Ванная сварка арматуры | Компания «АСТИМ»
Соединение арматуры при строительстве фундамента таким способом позволит добиться единого силового каркаса, что значительно упрочит его. Фиксация может производится как в вертикаль, так и в горизонт. Это весьма удобно, так как не требует класть горизонтально вертикально ориентированные конструкции для производства сварочных работ. Также следует отметить достоинство этого способа: он не требует каких-то особых устройств, кроме как стандартного набора для электродуговой сварки. Главное при ванной сварке — выверено состыковать прутки арматуры. Смещение оси прутка хотя бы на величину своего радиуса может привести к нарушению технических условий производства сварки. Чтобы такого не происходило, обычно используют всевозможные кондукторы. Их геометрия позволяет зафиксировать прутки нужным образом.
Сферы применения:
- Арматура с сечением более 20 мм.
- Стыки арматуры, которые лежат в несколько рядов в ж/б конструкции.

- Соединение фланцев с большим сечением на их стыках.

Суть метода
В самом начале к арматуре приваривают стальную форму. В ней за счет электродуги плавится металл, заполняя собой ванну. Торцы прутков расплавляются и формируют шов. Прежде чем приступить к сварке арматура, все прутки, торцы и прочие металлические части зачищаются от коррозии металлической щеткой. Так же удаляется грязь и окалина. Как писалось выше, прутки стыкуются вплотную друг к другу по своей оси. Между торцами необходим небольшой промежуток: менее 1,5 толщины фиксируемой арматуры. Если свариваются арматуры колонн, то листовой штампованный прокат выступает в качестве формовки. Ее нужно прикрепить к низу путем сварки, но без каких-либо присадок. Заливка металлом смежной части по всей стороне сечения происходит за счет колебательных манипуляций электродом. По осям движения совершаются перпендикулярно. Шлак устраняется из ванны черпаком. Потом концы верхней и нижней арматуры соединяют, направляя металл в ванну.
Разновидности ванной сварки
Существует три основных вида: полуавтомат, (в керамике), одно-, трехфазная электродуга со стальной скобой, автомат ванно-шлаковый (в медной форме). Более дешевым представляется формат, где нет накладок при стыковке стержней. Накладки изготавливаются из листового металла и занимают определенное время. Если нет накладок, то и контакт более плотный.
Особенности метода
При таком виде сварки потребуется сила тока порядка 450 ампер. При сварке зимой берется ток выше на 10 % обычного. Если используется трехфазная сварка, то нужно учитывать необходимость промежутка на 15-20 мм. больше, чем сечение электрода. Оси арматуры могу отклоняться не более чем на 5 процентов от диаметра сечения электродов. Возвратный изгиб арматуры, по мнению многих специалистов, позволит устранить проблему, если длина прутков несколько больше, чем надо.
Ликвидация зашлаковки
При ванном способе сварки торцы часто покрываются шлаком из-за быстрого нагрева. И это может привести к ухудшению крепости сварки. Однако если температуру концов арматурных прутьев повысить перед сваркой, то это позволит избежать проблемы. Для нагрева используют обычно медные элементы и конструкции из других металлов.
При ванной сварке используют так же скобу из малоуглеродистой стали. Она позволяет удержать расплавляемый металл в форме, предотвращая его вытекание. На скобу устанавливаются ограничивающие элементы, чтобы шлак не попадал на прутки. Специалисты не рекомендуют применять накладки из сплавов на основе меди, бронзы или латуни. Лучше всего использовать чистую медь. Тогда их срок эксплуатации будет довольно высок.
Навигация по записям
Сварка ванным способом | Сварка для начинающих
Арматура, как элемент каркасной конструкции, используется во многих строительных элементах, узлах и блоках. Ее основное назначение – придать строительной конструкции жесткость и повышенную прочность на растяжение. Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Для сборки армирующего каркаса из арматуры стальные стержни или связываются между собой, или свариваются. Второй вариант чаще всего используется при больших объемах строительства. И делится он на две разные технологии: ванная сварка арматуры и сварка с накладками.
Сварка арматуры ванным способом по сравнению со свариванием при помощи накладок экономичнее. В зависимости от сечения используемых стальных прутков экономия составляет 10-60 кг арматуры и 0,5-2,5 кг электродов. К тому же при ванной сварке нет необходимости поворачивать свариваемую конструкцию для удобства проведения соединительного процесса.
Технология ванной сварки
В основе технологии лежит процесс оплавления стальной арматуры, жидкий металл которой стекается и собирается в специальной форме, ее называют ванночкой. Изготавливают форму из стального низкоуглеродистого листа и приваривают к свариваемым электродам прихваткой. Ванночку можно сделать своими руками, а можно использовать уже готовые формы, которые изготавливаются в заводских условиях методом штамповки.
В зависимости от того, каков объем производимых сварочных работ, можно использовать три вида сварки ванным способом.
- Ручная сварка с использование стальной формы (ванночки). Сварочный процесс может производиться однофазной или трехфазной дугой.
- Применением полуавтоматов с использованием форм, сделанных из графита.
- Применение сварочных автоматов с использованием форм, сделанных из меди.
Ручная сварка
Эту технологию использует обычно, если соединяются между собой стальные арматурные стержни диаметром 20-100 мм. Для этого необходимо очень точно выставить два прутка на одной оси. Их смещение относительно друг друга не должно превышать половины диаметра самой арматуры. То есть, сварка ванным способом – это соединение двух арматур встык.
Какие еще требования предъявляются сварочному процессу.
- Сварку проводят только на зачищенных торцах арматурных прутков. Их надо зачистить железной щеткой до металлического блеска на расстояние 3 см от краев.
- Оставляется между стержнями небольшой зазор, не больше полутора диаметра используемого электрода. При трехфазной дуге зазор может быть размером в два диаметра электрода.
- Ванночка приваривается к нижней поверхности свариваемых арматурных стержней. То есть, своей формой она создает своеобразный резервуар, где и будет собираться расплавленный металл.
- При использовании трехфазной дуги для сварки необходимо кроме самой ванночки установить и боковые ограничители, чтобы расплавленный металл и шлаки не растекались по соединяемым пруткам.

Так обычно свариваются части стальной арматуры, расположенные в горизонтальной плоскости. Вертикальная стыковка производится точно также, только с некоторыми дополнениям. Для этого используется только штампованная ванночка. Она приваривается к нижнему стержню. В нижнем ее торце устанавливается ограничитель. При удалении шлака из зоны сваривания в нижнем ограничителе делается электродом отверстие, которое после удаления шлака заваривается.
Процесс ванной сварки
После того как будут проведены все подготовительные работы, можно непосредственно переходить к сварочной операции. Все начинается с возбуждения электрической дуги, которая появляется после того, как электрод начнет касаться одного из арматурных стержней. Касание должно быть легким, потому что процесс расплавления металла происходит при больших значениях тока. А именно: если сварка производится электродами диаметром 5-6 мм, то используемый для соединения ток должен равняться 400-450 ампер. Если сварочный процесс производится при низких температурах, то ток придется увеличить на 10-15%.
Итак, поджог дуги произведен, теперь нужно проплавлять торец арматуры, о который дуга была зажжена. Как только на дне ванночки появится расплавленный металл в жидком виде, оплавление переносится на второй стержень арматуры. И таким образом поочередно надо расплавлять стальные прутки. При этом электрод должен совершать колебательные движения, как вдоль стыка, так и поперек.
Необходимо обращать внимание на уровень заполнения ванночки. Как только жидкий металл закроет собой стержни, нужно провести круговые движения электродом между свариваемыми стержнями. Это обеспечит равномерный прогрев жидкого металла перед остыванием. Сильно вращать электрод не надо. После чего можно завершать этот сварочный процесс.
Понятно, что одним электродом эту операцию не провести, поэтому рекомендуется смену расходников проводить быстро. Сварщик должен за 5 секунд успеть и удалить остатки старого электрода, и вытащить новый, и установить его в зажим.
Ванночки для сварки
Несколько слов о ванночках для арматуры. Как уже было сказано выше, в настоящее время используются три основных их вида, отличающихся друг от друга сырьевым материалом. Но есть у них и другие отличия. К примеру, стальная форма – это неразъемная деталь, которая остается в арматурной конструкции и затем вместе со стержнями заливается бетоном.
Медные и графитовые ванночки – это разъемные изделия, которые после окончания сварочного процесса снимаются с места соединения двух арматурных прутков. После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
После чего их можно использовать повторно. Оборачиваемость медных форм практически в два раза больше, чем графитовых. Необходимо отметить, что сам графит – материал гигроскопичный, то есть он легко впитывает в себя влагу, даже находящуюся в воздухе. Поэтому перед применением графитовую форму необходимо прокалить, тем самым удалив избыточную влажность.
Дополнительная информация
Варить арматуру ванным способом можно не только одним электродом. Существует технология многоэлектродной сварки. Для этого используется специальный инструмент – гребенка, в который и устанавливается несколько электродов. Розжиг дуги сразу нескольких расходников о стержни арматуры затруднителен, поэтому поджигают их о днище ванночки. Все остальное происходит точно так же, как и в технологии с одним электродом.
Как только форма будет заполнена расплавленным металлом, нужно гребенку установить так, чтобы электроды были направлены перпендикулярно плоскости заполненной ванночки и располагались посередине между свариваемыми арматурными стержнями. После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
После чего их нужно погружать в расплавленный металл на 2-3 секунды и вытаскивать обратно. Такое движение нужно проводить 8-10 раз. Оно позволит равномерно прогреть металл до его остывания.
Ванная сварка может быть проведена и без ванночек, для чего используются подкладки из той же арматуры. Применяется этот вариант редко, только в тех случаях, когда невозможно провести сварной процесс в специальных формах.
Обязательно ознакомьтесь с видео, размещенным на этой странице сайта, где показан процесс сварки арматуры ванным способом.
Формы для сварки арматуры ванным способом
Четверг, 6 Август, 2015
Соединение стержней арматуры может осуществляться с помощью двух основных методов:
- Накладным (с использованием специальных наладок).
- Сварным (встыковая сварка).
Сварная методика предусматривает использование шовно-ванной, ручной, инвентарно-ванной, многослойной, полуавтоматической методик. Ванная сварочная технология применяется преимущественно для соединения арматурных элементов с большим диаметром, например, арматурных стальных стержней с диаметром от двадцати до ста миллиметров, фланцевых стыковок, согнутых из большесечевых полос, арматурных многорядных стыков на железобетонных изделиях.
Сварка арматуры ванным способом также применяется в сфере жилищного и промышленного строительства, при осуществлении дорожно-строительных работ, возведении железобетонных конструкций с высокопрочными каркасами и элементами из арматуры. С помощью этой методики строители могут возвести масштабное здание с общим силовым каркасным основанием без потерь плотности и устойчивости по всей ширине и длине железобетонной конструкции. Сварка арматуры ванным способом может быть выполнена не только в горизонтальной, но и в вертикальной позиции.
Основное условие, позволяющее создать максимально точные высококачественные стыки на итоговых металлоконструкциях, — правильное совмещение стержневых арматурных выпусков, при котором показатели смещения стержневых осей не должны быть более 0,05 диаметра. Поэтому арматурные элементы в установочных комбинациях сборных металлоконструкций и каркасы из арматуры изготавливают в специализированных кондукторах, способных прочно зафиксировать габаритные параметры и стержневое положение.
Сварка арматуры ванным способом обладает рядом ценным достоинств:
- Возможность применения стандартных установок для дуговой технологии сварки.
- Отсутствие необходимости в проведении дополнительного поворачивания или кантовки железобетонной конструкции.
- Возможность контроля качества сварочных работ при помощи устройств, оснащенных гамма-лучами.
Сварка стержней и арматурных элементов без использования специальных накладок считается более экономически выгодной, так как полностью исключает расходы на разработку и производство накладок, а также минимизирует затраты труда и рабочего времени. Стыки, изготовленные без использования накладок, будут более точными и компактными.
Формы для сварки арматуры ванным способом — неотъемлемый атрибут ванной сварочной технологии. Различные скобяные накладки, ванночки и другие формы используются для формирования высокопрочных стержней, при этом по длине они превышают параметры стандартных арматурных элементов. Наиболее прочными и долговечными формами для сварки арматуры ванным способом считаются медные инвентарные. Формы разъемного типа могут быть изготовлены из любых видов меди по литьевой или штамповочной технологии или же из графитовых пород с помощью механической обрабатывающей технологии. Техническими стандартами и правилами запрещено изготовление формы для сварки арматуры ванным способом из латунных и бронзовых материалов, а также их сплавов.
Различные скобяные накладки, ванночки и другие формы используются для формирования высокопрочных стержней, при этом по длине они превышают параметры стандартных арматурных элементов. Наиболее прочными и долговечными формами для сварки арматуры ванным способом считаются медные инвентарные. Формы разъемного типа могут быть изготовлены из любых видов меди по литьевой или штамповочной технологии или же из графитовых пород с помощью механической обрабатывающей технологии. Техническими стандартами и правилами запрещено изготовление формы для сварки арматуры ванным способом из латунных и бронзовых материалов, а также их сплавов.
Для сварки стыков в горизонтальной позиции могут быть использованы цельные желобчатые подкладки из меди. При этом общее количество стыковок, сваренных в единой форме без осуществления ремонтных работ, в зависимости от используемой технологии производства, может достигать ста-ста пятидесяти стыков.
Оборачиваемость форм из графита примерно в два-три раза ниже, чем у форм из меди. Графитовые формы должны пройти дополнительную теплообработку перед сваркой, так как отличаются гигроскопичностью. При несоблюдении технологии и правил ванной сварки любая формочка инвентарного типа может быть испорчена уже при сварке первой арматурной стыковки.
Основное преимущество ванной сварочной технологии — экономичность, что позволяет значительно уменьшить расходы металломатериала, используемого при изготовлении накладок и других дополнений, также стыки визуально выглядят более аккуратно, а арматурная конструкция отличается повышенными показателями прочности и долговечности.
Таблица 6-01-016 Сварка арматуры ванным способом «ГОСУДАРСТВЕННЫЕ ЭЛЕМЕНТНЫЕ СМЕТНЫЕ НОРМЫ НА СТРОИТЕЛЬНЫЕ РАБОТЫ. СБОРНИК N 6. БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ МОНОЛИТНЫЕ. ГЭСН-2001-06» (утв. Госстроем РФ 01.01.2002)
действует Редакция от 01.01.1970 Подробная информация| Наименование документ | «ГОСУДАРСТВЕННЫЕ ЭЛЕМЕНТНЫЕ СМЕТНЫЕ НОРМЫ НА СТРОИТЕЛЬНЫЕ РАБОТЫ. СБОРНИК N 6. БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ МОНОЛИТНЫЕ. ГЭСН-2001-06″ (утв. Госстроем РФ 01.01.2002) СБОРНИК N 6. БЕТОННЫЕ И ЖЕЛЕЗОБЕТОННЫЕ КОНСТРУКЦИИ МОНОЛИТНЫЕ. ГЭСН-2001-06″ (утв. Госстроем РФ 01.01.2002) |
| Вид документа | нормы |
| Принявший орган | госстрой рф |
| Номер документа | ГЭСН-2001-06 |
| Дата принятия | 01.01.1970 |
| Дата редакции | 01.01.1970 |
| Дата регистрации в Минюсте | 01.01.1970 |
| Статус | действует |
| Публикация |
|
| Навигатор | Примечания |
Таблица 6-01-016 Сварка арматуры ванным способом
Состав работ:
01. Сварка арматуры ванным способом.
Измеритель: 100 шт. стыков
Сварка арматуры ванным способом при диаметре арматуры:
| 06-01-016-1 | до 25 мм |
| 06-01-016-2 | до 32 мм |
| 06-01-016-3 | до 40 мм |
| Шифр ресурса | Наименование элементов затрат | Ед. измер. измер. | 06-01-016-2 | 06-01-016-3 | |
| 1 | Затраты труда рабочих-строителей | чел.-ч | 31,80 | 44,20 | 61,50 |
| 1.1 | Средний разряд работы | 6 | 6 | 6 | |
| 2 | Затраты труда машинистов | чел.-ч | 0,10 | 0,10 | 0,10 |
| 3 МАШИНЫ И МЕХАНИЗМЫ | |||||
| 040502 | Установки для сварки ручной дуговой (постоянного тока) | маш. -ч -ч | 16,12 | 25,29 | 32,36 |
| 400001 | Автомобили бортовые грузоподъемностью до 5 т | маш.-ч | 0,10 | 0,10 | 0,10 |
| 4 МАТЕРИАЛЫ | |||||
| 101-9183 | Поковки строительные для ванной сварки | т | 0,0235 | 0,0424 | 0,067 |
| 101-1517 | Электроды диаметром 4 мм Э50 | т | 0,01 | 0,02 | 0,03 |
Инверторная форма для сварки арматуры
Как варить арматуру своими руками
Арматурные стержни используют для упрочнения бетонных фундаментов, монолитных стен, сеток, укладываемых под дорожного полотно. Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.
