Сварка чугуна в домашних условиях – электроды, способы сварки
Сварка чугуна в домашних условиях – электроды, способы сваркиЧугун — это сплав железа с углеродом, содержащий большое количество различных примесей. Изделия из чугуна пользуются широким спросом, как в промышленной области, так и в быту. Именно активное использование чугуна последние 50 лет, привело к тому, что все чаще возникает необходимость что-то ремонтировать. При этом сварка чугуна остаётся одним из самых практичных способов привести изделие в работоспособное состояние.
Чтобы варить чугун в домашних условиях потребуется инвертор и специальные электроды по чугуну. Ранее на сайте mmasvarka.ru уже рассказывалось, как их сделать кустарным способом с использованием обычной медной проволоки. Поэтому в данной статье будут освещены вопросы касательно различных нюансов сварки чугуна, поскольку данная работа сильно отличается от работ, связанных со сваркой стали.
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении.
Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем. Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов.
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий.
В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:
Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Сварка чугуна электродом
Для сварки чугуна в домашних условиях потребуется инвертор и электроды со специальным стержнем. В составе электродов по чугуну содержится медь и никель. Ну а о том, как сделать самодельные электроды для чугуна уже рассказывалось в прошлых выпусках сайта.
Самыми популярными заводскими электродами для сваривания чугуна, являются:
- Электроды ОЗЖН-1, ОЗЧ-2, а также ОЗЧ-3, ОЗЧ-4, ОЗЧ-6;
- Электроды МНЧ-2;
- Электроды ЦЧ-4.
При этом очень важно выбрать правильный режим сварки для всех вышеперечисленных марок электродов. Для электродов ЦЧ-4 (3 мм), сила тока должна быть выставлена на инверторе в пределах 70А. Для электродов ОЗЧ-2, порядка 90А. Для электродов ОЗЖН-1 диаметром в 3 мм, примерно 100А, а для электродов МНЧ-2 такого же самого диаметра, силу тока на инверторе следует выставлять в районе 90А.
Технологические особенности сварки чугуна заключаются вот в чем:
- Варить чугун нужно короткими швами, длиной не более 5 см;
- Следует избегать сильного перегрева чугунных изделий при сварке. Поэтому помимо сварки коротким швом, следует давать заготовкам достаточное количество времени на охлаждение;
- При сварке чугуна электродом, инвертор следует переключать в обратную полярность.
Если придерживаться всех вышеперечисленных правил, то можно будет варить чугун в домашних условиях, без особых трудностей.
Поделиться в соцсетях
Сварка чугуна электродами
У всех наверное есть электросварка (ручная дуговая). Сейчас стали распространенными сварочные аппараты инверторного типа. Многие спрашиваю какими электродами можно заварить чугун. Сейчас расскажу. И так если вы не знаете,то есть несколько видов чугуна. Например вот несколько марок электродов с помощью которых можно заварить несколько видов чугуна.
- ЦЧ-4
- МНЧ-2
- ОЗЧ-2
- ОЗЧ-3
- ОЗЧ-4
Данными марками электродов можно заварить (используя метод холодной сварки) серый, высокопрочный и ковкий чугун. Что значит метод холодной сварки — это сварка без предварительного подогрева место сварки. Ведь по идее перед сваркой чугуна желательно место в которых материалы будут связываться предварительно разогреть до температуры 600 градусов. Ну как правило мы не знаем как определить до какой температуры мы нагрели место сварки чугуна. И зачем скажете вы вообще подогревать его когда и так можно заварить. Все довольно просто если вы знаете то для качественно шва нужно чтоб плавно он остывал, а иначе в около-шовной зоне появляются микротрещины. Нужно что чугун после сварки остывал постепенно. Для нагрева чугуна можно использовать обычный резак если приходится проводить сварку в домашних условиях. Думаю все знают что такое резак.
Для сварки можно использовать постоянный ток прямой полярности или переменный обратной полярности.
- ОЗЖН-1
- ОЗЖН-2
- ОЗЧ-2
- ОЗЧ-3
- ОЗЧ-4
- ОЗЧ-6
- МНЧ-2
- ОЗЛ-25Б
- ОЗЛ-27
- ОЗБ-2М
- ОЗЛ-28
- ESAB
Это не полный список электродов ,но это довольно популярные марки электродов которые используются. И так давайте проведем опыт и пойдем в ближайший интернет магазин и посмотрим какие электроды нам попадутся.
Опыт №1: И так интернет магазин внятный для покупки электродов я так и не нашел. Есть только какие-то официальные сайты и то где то есть описания ,но нет марки или наоборот есть марки то нет описания. Даже в маркете яндекса ничего не нашлось. Какие электроды нужно покупать. Например выбирайте примерно такой состав Mn — 0.7% Ni — 52% C — 1.6% Si — 0.7%. И так а теперь давайте посмотрим что нам даст обычный поход в магазин. Что нам посоветуют и какие электроды нам предложат. Что могут рассказать продавцы.
Даже в маркете яндекса ничего не нашлось. Какие электроды нужно покупать. Например выбирайте примерно такой состав Mn — 0.7% Ni — 52% C — 1.6% Si — 0.7%. И так а теперь давайте посмотрим что нам даст обычный поход в магазин. Что нам посоветуют и какие электроды нам предложат. Что могут рассказать продавцы.
Опыт №2: Поход в магазин.
Пошел я в один магазин в другой в третий ,но так и не нашел электроды по чугуну. И решил поехать в специализированный магазин который только и занимается сварочными аппаратами и комплектующими. Да действительно оказалось что там есть из чего выбрать. Первые электроды которые мне попались оказались в пластиковой упаковке. Раньше я такие не встречал.
Я спросил разрешения сделать несколько фото, хотя по началу они немного возмутились. Но в общим в спец магазине мне рассказали какие есть у них электроды и еще много подробностей о которых я пока умолчу и напишу о них в других статьях соответствующей категории.
Как и чем варить чугун в домашних условиях инвертором
Как и чем варить чугун в домашних условиях
Содержание статьи:
Сварка чугуна в отличие от стали процесс трудоёмкий и узкоспециализированный. Варить чугун можно, но это сопряжено с рядом трудностей, а именно: перекалкой металла, появлением пор и высокой его текучестью.Поскольку температура плавления чугуна намного ниже, это приводит к образованию перекалки металла, изделие может запросто расколоться на части. Появление пор на поверхности чугуна связано с тем, что в нем очень много углерода, который начинает под давлением температуры выходит наружу.
Раскалённый чугун обладает высокой текучестью, что также вносит свои коррективы в сварочный процесс. О том, как варить чугун, и какие электроды для этих целей следует использовать, читайте ниже, в этой статье строительного журнала samastroyka.
Какими электродами можно варить чугун
Существует несколько технологий сварки чугуна. В домашних условиях чугун варят при помощи ручной дуговой сварки, специально предназначенными для этого электродами. Это могут быть угольные электроды по чугуну или электроды с никелево-медной обмазкой.
Наиболее хорошо зарекомендовавшие себя марки электродов для сварки чугуна, это:
- ОЗЧ-2, ОЗЧ-4, МНЧ-2, ЦЧ-4 — данные электроды подходят для сварки ковкого чугуна;
- ОЗЖН-1 и ОЗЖН-2 — получили наибольшее применение при сварке серого чугуна;
- ОЗЧ-3 — применяются для сварки изделий из высокопрочных марок чугуна.
Для сварки чугуна лучше всего использовать инверторный аппарат постоянного тока. Результаты сварки чугуна переменным напряжением несколько хуже.
Как было сказано выше, электроды для сварки чугуна имеют медную или графитовую обмазку. Это в свою очередь позволяет разбавить и без того хрупкий металл, придав ему большей вязкости.
Как варить чугун инвертором
При сварке чугуна в домашних условиях придётся столкнуться с такими сложностями:
- Сильная текучесть чугуна — поэтому лучше всего варить чугун в нижнем пространственном положении;
- Перекалкой чугуна — здесь важно соблюдать определённую температуру, поскольку перекалка чугуна приведёт к образованию пор и чрезмерному напряжению в сварочном шве;
- Появление трещин в сварочном шве — происходит из-за неравномерного охлаждения свариваемых участков металла.
Важно составляющей для получения качественного сварочного шва, является подготовка чугуна перед сваркой. Во-первых, свариваемое изделие нужно тщательным образом очистить от пыли, грязи, после чего обезжирить растворителем.
Затем необходимо осуществить так называемую разделку кромок. Для этих целей используется болгарка с напильником. В процессе сварки чугуна нужно обязательно предусмотреть отведение лишнего тепла, используя для этого специальные теплоотводящие пластины.
При сварке чугуна электродом с медной обмазкой рекомендуется придерживаться следующих правил:
- Непрерывный сварочный шов должен быть достаточно коротким, не более 5 см в длину. В противном случае есть риск перегреть чугун и испортить тем самым изделие из него;
- Во время сварки стоит делать частые перерывы, поскольку только так можно исключить перегревание металла;
- Для сварки чугуна, рекомендуется выставить на инверторе обратную полярность. Это также даст дополнительную возможность лишний раз не перегревать чугун.
Сваривать изделия из чугуна можно двумя способами: с разделкой кромок и с использованием шпилек. Первый способ включает в себя многослойную сварку чугуна, перед осуществлением которой кромки заготовок специальным образом стачиваются.
В процессе сварки осуществляется наплавка шва электродами, с обязательной проковкой мест соединения, молотком. Таким образом, выполняется несколько слоев сварки, что позволяет избежать перегрева чугуна и порчу изделия.
