|
Известно, что оцинковка – это самый лучший способ для того, чтобы улучшить защиту изделия от коррозии. Этот метод на сегодняшний день является наиболее распространенным, чтобы защитить практически любое металлическое изделие. Сюда можно отнести все, что угодно:
Этот метод также имеет одно очень важное в работе преимущество, о котором просто нельзя не сказать – это простота в обработке. Данный технологический процесс- сравнительно прост по сравнению с другими, поэтому ему часто отдается предпочтение: качество и простота – что может быть выгоднее и удобнее? Какие существуют способы нанести цинк на металл?
Естественно, что для того, чтобы зацинковать сталь, понадобятся специальные приспособления и следования отдельным технологиям. Что важно помнить и знать? Для того, чтобы достигнуть неимоверного желаемого результата, нужно помнить и учитывать толщину наносимого цинка – это также один из главных параметров при работе в оцинкованием металлов. Именно от того, какой слой цинка будет на поверхности изделия, и будет зависеть то, насколько это изделие будет защищено от коррозийных воздействий, а также механических повреждений.
Помните также о том, что оцинкованное изделие считается качественным. Если вы изготавливаете какие- либо конструкции на продажу, то сертификация цинка обязательно послужит вам верой и правдой. Помните, что цинковый слой, конечно, в зависимости от вида изделия, должен составлять 3-150 микрон. Для того, чтобы сварить оцинковку также применяются несколько способов. Наиболее распространенным и удобным методом считается дуговая сварка. Он заключается в том, что цинк сначала нужно до определенной температуры разогреть, а в результате сплавить. Но, тут тоже не все так просто — нужно помнить, что этот вариант будет иметь и свои особенности, о которых скажут технические характеристики самого цинка. Температура для сварки цинка должна быть обязательно очень высокой, потому что цинк сам по себе значительно ухудшает качество шва. А, для прочности шва и для того, чтобы металл был качественно и прочно проплавлен, нужно использовать высокую температуру.
Кроме того, запомните и такой момент, что для прочности нужно использовать чистоту. Если поверхность качественно зачистить от малейшей пыли, то качество шва станет значительно лучше.
|


 Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва.
Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Зачистите и место шва для того, чтобы в расплавленный металл не попал цинк – это также повлияет на качество накладываемого шва.
Следуйте всем рекомендациям и у вас все получится! Успешной работы!
Четыре способа сварки латуни
Сварка латуни может производиться различными методами. Выбор технологии зависит от количества легирующих компонентов в составе.
Особенности сварки латуни
Латунь – это трудно свариваемый сплав меди и цинка. В сплав могут быть добавлены такие элементы, как никель, олово и свинец. При сварке активно выделяется цинк, что вызывает появление пор, и снижается прочность соединения. Показатель теплопроводности сплава превышает даже сталь. Поэтому для обработки латунных изделий рекомендуется использовать горелку высокой мощности.
Чтобы исключить негативные процессы, рекомендуется регулировать горелку так, чтобы избыток кислорода составлял не менее 25%. Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Это позволит снизить пористость шва, и повысить его прочность. Однако если этот показатель избытка кислорода будет чрезмерный, может начаться процесс окисления цинка. В таком случае используется присадочная латунная сварочная проволока, имеющая мощный раскислитель. Для этого целесообразно использовать кремний, который потом можно будет удалить в шлак с помощью флюсов.
Технологии сварки изделий из латуни
Как известно, латунь – это сплав меди и цинка. В отдельных случаях, когда необходимо получить металл со специальными характеристиками, в него могут добавляться и другие химические элементы – олово, никель, свинец.
Цинк, содержащийся в латуни в значительном количестве, при сильном нагреве начинает испаряться, что приводит к пористости в сварном соединении. Кроме того, вступая в реакцию с кислородом, содержащимся в окружающем воздухе, пары цинка преобразуются в оксид данного металла, формирующий на поверхности соединяемых деталей белый налет. Обладая тугоплавкостью и тем самым затрудняя процесс выполнения сварки, данный налет представляет большую опасность для человеческого здоровья, так как является очень ядовитым.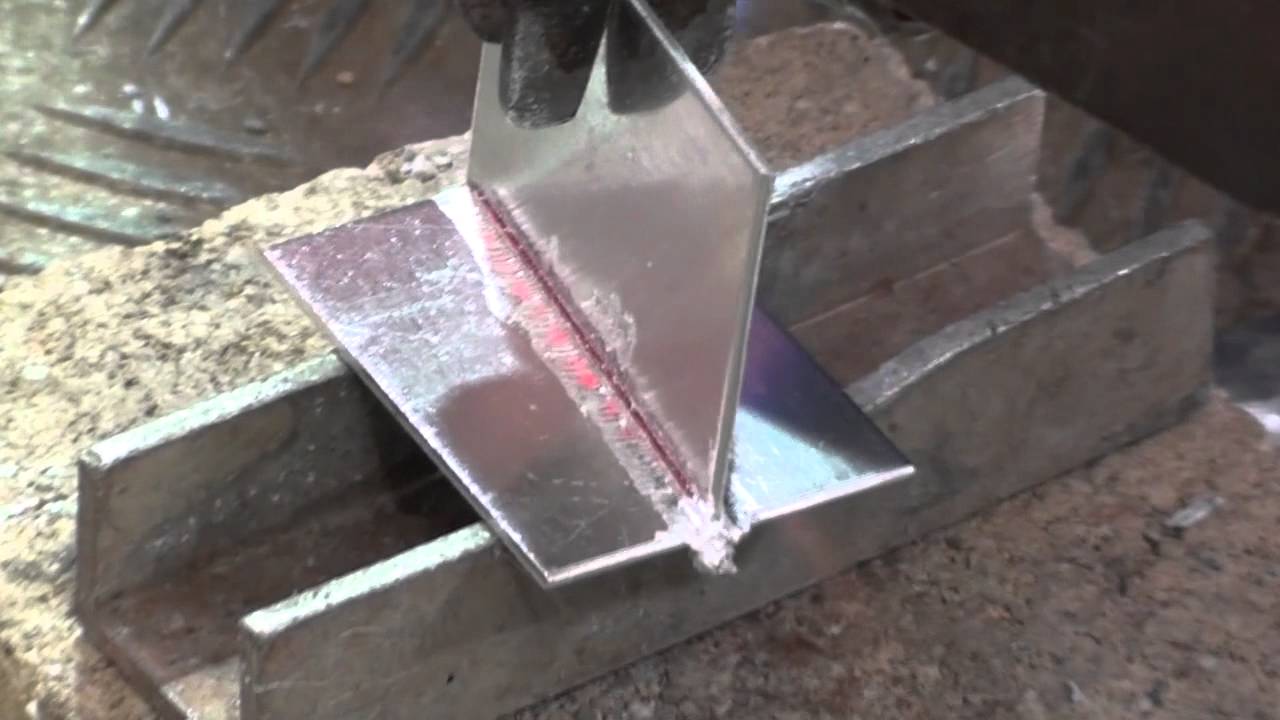
Механические свойства и химический состав латуни
С учетом всех вышеперечисленных факторов специалисты разработали несколько технологий, по которым может эффективно выполняться сварка латуни. Сюда относятся:
- газовая и электродуговая сварка;
- соединение деталей из латуни под слоем флюса;
- сварка, выполняемая в среде защитного газа, в качестве которого чаще всего используется аргон.
Из всех перечисленных технологий именно сварка латуни аргоном получила наибольшее распространение благодаря своей высокой эффективности и возможности получать качественные сварные соединения в любых условиях.
Сварка бронзы
Сваривание бронзы применяется для исправления дефектов и отливок из бронзы, а также ремонта и наплавки деталей. Бронзы с высоким содержанием алюминия практически не поддаются свариванию с использованием стандартных приемов. Тугоплавкая окись алюминия практически не позволяет производить работы по свариванию.
Бронзу сваривают с помощью угольных, металлических и неплавящихся вольфрамовых электродов. Сварку бронзы производят быстро с ограничением нагревания основного металла и размера ванны, при этом ускоряя затвердевание и охлаждение ванны. В качестве присадки применяются прутки из фосфористой бронзы, а флюсы и подогрев перед свариванием при угольной дуге не совсем обязательны.
Прекрасные результаты работы дает сваривание металлическим электродом с бронзовым литым стержнем. Газовое сваривание бронзы производится с предварительным подогревом свариваемой детали до температуры 450 градусов по Цельсию. В работе используются присадочные прутки, близкие по составу основного металла. Их диаметр колеблется в пределах 5 – 8 миллиметров. Бронза является жидкотекучим металлом, поэтому ее можно сваривать только в нижнем положении сварочного шва. При температуре от 550 до 650 градусов детали из бронзы становятся очень хрупкими и имеют малу прочность. Флюс для сваривания бронзы газовой сваркой должен быть такого состава: бур – 50% кислый фосфористо-кислый натрий – 15%, борная кислота – 35%.
Сваривание цветных металлов сильно отличается от сварки сталей, потому как цветные металлы имеют другие свойства, отличающиеся от сталей и чугунов. Цветные металлы отличаются высоко теплопроводностью, вступают в реакцию с газами, содержащимися в атмосфере. Для исключения таких действий, требуется правильно подбирать способ сваривания и подготавливать детали к свариванию по строго подготовленной инструкции.
Развитие современных технологий сваривания позволяет проводить сварочные работы не только на промышленных предприятиях, но и под водой, в космосе и в обычных домашних условиях. Процедура сваривания цветных металлов является специфической и в основном зависит от химических и физических свойств свариваемого металла, в нашем случае бронзы.
Для сварки бронзы многие используют газовое сваривание, потому как его можно считать одним из несложных способов проведения сварочных работ, а также ввиду того, что для его проведения не требуется высочайшего класса профессионализма сварщика.
3g-svarka.ru
Как подготовиться?
В работе с латунью используют электродуговую, газопламенную или аргоновую виды сварок. Однако вне зависимости от выбранного метода предварительно изделие требуется подготовить. Чтобы сварка прошла успешно, потребуется обработать края изделий посредством выреза сварочных кромок. Дополнительно будущее место шва необходимо отполировать до получения блестящей поверхности.
Делается это с помощью плотной наждачной бумаги или заточенного напильника.
Зачастую на поверхности латунных изделий образуются окислы. Они способны ухудшить качество сварки в несколько раз. Поэтому от окислов во время подготовки необходимо избавляться. Сделать это помогут концентрированные растворы азотной или соляной кислоты. Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Стоит отметить, что чистка поверхности должна проводиться перед основными работами.
Особенности сварки латунных изделий в среде аргона
Сварка латуни, которая осуществляется в среде инертного газа аргона, используется в основном в тех случаях, когда необходимо соединить детали, толщина которых превышает 5 мм. Источником тепла при использовании данной технологии является электрическая дуга, горящая между электродом и поверхностью соединяемых деталей. Электрод фиксируется в токопроводящем зажиме горелки, через сопло которой в зону сварки подается защитный газ. Сам сварной шов формируется за счет использования присадочного материала, состав которого должен максимально соответствовать составу соединяемых изделий.
Медно-фосфорный пруток для сварки латуни
Плавление присадочного материала, подаваемого в зону выполнения сварки вручную, также обеспечивает электрическая дуга, горящая между электродом и деталями.