Сварка арматуры производится в цехах заводов ЖБИ, на строящихся объектах. Собранные каркасы, сетки подвергаются статическим, динамическим нагрузкам. От качества швов зависит прочность металлоконструкции. Существует несколько способов горячего соединения арматурных стержней. У каждого есть свои недостатки и достоинства.
Особенности сваривания арматуры
Все способы крепления арматурных стержней регламентированы ГОСТ 14098-91. При создании решетчатых каркасов удается получать перекрестные соединения по прочности сопоставимые с арматурой. Предпочтительнее соединять прутки встык, наращивая до нужной длины. Прочность наращиваемых встык каркасов выше, чем при сварке арматурных стержней внахлест. Нарушается соосность, симметрия распределения нагрузки. Металл варят методом наплавки и расплавления. Надежность расплавленного соединения выше, чем у наплавки, но метод не применим на строительных объектах, при сварке арматуры на высоте.
До горячей обработки следует осуществлять зачистку металла, чтобы в рабочей зоне не было ржавчины, частичек металла. При стыковых соединениях кромки выравнивают резаком.
При стыковых соединениях кромки выравнивают резаком.
Способы сварки
Чаще прутки варят встык, реже – внахлест. Качество шва при стыковой сварке выше, предусмотрен провар металла по всей площади стыка. Крепление стержней внахлест ненадежное, не рассчитано на изгиб, кручение. Работы проводятся с использованием плавящегося электрода. Можно ли сваривать арматуру без наплавки, рассказывается в разделе «Контактная точечная». А пока подробно о каждом из способов крепления арматурных стержней методом наплавки.
Внахлест
Сварка арматуры для каркасов, испытывающих небольшую нагрузку на изгиб, кручение, производится внахлест, прутки накладывают друг на друга на 15 –30 см. При таком методе расход металла увеличивается. Угол наклона электрода до 15° к вертикали, шов делают с противоположных сторон обеих прутков или проваривают нахлест боковым непрерывным швом. Для работы используют плавящиеся электроды разных марок.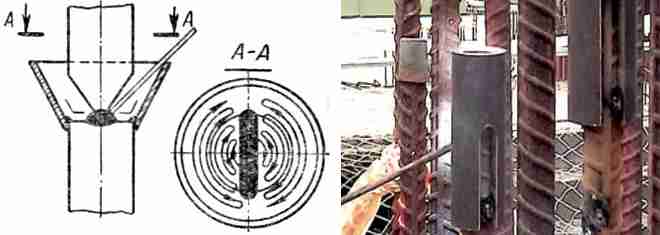 Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Подробности в последнем разделе статьи. Место сварки предварительно зачищают металлической щеткой. Некоторыми электродами допускается работать по ржавчине.
Для качественного шва важно правильно подобрать параметры тока. Небольшая таблица свариваемости арматуры в зависимости от диаметра прутков (данные усредненные для стержней марок А500С и А400С):
| Вид электрода | Диаметр, мм | Рабочий ток, А |
| Э42, СМ-11 | 3 | 100—140 |
| 4 | 160—220 | |
| 5 | 180—280 | |
| УОНИ13/45 | 2 | 30—50 |
| 2,5 | 60—80 | |
| 3 | 80—100 | |
| 4 | 100—160 | |
| 5 | 140—200 | |
| AНО-5 | 4 | 160—230 |
| 5 | 190—300 | |
| АНО-6 | 4 | 180—200 |
| 5 | 180—270 | |
| ОЭС-23 | 2 | 40—50 |
| 3 | 90—120 | |
| ВСЦ-4 | 3 | 90—100 |
| 4 | 120—160 | |
| МР-3, Э-46 | 3 | 90—120 |
| 4 | 160—180 | |
| 5 | 170—230 | |
| 6 | 280—320 |
Встык
Сварка арматуры производится для удлинения прутков до необходимого размера. Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
Для заполнения стыка горячим расплавом используют U-образные накладки, называемые ванночками. Они бывают:
- одноразовыми, подобно муфте остаются на соединении;
- многоразового использования, их делают из графита, цветных сплавов (после остывания ванны расплава форму снимают).
Стыковая ванная сварка – распространенный метод, используемый на строительной площадке. Работы производят в горизонтальном и вертикальном положениях. Для работы используют плавящиеся электроды, подходящие под тип прутков. Работы проводят на высоких токах, до 400 А. Для работы используют трансформаторы, выпрямители, инверторы. Технические особенности выполнения стыковых соединений:
- стыки зачищают, укладывают в ванночке с соблюдением соосности;
- плавящийся электрод разжигается при касании одного из стержней;
- образуемая ванна расплава постепенно заполняет стык, пустоты между прутками и материалом ванночки;
- после кристаллизации расплава со шва счищают окалину.

Вместо ванночки, для стыковых горизонтальных соединений, иногда используют стальные угловые накладки, они ограничивают растекание ванны расплава подобно ванночке.
Контактная точечная
Стыковое соединение стержней безэлектродным методом в больших объемах производится стационарным оборудованием для сварки арматуры. Это специальные стационарные автоматы, установленные в цехах. На строительных площадках подобного оборудования нет.
Ванна расплава на поверхности арматуры при сварке контактным методом образуется за счет преобразования электрической энергии в тепловую при возникновении дуги, она прошивает металл насквозь. Ток подводится в рабочую зону по неплавящимся электродам. Разогретую зону стыка плотно сжимают. Метод энергозатратный, но высокопроизводительный. По сути, стыковая автосварка – контактно-точечный способ с высокой плотностью точек контакта.
Ручное оборудование стационарного или переносного типа используют для соединений внахлест.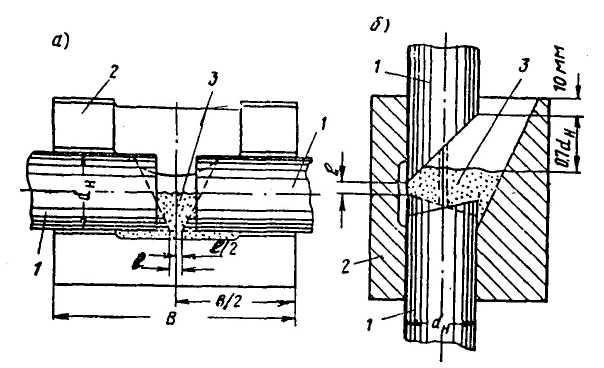 Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Площадь воздействия ограничена диаметром электродов. На строительной площадке контактно-точечная сварка не применяется из-за сложности транспортировки оборудования. При выполнении швов сварочными клещами качество шва ограничено силой давления на рычаги. На арматурные прутки марки АI оказывают давление от 30 до 50 МПа в зависимости от диаметра, на АII – от 60 до 80 МПа.
Контактная точечная сварка бывает двух типов:
- С непрерывным оплавлением стыка в течение 1–20 секунд в зависимости от диаметра прутка. Так варят холоднокатаные стержни типа АI из низкоуглеродистой стали.
- В прерывистом режиме. Прутки в зоне стыка предварительно прогревают. Метод применим для горячедеформированных прутков, при импульсной подаче тока в металле не возникает остаточных напряжений, отрицательно сказывающихся на качестве шва.
Какими электродами варить арматуру
При выборе электродов для сварки арматуры необходимо учитывать способ изготовления и толщину прутков. В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
В маркировке обязательно должен быть буквенный символ «С» – свариваемая, например, А500С, А400С. Числовой показатель указывает предел текучести.
- варить арматуру диаметром от 5 до 8 мм нужно электродами не толще 3 мм;
- арматура от 8 до 10 мм – электрод от 3 до 4 мм;
- арматура свыше 10 мм – электрод не менее 5 мм.
Электроды делят на 6 видов, при выборе следует смотреть маркировку:
- «У» предназначены для низкоуглеродистых и низколегированных сплавов;
- «Т» – для термостойких легированных;
- «Н» – наплавочные;
- «Э» – с повышенными требованиями пластичности, универсальные в применении.
Для А500С подходят электроды марок Э42А, Э46А, Э50А, Э55, Э60, в них стержни из сварочной проволоки Св-08или Св-08А, рутиловая обмазка с двуокисью титана, она выполняет роль защитного флюса. Рутиловые электроды ОЗС-12 обеспечивают хорошее качество стыкового соединения.
Для сварки арматуры А400С, применяемой для каркасов, рассчитанных на небольшую нагрузку, выбирают электроды МР (соответствуют по составу Э46), АНО, ими варят прутки внахлест, шов допускается делать по ржавчине. Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
Стыковые соединения ванным методом выполняют электродами с основным покрытием: УОНИ-13/45, ТМУ-21У, стержни соответствуют по химсоставу марке Э42.
При сварке арматурных стержней важно учитывать, что прочность стыковых швов выше, чем сварки внахлест. Для фундаментов, опорных конструкций предпочтительнее ванный метод. Для железобетонных изделий, дорожных покрытий прутки соединяют внахлест любым из методов.
источник
Технология сварки арматуры ванным способом
Все строительные процессы имеют государственные стандарты, которые определяют, как их надо проводить. В стандартах четко обозначено, какие материалы должны использоваться, какие технологии и последовательность проводимых операций. Сварка арматуры – не исключение.
Для данного строительного процесса был разработан ГОСТ под названием «Соединения сварные арматуры и закладных изделий железобетонных конструкций». Стандарт введен в исполнении 1.07.92 г. под номером 14098-91. В нем есть две таблицы, определяющие требования ванной сварки арматуры, тема которой лежит в статье.
- В таблице под номером «1» обозначены виды сварки арматуры: стыковое, крестообразное, тавровое и нахлесточное. В стыковую категорию входит сварка при помощи ванночки или по-другому: инверторная форма. То есть, таким способом можно варить арматурные стержни, установленные стык в стык.
- В таблице №30, которая называется «Термины и Пояснения», дано понятие арматурной сварки ванным способом. В таблице написано, что ванная сварка – это процесс, при котором расплавление стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла.
Обратите внимание на слово – в основном – которое говорит о том, что не только расплавленный металл расплавляет арматурные стержни. Поэтому разберемся в технологии сварки арматуры ванным способом досконально.
Требования к технологии соединения ванным методом
Начнем с того, что сварка арматуры ванным способом – процесс, в котором кроме электродов и сварочного аппарата используется специальное приспособление сечением U-образной формы, изготовленное из низколегированной стали методом штамповки.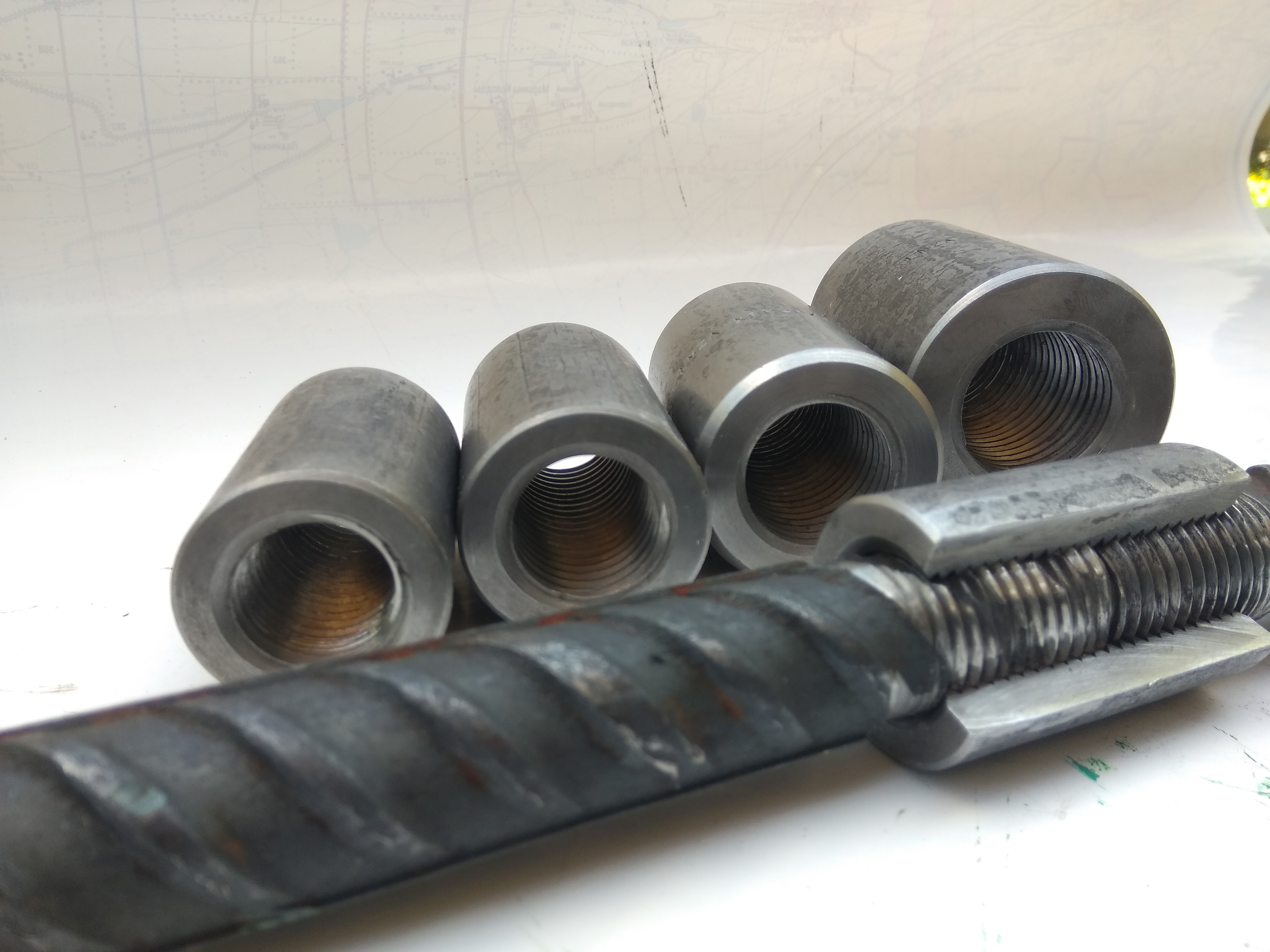 Это первое.
Это первое.
Второе – размеры ванночки определяются диаметрами стыкуемой арматуры. Единственная стандартная величина – толщина используемой для изготовления ванночки стали, равная 6-8 мм. Сразу оговоримся, что приспособление является одноразовым. При окончании сварки оно остается на месте проведения стыковки арматуры, как неотъемлемая часть соединения. Таким образом ванночка дополнительно усиливает стык.
Надо добавить, что кроме стальных инверторных форм при сварке двух арматурных прутьев используют медные или графитовые. Оба варианта являются многоразовыми, то есть после окончания работ ванночки снимаются, очищаются, их снова можно использовать на другом стыке. Это большой плюс, но есть у этих форм большой минус – высокая цена. Поэтому чаще всего строители используют стальные формы.
Третье требование – стыковка двух концов арматуры производится по одной оси с допуском в пределах половины диаметра прутьев. Зазор между торцами – не больше 1,5 диаметра арматуры. При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
При этом ванная сварка арматуры может быть использована и при горизонтально расположенном стыке, и при вертикально расположенном.
Внимание! В последнем случае к ванночке добавляется стальной ограничитель, который приваривается к форме снизу. Именно он не дает расплавленному металлу вытекать.
Четвертое – соединять таким методом можно прутки диаметром 20-100 мм, если применяется ручная сварка.
Пятое требование касается способов сварки. Здесь три позиции:
- ручная,
- автоматическая (используется специальное сварочное оборудование с автоматической подачей электрода и движением держателя электрода),
- полуавтоматическая (движение держателя ручное, подача электрода автоматическая).
Технология ванной сварки
Как и все процессы, технология ванной сварки делится на два этапа: подготовка и сама сварка.
