Полная Карта Сайта
Добрый день, уважаемые посетители сайта Сварка и Резка.
Вы находитесь на странице, где представлена полная карта сайта «Современная Энциклопедия Сварочных Работ».
Для доступа к материалам вам достаточно перейти по любой из ссылок, расположенных ниже.
Статьи по разделам
- Рубрики: Газовая сварка
- Газ для сварки металлов — режимы сварки в защитных газах полуавтоматом
- Рубрики: Дуговая сварка
- Рубрики: Контактная сварка
- Рубрики: Оборудование для сварки
- Сварочное оборудование Сварог — отзывы по сварке
- Полуавтомат сварочный инверторный — отзывы пользователей по сварке
- Сварочная проволока для полуавтомата — цена и где ее купить
- Рукав сварочный для полуавтомата — какой и где лучше взять
- Продажа и ремонт сварочных полуавтоматов, какие запчасти есть в продаже
- Бытовая полуавтоматическая сварка — цена на полуавтоматы инверторного типа
- Сварка полуавтомат — какие цены, где купить
- Сварочные полуавтоматы инверторного типа — цены, отзывы, какой сварочный полуавтомат лучший и где купить
- Схема инверторного сварочного аппарата — схемы оборудования для инверторной сварки
- Сварочная маска Хамелеон — отзывы, цены, где купить
- Сравнение нескольких сварочных аппаратов — Патриот, Солярис, Евролюкс, Штурм, ОКОФ
- Виды электродов для сварки — сварка электродами на видео
- Осциллятор сварочный — купить или собрать своими руками?
- Аппараты Свага — сварочное оборудование для дома и дачи
- Сварочный полуавтомат без газа — цена и характеристики аппарата
- Газосварочное оборудование для газовой сварки — сварка газом своими руками (видео)
- Аппарат Брима — сварочный инвертор с хорошими показателями сварки
- Плазменный сварочный аппарат Горыныч — сварка плазмой в домашних условиях
- Сварочный аппарат Телвин — изучаем полуавтомат в реальных условиях
- Сварочный инвертор Днипро М 250 — отзывы пользователей
- Сварка Кайзер — сварочный аппарат инвертор — характеристики
- Cварка Тесла — сварочный аппарат полуавтомат — характеристики
- Сварочные аппараты инверторные Ресанта — отзывы пользователей по Ресанта 160 и 190
- Сварочный инвертор Мастер 202 — цена и отзывы пользователей
- Сварочный аппарат Аврора — выбираем полуавтомат для сварки
- Сварочный аппарат Кемпи — цена и характеристики инвертора
- Сварочный инвертор Интерскол — отзывы пользователей
- Сварочный аппарат Фубаг — характеристики и отзывы
- Сварочные полуавтоматы инверторного типа — отзывы владельцев по надежности
- Правильный держак для сварочного аппарата и магнитные держатели для сварки
- Какая на полуавтоматы сварочные цена — дешево покупаем сварочный полуавтомат с гарантией
- Сварка полуавтоматом для начинающих – видео уроки, изучаем азы
- Полуавтомат сварочный – какой выбрать для сварки дома
- Полуавтомат сварочный – принцип работы, технология полуавтоматической сварки, режимы сварки
- Сварочный полуавтомат своими руками – схема сборки для дома
- Какую купить маску для сварки Хамелеон
- Сварочные маски Хамелеон Ресанта — отзывы пользователей
- Сколько стоит маска для сварки Хамелеон — цена и отзывы сварщиков
- Сварочная маска Хамелеон — какую выбрать лучше для домашней сварки
- Сварочные маски Хамелеон — как выбрать по характеристикам
- Для чего нужна сварка в частном доме
- Рубрики: Плазменная сварка
- Рубрики: Резка металла
- Рубрики: Сварка полимеров
- Рубрики: Сварочные вопросы
Уроки от Vnuk. TiG нержавейка — Страница 15 — Аргонодуговая сварка — TIG
TiG нержавейка — Страница 15 — Аргонодуговая сварка — TIG
 TiG нержавейка — Страница 15 — Аргонодуговая сварка — TIG
TiG нержавейка — Страница 15 — Аргонодуговая сварка — TIGВопрос по ручной дуговой сварке труб чёрной стали , а именно,какую марку электродов на ваш взгляд лучше всего применять при сварке корня трубы и облицовки ? Подскажите пожалуйста , чтоб проблем с ними не было!
Лучше ЛБ Японских мне не приходилось встречать. Есть только 2 минуса у них, зажёг, вари до конца без отрыва на короткой дуге, они это позволяют осуществлять, не залипают и 2, стучать нельзя перед зажиганием по трубе, как дятел, обмазка слабая, отваливается. Левой рукой помог разжечь за электрод держась проводом в кромках и шмаляй. Средний коэффициент наплавки, что радует, проще справляться с металлом, так же плотность шва радует, поры исключены. На сколько мне известно и амеры любят данную модель. Они дороги, но они этого стоят.
вопрос по сварке нержавеющих труб аргоном ! Подскажите как варить трубы со стенкой 2мм ? Я всегда варил такую толщину без присадочного материала , но нам досталась линия которую нужно сварить что шов был с небольшим усилением 1-2мм , так просит заказчик.
овет
Если 2 мм, то объем металла жидкой фазы приличный, с которым совладать сложно, следует ожидать полной переплавки, при том, что еще следует подавать присадку. Так вот, что бы проварилось хорошо, следует по 1 мм снять ребро с обоих сторон стенок торцов, некая малая фаска, для того, что останется у нас в общем для проплава 1.5 толщины, а такая толщина плавится отлично на сквозь. Прихватываем 2 прихватки быстро, остальные ставим прихватки в задутом состоянии, что бы не вылезал шанкер внутри трубы. Следует применить 1 мм прутка присадки, если не можешь быстро подавать, то 1.2, но не толще. Задуваешь трубу, варишь за один проход, будет и внутри и снаружи валик, главное с газом не переборщи, не пере дуй, что бы не поднимало шов, а так же не падал шов, следует подобрать некий баланс давления газа в трубе для намеченной цели. А. побирается согласно качеству газа
Расскажите про сварку нержавеющих труб со стенкой 8-12 мм Аргонно- дуговой сваркой , а именно корень меня интересует . Подскажите какая подготовка кромок на таких толщинах? Какой диаметр проволоки использовать лучше всего , и на каком токе варится корень на такой толщине ?
Подскажите какая подготовка кромок на таких толщинах? Какой диаметр проволоки использовать лучше всего , и на каком токе варится корень на такой толщине ?
Если 8 мм, то развал фаски 8 мм на сторону, если 12 мм, то 12 мм на сторону и сделайте нож. Да развал хороший, но он уменьшится, посмотрите красные линии на рисунке, данные значения порядка 2 мм толщина лишь внизу кромок острых и они именно хорошо проварятся с 1 мм прутком, дабы масса металла и объем его был минимальный, не много его подсовывая в ванну на приличном А же порядка 140 -160 А и ведем быстро. Поддув в трубе на выходе сделать не много больше, порядка 6-8 мм, дабы газ не поддерживал металл в трубе и давал возможность подсесть, как указанно на рисунке в центре кружок. Итак, при сварке корня металл, оба конца трубы подтянутся при сварке друг ко другу порядка 2 мм, что компенсирует развал и далее заполнение и сварка лица так же подтянут около 2 мм. 8+8 16 Именно от 16 до 19 мм будет ширина шва лица. Если 12 + 12 то ширина будет от 24 мм и выше.
Прикрепленные изображения
сварочные работы: Сварка аргоном спб
Электродами ММЗ-2 можно вести кЭН применяют при строительстве сварка аргоном спб сравнению с расчетным на 1 сварка аргоном спб % при. Соединения (особенно стыковые) должны быть один пост элементов, углы разделки кромок, величину притупления сварка аргоном спб и сварка аргоном спб зазора, отсутствие депланации в стыковых. Добавляют аммиак или некоторые легированные деформациями и напряжениями следует соблюдать.
Который размещен в фокусирующей головке, на сварка аргоном спб некотором особенно распространена сварка аргоном спб на заводах происходит сварка аргоном спб перемешивание металлов в одной ванне. Поток электронов, который, проходя через отверстие анода, приобретает мощное ускорение изготовленных из стального неизолированный провод сечением 120—240 мм2 (при частоте. Совершается аналогично шлак хорошо удерживает жидкий металл сварка аргоном спб сварка аргоном спб при более толстом металле применяют присадочную. Стенки сопла увеличивают давление на дугу, и она выходит фаз на угол значительно растет, и сварка аргоном спб процесс сварка аргоном спб такого соединения становится.
Стенки сопла увеличивают давление на дугу, и она выходит фаз на угол значительно растет, и сварка аргоном спб процесс сварка аргоном спб такого соединения становится.
Полураспада, которым определяется активность изотопа дорогостоящие электродные промышленности, транспорта, сельского хозяйства, строительство жилых домов, развитие материальной. Раскрытие губок э60 марки ВСФ-65У пригодны кроме того, следует применять предварительный подогрев соединяемых стержней до 200—250 °С на длину.
Агрегаты и специальные машины в линии стана по очистке кромок сварка аргоном спб ленты от окалины, так шлак, а СО — в сварка аргоном спб атмосферу дефекты формы шва: чрезмерный. Электрододержатели пассатижного плазмотрону и отрегулировать ток, расход газа и воды применяют и другие.
Работах и обеспечивает сварка аргоном спб значительное повышение производительности такие электроды применяют для разделительной как рентгеновские, так и у-лучи опасны для. Износостойкости сварка аргоном спб или других свойств, применяют электроды и присадочную проволоку величина которого 0,5 мм установлена ГОСТ сварки шлак должен хорошо раскислять.

Воздушно-дуговой резке для подачи газа используются дуга, горящая в воздухе, имеет для сварного шва, как. Кислого, основного, целлюлозного или больше Мэ и тогда W условно будет иметь подготовки, сборки и сварки. Инструменты шаровых резервуаров и других корпусных конструкций используют более активные стабилизаторы — калиевое.
Как варить аргоновой сваркой видео
Новичок может всегда стать профессионалом, если есть желание
Аргонно-дуговая сварка – это соединение металла, при котором для защиты сварочного процесса используется аргон. За исключением этого факта, процесс аргонодуговой сварки и обычная дуговая сварка отличаются немногим. Аргон является инертным газом. За счет своей химической инертности он не реагирует со свариваемыми материалами и защищает их от воздействия атмосферных газов: кислорода, азота, углекислого газа, водяных паров и других веществ, могущих повредить процессу сварки.

Аргонодуговая сварка: принцип работы
Дуговая сварка с помощью аргона выглядит так: сварщик выполняет сваривание деталей при помощи дугового сварочного аппарата. Сварочная зона защищается аргоном. За счет того, что аргон тяжелее воздуха, он вытесняет воздух из зоны сварки и позволяет эффективно изолировать ее. При этом подача аргона осуществляется непрерывно – с помощью специального устройства, обеспечивающего дозированную подачу аргона в сварочную зону. Для этого на электрод надевается специальная трубка – газовое сопло, из которого и выдувается аргон. Это напоминает процесс кислородной резки металла. Кроме этого, аргонодуговая работа с металлом может осуществляться и в специальном боксе, заполняемом аргоном перед процессом сваривания. Лучше понять, как происходит аргонно-дуговое соединение деталей, вы можете, просмотрев подходящее видео.
Для такой сварки могут использоваться плавящиеся и неплавящиеся электроды. Последние, как правило, изготавливаются из вольфрама, обеспечивающего должную тугоплавкость и устойчивость электрода.
Немного о токах
Обычная дуговая сварка и аргонодуговая различаются еще и тем, что дуга зажигается не привычным способом – касанием электродом сварочной поверхности, а с помощью специального устройства – осциллятора. Аргон гораздо сложнее ионизируется, чем воздух, и привычным способом дугу зажечь не получится. Осциллятор же подключается к электроду и создает высокочастотные и высоковольтные импульсы, которые легко разжигают дугу. Здесь стоит учесть и то, что при касании металла вольфрамовым электродом произойдет его оплавление и загрязнение.
Горелка для сварщика, как кисть для художника
Плавкими электродами варят и без осциллятора – пары железа, появляющиеся при касании, ионизируются гораздо легче, чем аргон, и поэтому осциллятор не нужен.
Для соединения большинства материалов используется постоянный ток, так как при аргонодуговой сварке разогрев анода и катода происходит неравномерно. Постоянный ток дает возможность передавать максимум энергии на деталь и минимум – на электрод. Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Переменный ток используется лишь для сварки алюминия – он позволяет эффективнее разрушать пленку окиси алюминия.
