Аргонодуговая сварка нержавеющей стали: преимущества и недостатки
Автор perminoviv На чтение 5 мин Просмотров 92 Опубликовано
Прочность и надежность нержавеющей стали, обеспечили материалу широкое применение на производстве и в быту. Однако отличаясь выдающимися свойствами, сталь требует специального ухода, для чего были разработаны оригинальные технологии. В их числе присутствует сварка поверхности при помощи аргона.
Преимуществом методики выступает качество сварного шва. Он уверенно выполняет основную функцию, а вдобавок не портит внешний вид, гарантируя поверхности привлекательный облик. Аргонодуговая сварка позволяет соединять нержавеющую сталь с большинством других металлов и сплавов, включая бронзу, никель, углеродистую сталь, титан, латунь и другие материалы.
Аргонодуговая сварка нержавеющей стали применяется в работе с тонкими листами материала. Своим названием она обязана аргону, который используется в качестве защитного элемента. Если в процессе применяется автомат, функции защитного газа выполняет аргонно-гелиевый материал. Несмотря на деликатность процедуры, которая вызвана толщиной обрабатываемой поверхности сварка выполняется и без использования присадочной проволоки. Ее подача выполняется вручную или автоматически, в зависимости от аппарата.
Если в процессе применяется автомат, функции защитного газа выполняет аргонно-гелиевый материал. Несмотря на деликатность процедуры, которая вызвана толщиной обрабатываемой поверхности сварка выполняется и без использования присадочной проволоки. Ее подача выполняется вручную или автоматически, в зависимости от аппарата.
ВАЖНО! Сварка аргоном представляет собой сложный процесс, требующий серьезного опыта и квалификации. Только в этом случае оператор добьется надежного и аккуратного соединения.
Плюсы и минусы аргонодуговой сварки
В сравнении с другими способами сварных соединений нержавеющей стали, аргонодуговая методика ТИГ имеет следующие преимущества:
- Высококачественные швы;
- Визуальное наблюдение за ходом процесса;
- Отсутствие металлического разбрызгивания;
- Сварка выполняется во всех плоскостях;
- Отсутствие шлака в сварном шве.
К минусам традиционно причисляют длительность процедуры, относительно других способов сварки. Из-за этого аргонодуговой методике отдается предпочтение при кропотливой работе, где главным требованием является качество. Если приоритетом выступает скорость, операторы прибегают к иным технологиям.
Из-за этого аргонодуговой методике отдается предпочтение при кропотливой работе, где главным требованием является качество. Если приоритетом выступает скорость, операторы прибегают к иным технологиям.
Свойства аргонодуговой сварки
Аргонодуговая сварка является ключевым способом обработки нержавеющей стали. В этом случае непосредственный участок надежно защищается, сводя к минимуму трещины, дефекты и другие недостатки. Положительные качества аргона превратили его в основную технологию сварки тонких изделий. Прежде всего, это трубы, формирующие системы коммуникации, где к надежности сварных швов предъявляются высокие требования.
Качество сварки зависит от многих факторов, в том числе правильного выбора присадочных элементов. Уровень легирования проволоки должен превышать аналогичные параметры обрабатываемых металлов. При аргоновой сварке оптимальным материалом электрода служит вольфрам. Для того чтобы он не попадал в сварочный котел, поджог выполняется бесконтактным способом. Если такая технология недоступна, зажигание производят на угольной плите, а уже затем подводят электрод к обрабатываемой поверхности.
Если такая технология недоступна, зажигание производят на угольной плите, а уже затем подводят электрод к обрабатываемой поверхности.
Перед тем как сварить нержавеющую сталь поверхность тщательно обрабатывается. Процедура включает очистку кромок железной щеткой вплоть до образования блеска. После этого металл обезжиривается при помощи ацетона или схожих жидкостей. Склонность нержавеющей стали к расширению и усадке создает необходимость в интервале. Его оставляют между краями изделий, препятствуя потенциальному растрескиванию.
СОВЕТ! Качественный шов исключает неровные движения и колебания электрода. В этом случае велик риск нарушения аргоновой защиты и последующего образования оксидного налета.
Дополнительным преимуществом сварки является возможность ее выполнения с помощью переменного или постоянного тока.
Режимы сварки поверхностей из нержавеющей стали
Аргонодуговая сварка выполняется в ручном, автоматическом и полуавтоматическом режимах. Самым надежным и быстрым из них является последний вариант. Даже при ручной сварке оператор многократно сокращает расход вольфрама. Для этого достаточно прекратить сварку и на 10-15 секунд оставить подачу аргона. Воздушная масса обдувает электрод и минимизирует окислительные процессы.
Даже при ручной сварке оператор многократно сокращает расход вольфрама. Для этого достаточно прекратить сварку и на 10-15 секунд оставить подачу аргона. Воздушная масса обдувает электрод и минимизирует окислительные процессы.
Полуавтоматическая сварка выполняется аналогичным способом, за исключением механической подачи проволоки. Другим ее преимуществом является точность и аккуратность шва, а также скорость процедуры. Оператору доступны различные техники сварки, чей выбор определяется толщиной металла:
- Толстые поверхности обрабатываются посредством струйного переноса;
- Для тонких листов стали применяется короткая дуга;
- Импульсная сварка представляет собой универсальную методику фиксации поверхностей из нержавеющей стали. На сегодня она считается наиболее экономически целесообразной.
Трудности сварки и их преодоление
Процесс сварки сопровождают различные сложности в первую очередь растрескивание поверхности. В этом отношении нержавеющая сталь выступает проблемным материалом.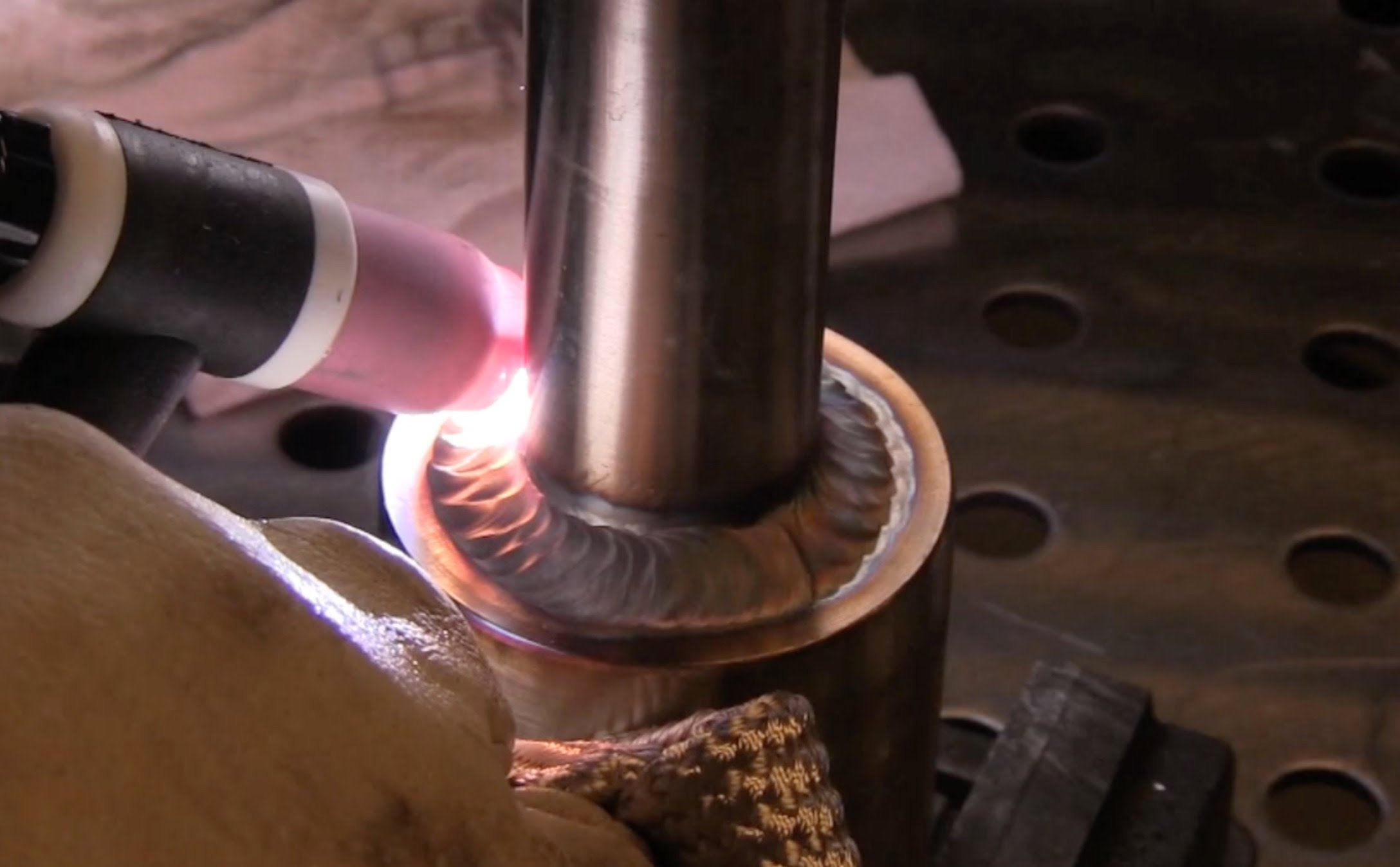 В числе других свойств, затрудняющих процедуру сваривания выделяются:
В числе других свойств, затрудняющих процедуру сваривания выделяются:
- Низкая теплопроводность. В сравнении с материалами с низким содержанием углерода, показатели нержавейки в 2 раза ниже. В итоге участок сильно нагревается, создавая опасность сквозной проварки металла. Во избежание такого развития событий сила тока, применяемая для сварки других сталей, при обработке нержавеющего материала снижается на 20%;
- Нержавеющей стали присуще линейное расширение, что вызывает литейную усадку. В итоге при сварке металл деформируется, на его поверхности появляются трещины. Профилактикой подобных дефектов выступает зазор между свариваемыми изделиями. Чем толще их поверхность, тем большее требуется расстояние;
- Сварка нержавеющей стали аргоном сопровождается высоким электрическим сопротивлением металла. Оно ведет к чрезмерному перегреву электрода и низкому качеству сварного шва. Во избежание негативных последствий в процессе используют небольшие электроды, длиной не более 350мм.