Подготовительный процесс
- Очистка концов арматурных стержней металлической щеткой до блеска. Основная задача – удалить участки ржавчины, грязи, краски и прочих материалов, препятствующих получить высокое конечное качество. Размер очистки – 30 мм (минимум) на каждом конце.
- Приварить к нижним плоскостям стыкуемых стержней точечной приваркой инверторную форму. Она будет создавать емкость, в которой будет собираться расплавленная сталь.
 Размер очистки – 30 мм (минимум) на каждом конце.
Размер очистки – 30 мм (минимум) на каждом конце.Основной этап
Сразу надо оговориться, что основной металл, который будет заполнять собой ванночку – сталь арматуры. Поэтому электрод подводят к торцу одного из стержней и начинают его расплавлять, двигая расходником по всей площади торца: круговыми движениями или из стороны в сторону. Затем работа переходит на противоположный торец соединяемой арматуры. И так поочередно до полного заполнения ванночки расплавленным металлом.
Внимание! Все движения должны быть легкими, потому что расплавка производится при высоких токах. К примеру, если используются электроды диаметром 7-8 мм, то к ним подается ток силой 400-450 ампер.
Сварка арматуры продолжается до тех пор, пока расплавленная сталь не закроет собой соединяемые стержни. На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
На этом работа не заканчивается, надо правильно провести окончательные манипуляции, чтобы равномерно еще раз прогреть весь собранный в форме металл для равномерного его остывания. Просто электродом вращают между концами соединяемой арматуры, но не сильно. Теперь можно заканчивать процесс ванной сварки.
Даже самая небольшая по объему ванночка не заполниться металлом, если используется для расплавки один электрод. Как минимум, будет израсходовано 4-5 расходников. Поэтому сварщик, который выполняет данный вид сварки, должен обладать опытом и навыками, где основной – скорость замены электродов. На это выделяется не более 5 секунд. После этого временного периода сталь просто начнет застывать. И все проделанные манипуляции – ноль. Неравномерно остывающий металл – снижение качества соединения.
Сварка гребенкой и несколькими электродами
Этот способ называется многоэлектродной сваркой, где используется специальный держак, называемый гребенкой. В него вставляется сразу несколько электродов (3-5 шт. ). Принцип расплавления арматуры здесь точно такой же, как и в случае с одним расходником. Но есть и свои особенности.
- Зажигают дугу электродов не об арматуру, а об металлическую ванночку, чаще о ее днище. Просто об один торец одновременно сразу несколько электродов не разжечь.
- Для упрочнения стыка электроды периодически опускают в расплавленный металл, чтобы прогреть его.
- Можно зазор между прутками арматуры не оставлять, прижимая их плотно друг к другу.
- При вертикальном расположении арматуры не стоит сильно отклонять электроды от перпендикулярности к оси соединения.
Этот способ при соединения арматуры внутри бетонных конструкций используется редко. Он непростой, не все сварщики им владеют. Лучше для этого использовать разъемные формы из меди или графита, что увеличивает себестоимость процесса.
Режим сварки
Ванная технология соединения арматуры чаще всего используется для стыковки прутьев большого диаметра. Поэтому режим сваривания – один из важных критериев добиться высокого качества стыка. В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
В состав режима входят: диаметр электрода, сила тока, и все это зависит от диаметра свариваемых арматурных стержней. Зависимость здесь такая:
| Диаметр арматуры, мм | Диаметр электрода, мм | Сила тока, А |
| 20-25 | 5 | 230-260 |
| 36, 45 | 6 | 300-330 |
| 60 | 7 | 420 |
| 70 | 8 | 500 |
Так как сварка этого типа связана с использованием токов большой величины, то важная составляющая проводимого процесса – техника безопасности. Важно перед началом соединения арматуры с помощью ванной сварки удостовериться, что используемое оборудование, инструменты и приспособления находятся в технически исправном состоянии. Большое внимание надо уделить заземлению, спецодежде и сварочной маске. Обязательно места проведения сварки оборудуются первичными средствами пожаротушения.
Преимущества и недостатки ванной сварки арматуры
К преимуществам можно отнести:
- рациональный расход исходных материалов;
- высокое качество соединения;
- отточенная технология, которая позволяет добиться высокого качества;
- разнообразие инверторных форм, что позволяет сделать выбор точно под размеры арматуры.
Отрицательные стороны технологии:
- более требовательная подготовка, занимающая много времени, особенно это касается точного выставления концов двух соединяемых арматурных прутьев;
- большой расход стальных ванночек;
- высокая цена медных форм.
Итак, ванный способ соединения арматурных стержней, если его правильно проводить, это высокое качество конечного результата. Шов получается прочным и надежным. Место стыка гибким, как у сплошной арматуры, что позволяет выдерживать нагрузки на изгиб.
источник
Оборудование для сварки арматуры и сетки
Контактная и стыковая сварка арматуры самый распространенный способ сборки арматурной сетки и арматурных каркасов на предприятиях по производству железобетонных изделий (ЖБИ) и на домостроительных комбинатах (ДСК). Часто используется ручная дуговая сварка для сварки арматуры, но в последнее время данный способ успешно заменяется на сварку с использованием машин для контактной и стыковой сварки.
Контактная и стыковая сварка имеет ряд преимуществ:
Существует целый ряд документов регламентирующих производство изделий из арматуры с использованием контактной и стыковой сварки ГОСТ, ОСТ и т.д.
Контактная сварка арматуры применяется для крестообразного соединения и нахлесточного соединения. Для данных соединений используются подвесные клещи для сварки арматуры и стационарные машины производства фирмы TECNA (Италия). Оборудование фирмы TECNA известно на предприятиях, которые сваривают арматурные каркасы и арматурную сетку, и зарекомендовало себя как очень надежное, качественное оборудование.
Стыковая сварка арматуры соответственно применяется для сварки арматуры встык. Для такой сварки наша компания предлагает оборудование фирмы I.M.S. (Италия). I.M.S. Компания, которая производит широкую линейку качественного оборудования для контактной стыковой сварки. Машины оснащены надежными пневматическими зажимами и гидравлическими приводами. Машины рассчитаны для работы в производственных условиях с высокой загрузкой. Конструкция машин соответствует самым высоким требованиям по производительности и надежности. Оборудование широко используется на предприятиях строительной отрасли.
Машины оснащены надежными пневматическими зажимами и гидравлическими приводами. Машины рассчитаны для работы в производственных условиях с высокой загрузкой. Конструкция машин соответствует самым высоким требованиям по производительности и надежности. Оборудование широко используется на предприятиях строительной отрасли.
Для сварки сеток из арматуры наша компания предлагает многоточечные автоматические машины и линии для сварки арматурной сетки от фирмы I.M.S. Большой опыт компании заложен в проектирование и производство машин для сварки сеток. Высокие эксплуатационные свойства, производительность, качество, простота эксплуатации и удобство управления — одни из основных параметров машин и линий от фирмы IMS.
Сварка арматуры клещами
контактной сварки TECNA 3323
Сварка арматуры клещами
контактной сварки TECNA 3322
Рельефная сварка сетки на
стационарной машине 6102
— 100 кВА — 736 даН — 50 кА
Модульные машины 4040 для многоточечной сварки
источник
Контактная сварка арматуры
Точечный метод контактной сварки арматуры применяют при сборке каркасов для ЖБИ, изготовлении сеток из прутка.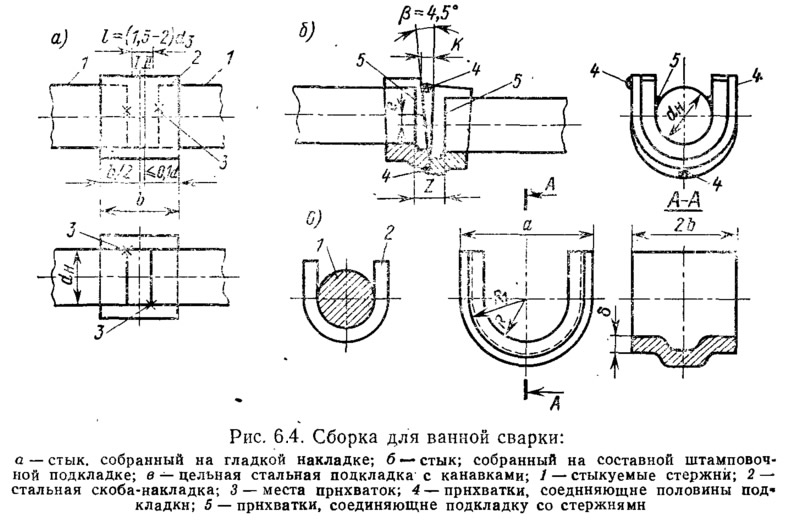 Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.
Технология основана на принципе преобразования кинетической энергии тока в тепловую, металл соединяют без применения присадок. Оборудование для контактно-точечной сварки делают самостоятельно на базе имеющихся сварочных аппаратов. Для производства армирующих сеток в промышленных масштабах используют автоматы. Режим рабочего тока выбирают под арматуру, учитывают вид сплава, толщину прутка.
Преимущества и недостатки метода
Как у любого другого способа горячего соединения металла, у контактно-точечного метода есть ряд преимуществ:
- высокая производительность, особенно при использовании автоматов;
- низкий выход брака, образуются качественные однородные соединения;
- шов получается прочный, выносит нагрузку на изгиб, кручение;
- не нужны расходные материалы для наплавки, диффузионный слой образуется при расплаве прутка;
- работы проводят в любом пространственном положении;
- оборудование бывает двух типов: стационарное и переносное;
- регулируя параметры рабочего тока, подбирают режим для любого вида прутков:
- не создаются остаточные напряжения в металле.

Наряду с достоинствами, у метода имеются недостатки:
- подготовительный этап занимает много времени – предъявляются особые требования к зоне контакта с электродами;
- необходимо прикладывать физические усилия;
- большой расход электроэнергии;
- нужен мощный источник тока;
- при работе ручным оборудованием задействованы обе руки, сила сжатия ограничена физическим возможностями сварщика.
Способы контактной сварки арматуры
Сначала несколько слов о сути сварочного процесса. Ток подается в рабочую зону по контактным неплавящимся электродам, пруток располагают между ними. Когда электрическая цепь замыкается, возникает электрическая дуга, она в считанные секунды нагревает металл. Зона воздействия ограничена площадью электродов.
Метод контактной сварки основан на высоком сопротивлении арматуры и принципе преобразования кинетической энергии электронов в тепловую. Контактные электроды делают из цветных металлов, имеющих низкое сопротивление, поэтому в процессе работы они не нагреваются. При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
При сжимании контактов диффузный слой уплотняется, для соединения толстой арматуры применяют специальные рычажные или пневмоприводы.
Варить прутки можно встык – торцы расправляются полностью, внахлест – с образованием нескольких контактных точек. Металлические стержни при монтаже железобетонных каркасов соединяют внахлест под прямым углом.
При контактной точечной сварке арматуры металл проваривают:
- с образованием монолитного узла, сплав разогревают до состояния расплава;
- с образованием контактной зоны, металл нагревают до температуры пластичности.
Скорость подачи тока при необходимости ограничивают, соединять стержни допустимо:
- Непрерывным оплавлением, этот способ актуален для арматур из сталей категории А1, прутков, получаемых методом холодной деформации без последующей закалки. Ток подается непрерывно, дуга пронизывает металл в постоянном режиме.
- Прерывистым оплавлением, способ удобен при сварке закаленных горячедеформированных стержней из сплавов категорий А2–А4. Дуга пронзает металл в импульсном режиме.
 Дуга пронзает металл в импульсном режиме.
Дуга пронзает металл в импульсном режиме.Сварочные аппараты обычно поддерживают оба режима прогрева.
Применяемое оборудование
Переносные сварочные аппараты делают на основе имеющегося сварочного аппарата большой мощности. В качестве вторичной обмотки используют витки медного кабеля. Контакты сжимаются рычажным устройством по типу клещей. Выносные рычаги для сварки арматуры удлиняют, чтобы увеличить давление на рабочую зону.
Клещи для сварки бывают двух видов:
- стационарные, когда один из рычагов плотно закрепляют на горизонтальной платформе или рабочем столе;
- подвесные, когда рычаг крепится вертикально;
- переносные, оба рычага свободны, подвижность оборудования ограничивается длиной провода.
Модульные машины или станки устроены сложнее, предусмотрен охлаждающий контур, автоматическая подача прутка, есть дополнительные функции, возможна установка сразу нескольких электродов.
Режимы точечной сварки арматуры
Выделяют два основных режима: жесткий и мягкий. О каждом стоит сказать подробнее.
- Точечная сварка на мягком режиме обеспечивает медленный прогрев контактной зоны. Максимальная плотность тока не превышает 100 А/мм2, скорость тока поддерживается в пределах от 1,5 до 3 секунд в зависимости от диаметра стержня. При мягком режиме используют оборудование большой мощности, электрическая сеть при работе «проседает» меньше. Снижен риск возникновения остаточных напряжений. При нагреве не изменяются свойства стали – не возникает эффекта закалки. Метод применяется для холоднотянутых арматурных стержней.
- Жесткий режим предусматривает работу на плотном токе, от 120 до 300 А на единицу площади. Скорость воздействия, соответственно, ниже, чем при мягком режиме: от 0,1 до 1,5 секунд. При таком методе возникает эффект закалки, поэтому на жестком режиме варят только горячекатанные прутки, которые прогревались в процессе изготовления.

Технология сварки
- Подготовительный этап. Перед контактной сваркой арматуры важно правильно подготовить прутки. Места контактов зачищают до металлического блеска, затем обезжиривают. От качества подготовки поверхности зависит прочность шва. На поверхности не должно быть следов краски, масла, ржавчины. Даже после обработки металла резаком требуется зачистка металлической щеткой.
- Выбор режима работы. В зависимости от марки арматуры настраивают рабочие параметры тока, чтобы не допустить дефектов сваривания. Определяют временные интервалы воздействия, силу зажима арматуры. При работе с прутками тоньше 5 мм важно не пережать зону контакта.
- Процесс сварки. Уложенную встык арматуру помещают между электродными контактами. Сжимают в зоне будущего шва, только потом включают питание. В процессе нагрева электроды продолжают сжимать, чтобы обеспечить взаимодиффузию.
- После окончания работ проводят контроль качества соединения. Если есть необходимость, арматуру проваривают еще раз с другими параметрами тока.

При работе важно соблюдать технику безопасности, щиток надевать не нужно, но защитные очки нужны обязательно. Оборудование заземляют, руки изолируют рукавицами. Проверяют прочность крепления стационарных установок. Перед работой проверяют качество изоляции кабеля. При нагревании выделяются вредные компоненты, необходимо предусмотреть вентиляцию.
Контактно-точечный метод сварки арматуры – самый экономичный и простой. Не требует расходных материалов. Зона контакта создается за счет внутреннего разогрева металла электрической дугой. Скорость проведения работ – высокая, но плотность соединения органичена силой сдавливания электродов.
источник
Плюсы соединения арматуры, точечной сваркой
Одно из направлений точечной сварки, изготовление конструкций из арматуры
Необходимо отметить, что контактная точечная сварка применяется в целях сваривания арматуры. Применение именно данного вида сварки позволяет максимально автоматизировать и механизировать весь процесс изготовления арматуры, а также добиться снижения трудоемкости работ. Однако это далеко не единственная область применения точечной сварки. Так, широко используется данная разновидность и в некоторых иных промышленных целях, например, нередко прибегают к контактной точечной сварке для аккумуляторов. Применение контактной точечной сварки возможно и в домашних условиях для ремонта бытовой техники, выполнения работ с кабелем и др.
Применение именно данного вида сварки позволяет максимально автоматизировать и механизировать весь процесс изготовления арматуры, а также добиться снижения трудоемкости работ. Однако это далеко не единственная область применения точечной сварки. Так, широко используется данная разновидность и в некоторых иных промышленных целях, например, нередко прибегают к контактной точечной сварке для аккумуляторов. Применение контактной точечной сварки возможно и в домашних условиях для ремонта бытовой техники, выполнения работ с кабелем и др.
Аппарат точечной сварки: описание
Аппараты, применяемые при контактной точечной сварке, различны, разнообразна и их схема. К примеру, при относительно небольших объемах работ широко используются машины одно- и двухэлектродные. При необходимости сварки тяжелой арматуры, а также в целях приварки отдельных стержней применяют иные аппараты: подвесные контактные машины со сварочными клещами.
Все выпускаемые машины имеют либо односторонний подвод тока, либо двусторонний. Во втором случае ток подводится к нижнему и верхнему стержням.
