футов к горелке и обратно, 2-галлонный резервуар будет пуст. Помните, что кабель подачи воды и питания резака не охлаждается до тех пор, пока охлаждающая жидкость не пройдет через горелку и не выйдет из кабеля вывода воды и питания.Если вода не течет через горелку D/F в течение как минимум 1 минуты до зажигания дуги, когда вы включаете питание и вода попадает на «горячий» водяной/выходной и силовой кабель, вы будете генерировать пар. Пар может повредить внутренние части горелки за считанные секунды, вызвав утечку, или он также может привести к разрыву кабеля питания/воды и кабеля горелки. Реле протока может быть установлено после обратной линии, гарантируя наличие охлаждающей жидкости в обратной линии до зажигания дуги. Чтобы выполнить сложную сварку, требуемую от горелок D/F, вы должны запустить чиллер с реальным теплообменником мощностью не менее 15 000 БТЕ с резервуаром не менее 5 галлонов. Горелки будут холодными на ощупь через несколько секунд после сварки. Вы также увидите увеличение срока службы сопла, срока службы наконечника и резака. Медь, из которой сделаны контактные наконечники и сопла, начнет разрушаться при температуре около 300 градусов. Эти температуры могут быть достигнуты в течение нескольких секунд после зажигания дуги. Нельзя не подчеркнуть, насколько важно правильно охлаждать горелку водой, чтобы наконечник и сопло оставались холодными. Как только наконечник перегревается, проволока разъедает наконечник, в результате чего отверстие становится некруглым.Это приведет к потере проводимости, нестабильности дуги, непостоянству качества сварки и, возможно, обратному прожогу. Не забывайте, что новая серия автоматических и роботизированных горелок D/F с водяным охлаждением на кончике фактически помещает контактный наконечник в систему водяного охлаждения. Чем холоднее вы держите горелку, тем холоднее остается наконечник и тем дольше он прослужит, что еще раз снижает затраты на расходные материалы и сокращает время простоя и обслуживания.
Горелки будут холодными на ощупь через несколько секунд после сварки. Вы также увидите увеличение срока службы сопла, срока службы наконечника и резака. Медь, из которой сделаны контактные наконечники и сопла, начнет разрушаться при температуре около 300 градусов. Эти температуры могут быть достигнуты в течение нескольких секунд после зажигания дуги. Нельзя не подчеркнуть, насколько важно правильно охлаждать горелку водой, чтобы наконечник и сопло оставались холодными. Как только наконечник перегревается, проволока разъедает наконечник, в результате чего отверстие становится некруглым.Это приведет к потере проводимости, нестабильности дуги, непостоянству качества сварки и, возможно, обратному прожогу. Не забывайте, что новая серия автоматических и роботизированных горелок D/F с водяным охлаждением на кончике фактически помещает контактный наконечник в систему водяного охлаждения. Чем холоднее вы держите горелку, тем холоднее остается наконечник и тем дольше он прослужит, что еще раз снижает затраты на расходные материалы и сокращает время простоя и обслуживания.
Охлаждение горелки MIG или TIG можно сравнить с работой автомобиля на масле.Если в машине слишком мало масла, детали будут быстро ломаться и заедать. Если масло не менять регулярно, двигатель и трубопроводы могут засориться и выйти из строя. Ни то, ни другое не годится для жизни двигателя. Точно так же, если резак работает с недостаточным количеством охлаждающей жидкости, он не может поддерживать достаточно низкую температуру, что приводит к перегреву резака, заклиниванию контактного наконечника на проводе или возгоранию резака или силового кабеля. Если жидкость не проверять и не менять, оборудование и линии могут засориться, что приведет к недостаточному охлаждению пистолета.Ни то, ни другое не годится для срока службы оборудования.
Медь — мягкий материал, но она требуется для изготовления контактных наконечников и газовых форсунок. Медь начнет разрушаться и станет мягкой, когда температура превысит 300 градусов. Если вы можете контролировать температуру наконечника и газового баллона, вы можете увеличить срок службы до 14 раз или более по сравнению с горелкой с воздушным охлаждением или до 7 раз или более по сравнению с горелкой MIG с недостаточным водяным охлаждением. Поскольку D/F имеет горелки с водяным охлаждением до конца, которые охлаждают не только внутреннюю, но и внешнюю часть горелки, контактный наконечник утоплен в системе водяного охлаждения, а срок службы наконечника увеличивается до 7 раз по сравнению с другими горелки производителей.То же самое относится и к газовому стакану или форсунке, поскольку они также ввинчиваются в систему водяного охлаждения, в результате чего форсунки служат месяцами, а не днями.
Поскольку D/F имеет горелки с водяным охлаждением до конца, которые охлаждают не только внутреннюю, но и внешнюю часть горелки, контактный наконечник утоплен в системе водяного охлаждения, а срок службы наконечника увеличивается до 7 раз по сравнению с другими горелки производителей.То же самое относится и к газовому стакану или форсунке, поскольку они также ввинчиваются в систему водяного охлаждения, в результате чего форсунки служат месяцами, а не днями.
