Регулировка полуавтомата сварочного
Главная » Статьи » Регулировка полуавтомата сварочного
Регулировка сварочного полуавтомата
В видео и статье вы узнаете о регулировке полуавтомата, а также полезную информацию о выборе маски. Регулировать аппарат каждый, конечно, будет под себя. Однако есть определённые каноны, которых стоит придерживаться.
Шов после сварки должен получаться примерно таким:
Сперва может показаться, что он сплошной, однако варился он не сплошной линией.
В видео вы сможете увидеть процесс сварки при правильной регулировке. При уменьшении скорости аппарат может не проваривать металл. Если же скорость больше положенной, то получаются бугорки на металле. Почему? Потому что подача проволоки большая, она не успевает расплавляться и отталкивается от металла.
Скорость подачи нужно регулировать до тех пор, пока не начнёт получаться красивый шов. Не старайтесь добавлять много скорости, регулируйте по чуть-чуть. На регулировку можно потратить более получаса, но результат будет отличный.
Не старайтесь добавлять много скорости, регулируйте по чуть-чуть. На регулировку можно потратить более получаса, но результат будет отличный.
Обратите внимание, что поверхность металла всегда должна быть зачищена до блестящего. На ржавчине и краске аппараты не варят! Качественная зачистка подарит вам приятные впечатления от работы и красивый шов.
Даже по звуку можно понять, что аппарат не варит так, как надо. Если он «поёт», то всё прекрасно. Если же он начинает щёлкать – это не к добру. Нужно обратить внимание на регулировки и ток.
При выборе аппарата обратите внимание на силу тока. Чем больше – тем лучше. 160 А – это маловато. Есть 180, 210 А и так далее. Однако многие привыкают и к слабым аппаратам, варят достаточно хорошо. Нужно отметить, что для варки, к примеру, лонжерона 160 А может просто не хватить.
Маска для сварки
Категорически рекомендуется к приобретению маска-хамелеон:
В них можно совершенно спокойно смотреть и всё видеть. Она реагирует за тысячные доли секунды, «зайца» вы точно поймать не успеете. Но вот стоит такая маска порядка $80-100. Но зрение гораздо дороже.
Но вот стоит такая маска порядка $80-100. Но зрение гораздо дороже.
Как избавиться от «зайцев» от сварки?
Возьмите полотенце, смочите его холодной водой и просто завяжите вокруг глаз. Можно ложиться спать. Утром просыпаетесь – всё в порядке. Кто-то рекомендует использовать заварку или картошку.
Несколько советов
Не забывайте, что варить правильно с первого раза далеко не у всех получается. К аппарату нужно привыкнуть. Если вы долго варите своим аппаратом и делаете красивые швы, то на другом оборудовании наверняка всё начнётся с кропотливой регулировки.
Через некоторое время вы начнёте действительно чувствовать аппарат. Вы будете слушать его и знать, как правильно на нём варить. Не забывайте, что варить нужно точками, а не сплошным швом, предварительно подхватить по всему периметру, сокращая расстояния между точками. Давайте металлу остыть.
Не бойтесь что-нибудь испортить. Возьмите старую дверь, отрежьте от неё кусок и приварите обратно. Потратьте хотя бы день на то, чтобы привыкнуть к аппарату.
autoremka.ru
Как правильно настроить сварочный полуавтомат?
Оглавление: [скрыть]
- Особенности и функции сварочного полуавтомата
- Разнообразие агрегатов, обеспечивающих осуществление процесса полуавтоматической сварки
- Преимущества и недостатки полуавтоматического сварочного агрегата
- Основные этапы настройки оборудования
- Особенности, которые требуется соблюдать при проведении настройки аппарата
Большое количество домовладельцев, которые приобрели сварочный полуавтомат, задумываются над вопросом о том, как настроить сварочный полуавтомат правильно. Не каждый человек знакомый с процессом сваривания металлов знает, как правильно проводится настройка сварочных полуавтоматов. Для того чтобы качественно провести настройку агрегата следует выполнить все рекомендации и требования, которые описаны в инструкции по эксплуатации.
Для качественной настройки агрегата необходимо придерживаться инструкцией по эксплуатации.
Особенности и функции сварочного полуавтомата
Сварочные полуавтоматы являются наиболее распространенными и наиболее популярными устройствами для осуществления сварочных операций.
Полуавтомат в процессе функционирования выдает сварочный ток большой плотности. Процесс проведения сваривания с использованием полуавтомата осуществляется значительно легче, так как подача электродной проволоки в зону проведения сварочных операций осуществляется автоматически. Основное отличие между сварочным полуавтоматом и автоматом заключается в том, что сварочный автомат осуществляет все процессы, связанные со свариванием металлов в автоматическом режиме, а человеку отведена роль контроллера процесса.
Устройство сварочного полуавтомата.
Для питания сварочного полуавтомата используется ток бытовой электрической сети с напряжением в 220 вольт. Основными компонентами полуавтоматического сварочного агрегата являются:
- механизм, обеспечивающий автоподачу электродной проволоки в зону проведения сваривания;
- источник электропитания;
- горелка.
Горелка устройства является одним из основных компонентов конструкции. Использование этого элемента конструкции позволяет осуществлять подачу защитного газа, флюса и специальной проволоки в зону проведения сварки.
Подающие проволоку механизмы могут быть нескольких типов:
- толкающие;
- тянущие;
- тянуще-толкающие.
Тянуще-толкающие устройства являются универсальными.
Современными производителями выпускаются различные варианты агрегатов, которые можно применять при выполнении операций. Такими агрегатами можно проводить дуговую сварку алюминия, стали и изделий из других металлов. Сварочные полуавтоматы являются популярным оборудованием, применяемым при проведении ремонтных операций с автотранспортом.
Вернуться к оглавлению
Функции сварочного полуавтомата.
Классификация полуавтоматических сварочных агрегатов осуществляется в соответствии с имеющимися у них техническими характеристиками. В зависимости от того какой используется тип перемещения, какой тип защиты применяется для сварного шва и какая разновидность проволоки применяется в процессе работы, существует несколько различных классификаций агрегатов.
В зависимости от характера перемещения специалистами выделяются полуавтоматы стационарного типа и полуавтоматы переносные. В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В зависимости от типа защиты области сваривания специалисты выделяют три типа агрегатов. Современная промышленность выпускает оборудование обеспечивающее защиту сварочного шва при помощи инертного газа, флюса или при помощи применения порошковой проволоки.
В различных моделях оборудования могут использоваться разнообразные типы сварочной проволоки. Если имеется у агрегата возможность использования в работе проволоку из различных материалов, то такое оборудование носит название универсального сварочного аппарата. Помимо стальной проволоки в сварочных устройствах полуавтоматического действия может применяться также проволока, изготовленная из алюминия.
Вернуться к оглавлению
Подготовка к работе сварочного полуавтомата.
Как и каждое техническое устройство, полуавтоматические агрегаты для проведения сварных операций обладают целым рядом преимуществ и недостатков. К основным преимуществам и достоинствам этого типа приспособлений можно отнести следующие:
- при помощи оборудования можно работать с тонколистовой сталью, осуществляя сваривание элементов конструкции, толщина которых может составлять 0,5 мм;
- полуавтоматическое оборудование обладает низким порогом чувствительности к коррозионным процессам, ржавчине и иным загрязнениям или вредным процессам для основного металла заготовки;
- установки для осуществления процесса полуавтоматического сваривания имеют относительно невысокую стоимость, она значительно ниже, чем у оборудования другого типа;
- при помощи использования этих аппаратов можно проводить технические операции с металлическими изделиями, обладающими внешним покрытием.


Использование оборудования позволяет работать с оцинкованными деталями, не повреждая оцинкованного покрытия.
Настроечная таблица для сварочного полуавтомата.
Помимо приведенных достоинств и преимуществ, оборудование этого типа имеет и некоторые недостатки. Основным недостатком использования является возникновение эффекта разбрызгивания капель расплавленного металла при отсутствии защитной среды из инертного газа. Еще одним недостатком применения агрегата является высокая степень излучения, возникающая при формировании электрической дуги.
Несмотря на наличие недостатков, этот тип оборудования широко применяется в промышленности, автосервисе и домашнем хозяйстве. Чаще всего эта разновидность оборудования применяется при проведении сварных работ с черным металлом, нержавейкой и алюминием.
Вернуться к оглавлению
На начальном этапе настройка полуавтомата заключается в подборе силы сварочного тока с учетом толщины используемого в работе металла. Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
Перед проведением настройки нужно хорошо изучить инструкцию по эксплуатации. Настройка оборудования должна проводиться в соответствии с настроечными таблицами, которые прилагаются к инструкции. При настройке оборудования следует учитывать тот факт, что сваривание металлов при низкой рабочей силе тока будет некачественным, а в некоторых случаях даже невозможным. Некоторые модели выпускаемых аппаратов имеют регулировки не силы рабочего тока, а его напряжения, что не влияет на принципы проведения настройки агрегата для нормальной работы. Принцип настройки должен отвечать одному правилу: чем толще свариваемый металл, тем выше должно быть используемое в процессе работы рабочее напряжение или сила рабочего тока.
https://www.parnikiteplicy.ru/www.youtube.com/watch?v=sILz3pZgYDs
После того, как проведена настройка силы тока или напряжения, проводится настраивание скорости подачи рабочей проволоки. Скорость подачи должна соответствовать табличным показателям. Для изменения скорости подачи рабочей проволоки можно использовать сменные шестерни, которые имеются в комплекте оборудования, поставляемого совместно со сварочным аппаратом. Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Имеются модели оборудования, оснащенные специальными коробками переключения скоростей подачи проволоки. Подача проволоки осуществляется по спецшлангу в мундштук. Включение подачи проволоки осуществляется путем переключения рычага.
Вернуться к оглавлению
Режим сварки, который используется в процессе работы, зависит от большого количества факторов. Все эти факторы, влияющие на качество работы, должны учитываться при проведении подготовки оборудования к работе.
https://www.parnikiteplicy.ru/www.youtube.com/watch?v=uNIF5YuJP8M
Если планируется в процессе проведения работ использование газа или смеси газов для создания защитной среды, то перед включением аппарата следует открыть вентиль подачи газовой смеси. Перед использованием газа на редукторе следует выставить рабочее давление, которое необходимо в процессе работы. Перед использованием газового баллона его следует проверить на целостность и исправность. Перед использованием требуется рассчитать оптимальный расход газа, так как за счет его подачи формируется защитная атмосфера вокруг области проведения сварочных работ.
В процессе работы не следует перегружать аппарат и непрерывно использовать его.
www.parnikiteplicy.ru
Как отрегулировать сварочный полуавтомат. — DRIVE2
Привет всем драйвовчанам:))Привет други мои:)) не даю вам последние время соскучиться:)) А хотел я сегодня вам немного показать как настроить сварочный аппарат.
Да не секрет, что многие покупают сварочный аппарат ещё не умея толком варить и учатся приобретая опыт по ходу. Очень много времени можно убить на то , что бы разобраться почему же этот чудо дивайс никак вам не поддаётся он словно не объезженная лошадь, то стреляет, то прожигает дыры:(( и всякая такая мура.
А секретов здесь нет нужно просто его настроить под себя и будет счастье вам. Так же многие поискав газовый баллон, либо не могут его найти, либо цена их немного пугает.Здесь начинается самое интересное мы ищем инфу по форумам Как же можно варить без углекислоты да есть такая чудо проволока (
Так же многие поискав газовый баллон, либо не могут его найти, либо цена их немного пугает.Здесь начинается самое интересное мы ищем инфу по форумам Как же можно варить без углекислоты да есть такая чудо проволока (
) и о ней мы поговорим в видео, стоит ли её применять Да совсем забыл в видео заглючил кадр где я говорил про подачу газа и я его вырезал. Что бы не было данного вопроса скажу так.Подача газа в среднем ставится 0.2-0.4 или 0.8 атм максимум не стоит увлекаться во первых это большой расход углекислоты, а во вторых это просто не к чему. Некоторые моменты если вы прожгли дыру в детали я тоже покажу в видеоЕсли что то упустил или не очень понятно объяснил, пишите постараюсь ответить и помочь.Ну и как всегда предлагаю вам запастись попкорном и провести 19 минут сидя у экрана :))надеюсь видео вас сильно не оторвёт от ваших дел и вы не сочтёте его без полезным:))
Всем добра и бабла!
www. drive2.ru
drive2.ru
Сварка кузовного металла (часть 1): выбор оборудования и настройка сварочного полуавтомата | Тиберис
Многие автолюбители согласятся, что необходимость прибегать к сварочным работам при ремонте кузова просто неоспорима. И наравне с жестяными работами применяется сварка и в ежедневной работе автомехаников в сервисах авто обслуживания. Т.к. со многими проблемами кузовного металла можно справиться, только если есть в наличии отвечающее требованиям сварочное оборудование. Поэтому мы раскроем вопрос- какое же сварочное оборудование подходит для работ со сваркой кузова.
Специалисты, которые разбираются в сварочном оборудовании, на вопрос, какой из сварочных аппаратов и метод сварки подойдет для описываемой нами цели, наперво зададут ряд важных встречных вопросов. А именно: какие требования предъявляются к оборудованию (напряжение сети, сварочный ток и т.п.), требования к сварным соединениям, какая квалификация у работника, который будет осуществлять сварочный процесс, а главное какой металл будет свариваться и его толщина.
И так, сразу же определим, что для выполнения кузовного ремонта подойдет два самых распространенных и доступных способа сварки в этой специфике работ, а именно такие, как полуавтоматическая сварка (MIG больше всего подойдут для хорошего качества соединений сталей (низкоуглеродистых), которые применяются в автомобилестроении.
В данной статье мы будем рассматривать более подробно универсальный способ сварки, который в большинстве случаев уже вытеснил газовую и ручную дуговую сварку из отрасли авто-ремонта, а именно полуавтоматическую сварку. Минусами ручной дуговой сварки здесь будет выступать ряд моментов:
- Неудобство варить соединения кузова электродом, т.к. не везде получится «подлезть»
- Очистка от шлака поверхности
- Большой риск прожечь в металле отверстие
Про вид контактной сварки Вы сможете узнать из наших следующих статей, т. к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
к. он более специфический, но используется не намного реже в СТО, чем полуавтоматический, в основном из-за отсутствия расходных материалов.
Оборудование для ремонта кузовного металла методом полуавтоматической сварки
Для выбранного нами типа полуавтоматической сварки в среде низкоуглеродистых сталей (MIG/MAG) необходимо использовать устройства для полуавтоматической сварки металла, именуемые в народе- сварочные полуавтоматы.
Подробнее со сварочными полуавтоматами и выбором сварочных полуавтоматов Вы можете ознакомиться в статье по ссылке, где будет подробно расписано, как подобрать сварочный полуавтомат, который будет подходить Вашим требованиям.
Если вы ознакомились со статьей по выбору сварочного полуавтомата, то Вы уже знаете, что полуавтомат сварочный может сваривать металл диаметров 0,5-0,8мм (тонкий) и достаточно крупный от 4мм и толще. А это может означать, что данный тип оборудования отлично подойдет для сварки конструкций кузова автомобиля- лонжеронов, порогов, крыльев и т. п.
п.
Подготовка оборудования к сварке кузовного металла
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность. Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата. Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична. Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора. Важно, что при этом генератор необходимо использовать мощностью большей, чем мощность полуавтомата.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Информация по подготовке сварочного полуавтомата к работе обычно идет в руководстве (паспорте) от производителя устройства. Но если, таковая у Вас отсутствует, то не беспокойтесь! Мы составили достаточно подробную инструкцию по подключению ПА для Вас!
Подготовка полуавтомата к работе
Приступим к детальному рассмотрению процесса подготовки ПА к работе. Многие производители указывают эту информацию в паспортах аппаратов, но все, же есть варианты, что Ваш ПА был куплен б/у, с рук, утеряна инструкция или возможно у Вас возникли дополнительные вопросы.
Опишем основные моменты более подробно.:
- Для начала «заряжаем» наш ПА сварочной проволокой. Для этого нужно:
- Отвинтить (или снять) сопло со сварочной горелки.
- Скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом
- Отвести ролик или ролики (если несколько) подающего механизма
 Для этого нужно:
Для этого нужно:- Установить бобину (катушку) со сварочной проволокой.
- Далее устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную- минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке.
- После установки полярности тока, необходимо вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
- Придерживайте сварочную проволоку так, что бы она не провисала, и приведите её конец к прижимному ролику. Обязательно проверьте, что бы проволока точно попала в выемку расположенную на ведущем ролике.
- Наконец подключаем наш ПА к сети, и нажимаем кнопку на рукоятке сварочной горелки. Сварочная проволока должна прийти в движение, и через несколько секунд появится на выходе из горелки. Что бы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки. Чаще всего для этого нужно повернуть регулятор, который отвечает за скорость подачи вправо до упора.
- Продолжим. После всех описанных выше операций необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки.
- Теперь можем установить сопло для газа.
 Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова.
Итак, теперь наш аппарат на половину готов к работе, осталось только подключить газовый баллон с углекислым газом и отрегулировать аппарат.
Подключаем газ (углекислый) к ПА
- Устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров.
- Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания».
- Далее присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг. Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов.
Теперь подходим к завершающему этапу подготовки сварочного полуавтомата к работе- регулировке.
Регулировки сварочного полуавтомата.
Для того, что бы обеспечить надежную и качественную сварку полуавтоматом, обязательно проведите регулировку аппарата.
- Наперво отрегулируйте натяжение проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки. Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения. Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины.
- Далее необходимо настроить силу ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- Обязательно отрегулируйте расход газа. Вы можете установить расход газа с помощью вентиля на газовом баллоне, который следует приоткрыть на один – два оборота. Предварительно выставите давление на редукторе примерно на 2кг/см.
- После, нажмите на кнопку сварочной горелки. Старайтесь нажать так, что бы проволока сперва «стала», а клапан газа открылся. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
 При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа). Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.Теперь осталось отрегулировать самую главную настройку для ПА, а именно напряжение сварочного тока. Но с ней разбираться придется только при процессе сварки.
После того, как вы ознакомились с подготовкой сварочного полуавтомата к работе, Вы сможете перейти к азам и методом сварки кузовного металла, о которых мы расскажем Вам во второй части нашего обзора.
www.tiberis.ru
Контроль и регулировка импульсной сварочной дуги с LORCH ХТ: самый высокий уровень сварки
Контроль и регулировка импульсной сварочной дуги с LORCH ХТ: самый высокий уровень сварки
02 мая 2016 г.
В 2016 году LORCH обрадовал разработкой и внедрением новых возможностей в регулировке сварочной дуги, а именно ее длины и динамики в импульсных сварочных полуавтоматах Lorch S и Lorch S SpeedPulse — функция ХТ. Данный процесс был создан и запатентован исключительно LORCH, что ставит данного производителя на ступень выше среди конкурентов и аналогов. Благодаря внедрению новой технологии ХТ, сварочный процесс становится еще более стабильным, а сварка совершеннее.
ХТ — это EXTRA надежность EXTRA вариативность EXTRA малое образование брызг!
Как сварщик регулирует процесс сварки? Ранее вся регулировка сварочного процесса сводилась к изменению напряжения и скорости подачи проволоки. Регулировкой напряжения мы увеличиваем или уменьшаем длину сварочной дуги, что в конечном итоге сказывается на сварочной ванне: либо она широкая, либо более узкая. Размер ванны влияет также на провар изделия. Если ванна узкая, то сварочная дуга более сконцентрированная и провар получается более глубоким. Если сварочная ванна шире, то необходимо затратить больше энергии на то, чтобы расплавить как основной, так и присадочный металл. Ведь если ванна широкая нам нужно больше проволоки для того, чтобы заполнить ее металлом. Сам сварочный шов при этом выглядит более широким. Если сварщику, например, нужно больше наплавить металла, получить определенный катет, то он увеличивает скорость подачи проволоки. Регулируя подачу проволоки сварщик меняет количество подаваемого присадочного металла и сварочный шов получается в итоге более бугристым, либо напротив более вогнутым.
Размер ванны влияет также на провар изделия. Если ванна узкая, то сварочная дуга более сконцентрированная и провар получается более глубоким. Если сварочная ванна шире, то необходимо затратить больше энергии на то, чтобы расплавить как основной, так и присадочный металл. Ведь если ванна широкая нам нужно больше проволоки для того, чтобы заполнить ее металлом. Сам сварочный шов при этом выглядит более широким. Если сварщику, например, нужно больше наплавить металла, получить определенный катет, то он увеличивает скорость подачи проволоки. Регулируя подачу проволоки сварщик меняет количество подаваемого присадочного металла и сварочный шов получается в итоге более бугристым, либо напротив более вогнутым.
В основном сварщики любят варить на короткой дуге, поскольку сварка на длинной очень нестабильна, кроме того она ведет к большому каплеобразованию. А это затраты денег и времени на дальнейшую доработку сварочного шва.
С приходом синергетического управления, процесс сварки стал проще. Например, в сварочных полуавтоматах LORCH для настройки сварщику необходимо только выбрать металл, диаметр проволоки и используемый защитный газ. Далее выбирается толщина свариваемого металла, а все остальные параметры, в том числе напряжение и скорость подачи проволоки, выставляется аппаратом самостоятельно. В процессе сварки вручную сварщик лишь корректирует скорость подачи проволоки. Однако для идеальной сварки этого оказалось недостаточно…
Например, в сварочных полуавтоматах LORCH для настройки сварщику необходимо только выбрать металл, диаметр проволоки и используемый защитный газ. Далее выбирается толщина свариваемого металла, а все остальные параметры, в том числе напряжение и скорость подачи проволоки, выставляется аппаратом самостоятельно. В процессе сварки вручную сварщик лишь корректирует скорость подачи проволоки. Однако для идеальной сварки этого оказалось недостаточно…
Как получить идеальную импульсную дугу?
Как показала практика, для формирования качественной импульсной дуги необходимы 3 составляющих:
- Регулировка длины сварочной дуги
- Регулировка динамики сварочной дуги
- Компенсация внешних воздействий
Причем компенсация внешнего влияния должна происходить в автоматическом режиме, т.к. ручная регулировка сильно тормозит процесс сварки. Раньше сварщики, увеличивая/уменьшая длину сварочной дуги косвенно влияли на размер сварочной ванны, делая ее шире или уже. С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
С 2016 года, в линейке импульсных сварочных полуавтоматов LORCH S SpeedPulse появилась возможность корректировки не только длины, но и динамики сварочной дуги. Динамика позволяет делать ванну шире/уже независимо от длины дуги. Длина дуги остается неизменной. Т.е. теперь, можно варить на короткой дуге и при этом делать ванну того размера, который нужен сварщику для комфортной работы. Однако LORCH на этом не остановился, ведь мало дать сварщику возможность регулировать сварочные параметры. Необходимо сделать их независимыми от сварщика, выставляемыми автоматически и при этом, независимо от внешних условий.
Как известно, на процесс сварки большое влияние оказывает воздействие внешних факторов (падение напряжение в сети, качество газа, включения в металле, наличие прихваток и т.п.). Самый распространенный пример: сварка по прихваткам. В месте прихватки, как правило, сварка становится крайне не стабильной и данное место становится изъяном сварочного шва — при проходе прихваток образуется много капель. Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
Что сделал LORCH? Немецкий производитель профессионального сварочного оборудования LORCH внес принципиальное изменение в природу самого сварочного импульса.
Новый импульс вместе с ХТ
Стандартный импульс представляет собой чередование «пауза/импульс/пауза/импульс» (так называемая I-I регулировка). Это делает перенос металла контролируемым, но более медленным в сравнении со стандартной сваркой. LORCH внедрил специальны сварочный процесс SpeedPuls, который позволил увеличить скорость стандартной импульсной сварки практически вдвое.
Основной специфической характеристикой, отличающей SpeedPuls от традиционных импульсных процессов – за направляющей каплей следует вторичный переход металла — результатом является более быстрый перенос металла. В процессе данной сварки импульс стал выглядеть иначе: «пауза/импульс с резким изменением тока/пауза/импульс с резким изменением тока» (I-I-I регулировка). Благодаря контролю 3-й фазы регулировки сварочного тока LORCH усовершенствовал импульсную сварку и сделал ее быстрее стандартной сварки на 48%.
Следующим шагом, реализованным в 2016 году стало новое измемение импульса: регулировка стала правной, что позволило сделать сварку еще более стабильной и избавиться от влияния внешних факторов. Новый вид импульсной сварки получил название ХТ. Благодаря изменению самого импульса, внешне процесс сварки выглядит практически таким же, как SpeedPuls, однако он имеет ряд преимуществ:
- Более высокий уровень наплавка
- Высококонцентрированная дуга (глубокое проплавление, хорошее формирование корня шва, глубокая дуга, без подрезов)
- В результате более высокая скорость сварки как результат нескольких факторов влияния на дугу.
Что дает специальный процесс сварки ХТ?
Для импульсной сварки одним важным факторам воздействия на вводимую энергию является частота импульсов и различные точки регулировки. SpeedPulse XT объединяет все лучшие характеристики, что создает более простую, комфортную, лучшую в управлении“ импульсную сварку с регулировкой напряжения.
Если в SpeedPuls частота импульсов переменная, то в SpeedPuls XT частота импульсов постоянна. Это позволяет получить мгновенную но более мягкую регулировку (реакция происходит в одной и той же фазе импульса). Так LORCH получает собственное пропорциональное регулирование и компенсацию внешних воздействий в автоматическом режиме. Так, XT объединяет в себе лучшее от 2-х типов регулировки. В результате мы получаем:
- Вариативность регулировки – без немедленного вмешательства
- Более интуитивный контроль за дугой
- Хорошая реакция на изменения при сварке в ограниченном пространстве
- Улучшенная сварка зазоров путем изменения вылета электрода
- Активное противодействие отклонениям дуги путем уменьшение длины дуги (уменьшая расстояние горелка — деталь)
- Лучший контроль при сварке в ограниченном пространстве: угловые соединения и тд
Результат
Нагляднее всего новый тип сварки можно увидеть в процессе сварки поверх прихваток. Если раньше проходя прихватку процесс сварки становился в месте прихватки крайне нестабильным, то с ХТ все иначе.
Если раньше проходя прихватку процесс сварки становился в месте прихватки крайне нестабильным, то с ХТ все иначе.
LORCH сделал сварку по прихваткам обсолютно стабильной. Шов не меняет своей равномерности независимо от наличия прихваток на сварочном изделии.С импульсными сварочными полуатвоматами нового поколения LORCH S-SpeedPulse XT вы получаете:
- Стабильность без скачков напряжения/тока
- Малое образование брызг
- Без слышимых изменений частоты
- При SpeedPulse XT – умеренная регулировка длины дуги
- Простой и удобный процесс сварки
- Уменьшение затрат на обработку детали после сварки
Кроме того, возможность регулировки динамики сварочной дуги оказывает влияние на формирование сварочного шва. Например, при сварке нержавеющей стали динамика дуги влияет на профиль проплавления, при более высокой динамике профиль шва более вогнутый, повышая надежность образования хорошего корня шва и сторон шва, даже при неидеальном положении горелки.