ВНИМАНИЕ! Превышение температурных показателей во время сваривания нивелирует свойства материала. На поверхности образуются карбиды, и металл теряет антикоррозийные качества.
Негативные процессы формируются при достижении температурного порога в 500С. Профилактикой выступает своевременное охлаждение. В кустарных условиях самым доступным вариантом является полив поверхности водой.
Оборудование, использующееся для аргонодуговой сварки
В процессе работы оператору потребуется следующее оборудование
- Сварочный аппарат TIG;
- Газовый баллон с чистым аргоном или аргонно-гелиевая смесь;
- Пистолетная горелка. Как правило, она идет в комплекте со сварочным аппаратом, но при отсутствии, пользователь может воспользоваться универсальным изделием;
- Вольфрамовые электроды. Их диаметр и составы выбираются исходя из особенностей свариваемой поверхности;
- Присадочные прутки, чей материал и толщина должны соответствовать обрабатываемому металлу
Особенности сварки нержавеющей стали делают аргон предпочтительным вариантом, обеспечивающим качество и надежность сварного шва. Именно его выберет квалифицированный сварщик, особенно если дело касается обработки тонкой поверхности из нержавеющей стали. Аргонодуговая сварка уверенно соединяет нержавейку с другими материалами, что вкупе с прочностью шва повышает популярность технологии.
Именно его выберет квалифицированный сварщик, особенно если дело касается обработки тонкой поверхности из нержавеющей стали. Аргонодуговая сварка уверенно соединяет нержавейку с другими материалами, что вкупе с прочностью шва повышает популярность технологии.
Сварка аргоном
Спасибо за посещение нашего сайта. Мы сообщаем вам ниже следующую информацию для того, чтобы объяснить политику сбора, хранения и обработку информации, полученной на нашем сайте. Также мы информируем вас относительно использования ваших персональных данных.
ЧТО ТАКОЕ «КОНФИДЕНЦИАЛЬНОСТЬ ИНФОРМАЦИИ»?
Мы считаем своим долгом защищать конфиденциальность личной информации клиентов, которые могут быть идентифицированы каким-либо образом, и которые посещают сайт и пользуются его услугами (далее — “Сервисы”). Условие конфиденциальности распространяется на всю ту информацию, которую наш сайт может получить о пользователе во время его пребывания и которая в принципе может быть соотнесена с данным конкретным пользователем. Это соглашение распространяется также и на сайты компаний партнёров с которыми у нас существуют соответствующие обязательственные отношения (далее — «Партнёры»).
Это соглашение распространяется также и на сайты компаний партнёров с которыми у нас существуют соответствующие обязательственные отношения (далее — «Партнёры»).
Получение и использование персональной информации
Наш сайт получает персональную информацию о Вас, когда Вы регистрируетесь, когда Вы пользуетесь некоторыми нашими службами или продуктами, когда Вы находитесь на сайте, а также в случае использования услуг наших партнёров.
Также мы можем собирать данные о вас в том случае, когда вы, согласившись с данной «Политикой конфиденциальности» на нашем сайте, не завершили процесс регистрации до конца. Типы персональных данных, которые могут быть собраны на этом сайте в ходе процесса регистрации, а также совершения заказов и получения любых сервисов и услуг, могут включать ваше имя, отчество и фамилию, почтовый адрес, email, номер телефона. Кроме того мы можем запросить информацию о ваших привычках, интересах, типах продуктов и сервисов, предлагаемых сторонними партнерами нашего сайта, которые мы можем также предложить вам на нашем сайте.
Любая ваша персональная информация, полученная на сайте, остается вашей собственностью. Тем не менее, отправляя свои персональные данные нам, вы доверяете нам право использовать вашу персональную информацию для любого законного использования, включая, без ограничений:
А. совершение заказа продукта или услуги
B. передача вашей персональной информации третьей стороне в целях совершения заказа
продукта или услуги, предоставляемой третьей стороной, на нашем сайте.
C. Показ рекламных предложений средствами телемаркетинга, почтового маркетинга, всплывающих окон, баннерной рекламы.
D. Отслеживание исполнения нашего «Пользовательского соглашения».
E. Для проверки, подписки, отписки, улучшения контента и целей получения обратной связи.
Вы соглашаетесь, что мы можем связаться с вами в любое время по вопросу обновлений и (или) любой другой информации, которую мы сочтём связанной с последующим использованием нашего сайта вами. Мы также оставляем за собой право передать информацию о настоящем или прошлом пользователе в случае, если мы сочтём, что наш сайт был использован данным пользователем для совершения незаконной деятельности.

Мы можем предоставлять сторонним партнёрам нашего Сайта информацию о пользователях, которые ранее получали таргетированные рекламные кампании, с целью формирования будущих рекламных кампаний и обновления информации о посетителе, используемой для получения статистических данных.
Сторонние ссылки
Мы не несём ответственности за точность, конфиденциальность и пользовательские соглашения любых сторонних партнёров, которые могут рекламироваться на нашем сайте. Любые сторонние рекламные материалы, размещаемые на нашем сайте, принадлежащие сторонним рекламодателям, никак не связаны с нашим сайтом.
 Этот адрес никогда не будет использоваться ни для каких рассылок, кроме тех, на которые Вы явно подпишетесь. Ваш выбор использования информации
Этот адрес никогда не будет использоваться ни для каких рассылок, кроме тех, на которые Вы явно подпишетесь. Ваш выбор использования информацииВ ходе процесса регистрации и (или) когда вы отправляете персональные данные нам на нашем Сайте, вы имеете возможность согласиться или не согласиться с предложением передать ваши персональные данные нашим сторонним партнёрам с целью осуществления с вами маркетинговых коммуникаций. Если с вами связываются представители любых этих сторонних партнёров, вы должны уведомить их лично о ваших предпочтениях по использованию ваших персональных данных. Несмотря на все выше сказанное, мы можем сотрудничать со сторонними партнёрами, кто может (самостоятельно или через их партнёров) размещать или считывать уникальные файлы cookie в вашем веб-браузере. Эти cookies открывают доступ к показу более персонализированной рекламы, контента или сервисов, предлагаемых вам. Для обработки таких cookies мы можем передавать программный уникальный зашифрованный или хэшированный (не читаемый человеком) идентификатор, связанный с вашим email-адресом, онлайн-рекламодателям, с которыми мы сотрудничаем, которые могут разместить cookies на вашем компьютере.

Неидентифицирующая персональная информация
Мы оставляем за собой право собирать неидентифицирующую персональную информацию о вас, когда вы посещаете разные страницы нашего Сайта. Эта неидентифицирующая персональная информация включает в себя без каких-либо ограничений: используемый вами тип браузера, ваш IP-адрес, тип операционной системы, которую вы используете, а также доменное имя вашего провайдера интернет-услуг.
Мы используем эту неидентифицирующую персональную информацию в целях улучшения внешнего вида и контента нашего Сайта, а также для получения возможности персонализировать вашу работу в сети Интернет. Мы также можем использовать эту информацию для анализа использования Сайта, также как и для предложения вам продуктов и сервисов. Мы также оставляем за собой право использовать агрегированные или сгруппированные данные о наших посетителях для не запрещённых законом целей.
Мы также можем использовать cookies для улучшения использования нашего сайта. Cookies – это текстовые файлы, которые мы сохраняем в вашем компьютерном браузере для хранения ваших предпочтений и настроек. Мы используем Cookies для понимания, как используется сайт, для персонализации вашей работы в Сети Интернет и для улучшения контента и предложений на нашем Сайте.
Несовершеннолетние
Мы не храним сознательно информацию о несовершеннолетних лицах моложе 18 лет. Никакая информация на данном сайте не должна быть предоставлена несовершеннолетними лицами. Мы предостерегаем родителей и рекомендуем им контролировать работу детей в Интернет.