Прежде чем приступать к сварке латуни, необходимо тщательно очистить поверхности соединяемых деталей от загрязнений и оксидной пленки.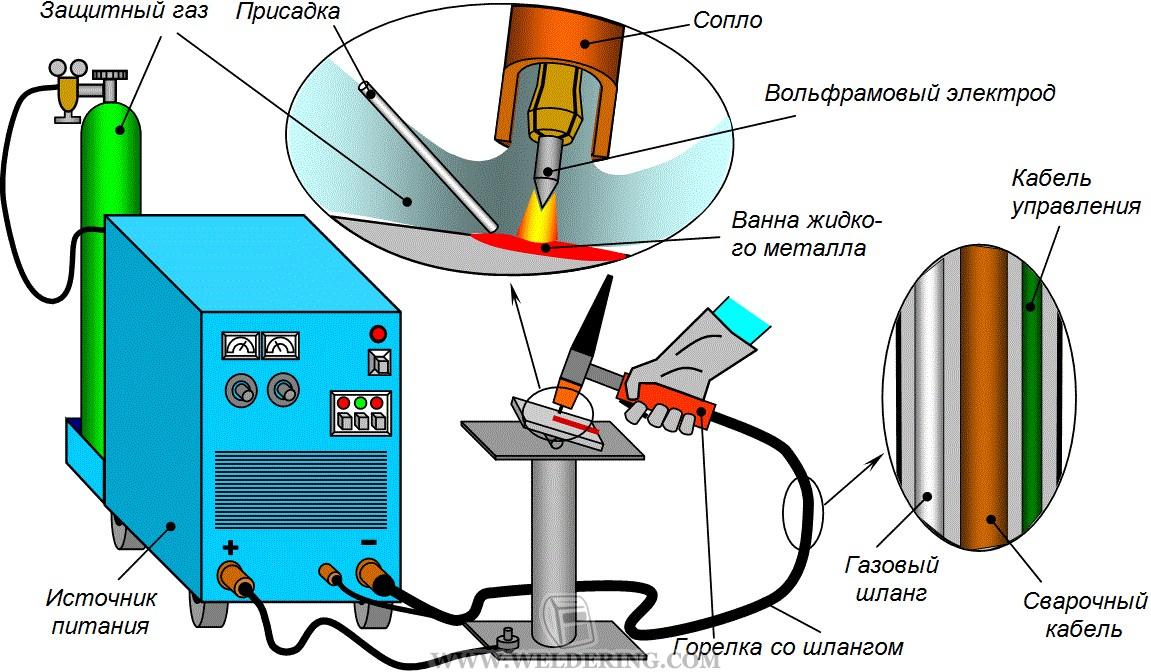 Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
Показателем качества такой очистки служит металлический блеск, который должен появиться на поверхности латунных изделий. Оксидная пленка с заготовок из латуни легко удаляется при помощи азотной кислоты. После такой обработки необходимо промыть поверхности горячей водой.
При сварке изделий из латуни можно услышать необычный треск: он вызывается активным выделением паров цинка. Пары цинка, кроме того, окрашивают сварочную дугу в непривычный цвет, который хорошо заметен даже на видео этого процесса.
Ориентировочные режимы сварки латуни вольфрамовым электродом
Технология сварки изделий из латуни отличается еще и тем, что соединение выполняют не сплошным швом, а отдельными валиками, аккуратно заполняя расплавленным присадочным материалом зазор между деталями на всю его глубину. Соблюдать данное требование необходимо потому, что при выполнении сплошного шва очень велик риск прожига соединяемых деталей.
Есть еще одно правило, которому необходимо следовать при сварке изделий из латуни. При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
При заполнении присадочным материалом кратера шва надо постепенно уменьшать напряжение дуги и увеличивать ее длину, а затем просто отвести электрод в сторону. Посмотреть, как это выполняется практически, можно на обучающем видео.
Производить сварку изделий из латуни в домашних условиях можно, однако следует принимать во внимание высокую опасность паров цинка для здоровья. Именно поэтому выполнять такой процесс, если в ваших домашних условиях нет рабочего места с вытяжной вентиляцией, лучше всего на открытом воздухе. В любом случае, где бы ни проводилась сварка деталей из данного сплава, сварщику следует использовать респиратор.
Некоторые рекомендации специалистов
- Сваривать латунные детали рекомендуется небольшими участками, так как она имеет свойство прогорать, в результате чего от основания отлетают металлические кусочки.
- Пайка латунных образцов обязательно производится индивидуальными валиками с применением 12-го перехлеста.
 При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
При сплошном соединении прожигается отверстие, латунь начинает «стрелять». - Варить кратер необходимо, медленно снижая напряжение, при этом длину дуги увеличивать, после отвести в сторону.
- Сварочный шов должен заполняться сразу в полном объеме, так как, если его потом «подваривать», цинк начнет интенсивно испаряться, соответственно, будут формироваться различные дефекты.
- Чтобы минимизировать цинковые испарения, пламя можно делать с большей подачей кислорода или задействовать специализированные присадки, легированные алюминием, кремнием. Присадочный материал будет создавать шлаковый покров, который не будет давать испаряться цинку.
 При сплошном соединении прожигается отверстие, латунь начинает «стрелять».
При сплошном соединении прожигается отверстие, латунь начинает «стрелять».Сварка аргоном
Для сварки бронзы и латуни рекомендуется использовать постоянной ток прямой полярности. Поэтому сварка латуни аргоном является крайне удобным способ изготовления изделий из этого металла.
Первым этапом сварки является подготовка поверхностей свариваемых деталей. Для этого они защищаются при помощи железной щетки, после чего обрабатываются растворителем. Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Немаловажным этапом является выбор правильной латунной проволоки для сварки. Она должна содержать серебро, кремний, никель, алюминий или другие мощные раскислители. Такой способ сварки повышает антикоррозийные свойства шва.
Технология сварки аргоном латуни заключается в соединении деталей не цельным швом, а небольшими участками. Чтобы избежать прожога деталей, рекомендуется проводить сварку на длинной дуге, чтобы снизить силу тока в той зоне, которая в данный момент сваривается. На финальном этапе горелку необходимо отводить в сторону.
Этот метод оптимально подходит для изделий, где требуется высокая прочность. Однако сварка латуни в домашних условиях чаще всего не проводится. Это связано с тем, что в процессе выделяются опасные химические вещества, поэтому он должен проводиться на открытых площадках с хорошей вентиляцией. К примеру, сварка латуни и нержавейки, которая выполняется только опытными сварщиками, проводится только с помощью аргона.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.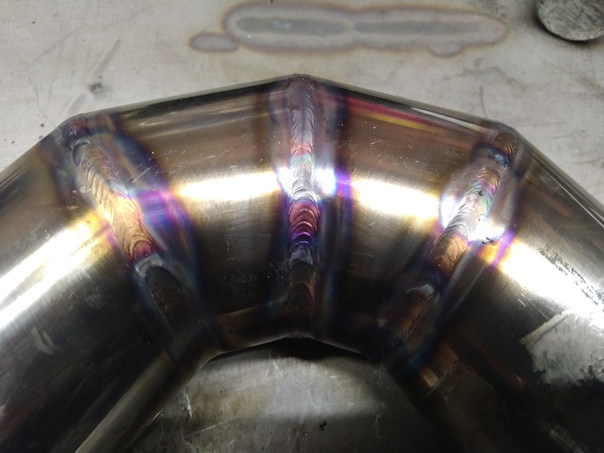
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.
Газовая
Безусловно, варить поверхности изделий из латуни можно и газовым аппаратом. Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Но в этом случае работу надо осуществлять с максимальной скоростью. Если горелка будет двигаться медленно, то в шве будут образовываться поры – это опять же связано с особенностями плавления цинка. В конечном счёте, скорость работы должна быть равна примерно 25 см в минуту.
Сварку газовым аппаратом нужно выполнять без поперечных колебаний, иначе изделие из латуни начнёт расплавляться. Горелку специалисты советуют держать под прямым углом к поверхности изделия. А присадочную проволоку необходимо во время процесса располагать под углом примерно в 30 градусов к свариваемым кромкам.
Преимущества аргонодуговой сварки деталей из латуни
Аргонодуговая сварка изделий из латуни, осуществляемая неплавящимися электродами, совершенно не случайно пользуется такой высокой популярностью. Преимущества данного технологического процесса заключаются в следующем.
- Для сварки латуни в среде аргона не требуются ни электроды со специальным покрытием, которые отличаются достаточно высокой стоимостью, ни флюс.
- Данная технология соединения деталей, выполненных из латуни, является одной из самых чистых с экологической точки зрения.
- Аргонная сварка отличается высокой скоростью выполнения.
- Сварные швы, полученные при сварке аргоном, отличаются высокими эстетическими характеристиками.
- На сварных швах, выполненных по данной методике, отсутствует шлаковая корка, которую необходимо очищать.
- Кромки соединяемых латунных деталей за счет использования инертного газа надежно защищены от образования оксидных и нитридных корок.
- Струя аргона, подаваемая в зону выполнения сварки, выдувает все отходы технологического процесса.
- Данный способ сварки является универсальным: его можно использовать для соединения как мелких, так и габаритных изделий из латуни, выполнять их восстановление методом наплавки.

Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.
 Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
Техника сварки латуни на автоматах и полуавтоматах
Сварка латуни полуавтоматом практически не отличается от сварки медных деталей. Автоматическая и полуавтоматическая сварка латуни выполняется тонкой проволокой. При этом сварка должна производиться без поперечных колебаний, чтобы предотвратить пористость шва.
Сварка латунной проволокой полуавтоматом обеспечивает более ровный шов. К тому же такой аппарат дает возможность проводить работу в любом положении. Сварка с использованием полуавтомата обеспечивает проведение процесса скрепления деталей в среде защитного углекислого газа. Качество работы зависит от исходных материалов, скорости подачи газа и проволоки, а также от квалификации мастера.
Таким образом, способов, которыми производится сварка латуни, много. Каждая технология имеет определенные преимущества и недостатки, поэтому выбирать оптимальный метод необходимо на основании особенностей сплава, исходного качества деталей, необходимой прочности готового изделия, а также технологических возможностей.
Однако из-за выделения в процессе нагревания металла опасных химических веществ, проводить процедуру необходимо только при наличии опыта в сварке, а также помещения с качественной вентиляцией.
Безопасность
Техника безопасности — это гарант вашего здоровья, если что-то пойдёт не так. Процесс сварки латуни сам по себе не опасен для мастера, даже если выполняется в не специализированных условиях, например, в домашней мастерской или гараже.
Но пренебрегать основными правилами защиты не стоит. Сварщик должен подобрать одежду из плотной ткани, спецобувь, которая не проводит ток, а также защитные маску и перчатки.
А вот что может навредить, так это испарения цинка, которые выделяются в процессе плавки! Чтобы обезопасить свои дыхательные пути всегда работайте в респираторе.
Сварка латуни аргоном. Особенности и практические советы
Сварка латуни аргоном. Особенности и практические советы
Если в сплаве сочетается медь и цинк, то он называется латунью. Бывают отдельные случаи, в которых появляется необходимость получения металла, имеющего специальные характеристики. Тогда допустимо добавление в состав и других химических элементов, например, олова, никеля, свинца.
Если латунь обладает достаточно большим, как для этого типа сплава, содержанием цинка, то во время сильного нагрева отчетливо наблюдается его испарение, вследствие чего появляется пористость во время сварного соединения. Помимо этого, когда образовывается реакция под воздействием кислорода, который содержится в окружающей воздушной среде, происходит преобразование паров содержащихся в цинке, в оксид латуни, что приводит к формированию белого налета на поверхностях деталей подлежащих соединению.
Благодаря своей тугоплавкости, выполнение сварки металлоизделий из латуни значительно затрудняется, а этот белый налет, что образовывается в процессе окисления, на самом деле является невероятно опасным как для здоровья так и для жизни человека в целом, поскольку невероятно канцерогенный и ядовитый. При учете всех нюансов, которые были перечислены выше, специалистами были разработаны некоторые технологии, которые позволят выполнять латунную сварку с максимально допустимой эффективностью. К таким технологиям можно отнести:
- Газовую и электродуговую сварку;
- Процесс сварки латунных элементов при воздействии флюсового слоя;
- Сварку, выполняемую в газовом защитном окружении. Защитное газовое окружение предпочтительно достигается при помощи аргона;
Самой большой популярностью и востребованием среди всех перечисленных способов сварки латунных металлоизделий, пользуется именно способ с применением аргона. Это обусловлено тем, что он обладает самой большой эффективностью и возможностью получения качественных сварочных швов, независимо от условий выполнения.
Особенности сварки латунных изделий в среде аргона
Если латунное металлоизделие имеет толщину стенок свыше пяти миллиметров, то целесообразным будет применение метода выполнения сварки в среде инертного газа, который называется аргоном. В данном способе выполнения сварочных работ в качестве источника тепла используют электрическую дугу, которая образуется при взаимодействии электрода и поверхности той детали, с которой выполняется соединение. Фиксирование электрода происходит в месте токопроводящего зажима горелки, а благодаря ее соплу происходит попадание защитного газа в ту зону, где предположительно будет происходить процесс сварки. Непосредственное формирование сварочного шва происходит посредством применения материала присадки, который по своему составу имеет максимальное соответствие с составом того изделия, с которым совершается процесс сваривания.
Присадочный материал, который подается в область совершения сварочного процесса ручным способом, плавится под воздействием электрической дуги, что горит между свариваемой деталью и электродом который непосредственно выполняет процесс.