В особенности для специалистов по сварке, новые характеристики оборудования позволяют более точно регулировать процесс сварки. Как показали первые тесты, проведенные обладателями импульсных сварочных полуавтоматов LORCH S-SpeedPuls XT, отметили отличные результаты, при одновременном изменении длины дуги и динамики дуги. Как при ручной сварке, так и при полуавтоматической, образование брызг сводится к нулю. Благодаря нескольким процессам оптимизации даже незначительное образование брызг при работе с S серией было сведено к нулю
Если у вас появились вопросы, будем рады ответить на них по тел.: +7 (3952) 745-542
Как настроить сварочный полуавтомат, отрегулировать величину тока, напряжения и скорость подачи проволоки
Сварочный полуавтомат является очень удобным устройством для работы дома и в маленьких мастерских. С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
С ним можно работать в любых условиях, не требуется особая подготовка рабочего места, он компактен почти как обычный инвертор.
В отличие от ручной дуговой сварки, для работы с ним не требуется высокая квалификация сварщика. Правильная настройка сварочного полуавтомата позволяет выполнять качественно работы и сварщику невысокой квалификации.
В зависимости от вида свариваемого материала, его толщины требуется правильно выставить скорость подачи проволоки, защитного газа. Дальше сварщику требуется равномерно вести горелку вдоль шва, и получится качественный сварной шов. Вся сложность заключается в правильном подборе параметров сварки для конкретного материала.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ.
Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
- Слишком высокая скорость сопровождается повышенными брызгами металла. Шов получается тонким и прерывистым.
- Слишком медленная скорость дает широкий, расплывчатый шов.
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
- Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
- При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
- Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.Рекомендации в инструкции
Перед производством работ необходимо надежно заземлить аппарат для сварки и только потом начинать настройку. Сварочный полуавтомат нужно подключить к газобаллонной системе с защитным газом.
Необходимо проверить наличие сварочной проволоки в катушке, если нужно перезарядить ее и протянуть до рукоятки горелки. Скорость подачи газа имеет большое значение в процессе сваривания.
Поэтому ее тоже нужно установить. Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
Газобаллонное оборудование имеет редукторы с указанием расхода газа в литрах. Это очень удобно, необходимо просто выставить требуемый расход в пределах 6-16 литров.
В инструкции по эксплуатации на устройство даются рекомендации, как правильно настроить сварочный полуавтомат, каким током варить конкретный металл, с какой скоростью подавать проволоку.
В инструкции должны быть специальные таблицы, в которых все расписано. Если выставить все параметры в соответствии с ними, то должно все получиться.
На практике могут быть сложности. На качество сварки полуавтомата влияют очень много параметров. Если питающая сеть не соответствует нормативам, то источник питания будет выдавать напряжение и ток не тот, что нужно, параметры будут нестабильны.
Температура среды, толщина металла, его вид, состояние свариваемых поверхностей, вид шва, диаметр проволоки, объем подачи газа и много других факторов влияют на качество сварки полуавтомата.
Таблицы рекомендуемых режимов сварки даются для определенных условий, которые не всегда можно обеспечить. Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Поэтому при сварке полуавтоматом многие регулировки осуществляются опытным путем.
Конечно, первоначально выставляются рекомендованные значения, потом идет точная подстройка параметров сварки.
Техника безопасности при работе с полуавтоматом
Перед соединением заготовок необходимо заземлить аппарат, после чего начать настройку с подключения газового баллона, проверить катушку с проволокой. Последняя иногда перезаряжается и припой протягивается к рукоятке горелки.
При использовании полуавтомата необходимо соблюдать требования техники безопасности.
Главные ее положения:
- Не допускать прямого попадания лучей солнца на газовый баллон, не заправлять его самостоятельно, беречь вентили от повреждения, не заносить резервуар с холода в теплое помещение.
- Все действия производить в огнестойком костюме, защитной маске, специальной обуви и перчатках.
- Убрать подальше взрывоопасные и горючие вещества.
- Использовать полное освещение.
- Не сваривать бензобаки, канистры и бочки, в которых хранились опасные составы.

При соблюдении перечисленных правил результаты будут хорошими у всех сварщиков.
Настройка тока и скорости подачи проволоки
В первую очередь выставляется сила сварочного тока, которая зависит от вида свариваемого материала и толщины заготовок. Это можно выяснить по инструкции на полуавтомат или найти в соответствующей литературе.
Затем устанавливается скорость подачи проволоки. Она может регулироваться ступенчато или плавно. При ступенчатой регулировке не всегда удается подобрать оптимальный режим работы. Если есть возможность выбора устройства, покупайте сварочный полуавтомат с плавной регулировкой скорости подачи проволоки.
В блоке управления должен быть переключатель режима подачи проволоки вперед/назад. Когда все настройки в соответствии с инструкцией по эксплуатации на полуавтомат произведены, нужно попробовать работу на черновом образце с такими же параметрами. Это необходимо делать потому, что рекомендации усредненные, а в каждом отдельном случае условия уникальны.
При большой скорости подачи провода электрод просто не будет успевать расплавляться, сверху будут большие наплавления или сдвиги, а при низкой он будет сгорать, не расплавляя свариваемый металл, валик шва будет проседать, появятся углубления или разрывы.
Настройка полярности при сварке полуавтоматическим инвертором
Фактор полярности – прямая или обратная – также ощутимо влияет на конечный результат сварочных работ, выполняемых полуавтоматом.
Прямая полярность подразумевает соединение горелки с минусовой клеммой, а соединяемых элементов – к плюсу. Такой вариант применяется при использовании флюсовой проволоки. При таком варианте активное выделение теплоты направлено на материал расходника. Флюс отлично плавится, но при этом наблюдается активное шлакообразование.
Обратная полярность с подключение горелки к плюсовой клемме аппарата применяется при использовании сплошной сварочной проволоки.
Регулировка параметров
Регулировка величины тока или напряжения зависит от толщины заготовок. Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
Чем толще свариваемое изделие, тем больше сварочный ток. В простых устройствах полуавтоматической сварки регулировка силы тока совмещена со скоростью подачи проволоки.
В профессиональных полуавтоматах регулировки раздельные. Правильность настройки можно определить только опытным путем, сделав экспериментальный шов на пробной заготовке. Валик должен быть нормальной формы, дуга устойчивой, без брызг.
В некоторых моделях полуавтоматов имеется регулировка индуктивности (настройки дуги). При маленькой индуктивности температура дуги падает, глубина проплавления металла уменьшается, шов становится выпуклым.
Это используется при сваривании тонких металлов и сплавов, чувствительных к перегреву. При большой индуктивности температура плавления растет, сварочная ванна становится более жидкой и глубокой. Валик шва становится плоским. Сварку в этом режиме используют для толстых заготовок.
Переключатель скорости подачи сварочной проволоки в моделях способных работать с разными диаметрами требует дополнительной регулировки с учетом конкретной толщины проволоки.
Даже изучив полностью рекомендации производителя не всегда можно получить нужный режим работы полуавтомата.
Выставив оптимальные регулировки для сварки заготовки сегодня, может получиться, что на следующий день они станут неоптимальными потому, что изменилось качество сети или изменилось положение изделия на рабочем столе.
То есть настройка режимов процесс постоянный и индивидуальный потому еще, что он зависит и от манеры работы самого сварщика.
Настройка сварочного аппарата: общие сведения
Прежде всего, необходимо понимать, что процесс настройки регулирует параметры сварочных работ. Они же, в свою очередь, ощутимо зависят от ряда факторов выполняемой задачи. В числе таковых толщина и сплав заготовки, положение соединения в пространстве, конфигурация стыка, внешние условия выполнения работ и другие. Кроме того, свой вклад осуществляют текущее реальное напряжение в сети, состав газа в баллоне (если есть), смена катушки проволоки и так далее. Соответственно, настройка сварочного аппарата полуавтоматического типа должна учитывать их все при выполнении корректировок параметров.
При этом в распоряжении сварщика всего четыре возможные регулировки:
- Значение силы тока;
- Скорость подачи присадочной проволоки выбранной толщины;
- Величина напряжения дуги;
- Расход защитного газа.
Разумеется, многие эти факторы являются взаимосвязанными. Поэтому для настройки первичных значений, осуществляемых путем ручек на лицевой панели инверторного автомата, можно воспользоваться таблицей. Но тонкая подстройка аппарата в процессе работы все равно понадобится. И это станет наиболее сложной задачей, решение которой позволит получить оптимальный результат работы.
Типичные ошибки
На ошибку в настройках сварочного полуавтомата указывает отчетливый треск. Громкие щелчки сообщают о том, что скорость подачи припоя маленькая. Необходимо увеличить скорость подачи до пропадания треска.
Часто наблюдается сильное разбрызгивание металла. Это связано с недостаточным количеством изолирующего газа в районе сварочной ванны. Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Нужно увеличить подачу газа, отрегулировать редуктор полуавтомата.
Присутствуют непровары или прожиги шва. Это связано со слишком низким или слишком высоким напряжением дуги, регулируется настройкой вольтажа или индуктивности.
Неравномерная ширина валика шва связаны со скоростью перемещения горелки и ее положением относительно шва, то есть, связана с техникой работы сварщика.
При соблюдении рекомендаций производителя и понимании процессов происходящих в сварочной ванне, способах их регулировки можно выполнять довольно сложные виды сварочных работ в домашних условиях.
Таблицы
Чтобы правильно выбрать и установить режимы полуавтоматической сварки в углекислом газе стоит внимательно рассмотреть все важные параметры технологии. Особенно это относится к новичкам, потому что опытные мастера способны с ходу определить правильные режимы сварки в углекислом газе. А вот для начинающих были разработаны специальные таблицы с содержанием основных критериев полуавтоматических сварных работ.
Ниже имеется таблица настройки полуавтомата для сварки. Ее стоит применять для стыкового шва в нижнем пространственном положении и для сварочной технологии изделий низколегированного и низкоуглеродистого металла. Важное условие сварки — использование защитного газа и тока с обратной полярностью.
Таблица режимов сварки полуавтоматом с параметрами, которые подходят для поворотно-стыковых швов. Во время сварочного процесса рекомендуется использовать различные защитные газовые смеси.
Сварочная таблица для полуавтомата с параметрами, которые подходят для образования нахлесточного соединения. Во время сварки применяется защитный газ и ток с обратной полярностью.
Ниже в таблице имеются рекомендуемые настройки, которые стоит использовать при проведении сваривания изделий из углеродистой стали в вертикальном положении в пространстве. Во время технологии используется ток с обратной полярностью, смеси из защитных газов.
Таблица сварочных токов и других важных параметров для полуавтомата с подходящими режимами сварочного процесса с использование углекислого газа методом «точка». Ее рекомендуется использовать при работе с углеродистыми сталями.
Ее рекомендуется использовать при работе с углеродистыми сталями.
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
p, blockquote 8,0,0,0,0 —>
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
 Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.Внешнее влияние на настройки
Изменение пространственного положения шва, усиление катета, толщины, конфигурации стыков одного металла потребуют разных настроек. Основные настройки полуавтомата (ПА):
- Напряжение дуги; регулировка отражается на изменении величины тока.
- Ток – подача проволоки; увеличение скорости подачи проволоки отзывается пропорциональным ростом величины тока и наоборот.
- Расход газа задаётся с опорой на основные параметры, регулируется оценкой качества шва при исключении порообразования.
Далее по результатам тестового прохода режимы электродуговой сварки в среде защитных газов подвергаются корректировке.
Для опытного практика даже звучание зажжённой дуги информативно. Придётся с приобретением полуавтомата привыкать к его особенностям, необходимости подстраивать под изменения:
- Комплектация и сборка ПА с равноценными характеристиками отличаются начинкой, различие в настройке встречаются у одного производителя.
- Перепады напряжения сбивают настройки; трансформаторный ПА отключится, а инвертор может сгореть.
- Изменение состава защитного газа.
- Смена марки и диаметра проволоки.
- Повлияет даже незначительный ремонт или замена комплектующих.
Газозащита
Газопоток также относится к расчётным табличным величинам. Напрямую на настройку сварочного полуавтомата не влияет. Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Контроль упрощается, если редуктор оснащён 2 шкалами. Регистрация величины редуцированного потока воспринимается объективнее с установкой ротаметра.
Расходомер ротаметрический показывает подачу углекислоты (аргона) рабочего давления в постоянных величинах. Показание статического давление снизится, когда сработает курок горелки, создастся защитное облако. Начальный диапазон для ротаметра 6–10 л/мин, для редуктора с манометрами – 1–2 атм.
Экономный расход подбирается по пористости шва: газопоток увеличивается, пока не исчезнут поры. В помещении с принудительной вытяжкой и на ветру в целях экономии предпочтительно воспользоваться порошковой самозащитной проволокой.
Подбор газовой смеси
Выбор смеси определяют требования качества исполнения и свойства материала:
- СО2 – идеальное предохранение сварочной ванны конструкционных сталей, глубокий проплав, но разбрызгивание и грубоватость шва для тонких работ не подходят.
- Смесь аргона и углекислого газа С25 (75% Ar; 25% CO2) – сочетание подходит для сварки тонколистовых конструкций, создаётся равномерный шов с минимумом брызг.
- Композиция из 98% Ar; 2% CO2 – для нержавеющих сталей.
- Для алюминия – аргон в чистом виде.

Настройка напряжения
Затраты мощности на горение дуги и плавление металла определяет настройка вольтажа. Энергозатраты возрастают с увеличением глубины провара (толщины материала) и диаметра проволоки.
Настройки бытовых ПА ступенчатые. Огрубление режимами min/max или многорежимные, с мягкой подстройкой как расширенный диапазон регулировки сварочного напряжения полуавтомата Wester MIG-110i на 10 установок.
На внутренней стороне крышки кожуха находится таблица регламента установочных величин напряжения. Это главная подсказка производителя, печатается на модели, разнящиеся по мощности и техоснащению.
Итоговое решение, как настроить полуавтомат сварочный за оператором. Расплывчатые рекомендации не догма, основной критерий – глубина провара и прочность соединения.
Скорость подачи проволоки
Регулятор скорости подачи проволоки управляет силой тока.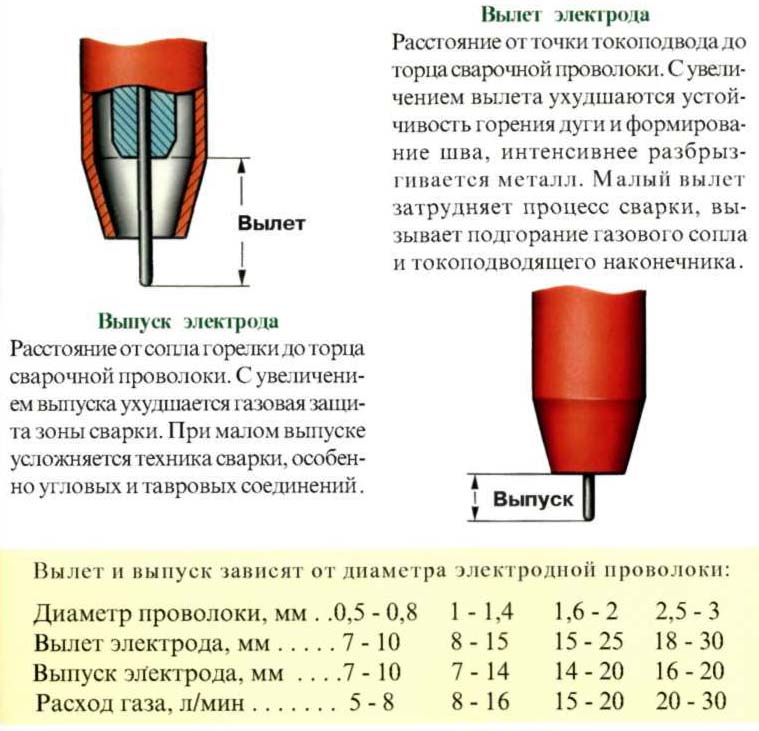 Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Величина подачи – одна из основных изменяемых характеристик. Устанавливается после выбора напряжения: скорость плавления определяет движение электрода в горелке.
Эта величина подлежит регулировке после смены марки и диаметра проволоки, изменения напряжения. Существуют ПА с автоматической подстройкой режима, но они в сегменте дорогостоящей аппаратуры.
Желательна тонкая настройка движения расходного материала для оптимизации корректировок. Излишнее ускорение приведёт к наплывам, замедление – к просадке, волнистости, разрывам шва. Баланс тока и напряжения, управляемого скоростью подачи, в сумме дают оптимальный валик.
Первый показатель несоответствия режима выявляется в действии – скорость подачи с зажжённой дугой снижается, но проволока не успевает плавиться, сгибается, липнет к заготовке, идёт активное разбрызгивание.
Недостаточность подачи – электрод инвертора сгорает до касания, забивается наконечник. Подбор режима скорость/ток под выставленное напряжение – первый шаг к профессионализму.
Скорости подачи проволоки в полуавтомате, таблица прямой зависимости влияния изменения настроек на конечный результат:
Полярность
Процедура изменения полярности проста. Под крышкой табличка с указанием, какой металл вид и проволоки требуют прямой или обратной полярности. Прямая – горелка подключается к клемме минус. При прямой полярности плавление проволоки ускоряется на 50%, но стабильность дуги падает.
Сварка порошковой самозащитной проволокой ведётся при прямой полярности. Максимум энергии тепловыделения расходуется на защиту шва. Флюс прореагирует без остатка. Склонность к разбрызгиванию компенсируется безразличием к недоочистке рабочих зон, и порывам ветра. Издержки в виде брызг и корки шлака – неизбежное зло.
Цельная омеднённая в газовом облаке подсоединяется к положительной клемме. Подготовка материала к сварке связана с зачисткой проявлений коррозии, загрязнений стыков, разделки. Токопроводность возрастает с увеличением диаметра. Для заготовок большого сечения есть резон увеличить сечение проволоки.
Для заготовок большого сечения есть резон увеличить сечение проволоки.
Вылет и выпуск проволоки
Длина вылета расходного электрода из контактной трубки (наконечника), величина рабочего зазора горелки влияют на качество неразъёмного соединения.
Взаиморасположение наконечника горелки относительно сопла в отдельных конструкциях меняется. Они располагаются на одном уровне, контактная трубка утапливается или выдвигается относительно сопла до 3,2 мм.
На коротком вылете ведётся швообразование конструкционных низколегированных сталей – увеличение расстояния разрежает прикрытие защитным газом. Флюсовую проволоку искусственно удлиняют для увеличения температуры плавления.
Настройка дуги
Уже простые модели ПА имеют верньер управления величинами индуктивности. Настройка жёсткости меняет температуру дуги, глубину проплавления при заметной выпуклости шва. Чувствительность деталей к перегреву, тонкие стенки теперь не препятствуют сварке.
Снижение сжатия токового канала (рост индуктивности) поднимает температуру плавления, проплав глубокий, сварочная ванна разжижается. Валик шва уплощается. Управление глубиной провара, температурой дуги и ванны – качественно новый уровень настройки сварочного полуавтомата.
Малые диаметры присадки делают дугу устойчивее, коэффициент наплавки растёт, глубина проплавления оптимизируется, разбрызгивание снижается. По выпуклости шва и величине разбрызгивания уточняется длина дуги: короткая даёт объёмный шов, длинная мешает концентрации расплава.
Основные правила при выборе режима
Нельзя сказать, что существует какой-то определенный оптимальный режим сварки для всех соединений. В каждом отдельном случае необходимо исходить из свойств материала, особенностей заготовки, поворотных углов, толщины металла и прочее. Идеальный и прочный стык получается только тогда, когда все нюансы учтены. А чтобы это понять, попробуйте сварить две детали с разными настройками.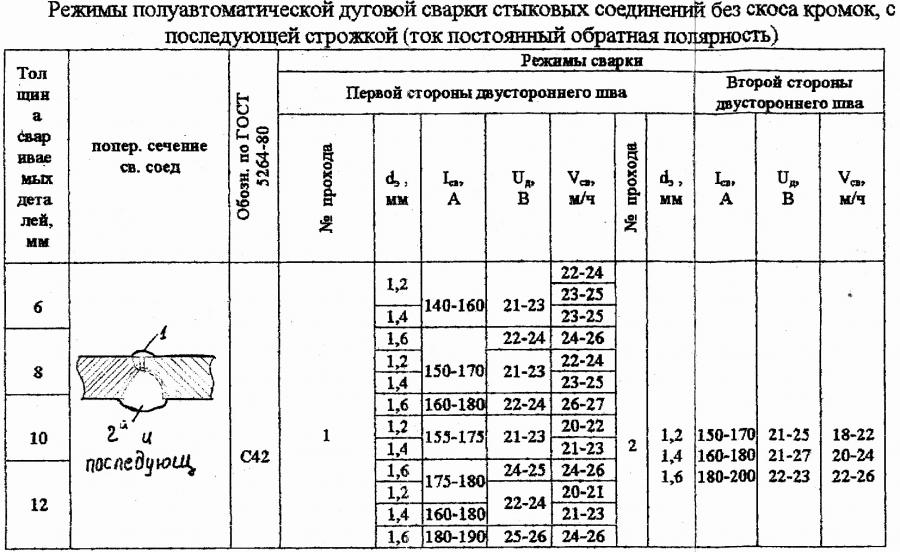 Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Так будет нагляднее для вас, что получится в итоге. Но, а для тех, кто не готов самостоятельно экспериментировать, предлагаем воспользоваться нашими советами.
Беря в руки заготовку и сварочный аппарат, вам нужно вообразить, сколько тепла потребуется, чтобы расплавить этот металл. Другими словами, как быстро должен расплавляться присадочный пруток, чтобы расплавить металлическую поверхность и вступить с ней в диффузию. Для тонких материалов количество тепла будет меньше, чтобы не прожечь насквозь, а для толстых – требуется больший нагрев, чтобы равномерно и глубоко проникло тепло, не оставив не задействованных участков. Отталкиваясь от этого нехитрого умозаключения, вы сможете выставить настройки аппарата наиболее приближенные к оптимальным параметрам.
Теперь перейдем от слов к делу. Сила тока и напряжение дуги являются главными показателями в настройках полуавтомата. Скорость подачи присадки зависит от силы тока, чем ток выше, тем быстрее движется проволока. Сила тока напрямую зависит от стабильного горения дуги и наоборот. Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Только в случае правильного режимного настроя и уверенных движений мастера, стык получится правильным и прочным.
Как настроить полуавтоматическое сварочное оборудование
Если вы подошли к этому этапу, вы наверняка уже умеете пользоваться настройками подачи газа и правильно устанавливать электрод. Мы поговорим о выборе силы сварочного тока и о напряжении, так как эти два момента наиболее важны при сварочных работах. Вы должны научиться выбирать наиболее благоприятный режим зоны сварки.
Для начала найдите ненужный кусок металла, на котором вы сможете тренироваться. Подготовьте его к работе. Очистите от грязи, ржавчины или краски. Пройдитесь шлифовальной машинкой или воспользуйтесь наждачной бумагой. Натрите до блеска. Вот именно на этом материале и пройдет практическое обучение. Не беритесь сразу за чистовик, выполните домашнюю работу на черновике, а после многочисленных попыток вы уже не сможете испортить нужные детали. Хотя бывает всякое.
Первый шаг поиска настроек
Первым делом настройте напряжение сварочной дуги. Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Рекомендуемый диапазон от 15 до 20 V. Следующим параметром будет выставление силы тока на 100А. В одной руке вы держите горелку, а второй рукой вы регулируете настройки. Таким образом, результат от настроек вы видите моментально. Обратите внимание на стабильность дуги и на звук, который она издает. Приятный треск не должен резонировать. Расплавленный металл сейчас не имеет значения, вы должны определить параметры тока и дуги, при которых работа протекает на высшем уровне. Крутите ручку настроек плавными движениями по чуть-чуть, буквально на одно-два деления. Когда вы найдете оптимальный вариант, эти значения нужно зафиксировать. Не полагайтесь на память, запишите либо сфотографируйте.
Что такое индуктивность в сварочном полуавтомате?
Приобретение сварочного аппарата (инвертора) – это всегда сопряжено с дилеммой: качество или цена. И, как часто это бывает, побеждает цена. Приобретая недорогой сварочный инвертор, его хозяин получает некоторое снижение качества работы с агрегатом.
А точнее: сложность с розжигом электрода и жесткостью сварочного процесса. Но небольшая доработка (и недорогая) дает возможность изменить характеристики аппарата. Самый простой вариант – это установить дроссель. Что это такое, и для чего нужен дроссель.
Основное его назначение – стабилизация тока. Все дело в том, что в аппарате переменного тока поджиг расходника должен производиться при определенном напряжении, которое должно соответствовать синусоиде электрического тока.
Сварочный дроссель, включенный в схему инвертора, позволяет сместить фазы между напряжением и электрическим током. А это в свою очередь влияет на легкость розжига электрода, плюс более ровному горению электрической дуги.
В купе в конечном результате получается ровный и качественный сварной шов. Что и требуется для подтверждения качества конечного результата.
Дроссели можно устанавливать и в сварочных трансформаторах, и в инверторах, и в полуавтоматах. При использовании устройства в полуавтоматах для сварки можно констатировать уменьшение разбрызгивания металла, шов проваривается глубже, сварочный процесс проходит мягче.
Способы регулировки тока с помощью дросселя
Достоинства устройства несомненны. Практика это подтверждает полностью. Но есть три режима трансформатора, в которых он может находиться. При этом с помощью дросселя в некоторых из них можно регулировать силу сварочного тока. Кстати, дроссель подключается к вторичной обмотке трансформатора, при этом регулируется воздушный зазор в сердечнике.
- Холостой ход. Это режим, когда аппарат включен, а работа на нем не производится. Напряжение на трансформатор подано, электродвижущая сила во вторичной обмотке присутствует, а на выходе сварочного тока нет.
- Нагрузка. Зажигается дуга, которая замыкает электрическую входную цепочку. В нее входят обмотка дросселя и вторичная обмотка трансформатора. По цепи движется ток, значение которого определяется сопротивлениями двух обмоток. Если в цепь не установить дроссель, то на выходе получился бы ток максимального значения. А это большая вероятность получить прожог свариваемых металлов, залипание электрода. Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
- Короткое замыкание. КЗ образуется в тот момент, когда кончик электрода касается свариваемых металлических заготовок. При этом на сердечнике трансформатора образуется магнитный поток переменного типа, а на вторичной обмотке индуктируется электродвижущая сила. При этом сила тока будет зависеть от общего сопротивления обмотки дросселя и вторичной обмотки трансформатора.
 Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.
Степень настройки тока будет зависеть от воздушного зазора в стержне, на который наматывается обмотка дросселя.Что касается воздушного зазора, то его увеличение приводит к тому, что сопротивление цепочки увеличивается.