Безопасность
Мы будем стремиться предотвратить несанкционированный доступ к Вашей личной информации, однако, никакая передача данных через интернет, мобильное устройство или через беспроводное устройство не могут гарантировать 100%-ную безопасность. Мы будем продолжать укреплять систему безопасности по мере доступности новых технологий и методов.
Мы будем продолжать укреплять систему безопасности по мере доступности новых технологий и методов.
Мы настоятельно рекомендуем Вам никому не разглашать свой пароль. Если вы забыли свой пароль, мы попросим Вас предоставить документ для подтверждения Вашей личности и отправим Вам письмо, содержащее ссылку, которая позволит Вам сбросить пароль и установить новый. Пожалуйста, помните, что Вы контролируете те данные, которые Вы сообщаете нам при использовании Сервисов. В конечном счёте Вы несёте ответственность за сохранение в тайне Вашей личности, паролей и/или любой другой личной информации, находящейся в Вашем распоряжении в процессе пользования Сервисами. Всегда будьте осторожны и ответственны в отношении Вашей личной информации. Мы не несём ответственности за, и не можем контролировать использование другими лицами любой информации, которую Вы предоставляете им, и Вы должны соблюдать осторожность в выборе личной информации, которую Вы передаёте третьим лицам через Сервисы. Точно так же мы не несём ответственности за содержание личной информации или другой информации, которую Вы получаете от других пользователей через Сервисы, и Вы освобождаете нас от любой ответственности в связи с содержанием любой личной информации или другой информации, которую Вы можете получить, пользуясь Сервисами.
Согласие
Используя данный Сайт и (или) соглашаясь получать информацию средствами email от нас, вы также соглашаетесь с данной «Политикой Конфиденциальности». Мы оставляем за собой право, по нашему личному решению, изменять, добавлять и (или) удалять части данной «Политики Конфиденциальности» в любое время. Все изменения в «Политике Конфиденциальности» вступают в силу незамедлительно с момента их размещения на Сайте. Пожалуйста, периодически проверяйте эту страницу и следите за обновлениями. Продолжение вами использования Сайта и (или) согласие на наши email-коммуникации, которые последуют за публикацией изменений данной «Политики Конфиденциальности» будут подразумевать ваше согласие с любыми и всеми изменениями.
Аргонная сварка металла: особенности процесса
Аргонодуговая сварка металлов широко используется практически во всех отраслях промышленности. Изделия, полученные вследствие применения данной технологии, отличаются качеством и продолжительным сроком службы. Однако для реализации процесса требуется немало знаний и опыта, четкого понимания, какое оборудование нужно для аргонной сварки металла, каковы особенности работы и в чем заключаются требования.
Какие металлы можно варить аргоном?
За счет использования в процессе сварки инертной газовой среды, в которой аргон вытесняет кислород, резко снижается степень окисления соединяемых металлов. Благодаря этому металлические изделия и сплавы, структура которых имеет сходство с газами, содержащимися в воздухе, не сгорают под воздействием высокой температуры сварочной дуги или плазмы из горелки, а сплавляются.
Эта особенность инертной сварочной ванны используется в сваривании деталей из алюминия, магния, меди, бронзы, чугуна, нержавеющей стали, титана и циркония.
Особенности аргонной сварки
Сварка аргоном может выполняться в ручном режиме и автоматически. В первом случае процессом управляет сварщик. Во втором случае его заменяет автомат, следящий за подачей присадочной проволоки и состоянием сварочной дуги.
Только специалист высокого класса, знающий особенности технологии и обладающий достаточным опытом, может вручную выполнять сварку в инертной ванне.
Особенности сварки:
- выполнение всех рекомендаций по подготовке металлических изделий к сварке, тщательная очистка и обезжиривание поверхностей;
- высокие требования к величине дуги, которая контролируется местоположением электрода;
- минимум движений при создании шва с плавной подачей присадочного материала;
- контроль за состоянием инертной среды в рабочей зоне.
В настоящее время чаще всего применяется автоматическая сварка, существуют роботизированные сварочные линии. Автоматизация в разы ускоряет производственный процесс, снижает себестоимость конечной продукции и избавляет от необходимости готовить высокопрофессиональный персонал, владеющий особенностями техники сваривания.
Автоматизация в разы ускоряет производственный процесс, снижает себестоимость конечной продукции и избавляет от необходимости готовить высокопрофессиональный персонал, владеющий особенностями техники сваривания.
И хотя современная сварочная техника стоит серьезных капиталовложений, количество преимуществ этой технологии и спрос на нее окупают любые издержки.
Преимущества аргонной сварки
- Возможность соединения металлов, которые в силу своих свойств в кислородной среде попросту сгорают.
- Высокое качество и надежность сварного соединения за счет минимизации риска окисления шва.
- Исключение сильного нагрева в рабочей зоне, благодаря чему отсутствует опасность деформации деталей сложной формы.
Что нужно для сварки аргоном?
Используются два типа сварочных аппаратов:
- универсальные, с помощью которых в инертной среде можно соединять все известные металлы;
- специализированные, отличающиеся повышенным качеством сварного шва, но используемые только для сваривания одного вида металлоизделий.

Оборудование первого типа более востребовано для выполнения небольших объемов работ, а также там, где отсутствует конвейерность производства и каждая деталь подвергается нескольким видам обработки.
В дополнение к сварочным агрегатам необходимо иметь контролирующий качество напряжения осциллятор, подающий сварочный ток силовой контактор, следящий за временем обдува рабочей зоны специальный регулятор. Для создания дуги используются специальная горелка, имеющая керамическое сопло и зажим для электрода из вольфрама, емкости с аргоном, а также присадочные прутки определенного размера.
Чтобы обеспечить надежную работу электросварочного оборудования, необходимо позаботиться о защите сети питания от перепадов напряжения и иных сбоев. Безопасность обеспечивается за счет использования трансформатора, выпрямителя, реле активации осциллятора и контактора, электрогазового клапана, индуктивно-емкостного защитного фильтра и амперметра.
Существует оборудование, которое изначально укомплектовано защитными контурами и требует только дополнений в виде газовой емкости, горелки и элементов управления. Цена такого готового комплекта, что очевидно, намного больше.
Цена такого готового комплекта, что очевидно, намного больше.
Выбор режимов сварки аргоном
Наряду с выбором оборудования для качественной сварки немаловажно точно подобрать ее режим. При этом следует учитывать полярность электротока, направление его движения и свойства свариваемых материалов.
Обратную полярность или переменный ток используют в сварке изделий из бериллия, магния, алюминия и иных цветных металлов. Значение напряжения устанавливается также исходя из свойств сплавов, одновременно учитывается геометрия заготовок и размеры применяемых электродов.
Режим сварки определяет и расход защитного газа, который зависит от скорости подачи присадочного материала и наличия воздушных потоков в помещении. В некоторых случаях в аргонную среду допускается подача небольшого процента кислорода, чтобы выжечь возможные шлаки. Однако важно знать, что не для всех металлов это необходимо.
Другие статьи
|
Гибка металла: основные виды и преимущества |
Рубка металла гильотиной: особенности и преимущества |
Токарная обработка металла и ее основные принципы |
TIG-сварка хромомолибденовых труб
В этой статье собраны ответы на 10 самых частых вопросов о TIG-сварке хромомолибденовой стали 4130. Обычно данная процедура применяется для сварки спортивной техники: аэробатических самолетов, рам и каркасов безопасности гоночных автомобилей, картов, рам велосипедов и мотоциклов. Перед началом работы убедитесь, что эти советы и рекомендации применимы для вашей конкретной задачи.
Обычно данная процедура применяется для сварки спортивной техники: аэробатических самолетов, рам и каркасов безопасности гоночных автомобилей, картов, рам велосипедов и мотоциклов. Перед началом работы убедитесь, что эти советы и рекомендации применимы для вашей конкретной задачи.В. Пригодна ли сталь 4130 для TIG-сварки?
О. Да, в аэрокосмической уже на протяжении многих лет хромомолибденовая сталь 4130 сваривается методом аргонодуговой сварки TIG. Но, как и в случае любого другого процесса сварки, при этом нужно соблюдать определенные процедуры.
В. Нужно ли проводить предварительный подогрев?
О. Для труб с тонкими стенками (< 0.120″ / 3 мм) предварительный подогрев обычно не требуется. Однако перед началом сварки трубы должны быть комнатной температуры (не менее 21ºC).
|
В. Какие использовать сварочные материалы? В. Если я выберу материал класса ER70S-2, то мне придется пожертвовать ударной вязкостью ради относительного удлинения? О: 4130 обычно используется в тех случаях, когда металл наплавления подвергается тепловой обработке. Из-за высокой твердости и низкого относительного удлинения этот материал не рекомендуется использовать в спортивной отрасли: для сварки аэробатических самолетов, рам и каркасов безопасности гоночных автомобилей и т.  п. п. |
/806e871b3b31d0a.ru.s.siteapi.org/img/82da9cfff8746632c0888a1f383a27986ae783e6.JPG) Такие материалы обеспечивают достаточно высокую ударную вязкость. В качестве альтернативы можно использовать ER70S-2 и ER70S-6, хотя ударная вязкость в этом случае будет немного ниже.
