Электросварка чугуна электродами по чугуну
Какие электроды нужны для сварки чугуна?
Обычно в бытовых условиях сварить между собой изделия, произведенные из стали, не представляет собой никакой сложности, но технология работы с чугуном подразумевает определенные особенности, которыми владеет далеко не каждый сварщик, даже имеющий опыт. Прежде всего необходимо отметить, что нужно будет подобрать правильные электроды для качественной сварки чугуна.
Обязательно следует принимать во внимание ключевые особенности данного материала. Для этого необходимо учитывать, что чугун представляет собой сплав железа с углеродом, в котором содержание последнего не превышает 2,14%. Именно данный момент сильно сказывается на получении качественного сварного соединения. Сварка чугуна будет довольно проблематичной вследствие ряда причин:
- В данном материале при проведении сварочных работ будут регулярно образовываться поры и трещины;
- Если будет производиться подобная обработка, то станут возникать разного рода каленые структуры, убирать которые с поверхности изделия будет довольно проблематично;
- Когда будет производиться сварка тонкого чугуна электродами, вследствие серьезного перегрева материала может возникать его рассыпание.

Чугун может быть двух основных разновидностей:
- Белый, который вообще не способен реагировать на проведение сварочных работ вследствие своей твердости и хрупкости. Его можно только шлифовать.
- Серый представляет собой довольно мягкое изделие, по сути, будет производиться обработка ковкого чугуна. Его можно с легкостью обрабатывать, в том числе и подвергать сварочным работам.
Как осуществляется сварка чугуна электродом?
Чтобы получить качественное соединение, необходимо правильно подобрать электроды для сварки чугуна, которые должны будут функционировать при использовании соответствующего оборудования.
При этом следует принимать во внимание, что в районе образования сварного соединения этот металл будет становиться довольно хрупким.
Этот факт связан с тем, что при проведении сварных работ электросварка становится причиной возникновения определенных перегрузок, что в итоге приводит к увеличению хрупкости данной стали, так как углерод будет подвергаться дополнительной кристаллизации.
Какими электродами можно пользоваться при сварке чугуна?
Для того чтобы сварное соединение заготовок, изготовленных из чугуна, получилось наиболее качественным, следует использовать следующие марки электродов, предназначенных именно для сварки чугуна:
- ОЗЧ-2 – эта продукция оснащена специальным стержнем, изготовленным из меди, которая дополнительно покрывается веществом, содержащим в себе большое количество графита;
- МНЧ-2 – данные изделия в качестве стержня имеют специальный сплав, содержащий в себе никель, железо, марганец и медь. Данная продукция позволяет получить соединение максимально высокого качества, однако эти электроды отличаются высокой ценой.
Сварка чугуна по холодной методике потребует соблюдения определенной технологии, которая будет заключаться в образовании сварного соединения определенной ширины. В процессе выполнения работ также придется следить за тем, чтобы соединяемые между собой заготовки не достигли определенной температуры. В противном случае в районе формирования сварного шва металл станет довольно хрупким.
В противном случае в районе формирования сварного шва металл станет довольно хрупким.
Если будут возникать определенные дефекты при формировании сварного соединения, то нужно будет воспользоваться специальной подложкой, выполненной из графита. Она позволяет не допустить вытекания металла из формируемого сварного соединения.
Технология получения соединения элементов из чугуна
Сварка чугуна электродом в домашних условиях может потребоваться в самых разных случаях. В частности, у многих людей до сих пор установлены чугунные ванны, которые отличаются хрупкостью.
Если такая конструкция расколется, то ее сразу выбрасывать совершенно необязательно. При правильном применении сварочного метода изделию можно возвратить первоначальный вид.
Сварка чугуна возможна при использовании определенных технологий:
- Нержавеющим электродом, однако данные работы должны осуществляться в среде инертного газа. Подобный метод применяется в случае, если необходимо произвести ремонтные работы, связанные с канализационными трубами или автомобильными элементами. Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
- Горячая технология сварки чугунной стали применяется исключительно в промышленных условиях. Перед непосредственным соединением заготовок, изготовленных из чугуна, их тщательно прогревают таким образом, чтобы они достигли одинаковой температуры. Только при соблюдении данного момента будет получено соединение наивысшего качества. Стоит отметить, что подобная технология может применяться исключительно теми сварщиками, которые осведомлены относительно способа проведения данных работ, к тому же они в обязательном порядке должны соблюдать все необходимые требования безопасности.
- Холодная технология сваривания чугунных стальных элементов применяется в бытовых условиях, когда к качеству соединения предъявляются минимальные требования.
 Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.
Также данная методика может использоваться, когда требуется соединить между собой металлы разной природы.Сварка чугуна с использованием газа
Данная методика может применяться как в бытовых, так и в промышленных условиях, особенно в случае, если к образуемому сварному соединению предъявляются определенные требования, связанные с прочностью.
Эта технология прекрасно показывает себя, когда требуется проварить основной металл заготовок на незначительную глубину. В зависимости от используемого оборудования, режимов наложения сварного шва на соединяемые элементы довольно-таки много.
Однако придется учитывать определенные моменты, которые так или иначе будут оказывать влияние на качество шва:
- Напряжение, которое подается на электрод.
- Квалификация сварщика, то есть как он будет накладывать расплавляемый электрод на основной металл.
- Сила тока, идущая внутри основного металла электрода.
- Скорость проведения электрода по соединяемым элементам.
Оптимальными будут следующие показатели: самым лучшим будет напряжение порядка 25-30 В при силе тока более 150 А. Скорость прохождения электрода не должна превышать 12 метров в час. В данном случае лучше всего использовать сварную проволоку, диаметр которой не должен быть больше 1 мм.
Как осуществляют холодную сварку чугуна?
Как было уже сказано выше, данная технология используется в бытовых условиях. Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
Основной особенностью этого метода является отсутствие необходимости в привлечении какого бы то ни было специализированного оборудования. Холодная сварка подразумевает использование одного из следующих электродов:
- Медные с содержанием железа до 50%;
- Медные с добавлением не больше 15% никеля;
- Железно-никелевые;
- Стальные;
- Чугунные.
Для получения наиболее качественного соединения лучше всего пользоваться именно чугунными электродами. Благодаря им можно наложить последовательно один за другим валики сварного соединения. Если планируется использовать электроды, изготовленные из качественной стали, то для получения наиболее прочного и долговечного соединения следует дополнительно устанавливать металлические шпильки.
Как правило, электроды с содержанием железа и никеля применяются для того, чтобы произвести определенные ремонтные работы с чугуном, но для соединения заготовок из этого материала их использовать не рекомендуется.
Они прекрасно подходят для заваривания трещин или сколов на чугуне, однако соединять чугунные элементы ими нежелательно. Это связано с тем, что они имеют слишком высокую температуру плавления, а этот фактор может серьезно нарушить кристаллическую решетку этого металла.
В свою очередь, это сделает соединение чересчур хрупким — оно будет рассыпаться даже от незначительного физического воздействия.
При правильном подходе можно получить качественный сварной шов из чугуна, главное здесь – выбрать правильные электроды и оборудование.
Сварка чугуна обычным электродом в домашних условиях
Прочный и надежный — чугун является одним из самых распространенных материалов, используемых в быту и промышленности.
У него есть свои неоспоримые преимущества: он служит долго, стоит относительно недорого, легко поддается сварке, со временем не теряет своих эксплуатационных характеристик.
Когда может понадобиться сварка чугуна электродом? Если, например, прохудился шов в радиаторе отопления, его требуется залатать, или к батареям требуется приварить еще несколько отсеков.
Чугун — виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.

С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Виды сварки
Чтобы знать, как заварить чугун обычным электродом, важно разбираться в видах сварки вообще. Они подразделяются на:
- горячую;
- полугорячую;
- холодную.
Горячая действительно является таковой, происходит при температуре от 600 до 700 градусов по Цельсию. Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Нагревают металл в промышленных печах, которые считаются сверхмощным оборудованием. Чугун становится подвижным, как пластилин, с ним удобно работать. В процессе на изделии не появляются трещины или поры, которые препятствуют нормальной работе в дальнейшем.
Эксперты называют этот способ сварки максимально идеальным для чугуна. Естественно, на вопрос: можно ли варить чугун обычными электродами дома методом горячей сварки, ответ будет отрицательным. Создание такой колоссальной температуры в квартире или гараже, например, опасно для жизни и здоровья.
Полугорячая сварка тоже невозможна в домашних условиях. Она осуществляется при температуре в 300-400 градусов по Цельсию. Для нагрева используют специальные фены либо тэны. Данный способ применяют в промышленности.
Основное его преимущество — скорейшее остывание в сравнении с горячим методом. Для начинающего мастера полугорячая технология сварки чугуна электродами практически неосуществима.
Холодная сварка подходит для дома.
Она происходит при температуре максимум в 80 градусов по Цельсию.
Подготовка к сварке электродами
Чтобы начать сварочный процесс, необходимо произвести тщательную к нему подготовку. В частности:
- произвести ошкуривание поверхности;
- обезжирить части агрегата в обязательном порядке;
- подготовить сварочный аппарат, убедиться в том, что он технически исправен;
- определиться, как именно будет происходить сварка: по шпилькам или многослойно;
- приготовить достаточное число электродов;
- вспомнить правила техники безопасности.
Запрещается начинать работу, если поверхность не зачищена и не ошкурена — это создает вероятность возникновения опасной ситуации: острый элемент в процессе сварки отскочит и нанесет травму мастеру. Простые электроды в данном случае не подойдут. Необходимо приобрести те, что содержат в своем составе хром, медь и никель.
 com/embed/WeZuQt2s96E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/WeZuQt2s96E?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Нельзя начинать работу без теоретической подготовки к процессу. Несоблюдение технологии приведет к тому, что при застывании на материале образуются многочисленные поры и трещины, чугун потеряет свои превосходные эксплуатационные свойства, использовать его в дальнейшем будет просто нецелесообразно.
Особенности сварного процесса
Теперь расскажем: как сваривать чугун электросваркой. Когда мастер убедился в надежности оборудования, он может приступать к процессу. Для этого требуется выбрать, как варить чугун простыми электродами:
- по шпилькам;
- многослойно.
В первом случае мастер сначала устанавливает сами шпильки, а вокруг них образует шов. Опытные сварщики рекомендуют выполнять процедуру в шахматном порядке, чтобы не допустить перегрева материала. Завершают работу соединительным швом — он идет от одной шпильки и ее «окружения» к другой.
Многослойный способ заключается в следующем: создаются фаски, потом наплавляют начальный слой, его проковывают молотком, далее кладут второй слой, опять простукивают и так далее.
После остывания шва, его в обязательном порядке ошкуривают, чтобы придать изделию эстетичный вид.
Если есть возможность доступа к внутренней части изделия, то начальный слой при многослойном методе кладут с наружной и внутренней сторон. Так соединение становится еще прочней.
В целом, в том, как правильно варить чугун электродами, нет ничего сложного. Главное, соблюдать правила техники безопасности.
Техника безопасности
Еще до того, как варить чугун обычным электродом, важно позаботиться о соблюдении техники безопасности:
- рядом с рабочим местом поставьте огнетушитель;
- убедитесь в исправности сварочного аппарата;
- наденьте на руки специальные защитные перчатки для сварных мероприятий;
- закройте лицо маской или хотя бы очками;
- работайте исключительно в плотной одежде, чтобы частички раскаленного металла не имели возможности соприкоснуться с кожей;
- важно, чтобы в помещение, где производится сварка, всегда поступал свежий воздух;
- если сварку вы производите впервые, разумно пригласить помощника или хотя бы стороннего наблюдателя, чтобы в случае ЧП, было кому прийти на помощь.

Естественно, работать желательно в светлое время суток или хотя бы при достаточном освещении, в абсолютно трезвом и здоровом состоянии.
Заключение
В целом, процесс того, как сварить чугун с металлом электродом, описан выше. Детали и тонкости расскажут опытные сварщики. Не стесняйтесь обратиться к ним за советом. Для работы дома выбирайте холодный метод. Работайте только с проверенным оборудованием, не забывайте про технику безопасности.
Интересное видео
Как заварить чугун электродом по чугуну?
Когда лопается автомобильный коллектор или появляются трещины в чугунных трубах, приходится вспоминать о сварочных работах. Однако сварить чугунные детали намного сложнее, чем обычные низкоуглеродистые стали.
Основными дефектами такой сварки становятся поры, образующиеся на поверхности сварочного шва. После сварки часто можно услышать, как изделие начинает слегка потрескивать. Это говорит о том, что в районе сварочного шва началось образование микротрещин.
На производстве, прежде чем начать варить чугун, в состав которого входит очень много углерода, проводят предварительные работы. Сначала заготовку нагревают индукционными токами. Затем ее оставляют остывать естественным путем.
Чугунные изделия часто встречаются в быту. Как варить чугун электросваркой, как заварить трещину у себя дома? На помощь приходит обыкновенный инвертор. Чтобы соединение получилось прочным и качественным, необходимо подготовить изделие к сварке и установить ее правильные режимы.
Варим чугун не выходя из дома
Как уже было сказано, варить чугун можно инвертором, который способен нормально работать на постоянном токе. Для сварки возможно также использовать сварочный трансформатор.
Его оборудуют дополнительным преобразователем, способным удерживать постоянный ток. В результате основной металл хорошо проплавляется, получается качественное соединение.
В результате основной металл хорошо проплавляется, получается качественное соединение.
Когда горит дуга и проводится сварка, практически отсутствуют брызги.
Способы сварки
Существует несколько способов сварки чугунных изделий в бытовых условиях. Когда необходимо в своем гараже заварить трещину коллектора или удалить раковину, возникшую на детали, можно использовать холодный вариант.
Речь идет о сварочных работах, которые выполняются на холодную, то есть чугун сваривают без предварительного нагрева. Область заготовки, пришедшей в негодность, тщательно очищают. Удаляются все окислы, скопившуюся грязь.
Когда ширина трещины меньше 1 мм, ее предварительно расширяют с помощью болгарки, на которой установлен тонкий диск. Расплавленный металл зальет трещину на полную глубину, произойдет усиление сварочного шва.
Такая холодная сварка в основном используется для соединений деталей, которые не подвергаются серьезным нагрузкам.
Когда необходимо наплавить зубья чугунной шестеренки или соединить чугунные изделия, требуется обязательный подогрев деталей до температуры 350 градусов. Такой способ чугунной сварки стали называть «полугорячим».