А это в свою очередь приводит к уменьшению магнитного потока, соответственно уменьшается индуктивное сопротивление обмоток трансформатора и дросселя. Уменьшилось сопротивление, увеличился ток на выходе. Все по закону Ома.
Поэтому ток дуги увеличивается. Именно таким образом с помощью дросселя можно регулировать ток сварочной дуги.
В этой системе с дросселем есть один недостаток.
 Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку.
Любой аппарат для сварки в процессе работы вибрирует. Это негативно сказывается на прохождении тока по катушке дросселя. Поэтому можно отказаться от плавной настройки и регулирования тока, а перейти на ступенчатую настройку.Для этого в сердечнике дросселя не надо устанавливать воздушный зазор. Для этого обмотка прибора делается с отводами (через определенное количество витков), к которым припаиваются контакты. Правда, необходимо учитывать тот момент, что через эти контакты будет проходить ток в несколько сот ампер.
Поэтому нужно подобрать такие, которые ток такой силы смогут выдерживать.
И еще одна причина, по которой дроссель для сварочного аппарата нужно включить, чтобы процесс сварки проходил в «мягких» условиях.
Есть такая характеристика зависимости напряжения сварочной дуги от силы тока на конце электрода, которая носит название падающая.
Это очень полезная зависимость, особенно в тех случаях, когда сложно или трудно выдержать расстояние между электродом и свариваемыми металлическими заготовками.

Обеспечить падающую характеристику одним трансформатором практически невозможно, потому что сопротивление его обмоток здесь недостаточно.
Обмотка дросселя практически в два раза увеличивает общее сопротивления электрической цепи, что позволяет обеспечить падающую зависимость напряжения от тока.
То есть, это еще один плюс в копилку дросселя. Теперь становится понятным, зачем нужен этот прибор.
Как сделать дроссель своими руками
Для катушки дросселя лучше использовать магнитопровод серии UI. Намотка провода на катушку – процесс непростой и трудоемкий, требующий терпения и аккуратности. Есть в этом деле несколько моментов, которые определяют качество конечного результата.
- Обязательно перед началом намотки производится изоляция ярма UI.
- Наматывать медный или алюминиевый провод можно только в одном направлении.
- Каждый намотанный на сердечник слой необходимо изолировать от последующего. Для чего может быть использована стеклоткань, специальная хлопчатобумажная изоляция или картон.
- Изоляционный слой необходимо обрабатывать бакелитовым лаком.
- Если устраивается ступенчатая регулировка тока, то выводы обмотки нужно обязательно маркировать. Это упростит в последующем подключение дросселя к сварочному аппарату, то есть, нужный вывод будет легко найти.

Ступенчатую регулировку тока можно организовать и при помощи нагрузочного омического сопротивления. По сути, это обычная спираль из нихромовой проволоки, которая подключается к выходу дросселя. Правда, необходимо отметить, что этот вариант не самый лучший. Нихромовая проволока сильно нагревается, иногда даже докрасна, так что это большая опасность.
В сварочных трансформаторах плавная регулировка тока обеспечивается смещением первичной обмотки относительно вторичной. Уменьшая между ними расстояние, производится уменьшение магнитного поля.
А соответственно и снижение сопротивления в цепи. Обычно трансформаторные аппараты снабжаются рукояткой, которая расположена сверху агрегата.
Вращая ручку в ту или другу сторону, уменьшается или увеличивается сила тока дуги.
Но для инверторного сварочного аппарата, который применяется в быту, лучше использовать для улучшения работы дроссель. Проще, удобнее, недорого. Тем более, сделать его своими руками – не проблема.
Поделись с друзьями
Настройка сварочного полуавтомата — режимы, регулировки, ошибки
Сварочные технологии становятся все более доступными, так каждый сейчас может приобрести простой инвертор, а более практичные покупатели выбирают сварочные полуавтоматы.
Перечислять преимущества данной технологии можно очень долго, но на практике владельцы не всегда рады своему приобретению. Связанно это с тем, что люди просто не знают, как происходит настройка сварочного полуавтомата.
Мы разобрали основные функции бюджетных устройств и приборов среднего класса, чтобы на примере их возможностей рассказать, как происходит регулировка полуавтомата.
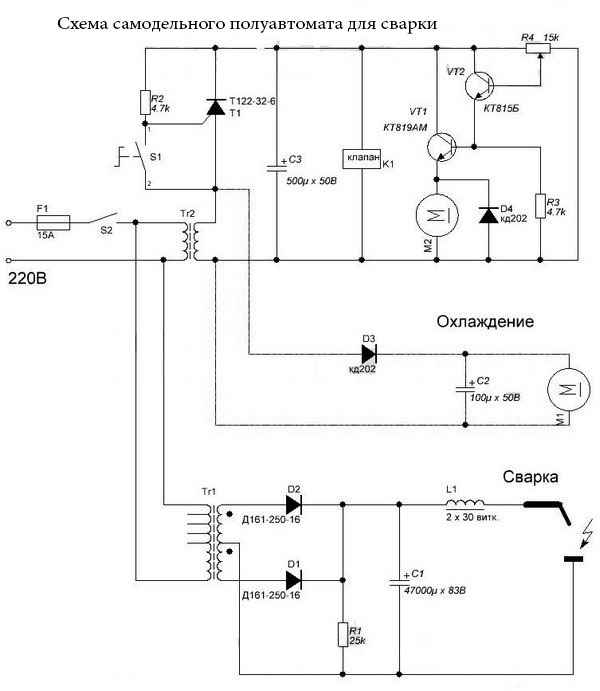
схема, фото, видео. Настройка инвертора, используемого для полуавтоматической сварки
Агрегат, предназначенный для сваривания изделий, принято считать сварочным полуавтоматом. Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
Такие устройства могут быть различных видов и форм. Но самым важным является механизм инвертора. Необходимо, чтобы он был качественным, многофункциональным и безопасным для потребителя. Большинство профессиональных сварщиков не доверяют китайской продукции, изготавливая устройства самостоятельно. Схема изготовления самодельных инверторов достаточно проста. Важно учитывать для каких целей будет изготовлен аппарат.
- Сваривания при помощи порошковой проволоки;
- Сваривания на различных газах;
- Сваривания под толстым слоем флюса;
Иногда для качественного результата и получения ровного сварного шва необходимо взаимодействие двух устройств.
Также инверторные устройства делятся на:
- Однокорпусные;
- Двухкорпусные;
- Толкающие;
- Тянущие;
- Стационарные;
- Передвижные, в комплекте которых есть тележка;
- Переносные;
- Предназначенные для начинающих сварщиков;
- Предназначенные для полупрофессиональных сварщиков;
- Предназначенные для профессиональных мастеров;
Что потребуется?
Самодельный аппарат, схема которого очень проста, включается в себя несколько главных элементов:
- Механизм с главной функцией, отвечающий за управление сварочным током;
- Источник сетевого питания;
- Специальные горелки;
- Удобные зажимы;
- Рукава;
- Тележка;
Схема сварки при помощи полуавтомата в среде защитного газа:
Также мастеру понадобятся:
- Механизм, который обеспечивает подачу проволоки;
- Гибкий шланг, при помощи которого проволока или порошок будет поступать к сварному шву под давлением;
- Бобина с проволокой;
- Специальное устройство управления;
Принцип работы
Принцип работы инвертора включает в себя:
- Регулировку и перемещение горелки;
- Контроль и наблюдение за сварочным процессом;
При подключении агрегата к электрической сети наблюдается преобразование переменного тока в постоянный. Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Для данной процедуры понадобится электронный модуль, специальные выпрямители и трансформатор с высокой частотой. Для качественного сваривания нужно, чтобы у будущего агрегата такие параметры, как скорость подачи специальной проволоки, сила тока и напряжение были в идентичном равновесии. Для данных характеристик понадобятся источник питания дуги, который имеет вольтамперные показания. Длину дуги должно определить заданным напряжением. Скорость подачи проволоки напрямую зависит от сварочного тока.
Полуавтомат своими руками — подробное видео
Созданный план
Любая схема самодельного устройства предусматривает отдельную последовательность работы:
- На начальном уровне необходимо обеспечить подготовительную продувку системы. Она будет воспринимать последующую подачу газа;
- Затем необходимо запустить источник питания дуги;
- Подать проволоку;
- Только после выполнения всех действий начнется движение инвертора с заданной скоростью.
- На окончательном этапе следует обеспечить защиту шва и заварку кратера;

Плата управления
Для создания инвертора необходима специальная плата управления. На данном устройстве должны быть вмонтированы узлы аппарата:
- Задающий генератор, включающий в себя трансформатор гальванической развязки;
- Узел, при помощи которого управляется реле;
- Блоки обратной связи, отвечающие за сетевое напряжение и подающий ток;
- Блок термозащиты;
- Блок «антистик»;
Выбор корпуса
Перед сборкой агрегата нужно подобрать корпус. Можно выбрать короб или ящик с подходящими габаритами. Рекомендовано выбирать пластик или тонкий листовой материал. В корпус всонтируются трансформаторы, которые соединяются с вторичными и первичными бобинами.
Совмещение катушек
Первичные обмотки выполняются по параллельной схеме. Вторичные бобины подключаются по последовательной. По подобной схеме устройство способно принимать ток величиной до 60 А. При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
При этом выходное напряжение будет равно 40 В. Данные характеристики отлично подойдут для сваривания небольших конструкций в домашних условиях.
Система охлаждения
Во время непрерывной работы самодельный инвертор может сильно перегреваться. Поэтому такому устройству необходима специальная система охлаждения. Самым простым методом создания охлаждения является установка вентиляторов. Данные устройства необходимо прикрепить по бокам корпуса. Вентиляторы должны быть установлены напротив трансформаторного устройства. Прикрепляются механизмы таким образом, чтобы они могли работать на вытяжку.
Надежность современных полуавтоматов часто подводит регулятор скорости подачи проволоки сварочного полуавтомата схема не всегда надежна и механическая
часть также нередко дают сбои.
Неисправность этого узла приводит к существенным сбоям в работе с полуавтоматом, потере рабочего времени и нервотрепкой с заменой сварочной проволоки. Проволока на выходе из наконечника прихватывается, приходится снимать наконечник и чистить контактную часть для проволоки. Неисправность наблюдается при любом диаметре применяемой сварочной проволоки. Либо может происходить большая подача, когда проволока при нажатии на клавишу включения выходит большими порциями.
Неисправности вызваны часто и самой механической частью регулятора подачи проволоки. Схематично механизм состоит из прижимного ролика с регулируемой степенью прижима проволоки, подающий ролик с двумя канавками для проволоки 0.8 и 1.0 мм. За регулятором смонтирован соленоид, отвечающий за перекрытие подачи газа с задержкой 2 секунды.
Сам регулятор подачи очень массивный и часто просто закреплен на передней панели полуавтомата на 3-4 болтиках, по сути вися в воздухе. Это приводит к перекосам всей конструкции и частым сбоям в работе. Собственно «вылечить» этот недостаток довольно просто, установив под регулятором подачи проволоки какую-либо подставку, тем самым зафиксировав его в рабочем положении.
На полуавтоматах заводского изготовления в большинстве случаев (не зависимо от производителя) углекислый газ подается к соленоиду по сомнительному тонкому шлангу в виде кембрика, который от холодного газа просто «дубеет» и затем трескается. Это также вызывает остановку работы и требует ремонта. Мастера исходя из своего опыта советуют заменять этот шланг подачи, автомобильным шлангом, применяемым для подачи тормозной жидкости от бачка к главному цилиндру тормозов. Шланг прекрасно выдерживает давление и будет служить неограниченное время.
Промышленность выпускает полуавтоматы со сварочным током порядка 160 А. Этого бывает достаточно при работе с автомобильным железом, которое достаточно тонкое – 0,8-1.0мм. Если же приходится сваривать, например элементы из 4 мм стали, то этого тока недостаточно и провар деталей не полный. Многие мастера для этих целей приобретают инвертор, который вкупе с полуавтоматом может выдавать до 180А, чего вполне достаточно для гарантированного сварного шва деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено достаточно много схем и возможных доработок механической части.
Одно из таких предложений. Это, доработанный и проверенный в работе регулятор скорости подачи проволоки сварочного полуавтомата схема предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки выполняет задержку подачи на 1-2 секунды после срабатывания клапана газа и максимально возможное по быстроте срабатывания ее торможение в момент отпускания кнопки включения.
Минусом схемы является приличная мощность отдаваемая транзистором, разогревая радиатор охлаждения в работе до 70 градусов. Но все это плюсуется надежной работой как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Из этой статьи вы узнаете, где и для каких сварочных процессов применяется инверторный полуавтомат, а так-же в чем его недостатки и преимущества.
Для чего используется дизельные генераторы.
Трехфазные дизельные генераторы
Наиболее мощные дизельные генераторы всегда.
© 2012 INDUSTRIKA.RU «индустрия, промышленность, инструменты, оборудование»
Использование материалов сайта в других изданиях возможно только с письменного разрешения владельца сайта. Все материалы на сайте защищены законом (Гл. 70 ч. 4 ГК РФ). (с) industrika.ru.
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства используемые при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трёхфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило здесь используется электродвигатель с редуктором от стеклоочистителя а/м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана проходя через вращающиеся ролики поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземлённым изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя; отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки — сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, это приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматики и телемеханики» Иркутского областного Центра ДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских — наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
Характеристики устройства:
1. Напряжение питания 12-16 вольт.
2. Мощность электродвигателя — до 100 ватт.
3. Время торможения 0,2 сек.
4. Время пуска 0,6 сек.
5. Регулировка оборотов 80 %.
6. Ток пусковой до 20 ампер.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щёток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введён конденсатор фильтра C1.
Полевой транзистор VT1 оснащён цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щёток электродвигателя, в схему введен конденсатор C2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора С3,С4, С5. Цепь состоящая из диода VD2 с нагрузочным резистором R7 устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя, при зелёном свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Ёмкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R8. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора C5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнёт цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора T1 напряжением 12-15 вольт и ток 8-12 ампер, диодный мост VD4 выбран на 2х-кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от неё.
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм, кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50 *20.
Полевой транзистор аналог IRFP250 с током 20-30 Ампер и напряжением выше 200 Вольт. Резисторы типа МЛТ 0,125, R9,R11,R12 — проволочные. Резистор R3,R5 установить типа СП-3 Б. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 Ампер и напряжение 12 Вольт, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431 CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 вольт.
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3, если этого не происходит минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора К5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12-13 Вольт из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60 градусов Цельсия.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами. включения HL1 и двуцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12-16 вольт. Клапан подачи инертного газа можно подключить к конденсатору C6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5-4 мм.кв.
Список радиоэлементов
Владимир 22.02.2012 08:54 #
Схема не обеспечивает поддержание стабильных оборотов двигателя независимо от мощности в нагрузке и напряжения в сети. Для решения этой проблемы недостаточно стабилизировать напряжение на затворе.
Ограничение тока в 25А, согласно номиналу R9, ничего не спасёт. Даже сам резистор – на нём будет рассеиваться 62,5 Вт. Но недолго… О транзисторе и речи нет.
Цепь R7, VD2 бессмысленна.
Никакого режима рекуперации в схеме нет. Цитата: «…заключается в нагрузке обратного тока электродвигателя при вращении по инерции…» просто перл.
Что характерно, нет фото собранной платы…
Григорий Т. 25.02.2012 13:37 #
Сообщение от Владимир
Ограничение тока в 25А, согласно номиналу R9, ничего не спасёт.
А как вам бутафорный подстроечник R8?
В схеме слишком много ляпов, чтобы её серьёзно обсуждать.
Дмитрий 26.02.2012 14:24 #
Да эта схема полная лажа, я собирал ее пару месяцев назад, только зря плату разводил, ничего хорошего в ней нет. Собрал часть регулятора из БП на LM358 и КТ825, и доволен, обороты регулируются плавно, и мощность на малых оборотах есть достаточная, недостаток — необходимо отводить тепло от транзистора.
юрий 21.03.2012 17:32 #
Несколько дней бился с настройкой этой схемы. Если двигатель запустился, то обороты регулируются нормально, но вот запустить на малых оборотах это проблема, не хватает напруги, а если переменник на всю выкручивать, то это уже не регулировка подачи проволок, а действительно просто лажа
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12. 16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12. 15 В и ток 8. 12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20. 30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12. 13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12. 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5. 4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8. 12;
- вторичное напряжение холостого хода, В — 36. 42;
- ток холостого хода, А — 2. 3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40. 120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата . В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1. VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2. 2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5. 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8. 10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2. 2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1. U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1. U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3. 5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3. VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3. VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4. 6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3. 0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2. 5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
Источник: Радиолюбитель 7″2008
Лётчик (вчера, 01:32) писал:
предпочтение следует отдать двигателю с постоянными магнитами,так как у него ярко выраженная зависимость ЭДС от оборотов ротора.
Я бы даже сказал не просто ярко выраженная, а линейная.
Если мы будем вращать двигатель чем-то посторонним, как генератор, то на его выводах появится какое-то напряжение. Если мы подадим такое-же напряжение на этот двигатель, то он будет вращаться примерно с такой же скоростью, как мы его вращали. При вращении двигателя, противо-ЭДС, возникающая в якоре, направлена встречно питающему напряжению и они компенсируются.
В реальном двигателе, при нагрузке на вал, обороты уменьшаются за счёт падения напряжения на омическом сопротивлении обмотки, это сопротивление как бы последовательно включено между источником питания и идеальным двигателем. Кстати, если питать ДПТ с постоянными магнитами от источника тока, то мы получаем стабильный момент на валу, это тоже бывает полезно. Да, та вот сопротивление обмоток того-же моторчика от дворников, весьма мало и значительно меньше, чем выходное сопротивление примитивного источника. При хорошем стабилизаторе напряжения им можно пренебречь. Можно сделать источник с отрицательным выходным сопротивлением, равным сопротивлению обмоток, так сделано, напрмер, в кассетных магнитофонах, стабильность будет лучше, но для нашей задачи это ИМХО, лишнее. Что касается обратной связи от тахогенератора, то эта задача не так проста, как кажется на первый взгляд.
Блин, какойто поток сознания получился, извините.
А схема в топике мне не внушает доверия.
#17 Лётчик
- Город: Черкасская обл. г.Тальное
Стабилизация подачи проволоки — схема
Практика вещь хорошая,но без теории она бесполезная. Попытаюсь упрощённо обьяснить, почему-же двигатель при увеличении нагрузки на валу, уменьшает обороты? Согластно законам физики, для того,чтобы двигатель отдал определлённую мощность, он должен потреблять такую-же мощность от источника питания, с учётом КПД двигателя. Так как нагрузка на двигателе имеет непостоянный по времени характер (изгиб рукава, залипание проволоки и тп.) то из этого можно сделать заключение, что напряжение питания, должно пропорционально менятся,в зависимости от нагрузки и стабильнах оборотах ротора. Стабилизированный источник напряжения, этим условиям не соответствует. Исходя от вышеизложенного, мной был разработан ШИМ- стабилизатор оборотов двигателя с жесткой обратной сязью, которай отвечает всем этим требованиям. Схема достаточно проста, хотя немного сложновата в настройке. Подробности можете посмотреть здесь http://www.chipmaker. __1#entry709142
#18 dan_ko
- Город: Днепропетровск
Стабилизация подачи проволоки — схема
Лётчик (сегодня, 14:42) писал:
из этого можно сделать заключение, что напряжение питания, должно пропорционально менятся,в зависимости от нагрузки
Я бы такого заключения не сделал.
В зависимости от нагрузки меняется потребляемый двигателем ток. Таим образом меняется потребляемая мощность. Даже если сделать полноценную обратную связь от таходатчика, мы с удивлением обнаружим, что во всём диапазоне нагрузок, при постоянной скорости, напряжение на двигателе будет изменяться весьма незначительно.
Схему Вашу обсуждать не буду, что бы не плодить флуд и флейм.
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Устройство сварочного полуавтомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв.мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
Сварочный полуавтомат с тиристорным управлением.
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая – это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем. Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Схема трансформатора с первичной и вторичной обмоткой.
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Схема расчета сварочного трансформатора.
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1.1 метр. Это и будет длиной размотки. R – радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Характеристики сварочных трансформаторов.
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.
- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное – 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2.1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 – полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Схема устройства сварочного инвертора.
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
Некоторые задумываются над тем, что не стоит покупать дорогие сварочные установки, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно хорошие качественные показатели. К тому же при поломке такого агрегата есть возможность самостоятельно и быстро устранить поломку. Но для того чтобы собрать такой прибор, следует хорошенько ознакомиться с основными принципами работы и составными элементами полусварочного автомата.
Трансформатор полусварочного автомата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате будут использоваться нити с диаметром в 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Сделав некоторые подсчеты, принимаем решение сделать трансформатор с мощностью 3000 Ватт. После того как мощность для трансформатора будет подобрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут наматываться обмотки.
Если применять наиболее популярный Ш-образный сердечник, то полуавтомат станет значительно тяжелее, что будет являться минусом для сварочного аппарата в целом, который понадобится постоянно переносить на разные объекты. Для того чтобы сделать трансформатор с мощностью 3 киловатта, вам потребуется намотать обмотку на кольцевом магнитопроводе. Первоначально следует намотать первичную обмотку, которая начинается с напряжения в 160 B с шагом в 10 В и заканчивается на 240 В. При этом провод должен быть сечением не меньше 5 кв. мм.
После того как завершено наматывание первичной обмотки, следует поверх нее намотать и вторую, но на этот раз надо использовать проволоку с сечением 20 кв.мм. Значение напряжения на данной обмотке будет на показании в 20 В. Путем такого создания можно обеспечить 6 ступеней регулировки тока, один режим стандартной работы трансформатора и два типа пассивной работы трансформатора.
Регулировка полусварочного автомата
На сегодняшний день существует 2 вида регулировки тока по трансформатору: на первичной и вторичной обмотке. Первая — это регулировка тока на первичной обмотке, осуществляется при помощи тиристорной схемы, которая зачастую имеет множество недостатков. Одним из таких является периодическое повышение пульсации сварочного аппарата и переход фаз у такой схемы из тиристора в первичную обмотку. Регулировка тока по вторичной обмотке также имеет ряд недостатков при применении тиристорной схемы.
Для того чтобы их устранить, придется применять компенсирующие материалы, которые сделают сборку значительно дороже, да и к тому же аппарат станет значительно тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировку тока следует производить по первичной обмотке, а выбор схемы, которую следует применить, остается за создателем. Для обеспечения нужной регулировки по вторичной обмотке нужно установить сглаживающий дроссель, который будет сочетаться с конденсатором емкостью в 50 мФ. Эту установку следует делать вне зависимости от применяемой вами схемы, что обеспечит эффективную и бесперебойную работу сварочного автомата.
Регулировка подачи сварочной проволоки
Как и во многих других сварочных аппаратах, здесь лучше всего применять широтно-импульсную модуляцию с регуляцией обратной связи. Что дает ШИМ? Данный тип модуляции позволит нормализовать скорость проволоки, которая будет настраиваться и устанавливаться в зависимости от трения, которое создается проволокой и посадкой аппарата. При этом стоит выбор между подпиткой ШИМ-регулятора, которая может осуществляться путем отдельной намотки или же питать его от отдельного трансформатора.
При последнем варианте получится более дорогая схема, но эта разница в стоимости будет незначительной, но в то же время аппарат немного прибавит в весе, что является значительным минусом. Поэтому лучше всего применить первый вариант. Но если необходимо сваривать крайне аккуратно, на маленьком токе, то, следовательно, напряжение и ток, проходящие в проволоке, будут такие же маленькие. В случае с большим значением тока обмотка должна создавать соответствующее значение напряжения и передавать его вашему регулятору.
Тем самым дополнительная обмотка может в полной мере удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с данной теорией, можно сделать вывод, что установка дополнительного трансформатора является лишней затратой денег, а нужный режим можно всегда поддерживать дополнительной обмоткой.
Подсчеты диаметра ведущего колеса для механизма подачи сварочной проволоки
Путем практики было определено, что скорость размотки сварочной проволоки может достигать значения от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки в 0,8 мм. Придаточное значение и скорость вращения деталей нам неизвестна, поэтому следует вести подсчеты по имеющимся данным по скорости разматывания. Для этого лучше всего сделать небольшой эксперимент, после выполнения которого есть возможность определить нужное количество оборотов. Включите аппаратуру на полную мощность и подсчитайте, какое количество оборотов она делает за минуту.
Чтобы точно уловить оборот, закрепите спичку или ленту на якорь, чтобы знать, где закончился и начался круг. После того как ваши расчеты сделаны, вы можете узнать радиус по знакомой со школы формуле: 2пиR=L, где L-длина круга, то есть, если аппарат сделает 10 оборотов, необходимо поделить 11 метров на 10, и получится размотка в 1. 1 метр. Это и будет длиной размотки. R — радиус якоря, его и надо подсчитать. Число «пи» должно быть известно со школы, его значение равно 3,14. Приведем пример. Если насчитали 200 оборотов, то путем расчета определяем число L=5.5 cм. Далее делаем подсчет R=5.5/3.14*2= 0.87 см. Итак, необходимый радиус будет составлять 0,87 см.
Функциональность полусварочного автомата
Лучше всего делать его с минимальным набором функций, такими как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала наполнить трубку газом и лишь потом подводить искру.
- После того как нажали кнопку, следует подождать около 2 секунд, после чего автоматически включается подача проволоки.
- Одновременное отключение тока с подачей проволоки, когда отпускаете кнопку управления.
- После всего проделанного выше необходимо с задержкой в 2 секунды прекратить подачу газа. Это делается для того, чтобы не позволить окислиться металлу после остывания.
Для того чтобы собрать двигатель подачи сварочной проволоки, можно применить редуктор стеклоочистителя от многих отечественных автомобилей. При этом не забывайте о том, что минимальное количество проволоки, которое должно выматываться за минуту, составляет 70 сантиметров, а максимальное — 11 метров. Этими значениями необходимо руководствоваться при выборе якоря для выматывания проволоки.
Клапан для подачи газа лучше всего выбрать среди механизмов подачи воды все из тех же отечественных автомобилей. Но очень важно следить за тем, чтобы данный клапан по истечении некоторого времени не начал пускать утечку, что очень опасно. Если выберете все верно и правильно, аппарат при нормальном режиме работы сможет прослужить около 3 лет, при этом не надо будет много раз ремонтировать его, так как он достаточно надежен.
Сварочный полуавтомат: схема
Схема сварочного полуавтомата обеспечивает все пункты функциональности и сделает сварочный полуавтомат очень удобным в работе. Для того чтобы установить ручной режим, реле переключателя SB1 должно быть замкнутым. После того как нажали на кнопку управления SA1, задействуете переключатель К2, который при помощи своих связей К2. 1 и К2.3 включит первый и третий ключ.