Такие материалы обеспечивают достаточно высокую ударную вязкость. В качестве альтернативы можно использовать ER70S-2 и ER70S-6, хотя ударная вязкость в этом случае будет немного ниже.
В: Пригодны ли какие-нибудь другие присадочные материалы для свраки сплава 4130?
О: Некоторые производители предпочитают использовать для труб 4130 материалы для сварки аустенитных нержавеющих сталей. Это приемлемо только при использовании материалов марок 310 или 312. При использовании других материалов может возникать растрескивание. Также учтите, что сварочные материалы для нержавеющих сталей имеют большую стоимость.
В: Нужно ли проводить тепловую обработку (снятие напряжения) после сварки сплава 4130?
О: В случае тонкостенных труб снятие напряжения обычно не требуется. Оно рекомендуется для деталей толщиной более 3 мм (0.120″). Для труб рекомендуется температура 590ºC. Для этого можно использовать ацетилено-кислородную горелку с нейтральным пламенем. Во избежание перегрева рекомендуется делать волнообразные движения.
В. Нужно ли проводить предсварочную зачистку?
Нужно ли проводить предсварочную зачистку?
О. Да, удалите с поверхности загрязнения и смазку с помощью мягких абразивов и ацетона. Затем протрите ее тряпкой. С помощью ручного шабера или резца удалите заусенцы. Для высококачественной сварки требуется чистая рабочая поверхность.
В. Требуется ли защита газом обратной стороны шва?
О. Как правило, газовая защита обратной стороны шва не обязательна, хотя некоторые производители к ней всё же прибегают. В любом случае она не принесет вреда, и часто помогает улучшить качество корневого прохода.
В. Нужно ли закаливать металл после сварки?
О. НИ В КОЕМ СЛУЧАЕ! Быстрое закаливание металла приведет к растрескиванию и расслаиванию. Обязательно позвольте материалу постепенно остыть.
СВАРОЧНАЯ ПРОЦЕДУРА:
Авиастроение и авто-/мотоспорт
Общая информация:
Удалите с поверхности слой окисленного металла и заусенцы на расстоянии 7-8 см от зоны сварки.
Удалите с поверхности остатки ацетона.
Соберите соединение и проведите прихваточную TIG-сварку как минимум в четырех местах.
Убедитесь, что трубы имеют комнатную температуру (минимум 21ºC)
Проведите TIG-сварку с указанными параметрами. Например, для этого можно использовать сварочный аппарат Lincoln Electric Precision TIG®.
Пример процедуры сварки
| МАТЕРИАЛ ОСНОВЫ: | 4130 |
| СОСТОЯНИЕ МАТЕРИАЛА: | Состояние N |
| ТОЛЩИНА МАТЕРИАЛА: | 0,9 мм (0.035″) |
| ПРИСАДОЧНЫЙ МАТЕРИАЛ: | ER80S-D2, диаметр 0,9 мм (0.035″) |
| ТИП СОЕДИНЕНИЯ: | Труба к трубе, 90º |
| ПОДГОТОВКА СОЕДИНЕНИЯ: | Зачистка абразивным материалом / протирание ацетоном |
| ШИРИНА ЗАЗОРА: | 0 – 0,25 мм |
| РОД ТОКА: | Постоянный ток прямой полярности |
| СИЛА ТОКА: | 20 – 40А |
| НАПРЯЖЕНИЕ: | 9-12 Вольт |
| ТИП ГОРЕЛКИ: | TIG-горелка PTA-9 или PTW-20 Magnum® Pro-Torch™ |
| РАЗМЕР СОПЛА: | Цанга с отверстием 11 мм (7/16″) |
| ТИП СОПЛА: | Керамическое |
| ТИП ВОЛЬФРАМОВОГО ЭЛЕКТРОДА: | 2% торированный |
| ДИАМЕТР ВОЛЬФРАМОВОГО ЭЛЕКТРОДА: | 1,6 мм (1/16″) |
| ФОРМА ВОЛЬФРАМОВОГО ЭЛЕКТРОДА: | Заостренная |
| ЗАЩИТНЫЙ ГАЗ ИЗ ГОРЕЛКИ: | Аргон |
| РАСХОД ГАЗА: | 0,4 – 0,7 куб. м./ч м./ч |
| РЕЗЕРВНЫЙ ЗАЩИТНЫЙ ГАЗ: | Аргон |
| РАСХОД ГАЗА: | 0,14 – 0,28 куб.м./ч |
| ПРИХВАТОЧНАЯ СВАРКА: | В 4 местах (мин.) |
Присадочный материал:
| Вариант 1 | ER80S-D2 |
| Вариант 2 | ER70S-2 |
| Вариант 3 | ER70S-6 |
ПРИМЕЧАНИЕ: конкретные характеристики сварки зависят от индивидуальных предпочтений сварщика. Скорость сварки, тип присадочного материала, производительность наплавки, сила сварочного тока, газовая защита и напряжение дуги (расстояние между вольфрамовым электродом и сварочной ванной) – все эти параметры влияют на тепловложение, ударную вязкость и относительное удлинение наплавленного металла.
Преимущества использования смесей CO2 и аргона при сварке MIG, MAG и TIG
josadmin | 19 сентября 2018 г.
CO2 является одним из наиболее часто используемых реактивных газов при сварке TIG, MIG и MAG. Это самый дешевый из защитных газов и его можно использовать в чистом виде без инертного газа. Аргон является еще одним широко используемым защитным газом, который обеспечивает более узкий профиль проникновения, что обеспечивает чистый, небольшой и прочный сварной шов. Сочетание аргона и CO2 обеспечивает недорогой, точный и чистый сварной шов.Вот некоторые другие газы, которые эффективны в смесях аргона и CO2 с аргоном.
Гелий – Гелий представляет собой защитный газ, используемый при сварке MAG, TIG и MIG. Он обычно используется для меди, алюминия, высоколегированных аустенитных и неаустенитных сталей.
Водород – Водород является корневым защитным газом, который может использоваться в качестве газа для горения и газа-носителя, в зависимости от применения. Он также используется при механизированной и автоматизированной сварке MAG и TIG высоколегированной стали и Cr-Ni-Mo аустенитной нержавеющей стали..jpg)
Азот – Газообразный азот, часто смешанный с водородом, используется в качестве корневого защитного газа для аустенитных нержавеющих сталей, высоколегированных сталей, низколегированных сталей и нелегированных сталей.
Кислород – Кислород представляет собой защитный газ, используемый при сварке алюминия, мягкого углерода, низколегированных сплавов и нержавеющей стали MAG и TIG. Это химически активный газ, который используется в концентрации девять процентов или меньше. Это улучшает проплавление, стабильность дуги и текучесть сварочной ванны.
Положитесь на JosefGas для смесей CO2 с аргоном и всех необходимых сварочных работ
JosefGas имеет более четырех десятилетий опыта в предоставлении сварочных смесей для всех типов сварочных работ.Имея собственный парк грузовых автомобилей, мы предоставляем нашим клиентам услуги по доставке, обслуживание клиентов и самые качественные газы в отрасли. Позвоните нам сегодня по телефону 416-658-1212, чтобы узнать, как JosefGas может снабжать вашу компанию именно тем газом, который соответствует вашим требованиям. Бене
Бене
Можно ли сваривать МИГ малоуглеродистую сталь со 100% аргоном?
Вас интересует, можно ли использовать 100% аргон для сварки мягкой стали методом MIG? Если да, то мы можем сказать вам, когда и как вы можете использовать этот инертный газ для сварки MIG.
Знаете ли вы, чтобы предотвратить вредное загрязнение сварочной ванны, в сварочной промышленности в качестве защитного газа используется аргон?
Хотя вы можете не знать, что этот газ не только сваривает валики, когда вы решите использовать чистый аргон. Итак, вы должны понимать, что этот сварочный газ имеет много плюсов и минусов. Во многих случаях приходится использовать 100% аргон, но за это приходится платить.
Чтобы ответить на ваш вопрос, мы расскажем вам обо всех возможностях использования чистого аргона для сварки МИГ низкоуглеродистой стали.Читая эту статью, вы узнаете, почему и когда люди рассматривают возможность использования 100% аргона. Теперь, без лишних слов, давайте начнем!
Теперь, без лишних слов, давайте начнем!
Что такое сварка MIG?
СваркаMIG — самый простой вид сварки. Он известен своей экономичностью, быстротой и легкостью модификации в соответствии с конкретными проектами. Этот тип сварки представляет собой дуговое соединение, при котором сплошной проволочный электрод проходит к сварочной горелке. Затем оттуда он попадает в сварочную ванну и соединяет два материала.
Обычно можно использовать 100% аргон для сварки мягкой стали методом MIG, но это имеет некоторые последствия. Чтобы знать, почему это происходит и как можно использовать аргон с мягкой сталью, вы должны полностью понимать весь процесс.
Здесь мы обсудим все, чтобы вы знали, можно использовать чистый аргон или нет.