Перед началом выполнения сварочного процесса латунной детали в обязательном порядке требуется тщательная очистка той поверхности, где будет происходить сам процесс, от загрязнения различного вида, а также удалить оксидную пленку, в целях безопасности для человека, проведения сварочных работ. Показатель качественности проведенных очистительных действий представляет собой блеск металлической поверхности, что появляется на латунном изделие, прошедшем процесс очистки. Для того чтоб удалить оксидную пленку с латунного изделия не потребуется много усилий, достаточно просто воспользоваться азотной кислотой. По окончанию такого вида обработки следует совершать промывку обработанной поверхности при помощи горячей воды.
Когда выполняется непосредственный сварочный процесс латунного изделия появляется нестандартный звук который напоминает потрескивание, это обуславливается тем что во время сварки активно выделяются цинковые пары. Примечательно то, что данные испарения могут окрашивать дугу сварки нетипичным светом, невооруженным глазом заметить его достаточно сложно, а вот если сварочные процесс снимается на видео, то во время просмотра этого видео можно отчетливо увидеть нестандартный окрас.
Отличие сварочной технологии для металлоизделий из латунного сплава заключается в выполнении соединительного процесса при помощи отдельных валиков, а не сплошного шва, при этом происходит аккуратное заполнение расправленного присадочного материала на зазоры что находятся между деталями по всей глубине этих зазоров. Соблюдение данных требований крайне важно, поскольку во время выполнения сплошных швов существует большая вероятность прожечь детали, которые соединяются друг с другом.
Также, существует еще одна рекомендация относительно выполнения сварки латунных металлоизделий, которую непременно стоит учитывать во время выполнения сварочных работ. В то время когда присадочный материал начинает заполнять шовный кратер, необходимо совершить постепенное уменьшение дугового напряжения и удлинение дуги, после чего необходимо совершить отвод электрода в бок.
Проведение сварки латунных металлоизделий в домашней бытовой среде крайне нежелательно, но возможно, и если все же она будет использоваться не стоит забывать в первую очередь о том, что цинковые испарения крайне опасные для здоровья и жизни человека, а потому необходимо максимально ответственно отнестись к безопасности и предотвращению попадания цинковых паров в организм. Если сварочная работа планируется проводиться в помещение, то оно обязательно должно быть оснащено мощной и рабочей вытяжкой, в случае если таковой не предусмотрено, целесообразным будет, выполнение сварочной работы на улице где происходит постоянная циркуляция свежего воздуха.
Сварка латуни аргоном
Латунь – это сплав меди с цинком. Содержание цинка в сплаве составляет от 20 до 55%. Латунь обладает высокой прочностью, антикоррозионной стойкостью, неплохой свариваемостью и пластичностью. Благодаря таким качествам латунь является материалом, нашедшим широкое применение в современной технике.
Основными трудностями при сваривании латуни является:
— Поглощение газов расплавленным металлом;
— Повышенная склонность металла сварочного шва к образованию пор и трещин;
— Выгорание цинка при сваривании из сплава;
Стоит отметить, что пары цинка ядовиты, поэтому производить сваривание латуни нужно в респираторе. Для того чтобы предотвратить испарение цинка можно использовать различные флюсы или присадочные материалы. При сваривании латуни стоит учитывать тот факт, что при температуре от 300 до 600 градусов по Цельсию латунь склонна к образованию трещин.
Подготавливать кромки под сварку нужно в зависимости от свариваемого металла. Металл, имеющий толщину до 1 миллиметра, сваривается с отбортовкой кромок, при толщине от 1 до 5 миллиметров – без скоса кромок. Если толщина металла составляет от 6 до 15 миллиметров, то производится разделка V-образного типа. Металл толщиной от 15 до 25 миллиметров сваривают, предварительно сделав Х-образную разделку кромок. Притупление составляет от 2 до 4 миллиметров.
Кромки металла шва зачищаются от металлического блеска механическим путем или протравливаются в растворе с азотной кислотой. Ее содержание в нем составляет примерно 10%. После того как протравление выполнено, кромки промываются горячей водой и насухо протираются.
Состав присадочного материала так же оказывает большое влияние на процесс сварки. При сваривании латуни используются многие разновидности прутков и присадочных проволок. Прекрасные результаты сваривания дает кремнистая латунная проволока, которая имеет в своем составе 0,5% кремния. При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла.
Иногда сваривание латуни производится с использованием газовой сварки. Качество сваривания зависит от мощности сварочного пламени. Мощность устанавливается исходя из расчета расходов ацетилена 100 – 120 кубических дециметров в час на 1 миллиметр толщины металла для сварки.
Для того чтобы понизить испарение цинка нужно, чтобы конец ядра сварочного пламени должен быть расположен на расстоянии от 10 до 70 миллиметров от поверхности сваривания. Сваривание производится левым способом. При сварке латуни газовой сваркой присадочную проволоку нужно держать под углом 90 градусов к мундштуку. Сваривание производится окислительным пламенем.
Сваривание латуни можно производить с помощью различных видов сварки, однако руководствуясь советами по тому, как правильно производить сваривание тем или иным методом, можно достичь прекрасных результатов.
аргоном, полуавтоматом – Определенных металлов на Svarka.guru
Латунь издавна известна людям как прочный и нержавеющий сплав. Из нее делали инструменты и домашнюю утварь, детали механизмов и вооружения, даже чеканили монету. Сварка латуни — основной способ создания неразъемных соединений из этого металла. Ее выполняют при помощи газосварки, ручной электросварки и в защитной атмосфере аргона. При наличии соответствующего оборудования латунь можно сваривать и в домашних условиях. Для этого нужно провести тщательную подготовку поверхности и соблюдать инструкцию.
Основная трудность
Главная сложность при сваривании латунных заготовок заключается в низкой температуре плавления такого компонента сплава, как цинк. При нагреве до температуры плавления латуни (от 700 до 1000оС) цинк начинает плавиться (при 420оС) и испаряться (при 905оС). При этом он соединяется с кислородом воздуха и образуется оксид цинка ZnO2. Часть испарившегося, или «выгоревшего» цинка образует окись, которая выпадает рядом с местом работ в виде ядовитого белого порошка ZnO. Даже при принятии защитных мер выгорает до 25% цинка. содержащегося в исходном сплаве. На его месте образуются поры, ухудшающие качество шва.
Подготовка деталей
Латунь обладает меньшей теплопроводностью, чем медь, поэтому подогрев заготовок требуется только при их большой толщине.
Разделка кромок стыковых швов выполняется в зависимости от толщины деталей:
- до 1,5 мм: отбортовка;
- от 1,5 до 6 мм: без разделки;
- от 6 до 25 мм V- или Х- образная, с притуплением 4 мм.
Зазор при этом не должен превышать 2,5 мм.
Необходимо также провести механическую зачистку кромок и их обезжиривание.
Выбор присадочного материала
Основное назначение присадочного материала, кроме пополнения шовного материала – это восполнение выгорающего цинка.
Марки присадочноых прутков и их химический состав согласно ГОСТ 16130–72.Для работы с латунью чаще всего применяют марки Л62 и Л68. Они мало мешают выгоранию, но обеспечивают хорошее качество соединения. Под ними проводится сварка медь — латунь
Присадка №1 имеет в своем составе бор и позволяет сваривать детали без использования флюса. Однако скорость такой сварки на 15-35% ниже, чем флюсовой.
Добавка кремния в материалы № 2 и 3 дает возможность снизить выгорание цинка и дымообразование до 2%. Присадка № 4 с добавкой никеля также обеспечивает бездымный процесс и применяется при соединении латуни с чугуном. Под таким флюсом возможна и сварка стали и латуни. Присадки № 5 и 6 разработаны для работы под флюсами. Оловосодержащие составы № 8-10 используются для газосварки латунных заготовок.
Флюсы для газовой
Для обычных соединений подходят типовые флюсы, разработанные под медные детали. Использование составов на основе буры (Na2B4O7) борной кислоты (H3BO3):
| № | Бура,% | Борная кислота,% |
| 1 | 100 | — |
| 2 | 50 | 50 |
| 3 | 20 | 80 |
дает возможность очищать кромки шва и предотвращать окисление расплава.
Чтобы полностью пресечь выгорание цинка и дымообразование в виде его окиси, используют состав БМ1, состоящий из 70% метилбората и 30% метилового спирта.
Главное условие при подборе флюса — минимизация угара цинка.
Техника
Скорость работы рекомендуется устанавливать максимально возможной, в диапазоне 15-25 см в минуту. При низкой скорости ведения шва начинается усиленное порообразование.
Если требуется сварить толстые заготовки, их крепят под уклоном 10-15о к горизонтали, шов ведут от нижнего края к верхнему. Следует также подогреть кромки. Длинные швы варят обратными ступеньками. Допускаются как горизонтальное, так и вертикальное сварочные положения (с использованием легированной присадки и флюсового состава БМ-1), потолочное не используется вследствие высокой текучести расплава.
Горелку наклоняют под углом 15-30о к линии шва. Пруток должен располагаться над сварочной ванной, не погружаясь в нее.
Особенности в среде аргона
Для сварки заготовок из латуни аргоном используется сварочный инвертор и горелка с неплавким электродом, служащим для образования электродуги. Через форсунку горелки в рабочую зону поступает аргон (или аргоновая смесь). Газ вытесняет воздух и образует защитное облако. Шовный материал формируется за счет оплавленных кромок и присадочного прутка (или проволоки), подаваемой в рабочую область вручную либо полуавтоматом.
Перед началом работ следует зачистить кромки шва механическим способом или химическим путем и обезжирить их. Для деталей большой толщины выполняют разделку кромок.
[stextbox id=’info’]При сварке латуни в среде аргона слышно характерное потрескивание, сопровождающее выделение паров цинка.[/stextbox]
Преимущества аргонодуговой
Аргонодуговая технология с использованием неплавких электродов обладает следующими достоинствами:- не требуются плавкие электроды и флюсовые составы;
- не происходит дымообразование и выпадение ядовитой окиси цинка;
- высокая производительность при использовании полуавтоматического аппарата;
- не требуется счищать корку шлака;
- высокая однородность шва;
- газовая струя сдувает пыль и другие отходы.
Кроме того, универсальность аргонной сварки позволяет применять ее для тонких и толстых заготовок различной формы и выполнять наплавочные работы.
Электродуговая
Сварка как правило проводится инверторным аппаратом обратной полярностью, ток выбирают по приближенной формуле: 30-40А на каждый миллиметр толщины электрода. Напряжение выставляют в диапазоне 25-30 вольт при импульсном режиме дуги. Скорость ведения электрода не ниже 25 см в минуту, для исключения порообразования и выгорания цинка.
Наиболее часто применяются стыковые односторонние швы. При больших толщинах заготовок их располагают под уклоном 15-25о к горизонтали.
[stextbox id=’alert’]При электросварке в несколько проходов обязательно проводят промежуточные зачистки.[/stextbox]
С обратной стороны шва размещают подкладочную пластину. Угловые и тавровые швы следует сваривать, развернув заготовки по 45о к горизонту, в положении «в лодочку». Такое положение дает возможность равномерно проваривать катеты шва и формировать заданную его геометрию.Электрод должен двигаться возвратно — поступательно. Если дуга сорвалась, заново разжигать ее следует в зоне уже выполненного шва. Так кратер обрыва будет полностью проварен. При выполнении швов большой протяженности используют обратноступенчатую траекторию движения электрода. Альтернативой может служить технология сварки «на выход», соединение начинают в центре и ведут поочередно в разные стороны, к краям детали.
Отливки из латуни варятся так же, как из бронзы.
Газовая
Технология используется, если электродуговая сварка не обеспечивает достаточного качества соединения. При газовой сварке наблюдается значительный (до 25%) угар цинка. Используют окислительное пламя, создающее на поверхности расплава оксидный слой, предотвращающий дальнейшее испарение цинка.
В качестве присадки используются следующие марки прутков:
- ЛКБ 062-02-004-05: присутствие бора дает возможность обходиться без флюса;
- ЛК 62-0,5: в качестве флюса применяют прокаленную буру.
Кроме буры и ее смесей, применяется также флюсовый состав БМ-1, состоящий из метилбората и метанола. Он подается в рабочую зону в виде пасты и позволяет обезопасить работника от ядовитого порошка окиси цинка. Кроме того, повышается скорость сварки.
Качество сварки латуни различных марок
Прочностные характеристики шовного материала определяются материалом заготовок, маркой присадочного прутка и составом флюса.