Далее первый ключ задействует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 — полностью выключает тормоз двигателя. При этом во время этого процесса реле К3 начинает проводить процесс взаимодействия со своими контактами К3.1, который своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения аппарата на две секунды, которые нужно подобрать при помощи резистора R2. Все данные действия происходят с выключенным двигателем, и лишь газ подается в трубку. После всего этого второй конденсатор своим импульсом отключает второй ключ, который служит для задержки подачи тока сварки. После чего и начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка в 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима сварочного полуавтомата
Для начала следует ознакомиться, для чего же нужен автоматический режим. Например, необходимо приварить прямоугольный пласт металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если будете использовать ручной режим, то пластина по краям будет иметь шов с различной толщиной. Это вызовет дополнительные сложности, так как будет необходимо выравнивать его до нужного размера.
Если использовать автоматический режим, то тут возможности немного возрастают. Для этого необходимо настроить время сварки и силу тока, после чего попробуйте свою сварку на каком-либо ненужном объекте. После проверки можно удостовериться, что шов подходит для сварки конструкции. После снова включаем нужный режим и начинаем сварку вашего металлического листа.
При включении автоматического режима задействуете все ту же кнопку SA1, которая будет проводить все процессы подобно ручной сварке, с одним только несоответствием, что для ввода в работу потребуется не удерживать данную кнопку, а все включение будет обеспечиваться цепочкой С1R1. На полную работоспособность такого режима потребуется от 1 до 10 секунд. Работа данного режима очень проста, для этого необходимо нажимать кнопку управления, после чего включается сварка.
После того как время, заданное резистором R1, будет пройдено, сварочный аппарат сам выключит пламя.
visibility 891 просмотр
В продаже можно увидеть множество сварочных полуавтоматов отечественного и зарубежного производства, используемых при ремонте кузовов автомобилей. При желании можно сэкономить на расходах, собрав сварочный полуавтомат в гаражных условиях.
Регулятор скорости подачи проволоки сварочного полуавтомата
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или «Жигули». Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на выходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них выявлены некоторые недостатки, препятствующие качественному проведению сварки. Это преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя и отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки. Сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории «Автоматика и телемеханика» Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
Схема торможения позволяет почти мгновенно остановить вращение двигателя.
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
- напряжение питания, В — 12…16;
- мощность электродвигателя, Вт — до 100;
- время торможения, сек — 0,2;
- время пуска, сек — 0,6;
- регулировка
- оборотов, % — 80;
- ток пусковой, А — до 20.
Шаг 1. Описание схемы регулятора сварочного полуавтомата
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, возникающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении — вращение, при красном свечении — торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины — только для снижения вибраций якоря реле К1, большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации — передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 — устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12…15 В и ток 8…12 А, диодный мост VD4 выбран на двухкратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Шаг 2. Детали схемы регулятора сварочного полуавтомата
Схема регулятора подачи проволоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм.
Полевой транзистор аналог IRFP250 с током 20…30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 — проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, габариты у них одинаковые и применяются в автомобилях «ВАЗ».
Компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно удалить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов.
Компаратор DA2 имеет полный аналог TL431CLP иностранного производства.
Электромагнитный клапан подачи инертного газа Em.1 — штатный, на напряжение питания 12 В.
Шаг 3. Наладка схемы регулятора сварочного полуавтомата
Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 — предварительно движок резистора R3 установить в нижнее положение, при плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряжении источника питания 12…13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя — R3 выводится на панель управления вместе с индикаторами: включения HL1 и двухцветного индикатора работы двигателя HL2. Питание на диодный мост подается с отдельной обмотки сварочного трансформатора напряжением 12… 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в виниловой изоляции сечением 2,5…4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В — 3 фазы * 380;
- первичный ток фазы, А — 8…12;
- вторичное напряжение холостого хода, В — 36…42;
- ток холостого хода, А — 2…3;
- напряжение холостого хода дуги, В — 56;
- ток сварки, А — 40…120;
- регулирование напряжения, % — ±20;
- продолжительность включения, % — 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата . В зону сварки также подается инертный газ — аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трехфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Шаг 1. Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 …VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его — параллельно сетевой обмотке трансформатора Т1.
Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2…2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме «звезда-звезда». При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5… 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8…10 мм2, количество провода ПВЗ — 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт — подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2…2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 «Пуск» — регулировкой резистора R5 «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 «Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается трансформатор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 … U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1…U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3…5 кОм.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3…VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Шаг 2. Монтаж схемы пуска сварочного полуавтомата
Пусковая схема (рис. 3) смонтирована на монтажной плате (рис. 4) размером 156*55 мм, кроме элементов: VD3…VD8, Т2, С5, SA1, R5, SA2 и L1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки: индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4…6 мм2, сварочные — медной или алюминиевой шиной, остальное — проводом в виниловой изоляции диаметром 2 мм.
Полярность подключения держака следует выбрать, исходя из условий сварки или наплавки при работе с металлом толщиной 0,3…0,8 мм.
Шаг 3. Наладка схемы пуска сварочного полуавтомата
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 В. При нажатии кнопки «Пуск» на конденсаторе С5 напряжение холостого хода должно превышать 50 В постоянного тока, под нагрузкой — не менее 34 В.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2…5 В от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Скачать печатные платы:
В статье расскажем как сделать полуавтомат сварочный своими руками? Главное, что для этого необходимо – энтузиазм. После прочтения теоретической информации, можно приступать к сборке. Для начала, хотелось бы внести ясность, в чем отличие полуавтоматического сварочного аппарата от аппарата, работающего с электродами.
Когда осуществляется ручная сварка, ток нагрузки должен быть постоянным, а в автоматической главное — это стабильность напряжения. Это, если в общих чертах. Мы займемся изготовлением универсального аппарата, т.е. автоматического с дуговой сваркой (MAG/MMA).
Механизм подачи
Сборка должна начинаться с механизма подачи и подтяжки проволоки. Чтобы соборать механическую часть придется воспользоваться парой подшипников (типоразмер 6202), электродвигателем от автомобильных дворников (чем меньше двигатель – тем лучше).
При выборе двигателя проверьте, чтобы он крутился в одном направлении, а не “из стороны в сторону”. Кроме этого, потребуется выточить, либо где-то найти ролик, диаметр которого равняется 25 мм. Данный ролик садиться поверх резьбы на валу электромотора. Каждая нестандартная деталь должна быть сделана вручную, благо, ничего сложного там нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу электродвигателя, размещенного в середине. Сжатие пластин, и прижатие подшипников к ролику выполняется при помощи пружины. От одного подшипника до ролика выполняется протяжка проволоки, продетой внутрь “направляющих” с обеих сторон роликов.
Монтаж выполняется поверх текстолитовой пластины, толщина которой равняется 5 мм. Делается это так, чтобы проволока выходила там, где будет разъем, в который подключается сварочный рукав, закрепленный впереди на корпусе. На текстолит устанавливаем и бобину, на которую намотана проволока. Под катушку вытачиваем вал, который устанавливается под углом 90° к пластине, имеющей резьбу с краю, чтобы зафиксировать последнюю.
Конструкция, которую имеет полуавтомат справочный своими руками, является простой и надежной, приблизительно такую же применяют для промышленных аппаратов. Детали в механизме подачи рассчитаны под обычную катушку, однако сварка будет осуществляться без газа, хорошо, что сварочная проволока продается повсеместно.
То, что должно получиться, показано в верху в начале статьи. Усиление компьютерного корпуса выполняется при помощи двух уголков с тех сторон, где предполагается монтаж электронной части прибора. Задняя стенка корпуса обладает блоком питания и устройством, регулирующим частоту, с которой вращается электродвигатель.
Схема подачи проволоки полуавтомата
В этих целях вполне подойдет трансформатор. Он является самым простым и надежным методом запитать электродвигатель. Самой оптимальной схемой контроля скорости подачи является тиристорная. Внизу вы можете видеть электросхему, при помощи которой, управляется двигатель подачи.
Печатная плата механизма подачи
Эта схема не обладает сглаживающим конденсатором, так управляется тиристор. Диодный мост может быть любым, главное чтобы ток превышал 10А. Как тиристор применяем BTB16 с плоским корпусом, он может быть заменен на КУ202 (буква любая). Трансформатор, который содержит полуавтомат сварочный своими руками, должен обладать мощностью превышающей 100Вт.
Еще один вариант регулятора скорости подачи проволоки
Это интересно знать о полуавтоматах.
Вопросы и ответыСварочный полуавтомат — это сварочный аппарат, предназначенный для сварки плавким материалом — проволокой в среде инерного/активного защитного газа. Само слово «полуавтомат» означает, что сварщику необходимо направить сварочную горелку в нужное место, все остальное, запуск подачи проволоки, включение питания сделает самостоятельно автоматика.
Что такое полуавтоматическая сварка MIG-MAG?
Основной принцип сварки MIG-MAG заключается в том, что металлическая проволока во время сварки подается автоматически в зону сварки через сварочную горелку и расплавляется теплом дуги.
Защитный газ, выходя из сопла, вытесняет воздух из зоны сварки. Сварочная проволока подается вниз роликами, которые вращаются двигателем подающего механизма.
Подвод сварочного тока к проволоке осуществляется через скользящий контакт — токосъемник.
Проволока при этом методе играет двойную роль – она является и токопроводящим электродом и служит присадочным материалом.
В результат качество сварки MIG-MAG в значительной мере зависит от правильности выбора режимов работы сварочного аппарата, напряжение дуги, ток, скорость подачи проволоки, скорость сварки, а также от правильности выбора и расхода защитного газа, скорость подачи газа через сопло.
Защитный газ, который подается в зону сварки через газовое сопло, защищает дугу и сварочную ванну с расплавленным металлом.
Металл в расплавленном состоянии химически активен и может взаимодействовать с защитным газом.
Инертный защитный газ, такой как аргон или гелий, химически не реагирует с металлом в сварочной ванне в процессе горения дуги.
Примером активных защитных газов являются углекислота и смеси аргона реже гелия с небольшими добавками углекислоты или кислорода.
До недавнего времени углекислота являлась наиболее распространенным видом защитного газа для полуавтоматической сварки.
Все сварочные источники для полуавтоматической сварки работают на постоянном токе, применение переменного тока невозможно из-за нестабильного горения дуги.
При сварке плавящимся электродом шов образуется за счет проплавления основного металла и расплавления дополнительного металла — электродной проволоки.
Поэтому форма и размеры шва помимо прочего, скорости сварки, пространственного положения электрода и изделия и др., зависят также от характера расплавления и переноса электродного металла в сварочную ванну.
Характер переноса электродного металла определяется в основном материалом электрода, составом защитного газа, плотностью сварочного тока и рядом других факторов.
Для улучшения технологических свойств дуги применяют периодическое изменение ее мгновенной мощности — импульсно-дуговая сварка.
Теплота, выделяемая основной дугой, недостаточна для плавления электродной проволоки со скоростью, равной скорости ее подачи.
Вследствие этого длина дугового промежутка уменьшается. Под действием импульса тока происходит ускоренное расплавление электрода, обеспечивающее формирование капли на его конце.
Резкое увеличение электродинамических сил сужает шейку капли и сбрасывает ее в направлении сварочной ванны в любом пространственном положении.
Так же в последнее время получили широкое распространение синергетические полуавтоматические источники сварочного тока, отличительной особенностью которых является простота настройки и эксплуатации.
При введении некоторых параметров (напр. тип материала и толщина) остальные сварочные параметры задаются автоматически.
Это позволяет экономить время и материал при настройке, а так же для эксплуатации аппаратов данного типа не требуется высокая квалификация сварщика.
Классификация сварочных полуавтоматов.
По классам:
- бытовой до 200А
- полупрофессиональный до 300А
- профессиональный свыше 300А.
Отличие заключается в максимальном токе, который может выдать источник питания и в проценте времени работы ПВ на максимальном токе.
По конструкции питания:
- инверторные сварочные полуавтоматы;
- трансформаторные полуавтоматы.
Подготовка полуавтомата к работе.
Первое, что необходимо проверить при использовании сварочного оборудования, это сеть на её нагрузочную способность.
Проще говоря, выяснить потянет ли используемая сеть нагрузку сварочного полуавтомата.
Для этого можно использовать специализированный тестер для вычисления нагрузки мощности. Подключите к сети электрообогреватель или подобные электрические приборы с нагрузкой в 2-3кВт и если напряжение сети под нагрузкой будет меньше 200 -215 Вольт, то работа, зачастую, сварочного полуавтомата будет проблематична.
Инверторные полуавтоматы будут более надежными в эксплуатации, т.к. расположены к работе в просаженных сетях. Если Ваша сеть под нагрузкой выдает меньше 150 вольт, то вряд ли Вам удастся провести сварочный процесс с помощью полуавтомата. Данную проблему можно будет разрешить с помощью электростанции или генератора.
Второе, если питающая сеть дает Вам возможность использовать сварочный полуавтомат, то необходимо подключить устройство к сети и проверить его перед сваркой на признаки неисправностей и неполадок (несвойственный шум, треск) и если таковые есть устранить их.
После этих процедур следует правильно подготовить сварочный полуавтомат к работе.
Процесс подготовки полуавтомата к работе включает следующие этапы:
- Установка катушки с проволокой;
- Подключение газа;
- Регулировка сварочного полуавтомата.
Для «заправки» полуавтомата проволокой необходимо:
- отвинтить (или снять) сопло со сварочной горелки;
- скрутить наконечник горелки. Это можно сделать, как пассатижами, так и ключом;
- отвести ролик или ролики (если несколько) подающего механизма;
- установить бобину (катушку) со сварочной проволокой;
- вручную завести окончание сварочной проволоки в подающий канал аппарата примерно на 10-20 см. Делать, это необходимо аккуратно, проволока должны быть без всяких изгибов и максимально ровной. Если изгибы присутствую, удалите кусачками конец дефекта и проделайте операцию снова;
- подвести проволоку к прижимному ролику, бязательно проверив, что бы проволока точно попала в выемку расположенную на ведущем ролике;
- подключить ПА к сети, нажатием на кнопку на рукоятке сварочной горелки привести проволоку в движение до появления ее на выходе из горелки. Чтобы ускорить этот процесс, можно выставить на ПА максимально допустимую скорость подачи сварочной проволоки либо воспользоваться специальной кнопкой протяжки проволоки в ПА, если это предусмотренно конструкцией аппарата;
- необходимо надеть на сварочную проволоку медный наконечник, и завинтить его пассатижами или специальным ключом. Важно, помнить о диаметре отверстия у наконечника, он должен соответствовать диаметру сварочной проволоки;
- установить сопло для газа.
Подключение баллона с газом:
- устанавливаем редуктор на баллон с углекислотой, лучше всего подойдет техническая углекислота, т.к. в ней меньшее содержание водных паров. Редуктор подключается к баллону чаще всего гайкой на 32, обязательно установите под гайку прокладку, для того, что бы избежать «протекания»;
- присоединяем редуктор специальным шлангом к полуавтомату. Чаще всего на современных ПА расположен специальный штуцер через который подключают шланг.
Главное, что бы штуцер на редукторе соответствовал диаметру шланга. Затем, шланг крепят на штуцер при помощи специальных хомутов либо быстросъема.
Регулировка сварочного полуавтомата:
- устанавливаем необходимую полярность тока, здесь проясним: если сварка будет производиться с углекислым газом и будет использоваться обычная проволока, то полярность ставим обратную — минус на зажиме, плюс на горелке. Так большее тепловыделение будет задерживаться на свариваемой поверхности металла. Если же вы будете использовать флюсовую проволоку (защитную), то минус на сварочной горелке, плюс на зажиме. Такая полярность будет прямой. При этом будет большее тепловыделение на проволоке, из-за этого активируется флюс содержащийся на проволоке;
- регулировка натяжения проволоки. Осуществить это можно при помощи специальной гайки из пластика, которая установления на бобине катушки.
Если Вы прикручиваете гайку, то тем, самым вы повышаете трение между опорой и бобиной. Результат- сварочная проволока автоматом натягивается прямо пропорционально установленной силе трения.
Главное добиться результат, что бы натяжение сварочной проволоки слишком не затрудняло протяжку, но при этом и не провисала с бобины;
- настроика сила ролика, который прижимает проволоку в механизме подачи. Здесь, нужно добиться, что бы сварочная проволока проходила в канал от подводящего шланга даже при изгибах.
- регулировка расхода газа. Расход газа регулируется с помощью вентиля на газовом болоне, который следует приоткрыть на один – два оборота.
Предварительно выставите давление на редукторе примерно на 2кг/см. После, нажмите на кнопку сварочной горелки. При этом действии время расхода газа должно составлять 7-10л в минуту (величину можно увидеть на шкале расхода манометра расхода газа).
Если Вы заметили, что расход сильно отличается, попытайтесь его скорректировать. ВАЖНО здесь помнить, что главный параметр это не давление газа, а его расход.
Технические характеристики сварочных полуавтоматов.
Напряжение сети: 220В/380В:
Однофазный или трехфазный полуавтомат, если у Вас однофазная сеть 220В, то естественно выбор падает на однофазный полуавтомат на 220В. Если у Вас трехфазная сеть, то можно выбирать как однофазный, так и трехфазный аппарат. Но все же, имея трехфазную сеть, лучше выбирать трехфазный аппарат. Такие аппараты равномерно загружают все фазы сети, не создают ее перекоса, меньше токовые нагрузки на каждую фазу. Процесс сварки трехфазным аппаратом значительно стабильнее с лучшим качеством формирования сварного шва. Полуавтоматы промышленного класса выпускаются только для трехфазной сети в силу потребляемой мощности и требований по стабильности и качеству сварки.
Продолжительность включения ПВ:
Принято разбиваь работу сварочного аппарата циклами по 10 минут.
Для примера, если в инструкции на сварочный аппарат стоит ПВ 40% 300А, это значит, что при токе в 300А, сварочный аппарат может работать не более 4 минут, остальные 6 минут сварочный аппарат должен отдыхать.
Далее точно такой цикл — 4 минуты работаем, 6 минут отдыхаем.
Номинальный сварочный ток:
Это ток, при котором полуавтомат не будет перегреваться. Если Вы отпределили, что для ваших условий рабочий ток будет 80-100А нарпимер, для сварки проволокой 0.8мм деталей толщиной 2-3мм, а режим сварки — высокой продолжительности ПВ=60%, то рекомендуется выбирать полуавтомат с запасом не менее 50% по току мощности, т.е. с номинальным током 160-200А.
Сварочный ток
Основная характеристика сварочного аппарата, при которой он функционирует в нормальном режиме. То есть при условии облюдения продолжительности нагрузки ПН полуавтомат работает без перегрева. От максимальной величины сварочного тока зависит толщина свариваемых металлов и диаметр используемой проволоки.
Регулировки на полуавтоматах
Органы управления сварочного ПА ВУДИ-201:
- Кнопка включения находится с тыльной стороны корпуса аппарат.
- Ручка плавной регулировки сварочного тока.
- Ручка плавной регулировки скорости подачи проволоки.
- Переключатель режимов РДС и СО2.
- Перключатель режимов шов, заклепка и плавная регулировка длительности заклепки.
Органы управления сварочного ПА ПДГ-240АВ:
- Ступенчатый переключатель сварочного тока, ступени от 1 до 5.
- Плавная регулировка скорости подачи проволоки.
- Переключатель режимов пуск-прогрев/ПА сварка.
Органы управления OVERMAN 180:
- Кнопка включения на передней стороне аппарата.
- Ручка плавной регулировки силы тока.
- Ручка плавной регулировки напряжения.
- Ручка плавной регулировки индуктивности (необходима для изменения глубины провара и формы валика шва).
- Скорость подачи проволоки устанавливается автоматически.
Выбор сварочной проволоки.
Бобина с проволокой устанавливается в сварочный аппарат и пропускается через механизм протяжки в рукав. Если применять специальную проволоку с флюсом, порошковая проволока, то можно обойтись без углекислого газа.
Это проволока представляет собой полую проволоку внетри которой находится специальный порошок флюс. При сгорании этот порошок образует газовую среду, которая препятствует контакту расплавленного металла с кислородом. Стоимость флюсовой проволоки выше обычной стальной омедненной.
При использовании флюсовой проволоки необходимо поменять полярность подключения горелки. Перекинуть полярность обычно можно внутри корпуса в отсеке с подающим проволоку узлом. В основном все современные модели полуавтоматов оснащены такой возможностью — сменой режимов GAS — NO GAS. Качество сварки все же лучще при использовании газа.
Основные виды проволоки, применяемые при полуавтоматической сварке:
- стальная
- из нержавейки
- алюминиевая
- порошковая
Следует учесть, что разные марки проволоки даже одного и того же вида имеют разный химический состав. Лучший вариант для стальной проволоки, это поверхность, покрытая медной пленкой,
т.к. при этом улучшен электрический контакт с горелкой, следственно более качественный шов.
Немного о порошковой проволоки
Часто её еще называют, флюсовой, самозащитой проволоке.
Данный тип проволоки имеет отличную особенность, а именно то, что при её использовании, можно смело отказаться от громоздких и тяжелых газовых баллонов, и хлопот связанных с их аттестацией, хранением, заправкой и т.п.
Эта сварочная проволока защищает сварочную ванну не газовым потоком, как при обычной сварке полуавтоматом со сплошной проволокой, а путем газирования или газовым пузырем, который образуется при испарении флюса. От этого и происходит название «самозащитная проволока», или чаще «флюсовая проволока».
К положительной особенности этой проволоки, так же можно отнести то, что с ней можно работать при сильном ветре, что нельзя сделать при сварке полуавтоматом в среде защитных газов, т.к. ветер сдувает защитный газ.
И самое главное при массе плюсов это то, что техника выполнения сварки при помощи порошковой проволоки не отличается от техники с применением сплошной проволоки для сварочных полуавтоматов.
Выбор газа для сварки.
Сварщики и специалисты в этой сфере часто упускают из виду применяемый ими защитный газ и его вклад в процесс сварки. Защитные газы влияют на режим переноса металла, свойства и геометрию сварочного шва, задымленность и многие другие характеристики сварочного шва. Правильный выбор защитного газа для процессов дуговой сварки металла, таких как аргонодуговая TIG сварка и полуавтоматическая сварка MIG MAG могут резко повысить скорость, качество сварки и глубину проплавления.
Чистые газы, используемые для сварки, это аргон, гелий, и углекислый газ. Эти газы могут иметь как положительное, так и негативное воздействие на дуговой процесс сварки и появление дефектов в сварочном шве.
100% аргон обычно используются для аргонодуговой TIG сварки для всех материалов и MIG сварки цветных металлов. Аргон химически инертен, что делает его пригодным для сварки химически активных и тугоплавких металлов.
Этот газ имеет низкую теплопроводность и потенциал ионизации, что приводит к низкой передаче тепла на внешнюю область сварочной дуги. В результате формируется узкий столб дуги, который в свою очередь, создает традиционный для сварки в чистом аргоне профиль сварочного шва: глубокий и относительно узкий.
Углекислый газ CO2 – активный газ — обычно используется для полуавтоматической MAG сварки короткой дугой и MAG сварки порошковой проволокой. CO2 является наиболее распространенным из химически активных газов, используемых в MAG сварке. И единственным газом , который можно использовать в чистом виде без добавления инертного газа.
Углекислый газ является одним из самых дешевых защитных газов, что делает его привлекательным выбором, когда материальные затраты являются основным приоритетом при сварочном процессе. CO2 обеспечивает очень глубокое проплавление, что полезно для сварки толстого металла, однако, при сварке в этом газе менее стабильна сварочная дуга, что приводит к большому образованию брызг.
Также его применение ограничивается сваркой на короткой дуге и делает не возможной сварку со струйным переносом.
Мировая практика показывает, что использование ручной и полуавтоматической сварки в углекислой среде не эффективно и многие страны, включая Германию, полностью отказались от ее использования.
Более популярным методом, широко используемым в Европе, является дуговая сварка в среде защитных газов – сварочная смесь. Высокая производительность и простота, позволяющая автоматизировать процесс сварки — не единственные преимущества данного метода.
Особый состав смеси, основой которой является инертный защитный газ, в основном аргон или гелий с добавками углекислоты и кислорода, позволяет во много раз превысить качество и надежность сварки произведенной с помощью традиционной углекислоты.
На нашем рынке появилось немало сварочных смесей, позволяющих проводить любого типа работы со всеми видами материалов. Фогон, коргон, варигон, сварон — это смеси отличного качества, немного отличающиеся своим составом и процентным соотношением содержания тех либо иных элементов.
Преимущество полуавтоматической сварки над дуговой.
- высокая производительность процесса, т.к. скорость расплавления электродной проволоки очень высока и хорошее качество швов;
- возможность ведения полуавтоматической сварки коротких швов во всех пространственных положениях;
- возможность сварки соединений на весу без дополнительных подкладок, удерживающих металл от вытекания, а также сварки металлов малых толщин;
- отсутствие вредных выделений и малая токсичность при сварке;
- низкая стоимость сварных соединений, выполненных в углекислом газе в сравнении со стоимостью сварных соединений, выполненных электродами;
- высокое качество соединений и технологические преимущества;
- научиться производить качественные сварные швы гораздо проще, чем дуговой сваркой электродами;
- широкий диапазон свариваемых материалов, алюминий, магний, титан, никель и др.;
- зона термического влияния очень узкая, поэтому деталь деформируется очень мало или вовсе не деформируется;
- Простота применения, не требующая высокой квалификации сварщика, ввиду автоматизации процесса.
Особенности сварки алюминия.
Алюминий является одним из наиболее часто используемых человеком металлов. Но, проводить над ним сварочные работы из-за особых химических свойств намного сложнее, чем с обыкновенной сталью. Сварка алюминия и его сплавов полуавтоматом MIG/MAG производится сварочной проволокой (некоторые сварщики употребляют название — плавящийся электрод) для алюминия и сплавов в среде газа или самозащитной проволокой. При этом для защиты алюминия от окисления используется инертный газ, чаще всего аргон. Подача присадочной проволоки происходит автоматически, а перемещение горелки сварщик осуществляет вручную. Сварка алюминия полуавтоматом без газа не рекомендуется к применению и встречается гораздо реже, так как в этом случае:
Сварочный полуавтомат для сварки алюминия со стандартными функциями должен быть оснащен импульсным режимом.
Использование последнего дает больший эффект, так как под воздействием мощного импульса происходит моментальное пробивание оксидной пленки на поверхности свариваемого изделия.
Каждая капля расплавленного алюминия из проволоки в момент действия импульса высокого напряжения вдавливается в поверхность.
В результате значительно повышается качество сварного шва при значительном уменьшении разбрызгивания металла.
- значительно повышается пористость шва и уменьшается его прочность;
- застывший шлак плохо отделяется;
- присутствует сильное разбрызгивание металла.
В отличие от стали алюминий обладает гораздо большей теплопроводностью, поэтому при работе с ним скорость подачи проволоки увеличивается, а поверхность массивных свариваемых изделий необходимо дополнительно прогревать.