Можно ли использовать чистый аргон для сварки мягкой стали MIG? Как правило, хобби любого сварщика — держать баллон с чистым аргоном и другими газами во время выполнения любого сварочного проекта. Если баллон с газом MIG закончится, вы не будете знать, как долго его хватит.
Если баллон с газом MIG закончится, вы не будете знать, как долго его хватит.
Вы можете использовать 100% аргон для мягкой стали, но это может привести к хрупким, слабым и непривлекательным сварным соединениям. Это также снижает вероятность теплопроводности жидкости, присутствующей в сварочной ванне на черных металлах.
Кроме того, внешняя подкладка остается холодной, что приводит к узкой и высокой перфорации с меньшим сплавлением. Также подрывной срыв ослабляет сварку. При использовании защитного газа аргона сварка МИГ теряет пластичность, что вызывает хрупкость.
Когда можно использовать 100% аргон?Большинство людей хотят знать, когда следует использовать аргон для сварки MIG. Вы можете использовать его, когда забудете принести свой газовый баллон, и у вас есть время вернуться в мастерскую, чтобы получить больше газа.
Это время, когда вы можете использовать чистый аргон, чтобы сэкономить время и выполнить работу. Не будет перерыва, и вам также не придется снова наполнять бутылку со смесью MIG. Вы просто находчивы и продуктивны, когда используете чистый газ в такой ситуации.
Вы просто находчивы и продуктивны, когда используете чистый газ в такой ситуации.
Хотя качество низкоуглеродистой стали может быть невысоким, это также зависит от того, что вы используете для сварки. В некоторых случаях для сварки стали методом MIG можно использовать 100% аргон:
- Вы можете использовать его, когда внешний вид сварки не является приоритетом.
- Хрупкие валики сварного шва не должны никому стать причиной неприятностей.
- Если сварка не удалась, то никому не помешает.
Защитный газ может нанести ущерб, если он остается в сварочной ванне в течение длительного времени, поскольку он может сделать сварной шов проницаемым.Вам нужно знать результат, когда вы используете 100% аргон для сварки мягкой стали MIG.
Ниже приведены некоторые характеристики защитного газа, с которыми вы можете столкнуться при его использовании:
- Из-за низкой ионизирующей способности аргона снижается напряжение и мощность дуги. Это делает дугу нестабильной.
- При присоединении к нестабильной дуге жидкость не поступает в бассейн. В конечном итоге он будет жестким, и вы не сможете работать с металлом.
- Присадочный материал остается на поверхности стали в виде высокого и узкого валика.
- При использовании чистого аргона сварные швы MIG подвержены ослаблению.
- Отсутствие пластичности приводит к растрескиванию и разрыву жестких сварных швов.
 Это делает дугу нестабильной.
Это делает дугу нестабильной.Хотя вы можете использовать защитный газ для соединения стали вместе, но в итоге вы получите жесткие, слабые и плохо выглядящие сварочные швы. Если вы стремитесь к надежной и качественной работе, то вы не можете использовать 100% аргон для сварки низкоуглеродистой стали.
Советы по использованию 100% аргонаЕсли вы окажетесь в сложной ситуации, когда вам придется использовать защитный газ для сварки МИГ низкоуглеродистой стали, примите во внимание следующие советы:
- Наклоните края сварного шва, чтобы облегчить вливание основных металлов и, в конечном итоге, получить прочное соединение.
- Убедитесь, что уровень нагрева выше, но не переусердствуйте. Тепло не должно сжигать внутреннюю сталь, делая валик плоским поверх стали.

Однако при использовании 100% аргона с различными неблагородными металлами можно получить хорошие результаты. Основные металлы, которые вы можете использовать:
- Магний
- Титан
- Алюминий
- Медь
- Никель
Существует также интересный факт для некоторых сварщиков: когда вы свариваете стальной лист методом МИГ, то меньшее проникновение аргона выгодно для многих.
Аргон лучше работает в смеси с CO2?Если вы смешаете небольшое количество углекислого газа со 100% аргоном, это может дать лучшие результаты сварки стали MIG. Вы можете добавить от 5 до 25% CO2 в аргон, чтобы у вас не было высоких и узких сварных швов при сварке MIG
Кроме того, эта смесь обеспечивает текучесть в сварочной ванне, что улучшает перфорацию. Это снижает вероятность внутреннего разрушения и меньше разбрызгивания. Самое главное, охлаждение и нагрев кромок находятся под контролем, поэтому мягкая сталь не сломается.
Это снижает вероятность внутреннего разрушения и меньше разбрызгивания. Самое главное, охлаждение и нагрев кромок находятся под контролем, поэтому мягкая сталь не сломается.
Кроме того, когда вы покупаете баллон со смесью аргона и углекислого газа, газ уже имеет маркировку с указанием определенного количества СО2 в нем. Если написано как С25, то это значит, что смесь содержит 25% СО2 и 75% аргона.
Почему 100% аргон лучше подходит для сварки TIG, но не для сварки MIG?И сварка TIG, и сварка MIG отличаются друг от друга материалом присадки и типом электрода. Это также влияет на дугу и результаты сварных соединений.Вы знаете, что при сварке МИГ в качестве электрода используется проволока, которая впоследствии сгорает.
Однако при сварке TIG используется неплавящийся вольфрамовый электрод, а наполнитель подается в дугу отдельно. Делая это, вы можете получить прочный и стабильный угол, а также убедиться, что вольфрамовый наконечник чистый и неповрежденный.
Кроме того, он использует газ, который остается инертным даже при чрезвычайно высокой температуре. Таким образом, сварка TIG использует аргон для получения стабильной дуги, а также сохраняет кончик электрода неповрежденным.Мы можем сделать вывод, что 100% аргон подходит для сварки TIG, а смесь аргона и CO2 выгодна для сварки MIG.
Часто задаваемые вопросы об использовании аргона в чистом виде Q-1: Зачем использовать чистый аргон?Чистый аргон используется в случае необходимости. Когда у вас закончился газ или ваш поставщик газа закрылся, вам придется использовать чистый аргон для выполнения сварки. Хотя это может привести к некачественному виду сварных швов.
Q-2: Почему 100% подходит для сварки стали методом TIG? Он хорошо работает с TIG, потому что в этом типе сварки используется вольфрамовый электрод, который подается в сварочную ванну отдельно.В результате получается стабильная и прочная дуга сварных соединений. Кроме того, аргон сохраняет кончик электрода в чистоте.
Кроме того, аргон сохраняет кончик электрода в чистоте.
Да, это дорогой газ. Аргон — инертный газ, и он не может быстро реагировать с любым другим веществом, что делает его редким. Кроме того, он имеет небольшой процент содержания в атмосфере, что делает его более дорогим, чем азот.
Q-4: Какое процентное соотношение лучше всего подходит для смеси CO2 и аргона?Сварочные предприятия, которым требуется лучшее качество сварки, внешний вид и последующая очистка, предпочитают смесь 75–95 % аргона с 5–25 % CO2.Это наилучшая смесь двух газов, обеспечивающая стабильную дугу, меньшее разбрызгивание и желаемый контроль.
Заключительные слова Теперь вы знаете, можно использовать 100% аргон для сварки МИГ мягкой стали или нет. Есть много случаев, когда приходится использовать чистый аргон, но в то же время нужно быть готовым к последствиям. Хрупкость делает внутреннюю сталь настолько слабой, что в конечном итоге она трескается, когда вы пытаетесь ее отлить.
Хрупкость делает внутреннюю сталь настолько слабой, что в конечном итоге она трескается, когда вы пытаетесь ее отлить.
Более того, если вас не волнует внешний вид сварных швов, для выполнения задачи можно воспользоваться советами по использованию чистого аргона.Кроме того, когда вы смешиваете некоторое количество CO2 с аргоном, вы наверняка получите желаемые результаты.
Я надеюсь, что эта статья выполнила свою задачу, предоставив вам необходимую информацию об использовании 100% аргона для сварки MIG!
Связанные статьи:
Безопасна ли сварочная маска с автоматическим затемнением?
Как заменить рокеры без сварки?
из нержавеющей стали аргоновая сварка, сварочная проволока SS, स्टेनलेस स्टील की की्डिंग सार, सायर, सायर वेल्पात केके्डिंग वायर в Ватва, Ахмедабад, гавайские материалы
. स्टील वेल्डिंग वायर, जंगरोधी इस्पात के वेल्डिंग वायर в Ватва, Ахмедабад, Гейатри Материалы | ID: 89673Описание продукта
Аргонная сварка нержавеющей стали: мы в основном занимаемся сваркой (S. С. Аргонная сварка) Работы по аргонной сварке нержавеющих сталей для ряда организаций. S.S Сварочные работы улучшаются с использованием аргона – газообразный аргон производится путем частичной перегонки жидкого воздуха. Газ аргон не имеет запаха, цвета и нетоксичен. Аргонная сварка нержавеющей стали используется в высокотемпературных процедурах. Нержавейка бывает нескольких марок. Нержавеющая сталь легко собирается, но ее трудно удерживать плоской в процессе сварки, поэтому быстрая сварка может только уменьшить поглощение тепла; и мы преодолели эти проблемы, практически участвуя в S.С. Аргонная сварка работает на длительный срок.