Свариваемые чугунные детали можно нагреть в горне, в котором жар создается твердым топливом. Заготовки из чугуна выдерживают в горне примерно 20 минут.
Затем их извлекают специальными щипцами и выполняют сварочные работы.
Нагреть детали можно и другим способом. Для этого пригодится:
- Паяльная лампа;
- Пропановая горелка.
Такой предварительный подогрев заготовки помогает сделать более гладким перепад температур, возникающим между свариваемым материалом и расплавленными присадками. В результате появление трещин становится минимальным.
Практически не образуется цементит, который становится препятствием для шлифования шва.
Такая методика применяется для создания высококачественного соединения, которое способно работать при больших нагрузках.

Чтобы получить максимальный эффект от предварительного подогрева заготовки, требуется, чтобы детали после сварки медленно остывали. Обычно такие чугунные детали засыпают у себя дома обычным песком и ждут полного остывания.
Выбор электродов
Чтобы варить чугунные детали инвертором, необходимо иметь специальные электроды. Они изготовлены из особой проволоки, не позволяющей выделяться большому количеству углерода. Электрод из такой проволоки предотвращает появление пор. Самыми популярными марками электродов стали:
- ЦЧ-4;
- МНЧ-2;
- ОЗЧ-2;
- ОЗЖН-1.
Сварочный электрод для чугуна несколько отличается от обычных марок. Чтобы не происходило высвобождение углерода, в них специально добавлена медь, совместно с никелем. Эти примеси обладают растяжимыми свойствами. В результате получается очень прочный шов, который может противостоять большим нагрузкам.
Когда под рукой нет специальных электродов для сварки чугуна, а выполнить ремонтные работы необходимо очень срочно, электрод можно сделать своими руками.
Берутся обычные электроды, например, Э-46, на которые просто туго наматывается проволока из меди. Должен получиться один плотный слой. Намотку нужно начинать с конца электрода, предназначенного для горения. Сечение медной проволоки должно находиться в диапазоне 0,5 — 1,0 мм.
Технологический процесс сварочных работ
Чтобы у себя в гараже получить качественное сварное соединение чугунных деталей, необходимо соблюдать все требования которые предъявляет технология сварки чугуна.
Если толщина деталей очень большая, технология требует предварительно провести разделку кромок, выдержав угол 45 градусов. Такая операция легко выполняется обычной болгаркой.
Когда необходимо заварить трещину, ее углубляют тонким диском. Засверливаются концы поврежденного участка.
Если толщина материала меньше 3 мм, под деталь кладется графитовое основание. Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Оно предотвратит вытекание расплавленного металла с противоположной стороны.
Перед началом сварочных работ, заготовку необходимо хорошо почистить. Удалить весь мусор и скопившуюся грязь. Затем деталь нужно разогреть любым подходящим способом. После достижения соответствующей температуры, проводится сварка деталей. Тяжелые детали фиксируются прихватками, удерживающими всю конструкцию.
Когда делается первый шов, движение электрода, согласно технологии должно быть быстрым и плавным. Не допускаются его поперечные колебания. При длине соединения больше 100 мм, лучше наложить шов в два-три захода, начиная с противоположной стороны. В результате получится равномерный прогрев детали, не произойдет перекалка отдельных частей заготовки.
Когда приходится сваривать толстый чугун, накладываются многопроходные швы. Когда сделан первый слой, электрод может совершать колебательные движения. Таким образом, происходит более надежная связка металла и расширение размеров шва.
Шлак должен отделяться постоянно. Его сбивают после нанесения каждого слоя. В результате исключается появление непроваров, происходит перекрытие пор, которые могут образовываться в нижнем слое. Когда сварочные работы закончены, детали засыпаются песком. Остается только подождать их полного остывания.
Технология и особенности сварки чугуна: выбор оборудования
Чугун — сплав железа с углеродом, отличается от сталей содержанием последнего (более 2,14%), а также особенностями кристаллической структуры.
Первоначально, являлся побочным продуктом получения стали, точнее — отходами. Его даже называли «свинским железом».
Со временем, благодаря температуре плавления на 300ºС меньшей чем железа, материал начали использовать для литья. И сегодня чугун важная составляющая современной промышленности. Его используют станкостроители, автомобильная промышленность. Применяют в строительстве, бытовых изделиях.
Виды чугуна и особенности сварки изделий
Чтобы разобраться, как сварить чугун, решить возникающие при этом сложности, нужно знать, что он собой представляет, чем отличается от стали.
Существует два основных вида этого металла:
Первый отличается хрупкостью, которую придают ему включения цементита — карбида железа (Fe3C). Он же дал чугунам этого типа название, окрашивая излом металла белым или светло-серым цветом.
Используют их для переделки на сталь (передельный), получения ковкого чугуна.
Серый получил название от излома темно-серого цвета, с блесками, который придает графит. Возможность получать материал разной степени прочности и пластичности, высокие литьевые качества, сделала его основным сырьем промышленных изделий.
Одновременно, текучесть усложняет сварку чугунных деталей. Металл стремиться вылиться, не образуя шва. Помимо этого, температура дуги приводит к появлению тугоплавких окислов. Графит на стыке выгорает, образуя поры.
На этом проблемы того, как сварить чугун электросваркой не заканчиваются.
При снижении температуры от 750ºС, графит соединяется с железом, образуя цементит. При этом шов из серого становится белым и хрупким.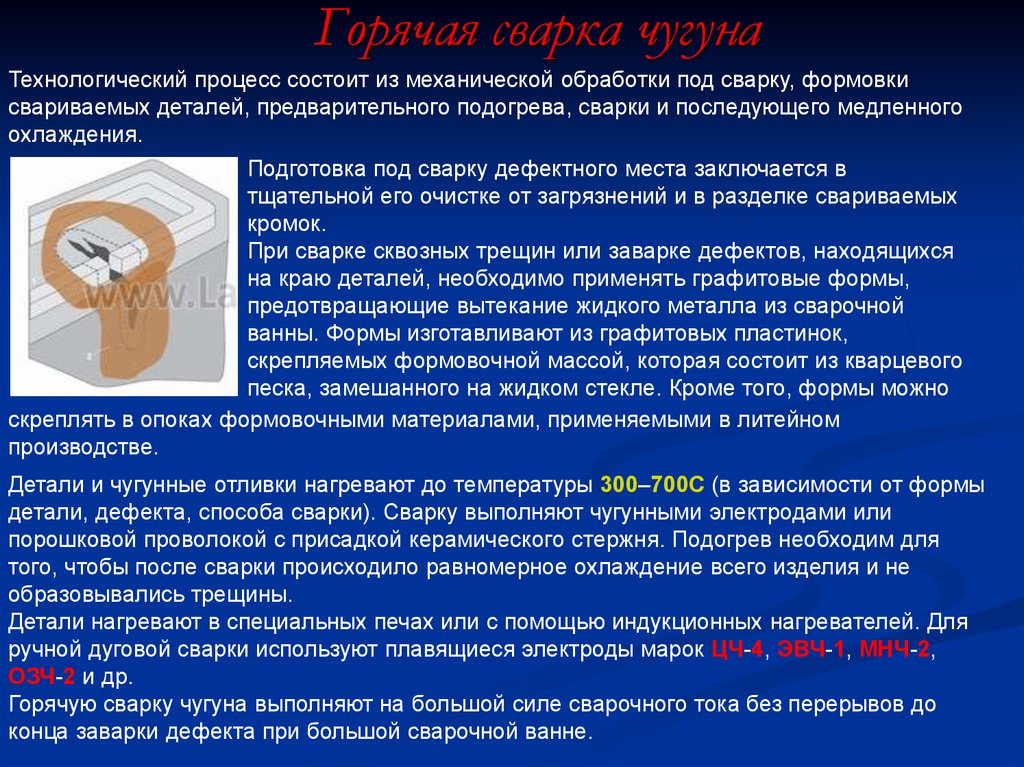
Сварка чугуна электродами по чугуну, как правильно варить, какие электроды лучшие выбрать
Чугун – сплав железа и углерода (содержание превышает 2,11-2,14%), в состав которого входят примеси: кремний (не более 3%), марганец (до 1%), сера, фосфор и легирующие добавки: хром, никель, ванадий, алюминий, магний и другие. Без специальных добавок и термической обработки чугун обладает низкими прочностью, твердостью и пластичностью.
Углерод может присутствовать в сплаве в виде цеменита и графита. В зависимости от доли данных веществ в составе, можно выделить несколько видов чугуна.
Некоторые из них поддаются обработке методом сваривания, другие – нет. Для каждого вида сплавов существует определенные марки электродов. Далее мы рассмотрим сварка какого чугуна электродами выполняется в различных ситуациях.
Белый чугун характеризуется тем, что весь углерод присутствует в сплаве в виде цеменита. Этот вид обладает высокой твердостью, не подлежит обработке режущим инструментом.
Большая часть или весь углерод присутствуют в сером чугуне в виде графита. Данный вид хорошо поддается обработке; обладает высокими литейными свойствами, благодаря которым активно используется в качестве материала для литья. Сварка серого чугуна электродом ОЗЧ-2 выполняется постоянным током обратной полярностью.
Также для данного вида предназначены марки ОЗЧ-4 и ОЗЧ-6, ОЗЖН-2, МНЧ-2.
Ковкий чугун является результатом отливки и термообработки белого чугуна с образованием хлопьевидного графита; используется при производстве автомобилей, тракторов и сельскохозяйственных машин. Электроды, предназначенные для работы с ковким сплавом: ОЗЧ-2 и 6, МНЧ-2, ЦЧ-4.
Сваривание осуществляется постоянным током, полярность при сварке чугуна – обратная.
В половинчатом чугуне углерод присутствует в двух видах: графит и цеменит; применяется при изготовлении деталей, эксплуатирующихся в условиях повышенной износостойкости.
Высокопрочный чугун содержит шаровидный графит, который образуется в процессе кристаллизации; используется для производства ответственных деталей в машиностроении, а также для нефте- и газопроводов, труб водоснабжения.
В статье мы рассмотрим, как варить электродами по чугуну в зависимости от применяемого способа соединения.
Сложности при сварке чугуна
Прежде чем, приступать к работе исполнителю необходимо учесть особенности сварки чугуна электродами. Данные специфические черты обусловлены уникальными свойствами чугуна.
Одним из главных недостатков чугуна является плохая свариваемость, которая обусловлена следующими факторами:
- плохая соединяемость чугуна методом сварки объясняется его химической структурой и свойствами;На фото: пора в сварочном валике
- различные элементы, в частности кремний, окисляются в сварочной ванне, что приводит к образованию оксидов. Тугоплавкость этих оксидов приводит к появлению непроваренных участков;
- быстрое охлаждение соединения и околошовной зоны приводит к образованию участков цеменита, отличающегося повышенной твердостью. Данные участки сложно поддаются механической обработке;
- чугун характеризуется высокой жидкотекучестью, что затрудняет удержание расплавленного металла в ванне и осложняет формирование шва;
- неравномерный нагрев и охлаждение хрупкого чугуна с большой вероятностью может привести к появлению трещин;
- расплавленный чугун склонен к выделению газов из-за чего в шве могут образоваться поры.
Несмотря на данные трудности и особенности, исполнителю любого уровня по силам получить качественное и надежное соединение. Для этого необходимо верно подобрать расходные материалы. О том, какие электроды для сварки чугуна выбрать мы расскажем далее.
Подготовка чугуна к сварке
Прежде чем варить чугун электродом, необходимо произвести подготовительные процедуры. Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Хрупкость сплава и трудности в удалении загрязнений с его поверхности требуют тщательной подготовки к сварочному процессу.
Трещины, имеющие на поверхности изделий, нужно разделать на всю длину с достаточным для качественной проварки углом разделки и засверлить по краям. Если трещины не засверлены, то их необходимо вырезать, а концы трещины можно закруглить.
Рабочую зону следует очистить от посторонних включений с помощью болгарки, металлической щетки или наждачной бумаги. Зачистку также можно произвести пескоструйным способом. Масло удаляется с помощью растворителей. Сильные загрязнения рекомендуется удалять пламенем горелки.
Способы сварки чугуна
Выделяют три метода сварки чугуна, в зависимости от температуры предварительного подогрева изделий:
Горячая сварка является основным и наиболее “правильным” способом. Перед свариванием заготовки прогревают до температуры в 600-650°C.
Полугорячая сварка подразумевает нагревание чугунных деталей до температуры 300-350°C.
Холодная сварка не предусматривает нагрев рабочих изделий.
Применяя различные виды сварки чугуна – виды электродов при этом также разнятся. Независимо от выбранного исполнителем способа, следует четко следовать правилам и рекомендациям. Тому, как правильно варить чугун электродами различного вида и посвящена данная статья.
[ads-pc-2][ads-mob-2]
Холодная сварка чугуна специальными электродами
Электроды сварочные МНЧ-2.
Холодная сварка проста и удобна в исполнении. Соединение осуществляется с применением специальных электродов, содержащих никель и/или медь. Существует достаточно много специальных стержней подобного типа. Наиболее популярными марками, изготовленными отечественными производителями, являются:
- основу электродов ОЗЧ-2 и ОЗЧ-6 составляет медный стержень, покрытый обмазкой, в состав которой входит железный порошок;
- никелевые и железно-никелевые расходники ОЗЖН-1, ОЗЧ-3, ОЗЧ-4, с помощью которых проводится сварка чугуна постоянным током.
- железно-медно-никелевые МНЧ-2. Сварка чугуна электродами мнч 2 позволяет получить высокотехнологичный шов, обладающий коррозионностойкостью в жидких агрессивных средах и горячих газах. Данная марка обладает достаточно высокой стоимостью, поэтому используется, в основном, при реализации ответственных работ и в тех случаях, когда к соединению предъявляются жесткие требования относительно качества.
Или посмотрите презентацию холодной сварки чугуна электродом Zeller 855. Это действительно очень хорошие электроды, но дорого стоят и трудно купить.
О том, как варить чугун электродами по чугуну, будет рассказано далее.
Основные принципы. Сварка электродами по чугуну может выполняться в вертикальном и нижнем пространственных положениях. При этом применяется постоянный ток. Существует также ещё одно правило – стараться придерживаться небольшого проплавления основного металла. Для этого необходимо использовать небольшие величины тока, стержни малого диаметра и короткие швы. После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С.