Отличие сварки алюминия полуавтоматом от аргонодугового TIG метода:
- тип используемого электрода. Для аргонодуговой сварки используются электроды из тугоплавкого вольфрама, а при MIG-сварке применяется алюминиевая проволока;
- аргонодуговой метод предназначен лишь для ручной сварки;
- Аргонодуговой сваркой завариваются более ответственные участки из-за более высокой прочности соединения;
- Сварка вольфрамовым электродом (TIG) требует больше денежных затрат на расходные материалы, комплектующие.
Особенности и преимущества сварки алюминия полуавтоматом:
- высокая производительность. По сравнению с аргонодуговой сваркой скорость возрастает в три раза;
- простота, этот метод значительно проще, чем аргонодуговой, им легко может овладеть даже любитель, поэтому сварка алюминия полуавтоматом своими руками представляется вполне обыденным делом;
- важность наличия импульсного режима в полуавтомате, так как в этом случае эффективность выполнения сварочных работ и качество шва на выходе значительно возрастают;
- необходимость использования высококачественной сварочной проволоки, присадки, в противном случае стабильность и эффективность процесса сварки может серьезно пострадать.
- Для алюминия чаще всего выставляют подачу проволоки на 15-20% выше, чем для той же толщины черного металла (стали) и приблизительно на 30 процентов больше напряжения.
Требования к оборудованию и расходным материалам:
- ток должен иметь обязательно обратную полярность, потому что в таком случае оксидная пленка не разрушается;
- механизм подачи проволоки должен иметь четыре ролика, так как мягкий алюминий легко сминается при возникновении сопротивления в момент подачи, важно, чтобы ролик был U-образный, гладкий и без насечек;
- диаметр проволоки должен быть меньше, чем у наконечника, так как при нагреве алюминий расширяется сильнее, чем сталь, для сварки рекомендуем использовать проволоку — AlMg5 или её аналоги;
- желательно использовать чистый аргон в качестве инертного газа, так как в этом случае обеспечивается максимальное качество сварного шва;
- сварочная горелка должна иметь специальный тефлоновый рукав для того, чтобы уменьшить трение алюминиевой проволоки;
- сварка MIG-MAG алюминиевых сплавов рекомендуется на толщинах более 3мм и важно использовать формирующую подкладку с канавкой.
Преимущества инверторного полуавтомата над трансформаторным.
Инверторные сварочные полуавтоматы имеют более высокую стоимость. но при этом они имеют меньшую массу и размеры. Также инверторная технология предусматривает такие функции помощи сварщику как антиприлипание проволоки, плавный поджег дуги и возможность плавной регулировки сварочного тока. Трансформаторные ыарочные аппараты применяются в тех местах, где не требуется частая транспортировка устройства и есть место для его установки.
Основные недостатки трансформаторных полуавтоматов:
Никаких систем автоматического регулирования и стабилизации напряжения в них нет, а для изменения выходного напряжения на первичной обмотке трансформатора сделаны отводы, которые коммутируются переключателем. Регулировка выходного напряжения трансформатора производится ступенчато и исключительно на «холостом ходу», а не во время сварки.
Значительным же плюсом является простота конструкции, отсутствие электронных компонентов, что позволяет буквально «на коленках» произвести ремонт, обладая начальными познаниями в электрике и механике. Что может сэкономить время, которое ушло бы на ремонт более сложного аппарата в сервисе профессионалом.
Все это хорошо известно производителям таких полуавтоматов. Но эти аппараты в основном рассчитаны на применения, где требования к качеству сварки почти никакие, и на пользователей с низкой квалификацией, либо с небрежным отношением к «хозяйскому» инструменту.
Благодаря примитивности устройства у этих полуавтоматов предельно простая конструкция и минимальная цена.
- На выходе такого полуавтомата не постоянное, а пульсирующее напряжение с величиной пульсаций близкой к удвоенной частоте сети (100 Гц), т. е. 100 раз в секунду оно падает почти до нуля;
- Напряжение, заданное переключателем отводов первичной обмотки, никак не стабилизировано, просаживается под нагрузкой и меняется вместе с колебаниями сетевого напряжения;
- Переключатель отводов обычно имеет всего 4-5 положений, что явно мало для точного задания напряжения.
Инверторные полуавтоматы.
Инверторный полуавтомат содержит систему автоматического регулирования с обратными связями, которая позволяет плавно регулировать выходное напряжение в очень широком диапазоне непосредственно во время работы, причем выставленное напряжение стабилизировано и не зависит от колебаний сети и почти не просаживается под нагрузкой.
Режим работы на максимальном тока у инверторных аппаратов значительно превосходит время работы трансформатора. Что позволяет значительно экономить время без ущерба в качестве сварки, не ожидая когда же аппарат «остынет».
Работа инверторного аппарата заметно стабильнее при пониженном напряжении вплоть до падения до 140В, что весьма характерно для российских электросетей, где напряжение редко соответствует заявленному номиналу. Трансформатор требует постоянной подстройки по выходному напряжению и скорости подачи проволоки, в отличие от инвертора, который сам подстраивается к «скачкам» напряжения, в результате чего пользователь этого даже не заметит.
Следует отметить, что настроенный на работу при пониженном напряжении трансформатор, при резком росте напряжения до номинала в 220В (типичная ситуация для гаражей, когда сосед выключил сварку) с легкостью прожжет тонкий кузовной металл.
Благодаря инверторным технологиям недостатки инверторных полуавтоматов в принципе отсутствуют как явление, от чего качество сварки значительно выше, чем у трансформаторных сварок.
И еще один серьезный и несомненный плюс инверторных аппаратов — гораздо меньший вес. При аналогичной мощности выходного тока трансформаторный полуавтомат будет весить в 2-2.5 раза тяжелее инвертора.
Как настроить сварочный полуавтомат?
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим как настроить сварочный полуавтомат. Разберёмся в его регулировках, настройке потока защитного газа, а также посмотрим какие сварочные швы формируются при разных настройках напряжения. Итак, начнём с краткого определения полуавтоматической сварки.
Полуавтоматическая сварка – это электродуговая сварка, в которой электродом является сварочная проволока, подаваемая к месту сварки автоматически через горелку. Газ защищает сварочную зону от кислорода и азота воздуха, которые делают шов пористым и хрупким. Он также подаётся через горелку одновременно с проволокой после нажатия триггера на горелке. Этот вид сварки часто называют сварка MIG/MAG (Metal Inert Gas/Metal Active Gas – сварка в среде инертного газа/ сварка в среде активного газа). Более правильное, техническое название этого вида сварки – GMAW (Gas Metal Arc Welding – электродуговая сварка в среде защитного газа), а сленговое – «сварка проволокой», «сварка полуавтоматом».
Сварка полуавтоматом, при всей своей простоте, требует много практики и изучения основ. Важно правильно настроить сварочный аппарат и правильно подготовить металл для сварки.
Здесь мы рассмотрим настройку наиболее доступного и распространённого сварочного полуавтомата трансформаторного типа.
Содержание:
|
Настройка потока защитного газа
- Сварочный аппарат имеет выход для соединения с баллоном. Защитный газ в баллоне находится под давлением. На баллоне установлен газовый редуктор. Здесь стоит уточнить, что редукторы бывают разные, в том числе и такие, которые не предназначены для применения в сварке, так как не имеют нужной шкалы на индикаторе, показывающем значение для газа, поступающего в сварочный полуавтомат. На правильном редукторе индикатор, который при установке располагается дальше от баллона должен иметь шкалу, показывающую расход газа (л/мин для CO2 и отдельную шкалу для Ar). Также, бывают редукторы с ротаметром, который показывает расход газа в единицу времени поднятием поплавка по конической трубке со школой. Индикатор (манометр) , который ближе к баллону, показывает давление в баллоне (MPa или Bar). Так как в баллоне находится сжиженный газ, то давление газа в баллоне не всегда может дать чёткое представление, о его точном количестве. При разной температуре давление может быть разное. Более точно количество газа в баллоне можно определить по весу.
Редуктор с индикаторами: А — манометр давления газа в баллоне, B — расходомер потока газа к сварочному аппарату.
- Второй индикатор (расходомер) используется для настройки потока воздуха (показывает рабочее давление, которое подаётся в полуавтомат).
- Также, на баллоне есть два вентиля. Один – закрывает баллон, а второй, расположенный на редукторе – регулирует поток газа, поступающего к горелке при открытом баллоне. Вентиль на баллоне откручивается против часовой стрелке и закручивается по часовой стрелки, как обычно. Вентиль регулировки потока газа к аппарату, наоборот, при закручивании увеличивает поток защитного газа, а при откручивании уменьшает.
- Когда вы откроете главный вентиль, то увидите, что давление изменится от 0 до определённого значения (давление в баллоне). Откройте его полностью. Далее нужно потихоньку повернуть регулировочный винт на редукторе до момента, когда стрелка на шкале покажет 7–10 л/м. Если у вас не расходомер, а манометр, то должно быть 1–2 кг/см2. Это статическое давление, которое изменится при нажатии на курок горелки.
- Чтобы настроить поток защитного газа более точно, на рабочий режим, выключите подачу проволоки, чтобы при нажатии на курок горелки она не расходовалась. Можно не отключать проволоку, а нажать до момента, когда проволока начинает двигаться. В таком положении настройте поток воздуха вентилем на редукторе, глядя на индикатор.
- Вообще, поток защитного газа можно настроить и без индикаторов. Начинать сварку нужно с минимальным расходом защитного газа. Далее нужно смотреть на шов. Если будет пористость, то нужно добавить подачу газа пока поры не будут больше появляться. Также, если сварка происходит на улице или в помещении с вентиляцией, то нужно учитывать влияние ветра и сквозняков и добавлять подачу газа ещё. Можно на слух запомнить звук воздуха из горелки при правильных настройках для конкретной толщины металла. При настройке потока защитного газа нет жёстких правил. Нужно настраивать газ на экономный расход, при этом, чтобы качество шва было хорошим.
Что влияет на настройку аппарата
Изменение положения швов в пространстве и конфигурации стыков зависит от:
- напряжения дуги и полярности тока;
- скорости подачи проволоки, ее диаметра и марки;
- толщины металла;
- вида газа в баллоне и его расхода;
- состояния отдельных частей прибора.
Рекомендуем к прочтению Как собрать самодельный полуавтомат для сварки
К комплектующим относятся:
- блок управления;
- встроенный источник питания;
- подающий механизм для припоя;
- горелка;
- силовой кабель;
- баллон с аргоном или углеродом.
Устройство подачи проволоки включает в себя тянущие ролики, редуктор и электродвигатель. По результатам проверки режима сварки с использованием ПА настройки корректируются.
Толщина металла
Немного о том, как правильно настроить сварочный полуавтомат в зависимости от параметров заготовок.
Тонкие листы соединяют внахлест, при этом в верхнем высверливают отверстия, через которые поступает припой.
При регулировке следует установить значения рабочего тока и напряжения, а также изменить скорость подачи проволоки на меньшую. Если дуга будет неустойчивой, нужно немного увеличить выбранные показатели.
Во избежание прожога металла электрод ведут без остановки. Варить лучше с середины материала, чтобы не залить расплавом остальные отверстия. Если шов не требует герметичности, заготовки соединяют отдельными точками, расположив их на дистанции 1-5 см.
Детали толщиной от 4 мм подвергаются снятию фасок. Это дает возможность формировать ровный и качественный шов. Работы рекомендуется проводить на улице.
Ниже приведена таблица главных параметров.
| Толщина заготовки (мм) | Ток (А) | Напряжение (В) |
| 1,0 | 70 | 17 |
| 1,5 | 95-110 | 18-19 |
| 2,0 | 110-150 | 19-21 |
| 2,5 | 130-150 | 21,5 |
| 1,0 | 100-110 | 18-19 |
| 2,0 | 125-180 | 19-22 |
| 3,0 | 150-180 | 20-22,5 |
| 4,0 | 180-270 | 18-22 |
| 2,0 | 140-180 | 20-22,5 |
| 3,0 | 170-250 | 21,5-24 |
| 4,0 | 200-300 | 22-28 |
Все значения относятся к начальным показателям. В процессе работы они корректируются.
Наличие газовой среды и ее состав
При сварке используют газы нескольких видов, чаще гелий, углекислый или аргон. Их применяют для увеличения прочности шва.
Выбор смеси зависит от требуемого качества работы и характеристик металла:
- СО² хорошо предохраняет конструкционные металлы (полностью закрывает сварочную ванну, обеспечивает глубокий проплав), однако создает брызги, отчего шов получается грубым. Мастера не рекомендуют применять эту смесь для производства тонких работ.
- Аргон с добавлением углекислого газа (Ar – 75%, СО² – 25%). Состав с таким сочетанием годится для соединения конструкций из тонких листов металла. Шов получается ровным, разбрызгивание минимальное.
- Ar – 98% + СО² – 2%. Смесь используется при сварке нержавеющей стали.
- Чистый аргон применяется для работы с алюминием и его сплавами.
Рекомендуем к прочтению Инструкция по варке полуавтоматом
Режим сварки полуавтоматом с защитным газом требует правильной подготовки аппарата. Настраивать его нужно, ориентируясь на толщину и тип заготовок, регулируя расход защитной смеси.
Полярность и необходимое напряжение
Полярность существует 2 видов: прямая и обратная. Первый устанавливается перед соединением толстых заготовок. Электрод нужно подключить к минусу сварочного оборудования, детали – к плюсу. Металл будет расплавляться глубже, что позволит работать с алюминием, чугуном и другими сложными составами, а также использовать порошковую проволоку.
При подключении обратной полярности плюс идет к горелке, минус – к заготовке, которая остается в относительно холодном состоянии, электрод тем временем разогревается. Метод годится для соединения тонкого металла.
На образование и поддержание дуги оказывает влияние рабочее напряжение. Оно растет с увеличением диаметра сварочной проволоки и толщины металла. При низких настройках шов образуется узкий и непрочный, при высоких – уплощенный, с потеками и прожогами. Правильные регулировки можно определить опытным путем. Валик должен иметь выпуклую форму при устойчивой дуге без образования брызг. На некоторых полуавтоматах есть отдельная функция – индуктивность. Она используется при настройке формы шва.
Положение электрода и подача проволоки
На качество сварки влияют много факторов, в том числе положение горелки. Ее рекомендуется вести ровно, не слишком приближая к заготовке. Между кромками деталей остается интервал: при толщине металла 1 см и менее – до 1 мм, при больших размерах заготовки – 10% от их величины.
Проволока поступает по шлангу с катушки с помощью валиков или шестерен, при замене которых скорость ее подачи увеличивается или уменьшается. В некоторых аппаратах для настроек имеется специальная коробка передач. При быстром перемещении проволоки электрод не всегда успевает расплавиться, при медленном – припой сгорает без образования шва.
Рекомендуем к прочтению Лучшие сварочные полуавтоматы
Какой газ использовать?
Тип защитного газа влияет на характеристики сварки: на глубину проникновения, электрическую дугу и механические свойства шва.
- 100%-ая углекислота (чаще всего используется для сварки сталей) обеспечивает более глубокое проникновение при сварке, но увеличивается количество брызг и шов более грубый, чем при смеси аргона с углекислотой.
- Смесь 75%-ного аргона и 25% углекислоты (называется 75/25 или С25) можно считать лучшей смесью для углеродистой стали. При сварке с таким газом образуется мало брызг, получается красивый шов и при сварке тонкий металл не прожигается насквозь, так как нет сильного проникновения.
- Для сварки нержавейки используется смесь 98% аргона и 2% углекислоты. Для алюминия – 100% аргон.
Что такое полуавтоматическая сварка?
Прежде чем начать осваивать технологию полуавтоматической сварки следует узнать устройство аппаратуры.
Электромеханический инструмент, называемый полуавтоматической сваркой, в конструкции включает:
- основной блок, отвечающий за подачу питания и электродной проволоки;
- сварочный рукав или шланг;
- горелку, внутри которой расположена проволока;
- токопроводящий наконечник;
- систему подачи защитного газа.
Некоторые крупные предприятия используют полуавтоматические стационарные модели, обеспечивающие быструю скорость сварки, равномерный шов и низкое потребление электрической энергии.
Аппарат полуавтоматической сварки.
Все виды полуавтоматических автоматов по способу работы делятся на:
- аппаратуру для сварки в среде инертных газов;
- устройство, использующие для основы флюс;
- аппараты, использующие порошковую проволоку;
- универсальные полуавтоматы.
Все виды сварочных полуавтоматов идеально подходят для выполнения работ по соединению изделий из цветного или черного металла.
По методу подачи электродной проволоки сварочные автоматы полуавтоматического типа делятся на:
- Стационарные. Аппаратура жестко закреплена на подставке или специальной консоли.
- Переносные. Устройство выполнено в виде переносимой тумбы.
- Передвижные. Специальная тележка, приспособленная к передвижению по одному помещению.
По расположению подающих роликов полуавтоматы можно условно разделить на:
- толкающие;
- тянущие;
- толкающе-тянущие.
Настройка напряжения сварочного полуавтомата
У полуавтомата есть регуляторы напряжения, а сила тока постоянная и может варьироваться в зависимости от скорости подачи проволоки и её вылета.
- Аппараты полуавтоматической сварки используют напряжение для образования нагрева, нужного для сварки.
- Напряжение настраивается на аппарате регуляторами. Это ступенчатая регулировка. На фотографии, в качестве примера, показан аппарат, где два переключателя: один позволяет устанавливать два режима сварки, а другой регулирует напряжение внутри этих режимов (min/max). В итоге получается четыре установки напряжения, которые нужно выбирать в зависимости от толщины металла и диаметра сварочной проволоки.
- На некоторых сварочных полуавтоматах, на внутренней стороне крышки есть таблица, показывающая какое напряжение и скорость проволоки использовать, в зависимости от толщины металла и диаметра сварочной проволоки. Таких таблиц много и в интернете. Но эти данные индивидуальны для каждого аппарата и являются хорошей отправной точкой для настройки правильных параметров для сварки, их нужно корректировать по ситуации. Нужно пробовать, экспериментировать на конкретном металле и находить оптимальные настройки.
- Правильное напряжение важно для формирования прочного сварочного шва. Используя слишком низкое напряжение для конкретного металла с определённой толщиной, качество сварочного шва будет низким, так как проникновение сварки будет плохим. Таким образом, шов даже может выглядеть нормально, но будет не прочным. В конце статьи мы рассмотрим примеры сварочных швов на листовом металле при разном напряжении.
Возможности оборудования
Для качественной настройки сварочного полуавтомата требуется понимание характеристик сварки, необходимо также разобраться с особенностями полуавтомата.
Сварочные полуавтоматы позволяют работать практически с любыми металлами и их сплавами. Они могут сваривать цветные и черные металлы, низкоуглеродистую и легированную сталь, алюминий и материалы с покрытиями, способны сваривать тонкие металлы толщиной до 0,5 мм, могут варить даже оцинкованную сталь без повреждения покрытия.
Это достигается за счет того, что в область сварки может подаваться флюс, порошковая проволока или защитный газ, а также сварочная проволока, причем подача происходит автоматически, все остальное делается как в ручной дуговой сварке.
Сварочные полуавтоматы выпускаются разных классов, но все они состоят из:
- блока управления;
- источника питания;
- механизма подачи сварочной проволоки с катушкой;
- сварочной горелки;
- силовых кабелей.
Кроме этого должен быть баллон с редуктором и инертным газом (двуокись углерода, аргон или их смеси), воронка для флюса.
Механизм подачи проволоки состоит из электродвигателя, редуктора и подающих или тянущих роликов.
Настройка скорости подачи проволоки
- Настройка скорости подачи проволоки должна производиться каждый раз при смене напряжения или смене проволоки на проволоку с другим диаметром. Дорогие сварочные аппараты могут иметь автоматическую настройку скорости подачи проволоки. В них скорость увеличивается автоматически при увеличении напряжения.
- Сначала настраивайте напряжение, а потом под него подстраивайте скорость подачи проволоки. То есть, скорость подачи проволоки должна быть настроена под скорость, с которой она будет плавиться.
- Регулятор скорости подачи проволоки также служит другой цели – регулирует силу тока. Напряжение и сила тока взаимосвязаны и, в некоторой степени, базируются на размере проволоки и её скорости. В полуавтомате установленное напряжение остаётся неизменным, но сила тока немного меняется в зависимости от скорости подачи проволоки и вылета электрода (проволоки). Таким образом, чем быстрее подача проволоки к месту сварки, тем больше силы тока и выше температура сварки, но для конкретного, установленного типа напряжения это лишь небольшой диапазон изменения силы тока.
- Проволока вне процесса сварки (без электрической дуги) движется быстрее. Когда образуется дуга, скорость проволоки снижается.
- Как узнать, что настройки подачи проволоки правильные? Для этого нужно попробовать сваривать. Если скорость слишком высокая для вашей настройки напряжения, то проволока будет сгибаться, при касании с металлом, не успевая расплавиться, и будет много брызг. Если скорость слишком медленная для вашей настройки напряжения, то проволока будет сгорать до того, как коснётся металла, и будет забиваться наконечник. Таким образом, при неправильной настройке скорости подачи проволоки, сварка вообще не получится. Этот параметр нужно настраивать экспериментальным путём. Важно выставить правильное напряжение для конкретной толщины свариваемого металла и пробовать варить, а скорость подачи проволоки регулировать в процессе.
Чем опасна коррозия
На начальном этапе коррозия запросто устраняется специальными средствами с последующей покраской элемента.
Но есть одна достаточно серьезная проблема – ржавчина обычно появляется в скрытых местах (днище, пороги, колесные арки) и своевременно обнаружить ее сложно.
На видимых же частях кузова следы коррозии появляются уже когда процессы разрушения металла развились и устранить их обработкой химией уже не получиться.
В общем, коррозия в первую очередь повреждает несущие элементы, которые обеспечивают жесткость кузову.
Если вообще не принимать никаких мер, то за сравнительно короткий срок несущая часть авто потеряет возможность выдерживать нагрузки, что приведет к перекосам и «уводу» кузова.
К тому же автомобиль потеряет свою презентабельность – коричневый налет на видимых элементах и дыры явно не делают машину визуально красивой.
Полярность при сварке полуавтоматом
Перед сваркой нужно определиться, какую полярность Вы будете использовать.
Простая обмеднённая проволока, которая используется с защитным газом должна использоваться с обратной полярностью, когда на проволоку подаётся плюс. Прямая полярность используется, когда в полуавтомате установлена проволока с флюсом, которая применяется без газа. В этом случае на проволоку подаётся минус, а на свариваемый металл, через клемму плюс. Таким образом, максимальное тепловыделение образуется на проволоке. Это нужно для того, чтобы флюс в ней смог подействовать должным образом.
Если использовать неправильную полярность для определённого электрода (в случае с полуавтоматом, проволоки), то прочность сварочного шва будет плохой. При использовании неправильной полярности появится много брызг, будет плохое проникновение при сварке и сварочную дугу будет сложно контролировать.
Для смены полярности, нужно открыть крышку полуавтомата и поменять местами клеммы. Рядом с клеммами находится таблица, уточняющая порядок расположения клемм.
Проволока для сварки
В полуавтомате может использоваться два вида проволок: простая проволока, покрытая медью и проволока с флюсом.
- Простая проволока для полуавтоматической сварки применяется с защитным газом, не имеет никаких добавок, которые могут «противостоять» коррозии и загрязнениям. Поэтому поверхность нужно подготавливать тщательно.
- У второго вида проволоки в центре расположен флюс, который при сгорании образует защитный газ. Таким образом, можно обойтись без баллона с газом. Такая проволока создаёт более глубокое проникновение при сварке, чем обычная с газом. Проволока с флюсом создаёт много брызг и шлака в зоне сварки, которые после завершения сварки нужно счистить. При сварке такой проволокой требуется минимальная подготовка поверхности, прощаются незначительные загрязнения. Также эта проволока хорошо работает при ветре на улице. Для сварки проволокой с флюсом требуется, чтобы на аппарате была установлена прямая полярность (см. выше).
- Чем больше толщина свариваемого металла, тем большего диаметра проволоку нужно использовать, так как проволока большего диаметра проводит больше электричества и даёт больший нагрев и лучшее проникновение.
Комплектация
Полуавтоматическая сварка обеспечивается использованием провода и защитного азота.
При детальном изучении видов газа вы поймете, что есть десятки видов материала. Среди них – активный, пассивный и смешение газов.
При сварке полуавтоматом не работайте с водородом. Он характеризуется значительным разбрызгиванием металла, что приводит к неровностям соединений.
Говоря о проволоке, ее выбор должен быть оправдан маркой комплектующих, которые вы используете в работе. Вид проводов должен в точности отвечать всем требованиям типа выбранной сварки.
Вылет проволоки
Вылет проволоки – это расстояние между концом наконечника и концом проволоки. При использовании углекислоты или смесей, сохраняйте вылет от 0.6 мм до 1 см. Слишком длинный вылет ослабит арку. Чем меньше вылет проволоки, тем стабильнее электрическая дуга и тем лучшее проникновение будет получаться даже с низким напряжением. Таким образом, лучший вылет проволоки – как можно более короткий. Однако, вылет проволоки может зависеть от того, насколько наконечник горелки углублен внутрь газового сопла. Чем больше наконечник углублён в сопло, тем длиннее должен быть вылет проволоки.
Подготовка кузова
Очень важным этапом в восстановлении кузова являются подготовительные работы. В первую очередь необходимо правильно оценить состояние частей кузова.
И для этого придется автомобиль разобрать:
Как уже отмечено первые очаги коррозии появляются на днище, порогах и колесных арках. Именно на них и нужно обратить внимание в первую очередь.
Что касается порогов, то очень часто ржавчина у них располагается внутри, поэтому для оценки их состояния придется срезать короба (если на них есть коррозия, то делать это придется в любом случае).
Вторым важным моментом подготовительных работ является определение границ участков, которые требуют замены.
Если, к примеру, в днище имеются дыры, то вырезать нужно участок с достаточно хорошими отступами, поскольку металл возле дыры уже «заражен» коррозией.
При этом не стоит вырезать все, что имеет на поверхности следы ржавчины. На многих участках коррозия только поверхностная и для ее устранения достаточно провести обработку химическими средствами с последующей антикоррозионной обработкой.
В общем, замене должны подвергаться только те элементы, которые уже прогнили или коррозия сильно изменила структуру металла (они в скором времени прогниют).
Выявить такие участки не сложно, достаточно отверткой поковырять поверхность, и оценить их состояние.
После вырезания всех проблемных участков подготавливаем материал на замену.
Если это внешние элементы, то на авторынке придется приобретать требуемые кузовные элементы (крылья, коробы порогов, и сами пороги).
Для днища, если вырезанные участи – небольшие, подойдет практически любой металл нужной толщины, но все же лучше использовать кузовной металл. В случае же габаритный частей, то лучше приобрести новое днище.
Положение наконечника горелки относительно сопла
Наконечник сварочной горелки может быть углублён в сопло, немного торчать из сопла или быть вровень с соплом. Чаще всего при сварке листового металла с защитным газом, кончик наконечника должен располагаться вровень с краем отверстия сопла. При сварке точками наконечник горелки должен быть углублён.
