Сварка оцинкованной стальной трубы | Сталь LINKUN
Оцинкованная стальная труба относится к стальной трубе с оцинкованным слоем, как правило, из низкоуглеродистой стали. Толщина оцинкованного слоя обычно составляет 20 мкм, а слой цинка создает трудности при сварке оцинкованной стали. Температура плавления цинка в 419 ℃ и точка кипения составляет около 908 ℃. Во время сварки цинк плавится в жидкость и плавает на поверхности сварочной ванны или в основании сварного шва. Цинк в железе обладает большой растворимостью в твердом веществе, цинковая жидкость вдоль границы зерен будет глубоко травленым металлом сварного шва, цинк с низкой температурой плавления образует «хрупкость жидкого металла». В то же время цинк и железо могут образовывать интерметаллическое хрупкое соединение, которое снижает пластичность металла шва и создает трещины под действием растягивающего напряжения.
Трещины от проникновения чаще всего возникают в угловых сварных швах, особенно в угловых сварных швах с Т-образным швом. Кроме того, слой цинка на поверхности и краю канавки стальной трубы будет вызывать окисление, плавление, испарение и даже улетучивание белого дыма и пара под действием дугового тепла, что легко вызывает образование сварных пор. Если есть какое-либо отклонение параметра в процессе сварки, это приведет к включению шлака оксидов с низкой температурой плавления ZnO, FeO-MnO или FeO-mno-SiO2. Во-вторых, в результате испарения цинка образуется большое количество белого дыма и пыли, которые наносят вред организму человека. Поэтому необходимо отполировать оцинкованный слой на месте сварки.
Кроме того, слой цинка на поверхности и краю канавки стальной трубы будет вызывать окисление, плавление, испарение и даже улетучивание белого дыма и пара под действием дугового тепла, что легко вызывает образование сварных пор. Если есть какое-либо отклонение параметра в процессе сварки, это приведет к включению шлака оксидов с низкой температурой плавления ZnO, FeO-MnO или FeO-mno-SiO2. Во-вторых, в результате испарения цинка образуется большое количество белого дыма и пыли, которые наносят вред организму человека. Поэтому необходимо отполировать оцинкованный слой на месте сварки.
Трубы из оцинкованной стали могут быть сварены ручной дуговой сваркой, фигсо, аргонодуговой сваркой, контактной сваркой и другими методами. В процессе сварки для сварщиков лучше, чтобы слой цинка плавился, испарялся и испарялся и выходил из сварного шва, что могло значительно снизить содержание жидкого цинка.
В угловом шве убедитесь, что слой цинка расплавлен и испарен настолько, насколько это возможно. Во-первых, переместите конец электрода вперед примерно на 5 ~ 7 мм, расплавьте слой цинка и затем вернитесь в исходное положение, чтобы продолжить сварку. При горизонтальной сварке и вертикальной сварке выбирается короткий шлаковый электрод, такой как J427, тенденция к подрезке будет очень мала, и сварка будет возможна без дефектов.
Во-первых, переместите конец электрода вперед примерно на 5 ~ 7 мм, расплавьте слой цинка и затем вернитесь в исходное положение, чтобы продолжить сварку. При горизонтальной сварке и вертикальной сварке выбирается короткий шлаковый электрод, такой как J427, тенденция к подрезке будет очень мала, и сварка будет возможна без дефектов.
Подготовка оцинкованной стальной трубы перед сваркой такая же, как у обычной низкоуглеродистой стали. Следует отметить, что с размером канавки и прилегающим оцинкованным слоем следует обращаться осторожно. Чтобы получить более высокое качество сварки, размер паза должен быть соответствующим, общий — 60 ~ 65 ℃ и должен иметь определенный зазор, общий — 1,5 ~ 2,5 мм; Чтобы уменьшить проникновение цинка в сварной шов, паз можно удалить после оцинкованного слоя перед сваркой . На практике сварка, концентрированная канавка и двухслойная сварка без тупых кромок уменьшают вероятность неполной сварки. Кроме того, сварочный пруток следует выбирать в соответствии с основным материалом оцинкованной трубы, как правило, из низкоуглеродистой стали из-за простоты эксплуатации, J422 является идеальным выбором.
Цинковое (Z) покрытие, нанесенное на сталь горячим способом
Цинковое (Z) покрытие, нанесенное на обе стороны горячим способом, продлевает срок службы готовой продукции благодаря защите стали от коррозии.
Помимо защиты в широком диапазоне от Z100 до Z600, непрерывное горячее цинкование гарантирует прочную связь покрытия со сталью. Эти свойства делают цинковое покрытие стали высокопригодным к формованию и эксплуатации в коррозионно-активной среде.
Цинковое покрытие практически полностью (>99%) состоит из цинка, а из-за полного отсутствия свинца в его составе кристаллы или блестки цинка на поверхности металла — мелкие, что придает изделиям приятный внешний вид. Стойкость цинкового покрытия к коррозии прямо пропорциональна его толщине. Срок службы изделий с покрытием Z600 (толщиной 42 мкм с обеих сторон) достигает 80 лет. Поэтому в отдельных сферах применения цинкование готовой продукции партиями можно заменить применением листовой стали с покрытием Z450 или Z600, что значительно упрощает технологическую цепочку.
Цинковое покрытие обеспечивает защиту стали от коррозии даже на открытых участках, включая, например, режущие кромки или места, где покрытие повреждено (царапинами, ударами и т.п.). Крайне низкий коэффициент трения и прочная связь покрытия со сталью препятствуют его отслаиванию, поэтому полная защита от коррозии распространяется и на участки, подвергающиеся сильному механическому воздействию в процессе формования.
Компания SSAB предлагает сталь с цинковым покрытием различной толщины, качества и способа обработки поверхности для разных сфер применения.
Толщина покрытия
| Обозначение покрытия | Минимальная общая масса покрытия с обеих сторон (г/м2) * | Ориентировочная толщина покрытия на единицу поверхности, обычно в микронах (мкм) |
| Z100 | 100 | 7 |
| Z140 | 140 | 10 |
| Z180 | 180 | 13 |
| Z200 | 200 | 14 |
| Z225 | 225 | 16 |
| Z275 | 275 | 20 |
| Z350 | 350 | 25 |
| Z450 | 450 | 32 |
| Z600 | 600 | 42 |
* По капельному анализу в трех точках
Помимо указанных значений толщины цинкового покрытия по стандарту EN10346:2015, предлагаем разнообразные асимметричные покрытия, покрытия с одинаковым минимальным показателем массы в расчете на поверхность изделия, а также нанесение покрытий по техническим условиям заказчика.
Обработка оцинкованной стали
Формование
В общем и целом, цинковое (Z) покрытие выдерживает интенсивную деформацию благодаря своей пластичности и хорошим фрикционным свойствам. Следовательно, сталь без покрытия и оцинкованную сталь можно подвергать формованию одними и теми же способами без существенного изменения технологических условий. Из-за небольших различий в поверхностных свойствах иногда возникает необходимость внести незначительные изменения, например, в смазку, геометрию инструментов или усилие зажима. К достоинствам металлического покрытия относится и его смазывающее действие, которое эффективно проявляет себя при низком и умеренном поверхностном давлении в процессе формования. Гибочные характеристики оцинкованной листовой стали с массой покрытия до 275 г/м2 можно считать такими же, как у аналогичных сортов стали без покрытия.
Результаты формования стали с металлическим покрытием зависят от таких факторов, как геометрия элементов, марка стали, тип металлического покрытия, толщина, качественные характеристики поверхности и ее защита, а также от инструментов формования.