Влияние материала заготовок, присадки и флюса на прочность соединения.При значительной протяженности сварных соединений вероятно возникновение кристаллизационных трещин. В основном они появляются не в самом шве, а в околошовной зоне, подверженной термическому воздействию в ходе работ.
Для деталей малых габаритов широко распространено отжигание детали при 550оС. Термообработка существенно улучшает однородность материала и прочность соединения.
Качественно сваривать латунь можно как на производстве, так и на дому. Для этого требуется тщательная подготовка поверхности заготовок и следование пошаговой инструкции. Важен также выбор марки присадочного прутка и состава флюса
Заключение
Соединение латуни осуществляется газосваркой, ручной и полуавтоматической электродуговой сваркой. Главная особенность — не допустить выгорания цинка, входящего в состав сплава. Для этого используются флюсовые составы или атмосфера защитных газов.
Сварка латуни аргоном в домашних условиях
Латунь является сплавом меди, содержащим цинк. Последний отличается более низкой температурой плавления и создает проблемы при соединении деталей: быстро начинает испаряться и взаимодействовать с кислородом. Сварка латуни аргоном – оптимальный метод создания металлоконструкций, снижающий вероятность появления дефектов шва.
Сварочные характеристики латуни
Решив заниматься сваркой деталей из этого сплава в домашних условиях, мастер должен ознакомиться со свойствами материала.
К особенностям латуни относятся:
- Вспомогательный металл (доля цинка у некоторых разновидностей сплава достигает 40%) при нагреве до 980 °С начинает кипеть и выгорать (температура плавления меди составляет 1080 °С, цинка – 420 °С). В области сварочной ванны собираются токсичные пары. Детали покрываются светлым налетом, мешающим нагреву.
- Расплав вступает в реакцию с водородом. В шве появляются пустоты и трещины. Соединение приобретает низкую прочность.
- Для получения качественного шва края защищают от перегрева. Для этого используют шлаковую или флюсовую обработку. Кроме того, локализуют водород, чтобы он не контактировал с расплавом. Для этого усиливают приток кислорода или насыщают рабочую зону инертным газом, замедляющим окисление.
Выбор присадки и электродов
Для аргоновой сварки латуни используют 2 типа стержней и присадочной проволоки:
- Угольные (графитовые). Они поддерживают устойчивую дугу, необходимую за закрытия зазора между соединяемыми элементами. Присадочный материал при сварке тонкостенных элементов не используют. Для соединения толстых заготовок применяют многокомпонентную проволоку из меди и цинка, покрытую бурой или иным флюсом.
- Латунные с концентрацией цинка до 40%. В состав электрода включают алюминий, марганец и другие легирующие добавки. Во время сварки такие стержни формируют наплавочный материал. Их используют в сочетании с проволокой КМЦ 3-1 или ЛК 80-3. Стержни этой марки содержат борный шлак, марганец, концентрат титана.
При выборе электродов учитывают химические и физические свойства деталей.
Перед сваркой стержни прогревают при температуре 200 °С в течение получаса.
Преимущества аргонодуговой сварки
К положительным сторонам рассматриваемого метода относятся:
- Отсутствие необходимости чрезмерного нагрева стыков. Это препятствует закипанию и выгоранию цинка, из-за которых деформируется шов.
- Инертность аргона. Он отличается от воздуха большей плотностью. Поэтому при своевременном начале подачи газа цинк не будет вступать в реакцию с кислородом.
- Высокая мощность дуги. Она обеспечивает достаточную скорость работы. Полученный шов отличается высоким качеством.
Несмотря на множество тонкостей, сварочный процесс не вызывает затруднений. Обучиться ему может и начинающий сварщик.
Как подготовить латунь
При выборе любого способа сварка деталей требует тщательной подготовки.
При работе с латунными элементами выполняют следующие действия:
- Очищают кромки от плотного оксидного налета. Для этого используют новые металлические щетки, не оставляющие на поверхностях частиц стали. На этапе заключительной обработки понадобится шлифовальная машина или наждачная бумага. Некоторые сварщики используют напильник.
- Разделывают заготовки. При толщине детали 1,5-6 мм этот этап пропускают. Тонкостенные изделия отбортовывают, выравнивая стыки. Толстые детали притупляют, выполняя Х-образную разделку для 2-стороннего провара соединения.
- Сопоставляют детали. При толщине более 1,5 мм зазор между деталями должен составлять 2 мм. Если уменьшить этот параметр, края будут нагреваться неравномерно, в шве появятся трещины. Для утолщения диффузного слоя расстояние между элементами увеличивают. От правильности установки зависит качество работ.
Технология сварки в газовой среде
После фиксации деталей в правильном положении приступают к основному этапу.
При выполнении работ учитывают следующие технологические особенности:
- Электрод размещают как можно ближе к поверхности свариваемых деталей. Слишком длинная дуга формирует непрочный шов, короткая помогает поддерживать оптимальную температуру в сварочной ванне.
- Электрод равномерно ведут вдоль линии соединения. Отсутствие разнонаправленных движений делает шов более эстетичным. Мастер должен обладать навыками, помогающими проваривать металл на нужную глубину.
- Присадочная проволока и электрод должны постоянно находиться в аргоновом облаке. Расходный материал подают с равномерной скоростью.
- Правильно выбирают угол подачи проволоки. Она должна размещаться перед горелкой.
- Газ подают непрерывно, начинают процесс за 10-15 секунд до появления дуги, заканчивают через 7-10 секунд после ее исчезновения.
- Электрод ведут вдоль шва медленно. При повышении скорости работы возрастает вероятность непровара. Необязательно проходить дважды при соединении тонких деталей.
- Кратер заваривают, постепенно снижая мощность дуги. Этот параметр регулируют реостатом.
Меры предосторожности
При использовании аргонодуговой технологии сварки сплава меди и цинка соблюдают следующие требования безопасности:
- Правильно организуют сварочный пост. Нельзя вести работы возле горючих материалов и жидкостей. На рабочем месте не должны присутствовать посторонние предметы, способные мешать при сварке.
- Обеспечивают постоянное проветривание рабочей зоны. При необходимости устанавливают систему принудительного отведения продуктов горения. Перед началом сварки убеждаются в работоспособности оборудования.
- Регулярно проходят инструктаж по технике безопасности. При работе на производственных площадках сдают соответствующие экзамены.
- При электросварке отказываются от использования редукторов и переходников для подключения нескольких аппаратов.
- Используют средства индивидуальной защиты. Пары цинка ядовиты, предотвратить их попадание в дыхательные пути помогает респиратор. Обязательным условием является ношение сварочной маски.
Инструкция для домашних условий
В быту изделия из латуни можно сварить с помощью паяльной лампы. В качестве флюса, защищающего сварочную ванну от воздействия кислорода, используют недорогой борат натрия.
Нередко для пайки латуни готовят медно-серебряные припои. При использовании электродугового оборудования работу желательно вести в хорошо проветриваемом гараже или на улице.
При этом особенно тщательно подбирают средства индивидуальной защиты. Нельзя применять самодельные маски и брезентовые рукавицы. Перед началом работы тренируются на ненужных латунных деталях.
Другие варианты сварки
Для соединения латунных деталей могут использоваться и такие способы:
- Электродуговая сварка. Процесс ведется под постоянным током обратной полярности. Сварочная дуга имеет минимальную длину, что замедляет выгорание цинка. Перед началом работы детали нагревают до 300 °С. После завершения процесса требуется проковка стыка. Температуру заготовок снижают постепенно, принудительное охлаждение недопустимо.
- Газовая сварка. Помогает сформировать качественный прочный шов. Недостатком считают быстрое испарение цинка. Использование окислительного пламени горелки решает эту проблему. Оно должно содержать больше кислорода, чем водорода. Под влиянием такой смеси на поверхности появляется пленка, не пропускающая воздух.
Металлоконструкции, не испытывающие высоких нагрузок, можно заваривать любым способом.
Как провести сварку оцинковки?
Сварка оцинковки – ответственный процесс, который характеризуется низкой рабочей температурой при расплавлении присадочных материалов. Сложность работ обусловлена свойствами цинка: его температура плавления всего 420 °C. Небрежное отношение к технологии сварочных работ может привести к выгоранию защитного слоя цинка, что влечет за собой дефекты соединения: трещины или поры шва.
Блок: 1/5 | Кол-во символов: 381
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Особенности сварки оцинковки
Легкоплавкость защитного слоя делает сварку оцинкованной стали непростой задачей. Подбор оптимального режима сварки не сможет ее решить. Выход из ситуации – ручная дуговая сварка инвертором с применением специальных электродов с защитным покрытием. Альтернатива – применение присадочной проволоки и полуавтомата для работы в среде защитного газа.
Важно! Пары цинка – опасное вещество. Категорически не рекомендуем производить сварку оцинковки в непроветриваемых помещениях. Не следует забывать про средства индивидуальной защиты – использование респиратора обязательно!
Присадочный материал имеет медно-кремниевую или алюминиево-бронзовую рабочую составляющую, которая положительно влияет на качество сварки. Особенности данного процесса следующие:
- Обработка шва. Полученное соединение легко поддается механической обработке.
- Качество соединения. Шов имеет катодную защиту и не подвержен воздействию коррозии.
- Стабильность процесса. Он характеризуется практически полным отсутствием брызг и малой степенью выгорания.
Сварка отверстий в оцинковке имеет свои особенности. Заделка отверстий предполагает их предварительную очистку от загрязнений, следов коррозии или нефтепродуктов. При значительном диаметре окна используют специальные конусные вставки, которые точечным методом фиксируются по периметру. При толщине металла более 2 мм применяются перегородки или пробки из низкоуглеродистого металла. Незначительные проколы предварительно рассверливают до размера 18–20 мм. Внутренняя поверхность отверстия должна быть гладкой, без следов резьбы или каких-либо загрязнений.
Блок: 2/5 | Кол-во символов: 1594
Источник: https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html
Нюансы проведения
Имеется несколько технологий покрытия цинком металлических изделий, с разной толщиной защитного слоя. При сварке стали с оцинкованной плёнкой, например, листового материала, происходит резкое нагревание до температуры выше 1 тыс. градусов, а это провоцирует такие последствия:
- цинк расплавляется и начинает испаряться;
- пары проникают в металл детали и нарушают её структуру;
- испарения влияют на качество шва.
Пары цинка, содержащиеся в воздухе, имеют высокую токсичность, что особо опасно для окружающих, поэтому нужна мощная вентиляция не только около места проведения работ, но и всего помещения.
Блок: 2/7 | Кол-во символов: 618
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Удаление покрытия
Существует несколько способов сварки оцинковки. Выбор зависит от качества металла, толщины покрытия на нем, перспективы применения конструкции.
Проще всего снять поверхностный слой оцинковки механически. Для этого подойдут любые жесткие абразивы. Оцинковка при очистке требует больших усилий.
Можно удалять слой термическим способом, но при нагревании, опять же, возможны вредные испарения. Существуют химические способы убрать покрытие в месте будущих швов.
Опасения вызывают остатки незащищенных металлических участков рядом со швом. Оцинковка с такими оголенными участками в будущем может подвергаться коррозии, что вызовет порчу всей конструкции.
Блок: 3/7 | Кол-во символов: 669
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Область применения
Эксплуатация оцинкованных изделий и конструкций редко происходит в идеальных условиях. Поэтому сварка их необходима во всех сферах, где такая технология применяется:
- нефтедобывающая и газодобывающая промышленность;
- нефтеперерабатывающая и газоперерабатывающая промышленность;
- автомобилестроение;
- строительство;
- энергетика;
- конструкции для автодорожной инфраструктуры;
- сельское хозяйство;
- металлические конструкции для зданий;
- опоры ЛЭП, рекламных баннеров и других модулей;
- судостроение;
- вагоностроение;
- крепежные и мелкие металлические детали любого назначения;
- машиностроение и другие сферы.
Если в технологических процессах предприятия предусмотрена сварка оцинкованных изделий, необходимо обеспечить эффективную вентиляцию на рабочем участке и хорошую вентиляционную систему на всей производственной площадке, где проводятся работы. В противном случае сотрудникам грозит удушье и серьезные формы отравления. Помимо вентиляции, рабочие должны быть одеты в специальную форму, а лицо защищено маской.