- Расстояние между кончиком контактного наконечника и краем сопла может быть разным. Сопла и наконечники бывают разных размеров и могут по-разному располагаться относительно друг друга. В зависимости от устройства сварочной горелки, сопло может жёстко устанавливаться, либо может регулироваться и устанавливаться по-разному, делая наконечник углублённым внутри сопла, вровень с соплом, либо выступающим из сопла.
- Обычно, при сварке листовой стали с защитным газом (углекислотой или смесями), кончик наконечника горелки должен быть вровень с краем отверстия сопла.
- При использовании проволоки с флюсом (она требует большего нагрева для активации флюса) нужно выдерживать более длинный вылет проволоки. Поэтому, чтобы расстояние сопла от зоны сварки не было слишком большим, наконечник должен быть утоплен внутрь сопла. Наконечник должен быть немного утоплен и при сварке с большим напряжением, когда вылет проволоки должен быть больше. Также, наконечник горелки может быть углублён, если нужно варить точками и короткими стежками, когда сопло может упираться в свариваемый металл.
- Использование неправильного наконечника или сопла может быть причиной избыточных брызг, прожига насквозь, коробления и недостаточного проникновения.
Настройка дуги
Даже сравнительно недорогие модели полуавтоматических сварок наделены верньерами управления индуктивностью. Данные настройки изменяют температуру сварочной дуги, глубину проплава металла, выпуклость соединения. Можно работать с чувствительными к перегреву деталями, тонкие листовые материалы теперь не представляют серьезной проблемы для сварочного аппарата.
Возрастание индуктивности возникает из-за сжатия токового канала. С ростом показателя возрастет и температура плавления, глубина расплава; сварочная ванночка становится более жидкой. Валик готового шва при этом будет более плоским. При небольшом диаметре присадочной проволоки дуга становится устойчивей, возрастает коэффициент наплава, глубина проплава металла; уменьшается количество брызг.
Параметры сварного шва в зависимости от индуктивности:
Начало работы сварочным полуавтоматом
Чтобы начать работу, сварочный полуавтомат должен быть полностью готов к процессу сварки. Проволока должна быть установлена и газовый баллон подключен. Нужно установить зажим заземления на свариваемый металл. Его нужно устанавливать на расстояние от 15 до 50 см от зоны сварки. Металл должен быть очищен от ржавчины, краски, масел и грязи. Любое незначительное сопротивление будет влиять на процесс сварки. Грязный металл при сварке станет причиной брызг и прожига насквозь, а также возгорания.
В результате правильно настроенного напряжения и скорости подачи проволоки должен получиться хороший сварочный поток. Правильные настройки будут давать характерный шипяще-жужжащий звук, который хорошо знают все сварщики. Более подробно о процессе сварки можно прочитать в статье “Технология сварки полуавтоматом MIG/MAG”.
Частые ошибки и способы их решения
- Громкий «треск» при работе. Отчетливые щелчки указывают на малую скорость подачи припоя. Увеличивайте данный параметр пока звук работы не станет нормальным.
- Сильное разбрызгивание. Зачастую разбрызгивание появляется при недостатке изолирующего газа. Проверьте редуктор, при необходимости – увеличьте подачу газа.
- Непровары и прожиги устраняются настройкой Вольтажа, а также регулировкой индуктивности (если есть).
- Острые вершины или неравномерная ширина валика. Обе проблемы связанны с положением и скоростью движения горелки. Помимо настроек сварки обращайте внимание и на собственную технику работ.
Примеры сварочных швов с разными настройками напряжения
Напряжение определяет высоту и ширину сварочного шва.
На фотографии показаны швы на листовом металле толщиной 1.2 мм, сделанные с возрастанием напряжения (слева направо). Швы, сделанные на низких настройках, получились узкими и высокими, а на высоких настройках – широкими и плоскими.
На фото слева показаны швы на листовом металле, сделанные с увеличением напряжения. Слева на право от меньшего напряжения к большему. На втором фото обратная сторона листа показывает проникновение (провар).
Если посмотреть с обратной стороны, то два шва слева получились без хорошего проникновения (провара) по всей длине. Три шва справа – имеют хорошее проникновение по всей длине.
Сварочные швы в разрезе
Эти швы в разрезе показывают эффект возрастания напряжения более ясно. На первых двух – шов наверху, но совсем не проник сквозь металл. Третий имеет как шов сверху, так и хорошее проникновение и является лучшим швом из всех. Два шва справа имеют большее проникновение под листом, чем сверху, так как настройки напряжения слишком высокие.
Обработка шва
Мы разобрались, что нужно для сварки автомобильного кузова. Но после выполнения работ нужно также обработать швы, чтобы они не стали причиной образования коррозии.
Эконом-вариант — покрытие шва автогерметиком. Для пущей экономии можно выбрать герметик однокомпонентный. Если внешний вид важен, можно герметик выровнять шпателем, отшлифовать и покрасить. Это самый бюджетный вариант.
Если вы из тех, кто считает, что сварочные работы автомобиля должны быть качественными (даже если выполняются своими руками в гараже), то можете использовать специальные консерванты, которые наносятся на швы с помощью пневматического распылителя.
Таблицы
Да, опытные мастера с ходу способны подобрать правильный режим сварки, поскольку их опыт и знания позволяют. Но что делать новичкам? Им поможет специальная таблица для настройки режима. Точнее, таблицы, для каждого типа сварки. Но не стоит злоупотреблять готовыми настройками, экспериментируйте и не бойтесь применять на практике свой опыт.
Таблица №1. Рекомендуемые настройки для формирования стыкового шва в нижнем пространственном положении и сварки низкоуглеродистой и низколегированной стали в среде защитного газа (углекислого газа, смеси углекислоты с кислородом, а также смеси аргона с углекислым газом) током обратной полярности.
Таблица №2. Рекомендуемые настройки для формирования поворотно-стыковых соединений с применением углекислоты, смеси аргона с углекислотой и аргона с углекислотой и кислородом, ток обратной полярности.
Таблица №3. Рекомендуемые настройки для формирования нахлесточного шва с током обратной полярности, с применением углекислого газа или смеси углекислоты с аргоном.
Таблица №4. Рекомендуемые настройки для сварки углеродистой стали, пространственное положение вертикальное, применяется обратная полярность, а также углекислый газ или смесь углекислоты с аргоном.
Таблица №5. Рекомендуемые настройки для формирования горизонтального соединения на обратной полярности, с использованием углекислого защитного газа.
Таблица №6. Рекомендуемые настройки для формирования потолочных швов на обратной полярности с применением углекислого газа.
Таблица №7. Рекомендуемые режимы сварки в углекислом газе методом «точка», работа с углеродистой сталью.
Сварка кузова автомобиля своими руками
Существует два способа кузовных сварочных работ:
Есть еще также вариант точечной сварки. Именно им пользуются на заводах при производстве автомобилей. Тут нужно специальное оборудование и определенный опыт сваривания.
Важно! Если Вы никогда не работали со сваркой, то обязательно сначала потренируйтесь на каких-нибудь металлических заготовках.
В перечисленных выше случаях не требуется каких-то специализированных навыков и умений. Достаточно просто немного попрактиковаться. Можно конечно и сразу приступить к работе с кузовом, но уже на свой страх и риск что-то испортить.
Специфика сварки кузова инвертором
Варить сварочным инвертором несложно. Металл нагревается до нужной температуры за считанные секунды, поэтому весь рабочий процесс займет совсем немного времени.
Преимущества и недостатки
Сварочный ток остается стабильным даже при перепадах напряжения и не создает излишних нагрузок. Разбрызгивание металла незначительно. Приятным бонусом идут функции горячего старта, антизалипание электрода и форсаж дуги. А так же инвертор потребляет на 15-20% меньше электроэнергии по сравнению с другими устройствами.
Сам процесс
Далее поджигаем дугу, подносим электрод к нашей детали и удерживаем под небольшим углом на расстоянии в пару мм. После этого начинаем сваривать детали, а на получившемся и уже остывшем шве сбиваем окалину молотком или щеткой.
Важно! Для получения прочного сварного шва важно учитывать полярность.
Поясним. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами. При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая.
Обратная полярность применяется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки, которая в силу своих химических особенностей сложнее поддается обработке.
Преимущества сварки кузова полуавтоматом
Плюсы и минусы
Такие аппараты идеально подходят для сварки кузова автомобиля. Ведь его толщина может составлять 0,8-1 мм, и чтобы не жечь в нем дырки используют именно сварочные полуавтоматы. Вообще, у них вдвое больше диапазон толщины свариваемого металла, чем у инверторов, и составляет до 5-6 мм. Стоит отметить и то, что качество сварки даже для грубого железа здесь получится на порядок выше.
Примечание. С помощью полуавтомата получаются тонкие и практически незаметные швы.
Сварочный полуавтомат вполне заменит аппарат на электродах, а вот наоборот уже не получится.
Полуавтоматы смело можно назвать основным видом сварочных аппаратов для гаражников и сервисов, выполняющих кузовной ремонт.
Программа управления сварочными работами — LINCOLN GLOBAL, INC.
1. Область изобретения
Устройства, системы и способы, соответствующие изобретению, относятся к полуавтоматическим сварочным модулям.
2. Описание предшествующего уровня техники
В предшествующем уровне техники рабочие ячейки используются для производства сварных швов или сварных деталей. Существует как минимум две широкие категории рабочих ячеек, в том числе роботизированные рабочие ячейки и полуавтоматические рабочие ячейки.
В роботизированных производственных ячейках планирование и выполнение сварочных операций в значительной степени автоматизированы с минимальным участием оператора. Таким образом, эти ячейки обычно имеют относительно низкую стоимость рабочей силы и относительно высокую производительность. Однако их повторяющиеся операции не могут легко адаптироваться к различным условиям и/или последовательностям сварки.
Напротив, полуавтоматические рабочие модули (т. е. рабочие модули, включающие, по крайней мере, некоторую сварку оператором) обычно обеспечивают меньшую автоматизацию по сравнению с роботизированными рабочими модулями и, соответственно, имеют относительно более высокие затраты на рабочую силу и относительно более низкую производительность. Тем не менее, есть много случаев, когда использование полуавтоматического сварочного модуля может иметь преимущества перед роботизированными рабочими модулями. Например, полуавтоматическая сварочная рабочая ячейка может легче адаптироваться к различным условиям и/или последовательностям сварки.
К сожалению, при сварке более сложных сборок в полуавтоматических рабочих ячейках предшествующего уровня техники часто требуется несколько разных режимов сварки для разных типов сварных швов на разных частях сборки. Во многих системах, когда необходимо использовать другой график сварки, оператор должен остановить сварочные операции и вручную отрегулировать мощность полуавтоматического оборудования в соответствии с новым графиком. В некоторых других системах эта ручная корректировка устраняется за счет сохранения определенных расписаний в рабочей ячейке. Тем не менее, даже в таких системах оператору по-прежнему необходимо прекратить сварочные операции и нажать кнопку, чтобы выбрать новый график сварки, прежде чем он сможет продолжить сварку.
Ни один из этих методов настройки другого графика сварки не является особенно эффективным. Таким образом, на практике количество режимов сварки, используемых в полуавтоматической рабочей ячейке, часто сокращают, чтобы исключить необходимость постоянной регулировки производительности полуавтомата. Хотя такое сокращение графиков сварки облегчает работу сварщика в целом, принудительное упрощение этого подхода может привести к снижению производительности и снижению общего качества.
Кроме того, при соблюдении строгих спецификаций контроля качества иногда необходимо выполнять сварные швы в определенной последовательности, проверять выполнение каждого сварного шва с заданным набором условий и контролировать производительность оборудования во время сварочных операций. В роботизированной рабочей ячейке эти требования легко выполняются. Однако в полуавтоматической рабочей ячейке эти требования подвержены человеческим ошибкам, поскольку оператор должен отслеживать все эти аспекты в дополнение к выполнению самих сварочных операций.
Иллюстративный пример вышеупомянутых проблем показан в способе полуавтоматической сварки предшествующего уровня техники, схематично представленном на фиг. 1. В этом методе каждая из различных операций планирования, последовательности, проверки и сварки организуется и выполняется самим оператором (т. е. сварщиком). В частности, оператор начинает сварочное задание с операции 10 . Затем оператор настраивает сварочное оборудование по графику А, на операции 20 . Далее оператор выполняет сварку № 1 , сварку № 2 и сварку № 3 по схеме сварки А на операциях 22 , 24 и 26 . Затем оператор останавливает сварочные работы и настраивает сварочное оборудование по графику Б на операции 30 . Затем оператор выполняет сварку # 4 по схеме сварки B на операции 32 . Затем оператор проверяет размеры сборки на операции 9.0021 40 , и настраивает сварочное оборудование согласно графику С на операции 50 . Далее оператор выполняет сварку № 5 и сварку № 6 по схеме сварки С на операциях 52 и 54 . После завершения сварочных работ оператор визуально осматривает сварной узел на операции 60 и завершает сварочную работу на операции 70 .
Очевидно, что способ, показанный на фиг. 1 зависит от того, правильно ли оператор будет следовать предопределенной последовательности выполнения сварных швов и осмотров, точно переключаться между графиками сварки (например, в операции 9).0021 30 ), так и для выполнения самой сварки. Ошибки в любой из этих обязанностей могут привести либо к доработке (если ошибки будут обнаружены во время проверки на операции 60 ), либо к поставке дефектной детали конечному пользователю. Кроме того, этот типичный полуавтоматический способ сварки снижает производительность, поскольку оператору приходится тратить время на настройку и перенастройку графиков сварки.
Вышеупомянутые проблемы требуют усовершенствования соответствующей системы.
В соответствии с аспектом изобретения предлагается полуавтоматический сварочный рабочий модуль, включающий в себя блок управления сварочными работами, который автоматически выбирает график сварки для использования оператором в полуавтоматическом сварочном рабочем модуле.
В соответствии с другим аспектом изобретения предложен способ сварки в полуавтоматической рабочей ячейке, включающий автоматический выбор графика сварки для использования оператором в полуавтоматической сварочной ячейке.
В соответствии с другим аспектом изобретения предложена производственная линия сварки, включающая в себя по меньшей мере один полуавтоматический сварочный модуль, где полуавтоматический рабочий модуль включает в себя последовательность сварочных заданий, которая автоматически выбирает график сварки для использования оператор в нем.
В соответствии с другим аспектом изобретения предложен способ контроля производственной линии сварки, включающий автоматический выбор графика сварки для использования оператором в полуавтоматической сварочной ячейке.
Вышеизложенный аспект, а также другие аспекты, особенности и преимущества изобретения станут понятны специалистам в данной области техники после ознакомления со следующим описанием.
Вышеупомянутые и/или другие аспекты изобретения станут более очевидными при подробном описании примерных вариантов осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
РИС. 1 иллюстрирует операцию сварки предшествующего уровня техники с использованием полуавтоматического сварочного модуля; и
РИС. 2 иллюстрирует операцию сварки в соответствии с изобретением с использованием полуавтоматического сварочного модуля.
Ниже будут описаны примерные варианты осуществления изобретения со ссылкой на прилагаемые чертежи. Описанные примерные варианты осуществления предназначены для облегчения понимания изобретения и никоим образом не предназначены для ограничения объема изобретения. Одинаковые ссылочные позиции повсюду относятся к одинаковым элементам.
В примерном варианте осуществления изобретения предусмотрен блок управления сварочными работами. Последовательность сварочных заданий улучшает полуавтоматический рабочий модуль предшествующего уровня техники за счет повышения производительности полуавтоматического рабочего модуля без ущерба для количества используемых в нем режимов сварки. Секвенсор сварочных заданий достигает этого улучшения, реализуя автоматические изменения в полуавтоматической рабочей ячейке и предоставляя оператору набор команд и инструкций.
Более конкретно, в примерном варианте осуществления последовательность сварочных заданий автоматически выбирает и реализует функцию рабочей ячейки сварки. Примером такой функции является конкретный график сварки, который будет использоваться с полуавтоматической рабочей ячейкой. Другими словами, программа управления сварочными работами может выбирать график сварки, который будет использоваться для конкретного сварного шва, и изменять настройки полуавтоматической рабочей ячейки в соответствии с выбранным графиком сварки автоматически для оператора (т. е. без участия оператора). конкретное вмешательство).
Кроме того, в примерном варианте осуществления последовательность сварочных заданий может автоматически указывать последовательность операций, которым должен следовать оператор, чтобы создать окончательную сварную сборку. В сочетании с автоматическим выбором графиков сварки эта указанная последовательность позволяет оператору следовать последовательности для создания окончательной сварной детали, не тратя время на настройку, выбор или просмотр каждого отдельного графика сварки и/или последовательности.
Соответственно, поскольку последовательность сварочных заданий настраивает сварочное оборудование и организует рабочий процесс, а оператор только сам выполняет сварочные операции, вероятность ошибки в сварочной операции значительно снижается, а производительность и качество повышаются.
Примерный вариант осуществления схематически представлен на фиг. 2. На фиг. 2, при операции 110 начинает работу блок управления сварочными работами и немедленно настраивает сварочное оборудование на использование графика сварки A (операция 120 ) и дает оператору указание выполнить сварку # 1 , # 2 и # 3 . Затем оператор выполняет сварку № 1 , № 2 и № 3 по схеме сварки А (операции 122 , 124 и 126 ). Затем программа управления сварочными работами настраивает сварочное оборудование на использование графика сварки B (операция 130 ) и дает оператору указание выполнить сварку # 4 . Затем оператор выполняет сварку # 4 по схеме сварки B (операции 132 ). После завершения графика сварки B блок управления сварочными работами настраивает сварочное оборудование на использование графика сварки C (операция 150 ) и дает оператору указание выполнить сварку № 9.0021 5 и # 6 и осмотреть деталь. Затем оператор выполняет сварку № 5 и № 6 (операции 152 и 154 ) по схеме сварки С и проверяет готовую деталь, чтобы убедиться в ее правильности (операция 160 ). Эта проверка может включать проверку размеров, визуальное подтверждение дефекта или любой другой тип проверки, который может потребоваться. Кроме того, операция 160 может включать в себя требование, чтобы оператор утвердительно указал, что проверка завершена, например, нажав кнопку «ОК», прежде чем можно будет перейти к следующей операции. Наконец, программа управления сварочными работами указывает, что операция сварки завершена (операция 9).0021 170 ), и переустанавливается для следующей операции.
Соответственно, как отмечалось выше, последовательность и планирование сварочных операций выполняются секвенсором, что позволяет оператору сосредоточиться на выполнении сварных швов в соответствии с инструкцией
Секвенсор сварочных заданий может выбрать и реализовать новую функцию, например выбор и выполнение режимов сварки А, В и С, показанных на фиг. 2, на основе различных переменных или входных данных. Например, блок управления сварочными работами может просто выбирать новые графики сварки на основе контроля времени, прошедшего с начала сварочных операций или с момента прекращения сварки (например, времени после сварки № 9). 0021 3 на РИС. 2 выше). Альтернативно, последовательность сварочных заданий может отслеживать действия оператора, сравнивать действия с идентифицированной последовательностью сварных швов и соответствующим образом выбирать новые графики сварки. Кроме того, могут быть реализованы различные комбинации этих методов или любой другой эффективный метод, при условии, что конечный эффект заключается в обеспечении автоматического выбора и реализации функции, такой как график сварки, для использования оператором.
Параметры выбранного графика сварки могут включать такие переменные, как процесс сварки, тип проволоки, размер проволоки, WFS, напряжение, обрезка, используемое устройство подачи проволоки или используемую подающую головку, но не ограничиваются этим.
Хотя приведенное выше описание посвящено выбору графика сварки как функции, которая выбирается и реализуется автоматически, последовательность сварочных заданий не ограничивается использованием только этой функции.
Например, еще одна возможная функция, которая может быть выбрана и реализована секвенсором сварочных заданий, — это выбор одного из нескольких механизмов подачи проволоки на одном источнике питания в соответствии с графиком сварки. Эта функция обеспечивает еще большую вариативность сварочных работ, которые может выполнять оператор в полуавтоматической рабочей ячейке, поскольку различные механизмы подачи проволоки могут обеспечивать большое разнообразие, например, размеров и типов проволоки.
Другим примером функции, совместимой с секвенсором сварочных заданий, является функция проверки качества. Эта функция выполняет проверку качества сварного шва (либо во время сварки, либо после завершения сварки), прежде чем продолжить выполнение последовательности работ. Проверка качества может отслеживать различные параметры сварки и может приостанавливать операцию сварки и предупреждать оператора при обнаружении отклонений от нормы. Примером параметра сварки, измеряемого этой функцией, могут быть данные дуги.
Другим примером такой функции может быть функция повтора. Эта функция дает оператору указание повторить конкретный сварной шов или последовательность сварных швов. Пример использования этой функции включает случаи, когда функция проверки качества показывает отклонение от нормы или когда требуется несколько экземпляров одного и того же сварного шва.
Другим примером такой функции может быть функция уведомления сварщика, которая передает информацию сварщику. Эта функция будет отображать информацию, подавать звуковой сигнал или связываться со сварщиком каким-либо другим способом. Примеры использования этой функции включают указание оператору, что он может начать сварку, или указание, что оператор должен проверить часть свариваемой детали в целях обеспечения качества.
Другим примером такой функции может быть функция ввода информации о задании. Эта функция потребует от сварщика ввода информации, такой как серийный номер детали, личный идентификационный номер или другие специальные условия, прежде чем программа последовательности заданий сможет продолжить работу. Эта информация также может быть считана с самой детали или инвентарной бирки с помощью RFID, сканирования штрих-кода и т.п. После этого программа управления сварочными работами может использовать введенную информацию для сварочных операций. Примером использования этой функции может быть предикат для всей операции сварки, чтобы указать блоку управления сварочными заданиями, какие расписания и/или последовательности должны быть выбраны.
Еще одним примером такой функции может быть функция отчета о работе. Эта функция создает отчет о сварочном задании, который может включать в себя такую информацию, как: количество выполненных сварных швов, общее и индивидуальное время дуги, прерывания последовательности, ошибки, неисправности, использование проволоки, данные дуги и т.п. Примером использования этой функции может быть отчет отделу качества производства об эффективности и качестве сварочных процессов.
Еще одним примером такой функции может быть функция проверки системы. Эта функция определяет, можно ли продолжать сварочные работы, и может контролировать такие параметры, как: подача проволоки, подача газа, время, оставшееся до смены (по сравнению со временем, необходимым для завершения работы) и т.п. Затем функция может определить, указывают ли параметры на то, что имеется достаточно времени и/или материала для продолжения сварочного задания. Эта функция предотвратит простои из-за истощения материалов и предотвратит задержку сборки незавершенного производства, что может привести к проблемам с качеством из-за проблем с температурой и графиком.
Кроме того, как упоминалось выше, программа управления сварочными работами может выбирать и реализовывать новую функцию на основе различных переменных или входных данных. Эти переменные и входы особо не ограничены и даже могут быть другой функцией. Например, еще одна функция, совместимая с секвенсором заданий на сварку, — это функция «Выполнение операции сварки». Эта функция предназначена для обнаружения фактической сварки, выполняемой оператором, и сообщения об этой сварке, чтобы программа управления сварочными заданиями могла определить, следует ли продолжать дальнейшие операции. Например, эта функция может запускаться, когда оператор нажимает курок, чтобы начать операцию сварки, и заканчиваться, когда оператор отпускает курок после завершения сварки или по прошествии заданного периода времени после ее начала. Эта функция может заканчиваться при отпускании триггера или может быть настроена на автоматическое отключение по истечении определенного периода времени, количества проволоки или количества энергии. Эта функция может использоваться для определения того, когда следует выбирать новую функцию, такую как новый график сварки, как обсуждалось выше.
Кроме того, различные полуавтоматические и/или роботизированные рабочие участки могут быть объединены в единую сеть, а последовательность этапов сварки на одном рабочем участке может быть полностью интегрирована в полный производственный график, который сам по себе может быть изменяется по мере необходимости для отслеживания изменений в производственном графике. Информация о последовательности и/или расписании также может храниться в базе данных, храниться по дате в качестве архивной информации и использоваться для предоставления различных производственных отчетов.
Хотя изобретение было подробно показано и описано со ссылкой на его примерные варианты осуществления, изобретение не ограничивается этими вариантами осуществления. Специалистам в данной области техники будет понятно, что в них могут быть внесены различные изменения в форме и деталях, не отступая от сущности и объема изобретения, как определено следующей формулой изобретения.
Регулировка подачи проволоки не работает. Как сделать полуавтомат из инвертора своими руками. Какие требования предъявляются к предварительному этапу сварки
У хорошего мастера в обязательном порядке должен быть сварочный полуавтомат, особенно у владельцев машин и в частной собственности. С ним вы всегда сможете мелкие работы сделать своими руками. Если вам нужно сварить деталь машины, сделать теплицу или создать какую-то металлоконструкцию, то такой прибор станет незаменимым помощником в личном хозяйстве. Тут возникает дилемма: купить или сделать самому. При наличии инвертора его проще сделать самому. Это будет стоить гораздо дешевле, чем покупка в торговой сети. Правда, потребуются хотя бы базовые знания основ электроники, наличие необходимого инструмента и желание.
Изготовление полуавтомата из инвертора своими руками
Конструкция
Инвертор можно переоборудовать в сварочный полуавтомат для сварки тонких сталей (низколегированных и коррозионностойких) и алюминиевых сплавов своими руками не сложно. Нужно лишь хорошо разобраться в тонкостях предстоящей работы и вникнуть в нюансы изготовления. Инвертор — это устройство, которое служит для понижения электрического напряжения до уровня, необходимого для питания сварочной дуги.
Суть процесса сварки полуавтоматом в среде защитного газа заключается в следующем. Электродная проволока подается в зону дуги с постоянной скоростью. В этом же районе подается защитный газ. Чаще всего — углекислый газ. Это гарантирует качественный сварной шов, не уступающий по прочности соединяемому металлу, при этом в стыке отсутствуют шлаки, так как сварочная ванна защищена от негативного воздействия компонентов воздуха (кислорода и азота) защитным газом .
В комплект такого полуавтомата должны входить следующие элементы:
- источник тока;
- блок управления процессом сварки;
- механизм подачи проволоки;
- рукав для подачи защитного газа;
- Баллон с углекислым газом;
- горелка:
- катушка с проволокой.
Устройство сварочной станции
Принцип работы
При подключении устройства к эл. сеть преобразует переменный ток в постоянный. Для этого требуется специальный электронный модуль, высокочастотный трансформатор и выпрямители.
Для качественного выполнения сварочных работ необходимо, чтобы в будущем аппарате такие параметры, как напряжение, сила тока и скорость подачи сварочной проволоки находились в определенном балансе. Этому способствует использование источника питания дуги с жесткой вольт-амперной характеристикой. Длина дуги определяется фиксированным напряжением. Скорость подачи проволоки определяет сварочный ток. Это необходимо помнить для того, чтобы получить прибор для более качественных результатов сварки.