Сварка чугуна своими руками | Строительный портал
Сварка большинства видов сталей в домашних условиях особого труда не представляет при наличии необходимого оборудования. Но если вы планируете сварить чугун, который является наряду со сталью основным конструкционным материалом, то могут возникнуть некие сложности. Основная неудача при процедуре сварки чугуна своими руками состоит в низком качестве сваренного соединения, что объясняется насыщенной закалкой металла в области сварного шва -другими словами с увеличением хрупкости чугуна в этой области и появлении трещин.
Содержание:
- Чугун как сплав
- Особенности сварки чугуна
- Подготовка к работе
- Разновидности сварки чугуна
Чугун как сплав
Чугун известен как железоуглеродистый сплав, в нем содержание углерода больше – от 2 до 6%. Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома.
Подобное высокое содержание углерода провоцирует то, что углерод в чугуне, в отличие от стали, находится в свободном состоянии. В чугуне также присутствуют кремний, сера, марганец и фосфор, при этом фосфора и серы в чугунном материале больше, нежели в стали. В легированном чугуне содержатся добавки молибдена, ванадия, никеля и хрома.
Например, углерод в самом распространенном и применяемом сероватом чугуне существует в виде включения графита (вспомните, что чугун мажется), которое и обуславливает его нехорошую свариваемость. Также углерод может присутствовать как цементит. И зависимо от вида добавок различают белый, серый и ковкий чугун.
Долговечность черного металла, к которым причисляют и чугун, делает его лучшим материалом для создания решеток, ворот, а также предметов украшения дома. Чугунные батареи и трубы, которые сегодня можно отыскать практически в каждом доме, хоть и заменяют современными вариантами, и цена сварки чугуна падает, но ценность данного материала не уменьшается от этого.
Особенности сварки чугуна
Чугун является широко применяемым конструкционным материалом, который отличается дешевизной, высокой обрабатываемостью и хорошими литейными свойствами. Но высокая хрупкость и низкая прочность чугуна провоцируют выход из строя в процессе эксплуатации многих деталей, изготовленных из него.
Сварщики-практики полагают, что плохая свариваемость чугуна объясняется строением структуры материала в изломе. Чугун, который имеет тонкодисперсный излом серого окраса, сваривается легче, чем чугун, у которого излом отличается крупнозернистой структурой и темный цвет. Сварке фактически не поддаются промасленные чугуны и чугуны, которые подвергались воздействию брутальных сред.
По своему химическому составу, физическим свойствам и структуре чугун относят к ограниченно свариваемым сплавам. Поэтому всегда нужно учитывать следующие особенности сварки чугуна:
- Чугун – жидкотекучий материал, поэтому его сварку осуществляют в нижнем положении.

- При выгорании углерода в сварном шве образуются поры.
- Низкая пластичность металла приводит к существенным внутренним напряжениям и возникновению закалочных структур, которые способствуют образованию трещин.
- В расплавленном состоянии чугун окисляется с формированием тугоплавкого окисла, температура плавления которого выше, чем у чугуна.
Главная сложность, которая зачастую сопровождает электросварку и ручную дуговую сварку чугуна, – возникновение холодных трещин. Специалисты, которые работают с данным материалом, тщательно изучают общий состав чугуна, наличие и долю углеродных вставок. Подобрав правильный режим работы, получится избежать неприятных последствий.
К технологическим мерам, которые направлены против появления трещин, относят: предупреждение перегрева чугуна при сварке, что достигается использованием электродов малого диаметра, проведением сварки малым током или вразброc; уменьшение напряжений, которые возникают в результате усадки металла швов или наплавки, получаемых проковкой в горячем состоянии и уменьшением объема наплавленного чугуна.
Подготовка к сварке
Помните, что непосредственно до сварки, несмотря на метод сварки чугуна, нужно всегда делать подготовку кромок деталей, что соединяются, или разделывать дефектные места. Кромки скашивают вручную с помощью слесарного зубила или переносного наждачного круга с гибким валом. Для избегания отколов чугун нужно срубывать тонкими слоями, потому что толщина стружки должна быть не больше 0,8-1 миллиметра.
Разделывают дефектные места до незапятнанного металла с использованием зубил, шаберов, шарошек, сверл, размеры которых зависят от габаритов недостатка, формы изделия и необходимости создания комфортных условий для работы.
При процессе разделки дефектных мест на деталях из чугуна нужно соблюдать следующие правила:
- Ведут строго разделку по трещине.
- Засверливают несквозные трещины на расстоянии 10 миллиметров от их концов сверлом, который имеет поперечник на 1-2 миллиметра больше ширины трещины, и до металла их вырубают.
- Сквозные трещины нужно разделывать с одной или двух сторон, все определяется толщиной металла и удобством проведения разделки.
- На трещины, которые друг от друга расположены слишком близко, принято наваривать заплатку, как на пробоины.

При проведении заварочного ремонта пробоины ее края нужно сгладить, срубая остроугольные выступы зубилом. Поверхность детали зачистите на расстоянии 30 миллиметров от краев пробоины с помощью наждачного круга. Потом вырежьте из низкоуглеродистой листовой стали заплатку нужной толщины и формы. Заплатка должна перекрывать любую пробоину со всех боков на 15-20 миллиметров.
Для уменьшения напряжений, которые возникают в материале при процессе сварки чугуна в домашних условиях, нужно у заплатки отбортовать края на угол 30 градусов. Заплатку помещают на изделие отбортовкой к чугунному материалу и приваривают внахлестку.
Разновидности сварки чугуна
Электродуговую сварку чугуна в критериях производства осуществляют жарким способом, в рамках которого свариваемые детали предварительно нагреваются до температуры 650 градусов по Цельсию. Существует и холодный способ, когда перед сваркой детали нагревают всего лишь до температуры 250 градусов или не нагревают вообще.
Горячая сварка чугуна
Технология горячей сварки чугуна намного сложнее холодного решения, однако она помогает избавиться от риска формирования трещин в переходных областях швов. При сварке старайтесь равномерно прогревать поверхность изделия, потому что причиной разломов и трещин становится чрезмерно большая разница температур основного элемента и шва.
Перед нагреванием деталей их следует закрепить в жестком каркасе, чтобы устранить напряжение, которое может привести в процессе сварки к возникновению трещин. Если нагрев чугунных изделий носит местный характер, то не обязательно использовать жесткий каркас. Детали принято нагревать при помощи установок индукционного нагрева с использованием токов промышленной частоты. Помимо этого, вы их можете нагреть в горнах, используя пламенные горелки или паяльные лампы.
При заварке дефектов, что располагаются на краях детали или сварке сквозных трещин, рекомендуется использовать графитовые формы, что предотвращают вытекание из сварочной ванны жидкого металла. Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин.
Формы принято готовить с помощью графитовых пластинок, которые соединяются формовочной смесью, состоящей из кварцевого песка, что смочен жидким стеклом. Подогрев делают с целью, чтобы равномерно происходило охлаждение готового изделия для предотвращения возникновение трещин.
Непосредственно перед сварочными работами нужно подготовить дефектное место — тщательно очистить от пыли и грязи и разделить для образования полостей для обеспечения хорошего доступа для манипулирования электродами в зоне сварки.
При работе строго следуйте технологии сварки чугуна: соблюдайте объем расплавленного чугуна во время сварки и размешивайте его концом присадочного стержня или электрода. Охлаждать деталь стоит постепенно. Заваренное место не должно слишком быстро остывать, его стоит засыпать древесным углем, сухим горячим песком или охладить в печи. Мелкие детали остывают 3 — 40 часов, более крупные — до 5 суток.
Для защиты и раскисления ванны применяют флюсы на борной основе – к примеру, техническую безводную буру, прокаленную при температуре 400 градусов. Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса.
Данный способ сварки на сегодняшний день считается по качеству самым совершенным. Однако имеет горячая сварка чугуна и свои недостатки – тяжелые условия труда и кропотливость процесса.
Холодная сварка электродами
В обыденных условиях, когда отсутствует особое нагревательное оборудование, а необходимость проведения сварки металла носит эпизодический нрав, подходящей является процедура прохладной сварки чугуна особыми электродами. Для этого широко используются электроды ОЗЧ-2 со стержнем из меди, что покрыты особым составом, а также электроды МНЧ-2, стержень которых выполнен из сплава никеля, железа, меди и марганца.
Металл, который наплавляется электродами МНЧ-2, обработке резанием лучше поддается, но подобные электроды являются очень дефицитными и дорогими. Дешевыми являются электроды ОЗЧ-2, их просто изготовить без посторонней помощи, просмотрев видео о сварке чугуна.
Электрод ОЗЧ-2 – это медный стержень, который имеет электродное покрытие, содержащее 50% металлического порошка, 27% мрамора, 7% плавикового шпата, 4,5% кварц, 2,5% ферромарганца, 6% ферротитана, 2,5% ферросилиция, 0,5% соды. Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие.
Не пугайтесь большого числа компонент, потому что при изготовлении самодельного электрода можно использовать готовое покрытие.
Порядок создания электродов для сварки чугунного материала следующий. Зачистите отрезки медной проволоки перед нанесением на изделие покрытия и обезжирьте любым органическим растворителем. Сколите покрытие с железных сварочных электродов, размельчая его и соединяя в соотношении 1:1 со стальным порошком или небольшими железными опилками.
После этого перемешайте все кропотливо с водянистым стеклом. Вертикально в полученную сметанообразную смесь обмокните отрезки проволоки из меди и извлеките их медлительно из обмазочной массы, чтобы избыток успел стечь. В данном случае толщина слоя покрытия должна быть не меньше 1,5-2 миллиметров. Электроды сначала сушат в вертикальном положении на воздухе, а затем при температуре 250 градусов по Цельсию прокаливают, используя для этого, к примеру, духовку плиты.