Сварка
Сталь разных марок с металлическим покрытием можно сваривать различными способами, включая многочисленные разновидности контактной, лазерной и дуговой сварки. Когда рекомендации по сварке соблюдаются, механические свойства сварных швов ничем не отличаются от аналогичных показателей стали без покрытия.
Сталь с металлическим покрытием чаще всего обрабатывается такими способами контактной сварки как, например, точечная сварка, обеспечивающая превосходные результаты. Полезные антикоррозийные свойства покрытия на основе цинка, как правило, локализуются в пределах надлежащим образом выполненной точечной сварки. Из-за пониженного контактного сопротивления стали с металлическим покрытием ее точечная сварка требует чуть повышенного тока и усилия на электродах, по сравнению со сталью без покрытия. Аналогичные образом сварочный ток немного повышается с увеличением толщины покрытия. Поэтому не рекомендуется сваривать сталь с излишне толстым покрытием, которое снижает пригодность материала к сварке и сокращает срок службы сварочных электродов.
Сталь с металлическим покрытием идеально пригодна и для лазерной сварки, отличающейся узкими (всего несколько мм) швами и малым тепловложением. Применение любого способа сварки плавлением диктует необходимость ограничить до минимума площадь подверженного нагреву участка стального листа с металлическим покрытием, а следовательно, и тепловложение. Подобно поверхности с царапинами, участок с узким сварным швом защищен от катодной коррозии благодаря защитным свойствам покрытия на основе цинка. Тем не менее, после сварки участки со сварными швами рекомендуется окрашивать или наносить на них иное подходящее защитное покрытие.
Особое внимание необходимо уделять вентиляции на рабочем месте в силу того, что при сварке стали с покрытием на цинковой основе образуются пары, содержащие окись цинка.
Соединение
Все покрытия на основе цинка пригодны для клеевого соединения при условии, что поверхность приспособлена для нанесения связующего вещества (эпоксидного, акрилового или полиуретанового). Одним из преимуществ клеевого соединения является сохранение антикоррозионных свойств покрытия, которое в области соединения остается практически нетронутым. Чтобы обеспечить прочность клеевого соединения, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Совместимость поверхности со связующим веществом всегда анализируется в индивидуальном порядке.
Одним из преимуществ клеевого соединения является сохранение антикоррозионных свойств покрытия, которое в области соединения остается практически нетронутым. Чтобы обеспечить прочность клеевого соединения, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Совместимость поверхности со связующим веществом всегда анализируется в индивидуальном порядке.
Окраска
Придавая готовой продукции нужный цвет, окраска одновременно повышает защиту от коррозии. После прокатки в дрессировочной клети поверхность типа B приобретает качественные характеристики, которые требуются для окраски.
Цинковое покрытие служит хорошей основой для окраски, если его подготовить надлежащим образом, подобрав подходящую краску. Чтобы обеспечить прочную адгезию слоя краски, необходимо тщательно очистить поверхность от малейших следов масел и любого загрязнения. Для повышения прочности адгезии слоя краски, сталь с покрытием на основе цинка можно подвергнуть фосфатированию или другой подходящей предварительной обработке.
Сварка цинка — Справочник химика 21
На рис. 200 показана армированная двойная крышка для элемента РЦ-15. Наружную стальную крышку никелируют, внутреннюю—лудят. Перед армированием обе крышки по центру сваривают точечной сваркой. При армировании между крышками по их периферийной части образуется лабиринт, заполненный полиэтиленом. Лабиринт повышает надежность узла герметизации, снижая вероятность вытекания электролита из элемента. Малопористое никелевое покрытие наружной крышки является не только декоративным, но и препятствует вытеканию электролита. Оловянное покрытие внутренней крышки предохраняет цинк от коррозии в контакте со сталью и никелем. [c.251]При потолочной сварке, кроме того, сварщик должен пользоваться асбестовыми или брезентовыми нарукавниками, при сварке цветных металлов и сплавов, содержащих цинк, медь, свинец, — респираторами с химическим фильтром.
 [c.384]
[c.384] После металлизации детали и конструкции резервуара поступают на сборку. В процессе сборки цинковое покрытие в местах сварки выгорает. Поэтому после сварки на сварные швы и близлежащие от них поверхности наносят цинк предварительно проводят подготовку (зачистку) поверхности швов и поврежденных участков. Особое внимание при сборке резервуаров должно быть обращено на сохранность полученного цинкового покрытия при сварке и перемещении оборудования по днищу резервуара. Для предохранения покрытия днище резервуара необходимо закрывать фанерными листами или другим материалом.
Ребра жесткости по всему периметру прилегания их к обечайке приваривают непрерывной легкой сваркой с обеих сторон, а затем обрабатывают сварные швы и подготавливают их к нанесению цинка. После этого цинк наносят на сварные швы, кромки, обечайку, днища и горловины. [c.170]
На рис. 100 приведен разрез части опоры, показанной на рис. 101. Опора выполнена из уголков, соединенных прутками, приваренными к внутренней стороне уголков. При таком способе соединения необходимо удалить остатки шлака из сварных швов сбиванием или дробеструйной обработкой. В противном случае сварные швы трудно цинковать из-за наличия остатков шлама или других прочно, связанных загрязнений. При сплющивании прутков в местах контакта с уголками сварка облегчается, и шов легче очищается [16] перед цинкованием. [c.79]
101. Опора выполнена из уголков, соединенных прутками, приваренными к внутренней стороне уголков. При таком способе соединения необходимо удалить остатки шлака из сварных швов сбиванием или дробеструйной обработкой. В противном случае сварные швы трудно цинковать из-за наличия остатков шлама или других прочно, связанных загрязнений. При сплющивании прутков в местах контакта с уголками сварка облегчается, и шов легче очищается [16] перед цинкованием. [c.79]
Измерение скорости испарения цинка с поверхности при сварке. Сварка встык проводилась со скоростью 350 мм/мин в герметичной камере объемом 20 м . Ширина сварочного шва была 10 мм, а длина кромки 50 см. Продукты испарения собирались на высоте 300 мм, растворялись в 1,0 н. растворе азотной кислоты, после чего проводили атомно-абсорбционный анализ. Степень испарения, мг/м , при сварке оценивали по следующей шкале (в расчете на цинк) А — 40. [c.207]
Наибольшее применение имеют магниевые сплавы, содержащие А1 (до 11%), Zn (до 40%) и Мп (до 2,5%).