При импульсной сварке или сварке алюминия очень важно иметь мощную горелку с водяным охлаждением и охладитель из-за выделяемого тепла. Если проволока начинает заедать в контактном наконечнике после нескольких футов сварки, контактный наконечник будет обвиняться в слишком маленьком отверстии или в слишком большом размере проволоки. Это очень часто не так.Если не контролировать температуру контактного наконечника с помощью надлежащего охладителя и горелки с водяным охлаждением на наконечнике, это приведет к перегреву наконечника и заклиниванию проволоки. Мало того, что контактный наконечник стал хламом, теперь вам придется переделывать начальное и конечное положения сварного шва на алюминиевой заготовке.
Для обеспечения надлежащего охлаждения и оптимальной производительности оборудования необходим охладитель жидкости надлежащего размера. Загрузите наш справочный материал по чиллеру, чтобы выбрать правильный чиллер для вашего приложения.
Рециркуляторы воды Dynaflux
Для работ, требующих интенсивного наплавления или длительного времени дуги, D/F рекомендует использовать рециркулятор воды Dynaflux модели R1200 или лучше для полуавтоматических и ручных пистолетов, R2000 или лучше для автоматических и роботизированных применений и модели R4000 для внутренних отверстий. Факелы рассмотреть. Точный контроль температуры поддерживает постоянную температуру охлаждения, что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и наконечника тока.
Dynaflux является ведущим производителем химикатов с 1972 года и поставщиком высококачественных рециркуляторов воды более тридцати лет. Они с гордостью предлагают продукты, которые все сделаны в США.
Они с гордостью предлагают продукты, которые все сделаны в США.
Dynaflux предлагает широкий выбор моделей чиллеров для различных применений. D/F особенно рекомендует серию ‘R’, созданную для обеспечения надежности с прочной, прочной конструкцией, которая обеспечит долгие годы бесперебойной работы и обслуживания.
Свяжитесь с Dynaflux сегодня, чтобы обсудить вашу уникальную систему охлаждения.
Тел.: 800.334.4420
Факс: 770.382.9034
Стандартные функции
- До 55 000 БТЕ
- До 10 галлонов в минуту при 50 psi
- Регулируется до 100 фунтов на кв. дюйм
- Уровень воды виден через бак или смотровое стекло
- Обнаружение тепловой перегрузки
Обратите внимание: D/F не продает этот товар, мы только рекомендуем их. Пожалуйста, посетите веб-сайт Dynaflux для ознакомления со спецификациями и информацией для заказа рециркуляторов воды Dynaflux.
Чиллеры MTA
Для работ, требующих сильного осаждения или длительного времени дуги, D/F рекомендует рассмотреть жидкостный охладитель MTA. Точный контроль температуры поддерживает постоянную температуру охлаждения, что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и наконечника тока.
Точный контроль температуры поддерживает постоянную температуру охлаждения, что продлевает срок службы сварочного оборудования и, в частности, продлевает срок службы газового сопла и наконечника тока.
MTA является мировым производителем и поставщиком решений для чиллеров. Компания MTA, известная и признанная за многолетний опыт работы в индустрии охлаждения, предлагает высоконадежные, компактные и высокоэффективные чиллеры для ваших отраслей и областей применения.Легко обслуживаемые машины обеспечивают оптимальное время безотказной работы и уверенность в том, что ваше приложение работает с оптимальным охлаждением.
Свяжитесь с ними сегодня, чтобы обсудить ваше уникальное приложение для охлаждения.
Телефон: 716-693-8651
Факс: 716-693-8654
Реле расхода жидкости
Датчики расхода жидкости предназначены для контроля потока жидкости в трубопроводе. Они предназначены для предотвращения катастрофического отказа резака и деталей в случае низкого расхода охлаждающей жидкости. Они часто используются для обеспечения протекания воды в контуре охлаждения, однако их можно использовать в самых разных приложениях с множеством различных жидкостей.Независимо от того, контролируете ли вы поток охлаждающей жидкости к сварочным горелкам или ко всему контуру охлаждающей жидкости сварочной камеры, реле расхода быстро и надежно обнаруживает потерю непрерывности потока, вызванную потерей колпачка, разрывом шланга и другими подобными событиями.
Они часто используются для обеспечения протекания воды в контуре охлаждения, однако их можно использовать в самых разных приложениях с множеством различных жидкостей.Независимо от того, контролируете ли вы поток охлаждающей жидкости к сварочным горелкам или ко всему контуру охлаждающей жидкости сварочной камеры, реле расхода быстро и надежно обнаруживает потерю непрерывности потока, вызванную потерей колпачка, разрывом шланга и другими подобными событиями.
Реле потока безопасности контролирует потоки охлаждающей жидкости или других жидкостей и предназначено для срабатывания внутреннего реле, если скорость потока падает ниже регулируемой точки срабатывания. Этот переключатель может использоваться для выключения оборудования или подачи звукового сигнала до того, как оборудование будет повреждено.Переключатель может использоваться как «нормально открытый» или «нормально закрытый». Этот переключатель требует входа 115 В и имеет контактный кабель реле 24 В.