Сварку чугуна самодельными электродами проводят недлинной дугой, используя при этом неизменный ток — на оборотной полярности. Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин.
Неотклонимыми являются перерывы для остывания металла до температуры 50 градусов. При поперечниках электродов 3-5 миллиметров значение сварочного тока достигает 90-180 Ампер. Чтобы обеспечить высококачественную сварку, шов необходимо накладывать маленькими участками, что имеют длину по 30-50 миллиметров, и проковывать сходу после сварки, это предупреждает появление в сварном шве трещин.
Если у вас совсем нет времени для создания электродов, то помните, что в бытовых условиях хорошие результаты обеспечивает сварка чугуна с помощью комбинированных медно-стальных электродов. Последние изготавливают, навивая поверх электродов с покрытием, созданных для варки стали, спираль из латунной или медной проволоки, что имеет поперечник 1,5-2 миллиметра. Масса подобной спирали должна в 4-5 раз быть больше веса железного стержня электрода.
При использовании комбинированных электродов по технологии холодной сварки чугуна нельзя сильно разогревать свариваемые детали из чугуна, поэтому процесс проводят на малом сварочном токе небольшими участками «вразброс» с проковкой молотком приобретенных швов и перерывами для остывания обрабатываемого изделия.
Газопламенная сварка чугуна
Несмотря на существование многих способов сварки чугуна, самым надежным остается газовая сварка, которая позволяет добиться качественной наплавки, которая будет сходна по свойствам с основным материалом. Подобную методику, как правило, используют с целью устранения повреждений, к примеру, прикрепления оторванной части конструкции, восстановления поврежденного отверстия.
При проведении газопламенной сварки просто выполнить более равномерный и неспешный нагрев или остывание детали из чугуна. В итоге на границах шва и в металле шва создаются для графитизации углерода более подходящие условия, сводится к минимуму возможность возникновения внутренних напряжений.
Но обычно технология ручной дуговой сварки чугуна газом предполагает проведение обогрева изделия. Проводят местный обогрев пламенем горелки перед рабочим процессом. В качестве присадочного металла принято употреблять литые чугунные прутья. Ведут сварку обыкновенным или науглероживающим пламенем, используя флюсы из буры или консистенции: 56% буры, по 22% поташа и соды.
Отличный результат демонстрирует сварка чугунного материала газовым пламенем с использованием прутьев из латуни, температура плавления которой ниже, чем у чугунного материала. Процесс проводят с участием флюса из буры или борной кислоты и буры, которые взяты в равном количестве. Кромки трещин, что разделаны под угол 80 градусов, нужно нагреть до температуры 900 градусов, посыпать флюсом и с использованием латунного прута облужить кромки. Всю разделку после этого необходимо заполнить латунью, не расплавляя чугун.
Таким образом, чугуном называют сплав железа с углеродом, содержание которого составляет 2 — 6,7%. Именно подобный состав обуславливает возникновение трудностей при сварке чугуна. В связи со значительной трудоемкостью данного процесса, особенно это касается крупногабаритных изделий, рекомендуется учитывать особенности сварки деталей из чугуна и преимущественно пользоваться технологией холодной сварки.
Как варить чугун электродами — сварка чугуна инвертором
Как варить чугун электродами — сварка чугуна инверторомЧугун — достаточно востребованный металл, из которого изготовлены многие приборы, начиная от сантехнических и заканчивая отопительными. Поэтому рано или поздно, но появляется острая необходимость заварить изделия из чугуна.
Сварка чугуна в домашних условиях достаточно сложное мероприятие, которое помимо специальных расходных материалов, также потребует наличие кое-каких знаний. Нужно знать, какими электродами варить чугун, как подобрать сварочный ток, и как правильно подготовить чугунные изделия к свариванию.
Какие сложности при сварке чугуна возникают?
Главная трудность, с которой придётся столкнуться в процессе сварки чугуна, это появление трещин при резком нагревании и остывании заготовок. Чугун, достаточно хрупкий металл, поэтому он легко лопается.
Решить данную проблему можно, если чётко придерживаться определённой технологии сваривания чугуна.
Способы сварки чугуна
Существует несколько основных способов сварки чугуна. Чугун варят посредством горячей и полугорячей сварки, а также, соединяют холодной сваркой.
Чтобы варить чугун в домашних условиях при помощи электродов, потребуются специальные стержни по чугуну.
Какие электроды для сварки чугуна использовать
Электрод ЭМЧС — изготавливаются из проволоки с небольшим содержанием углерода и имеют тройную обмазку. Благодаря этому улучшается качество сварного шва, предотвращается сильное окисление металла. Электроды ЭМЧС применяются для сварки небольших чугунных заготовок при низкой температуре плавления.
Электроды ЦЧ-4 — не менее популярная марка электродов по чугуну. Благодаря многокомпонентному стержню, сварной шов получается прочным и ровным. Сварку данными электродами по чугуну можно осуществлять при любой температуре.
Электроды МНЧ-1 — хоть и достаточно дорогие электроды для сварки чугуна, но зато позволяют укрепить сварной шов и добиться его максимально пластичности.
Как варить чугун электродами
Поскольку чугун хрупкий металл, его нельзя сильно перегревать в процессе сваривания. Также важно не охлаждать слишком быстро сваренные заготовки, что может привести к появлению трещин и деформаций.
При сваривании чугуна электродами следует придерживаться вот таких правил:
- Переключить инвертор в обратную полярность. Плюсовой вывод должен быть подключён к электроду, а минусовой, к свариваемому чугуну.
- Выставить самый маленький сварочный ток, который только допустим для какого-то конкретного диаметра электродов.
- Осуществляя сварку чугуна электродами нельзя слишком перегревать металл. Поэтому длина одного непрерывного шва не должна составлять более 3 см.
- Следует все время давать заготовке остыть, чтобы исключить перегрев металла.
Как видно, технология сварки чугуна достаточно сложная. Нужно знать, что и как делать, в какой именно последовательности. Обязательно первый и последний шов проковываются при помощи молотка, не применяя слишком большого усилия.
77 Комплект сварочных стержней для чугуна, диаметр 1/2 фунта (1/8 дюйма) —
Прежде всего, отмечу, я довольно опытный сварщик. Я знаю свои способности, а также свои ограничения. Если кто и умел сваривать с этим продуктом, то могу. Раньше я с большим успехом сваривал чугун с никелевыми стержнями. Согласно веб-сайту Muggy, этот пруток без пористости сваривает чугун практически с чем угодно. Вот цитата с их сайта. «77 — это сварочный пруток для чугуна премиум-класса, который обеспечивает сварные швы высокой прочности, трещиностойкости и непористости при нанесении на широкий спектр чугунов.«Это звучало как идеальное решение проблемы с гидравлическим фитингом моего трактора. Мне пришлось приварить чугунный фитинг к стальному фитингу JIC, что было очень редко. Во-первых, эти стержни дорогие. Я получил 7 стержней за 80 долларов. был очень осторожен, чтобы подготовить материалы в токарном станке и вырезать область для сварного шва и убедиться, что он был чистым до блеска. Стержень 1/8 должен быть в состоянии сваривать с переменным или постоянным током 60-110 ампер. Стержень 8 не будет держать дугу при 100 А. Он будет только прилипать. Я с трудом сваривал при 115.Ему действительно нужно было больше тепла, что было намного выше спецификации. Сварной шов был довольно уродливым, как и в демонстрационных видеороликах на YouTube. Это беспокоило меня перед покупкой, но я подумал, что, возможно, у меня получится лучше. После сварки я вставляю фитинг в токарный станок, чтобы повернуть его и очистить место. Для машины это был медведь. Я сломал 4 твердосплавных фрезы, работая с этой штукой. Как только я отполировал его и стал хорошо выглядеть, я подумал, что со мной все в порядке, но все же пришлось провести испытание под давлением. Сразу обнаружил 6 отверстий под штифты.Нет пористости? Лучше подумай еще раз. Я пробовал их шлифовать и заново сваривать, но дырок открывалось все больше и больше. Во время шлифовки отверстий для штифтов я начал обнаруживать, что сварной шов, хотя и отлично выглядел после опиливания и полировки, плохо сцеплялся с другими металлами.
Стержень 1/8 должен быть в состоянии сваривать с переменным или постоянным током 60-110 ампер. Стержень 8 не будет держать дугу при 100 А. Он будет только прилипать. Я с трудом сваривал при 115.Ему действительно нужно было больше тепла, что было намного выше спецификации. Сварной шов был довольно уродливым, как и в демонстрационных видеороликах на YouTube. Это беспокоило меня перед покупкой, но я подумал, что, возможно, у меня получится лучше. После сварки я вставляю фитинг в токарный станок, чтобы повернуть его и очистить место. Для машины это был медведь. Я сломал 4 твердосплавных фрезы, работая с этой штукой. Как только я отполировал его и стал хорошо выглядеть, я подумал, что со мной все в порядке, но все же пришлось провести испытание под давлением. Сразу обнаружил 6 отверстий под штифты.Нет пористости? Лучше подумай еще раз. Я пробовал их шлифовать и заново сваривать, но дырок открывалось все больше и больше. Во время шлифовки отверстий для штифтов я начал обнаруживать, что сварной шов, хотя и отлично выглядел после опиливания и полировки, плохо сцеплялся с другими металлами. Итак, я посмотрел на фитинг, обдумал свои варианты и решил выбросить удивительные влажные стержни 77 и пойти по старой школе и припаять их с помощью моей ацетиленовой горелки и латунного паяльного стержня. Это устранило проблему и прошло испытание под давлением.Тяжелый урок усвоен. Не тратьте деньги на продукты, у которых есть удивительные истории, и в реальной жизни вы не найдете никого, кто бы подтвердил их правдивость. По сути, все, что я читал об этом продукте, просто неправда. Возможно, владелец выдал желаемое за действительное, но это не помогло мне починить трактор. Честно говоря, я думаю, что мог бы лучше справиться с обычным удилищем 7014. Излишне говорить, что я полностью разочарован и больше никогда не куплю ничего, что говорит об этом Мэгги.