Проще всего воспользоваться принципиальной схемой от Саныча, который уже давно сделал такой полуавтомат из инвертора и успешно им пользуется. Его можно найти в Интернете. Многие домашние умельцы не только изготовили сварочный полуавтомат своими руками по этой схеме, но и усовершенствовали его. Вот первоисточник:
Схема полуавтомата сварочного от Саныча
Полуавтомата Саныча
Для изготовления трансформатора Саныч использовал 4 жилы от ТС-720. Первичную обмотку намотал медным проводом Ø 1,2 мм (количество витков 180+25+25+25+25), для вторичной обмотки использовал шину сечением 8 мм 2 (количество витков 35+35). Выпрямитель был собран по двухполупериодной схеме. В качестве замены я выбрал двойное печенье. Диоды установил на радиатор, чтобы не перегревались при работе. Конденсатор был помещен в прибор емкостью 30 000 мкФ. Дроссель фильтра выполнен на сердечнике от ТС-180. Силовая часть вводится в работу с помощью контактора ТКД511-ДОД. Силовой трансформатор установлен ТС-40, перемотан на напряжение 15В. Ролик протяжного механизма в этом полуавтомате имеет диаметр 26 мм. Имеет направляющую канавку глубиной 1 мм и шириной 0,5 мм. Схема регулятора работает от напряжения 6В. Достаточно обеспечить оптимальную подачу проволоки
Как его усовершенствовали другие умельцы, вы можете прочитать сообщения на различных форумах, посвященных этому вопросу и вникнуть в нюансы изготовления.
Установка инвертора
Для обеспечения качественной работы полуавтомата при небольших габаритах лучше всего использовать тороидальные трансформаторы. У них самый высокий КПД.
Трансформатор для работы инвертора подготавливается следующим образом: его необходимо обернуть медной полосой (шириной 40 мм, толщиной 30 мм), защищенной термобумагой, необходимой длины. Вторичная обмотка выполнена из 3-х слоев жести, изолированных друг от друга. Для этого можно использовать фторопластовую ленту. Концы вторичной обмотки на выходе необходимо припаять. Чтобы такой трансформатор работал бесперебойно и при этом не перегревался, необходимо установить вентилятор.
Схема обмотки трансформатора
Работа по настройке инвертора начинается с обесточивания силовой части. Выпрямители (входные и выходные) и силовые ключи должны иметь радиаторы для охлаждения. Там, где расположен радиатор, наиболее нагревающийся при работе, необходимо предусмотреть термодатчик (его показания при работе не должны превышать 75 0 С). После этих изменений силовая часть подключается к блоку управления. При включении в электронную почту. индикатор сети должен загореться. С помощью осциллографа проверьте импульсы. Они должны быть прямоугольными.
Их частота повторения должна быть в диапазоне 40 ÷ 50 кГц, а временной интервал у них должен быть 1,5 мкс (время корректируется изменением входного напряжения). Индикатор должен показывать не менее 120А. Не лишним будет проверить устройство под нагрузкой. Для этого в сварочные провода вставляется нагрузочный реостат сопротивлением 0,5 Ом. Он должен выдерживать ток 60А. Это проверяется с помощью вольтметра.
Правильно собранный инвертор при выполнении сварочных работ дает возможность регулировать ток в широком диапазоне: от 20 до 160А, причем выбор рабочего тока зависит от металла, который необходимо сваривать.
Для изготовления инвертора своими руками можно взять компьютерный блок, который должен быть в рабочем состоянии. Кузов нужно усилить, добавив ребра жесткости. В нем смонтирована электронная часть, выполненная по схеме Саныча.
Подача проволоки
Чаще всего такие самодельные полуавтоматы предусматривают возможность подачи сварочной проволоки Ø 0,8; 1,0; 1,2 и 1,6 мм. Скорость его подачи должна регулироваться. Питатель вместе со сварочной горелкой можно приобрести в магазине. При желании и наличии необходимых деталей его вполне можно сделать своими руками. Для этого смекалистые новаторы используют электродвигатель от автомобильных дворников, 2 подшипника, 2 пластины и ролик Ø 25 мм. Ролик установлен на валу двигателя. Подшипники закреплены на пластинах. Они прижимаются к ролику. Сжатие осуществляется с помощью пружины. Проволока, проходя по специальным направляющим между подшипниками и роликом, натягивается.
Все узлы механизма устанавливаются на пластину толщиной не менее 8-10 мм, изготовленную из текстолита, при этом проволока должна выходить в месте установки разъема, который соединяется с приварной муфтой. Здесь же устанавливается катушка с необходимым Ø и маркой проволоки.
Механизм протяжки в сборе
Самодельную горелку можно сделать и своими руками, воспользовавшись рисунком ниже, где ее составные части показаны наглядно в разобранном виде. Его назначение – замыкание цепи, подача защитного газа и сварочной проволоки.
Устройство горелки самодельное
Однако желающие быстро изготовить полуавтомат могут купить готовый пистолет в розничной сети вместе с гильзами для подачи защитного газа и сварочной проволоки.
Баллон
Для подачи защитного газа в зону горения сварочной дуги лучше всего приобрести баллон стандартного типа. Если в качестве защитного газа используется углекислый газ, можно использовать баллон огнетушителя, сняв рог от него. Необходимо помнить, что для него требуется специальный переходник, который нужен для установки редуктора, так как резьба на баллоне не совпадает с резьбой на горловине огнетушителя.
Самодельный полуавтомат. Видео
О компоновке, сборке, испытании самодельного полуавтомата вы можете узнать из этого видео.
Инверторный сварочный полуавтомат своими руками имеет несомненные преимущества:
- дешевле магазинных аналогов;
- компактные размеры;
- возможность варки тонкого металла даже в труднодоступных местах;
- станет предметом гордости человека, создавшего его своими руками.
Неисправность данного узла приводит к значительным сбоям в работе с полуавтоматом, потерям рабочего времени и хлопотам с заменой сварочной проволоки. Провод застревает на выходе из жала, приходится снимать наконечник и чистить контактную часть провода. Неисправность возникает при любом диаметре используемой сварочной проволоки. Или может иметь место большая подача, когда проволока выходит большими порциями при нажатии кнопки питания.
Неисправности часто возникают из-за самой механической части регулятора подачи проволоки. Механизм схематически состоит из прижимного ролика с регулируемой степенью натяжения проволоки, подающего ролика с двумя канавками для проволоки 0,8 и 1,0 мм. За регулятором установлен соленоид, отвечающий за перекрытие подачи газа с задержкой в 2 секунды.
Сам регулятор подачи очень массивен и часто просто крепится на передней панели полуавтомата 3-4 болтами, по сути висит в воздухе. Это приводит к перекосам всей конструкции и частым неисправностям. Собственно, «вылечить» этот недостаток достаточно просто, установив под регулятор подачи проволоки какую-нибудь подставку, тем самым зафиксировав его в рабочем положении.
На заводских полуавтоматах в большинстве случаев (вне зависимости от производителя) подача углекислого газа к соленоиду осуществляется по сомнительному тонкому шлангу в виде кембрика, который просто «дует» от холодного газа и потом трескается . Это также приводит к остановке работы и требует ремонта. Мастера, исходя из своего опыта, советуют заменить этот подводящий шланг автомобильным шлангом, используемым для подачи тормозной жидкости из бачка к главному цилиндру тормозов. Шланг обладает отличной устойчивостью к давлению и прослужит неопределенный срок.
Промышленность выпускает полуавтоматы со сварочным током около 160 А. Этого достаточно при работе с автомобильным железом, достаточно тонким — 0,8-1,0мм. Если приходится сваривать, например, элементы из стали 4 мм, то этого тока недостаточно и проплавление деталей не полное. Для этих целей многие мастера приобретают инвертор, который вместе с полуавтоматом может выдать до 180А, что вполне достаточно для гарантированного сваривания деталей.
Многие пытаются своими руками, путем экспериментов, устранить эти недостатки и сделать работу полуавтомата более стабильной. Предложено довольно много схем и возможных модификаций механической части.
Одно такое предложение. Это доработанный и испытанный в эксплуатации регулятор скорости подачи проволоки сварочного полуавтомата, схема которого предложена на интегральном стабилизаторе 142ЕН8Б. Благодаря предложенной схеме работы регулятора подачи проволоки он осуществляет задержку подачи на 1-2 секунды после срабатывания газового клапана и максимально быстрое его торможение при отпускании кнопки включения.
Минус схемы — приличная мощность, выдаваемая транзистором, нагревающим радиатор охлаждения при работе до 70 градусов. Но все это складывается из надежной работы как самого регулятора скорости подачи проволоки, так и всего полуавтомата в целом.
Читайте также
industrika.ru
Сгорел регулятор подачи проволоки Blueweld 4.165 — Сообщество электронных поделок на DRIVE2
Помогите разобраться, не могу починить сгоревший регулятор на полуавтомате! Новую надо заказывать из Италии, обещают провести 90 дней(((.
Перепутал вход питания и выход на двигатель регулятора подачи проволоки, перестал работать регулятор.
Вот схему нашел:
Схема регулятора подачи проволоки
Я так понимаю на микросхеме HEF 4069 UB собран генератор регулируемой частоты, который открывает мосфет на разных частотах.Плюсовой вход и выход регулятора соединены, но регулируются массой.Эта схема работает как генератор ШИМ. МОП-транзистор открывается и приводит двигатель в действие. 0003
Особенностью схемы является достаточно высокое напряжение питания — от 42 до 55 вольт. Измерял на сварочном аппарате.
Визуально было видно, что резисторы ниже мосфета повреждены, обведены красным. Решил их заменить, а так как SMD не нашел, то поставил обычные на 1 Ом. Я также заменил мосфет.
Прозвонил все диоды — живы. Проверил переходы транзистора — звенят переходы. Вот схема сварочного аппарата.
Схема сварочного полуавтомата Blueweld Combi 4.165
Подаю питание: ток не регулируется. Мосфет полностью открыт. На выходе регулятора напряжение равно напряжению на входе. На стабилитроне 12 вольт.
Поменял микросхему. Ничего не изменилось.
Куда копать? Сегодня измеряю частоту на входе в мосфет осциллографом, с генератора частоты, но думаю если он разомкнут там блок висит…
часть вид сбоку
вид сбоку платы.
UPD: 1. Судя по всему генератор частоты заработал после замены микросхемы. Но напряжение на выходе все равно не меняется — мосфет все время открыт! Подключил осциллограф. на затворную ножку мосфета поступают импульсы амплитудой 11 вольт.
На осциллограмме видно, как изменяется ширина импульса в зависимости от положения ползунка резистора.
Положение регулятора — минимальный расход
Среднее положение.
Максимальная подача.
Почему-то не работает мосфет.
www.drive2.ru
нос
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ ПОЛУАВТОМАТА СВАРОЧНОГО АППАРАТА.
РЕГУЛЯТОР СКОРОСТИ ВРАЩЕНИЯ ДВИГАТЕЛЯ ПОДАЧИ ПРОВОЛОКИ ПОЛУАВТОМАТИЧЕСКОЙ СВАРОЧНОЙ АППАРАТА. Тот, кто занимается ремонтом сварочных полуавтоматов, предназначенных для производства сварки в среде углекислого газа, при проведении кузовных работ автомобилей, знает, что это самая ненадежная часть сварочного агрегата, в том числе и промышленных машин. Предложена схема управления двигателем подачи проволоки в сварочную среду на интегральном стабилизаторе 142ЕН8Б. Узел должен обеспечивать задержку подачи проволоки на 1-2 секунды после включения газового клапана и максимально быстрое торможение после отпускания кнопки включения сварочного напряжения, что и делает данное устройство.
Хочу обратить ваше внимание на самый дешевый и очень эффективный принцип торможения двигателя путем замыкания обмотки якоря двигателя контактами реле. Недостатком этой схемы является довольно большая мощность, рассеиваемая транзистором VT1.
www.pictele.narod.ru
Многие виды сварочного оборудования стоят дорого. Наиболее удобен сварочный полуавтомат (СПА), который многофункционален. Принцип работы сварочного полуавтомата зависит от его правильной настройки. Сварочные полуавтоматы универсальны и практичны. Широко распространено их использование в народном хозяйстве.
Схема сварочного инверторного полуавтомата.
В быту и в промышленности с помощью СПА выполняется эффективная сварка. Сварка с применением полуавтоматов основана на качественной сварке цветных и черных металлов без применения дополнительных элементов. В процессе сварки используется углекислый газ или аргон, которые защищены применением плавильного типа из сплошной проволоки.
Каковы требования к стадии предварительной сварки?
Основные режимы сварки полуавтоматом.
Мощное сварочное оборудование следует использовать безопасно. СПА является источником опасности, так как может привести к поражению электрическим током… В результате неправильное использование оборудования может загореться.
Неправильная настройка полуавтомата может привести к повреждению некоторых деталей его конструкции. Все эти предварительные действия должны предшествовать механизированной сварке с использованием этого устройства. Холостой режим работы СПА не должен быть связан с подачей напряжения на наконечник рукава.
Перед началом работы заземляющий терминал подключается к СПА. Затем отрегулируйте параметры мощности, а также скорость подачи проволоки. Настройки предоставляются в зависимости от толщины и типа металла. Имеются таблицы, в которых указаны все параметры сварки с использованием СПА. Их можно найти в специальной литературе, описывающей процесс сварки.
Перечень возможных неисправностей сварочного инвертора.
Настройка SPA связана с обязательным контролем напряжения на сварочной проволоке, то есть на электроде. Процесс управления полуавтоматом предполагает соответствующую логику, основанную на следующей схеме снятия и подачи напряжения на СПА:
- Снятие с микровыключателя.
- Питание двигателя.
- Его подача на реверсивную обмотку двигателя.
- Получение с помощью гильзы и газового резака.
Изучив в книгах все требования техники безопасности и специальные указания, переходят к работе с полуавтоматом. Сначала его следует подключить к электрической сети и нажать кнопку питания. На спусковой крючок устройства следует нажимать, когда лицо защищено специальной маской.
Сначала нужно отрезать лишний провод, оставив примерно 3 мм, считая от конца горелки. После образования дуги горелку следует медленно перемещать к будущему соединению. Если на конце проволоки образуются комки, необходимо увеличить скорость подачи проволоки в машину.
Как настроить полуавтомат на качественную подачу газа?
Схема лицевой панели инвертора
Возможна регулировка дозировки количества инертного или углекислого газа при его поступлении из газового баллона или редуктора как автоматически, так и вручную… При правильной настройке сварочный полуавтомат электрическая дуга будет гореть идеально ровно. Это позволяет процессу сварки быть практически без брызг.
Убедитесь, что металл соединения не кипит. Это достигается правильной настройкой сварочного полуавтомата на слух. Газ тихонько шипит во время сварки, издавая равномерный шум.
Опытный сварщик следит за тем, чтобы газ дул, а не дул. При этом дуга не должна обрываться; следовательно, требуется поставить провод вперед. При наличии прерывистого шипения и ускоренного плавления проволоки, которое происходит быстрее движения горелки, необходимо уменьшить скорость подачи.
Иногда для хорошей сварки необходимо отрегулировать все настройки в течение нескольких дней, пока не получится ровная, стабильная дуга.
Имеет ровный звук и характерный треск. Тип и количество подаваемого газа играет важную роль в процессе регулирования сварочного аппарата. Например, недостаточный поток газа приведет к пористому и непрочному сварному шву.
Какие полуавтоматы позволяют настроить?
Изображение 1. Принципиальная электрическая схема СПА.
Работа любого СПА связана с наличием в его составе сварочного трансформатора. Склонность к износу выключателей сварочного тока требует постоянного участия сварщика для регулирования процесса сварки. Для этой цели можно использовать бесконтактное реле, представляющее собой коммутационную плату трансформаторного устройства. Это связано с наличием значительного ресурса в плане коммутации.
Процесс регулировки основан на использовании электрического сигнала, передаваемого по цепи (РИСУНОК 1). Система управления полуавтоматом имеет логику действия, позволяющую блокировать переключение каждой из ступеней трансформаторного аппарата при сварочной нагрузке. Однако это может быть распространенной причиной, связанной со сломанными переключателями.
Простейшее устройство, позволяющее настроить схему спа, — это дроссель. Он имеет несколько ступеней, которые можно переключать, уменьшая или увеличивая уровень индуктивности. В других возможных устройствах для регулировки устройства используется активный дроссель.
Силовая цепь сварочного полуавтомата.
При использовании этого устройства нет необходимости использовать механическое переключение, что обеспечит плавную регулировку параметров индуктивности. Этот механизм регулировки позволяет правильно настроить процесс, связанный с передачей материалов.
Ручная дуговая сварка, позволяющая выполнять соединения с помощью сварочного инвертора, характерна и для полуавтомата. Поэтому предусмотрен важный параметр PV. Представляет собой процентное обозначение, показывающее допустимое время работы полуавтомата. Этот показатель позволит длительное время поддерживать уровень износостойкости оборудования, обеспечивая его работу на высоком качественном уровне.
Значение силы тока перед использованием полуавтомата необходимо установить таким образом, чтобы металл не подгорал. Однако определение точного значения силы тока затруднено. Этот момент требует перед началом сварки провести тренировку с помощью металлической пластины, в которую вставляется проволока. Изменить показатель сварочного тока можно с помощью реостата. Это самое эффективное средство, позволяющее регулировать сварочную дугу под разную толщину металла.
Рекомендации по правильной настройке сварочного полуавтомата
Полуавтомат сварочный.
Сварочный ток задается в настройках в зависимости от толщины свариваемого металла и диаметра проволоки, используемой в качестве электрода. Эта зависимость относительно стандартна, поэтому значение показателя сильно не колеблется.
Обычно на корпусе аппарата или инструкции к нему должна быть информация о возможных значениях показателя сварочного тока. В некоторых случаях таблица с показателями может по каким-либо причинам отсутствовать. Тогда специалисты рекомендуют использовать следующие показатели силы тока для сварки металла с учетом его толщины, указанной в скобках:
- 20–50 А (1–1,5 мм).
- 25–100 А (2–3 мм).
- 70–140 А (4–5 мм).
- 100–190 А (6–8 мм).
- 140–230 А (9–10 мм).
- 170–280 А (11–15 мм).
Горелка для полуавтоматической сварки плавящимся электродом: 1 — мундштук, 2 — сменный наконечник, 3 — электродная проволока, 4 — насадка.
Этот список связан с достаточно большим набором показателей, которые объединены общей тенденцией. Его принцип сводится к тому, что для сварки материала наибольшей толщины требуется больший сварочный ток. Этот показатель определяется диаметром используемой проволоки.
Если в процессе сварки используется тонкая проволока, это позволяет настроить полуавтомат на работу с меньшим током. В случае более толстых присадочных проволок требуется более высокая сила тока. Из-за инерционности механики движение сварочной проволоки происходит медленно, постепенно ускоряясь.
Ток двигателя можно регулировать с помощью специального переключателя. Сварочный ток должен быть достаточным для полного торможения проволоки. Регулировка тока осуществляется в сварочном полуавтомате с помощью подстроечного реостата. Последующее торможение проволоки происходит через определенное время.
Какой результат можно получить от установки спа?
Схема сварки под флюсом.
В результате настройки сварочная проволока не должна течь и плавиться. Это происходит, когда выбрано очень низкое значение тока. Вам нужно будет сделать напряжение больше, чтобы проверить результат. Если проволока потекла хорошо, то с обратной стороны должна появиться капля металла. Это будет означать, что все в норме.
Если после использования присадочной проволоки образуется небольшая вмятина, «капля» будет висеть на другой стороне. Это связано с выбором значения сварочного тока выше нормы. Следует взять еще один кусок металла для проведения эксперимента при более низком уровне напряжения.
Если вместо провода появляется дырка, то это связано с выбором слишком большого значения тока. Используйте другую заготовку для сварки в полуавтоматическом режиме при более низком напряжении. Заготовки с цинковым покрытием не следует использовать для практической сварки, так как он испаряется при отделении. вредные вещества. Они могут нанести вред организму человека.
http://moyasvarka.ru/youtu.be/gsBDcZWozYE
После предварительной тренировки следует окончательно убедиться в правильности текущих настроек. При этом металлическая заготовка должна быть зажата с достаточным усилием. Только после этого можно приступать к основной сварке, не забывая о технике безопасности. Перед сваркой вы должны быть одеты в костюм сварщика, а лицо должно быть защищено специальной маской.
Некоторые считают, что не стоит покупать дорогие сварочные аппараты, когда их можно собрать своими руками. При этом такие установки могут работать не хуже заводских и иметь достаточно неплохие качественные показатели. Кроме того, в случае поломки такого агрегата можно самостоятельно и быстро устранить поломку. Но для того, чтобы собрать такое устройство, следует досконально ознакомиться с основными принципами работы и составом блоков полусварочного аппарата.
Трансформатор полусварочного аппарата
В первую очередь необходимо определиться с типом сварочного полуавтомата и его мощностью. Мощность полуавтомата будет определяться работой трансформатора. Если в сварочном аппарате используются нити накала диаметром 0,8 мм, то ток, протекающий в них, может быть на уровне 160 ампер. Произведя некоторые расчеты, решаем изготовить трансформатор мощностью 3000 Вт. После того, как мощность для трансформатора выбрана, следует выбрать его тип. Лучше всего для такого аппарата подойдет трансформатор с тороидальным сердечником, на который и будут намотаны обмотки.
Если использовать самый популярный Ш-образный сердечник, то полуавтомат станет намного тяжелее, что будет недостатком для сварочного аппарата в целом, который нужно будет постоянно переносить на разные объекты. Для того чтобы сделать трансформатор мощностью 3 киловатта, вам потребуется намотать обмотку на круговой магнитопровод. Первоначально следует намотать первичную обмотку, которая начинается с напряжения 160 В с шагом 10 В и заканчивается напряжением 240 В. При этом провод должен иметь сечение не менее 5 кв. мм.
После того, как намотка первичной обмотки завершена, поверх нее следует намотать вторую обмотку, но на этот раз необходимо использовать провод сечением 20 кв.мм. Значение напряжения на этой обмотке будет при отсчете 20 В. Данным созданием можно обеспечить 6 ступеней регулирования тока, один режим штатной работы трансформатора и два вида пассивной работы трансформатора.
Регулировка полусварочного аппарата
На сегодняшний день существует 2 вида регулирования тока трансформатора: на первичной и вторичной обмотках. Первый — регулирование тока в первичной обмотке, осуществляемое с помощью тиристорной схемы, часто имеющей много недостатков. Одним из таких является периодическое увеличение пульсаций сварочного аппарата и фазовый переход в такой цепи от тиристора к первичной обмотке. Регулирование тока во вторичной обмотке также имеет ряд недостатков при использовании тиристорной схемы.
Для их устранения необходимо будет использовать компенсирующие материалы, что значительно удорожит сборку, кроме того, аппарат станет намного тяжелее. Проанализировав все эти факторы, можно прийти к выводу, что регулировка тока должна производиться на первичной обмотке, а выбор применяемой схемы остается за создателем. Для обеспечения нужной регулировки на вторичной обмотке необходимо установить сглаживающий дроссель, который будет совмещен с конденсатором емкостью 50 мФ. Эту настройку следует выполнять независимо от используемой вами схемы, чтобы обеспечить эффективную и безотказную работу сварочного автомата.
Регулировка подачи проволоки
Как и во многих других сварочных аппаратах, лучше всего использовать ШИМ с обратной связью. Что дает ШИМ? Модуляция этого типа нормализует скорость проволоки, которая будет настроена и установлена в зависимости от трения, создаваемого проволокой, и посадки аппарата. В этом случае есть выбор между питанием ШИМ-регулятора, которое может быть осуществлено посредством отдельной обмотки или его можно запитать от отдельного трансформатора.
При последнем варианте вы получите более дорогую схему, но эта разница в стоимости будет незначительной, но при этом устройство немного прибавит в весе, что является существенным недостатком. Поэтому лучше всего применить первый вариант. Но если сваривать надо крайне осторожно, на маленьком токе, то, следовательно, и напряжение и ток, проходящие через проволоку, будут столь же малы. В случае высокого значения тока обмотка должна генерировать соответствующее значение напряжения и передавать его на ваш регулятор.
Таким образом, дополнительная обмотка может полностью удовлетворить потребности потенциального пользователя в максимальном значении тока. Ознакомившись с этой теорией, можно сделать вывод, что установка дополнительного трансформатора — это лишние затраты денег, а нужный режим всегда можно поддержать дополнительной обмоткой.
Расчет диаметра ведущего колеса механизма подачи проволоки
Практикой установлено, что скорость разматывания сварочной проволоки может достигать значений от 70 сантиметров до 11 метров в минуту, при диаметре самой проволоки 0,8 мм. Придаточная величина и скорость вращения деталей нам неизвестны, поэтому расчеты следует производить по имеющимся данным о скорости размотки. Для этого лучше всего провести небольшой эксперимент, после которого можно определить нужное количество оборотов. Включите оборудование на полную мощность и посчитайте, сколько оборотов оно делает в минуту.
Чтобы точно зафиксировать поворот, закрепите спичку или ленту, чтобы знать, где заканчивается и начинается круг. После того, как ваши расчеты произведены, вы можете узнать радиус по знакомой со школы формуле: 2piR = L, где L — длина окружности, то есть если аппарат сделает 10 оборотов, нужно 11 метров разделить на 10 , и получится размотка 1,1 метра. Это будет длина разматывания. R — радиус анкера, и его необходимо рассчитать. Число «пи» должно быть известно еще со школы, его значение равно 3,14. Приведем пример. Если вы насчитали 200 оборотов, то расчетом определяем число L = 5,5 см. Далее вычисляем R=5,5/3,14*2=0,87 см. Итак, искомый радиус будет равен 0,87 см.
Функциональность полусварочного аппарата
Лучше всего это делать с минимальным набором функций, таких как:
- Первоначальная подача углекислого газа в трубку, что позволит сначала заполнить трубку газом и только потом подавать искру.
- После нажатия кнопки подождите примерно 2 секунды, после чего автоматически начнется подача проволоки.
- Одновременное отключение тока с подачей проволоки при отпускании кнопки управления.
- После всего проделанного выше необходимо прекратить подачу газа с задержкой 2 секунды. Это делается для того, чтобы металл не окислялся после охлаждения.
Для сборки мотора подачи проволоки можно использовать шестерню стеклоочистителя от многих отечественных автомобилей. При этом не забывайте, что минимальное количество проволоки, которое необходимо вымотать за минуту, составляет 70 сантиметров, а максимальное – 11 метров. На эти значения следует ориентироваться при выборе анкера для размотки проволоки.
Клапан для подачи газа лучше всего выбирать среди механизмов подачи воды все от тех же отечественных автомобилей. Но очень важно следить за тем, чтобы этот клапан через какое-то время не начал протекать, что очень опасно. Если правильно и правильно все подобрать, устройство в нормальных условиях эксплуатации сможет прослужить около 3 лет, и его не нужно будет много раз ремонтировать, так как оно достаточно надежное.