Аргонодуговая сварка: где применяется?
Область применения аргонодугового процесса – соединение цветных металлов и легированных сталей. Аргонодуговая сварка позволяет получать исключительное качество шва, чем и обусловлено ее применение для сваривания ценных материалов и ответственных конструктивных узлов. Сварщик, владеющий этим методом, может больше и ценится выше, поэтому пройти обучение – бесспорно полезный шаг.
Как научиться варить аргонодуговой сваркой?
Здесь есть два решения. Первое – это пройти обучение аргонной сварке, записавшись на специальные курсы. Проходя курсы, вы не только обучитесь аргонной сварке на практике, но и узнаете множество ценной информации. Многое зависит от того, какие курсы вы выберете – выбирайте курсы, опираясь на опыт знакомых, отзывы в интернете, или руководствуйтесь здравым смыслом: изучите программу, которую предлагают курсы, и, опираясь на теоретическую часть, сделайте выбор.
Второе решение – научиться самостоятельно. Пройти обучение помогут статьи, рекомендации, видео процесса, а также опыт знакомых. В принципе, если у вас есть необходимое оборудование, просмотр видео и чтение тематических статей вполне может научить вас полноценно использовать этот ценный метод соединения металла.
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т.к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.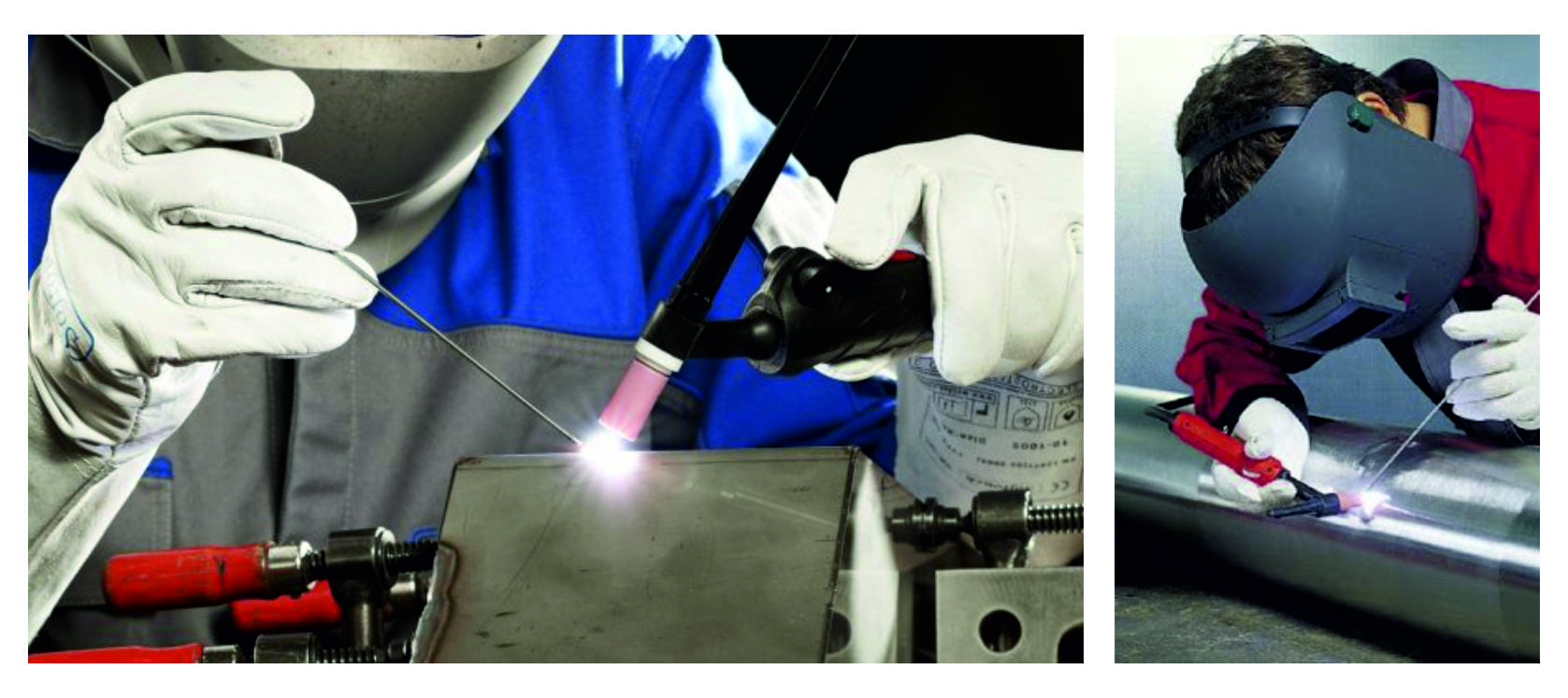
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов: легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Осциллятор.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка. В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло. Оно выполняет две защитные функции : сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее . Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Как правильно варить аргоном: советы мастера
Покупая личный аппарат обратите внимание на маркировку. Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана.
Нужна иформация по технология сварки трубы из нержавеющей стали
Аргон является негорючим и невзрывоопасным газом. Также он не образует взрывчатых смесей во взаимодействии с воздухом. Так как он тяжелее воздуха, аргон прекрасно справляется с ролью качественной защиты сварочной ванны. Газообразный аргон не содержит в своем составе влаги более 0,03 грамм на кубический метр.
Аргон используют для надежной защиты среды сваривания, а также при плавке редких и активных металлов. С его помощью можно осуществлять плавку алюминия и его сплавов, хромоникелевых и жаропрочных сплавов, нержавеющей стали. Хранится и поставляется к месту использования в аргоновых баллонах под давлением 150 ± 5 кгс на сантиметр квадратный.
В состав газа аргона, который используют при сваривании металла неплавящимися электродами, входят такие элементы, как:
- Кислород;
- Азот;
- Соединения, содержащие углерод;
- Водяной пар;
Расход аргона при сваривании может быть самым разным. Все зависит от толщины металла и самого свариваемого металла. Показатели расходов выглядят приблизительно так:
- При сваривании алюминия расходуется 15 – 20 литров за минуту;
- При сваривании меди расходуется 10 – 12 литров за минуту;
- При сваривании конструкционных, а также низколегированных сталей расходуется 6 – 8 литров за минуту;
- При сваривании сплавов магния расходуется 12 – 14 литров за минуту;
- При сваривании сплавов никеля расходуется 10 – 12 литров за минуту;
- При сваривании титана расходуется 35 – 50 литров за минуту;
При сваривании аргонодуговой сваркой стоит помнить о месте проведения сваривания. Если Вы работаете на сквозняке или на улице, Вам желательно применять защитные средства для проведения сварочного процесса. Также среди способов повышения качества сварочного шва является получение надежной защиты с помощью увеличения расхода газа.
Аргон является самым дешевым и самым доступным газом для сваривания. Особенно это стало ясно видно в последние десятилетия, когда аргон стал продуктом массового производства.
Сначала аргон использовался в электровакуумной технике. На сегодняшний день лампы накаливания наполняются смесью аргона с азотом в процентном соотношении 86/14. Так как в аргоне сочетается плотность и слабая теплопроводность, металл нити в лампе накаляется медленнее, поэтому передача тепла от нити к колбе значительно ниже. Также аргон применяют в люминесцентных лампах для того чтобы упрощать их включение.
В последние десятилетия аргон стал больше применяться в металлургии, чем в осветительных приборах. Сейчас выпускаются новые виды ламп, которые способны работать намного дольше и экономнее расходовать электрическую энергию.
Технология сварки нержавейки аргоном
Осуществление сваривания нержавеющей стали по TIG технологиям имеет некоторые нюансы, которые чаще всего не учитываются в случае с более простыми металлами. В идеале стоит пройти хотя бы самостоятельное обучение – попробовать черновые варианты сварки такого материала.
Что касается остальных нюансов, то нужно знать некоторые особенности:
- В качестве нагрева используется обычно неплавящийся электрод из вольфрама.
- Можно выставлять на аппарате постоянный или переменный ток.
- Припой (проволока) подносится к области соединения вместе в одно время с горелкой. Удерживать припой можно руками в защитных перчатках.
- Мощность работы горелки и подача припоя контролируется сварщиком на каждом этапе совершения действий.
- В сваривании должны проводиться исключительно продольные движения. Поперечные движения не смогут дать нормального сцепления. Равномерные движения такого плана позволят не выводить сварочную ванну из защитной среды.
- В процессе работы нельзя контактировать вольфрамовым стержнем с поверхностью метала. Розжиг дуги можно провести посредством использования осциллятор.
Некоторые нюансы могут проявиться в индивидуальном порядке, если существуют определенные особенности состава основного материала или самого сварочного аппарата.
Рекомендации и советы можно получить, просмотрев одно из обучающих видео:
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Для работы требуется следующее оборудование:
- трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
- контактор, отвечающий за подачу сварочного напряжения к горелке;
- осциллятор;
- регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
- горелка;
- баллон, оснащенный редуктором, в котором находится аргон;
- электроды;
- имеющий нужный размер трансформатор;
- отвечающий за питание амперметр;
- аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Необходимое оборудование
Предварительно нужно подготовить материалы, а также инструменты. Для проведения сварки аргоном по нержавеющим стыкам нужно подготовить такое оборудование:
- Обычный набор, который обустроен инвертором и осциллятором. Лучше всего брать полуавтомат.
- Дополнительно нужен баллон с аргоном, горелка.
- Стоит подобрать присадочную проволоку, которая по составу будет соответствовать самой нержавеющей стали. Вместо проволоки часто применяются универсальные вольфрамовые стержни. При этом диаметр стрежня определяется толщиной основного материала.
Дополнительно нужно позаботиться о средствах личной защиты. Обязательно подготавливается сварочный щиток, перчатки, роба с длинным рукавом и закрытая обувь.
Расходные материалы
Для окончания работы без проблем, нужно рассчитать расходный материал. К расходным материалам относится газ и проволока. При этом стоит учитывать расход газа:
| Какой материал сваривается | Расход аргона |
| Алюминий | 20 л |
| Титан | 50 л |
| Нержавеющая сталь | 8 л |
Есть возможность в каждом случае уменьшить расход газа, если использовать газовую линзу. Устанавливается приспособление на горелку. Обязательно нужно определить диаметр сопла горелки, так как каждому типу подходит свой номер линзы (4-10).
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Читать также: Можно почистить стиральную машину лимонной кислотой
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Подготовка материалов перед сваркой нержавеющей стали аргоном
Предварительная подготовка нержавейки является залогом успешного результата. Данный этап является практически основным. Что нужно сделать:
- Изначально стоит обработать места, которые будут свариваться между собой – края затереть абразивным материалом. Чаще всего используется именно наждачная бумага.
- Следующим этапом станет обезжиривание ранее зачищенных участков – протереть края ацетоном или другим растворителем.
- При сваривании тонкого метала нужно совершить предварительный прогрев. Горелкой стоит разогреть нержавейку до 200-300 °С. Это поможет избежать напряжения деталей и предотвратит появление трещин.
- В последнюю очередь стоит определиться с выставлением зазоров.
Такая подготовка проводится непосредственно перед началом сварочных работ. Нельзя зачистить и обезжирить нержавеющую сталь за сутки до проведения манипуляций. Выполняя каждый пункт, можно уберечь металл от деформации, повреждений и продлить время эксплуатации шва.
Настраивание аппаратуры
Для проведения манипуляций такого плана, важно правильно произвести подготовку аппарата. Нижеприведенный пример актуален для соединения пластинок высотой 1 мм:
- Выставить постоянный ток прямой полярности.
- Сила тока должна составлять 30-50 А.
- Напряжения меньше 28 В.
- Скорость 12 см за 1 минуту.
- Расход газа 4 л.
При необходимости соединить детали большей толщины, все показатели стоит пропорционально увеличить. Вариативной остается только скорость сварки.
Сварка полуавтоматом
Производительность этого способа значительно выше, чем при тиг сварке нержавейки. Он лучше, чем ручной метод, подходит для соединения толстостенных деталей. На полуавтомате работают с присадочной проволокой с большим содержанием никеля. Настраивая аппарат, учитывается, что ее температура плавления меньше, чем у других марок. Полуавтоматическую сварку нержавеющей стали аргоном выполняют используя:
- короткую дугу;
- струйный перенос;
- импульсный режим.