С. Аргонная сварка) Работы по аргонной сварке нержавеющих сталей для ряда организаций. S.S Сварочные работы улучшаются с использованием аргона – газообразный аргон производится путем частичной перегонки жидкого воздуха. Газ аргон не имеет запаха, цвета и нетоксичен. Аргонная сварка нержавеющей стали используется в высокотемпературных процедурах. Нержавейка бывает нескольких марок. Нержавеющая сталь легко собирается, но ее трудно удерживать плоской в процессе сварки, поэтому быстрая сварка может только уменьшить поглощение тепла; и мы преодолели эти проблемы, практически участвуя в S.С. Аргонная сварка работает на длительный срок.
Заинтересованы в этом товаре?Уточнить цену у продавца
Связаться с продавцом
Изображение продукта
О компании
Год основания1995
Юридический статус фирмы Физическое лицо — собственник
Характер деятельности Производитель
Количество сотрудниковДо 10 человек
Годовой оборотRs. 50 лакхов — 1 крор
50 лакхов — 1 крор
IndiaMART Участник с марта 2011 г.
GST24AYBPP6800A1Z0
Вернуться к началу 1 Есть потребность?
Лучшая цена
Есть потребность?
Лучшая цена
Аргоно-кислородные сварочные газовые смеси — Eureka Oxygen
Использование аргона при сварке восходит к 1920-м годам, когда впервые была внедрена автоматическая сварка. Смеси аргон-кислород широко используются для обычного и импульсного переноса распылением на чистую, простую углеродистую и нержавеющую сталь, и оба типа могут выиграть от использования газовых смесей аргон-кислород. Эти смеси обычно содержат 1, 2 или 5% кислорода и обеспечивают хорошую стабильность дуги и очень низкий уровень брызг и дыма.
Смеси аргон-кислород широко используются для обычного и импульсного переноса распылением на чистую, простую углеродистую и нержавеющую сталь, и оба типа могут выиграть от использования газовых смесей аргон-кислород. Эти смеси обычно содержат 1, 2 или 5% кислорода и обеспечивают хорошую стабильность дуги и очень низкий уровень брызг и дыма.
Основные приложения
Аргонно-кислородные смесиобычно используются для сварки углеродистой стали большого сечения для сельскохозяйственного оборудования, кораблей и автомобильных агрегатов.Эти смеси также используются для дуговой сварки распылением компонентов из ферритной и аустенитной нержавеющей стали. Аргонно-кислородные смеси с содержанием кислорода 1–2% используются, когда требуется низкое содержание углерода в сварном шве.
Использование аргонно-кислородной смеси для сварки создает более жидкую сварочную ванну с меньшим размером капель по сравнению со смесями аргона и углекислого газа. Смеси аргонно-кислородных сварочных газов также обеспечивают повышенную скорость перемещения, особенно при сварке более тонких материалов.
Аргоно-кислородные смеси
Аргон-кислород от 99% до 1%
Смесь с 1% кислорода в основном используется для переноса распылением на нержавеющую сталь, так как этого количества обычно достаточно для стабилизации дуги и улучшения скорости образования капель и внешнего вида валика.
Аргон-кислород от 98% до 2%
Смесь с содержанием кислорода 2% является идеальным выбором для распыления нержавеющей стали.Применяется для сварки струйной дугой углеродистых и низколегированных сталей. Он создает большее смачивающее действие, чем смесь с 1% кислорода, однако внешний вид валиков будет более темным и более окисленным для смесей с 2% с нержавеющими сталями.
Аргон-кислород от 95% до 5%
Смесь 5% кислорода является наиболее часто используемой аргонно-кислородной смесью для сварки углеродистой стали общего назначения. Эта сварочная смесь обеспечивает более жидкую, но контролируемую сварочную ванну, и вы увидите более высокие скорости перемещения. Все, что выше 5% кислорода, окислит электрод без раскислителей.
Все, что выше 5% кислорода, окислит электрод без раскислителей.
Какой газ используется для сварки MIG: полное руководство
Правильный выбор защитного газа для сварки MIG может значительно улучшить качество сварки, а также сэкономить время и деньги. Чтобы правильно выбрать газ или газовую смесь, необходимо учитывать различные факторы, в том числе материал, метод переноса, стоимость и объем необходимой очистки.
Какой газ используется для сварки MIG? Инертный газ используется для сварки MIG или сварки металлов в среде инертного газа, используйте инертный газ в качестве защитного газа.Защитный газ предотвращает попадание в зону сварки нежелательных загрязнителей, таких как кислород и азот из воздуха.
Защитные газы используются в определенных сварочных процессах и состоят из инертного газа и/или полуинертного газа. Часто полуинертные или неинертные газы используются в небольшом процентном соотношении, что технически превращает процесс в процесс сварки GMAW, а не в процесс сварки MIG («MIG Welding Gases», n. d.).
d.).
В зависимости от того, свариваете ли вы черные или цветные металлы, ваши наиболее распространенные варианты будут варьироваться от смеси аргона и углекислого газа до чистых форм того и другого.Также доступны более дорогие смеси для сварки нержавеющей стали. К негативным последствиям выбора неправильного типа газа относятся выгорание, неравномерный рисунок валиков, чрезмерное выделение дыма и разбрызгивание.
Со всеми доступными опциями поначалу это может показаться ошеломляющим. Однако в этой статье я расскажу о лучших вариантах сварки MIG на основе нескольких различных применений. Я начну с общего обзора того, что такое защитный газ и из чего состоят эти газы.
Инертные газы: аргон и гелий Инертный газ или благородный газ — это газ, обладающий высокой устойчивостью к химическим изменениям при определенных обстоятельствах. Аргон и гелий — это два инертных газа, которые используются как при сварке MIG, так и при сварке TIG. Аргон является наиболее часто используемым инертным газом для сварки MIG, либо сам по себе, либо в смеси с одним или двумя другими газами. Аргон обеспечивает неглубокое, но более широкое проплавление сварного шва и стабильную дугу, в то время как гелий горит намного горячее, чем аргон, и является более дорогим («MIG Welding Gases», n.д.).
Аргон обеспечивает неглубокое, но более широкое проплавление сварного шва и стабильную дугу, в то время как гелий горит намного горячее, чем аргон, и является более дорогим («MIG Welding Gases», n.д.).
Как аргон, так и гелий, как правило, смешивают с другими газами, поскольку оба они сравнительно дороги. Кроме того, смеси, состоящие только из инертных газов, таких как аргон и гелий, обычно ограничиваются использованием на цветных металлах, таких как алюминий и медь. Поскольку инертные газы устойчивы к химической реакции, они дают меньше брызг, чем полуинертные газы. Еще одно соображение заключается в том, что, хотя гелий уменьшает пористость сварного шва, он также потребляет больше энергии, и необходимо проявлять большую осторожность, чтобы избежать прогаров и перегрева («Сварочные газы MIG», n.д.).
Полуинертный газ и неинертный газ Полуинертный газ по-прежнему устойчив к химическим изменениям, но в меньшей степени, чем инертные газы. Углекислый газ (CO2) — это полуинертный газ, который часто используется при сварке MIG либо сам по себе, либо в небольшом процентном соотношении с инертным газом. Основные преимущества СО2 заключаются в том, что он дешевле инертного газа и позволяет глубже проникать в металл. Основным недостатком CO2 является то, что его более жесткие характеристики дуги приводят к большему разбрызгиванию, что, в свою очередь, требует дополнительной очистки вокруг сварного шва («Сварочные газы MIG», n.д.).
Основные преимущества СО2 заключаются в том, что он дешевле инертного газа и позволяет глубже проникать в металл. Основным недостатком CO2 является то, что его более жесткие характеристики дуги приводят к большему разбрызгиванию, что, в свою очередь, требует дополнительной очистки вокруг сварного шва («Сварочные газы MIG», n.д.).
Кислород — это неинертный газ, который используется в очень малых количествах для увеличения провара при сварке более толстых металлов и нержавеющей стали. Это звучит нелогично, поскольку кислород также ответственен за окисление и ржавчину дефектных сварных швов. Однако в очень небольших количествах (от одного до пяти процентов) он помогает стабилизировать дугу и дешевле гелия («Сварочные газы MIG», nd).
Преимущества смесей C25 и аргон-CO2 Каждый из этих газов с их различными свойствами имеет свои преимущества и недостатки, и существуют различные смеси, предназначенные для конкретных целей.Одной из наиболее распространенных газовых смесей для сварки MIG является смесь из 75 процентов аргона и 25 процентов углекислого газа, известная как C25. Также распространены смеси 80 процентов аргона и 20 процентов CO2, а также 90 процентов аргона и 10 процентов CO2 («Сварочные газы MIG», n.d.).
Также распространены смеси 80 процентов аргона и 20 процентов CO2, а также 90 процентов аргона и 10 процентов CO2 («Сварочные газы MIG», n.d.).