После наложения каждого шва следует делать перерыв, чтобы охладить деталь до 50-60°С.
Сварка всеми перечисленными марками электродов выполняется с помощью постоянного тока. Чтобы определить, какой полярностью варить чугун, следует ознакомиться с техническими характеристиками расходников, все марки которых у нас собраны на соответствующей странице.
Сварка чугуна простыми электродами (по стали)
Сваривание чугуна обычными стальными электродами не обеспечивает хорошего качества шва. Применяются расходники подобного типа ввиду их доступности и небольшой стоимости. Чтобы уменьшить отрицательные последствия применения стальных электродов, необходимо использовать специальные прутки ЦЧ-4. Эта марка является одной из самых популярных и востребованных у сварщиков.
Поэтому важно знать, как правильно варить чугун электродами ЦЧ-4. Данная марка предназначена для наплавки первых плакирующих слоев с последующим продолжением сварочного процесса обычными материалами (на картинке). Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.
Кроме этого, ЦЧ-4 подойдут как для горячей, так и для холодной сварки чугуна, заделки дефектов и соединения стали с чугуном.
Что касается УОНИ. Часто исполнители задаются вопросом про электроды УОНИ, можно ли варить чугун данной маркой. Следует отметить, что обычные электроды можно использовать только при заварке небольших дефектов в неответственных конструкциях. Так как качество соединения не будет отличаться высоким уровнем. Чтобы получить более или менее удовлетворительное качество, следует соблюдать те же правила, что и при сварке специальными электродами. Еще один эффективный способ повысить качество соединения – небольшой предварительный нагрев до 150-200°C и медленное охлаждение.
Сварочные электроды «УОНИ-13/55» в упаковке.
При сваривании чугуна электродами общего назначения самым слабым местом является – околошовная зона у границы сплавления. Данная зона характеризуется хрупкостью и наличием трещин. Эти дефекты часто приводят к отслаиванию наплавленного слоя от основного металла. Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Чтобы этого избежать, необходимо использовать стальные шпильки или болты.
Шпильки имеют резьбу и ввертываются в свариваемую поверхность. Из размеры зависят от толщины рабочего изделия. Существуют рекомендации относительно размеров шпилек:
- диаметр должен составлять 0,3-0,4 толщины детали, но не более 12 мм;
- глубина ввертывания – 1,5 диаметра шпильки, но не больше половины толщины свариваемых изделий;
- высота выступающей части шпильки – 0,75-1,2 ее диаметра.
Шпильки располагаются в скошенные кромки деталей в шахматном порядке на расстоянии в 4-6 диаметра.
Выступающие части шпилек обвариваются по периметру, постепенно заполняя шов. В первую очередь осуществляется сварка всех шпилек кольцевыми швами с помощью электродов, диаметр которых составляет 3 мм.
Применяется напряжение малой величины. Сваривание производится вразброс, чтобы избежать сильного перегрева.
После вокруг места сварки накладывают кольцевые швы, пока вся поверхность не будет покрыта слоем наплавленного металла.
Мы надеемся, что приведение здесь вышеперечисленных правил и рекомендаций позволит сориентироваться, как варить электродами правильно по чугуну, и успешно выполнить работы.
[ads-pc-3][ads-mob-3]
Сварка чугуна неплавящимися электродами
Чугун можно сваривать различными видами неплавящихся электродов: вольфрамовые, угольные или графитовые. Литые чугунные или специальные присадочные прутки, содержащие никель, алюминий, меди и другие металлы, используются в качестве присадочного материала.
Для защиты сварочной зоны применяются инертные газы, чаще всего, аргон или флюсы, основным компонентом которого является бура. Наибольшей популярностью пользуется технология AC TIG – сварка вольфрамовым электродом с применением переменного тока в среде аргона.
Сварка чугуна покрытыми электродами
Чугунные электроды – специальные материалы для исправления дефектов чугунного литья, которые представляют собой литые круглые прутки с покрытием различного состава. В большинстве случаев соединение осуществляется на постоянном токе, но возможно и использование переменного. Величина тока определяется из расчета 50-60 А на 1 мм. электрода.
Качество шва, полученного в результате холодной сварки чугунными электродами, отличается неоднородностью. Поэтому следует выполнять полугорячее сваривание.
Как правильно варить чугун электродами, видео представлено далее.
Ознакомившись со всем спектром информации, исполнитель сможет выбрать лучший электрод по чугуну.
Электроды для наплавки чугуна
Наиболее распространенными марками электродов для наплавки чугуна различных видов являются:
- МНЧ-2;
- ОЗЖН;
- ОЗЧ-2;
- ЦЧ-4.
Наплавка чугуна электродами т 590 также гарантирует получение качественного соединения. Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Данная марка широко применяется в различных сферах деятельности, для работы с разными конструкциями и деталями. Доступная цена стержней Т-590 делает эти расходники такими популярными у мастеров сварочного дела.
Более подробная информация представлена в статье “Наплавка металла: электродом и другие”.
Данная статья поможет каждому исполнителю выяснить, какие лучшие электроды по чугуну.
Сварка чугуна электродами: технология процесса, подготовка, особенности материала, техника безопасности
В технологиях сварочной обработки чугуна есть свои нюансы. По свойствам чугун несколько отличается от стальных сплавов.
Поэтому при сваривании этого металла посредством электродов могут возникать некоторые сложности.
Эта статья расскажет о принципах электросварки чугуна электродами.
Характеристика металла
По химическому составу чугун – это сплав железа и углерода, процент которого не меньше 2,14. Однако есть сплавы с примесями.
 youtube.com/embed/kbEaEr2JjJs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/kbEaEr2JjJs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> В целом выделают четыре категории сплава, которые маркируются по:
- Белый. Содержит до 6,67 процента углерода. Этот сплав достаточно хрупкий, однако имеет высокую твердость. Применяется для переплавки на сталь.
- Серый. углерода от 3,2 до 3,5 процента. Есть примеси в виде кремния (1,9-2,5%), марганца, фосфора, серы. По свойствам он пластичен и вязок, а потому применяется для художественного литья. Обработка материала зачастую происходит при помощи резки.
- Ковкий. Содержит от 2,4 до 3 процента углерода. Производится из белой разновидности посредством нагрева.
- Высокопрочный. Содержит от 3,2 до 3,8 процентов углерода. Производится добавлением в состав магния, а потому по параметрам близок к углеродистым стальным сплавам.
Среди сложностей при обработке и сварке можно встретить появление микротрещин, пор, каленых образований. Это приводит к потере показателей прочности.
Это приводит к потере показателей прочности.
Тонкостенные детали могут рассыпаться при нагреве. А при резке чугун сильно затупляет оборудование. Сваривать лучше только серый подвид.
Подготовительный этап
Подготовка любого металла начинается с зачистки. Для зачистки чугуна используется «болгарка» с насадкой в виде лепесткового круга.
Но можно использовать также другие насадки.
После зачистки проводится обезжиривание рабочей зоны. Подойдет ацетон или ацетоно-содержащие вещества.
В случае, если будет проводиться обработка трещины, то этап зачистки относится к ее окончаниям, где делаются отверстия около 5 миллиметров радиусом.
Также перед сваркой чугуна электродами проводится разделывание кромок, которым придается округлая форма.
В процессе будут использоваться стальные шпильки диаметром около 40 процентов от толщины детали и специальные, предназначенные для этого типа металла, электроды.
Технология сваривания
Чугун сваривается холодным, полугорячим и горячим способами.
При создании шва нужно следить за скоростью охлаждения. Чугун должен достаточно долго остывать. Когда его соединяют со стальной деталью, сталь должна охлаждаться дольше.
Чтобы это обеспечить, применяется уголь либо сухой песок. Быстрое остывание может привести к появлению трещин.
Во время сварки электродами стоит помнить о текучих свойствах жидкого чугуна, и соблюдать меры безопасности. При применении TIG технологии нужно следить за плотностью формируемого шва. Если проводится соединение деталей из разных материалов, то сварка усложняется учетом характеристик металлов каждой детали.
Для того, чтобы знать все сложности и нюансы выполнения сварки чугуна, нужно ознакомиться со всеми техническими документами. В них можно найти детали процесса сваривания, а также алгоритмы обработки. Подобные знания существенно упрощают работу.
При соединении элементов электросваркой также проводится подготовка рабочей поверхности. Важно удалить все недостатки стыка. Это можно сделать слитно, но если дефекты расположены на расстоянии свыше 20 миллиметров друг от друга, их удаление происходит раздельно.
Это можно сделать слитно, но если дефекты расположены на расстоянии свыше 20 миллиметров друг от друга, их удаление происходит раздельно.
Перед работой нужно четко определить состав материала, из которого выполнена деталь. От состава зависят нюансы обработки. К примеру, серый тип обрабатывается легче, требуя дополнительных действий только при потемнении поверхности.
При работе с черным металлом нужно учитывать промасленность детали. Промасленная деталь не сваривается вообще. Ковкий нужно отдельно нагревать перед сваркой, иначе качество шва снизится.
Чтобы увеличить сцепку соединения, в поверхность сварочной зоны вставляется требуемое количество стальных шпилек. Они снижают углеродную долю в соединении, что повышает качество шва. Уровень графита в составе углерода регулируется сварщиком самостоятельно.
Во время сварки чугуна электродами расплавленный металл должен немного растекаться по сварной ванне. При широком стыке применяются чугунная присадочная проволока.
После замедленного с помощью угля или песка остывания проводится визуальная проверка качества соединения. В случае выявления непроваров, прожогов, трещин, либо других дефектов проводится повторная зачистка, и шов переваривается наново. Если проводилась сварка с другими типами металлов, шов должен быть двойным.
Электроды для работы с чугуном
Работая со сплавами нужно знать, как сочетать разные типы металлов для получения качественной сварки.
Когда происходит электросварка простым электродом, в сплаве сгорает углерод. Потому нередко в состав электрода добавляют графит. Часто встречаются электроды с содержанием никеля и меди. Их свойства полезны при сварочных работах.
Растворяясь в железе, никель делает соединение податливым, что облегчает дальнейшую обработку. Медь же наоборот повышает прочность шва, а потому используется когда нужно создать соединение высокой твердости.
Медь же наоборот повышает прочность шва, а потому используется когда нужно создать соединение высокой твердости.
Разные компании предлагают варианты моделей электродов для сварки, которые наделены своими характерными свойствами. Та или иная модель подходит для разных сварочных ситуаций. Однако есть варианты, встречающиеся чаще. Среди них ЦЧ-4, ОЗЧ-2, ОЗЖН-1, МНЧ-2.
МНЧ-2 применяется в холодном и горячем типе сваривания металлов и обеспечивает качественные, прочные швы.
ЦЧ-4 более подходит для холодного типа сваривания металлов. Хорошо соединяет чугунные и стальные детали.
Электроды для сваривания чугунных деталей могут иметь примеси ферросицилия, термита, мрамора. А также в состав может быть включен алюминий, жидкое стекло и порошковый титан. Вместо электрода также используется присадочный пруток с графитовым стержнем.
Методики
Существует три методики сваривания чугуна при помощи электродов.
При использовании горячей деталь нагревают до заданной температуры еще до начала сваривания. Показатель этой начальной температуры 600-650 °С. Эта методика признана наиболее верной, однако с ее применением в домашних условиях есть проблемы.
Показатель этой начальной температуры 600-650 °С. Эта методика признана наиболее верной, однако с ее применением в домашних условиях есть проблемы.
Для того, чтобы обработать металл горячим способом понадобится нагревающее оборудование, и умение работать с нагретыми элементами.
Полугорячий тип повторяет горячий способ сварки, однако с заниженной до уровня 300-350 °С температурой преднагрева.
При холодном способе сварки преднагрева детали нет. Этот метод применим в домашних условиях, однако имеет свои нюансы.
Технология резки
Резку чугунных деталей проводят механически либо термически. Для любого из этих типов понадобится свое оборудование. В целом для резки чугуна используют:
- Болгарку
- Труборезы
- Сабельную пилу
- Электроды
Также применяют оборудование для газокислородной и плазменной резки металлов.
Для мелких домашних работ зачастую используют болгарку, как самый простой инструмент.
Безопасность во время работы
Работа с чугуном, как и с другими металлами, требует соблюдения определенных мер безопасности. Важно помнить, что варить или резать чугун нужно в помещениях с хорошей вентиляцией, при качественном освещении.
Оборудование должно быть обеспечено заземлением, а работник – рабочей одеждой и элементами личной защиты: перчатками, очками, маской. Свариваемый металл должен быть защищен от попадания воды либо другой влаги.
При отсутствии опыта нужно провести подготовку и обеспечить себя знаниями. Для этого можно использовать текстовые, фото и видеоматериалы.
Как варить чугун инвертором электродами по чугуну
Как заварить чугун электродом в домашних условиях
Срок службы чугуна вдвое больше чем у стали, однако из-за высокого содержания углерода ремонт обычной электросваркой деталей из этого материала неэффективен. В месте соединения образуются микротрещины, а на шве — поры. В промышленности эта проблема решается специальной подготовкой, которая неприменима для сварки чугуна в домашних условиях. Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Однако создание прочных соединений возможно и при самостоятельном ремонте с использованием электродов для сварки чугуна.
Особенности сварки чугуна
Установлено что сварку серого чугуна с мелкодисперсной структурой производить проще, чем крупнозернистого металла тёмного оттенка. Детали длительное время контактировавшие с маслом или подвергавшиеся окислению сварке не поддаются. Чугун относится к материалам с ограниченным свариванием, поэтому при работе учитываются его особенности:
- из-за высокой текучести в жидком состоянии сварка осуществляется преимущественно в нижнем положении;
- образование пор в местах выгорания углерода;
- из-за низкой пластичности при нарушении температурного режима возникают внутренние напряжения, создающие трещину на шве;
- при расплавлении в чугуне образуются окислы с температурой плавления выше, чем у него.
Методы сварки
Для создания прочных швов разработаны три способа:
- Технология горячей сварки сложна, но практически исключает образование трещин.
- Полугорячая сварка аналогична предыдущему способу, но температура нагрева 300 — 350⁰C.
- Холодную сварку осуществляют специальными электродами без предварительного подогрева деталей. Однако чтобы заварить чугун этим способом необходимо учитывать технологические особенности материала.

Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь.