Полуавтомат сварочный: схема
Схема сварочного полуавтомата содержит все функциональные точки и делает сварочный полуавтомат очень удобным в использовании. Для установки ручного режима реле переключателя SB1 должно быть замкнуто. После того, как вы нажали кнопку управления SA1, вы активируете переключатель К2, который с помощью своих соединений К2. 1 и К2.3 включит первый и третий ключи.
Далее первый ключ активирует подачу углекислого газа, при этом ключ К1.2 начинает включать цепи питания сварочного полуавтомата, а К1.3 полностью отключает моторный тормоз. Одновременно во время этого процесса начинает взаимодействовать реле К3 со своими контактами К3.1, которое своим действием отключает цепь питания двигателя, а К3.2 разгибает К5. К5 в разомкнутом состоянии обеспечивает задержку включения прибора на две секунды, которую необходимо подобрать с помощью резистора R2. Все эти действия происходят при выключенном двигателе, а в трубку подается только газ. После всего этого второй конденсатор своим импульсом отключает второй ключ, служащий для задержки подачи сварочного тока. После этого начинается сам процесс сварки. Обратный процесс при отпускании SB1 аналогичен первому, при этом обеспечивается задержка 2 секунды на отключение подачи газа сварочного полуавтомата.
Обеспечение автоматического режима работы сварочного полуавтомата
Для начала следует ознакомиться с тем, для чего нужен автоматический режим. Например, необходимо сварить прямоугольный слой металлического сплава, при этом работа должна быть идеально ровной и симметричной. Если использовать ручной режим, то у плиты будет шов разной толщины по краям. Это вызовет дополнительные сложности, так как необходимо будет подгонять его под нужный размер.
Если использовать автоматический режим, то здесь возможности немного увеличиваются. Для этого нужно выставить время сварки и силу тока, а затем попробовать свою сварку на любом ненужном предмете. Проверив, можно убедиться, что шов подходит для сварки конструкции. Затем снова включаем нужный режим и начинаем сваривать свой металлический лист.
При включении автоматического режима используется та же кнопка SA1, которая будет проводить все процессы как ручная сварка, только с одним отличием, что для запуска в работу нужно будет не удерживать эту кнопку, а все включение будет обеспечивается цепью C1R1. Для полноценной работы такого режима потребуется от 1 до 10 секунд. Работать в этом режиме очень просто, для этого нужно нажать кнопку управления, после чего начнется сварка.
По истечении времени, установленного резистором R1, сварочный аппарат самостоятельно выключит пламя.
В статье мы расскажем, как сделать сварочный полуавтомат своими руками? Главное, что для этого необходимо – энтузиазм. Ознакомившись с теоретической информацией, можно приступать к сборке. Для начала хотелось бы уточнить, чем отличается сварочный полуавтомат от аппарата, работающего электродами.
При ручной сварке ток нагрузки должен быть постоянным, а при автоматической сварке главное стабильность напряжения. Это, в общих чертах. Мы будем заниматься изготовлением универсального аппарата, т.е. автоматической дуговой сварки (MAG/MMA).
Механизм подачи
Сборку следует начинать с механизма подачи проволоки и устройства натяжения проволоки. Для сборки механической части придется использовать пару подшипников (типоразмер 6202), электродвигатель от автомобильных дворников (чем меньше двигатель, тем лучше).
При выборе двигателя следите за тем, чтобы он вращался в одну сторону, а не «из стороны в сторону». Кроме того, вам нужно будет заточить, либо найти где-нибудь ролик диаметром 25 мм. Этот ролик сидит над резьбой на валу двигателя. Каждую нестандартную деталь необходимо делать своими руками, к счастью, ничего сложного в этом нет.
Конструкция механизма подачи состоит из двух пластин, на которых закреплены подшипники, и ролика на валу двигателя, расположенного посередине. Пластины сжимаются, а подшипники прижимаются к ролику с помощью пружины. От одного подшипника к ролику проволока протягивается через «направляющие» с обеих сторон роликов.
Монтаж осуществляется поверх текстолитовой плиты, толщина которой 5 мм. Это делается для того, чтобы провод выходил там, где будет разъем, в который соединяется приварная втулка, закрепленная в передней части корпуса. Также устанавливаем на текстолит катушку, на которую наматывается проволока. Вытачиваем вал под катушку, которую ставим под углом 90° к пластине, имеющей на краю резьбу, для фиксации последней.
Конструкция, которую имеет полуавтомат своими руками, проста и надежна, примерно такая же используется и для промышленных устройств. Детали в механизме подачи рассчитаны на обычную шпулю, однако сварка будет производиться без газа, хорошо, что сварочная проволока продается везде.
Результат показан вверху в начале статьи. Усиление корпуса компьютера осуществляется с помощью двух уголков с тех сторон, где предполагается установка электронной части устройства. На задней стенке корпуса имеется блок питания и устройство, регулирующее частоту вращения электродвигателя.
Схема полуавтоматической подачи проволоки
Для этих целей вполне подойдет трансформатор. Это самый простой и надежный способ питания электродвигателя. Наиболее оптимальной схемой управления скоростью подачи является тиристорная. Ниже вы можете увидеть схему подключения, с помощью которой осуществляется управление двигателем подачи.
Плата фидера
В этой схеме нет сглаживающего конденсатора, так управляется тиристор. Диодный мост может быть любым, главное, чтобы ток превышал 10А. В качестве тиристора используем БТБ16 с плоским корпусом, его можно заменить на КУ202 (буква любая). Трансформатор, в состав которого входит сварочный полуавтомат своими руками, должен иметь мощность более 100Вт.
Другой вариант регулятора скорости подачи проволоки
Welding Controls — Hanson Welding
Технология управления, которая устраняет переменные, вызывающие непостоянное качество сварки
При разработке устройств управления серии 2000 на основе микропроцессора мы начали с самой современной технологии и добавили уникальные инновации, чтобы обеспечить уровень качество сварки и стабильность, ранее недостижимые.
АВТОМАТИЧЕСКАЯ КОМПЕНСАЦИЯ СЕТЕВОГО НАПРЯЖЕНИЯ
Точная компенсация напряжения является ответом на известную проблему горячей сварки/холодной сварки, вызванную переменным линейным напряжением, которое обычно колеблется +/- 10%. Наша уникальная схема регулирования отслеживает напряжение входной линии, даже если сварка не ведется. Компенсация за первый полупериод сварки определяется полупериодом непосредственно перед началом сварки. В отличие от других средств управления, которые компенсируют только один раз на сварку, серия 2000 регулирует компенсацию для каждого полупериода сварки на основе напряжения предшествующего полупериода. Цепь управления компенсирует колебания нагрузки, вызванные сварщиком, а также колебания линии. Эта концепция определена на рисунке 1.
РЕГУЛИРОВАНИЕ НАГРЕВАНИЯ С ФАЗОВЫМ СДВИГОМ
Разработанное компанией Hanson регулирование нагрева со сдвигом фаз представляет собой истинную область под регулировкой кривой. Он обеспечивает точный и последовательный контроль нагрева в каждой точке энергетической кривой. В результате тепловые изменения, происходящие между 20% и 80% фазовых углов, почти линейны. При обычном управлении фазовым сдвигом фактические изменения тепла могут значительно различаться. Например, десятипроцентное изменение, измеренное в 20-процентной точке кривой, зарегистрирует гораздо меньшее изменение энергии, чем в 50-процентной точке. Это четко определено и сравнено на рисунках 2а и 2б.
ПРОГРАММИРУЕМЫЙ ПРЕДВАРИТЕЛЬНО ВЫБРАННЫЙ ГРАФИК СВАРКИ
Графики сварки программируются и вызываются через терминал программирования. Система управления автоматически контролирует процент нагрева, время сжатия, время сварки и время выдержки.
ПОЛНЫЙ СПЕКТР ФУНКЦИЙ УПРАВЛЕНИЯ
Переключатель ручного и автоматического режима. Используется для установки параметров настройки для каждого приложения. Это позволяет пошаговое выполнение каждой функции последовательности в полуавтоматическом режиме.
Селекторный переключатель нагрева/отсутствия нагрева. Используется для настройки и сухого цикла.
Переключатель выбора полярности и контроль полупериода.
Взаимно расположенные цепи зажигания SCR.
РЕЗЕРВНАЯ АККУМУЛЯТОРНАЯ БАТАРЕЯ
Все графики сварки, настройки верхнего и нижнего пределов и последние показания тока сохраняются в памяти примерно в течение двух месяцев после последнего отключения питания.
ИНТЕРФЕЙС ВВОДА/ВЫВОДА
Порт RS232 позволяет взаимодействовать с принтерами, системами SPC или независимыми системами управления отчетами. Стандартный блок работает на 19Скорость 200 бод, которую можно изменить с помощью программного обеспечения.
Наклон вверх/наклон вниз
Эта функция используется в тех случаях, когда требуется плавный нагрев до достижения полной энергии сварки. Он также используется в приложениях с контролируемым охлаждением, чтобы предотвратить охрупчивание соединений с некоторыми материалами.
Одним из применений этой опции является сварка материалов с предварительно нанесенным покрытием. Наклон вверх используется для перемещения покрытия и обеспечения целостности контакта электрода с основным металлом. Это особенно полезно при работе с оцинкованными или лужеными материалами. Наклон вверх часто является хорошим выбором для аппликаторов для стыковой сварки с высадкой, чтобы обеспечить полную контактную целостность свариваемых материалов до включения полной энергии.
Предварительный/последующий нагрев
В отличие от функций наклона, этот параметр можно выбирать прямолинейными шагами. При пайке полезно предварительно нагреть соединение и обеспечить активацию флюса и, следовательно, капиллярный поток (смачивание или травление соединения). Последующий нагрев полезен в качестве функции отжига при закалке на воздухе или других хрупких материалов, где хрупкость соединения вызывает беспокойство.
Монитор сварки
Монитор сварки доступен уже много лет. К сожалению, большинство этих устройств представляют собой либо токовые, либо милливольтные секундные мониторы, ни один из которых не удовлетворяет основному требованию. Чтобы правильно оценить сварной шов, мы должны установить корреляцию с тем, что происходит в электронном виде, и результатами механических испытаний. Для этого мы должны иметь контрольно-измерительные приборы, способные предоставить необходимую информацию. Для надлежащего контроля сварного шва оборудование должно измерять ток и площадь под кривой в каждом полупериоде в приложениях переменного тока, а также измерять ток и площадь под кривой для каждого сварного шва в приложениях постоянного тока. Кроме того, он должен быть способен вычислять их произведение и сообщать с шагом в полпериода для приложений переменного тока. Этот продукт называется энергией сварки и выражается в ватт-секундах или джоулях.
Наконец, монитор сварки должен быть способен принимать как верхние, так и нижние контрольные пределы с аварийными сигналами для предупреждения или остановки процесса.
Такое устройство предлагает только компания Hanson Welding Machines, Inc. Дополнительный монитор сварки является неотъемлемой частью системы управления сваркой серии 2000 и измеряет энергию в режиме реального времени, в отличие от удаленных дополнительных мониторов. Он полностью программируется для верхнего и нижнего пределов регулирования процесса. Монитор сварки проверяет каждую половину цикла сварки, фиксируя показания тока (в амперах) и милливольт-секунд (область под кривой). Их произведение выражается в джоулях энергии за каждый полупериод. Монитор сварки защищает от сбоев процесса, вызванных грязными или изношенными электродами, грязным или нестабильным продуктом, неисправностями оборудования и множеством других факторов. Монитор сварки сохраняет показания в памяти для загрузки в пакеты SPC для анализа возможностей процесса или на принтеры для составления графиков и оценки.
ВСЕ ОБОРУДОВАНИЕ HANSON ДЛЯ КОНТРОЛЬНОЙ СВАРКИ ТЕПЕРЬ ОСНАЩЕНО УСТРОЙСТВАМИ УПРАВЛЕНИЯ СЕРИИ 2000
Сварочные устройства серии 2000 входят в стандартную комплектацию всей линейки аппаратов для контактной сварки Hanson, включая настольные аппараты серии AP-2W (1-20 кВА), устанавливаемые на полу Сварочные аппараты АВ-6 (30-200 кВА), ручные сварочные аппараты и специальные АВТОМАТИЧЕСКИЕ сварочные аппараты.
Полуавтоматический сварочный аппарат Leister UNIDRIVE 500 — кровля
Компактный сварочный полуавтомат UNIDRIVE 500 является инновационным преемником TRIAC DRIVE. С помощью двух рукояток равномерно распределяется сварочное давление, что обеспечивает качественные результаты сварки. Изменение направления не может быть проще! Простое вращение сопла и нажатие двух кнопок изменяет направление вращения приводного двигателя. UNIDRIVE 500 сваривает каждый нахлест, даже в ограниченном пространстве, в три раза быстрее, чем ручная сварка. Сварка внахлест с помощью UNIDRIVE 500 — безопасно и экономично — везде.
- Контроль температуры с обратной связью обеспечивает постоянную температуру и надежное качество сварки даже при колебаниях напряжения
- В три раза быстрее, чем ручная сварка
- Реверсивный привод позволяет выполнять сварку в любом направлении
- Эргономичные рукоятки обеспечивают равномерное давление пользовательский интерфейс с большим дисплеем
- Необслуживаемый бесщеточный двигатель
- Компактный и легкий: 4,5 кг (10 фунтов), 30 см (12 дюймов) в высоту
Зачем покупать у нас
UNDRIVE 500 доступен в Канаде только через дистрибьюторскую сеть STANMECH. Инструменты, приобретенные у нас, сертифицированы по электричеству для использования в Канаде. Во многих случаях это влечет за собой замену шнуров или переключателей в инструменте для соответствия строгим стандартам CSA. Перед сертификацией каждый инструмент физически проверяется утвержденным полевым инспектором. Мы предлагаем доставку товаров, имеющихся на складе, в тот же день с нашего предприятия в Берлингтоне, Онтарио, Канада.
Технические характеристики
Напряжение | В | 120 | 230 |
Частота | Гц | 50/60 | 50/60 |
Потребляемая мощность | Вт | 1800 | 2200 |
Температура | °С | 100 — 580 | 100 — 580 |
Скорость | м/мин. | 0,7 — 4,5 | 0,7 — 4,5 |
Ширина сварочного сопла | мм | 40 | 40 |
Размер (Д х Ш х В) | мм | 294 х 173 х 275 | 294 х 173 х 275 |
Вес | кг | 4,5 | 4,5 |
Сертификация |
| СЕ, QPS | СЕ, QPS |
Электрическая защита |
| Класс I | Класс I |
Part Numbers
163. 147: UNIDRIVE 500 — 120V / 1800W, silicone rollers
163.144: UNIDRIVE 500 — 230V / 2200W, silicone rollers
Downloads
руководство по эксплуатации | Технический паспорт продукта |
Обучающие видеоролики Leister
Правильное давление на прижимной ролик | Установка единиц измерения параметра от °C до °F | Правильная сварка и прямое соединение сварных швов | Неправильная коррекция направления сварки |
Правильное обращение при изменении направления сварки | Правильное ведение устройства | Регулировочная насадка 40 мм | Регулировка сопла 30-40 мм и установка опорного колеса |
Неправильная вставка форсунки | Охладите UNIDRIVE 500 | Сварка аттика внахлест | Насадка для очистки с латунной щеткой |
Аксессуары
Форсунки
Ролики
Общие принадлежности
<
>
170,120: сопла скрещивания инсаина 40 мм
164,403: Перекрывающееся сварка 40 мм
164,576: перекрытие сварочное сону 30 мм
164,586: Слита. мм
163.930: Pressure roller steel 15 mm
159.911: Wheel for silicone roller 40 mm
161.156: Silicone roller 40 mm
140.160: 40 mm, silicone
140.161: 28 mm, silicone
106.976: 28 mm, PTFE
106.974: 80 mm, silicone
106.972: 6 mm, brass, penny roller
138.314: Seam probe tester for overlap seams
151.188: Chamfer edge planer for T-joints
137.855
151.382: Inside corner инструмент Kehlfix для пластиковых вкладышей
151.847 Латунная щетка Ø15 мм
Вернуться к: Кровельное оборудование
Стоит ли покупать синергетический сварочный аппарат MIG
Синергетическая сварка — это функция, которой оснащены полуавтоматические сварочные аппараты MIG/MAG. Они упрощают настройку всех важных параметров в соответствии с вашими потребностями. Так что же такое синергетическая сварка? Подходит ли вам синергетический сварочный аппарат?
Сварка МИГ/МАГ – важные параметры Сварка МИГ/МАГ требует тщательного выбора конкретных настроек. Их правильное использование влияет на процесс и качество сварного шва. Эти настройки:
- Напряжение дуги — зависит от типа газа и длины дуги. Чем длиннее дуга, тем больше увеличивается напряжение. Чем короче дуга, тем ниже напряжение. При настройке учитывайте тип газовой защиты, тип и толщину свариваемого материала, а также диаметр и выход электродной проволоки. Слишком короткая сварочная дуга вызывает образование шлака на сварном шве, а слишком длинная вызывает разбрызгивание, пористость и расплавление сварного шва.
- Скорость подачи проволоки — второй по важности параметр после напряжения дуги. Его следует установить таким образом, чтобы плавление проволоки было стабильным. Неправильные скорости вызывают сбои во время сварки и нестабильное зажигание дуги. Если скорость слишком высокая, то «толкает» ручку и характерное затемнение дуги. Если дуга обрывается, возможно, скорость подачи проволоки слишком низкая.
- Напряжение тока – влияет на форму и глубину проплавления, а также на эффективность плавления электродной проволоки. Низкое напряжение дает плавление овальной формы. Установка слишком высокого напряжения приводит к частичному провалу сплавления.
- Тип и диаметр проволоки – проволока подбирается в зависимости от типа свариваемого материала. Его диаметр обычно составляет 0,6-1,6 мм и зависит от толщины элемента и места сварки.
- Тип и расход защитного газа – защитный газ влияет на дугу, глубину проплавления, количество брызг и качество сварного шва. Сварку низколегированных и нелегированных сталей проводят в активной смешанной газовой защите. Инертные газы обычно выбирают для металлов, склонных к окислению (магний, медь, алюминий и их сплавы). Скорость потока должна быть отрегулирована таким образом, чтобы сварочная дуга и сварочная ванна были хорошо защищены. Низкий расход газа может вызвать пористость сварного шва. Высокий расход газа может вызвать так называемое гашение дуги.
- Скорость сварки – зависит от силы тока и напряжения дуги. В методе MIG/MAG скорость сварки обычно находится в диапазоне 25-130 см/мин.
- Угол наклона сварочной ручки – влияет на глубину провара, ширину и форму сварного шва. Наклон сварочной ручки в направлении сварки может создать более глубокий и узкий сварной шов. Наклон в противоположном направлении делает шов неглубоким, а валик сварного шва шире и выше.
- Свободный выход электродной проволоки – расстояние между концом электродной проволоки и наконечником тока. Свободный выход зависит от типа и диаметра проволоки, напряжения дуги и силы тока. Если он слишком короткий, провод может застрять и повредить наконечник. Если свободный выход слишком длинный, дуга становится нестабильной.
Сварочные полуавтоматы в магазине сварочных материалов allweld.pl.
Что такое синергетическая сварка?
При сварке синергия — это функция аппаратов для сварки MIG/MAG, которая экономит много времени при выборе рабочих настроек. Просто предварительно установите материал, газовую защиту, диаметр проволоки, а затем мощность дуги. Машина автоматически регулирует скорость подачи проволоки, напряжение и другие параметры.
При сварке необходимо учитывать множество факторов, чтобы получить желаемый результат, прочный и эстетичный сварной шов. Не всегда было легко выбрать настройки сварочного аппарата перед его использованием из-за множества переменных. Функция синергии действительно полезна, потому что при изменении одной настройки автоматически меняются и другие, поэтому сварка проходит плавно и безошибочно.
Можно сказать, что Synergy — это программа, которая настраивает ваше устройство для правильной работы. Это не займет много времени, и вы будете спокойны за то, что все настройки выставлены правильно. Таким образом, Synergy отлично помогает как любителям, так и профессионалам.
Synergy также очень полезен при импульсной сварке. Это потому, что вам нужно выбрать дополнительные текущие настройки. Это:
- индуктивность,
- пульсационный баланс,
- частота пульсации,
- коррекция пикового тока напряжения,
- коррекция базового тока по напряжению.
Синергетическое управление, как и опция Pulse, доступно в профессиональном сварочном оборудовании (их можно найти в нашем магазине).
Сварочные аппараты MIG MAG в магазине allweld.pl.
Синергетические сварочные аппараты – стоят ли они того?
Некоторые сварщики до сих пор не перешли на полуавтоматы с синергетическим управлением, несмотря на то, что они становятся все более популярными. Автоматические настройки позволяют быстро начать работу и впоследствии избежать проблем с настройками, которые могут привести к ошибкам, увеличению затрат и потере времени. Вы всегда можете самостоятельно отрегулировать определенные параметры, чтобы точно настроить процесс сварки.
То, как синергия регулирует настройки, во многом зависит от машины. В сварочном полуавтомате Sherman MIG 200 HD, который рекомендуется для начинающих, подача проволоки регулируется автоматически в зависимости от напряжения. В чуть более продвинутом аппарате, таком как Magnum 210 Synergia, параметры устанавливаются в зависимости от диаметра проволоки. Полностью синергетические сварочные аппараты, такие как Magnum 208 ALU Synergia, регулируют настройки в зависимости от диаметра проволоки, типа материала и толщины.
Сварочные аппараты Synergic — отличный выбор как для любителей, так и для профессионалов. Простые в использовании настройки сварки избавят вас от необходимости гадать во время настройки и работы, а также обеспечат вам душевное спокойствие, чтобы вы могли сосредоточиться на сварке.
Загляните в магазин Allweld, где вы найдете надежные и простые в использовании синергетические полуавтоматы, на которые можно положиться.
Półautomat spawalniczy 2w1 TWINMIG 200A-IG reg. indukcyjności.
MIG/MAG/FCAW/MMA Welder FantasyСтоимость корзины: 0 фунтов стерлингов
Введите код скидки :
Введите свой идентификационный номер плательщика НДС. :
Выберите язык: PL PolskiEN EnglishDE Deutsch
Выберите валюту: EUR €USD $GBP £PLN zł
Помощь Политика магазина Политика конфиденциальности. Контакт
Описание:
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F.H.W.
ГАРАНТИЯ: FACHOWIEC F.H.W.
Welder Fantasy — торговая марка, созданная компанией FACHOWIEC в 1991 году. Инверторные сварочные аппараты TIG/MMA, полуавтоматические сварочные аппараты MIG/MAG, плазменные резаки и другое оборудование, поставляемое под торговой маркой Welder Fantasy, на протяжении многих лет была признана тысячами мастерских и компаний в Польше и за рубежом.
Бренд Welder Fantasy означает:
— Оборудование высочайшего качества,
— Гарантия надежности,
— Высокий уровень производительности,
— Лидер на польском рынке.
Welder Fantasy TWINMIG 200-IG — многофункциональный полуавтоматический инверторный сварочный аппарат, предназначенный для ручной дуговой сварки с использованием GMAW (дуговая сварка металлическим газом) — MIG/MAG, порошковой проволокой (FCAW) и покрытым электродом ММА.
| | Технология IGBT (биполярный транзистор с изолированным затвором) — это современная технология, основанная на биполярных транзисторах с изолированным затвором. Он сочетает в себе простоту управления полевыми транзисторами с высоким напряжением пробоя и скоростью переключения биполярных транзисторов. Использование технологии IGBT оказывает существенное влияние на увеличение срока надежной работы сварочного оборудования. |
| Высокая эффективность из 60% . |
«WELDER FANTASY» ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОВАРНОЙ ЗНАКОМ – см. свидетельство о регистрации.
TWINMIG 200-IG — новейший сварочный аппарат на польском рынке, предназначенный для сварки низкоуглеродистой, низколегированной и легированной стали, а также алюминия и алюминиевых сплавов. правильно подобранная сварочная индуктивность снижает количество брызг. Индуктивность зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и интенсивной, а ее увеличение будет способствовать образованию жидкой сварочной ванны и поможет уменьшить разбрызгивание. Правильно подобранная индуктивность приводит к более стабильной дуге, равномерному переносу капель жидкого металла, поддержанию постоянного размера сварочной ванны и характерному повторяющемуся звуку без брызг и взрывов.
Сварочный аппарат обеспечивает плавную регулировку тока, плавную регулировку подачи проволоки, управление индуктивностью, ЖК-дисплей для напряжения дуги, значения тока и оснащен системой защиты от тепловой перегрузки, которая защищает интегральные схемы от чрезмерного нагрева.
Благодаря применению транзисторов IGBT устройство имеет КПД 60%, малый вес и высокую надежность.
Аппарат Welder Fantasy TWINMIG 200-I позволяет выполнять сварку следующими способами :
| MIG/MAG — дуговая сварка в газовой защите является одним из наиболее распространенных способов сварки при производстве сварных конструкций. Процесс полуавтоматической сварки включает сплавление кромок заготовки и расходуемого электродного материала с помощью тепла электрической дуги, тлеющей между сплошным проволочным электродом и свариваемой деталью. Процесс осуществляется в среде инертного или активного газа. | |
| FCAW — Благодаря функции смены полярности возможна сварка без газовой защиты самозащитной проволокой FCAW. Это способ сварки самозащитной порошковой проволокой (во всех положениях) стали нормальной и повышенной прочности, не превышающей 510 МПа. Самозащитную проволоку можно использовать при однослойной или многослойной сварке, как на плоском, так и на падающем токе. Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не предъявляющих особых требований к ударопрочности. Сила постоянного сварочного тока (-). | |
| MMA DC+ — метод сварки покрытым электродом, при котором электрод состоит из металлического сердечника, покрытого специальным покрытием. Между концом электрода и заготовкой поддерживается электрическая дуга. Дуга зажигается при касании заготовки концом электрода. MMA DC+ предполагает сварку с положительной полярностью, в результате чего в материале выделяется больше тепла, а на электроде меньше. | |
| MMA DC- — отличие от MMA DC+ заключается в том, что полярность в режиме MMA DC- отрицательная, поэтому распределение тепла инвертируется, в результате чего на электроде выделяется больше тепла, а в свариваемом материале меньше. |
ХАРАКТЕРИСТИКИ СВАРОЧНОГО АППАРАТА:
* компактный дизайн,
* компактный корпус и малый вес,
* 2 * 3 IGBT транзисторов 0635 КПД 60 % ,
* сварка с электродами 1,6–4,0 мм ,
* простая в использовании панель управления,
* ЖК-дисплеи для параметров сварки,
0 3 90 902 * 0 тест проволоки,Полный комплект включает в себя:
— Fantasy Fantasy Twinmig 200 IGBT Источник питания,
— Сварное пистолет — MB15-3M ,
— Ground Cable 1.