Во втором случае ток подводится к нижнему и верхнему стержням.
Когда же подвод тока односторонний, то осуществляется это от вторичного витка трансформатора (снизу). Аппараты с односторонним подводом характеризуются меньшей длиной протекания, что оказывает существенное воздействие на сопротивление (в сторону его снижения). В результате наблюдается повышение производительности за счет появления возможности одновременной сварки нескольких пересечений.
Все сварочные аппараты для одно- и многоточечной контактной сварки разделяются на стационарные и подвесные. При этом подвесные еще бывают со встроенным трансформатором либо выносным.
Относительно невысокой производительностью и малым вылетом хобота электродержателя характеризуются одноточечные стационарные аппараты, оснащенные гидравлическим приводом, и некоторые подвесные, имеющие пневмопривод (типа МТП-75 и МТПП-75 соответственно). Подобные аппараты применяются в целях выполнения работ небольшого объема.
Одноточечные подвесные машины, имеющие номинальную мощность до 75 кВт, позволяют осуществлять соединение арматуры, где меньший стержень будет иметь минимальный диаметр до 16 мм. Аналогичные стационарные аппараты позволяют сваривать стержни с диаметром до 22 мм.
При необходимости сварки арматуры большего диаметра применяются иные аппараты, обладающие значительно большей мощностью. Также прибегают к многоточечной контактной сварке.
Какова схема сварочного аппарата?
Для начала ознакомимся с одноточечной стационарной машиной. Итак, такая установка состоит из следующих элементов:
- Корпус;
- Пневмопривод;
- Система подвода тока;
- Система охлаждения.
Схема предполагает, что корпус вмещает в себя трансформатор, контактор, переключатель ступеней и панель зажимов.
Сжатый воздух в пневмоцилиндре обеспечивает вертикальное перемещение верхнего электрода, а также сжатие свариваемых стержней. Охлаждение производится при помощи воды.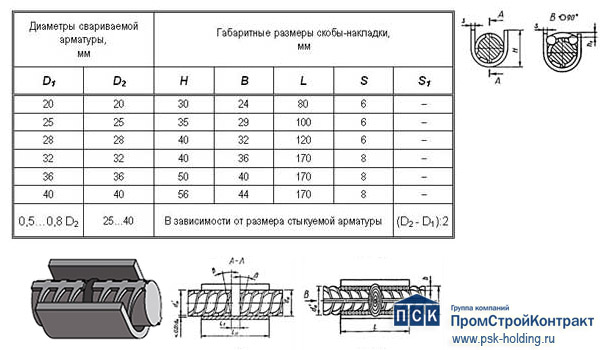
Разумеется, схема иных аппаратов выглядит несколько иначе. Необходимо также отметить, что допустима и самостоятельная сборка и установка аппарата для контактной точечной сварки арматуры. Различных вариантов довольно много, но, как правило, в основе лежит определенная схема контактной точечной сварки, требующая минимально возможного количества деталей. Впрочем, любая подобная схема позволит собрать относительно маломощный аппарат для сварки арматуры.
Технология сварки
Поскольку точечная сварка арматуры представляет собой разновидность контактной сварки, то в основу процесса положен небезызвестный закон Джоуля-Ленца, в соответствии с которым происходит тепловое воздействие электрического тока, а также принцип усилия сжатия свариваемых деталей.
Практически ювелирная работа, медными электродами
Более подробно технология выглядит так. В ходе одно- либо многоточечной контактной сварки арматуры ток от одного электрода проходит к другому непосредственно через металл. К слову, сами электроды, применяемые при контактной точечной сварке, производятся из сплавов, обладающих высокой электропроводностью. Это позволяет обеспечить в связи «электрод-деталь» наименьшее сопротивление. В результате в связи «деталь-деталь» — наибольшее нагревание, поскольку там как раз и оказывается максимальное сопротивление.
К слову, сами электроды, применяемые при контактной точечной сварке, производятся из сплавов, обладающих высокой электропроводностью. Это позволяет обеспечить в связи «электрод-деталь» наименьшее сопротивление. В результате в связи «деталь-деталь» — наибольшее нагревание, поскольку там как раз и оказывается максимальное сопротивление.
Точечная сварка арматуры
Она осуществляется в одном из двух режимов: мягком и жестком. Первая технология отличается тем, что:
- Времени для сварки требуется больше;
- Заготовки нагреваются плавно;
- Плотность тока непосредственно на рабочей поверхности электрода не превышает, как правило, 100 А/мм 2 ;
- Сам ток протекает за 0,5-3 с.
Плюсами, которыми характеризуется эта технология, являются:
- Меньшее количество потребляемой мощности;
- Меньшие сетевые нагрузки;
- Необходимость в аппаратах меньшей мощности и, соответственно, меньшей стоимости;
- Наконец, необходимо отметить и такое преимущество, как уменьшение закалки сварочной зоны.

Второй режим – жесткий – характеризуется иными особенностями:
- Продолжительность сварки здесь меньше;
- Показатели силы тока выше, они достигают 120-300 А/мм 2 ;
- Ток при жестком режиме протекает за 0,1-1,5 с.
Основным преимуществом, которым обладает подобная технология сварки арматуры, является общее уменьшение времени, затрачиваемого на соединение, и значительное повышение производительности.
Впрочем, отмечаются и некоторые недостатки, в частности: повышенная мощность, которая потребляется при работе, серьезные сетевые нагрузки.
Необходимые меры безопасности
При осуществлении контактной точечной сварки арматуры необходимо тщательное соблюдение всех мер предосторожности. Приведем основные из предпринимаемых мер.
Итак, прежде всего, важно добиться того, чтобы нагрузка по фазам распределялась равномерно.
Очень важно, чтобы сварочная установка была прочно закреплена, если речь идет о тех случаях, когда аппараты размещаются на столе либо на подставке. При установке на пол обычно крепление не требуется.
При установке на пол обычно крепление не требуется.
Еще одной немаловажной мерой является заземление корпуса аппарата. Заземлить нужно в любом случае, независимо от того, как именно устанавливается аппарат для точечной сварки арматуры.
Наряду с заземлением следует оснащать сварочные аппараты щитами, предназначенными для защиты от брызг расплавленного металла. Для этого же применяются и очки с простыми стеклами, которые надевает лицо, осуществляющее соединение арматуры.
В массовом производстве, очень щепетильно относятся к мерам безопастности
Должное внимание следует уделять состоянию всех проводов, не допуская их пережатий и появления каких-либо потертостей.
Наконец, важно правильно оборудовать и само рабочее место. Это предполагает не только наличие защитных элементов, но и снабжение рабочего места отсасывающей вентиляцией.
Необходимо отметить, что меры предосторожности, которым нужно следовать при осуществлении контактной точечной сварки арматуры, можно назвать общими для всех видов сварочных работ.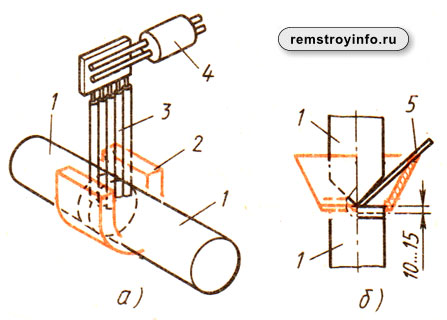 Однако это нисколько не умаляет значения подобных мер, поскольку безопасность – одна из неотъемлемых составляющих.
Однако это нисколько не умаляет значения подобных мер, поскольку безопасность – одна из неотъемлемых составляющих.
источник
Головна — Електроннi засоби навчання
Компанія СМІТ є провідним розробником електронних засобів навчання, підтримуючи зв’язок, як з українськими, так і з європейськими споживачами та інвесторами. Ми пропонуємо послуги з розробки рішень для освіти та створення навчального контенту.З 2003 року Компанія СМІТ — визнаний лідер на ринку педагогічних програмних засобів (ППЗ), або електронних підручників, — майбутнього навчальної літератури. Ними із задоволенням користуються школярі та учні професійно-технічних навчальних закладів, яких приваблюють використані при створенні найсучасніші мультимедійні технології: велика кількість анімацій, відеосюжети, звуковий супровід, інтерактивність. Учителям і викладачам подобається зручний інтерфейс, ретельно продумана до дрібниць система оцінювання та контролю знань. Ведеться робота над серією ППЗ для вищої школи.
Підтримується постійний зв’язок з користувачами, які придбали педагогічні програмні засоби, випущені Компанією СМІТ. Надається консультативна та практична допомога в інсталяції й роботі із ППЗ, повний супровід, а також інформаційна підтримка — регулярні повідомлення про новинки та оновлені версії продуктів, презентаціях і інших заходах, які проводяться Компанією.
З метою знайомства із продукцією та популяризації педагогічних програмних засобів Компанія СМІТ регулярно проводить семінари, у тому числі навчальні, на які запрошуються викладачі шкіл, профтехучилищ, учні, студенти.
Продукція Компанії — як друковані видання, так і ППЗ — багатьма вузами використовується як призовий фонд при проведенні студентських олімпіад і є гідною нагородою переможцям.
Всі розробки ТОВ Компанія СМІТ пройшли комісію науково-методичної ради Міністерства освіти та науки України й одержали гриф МОНУ. Також ТОВ «Компанія СМІТ» має сертифікат на систему керування якістю (ISO9001-2001).
Ми гарантуємо Вам захист авторських прав!
Компанія СМІТ має представництво у Львові: www.ukrprog.com — інтернет-магазин, www.ukrprog.com.ua — україномовне програмне забезпечення, аудіокниги, книги, відео, музика поштою.
Ванная сварка — Сварка металлов
Ванная сварка
Категория:
Сварка металлов
Ванная сварка
Ванная сварка является основным видом монтажной сварки стержней арматуры при монтаже сборных железобетонных конструкций. В отличие от дуговой сварки, в процессе которой свариваемые кромки деталей расплавляются прямым действием сварочной дуги, ванная сварка представляет собой процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет Тейла ванны жидкого металла. Ванна жидкого металла в стыке удерживается в специальной съемной инвентарной форме или на остающейся стальной подкладке (скобе).
В сравнении с дуговой сваркой протяженными и многослойными швами ванная сварка имеет существенные преимущества: значительно меньший расход металла на стык, электродов, электроэнергии; снижается трудоемкость и себестоимость монтажной сварки арматуры.
При ванной сварке по мере увеличения объема жидкого металла Нижние слои ванны постепенно затвердевают, а верхние (на глубину до 15 мм) в течение всего процесса должны оставаться в жидком состоянии. Это условие является очень важным для процесса ручной ванной сварки. Поэтому смену электрода, если она оказалась неизбежной при незаконченном стыке, рекомендуется производить очень быстро,- ни в коем случае не допуская кристаллизации (затвердевания) верхнего слоя ванны. Электроды для ванной сварки необходимо готовить заранее и держать на рабочем месте сварщика. Если случайно будет допущена полная кристаллизация ванны жидкого металла в незаконченном стыке и после этого стык будет все-таки закончен, то возникает большая вероятность образования внутренней раковины и шлаковых включений.
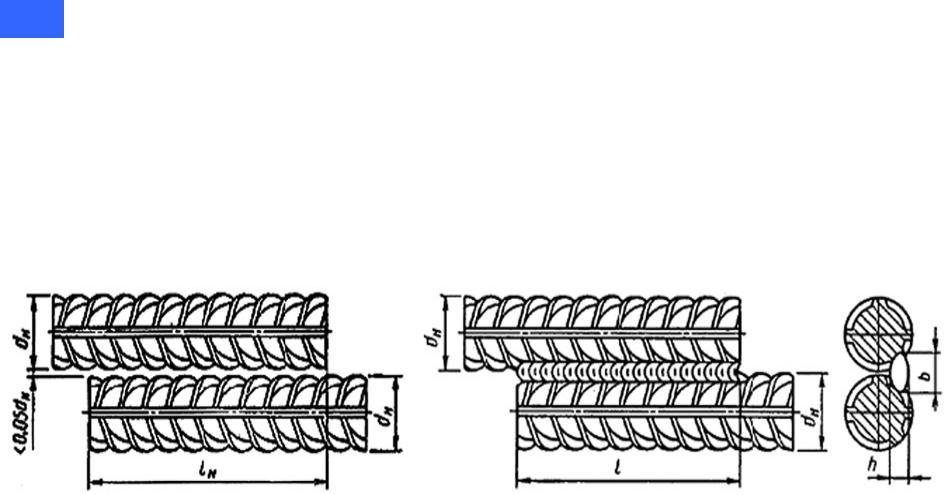
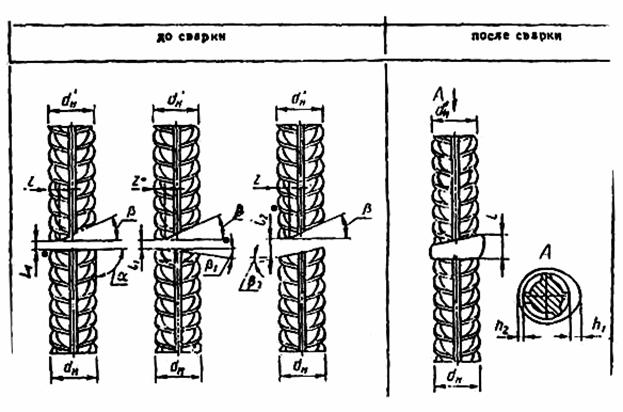
Для ванной сварки применяют электроды типов Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85 с основным покрытием. Примеры марок таких электродов: УОНИИ-13/45, УОНИИ-13/55, УОНИИ-13/55У, УОНИИ-13/55К, УОНИИ-13/65, УОНИИ-13/85У, ДСК-50, ОЗС-2, AHG-7. Диаметр электродов — максимально возможный (5, 6, 8 мм), величина сварочного тока — повышенная в сравнении со сваркой металлоконструкций. Для ванной сварки не требуется разделки концов горизонтальных стержней. Зазор между стержнями, в зависимости от диаметра, устанавливают в пределах 10—25 мм. При соединении вертикальных стержней конец верхнего стержня скашивают под углом 40—5С°, оставляя притупление не более 0,15 d (d — диаметр стержня).
Диаметр электродов — максимально возможный (5, 6, 8 мм), величина сварочного тока — повышенная в сравнении со сваркой металлоконструкций. Для ванной сварки не требуется разделки концов горизонтальных стержней. Зазор между стержнями, в зависимости от диаметра, устанавливают в пределах 10—25 мм. При соединении вертикальных стержней конец верхнего стержня скашивают под углом 40—5С°, оставляя притупление не более 0,15 d (d — диаметр стержня).
Различают следующие разновидности ручной ванной сварки: ванная сварка в инвентарных формах, ванная сварка на остающихся стальных подкладках (скобах), ванно-шовная сварка со стальными накладками.
Инвентарная форма — специальное приспособление многоразового использования, обеспечивающее формирование расплавленного металла и допускающее легкое удаление после сварки. Инвентарные формы многоразового использования изготовляют из меди и графита. Лучшие эксплуатационные показатели имеют медные формы, у графитовых срок службы меньше. Могут применяться керамические инвентарные формы одноразового использования. Выполняются инвентарные формы разъемными, на стыках стержней крепятся при помощи хомутов или струбцин.
Выполняются инвентарные формы разъемными, на стыках стержней крепятся при помощи хомутов или струбцин.
Вайная сварка в инвентарных формах применяется для соединения стержней диаметром 20—80 мм. Для соединения горизонтальных стержней применяют одноэлектродную и многоэлектродную (гребенкой электродов) сварку.
При одноэлектродной сварке стержней диаметром до 60 мм сварочной дугой сначала проплавляется нижняя часть какого-либо стержня. После образования небольшого объема жидкого металла дне) формы электрод перемещается на нижнюю часть торца другого стержня, который проплавляется. Затем электроду сообщаются колебательные движения вдоль и поперек стыка.
Рис. 1. Конструктивные схемы инвентарных форм:
а — для горизонтального стыка; б — для вертикального стыка
При таких движениях в стыке создается большой объем жидкого металла, чем достигается равномерное расплавление торцов обоих стержней. Сварка заканчивается в момент, когда жидкий шлак в отверстии инвентарной формы начинает выливаться наружу.