Итак, я посмотрел на фитинг, обдумал свои варианты и решил выбросить удивительные влажные стержни 77 и пойти по старой школе и припаять их с помощью моей ацетиленовой горелки и латунного паяльного стержня. Это устранило проблему и прошло испытание под давлением.Тяжелый урок усвоен. Не тратьте деньги на продукты, у которых есть удивительные истории, и в реальной жизни вы не найдете никого, кто бы подтвердил их правдивость. По сути, все, что я читал об этом продукте, просто неправда. Возможно, владелец выдал желаемое за действительное, но это не помогло мне починить трактор. Честно говоря, я думаю, что мог бы лучше справиться с обычным удилищем 7014. Излишне говорить, что я полностью разочарован и больше никогда не куплю ничего, что говорит об этом Мэгги.
Как сваривать чугун
Я видел много сварщиков, которые искали руководство по , как сваривать чугун, как профессиональный . Это интересная тема, потому что отремонтировать изношенные и сломанные детали всегда сложно. Этот процесс требует опыта, и одно движение может все испортить.
Этот процесс требует опыта, и одно движение может все испортить.
Итак, я написал полное руководство, которое будет полезно для вас при работе с процессом сварки чугуна. Вы сможете подробно понять необходимый метод и способы выполнения этой работы.
Итак, на данный момент мы все знаем, что чугун по своей природе хрупкий из-за содержания углерода в смеси, что приводит к усадке и растрескиванию металла при нагревании до определенной температуры.Из-за этого фактора требуется большая осторожность при сварке чугуна . При сварке чугуна важно учитывать предварительную и последующую подготовку к нагреву, регулирование нагрева при сварке и выбор стержня.
Вы должны понимать, что существуют разные виды чугуна, поэтому, чтобы сваривать его, вы должны учитывать состояние, в котором он сваривается, например, для обработанной поверхности, лучший вариант сварки — это сварка TIG.
Рекомендуется предварительно нагреть всю отливку, чтобы предотвратить остаточные напряжения, которые могут привести к растрескиванию. Лучший пруток для сварки чугуна — это выбор того типа прутка, который подходит для данной области применения.
Лучший пруток для сварки чугуна — это выбор того типа прутка, который подходит для данной области применения.
Выбор подходящего сварочного прутка для чугуна:
Использование прутков с содержанием никеля 99%:Эти никелевые стержни часто бывают дорогими. 99% никелевых прутков дают сварные швы, которые поддаются механической обработке и лучше всего подходят для отливок с низким или средним содержанием фосфора.
Использование стержней с содержанием никеля 55%:Они дешевле по сравнению с 99% никелевых стержней и экономичны.Они также поддаются механической обработке и используются при ремонте толстых профилей. Он имеет более низкий коэффициент расширения, чем 99% стержень, поэтому меньше трещин на линии плавления.
Использование стальных стержней: Стальные стержни — самый дешевый вариант и лучше всего используются для простого ремонта и заполнения. Они не поддаются механической обработке и дают твердые сварные швы, требующие дополнительной шлифовки для окончательной обработки. Эти стержни также имеют преимущество, поскольку этот стержень намного удобнее в использовании при дуговой сварке, и благодаря этому сварка может выполняться на поверхностях, которые не являются полностью чистыми перед сваркой.
Эти стержни также имеют преимущество, поскольку этот стержень намного удобнее в использовании при дуговой сварке, и благодаря этому сварка может выполняться на поверхностях, которые не являются полностью чистыми перед сваркой.
Вы, наверное, слышали, умеете ли вы сваривать чугун, но ответ таков: это зависит от типа чугуна, а также от его состояния. который сваривается так же, как и для обработанной поверхности, лучшим вариантом для сварки будет TIG. MIG и сварка электродом не предпочтительны, поскольку возникающие при этом брызги могут повредить части обрабатываемой поверхности, которые не свариваются, в то время как TIG не имеет проблем с разбрызгиванием.
Но MIG и Stick могут оказаться желательными при использовании подходящих расходных материалов в надлежащих условиях; в противном случае неправильно подобранный присадочный металл может вызвать растрескивание, поэтому необходимо правильно выбрать присадку для сварки чугуна.
Кислородно-ацетиленовая сварка также часто используется для сварки чугуна. Кроме того, это отличный вариант для минимизации чрезмерного нагрева и охлаждения, вызываемого процессами электросварки, и с его помощью легче поддерживать температуру компонентов.
Так как пайка — это не сварочный процесс, но это хороший вариант, если во время сварки возникают проблемы; просто убедитесь, что паяемая поверхность хорошо очищена.
Следующим этапом является выбор метода сварки. Для каждого вида сварки дано краткое описание.
Использование сварки штангой для чугуна:Сварка штангой также используется для дуговой сварки защищенным металлом плавящимся электродом, покрытым флюсом. В зависимости от требований могут использоваться различные типы электродов.
Три основных типа наполнителей, которые хорошо работают с чугуном.
- Электроды с чугунным покрытием.
- Электроды из медного сплава
- Электроды из никелевого сплава
Для сварки чугуна электрод из никелевого сплава является наиболее распространенным, поскольку никель-железный шов прочнее с более низким коэффициентом теплового расширения, что снижает сварочное напряжение и повышает устойчивость к растрескиванию также можно использовать никелевые электроды без предварительного нагрева.
Электроды используются при кислородно-ацетиленовой сварке. Эта кислородно-ацетиленовая горелка обеспечивает энергию для сварки.Медно-цинковые электроды и чугунные электроды подходят для кислородно-ацетиленовой сварки чугуна. Во избежание окисления чугуна следует соблюдать осторожность при сварке ацетиленом, так как это приводит к потере кремния и образованию белого чугуна в сварном шве. Сварочный стержень следует дозировать в сварочную ванну с расплавленным металлом, а не непосредственно пламенем, чтобы минимизировать температурный градиент.
Сварка чугуна припоем: Как и при пайке, воздействие на основной металл минимальное, поэтому сварка припоем является стандартным методом соединения чугунных деталей.Этот сварочный пруток обеспечивает присадку, которая прилипает к поверхности чугуна. Из-за более низкой точки плавления наполнителя по сравнению с чугуном, наполнитель не разбавляется чугуном, а прилипает к поверхности.
Для пайки чистота поверхности имеет решающее значение, поскольку соединение зависит от качества присадки, смачивающей поверхность основного металла. Флюсы используются при сварке для очистки поверхности металла.
Сварка чугуна MIG:Обычно сварка MIG не рекомендуется, так как разбрызгивание может повлиять на основной металл, но при использовании требуемых расходных материалов сварка MIG возможна.
Вот несколько советов по MIG-сварке чугуна
- Для MIG никелевая проволока — лучший выбор, но, поскольку это дорого, можно также использовать проволоку MIG из нержавеющей стали.
- 80/20, т.е. 80% аргона, 20% углекислого газа отлично работает в большинстве ситуаций; Обратной стороной этого варианта является то, что сварной шов со временем заржавеет.
- Паяльная проволока также может использоваться, но это непрочный сварной шов, и не рекомендуется для металлов, подвергающихся ударам или нагрузке.
Для сварки TIG никелевая проволока — лучший вариант для этой работы. Это дорого, но этот процесс может обеспечить чистый сварной шов на большинстве работ с чугунным покрытием. Для TIG также можно выполнять холодную сварку, т.е. пропускать этапы предварительного и последующего нагрева, если используются правильный газ, проволока и настройки.
Это дорого, но этот процесс может обеспечить чистый сварной шов на большинстве работ с чугунным покрытием. Для TIG также можно выполнять холодную сварку, т.е. пропускать этапы предварительного и последующего нагрева, если используются правильный газ, проволока и настройки.
См. Также: Лучший сварочный шлем для Tig
Силиконовая бронза для сварки чугуна:Я видел, как многие мои студенты и научные сотрудники задавали вопросы о сварке кремниевой бронзы для чугуна. Так что я буду держать этот раздел прямо. Помните, что этот метод зависит от характера образца.
- Промойте образец и предварительно нагрейте его.
- Очистите сварочную часть шлифовальной машиной, чтобы удалить любые диспропорции поверхностей.
- Теперь возьмите образец и начните с небольших сварочных валиков.
- Сделайте канавки и снимите фаску на поверхности резаком до глубокого проплавления.
- Теперь вы можете использовать никелевый стержень со сваркой штангой для сварки.
- Существует также возможность использовать присадку из силиконовой бронзы при сварке TIG.
- Дайте образцу остыть, все готово.

A Краткий обзор всего процесса:
Сварка чугунной сковороды:Для сварки на сковороде можно использовать сварку TIG с никелевым литым прутком, который на 99% состоит из никелевого прутка, или пайку. железо. Температура предварительного нагрева для пайки должна быть 900 0 F и 1300 0 F для сварки плавлением.
Если во время сварки не требуется покрытие на внутренней стороне сковороды или эмаль снаружи, то для этого предварительный нагрев выполняется ниже 550 0 F и несколько стальных металлических пластин нагреваются до 550 0 F и сковорода затем приваривается к этим горячим металлическим пластинам.Как сковорода, так и металлические пластины поддерживали температуру 550 0 F во время процесса сварки кислородно-ацетиленовой горелкой с кончиком бутона розы.