Хотя C25 дороже, чем 100-процентный CO2, он дешевле, чем 100-процентный аргон. Чем выше содержание аргона, тем выше цена. В то же время профиль сварки C25 намного уже, что приводит к меньшему разбрызгиванию и очистке, чем при использовании 100-процентного CO2.Для большинства применений при сварке MIG, скорее всего, вам подойдет газ C25 («Сварочные газы MIG», n.d.).
Хотя C25 является наиболее распространенным вариантом, ваш метод переноса сварки также определяет оптимальный для вас газ. Защитные газы с содержанием двуокиси углерода 25 процентов или выше лучше всего подходят для сварки короткой дугой или короткого замыкания. Более высокие уровни аргона лучше подходят для шаровидного переноса и дуговой сварки со струйным распылением, поскольку они помогают ограничить разбрызгивание. Опять же, большим компромиссом здесь является стоимость («Сварочные газы MIG», н. д.).
C25 и 100-процентный CO2 являются наиболее часто используемыми газами для углеродистой стали, также часто рекомендуется смесь аргона, двуокиси углерода и кислорода («Сварочные газы MIG», nd). Мягкую или низкоуглеродистую сталь легче сваривать или обрабатывать, и она более доступна по цене, чем сталь с высоким содержанием углерода. Низкое содержание углерода в низкоуглеродистой стали и меньшее содержание других металлических сплавов делают ее более доступной, но также делают ее более склонной к окислению и ржавчине («Что такое мягкая сталь?», 2016).
Защитные газы, состоящие исключительно из инертного газа, такие как аргон, не подходят для сварки стали методом MIG, поскольку они часто приводят к образованию подрезов и некачественного сварного шва («Сварочные газы MIG», n.d.). Подрез — это небольшая канавка в верхней части наплавленного валика, образовавшаяся в основном металле из-за непостоянной скорости перемещения или высокого напряжения.
Смеси аргона и кислорода в диапазоне от одного до пяти процентов широко используются в промышленности, например, в автомобильной промышленности для сварки углеродистой и нержавеющей стали («Аргоно-кислородные сварочные смеси», 2012 г.).Риск окисления и ржавления от этих кислородных смесей, очевидно, возрастает при более низком содержании углерода в мягкой стали.
Тримикс и нержавеющая сталь Для нержавеющей стали иногда используется тройная смесь гелия, аргона и углекислого газа или гелия, аргона и кислорода. Одним из примеров может быть тройная смесь из 90 процентов гелия, 7,5 процента аргона и 2,5 процента CO2. Опять же, добавление гелия увеличивает тепло, а кислород помогает проникать в более толстые металлы и стабилизировать дугу.И CO2, и гелий требуют более высокого напряжения для поддержания стабильной дуги, а гелий является самым дорогим из инертных газов. Более доступным и распространенным вариантом для нержавеющей стали является C2, который состоит из 98 процентов аргона и 2 процентов углекислого газа («Сварочные газы MIG», nd).
Сварка TIG или сварка вольфрамовым электродом в среде инертного газа — это еще одна форма сварки, в которой используется инертный газ. Однако при сварке TIG используется только инертный газ.Также называемая GTAW (газовая вольфрамовая дуговая сварка), сварка TIG основана только на аргоне, гелии или их смеси. Хотя технически возможна сварка смесями, содержащими такие газы, как углекислый газ или кислород, делать это совсем не рекомендуется. Углекислый газ приведет к возгоранию, перегреву и беспорядку (Nguyen, 2015).
Поскольку для сварки TIG требуется 100-процентный инертный газ, вы потенциально можете использовать 100-процентный газ аргон для сварки TIG, одновременно используя тот же газ для сварки MIG тонкого алюминия (менее ½ дюйма).Для большинства других видов сварки MIG, особенно для стали, не рекомендуется использование 100-процентного аргона. Кроме того, поскольку сварка TIG обеспечивает лучшую сварку алюминия с использованием того же газа, трудно понять, почему бы вам не использовать 100-процентный аргон для сварки TIG алюминия. Если вы часто выполняете сварку TIG и сварку MIG, наличие одного баллона с C25 и одного баллона со 100-процентным аргоном может охватывать широкий спектр применений.
Если вы часто выполняете сварку TIG и сварку MIG, наличие одного баллона с C25 и одного баллона со 100-процентным аргоном может охватывать широкий спектр применений.
Чтобы узнать больше о различиях между сваркой MIG и TIG, , пожалуйста, нажмите здесь!
Баллоны с газом для сварки MIG Газовые баллоны или баллоныдоступны в различных размерах, таких как 20, 40, 80, 125, 150, 250 и даже 330 кубических футов.Для чего-то, что вы собираетесь часто перемещать, вы, вероятно, смотрите на что-то между 20 и 125 CF. Высота газовых баллонов варьируется от 14 до 55 дюймов, а меньшие могут весить от 13 до 71 фунта, поэтому важно учитывать, как часто вы собираетесь перемещать баллон (Джонс, 2019).
Для работы в больших объемах можно купить или арендовать газовый баллон или баллон большего размера. Многие сварщики делают это для цилиндров больше 125 CF. Одним из основных преимуществ больших баллонов является то, что вы будете платить гораздо меньше за кубический фут газа, чем за баллоны меньшего размера (Jones, 2019).
Газовые баллоны имеют клеймо с указанием месяца и года последней сертификации. Обычно это длится пять лет, если рядом с датой также не стоит звезда. Это указывает на то, что сертификация действительна в течение десяти лет (Byers, 2019).
Давление сварочного газа MIGДля большинства газовых регуляторов давление газа (PSI) от вашего регулятора расхода газа или трубопровода устанавливается на минимальное значение 25 PSI и максимальное значение 80 PSI. Регуляторы, предназначенные для CO2, обычно имеют диапазон от 50 до 80 фунтов на квадратный дюйм.На пути к шлангу сварочного пистолета это давление снижается с помощью игольчатого клапана или отверстия диаметром около 0,025 дюйма, которое обычно устанавливается на заводе в диапазоне от 3 до 8 фунтов на квадратный дюйм. Необходимая величина давления зависит от ограничений в сопле пистолета, вызванных разбрызгиванием, или ограничений в кабеле пистолета (Uttrachi, 2019).
Когда такие ограничения возникают в большинстве систем с потоком газа, которые используют такие системы с «запертым потоком» или «критическим потоком», автоматическая компенсация расхода газа настраивается для поддержания расхода газа в среднем на уровне около 5 фунтов на квадратный дюйм. Это связано с тем, что давление газа за точкой дросселирования составляет не менее 25 фунтов на квадратный дюйм (Uttrachi, 2019).
Это связано с тем, что давление газа за точкой дросселирования составляет не менее 25 фунтов на квадратный дюйм (Uttrachi, 2019).
Обратной стороной этого является то, что когда вы прекращаете сварку, когда газ все еще течет, давление газа в нагнетательном шланге возрастает до того же уровня, что и ваш газовый регулятор. Затем, как только вы снова начнете сварку, из сопла сварочной горелки вырвется газ. Это не только бесполезная трата газа, но и попадание загрязняющих веществ, таких как влажный воздух, в поток газа и зону сварки (Uttrachi, 2019).
Попытки предотвратить такую трату газа привели к разработке регуляторов расхода газа более низкого давления, основанных на давлении от 3 до 8 фунтов на квадратный дюйм, необходимом для нагнетательного шланга.Однако это устраняет автоматическую компенсацию расхода газа, обеспечиваемую системой дросселирования потока, и может привести к некачественному запуску. В отличие от относительно постоянного расхода, достигаемого обычными системами, испытания регуляторов более низкого давления показали колебания расхода газа в диапазоне от 16 до 37 кубических футов в час (Uttrachi, 2019).
Не путать с давлением газа (PSI), расход газа измеряется в кубических футах в час (CFH).Скорость потока газа должна быть достаточно высокой, чтобы защитить сварной шов, но слишком высокая настройка может фактически всасывать воздух в сварной шов («Сварочные газы MIG», n.d.).
Находясь в закрытом помещении, настройка может быть всего 15 кубических футов в минуту, хотя на сквозняке может потребоваться что-то близкое к более высокому рекомендованному концу спектра, около 50 кубических футов в час. Надлежащий поток газа также зависит от диаметра сопла. Всегда проверяйте рекомендации производителя сварочного оборудования.
Сварочная диаграмма MIG с рекомендациями по расходу газа обычно находится в сварочном аппарате.Тем не менее, это рекомендации, и поиск наилучшей настройки расхода газа требует некоторой степени проб и ошибок («Сварочные газы MIG», n.d.).
Среди других факторов, которые следует учитывать при настройке скорости потока, — поверхность сварки и скорость сварки. Для сварки плоских поверхностей требуется более высокий расход газа, чем для сварки материалов с канавками. Для угловых сварных швов обычно требуется самый низкий расход газа, поскольку они защищены от сквозняков, а для стыковых сварных швов требуется более высокий поток газа, поскольку они не защищены.Увеличение скорости сварки также потребует более высокого расхода газа, как и сварка более толстого материала.