В зависимости от марки электродов и диаметра выбирается сила тока:
| Марка | Ток, А Ø 3 мм | Ток, А Ø 4 мм | Ток, А Ø 5 мм | Ток, А Ø 6 мм |
| ЦЧ-4 | 63 — 80 | 90 — 120 | 130 — 150 | ― |
| ОЗЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 220 — 250 |
| ОЗЖН-1 | 100 — 120 | 130 — 150 | 160 — 180 | ― |
| МНЧ-2 | 90 — 110 | 120 — 140 | 160 — 190 | 210 — 230 |
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.
Технология сварки чугуна электродом
В зависимости от вида дефектов и возможностей применяются несколько вариантов. Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Сварку чугуна электродом в домашних условиях осуществляют многослойным способом. С краёв соединяемых толстостенных деталей болгаркой снимаются фаски под углом 45⁰. При заделке трещины её углубляют тонким диском, а на концах просверливают отверстия. Такая подготовка обеспечит лучшее заполнение дефекта расплавленным металлом.
Затем, используя специальный электрод, наплавляется первый слой участками по 3 — 5 см. Сваривать начинают с концов соединения, чтобы получилась ванночка. Если есть возможность, аналогично обрабатывают дефект с обратной стороны детали. Следующие слои, ещё горячие, проковываются молотком с закруглённым бойком.
Поскольку специальные электроды стоят дорого их иногда заменяют обычными. Однако их использование возможно только для наплавления последующих после первого слоёв. Сварка чугуна электродами по стали обходится дешевле, но надёжность такого соединения невысокая. Поэтому не рекомендуется применение в ответственных случаях.
Электродами, сделанными из чугуна, пользуются для устранения изъянов на изделиях после отливки. Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Для повышения качества применяется полугорячий метод. Для работы возможно использование аппаратов переменного и постоянного тока. Его величина рассчитывается исходя из величины диаметра электрода. На каждый миллиметр добавляется 50 — 60 А.
Чтобы сварить чугун в среде инертного газа неплавящимся электродом необходимы большие денежные и временные затраты, а качество улучшается незначительно. Поэтому такая технология домашними мастерами применяется редко.
Сварка чугуна по шпилькам
Так как заварить чугун с крупнозернистой структурой многослойным способом не всегда удаётся, соединение осуществляется с помощью установки шпилек с резьбой. Их размещают в шахматном порядке по краям соединяемых частей. Размер шпилек выбирается, руководствуясь рекомендациями:
- по диаметру не более 0,3 — 0,4 толщины детали, максимальный — 12 мм;
- вкручиваются на глубину 1,5 своего диаметра, но не больше 0,5 толщины материала;
- длина выступающей над поверхностью части — 0,75 — 1,2 диаметра шпильки.

После установки по периметру шпилек наваривается несколько слоёв металла. Чтобы избежать перегрева наплавку производят попеременно на разных концах. В завершение металл вокруг шпилек соединяется одним или несколькими швами.
Заключение
Имея инвертор и зная, как правильно варится чугун электросваркой, можно оперативно делать ремонт самостоятельно. Для этого необязательно покупать специальные электроды, их успешно заменят самодельные. При отсутствии опыта желательно сначала потренироваться на ненужных чугунных изделиях. При сварке следует помнить о недопустимости перегрева участков свыше 80⁰C, поэтому спешить не надо.
Источник: svarkaprosto.ru
Как варить чугун электросваркой. Сварка инвертором
Чугун в быту применяется повсеместно, начиная от батарей и других сантехнических элементов, заканчивая конструкциями заборов, деталями автомобилей и станочного оборудования. Трудности начинаются, когда речь заходит о сварке этого металла. Сварка чугуна электродом в домашних условиях – работа не из легких. Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Если с обычными сталями можно работать без особо тщательной подготовки, то просто наварить шов на чугунную деталь, без предварительной подготовки, очень сложно. Несоблюдение основных технологий может привести к перекалке металла, а значит повышению хрупкости и другим проблемам. Давайте разберем как заварить чугун дома, с помощью инвертора.
Особенности сварки чугуна, виды чугуна
Опытные сварщики могут определить свариваемость чугуна всего по раз
резу. Считается, что если структура металла мелкодисперсная и приближенная к серому цвету, то такой чугун можно сварить намного легче, чем крупнозернистый металл темных оттенков. Если мы говорим про сварку деталей, которые находились в масляной среде или были подвержены регулярному окислению в водной среде, грунте или других подобных условиях, то такой сварочный материал не подойдет.Так, как чугун – метал с ограниченно свариваемый материал, то стоит принять во внимание следующие его особенности:
- Металл – жидкотекучий, поэтому основное и единственно верное сварное положение – нижнее.
- Если не соблюдать температурные режимы и перекалывать металл, то при выгорании углерода будут образовываться поры.
- Низкая пластичность и несоблюдение температурных режимов – основные причины возникновения напряжения, в местах сварных соединений.
- Расплавленный чугун может создавать окислы, которые будут иметь более высокую температуру плавления, чем исходный металл.
Главная проблема, с которой вы можете столкнуться – образование трещин в местах сваривания при остывании детали.
Решить это можно только если полностью соблюдать технологию, в нашем случае – холодной сварки.
Методы сварки чугуна
Существует три способа сварить чугун:
- Горячая сварка. Основной и наиболее правильный метод. Он заключается в том, что перед работой электродом, заготовку прогревают до 600 – 650 градусов. Это позволяет избежать образования соединений с повышенной температурой плавления, перекалки и напряженности метала в месте соединения.
- Полугорячая сварка. Практически ничем не отличается от предыдущего способа, за исключением температуры нагрева. Здесь изделие прогревают до 300 – 350 градусов.
- Холодная сварка. Способ – не предусматривает нагрев заготовки, но в его основе лежит множество других технологических моментов, несоблюдение которых приведет к невозможности выполнить качественный шов. Сварка чугуна в домашних условиях электродом осуществляется именно таким образом.

Подготовка чугуна для сварки инвертором холодным методом
Прежде, чем сваривать чугун, его нужно подготовить. Сперва нужное место зачищается болгаркой с лепестковым кругом или другой подходящей насадкой. После зачистки верхнего слоя до не окисленного металла нужно провести обязательное обезжиривание бензином или любым другим растворителем.
Отдельно стоит поговорить про следующие особенности подготовки:
1. Шпильки. Дуговая сварка чугуна может осуществляется как послойно без применения опорных элементов, так и с
использованием шпилек. Шпильки состоят из стали. Их размеры строго регламентируются, так например диаметр не должен превышать 40% от толщины чугуна. Выступ шпильки над металлом ограничен 4-6 мм, а расстояние между шпильками не должно быть больше, чем 6 диаметров. Количество зависит только от размеров соединения, но не больше 25% от площади излома
2. Разделка кромок.
Обратите внимание! Кромки не должны иметь острый срез в месте соединения двух частей метала, оптимальная форма – сферическая.
3. Электроды должны быть специальными. Заваривать такой металл обычными электродами по стали практически невозможно, поэтому стоит приобрести электрод с добавлением меди, хрома, никеля и других лигатур, способствующих наплавлению на прихотливый чугун.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Источник: svarkagid.ru
Особенности сварки изделий из чугуна
Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Особенности материала
Чугун представляет собой железоуглеродистый сплав, с содержанием углерода 2. 14 процента.
14 процента.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.

Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4. Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.
Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то технология сварки аргоном с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.
Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
Как правильно сваривать чугунные детали?
Холодная сварка чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых электродуговая сварка чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
Стоит отметить, что не только сварочные электроды для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Источник: tutsvarka.ru
Сварка чугуна электродом в домашних условиях
Чугун представляет собой сплав углерода и железа, который также содержит легирующие добавки и примеси. Детали из чугуна широко применяются не только в промышленной и производственной областях, но и в быту. Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Чугунные изделия частного назначения: сантехнические элементы, конструкции заборов, детали автомобилей и много другое. Активное использование данного сплава приводит к необходимости проведения сварочных работ.
Основные сложности сваривания чугуна, с которыми сталкиваются домашние мастера:
- из-за жидкотекучести сплава рекомендуется проводить сварку в нижнем пространственном положении;
- несоблюдение температурных режимов приводит к перекаливанию чугуна, что может стать причиной образования пор и возникновения напряжения в сварных швах;
- чугун в расплавленном состоянии может выделять газы, что отрицательно скажется на качестве соединения;
- ускоренное или неравномерное нагревание или охлаждение может способствовать появлению трещин.
Чтобы в домашних условиях получить качественное соединение чугунных изделий необходимо учитывать данные специфические характеристики, а также правильно подготовить рабочую поверхность, верно выбрать режим сваривания и электрод.
Подготовка к сварке
Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
- трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод — вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.

Методы сварки
Специалисты выделяют 3 метода сварки чугуна:
- Горячая осуществляется посредством прогрева чугунных деталей перед выполнением соединения, температура — 600-650°С. Данный способ невозможно использовать в домашних условиях.
- Полугорячая практически не отличается от предыдущего метода, различие состоит только в температуре нагрева, изделие прогревается до 300-350°С.
- Холодная подразумевает отсутствие нагрева рабочих изделий. Сварка чугуна электродом в домашних условиях осуществляется именно по этой технологии.
Как варить чугун инвертором и плавящимся электродом
Сварка чугуна с помощью инвертора и плавящегося электрода проводится чаще всего холодным методом. Важными составляющими успешного проведения работ являются: правильный выбор электрода и оптимальные режимы сваривания.
Исполнитель должен проводить соединение специальными электродами, содержащими никель и/или медь:
Рекомендуемые режимы сварки для некоторых перечисленных марок:
| Марка электрода | Сила тока для электрода диаметром 3 мм. | Сила тока для электрода диаметром 4 мм. | Сила тока для электрода диаметром 5 мм. | Сила тока для электрода диаметром 6 мм. |
| ЦЧ-4 | 65-80 | 90-120 | 130-150 | — |
| ОЗЧ-2 | 90-110 | 120-140 | 160-190 | 220-250 |
| ОЗЖН-1 | 100-120 | 130-150 | 160-180 | — |
| МНЧ-2 | 90-110 | 120-140 | 160-190 | 210-230 |
Также следует выделить следующие технологические особенности:
- длина одного непрерывного шва не должна 30-50 мм;
- частые перерывы в сварочном процессе помогут исключить возможность перегрева, температура более 80°С недопустима;
- полярность — обратная.

Данный метод сваривания может выполняться двумя вариантами: с помощью шпилек и по слоям.
1. Шпильки оснащены резьбой, что позволяет вкручивать их в кромки свариваемого изделия. Шпильки должны быть расположены вразброс/в шахматном порядке, что исключит перегревание во время сварки. Размеры шпилек зависят от толщины рабочего изделия, при их подборе следует полагаться на следующие рекомендации:
- диаметр — 0,3-0,4 толщины изделия, но не более 12 мм.;
- глубина вкручивания — 1,5 диаметра шпильки, но не более половины толщины изделия;
- высота выступающей части шпильки — 0,75-1,2 диаметра.
После установки шпилек, можно приступать к сварке. Вокруг каждой шпильки осуществляется наплавление металла, слой за слоем. Затем исполнителю необходимо заварить пространство между шпильками, оставшееся нетронутым, выполнить один или несколько соединительных швов.
2. Многослойная сварка выполняется после разделки кромок.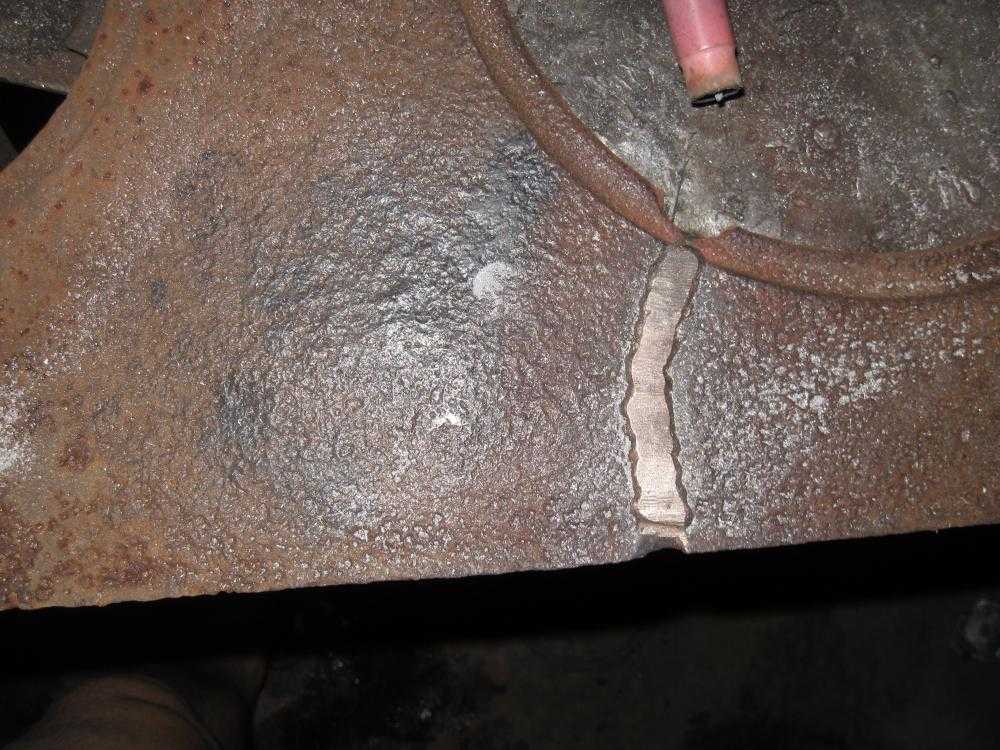 Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
Не допускается присутствие острых углов. Наплавку следует производить с краев. Первый слой является основным, поэтому во время его наплавления нужно тщательно следить за режимом сварки. Каждый последующий слой, кроме первого и облицовочного, необходимо проковывать молотком, без охлаждения.
В нижеследующем ролике продемонстрирован электрод по чугуну Zeller 855, но из ролика можно увидеть, как производится сварка.
Данные сведения помогут исполнителю узнать, как варить чугун инвертором электродами по чугуну, и легко произвести работы по соединению.
Сварка обычными электродами
С целью экономии денежных средств, можно использовать вместо специальных расходников обычные (стальные). Электроды общего назначения отличаются более доступной ценой. Технология многослойной сварки обычными прутками практически ничем не отличается от рассмотренного выше способа, где применяются специальные стержни с покрытием из цветных металлов. Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Этапы выполнения работ аналогичны. Единственным отличием является то, что следующие после первого слои наплавляются не специальным электродом, а обычным.