Сварка чугуна в домашних условиях:
Для того, чтобы сварка чугуна выполнялась в домашних условиях, очень важно выполнить некоторые шаги, которые необходимы для изготовления сварной детали. Перед сваркой необходимо выполнить следующие шаги:
- Идентификация сплава
- Тщательная очистка отливки
- Выбор температуры предварительного нагрева
- Выбор подходящей техники сварки
После выбора сплава, будет ли он серым (свариваемым) или белый (почти несвариваемый), чистка отливки из чугуна выполняется для удаления краски, жира, масла и других посторонних материалов из зоны сварки.Чтобы удалить захваченный газ из зоны сварки основного материала, полезно осторожно приложить тепло.
Поскольку все чугуны подвержены растрескиванию под напряжением, контроль нагрева является жизненно важным фактором во избежание растрескивания. Сварка чугуна требует трех этапов:
- Предварительный нагрев
- Низкое тепловыделение
- Медленное охлаждение
Тепловое расширение является основной причиной контроля нагрева. Поскольку теплый металл расширяется, если происходит локальный нагрев, эта зона будет расширенной зоной, а затем остальной частью отливки, поэтому в этой точке будет нарастать напряжение, и эта локализованная тепловая зона будет вызывать зону термического влияния (HAZ)
Нарастание напряжения в отливке из-за ограниченного расширения и сжатия облегчается растяжением.Предварительный нагрев уменьшает температурный градиент между отливкой и HZ и сводит к минимуму растягивающее напряжение, вызванное сваркой.
Проверьте также: Best Welding boots 2022
Другие вопросы, которые задают люди (часто задаваемые вопросы):
Почему чугун трескается при сварке?
Скорость охлаждения играет здесь ключевую роль. Если температурный градиент от комнатной температуры до температуры сварки будет резким, это приведет к возникновению термических напряжений, которые приведут к растрескиванию образца.Поэтому важно, чтобы образец был предварительно нагрет.
Если температурный градиент от комнатной температуры до температуры сварки будет резким, это приведет к возникновению термических напряжений, которые приведут к растрескиванию образца.Поэтому важно, чтобы образец был предварительно нагрет.
Вы предпочитаете предварительный нагрев чугуна перед сваркой?
Да, опять же, в скорости охлаждения. Этот процесс позволит снизить скорость охлаждения сварного шва и ЗТВ.
Заключение:
Наконец, на этом мы закончили. Сварка чугуна — тяжелая и напряженная работа. Чтобы выполнить эту работу, вам придется пройти через множество процессов. Помните: чем бы вы ни занимались, всегда заботьтесь о себе.Личная защита важна. Вы можете увидеть руководство по лучшим сварочным шлемам 2022 года; в нем много деталей, касающихся самозащиты.
В конце концов, если вы чувствуете, что здесь чего-то не хватает или написано неправильно, вы всегда можете внести свой вклад в разделе комментариев. Спасибо!
Сварочный пруток из сверхсиликона для чугуна
Пруток для полного плавления свариваемости-SIF обеспечивает высокопрочный металл шва
Sif Super Silicon No9 — это сварочный пруток линейки Sifbronze для кислородно-ацетиленовой сварки чугуна от Weldability-SIF, поставщиков аппаратов MIG, TIG, MMA, точечной и кислородно-топливной сварки, а также машин плазменной резки, горелок, принадлежностей, расходных материалов.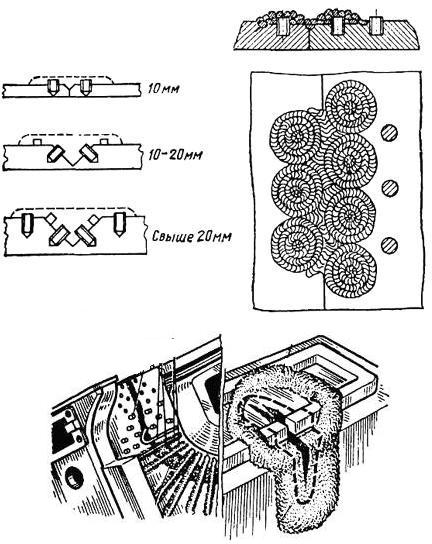 и средства индивидуальной защиты.
и средства индивидуальной защиты.
Пруток предназначен для сварки плавлением, обеспечивая легко обрабатываемый высокопрочный металл шва. Он хорошо сочетается по цвету с такой же структурой, что и серый чугун.
Удилище квадратного сечения выпускается со стержнями диаметром 4,0 мм, 6,0 мм и 10,0 мм диаметром 1 м в упаковках по 1 кг и 5 кг. Он подходит для сварки и соединения отливок в обрабатывающей, сельскохозяйственной и строительной отраслях промышленности. Его можно использовать для наращивания и ремонта изношенных, потрескавшихся, сломанных или поврежденных участков, а также для наплавки новых отливок.Он особенно подходит для сварки чугуна с высоколегированной сталью или чугуна с листами из марганцевой стали. Этот стержень также можно использовать для сварки TIG, если свариваемая поверхность была отшлифована и наклонена под точным углом.
Металлический состав сварного шва стержня включает 3,3% углерода, 3,0% кремния и 0,7% марганца. Он имеет температуру плавления 1250 ° C, и может потребоваться некоторый предварительный нагрев отливки, а также предпочтительна медленная скорость охлаждения. Это можно сделать, завернув отливку или засыпав песком.Другие механические свойства включают предел прочности на разрыв 200 Н / мм2 и относительную твердость 180.
Это можно сделать, завернув отливку или засыпав песком.Другие механические свойства включают предел прочности на разрыв 200 Н / мм2 и относительную твердость 180.
В большинстве случаев сварщики выберут комплект для ручной дуговой сварки MMA и попытаются отремонтировать чугун, используя электроды из чистого никеля или никель-железо. Это дорогостоящий и сложный метод, требующий значительного предварительного нагрева и строгого контроля охлаждения после сварки из-за металлургических различий между стержнем и основным материалом. Sif Super Silicon No9 используется в кислородно-ацетиленовом процессе и намного лучше совместим с исходным материалом, что упрощает получение быстрых, надежных результатов и хорошего соответствия цветов.Поскольку Sif Super Silicon No9 не содержит никеля, его использование обеспечивает экономию по сравнению с использованием электродов MMA.
Для достижения наилучших результатов рекомендуется использовать флюс для чугуна Sifbronze при сварке стержнем.
Weldability-SIF, Peters House, Orbital Center, Icknield Way, Letchworth, Hertfordshire SG6 1ET; тел: (01462) 482200.
Как сваривать чугун: подробные инструкции и методы
House & Beyond поддерживается читателями. Мы можем получать комиссию за товары, приобретенные по ссылкам на этой странице.Узнайте больше о нашем процессе здесьМожно ли сваривать чугун или нет? Распространенное, широко распространенное мнение состоит в том, что что-то подобное невозможно. Это суждение основано на мнении, распространенном среди мастеров-самоделок почти в стиле пешей легенды.
В противном случае, причина заключается в том, что причиной этого является высокое содержание углерода в чугуне и что попытка сваривания приводит только к еще большему растрескиванию материала. Тем не менее, вы можете сваривать чугун, если не игнорируете некоторые вещи.Итак, в этой статье мы расскажем, как успешно сваривать чугун.
Чугун — важный материал. Поскольку он часто используется, он часто ломается, и детали, которые подвергаются нагрузкам, необходимо либо ремонтировать с помощью сварки, либо заменять. Чугун в основном используется там, где есть вибрирующие детали или где есть высокие нагрузки, потому что отливка подвергается резким ударам. В автомобилях вы сразу думаете о шасси, рулевом управлении, двигателе и тормозах. Крепежные детали из чугуна также используются при строительстве опалубки.В оставшейся части статьи мы увидим, как сваривать материал.
Чугун в основном используется там, где есть вибрирующие детали или где есть высокие нагрузки, потому что отливка подвергается резким ударам. В автомобилях вы сразу думаете о шасси, рулевом управлении, двигателе и тормозах. Крепежные детали из чугуна также используются при строительстве опалубки.В оставшейся части статьи мы увидим, как сваривать материал.
Что нужно для сваривания чугуна
Сварка чугуна, как и других металлов, требует особой осторожности и использования подходящих материалов.
Сварщик
Для сварки чугуна вам понадобится аппарат для сварки TIG, MIG или стержневой сваркой. Далее мы поможем вам сравнить эти машины.
Электрод
Электрод представляет собой металлическую проволоку с покрытием, которая выглядит как палочка.Это клемма, через которую электрический ток проходит между металлической и неметаллической частями электрической цепи. Он должен быть изготовлен из материалов, похожих на свариваемый чугун. Следовательно, электроды из никелевого сплава чаще всего используются для сварки чугуна. Они прочные и имеют меньший коэффициент теплового расширения.
Следовательно, электроды из никелевого сплава чаще всего используются для сварки чугуна. Они прочные и имеют меньший коэффициент теплового расширения.
Защитное оборудование
Вам потребуется сварочный шлем, защитные очки, сварочные перчатки и рабочий костюм или фартук для сварщиков. Это оборудование — самые важные материалы, которые вам необходимы для любого сварочного проекта.Конечно, дело не в эффективности сварки, а в целях личной безопасности. Сварка без защитных очков может стать причиной «вспышки сварщика», известной как фотокератит. Вспышка может вызвать сильные ожоги глаз или лица, ослепив такого человека за считанные секунды.
Перед сваркой
Здесь мы рассмотрим некоторые важные шаги, которые необходимо предпринять перед началом сварки.
Выбрать электрод
Как упоминалось ранее, у вас должен быть подходящий электрод для сварки чугуна на земле.Наши специалисты рекомендуют выбирать чугун Blue Demon ENiFe-Cl Tube Nickel 55. Он сделан из никеля и может использоваться для ремонта отливок.