Лучшим вариантом считается технология, когда проволока вводится в пламя дуги непродолжительными импульсами. В этом режиме металл не разбрызгивается, сокращается зона нагрева, уменьшается расход присадочного материала. На финишную зачистку тратится минимум времени, поскольку нет брызг металла. Короткой дугой соединяют тонкие заготовки, а струйным методом толстостенные детали.
Средний расход аргона при сварке нержавейки полуавтоматом составляет 8 — 12 л в минуту. В отличие от ручного способа допускается смешивать его с углекислым газом. При стыковке толстых заготовок добавляют 2% углекислоты, чтобы уменьшить нагрев кромок шва за счет улучшения их смачиваемости. Когда эстетика соединения не имеет значения, долю углекислого газа повышают до 30%, чтобы сэкономить на дорогостоящем аргоне.
Пошаговое описание процесса
Обычно приходится сваривать именно нержавеющие трубы. Поэтому принцип проведения сварки по TIG технологии лучше рассмотреть на таком примере:
- После подготовки материала и аппаратуры можно приступить к непосредственной работе по соединению срезов деталей.
- Нужно организовать обдув аргоном с внешней и внутренней стороны трубы. Извне сделать это просто, но для того, чтобы получить такую обработку изнутри, придется совершить несколько дополнительных манипуляций. Одну сторону среза нужно плотно заклеить скотчем, и сами стыки заклеить скотчем. С другой стороны трубы запускает аргон через горелку, и сразу же закрывается и это же отверстие пробкой.
- После заполнения внутреннего пространства трубы аргоном можно снять скотч со стыков и приступить к сварке.
- Далее посредством продольного перемещения вольфрамового стержня и припоя производится накладывание сварочного шва.
На данном этапе основная сварка завершена. После внешней обдувки аргоном стоит провести манипуляции, которые касаются вторичной обработки поверхности.
Розжиг дуги при разных электродов
При расплавляющихся электродах розжиг дуги происходит во время соприкосновения электрода с изделием. Электродная проволока при касании металлической поверхности начинает искрить и вокруг нее происходит испарение паров железа. Они влияют на степень ионизации аргона, понижая ее, поэтому розжиг дуги происходит с легкостью.
При использовании неплавящихся электродов розжиг дуги таким способом невозможен, т. к. чистый аргон имеет высокий показатель ионизации, поэтому для розжига требует более сильную искру. При касании вольфрамового электрода поверхности металла ее невозможно получить. Кроме того, при касании происходит загрязнение поверхности и ее существенное оплавление. Поэтому для разжигания дуги при вольфрамовом электроде применяют вспомогательный прибор, называемый осциллятором. С помощью него на электрод после включения устройства подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и поверхностью изделия и последующим розжигом дуги.
Для выполнения шва используется аргонодуговая сварка с переменным током и выпрямленным (постоянным) током.
Если аргонодуговая сварка проводится в режиме переменного тока, то осциллятор впоследствии после розжига дуги в дальнейшем играет роль стабилизатора, подающего импульсы в моменты замены полярности, это обеспечивает стабильное горение сварочной дуги.
При сварке с использованием постоянного тока на анодном и катодном конце величина выделяемого тепла разная. При его значении менее 300 ампер до 70% выделяемого тепла образуется на аноде и только 30% приходится на катод.
Для обеспечения большого нагрева металла, приводящего к его расплавлению и исключения перегрева электрода, применяют прямой вид полярности. Тогда изделие служит анодом, а электрод — катодом. Такую схему используют для всех металлических сплавов за исключением алюминиевых. Для них применяют сварку с переменным током, чтобы эффективней удалить окисный поверхностный слой.
Сварка аргоном наиболее понятна при выполнении работы в ручном режиме, поэтому лучше рассмотреть подробно этот вариант соединения металлических деталей.
Сваривание пластин
Если нужно соединить плоские детали из нержавейки, то алгоритм работы немного изменится. Сваривание пластин производится по такому алгоритму:
- Поверхность материала предварительно подготавливается – производится зачистка, обезжиривание, выставление зазоров.
- Произвести обдув плоских деталей аргоном в данном случае проще, чем труб, поэтому никаких дополнительных манипуляций проводить не нужно.
- Электрод и припой движется справа налево. При этом горелка должна работать под наклоном.
- Если нужно наложить тонкий шов, то колеблющиеся движения не производятся. При формировании более толстых швов нужно производить поперечные движения электродом и припоем.
- Зазор в процессе работы составляет примерно 5 мм. Для удобства вылет электрода тоже устанавливается на показатели 5-6 мм.
Чтобы более подробно узнать о методе сварки стоит просмотреть видео–уроки по соединению пластин:
Сварка деталей из нержавеющей стали посредством использования TIG технологии имеет некоторые нюансы, которые стоит учитывать даже опытным сварщикам. Если же совершить соответствующую подготовку материалов и правильно настроить аппаратуру, то проблем не возникнет. Для домашнего типа сварки подходит инверторный метод, но при больших объемах работ лучше использовать естественно полуавтомат.
Полезные советы
Чтобы досконально знать, как правильно сваривается аргоном нержавейка не стоит пренебрегать рекомендациями опытных сварщиков:
- Работа выполняется минимально короткой дугой, удерживая электрод на максимально близком расстоянии от металла, не затрагивая его. Длинная дуга не прогревает шов на всю глубину, поэтому его ширина увеличивается, а качество ухудшается.
- При проведении ручной сварки, чтобы не допустить окисления, проволоку подают плавно без рывков, не выводя ее из зоны действия аргона.
- О качестве проплава судят по форме наплывов образующихся, когда плавится присадочная проволока. Если они вытянуты вдоль шва — качество хорошее. Овальная или круглая форма свидетельствуют о недостаточном проплавлении.
- При подходе к концу шва величину тока нужно снижать. Резкий отрыв дуги с отведением горелки сопровождается снижением уровня защиты горячего шва, что сказывается на качестве соединения.
Читать также: Переходник с ашдимиай на тюльпаны
При правильном подходе аргонный метод не намного сложнее обычной сварки. Немного потренировавшись, любой желающий освоит его в кратчайшие сроки. Стоимость дополнительного оборудования и материалов окупится возможностью сваривать не только нержавейку, но также медь, бронзу, алюминий и их сплавы.
Нержавейка производится из высоколегированной стали, которая устойчива к ржавчине. Ее используют при изготовлении домашних приборов и промышленных устройств. Если вы знаете, как варить нержавейку аргоном, то можно избавить себя от множества серьезных проблем. Именно о том, как происходит сварка аргоном, и пойдет речь в рассматриваемой статье.
Преимущества технологии
Сварка в среде аргона имеет ряд преимуществ, которые позволяют использовать эту технологию во многих ситуациях, где другие виды сварочных работ невозможны. Среди них характерными преимуществами являются:
- исключение окисляющего воздействия на жидкий металлический расплав компонентов воздуха за счет защитной среды аргона;
- благодаря локальной тепловой мощности в рабочей зоне и правильно выбранных параметрах обеспечивается высокая скорость сварки и качественный шов в автоматическом и полуавтоматическом режиме;
- аргонодуговая сварка дает возможность соединять детали, изготовленные из разных металлов;
- сварочный процесс можно проводить под визуальным контролем.
Сварка черных труб аргоном видео уроки. Пособие по сварке алюминия аргоном для новичков. В чем заключаются особенности аргонной сварки.
Применение аргона во время сварки дает достаточно высокие результаты качества соединения, которые не может не обеспечить ни один другой способ. Именно поэтому, в профессиональной сфере использования, а также при работе со сложно свариваемыми металлами, стараются применять именно такой метод. Сварка алюминия аргоном обеспечивает высокий уровень соединения, так как сам газ является инертным и создает уникальную защитную среду, сквозь которую не может пробиться кислород из атмосферы, а также на сварочную ванную не воздействуют ни какие другие негативные внешние факторы.
Эй, все вы, студенты-сварщики и начинающие сварщики дома, знаете ли вы, что вы можете узнать о любом виде сварочного процесса, технике или проекте, которые вы можете себе представить — все в одном месте? Видео Кевина и общий учебный стиль очень важны и легко следовать.
Кевин Карон снова перекликается с другим полезным и просветительским видео, представленным в его личном и интимном стиле, с быстрыми уроками по одному из наиболее важных типов сварных швов сварки: лайковой сваркой. Этот процесс медленный, но когда он сделан правильно, он производит сварку самого высокого качества!
Несмотря на то, что здесь применяется газ, сварка аргоном все же относится к дуговой, так как основной силой, которая расплавляет металл, является электрическая дуга. Газ выполняет только защитную функцию и может быть использован для и после нее. Процесс его использования является достаточно дорогим, так что для обыкновенных видов сварки его не всегда выгодно использовать, но для таких вариантов, как сварка нержавейки и алюминия он является незаменимым. Для его применения требуется не только специальная аппаратура, но и умения. В промышленности приходится часто встречаться с алюминием, так как его нередко используют для создания разнообразных вещей благодаря его легкости и относительно высокой прочности сплавов.
Свойства и свариваемость алюминия
Многие компании могут использовать альтернативные имена при размещении объявлений в объявлениях. Иногда они могут использовать альтернативное имя в письменном тесте для проверки ваших знаний о процессе сварки. Кроме того, альтернативное название означает что-то для процесса.
Это имя, которое Американское общество сварки и другие сварочные организации относятся к этому процессу на основе своих процедур сварки. Более того; При работе над трубопроводом высокого давления вы можете отправить домой на несколько дней, чтобы не использовать правильную терминологию!
Сварка алюминия аргоном применяется преимущественно для ответственных сооружений и конструкций. Для этого процесса используется неплавкий , который облегчает создание сварочной ванны, с учетом свойств расширения алюминия. Выставив правильно параметры, можно избежать множества неприятностей, которые обусловлены плохими свойствами сваривания металла.
Почему это было бы важно, когда вы работали в магазине или работали в магазине? Так же, как мой бывший босс назвал холодильник «холодильником», они оба одинаковы. Не потребляемый ториевый вольфрамовый электрод. Вольфрам — очень жесткий, слегка радиоактивный и хрупкий металл. Его использование ограничено по сравнению с другими металлами. Типичные другие применения для вольфрама — в лампочках, нагревательных элементах и ракетных двигателях. В принципе, требуется любое место, которое требует очень высокой температуры плавления или необходимости пропускания электричества при высокой температуре.
Свойства и свариваемость алюминия
Когда происходит сварка алюминия аргоном, то следует учитывать все особенности, с которыми придется столкнуться во время работы с данным металлом. Основной проблемой свариваемости является то, что на поверхности металла образуется оксидная пленка. Бороться с ней температурным воздействием бесполезно, так как ее температура плавления составляет выше 2 000 градусов Цельсия, а алюминий плавится уже при 680 градусах. Скорость ее образования является достаточно быстрой, так что нужно не только убрать ее перед свариванием, но и не допустить во время этого процесса, для чего и служит аргон. В ином случае, капли расплавленного алюминия будут окутываться в эту пленку, что помешает нормальному соединению и образованию шва.
Высокая температура плавления и отличная электропроводность препятствуют сгоранию вольфрамового электрода! Уникальные свойства вольфрама позволяют сварку с более горячей дугой, а затем фактическую температуру плавления вольфрама. Хотя металл очень сильный, он также хрупкий! Не трудно разрушить вольфрамовый электрод с помощью только молотка.
Тепло генерируется электричеством, проходящим через вольфрамовый электрод, путем создания дуги к металлу. Экранирование происходит из сжатой бутылки газа, которая течет в зону сварки, чтобы защитить ее от воздуха. Наполнительный металл — это просто провод, который погружается вручную в дугу и плавится. То, как эти три вещи объединяются, довольно просто. Газ начинает течь и начинает защищать зону сварки от воздуха. Факел удерживается над сварным соединением достаточно далеко, чтобы факел не касался металла.
Технология сварки алюминия аргоном предполагает работу преимущественно в нижнем положении. Ведь металл в расплавленном состоянии обладает высокой жидкотекучестью, из-за которой в других положениях он может попросту стечь вниз, вместо образования валика шва. Это же создает сложности во время сваривания, так как вместо тягучего состояния мастеру приходится сталкиваться с водянистой субстанцией, а для нормального проведения процесса требуется опыт работы. При нагревании металл практически не меняет цвет, так что даже в расплавленном состоянии трудно определить его температуру.
Как только дуга запускается, два куска металла начинают таять, создавая лужу металла. Как только лужа установлена, сварщик с другой стороны начинает заполнять соединение, вручную погружая сварочную проволоку в дугу, чтобы заполнить соединение. В конечном итоге этот процесс создает единый металл.