Медный электрод (контактный наконечник или токовый наконечник) несет энергию и генерирует дугу, он находится ближе всего к источнику тепла, поэтому требует прямого охлаждения. Газовая чашка или сопло также находятся в самом разгаре. D/F Machine Specialties — один из немногих производителей горелок, у которого медный газовый колпак не только ввинчен в медное (не латунное) сопло с водяным охлаждением, но и контактный наконечник ввинчен в медную резьбу (не латунь), которая также с водяным охлаждением, отсюда и название Water-Cooled-to-the-Tip.Такое водяное охлаждение обеспечивает высокую скорость потока хладагента по внутренней задней поверхности электрода (контактный наконечник) и газовому стакану (газовому соплу).
Газовая чашка или сопло также находятся в самом разгаре. D/F Machine Specialties — один из немногих производителей горелок, у которого медный газовый колпак не только ввинчен в медное (не латунное) сопло с водяным охлаждением, но и контактный наконечник ввинчен в медную резьбу (не латунь), которая также с водяным охлаждением, отсюда и название Water-Cooled-to-the-Tip.Такое водяное охлаждение обеспечивает высокую скорость потока хладагента по внутренней задней поверхности электрода (контактный наконечник) и газовому стакану (газовому соплу).
Как работают реле расхода жидкости?
Реле протока, установленное на линии возврата воды, определяет правильный расход воды через горелку. Когда жидкость протекает через корпус датчика реле потока, она вращает ротор. Магниты в роторе создают напряжение в индукционной катушке, установленной в корпусе датчика. Амплитуда индуцированного напряжения максимальна, когда магнит находится в непосредственной близости от катушки. Амплитуда индуцированного напряжения пропорциональна скорости вращения ротора и линейной скорости жидкости при ее прохождении через корпус датчика. Эта амплитуда наведенного напряжения измеряется простой электронной схемой, которая сравнивает ее с заданным пользователем напряжением точки срабатывания.
Амплитуда индуцированного напряжения пропорциональна скорости вращения ротора и линейной скорости жидкости при ее прохождении через корпус датчика. Эта амплитуда наведенного напряжения измеряется простой электронной схемой, которая сравнивает ее с заданным пользователем напряжением точки срабатывания.
Многие переключатели потока обычно работают на релейном интерфейсе. Когда наведенное напряжение больше, чем напряжение, достигаемое при скорости потока в выбранной пользователем точке срабатывания, реле срабатывает. Если наведенное напряжение меньше, чем напряжение, достигаемое при скорости потока в выбранной пользователем точке срабатывания, или если жидкость перестает течь, питание реле отключается, и реле обесточивается.Обесточенное состояние называется нормальным положением реле. Изменение состояния реле интерпретируется оборудованием пользователя для управления другими функциями системы.
Другим распространенным интерфейсом является транзисторный интерфейс. Когда индуцированное напряжение превышает напряжение, достигаемое при скорости потока в выбранной пользователем точке срабатывания, транзистор включается. Если индуцированное напряжение меньше, чем напряжение, достигаемое при скорости потока в выбранной пользователем точке срабатывания, или если жидкость перестает течь, транзистор выключается.Изменение состояния транзистора интерпретируется пользовательским интерфейсом для управления другими функциями системы.
Если индуцированное напряжение меньше, чем напряжение, достигаемое при скорости потока в выбранной пользователем точке срабатывания, или если жидкость перестает течь, транзистор выключается.Изменение состояния транзистора интерпретируется пользовательским интерфейсом для управления другими функциями системы.
Резьбовые соединения
Трубная резьба уплотняется за счет контакта металла с металлом или пластика с пластиком между охватываемой и охватывающей частями. Следовательно, они особенно подвержены разрушительному воздействию истирания, которое возникает, когда две поверхности движутся друг против друга под давлением. При установке трубной резьбы необходимо использовать качественный смазочно-герметизирующий материал.ПРЕДУПРЕЖДЕНИЕ. НЕ используйте с этими датчиками анаэробные герметики для труб, такие как герметики марки LOCTITE или SWAK. Агрессивная химическая природа этих материалов может привести к растрескиванию лицевых панелей из полисульфона. Используйте тефлоновую ленту или жидкий герметик на основе ПТФЭ, чтобы обеспечить смазку соединения и герметичное соединение как на входе, так и на выходе. Real-Tuff и Hercules — две из множества подходящих марок герметиков на основе ПТФЭ. Не затягивайте соединение слишком сильно. Информацию о требованиях к крутящему моменту см. в инструкциях по установке ответных фитингов.Рекомендуется проверить герметичность всех соединений в вашем контуре потока. Повышение давления в системе с помощью воздуха и внешнее тестирование с помощью разбавленного мыльного раствора могут помочь выявить негерметичные соединения.
Real-Tuff и Hercules — две из множества подходящих марок герметиков на основе ПТФЭ. Не затягивайте соединение слишком сильно. Информацию о требованиях к крутящему моменту см. в инструкциях по установке ответных фитингов.Рекомендуется проверить герметичность всех соединений в вашем контуре потока. Повышение давления в системе с помощью воздуха и внешнее тестирование с помощью разбавленного мыльного раствора могут помочь выявить негерметичные соединения.