Блок: 3/5 | Кол-во символов: 1005
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Выбор электродов
Когда при монтаже оцинкованных металлоконструкций пользуются электродуговой сваркой, обычные электроды для стали не подойдут. Чем варится оцинковка? Нужны расходные материалы (электроды или проволока для полуавтоматов) с рутиловым покрытием. Для низкоуглеродистых сплавов приобретают электроды типов:
- АНО-4, рассчитаны на сварку оцинковки при постоянном и переменном токе;
- МР-3, требуют напряжения холостого хода не менее 50 В;
- ОЗС-4, аналоги сварочной проволоки СВ08А, СВ08. Марки с высоким содержанием флюсов: УОНИ-13/45, УОНИ-13/55, ДСК-50. Они применяются для любых видов оцинковки, в том числе для сварки высокоуглеродистых сплавов, когда нужно высокое качество шва. Содержит карбонаты и фтористые соединения. Ими можно варить оцинковку любой толщины. Для толстого металла необходимо делать несколько проходов.
Электроды МР-3, требуют напряжения холостого хода не менее 50 В
Блок: 3/7 | Кол-во символов: 897
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Способы сварки оцинкованного металла
Для сварки оцинкованной стали используют сварку следующими способами:
- полуавтоматическим;
- инверторным;
- газовой горелкой.
Сварка полуавтоматом
Полуавтоматическая сварка выполняется в защитной аргоновой среде или в углекислом газе. Диаметр проволоки выбирается в зависимости от толщины свариваемых оцинкованных конструкций.
Сварка оцинковки с применением полуавтомата имеет следующие особенности:
- тонколистовой металл следует варить точечно, в таком случае вероятность сквозного прожога будет минимальной;
- получить качественный сварной шов при напряжении менее 220В можно только с применением проволоки, диаметр которой составляет меньше требуемого на 0,2 мм;
- для соединения деталей в среде без защитной газовой атмосферы нужно использовать присадки;
- к заготовке цепляется положительный контакт, а к присадке — отрицательный.
Преимущества варки полуавтоматом:
- выполнение работ в присутствии или отсутствии защитной газовой атмосферы;
- высокое качество сварного шва: ровный, равномерный, однородный;
- выдержка широкого диапазона токовых параметров.
Недостатки:
- при наличии воздушных потоков от ветра или вентиляционной системы запрещено пользоваться данным методом;
- нужно использование габаритных баллонов с газом;
- требуются жёсткие шланги для подачи газа к месту проведения работ от баллонов.
Сварка оцинкованной заготовки
Сварка инвертором
Инверторная сварка применяется при соединении деталей толщиной менее 2 мм. Подключение выполняется следующим образом:
- к минусу подсоединяется свариваемая конструкция;
- к плюсу — электрод.
Оцинкованный металл сваривается на токе обратной полярности. При правильном подключении разогрев электрода происходит за несколько секунд, дуга зажигается быстро, горит стабильно.
Особенности данного метода следующие:
- при варке электродами малого диаметра сварка стыков проводится точно, равномерно;
- перемещение сварочной проволоки вдоль поверхности должно быть плавным с постоянной скоростью, резких рывков быть не должно, так как важно не повредить цинковое покрытие;
- наклон электрода над поверхностью заготовки не должен превышать 450, чтобы минимизировать вероятность прожига металла.
Блок: 4/5 | Кол-во символов: 2120
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Методы сварки оцинковки
Существует более 150 способов и видов сварки. Но в отношении оцинкованных изделий преимущественное большинство методов не применимо, поскольку они характеризуются чрезвычайно высокими для цинка температурами:
- при высоких температурах цинк испаряется, а его пары вызывают у человека тяжелые формы отравления;
- защитное покрытие возле сварного шва разрушается, что делат металл доступным для коррозии;
- частицы цинка попадают в основной металл, что обуславливает низкое качество соединения.
Наиболее распространенным методом соединения оцинкованных деталей, а иногда – единственным, является ручная дуговая сварка. Она выполняется при сравнительно низких температурах. В нем используется расплавленная проволока, что делает процесс похожим на пайку. Сварка выполняется в среде газа, чаще всего используется аргон. Так обеспечивается небольшое содержание паров цинка, сохранение защитного слоя и минимальные повреждения. Сварку оцинковки можно выполнять полуавтоматом.
Особенности сварки оцинковки обусловлены техническими параметрами цинка. Это металл ухудшает свойства соединения, выполненного посредством сварки. Температура должна быть достаточной, чтобы полностью проплавить металл, а шов получился прочным и надежным. В отдельных случаях перед тем, как варить оцинковку полуавтоматом, целесообразно освободить место шва от цинка с помощью щеток по металлу или абразивного инструмента. Это будет гарантией отсутствия в сварном шве цинка, и повышения качества соединения. Если цинковое покрытие имеет значительную толщину, то будет рациональным постепенное его выжигание газовым резаком. Только после этого можно переходить непосредственно к сварочным работам основного металла. Удалить цинк с поверхности можно химическим способом – кислотой. В этом случае, после удаления цинка, рабочую зону нужно нейтрализовать щелочь, тщательно промыть водой и полностью высушить.
Блок: 2/5 | Кол-во символов: 1885
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Применение полуавтомата
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Провод, как присадка, должен подаваться в рабочую зону плавно и точно в наконечник, обеспечивающий контакт. Для подачи лучше применять привод с 4 роликами, а наконечник тщательно выбирать по размеру.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
Блок: 5/7 | Кол-во символов: 1828
Источник: https://svaring.com/welding/soedinenie/svarka-ocinkovki
Как варить оцинковку
Для сварки оцинкованной стали необходимо выполнить следующее:
- подобрать подходящую по параметрам проволоку или электроды;
- собрать нужное оборудование;
- выполнить подготовительные работы, чтобы трубы или листы были надёжно соединены.
Оборудование
Заранее до проведения работ потребуется приготовить следующее оборудование:
- инвертор или полуавтомат, позволяющие работать на требуемом сварочном токе;
- горелка;
- баллоны с газом;
- держатель электродов или система подачи проволоки;
- рукав для подключения к баллону держателя.
Рекомендуется выбор сварочного аппарата с предустановленными режимами по току и напряжению, чтобы упростить подбор параметров. Особенно эта функция подходит для новичков, у которых недостаточно опыта в проведении подобного типа работ.
Подготовительные работы
На этапе подготовительных работ:
- при толщине заготовки более 3 мм делают скос под углом 800 на расстояние 1–1,5 мм на поверхности формирования шва;
- торцы чистят от пыли, грязи, зачищают заусенцы, обрабатывают кромки, обезжиривают специальными составами;
- укладывают ровно свариваемые элементы в том положении, в котором их необходимо соединить, при этом оставляют зазор 3 мм;
- на поверхности вдоль сварного шва наносят флюс равномерным слоем 2 мм на расстояние 20 мм.
Подготовка к сварке оцинковки электродом
Процесс сварки
Сваривание трубопровода:
- Включают горелку, прогревают свариваемые детали от соединяемых торцов на расстояние не менее 300 мм.
- Нагревают флюс до тех пор, пока он не станет прозрачным.
- Присадочную проволоку прижимают к поверхности металлических торцов, горелкой её расплавляют, полностью заполняют пустое пространство.
- Горелку направляют на проволоку, греют её до температуры плавления. Припой располагают перед пламенем. Предельные углы наклона следующие: горелки – 950, проволоки – 150-300.
Листы сваривают аналогичным образом, но только используют инверторы или полуавтоматы. Техника работ простая, но важно не допустить перегрева металла.
Завершающие работы
На завершающем этапе выполняются следующие работы:
- смывают флюс;
- зачищают шов;
- обрабатывают поверхность антикоррозионным составом.
Для безопасной работы требуется использование специальных защитных средств для органов дыхания либо обеспечить качественное проветривание помещений при помощи естественной или принудительной вентиляции.
Сварка труб электродом, оцинковка, водопровод
Блок: 5/5 | Кол-во символов: 2327
Источник: https://metalloy.ru/obrabotka/svarka/otsinkovki
Формат сварного шва для оцинкованных изделий
Оптимальным вариантом сварного соединения для оцинковки будет контактно-точечный метод. Такое воздействие на изделия характеризует минимальную тепловую нагрузку, защитное цинковое покрытие сохраняется, а в зоне сварки формируется защитное кольцо из цинка.
Блок: 5/5 | Кол-во символов: 299
Источник: http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html
Правила проведения работ
Следует неукоснительно выполнять такие требования:
- Нельзя допускать испарения цинка.
- Провести предварительные работы по очистке места сварки — это касается только труб с толстыми стенками.
- Для ликвидации улетучивания цинка от перегрева, флюс наносится толстым слоем.
- Небольшой избыток поступления кислорода делают во время газосварки.
- Обязательный предварительный разогрев участка сварки.
- Проволока с припоем располагается таким образом, чтобы пламя горелки воздействовало на пруток, а не на свариваемый металл.
Излишки флюса удаляются сразу после окончания сварочного процесса.
Блок: 6/7 | Кол-во символов: 604
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Полезные советы
Специалисты рекомендуется обращать особое внимание на некоторые моменты:
- После зачистки соединения стальной щеткой требуется восстановление цинкового покрытия специальными защитными составами. Они бывают в аэрозольных упаковках, в небольших емкостях. Ими обрабатывают шов и место присоединения клеммы (крокодильчика).
- На стыках увеличивают силу тока до 15 ампер, а скорость движения электрода снижают; должен образоваться плотный валик, способный выдержать динамическую нагрузку на изгиб.
- Короткая дуга позволяет контролировать качество шва, меньше разбрызгивается металл ванны. Снижается вероятность прожигания цинкового покрытия искрами.
- Настройка оборудования производится на низкотоковые режимы. На полуавтомате выставляется режим «Synergic», на инверторах – на 5-10 ампер ниже табличных значений.
- Начинающие не должны забывать проверять качество шва. После снятия шлака он визуально осматривается, аккуратно простукивается, так проще выявить дефект.
Блок: 7/7 | Кол-во символов: 971
Источник: https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku
Выводы
Сварки металлов, имеющих оцинкованное покрытие, имеет индивидуальные отличия, которые нужно знать исполнителям, но без опыта работы к таким процессам начинающие сварщики не допускаются, т. к. высока вероятность прожога конструкции или испарение защитной цинковой плёнки.