Сварка чугунными электродами
Данный способ сварки может проводиться холодным и полугорячим методом. Небольшой предварительный нагрев улучшит структуру наплавленного металла.
Чугунные электроды представляют собой литые стержни с обмазкой, применяющие для исправления дефектов чугунного литья. К данному типу расходных материалов относятся следующие марки: МНЧ-1; ОЗЧ-1; ОЗБ-2М.
Сваривание осуществляется постоянным и переменным током. Величина тока определяется следующим образом: 50-60 А на 1 мм. электродного стержня.
Сварка неплавящимися электродами
Сварка чугуна по данной технологии проводится в защитной среде аргона или флюсов, основным компонентом которых является бура. В качестве присадочных материалов используются литые чугунные или специальные прутки, содержащие никель, алюминий и медь. Сваривание чугуна осуществляется с помощью вольфрамовых, угольных и графитовых электродов.
Наиболее распространенным методом является аргонодуговая сварка (AC TIG). Чтобы работы прошли удачно, следует придерживаться нескольких правил:
- тщательная очистка поверхности от мусора и загрязнений;
- заготовку нужно зафиксировать в нескольких точках;
- рекомендуется использовать небольшой предварительный нагрев изделия, для этого можно использовать подручные средства. Следует помнить, что наличие или отсутствие нагрева зависит от вида свариваемого чугуна;
- присадка подается под углом в 20-30 градусов;
- необходимо использовать небольшие величины тока;
- соединение следует проводит поэтапно: исполнитель варит небольшой отрезок в 2-3 см. и проковывает наплавленный металл, чтобы
- избежать остаточного напряжения. Проковка производится небольшим молотком, вес которого не превышает 1,2 кг.,боек — закругленного типа.
- охлаждение детали после сварки осуществляется постепенно.
Данный способ является неосновным при соединении чугунных изделий. Это обусловлено определенными сложностями, возникающими в процессе работы, а также повышенным уровнем трудовых и финансовых затрат.
Электроды по чугуну своими руками
При отсутствии специальных электродов для сварки чугуна, можно самостоятельно сделать расходники, близкие по характеристикам к марка ОЗЧ-2 и ОЗЧ-6. Далее мы рассмотрим два способа, как сделать электроды для чугуна своими руками.
- Изготовление электродов по чугуну осуществляется по следующей технологии:
- Необходимо взять медную проволоку диаметром 2-5 мм., зачистить её наждачной бумагой, обезжирить и покрыть самодельной обмазкой;
проще всего приготовить обмазку из покрытия обычных электродов (АНО-4, УОНИ-13/55). - Покрытие расходников общего назначения соскабливается со стержня, измельчается и смешивается со стальными опилками или железным порошком в пропорции 1:1. Затем в получившуюся смесь добавляется силикатный клей, после все компоненты тщательно смешиваются.
- Проволока опускается в самодельную обмазку, пока нанесенного толщина покрытия не составит 1,5-2,0 мм. Затем нужно подождать, пока излишки смеси стекут.
- Следующий этап — сушка, проводящаяся на открытом воздухе, электроды сушатся в вертикальном положении.
- Завершающаяся процедура — прокалка выполняется в духовке или на плите при температуре 200-250°С.
- Самодельные электроды по чугуну готовы к сварке. Режим сваривания электродами, созданными своими руками, не отличается от режима работы фирменными расходниками.
2. Существует ещё один способ как изготовить чугунный электрод. Сварщику понадобится дрель, стальной электрод (АНО-4, УОНИ-13/45) и медная проволока диаметром 2 мм.
Чтобы изготовить электрод для чугуна своими руками по данной технологии следует произвести следующие действия: проволока накручивается на стальную основу обычного электрода посредством вращения его зажатым в партоне дрели. Чтобы наглядно ознакомиться с процессом производства, рекомендуем посмотреть видео.
Произведенные электроды из чугуна своими руками позволят сэкономить денежные средства, а также выполнять сварочные работы без простоя. Но качество будет ниже, чем от применения специальных электродов для чугуна.
Изготовление электродов в домашних условиях по чугуну может осуществить исполнитель любого уровня.
Меры безопасности
Проведения сварочных работ в домашних условиях требует тщательного и точного соблюдения техники безопасности. Наиболее важные моменты:
- помещение, в котором проводятся сварочные работы, должно освещаться и проветриваться;
- обязательно использование средств для заземления;
- чугун плохо реагирует на быстрое охлаждение, поэтому нужно защищать его поверхность от влаги;
- исполнитель должен использовать при работе индивидуальные средства защиты.
Источник: weldelec.com
Варим чугун электродом
В случае протечки автомобильного коллектора или трещины в трубе из чугуна обращаются за помощью к сварщику. Но в отличие от низкоуглеродистых сталей, чугун сваривается гораздо хуже. Частыми дефектами выступают поры на поверхности шва, а после проведения сварочных работ можно услышать потрескивание изделия, которое свидетельствует об образовании микротрещин в околошовной зоне. В промышленных условиях этот металл, с высоким содержание углерода, соединяют с предварительной подготовкой изделия, подогревая материал индукционными токами, и обеспечивая его плавное остывание. Но как решить проблему в быту? Сварка чугуна электродом в домашних условиях осуществляется обычным инвертором. Получить качественное соединение возможно, правильно подготовив поверхность изделия и верно выбрав режимы сварки.
Как варить чугун дома
В домашних условиях сваривать чугун можно инвертором или трансформатором, работа которого дополнена преобразователем, выдающем на держатель постоянный ток. Это содействует качественному проплавлению основного металла, и уменьшает брызги при горении дуги.
Сварочный процесс, выполняемый в гараже или во дворе, можно провести двумя способами. Если требуется заварить трещину в коллекторе или устранить раковину на изделии, то можно воспользоваться холодным методом. Это означает проведение сварочных работ без предварительного подогрева металла. Дефектное место очищается от окислов и грязи. Если трещина узкая (менее 1 мм ширины), то необходимо запилить ее тонким диском болгарки. Это позволит глубже затечь расплавленному металлу, и усилит структуру шва. Холодный метод применяется на не ответственных соединениях, которые после восстановления не будут испытывать серьезных нагрузок.
В случае ремонтных работ на чугунных шестеренках, где откололся зуб и требуется его наплавка, или при сваривании между собой двух отдельных чугунных деталей, необходим предварительный подогрев изделия до 350 градусов. Этот метод сварки чугуна называется полугорячим. Свариваемый элемент можно положить в горн с жаром от твердого топлива. Через 20 минут можно его извлечь и начинать сварочные работы.
Альтернативным способом разогрева может послужить паяльная лампа (на керосине), или горелка с пропан-кислородным пламенем. Предварительный подогрев изделия поможет сгладить перепад температур между материалом и расплавленным присадочным металлом. Это минимизирует последующее появление трещин, и предотвратит образование цементитов, затрудняющих последующую шлифовку шва. Данный метод используют в тех случаях, когда требуется качественное соединение, способное переносить нагрузки при эксплуатации.
Для получения максимального эффекта от подогрева, необходимо обеспечить и плавное остывание изделия после сварки. В домашних условиях чугунную деталь можно засыпать золой от печи или сухим песком. Пользоваться конструкцией следует только после полного остывания.
Какие выбрать электроды
Для сваривания чугуна инвертором требуются специальные электроды, состав проволоки которых будет хорошо взаимодействовать с основным металлом, и препятствовать выделению углерода и образованию пор. В этом отношении отлично зарекомендовали себя следующие марки:
В их состав добавляется никель и медь, что препятствует высвобождению углерода. Дополнительно, растяжимые свойства этих примесей содействуют более прочному шву, способному переносить нагрузки на разрыв и излом.
Если нет возможности приобрести электроды для сварки чугуна, а ремонтные работы ждать не могут, то их можно изготовить самостоятельно. Для этого, на обычные электроды (Э-46, АНО-21) наматывают медную проволоку. Витки укладывают плотно друг ко другу одним слоем. Начинать намотку необходимо от конца электрода, который будет гореть. Диаметр медной проволоки значения не имеет, и может составлять от 0,5 до 1,0 мм. При горении электрической дуги плавится стержень самого электрода и намотанная медь, а обмазка электрода будет защищать сварочную ванну от внешней среды.
Настройки аппарата
Чтобы качественно заварить изделие из чугуна дома, требуется правильно установить настройки на сварочном аппарате. В зависимости от марки электрода и его диаметра, сила тока на инверторе выставляется по таблице ниже:
Источник: svarkalegko.com
Электроды, Сварочные материалы в Перми — Сварка чугуна
- Вы здесь:
- Главная
- Полезная информация
- Сварка чугуна — технологии и особенности
Чугун является сплавом железа, который имеет значительное содержание углерода в составе. Содержание углерода колеблется от 2% до 6%. Этот процент примерно в 10 раз больше, чем в других сплавах, например, таких как кованое железо или сталь.
В процессе литья чугун образуется относительно легко, и это выглядит следующим образом:
— Сначала обычное железо, которое было очищено в доменной печи, выливается в форму и смешивается с требуемым количеством углерода.
— Процесс перемешивания происходит тогда, когда железо находится в полу расплавленном состоянии. Температура расплавленного металла составляет около 790°С. Это предотвращает углерод от сжигания и помогает смешаться с основным железом.
— Полученному чугуну позволяют постепенно остыть.
— Процесс охлаждения делает поверхность чугуна гладкой и защищает его от растрескивания. Углерод, который присутствует в расплавленном железе, образует хлопья графита в сплаве, что придает чугуну хрупкость. Если процесс охлаждения нарушить, то в чугуне могут появиться трещины.
Особенности сварки чугуна
Чугун имеет ряд специфических свойств и особенностей, которые требуется принимать во внимание перед его сваркой и требуют применения специальных технологий.
- Высокие скорости охлаждения чугуна. Это приводит к так называемому «отбеливанию», когда на поверхности образуется слой белого хрупкого чугуна, который является необрабатываемым.
- Низкие пластические свойства чугуна. Делает чугун способным к перенапряжениям и в результате сварки могут образовываться трещины.
- Выгорание углерода при сварке. В результате выгорания образуется окись CO, которая способствует образованию пор при сварке.
Хотя чугун имеет множество применений, его особенность быть хрупким становится основной головной болью, когда дело доходит до ремонта объектов из чугуна. Ниже приведены некоторые из процессов, которые окажутся полезными при ремонте и сварке чугуна.
Технологии сварки чугуна
Перед сваркой и ремонтом литья из чугуна, всегда желательно, чтобы поверхность под сварку была гладкой и чистой. Чистота поверхности обеспечивает очень хорошее качество сварки, а также защищает чугун от растрескивания. Сварка чугуна может осуществляться в двух направлениях:
- С подогревом — горячая сварка чугуна
- Без подогрева — холодная сварка чугуна
Сварка чугуна с предварительным подогревом – горячая или полугорячая
Технология сварки чугуна с подогревом, как правило, используются в тяжелой промышленности. Концепция применения подогрева делает процесс сложнее, так как для него требуется специальное оборудование для подогрева.
В большинстве случаев изделие под сварку нагревается до температуры от 250 до 650°С. Следует избегать нагрева более 750°С, когда металл переходит в стадию расплавления.
После того, как металл достигает требуемой температуры, начинают его сварку на малых токах, чтобы минимизировать перемешивание и остаточные напряжения.
Большое внесение тепла при сварке также может привести к растрескиванию. После сварки изделие должно охлаждаться постепенно. Для постепенного охлаждения изделие следует поместить в песок или накрыть при помощи специальных изоляционных материалов.
Холодная сварка чугуна – без предварительного нагрева
При технологии холодной сварки (без подогрева) очень важно иметь хороший контроль над сварочной дугой и делать как можно короткие сварочные швы. Самый лучший вариант, чтобы швы были длиной не больше 25 мм. Также очень важно, чтобы они остывали постепенно.
Процессы электродуговой сварки чугуна
- Ручная дуговая сварка электродами
- Аргонодуговая сварка
- Полуавтоматическая сварка
Ручная дуговая сварка чугуна покрытыми электродами
Существует четыре типа электродов, которые могут быть использованы для ручной дуговой сварки чугуна: чугунные электроды, электроды с медной основой, электроды с никелевой основой и стальные электроды. Для использования каждого из этих типов электродов есть свои причины и особенности: обрабатываемость, прочность и пластичность шва после сварки.
При сварке чугунными электродами, необходим разогрев детали до температуры в диапазоне от 120 °C до 425 °C, в зависимости от размера детали. Обычно чугунные электроды бывают диаметром от 6 до 15 мм, и сварочный ток для них требуется от 200 до 600 Ампер. Лучше использовать электроды малого диаметра и относительно низкие токи сварки.
Существует два типа электродов с медной основой: электроды из сплава олова (ECuSn) и электроды из сплава алюминия (ECuAl). Электродами из сплава олова производят производить пайку с получением швов с хорошей пластичностью. Алюминиевые электроды применяют для получения более прочного сварного шва.
Существует три типа электродов с никелевой основой. Первый тип (ENiFe-CI) содержит около 50% никеля, второй (ENiCI) содержит около 85% никеля и тип (ENiCu) содержит никель и медь. Применение этих электродов дает примерно одинаковые результаты. Эти электроды могут быть использованы для сварки без подогрева, но рекомендуется нагрев до 40 °C.
Стальные электроды (E-St) не рекомендуются для сварки чугуна, если сварочный шов будет впоследствии механически обрабатываться. Этот тип электродов должен использоваться только для мелкого ремонта.
Технология полуавтоматической MIG MAG сварки
Для сварки чугуна может использоваться и MIG MAG процесс. При этом процессе может быть использовано несколько типов сварочной проволоки, в том числе:
— Стальная проволока (E70S-3) с использованием смеси газов 80% Ar + 20% CO2.
— Никелевая проволока (ENiCu-B) с использованием 100% аргона для защиты.
— Кремний бронзовая проволока (ECuZn-C) с использованием 100% аргона (50% аргона +50% гелия).
Технология полуавтоматической сварки MIG MAG аналогична другим процессам. Так как требуются малые токи, то и диаметр сварочной проволоки должен быть соответственно минимальным.