Фильтрация
Ваша циркулирующая жидкость может содержать частицы. Хотя это и не обязательно для работы датчика потока, рекомендуется фильтровать жидкость. 100-микронный фильтр часто используется для удаления ржавчины и других частиц из жидкости. Это может увеличить срок службы насосов и других компонентов жидкостной системы, а также снизить износ датчика.
Диапазон температур жидкости
Датчики расхода с пластиковым корпусом не должны использоваться при температуре выше 75°C. Металлические корпуса с металлическими лицевыми панелями можно использовать с жидкостями при более высоких температурах, но в идеале она не должна превышать 110°C.
Металлические корпуса с металлическими лицевыми панелями можно использовать с жидкостями при более высоких температурах, но в идеале она не должна превышать 110°C.
Техническое обслуживание
Техническое обслуживание датчика обычно ограничивается очисткой камеры, в которой вращается ротор, и ежегодной повторной калибровкой. Частота очистки зависит от типа рабочей жидкости и чистоты этой жидкости.В большинстве случаев достаточно ежегодной очистки непосредственно перед повторной калибровкой.
Влияние плохого потока воды
Когда горелки с водяным охлаждением не получают достаточно большой поток воды, наконечники и сопла или газовые колпачки остаются более горячими и не будут работать должным образом. В результате происходит ускоренный износ свариваемых поверхностей, вызванный тем, что тепло поступает быстрее, чем может быть удалено. Если бы вы выстроили в ряд 3 одинаковых электрода, один на горелке с воздушным охлаждением, один на горелке с водяным охлаждением и один на горелке с водяным охлаждением до конца, при прочих одинаковых факторах, значительное разница в воздействии тепла на контактный наконечник была бы очевидной. Контактные наконечники и сопла горелки с воздушным охлаждением будут иметь наибольший износ поверхности сварки, поэтому в горелках с воздушным охлаждением используется в среднем в 14 раз больше контактных наконечников и сопел, что демонстрирует, какое большое различие имеет небольшое изменение в поток воды может вызвать. Медь должна быть приятной на ощупь, иначе она слишком горячая. Медь оценивается при полной проводимости при температуре 68 градусов по Фаренгейту. Медь класса 2 имеет 85-процентную проводимость при температуре 68 градусов по Фаренгейту. Когда медь темнеет, она перегрелась и окислилась.При окислении теряет способность проводить электричество.
Контактные наконечники и сопла горелки с воздушным охлаждением будут иметь наибольший износ поверхности сварки, поэтому в горелках с воздушным охлаждением используется в среднем в 14 раз больше контактных наконечников и сопел, что демонстрирует, какое большое различие имеет небольшое изменение в поток воды может вызвать. Медь должна быть приятной на ощупь, иначе она слишком горячая. Медь оценивается при полной проводимости при температуре 68 градусов по Фаренгейту. Медь класса 2 имеет 85-процентную проводимость при температуре 68 градусов по Фаренгейту. Когда медь темнеет, она перегрелась и окислилась.При окислении теряет способность проводить электричество.
Профилактическое обслуживание
Сварочный кабель с водяным охлаждением (кабель подачи воды и кабель питания)
Проверьте следующее согласно предписаниям:
- Кабельная муфта или концы кабелей теплые на ощупь? Если это так, и кажется, что вода течет в другом месте контура, кабель забит. Обычно это происходит из-за обрыва проволоки. Эту вилку трудно очистить, поэтому кабель следует заменить.
- Не протекает ли оболочка кабеля? Если кабель сильно нагрелся, вода может вытечь из концов.При необходимости оболочка кабеля может быть заменена производителем.
 Обычно это происходит из-за обрыва проволоки. Эту вилку трудно очистить, поэтому кабель следует заменить.
Обычно это происходит из-за обрыва проволоки. Эту вилку трудно очистить, поэтому кабель следует заменить. Прочие кабели (водяной шланг, газовый шланг)
Для проверки кабелей и прогнозирования срока службы может быть введена программа профилактического обслуживания, которая включает:
- Микроомная проверка сопротивления кабелей при поступлении, чтобы убедиться, что они соответствуют спецификациям производителя.
- Периодические проверки кабелей и параметров сварки в режиме реального времени (например, сварочного тока).
- Ежемесячная проверка кабелей машин.Частота проверок может быть уменьшена на основе собранных данных. Когда сопротивление кабеля удваивается, пришло время заменить кабель.
Охлаждающая жидкость для горелки представляет собой смесь деионизированной воды и этиленгликоля или пропиленгликоля для снижения точки замерзания. Многие магазины используют обычную деионизированную воду, если нет риска замерзания. Этилен или пропиленгликоль — это тот же агент, который используется в автомобильных системах охлаждения. Однако никогда не используйте автомобильный антифриз в плазменной системе. В большинстве коммерческих антифризов есть материал, который закупоривает небольшие утечки.Это делает его непригодным для использования в плазменной горелке.
Многие магазины используют обычную деионизированную воду, если нет риска замерзания. Этилен или пропиленгликоль — это тот же агент, который используется в автомобильных системах охлаждения. Однако никогда не используйте автомобильный антифриз в плазменной системе. В большинстве коммерческих антифризов есть материал, который закупоривает небольшие утечки.Это делает его непригодным для использования в плазменной горелке.