Блок: 7/7 | Кол-во символов: 277
Источник: https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html
Количество использованных доноров: 6
Информация по каждому донору:
- https://WikiMetall.ru/metalloobrabotka/svarka-otsinkovki.html: использовано 3 блоков из 5, кол-во символов 3723 (20%)
- https://svarkaprosto.ru/tehnologii/kak-varit-otsinkovku: использовано 2 блоков из 7, кол-во символов 1868 (10%)
- https://metalloy.ru/obrabotka/svarka/otsinkovki: использовано 2 блоков из 5, кол-во символов 4447 (24%)
- https://svaring.com/welding/soedinenie/svarka-ocinkovki: использовано 3 блоков из 7, кол-во символов 3711 (20%)
- http://solidiron.ru/obrabotka-metalla/svarka-ocinkovannogo-metalla-ehto-process-vypolnyayushhijjsya-pri-nizkom-vvode-tepla-v-izdelie.html: использовано 3 блоков из 5, кол-во символов 3189 (17%)
- https://svarka.guru/tehnika/opredelennih-metallov/ocinkovannaya-stal.html: использовано 4 блоков из 7, кол-во символов 1967 (10%)
Как сваривать цинк — газ Адамса
Выбрать продуктColeman B / P C250170g Газовый баллончик с бутаном / пропаном — 2175POWERSOURCE 445G B / P MIX CARTRIDGE350G BUTANE PROPAN MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGECAMPINGAZ C206 Газовый баллончик с газовым баллоном CV4 Пропатер Газовый баллончик с газовым баллоном CV6 Сборка 35 дюймов ST POL x W2012622, Пигтейл-шланг для пропана 20 дюймов ST POL x W20 Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 3 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, змеевик 2 м. Шланг высокого давления оранжевого цвета — отверстие 8 мм, шланг высокого давления змеевика 1 м — 4 .Диаметр 8 мм, бухта 3 м Оранжевый шланг высокого давления — диаметр 4,8 мм, бухта 2 м Шланг высокого давления оранжевого цвета — диаметр 4,8 мм, бухта 1 м 15527, Снегирь 233P Комплект автоматической горелки на пропане (рычаг зажигания) 14850, Снегирь № 404 Автозапуск паяльной горелки Комплект 21479 № 135/01 Расширенный комплект резака с регулятором 11325, Форсунка для газового шланга Fulham — сжатие 15 мм x 10 мм 8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм 12572, Стандартный комплект горелки на пропане Bullfinch — 140P12571, Стандартный комплект горелки на пропане Bullfinch — 110P8196, высокое давление Насадка для шланга — 3/8 дюйма BSP TM x 10 мм.d.8870, сопло для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм OD8873, сопло для газового шланга Fulham — 1/2 дюйма BSP F x 10 мм 8872, сопло для газового шланга Fulham — 3/8 дюйма BSP F x 10 мм 6244, Fulham Сопло для газового шланга — 1/4 «BSP F x 10 мм 8009, Сопло для газового шланга Fulham — 1/8» BSP F x 10 мм 6247, Сопло для газового шланга Fulham — 1/2 «BSP TM x 10 мм 8871, Сопло для газового шланга Fulham — 3/8» BSP TM x 10 мм 6246, форсунка для газового шланга Fulham — 1/4 «BSP TM x 10 мм 6245, форсунка для газового шланга Fulham — 1/8″ BSP TM x 10 мм 8843, 3-х сторонняя форсунка для шланга — 90 ° 8842, 3-х сторонняя форсунка для шланга — 60 ° 8844 , 4 ПУТИ ШЛАНГ NOZZLE8862, кипячение КОЛЬЦО ДВОЙНОЙ BURNER24035, кипячение КОЛЬЦО, ОДИН ПОТ ВТРОЙНЕ BURNER19537, БОЛЬШОЕ кипение КОЛЬЦО ОДИН BURNER22744, кипячение КОЛЬЦО ОДНОГО ГОРЕЛКА с FFD8861, кипячением КОЛЬЦО ОДИН BURNER12679, двухкомпонентная ИНСТРУКЦИЯ ДЛЯ ВЫБОР KIT21000, ЧЕТВЕРТЫЙ ПАК АВТОМАТ ДЛЯ ВЫБОР НАБОРА с OPSO13493 , Комплект из двух частей с автоматическим переключением 11725, Гаечный ключ POL Кованая сталь — Черный 11724, Гаечный ключ POL Гайка Прессованная сталь — Оцинкованный23142, ЗАЖИМ 12 мм НА БУТАНОВОМ РЕГУЛЯТОРЕ С ДАТЧИКОМ 231 43, 37 мбар РЕГУЛЯТОР ПРОПАНА С ДАТЧИКОМ 8810, РЕГУЛЯТОР ПРОПАНА 0.5-4 БАР С НАПРАВЛЯЮЩИМ 8810, РЕГУЛЯТОР ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1 БАР (ФИКСИРОВАННАЯ) 8800, РЕГУЛЯТОР ПРОПАНА LP 50 мбар SMALL8800, РЕГУЛЯТОР ПРОПАНА LP 37 мбар МАЛЫЙ 8802, ЗАЖИМ 37 мбар НА ПРОПАНЕ РЕГ15163, ГАЗОПАН 8802, ГАЗОПАН 8802, ГАЗОПАН 8 Мбар РЕГУЛЯТОР СВАРОЧНОГО ГАЗА LP8807, РЕГУЛЯТОР БУТАНА (БУТЫЛКА КАЛОРА 4,5 кг) 8805, ЗАЖИМ 21 мм НА РЕГУЛЯТОРЕ БУТАНА ‘CP3622 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 2M X 2M 600’ CP3621 СВАРОЧНОЕ ОХРАНЕНИЕ 2M X 1M 600’CFR-EXT УДЛИНИТЕЛЬ СТАЛЬНОЙ РАМЫ 0.6mP3630 СВАРОЧНОЕ ОХЛАЖДЕНИЕ 50M X 1M 600’CP3886FR СТАЛЬНАЯ РАМА 2.4 × 1.8MP3666FR СТАЛЬНАЯ РАМА 1.8 × 1.8MP3886CG СВАРОЧНАЯ ЗАВЕСА ИЗ ЗЕЛЕНОГО ХОЛСТА 2.4 X 1.8MP ) P3886G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2,4 X 1.8MP3666G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8 X 1,8MP3646G ЗЕЛЕНАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,2 X 1,8MP3886O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 2.4MX 1.8MP3466O ОРАНЖЕВАЯ СВАРОЧНАЯ ЗАВЕСА ПВХ 1,8462М Х 1.8MP3590 ЕАР DEFENDERSP3266 BROW GUARDP3261 СБРОС VISORP3261-5 Шейд 5 VISORP3260-5 Шейд 5 VISORP3260-3 Шейд 3 VISORP3390 4,5 х 2» FLIP UP СВАРКИ GOGGLESP3310 SKI ТИП СВАРКИ GOGGLESXR270 ВЕЛКРО SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 лицевым уплотнителем и FIXINGSXR1013 головной убор ФИКСАЦИИ KITXR1012 ПОТ ДИАПАЗОН для головы GEARXR1011 головной убор INC AIR DUCTXR1010 FR шланг COVERXR1009 шланг для подачи воздуха и CONNECTORSXR1008 поясному ремню & ПЛЕЧЕ HARNESSXR1007 Р3 НЕРА FILTERXR1006 Активированный уголь PRE FILTERXR1005 СПАРК ARRESTORXR1004 ФИЛЬТР крышка с CATCHXR1001 продающие BAG18 / 90 Набор для резки — Plugged INC СЛУЧАЙ КОНТРАКТАНТЫ SET BC18 / 90 ОБРАБОТКА НАБОР — НАБОР ПОДРЯДЧИКА С ЗАГЛУШКАМИ Набор для резки оксиена / пропана — Набор с пробкой — Набор подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4 «пропановый шланг 761020-OX 20 мм 10 м 3/8» фитинги кислородный шланг 761005-OX 5 мм 10 м 3/8 «кислородный шланг 760620 -OX 6 мм 20 м 1/4 дюйма кислородный шланг 760 6 10 OX 6 мм 10 м 1/4 дюйма кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма кислородный шланг 761605-OX 6 мм 5 м 3/8 дюйма установлен Кислород Hose760805-ОХ 8 мм 5m 3/8» встроен кислород hoseHeating Насадка 5 705105Heating Насадка 4 705104Heating Насадка 3 705103Heating Насадка 2 705102SWAGED Форсунка 25 704225SWAGED СОПЛО 18 704218SWAGED СОПЛО 13 704213SWAGED СОПЛО 10 704210SWAGED СОПЛО 7 704207Lightwieght Насадка 13 704113Lightwieght Насадка 10 704110Lightwieght Насадка 7 704107swaged Насадка 5 704205VVC ФОРСУНКА 5.5 703113VVC ОБРАБОТКА СОПЛО-703112VVC ОБРАБОТКА СОПЛО-703111VVC ОБРАБОТКА СОПЛО-703110VVC ОБРАБОТКА СОПЛО 2.5 703109VVC ОБРАБОТКА СОПЛО-703108VVC ОБРАБОТКА СОПЛО 1.5 703107VVC ОБРАБОТКА СОПЛО-703106VVC ОБРАБОТКА СОПЛО 0,5 703105VVC ОБРАБОТКА СОПЛО-703104VVC ОБРАБОТКА СОПЛО 00 703103VVC ОБРАБОТКИ СОПЛО 3/0 703102VVC Резка сопло Размер 4/0 703101VVC Режущее сопло Размер 5/0 703100PNME ФОРСУНКА 1/8 «3,2 мм 702332PNME ФОРСУНКА 3/32» 2,4 мм 702324PNME ФОРСУНКА 5/64 «2,0 мм 702320PNME ФОРСУНКА 1/16» 1 ФОРСУНКА.6MM 702316PNME РЕЖУЩАЯ СОПЛА 3/64 «1.2MM 702312PNME РЕЖУЩАЯ СОПЛА 1/32» 0.8MM 702308PNM РЕЖУЩАЯ СОПЛА 1/8 «3.2MM 702132PNM РЕЖУЩАЯ ФОРСУНКА 3/32» 2.4MM 702124PNZM FORCE ФРЕЗЕРНАЯ ФОРСУНКА 1/32 «702124PNZM / 8 «3,2 мм 712332APACHI РЕЖУЩАЯ СОПЛА 3/32» 2,4 мм 712324РЕЖУЩАЯ СОПЛА APACHI 1/16 «1,6 мм 712316APACHI РЕЖУЩАЯ СОПЛА 3/64» 1,2 ММ 712312APACHI РЕЗНАЯ СОПЛО 1/32 «0,8 ММ 712308 НАСАДКА 1 УЗЕЛ 1 / 16 «1.6MM 705203AFNM РЕЗНОЕ СОПЛО 3/64» 1.2MM 705202AFNM РЕЗНОЕ СОПЛО 1/32 «0.8MM 705201AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ ФОРСУНКИ 25 702225AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 19 702219AGNM РАЗМЕР ИЗГИБНОЙ РЕЗКИ 13 702213 ANME ФОРСУНКА 1/8 ″ / 3,2 ММ 701232ANME ФОРСУНКА ФРЕЗЕРНАЯ ФОРСУНКА 3/212324 / ДЮЙМ 3/420 ФОРСУНКА 1/16 дюйма / 1,6 мм 701216ANME ФОРСУНКА 3/64 дюйма / 1,2 мм 701212ANM ФОРСУНКА 5/64 дюйма / 2,0 мм ФОРСУНКА 701120ANM 1/32 дюйма / 1,6 мм 701116CSS1010 Плоские сверхтонкие режущие диски 230 мм, нержавеющая сталь 1,0 Плоские сверхтонкие отрезные диски CSS1210 x 22 мм (9 ″), нержавеющая сталь 125 x 1.0 x 22 мм (5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющая сталь 115 x 1,0 x 22 мм (4,5 ″) Плоские сверхтонкие отрезные диски CSS1010, нержавеющие 100 x 1,0 x 16 мм (4 дюйма) Parweld PRO3600-30ER Pro-Grip 360A Welding Горелка, с кабелем 5 м и фитингами Euro Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 4M и фитингами Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5M и фитингом Euro Parweld PRO2500-30ER Pro-Grip 250A Сварочная горелка с кабелем 4M и фитингом EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 5M и фитинг EuroParweld PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и фитинг EuroP3788 Сварочная куртка Parweld Panther (размер XXL) P3788 Сварочная куртка Parweld Panther (размер XL) P3788 Сварочная куртка Parweld Panther (размер M) P3829 Алюминированный защитный экран для рук P3810 Перчатка для механика P3840 Латексная перчатка с термозахватом P3824 Panther Pro GauntletXR938H / R Parweld True Color Light Reactive Welding & Parweld Helding Col наш светореактивный сварочный и шлифовальный шлем (синий) XR938H / S Parweld True Color Light реактивный сварочный и шлифовальный шлем (серебристый) XR938H / E Parweld True Color Light реактивный сварочный и шлифовальный шлем (дизайн американского орла) XR938H / F Parweld True Color Light Reactive Сварочно-шлифовальный шлем (пламя) СОПЛО ANME CUT 1/32 ″ / 0.