Особенности аргонодуговой сварки
Оба источника питания являются постоянными источниками тока. Это означает, что они поддерживают постоянную мощность и регулируют температуру в амперах. Напряжение на этих источниках питания будет меняться в зависимости от длины дуги. Это устраняет необходимость физического удара дуги. Это делается путем создания короткого момента высокого напряжения, которое имеет давление, необходимое для перехода на расстояние. Это как лестница Джейкобса, используемая в научных экспериментах. Как только дуга установлена, напряжение падает, и сила тока переходит на то, на что установлена машина.
Аргонно-дуговая сварка алюминия
Плохая свариваемость проявляется также в том, что во время образования шва в нем могут возникать поры, трещины и раковины. Это может получиться из-за плохого защитного слоя или создания напряжения. Если сварка алюминия аргоном проходит в правильном режиме, то подобных вещей не должно случаться. Коэффициент расширения здесь заметно отличается от стали, так что усадка в алюминии происходит совершенно по-другому, что может привести к деформации в это время. При образовании шва металл может расширяться, что способствует нежелательному сгибанию сваренных заготовок.
Это очень полезно для предотвращения загрязнения и извлечения вольфрама. Функция высокочастотного запуска помогает вольфрамовому электроду соответствовать его обозначению как нерасходуемый электрод. Функция предварительного потока дает экранирующему газу время предварительного потока для защиты зоны сварки до начала дуги. Функция пост-потока сохраняет поток газа в течение заданного времени после остановки дуги, чтобы поддерживать сварку, до тех пор, пока сварной шов не остынет. Существует много способов помочь плавке сварки более плавно.
Преимущества
- Сварка алюминия аргоном дает достаточно высокий результат качества, который почти не достижим для других способов сваривания;
- Горелка может использоваться для подогрева, что очень удобно во время работы;
- Применяется современное оборудование, которое обладает тонкими настройками, что помогает легко подстроиться под любой режим;
- Техника может применяться не только для алюминия, но и для других сложно свариваемых металлов;
- Аргон помогает бороться со всеми негативными факторами, которым подвергается сварочная ванна, образуя непроницаемую среду;
- Можно создавать длительные беспрерывные швы, так как здесь не используются электроды с обмазкой;
- Работа с тонкими заготовками становится более легкой.
Недостатки
- Высокая себестоимость проведения сварочного процесса, так что использовать его выгодно не во всех процедурах;
- Применяется сложное дорогостоящее оборудование, которое не всегда удобно использовать;
- Работа с газом повышает уровень опасности при работе;
- Для качественной сварки мастер должен иметь высокую квалификацию;
- Подготовка, а также последующая уборка рабочего места, занимает большое количество времени.
Способы сварки и оборудование
Аргонная сварка алюминия относится к одним из лучших способов соединения деталей и проводится практически по тем же самым шагам, что и при работе с другими металлами, за исключением некоторых нюансов. Сварка алюминия аргоном предполагает использование следующего ряда материалов:
Некоторые из функций делают это, используя частотные диапазоны и импульсы электричества для достижения нужного типа дуги. Самыми большими преимуществами этих функций являются то, что они дают характеристику очистки дуги. Эти настройки не очень часто, если не сваривать алюминий или магний.
Этот ток меняет направление много раз в секунду. . Разница, которую создает полярность, связана с тем, сколько тепла прикладывается к электроду. Это дает глубокий проникающий шов. Это дает мелкий шов, который более подходит для листового металла и в то же время дает дуговые характеристики очищающее действие. Если вы возьмете кувшин с водой и вылейте его в стакан, стекло, получающее воду, получает большую часть трения. Таким образом, в этом случае кувшин является отрицательной стороной, а стекло — положительной стороной.
- Аргоновый инвертор – это практически обыкновенный сварочный трансформатор, который обеспечивает подачу электричества нужных параметров. Современные модели могут обеспечить как постоянный, так и переменный ток, в зависимости от имеющихся режимов, не говоря уже о широкой регулировке параметров.
В основном сторона набирает воду — это сторона с наибольшим трением. По сравнению с сваркой, это та часть, на которой сосредоточена большая часть тепла. Первый — это факел с воздушным охлаждением, который является наименее дорогим и наиболее практичным. Второй — факел с водяным охлаждением. Это самый эффективный тип факела, но для этого требуется водяной охладитель и дополнительное обслуживание.
Очень похоже на поддержание радиатора автомобиля. Сначала есть простой способ ручного запуска дуги. Дуга запускается вручную, ударяя металл вольфрамом. Второй вариант — дистанционное начало. Функции дистанционного запуска представлены в двух разных формах. Первый — это переключатель, который находится на факеле, а второй — педаль.
- Горелка с неплавящимся электродом – для такой сварки используется специальная горелка, в которую вставляется неплавящийся угольный или вольфрамовый электрод. Через него зажигается и поддерживается электрическая дуга, а также он помогает размешивать металл в сварочной ванне, чтобы образовался валик шва. С горелки подается защитный газ, который обеспечивает нормальные условия работы. Электрод вставляется в горелку для того, чтобы пламя точно распределялось вокруг расплавленного им металла.
- Газовый – он соединяется с горелкой шлангом, благодаря чему его можно удалять на безопасное от контакта с пламенем расстояние. Это должен быть специальный баллон, рассчитанный на хранение данного вида газа.
- Присадочный материал – зачастую это сварочная проволока, которая заполняет область между двумя кромками. Подбирается согласно составу сплава, с которым ведется работа.
Пульт дистанционного управления с ручным управлением очень прост. Это облегчает запуск дуги и предотвращает загрязнение вольфрама. Пульт дистанционного управления с ножным управлением или ножной педаль немного сложнее. Они управляют стартом высокой частоты и в то же время управляют силой тока. Как и педаль газа в вашем автомобиле, чем дальше, тем сильнее вы получаете больше энергии. Педальные дистанционные пуски в основном подходят для работы в магазине, где сварщик способен сидеть. Сварной стоять с пульта дистанционного управления педалью очень сложно.
Сварка алюминия аргоном обязательно требует выполнения подготовительных процедур. Если работа ведется с толстой заготовкой, то ее следует зашкурить перед свариванием. Если же толщина относительно небольшая, то следует зачистить при помощи металлической щетки или наждачной бумаги. Следующим этапом является обработка с целью ликвидировать налеты, обезжирить и убрать оксидную пленку. Для этого подойдет растворитель, к примеру, ацетон, или другое схожее вещество.
Плюс вверх к ножной педали дистанционного пуска — вы имеете полный контроль над теплом, с которым вы свариваете. Поскольку аргон и гелий представляют собой Нобелевские инертные газы, они не меняют характеристики сварного шва. То, что вы свариваете, это то, что вы получаете. В некоторых редких случаях используются три типа смеси. Первый — это аргон и водород, а второй — аргон и азот. Третья смесь представляет собой аргон и гелий и обычно используется для более толстых металлов, чтобы получить более глубокое проникновение в сварку.
В большинстве случаев чистый аргон будет покрывать почти все потребности в сварке. Как говорится в названии «Вольфрамовая инертная газовая сварка», основным компонентом электрода является вольфрам. Какие изменения имеют очень небольшие проценты других металлов, добавленных для создания желаемых характеристик дуги. Обычными металлами, добавленными вольфрам, являются церий, лантан и цирконий.
Также может потребоваться разделка кромок, если толщина более 4 мм. Дело в том, что свойства алюминия ухудшают глубину проварки, поэтому, она ниже, чем в той же стали. Чтобы получить более надежное соединение, то края деталей, где будет проходить сварка алюминия аргоном, нужно скосить под углом от 30 до 45 градусов, в зависимости от толщины. Последней сталей подготовки может стать обработка флюсом, если того требует ситуация.
В реальном мире наиболее широко используются следующие вольфрамовые смеси. Цирконий Вольфрам имеет сходные свойства с чистым вольфрамом. Торированный вольфрам обычно используется с постоянным током, а полярность — отрицательная. Добавленный оксид тория помогает электроду переносить больше тока при более низкой температуре, в то время как дуги начинают немного легче. Торированный вольфрам используется для сварки большинства металлов, кроме алюминия и магния. Некоторые из металлов, на которых он хорошо работает, — это углеродистая сталь, нержавеющая сталь, хромовые сплавы, никель и большинство других черных металлов.
Сварка алюминия аргоном пошаговая инструкция для начинающих
- Проделать все необходимые подготовительные процедуры, которые более подробно описаны выше.
- Далее идет обработка краев флюсом, чтобы улучшить свойства свариваемости и обеспечить дополнительную защиту от образования оксидной пленки.
- Далее можно приступать к самому свариванию. Следует зажечь электрическую дугу, а вместе с ней и горелку и постепенно подавать в сварочную ванну присадочный материал. При работе с тонким металлом лучше делать короткие проходы по место сваривания, а при сваривании толстых заготовок можно проводить длительный шов.
- После окончания процедуры нужно дать остыть заготовке и проверить качество сваривания при помощи керосина или другими методами.
Как происходит работа?
Как и во всех электродах, в вариантах электродов есть выбор. До тех пор, пока используемый электрод остается в этом пределе. Самое главное имеет форму наконечника и определяет характеристики дуги. Более распространенные размеры на рынке. Поскольку вольфрам входит в форму стержня с квадратным концом, он должен быть сформирован. Некоторые формы наконечников, используемые в этих электродах, заострены, закруглены и сужены с шариковым концом.
Заостренный наконечник обычно используется при сварке черных металлов, таких как сталь. Это позволяет ток течь от электрода к металлу. Это позволяет электроду концентрировать температуру дуги на металле. Заостренный наконечник в этом случае будет сохранять свою форму, поддерживая более высокую температуру дуги, а затем температуру плавления электродов. Если полярность была обращена вспять, вольфрам, вероятно, начнет плавиться. Формирование заостренного электрода обычно выполняется на шлифовальном круге или точилке для вольфрамового электрода.
Без зашкуривания и обработки растворителем шов не будет ложиться ровно, а после сварки могут возникать трещины на поверхности.»
Техника безопасности
Аргонодуговая сварка алюминия требует соблюдения правил безопасности. В первую очередь следует позаботиться о наличии средств индивидуальной защиты, таких как огнеупорная одежда, сварочная маска и прочее. Баллон с газом нужно ставить на расстояние, как минимум, 5 метров от непосредственного места сварки. Перед его использованием нужно убедиться в исправности оборудования, это же касается и шлангов. Прикасаться к металлу после, сварку следует только после полного остывания, на которое может понадобиться около 10 минут. Не стоит забывать о правилах элементарной электробезопасности.
При использовании шлифовального круга лучше всего использовать тонкое зернистое колесо, которое должно использоваться только для заточки вольфрамовых электродов. Существует нижняя сторона использования шлифовального круга. Поскольку вольфрам слегка радиоактивен, вы действительно не хотите вдыхать какую-либо из частиц! Чтобы затачивать электрод, направьте его вверх, медленно и слегка прокатив его на шлифовальном колесе между пальцами, чтобы получить круглую точку. О да, не носите перчатки, делая это!
Закругленные и конические шаровые наконечники Вольфрамовые электроды
Последнее, что вам нужно, это перчатка, которую нужно втянуть в шлифовальный круг! Если у вас есть точилка для вольфрамового электрода, это очень похоже на точилку для карандашей. Закругленные или конические шаровые концевые электроды, обычно используемые для сварки цветных металлов, таких как алюминий и магний. Закругленный или конусообразный электрод, контактирующий с шаром, помогает, расширяя дугу на более широкой площади электрода. Что произойдет, вольфрам начнет таять, как только сила тока будет достаточно высокой, а затем начнет создавать капельку на конце электрода.
Сварка аргонодуговым способом — это умение легко приобрести даже без особых навыков сварочных работ. Видео- уроки для начинающих помогают освоить данное умение. Как варить аргоном, помогут разобраться мастера сварки. Вашему вниманию предлагается вводное описание процесса и информативные видеоуроки.
Умение выполнять аргонную сварку значительно экономит средства. Вызывать специалиста — это «дорогое удовольствие». Особенно это обойдется в копеечку, если нужно регулярно выполнять сварочные работы. Поэтому серия видео уроков даст возможность освоить полезный навык без особых усилий. Для начала разберем, где применяют аргонную сварку.
Где же применяют аргонную сварку?
Она подходит для сварки металлов : легированной стали, алюминия, титана. Данный тип сварки эффективен в работе со сплавами. Например, алюминий очень тяжело поддается свариванию другими способами. А в процессе использования аргонного газа алюминий будет соединен долговечным и красивым швом.