При многоэлектродной сварке гребенку электродов заранее приготовляют из соответствующих (тип, марка, диаметр) электродов, предварительно прихватывая их сваркой к вспомогательной пластине, устанавливаемой затем в электродержатель. Гребенку электродов опускают в зазор между стержнями и возбуждают дугу. При плавлении электродов образуется большой объем жидкого металла, который заполняет зазор между стержнями. После заполнения стыка электроды периодически погружают в расплавленный металл, прерывая дугу, формируя таким образом поверхность шва с. усилением.
Для соединения вертикальных стержней применяют чаще одно-электродную сварку, возбуждая дугу на торце нижнего стержня.
Ванная сварка на остающихся стальных подкладках (скобах) применяется при затруднениях с обеспечением съемными инвентарными формами или в случае нецелесообразности их использования. Такой способ сварки применяется для соединения горизонтальных стержней диаметром 20—32 мм. Ширина подкладки примерно равна 1,5 d (где d — диаметр стержня), но не менее 30 мм, изготовляется она из стали толщиной 5; 6 мм. Величина зазора между стержнями примерно равна 1,5 — 2d3 (d3—диаметр электрода), но не более 20 мм.
Величина зазора между стержнями примерно равна 1,5 — 2d3 (d3—диаметр электрода), но не более 20 мм.
Перед сваркой стыка подкладка прихватывается к обоим , стержням в четырех точках. Сварка чаще выполняется одним электродом диаметром 5, 6 мм. Техника сварки аналогична одноэлектрод-ной ванной сварке в инвентарных формах.
Ванно-шовная сварка со стальной накладкой применяется в тех же случаях, что и сварка на остающихся стальных подкладках. Таким способом сварки соединяют стержни диаметром 36— 80’ мм.
При ванно-шовной сварке накладка отличается от подкладки большими размерами: ее ширина составляет b — 2d (d — диаметр стержня), толщина — 6—15 мм. Диаметр применяемых электродов — 5, 6, 8 мм. Зазор между стержнями допускается до 30 мм.
Основной стык выполняется ванной сваркой одним электродом или гребенкой электродов. Накладка (скоба) дополнительно приваривается к стержням фланговыми протяженными швами и воспринимает на себя часть эксплуатационных усилий, действующих на сварное соединение.
Реклама:
Читать далее:
Сварка при отрицательных температурах
Статьи по теме:
Разъяснение 20 типов сантехнической арматуры (с фотографиями)
Для среднего домовладельца может быть непросто узнать, какая сантехника и куда идет. Есть много разных типов, размеров и материалов, которые следует учитывать. Какие из них вам нужны, зависит от работы.
Если вам нужны дополнительные рекомендации, вы попали в нужное место. Мы познакомим вас с 20 наиболее распространенными типами сантехнической арматуры.
Различная сантехническая арматура
1. Адаптер
У адаптера есть охватываемый и охватывающий концы, при этом охватываемая часть имеет резьбу снаружи, а охватывающая — внутри.
Они используются для соединения труб разного диаметра или даже для превращения охватываемой трубы в охватывающую и наоборот.
Существует три типа переходников: «папа», «мама» и с прямой резьбой. Если на одном из концов переходника нет резьбы, его нужно приварить или припаять к трубе.
Если на одном из концов переходника нет резьбы, его нужно приварить или припаять к трубе.
Адаптеры незаменимы при удлинении или окончании участков трубопровода. Герметичные переходники могут выдерживать высокое давление, обычно используемое в газовых и водопроводных трубах. Они также обеспечивают плавный переход от трубопроводов к трубным системам.
Вы можете найти адаптеры из различных материалов, в том числе:
- Сталь.
- Алюминий.
- Резина.
- Латунь.
- Медь.
- Чугун.
- Полимеры.
2. Ниппель
Ниппель для труб — один из самых популярных видов фитингов; это тоже очень важно. Он соединяет трубы с такими приборами, как водонагреватели, и соединяет два прямых участка труб.
Ниппельный фитинг имеет два наружных конца и может быть из различных материалов и отделок, например:
- Латунь.
- Алюминий.
- Медь.
- ПВХ.
- Углеродистая сталь.
- Нержавеющая сталь.

Существует пять типов трубных ниппелей, в том числе:
- Приварной ниппель: Используется для соединения трубных обжимных фитингов. Они прочные и могут использоваться при резких скачках давления, вибрации и изменениях.
- Шестигранный ниппель: Имеет два конца с резьбой и шестигранный центр. Доступен в различных материалах, разной длине и резьбе.
- Обжимной ниппель: Используется для подачи жидкости через трубу одного размера в другой.
- Цилиндрический ниппель: Короткий трубчатый ниппель с наружной конической резьбой на каждом конце, без резьбы между ними.
- Закрытый ниппель: Резьбовое соединение на обоих концах. Также называется «бегущий сосок».
Перед покупкой трубного ниппеля важно рассмотреть материал, толщину и диаметр, чтобы убедиться, что вы получите правильный фитинг.
3.
 Union
UnionСоединительные фитинги состоят из трех частей: гайки, охватывающего конца и охватываемого конца. Они предназначены для соединения двух труб с возможностью их отсоединения без повреждения или деформации труб. Их удобно использовать при техническом обслуживании или в случае плановой замены в будущем.
Трубные соединения доступны из широкого ряда прочных материалов, таких как:
- Чугун.
- Никель.
- Латунь.
- Бронза.
- Пластик.
- Резина.
Одно из многих преимуществ переходных фитингов — их простота установки.
Они используются в различных промышленных и муниципальных приложениях, таких как технологические трубопроводы и системы сточных вод. При покупке переходного фитинга подумайте, какой тип и размер вам нужен.
4. Барб
Фитинги с зазубринами обычно имеют охватываемый на одном конце и конический и ребристый конус на другом.Они предназначены для захвата трубки изнутри и герметизации соединения.
Когда зазубренный фитинг вставлен, шланг или трубка сначала расширяются, а затем расслабляются. Когда трубка или шланг расслабляются и возвращаются к своему первоначальному размеру, соединение закрывается, и его становится трудно разъединить. Фитинги с зазубринами обычно используются в системах регулирования подачи газа, воздуха и жидкости при низком давлении.
Для подключения воды используются пластиковые зазубрины для холодной воды. Латунные зазубрины используются для переноса горячей воды.Перед покупкой зубчатого фитинга примите во внимание следующее:
- Совместимость материалов.
- Одиночный или многоствольный.
- Жесткость трубки или шланга.
- Внутренний диаметр шланга или трубки.
5. Муфта
Муфты очень похожи на штуцеры. Однако их нельзя отсоединить, не повредив трубы.
Муфты можно использовать для соединения двух труб одинакового размера и диаметра. Они также обычно используются для изменения размеров труб; раструбный редуктор — это обычная муфта, используемая для этого, поскольку она соединяет большую трубу с меньшей.
Вы найдете муфты с внутренней резьбой или без резьбы. Муфты без резьбы используются либо для пайки меди, либо для сварки пластмасс растворителем.
Есть два других основных типа муфт:
- Компрессия: Соединяется между двумя трубами с помощью прокладок или резиновых уплотнений на обоих концах. Уплотнения предотвращают протекание.
- Накладка: Обычно используется для ремонта поврежденной трубы определенной длины.
Соединительные фитинги доступны в различных материалах; в их число входят:
- АБС.
- Хромированная латунь.
- Латунь.
- ХПВХ (хлорированный поливинилхлорид).
- ПВХ.
- Нержавеющая сталь.
6. Крест
Как следует из названия, крестовины представляют собой четырехходовые фитинги, комбинацию двух тройников (см. Ниже). Они состоят из одного входа и трех выходов и часто имеют раструб, приваренный растворителем, или концы с внутренней резьбой.
Крестовины не так популярны, как тройники. Причина в том, что они могут нагружать трубы при изменении температуры из-за четырех открытых путей.
Крестовиныв основном используются в сантехнике, где тепловое расширение не является проблемой, например, в системах пожаротушения.
Эти типы фитингов доступны в следующих материалах:
- Латунь.
- Сталь.
- Нержавеющая сталь.
- Податливый.
- ПВХ.
7. Тройники
Тройники тройники. Они похожи на муфту с выходом посередине. Это короткие трубы с 90-градусным «ответвлением» в центре.
Существует два основных типа тройников:
- Тройник прямой: Используется в установках, где участок трубы такого же размера, как и тройник.
- Переходной тройник: Используется, когда тройник меньше, чем напорная труба.
Тройники доступны в различных материалах:
- АБС.
- Хромированная латунь.
- Латунь.
- Медь.
- ХПВХ.
- ПВХ.
- Нержавеющая сталь.

8. Тройник-седло
Футболки Saddle очень похожи на настоящее седло. Они доступны только из ПВХ и используются для добавления тройника к существующей трубе без необходимости резки или повторной пайки.
Чаще всего используются в оросительных системах, когда вам нужно добавить новую дождевальную линию. Седловые тройники «защелкиваются» на трубу с помощью клея. Как только клей осядет, просверливается новое отверстие.
9. Wyes
Wyes похож на букву «Y.«Они обычно используются в дренажной арматуре и имеют ответвление под 45 градусов.
Наклон ответвления разработан для уменьшения турбулентности и трения. Они соединяют вертикальные водосточные трубы с горизонтальными.
Фитинги типа «тройник» доступны в:
10. Фланцы
Фланец — это круглый фитинг, используемый для соединения труб. Трубы нарезаются резьбой или привариваются к середине фланца, а затем герметизируются. Отверстия снаружи используются для болтов.
Фланцыв основном используются в промышленности из-за их способности выдерживать высокое давление. Вы также можете найти фланцы в бытовых насосных системах.
В домашних условиях фланцы из ПВХ используются при креплении унитазов к полу. Их также называют «закрытыми» фланцами.
Предлагаются в нескольких материалах:
- Медь.
- Податливый.
- ПВХ.
- Латунь.
11. Колено
Угловые фитинги изогнуты и используются в основном для изменения направления потока.В основном они производятся под углом 45 и 90 градусов и могут иметь пропитку или резьбу.
Концы углового фитинга могут быть выполнены под сварку встык, нарезание резьбы или втулку. Редукционный локоть — это когда два конца различаются по размеру.
Редукционный локоть — это когда два конца различаются по размеру.
Отводы изготавливаются из следующих материалов:
- Латунь.
- Хромированная латунь.
- ХПВХ.
- Медь.
- АБС.
- ПВХ.
- Нержавеющая сталь.
12. Колпачки
Колпачки используются для закрытия конца открытой трубы и герметичны для жидкости и газа.Заглушку можно прикрепить к концу трубы с помощью внутренней резьбы (внутренняя) или муфты, приваренной растворителем.
Внешняя сторона колпачка может быть квадратной, круглой, прямоугольной, двутавровой или U-образной; у некоторых даже будет рукоять.
Заглушки доступны из различных материалов:
- АБС.
- Медь.
- ХПВХ.
- Латунь.
- Хромированная латунь.
- ПВХ.
- Податливый.
- Нержавеющая сталь.
13. Заглушки
Заглушки используются аналогично заглушкам, но вместо того, чтобы устанавливаться на трубу, они устанавливаются внутри. Обычно они имеют резьбу, чтобы можно было снять заглушку для будущего использования трубы.
Обычно они имеют резьбу, чтобы можно было снять заглушку для будущего использования трубы.
Они предлагаются во многих из тех же материалов, что и крышки:
- АБС.
- Медь.
- Латунь.
- Нержавеющая сталь.
14. Втулки
Втулки похожи на винтики. В основном они используются для соединения труб разного диаметра, превращая большой фитинг в маленькую трубу. Они могут иметь внутреннюю и внешнюю резьбу; Тем не менее, это не всегда так.
Втулочные фитинги меньше, чем штуцеры и муфты, и поэтому часто используются в одних и тех же ситуациях.
Этот тип фитинга имеется в наличии:
- Латунь.
- Хромированная латунь.
- ХПВХ.
- Медь.
- АБС.
- ПВХ.
- Податливый.
15. Механическая втулка
Механическая муфта соединяет две трубы с помощью винта или другого приспособления и проста в установке.
Втулка обычно изготавливается из резины и вставляется в зажим из нержавеющей стали. Хомут сжимает резину, что создает плотное уплотнение.
Хомут сжимает резину, что создает плотное уплотнение.
Этот тип фитинга немного гибок и может использоваться при перекосах в сложных местах.
16. Клапан
Клапан используется для регулирования или остановки потока газа или жидкости. Клапаны обычно классифицируются по применению, например:
- Изоляция: Используется для временного отключения части системы трубопроводов. Обычно оставляют полностью открытым или закрытым и могут оставаться на месте годами до замены.
- Дросселирование: Используется для регулирования давления жидкости. Разработан, чтобы противостоять износу и нагрузкам; однако со временем они могут сойти. Обычно устанавливаются вместе с запорным клапаном в случае неисправности.
- Обратный клапан: Также называемые обратными клапанами, они позволяют свободный поток жидкости в одном направлении, но предотвращают обратный поток. Часто используется в канализационных и дренажных системах.

Клапаны в основном изготавливаются из таких металлов, как:
- Бронза.
- Чугун.
- Стальное литье.
- Нержавеющая сталь.
- Углеродистая сталь используется для высокого давления или высоких температур.
17. Редуктор
Редуктор предназначен для уменьшения расхода. Поставляется двух типов:
- Концентрический переходник: По внешнему виду похож на конус. Предназначен для соединения двух участков трубы на одной оси. Обычно используется при изменении диаметра трубы.
- Эксцентриковый переходник: Используется в системах трубопроводов, в которых труба на входе больше, чем труба на выходе.
Редукторы доступны из различных материалов, таких как:
- Сталь углеродистая.
- Сплав.
- Нержавеющая сталь.
18. Чистка
Фитинг для промывки включает съемные части, которые обеспечивают доступ к канализации без необходимости снимать сантехнические приспособления. Очистка позволит шнеку (типу сверла) войти и очистить забитый слив.
Очистка позволит шнеку (типу сверла) войти и очистить забитый слив.
Его важные очистители размещаются в доступных местах, поскольку шнек — не самый длинный инструмент.В более крупных сантехнических системах предусмотрено несколько чисток, которые будут проводиться через равные промежутки времени.
Очистители в основном выполняются из ПВХ.
19. Тройник комбинированный
Тройники комбинированные имеют постепенно изгибающуюся центральную ветвь. Они используются в канализации, чтобы обеспечить плавный, слегка изогнутый путь, чтобы уменьшить вероятность засорения. Изгиб также облегчает водопроводчику проталкивание инструмента в виде змеи.
Эти фитинги доступны из ПВХ.
20. Тройник дивертора
Этот тип тройника в основном используется в системах водяного отопления под давлением.Он отводит часть потока из первичной линии в боковую ветвь, соединенную с теплообменником.
Он спроектирован так, чтобы обеспечить постоянный поток через основную линию, даже если ответвление отключено.
Установка тройника переключателя может быть сложной задачей. На нем имеется направленная маркировка, которой необходимо следовать. Если он установлен в обратном порядке, он не будет работать должным образом.
Тройники с отводом доступны из материалов, аналогичных обычным тройникам:
- Нержавеющая сталь.
- АБС.
- Латунь.
- Хромированная латунь.
- Медь.
- ПВХ.
Часто задаваемые вопросы о типах сантехнической арматуры
Где купить сантехнику?
Сантехническую арматуру можно приобрести в местных магазинах бытовой техники и товаров. Вы также можете найти широкий ассортимент фурнитуры в Интернете на таких сайтах, как Amazon, Home Depot, Lowe’s и eBay.
Как найти правильный трубопроводный фитинг?
Вы можете сделать это, задав себе простой вопрос: зачем мне это нужно?
Фитинги — это то, что объединяет трубы для различных применений в наших домах.Некоторые предназначены для перенаправления, другие — для увеличения длины.
Размер — еще один важный фактор. Фитинги обычно измеряются по внутреннему диаметру (ID) и внешнему диаметру (OD) соответствующего соединения. Обычно это измеряется в дюймах или миллиметрах.
Внутренний диаметр относится к полой части фитинга. Наружный диаметр включает толщину стенки (1) .
Что такое сантехника?
Сантехника подключается к водопроводной системе для подачи и отвода воды.Это могут быть ванны, душевые, кухонные раковины и смесители.
Типы трубопроводных систем
«Более новые» дома в США (построенные в середине 1970-х) оснащены пластиковыми трубами и фитингами. Используемые материалы оценены Американским обществом испытаний и материалов.
Эту рейтинговую систему можно использовать для оборудования, находящегося под давлением, например, для распределителей холодной и горячей воды, питьевой воды и систем орошения. Его также можно использовать для установок без давления, таких как дренажные, канализационные и ливневые системы.