Проведенные исследования показали, что покрытия из сплава цинк—алюминий для крупнопанельного строительства имеют следующие преимущества перед цинковыми более высокая теплостойкость, что имеет существенное значение при сварке защищенных деталей гораздо меньшее количество окиси цинка образуется при сварке более высокая коррозионная стойкость в промышленной атмосфере, содержащей сернистые соединения меньший расход цинка и меньшая стоимость покрытия. [c.203]
При сварке (пайке) нейзильбера (сплав медь — цинк — никель) присадочным металлом служит пруток того же состава, что и свариваемый сплав, но с большим содержанием цинка. Для растворения окиси никеля применяется флюс. [c.594]
Узкие зазоры в подводных конструкциях заполняют уплотняющими составами (тиоколовая паста, герметики) или цинк-хроматной грунтовкой повышенной вязкости. Контактная сварка таких конструкций производится по сырой грунтовке или по герметику. [c.128]
Контактная сварка таких конструкций производится по сырой грунтовке или по герметику. [c.128]
При газовой сварке груб цинк выгорает в зоне шва н покрытие отсутствует на расстоянии около 30 мм по обе стороны от шва. [c.43]
Флюс для сварки № 1 Фтористый калий (или натрий) Хлористый литий Хлористый цинк Хлористый калий 8-12 25-35 8-15 Остальное [c.148]
Некоторые физические свойства титана отличаются от аналогичных свойств широко распространенных конструкционных материалов. При температуре 882° С титан претерпевает кристаллографическое превращение выше этой температуры металл имеет о. ц. к. решетку, называемую р-фазой, а ниже — г. п. у, решетку, известную как а-фаза. Последняя характеризуется отношением с а=1,587, что значительно меньше, чем у других металлов с гексагональной решеткой, таких как магний, цинк и кадмий. Это означает наличие большего числа плоскостей скольжения, по которым может происходить деформация, и действительно высокочистый титан при комнатной температуре является сравнительно пластичным металлом. Допустимая деформация между отжигами составляет более 95%. Во многих сплавах с помощью фазового превращения можно получать некоторое повышение прочности, но это достигается ценой уменьшения пластичности. Таким образом, технически чистый титан достаточно мягок и легко поддается холодной штамповке, а более высокопрочные сплавы хорошо обрабатываются ковкой. Обработка резанием осуществляется с помощью обычного инструмента, но при меньших скоростях, чем для большинства других металлов и сплавов. Сварка титапа и большинства его сплавов может производиться аргоно-дуговым методом при защите аргоном обеих сторон шва. Основные физические свойства титана таковы [c.187]
Допустимая деформация между отжигами составляет более 95%. Во многих сплавах с помощью фазового превращения можно получать некоторое повышение прочности, но это достигается ценой уменьшения пластичности. Таким образом, технически чистый титан достаточно мягок и легко поддается холодной штамповке, а более высокопрочные сплавы хорошо обрабатываются ковкой. Обработка резанием осуществляется с помощью обычного инструмента, но при меньших скоростях, чем для большинства других металлов и сплавов. Сварка титапа и большинства его сплавов может производиться аргоно-дуговым методом при защите аргоном обеих сторон шва. Основные физические свойства титана таковы [c.187]
Цинк 350-400 Цементация (вращающаяся печь) 12—50 мкм. Однофазное интерметаллическое соединение. 80—90% 2п. Хрупкое. Возможны точечная сварка и пайка [c.372]
Никель придает некоторым латуням устойчивость к истиранию и коррозии. Известно, что латуни трудно свариваются, так как при сварке улетучивается из сплава цинк. Присадки никеля улучшают свариваемость латуни. [c.104]
Присадки никеля улучшают свариваемость латуни. [c.104]
I — разматыватель 2 — формовочный стан 3 — установка сварки 4 — жидкий цинк 5 -правильный стан б — отрезное устройство 7 — оборудование покраски [c.488]
Особую опасность представляет высокая агрессивность аммиака, воздействующего на медь, серебро, цинк и другие металлы и сплавы. Чугун и сталь наиболее пригодны в качестве материалов для изготовления оборудования и трубопроводов, предназначенных для аммиака. Однако безводный аммиак оказывает сильное коррозионное воздействие на стальные трубопроводы в присутствии двуокиси углерода и воздуха. Для предотвращения коррозионного растрескивания углеродистой стали сжиженный аммиак, транспортируемый по трубопроводам, должен содержать не менее 0,2% (масс.) воды. При меньщем содержании воды в аммиаке в присутствии воздуха возможно коррозионное растрескивание. Для транспортирования сжиженного аммиака применяют трубы, химический состав которых соответствует определенным требованиям. Трубы для аммиакопровода должны изготовляться по специальным техническим условиям, в которых помимо химического состава должны быть оговорены требования к механическим свойствам металла и сварке, допускам толщин стенок, диаметров труб и т. д. [c.35]
Трубы для аммиакопровода должны изготовляться по специальным техническим условиям, в которых помимо химического состава должны быть оговорены требования к механическим свойствам металла и сварке, допускам толщин стенок, диаметров труб и т. д. [c.35]
Основные элементы, которыми легируют деформируемые алюминиевые сплавы для обеспечения их упрочнения при термической обработке — медь, кремний, магний, цинк. В некоторые сплавы добавляют литий, церий, кадмий, цирконий, хром и другие элементы. К наиболее важным и распространенным сплавам, упрочняемым закалкой с последующим старением, относятся сплавы систем А1—Си—Mg типа дюралюминий, А1—Мд—51, ави-аль А1—2п—Mg—Си (высокопрочные сплавы Ов бОО— 700 МН/м ), А1—М —2п (самозакаливающиеся свари—ваемые сплавы, сгв=400—450 MH/м ), не требующие термической обработки после сварки, А1—Си—Сс1— (жаропрочные сплавы, Ов = 360—400 МН/м ) после 1000 ч выдержки при температуре 180°С. К высокопрочным сплавам относятся сплавы В93, В95, В96 системы А1—2п—Mg—Си, сплав ВАД23 системы А1—Си—Мп— С(1 и, частично, в зависимости от применяемой термической обработки и вида полуфабриката, сплавы. Д16, Д19, системы А1—Си—Mg, сплав АК8 системы А1—Си—Mg—51. Наибольшей прочностью при комнатной температуре обладают сплавы В93, В95, В96 и ВАД23. Сплавы Д16 и Д19 обладают меньщей прочностью при комнатной температуре, чем сплавы В93, В96, В95. Однако их преимущество заключается в большей жаропрочности и меньщей чувствительности к коррозии. Сплав ВАД23 сохраняет относительно высокие прочностные характеристики после длительных нагревов до 160— 180°С. Исходя из характеристик алюминиевых сплавов следует применять сплавы В93, В95, В96 для конструкций, работающих до температуры 100°С, при этом в конструкции должны отсутствовать концентраторы напряжений, расположенные в плоскости, перпендикулярной к действию силы. Для нагружения конструкций, работаю- [c.49]
Д16, Д19, системы А1—Си—Mg, сплав АК8 системы А1—Си—Mg—51. Наибольшей прочностью при комнатной температуре обладают сплавы В93, В95, В96 и ВАД23. Сплавы Д16 и Д19 обладают меньщей прочностью при комнатной температуре, чем сплавы В93, В96, В95. Однако их преимущество заключается в большей жаропрочности и меньщей чувствительности к коррозии. Сплав ВАД23 сохраняет относительно высокие прочностные характеристики после длительных нагревов до 160— 180°С. Исходя из характеристик алюминиевых сплавов следует применять сплавы В93, В95, В96 для конструкций, работающих до температуры 100°С, при этом в конструкции должны отсутствовать концентраторы напряжений, расположенные в плоскости, перпендикулярной к действию силы. Для нагружения конструкций, работаю- [c.49]
Кроме порошковой металлургии металлические порошки высокой дисперсности применяются в качестве катализаторов (железо, никель, медь и др.) в химической промышленности, для кислороднофлюсовой сварки и магнитной дефектоскопии (железо), в производстве изделий из полимерных материалов и в лакокрасочной промышленности (цинк, свинец, железо, никель), в аккумуляторном производстве (свинец), при изготовлении пирофоров и т.