Особенности аргонодуговой TIG сварки чугуна
Сварка чугуна в аргоне (TIG) возможна, но этот процесс очень сложный. Чугун содержит большое количество углерода, от 2% до целых 6%. Это содержание углерода, как говорилось выше, делает чугун очень хрупким и очень сложно свариваемым. При сварке чугуна требуется соблюдение технологии и тщательный контроль температуры для обеспечения качества сварного шва и предотвращения образования трещин.
При сварке аргоном используются никелевые присадочные прутки. Они являются наиболее предпочтительными и популярными для TIG сварки чугуна. Так же применяются в качестве присадки алюминиево бронзовые прутки, которые намного дешевле. Но их использование не рекомендуется, если деталь впоследствии будет подвергаться тепловому воздействию.
Как и при любом другом процессе, при сварке аргоном необходимо соблюдать ряд требований:
- — поверхность места сварки должно быть тщательно очищено от пыли и ржавчины
- — деталь перед сваркой аргоном должна быть предварительно нагрета, чтобы предотвратить возможность трещин
- — сварка должны вестись на низких токах короткими участками сварочного шва, чтобы контролировать температуру и препятствовать образованию трещин
- — каждый сварочный шов требуется простукивать молотком для снятия остаточных напряжений
- — после окончания сварки необходимо, чтобы изделие остывало медленно и постепенно
Итогом данной статьи можно сделать следующие выводы
Сварка чугуна является достаточно сложным процессом, используется холодная или горячая сварка, электроды, сварка аргоном или полуавтоматом. Если использовать правильную технологию и учитывать особенности, указанные выше, можно добиться оптимальных результатов. А, следовательно, и отличного качества сварки.
маркировка, марки, медные, как выглядят? – Расходники и комплектующие на Svarka.guru
Чугун – это сплав на основе железа, отличительной особенностью которого является высокое содержание углерода. В состав также входят кремний марганец, сера, фосфор и легирующие элементы. Работа с данным соединением имеет свои особенности, которые будут рассмотрены в данной статье.
Содержание
- 1 Специфика обработки
- 2 Методы
- 2.1 Чем заварить ковкий чугун?
- 2.2 Какие электроды подходят для серого чугуна?
- 2.3 Холодная сварка – нюансы и выбор электродов
- 2.4 Электроды для горячей сварки
- 2.5 Для чугуна и стали
- 3 Виды и свойства
- 4 Маркировка и обозначение
- 5 Популярные
- 6 Нюансы выбора
- 7 Самостоятельное изготовление
- 8 Заключение
Специфика обработки
Электроды по чугуну являются наиболее эффективным средством для соединения. Это обусловлено свойствами металла, которые отличаются от низкоуглеродистой стали:
- Низкая температура плавления не позволяет работать с чугуном классическим методом, поскольку в зоне вокруг шва происходит перекалка металла, что чревато появлению трещин в процессе кристаллизации. Чтобы избежать этого применяют методы предварительного нагрева поверхности и регулировке времени остывания.
[stextbox id=’info’]Опытный сварщик может определить наличие трещин по характерному треску металла в процессе застывания.[/stextbox]
- Высокое содержание чугуна оказывает негативное влияние на качество шва. Под действием электрической дуги происходит его активное выделение. Таким образом, по окончанию работ, выполненной согласно базовым рекомендациям по проведению электродуговой сварки, на поверхности останется много необработанных мест, а сам шов будет иметь пористую структуру.
- При работе с тонколистовым металлом используют специальные графитовые подкладки. Они помогают предотвратить прогары, которые часто проявляются при работе с материалами, обладающими высокой текучестью.
Методы
Оптимальный способ соединения чугунных изделий зависит от свойств базового металла и выбранной технологии сварки.
Чем заварить ковкий чугун?
Ковкий чугун получают после высокотемпературной обработки белого. Его главная особенность мягкость и пластичность, что позволяет использовать ковки тип при производстве деталей, устойчивых к вибрационным нагрузкам. Электроды для сварки чугуна, который прошел термообработку, следует выбирать с осторожность. Превышение допустимой температуры вернет чугун в прежнее состояние. Для сварки разрешено использовать следующие марки электродов:
- ОЗЧ-2/6;
- ЦЧ-4;
- МНЧ-2.
Какие электроды подходят для серого чугуна?
Серый тип также требует особого подхода. Электроды для наплавки чугуна: ОЗЧ-2 и ОЗЖН-1 лучше всего справятся с этой работой. Обратите внимание, что ОЗЖН-1 целесообразно использовать только при незначительных объемах.
Холодная сварка – нюансы и выбор электродов
Самый распространенный метод работы, который отличается лучшим результатом, по сравнению с горячим методом. Технология требует обязательной подготовки поверхности, которая может выражаться в механической очистке или обработки на фрезерном станке. Разрешено использовать следующие электроды:
- Стальные.
- Чугунные.
- Медные.
Самым важным параметром, требующим особого контроля, является регулировка температуры в процессе сваривания. В противном случае после остывания расплав будет очень хрупким.
Простота технологии привлекает мастеров, выполняющих работы в домашних условиях.
Для достижения наилучших результатов, сварщики рекомендуют остановить выбор на чугунных электродах.
Электроды для горячей сварки
Как следует из название, горячий метод отличается самой высокой температурой, которая достигает 600 Сº. Существует несколько мнений на счет оптимальной марки электродов, однако большинство считает, что лучше всего использовать тип ЦЧ-4. Их ценят за универсальные качества. Они прекрасно справляются со сваркой, которую выполняют в нижнем положении. Для прочих работ разрешено использовать любые расходные материалы, соответствующие ГОСТу 2671.
Для чугуна и стали
Для соединения разнородных деталей используют следующие типы сварочных стержней:
- ЦЧ-4. Предложение отечественных производителей. Данная марка способна работать как в холодном, так и горячем режиме. Единственный недостаток – отсутствует возможность выполнения многослойных соединений.
- Capilla-41. Продукт немецкой промышленности. Отсутствуют ограничения по положению шва и степени подготовки изделий. Специальный состав создает надежный и качественный шов, который легко поддается финишной обработке. Зарубежные расходные материалы, ввиду высокой стоимости, пользуются спросом только на промышленных предприятиях.
Виды и свойства
Основной характеристикой является материал изготовления. Производители используют следующие металлы:
- Сталь;
- Чугун;
- Медь.
При этом, если стальные и медные продукты имеют форму проволоки, то чугун выпускают в виде прутков различной длины.
Стальные стержни покрывают тонким слоем ферросплавов, который придает шву серый оттенок. Такие электроды способны работать с любым сварочным аппаратом, что послужило причиной их популярности у домашних мастеров.
Маркировка и обозначение
Порядок маркировки электродов по чугуну подчиняется требованиям ГОСТа. После расшифровки аббревиатуры сварщик получит информацию, необходимую для принятия решения об использовании конкретной марки.
В качестве примера рассмотри тип МНЧ-2. Первая буква говорит о том, что в качестве основного материала использовалась медная проволока. Вторая, указывает на высокое содержание никеля. Третья говорит о предназначении расходника. В нашем случае это сварка чугуна. Цифра показывает процентное соотношение основных материалов в электроде.
Популярные
На рынке присутствуют продукты отечественного и зарубежного производства. Самыми востребованными марками электродов для сварки чугуна от Российских изготовителей являются:
- МНЧ-2;
- ОЗЧ-2;
- ЦЧ-4;
- ОЗЧ-4;
- ОЗЖН-1;
- ОК 92.18.
Выпускаются в пачках по 5 и килограмм. Количество штук зависит от диаметра сечения.
Зарубежные аналоги отличаются лучшим качеством. Некоторое неудобство доставляет факт невозможности расшифровки обозначения по маркировке, однако консультанты в точках продажи с удовольствием ответят на все вопросы, качающиеся типа и назначения того либо иного продукта.
Среди иностранных компаний, работающих на отечественном рынке, стоит выделить следующие:
- ESAB;
- Oerlikon;
- UTP;
- Capilla.
Продукция вышеуказанных производителей отличается наилучшим качеством.
Нюансы выбора
Главное требование при подборе расходных материалов для сварочных работ – соответствие рабочей среде. Всю необходимую информацию можно почерпнуть из инструкции к продукту. Также следует обратить внимание на следующие особенности:
- Тип покрытия. Бывает основным, кислым, целлюлозным или рутиловым. Каждый тип по-своему реагирует на эксплуатационные режимы.
- Толщина. При работе с тонкостенными металлами не рекомендуется использовать толстые электроды – это приведет к прогару поверхности или залипанию стержня.
Самостоятельное изготовление
Случаются ситуации, когда отсутствует возможность приобрести материалы для сварки чугуна. В этом случае можно сделать их своими руками.
[stextbox id=’warning’]Качество самодельных продуктов на порядок ниже, чем у промышленных образцов, поэтому используйте кустарные электроды только в случае острой необходимости. [/stextbox]
В качестве стержня используют медную проволоку типа М2, которую нарезают на куски необходимой длины. Другие материалы не подойдут. Например, при изготовлении электродов из латунной проволоки в процессе работ будут выделяться ядовитые цинковые соединения.
Наружное покрытие изготавливают из старой обмазки электрода и стального порошка. Компоненты смешивают в соотношении 1:1. Полученную смесь добавляют в жидкое стекло. По достижению заданной густоты в раствор опускают проволоку и оставляют на просушку при естественной температуре.
Выглядеть такой электрод может не слишком привлекательно, однако, по эксплуатационным характеристикам он не сильно уступает МНЧ-1.
Заключение
Сварка чугуна – ответственный процесс, который требует особого подхода. От грамотного выбора электрода зависит качество будущего соединения и состояние околошовной зоны. Малейшая ошибка приведет к образованию пор и трещин.
[stextbox id=’info’]Сварщик 6-го разряда Голинка Олег Романович Опыт работы 15 лет: «За все карьеру я достаточно редко сталкивался с чугуном. В основном это касалось сварки корпусов монтажных лебедок. Во время проведения капитальных ремонтов металлургического оборудования сроки, обычно, очень сжаты. Малейшее их нарушение ведет к многомиллионным штрафам за срыв производственного процесса, а лебедки стояли на оживленных участках, где постоянно происходили какие-нибудь работы. Чугун – металл хрупкий. Он может пойти трещинами даже от случайного удара молотков. Для сварки мы пользовались электродами ЦЧ-4 – они зарекомендовали себя лучше всего. После проведения сварочных работ мы опускали деталь в нагретый песок – так она остывала гораздо медленнее, что сказывалось, в дальнейшем, на качестве шва».[/stextbox]
Чугунные стержневые сварочные электроды
44 изделия
Чугунные стержневые электроды служат присадочным металлом для сварки чугуна и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Чугунные стержневые электроды служат присадочным металлом для сварки чугуна и других совместимых металлов в задачах SMAW (дуговая сварка защищенным металлом). Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает удерживать загрязняющие вещества от попадания в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды сварки с высокой никелевой палочкой
Никель/железная палочка сварки.
Загрузка . ...0046 Loading… Loading… Loading… Loading… All Position
AC/DCEN/DCEP
Загрузка … Загрузка … AC/DCEP
Нагрузка … .0044 Загрузка … DCEP
Загрузка… Загрузка… Загрузка… Загрузка… 9095 70046
Загрузка … Загрузка … Загрузка … Загрузка … 9, All Place, за исключением Положения
9.
| Загрузка … |
только
AC/DCEN/DCEP
| Loading… |
| Loading… | |||||||||||||||
| Loading… | |||||||||||||||
| Loading… |
Электрод для сварки чугуна
Настоящее изобретение относится к электроду для дуговой сварки, приспособленному для использования с методами и оборудованием для сварки как переменным, так и постоянным током, и, более конкретно, оно относится к электроду для дуговой сварки для получения наплавленных материалов, обладающих высокой устойчивостью к плавлению. растрескивание линий и сварных швов и особенно такие отложения на чугуне.
В моей более ранней одновременно находящейся на рассмотрении заявке с серийным номером 654 809, поданной 15 марта 1946 г., теперь патент № 2 444 564 от 6 июля 1948 г., частью которой является данная заявка, я показал, что сварные швы на чугуне, при изготовлении покрытым сварочным электродом с сердечником из практически чистого никеля, как правило, не имеют трещин при осмотре как во время сварки, так и в полированных и травленых срезах после завершения сварки.
Теперь я обнаружил, что электрод для сварки чугуна с сердечником, состоящим в основном из никеля и железа, обладает преимуществами повышенной прочности. устойчивость к проплавлению и растрескиванию сварных швов и особенно подходит для использования при ремонте и изготовлении деталей из чугуна даже в таких тяжелых условиях сварки, как сварка без предварительного нагрева или проковки. Эта адаптируемость для получения сварных швов без трещин в сварном шве или линии сплавления без предварительного нагрева или наклепа особенно полезна при сварке тяжелых профилей или жестких конструкций, которые из-за их размера, формы или расположения не могут быть приспособлены к предварительному нагреву и наклепу. Таким образом, способ по настоящему изобретению обеспечивает значительное усовершенствование техники сварки.
Целью настоящего изобретения является создание сварочного электрода, специально предназначенного для сварки чугуна.
Еще одной целью настоящего изобретения является создание сварных соединений чугуна, практически лишенных трещин.
Еще одной задачей настоящего изобретения является обеспечение А9 наплавленного металла без трещин как в линии сплавления наплавленного металла, так и в основном металле, а также в самом наплавленном металле.
Еще одной целью настоящего изобретения является получение обрабатываемых наплавок на 4? чугунные отливки без необходимости предварительного нагрева или наклепа.
Другие цели и преимущества настоящего изобретения станут очевидными из следующего описания. В общих чертах, настоящее изобретение обеспечивает электрод для дуговой сварки, содержащий проволоку с сердечником, содержащую от примерно 40% до примерно 75% никеля и остальное железо вместе с небольшими количествами раскислителей и примесей, таких как 5s-углерод, марганец, кремний, медь, титан и магний и флюсовое покрытие, связанное с декстрином, покрывающее указанный сердечник.