Фильтры
В большинстве систем используется фильтр твердых частиц для удаления загрязнений из охлаждающей жидкости резака. Эти фильтры аналогичны имеющимся в продаже фильтрам для очистки воды, обычно это бумажный фильтр с размером пор 5 микрон или деионизирующий фильтр.
Теплообменники
Теплообменники для систем плазменного охлаждения обычно состоят из комбинации радиатора и вентилятора. Вентиляторы направляют поток воздуха через радиатор для отвода тепла от охлаждающей жидкости резака.В некоторых системах для охлаждения хладагента горелки используется рефрижераторный охладитель.
Резервуары охлаждающей жидкости
Ежедневно проверяйте резервуар охлаждающей жидкости и доливайте его по мере необходимости, чтобы убедиться, что подача охлаждающей жидкости всегда достаточна. Если уровень охлаждающей жидкости слишком низкий, в поток охлаждающей жидкости может попасть воздух, что ухудшит охлаждение. Если система заблокирована, низкий уровень охлаждающей жидкости может привести к прерывистому или полному останову. Если система не заблокирована, воздух может вызвать перегрев насоса и его выход из строя. Резервуары с охлаждающей жидкостью обычно имеют индикаторы уровня, поплавковые выключатели и датчики температуры, установленные в баке для предотвращения перегрева.
Устранение неполадок системы
Все отдельные компоненты системы плазменного охлаждения предназначены для обеспечения одной вещи: соответствующего объемного расхода на горелку для охлаждения.
Расход обычно измеряется в галлонах в минуту (GPM) или литрах в минуту (LPM). У каждой горелки есть особые требования к потоку, указанные в разделе технических характеристик руководства оператора. Типичные скорости потока составляют от 1 до 1,5 галлонов в минуту.
У каждой горелки есть особые требования к потоку, указанные в разделе технических характеристик руководства оператора. Типичные скорости потока составляют от 1 до 1,5 галлонов в минуту.
Ниже представлен пятиэтапный подход к проверке правильности потока охлаждающей жидкости и устранению проблем с потоком.Прежде чем приступать к обслуживанию и устранению неисправностей плазменной системы, всегда читайте руководство оператора и уясняйте все меры предосторожности.
- Снимите детали горелки. При устранении неполадок начинайте с факела. Снимите расходные материалы и осмотрите их на наличие признаков перегрева, загрязнения или повреждения.
- Включите насос охлаждающей жидкости. Вам может понадобиться помощник, чтобы поддерживать работу насоса во время измерения расхода и пополнять уровень охлаждающей жидкости, если он становится низким. Охлаждающая жидкость должна вытекать прямо из центра охлаждающей трубки горелки.
- Измерьте расход охлаждающей жидкости на горелку. Используйте ведро для сбора охлаждающей жидкости, которая вытекает из охлаждающей трубки. Соберите охлаждающую жидкость в течение 60 секунд, а затем выключите насос. Измерьте объем охлаждающей жидкости в галлонах или литрах. Горелки D/F должны иметь как минимум ½ галлона в минуту, в идеале минимум 1 галлон в минуту. Преобразуйте этот объем в скорость потока, разделив собранные галлоны на интервал времени (60 секунд), чтобы получить GPM или LPM. Сравните это измерение с указанным расходом в руководстве оператора.Расход в горелке без ограничений (без деталей) должен превышать спецификацию производителя. Если это не так, проверьте:
- Слишком низкое давление насоса. Если это так, отрегулируйте настройку насоса.
- Сетчатый фильтр в насосе забит. При необходимости очистите его.
- Резак или линия его питания ограничены. Выдуйте мусор сжатым воздухом или при необходимости замените.
- Соберите горелку. Используя новые чистые детали, соберите горелку. Детали должны быть на месте для надлежащей проверки потока, чтобы убедиться в отсутствии утечек и протекании воды через корпус резака и узел сопла с водяным охлаждением.
- Измерьте обратный поток охлаждающей жидкости от резака. Измерьте расход охлаждающей жидкости на возврате в бачок охлаждающей жидкости. Отсоедините пластиковый шланг от бачка охлаждающей жидкости. Снова используйте ведро и помощника, чтобы набрать воду в течение 30 секунд, а затем выключите насос. Преобразуйте измерение в GPM. Сравните этот расход со спецификацией производителя.Если GPM не превышает спецификацию производителя, проверьте:
- Слишком низкое давление насоса. Если это так, отрегулируйте настройку насоса.
- Линия возврата охлаждающей жидкости или горелка забиты. Если это так, продуйте мусор сжатым воздухом или замените его.
- Радиатор забит. Используйте мойку высокого давления для очистки или замены при необходимости.
- Забит бумажный фильтр. При необходимости замените его или временно удалите для устранения неполадок.
- Жидкостный расходомер является альтернативой тесту с ведром, обычно используемому для измерения расхода охлаждающей жидкости к резаку плазменной резки и от него.