 д. Применение тонких порошков железа, меди и никеля при изготовлении изделий из пластмассы, каучука или нейлона придает им повышенную механическую прочность. Добавление высокодисперсных порошков железа, цинка и висмута к резиновому клею улучшает качество резиновых изделий. В гидрометаллургии порошок цинка применяется для цементации меди и кадмия в производстве цинка, а также для извлечения золота из цианистых растворов, порошок никеля — для цементации меди в производстве никеля. [c.320]
д. Применение тонких порошков железа, меди и никеля при изготовлении изделий из пластмассы, каучука или нейлона придает им повышенную механическую прочность. Добавление высокодисперсных порошков железа, цинка и висмута к резиновому клею улучшает качество резиновых изделий. В гидрометаллургии порошок цинка применяется для цементации меди и кадмия в производстве цинка, а также для извлечения золота из цианистых растворов, порошок никеля — для цементации меди в производстве никеля. [c.320] НЕЙЗИЛЬБЕР (нем. Neusilber, букв.— новое серебро) — сплав меди с никелем и цинком. Применялся как декоративный материал более 2000 лет назад. В СССР производят Н. марки МНЦ15-20 (18,0-22,0% Zn 13,5—16,5% Ni остальное — медь) и свинцовистый Н. марки МНЦС16-29-1,8 (15-16,5% Ni 1,6-2,0% РЬ 51—55% Си остальное — цинк). Сплав технологичен (см. Технологичность), легко поддается пайке, сварке, полированию, штампованию, обработке резанием, хорошо принимает защитные покрытия. Отличается хорошими мех. св-вами, [c.42]
св-вами, [c.42]
Применение высокого вакуума накладывает дополнительные требования на обеспечение плотности соединений, очистку поверхностей и выбор материалов. Нельзя применять материалы, способные к газовыделониям (цинк и его сплавы), а также недостаточно плотные материалы. При монтаже трубопроводов все сварные стыки необходимо зачищать шлифовальной машиной от сварочного грата, грязи, промывать горячей водой или обезжиривать растворителем и просушивать. Стыки из коррозионно-стойкой стали сваривают аргонно-дуговой сваркой. Применяют бескислотную пайку мягким оловянно-свинцовым припоем ПОС 51, а в особо ответственных местах — серебряным припоем ПСр 12 или ПСр 25. В качестве бескислотного флюса используют канифоль и ее раствор в спирте. [c.105]
Для сварки латуни применяются те же флюсы, что и для сварки меди. Широкое применение во всех случаях сварки латуни имеет проволока марки ЛК62-0,5 (62% меди, 0,5% кремния, остальное цинк). [c. 281]
281]
Из латуни Л-62, Л-68, Л-69 изготовляют детали, не подвергающиеся нагреву выше 150° С и работающие при давлениях не ниже 1 10″ мм рт. ст. При нагреве латунных деталей интенсивно испаряется входящий в состав латуни цинк, имеющий высокую летучесть. Ее также нельзя паять и отжигать в водородных или вакуумных печах, так как из-за летучести цинка она становится пористой. Латунь хорошо обрабатывается резанием, благодаря пластичности хорошо штампуется с глубокой вытяжкой, сваривается элек-тродуговой и газовой сваркой и паяется твердыми и мягкими припоями. Для предохранения от коррозионного растрескивания латунь обычно отжигают при 250—270 С. [c.456]
После припоя, как и после сварки, совершенно необходимо удаление агрессивных флюсов, — таких например, как. хлористый цинк и хлористый аммоний. Во многих случаях можно советовать тщательную промывку в проточной воде если спаянное соединение будет находиться во внешней атмосфере, рекомендуется протирание тряпкой, смоченной в содовом растворе . (Если предполагается последующая окраска, металл должен быть совершенно отмыт от щелочи.) Для хромистых сталей Гудремон и Шотки рекомендуют в качестве паяльной жидкости фосфорную кислоту вместо соляной. [c.656]
(Если предполагается последующая окраска, металл должен быть совершенно отмыт от щелочи.) Для хромистых сталей Гудремон и Шотки рекомендуют в качестве паяльной жидкости фосфорную кислоту вместо соляной. [c.656]
Цинк — металл светло-серого цвета с удельным весом 7,1 кг/лг . Температура плавления +470° С. Твердость электролитически осажденного цинка 50—60 единиц по Виккерсу. Цинковые покрытия хорошо выдерживают изгибы, развальцовку с повышением температуры более 250° С и понижением температуры ниже — 70° С увеличивается хрупкость. Пайка оцинкованных деталей мягкими припоями производится с применением активных флюсов (хлоридов и борфторатов цинка), контактная сварка оцинкованных деталей осуществляется с затруднением. Цинк относится к химически активным металлам, он весьма активно реагирует со многими соединениями — кислотами, щелочами, сернистыми соединениями и другими веществами. Влажный воздух, содержащий даже незначительное количество углекислого газа, также воздействует на цинк, образуя продукты коррозии цинка в виде основных углекислых солей белого цвета (белая ржавчина). В условиях тропиков цинковое покрытие не стойко. Особо значительна скорость коррозии цинка в атмосфере промышленного города. [c.4]
В условиях тропиков цинковое покрытие не стойко. Особо значительна скорость коррозии цинка в атмосфере промышленного города. [c.4]
Защита при сварке оцинковки
Выраженный эффект дымоподавления жидкости HPW eco green
Сегодня для выполнения многих работ применяется специальная конструкционная оцинкованная сталь, которая имеет надежную защиту от коррозии. Она не только устойчивее, но и отличается более низкой ценой, чем традиционная нержавеющая сталь, что часто является решающим фактором при выборе материалов. Внешний вид такой стали более привлекательный, она имеет на поверхности аккуратный слой оцинковки. Для нанесения цинка используются разные методы: напыление, горячее цинкование, гальванизация. Толщина слоя также может быть различной.
Как и любой другой материал, оцинковка может потребовать выполнения ремонтных работ. Чаще всего они связаны с тем, что на поверхности металла появляются трещины, рваные отверстия. Порой при строительстве возникает необходимость соединения двух листов в единое целое. Для обеспечения герметичности поверхности применяется сварка оцинкованной стали, которая обладает многими особенностями. Работа эта трудоемкая и требует опыта.
Для обеспечения герметичности поверхности применяется сварка оцинкованной стали, которая обладает многими особенностями. Работа эта трудоемкая и требует опыта.
Любая сварка – это сложный технологический процесс, а для оцинкованной стали он осложняется еще и тем, что необходимо работать с таким тонким защитным покрытием, как цинк. Особенность сварки в том, что оцинковка начинает плавиться уже при температуре в 420°C, а при 906°C она кипит и испаряется. Все это оказывает негативное влияние на качество сварного шва, в котором образуются микротрещины, швы, прочие дефекты.
Проведение сварочных работ по оцинкованной поверхности невозможно без загрязнения воздушной среды рабочего пространства парами сварочного аэрозоля. В его состав входят газы и оксиды различных металлов, оказывающие пагубное воздействие на окружающую среду и человеческий организм. Поэтому, для выполнения ремонтных сварочных операций по оцинкованной поверхности металлоконструкций жидкость HPW eco green проявляет выраженный эффект подавления ядовитого сварочного аэрозоля Zn за счет пакета присадок дымоподавления, а непосредственно при работе жидкости на оцинкованной поверхности брызги прилипают в значительно меньшем количестве даже если сравнивать со стальной поверхностью обработанной жидкостью HPW eco green.
Примечание:
Из всего вышесказанного необходимо сделать серьёзный вывод, что при сварочных работах организм человека испытывает на себе не только физическое влияние тепла и света, но и серьёзные химические воздействия. В связи с чем, людям которые тесно связаны со сварочными работами, наша компания настоятельно рекомендует пользоваться средствами защиты дыхательных путей, а так же периодически проходит профилактические процедуры по улучшению здоровья. Мы рекомендуем в обязательном порядке при сварочных работах по оцинкованной поверхности для защиты металла и здоровья рабочего, использовать жидкость производства КузнецкПромХим — HPW eco green.
Сварка оцинкованных компонентов — Metal Finishings Ltd
Проблемы со сваркой оцинкованных поверхностей
Цинк плавится при 420°С и кипит при 907°С. Сталь плавится при температуре около 1400°С. Тогда вы можете увидеть, как попытка сварки детали, состоящей как из стали, так и из цинкового покрытия, приведет к испарению цинкового покрытия. Это опасно для здоровья, потому что сварщик рискует вдохнуть пар цинка. Это также означает, что цинковое покрытие в месте сварки не принесет вам пользы, а окружающее цинковое покрытие, вероятно, также ухудшится.