Как указано, содержание никеля в сердечнике электрода по настоящему изобретению находится в пределах 40-75%. Предпочтительно, чтобы содержание никеля в сердечнике проволоки не падало значительно ниже 40%, поскольку разбавление пластины расплавленным металлом может снизить содержание никеля до уровня, слишком низкого для получения наплавленного металла без трещин согласно настоящему изобретению. Возможные причины и последствия разбавления пластины обсуждаются ниже, и предпочтительным признаком настоящего изобретения также является то, что наплавленный металл, полученный в результате плавления электрода, должен иметь содержание никеля не ниже примерно 35% после любого разбавления пластины, которое может произойти. . Содержание железа находится в пределах 60-25%. Предпочтительно, сердечник проволоки содержит примерно 60% никеля и примерно 40% железа. При изготовлении сердечника расплав предпочтительно подвергают подходящей обработке раскислением, которая включает, например, добавление примерно 0,4% марганца, 0,15% кремния и 0,05% кальция. Обработанный таким образом материал проявляет хорошую ковкость и обладает хорошими свойствами горячей и холодной обработки. Специалистам в данной области должно быть понятно, что обработка раскислением может несколько отличаться от описанной выше в зависимости от способа, используемого для получения тепла, и от других факторов.
Флюсовое покрытие для покрытия сердечника в электроде по настоящему изобретению по существу такое же, как флюсовое покрытие, используемое в моей вышеупомянутой одновременно находящейся на рассмотрении заявке. Он предпочтительно содержит шлакообразующие ингредиенты, такие как карбонаты и фториды щелочноземельных металлов, предпочтительно кальций; титан, предпочтительно в виде ферротитанового сплава; углерод, по крайней мере, часть которого предпочтительно находится в форме природного графита; железо в виде железного порошка; коллоидная глина, предпочтительно бентонит, и связующее.
Диапазон и предпочтительный состав ингредиентов флюса показаны в Таблице 1.
Таблица 1 Сухие ингредиенты Предпочтительный диапазон Части Части Карбонат кальция ——— 32 25-50 Фторид кальция ——- ——- — 29 20-35 Ирио порошок—-. ——- 15 0-30 Углерод ——— ————— 15 10-30 Ферро-25 титан ——— ————— 5 1-10 Bentbnite.— —.—— —-_:— 4 3-6 сек. ингредиенты композиции в следующем диапазоне могут быть использованы.
Связующее Предпочтительный ассортимент Части Части A Декстрин ………………………………………………………… 5 0,5-6 [Вода .. ..—— ——….. . .- 12 12-15 B Силикат натрия… ———-. ———- .. 0-4·10 Вода и декстрин (А) смешиваются при температуре от 1800°F до 2000°F в течение примерно 15 минут. Силикат натрия (В) добавляют к смеси (А) непосредственно перед добавлением полученной смеси к сухим ингредиентам. Вышеупомянутые сухие ингредиенты и связующие ингредиенты могут быть изменены без отклонения от сущности и объема настоящего изобретения. Например, железный порошок предпочтительно включают из-за его благоприятного воздействия на характеристики «выгорания» электрода, но он не является существенным ингредиентом для получения положительных результатов настоящего изобретения. Основной целью добавления силиката натрия к раствору связующего является ингибирование реакции между декстриновым связующим и железным порошком. Таким образом, когда железный порошок исключается из состава сухого флюса, силикат натрия также может быть исключен.
Карбонат натрия или другие щелочные соли могут быть заменены в соответствующих количествах силикат натрия с аналогичными результатами ингибирования. Используемый уголь может быть добавлен полностью в виде промышленного угля размером около 200 меш, но я предпочитаю, чтобы было около 5% всего углерода. добавлен в виде природного графита, который улучшает экструдируемость флюса. Когда ферротитан добавляют в форме, отличной от титанового сплава ферро-25, например, в виде ферро-40-титана, добавляемое количество пропорционально уменьшают, чтобы поддерживать добавление титана в заданном диапазоне. j Флюс наносится на сердечник в процессе экструзии, и отношение диаметра сердечника к толщине флюса может быть тем, что подробно описано в моей вышеупомянутой находящейся на рассмотрении заявке.
Углерод, введенный в расплав через покрытие, оказывает важное металлургическое воздействие на отложение. Углерод, поглощенный расплавленным сварным швом, отбрасывается в виде графитового углерода таким образом, чтобы благоприятно влиять на распределение усадки и уменьшать усадочные напряжения при затвердевании и, таким образом, снижать склонность к растрескиванию сварного шва.
Сварочные отложения, полученные с помощью электрода по настоящему изобретению, обычно показывают содержание порядка от 1% до 1,25% графит-углеродного анализа. Тогда структура сварного шва представляет собой, по существу, никель-железную (аустенитную) матрицу с графитовым углеродом. В технике сварки на сварной наплавке неизбежно возникает, по крайней мере, до некоторой степени, разбавление пластины. Таким образом, при сварке чугуна никельсодержащим электродом наплавленный металл будет содержать меньше никеля, чем стержень электрода, в основном из-за разбавления пластины и, в некоторых случаях, из-за поглощения железа из флюсового покрытия. Чтобы проиллюстрировать этот эффект, если сварные наплавки выполняются на чугуне с использованием электродов с сердечником, состоящим примерно из 60% никеля и 40% железа, предпочтительного сердечника по настоящему изобретению, и при условии разбавления 15% содержание никеля в полученный наплавленный наплав, несмотря на разбавление пластины, будет намного выше минимума 35%, желаемого в наплавленном наплаве, и даже если при использовании предпочтительной проволоки с электродным сердечником по настоящему изобретению встречались разбавления до 30%, содержание никеля плавление будет около 42%, и будет очевидно, что содержание никеля, таким образом, остается выше 35% в наплавленном металле.
Такие факторы, как геометрия и конструкция соединения, тепловложение и характеристики проникновения электрода, влияют на степень разбавления, и очевидно, что все эти факторы требуют тщательного рассмотрения при определении минимально допустимого содержания никеля в электроде для заданное приложение. Как указывалось выше, разбавление до 30% не оказывает неблагоприятного воздействия на наплавку, полученную в соответствии с настоящим изобретением с предпочтительным 60%-ным никелево-железным электродом по настоящему изобретению.
Как указывалось выше, геометрия и конструкция соединения, подвод тепла и характеристики проникновения электрода являются факторами, влияющими на степень растворения наплавленного металла.
В наплавленных наплавках, например таких, в которых плавленый металл наплавлен в V-образную канавку в основном металле или на нее, будет очевидно, что подвод тепла будет сравнительно больше в области основного металла Это происходит, когда основной металл относительно тонкий в поперечном сечении, и, следовательно, разбавление будет больше, чем в случае, когда основной металл относительно толстый в поперечном сечении. Следовательно, там, где ожидается или неизбежен высокий уровень разбавления, никель-железный сплав, выбранный для электрода с сердечником, должен иметь относительно высокое содержание никеля и который при указанном высоком разбавлении будет давать наплавленный наплавленный металл толщиной никель-железный сплав, в котором содержание никеля не ниже примерно 35%. И наоборот, там, где разбавление может поддерживаться на минимальном уровне, например, в верхних валиках относительно широкой V-образной канавки, никель-железный сплав, выбранный для сердечника электрода, будет таким, в котором содержание никеля лишь немного превышает содержание никеля. желательное содержание никеля в наплавленном металле.
Из предшествующего обсуждения следует, что настоящее изобретение в его широком аспекте предполагает получение наплавленного металла на чугун, в котором наплавленный металл представляет собой никель-железный сплав, который с разбавлением пластины от частей, сварной, представляет собой сплав никеля и железа с остаточным содержанием никеля около 35% или более.
Еще одно преимущество заключается в применимости электрода и способа по настоящему изобретению для сварки высоколегированных чугунов, таких как продаваемые под торговой маркой «Ni-Resist». Электрод по настоящему изобретению также особенно применим для сварки серого чугуна с высоким содержанием фосфора, например, железа, содержащего около 3,50% общего углерода, 2,25% кремния и 0,40% фосфора, с нормальными количествами марганца, серы и т. д.
Полезным испытанием для оценки электродов для сварки чугуна является испытание на сварку блоков с U-образной канавкой. Образец для испытаний представляет собой чугунный блок размером 3 x 5 x 1 дюйм с U-образной канавкой длиной около 3 %, шириной 3/4 дюйма и глубиной 1 дюйм на верхней поверхности. Канавка заполняется дуговой сваркой с использованием различных режимов предварительного нагрева и проковки, наиболее жесткими условиями являются условия без предварительного нагрева и без проклевки.
В следующих иллюстративных примерах была использована только что описанная процедура испытания сварки U-образной канавки. Все сварные швы контролировались как во время сварки, так и в полированных и травленых шлифах после завершения сварки.
ПРИМЕР 1 Сварочный электрод был изготовлен с сердечником; проволока, содержащая 49,5% никеля, а остальное в основном состоит из железа плюс незначительные доли марганца, кремния и других примесей и/или раскислителей. На указанную сердечниковую проволоку методом экструзии наносили флюсовое покрытие предпочтительного состава из таблицы 1. Электрод наносили дуговой сваркой в U-образную канавку в блоке из серого чугуна без предварительного нагрева и без проковки. Трещин как в зоне термического влияния чугунного блока, так и в металле шва не обнаружено.
ПРИМЕР 2 Следующие сварные швы были выполнены без предварительного нагрева и без наклепа на блоках с U-образными канавками следующего состава: 3,33 % общего углерода, 2,26 % кремния, 0,60 % марганца, 1,1 % никеля, 0,08 % фосфора, 0,17 % серы. и сбалансировать железо. Используемые проволоки с сердечником, все из которых были покрыты флюсом состава из таблицы 1, представляли собой сплавы никеля и железа следующих составов: рудная проволока Проценты Проценты Примечания рудная проволока Ni Fe A ———- — 27,05 71,91 () Б— —-_ ————- 37,75 61,48 () — 48,22 51,15 0————— ———— 48.22 2115(1) Д .____.. … … .. … … .. . 249.50 i 50,20 (1) I Плюс нормальные количества Mn, Si и т. д.
2 Приблиз.
Приблизительно 7 валиков были нанесены для заполнения U-образных канавок, сварные швы проверялись после каждого прохода. Результаты приведены в таблице 2.
Таблица 2. Проверка сварного шва A сердечником из проволоки ———— трещин в сварном шве нет, трещина по линии сплавления после 5-го прохода.
B ——— без трещин.
C —- Делать.
Д.— — До.
ПРИМЕР 3 Дальнейшую серию испытаний на сварку блоков с U-образной канавкой проводили в тех же условиях, что и в примере 2. Используемые блоки имели следующий состав: 3,27% общего углерода, 2,18% кремния, 0,63% марганца, 1,1 % никеля, 0,08% фосфора, 0,16% серы и остальное железо. Используемые сердечники были следующего состава: сердечник E ………………….—————- —— ———G— ———————F . . . . . . . . . . . . . . . . . . . 0 . . . . . . . . . . . . . . . . . . 1 Плюс обычное количество Mn, Si и т. д.
Результаты контроля выполненных сварных швов представлены в Таблице 3.
Таблица 3 Сердечники Проверка сварного шва E ———— Трещин нет.
F — — Делать.
Г . ._.——-. Растрескивания при сварке не наблюдается, на разрезе обнаружено незначительное растрескивание по линии сплавления.
ПРИМЕР 4 Чтобы проверить применимость никель-железного электрода по настоящему изобретению для сварки специального чугуна, в секциях стояка диаметром около 21/2 дюйма были вырезаны канавки для имитации испытания на черный U-образный паз с использованием следующие основные металлы: 1. Никель-медь-хром-чугун (14% Ni, 6% Cu, 2% Cr, 2,8% C, 2% Si, 1% Mn) 2. 30% никель-хром-чугун ( (30 % Ni, 0 % Cu, 3 % Cr, 2,4 % C, 1,5 % Si, 1 % Mn). и условия сварки были такими же, как и в примерах 2 и 3. Ни во время сварки, ни при разрезании не было обнаружено растрескивания.Из приведенных выше иллюстративных примеров будет очевидно, что новые сварочные электроды по настоящему изобретению особенно подходят для изготовления сварные соединения деталей из чугуна или специального чугуна в таких жестких условиях сварки, как те, в которых отсутствует предварительный подогрев соединяемых деталей и отсутствие проклевки наплавленного шва, сварное соединение которого лишено линии сплавления и образования трещин в сварном шве. Следовательно, изобретение особенно полезно при ремонте или сборке массивных деталей из чугуна, которые из-за их массы могут быть предварительно нагреты только с большими трудностями, если вообще могут быть подогреты.
Хотя механизм, с помощью которого наплавленный металл освобождается от трещин, до конца не изучен, считается, что он частично связан с выгодным распределением и снижением усадочных напряжений, а частично — со сниженным коэффициентом расширения наплавленного металла.
Каким бы ни был этот механизм, однако полученные результаты, основанные на большом количестве экспериментов, позволили получить наплавленные сварные швы без трещин как по всему свариваемому металлу, так и по линии сплавления указанного металла шва и основного металла.
Хотя настоящее изобретение было описано в связи с некоторыми конкретными вариантами его осуществления, следует понимать, что вариации и модификации в составе и пропорциях ингредиентов могут быть сделаны без отхода от сущности и объема изобретения, изложенных в приложенном претензии.
I п.1: 1. Электрод для дуговой сварки, предназначенный для получения наплавленного металла без трещин на чугунах с высоким содержанием фосфора, содержащий проволоку с сердечником, содержащую от примерно 40% до примерно 75% никеля, а остальное в основном железо, и флюсовое покрытие, покрывающее указанное жильный провод; указанное флюсовое покрытие содержит от около 10 до 30 частей углерода, от около 0,25 до 2,5 частей титана в форме сплава, железный порошок в пределах до 30 частей, от 45 до около 85 частей шлакообразующих материалов и связующее для них. .
2. Электрод для дуговой сварки, предназначенный для получения наплавленного металла без линии сплавления и трещин в сварном шве на чугунах с высоким содержанием фосфора, содержащий сердечник, содержащий от примерно 40% до примерно 75% никеля, а остальное в основном железо, и флюсовое покрытие, содержащее от примерно 10 до примерно 30 частей углерода, по крайней мере, часть которого присутствует в виде природного графита, примерно 1,25 части титана в виде ферротитанового сплава, количество железного порошка в пределах примерно до 30 частей, от от примерно 45 частей до примерно 85 частей шлакообразующих материалов и декстринового связующего для них.
3. Электрод для дуговой сварки, приспособленный для получения наплавленных наплавок без трещин по линии сплавления и растрескивания сварных швов на чугунах, включающий сердечник, содержащий примерно 60% никеля и примерно 40% железа, и флюсовое покрытие, покрывающее указанную сердечник; указанное флюсовое покрытие содержит примерно 15 частей углерода, примерно 5 частей ферротитана, примерно 15 частей железного порошка, примерно 32 части карбоната кальция, примерно 29 частей фторида кальция, примерно 4 части бентонита и связующее вещество декстрин-вода-силикат натрия в пропорциях приспособлен для придания экструдируемости указанному флюсовому покрытию.