- В качестве альтернативы тесту ведром можно приобрести недорогой расходомер, предназначенный для измерения расхода жидкости в диапазоне от 0 до 2 галлонов в минуту. Это устройство может быть установлено стационарно на обратной стороне системы у резервуара. Это удобный визуальный инструмент для обслуживания плазменной системы и дешевая страховка от дорогостоящей поломки.
 Используйте ведро для сбора охлаждающей жидкости, которая вытекает из охлаждающей трубки. Соберите охлаждающую жидкость в течение 60 секунд, а затем выключите насос. Измерьте объем охлаждающей жидкости в галлонах или литрах. Горелки D/F должны иметь как минимум ½ галлона в минуту, в идеале минимум 1 галлон в минуту. Преобразуйте этот объем в скорость потока, разделив собранные галлоны на интервал времени (60 секунд), чтобы получить GPM или LPM. Сравните это измерение с указанным расходом в руководстве оператора.Расход в горелке без ограничений (без деталей) должен превышать спецификацию производителя. Если это не так, проверьте:
Используйте ведро для сбора охлаждающей жидкости, которая вытекает из охлаждающей трубки. Соберите охлаждающую жидкость в течение 60 секунд, а затем выключите насос. Измерьте объем охлаждающей жидкости в галлонах или литрах. Горелки D/F должны иметь как минимум ½ галлона в минуту, в идеале минимум 1 галлон в минуту. Преобразуйте этот объем в скорость потока, разделив собранные галлоны на интервал времени (60 секунд), чтобы получить GPM или LPM. Сравните это измерение с указанным расходом в руководстве оператора.Расход в горелке без ограничений (без деталей) должен превышать спецификацию производителя. Если это не так, проверьте: Детали должны быть на месте для надлежащей проверки потока, чтобы убедиться в отсутствии утечек и протекании воды через корпус резака и узел сопла с водяным охлаждением.
Детали должны быть на месте для надлежащей проверки потока, чтобы убедиться в отсутствии утечек и протекании воды через корпус резака и узел сопла с водяным охлаждением.
Охлаждающие горелки MIG и TIG
Важность охлаждения горелок MIG и TIG
В каждой системе MIG с водяным охлаждением используется жидкость для охлаждения горелки и предотвращения расплавления электрода и сопла из-за высокой температуры дуги и тепла, выделяемого при сварка. По мере того, как ток становится выше, требуется отдельная охлаждающая жидкость для отвода всего тепла.
Можно подумать, что самым большим источником тепла в системе будет горелка MIG, но обычно это провода питания. Силовые кабели состоят из гибкого металлического кабеля в оплетке внутри охлаждающих шлангов, которые соединяются с корпусом горелки. Поскольку эти кабели проводят большой электрический ток при относительно небольшом поперечном сечении, они выделяют много тепла, которое необходимо отводить, чтобы шланги не расплавились.
Силовые кабели состоят из гибкого металлического кабеля в оплетке внутри охлаждающих шлангов, которые соединяются с корпусом горелки. Поскольку эти кабели проводят большой электрический ток при относительно небольшом поперечном сечении, они выделяют много тепла, которое необходимо отводить, чтобы шланги не расплавились.
Внутри корпуса горелки электрод является большим источником тепла. Дуга прилегает к поверхности электрода, поэтому через маленькую металлическую деталь проходит много энергии. Чтобы он не плавился, охлаждающая жидкость циркулирует на обратной стороне электрода.
После охлаждения резака охлаждающая жидкость немного теплее, чем была при попадании в резак. Охлаждающая жидкость, перекачиваемая по замкнутому контуру, будет становиться все теплее и теплее, пока не перестанет охлаждать резак. Чтобы поддерживать низкую температуру охлаждающей жидкости, она прокачивается либо через охладитель, либо через чиллер.
«Кулер» обычно состоит из простого радиатора с вентилятором, продувающим воздух. Когда охлаждающая жидкость течет через радиатор, тепло от жидкости передается металлическому радиатору.Затем тепло передается движущемуся воздуху и уносится. «Чиллер» относится к системе, в которой используется хладагент, компрессор и теплообменник для резкого снижения температуры хладагента. Независимо от того, используете ли вы охладитель или охладитель, охлаждающая жидкость горелки одинакова.
Когда охлаждающая жидкость течет через радиатор, тепло от жидкости передается металлическому радиатору.Затем тепло передается движущемуся воздуху и уносится. «Чиллер» относится к системе, в которой используется хладагент, компрессор и теплообменник для резкого снижения температуры хладагента. Независимо от того, используете ли вы охладитель или охладитель, охлаждающая жидкость горелки одинакова.
В любом случае охлаждающая жидкость перекачивается из резервуара под относительно высоким давлением, так что можно поддерживать достаточный расход через небольшие проходы внутри резака и даже через длинные шланги. Недостаточный поток охлаждающей жидкости может привести к перегреву резака.
Как охлаждается горелка MIG
Первое, на что попадает охлаждающая жидкость внутри горелки MIG, — это задняя часть электрода. Отверстие для подачи охлаждающей жидкости на заднюю часть электрода очень тонкое, поэтому она проходит через него с высокой скоростью и более эффективно отводит тепло. Это самое узкое место в горелке и точка, в которой наблюдается самый большой перепад давления в системе СОЖ.