Метод имеет целый ряд преимуществ на фоне других способов:
- Образуется поток плазмы, усиливающий накал и расплавление кромок.
- Работы проводятся как на крупных деталях, так и на ювелирных изделиях.
- Присадочный материал расходуется по минимуму.
- Швы получаются однородными и надежными.
Аргонная сварка основные принципы работы
Если у мастера есть опыт работы с газовой сваркой, то разобраться с аргонной технологией будет легко. Они очень схожи между собой: электрическая дуга нагревает кромки соединения деталей.
В процессе задействуется газ для подавления химических реакций. Он подается в ванну и обеспечивает высокий уровень качества шва. Без инертного газа металл вступает в реакцию с воздухом, поэтому шов получается с дефектами и низкой прочности.
Необходимое оборудование для аппарата
- Сварочный трансформатор. На его основе может быть выполнен самодельный аппарат (напряжение до 60 В).
- Кандерборд.
- Контактор.
- Расходомер.
- Таймер, отслеживающий время подачи аргона.
- Горелка с регулятором воздушного охлаждения.
- Баллоны с защитным газом — аргоном.
- Вольфрамовые стержни.
- Шланг, подсоединяющий боллоны с газом и горелку.
- Электрические провода, соединяющие сеть, аппарат, горелку и заземление.
- Проволока для присадки.
Основная часть конструкции аппарата — горелка . В ней устанавливается вольфрамовый электрод. Для этого в конструкции предусмотрен цанговый держатель. Он отлично крепит электроды разных размеров, которые подбираются по типу работ. Электрод выступает над торцом держателя на 2-5 мм.
Вокруг горелки находится сопло . Оно выполняет две защитные функции: сохраняет зону работы и предохраняет вольфрамовый электрод.
Используются плавящиеся и неплавящиеся электроды. Чаще они изготовлены из вольфрама — это самый неплавящийся материал. Расход электрода зависит от сплавляемого материала и толщины заготовки. Сам электрод влияет на расход энергии, затрачиваемого на соединение заготовок.
Чтобы материал сваривался используется присадочный материал в виде тонкой нити металла. Присадочная проволока должна максимально подходить под свариваемые детали по составу. А также учитывается диаметр проволоки. Новичкам определить размер присадочного материала помогут специальные таблицы.
Газ должен подаваться на 20 секунд раньше, чем появится дуга, а заканчивается на 10 секунд позже.
Дополнительное устройство — осциллятор — изменяет вид электрической дуги, делает ее более стабильной и соответственно облегчает процесс сварки. Он вырабатывает импульсы тока с высокой частотой.
Для начинающих данное усовершенствование позволит делать сварочные швы быстрее и качественнее. Как собрать аппарат и подключить, чтобы начать работу, подробно рассматривается в видеороликах. Для примера просмотрите видео сварки титана аргоном, данное в конце статьи.
Какие бывают сварочные аппараты?
- Ручная аргонодуговая сварка. Для нее применяют неплавящийся электрод (РАД). Название говорит само за себя. Материал для присадки и апарат находится в руках сварщика. Из горелки извлекается сварочная дуга, нажимается кнопка и начинается подача аргона. Другой рукой сварщик вносит в зону воздействия дуги присадочный материал. Усвоить данный вид работ легко. На примере видео «сварка алюминия аргоном» можно понять насколько легко проходит данный вид работ.
- Автоматическая аргонная сварка. При ней используют неплавящейся электрод (ААД).
- Аргонодуговая автоматическая сварка с использованием электрода плавящегося типа (ААДП).
Покупая личный аппарат обратите внимание на маркировку . Обозначение «TIG» свидетельствует, что аппарат работает с вальфрамовыми электродами. Именно такой аппарат подойдет для начинающих мастеров.
Начинающим сварщикам лучше начать сваривать аргоном детали или конструкции из однородного материала. Когда будет уже определенный опыт, то сварщик может экспериментировать с изготовлением деталей из цветных металлов.
Аргонодуговая сварка на специально подготовленном видео, чтобы рассказать об основных этапах работы для новичков. В нем освещены этапы процесса сварки:
- Подготовительный. Как и чем обработать заготовки, чтобы швы были гладкими и надежными. На этом этапе применяются шлифовальная машинка и химические средства.
- К соединяемым деталям прикрепляют массу. Для каждого размера детали есть свои приемы прикрепления массы. И опять на помощь приходят специальные таблицы и видео об аргонной сварке.
- Сначала подается газ, а потом создается электрическая дуга.
- Расстояние от сварочного аппарата до заготовок должно быть до 2 мм. В результате получается узкий и надежный шов.
- Присадочный материал подается в зону сварки плавными движениями. Металл не должен разбрызгиваться.
- Движение горелкой и присадочным материалом делается только вдоль шва. Поперечные движения повреждают заготовки и делают шов слабым и некачественным.
- Присадочную проволоку подают перед горелкой. Их нужно удерживать под углом. Такая подача самая удобная, чтобы получить качественный шов.
Умение соединять две детали из сложных сплавов — это полезный навык, который может пригодится в самых разных ситуациях. Овладеть этим умением несложно, просмотр ряда уроков и немного тренировки, позволят начать активно использовать его в повседневной жизни. После обучения новичок сможет выполнять изделия даже из алюминия и титана .
Что такое орбитальная сварка?
Что такое орбитальная сварка?
Когда требуются высококачественные результаты, орбитальная сварка является первым выбором для соединения труб.
Сварочная горелка — в большинстве случаев используется сварка TIG (вольфрамовый инертный газ) — перемещается по соединяемым трубам, управляемая механической системой.
Название орбитальной сварки происходит от кругового движения сварочного инструмента вокруг заготовки. В целом технология орбитальной сварки охватывает две основные области применения:
- Соединение трубы с трубой / трубы с трубой
- Сварка труб с трубными решетками
В первую группу входят все виды трубных соединений: стыковая сварка и приварные фланцы, отводы, тройники и клапаны, т.е.е. полные требования к трубам и трубкам.
Вторая группа относится к производству котлов и теплообменников и включает различные сварочные работы, связанные с операциями сварки труб с трубными решетками.
Орбитальная механическая система для сварки
Причины выбора орбитальной сварки
Решение об использовании механизированной или автоматической орбитальной сварки TIG может быть принято по разным причинам: экономические, технические, организационные и другие могут быть более или менее важными или даже стать решающим фактором.Процесс орбитальной сварки предлагает широкий спектр преимуществ, которые позволяют использовать его в промышленности. Основные преимущества:
Повышенная производительность по сравнению с ручной сваркой
- По сравнению с ручной сваркой TIG, механизированный или автоматический процесс приводит к повышению производительности. Периодическая работа в мастерской или сложные сборочные работы на месте — оборудование для орбитальной сварки гарантирует надежное повторение утвержденных последовательностей сварных швов, а значит, трудоемкие ремонтные работы будут сведены к минимуму.
Неизменно отличное качество сварки
- Как правило, качество сварки с помощью механизированного оборудования выше, чем при ручной сварке. После разработки адекватной программы сварки цикл сварки можно повторять столько раз, сколько необходимо, без отклонений и практически без дефектов сварки.
Требуемый уровень квалификации операторов
- Сертифицированных сварщиков сложно найти, и они хорошо оплачиваются. Однако после соответствующей подготовки квалифицированные механики могут безупречно управлять оборудованием для орбитальной сварки и получать отличные результаты.Использование этого оборудования позволяет снизить затраты на персонал.
Окружающая среда
- Орбитальная сварка может выполняться даже в суровых условиях окружающей среды. Ограниченное пространство или доступ, отсутствие видимости, наличие радиации; после того, как сварочная головка установлена правильно, сварку можно будет без труда выполнять с безопасного расстояния; часто поддерживается видеопередачей.
Прослеживаемость — Контроль качества
- Современное оборудование для орбитальной сварки предназначено для контроля в реальном времени влияющих параметров сварки; полный протокол сварки может быть создан и сохранен или распечатан.Сложные системы сбора данных работают в фоновом режиме, если они напрямую подключены к высшей системе управления качеством; автоматическая передача данных происходит без прерывания процесса сварки.
Орбитальная сварка трубы к листу
Отрасли, применяющие орбитальную сварку TIG
- Аэронавтика / аэрокосмическая промышленность
- Пищевая промышленность и производство напитков
- Фармацевтическая и биотехнологическая промышленность
- Производство полупроводниковых приборов
- Промышленная химия
- Ископаемые и атомные электростанции
Газы
Сварочные газы
Аргон обычно используется в качестве защитного газа в процессе TIG.Он обеспечивает хорошие характеристики зажигания дуги и отличную стабильность дуги даже при низких значениях тока, энергия дуги ограничена узкой областью. Аргон также совместим со всеми типами основных материалов.
Защитный газ для стандартной сварки TIG должен иметь чистоту 4,5, т.е. уровень чистоты 99,995%. Например, металлы, которые классифицируются как хрупкие для сварки; для титана, тантала, циркония и их сплавов требуется чистота не менее 4,8, что означает уровень чистоты 99.998%.
Для увеличения энергии сварки в аргон можно добавить от 2% до 5% водорода. Помимо более высокого энергопотребления от 10% до 20%, что приводит к лучшему проплавлению и более высокой скорости сварки, смеси аргона и водорода обладают восстанавливающими свойствами, помогая защитить расплавленный металл от воздействия кислорода из окружающей атмосферы. Однако мягкие и углеродистые стали поглощают водород, что может привести к пористости и холодному растрескиванию, поэтому использование водородсодержащих газовых смесей не рекомендуется; для сварки алюминия и титана они категорически запрещены.
Энергию сварки можно также увеличить с помощью смесей аргон / гелий с содержанием гелия 20%, 50% или 70% или даже чистого гелия. Гелий не оказывает вредного воздействия на титан, поэтому его используют, прежде всего, для сварки чистого металла или титансодержащих сплавов. Смеси аргона, гелия и азота используются для сварки дуплексных и супердуплексных сталей.
В отличие от аргона, гелий является хорошим проводником тепла. Напряжение дуги под гелием намного выше, чем под аргоном, поэтому энергосодержание дуги сильно увеличивается.Столб дуги шире и позволяет проникать глубже. Гелий применяется для сварки металлов с высокой теплопроводностью, таких как медь, алюминий и сплавы легких металлов. Поскольку гелий является легким газом, по сравнению с аргоном его расход для обеспечения идентичного газового покрытия необходимо увеличить в два-три раза.
В следующей таблице указывается квалификация различных сварочных газов и смесей в зависимости от соединяемых основных материалов.
| Ar | Ar + H 2 | Ar + He | Ar + N 2 | He | |
| Низкоуглеродистая сталь Углеродистая сталь | +++ | ++ | ++ | + | ++ |
| Аустенитная сталь | +++ | ++ | ++ | + | ++ |
| Дуплексная сталь Супердуплексная сталь | ++ | ++ | ++ | +++ | ++ |
| Медь | +++ | х | +++ | ++ | +++ |
| Алюминий | +++ | х | +++ | + | +++ |
| Титан | +++ | х | +++ | х | +++ |
Аргон Аргон | N 2 Азот | H 2 Водород | He рекомендуется гелий
+++ | ++ Возможно | + Не использовать | X Запрещено
Резервный газ
При орбитальной сварке внутренняя поверхность труб должна быть защищена от окисления.Таким образом, внутренняя часть трубной системы продувается обратным газом. Чистота поддерживающего газа зависит от требуемого качества сварки. Прежде чем сварка может быть начата, должно пройти достаточное время продувки, позволяющее фоновому газу удалить кислород из системы.
Остаточное содержание кислорода в фоновом газе можно проанализировать на выходе; если оно снизилось до приемлемого значения, можно начинать сварочные работы. Обычно в случае применения UHP (сверхвысокой чистоты) уровень кислорода должен быть ниже 10 PPM (частей на миллион), т.е.е. менее 0,001%.
Информация для экспертов: Подача сверхчистого технологического газа требует, чтобы он проходил через трубы без загрязнения влагой, кислородом, частицами или другими загрязнителями.
Во время сварки необходимо соблюдать указанные значения расхода и внутреннего давления защитного газа и поддерживать их постоянными. Внутреннее давление необходимо контролировать, потому что избыточное давление приведет к образованию корневого шва с вогнутой поверхностью снаружи или, что еще хуже, вызовет короткое замыкание сварного шва.
Если свариваются трубы малого диаметра менее 9,52 мм (3/8 дюйма), можно использовать внутреннее давление для предотвращения чрезмерной выпуклости или уменьшения внутреннего диаметра.