4. Электрод для дуговой сварки, предназначенный для получения наплавленного металла без трещин по линии сплавления и трещин в сварном шве на чугунах, содержащий сердечник, содержащий от примерно 40% до примерно 75% никеля, а остальное в основном железо, и флюсовое покрытие, покрывающее указанный сердечник; указанное флюсовое покрытие содержит от около 45 до 85 частей шлакообразующих материалов, до 30 частей железного порошка, от около 10 до около 30 частей углерода, от около 0,25 до около 2,5 частей титана в форме сплава, от около 3 до около 6 частей. частей бентонита и связующее вещество декстрин-вода в пропорциях, адаптированных для придания экструдируемости указанному флюсовому покрытию.
5. Наплавленный наплавленный элемент для сварки на чугуне, содержащий наплавленное покрытие из никель-железного сплава, содержащего от около 35% до около 75% никеля и имеющего содержание графитового углерода от около 1,0% до 1,25%. , при этом указанное наплавление характеризуется отсутствием трещин по всему наплавленному металлу и по всей линии сплавления между указанным наплавленным металлом и указанным чугуном.
6. Наплавленный сварочный элемент на чугуне, содержащий наплавленное покрытие из никель-железного сплава, содержащего от примерно 35% до примерно 50% никеля и имеющего содержание графитового углерода от примерно 1,0% до 1,25% и остальное в основном железо, при этом указанное наплавление характеризуется отсутствием трещин по всему указанному наплавленному металлу и по всей линии сплавления между указанным наплавленным металлом и указанным чугуном.
7. Наплавка сварочного элемента на чугуне, содержащая наплавку, соединяющую соседние части указанного чугуна, причем указанная наплавка состоит примерно на 40% из никеля и имеет содержание графитового углерода от 1,0% до 1,25%, а остальное в основном из железа и характеризуется отсутствием трещин по всему указанному наплавленному металлу и по линии сплавления между указанным наплавленным металлом и указанными деталями.
8. Электрод для дуговой сварки, предназначенный для получения наплавленного металла без трещин на чугунах com.5, содержащий сердечную проволоку, содержащую от примерно 55% до примерно 75% никеля, а остальное, в основном, железо, и флюсовое покрытие, покрывающее указанную сердечную проволоку ; указанное флюсовое покрытие, содержащее по весу от примерно 10 до 30 частей углерода, от примерно 0,25 до 2,5 частей титана в виде сплава, порошка железа в пределах до 30 частей, от 45 до примерно 85 частей шлакообразующих материалов и связующее для них.
ТЕОДОР ЭФРАИМ КИЛГРЕН.
25 ЦИТИРОВАННЫЕ ССЫЛКИ В файле этого патента имеются следующие ссылки: ПАТЕНТЫ СОЕДИНЕННЫХ ШТАТОВ Номер 1,632,704 1,794,983 2,303,746 2,315,740 2,444,654 Имя Дата Джейкобс ———— 14 июня 1927 г. Риттер — ——— 3 марта 1931 г. Kihlgren et al. ——. 1 декабря 1942 г. Скунмейкер —._-__ 6 апреля 1943 г. Кильгрен ——— 6 июля 1948 г. Свидетельство об исправлении Патент № 2 499 827 7 марта 1950 г. ТЕОДОР ЭФРАИМ КИЛГРЕН Настоящим подтверждается, что ошибка появляется в печатном описании пронумерованного выше патента, требующего исправления следующим образом: столбец 1, строка 10, вместо номера патента «2 444 564» читать 2 444 654; и что указанные патентные письма следует читать с этим исправлением, чтобы оно могло соответствовать записи дела в Патентном ведомстве.
Подписано и скреплено печатью 11 июля 1950 г. по Р.Х. [SBEAL] ТОМАС Ф. МЕРФИ, помощник уполномоченного по патентам.
Сварочный чугун
Чугун представляет собой сплав железа и углерода. Содержание углерода в чугуне колеблется от 1,7% до 4,5%. В этой статье мы увидим несколько аспектов сварки чугуна.
Типы чугуна
Сварочные процедуры для чугуна
Подготовка к сварке чугуна
Дуговая сварка
Чугунные электроды
Электроды с медным основанием
Электроды на основе никеля
Углеродно-дуговая сварка чугуна
Дуговая сварка металлическим газом
Типы чугуна
Серый чугун является наиболее широко используемым типом чугуна. Он имеет высокий процент перлита в своей микроструктуре с рассеянными графитовыми чешуйками.
Некоторые чугуны содержат легирующие элементы, такие как хром, никель, медь, молибден и т. д., которые добавляются для придания металлу определенных свойств.
Другим широко используемым типом является аустенитный чугун. В этом типе стабилизаторы аустенита, такие как никель, используются в качестве легирующих элементов. Эти элементы снижают температуру превращения металла, так что аустенит может существовать и при комнатной температуре (обычно аустенит существует при температуре выше 1333°F). Эти чугуны обладают хорошей коррозионной стойкостью.
Другим типом является белый чугун, в котором почти весь углерод находится в свободной форме. Твердость этих чугунов довольно высока. Следовательно, они подходят для применений, требующих стойкости к истиранию.
Когда белый чугун подвергается термической обработке отжигом, часть его структуры изменяется на перлит и феррит. Это увеличивает пластичность металла. Такой чугун называют ковким.
Существуют и другие разновидности, которые можно получить добавлением легирующих элементов. Например, если добавить магний, получится чугун с шаровидным графитом. Если в качестве легирующего элемента добавляется алюминий, получается ковкий чугун. Добавление этих элементов связывает углерод в сферическую или узловатую форму, в отличие от чешуйчатой формы в сером чугуне. Это увеличивает пластичность чугуна.
Процедуры сварки чугуна
Как мы видели выше, пластичность серого чугуна низкая. Таким образом, он не расширяется в какой-либо степени во время сварки. Поэтому этот металл необходимо предварительно подогреть, особенно при сварке кислородно-ацетиленовым методом. Однако предварительный нагрев не всегда является хорошим вариантом (или его нелегко применять) в сложных конструкциях, например, при ремонте деталей двигателя.
В таких случаях лучше использовать электродуговую сварку. В этих процессах тепло дуги можно тщательно контролировать, чтобы оно оставалось ограниченным небольшой площадью. Помогает электрод меньшего диаметра и небольшая длина дуги. Делая это, мы можем исключить необходимость предварительного нагрева. За счет локализации тепла устраняется опасность растрескивания отливки.
По сравнению с серым чугуном ковкий C.I., ковкий C.I., шаровидный C.I. и т. д. легче свариваются. Наилучшие результаты получаются при сварке чугуна, если он находится в отожженном состоянии. Металл имеет более низкую твердость и пригоден для производственных операций, таких как механическая обработка и сварка, когда он находится в отожженном состоянии.
Сварка чугунов применяется для утилизации свежих отливок, содержащих незначительные дефекты, или для ремонта отливок, получивших повреждения в процессе эксплуатации, или для соединения чугуна с чугунными деталями со стальными в процессе изготовления. Всякий раз, когда сварка чугуна предпринимается, важно установить, какие разновидность это. Потому что стратегия сварки зависит от типа сплава.
Подготовка к сварке Чугун
Когда требуется провести ремонт треснувшей отливки, сначала необходимо определить протяженность трещины. Потому что трещины должны быть удалены полностью, так как они могут быстро появиться снова в условиях эксплуатации. По этой причине следует выполнять сварные швы с полным проплавлением, чтобы уменьшить вероятность возникновения участков концентрации напряжений в детали.
При обнаружении трещины можно просверлить отверстие немного в стороне от нее, чтобы трещина не распространялась дальше.
При подготовке к сварке место сварки необходимо тщательно очистить. Вся краска, окислы, грязь, масло, жир и т. д. должны быть очищены. Отливку можно немного нагреть, чтобы обеспечить выход захваченных газов на поверхности.
Хорошо удалить поверхность с высоким содержанием кремния из зоны сварки механической обработкой как с передней стороны, так и со стороны корня. Подготовка кромки может быть выполнена с углом скоса от 60° до 90° и притуплением кромки 1/8 дюйма (3,2 мм).
При сварке чугуна обычно требуется предварительный нагрев. Хотя достаточно и низкой температуры, если используются пластичные присадочные стержни. Использование предварительного нагрева замедляет скорость охлаждения металла. Внезапное изменение температуры между зоной сварки и окружающим основным металлом уменьшается, когда мы используем предварительный нагрев. Это снижает усадочные напряжения. Предварительный нагрев размягчает область, прилегающую к сварному шву, и сохраняет пластичность основного металла. Он также дегазирует основной металл, прилегающий к зоне сварки, так что вероятность пористости в металле сварного шва снижается.
Предварительный нагрев можно выполнить любым из обычных способов. Это можно сделать с помощью кислородно-ацетиленовой горелки, пламени сжиженного нефтяного газа, пламени генераторного газа или нагрева печи.
После завершения сварки металл шва может быть подвергнут последующему нагреву. Это размягчит металл и сделает его пригодным для обработки после сварки, если таковая имеется. Охлаждение металла должно быть как можно более медленным. Это можно сделать, покрыв отливку изоляционными материалами, чтобы не допустить проникновения окружающего ветра.
Дуговая сварка
Дуговая сварка защитным металлом может использоваться для сварки чугуна. Для этого можно использовать покрытые электроды SMAW различных марок. Чугунные электроды, электроды из сплавов на основе меди, электроды из сплавов на основе никеля, а также электроды из мягкой стали используются для сварки чугуна SMAW. Выбор электрода зависит от требуемой прочности и пластичности сварного шва, соответствия цвета наплавленного металла основному металлу и обрабатываемости металла шва.
Электроды из мягкой стали обычно не используются для сварки чугуна. Это связано с тем, что металл сварного шва становится довольно твердым из-за поглощения углерода из основного металла. Полученный металл шва и ЗТВ имеют высокую твердость, которую нелегко обрабатывать. Пластичность металла шва низкая. Таким образом, если деталь требует механической обработки после сварочных операций, электроды из мягкой стали не являются правильным выбором.
Электроды из мягкой стали используются только для мелкого ремонта. А при использовании используются электроды небольшого размера, с низким током, высокой скоростью перемещения и процедурой сварки с пропуском, так что разбавление является минимальным и осаждается сварочная ванна небольшого размера. Цветовое соответствие металла шва, наплавленного электродами из мягкой стали, с основным металлом удовлетворительное.
Чугунные электроды
При использовании чугунных электродов обычно используется предварительный нагрев от 250°F до 800°F (от 121°C до 425°C). Более высокая температура предварительного нагрева означает более мягкий металл сварного шва, следовательно, более поддающийся механической обработке.
Следует использовать электрод малого диаметра со средней длиной дуги и минимальным колебательным действием. Идея состоит в том, чтобы использовать низкое тепловложение и равномерно распределить его по длине сварного шва, чтобы свести к минимуму усадочные напряжения. Для распределения тепла следует использовать процедуру скиповой сварки. Проклевка валиков после сварки помогает снизить напряжения в валиках и, таким образом, свести к минимуму деформацию.
Сварной шов должен медленно охлаждаться после завершения сварки. Покрытие поверхностей термостойкими изолирующими покрытиями снижает скорость отвода тепла в окружающую среду. Совпадение цвета металла шва с основным металлом хорошее при использовании электродов из чугуна.
Электроды с медной основой
Два типа электродов с медной основой используются для дуговой сварки чугуна в среде защитного газа: сплав меди с оловом и сплав меди с алюминием. Медно-цинковые сплавы не используются в качестве покрытых электродов из-за низкой температуры плавления цинка. Температура плавления и температура кипения цинка ниже, чем температура плавления меди. Таким образом, цинк не только плавится, но и испаряется еще до того, как плавится медь. Летучий цинк создает пористость в сварном шве и поэтому не является подходящим ингредиентом для использования.
При использовании электродов на основе меди рекомендуется предварительный нагрев от 250°F до 400°F (от 121°C до 204°C). Дуга должна быть направлена на металл шва, а не на основной металл, чтобы избежать разжижения. Предпочтительны электроды меньшего диаметра, и следует проводить медленное охлаждение. Совпадение цвета металла шва с основным металлом не столь хорошее, когда для сварки чугуна используются электроды SMAW на основе меди.
Электроды на основе никеля
Никелевые электроды не требуют большого предварительного нагрева, достаточно номинального предварительного нагрева 100°F. Электроды предназначены для использования во всех положениях, однако для сварки чугуна рекомендуется горизонтальное положение. Важное значение имеет межпроходная очистка. Пластичность металла шва, наплавленного этими электродами, высока и не сильно зависит от разбавления основного металла. Однако следует избегать разбавления неблагородным металлом. Дуга должна быть направлена на ранее уложенную наплавку, а не на основной металл. Это помогает избежать высокой твердости в ЗТВ.
Еще один способ сохранить мягкость ЗТВ – выполнить последующий нагрев после сварки.
При сварке чугуна никелевыми электродами цветопередача не очень хорошая.
Углеродная дуговая сварка чугуна
Углеродная дуговая сварка может использоваться для сварки чугуна. Для этого используются чугунный присадочный стержень, чугунный сварочный флюс. Углеродные электроды перемещаются по поверхности металла, чтобы немного подогреть металл.
Угольный электрод используется для манипулирования расплавленной ванной таким образом, чтобы шлак и оксиды выносились на поверхность ванны. Сварные швы, полученные таким образом, поддаются механической обработке.
Дуговая сварка металлическим газом
Дуговая сварка металлическим газом также используется для сварки чугуна, особенно сварных швов из углеродистой стали и ковкого чугуна. Ниже приведены некоторые комбинации присадочной проволоки и защитного газа:
- Мягкая сталь с использованием 75% аргона + 25% CO 2 для защиты.
- Никель-медь с использованием 100% аргона для защиты.
- Кремниевая бронза с использованием 50% аргона + 50% гелия для защиты.
Диаметр провода должен быть небольшим, с малым током, чтобы размер лужи был небольшим, а разбавление основным металлом было минимальным. Присадочная проволока из мягкой стали со смесями арбона и СО2 имеет низкую проникающую способность, что является желательным.