Он сделан из никеля и может использоваться для ремонта отливок.
Определить марку чугуна
Самыми распространенными типами чугунов являются серый и белый чугун. Никелевые и никель-железные электроды идеально подходят для серого чугуна. Однако белый чугун часто бывает очень твердым и обычно считается несвариваемым из-за содержащихся в нем карбидов железа.
Подготовить материал
Сначала необходимо подготовить края чугуна.Угол раскрытия кромок должен быть больше, чем у конструкционной стали. Все края должны быть скруглены. В принципе, предпочтительно готовить П-образные кромки. Все щели должны быть открыты для обеспечения доступности. Для ремонта необходимо просверлить небольшие отверстия на концах трещин, чтобы остановить развитие.
Поскольку чугун имеет пористую микроструктуру, присутствие масла и других жидкостей может повлиять на его свариваемость: их необходимо удалить перед сваркой. Чтобы сжечь эти жидкости, необходим предварительный нагрев.
TIG, MIG или ручная сварка?
Будь то сварка MIG, TIG электродами или горелкой — для мастеров есть различные сварочные аппараты. Простые сварочные аппараты для стержневых электродов уже достаточно недорого найти на рынке, поскольку этот метод широко распространен. Однако стержневые электроды немного дороже рулона сварочной проволоки, которая используется, например, в GMAW.
MIG, TIG и сварка электродом, также известная как электродная сварка, являются наиболее распространенными сварочными процессами.Также практикуются другие методы, в том числе MAG или FCAW. Каждый метод сварки был разработан для конкретного применения. Соответственно, все методы сварки имеют реальные преимущества для некоторых работ, в то время как для других деталей они менее полезны или не используются. Соответственно различаются сварочные устройства, хотя для некоторых видов сварки можно использовать одно и то же устройство.
MIG или GMAW
В GMAW используются защитные газы, такие как аргон или гелий. GMAW также известен как сварка MIG.
GMAW также известен как сварка MIG.
Этот простой в освоении процесс сварки обеспечивает более высокую производительность. Очень похоже на FCAW, с GMAW мы используем расходуемые электроды, то есть проволоку, которая наматывается на рулон и продвигается сварочным устройством.
Этот электрод, питаемый постоянным током, необходим для создания дуги для сварки металлических частей. Во всех процедурах сварки MIG используется защитный газ, поэтому речь идет о различных газах.
MIG, вероятно, самый популярный в процессах GMAW.MIG использует инертные газы, такие как гелий и аргон. Это гарантирует, что данный метод можно использовать для сварки таких металлов, как алюминий, которые не содержат железа.
Между тем,MAG использует комбинацию углекислого газа, кислорода и аргона в качестве активных защитных газов. MIG лучше подходит для сварки чугуна и стали, даже если на них есть ржавчина.
Популярность MIG основана на том факте, что этому процессу сварки можно быстро научиться, и он предлагает невероятную универсальность. MIG также может использоваться для полуавтоматических, автоматических и ручных процессов.Однако сварочный аппарат MIG необходимо обслуживать примерно в два раза чаще, чем необходимо.
MIG также может использоваться для полуавтоматических, автоматических и ручных процессов.Однако сварочный аппарат MIG необходимо обслуживать примерно в два раза чаще, чем необходимо.
TIG
В процессе сварки TIG используется неплавящийся вольфрамовый электрод. Следовательно, в случае широко используемого метода сварки TIG необходимо поставить дополнительную плавильную проволоку или плавильный стержень. Этот процесс сварки можно чрезвычайно гибко применять как для цветных, так и для черных металлов, а также его можно использовать с присадочным материалом и без него.
Если сравнивать с другими типами сварочных процессов, TIG или GTAW является наиболее сложным для освоения.GTAW предлагает гораздо меньший контроль над дугой, а также над так называемой сварочной ванной, массой и расширением расплавленного материала. Тем не менее, TIG по-прежнему остается очень популярным. Это связано с тем, что получаемые сварные швы действительно высокого качества. Они очень точные и прочные.
Кроме того, относительно небольшая дуга позволяет работать с тонкими металлами. Даже ремонт форм, для которого обычно допускаются очень маленькие допуски, может быть освоен опытным сварщиком с помощью процесса TIG.
Рукоять, стержень или SMAW
SMAW, известная как дуговая сварка в защитном металлическом корпусе или неофициально как сварка штучной сваркой, вероятно, является самым известным сварочным процессом из всех. При сварке стержневым электродом используется плавящийся электрод, покрытый порошкообразным флюсом. Сварщики палкой обычно являются лучшими сварочными аппаратами для новичков, которым нужна простая в практике техника.
SMAW — это сварочный процесс с ручным управлением. Этот процесс очень похож на тот, который известен как FCAW.Однако самое большое отличие состоит в том, что в случае SMAW весь электрод обычно покрывается так называемым инертным газом, флюсом, тогда как в случае FCAW этот флюс находится в сердечнике электрода.
Основными преимуществами процессов SMAW являются их гибкость, стоимость, а также простота. Сварщикам для начала понадобится всего несколько единиц оборудования. Для работы достаточно обычных средств защиты, сварочного аппарата и пачки электродов. Также сварка штучной сваркой идеальна для новичков, потому что этот процесс прощает ошибки без последствий.
Сварщикам для начала понадобится всего несколько единиц оборудования. Для работы достаточно обычных средств защиты, сварочного аппарата и пачки электродов. Также сварка штучной сваркой идеальна для новичков, потому что этот процесс прощает ошибки без последствий.
Какой сварочный аппарат является идеальным для любителей DIY?
Теперь, когда у вас есть вся важная информация, вы можете решить, какой сварочный аппарат подходит вам как любителю. Здесь снова краткое изложение преимуществ отдельных сварочных процессов.
FCAW
Вы можете использовать этот метод на открытом воздухе, даже при слабом ветре до 10 км / ч. В защитном газе обычно нет необходимости. Имея небольшой опыт, сварочные аппараты FCAW просты в управлении и обеспечивают приемлемые результаты.Этот метод был разработан для сварки стали и чугуна за пределами мастерской.
GMAW / MIG / MAG
Эти три одинаковых метода сварки не предназначены для работы на открытом воздухе, так как малейший порыв ветра может унести защитные газы.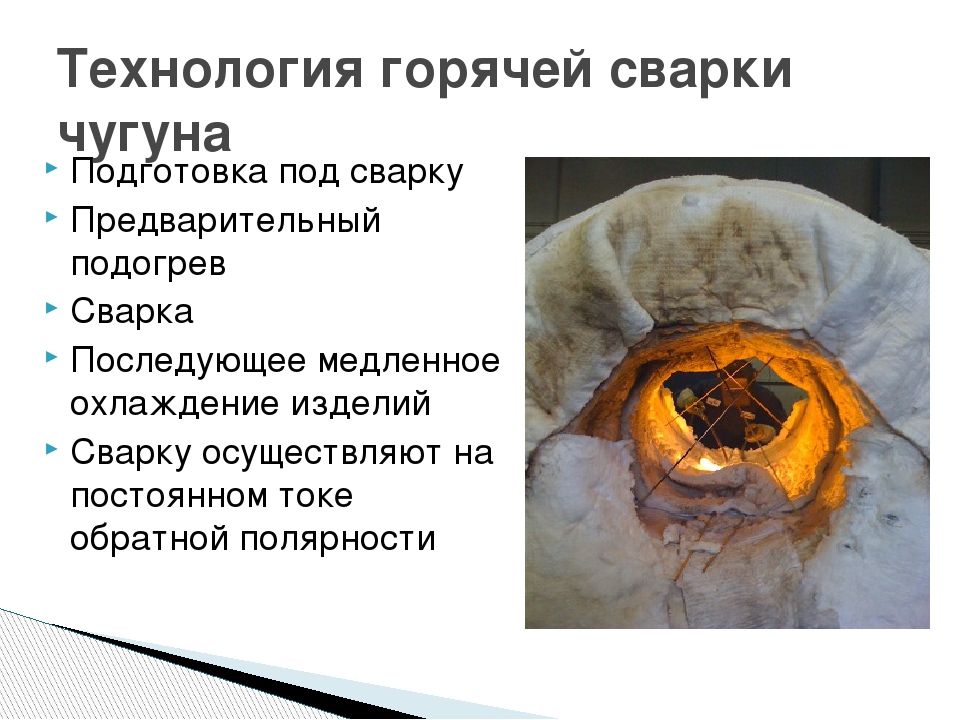 В зависимости от процесса вы можете обрабатывать чугун, алюминий, сталь или сплавы. Даже новички могут обращаться со сварочным оборудованием и создавать хороший сварной шов после короткого периода обучения. Для этой техники сварки требуется защитный газ.
В зависимости от процесса вы можете обрабатывать чугун, алюминий, сталь или сплавы. Даже новички могут обращаться со сварочным оборудованием и создавать хороший сварной шов после короткого периода обучения. Для этой техники сварки требуется защитный газ.
TIG
Этот процесс сварки, который сложно освоить, требует самостоятельного выполнения работ с большим опытом в сварке или врожденным талантом.Однако с использованием защитных газов вы можете сваривать самые разные типы металлов, включая чугун, алюминий или нержавеющую сталь. Этот способ сварки можно проводить только в помещениях.
Сварочные аппараты TIG изготовлены из легких и высокопрочных компонентов. Согласно большинству отзывов, аппарат TIG-205DS HF TIG / Stick / Arc TIG, разработанный YESWELDER, на сегодняшний день является одним из самых надежных, легких и проверенных временем. Он поставляется с ножной педалью, молотком и щеткой, зажимом заземления, шлангом для подачи аргона, держателем электрода и горелкой TIG с расходными материалами.