Это самое узкое место в горелке и точка, в которой наблюдается самый большой перепад давления в системе СОЖ.
После охлаждения электрода жидкость циркулирует обратно в корпус горелки, а затем выходит через другой канал, чтобы охладить сопло.Завихрение охлаждающей жидкости вокруг внешней стороны сопла помогает продлить срок службы сопла. Затем охлаждающая жидкость выходит из горелки и возвращается в охладитель.
Какие типы охлаждающей жидкости доступны?
Существует несколько различных типов охлаждающей жидкости для горелки MIG от разных производителей. Большинство производителей оборудования предлагают собственную марку охлаждающей жидкости, а также есть несколько брендов вторичного рынка. Все они используют в качестве основных ингредиентов этиленгликоль или пропиленгликоль, смешанный с дистиллированной водой.Большинство смесей содержат от 25 до 50% гликоля (от 75 до 50% воды), хотя есть по крайней мере одна охлаждающая жидкость, в которой гликоля нет вообще. Они обеспечивают защиту от замерзания при температуре от +12°F до -35°F.
Они обеспечивают защиту от замерзания при температуре от +12°F до -35°F.
Гликолевые добавки снижают температуру замерзания. Чем выше содержание гликоля, тем ниже температура замерзания. Но присадка гликоля оказывает и негативное влияние, она снижает эффективность охлаждения, что сокращает срок службы расходного материала.
Осторожно! Охлаждающая жидкость для плазменной горелки чистая! Некоторые охлаждающие жидкости для горелок содержат красители.Эти охлаждающие жидкости могут хорошо работать в горелках TIG или MIG. Однако их никогда не следует использовать в станке плазменной резки с ЧПУ, где температура и напряжение намного выше. Известно, что окрашенная охлаждающая жидкость затвердевает, образуя желеобразную субстанцию, которая забивает горелку и охладитель воды.
Некоторые смеси охлаждающих жидкостей содержат другие микропримеси, которые могут неблагоприятно повлиять на вашу сварочную систему. Они могут быть включены в качестве консерванта или для предотвращения роста водорослей или бактерий. Иногда охлаждающая жидкость может быть изготовлена с нарушением допуска по спецификации.Например, на бутылке с охлаждающей жидкостью может быть написано 30% гликоля, но спецификация, по которой она была изготовлена, может быть 30% +/- 10%. Если у фактического поставщика химикатов контроль качества не соответствует стандартам, полученная вами смесь может значительно отличаться от этого диапазона.
Иногда охлаждающая жидкость может быть изготовлена с нарушением допуска по спецификации.Например, на бутылке с охлаждающей жидкостью может быть написано 30% гликоля, но спецификация, по которой она была изготовлена, может быть 30% +/- 10%. Если у фактического поставщика химикатов контроль качества не соответствует стандартам, полученная вами смесь может значительно отличаться от этого диапазона.
Какую охлаждающую смесь лучше всего использовать?
Какой из них лучше всего использовать? Ответ зависит в первую очередь от рабочей среды в вашем магазине. Вот что вам нужно знать:
Чистая вода или деионизированная вода — лучшая охлаждающая жидкость! Правильно, когда дело доходит до отвода тепла от электрода и отвода его через радиатор, лучше всего справляется чистая вода.И чем лучше вы охладите электрод, тем дольше он прослужит. Смесь охлаждающей жидкости может иметь огромное влияние на срок службы расходных материалов. Переход от высокого к низкому процентному содержанию гликоля в охлаждающей жидкости может увеличить срок службы расходных материалов на 30% и более!
Это правда, что антифриз может несколько снизить производительность системы. Однако в условиях, близких к температуре замерзания, производительность системы можно улучшить за счет использования антифриза. Если температура подачи охлажденной воды составляет 50 градусов по Фаренгейту (10 градусов по Цельсию), вполне вероятно, что вам понадобится антифриз.Вполне вероятно, что мгновенное замерзание пластин испарителя снизит эффективность системы или, что еще хуже, приведет к необратимому повреждению самого теплообменника.
Однако в условиях, близких к температуре замерзания, производительность системы можно улучшить за счет использования антифриза. Если температура подачи охлажденной воды составляет 50 градусов по Фаренгейту (10 градусов по Цельсию), вполне вероятно, что вам понадобится антифриз.Вполне вероятно, что мгновенное замерзание пластин испарителя снизит эффективность системы или, что еще хуже, приведет к необратимому повреждению самого теплообменника.
Важно использовать правильное количество хладагента, чтобы его снижение было как можно меньше, а система получала от него оптимальные преимущества. Антифриз, используемый в надлежащих концентрациях, предотвратит внезапное замерзание и снизит вероятность отказа чиллера.
Что использовать и что не использовать
Никогда не используйте автомобильный антифриз в системе охлаждения.Присадки, содержащиеся в этом типе антифриза, могут загрязнять теплообменники и приводить к ухудшению теплопередачи. Следует рассмотреть два типа антифризов: пропиленгликоль и этиленгликоль.