Это опасно для здоровья, потому что сварщик рискует вдохнуть пар цинка. Это также означает, что цинковое покрытие в месте сварки не принесет вам пользы, а окружающее цинковое покрытие, вероятно, также ухудшится.
Металлическая лихорадка — это промышленное заболевание, вызываемое вдыханием сварочного дыма. Возможно, наиболее распространенной или наиболее известной причиной лихорадки металлического дыма является сварка изделий с цинковым покрытием (оцинкованных, оцинкованных, цинковых спреев и т. д.). Острые симптомы лихорадки металлического дыма обычно похожи на грипп или другой дискомфорт, связанный с легкими. В то время как гриппоподобные симптомы часто длятся всего несколько дней, воздействие сварочного дыма может привести к долгосрочным повреждениям или повысить восприимчивость к другим заболеваниям.
Дополнительная информация о лихорадке металлического дыма от TWI
Мы рекомендуем всем, кто занимается сваркой (независимо от того, идет ли речь о цинковых покрытиях), проконсультироваться со специалистом по гигиене труда. Сварка может производить много опасных веществ, и работодатели обязаны оценивать и контролировать эти риски в соответствии с Правилами COSHH. Британское общество гигиены труда является профессиональной организацией специалистов по гигиене труда/промышленной гигиены в Великобритании.
Сварка может производить много опасных веществ, и работодатели обязаны оценивать и контролировать эти риски в соответствии с Правилами COSHH. Британское общество гигиены труда является профессиональной организацией специалистов по гигиене труда/промышленной гигиены в Великобритании.
Снижение опасности
Чтобы уменьшить опасность, связанную со сваркой, мы рекомендуем производить сварку деталей перед их цинкованием. Однако мы понимаем, что это не всегда возможно. Если поверхность уже была покрыта цинком, мы рекомендуем удалить цинк перед сваркой.Вы можете удалить участок механическим способом, или мы можем удалить покрытие со всей детали, используя наш травильный раствор соляной кислоты. Если вы удаляете цинк только локально, следите за тем, чтобы окружающие участки не нагревались слишком сильно.
Если вы решили приваривать к оцинкованным поверхностям, вам следует убедиться, что вы используете подходящую местную вытяжную вентиляцию (LEV). Выбирая инженеров LEV, вы должны смотреть на членство в ILEVE как на знак компетентности. Употребление молока перед сваркой не является допустимым контролем COSHH и не защитит сварщиков.НИУ ВШЭ публикует информацию о заболеваниях, вызванных сварочным дымом.
Употребление молока перед сваркой не является допустимым контролем COSHH и не защитит сварщиков.НИУ ВШЭ публикует информацию о заболеваниях, вызванных сварочным дымом.
Отказ от ответственности
Эта страница предназначена только для информации, ее нельзя рассматривать как совет, и мы не можем нести никакой ответственности за использование вами информации на этой странице. Информация на этой странице используется на ваш страх и риск, и вы несете единоличную ответственность за любые результаты. Э&ОЕ.
Сварка белого металла: основы, советы и методы
Резюме:
Белый металл делится на три основных класса в зависимости от основного состава, т.е.д., цинк, алюминий и магний. Большинство отливок изготавливаются из цинкового сплава. Этот сплав имеет температуру плавления 725ºF (385ºC).
Цинковый сплав с точечной сваркой. Обратите внимание на поры, вызванные низким давлением паров цинка. Цинковые сплавы
. Цинковые сплавы немного легче железа. При сварке используются два типа:
При сварке используются два типа:
Обычное использование включает литые формы, такие как литье под давлением, листы, используемые в качестве кровли, и на заводах, занимающихся химической обработкой.
Металл становится хрупким при комнатной температуре, поэтому для механической обработки требуются повышенные температуры.Поверхности листов часто подвергаются механической шлифовке для очистки перед началом точечной сварки.
Цинковые сплавы имеют в 2 раза большую электропроводность, чем сталь, более низкие диапазоны плавления, более высокую теплопроводность и примерно такую же удельную теплоемкость.
Прокатный сварной шов из цинкового сплава — микрофотография сварного шва на цинке. Как показано на рисунке вверху страницы, низкое давление паров цинка приводит к образованию порРегулировка пламени
Сварочное пламя должно быть отрегулировано на науглероживание, но на стыке не должно отлагаться сажа.Пламя оксиацетилена намного горячее, чем необходимо, и важно выбрать очень маленький наконечник.
Сварочный стержень
Сварочный стержень может быть изготовлен из чистого цинка или литого под давлением сплава того же типа, что и свариваемый. Металлический флюс (50 процентов хлорида цинка и 50 процентов хлорида аммония) можно использовать, но это не обязательно.
Техника сварки
Отливки следует нагревать до тех пор, пока металл не начнет течь. Затем поверните пламя параллельно поверхности, позволяя стороне пламени сохранять металл мягким, одновременно нагревая сварочный стержень до той же температуры.Когда основной металл и сварочный стержень имеют одинаковую температуру, стержень должен быть приложен к стенкам соединения и тщательно проплавлен. Стержень следует манипулировать так, чтобы разрушить поверхностные оксиды.
Сварка сопротивлением катаных цинковых сплавов
Сварка сопротивлением — это процесс, используемый для сварки прокатных сплавов. При этом используется наименьший подвод тепла по сравнению с дуговой или газовой сваркой и обеспечивается качественное сварное соединение.
Шовная или точечная сварка выполняется на фланцевых или нахлесточных соединениях. Размер нахлеста определяется толщиной металлического листа.
Зоны сварки должны быть очищены и отшлифованы одним из следующих методов:
- наждачная бумага
- наждачная доска
- полировка
- механическая обработка
- шлифовка
При необходимости также обезжирьте рабочую зону.
Применение контактной сварки
Сварка сплошных цинковых полос сопротивлением с током, эквивалентным низкому усилию электрода и стали.
Из-за мягкости металла и, как правило, большей толщины цинковый сплав требует низкоинерционного контроля сварочного электрода.Полости или внутренние дефекты обычно видны, но их можно уменьшить с помощью силы ковки.
При сварке литых цинковых сплавов применяют те же параметры, что и для прокатных сплавов. Поскольку отливки часто имеют дополнительные покрытия, рекомендуется удалить их перед сваркой.
Подвергаются ли сварщики вредному воздействию оксида цинка? Вопросы и ответы с доктором Кристианом Монсе
Воздействие оксида цинка может вызвать «металлическую лихорадку» — заболевание, известное своими гриппоподобными симптомами.Сварщики, работающие с термической резкой, сваркой и плавкой, часто подвергаются воздействию оксида цинка, который образуется в дымовых газах при нагревании некоторых металлов. Работники в этой области установили пределы воздействия на рабочем месте, чтобы предотвратить вредное воздействие. И тем не менее, недавнее исследование, опубликованное в журнале Particle and Fiber Toxicology , показало неблагоприятные эффекты, которые значительно ниже концентрации действующего предела воздействия.
Прия Мистри
1 В этом вопросе и ответе Dr.Кристиан Монсе, первый автор исследования, рассказывает нам больше о важности этого вопроса и о том, есть ли необходимость в переоценке пределов профессионального воздействия оксида цинка на рабочем месте.
Не могли бы вы вкратце рассказать нам о своей исследовательской деятельности и о том, как вы оказались вовлечены в эту область исследований? Что вас особенно интересует в медицине труда?