Его также можно использовать для установок без давления, таких как дренажные, канализационные и ливневые системы.
В более старых домах (до 1960 г.) для канализации, сточных и вентиляционных систем (DWV) использовались чугунные или оцинкованные стальные трубы. Системы DWV предназначены для удаления сточных вод и предотвращения попадания канализационных газов в дома.
Сегодня дома оборудованы ПВХ (поливинилхлоридом) и медными трубами. Эти материалы прочные, долговечные и, что самое главное, просты в установке (2) .
Руководство по материалам для сантехнической арматуры
Использование правильного материала может означать разницу между безопасностью и герметичностью.Знание того, какие материалы куда идут, поможет вам быстро найти подходящую фурнитуру для вашего дома.
- Чугунная фурнитура: Подходит для систем DWV и обычно черного цвета.
- PVC, сортамент 40: Используется в системах DWV, орошении и наружных применениях, таких как бассейны и спринклеры. Материал также может использоваться в системах, находящихся под давлением. Его нельзя использовать для сжатых газов или воздуха.
- ПВХ, график 80: Может использоваться в системах, находящихся под давлением.Его можно использовать для жидкостей под давлением, но не для газов или воздуха.
- Медь: Используется для распределения горячей и холодной воды в системах, находящихся под давлением.
- Акрилонитрилбутадиенстирол (ABS): Обычно используется в системах DWV в западных частях США.
- Латунь: Смесь металлических сплавов, таких как медь и цинк, латунь является распространенным материалом для изготовления фитингов. Он используется в системах под давлением, в основном для питьевой воды и в системах горячего водоснабжения (3) .
- ХПВХ (хлорированный поливинилхлорид): Обычно используется для питьевой воды при более высоких температурах (до 200 градусов). Он может выдерживать более высокие температуры по сравнению с ПВХ (4) .
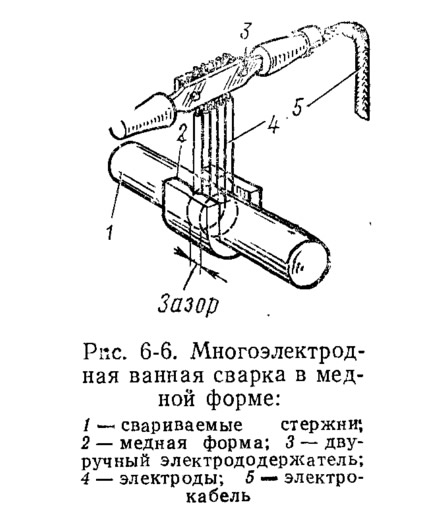 Материал также может использоваться в системах, находящихся под давлением. Его нельзя использовать для сжатых газов или воздуха.
Материал также может использоваться в системах, находящихся под давлением. Его нельзя использовать для сжатых газов или воздуха. Он может выдерживать более высокие температуры по сравнению с ПВХ (4) .
Он может выдерживать более высокие температуры по сравнению с ПВХ (4) .Фитинги
Трубы легко купить — все, что вам нужно знать, это длина и материал. Однако фурнитура — это совсем другая история. Крайне важно использовать правильную фурнитуру для разных областей.
Материал также играет важную роль, поскольку неправильный выбор может привести к утечкам или неисправностям в вашей системе.Следуя нашему руководству по типам сантехнической арматуры, вы будете чувствовать себя немного увереннее в следующий раз, когда будете искать сантехническую арматуру.
Вы моете сантехнику дома? Какой тип фитинга вы предпочитаете использовать? Дайте нам знать в комментариях ниже.
Сварка арматуры в ванной
В монолитном каркасном строительстве без армирования разных типов не обойтись. Из железобетона, армированного стальными стержнями, производят плиты перекрытия, фундаментные блоки, сваи и балки.Также часто железобетон используют для устройства фундаментов, цокольных этажей, создания целых стен, дверных и оконных перемычек, лестничных клеток и балконных плит. Проволокой или прутьями принято укреплять цементную стяжку при выравнивании пола. При использовании фурнитуры в домашних условиях возникает необходимость ее соединения, и лучшим решением является сварка фурнитуры в ванне.
Проволокой или прутьями принято укреплять цементную стяжку при выравнивании пола. При использовании фурнитуры в домашних условиях возникает необходимость ее соединения, и лучшим решением является сварка фурнитуры в ванне.
Состав:
- Назначение и виды арматуры
- Характеристики сварочной арматуры для ванной
- Принцип сварки сантехники
- Сварочные формы для сварки
Назначение и виды арматуры
Арматура представляет собой сложную конструкцию из металлических прутков различной формы и диаметра, которая вместе с другими элементами из профилированной стали является основой железобетонных конструкций.Арматура предназначена для восприятия и перераспределения напряжений сжатия и растяжения в железобетонных конструкциях различной сложности. Без этого элемента создать железобетонную конструкцию просто невозможно.
К приспособлению предъявляются чрезмерно жесткие требования, так как он входит в состав многих архитектурных элементов — стен, фундамента, перекрытий. Все элементы армирования делятся на два типа. К жесткой арматуре относят двутавровый профиль и гнутый швеллер, к гибкой арматуре считаются гофрированные стержни, гладкие стержни, различные типы сеток.
Все элементы армирования делятся на два типа. К жесткой арматуре относят двутавровый профиль и гнутый швеллер, к гибкой арматуре считаются гофрированные стержни, гладкие стержни, различные типы сеток.
Вопреки нашей интуиции, количество арматуры и качество железобетона пропорционально не коррелируют. Поэтому, если вы решили использовать больше прутьев или отдать предпочтение более толстым, тем, что армируют межэтажные перекрытия в доме, вам необходимо разобраться в классификации арматуры. На сегодняшний день наиболее часто используются в строительстве такие типы фурнитуры:
- Фурнитура a1. Эти изделия представляют собой гладкую арматуру из горячекатаной низколегированной и углеродистой стали.Это самое простое в производстве решение.
- Клапан a3. Это армирование гофрированное. Такая фурнитура применяется в капитальном строительстве, она становится каркасом для заливки стен, полов и фундаментов многоэтажных домов. Процесс изготовления этого вида арматуры связан с разнообразной обработкой стали, в результате чего получается высокопрочный продукт.
- Якорь AT800. Эта арматура изготовлена из высокопрочной стали, обладающей высокой вязкостью и эластичностью.Якорь AT800 используется в конструкциях, которым придется выдерживать значительные динамические нагрузки.

Использование арматуры связано с множеством нюансов, диктующих архитектурные требования, свойства бетона и непосредственно саму арматуру. Большое значение имеет качественная стыковка арматуры в каркас, которая бывает нескольких видов.
Во-первых, можно использовать готовые арматурные изделия — арматурные стержни, арматурные сетки и арматурные каркасы.Во-вторых, стыки арматуры могут выполняться проволочной обвязкой, также вместо проволоки используются специальные арматурные стержни, изготовленные из пружинной стали. И, в-третьих, стыки выполняются с использованием сварочной арматуры.
Особенности сварочной арматуры для ванной
Соединение выводов арматуры может осуществляться двумя способами — стыковой сваркой или с помощью накладок. Стыковая сварка заключается в применении стыковки выходов арматурных стержней сваркой ванн-шовных и ручных ванн, санузлов в инвентарных бланках, а также многослойных футеровок порошковой проволокой, полуавтоматической флюсовой проволокой, флюсом. порошковая проволока или электроды с покрытием.Сварка накладками: накладки с армирующими стержнями соединяются ручной электродуговой сваркой.
Стыковая сварка заключается в применении стыковки выходов арматурных стержней сваркой ванн-шовных и ручных ванн, санузлов в инвентарных бланках, а также многослойных футеровок порошковой проволокой, полуавтоматической флюсовой проволокой, флюсом. порошковая проволока или электроды с покрытием.Сварка накладками: накладки с армирующими стержнями соединяются ручной электродуговой сваркой.
Для сварки арматурных стержней, имеющих большой диаметр, в наше время применяется метод сварки в ванне. Этот метод обычно используется при сварке стальных прутков, которые различаются диаметром 20-100 миллиметров, стыков фланцев, гнутых из полос большого сечения, стыков многорядной арматуры железобетонной конструкции, а также другие части.
Также широкий метод сварки применяется при возведении конструкций и зданий, арматурных каркасов и железобетонных конструкций.Такой способ сварки позволяет получить единый силовой каркас без потери прочности и жесткости по всей длине конструкции. Этот вид сварки позволяет соединять арматуру как в вертикальном, так и в горизонтальном положении.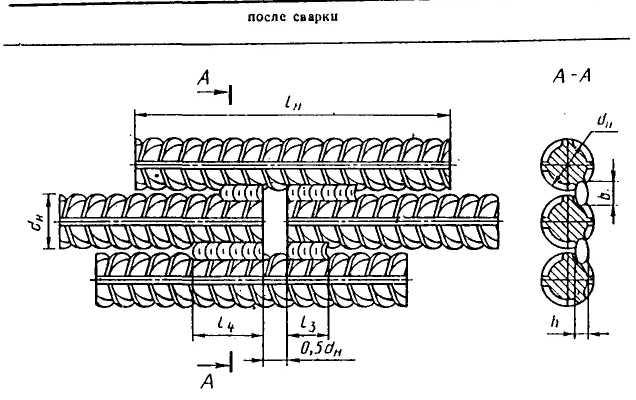
Одним из основных условий получения достаточно хорошего качества стыков является точное совмещение выходов стержней арматуры. При сварке в ванне величина смещения осей соединяемых стержней не должна превышать 0.05 диаметра. Для обеспечения указанной точности совмещения выпускного клапана в монтажных соединениях детали сборных конструкций, а также их арматурные каркасы выполняются в специальных кондукторах с фиксацией габаритных размеров и положения арматурных стержней. На месте установки при приемке таких элементов проверяются размеры и взаимное расположение выводов арматуры.
Технология сварки сантехники имеет такие преимущества:
- Можно использовать обычное сварочное оборудование, предназначенное для дуговой сварки.
- Не нужно переворачивать.
- Проверить качество сварки можно с помощью гамма-излучения.
В нашей стране технологически развиты три разновидности способа сварки в ванне: ручная сварка в ванне в стальной скобе с трехфазной и однофазной дугой; полуавтоматическая сварка ванной в керамической форме; ванна-шлаковая автоматическая сварка в медном виде.
Соединение арматурных стержней сваркой в ванне без использования футеровок более экономично: исключается металлоемкость для изготовления футеровок, при сварке ваннным методом снижаются трудозатраты.Кроме того, стык будет более компактным, так как не всегда можно разместить в поперечном сечении железобетонной конструкции еще и футеровку, кроме арматурных стержней.
На каждом стыке, по сравнению со сваркой с использованием накладок, арматурная сталь экономится от 10 до 60 кг, а также электродов — от 0,5 до 2,5 кг. Специальные дополнительные меры, обеспечивающие большую точность изготовления арматурных цилиндров и необходимые при сварке ваннным методом, окупаются экономией материалов и трудозатрат при монтаже и производстве.
Принцип сварки сантехники
Для приварки горизонтальных стержней в ванне используется стальная форма. Сама суть этого метода заключается в следующем: в месте соединения стержней арматуры сваривается стальная изложница, в которой за счет тепла дуги создается ванна расплавленного металла. Концы сварных стержней оплавляются от тепла металла ванны, образуется общая ванна сварочного материала, а затем при охлаждении формируется сварное соединение.
Концы сварных стержней оплавляются от тепла металла ванны, образуется общая ванна сварочного материала, а затем при охлаждении формируется сварное соединение.
Подготовка горизонтальных швов под сварку осуществляется следующим образом, как показано на видео о сварке в ванне.Поверхности стержней и концов перед сваркой необходимо очистить от ржавчины, окалины, грязи стальной щеткой или другими методами на длину более 30 миллиметров. Сварные стержни устанавливают соосно с зазором между концами не более полутора диаметров электрода.
В качестве формообразующей детали при сварке вертикальных швов используется штампованная форма из листовой детали, которая приваривается к нижнему стержню без добавления присадочных стержней. Продолжая постепенно колебательное движение электрода в направлении, перпендикулярном осям стержней, все поперечное сечение стыка оплавляется.Из ванны излишки шлака удаляются совком. Затем конец верхнего стержня зацепляется за нижний, после чего форма переводится на заполнение формы металлом шва. Для выпуска шлака отверстия прожигаются электродом в стенке кристаллизатора, после чего их заваривают.
Для выпуска шлака отверстия прожигаются электродом в стенке кристаллизатора, после чего их заваривают.
Сам процесс сварки арматуры для ванной происходит при больших токах. Например, если у вас электроды диаметром 5-6 миллиметров, сварочный ток достигнет 400-450 А.При низких температурах сварку проводят током более 10-12%. Между концами сварных стержней зазор должен быть не менее двойного диаметра электрода.
Вы можете сваривать одним или несколькими электродами. Рекомендуется использовать электроды УНИИ-13/55. Помните, что этот способ довольно хорошо снижает расход электроэнергии и электродов, а также снижает стоимость сварки ворот и снижает трудоемкость.
Если сварка выполняется трехфазной дугой, то зазор составляет примерно 1.Следует установить на 5-2,0 миллиметра больше максимального диаметра электрода. Погрешность совпадения осей сварных стержней не должна превышать 5% диаметра самих стержней. Чтобы предотвратить дальнейшую деформацию, а также в случае длинных стержней, перед сваркой стоит дать им «прогиб назад».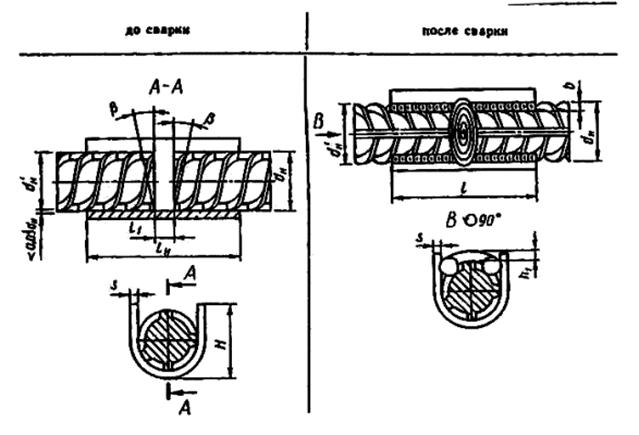
Стальная скоба из стержней или листового металла закрывает нижнюю часть соединения, что не позволяет течь жидкому металлу ванны. Кроме того, по краям кронштейна при сварке арматуры боковые ограничители ставятся ванночкой, чтобы не было растекания шлака по стержню.Ограничители и скобы изготовлены из низкоуглеродистой стали.
Стержни для ваннной сварки можно заглушить своими концами, в частности, в нижней части стыка, а это снижает прочность стыка. Причиной такой зашлаковки может быть довольно быстрый отвод тепла от концов свариваемых стержней. Чтобы уменьшить шлак, нужно заранее подогреть концы. Кроме того, необходимо увеличить охлаждение внешних частей соединения посредством искусственного охлаждения формы или использовать формы из металла, который является более теплопроводным, например из меди.В таком случае шлаки собираются вблизи стыка, где теплоотвод происходит наиболее интенсивно.
Сварочные формы для сварки
Желоба (скоба-футеровка) для приварки арматуры используются для создания прутков, длина которых больше длины стандартной изготавливаемой арматуры. Инвентарные бланки самые прочные, если они изготовлены из меди. Разъемные формы для сварки в ванне обычно изготавливают из меди любого сорта методом литья, штамповки или графита, а также механической обработкой. Формы запрещено изготавливать из сплавов латуни, бронзы и меди.
Инвентарные бланки самые прочные, если они изготовлены из меди. Разъемные формы для сварки в ванне обычно изготавливают из меди любого сорта методом литья, штамповки или графита, а также механической обработкой. Формы запрещено изготавливать из сплавов латуни, бронзы и меди.
В очень стесненных рабочих условиях для сварки горизонтальных швов используют цельные медные бороздки. Оборачиваемость, то есть количество стыков, которые свариваются в одной форме без ремонта, в зависимости от самого метода изготовления достигает 100-150 стыков.
Примерно в 2-2,5 раза оборот графитовых форм меньше, чем медных. А также графитовые формы гигроскопичны и перед сваркой их необходимо прокалить. Практически любая инвентарная форма при сварке первого стыка может быть повреждена при несоблюдении техники сварки.