Два типа антифриза, которые необходимо учитывать, это пропиленгликоль и этиленгликоль. Они доступны в диапазоне температур от -60 до 350 градусов по Фаренгейту (от -51 до 177 градусов по Цельсию) и хорошо работают в чиллерах. С гликолем в системе охлажденная вода защищена от замерзания в теплообменнике.
Этиленгликоль, как правило, является предпочтительной охлаждающей жидкостью в большинстве чиллеров. Однако, если ваше применение связано с фармацевтикой или если возможен контакт с пищевыми продуктами или питьевой водой, правильным выбором будет прозрачный пропиленгликоль. Растворы охлаждающей жидкости с красителями или специальными ингибиторами токсичны и не должны использоваться в этих случаях. Некоторые штаты и местные правила не принимают этиленгликоль и требуют использования пропилена.
При выборе типа антифриза необходимо учитывать конструкцию системы.Некоторые производители предлагают ингибированный гликоль, который также помогает уменьшить коррозию. Даже с ингибированным гликолем системы охлажденной воды, в которых используются железные, стальные или оцинкованные водопроводные трубы и фитинги, могут страдать от коррозии и точечной коррозии.
Несмотря на давние знания отрасли об их потенциальных проблемах, эти металлы все еще встречаются в системных приложениях, как при модернизации, так и в некоторых новых системах. В системах чиллеров должны использоваться трубы и фитинги из меди, нержавеющей стали или ПВХ сортамента 80.
Таблица 1. При стандартных условиях ARI 590: 54 градуса по Фаренгейту на входе жидкости температура жидкости на выходе 44 градуса, температура окружающей среды 95 градусов температура, 0,0005 обрастание.
Таблица 2. При стандартных условиях ARI 590: температура поступающей жидкости 54 градуса по Фаренгейту температура жидкости на выходе 44 градуса, температура окружающей среды 95 градусов температура, 0,0005 обрастание.
Эффекты антифриза
Как упоминалось ранее, антифриз снижает производительность системы охлаждения до определенной степени, в зависимости от введенного количества.Чем больше антифриза добавлено, тем ниже КПД.
БТЕ уменьшается по мере увеличения концентрации гликоля. В большинстве случаев не рекомендуется использовать концентрации пропиленгликоля выше 50 процентов по весу или концентрации этиленгликоля выше 40 процентов по весу.
Для новых систем инженеры-проектировщики рассчитают, сколько антифриза вам следует использовать. (См. таблицы 1 и 2 для поправочных коэффициентов производительности по пропилену и этиленгликолю.) При расчете необходимого размера чиллера для вашего применения необходимо скорректировать мощность чиллера, чтобы отразить влияние более низких свойств теплопередачи гликоля по сравнению с водой. Производительность насоса также снижается по мере увеличения концентрации гликоля. Общее падение давления в системе должно быть скорректировано с учетом увеличения количества гликоля и соответствующих размеров технологических насосов.
Для модернизации используйте коэффициент пересчета, но работайте с ним в обратном порядке по сравнению с тем, как он применялся бы для новых систем. Измерьте потерю эффективности охлаждения.
Измерьте потерю эффективности охлаждения.
Просмотр настроек чиллера, проверка тепловой нагрузки процесса или требований к охлаждению и изменение процесса, чтобы приспособиться к уменьшенному охлаждению.
Качество воды и эффективность конструкции системы также определяют «предельную или безопасную точку замерзания при низких температурах». В некоторых чиллерах температура может достигать 47 градусов по Фаренгейту (8 градусов по Цельсию), в то время как для более старых или менее эффективных моделей могут потребоваться настройки до 60 градусов по Фаренгейту (16 градусов по Цельсию), чтобы вода не замерзала.
После защиты системы охлаждающими жидкостями важно сохранить ее такой. Рекомендуется иметь под рукой готовый раствор антифриза в пятигаллонных ведрах или бочках для использования в случае случайной потери воды в системе. Например, если вы определили, что вам нужен 20-процентный раствор гликоля, и у вас есть утечки, разливы или испарения, вы можете потерять воду. Эти потери могут эффективно изменить концентрацию раствора антифриза. Если у технического обслуживания есть пятигаллонное ведро под рукой, технический специалист может добавить его, если система нуждается в нем.Нет никаких предположений о том, сколько антифриза требуется. Использование предварительно смешанного раствора позволит поддерживать правильную предельную или безопасную низкотемпературную точку замерзания.
Эти потери могут эффективно изменить концентрацию раствора антифриза. Если у технического обслуживания есть пятигаллонное ведро под рукой, технический специалист может добавить его, если система нуждается в нем.Нет никаких предположений о том, сколько антифриза требуется. Использование предварительно смешанного раствора позволит поддерживать правильную предельную или безопасную низкотемпературную точку замерзания.
Само собой разумеется, что антифриз системы чиллера следует периодически проверять. Частота полностью зависит от системы. Жилые системы, например, могут иметь относительно низкие потери воды; системы процессов в некоторых других средах могут потребовать более частой проверки. Следуйте рекомендациям производителя по регулярному обслуживанию и ремонту.
.