Д-р Кристиан Монсе — химик Института профилактики и медицины труда Немецкого социального страхования от несчастных случаев Института Рурского университета Бохума (IPA) и заведующий лабораторией облучения.Он проводит экспериментальные исследования вдыхания на людях, чтобы ответить на вопросы о пределах воздействия на рабочем месте.
Я специализировался в области химии, а затем защитил докторскую диссертацию по неорганической химии в Рурском университете Бохума. Я заинтересовался областью медицины труда довольно косвенно. В настоящее время я работаю в IPA, где наблюдаю за строительством и эксплуатацией экспозиционной лаборатории (ExpoLab).
IPA хорошо известна своими исследованиями в области здоровья рабочих, и несколько лет назад ЭкспоЛаб был введен в эксплуатацию для изучения острого воздействия неканцерогенных частиц и газовой атмосферы на людей в концентрациях, обычно встречающихся на рабочих местах.
Лично я нахожу особенным в медицине труда техническую задачу по созданию и моделированию атмосферы газа и частиц на рабочем месте. Часто отсутствуют коммерческие генераторные системы, необходимые для создания атмосфер газа или частиц. В этих случаях мне приходится разрабатывать и конструировать соответствующие устройства, что, хотя и сложно, очень мотивирует и приносит удовлетворение.
Каковы последствия вдыхания оксида цинка и что такое «лихорадка паров металлов»?
Вдыхание паров оксида цинка в более высоких концентрациях может оказать влияние на здоровье всего организма.Помимо лихорадки, типичные симптомы включают раздражение горла, кашель, незначительные респираторные симптомы, металлический привкус, а также гриппоподобные симптомы, такие как общее недомогание, миалгия, артралгия или головная боль. Как правило, симптомы возникают после латентного периода от 4 до 12 часов и проходят в течение 48 часов.
Вдыхание паров оксида цинка в более высоких концентрациях может оказать влияние на здоровье всего организма
Было показано, что толерантность, которая может развиться после многократного воздействия, обратима после нескольких дней без воздействия. Симптомы исчезают спонтанно в течение нескольких часов, но долговременное повреждение все еще обсуждается.
Симптомы исчезают спонтанно в течение нескольких часов, но долговременное повреждение все еще обсуждается.
Какие группы населения обычно страдают от вдыхания оксида цинка?
Обычно страдают работники, работающие с оцинкованными стальными листами (сварщики, гальваники, автопроизводители) или на заводах горячего цинкования. В одной только Германии таких рабочих более 100 000 человек. Кроме того, различные термические процессы выделяют пары оксида цинка, что означает, что риску может подвергнуться гораздо больше людей.
Не могли бы вы описать установку вашего исследования, что вы надеялись найти?
Основанием для проведения исследования послужило предложение немецкой комиссии MAK о резком снижении предельно допустимого уровня содержания цинка на рабочем месте. Чтобы получить данные о воздействии, которые были бы подходящими для переоценки предельного значения цинка, мы выбрали дизайн исследования, который следует принципу удвоения дозы.
Диапазоны концентраций оксида цинка от 0 до 2,0 мг/м3 были изучены с целью обнаружения небольших эффектов оксида цинка.Мы надеялись, что сможем продемонстрировать взаимосвязь между дозой и реакцией на вдыхание оксида цинка для различных параметров эффекта и получить данные, которые будут полезны для будущих дискуссий по установлению порогового предельного значения, основанного на здоровье.
Наше исследование проходило в нашей лаборатории ExpoLab, преимущество которой состоит в том, что мы можем точно регулировать уровни воздействия и постоянно контролировать участников исследования. Кроме того, мы можем исключить влияние нежелательных вредных веществ в воздухе, а также контролируем и контролируем климатические условия.Такой контроль трудно поддерживать на рабочем месте.
Все эффекты оцениваются неинвазивными методами, и наши исследования имеют чрезвычайно высокий уровень безопасности для участников исследования, что также контролируется внешними экспертами и подтверждается одобрением этического комитета Университета.
Как результаты вашего исследования соотносятся с текущими рекомендациями по воздействию? Считаете ли вы, что эти рекомендации нуждаются в оценке?
В отличие от экспериментов на животных, не существует руководящих принципов для экспериментальных исследований на людях.В настоящее время мы устанавливаем международный стандарт на уровне CEN или ISO, который будет гармонизировать такие исследования.
Если перевести «рекомендации по воздействию» на «пределы воздействия на рабочем месте», наше исследование показало зависящие от концентрации системные эффекты при концентрации оксида цинка 1 мг/м3 или выше при продолжительности воздействия 4 часа. Регулирующие органы должны будут обсудить этот результат, что может привести к возможному изменению предлагаемого предела воздействия цинка в 0,1 мг/м3 в Германии.
Роль слоя цинка в контактной точечной сварке алюминия со сталью
https://doi.org/10.1016/j.matdes.2016.04.033Получить права и содержание исследована сварка алюминия со сталью.
Плавление и испарение цинкового покрытия привело к уменьшению толщины слоя ИМК.
Присутствие цинка снижает растягивающее напряжение, вызванное крепежом.
Использование приспособлений из углеродистой стали вызывало ощутимую вибрацию в элементах соединения.
Нагрузка на разрушение сварных швов из GS-Al превышает 12 кА в соединениях из PS-Al.
Abstract
Исследовано влияние слоя цинка на микроструктуру и механическое поведение контактных точечных сварных швов алюминия с оцинкованной (соединение GS-Al) и низкоуглеродистой сталью (соединение PS-Al). Результаты показали, что, хотя «объем» гранул в соединении PS-Al был больше, «диаметры» гранул в соединениях PS-Al и GS-Al были почти одинаковыми по размеру, поскольку слой расплавленного цинка был выдвинут к внешним областям соединения. самородок.Плавление и испарение цинкового покрытия привели к уменьшению толщины интерметаллидного слоя Al-Fe.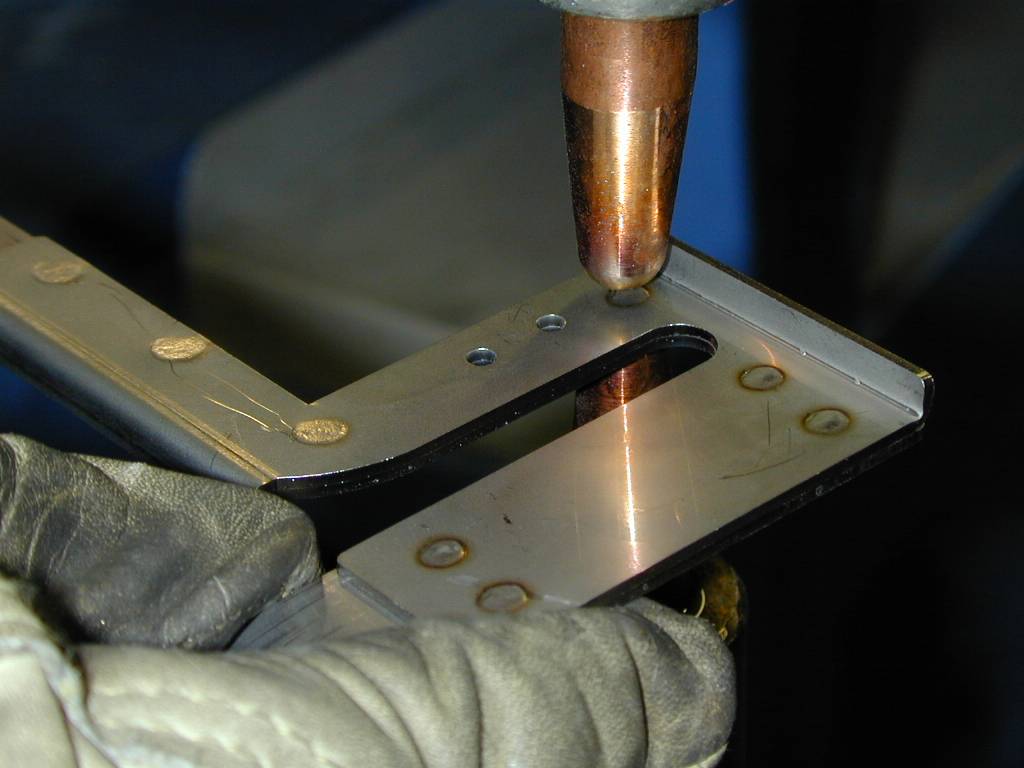 Присутствие цинка также снижает растягивающее напряжение, вызванное приспособлением. Использование приспособлений из углеродистой стали во время сварки вызывало ощутимую вибрацию в элементах соединения. Вибрация привела к фрагментации и уменьшению содержания интерметаллидов на границе стыка. Более того, в то время как соединения PS-Al показали более высокую прочность, чем соединения GS-Al при сварочных токах < 12 кА, разрушающая нагрузка сварных швов GS-Al превышала соединения PS-Al за пределами 12 кА.Низкий сварочный ток приводил к неполному соединению на сварных швах GS-Al. Однако более низкое индуцированное растягивающее напряжение, а также образование интерметаллического слоя толщиной меньше критического значения (~ 5,5 мкм) в соединениях GS-Al привели к превосходным механическим свойствам при высоких сварочных токах.