Теперь вы знаете, когда стала применяться технология сварки стальных прутков. Самый главный аргумент в пользу этой техники — экономия, поскольку снижается расход металла, который используется для производства футеровок.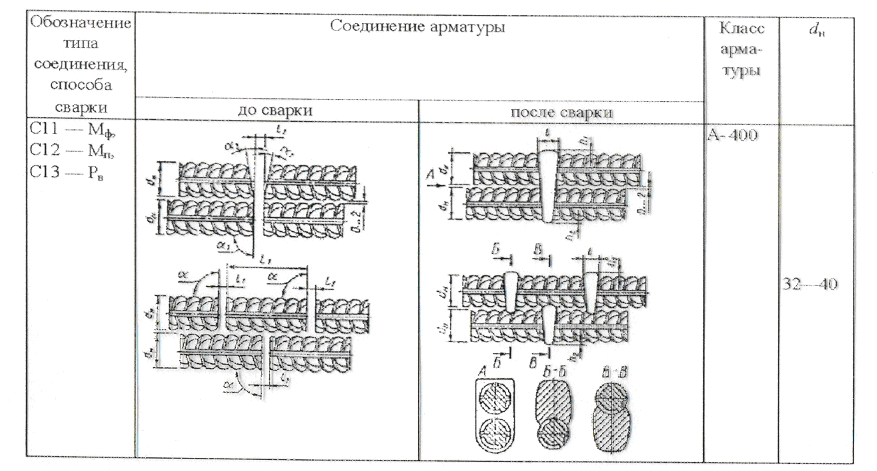 К тому же стыки выглядят аккуратно и компактно. Осталось только посмотреть видео о сварке арматуры для ванной и можно смело соединять бруски между собой.
К тому же стыки выглядят аккуратно и компактно. Осталось только посмотреть видео о сварке арматуры для ванной и можно смело соединять бруски между собой.
Замена медных труб и фитингов с помощью соединителей для сантехнических труб с нажимной посадкой
Как заменить старые медные трубы и фитинги без пайки?
Что еще более важно, сможете ли вы сделать это, не имея кучу денег, времени или опыта работы с сантехником?
Эти вопросы пришли мне в голову после того, как я заметил старый корродирующий медный запорный клапан в потолке нашего подвала.Раньше я платил сантехникам от 90 до 160 долларов за замену одного фута медной трубы.
Вы можете легко отремонтировать медные трубы и запорные клапаны с помощью самого лучшего водопроводного оборудования: соединителей SharBite с плотной посадкой.
Я без проблем пользовался продуктами SharkBite в нескольких арендованных домах, а также в моем собственном доме. Новичок в слесарном деле может использовать трубные соединители SharkBite и может отказаться от использования сантехнического подрядчика для основного ремонта. Я люблю своих сантехников, но если я смогу сэкономить немного денег на колледж моей дочери, я сделаю это.
Если вы знаете, как пользоваться измерительной лентой, маркером и труборезом для меди, вы можете выполнить этот проект.
Начало работы с заменой медных труб
Вот материалы, которые вам понадобятся:
Я гарантирую, что это простая задача, и вы будете очень довольны результатами. Если у вас нет времени заниматься чем-то еще, посмотрите видео, потому что оно показывает, насколько легко использовать приспособления SharkBite. погружение
Давайте в.
Удаление старого отсечной клапан, трубы & фитингиПервое, перекройте воду в доме на воде основной.Затем слейте воду из самой нижней точки.
Я сливаю воду из труб, включив воду в баке для стирки. Вам нужно будет сделать это только для холодной воды, если труба, над которой вы работаете, ведет наружную часть вашего дома.
Возьмите контейнер, в который может собираться лишняя вода, выходящая из разрезаемой трубы.
Фитинги SharkBite требуют 1 дюйм трубы для хорошего соединения. Помните об этом, вырезая старые трубы и фитинги.
Старый покрытый коррозией запорный клапан, который нужно было заменить, находился в подвальном потолке между двумя балками.Несмотря на то, что для нового клапана SharkBite мне понадобился всего 1 дюйм, я измерил расстояние в 1 1/2 дюйма от балки, чтобы получить дополнительную амортизацию. Вы можете сделать отметку с помощью маркера, чтобы указать, где вы хотите разрезать медную трубу.
Используйте резак для медных труб AutoCut, чтобы сделать первый надрез в старой медной трубе.
I LOVE , потому что все, что вам нужно сделать, это защелкнуть его на старой трубе, закрыть затвор и повернуть, пока разрез не будет завершен.
Вода будет стекать из первого разреза в старой трубе.Соберите его в небольшой контейнер.
Теперь пора определить, куда нужно направить второй проход.
Чтобы подключить новый запорный клапан SharkBite к старой медной трубе, используйте фитинг SharkBite Slip End. Этот соединитель труб отличается от традиционного SharkBite. Вставьте в него медную трубку на расстояние до 3 дюймов. Это очень полезно, когда вам нужно заменить трубы и соединители в середине медной линии.
Этот соединитель труб отличается от традиционного SharkBite. Вставьте в него медную трубку на расстояние до 3 дюймов. Это очень полезно, когда вам нужно заменить трубы и соединители в середине медной линии.
В моем случае старый запорный клапан был зажат между двумя балками.Я измерил 1 1/2 дюйма от балки для первого разреза.
Для второго разреза я измерил и сделал отметку на расстоянии 3 1/2 дюйма от второй балки слева от старого клапана. Это обеспечивало достаточно места для фитинга со скользящим концом.
Обрежьте медную трубу на этой второй отметке с помощью инструмента AutoCut.
Со старым запорным клапаном и трубы удалены, это время, чтобы использовать SharkBites !!!
Использование лучшего сантехнического оборудования: соединители для труб SharkBite Push FitНайдите конец первого разреза, который вы сделали, и отмерьте его на 1 дюйм.
Сделайте отметку фломастером.
Наденьте запорный клапан SharkBite на медную трубу, чтобы он плотно прилегал к отметке в 1 дюйм.
Эти же запорные клапаны можно использовать для смесительных клапанов для душа.
БАМ !! Вы подключили запорный клапан менее чем за 1 минуту.
Клапан будет вращаться свободно, поэтому не беспокойтесь о том, что он установлен неправильно.
Теперь пора надеть фитинг со скользящим концом.
Посмотрите на второй разрез, который вы сделали в медной трубе, и отмерьте его в 1 дюйм.
Снова сделайте отметку маркером.
Наденьте фитинг скользящего конца на медную трубу до тех пор, пока он не встретится с меткой острия.
Теперь измерьте расстояние между фитингом скользящего конца и запорным клапаном. Добавьте к этому размеру 2 дюйма. Это общая длина необходимой вам медной трубы.
Посмотрите это видео, чтобы увидеть, насколько легко весь этот процесс даже для новичка (и нет, это не опечатка).
Все расходные материалы, которые я использовал, предназначены для медных труб 1/2 дюйма.
Мой сантехник рекомендует использовать медь типа L, потому что у нее более толстые стенки, чем у типа М. Вы можете увидеть тип, посмотрев сбоку на медной трубе.
Один из наших поклонников заметил кое-что: если ваши трубы правильно заземлены, SharkBite нарушит этот эффект заземления.
Вам потребуется добавить медный соединительный кабель.
Присоедините соединительный кабель к медным трубам слева и справа от фитинга SharkBite с помощью зажимов, чтобы обеспечить повторное заземление трубы.Спасибо, Скотт, что указал на это !!!
Что дальше?SharkBites — это здорово, особенно если вам нужно устранить утечку в медной трубе.
Кроме того, возьмите наше бесплатное руководство, если вы делаете ремонт ванной комнаты своими руками — в нем рассказывается, как отремонтировать ванную комнату за 10 дней или меньше
Отправить мне руководство
Ура,
Промышленный декор с трубой из черного чугуна, часть I
Когда мы с Брианной впервые переехали в наш дом, наш интерьер можно было описать только как «новый строительный шик», иначе известный как «чистый лист». В то время как дом был оборудован бронзовыми кранами, натертыми маслом, и несколькими одноламповыми светильниками Эдисона, в нашем доме не было ни одного другого приспособления или мебели. Без оконных покрытий наша гостиная, спальни и ванные комнаты (о боже!) Были как рыбные миски, держатели для полотенец / туалетной бумаги не существовали, а без занавесок для душа все очень быстро пахло.
В то время как дом был оборудован бронзовыми кранами, натертыми маслом, и несколькими одноламповыми светильниками Эдисона, в нашем доме не было ни одного другого приспособления или мебели. Без оконных покрытий наша гостиная, спальни и ванные комнаты (о боже!) Были как рыбные миски, держатели для полотенец / туалетной бумаги не существовали, а без занавесок для душа все очень быстро пахло.
Мы знали, что хотим распространить натертую маслом бронзу и тему Эдисона на наш дом, и, учитывая все вышеизложенное, мы должны были действовать быстро.На рынке есть множество карнизов, держателей для туалетной бумаги и карнизов для штор на выбор, которые соответствовали бы небольшому количеству существующего декора, но ни один из нас не хотел раскошелиться на 20-40 долларов за приспособление, чтобы сделать это случаться. В конце концов, у нас было 4 окна, которые нужно было немедленно закрыть, нам требовались 3 держателя для туалетной бумаги, один полотенцесушитель и две штанги для штор для душа.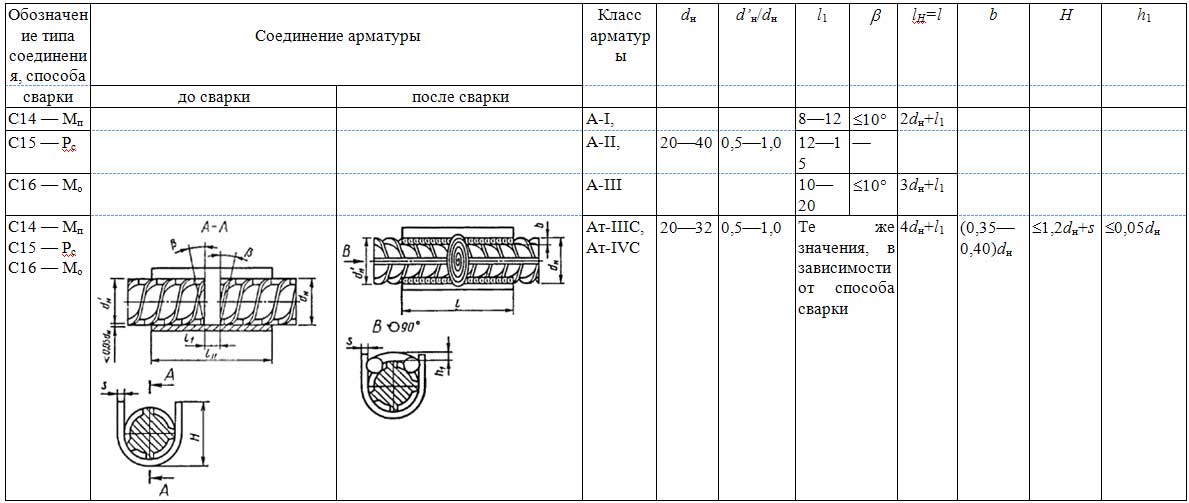 В лучшем случае такая отделка обошлась бы нам намного дороже 250 долларов (уфу!). К счастью, мы мастера!
В лучшем случае такая отделка обошлась бы нам намного дороже 250 долларов (уфу!). К счастью, мы мастера!
В этом первом из двух постов вы узнаете, как мы добавили промышленную отделку в наши ванные комнаты, создав оригинальные карнизы для штор для душа, держатели для туалетной бумаги и держатели для полотенец с помощью черной железной трубы.
Преобразование ванных комнат нового строительства
Мы могли бы пока жить с людьми, которые видят в гостиной. Мы могли бы воспользоваться ванной внизу, положить на пол туалетную бумагу и закрыть дверь для уединения. Но мы НЕ могли принять душ без занавески. Итак, начнем с этого….
Главная ванная комната: изогнутая штанга для занавески для душа
Выбор душевой штанги может стать настоящей PITA. Каждый душ в нашем доме представляет собой комбинацию душ / ванна. Единственное, чего никто из нас не хотел, — это принять душ и удивиться, когда холодная, мокрая занавеска для душа решила подкрасться и обнять вас в середине. Проблема в том, что наша главная ванная комната не подходила для установки изогнутой душевой штанги без необходимости просверливать плитку — и никто из нас не хотел этого делать. Кроме того, дверная коробка хозяйского шкафа примыкает к душевой, и мы не захотели туда монтировать штангу. В наших руках была настоящая загадка. В конце концов, мы решили построить нашу собственную L-образную штангу для штор для душа, которая избавила бы от необходимости просверливать существующую плитку и падать над дверной коробкой туалета.А теперь… по припасам!
Проблема в том, что наша главная ванная комната не подходила для установки изогнутой душевой штанги без необходимости просверливать плитку — и никто из нас не хотел этого делать. Кроме того, дверная коробка хозяйского шкафа примыкает к душевой, и мы не захотели туда монтировать штангу. В наших руках была настоящая загадка. В конце концов, мы решили построить нашу собственную L-образную штангу для штор для душа, которая избавила бы от необходимости просверливать существующую плитку и падать над дверной коробкой туалета.А теперь… по припасам!
Расходные материалы
Zoro.com * — это поставщик доступных по цене фитингов для труб из черного железа. Да, в большинстве ваших крупных магазинов товаров для дома есть выбор такого типа, но, черт возьми, они дорогие! Zoro предлагает превосходный выбор менее чем за половину стоимости.
Мы приобрели штангу для штор для душа в главной ванной:
При покупке черной железной трубы в большом магазине коробок обычно продаются трубы двух разных сортов; один для общего пользования, другой для водопользования из колодца. При цене около 13 долларов за 10-футовую трубу труба более низкого качества значительно дешевле и идеально подходит для этого типа проекта. И что еще лучше, большинство розничных продавцов предлагает бесплатную нарезку труб и нарезание резьбы в качестве услуги, что позволяет вам выполнить несколько проектов по цене одной длины трубы. Бьюсь об заклад, вы не можете понять, к чему мы идем с этим … Определение подходящей длины может быть немного сложным, поскольку вы должны учитывать глубину и длину любых фитингов, которые вы используете в своем проекте.Для этого проекта вам действительно нужно измерить расстояние между коленом и противоположным фланцем, чтобы определить необходимую длину участка трубы, а затем добавить не менее 1/4 ″ — 1/2 ″.
При цене около 13 долларов за 10-футовую трубу труба более низкого качества значительно дешевле и идеально подходит для этого типа проекта. И что еще лучше, большинство розничных продавцов предлагает бесплатную нарезку труб и нарезание резьбы в качестве услуги, что позволяет вам выполнить несколько проектов по цене одной длины трубы. Бьюсь об заклад, вы не можете понять, к чему мы идем с этим … Определение подходящей длины может быть немного сложным, поскольку вы должны учитывать глубину и длину любых фитингов, которые вы используете в своем проекте.Для этого проекта вам действительно нужно измерить расстояние между коленом и противоположным фланцем, чтобы определить необходимую длину участка трубы, а затем добавить не менее 1/4 ″ — 1/2 ″.
Собираем все вместе
Сборка этих компонентов проста и должна быть завершена до установки любого аппаратного обеспечения. Я не могу достаточно подчеркнуть этот момент. Нет необходимости сильно затягивать фитинги — достаточно просто затянуть их вручную. Я немного переусердствовал с тем, чтобы что-то повесить и подготовить к использованию, и забыл эту очень важную информацию.Вскоре я обнаружил, что снимаю части и переделываю их…. Урок выучен.
Я немного переусердствовал с тем, чтобы что-то повесить и подготовить к использованию, и забыл эту очень важную информацию.Вскоре я обнаружил, что снимаю части и переделываю их…. Урок выучен.
Для завершения мы использовали бронзовые / черные винты с квадратной головкой, чтобы завершить индустриальный вид.
Конечный результат оказался именно тем, чего мы надеялись достичь. Сборка и установка заняли всего 5 минут, и общая стоимость штанги для штор для душа составила вполне разумные 12,94 доллара. — намного лучше, чем 37,99 доллара за аналогичный штангу в большом магазине коробок!