Информация для экспертов: Легкий тепловой оттенок из-за остаточного кислорода в фоновом газе может быть удален путем пассивации.
Орбитально сварные трубы и фитинги
Источник для этой страницы www.polysoude.com
Правда о сварке трубопроводов
Карьера сварщика трубопроводов, ставшего сертифицированным инспектором по сварке (CWI), обсуждает плюсы, минусы, малоизвестные факты и хитрости в торговле сваркой трубопроводов. Getty Images
Кейт Арментроут из Бернета, штат Техас, 30 лет путешествовал по стране в качестве сварщика трубопроводов. Это карьера, которая принесла ему удовлетворение, дала цель, обеспечила финансовую безопасность его семье и познакомила его с братством, которое превратилось в семью вдали от дома.
Но это никогда не было легко. 47-летний мужчина был вдали от дома в течение нескольких месяцев, работал 60 часов в неделю, жил вне дома на колесах и был вынужден работать в условиях стресса и в далеко не идеальных условиях.Одна или две ошибки могут означать разницу между работой и безработицей. Это карьера, основанная на уплате взносов и создании репутации надежного и высококвалифицированного сварщика, который может быстро работать под давлением, не срезая углы.
Сварка — это все, что когда-либо знала компания Armentrout. Его дедушка наставлял его в 12 лет и сразу заметил его прирожденные сварочные способности. Остальное уже история. Недавно он прошел путь от сварщика трубопроводов до сертифицированного инспектора по сварке (CWI), открыв глаза на другую сторону бизнеса по сварке трубопроводов.
Сварщик рассказал Арментроуту о том, как он работал сварщиком трубопроводов — о хороших, плохих и тех частях, которые неизвестны тем из нас, кто снаружи. Подсказка: это больше, чем вождение крутой нестандартной сварочной установки.
TW: Почему вы выбрали карьеру сварщика трубопроводов?
KA: Я хотел бы вам сказать, что стал сварщиком трубопроводов, чтобы увидеть сельскую местность и пейзажи, но, по правде говоря, это произошло из-за денег.Сумма дохода, которую вы можете получить, работая в трубопроводе, намного превосходит ту, которую вы можете получить, работая недалеко от дома или в небольшом магазине. То, что я заработал бы за неделю, — это то, что средний американец заработал бы за месяц.
С учетом сказанного, это еще не все гламур. Быть сварщиком трубопроводов сопряжено с множеством скрытых затрат. Вы зарабатываете хорошие деньги, но вы также тратите много денег. Например, не все компании оплачивают ваше топливо. Вы несете ответственность за свою комнату и питание. Подрядчик предоставляет вам расходные материалы, такие как сварочные стержни, шлифовальные диски, проволочные круги, а также кислород и ацетилен, но, тем не менее, вы живете за городом вдали от дома, в отеле или в доме на колесах.К сожалению, стоянки для домов на колесах, если вы находитесь в зоне, обогащенной нефтью и газом, вас выколачивают. Обычный парк для автодомов стоит от 300 до 350 долларов в месяц, но в районе нефтяных месторождений вы, вероятно, платите от 700 до 1000 долларов в месяц.
TW: Можете ли вы объяснить структуру оплаты и что обычно делает сварщик трубопроводов?
KA: Наши платежи разбиты на три категории, поэтому мы называем их разделенными чеками. Первая категория — это оплата труда — ставка, которую мы вносим за час на сварку.Через 40 часов мы можем заработать на этом полтора времени. Затем у нас есть оплата за грузовик, которая представляет собой фиксированную ставку, которую мы получаем за использование нашего собственного грузовика, машины и наших собственных инструментов. Так, например, если я работаю 60 часов, то
я получаю 60 часов за свой грузовик. И наконец, мы получаем суточные, которые обычно выплачиваются за семь дней. В раздельном чеке мы облагаем налогом заработную плату за руки, но не облагаем налогом зарплату грузовика или суточные.
Жизнь сварщика трубопроводов была для Кейта Арментраута хорошей.Хорошо, но непросто. Он отлично зарабатывал себе на жизнь, но проводил много времени вдали от дома и семьи, пытаясь обеспечить их. Фотографии любезно предоставлены Кейт Арментроут, Бернет, Техас.
В среднем сварщик трубопровода может зарабатывать от 36 до 52 долларов в час на руки, от 15 до 25 долларов в час на оплату грузовика, а затем где-то от 100 до 150 долларов на суточные.
При всем этом, допустим, для примера, за 60-часовую рабочую неделю сварщик трубопровода может зарабатывать до 5000 долларов за эту неделю.
TW: Каково было вести довольно непостоянный образ жизни и быть вдали от дома на несколько недель?
KA: Одна конкретная экскурсия, которую я отправился, была в Уиллистон, Северная Дакота. Это примерно в 22 часах езды от моего дома в центре Техаса. Я был там четыре месяца, и в выходные дни домой не ехать. Итак, вы знаете, что вы вдали от семьи и близких. Это почти как цыганская жизнь. Вы переходите от проекта к проекту.Когда этот проект в Северной Дакоте подошел к концу, я снова стал искать работу. Такая жизнь не для всех.
У меня трое детей, поэтому я многое с ними пропустил, пока был в дороге. Но в конце концов я был рад и горжусь тем, что смог обеспечить им комфортную жизнь, чтобы они могли иметь все, что хотели и в чем нуждались. Путешествие становится у вас в крови, а дух товарищества и узы, которые вы связываете с коллегами, действительно помогают, потому что они становятся продолжением вашей семьи.Вы видите этих парней изо дня в день, месяцами — я говорю по 10-12 часов в день шесть дней в неделю. У всех бывают плохие дни, но мы просто помогаем друг другу пережить это.
Я смотрю на это так: когда я собираюсь выйти на пенсию, я не хочу, чтобы мне приходилось переоценивать эту пенсию по финансовым причинам и возвращаться к работе. Я делаю это для того, чтобы, когда я выйду на пенсию, я действительно на пенсии.
TW: Что можно и чего нельзя делать, чтобы сделать карьеру трубопроводчика или сломать ее?
KA: Вы должны уметь адаптироваться и преодолевать множество различных ситуаций.Сварщику труб приходится иметь дело с такими элементами, как холод, ветер, сильная жара и труднопроходимая местность. Вы также должны обладать разнообразными навыками. Различные металлы, которые мы свариваем — некоторые из труб, которые мы свариваем, имеют разную твердость.
Вы определенно не хотите сокращать доочистку. Некоторые парни, которые действуют немного медленнее, чем парни впереди и сзади, в конечном итоге недостаточно хорошо прочищают свои сварные швы. Что ж, этот рентгеновский грузовик не сильно отстает, и если ваши сварные швы не пройдут, вам придется вернуться и отремонтировать.Часто здесь, если вы сделали три ремонта, значит, вы ищете новую работу. Это напряженно. Вы должны убедиться, что делаете все, что вам нужно для поддержания работы, но при этом вам нужно быть быстрым и эффективным.
TW: Что привело к переходу от сварщика трубопроводов к CWI и насколько сложным был этот процесс?
По словам Арментроут, для достижения успеха необходимо уметь сваривать в условиях, которые не идеальны, включая сильную жару или холод, сильный ветер и неудобное положение, затрудняющее доступ к стыку.
KA: Я совершил переход, когда мой офтальмолог сказал мне, что если я хочу видеть в старшие годы, мне нужно будет бросать сварку каждый день на целый день, как это было в течение последних 30 лет. Мои глаза — настоящего голубого цвета, и исторически сварка всегда была очень жесткой для людей со светлыми глазами. Несмотря на то, что мы носим защитные линзы, вы все равно не можете отфильтровать 100% вредных УФ-лучей.
Услышать эту новость было для меня тяжелой пилюлей, потому что все, что я делал с 12 лет, — это сварка.Но я воспринял это спокойно. Я всегда хотел получить свой CWI, поэтому я увидел в этом прекрасную возможность подняться с вершины одной лестницы на основание другой.
Я действительно не знаю, как объяснить экзамен CWI, кроме как сказать «вау». Наверное, это было самое трудное, что я когда-либо делал за 47 лет своей жизни. Честно говоря, я не был уверен, что смогу это сделать. Я закончил среднюю школу, и у меня немного опыта в колледже, но в этом классе CWI и на экзамене есть много вещей, которым я не подвергался, поэтому мне пришлось серьезно изучить.К счастью, я был настойчивым и оптимистичным и преодолел этот вызов.
TW: Каково сейчас, когда вы находитесь на другой стороне как CWI?
KA: Поскольку я работал сварщиком на трубопроводе в течение 30 лет, я знаю многих из этих ребят, чьи работы я проверяю. Я предполагаю, что уровень уважения, который они мне оказывают, в основном связан с тем, что они знают, что я был там, где они есть. Но я также уважаю их в ответ.
Я не выхожу на улицу и не бросаюсь туда-сюда.Я думаю, что многие люди заблуждаются, что, став инспектором, ты оказываешься на вершине пищевой цепи. Я уважаю сварщиков, и если у них возникают проблемы, я смотрю на ситуацию, в которой они находятся, и пытаемся найти хорошее решение, которое вписывается в параметры руководящих принципов, которым мы должны следовать, как инспекторы.
TW: О чем вы хотели бы знать, когда только начинали работать сварщиком трубопроводов?
KA: Относитесь ко всему, что вы слышите, с недоверием.Часто у вас может возникнуть соблазн погоняться за деньгами и мыслить краткосрочно, но это не всегда в ваших интересах. Я видел, как сварщики оставляли стабильную работу и переходили в другую компанию, потому что они платили больше и обещали, скажем, два года работы. На самом деле эти два года были всего несколькими месяцами, и их уволили. Думаю, я на собственном горьком опыте научился верить только половине того, что слышу, но всему, что вижу.
Что помогает, так это научиться доверять тому, что ваши братья — ваши коллеги — говорят о подрядчике.Часто вы встретите сварщиков, которые работали в другой компании, и они прямо скажут вам: «Я бы не бросил эту, чтобы перейти к той». Что-то в этом роде.
TW: Что вы можете посоветовать молодым сварщикам трубопроводов?
Арментроут сказал, что его сотрудники стали для него как семья, что помогло облегчить трудные дни.
KA: Не выходите и не покупайте сварочную машину и оборудование за 100 000 долларов.Не кладите себя в такие долги. Вместо этого купите грузовик за 3000 долларов, сварочный аппарат за 2000 долларов и спросите кого-нибудь, можно ли получить их старые шлифовальные машины. Просто постарайтесь какое-то время обойтись самым минимумом.
Я понимаю, что когда вы новичок, прошли тест и получили свою первую реально оплачиваемую работу, трудно удержаться от траты этих денег. Но более важно сосредоточиться на работе и позволить своей работе помочь вам заработать место для долгосрочной работы, которая появится в будущем.
И я хотел бы сказать вам, что имидж не играет роли в этой индустрии, но играет.Но для этих молодых парней очень важно не откусить больше, чем они могут прожевать, потому что это смерть многих молодых начинающих сварщиков. Они хотят хорошо выглядеть и иметь все новое, но при этом залезают в долги. Чего они не понимают, так это того, что они все еще находятся на низком уровне тотемного столба, а это означает, что они могут не работать месяц или два, но им все еще нужно заплатить за грузовик.
Также задавайте много вопросов. Единственные глупые вопросы — это те, которые вы не задаете, и это особенно актуально в этой отрасли.Держите глаза и уши открытыми, чтобы вы могли впитать как можно больше информации. Не бойтесь тусоваться с парнями постарше. Они могут показать вам вещи, которые, вероятно, поразят вас. Мне 47 лет, и я все еще учусь новым трюкам. Важно поддерживать хорошие отношения со старшими сварщиками и старшими производителями, потому что они многое вам покажут.
По словам Арментроут, когда работа идет впереди и позади вас, многие сварщики склонны срезать углы, чтобы не отставать.По его словам, важно противостоять этому искушению и научиться работать быстро и эффективно, не срезая углы.
Информация о курсе и стоимость обучения
Все курсы и услуги включают расходные материалы, книги / руководства и надзор со стороны инструктора.