Кроме того, вы также можете выбрать LTPDC2000D Non-Touch Pilot Arc Tig Welder & Stick Welder, разработанный LOTOS. Это аппарат для ручной дуговой сварки стержневыми электродами с плазменным резаком, без прикосновения, с дуговым электродом с двойным напряжением.
SMAW / сварка стержневым электродом
Электрод можно использовать для сварки даже при скорости ветра до 25 км / ч. Кроме того, этот метод особенно нетребователен, поскольку помимо обычной защитной одежды требуется только сварочный аппарат и соответствующие электроды.Защитный газ не требуется, потому что флюс на электродах берет на себя эту задачу. Свариваются все виды стали и чугуна, в том числе некоторые сплавы. Также можно обрабатывать ржавые металлы. Техника проста, удобна в использовании и быстро дает презентабельные результаты.
Кстати, в этой статье вы можете узнать больше о том, как работает электросварочный аппарат, и о том, как использовать при сварке чугуна.
Техника сварки чугуна
Есть несколько способов сварки чугуна. К ним относятся методы предварительного нагрева и сварка без предварительного нагрева. Мы также увидим, как заделать оставшиеся трещины.
К ним относятся методы предварительного нагрева и сварка без предварительного нагрева. Мы также увидим, как заделать оставшиеся трещины.
С предварительным подогревом
Недостаточно просто запустить сварочный аппарат и сразу приступить к работе. Всегда следует учитывать нагрев чугуна.
При использовании этой техники металл перед сваркой следует нагреть. Целью этого нагрева является предотвращение деформации свариваемой чугунной детали.
Предварительный нагрев используется во время так называемой дуговой сварки.Он состоит из двух компонентов: используемого электричества и горящего электрода.
Предварительный нагрев идеален для подготовки к ремонту чугуна, поскольку он сжигает примеси и графит, что снижает риск образования трещин и пористости во время сварки.
При обычной шлифовке на дне фаски остаются грязь и загрязнения, которые могут вызвать проблемы во время сварки. Для некоторых сварных швов рекомендуется использовать технику намазывания маслом.
Таким образом, первым шагом является просверливание концов трещины в отливке, которую необходимо зацементировать.Причина этого может быть неочевидной на первый взгляд, но очевидна: это необходимо для предотвращения дальнейшего распространения трещины в детали, которую нужно заделать.
Затем эту трещину обнажают фрезой в форме буквы V. Вышеупомянутый нагрев обрабатываемой чугунной части лучше всего подготовить таким образом, чтобы чугунная часть привинчивалась к стальной пластине для ее фиксации. .
Забивание молотком должно производиться после каждого шага. Причина этого в том, что такой процесс снимает напряжение с обрабатываемого материала.
Без предварительного нагрева
Без предварительного нагрева это тоже возможно, но в помещении не может быть больше 60 ° C. Обязательно сваривайте мелкие детали и пробивайте сварной шов молотком. Это предотвращает разрыв области рядом со сварным швом.
Большинство ремонтов чугуна выполняется методом ARC / SMAW (сварка стержневыми электродами). Вы можете сваривать без предварительного нагрева согласно следующим рекомендациям:
Вы можете сваривать без предварительного нагрева согласно следующим рекомендациям:
- сварка короткими проходами (прерывистые сварные швы) (от 0,8 до 1,1 дюйма), в зависимости от толщины
- использовать электроды малого диаметра
- шов низкой интенсивности
- постоянно поддерживает температуру металла ниже 100 ° C
- обработайте сварной шов молотком с закругленным концом сразу после сварки.
Герметизация трещин
Небольшие трещины обычно появляются рядом с участками сварки из-за характеристик чугуна, даже если вы следуете передовой практике.
А это может стать большой проблемой, если чугун требует гидроизоляции. Между тем, герметизировать протечки можно специальными герметиками для чугуна. В противном случае, если оставить так, материал может начать ржаветь после возврата в эксплуатацию.
Советы и предупреждения
При обработке этого материала необходимо учитывать определенные аспекты и правила для достижения идеальных результатов.
- Чтобы заготовка не стала твердой и хрупкой (белый чугун), чугун перед сваркой следует закалить, а затем медленно охладить.
- Тщательно очистите основной металл от трещин и удалите масло и ржавчину.
- Открыть сварной шов и тщательно его очистить (отшлифовать)
- Избегайте острых углов и краев
- Удалить кожицу отливки в области шва
- начать сварку с наименьшего возможного диаметра
- При использовании электрода с таким же химическим составом или с аппаратом для ацетилено-кислородной сварки заготовку необходимо предварительно нагреть (прибл.600 ° С).
- При использовании сварочных электродов с содержанием никеля предварительно нагреть от 300 до 350 ° C
- Точное определение местонахождения трещин с помощью дефектоскопии красителя
- При сварке трещин сверлить упорные отверстия на концах трещин
- Трещины при сварке от центра трещины к внешней стороне
- Всегда позволяйте сварной детали медленно остыть
- Удалить остатки шлака
Не забываем про отделку
По окончании работы важно дать материалу как можно медленнее остыть.
Для этого подходит закалочная печь, а также горячий песок или горячий пепел.
При необходимости можно использовать сварочное одеяло. Ни в коем случае нельзя проводить сварку только для того, чтобы потом все небрежно оставить — возможно, даже в прохладную зимнюю погоду.
Заключительные мысли
Конечно, чугун сваривать можно. Есть только несколько вещей, на которые следует обратить внимание. Обычно рекомендуется предварительный нагрев, особенно для методов предварительного нагрева. При такой технике металл перед сваркой следует нагреть.Целью этого нагрева является предотвращение деформации свариваемой чугунной детали.
Также важно не забыть, что делать, если в свариваемом чугуне есть трещины. В таком случае направление сварки всегда должно идти снаружи внутрь.
Особое внимание всегда следует уделять обработке температуры и тепла, выделяемого во время сварки. Это всегда необходимо соблюдать при сварке отливки.
С ними вы сможете освоить процессы сварки чугуна.
Методы сварки TIG чугуна | Работа
Сварка чугуна может оказаться сложной задачей. Чугун, который существует по крайней мере с VI века до нашей эры. Китай имеет высокое содержание углерода, что может привести к тому, что он станет хрупким или неравномерно затвердеет, что может привести к неожиданному разрушению во время процесса сварки. Сварка TIG, или сварка вольфрамовым электродом в среде инертного газа, представляет собой вид дуговой сварки, при которой для получения сварного шва используются вольфрамовые электроды. К счастью, при предварительном планировании, надлежащем оборудовании и правильных методах сварки TIG можно избежать этих проблем и создать долговечные сварные швы на чугуне.
Подготовка поверхности
Перед сваркой важно начать с чистой и относительно гладкой поверхности. Очистите от мусора и отшлифуйте видимую ржавчину. В зависимости от сложности проекта, может быть невозможно удалить всю ржавчину и коррозию, однако чем чище поверхность, тем лучше будет сварной шов.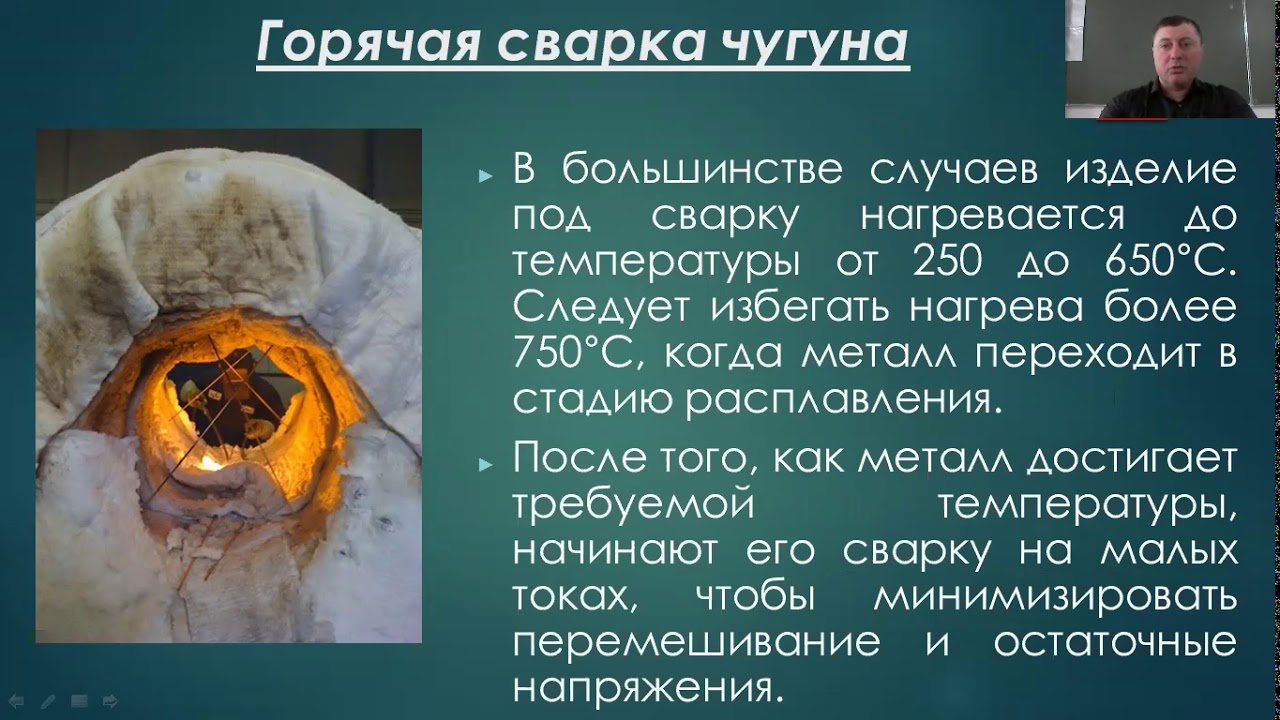 Затем нагрейте это место до температуры от 400 до 500 градусов по Фаренгейту. Это позволит как сварному шву, так и чугунной детали равномерно остыть после завершения сварки и поможет предотвратить растрескивание во время процесса сварки.