Гостевая ванная: Карниз для душевой прямой
В нашей гостевой ванной комнате есть стандартная душевая кабина, поэтому ее намного проще завершить.Хотя у нас все еще была проблема «Я не хочу сверлить плитку», как это было в основной ванной, не было дверных коробок или молдингов, с которыми нужно было бороться. Поэтому, чтобы добиться большего расстояния между нами и часто обнимаемой занавеской для душа, мы просто изготовили стандартную штангу для занавески для душа и установили ее на несколько дюймов от порога душа / ванны.
Расходные материалы
В перечень поставки штанги для штор для душа для гостевой ванной входит:
Сборка и установка
Опять же, соберите все перед установкой.Мой совет по поводу такого стандартного стержня: затяните вручную фланцы до длины трубы, установите стержень на место, а затем немного ослабьте фланцы, оставив стержень в нужном положении. Этот метод обеспечит плотную посадку вашего стержня до завершения установки с помощью винтов (и, при необходимости, анкеров для гипсокартона).
И снова в восторге от финального продукта. Общая стоимость: 9,90 $
Держатели для туалетной бумаги
Мы не из тех людей, которым нужно постоянно тянуться вокруг (или вниз), чтобы схватить рулон туалетной бумаги.Поэтому в соответствии с нашей темой мы решили создать уникальные держатели для туалетной бумаги для каждой из 2,5 ванных комнат. Создание этих малышек может быть очень интересным, так как варианты и стили практически безграничны.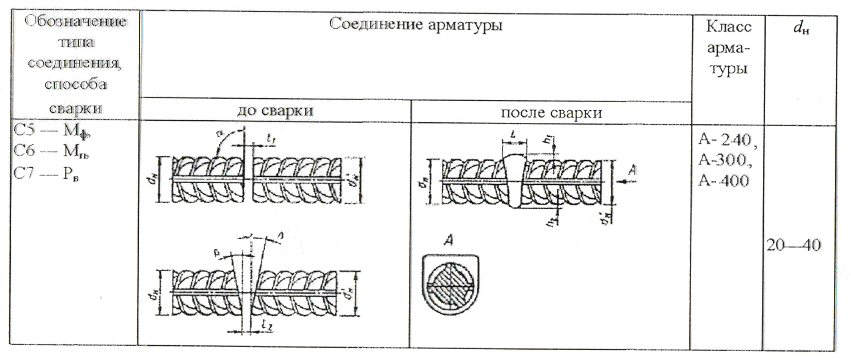 Наши конструкции подходят для рулонных вкладышей любого стандартного размера и могут выдерживать общую ширину самых больших рулонов на рынке (я думаю о удлинителях рулонов, которые когда-то поставляла Charmin — здесь совершенно не обязательно!)
Наши конструкции подходят для рулонных вкладышей любого стандартного размера и могут выдерживать общую ширину самых больших рулонов на рынке (я думаю о удлинителях рулонов, которые когда-то поставляла Charmin — здесь совершенно не обязательно!)
В итоге мы создали три разных стиля держателей для туалетной бумаги:
Принадлежности Стиля 1 (от Зоро.ком *)
Расходные материалы типа 2 и 3
Сборка и установка
Как и прежде, соберите все перед установкой. Дайте всему действительно хорошую ручную затяжку! Установите новый прибор на удобной для вас высоте и уровне. Постарайтесь прикрепить новое творение к стойке, если это возможно, а если нет, то для этого подойдут анкеры для гипсокартона соответствующего размера / веса.
Держатели для полотенец
Наши держатели для полотенец для рук, пожалуй, самые простые в изготовлении, они просты, функциональны и добавляют идеальный индустриальный стиль в наши ванные комнаты. Мы решили установить их в наших гостевых ванных комнатах (у нашего хозяина нет места для этого), и они всегда вызывают разговор, когда кто-то поднимает полотенце и видит, что под ним.
Мы решили установить их в наших гостевых ванных комнатах (у нашего хозяина нет места для этого), и они всегда вызывают разговор, когда кто-то поднимает полотенце и видит, что под ним.
Расходные материалы
Посмотрите Часть II из серии:
Как изготовить как стандартные, так и удлиненные карнизы для промышленных интерьеров в вашем доме.
Нравится:
Нравится Загрузка …
Надежность сантехнической арматуры — резьбовые vs.Сжатие
Везде, где есть жидкости, утечки неизбежны. Утечки, конечно же, требуют денег из-за простоя и ремонта систем промышленной очистки. Итак, вы спросите, что является лучшей защитой от утечек.
Большинство утечек происходит, когда одна часть водопровода соединяется с другой. Труба к клапану, штуцеры, соединения к насосам и фильтрам и соединения к арматуре резервуара. За исключением соединений, которые связаны металлургическим или адгезионным способом с помощью таких технологий, как сварка или пайка в случае металлов или адгезивов в случае полимерных материалов, жидкости удерживаются просто двумя поверхностями, заклинивающими друг относительно друга. Давайте возьмем резьбовые соединения в качестве начального примера.
Давайте возьмем резьбовые соединения в качестве начального примера.
Резьбовые фитинги хорошо подходят для материалов, которые несколько податливы, таких как железо, медь, алюминий, латунь и полимеры. По мере затягивания фитингов металл или полимер деформируются, заполняя все щели и создавая герметичное соединение. Однако резьбовой фитинг на более твердых материалах, таких как нержавеющая сталь, очень трудно устранить утечками. Проблема в том, что из-за того, что материал не деформируется быстро, почти всегда есть небольшое отверстие вокруг корня нити.Во многих случаях попытка остановить утечку путем дальнейшего затягивания сопрягаемых деталей может привести к большей утечке, поскольку корни резьбы расходятся дальше, поскольку металл деформируется по своей длине. Тефлоновая лента и «присадки» для труб полезны, но редко обеспечивают надежное и постоянное решение. Эти материалы также могут быть источником загрязнения.
Альтернативы резьбовым фитингам включают различные компрессионные фитинги, в том числе те, которые имеют манжету, которая сжимается по окружности охватываемой трубы, когда она вставляется в сопрягаемую охватывающую часть.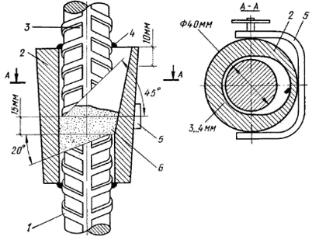
Несмотря на наличие резьбы, единственная их цель — обеспечить силу, необходимую для сжатия манжеты. Фактическое уплотнение отделено от резьбы.
Посадка манжеты на трубку — это необратимый процесс, хотя при желании соединение можно повторно разобрать и повторно собрать.Во многих случаях утечки можно устранить, просто затянув гайку сильнее. Компрессионные фитинги можно использовать в системах с высоким давлением, и они могут даже стать более надежными при повышении давления, поскольку давление имеет тенденцию расширять трубку относительно манжеты.
Хотя компрессионные фитинги обычно считаются более надежными, чем резьбовые, существуют некоторые потенциальные проблемы. Как правило, компрессионные фитинги не так устойчивы к вибрации, как паяные или сварные. Повторяющееся изгибание может привести к тому, что наконечник потеряет сцепление с трубкой. Кроме того, для надежного уплотнения поверхность соединяемой трубки должна быть достаточно круглой и не иметь продольных царапин.
Повторяющееся изгибание может привести к тому, что наконечник потеряет сцепление с трубкой. Кроме того, для надежного уплотнения поверхность соединяемой трубки должна быть достаточно круглой и не иметь продольных царапин.
Компрессионные фитинги могут применяться к материалам от пластика и резины до самых твердых металлов. Важно выбрать подходящий фитинг для применения. В случае более мягких материалов фитинг может включать в себя вставку для поддержки внутреннего диаметра трубки, тем самым обеспечивая хорошее уплотнение по ее внешнему диаметру.Обычны и другие специальные приспособления для разнообразных применений компрессионных фитингов.
— FJF —
セ ン ト ラ ル グ ル ー プ
ニ ュ ー ス
2020.12.1
「高 知 県 ワ ー ク ラ イ フ ラ ン ス 推進 認証 企業」 て 認証
2020 年 12 月 1 日 、 パ チ ン コ 部門 尚 が 、 高 取 り 組 む 「高 知 県 ワ ク ラ イ フ バ ラ 推進 認証」 平 成 29 年 に 「高 知 県 ワ ー フ バ ラ ン ス 推進 認証」 と し て を 受 け 、 こ の 度 「法 を 上 回 勤務 制度 が あ り 、 子 が 小学校 就学 始 期 に 達成 で 取得 で き」 ・ 「妻 の 出産 時 に 2 日間 の 特別 休 取得 で き る」 等 が ら れ 、 次世代 育成 部門 部門 に お て 認証 を 受 け ま た。 今後 と も 誰 も が 働 や す く と 庭 家 の 両 立 な ー ク ラ イ フ バ ラ ス を 保 ち な 続 け 尽力 し て い き た い と 考 え ま す。
ニ ュ ー ス
2020. 10,16
10,16
『協 働 の 森 づ く り 事業 パ ト ナ ー ズ 協定』 10 年 間 継 続 の 感謝 状
セ ン ト ル グ ル ー は 、 2010 年 よ り 、 高 知 県 と 香 よ る 『協 働 の 森 パ ー ー ト ナ ー ズ 協定』 森林 2020 年 に 協定 締結 よ り 10 年 が 経 と か ら 、 10 月 16 日 に 行 わ れ た 「第 14 回 協 働 森 フ ォ ー ラ ム お い 今後 と も 高 知 県 の 財産 で あ る 守 る 事業 へ の 協 賛 続 し て い く 事 で 、 続 き 社会 ・ 環境 貢献 活動 り 組 ん で ま
ニ ュ ー ス
2020.09.06
高 知 ユ ナ イ テ ッ ド SC さ ん 「ド リ ー ム パ ス ト 全面 協 賛」
高 知 ユ ナ イ テ ッ SC さ ん が 取 り 組 む 「高 知 県 小学生 向 け ス ポ ー ツ ・ サ カ ー 振興 企 画」 と て 、 高 知 県 の 全 て の 小学生 が 全 JFL ホ ー ム ゲ ー ム を 無 戦 で き る 「ド ー パ ス ポ ー ト」。 2020 年 9 月 6 日 よ り ス タ ー ト し 、 11 月 22 日 の ホ ー ム し て 無 事 終了。 延 べ べ 1125 名 の 小学生 が ド 今後 と も 地 元 高 知 の 子 ど も プ ロ ス ポ ー ツ ・ ッ カ ー を 観 戦 す を や す な ど 、
ニ ュ ー ス
2020.09.01
わ ん ピ ー ラ イ タ ー に よ る 寄 付 の ご 報告
セ ン ト ラ ル グ ル で は ス コ ッ ト キ ャ ラ ー あ る 『わ ん ピ の ラ イ タ ー 販 寄 付 活動 は 、 2011 か ら 継 続 し 、 今年 で 10 回 目 に な り ま す。 毎 年 贈 呈 式 に は PR 犬 と の 盲 導 犬 体 験 会 を 実 た が 、 新型 イ ル ス 感染 大 大 の を 中 四 国 に お け る 盲 導 犬 、 島 根 県 の 『島 さ ひ 訓練 セ ン タ ー』 っ て お り 、 中 四 9 県 約 100 当 社 で は 、 「地域 の 共生 理念 の 下 、 視 覚 障 を も つ 方 々 の 社会 復 た め に 、 今後 も 盲 育成
ニ ュ ー ス
2020. 09.01
津 波 避難 ビ ル 町 内 会見 学 を 実 施
セ ン ト ラ ル グ ル 立体 駐 車場 5 箇 所 と ホ ル ル 1 棟 を 津 波 避難 ビ ル 高 知 市 と 協定 を て い ま す。 2020 年 8 月 下旬 、 そ の 内 の 1 舗 ィ ボ 知 寄 店 の 実 際 に 徒 歩 で 立体 駐 車場 を 登 る 体 験 を 行 い 、 屋 上 に て い る 資 機 材 中 身 を 高 知 市 の 担当 説明 ま た 、 9 月 1 日 の 『防災 の 日 合 わ せ 、 全 ス タ フ を 象 に『 緊急 時 連絡 ー ル の 利用 訓練 』を 実 施 、 各 舗 MAP 』の の 内 を た
Как измерить размеры труб и фитингов
Определение размеров труб, необходимых для вашего проекта, может вызвать затруднения.Многие люди предполагают, что размер трубы — это внешний диаметр трубы, но на самом деле «размер трубы» относится к тому, что называется «номинальным диаметром».
Фитинги могут сбивать с толку. Их внутренний диаметр должен быть достаточно большим, чтобы соответствовать внешнему диаметру трубы. Например, полудюймовый пластиковый колено имеет внешний диаметр около 1-1 / 4 дюйма.
Используйте это руководство, чтобы помочь вам подобрать трубы и фитинги нужных размеров для вашего следующего проекта.
Преобразование фактического диаметра в номинальный
Самый простой способ определить, какой номинальный размер трубы вам нужен, — это выполнить следующие действия и использовать приведенную ниже таблицу преобразования.
Для наружной резьбы1. Измерьте внешний диаметр (OD) трубы или фитинга:
2. Используйте таблицу на этой странице, чтобы найти номинальный диаметр (размер трубы). |
Для внутренней резьбы 1. 2. Используйте таблицу на этой странице, чтобы найти номинальный диаметр (размер трубы). |
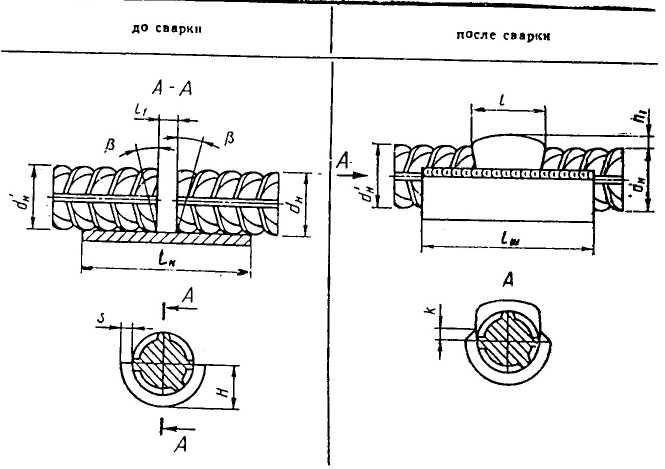 Измерьте внутренний диаметр (ID) трубы или фитинга (используйте линейку или рулетку).
Измерьте внутренний диаметр (ID) трубы или фитинга (используйте линейку или рулетку).Таблица преобразования номинального диаметра
(все измерения в дюймах)
| Внешний или внутренний диаметр | Десятичный эквивалент | Номинальный диаметр | Типичная резьба на дюйм |
| 5/16 | 0.313 | 1/16 | 27 |
| 13/32 | 0,405 | 1/8 | 27 |
| 35/64 | 0,540 | 1/4 | 18 |
| 43/64 | 0,675 | 3/8 | 18 |
| 27/32 | 0,840 | 1/2 | 14 |
| 1-3 / 64 | 1. 050 050 | 3/4 | 14 |
| 1-5 / 16 | 1,315 | 1 | 11-1 / 2 |
1-21 / 32 | 1,660 | 1-1 / 4 | 11-1 / 2 |
| 1-29 / 32 | 1.900 | 1-1 / 2 | 11-1 / 2 |
| 2-3 / 8 | 2,375 | 2 | 11-1 / 2 |
| 2-7 / 8 | 2.875 | 2-1 / 2 | 8 |
| 3-1 / 2 | 3,50 | 3 | 8 |
| 4 | 4.000 | 3-1 / 2 | 8 |
| 4-1 / 2 | 4.500 | 4 | 8 |
Трубы и трубки
Трубы и трубки измеряются по-разному. Размер и название трубки основаны на фактическом внешнем диаметре трубки.
PEX, или трубы из сшитого полиэтилена, — еще одна технология, которая быстро становится популярной, и ее измеряют и называют по внутреннему диаметру.
Пример:
Труба по сравнению с НКТ | Внешний диаметр |
| Труба размером 1/2 дюйма | 27/32 ” |
| Трубка размером 1/2 дюйма | 1/2 ” |
Выберите тип резьбы
Одним из наиболее распространенных типов резьбы является национальная трубная резьба (NPT). Они бывают с наружной резьбой (NPT, MPT или MNPT) и с внутренней резьбой (FPT или FNPT). Обычно это коническая резьба, используемая для соединения и герметизации труб.
Другая распространенная резьба — это Национальная стандартная прямая механическая трубная резьба со свободным фитингом (NPSM) .