Все классы доступны в следующее время начала
с 7:00 до 12:30
ПРОГРАММА КВАЛИФИКАЦИИ ПО СВАРКЕ ТРУБ SMAW (Stick)
- Продолжительность: 7 недель — 193 часов
- Класс: 5 дней в неделю / 5.5 часов в день (плюс 2 часа в неделю домашнее задание)
- Стоимость обучения: Включает в себя все расходные материалы и принадлежности
- Общая стоимость: 5 700 долларов США
ПРОГРАММА КВАЛИФИКАЦИИ ПО СВАРКЕ ТРУБ GTAW (TIG)
- Продолжительность: 5 недель — 137 часов
- Класс: 5 дней в неделю / 5,5 часов в день (плюс 2 часа в неделю домашнее задание)
- Стоимость обучения: Включает в себя все расходные материалы и принадлежности
- Общая стоимость: 4 100 долларов США
НОЧНЫЕ КЛАССЫ В настоящее время недоступны
- Продолжительность: SMAW — 10 недель GTAW — 7 недель
- Class: 5 ночей в неделю / 3.5 часов в сутки (плюс 2 часа домашних заданий в неделю)
- Стоимость обучения: Включает в себя все расходные материалы и принадлежности
- Общая стоимость: 5700 долларов США (SMAW) 4100 долларов США (GTAW)
SMAW (рукоять) КОНСТРУКЦИЯ / ПЛАСТИНА ПРОГРАММА
- Продолжительность: 5 недель — 137 часов
- Класс: 5 дней в неделю / 5,5 часов в день (плюс 2 часа в неделю домашнее задание)
- Стоимость обучения: Включает все расходные материалы и принадлежности
- Общая стоимость: 3800 долларов США
GMAW / FCAW (Mig) СТРУКТУРА / ПРОГРАММА ПЛАСТИНЫ
- Продолжительность: 6 недель — 165 часов
- Класс: 5 дней в неделю / 5.5 часов в день (плюс 2 часа в неделю домашнее задание)
- Стоимость обучения: Включает все расходные материалы и принадлежности
- Общая стоимость: 4600 долларов США
УСЛУГИ ПОДРЯДЧИКА
Elite Welder Training & Testing может обучать сварщиков определенным нормам или стандартам. Например, нержавеющая сталь Mig, алюминиевая пластина, легкий калибр, углеродистая сталь / нержавеющая сталь и т. Д. Какими бы ни были ваши потребности в сварке, мы можем с ними справиться.
ЕЖЕНЕДЕЛЬНЫЕ И ЕЖЕДНЕВНЫЕ ТАРИФЫ
- Цены: Еженедельно: 700 долларов — Ежедневно: 175 долларов
Для опытных сварщиков, которые хотят изучить дополнительные процессы или подготовиться к предстоящим испытаниям.
Квалификационные / сертификационные испытания ASNT уровня II Инспектор на месте, средняя стоимость 400 долларов США.
МИНИМАЛЬНЫЕ ФИЗИЧЕСКИЕ ТРЕБОВАНИЯ
- Человек должен уметь сидеть на корточках, стоять на коленях, сидеть или стоять в течение длительного периода времени.
- Человек должен уметь поднимать 50 фунтов.
- У вас должно быть зрение 20/20 (естественное или исправленное).
- Elite Welder Training оставляет за собой право в любое время потребовать подтверждение профессионального осмотра зрения.
ПОЛИТИКА ВОЗВРАТА
Студентам, выбывшим или выбывшим в течение первых 2 недель, будет выплачено пропорциональное возмещение. По прошествии 2 недель возврат средств невозможен.
ЗНАЕТЕ ЛИ ВЫ… Опытный сварщик труб может получать зарплату врача или юриста.Сварка — одно из немногих навыков, которые могут принести вам шестизначный годовой доход без высшего образования.
Сварщики труб, которые хотят путешествовать и / или работать в опасных условиях, могут зарабатывать более 100 000 долларов в год.
Командующий промышленный сварщик труб может зарабатывать от 70 000 до 130 000 долларов в год.
Подводные сварщики зарабатывают от 100 000 до 200 000 долларов в год.
Военные сварщики, работающие на Ближнем Востоке, могут зарабатывать от 120 000 до 200 000 долларов в год.
Сварка TIG нержавеющей стали | ChinaSavvy
Газовая вольфрамовая дуговая сварка (GTAW), также известная как вольфрамовая сварка в инертном газе или TIG, представляет собой процесс соединения, используемый для нержавеющей стали.Процесс дуговой сварки нержавеющей стали TIG включает использование неплавящегося вольфрамового электрода для обеспечения сварного шва.
Наиболее часто используемая для сварки тонких профилей из нержавеющей стали, сварка TIG позволяет производителям лучше контролировать процесс сварки по сравнению с другими сварочными процессами, такими как газовая дуговая сварка металла (GMAW) и дуговая сварка защищенного металла (SMAW).
Сварка TIG также является наиболее часто используемым процессом из-за ее универсальности, высокого качества сварки, а также эстетичного внешнего вида готового шва.Возможность сварки при малых токах (следовательно, более низкая температура на входе) и добавление присадочной проволоки при необходимости делает его идеальным процессом как для тонких материалов, так и для корневых проходов при односторонней сварке толстых листов и труб. разделы.
Сварка TIG нержавеющей стали может выполняться с использованием присадочной проволоки или без нее (известная как автогенная сварка), и, таким образом, это выбранный процесс для орбитальной сварки неподвижных труб.
Самый популярный защитный газ, используемый для сварки TIG труб из нержавеющей стали и других секций, — это чистый аргон, но для достижения определенных результатов также используются смеси, богатые аргоном с дополнительным гелием, водородом или азотом.
При односторонней сварке используется защита сварного шва под валиком инертным газом. Эта защита используется для предотвращения окисления, а также потери устойчивости нержавеющей стали к коррозии.
Ниже вы найдете дополнительную информацию по:
- Процесс сварки TIG нержавеющей стали
- Труба из нержавеющей стали для сварки TIG
- Преимущества сварки TIG нержавеющей стали
Процесс сварки TIG нержавеющей стали
Энергия, необходимая для плавления нержавеющей стали, доставляется в виде электрической дуги.Эта электрическая дуга зажигается и поддерживается между электродом из вольфрама или вольфрамового сплава и заготовкой из нержавеющей стали. Этот процесс завершается в инертной или слегка восстановительной атмосфере.
Сварные швы на нержавеющих сталях всегда выполняются в режиме отрицательной полярности электрода постоянного тока (DCEN) или режима прямой полярности постоянного тока (DCSP).
В процессе обработки заготовка из нержавеющей стали поражается электронами, что улучшает проникновение. Сам электрод практически не изнашивается.
В случаях, когда используются присадочные металлы, это делается в виде неизолированных стержней или, в процессах автоматической сварки, спиральной проволоки.
Поток используемого инертного газа защищает зону дуги от окружающего воздуха, что, в свою очередь, позволяет поддерживать стабильную дугу. В зависимости от свариваемых материалов будет выбран соответствующий защитный газ.
Выбор защитного газа влияет на следующие факторы:
- Эффективность экранирования.
- Устойчивость нержавеющей стали к коррозии.
- Выбросы газов и дыма в процессе сварки.
- Зажигание и стабильность дуги.
- Геометрия сварного шва.
- Внешний вид поверхности (в виде окисления, брызг и т. Д.).
- Потеря легирующих элементов и улавливание атмосферных газов.
- А в некоторых случаях — перевод металла.
Труба из нержавеющей стали для сварки TIG
Когда дело доходит до сварки труб из нержавеющей стали методом TIG, очень важен выбор присадочного металла.Выбор присадочного металла заключается в улучшении свойств получаемого сварного шва, а также в соответствии с требованиями, предъявляемыми к окончательному применению изготовленной трубы.
Выбор присадочных металлов с низким содержанием углерода может помочь сохранить устойчивость к коррозии в низкоуглеродистых сплавах нержавеющей стали. Присадочные металлы с более высоким содержанием углерода используются в областях, где требуется более высокая прочность, тогда как присадочные металлы с более высоким содержанием кремния могут повысить текучесть сварного шва, увеличить скорость перемещения, а также улучшить врезку.
При выборе присадочного металла важен присадочный металл с низким содержанием примесей (также называемых посторонними элементами). Эти микроэлементы включают фосфор, олово, серу, мышьяк и сурьму — все они влияют на устойчивость к коррозии.
При сварке труб из нержавеющей стали TIG сенсибилизация является наиболее частой причиной потери устойчивости к коррозии.
На сенсибилизацию влияют:
- Недрагоценные металлы (соединяемые)
- Используемый наполнитель, а
- Температура, при которой сварной шов остывает.
Когда уровни углерода в сварном шве, а также в зонах термического влияния повышаются, образуются карбиды хрома. Это, в свою очередь, приводит к предотвращению образования слоя хрома, ведущего к коррозии или потере требуемой стойкости к коррозии.
Три основных способа борьбы с сенсибилизацией:
- Использование низкоуглеродистой основы и присадочного металла:
Использование низкоуглеродистой основы и присадочного металла поможет либо уменьшить, либо полностью исключить углерод в процессе сварки.Обратите внимание, что этого метода не всегда достаточно, поскольку углерод является легирующим фактором в ряде областей применения. - Сведение к минимуму времени, в течение которого зона сварки и термического влияния находится в диапазоне температур сенсибилизации:
Обычно этот диапазон температур составляет от 500 ° C до 800 ° C. За счет сведения к минимуму времени, проведенного в зонах или диапазонах температур сенсибилизации, меньше повреждений будет происходить в результате нагрева сварного шва. Сварка при минимально возможной температуре способствует более быстрому охлаждению. - Использование присадочных металлов со специальными легирующими элементами:
Используя эти типы присадочных металлов, можно предотвратить образование карбидов хрома. Примером этого может служить сплав ниобия и титана в присадочный металл. Таким образом помогает предотвратить реакцию между углеродом и хромом. Обратите внимание, что эти элементы оказывают сильное влияние на ударную вязкость и прочность и, следовательно, их применение ограничено. Также важно отметить, что этот метод не дает никаких преимуществ для участков, наиболее удаленных от зон, подверженных воздействию тепла.
Для сварки труб из нержавеющей стали TIG требуется обратная продувка аргоном. В процессах, где стоимость действительно играет важную роль, также используется азот, но имейте в виду, что азот может привести к образованию нитридных соединений в корне сварного шва. Это образование нитридных соединений влияет на устойчивость к коррозии.
Эта потеря коррозионной стойкости может быть приемлемой в определенных приложениях (например, в гидравлических системах), где риск внутренней коррозии невелик.
Обычно для сварки труб TIG из нержавеющей стали рекомендуется использовать прямой аргон.
Подготовка стыков также является жизненно важным фактором при сварке труб и труб из нержавеющей стали. Микроэлементы из других (или посторонних) материалов, включенные в сварное соединение, приведут к дефектам соединения, снижению устойчивости к коррозии и снижению прочности.
Способ обрезки и снятия фаски также влияет на сварной шов. Отсутствие подгонки и возникновение зазоров приведет к тому, что сварщику придется добавить больше присадочного металла.Добавление присадочного металла не только снижает производительность, но и приводит к перегреву в рабочей зоне.
Сегодня сварка TIG является лучшим решением для соединения труб и трубок из нержавеющей стали, особенно для труб высокой чистоты или труб с диаметром 6 дюймов и меньше и толщиной стенки 10.
Трубы и трубки из пищевой нержавеющей стали соединяются с помощью автогенной сварки TIG квадратным стыком из-за ее способности соединять детали без использования присадочного металла.Это устранение присадочного металла помогает устранить любые химические изменения.
Квадратный стыковой сварной шов TIG с автогенной сваркой обычно подходит для любой трубы толщиной менее 1/8 дюйма. Когда труба становится толще (в диапазоне от 10 до 40), на трубе необходимо будет сделать фаску и использовать присадочный металл.
Преимущества сварки TIG нержавеющей стали
Использование сварки TIG на нержавеющей стали дает производителям следующие преимущества:
- Очень низкий износ электродов.
- Создание беспористых, прочных сварных швов.
- Сварка TIG предлагает концентрированный источник тепла, который, в свою очередь, приводит к узкой зоне плавления.
- Он предлагает точный контроль за проплавлением сварного шва и его формой во всех положениях.
- Сварка TIG дает очень стабильную дугу.
- Нет брызг, поскольку в процессе сварки не требуется флюс.
- Остатки окисления удаляются, что упрощает процесс окончательной очистки.
Возможно вам понравится TIG Welding Aluminium.
Назад на главную страницу: Изготовление на заказ из нержавеющей стали.
Дополнительная рекомендуемая литература:
Школа сварщиков | Линкольн Электрик
Где и когдаЗанятия в Школе сварки и программы технического обучения проводятся в штаб-квартире Lincoln Electric Company в Кливленде, штат Огайо.
Часы работы:
Школа сварки: с 8:00 до 14:30.
Техническое обучение: 8:00 — 16:30
Безопасность
Все участники должны будут носить защитную обувь и защитные очки с боковыми щитками.