Присутствие цинка также снижает растягивающее напряжение, вызванное приспособлением. Использование приспособлений из углеродистой стали во время сварки вызывало ощутимую вибрацию в элементах соединения. Вибрация привела к фрагментации и уменьшению содержания интерметаллидов на границе стыка. Более того, в то время как соединения PS-Al показали более высокую прочность, чем соединения GS-Al при сварочных токах < 12 кА, разрушающая нагрузка сварных швов GS-Al превышала соединения PS-Al за пределами 12 кА.Низкий сварочный ток приводил к неполному соединению на сварных швах GS-Al. Однако более низкое индуцированное растягивающее напряжение, а также образование интерметаллического слоя толщиной меньше критического значения (~ 5,5 мкм) в соединениях GS-Al привели к превосходным механическим свойствам при высоких сварочных токах.
Ключевые слова
Ключевые слова
Сопротивление Сопротивление Сварка
Алюминий
Алюминий
Углеродистая сталь
Оцинкованная сталь
Межметаллический
Среда — Рекомендуемая нагрузка
Рекомендуемая нагрузка
Рекомендуемая статьи на изделии (0)
Посмотреть полный текст © 2016 Elsevier Ltd. Все права защищены.
Все права защищены.
Рекомендуемые статьи
Ссылающиеся статьи
Оценка биологического воздействия сварочных дымов, выделяемых металлом в среде инертного газа, в процессах сварки алюминия и оцинкованных материалов на человека
Целью этого исследования было изучение биологических эффектов и потенциальных рисков для здоровья, связанных с двумя различными сварочными дымами с инертным газом (MIG) (сварка MIG алюминия и пайка MIG оцинкованной стали) у здоровых людей.В трехкратном перекрестном исследовании 12 мужчин подвергались воздействию трех различных сценариев воздействия. Воздействие проводилось в контролируемых условиях в Лаборатории моделирования рабочего места Ахенера (AWSL). В течение трех дней испытуемые подвергались воздействию отфильтрованного окружающего воздуха, сварочного дыма от сварки MIG алюминия или дыма от MIG-пайки оцинкованных материалов. Воздействие проводилось в течение 6 ч, средняя концентрация дыма составила 2,5 мг м (-3). До, непосредственно после, через 1 сут и 7 сут после воздействия проводили спирометрические и импульсно-осциллометрические измерения, собирали конденсат выдыхаемого воздуха (КВВ), брали пробы крови и анализировали на маркеры воспаления.При MIG-сварке алюминия наблюдались высокие концентрации озона (до 250 мкг·м(-3)), тогда как при MIG-пайке озон был пренебрежимо мал. При пайке МИГ концентрации высокочувствительного СРБ (вчСРБ) и фактора VIII были значительно повышены, но в основном оставались в пределах нормы. Концентрация нейтрофилов имеет тенденцию к увеличению. При сварке MIG алюминия функция легких показала значительное снижение пиковой скорости выдоха (PEF) и средней скорости выдоха при жизненной емкости легких 75% (MEF 75) через 7 дней после воздействия.Концентрация кофактора ристоцетина была увеличена. Наблюдаемое увеличение вчСРБ во время MIG-пайки можно рассматривать как показатель бессимптомного системного воспаления, вероятно, из-за цинка (концентрация цинка 1,5 мг м (-3)). Изменение функции легких, наблюдаемое после сварки алюминия методом МИГ, может быть связано с вдыханием озона, хотя поздняя реакция (через 7 дней после воздействия) вызывает удивление.
До, непосредственно после, через 1 сут и 7 сут после воздействия проводили спирометрические и импульсно-осциллометрические измерения, собирали конденсат выдыхаемого воздуха (КВВ), брали пробы крови и анализировали на маркеры воспаления.При MIG-сварке алюминия наблюдались высокие концентрации озона (до 250 мкг·м(-3)), тогда как при MIG-пайке озон был пренебрежимо мал. При пайке МИГ концентрации высокочувствительного СРБ (вчСРБ) и фактора VIII были значительно повышены, но в основном оставались в пределах нормы. Концентрация нейтрофилов имеет тенденцию к увеличению. При сварке MIG алюминия функция легких показала значительное снижение пиковой скорости выдоха (PEF) и средней скорости выдоха при жизненной емкости легких 75% (MEF 75) через 7 дней после воздействия.Концентрация кофактора ристоцетина была увеличена. Наблюдаемое увеличение вчСРБ во время MIG-пайки можно рассматривать как показатель бессимптомного системного воспаления, вероятно, из-за цинка (концентрация цинка 1,5 мг м (-3)). Изменение функции легких, наблюдаемое после сварки алюминия методом МИГ, может быть связано с вдыханием озона, хотя поздняя реакция (через 7 дней после воздействия) вызывает удивление.
Ключевые слова: алюминий; Воспаление; озон; сварка; цинк; вчСРБ.
(PDF) Свариваемость стального листа с цинковым покрытием дуговой плазменной сваркой
Materials Science Forum
Vols.
580-582 (2008) PP 61-66
Onlineavailabilable с 2008 / июня / 12 на www.cscienlijic.net
©
©
(2008)
Trans
Techpublications, Швейцария
DOI: 10.4028 / WWW . ISCITIFIFIFIT.NET / MSF.580-582.61
WETTYBALE
из
цинка
лист
лист
на
плазма
ARC
Сварка
Winarto
Металлургия и материалы Engineering
Факультет-
Университет Индонезии
Кампус
Бам
— Ул,
Депок-16424,
ИНДОНЕЗИЯ
электронная почта: [email protected]
Ключевые слова: плазменно-дуговая сварка, стальной лист с цинковым покрытием, механические свойства и смачиваемость.
аннотация
Использование
из
Zinc Coatedsteel в
Автомобилей
Промышленность
— это быстро увеличивается как
Результат
из
Потребитель
Спрос
для
Улучшен
коррозия
сопротивление
автомобиль
кузов.
PLASMA
ARC
ARC
сварки
Zinc
Steelsis
в настоящее время
под
Расследование,
с
A
прочные
акцент
на
их
свариваемость.