Затем нагрейте это место до температуры от 400 до 500 градусов по Фаренгейту. Это позволит как сварному шву, так и чугунной детали равномерно остыть после завершения сварки и поможет предотвратить растрескивание во время процесса сварки.
Выберите сварочный стержень
Существуют два основных типа сварочных стержней, которые можно использовать в чугунных проектах. Выбор полностью зависит от будущего использования вашего проекта. Если ваша чугунная деталь будет подвергаться чрезмерному или частому воздействию тепла, например, деталь двигателя двигателя, вам нужно будет выбрать никелевый стержень. Никель выдерживает ежедневные нагрузки, вызываемые быстрым нагревом. Если это не является решающим фактором для вашего проекта, вы можете подумать о выборе стержня из алюминиевой бронзы.Этот сплав хорошо сочетается с чугуном, но не выдерживает чрезмерного нагрева.
Избегайте нагрева сварного шва
В процессе сварки используйте короткие сварные швы. Это предотвратит воздействие слишком большого количества тепла на чугун от вашего сварочного аппарата. Не используйте непрерывную линию шва, так как это может вызвать растрескивание в поле зрения сварного шва, если температура шва и температура чугуна сильно различаются. После того, как вы создали валик сварного шва, равномерно забейте валик. Это не только повысит прочность сварного шва, но также поможет уменьшить усадку.
Не используйте непрерывную линию шва, так как это может вызвать растрескивание в поле зрения сварного шва, если температура шва и температура чугуна сильно различаются. После того, как вы создали валик сварного шва, равномерно забейте валик. Это не только повысит прочность сварного шва, но также поможет уменьшить усадку.
Избегайте быстрого охлаждения
Быстрое охлаждение вызывает упрочнение, что делает чугун более хрупким и склонным к растрескиванию при дальнейшем использовании. Медленно охладите чугун. Оставьте кусок в духовке примерно на день, медленно охлаждая его. Если это не вариант, вы можете попробовать изолятор, например песок, который поможет предотвратить влияние низких температур на процесс охлаждения. Помните, что первые 12 часов после сварки являются наиболее важными для процесса охлаждения.Ваше изделие не должно было до этого времени остыть.
Ссылки
Биография писателя
Луиза Беннетт, проживающая в центральной части штата Джорджия, занимается профессиональным писательством с 1999 года. Ее статьи о бизнесе, финансах и карьере опубликованы в сотнях печатных и сетевых изданий. Она получила степень бакалавра Колумбийского государственного университета. Заядлый читатель, Беннетт в настоящее время работает над своим первым романом.
Ее статьи о бизнесе, финансах и карьере опубликованы в сотнях печатных и сетевых изданий. Она получила степень бакалавра Колумбийского государственного университета. Заядлый читатель, Беннетт в настоящее время работает над своим первым романом.
Превосходство в сварке чугуна: Сертификат Регистра Ллойда для чугунных сплавов Castolin Eutectic
После тщательной проверки Регистр Ллойда повторно сертифицировал Castolin Eutectic EutecTrode 2-24, EutecTrode 2-26D, EutecTrode XHD 2230 и * EnDoTec 23 сварочных сплава, а также на нашем заводе в Дублине, Ирландия.
Благодаря этому сертификату Castolin Eutectic является единственной компанией, чьи чугунные сварочные сплавы для горячей и холодной сварки внесены в Реестр Ллойда «Дополнительный список сварочных материалов». Они особенно подходят для литейных цехов и ремонтных мастерских, которые сваривают чугунные детали, подлежащие надзору Регистра Ллойда. Эти сплавы для дуговой сварки также важны для компаний, проводящих процедурные испытания в соответствии с «Правилами отгрузки» LR. Таким образом, постоянное качество гарантируется ежегодной проверкой Lloyd’s Register и аудитом в соответствии со стандартом качества DIN EN 9001.
Таким образом, постоянное качество гарантируется ежегодной проверкой Lloyd’s Register и аудитом в соответствии со стандартом качества DIN EN 9001.
EutecTrode 2-24 Электроды для сварки чугуна
Идеально подходят для мастерских и отделов технического обслуживания, где требуются хорошие универсальные свойства универсального чугунного электрода. Высокая механическая прочность, хорошее сцепление и исключительная свариваемость на месте. Отличная общая свариваемость, низкая результирующая твердость в зоне термического влияния.
Области применения: например: направляющие для станков, подшипники, корпуса коленчатого вала, кабельные барабаны, направляющие, реечные и цепные колеса, лопатки турбин, прокладки, корпуса клапанов и корпуса электродвигателей, компрессоров и насосов.Сертификация в соответствии с Регистром Ллойда: Сертификат № PRJ 11088637- A / 02 A1 Свойства fs *** — 20
Электроды для сварки чугуна EutecTrode 2-26D
Горячая сварка чугуна с аналогичными металлическими применениями в производстве, изготовлении и ремонт отливок из чугуна с шаровидным графитом (GJS), а также отливок из серого чугуна (GJL). Ремонт дефектов литья, раковин, пористости и т. Д. Сертификация в соответствии с Регистром Ллойда: Сертификат № PRJ 11088637- A / 03 A1 Свойства cq *** — *
Ремонт дефектов литья, раковин, пористости и т. Д. Сертификация в соответствии с Регистром Ллойда: Сертификат № PRJ 11088637- A / 03 A1 Свойства cq *** — *
Приложения: e.ж .: корпуса турбин, корпуса двигателей и редукторов, корпуса фитингов, ступицы ротора и корпуса редукторов ветряных турбин.
EnDOtec DO * 23 сварочная проволока для чугуна
Холодная сварка чугуна с использованием разнородных металлов для соединения и наплавки отливок с шаровидным или серым чешуйчатым графитом и ковкого чугуна. Высокоскоростное нанесение с низким тепловложением и высочайшими механическими свойствами, прочностью и удлинением для ремонта и соединений с максимальным запасом прочности.Также для соединения чугуна с различными марками стали.
Сертификация в соответствии с Регистром Ллойда: Сертификат № PRJ 11088637- A / 04 A1 Свойства fs *** — 20
Области применения: например: большие фитинги, направляющие для станков, подшипники, направляющие скольжения, шестерни, лопатки и корпуса турбин, кожухи коленчатого вала и седла клапанов.
Lloyd’s Register — один из ведущих мировых поставщиков профессиональных услуг в области проектирования и технологий, повышающих безопасность и производительность критически важных инфраструктур в более чем 75 странах мира.Прибыль, которую они приносят, финансируется Lloyd’s Register Foundation, благотворительной организацией, которая поддерживает инженерные исследования, образование и участие общественности в обеспечении более безопасного мира.
Сварочные электроды для чугуна | Платина NiFe
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
> Для горячей или холодной сварки отливок к отливке или отливки к стали
> Высокая прочность
> Доступен в удобной блистерной упаковке или многоразовой упаковке по 1 кг
> Прост в использовании и подходит для низких OCV ( напряжение холостого хода) сварочные аппараты (> 45 В)
ИНФОРМАЦИЯ ПО ПРИМЕНЕНИЮ:
> Рекомендуется для ремонта и утилизации всех стандартных марок серого / ковкого, шаровидного, SG и аустенитного чугуна, а также некоторых марок механитового чугуна
> Прочнее и более устойчивы к растрескиванию при затвердевании, чем электроды из чистого никеля (например, Ni-Cl).
> Полностью поддающиеся механической обработке наплавки
> Применения включают: основания машин, трубы, зубья шестерен, корпуса насосов, тяжелые секции машин, фланцы и шкивы
> Подходит для горячей или холодной сварки (с предварительным нагревом или без него).Обратите внимание, что для достижения наилучших результатов рекомендуется предварительный и последующий нагрев, более подробную информацию см. В Руководстве по сварке чугуна
ЭКСПЛУАТАЦИОННАЯ ИНФОРМАЦИЯ:
> Полярность: переменный ток ± или постоянный ток ± (электрод + или -)
> Типичный диапазон тока 3,2 мм: 60-100A
> Минимально рекомендуемое OCV (напряжение холостого хода): 45 В
> Убедитесь, что основной материал чистый.
> Используйте слабый ток и короткую длину дуги.
> При сварке стесненных деталей используйте короткие валики, расположенные в шахматном порядке, чтобы свести к минимуму риск образования трещин.
> Избегайте чрезмерного тока (тепла), так как это увеличивает риск образования трещин.
Руководство по сварке чугуна
КЛАССИФИКАЦИИ:
> Классификация: AWS ENiFe- CL
ТИПИЧНЫЕ СВОЙСТВА ВСЕГО СВАРОЧНОГО МЕТАЛЛА
> Предел прочности на разрыв 500 МПа (Н \ мм2)
> Состав%: C1.26 Mn0,80 Si0,66 P0,005 S0,003 Ni57,25 FeBal ‘
СВЯЗАННАЯ ИНФОРМАЦИЯ И СТАТЬИ
Направляющая для сварки чугуна
Штучный сварочный электрод Weldclass Ассортимент Handy Pack
Процесс сварки MMA «Stick» — ответы на ваши вопросы
Что такое напряжение холостого хода (OCV)?
Ручная сварка стержневыми электродами MMA: что такое горячий старт, сила дуги и защита от прилипания?