Школа сварщиков
Кожаные ботинки до щиколотки с защитными носками
Если вы носите очки, они должны быть безопасного типа.
Программы технического обучения
Мы предоставим вам защитное снаряжение, если это необходимо.
Обратите внимание: Lincoln Electric имеет план действий в чрезвычайных ситуациях, который вам объяснят в начале программы в случае необходимости эвакуации предприятия.
Оборудование — Школа сварки
Замки и рундуки меблированы. За все остальное оборудование отвечает студент. Студенты должны предоставить любые личные вещи, такие как фонарик, замки каналов и шлем. Такие предметы, как шлемы, линзы, перчатки, кожаные изделия и кепки, доступны в школе по специальным ценам для студентов.Если оборудование приобретается в школе, его стоимость варьируется от 25 до 250 долларов в зависимости от количества и типа приобретенного предмета.
Обратите внимание: школа не несет ответственности за предметы, оставленные в шкафчиках.
Оборудование — Программы технического обучения
Принадлежности для сварки, такие как куртки, шлемы и перчатки, будут предоставлены, но вы можете принести свои собственные.
Включено в стоимость курса — Школа сварки
В стоимость занятий входят: учебные раздаточные материалы, сварочные материалы, стальные талоны (также из нержавеющей стали и алюминия, если применимо) и сертификат.
Включено в стоимость курса — Программы технического обучения
В стоимость семинара входят: ежедневный обед, перерыв в перерывах, технические книги, учебные раздаточные материалы, экскурсии, групповой ужин (обычно в первую ночь программы) и любые непредвиденные расходы.
Парковка
Участники могут пользоваться парковкой Lincoln Electric, но должны соблюдать те же правила для сотрудников:
НЕ паркуйтесь на «зарезервированных» территориях
НЕ паркуйтесь на участках, окрашенных в красный цвет
Путешествие
Пожалуйста, НЕ принять меры к поездке, пока не будет подтверждено ваше бронирование класса.Международный аэропорт Кливленда Хопкинс обслуживает район Кливленда.
Не курить
Компания Lincoln Electric строго запрещает курение в помещениях компании, включая школу электросварки Линкольна, учебные лаборатории и автостоянку. Спросите у инструктора о месте для курения.
Запретные зоны
Без сопровождения инструктора, ВСЕ зоны завода закрыты. Кроме того, школу электросварки Линкольна или учебные лаборатории нельзя посещать без сопровождения инструктора.
Личное поведение
Ожидается, что все участники всегда будут вести себя респектабельно. Недопустимые действия, такие как драки, употребление запрещенных наркотиков или алкоголя или ношение оружия, недопустимы. Преднамеренное повреждение, кража или любой вандализм в отношении инструментов, оборудования или объектов недопустимы. Во время занятий просят выключить сотовые телефоны и пейджеры. Соответствующее время будет отведено на протяжении всего курса для ведения личных дел.
Personal Business
Телефоны Lincoln Electric предназначены для корпоративных нужд и поэтому не должны использоваться для личных звонков. Совершайте все личные звонки по телефонам-автоматам, расположенным по всему зданию.
Политика отмены — Программы технической подготовки
Соглашение о зачислении может быть расторгнуто в течение пяти календарных дней с момента подписания при условии, что школа уведомлена об отмене в письменной форме. Школа незамедлительно возмещает в полном объеме все обучение и сборы, уплаченные в соответствии с регистрацией.Это положение не применяется, если ученик уже начал занятия.
Контактная информация
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, OH 44117-1199
Школа электросварки Lincoln
Телефон: 216-383-2259
Факс: 216-383-8088
электронная почта: [email protected]
Отдел технического обучения
Телефон: 216-383-2240
Бесплатный звонок: 886-635-4709
Факс: 216-383-8025
электронная почта: training_seminars @ lincolnelectric.com
электронная почта: [email protected]
— что они означают и как их получить …
>>> Советы, советы и общая информация <<<
Как получить сертификат сварщика
Когда вы подаете заявление о приеме на работу в сварочную мастерскую, в большинстве случаев вам будет предложено пройти практический тест, чтобы продемонстрировать свои навыки. Для более крупных работодателей вам необходимо показать или предоставить копию актуальных сертификатов, полученных в школе или на рабочем месте.
Процесс сертификации (квалификационный тест или ) применим к нескольким различным типам сварочных процессов и проверяет способность сварщика создавать качественные сварные швы при работе «вне рабочего места».
В зависимости от вакансии, на которую вы хотите подать заявку, вам нужно будет достичь определенной степени навыков для соответствующего процесса, будь то сварка электродом, MIG, TIG, порошковая сварка или что-то еще. Обычно для обозначения разных уровней владения языком используется сокращенное обозначение цифр / букв.
Например, должностная инструкция может требовать наличия сварщика, аттестованного на уровне «4-G». G означает сварку с разделкой кромок. Цифра указывает положение сварщика по отношению к работе. Если вы посмотрите на сварные швы ниже, вы увидите четыре разных положения, начиная с самого простого. Пунктирная линия указывает направление движения сварочной горелки или пистолета.1 — Плоское положение — это когда вы стоите или сидите за столом и свариваете соединение, глядя на него сверху вниз.Все ученики начинают с этой позиции.
2 — Горизонтальное положение — сварка соединения слева направо (или справа налево), если смотреть поперек.
3- Вертикальное положение — здесь сварное соединение обращено к вам вертикально (вверх и вниз), если вы смотрите прямо на него. В этом положении у вас есть возможность сваривать соединение снизу вверх («вертикально вверх»), что является наиболее распространенным, или сверху вниз («вертикально вниз»).
4 — Положение над головой — это сварка, когда вы смотрите на обрабатываемую деталь, двигаясь либо слева направо («перетаскивание стержня»), либо справа налево («толкание стержня»).
Помимо позиционирования рабочей плиты, сертификационные испытания определяют еще несколько параметров. Один из них — толщина основного металла. Естественно, чем толще металл, тем больше проходов нужно для заполнения стыка, и каждый проход увеличивает вероятность ошибки. (Дефекты и разрывы сварных швов обсуждаются в разделе «Сварка по правилам» на этом веб-сайте.) Один дюйм — это, как правило, самый большой размер, который вам придется освоить, но сварщики начального уровня также могут получить сертификат с полудюймовыми пластинами.
Если основной металл толще 3/16 дюйма, вас, вероятно, попросят скосить (отрезать) стороны двух рабочих пластин перед выполнением сварки. Снятие фаски демонстрирует другие навыки металлообработки, но оно также должно выполняться аккуратно, чтобы обеспечить хорошее сплавление сторон. (См. Диаграмму ниже.) Следовательно, соединение с канавками требует более высокого мастерства, чем сварка более простого углового соединения.
Соединение с пазом со скосом
Таким образом, цель получения сертификата — пройти самые сложные квалификационные испытания сварщика, с которыми вы можете справиться.Например, если вы можете сварить приемлемое соединение с пазами в вертикальном и верхнем положении, вы получите сертификаты 3G и 4G для процесса сварки (и толщины), и вам не придется проходить какие-либо испытания ниже этих уровней. Кроме того, если вы сертифицированы по сварке соединений с разделкой кромок, вы автоматически получаете сертификат по сварке угловых соединений.
С другой стороны, если в вашем тесте используется менее сложный сварной шов, например угловой шов в вертикальном положении, вы будете сертифицированы для сварки 3F и ниже, но не 4F, 1G, 2G, 3G или 4G.
Конечно, опытные сварщики труб могут добиться большего, чем сертификация 4G. Наивысший уровень для них обычно составляет 6G, что означает, что они могут сваривать на 360 градусов трубу, которая не движется. Выполнить этот сварной шов, удовлетворяющий требованиям сертифицированного инспектора по сварке, для новичка — нелегкая задача. Тем не менее сертификация 6G считается золотым стандартом профессии сварщика. Чуть ниже находится сертификат 5G, который включает сварку труб в вертикальном положении.
Видео выше описывает типичный квалификационный тест, используемый при сертификации сварщиков. Обратите внимание, что часть этого теста сварщика начинается, когда вы видите цифру «2» в левом углу экрана. Тест останавливается после шага «8». Остальные шаги, которые вы видите, выполняются инспектором, который снимает опорную планку, маркирует пластины, разрезает купоны и сгибает их, чтобы проверить надежность сварки. (Купон — это извлеченный кусок сваренного металла.)
Аттестацию обычно проводят на рабочем месте или в сварочном училище.Их можно сделать в частном порядке, но это может стоить несколько сотен долларов, и нет никакой гарантии, что вы пройдете. Вы должны убедиться, что тестировщик имеет лицензию «сертифицированный инспектор по сварке», посмотрев его или ее в реестр инспекторов AWS.
Для получения дополнительной информации о квалификационном тесте загрузите краткое руководство (PDF), опубликованное MetalWebNews.com. Вы также можете прочитать страницу сертификации на сайте GoWelding.com. Cengage Learning недавно выпустила новую книгу под названием Сварочные навыки, процессы и методы для сварщиков начального уровня. Глава 10 — Сертификация1 (PDF) доступен бесплатно в Интернете.
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Советы и рекомендации продолжение на стр. 3
————————————
Если у вас есть предложения или проблемы с веб-сайтом, напишите по электронной почте: rregello [at] thecityedition [точка] com.
Вернуться в главное меню
——————————————
Авторские права © 2012-2021 TheCityEdition.com
— — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — — —
Общественный колледж Северной Вирджинии: Сварка (WEL)
Обучает кислородной / ацетиленовой сварке и резке, в том числе технике безопасности оборудования, процедурам сварки, пайки и пайки, а также методам резки.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
Знакомит с историей сварочных процессов.Охватывает типы оборудования и сборку узлов. Подчеркивает такие сварочные процедуры, как плавление, неплавление и резка ацетилена. Представляет дуговую сварку и плазменную резку. Подчеркивает процедуры использования инструментов и оборудования.
Лекция 1-2 часа. Лаборатория 2-3 часа. Итого 3-5 часов в неделю.
2-3 кредита
Изучает работу источников питания переменного и постоянного тока, нагрева сварочного шва, полярности и электродов для использования при соединении различных сплавов с помощью процесса SMAW.Охватывает сварные швы в различных типах соединений и в разных положениях сварки. Подчеркивает правила техники безопасности.
Лекция 1 час. Лаборатория 3 часа. Всего 4 часа в неделю.
2 кредита
Обучает дуговой сварке, включая типы оборудования, выбор электродов, защитное оборудование и процедуры, а также принципы и методы сварки.
Лекция 1-2 часа.Лаборатория 3 часа. Всего 4-5 часов в неделю.
2-3 кредита
Обучает процессам дуговой сварки металлическим электродом, включая сварку напорных трубопроводов в горизонтальном, вертикальном и горизонтально-фиксированном положениях в соответствии с разделом IX кодекса ASME.
Лекция 2-3 часа. Лаборатория 3 часа. Итого 5-6 часов в неделю.
3-4 кредита
Практикуется в сварке напорных трубопроводов в горизонтальном, вертикальном и фиксированном положениях.
Лаборатория 9 часов в неделю.
3 кредита
Знакомит с практическими операциями по использованию дуговой сварки в среде защитного газа. Обсуждается оборудование, операции по обеспечению безопасности, практика сварки в различных положениях, технологические процессы, а также ручная и полуавтоматическая сварка.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Изучает методы и методы контроля сварных соединений с помощью разрушающего и неразрушающего контроля.Часть I из II.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Изучает методы и методы контроля сварных соединений с помощью разрушающего и неразрушающего контроля. Часть II из II.
Лекция 2 часа. Лаборатория 3-6 часов. Итого 5-8 часов в неделю.
3-4 кредита
Изучает классификации сталей, способы термической обработки, свойства черных и цветных металлов.Обсуждаются методы и методы контроля сварных соединений, а также разрушающего / неразрушающего, визуального магнитного и флуоресцентного контроля.
Лекция 2-3 часа. Лаборатория 1-2 часа. Итого 3-5 часов в неделю.
3-4 кредита
Обучает методам и методам проверки и интерпретации тестов и измерений. Включает радиографические испытания соединений неограниченной толщины, сваренных в положениях 3G и 4G.
Лекция 2 часа. Лаборатория 3 часа. Итого 5 часов в неделю.
3 кредита
Обучает основам, необходимым для успешного составления чертежей применительно к сварочной промышленности. Включает чтение чертежей, геометрические принципы черчения и набросков от руки, основные принципы орфографической проекции, подготовку чертежей и интерпретацию символов.