в
настоящего исследования
,
плазма
сварка
имеет
было
проведено
Onzinccoatedsteel
с
несколько
Сварка
Параметры,
Такие как
ток,
ход
скорость и расход
плазма
газ.
Эти
параметры
взаимосвязаны по своему влиянию на
провар,
в
заказ
на получение качественных
сварных швов.
AND
Оптимум
Комбинация
Параметры
составляли
,
, которые
будут
дают
проникновения
сварки,
с
наивысший
ход
скорость и нет
визуальный
дефекты
на
каждые
стальной лист
основа
4;
, следовательно,
, характеризующих
Процесс
в
в
Большинство
Интересные
иСпособ
и
на
иA
Полезные
Промышленные
Приложения.
Это
Найдено
, что
цинковины
сталь
сталь
0,70004 и 1
мм
и 1
мммм
Толщина
мм
CAN
BE
сварена
по
плазменная
дуговая
сварка.
микроструктуры
из
сварные швы были
почти
аналогичны.
Там
— это незначительное в химическом составе
сварные швы
, потому что
из
цинка
Pick-UP
, какие
зависит от
от
The
Top
поверхность
к
дно
сварные швы.
Наличие
цинкин
Сварные швы
имеют
любых
эффект
на
Механические свойства
.
Введение
Покрытие
стали или железа
цинком с использованием различных процессов называется «цинкованием». Металлический
цинк используется для защиты от коррозии
из
чугуна
, мягкой стали
и низколегированной стали.Цинк или сплав цинка
катодно защищает стальную поверхность. Производители
из
многих предметов, таких как кузова грузовиков,
автобусов и автомобилей, все больше озабочены последствиями коррозии, особенно когда
химикаты или соли используются на дорогах для борьбы с обледенением. Оцинкованный металл также используется в
Оцинкованный металл также используется в
многие
бытовой техники
такие
AS
домохозяйства
и
сушилки
и
ANDIN
Многие
Промышленные
корпуса кондиционеров, технологические резервуары, опоры электропередач высокого напряжения, дорожные знаки
и защитные элементы.[l]
Существует два основных метода
цинкования стали. [1,2] В одном из них используется покрытие листового металла, а в другом
– погружение отдельного элемента в горячую воду. Листовой металл с покрытием изготавливается методом непрерывного
погружения в горячем состоянии, а устройства управления дорожным движением, детали высоковольтной опоры электропередачи и т. д. изготавливаются методом
погружения каждого изделия.
Оцинкованная сталь может быть соединена теми же методами, что и сталь без покрытия. Прочность на растяжение, изгиб и ударные свойства
из
прочных сварных швов, выполненных с использованием покрытых электродов, дуговой сварки в газовой среде или сварки под флюсом
дуговых процессов в оцинкованной стали, эквивалентны свойствам
из
прочных сварных швов из стали без покрытия,
прочных сварных швов из стали без покрытия,
по стали может требовать
;
i) различные данные для расчета параметров сварки;
и ii) различные методы изготовления
или
. [3,4]
[3,4]
Часто возникает неуверенность в отношении этих различий и того, как проблемы, связанные с ними, могут быть
решены. Это приводит к нежеланию указывать технологию сварки оцинкованных конструкций, и сварщики
также часто не желают их сваривать. Эти возражения часто основаны на ошибочном мнении о том, что сварные швы в оцинкованной стали имеют худшие механические свойства, такие как повышенный свет. Никакая часть содержания этого документа не может воспроизводиться или передаваться в любой форме и любым способом без письменного разрешения TTP,
www.ttp.net
(ID:
152.118.148.218. Universityof Indonesia. Depok, lndonesia-30/12/13.12:20:37)
медно-цинковый припой проволока hs221 сварочный припой металлический стержень
медно-цинковый припой проволока hs221 сварка присадочный металлический стерженьмедно-цинковый припой
Медно-цинковый припой является одним из основных продуктов Qixing Welding Manterial Company. медно-цинковый припой — популярный и эффективный метод размещения присадочного металла. . Подходит для различных типов твердых сплавов и сварки других металлов.
медно-цинковый припой — популярный и эффективный метод размещения присадочного металла. . Подходит для различных типов твердых сплавов и сварки других металлов.
ВВЕДЕНИЕ
Медно-цинковый сплав состоит из латунного сварочного стержня. Он подходит для различных видов скобяных изделий, освещения, фитингов, молний, пластин, заклепок, пружин, фильтров осаждения и т. д. Он обладает хорошей прочностью, высокой термостойкостью и коррозионной стойкостью. , так далее.ОПИСАНИЕ
Медно-цинковый сплав состоит из латунного сварочного стержня. Медно-цинковая проволока hs221 подходит для различных скобяных изделий, освещения, фитингов, молний, пластин, заклепок, пружин, фильтров осаждения, штифтов, гаек, шайб, волноводных трубок и радиаторов, сахара промышленность, судостроение, части бумажной промышленности и так далее. Он обладает хорошей ударной вязкостью, высокой термостойкостью и коррозионной стойкостью и т. Д. Медно-цинковый присадочный металл подходит для пайки меди, мягкой стали, чугуна, никелевого сплава, твердого сплава и других материалов.
ДЕТАЛЬ
1. упаковка: 1,5 кг/мешок, и по индивидуальному заказу в соответствии с вашими потребностями2. МОК: 50 кг
3. Рынок поставок и клиенты: мы экспортируем на Ближний Восток, Юго-Восточную Азию, Европу, Америку и по всему миру. Нашими основными клиентами являются Midea Group и Gree Electric Appliances, Danfoss, Panasonic, LG, Samsung и так далее.
КОД | Родственный стандарт | Химический состав | Количество примесей | Температура плавления | Рекомендуемый диапазон температур пайки ℃ | Типичное применение | |||
Cu% | Zn% | Другое | Солидус℃ | Ликвидус℃ | |||||
BCu60ZnSn(Si) | Китай 8221 | 59-61 | РЭМ | Си: 0. Sn:0,8-1,2 | ≤0,15 | 890 | 900 | 910-954 | Подходит для пайки меди, низкоуглеродистой стали, чугуна, никелевых сплавов, твердых сплавов и других материалов |
BCu58ZnFeSn(Si)(Mn) | 57-59 | РЭМ | серийный номер: 0.7-1.0 Si: 0,05-0,15 Мн: 0,03-0,09 Fe: 0,35-1,2 | ≤0,15 | 865 | 890 | 900-930
| ||
 25
25УСЛУГА
1. настройка размера обычный размер: 2,0/2,5/5,0 мм * 500 мм
настройка размера обычный размер: 2,0/2,5/5,0 мм * 500 мм2. Заказ образца поставки
3.Скидка 2% на первый заказ свыше 500кг
4. Предоставить сертификаты ROHS и SGS
изо-сертификат ОТЧЕТ ROHS МЕДНАЯ ПАЯЯРеальные продукты
Медно-фосфорный припой
Фосфорно-медный припой (без серебряного припоя) основан на сырье с бинарным сплавом медь-фосфор.Обладает хорошей текучестью, хорошей прочностью, низкой стоимостью, отличной обрабатываемостью. Нет необходимости добавлять флюс при пайке меди и серебра.
БОЛЕЕЛатунный припой
Латунный припойсостоит из медно-цинкового сплава. Он обладает хорошей ударной вязкостью, высокой термостойкостью и коррозионной стойкостью и т. д. Он подходит для пайки меди, низкоуглеродистой стали, чугуна, никелевого сплава, твердого сплава и других материалов.
БОЛЕЕФосфорно-медно-серебряный припой
ПрипойPhos-Copper-Silver (припой с низким содержанием серебра) может снизить температуру плавления, улучшить пластичность припоя и смачиваемость меди, а также прочность и ударную вязкость припоя.