Для сварки плоских поверхностей требуется более высокий расход газа, чем для сварки материалов с канавками. Для угловых сварных швов обычно требуется самый низкий расход газа, поскольку они защищены от сквозняков, а для стыковых сварных швов требуется более высокий поток газа, поскольку они не защищены.Увеличение скорости сварки также потребует более высокого расхода газа, как и сварка более толстого материала.
Срок службы вашего газа сильно зависит от расхода вашего газа. Относительно легко рассчитать время сварки, разделив объем цилиндра в кубических футах (CF) на расход вашего регулятора в кубических футах в час (CFH).
Предположим, вы находитесь в помещении и на низком значении CFH, равном 15. С цилиндром объемом 20 кубических футов вы рассчитываете примерно на час и 18 минут сварки MIG.С большим баком 125 CF в тех же условиях это будет около 8 часов 18 минут. При более высокой настройке, такой как 40 CFH, это будет всего полчаса для цилиндра 20 CF и три часа для цилиндра 125 CF (Джонс, 2019).
Если вы ищете наилучший вариант защитного газа для сварки MIG с самым широким применением, лучшим выбором, вероятно, будет 75-процентный аргон и 25-процентный CO2 или что-то близкое к нему, например, смесь 80/20. .Если у вас ограниченный бюджет и вы не возражаете против того, чтобы убрать немного дополнительных брызг, углекислый газ дешев и отлично подходит для любительской сварки или экспериментов. Для сварки MIG алюминия или сварки TIG в целом лучше всего использовать 100-процентный аргон.
Нержавеющая сталь— это то, где вещи, как правило, становятся дороже из-за более высокого уровня гелия, смешанного с аргоном и CO2 или кислородом. Даже там у вас есть выбор менее дорогого C2 с миксом 98/20.
Всегда учитывайте, какие материалы вы пытаетесь сваривать, и обязательно максимально используйте расход газа.Помните, что ваш выбор газа и расход газа являются ключом к равномерному рисунку валика и предотвращению перегрева материала. Ознакомьтесь с рекомендациями производителя по параметрам потока газа и поэкспериментируйте, чтобы определить, что лучше всего подходит для вас.
Ознакомьтесь с рекомендациями производителя по параметрам потока газа и поэкспериментируйте, чтобы определить, что лучше всего подходит для вас.
Смеси для аргонно-кислородной сварки. (2012). Получено с https://www.praxairdirect.com/Industrial-Gas-and-Welding-Information-Center/Welding-and-Fuel-Gases/StarGold/Argon-Oxygen.html
Байерс, Б. (2019).Размеры резервуаров с аргоном для сварки MIG, лучшие советы и рекомендации. Получено с https://welditmyself.com/argon-tank-sizes/
Джонс, Д. (2019). Какой размер газового баллона для сварки MIG? Время принятия решений. Получено с https://welditu.com/welding/tips-mig/what-size-gas-cylinder/
Сварочные газы MIG. (н.д.). Получено с https://gowelding.org/welding/mig-gmaw/gasses/
Нгуен, О. (2015). Что такое GTAW (дуговая сварка вольфрамовым электродом)? Получено с https://www.weldingschool.com/blog/welding/what-is-gtaw-gas-tungsten-arc-welding/
Уттрахи, Дж. (2019). Контроль и оптимизация защитного газа MIG. Получено с http://netwelding.com/Shielding_Gas_Control_Download.pdf
Контроль и оптимизация защитного газа MIG. Получено с http://netwelding.com/Shielding_Gas_Control_Download.pdf
Что такое мягкая сталь? (2016). Получено с https://www.metalsupermarkets.com/what-is-mild-steel/
Можно ли использовать смесь аргона и углекислого газа для сварки TIG?
Специалисты по сварке MIG более или менее знакомы со смесями аргона (Ar) и двуокиси углерода (CO 2 ). Те, кто занимается сваркой TIG, обычно полагаются на аргон, гелий и их смеси.Возможно, вы захотите сменить газ, надеясь, что это избавит вас от проблем с выбором газа для разных проектов. Возникает вопрос, можно ли использовать смесь Argon CO 2 для сварки TIG.
Не следует использовать смесь аргона и CO 2 , так как это обычно приводит к плохой сварочной ванне, и ваш вольфрамовый электрод практически мгновенно перегорает. Существует риск пористости из-за чрезмерного разбрызгивания. Также могут возникать дефекты сварки, такие как хрупкость и трещины.
Я знаю, что вы ищете дальнейших объяснений.В этой статье представлены все по теме и еще несколько идей о защитных газах для различных процессов сварки.
Защитные газы для сварки TIG и использование углекислого газа
Источник изображения: https://www.mig-welding.co.uk/welding-gas.htm алюминий, латунь, бронза, медь, нержавеющая сталь и др. Все эти металлы устойчивы к коррозии и чрезвычайно чувствительны к воздуху, водороду, азоту, кислороду и воде.Присутствие этих элементов считается загрязнением окружающей среды при установке для сварки TIG. Любое взаимодействие этих загрязнений со сварочной ванной приводит к хрупкости, выделению карбидов, некрасивым трещинам и снижению коррозионной стойкости.
Таким образом, вы не сможете воспользоваться защитными газами, потому что газ, который вы используете для сварки TIG, должен защищать электрод и расплавленную сварочную ванну от примесей из окружающей среды, способствуя при этом стабильной дуге.
Вам может быть интересно, как CO 2 вписывается в эту ситуацию. Ну, он содержит кислород, и я уже обсудил результат. Углекислый газ, как активный газ, увеличивает напряжение дуги и вызывает чрезмерное разбрызгивание, не говоря уже о пористости сварного шва.
Ну, он содержит кислород, и я уже обсудил результат. Углекислый газ, как активный газ, увеличивает напряжение дуги и вызывает чрезмерное разбрызгивание, не говоря уже о пористости сварного шва.
Кроме того, вам не понравится высокая скорость, с которой ваш вольфрамовый электрод может сгореть, потому что в процессе он окисляется. Это еще одна причина, по которой вы не хотите использовать CO 2 при сварке TIG .
Теперь поговорим об аргоне.
Если необходимо защитить сварочную ванну, для этой цели лучше всего подходит аргон.Это поможет вам сохранить окружающую среду инертной. Это также помогает поддерживать контролируемую и стабильную дугу. Однако смешивание CO 2 с аргоном критически влияет на способность последнего, и вы потеряете преимущества использования инертного инертного газа.
Итак, вы видите, что с аргоном можно, а с углекислым газом НЕТ. В этот момент я могу подумать о другом вопросе, который может у вас возникнуть.
Существуют ли смеси на основе аргона для сварки TIG?
Конечно, есть, и я могу предложить вам несколько.Помимо аргона в качестве единственного защитного газа, вы можете использовать гелий (He), который способствует лучшему проплавлению и текучести сварочной ванны, делая ее более горячей. Эта смесь позволяет легко сваривать практически любой сплав.
В отличие от двуокиси углерода, водород (h3) или азот (N2) можно смешивать с аргоном, потому что водород может оказывать такое же сильное воздействие, как гелий. Но без компромиссов не обойтись. Следуйте этой таблице, чтобы понять, чего можно ожидать от смесей аргона для нержавеющей стали.
 Добавив к аргону 2-5% водорода, можно получить еще больший расход, но будут риски для пористости. К вашему сведению, скорость потока для сварки TIG может составлять не менее 10 кубических футов в час (CfH) и до 35 кубических футов в час.
Добавив к аргону 2-5% водорода, можно получить еще больший расход, но будут риски для пористости. К вашему сведению, скорость потока для сварки TIG может составлять не менее 10 кубических футов в час (CfH) и до 35 кубических футов в час. Эта пропорция обеспечивает силы дуги, которые позволяют ей быть более терпимой к прокатной окалине. Кроме того, сварочная ванна, которую вы получите, более управляема, чем та, которую вы получили бы со смесью аргон/кислород.
Эта пропорция обеспечивает силы дуги, которые позволяют ей быть более терпимой к прокатной окалине. Кроме того, сварочная ванна, которую вы получите, более управляема, чем та, которую вы получили бы со смесью аргон/кислород. Некоторые трехкомпонентные смеси, содержащие большее количество гелия и меньшее количество CO 2 , могут помочь вам значительно их минимизировать.
Некоторые трехкомпонентные смеси, содержащие большее количество гелия и меньшее количество CO 2 , могут помочь вам значительно их минимизировать. Однако преимущества выбора правильного газа с первого раза могут заключаться в улучшении качества сварных швов, повышении надежности производительности, повышении качества и снижении затрат.
Однако преимущества выбора правильного газа с первого раза могут заключаться в улучшении качества сварных швов, повышении надежности производительности, повышении качества и снижении затрат.
 Еще одним преимуществом использования диоксида углерода является то, что он не требует дополнительного инертного газа. При наличии толстого материала, который необходимо сваривать, двуокись углерода является предпочтительным защитным газом, поскольку он обеспечивает глубокое проплавление сварного шва.
Еще одним преимуществом использования диоксида углерода является то, что он не требует дополнительного инертного газа. При наличии толстого материала, который необходимо сваривать, двуокись углерода является предпочтительным защитным газом, поскольку он обеспечивает глубокое проплавление сварного шва.