РЕЖУЩАЯ СОПЛА 8ММ 701208ANM РЕЖУЩАЯ СОПЛА 1/32 ″ / 0,8 ММ ММ 3/32 ″ / 2,4 ММ НАПРАВЛЯЮЩАЯ СОПЛА 3/64 ″ / 1,2 ММ РЕЖУЩАЯ СОПЛА 1/8 ″ / 3,2 ММ РЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ СОЕДИНИТЕЛЬ СО2 СОЕДИНИТЕЛЬНЫЙ ПЕРЕХОДНИК 2 СТУПЕНЧАТЫЙ МАНОМЕТР 300 ДАТЧИК ARGONREGULATOR 300 бар одноступенчатый 2 ДАТЧИК OXYGENREGULATOR 25 бар одноступенчатый ДАТЧИК ACETYLENEREGULATOR одноступенчатый ДАТЧИК ARGONREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН PROPANEREGULATOR 300 бар 0-10 одноступенчатый ПОДСОЕДИНЕН OXYGENREGULATOR 25 бар одноступенчатый ПОДСОЕДИНЕН ACETYLENEPARWELD XTM 2001 МИГ ИНВЕРТОР 200AMP ПАКЕТ 1PARWELD TIG INVERTER XTT ДИАПАЗОН 200P P1 PACKAGEPARWELD XTS 163 MMA ИНВЕРТОР ДИАПАЗОН P1 PACKAGEPARWELD XTS 403 MMA INVERTER RANGE P1 PACKAGEParweld XTE201C Автомобильная компактная миграционная машина — P1 PackageParweld XTE 171 Автомобильная компактная мигрирующая машина 100 мм Комплект Grweld Disc 6 * Parw 100 мм * Parw Disc 6 * Parw Disc 1GS1060.0 мм (одиночные) XR938H / P Сварочный шлем Parweld True Color Light, реактивный сварочный и шлифовальный шлем P3765 Кожаный сварочный шлем Parweld Panther Кожаный сварочный рукав (одинарный) P3745 Кожаный сварочный костюм Parweld P3788 Сварочный шлем Parweld Panther (размер L) P3725 Parweld Panther Welding Apron C / W Buckriles and T Перчатка Gripper LiteP3860 Перчатка Parweld PU Gripper GloveP3855 Перчатка Parweld Panther Drivers GloveP3854 Перчатка Parweld Panther Mesh Back Drivers GloveP3845 Перчатка Parweld ISO cut CP3839 Перчатка Parweld Panther Pro TIGP3838 Перчатка Parweld Panther Fingertip Partid35 Тепловая перчатка Parweld38 Перчатка Parweld Panther 38 P3828 Перчатка / перчатка Parweld Panther с алюминизированным покрытиемP3826 Двусторонняя перчатка / перчатка Parweld Panther (одиночные) P3825 Перчатка / перчатка Parweld Panther Перчатка Риггера arweld XR940A Power Air Purifying Сварочная защитная маскаParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4.0 мм * 350 мм, 5 кг в упаковке Parweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг УПАКОВКА Электроды для дуговой сварки MMA для низкоуглеродистой стали E6013, упаковка 4,0 мм * 350 мм, 5 кг Стальные электроды для дуговой сварки MMA, 3,2 мм * 350 мм, 5 кг в упаковкеParweld E6013 Электроды для дуговой сварки MMA для низкоуглеродистой стали, упаковка 2,5 мм * 350 мм, 2,5 кг * 300 мм, 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Сварочная горелка TIG 250A с водяным охлаждением, доступна с кабелем 12 футов или 25 футовParweld PRO18-12S1BW PRO-Grip18 350A Сварочная горелка TIG с водяным охлаждением, доступна с кабелем 12 футов или 25 футов Parweld XTT 503-P1 Импульсный AC / DC Инверторный сварочный аппарат для сварки TIG на 500 А, 400 В, инверторный сварочный агрегат Parweld XTT 353P-P1, 350 А, переменный / постоянный ток, 400 В, импульсный, инверторный сварочный аппарат TIG, 200 А, переменный / постоянный ток, 200 А, 230 В Сварочный агрегат Parweld XTT 182DV-P1 180A, 230V Инверторный сварочный агрегат TIGParweld PR17-25S1BG Pro-Grip Max 150A TIG Сварочная горелка, доступная с кабелями 4 м или 8 м -30ER Pro-Grip 501W Сварочная горелка с водяным охлаждением, длина кабеля 3 м, 4 м и 5 м Сварочная горелка Parweld PRO3600-30ER Pro-Grip 360A, с кабелем 3M и фитингами EuroParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с 3M Сварочная горелка Parweld PRO1500-30ER Pro-Grip 150A, включая кабель 3M и евро-фитинг Инвертор XTS 202 MMA, 200 А, 240 В, Инвертор Parweld XTS162, MMA, 160 А, 240 В, с дополнительным пусковым током с нуля, горелка для сварки TIG TorchParweld XTS162, MMA, инвертор, 160 А, 240 В, Инвертор Parweld XTS 142, MMA, 140 А, 240 В, с выходом O Плазменный резак Parweld XTS 142 MMA, 140 А, 240 В Комплект для кислородно-пропановой сварки, комплект для кислородной / пропановой сварки, комплект для кислородно-пропановой резки, комплект поставки 2CParweld XTE 181 Автомобильная компактная машина MIG — 180 А — 240 В — Комплект для кислородной / пропановой сварки, включая комплект для кислородной / ацетиленовой сварки и пайки, включая комплект для резки Case 18/90 Oygen / ацетилен — 2 манометра, включая комплект для подрядчиков. Комплектация 1 Автомобильная компактная сварочная машина Parweld XTE 171 — 170 А — 240 В — Упаковка 1 Инвертор Parweld XTM 503I Synergic MIG — 500 А — 400 В — Упаковка 1 Инвертор Parweld XTM 254I Synergic — 250 А — 400 В — Упаковка 1 Parweld XTMAMP 252I Synergic 250 — упаковка XTM 403S MIG Transformer Machine — 350 AMP — Пакет 1 Parweld XTM301C MIG Трансформаторная машина — 300 А — Комплект 1 Parweld XTM 301S MIG Трансформаторная машина 300 А — Комплект 1 Инвертор Parweld XTM 182I MIG, 180 А — Комплект 1 Инвертор Parweld XTM 160I MIG, 160 А — Комплект 1Parweld XTM 252I 250 Ампер, синергетический MIG инвертор ARCELGAU G3 TORCHESEV010215101 SAMSON 150A EU ДЕРЖАТЕЛЬ ДЛЯ ЭЛЕКТРОДА / СТЕРЖНЯEW1625PW РАЗЪЕМ ТИПА DIN 16-25MMEW200C ЗАЖИМ ДЛЯ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СВАРОЧНАЯ ПЛОСКА / ДУГОВЫЕ ПРУТКИ ДЛЯ ЧУГУНА.NI99 CI 2.5MM 1.0KGRC3082540 СТЕРЖЕНЬ ДЛЯ ДУГОВОЙ СВАРКИ SIFCHROME 308L 2.5MM 4KGRWN41V33 ЗАПЧАСТИ ДЛЯ ГОРЕЛКИ TIG — КОРОТКАЯ ЗАДНЯЯ КОЛПАЧКА (9 20) (41V PK5) RWN45V42 ЗАДНЯЯ ЗАДНЯЯ КОЛПАЧКА (45V42) RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG — 0,040 ЦАНЖИ (PK 5) (13N21) RWN13N21 ЗАМЕНА ЦИГНОВОГО ФАЗА 0,040 (PK 5) (13N21) RWN13N08 WCF — КЕРАМИКА — ФОРСУНКА ИЗ АЛЮМИНИЯ 1/4 (PK810) (13 СВАРКА — Вольфрам SUPERSTRIKE 1,6 ММ ПРОДАН КАЖДОЙ ЗОЛОТОЙ НАКОНЕЧНИК HP16616 TUGSTEN — 1.6 мм 1,5% лантанового вольфрама 1/16 ЗОЛОТА ПРОДАНА EACHHA16516 BLACK TIP TIG Вольфрам — 1,6 мм 1% лантанат вольфрама 1/16 продано каждый TIG TUNGSTON — ЦИРКОНОВЫЙ ВОЛЬФРАМ 1,6 ММ ПРОДАН 1/16 КАЖДЫЙHP16110 — Вольфрам с КРАСНЫМ НАКОНЕЧНИКОМ — ТОР Вольфрам 1,0 мм 2% .040 EARO961250 ТИГ БРОНЗОВЫЙ БРАЗИНГ — SIFSILCOPPER NO 968 СТАЛЬНАЯ БРОНЗОВАЯ НЕРЖАВЕЮЩАЯ СТАЛЬНАЯ ПЕРЕДАЧА ТИГОВАЯ НЕРЖАВЕЮЩАЯ ЦИЛИНДРАЦИЯ НЕТ 968 1,2 ММ 65016 АЛЮМИНИЕВЫЕ ШТАНГИ ДЛЯ TIG — СИФАЛЮМИНОВЫЙ NO 15 4043A 1.6MM 2.5KGRA151225 SIF низкоуглеродистая сталь TIG удилища — SIFSTEEL A15 1.2MM 2.5кг STEELSW120573 PLASMA CUTTER SPARE PART — Электрод HAFNIUMSW020382 PLASMA CUTTER SPARE PART — Электрод ССЫЛ MAX 20SWPC801ZR Плазменная резка ЗАПЧАСТИ — Электрод ZIRCONIUMSWPC306 Электрод ZR х 14.5мм для Binzel PSB30 Совместимость плазмотронов .Qh350405W НАКОНЕЧНИК НАКОНЕЧНИК 250A M6 PACK 5Qh280320W MIG WIRE LINER 3M 0,6MM — 0,8MMQh280301W КОНУСНОЕ СОПЛО 180AQh280306W MIG WELDING CONTACT TIP 0.6MM 180A M6 — PACK DISL 10TGOSN20 ARGOSN20 AR 10TWM 180A M6 — PACK OWGOSN20 AR 10TGOSND 115 DIG-GAMS115 100 GRITSC60100GKW ЗАСЛОННЫЙ ДИСК 100X22MM 60 GRIT — CERIM40DCGM DPC ШЛИФОВАЛЬНЫЙ ДИСК (100X6.4X16MM) Гелиевый баллонный насос — Premium Гелиевый баллонный насос — Стандартный VZFC08045 Безгазовая сварочная проволока MIG 0,8 мм, рулон 0,45 кг WO330840 SifMIG 308LSi Проволока MIG с цветным содержанием железа 0,8 мм 3,75 кг MIG WireDZ10001 Тележка для кислородных и ацетиленовых баллонов DZ10004 Портативная тележка для газовых баллонов SmallPC600630T Комплект сварочного стола 600 мм * 630 мм P3410 НЕЙЛОНОВЫЕ ЧЕРНЫЕ ОФРАМЫ — CLEARP3420 Ясные спецификации безопасности ЛИНЗЫ ШЛЕМА — 1.0 DIOPTER MAGES11060SP ЗАМЕНА 110 мм X 60 мм POLYCARB CLAER СВАРОЧНЫЕ ЛИНЗЫ ДЛЯ ШЛЕМА 442000G СМЕНА ПРОЗРАЧНОГО СТЕКЛА ЛИНЗЫ КРЫШКИ 4 1/4 «* 2» ДЛЯ СВАРОЧНОГО ШЛЕМА HW1109010 ЗОЛОТАЯ ЗАМЕНА ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 4 1/4 X10 ЗАПАСНОЙ ЛИНЗЫ ДЛЯ СВАРОЧНОГО ШЛЕМА 11020 мм X 90 мм 2 ШВАЛОВАЯ КОЛПАЧКА 1020 мм X10 ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442009G СМЕННОЕ СТЕКЛО 4 1/4 X 2 9EW ЛИНЗЫ CE ДЛЯ СВАРКИ HW442008G СМЕННОЕ СТЕКЛО 4 1/4 X 2 8EW ЛИНЗЫ CE ДЛЯ СВАРКИ HELMETEHW442006G ЗАМЕНА СТЕКЛА HEL 4 1/4 X2 6EW 1/4 X 2 5EW ЛИНЗЫ CE ДЛЯ СВАРКИ РАСХОДОМЕР HELMETAU300 0-40 л / мин TWN001COMP КОНВЕРСИОННЫЙ ШЛАНГ MINI MIG (QF ДО 38BSP RH) AE3005LX РЕГУЛЯТОР ГАЗА ДЛЯ ЗАЩИТЫ ДЛЯ СВАРКИ MIG И TIG Жидкий углекислый газ сорт углекислого газа Диоксид углерода 34 кг Заправка газа CO2 15 кг Отвод жидкости для глазури для стекла Пищевой диоксид углерода Заправка газа CO2 6.Отвод 35 кг жидкости для замораживания стекла МЕДНЫЙ БЕСПЛАТНЫЙ ПРОВОД VZ181215LSG3 1,2 ММ SG3 (15 кг) REELVZ181015LSG3 1,0 ММ ПРОВОД SG3 MIG (15 кг) REELVZ180815LSG3 0,8 ММ SG3 MIG WIRE (15 кг) REELVZ181215LW2ПРОВОД 0ММ СЛОЙ A18, БАРАБАН 15 КГ REELVZ180650L SG2 0,6 мм A18 MIG WIRE (5 кг) REELVZ160607L SG2 0,6 мм A18 MIG WIRE (0,7 кг) REELFXTIPDIP50 Sif Tip Dip Anti-Splatter Paste 500gEG1001w Распылитель для защиты от разбрызгивания на водной основе 400 млAU300 Расходомер ArGB на 0-40 л AU300 Расходомер NA на 1 минуту Адаптер для аргона На объекте Комплект для резки кислородом / пропаном — с пробкой — Набор подрядчиков 2OP1000w Свариваемость Sif Toolbox Только кейс FO010022 Sifbronze Fux 225gDZ205001 Tri Flint Spark LighterDA4003838RH 3/8 «- 3/8» R / H штуцер для шланга DA4003838LH От 3/8 «до 3/8» Муфта для шланга леваяDA4003814RH Муфта для шланга с правой стороны от 1/4 «до 3/8» DA4001414RH 1/4 «Правая муфта для равномерного шлангаDA4001414LH 1/4» Левая муфта для равномерного шланга Легкая насадка 1 704101 с обжимной насадкой 3 704203 с обжимной насадкой 2 704202 с обжимной насадкой N M 1 704201 ФОРСУНКА NG 5/64 «2.0MM 702120PNM РЕЖУЩАЯ ФОРСУНКА 1/16 дюйма 1,6 мм 702116PNM ФОРСУНКА 3/64 дюйма 1,2 мм 702112 Легкое сопло 5 704105 Легкое сопло 3 704103 Легкое сопло 2 704102 CCANM04W Сопло ANM8 10 мм Свариваемость 75 мм Тип ANM8 10 Свариваемость 75 мм установленный ацетиленовый шланг BW8001038PFT 8 мм 10 м 3/8 дюйма установленный пропановый шланг 760810-OX 8 мм 10 м 3/8 дюйма установлен Кислородный шланг BW600538PFT 6 мм 5 м 3/8 дюйма установленный пропановый шланг BW600514RFT 6 мм 5 м 1/4 дюйма установленный ацетиленовый шланг 764605-PR 6 мм 5 м 1/4 » установленный пропановый шланг 760605-OX 6 мм 5 м 1/4 дюйма установленный кислородный шланг761610-OX 6 мм 10 м 3/8 дюйма установленный кислородный шланг 764610-PR 6 мм 10 м 1/4 дюйма пропановый шланг 6 мм 10 м 3/8 дюйма 3/8 дюйма ацетиленовый шланг BW10002038RF 10 мм 20 м Ацетиленовый шланг с фитингом 764120-PR, 10 мм, 20 м 3/8 дюйма, с фитингом для пропана 760820-OX, 8 мм, 20 м, 3/8 дюйма, кислородный шланг, 10 мм, 10 м, 3/8 дюйма, ацетиленовый шланг, 10 мм, BW10001038PF, 10 мм, 10 м, 3/8 дюйма, 10 мм, пропановый шланг, 3/8 дюйма, 10 мм, 761010-OX761010-OX 8-дюймовый кислородный шланг BG111 LPG Нагревательная горелка 60 ммBG105-45L LP G Отопление Факел 45мм с leverBB6002 LW Режущий AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Режущий AttachmentBB5001 HD сварщиков ShankAU2001 Сбрасываемая петелька, OXYGEN FLASH НАЗАД ARRESTORAU2001 СБРОСОМ петелька, ТОПЛИВО ГАЗ FLASH НАЗАД ARRESTORAU11107 DGN Barrel, топливный газ, FLASH НАЗАД ARRESTORAU111002 DGN Barrel, кислородные FLASH ЗАДНЯЯ СТУПЕНЬ AE3004LX ПЕРВАЯ СТУПЕНЬ, ДВОЙНОЙ КИСЛОРОДНЫЙ РЕГУЛЯТОР AE2004LX ПЕРВАЯ СТУПЕНЬ, ОДИНАРНАЯ СТУПЕНЬ, ПРОПАН / ПРОПИЛЕН СЕРИИ LX Одноразовые баллоны с гелиевым газом собственной торговой марки с 50 баллонами и баллонами с ленточным газом 30 оптовых баллонов с баллонами без баллонов Воздушные шары и лента.Канистра с гелием с 50 и 100 воздушными шарами и лентойFill’N’Away Одноразовая канистра с гелием с 30 воздушными шарами и лентой Оптовая торговля, Fill’N’Away цилиндр + 50 воздушных шаров и лента.Fill’N’Away Одноразовые баллоны с гелием для заполнения 50 9-дюймовых воздушных шаровFill’N Одноразовый баллон с гелием для заполнения 30 9-дюймовых воздушных шаров Азот 9,4 л 137 бар — Только заправка — для гоночных команд Азот 9,4 л 137 бар — Депозит и заправка — для гоночных команд Азот 2 л 200 бар — Только заправка — для гоночных команд Азот 2 л 200 бар — Депозит и заправка — для гонок Команды Азот 20 л 200 бар — Только заправка — для гоночных команд Азот 20 л 200 бар — Депозит и заправка — для гоночных команд Пищевой азот 9.4 л 137 бар — Только заправка — для консервирования и розлива Пищевой азот 9,4 л 137 бар — Депозит и заправка — для хранения и разлива вина Пищевой азот 2 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 2 л 200 бар — Депозит и заправка — для вина Пищевой азот 20 л 200 бар — Только заправка — для консервирования и розлива Пищевой азот 20 л 200 бар — Депозит и заправка — для консервирования и розлива вина Бескислородный азот 20 л 200 бар — Только заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопровода Бескислородный азот 2 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 50 л 200 бар — Только заправка — для кондиционирования воздуха и продувка трубопровода Бескислородный азот 9 л 137 бар — Депозит и заправка — для кондиционирования воздуха и продувки трубопроводов Бескислородный азот 9 л, 137 бар — только заправка — для кондиционеров ng & Очистка трубопровода Бескислородный азот 20 л 200 бар — Депозит и заправка — для кондиционирования воздуха и продувка трубопровода Принадлежит клиенту, заправка огнетушителя CO2, цена за килограмм, пищевой класс, без аренды, 1.5 кг углекислого газа для гидропоники и роста водных растений — только заправка Пищевой, без арендной платы, 1,5 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Пищевой сорт, без аренды, 6,35 кг газа CO2 для гидропоники и роста водных растений — только заправка , Без аренды, 34 кг газа CO2 для гидропоники и роста водных растений — только заправка, пищевой, без аренды, 3,15 кг газа CO2 для гидропоники и выращивания водных растений — только заправка, пищевой сорт, без аренды, 3,15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, заправка 15 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение продовольственного качества, без аренды, 15 кг газа CO2 для гидропоники и роста водных растений — только заправка для пищевых продуктов, без аренды 6.35 кг газа CO2 для гидропоники и роста водных растений — Депозит и пополнение Пищевой сорт, без аренды 34 кг газа CO2 для гидропоники и роста водных растений — Депозит и заправка Заправка газа CO2 6,35 кг для наполнения баллонов для пейнтбола — Только заправка Заправка газового диоксида углерода 34 кг, идеально подходит для заполнения больших Количество баллонов для пейнтбола — Только заправка Углеродный диоксидный газ 34 кг, идеально подходит для заполнения большого количества пейнтбольных баллонов — Депозит и заправка Углеродный диоксид CO2 Заправка 6,35 кг Отвод жидкости для пейнтбола — Только заправка Заправка углекислого газа CO2 Заправка 15 кг, идеально подходит для использования дома или бизнеса — Только заправка Углеродный диоксид CO2 Заправка газа 6.Отвод жидкости для пейнтбола 35 кг — Депозит и заправка Углеродный газ CO2 15 кг, идеально подходит для использования дома или бизнеса пейнтбольными шарами — Депозит и заправка Калорийный газ для внутреннего дворика 5 кг — Только заправка Калорный газ Патио 13 кг — Только заправка Калорный газ Бутан 7 кг — Только заправка — НЕТ НА СКЛАД 4,5 кг — только заправка — НЕТ НА СКЛАДЕ Калорный газ Бутан 15 кг — Только заправка Калорный газ Пропан 6 кг — Только заправка — НЕТ НА СКЛАДЕ Калорный газ Пропан 6 кг Легкий вес — Только заправка — НЕТ НА СКЛАДЕ Пропан для калорийного газа 47 кг — Только для заправки Пропан для калорийного газа 3.9 кг — Только заправка — НЕТ НА СКЛАДЕ Калорийный газ Пропан 19 кг — Только заправка Калорный газ Пропан 13 кг — Только заправка Camping Gaz 907 — Только заправка Camping Gaz 904 — Только заправка Camping Gaz 901 — Только заправка Калорный газ Пропан 18 кг Автогаз — Только заправка Калорный газ Пропан Только заправка 9 кг — Автогаз 9 — Только заправка. 4 л многоразового газа для гелиевых баллонов — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. 9,4 л многоразового газа для гелиевых баллонов — внесение и пополнение — только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 9.4 л многоразового гелиевого шара — только заправка — розничная торговля — идеальные вечеринки и юбилеи 9,4 л многоразового гелиевого шара — депозит и пополнение — розничная торговля — идеальные вечеринки и юбилеи 50 л многоразового гелиевого шара — только заправка — только торговля — идеально подходит для флористов, открыток 50L Многоразовый баллон с гелием для газа — Депозит и заправка — Только торговля — без заправочного адаптера — идеально подходит для флористов, магазинов открыток и вечеринок 2L Многоразовый баллон с гелиевым шаром — только заправка — идеальные вечеринки и юбилеи — идеальные вечеринки и юбилеи. 20 л многоразового газа для гелиевых шаров — только заправка — только торговля — идеально подходит для флористов, магазинов открыток и вечеринок. Газ для гелиевых баллонов — только заправка — розничная торговля — идеальные вечеринки и юбилеи 20 л многоразового газа из гелиевых баллонов — депозит a nd Refill — идеальные вечеринки и юбилеи PortaGas, без аренды, углекислый газ CO2 1.5 кг — Депозит и заправка Porta Gas, бесплатно, чистый аргон 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, чистый аргон 2 л 200 бар — Депозит и заправка Porta Gas, аренда бесплатно, кислородный газ 2 л 200 бар — только заправка Porta Gas, аренда бесплатно, кислород Gas 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, бескислородный (OFN) Азот 2L 200bar — Только заправка Porta gas, без арендной платы, бескислородный (OFN) Азот 2L 200bar — Депозит и заправкаPorta Gas, без арендной платы, углекислый газ CO2 1.5 кг — Только заправка Porta Gas, без аренды, 5% CO2 / смесь аргона 2 л 200 бар — Только заправка Porta Gas, без аренды, 5% CO2 / аргон смесь 2 л 200 бар — Депозит и заправка Бесплатно, чистый аргон 20 л 200 бар — Только заправка, чистый аргон 20 л 200 бар — Депозит и пополнениеАренда, кислородный газ 20 л 200 бар — Только пополнениеАренда, кислородный газ 20 л 200 бар — залог и пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — только пополнениеАренда, бескислородный (OFN) азот 20 л 200 бар — залог и RefillRent Free, 5% CO2 в смеси аргона 20 л 200 бар — Депозит nd RefillRent Free, 20% CO2 в смеси аргона 20 л 200 бар — без депозита и пополнения, 20% CO2 в смеси аргона (20 л) — только заправка Торговый газ, без аренды 5% CO2 в смеси аргона 20 л 200 бар — только заправка 20 л пропиленовый топливный газ для сварки , Пайка, нагрев и резка — только заправка: без аренды 34 кг CO2-газа — только заправка без аренды, чистый аргон 50 л 200 бар — только заправка без аренды, кислородный газ 50 л 200 бар — только заправка без аренды, бескислородный азот 50 л 200 бар — только заправка без аренды, 20 % CO2 в смеси аргона (50 л) — только заправка 5% CO2 в смеси аргона 50 л 200 бар — только заправка Хобби газ 10 л Баллоны с кислородным газом 200 бар — только заправка Хобби-газ, аренда бесплатно, чистый аргон 10 л 200 бар — только заправка Хобби-газ, аренда бесплатно , Чистый газ аргона 10 л 200 бар — Депозит и заправка Хобби-газ, аренда бесплатно, кислородный газ 10 л 200 бар — Депозит и заправка Хобби-газ, без аренды, бескислородный азот (OFN) 9 л 137 бар — Депозит и заправка Хобби-газ, без ренты, без кислорода (OFN) Азот 9 л 137 бар — только заправка Хобби-газ, без аренды, углекислый газ CO 2 Газ 6.35 кг — Только заправка Хобби-газ, без аренды, углекислый газ CO2 3,15 кг — Только заправка Хобби-газ, без аренды, 5% CO2 / смесь аргона Заправка 10 л 200 бар — Только заправка Хобби-газ, без аренды, смесь 5% CO2 / аргон 10 л 200 бар — залог Хобби-газ, бесплатная аренда, 20% CO2 / аргонная смесь Заправка 10 л 200 бар — только заправка Хобби-газ, аренда 20% CO2 / аргон 10 л 200 бар — депозит и заправка Хобби-газ, бесплатная аренда углекислый диоксод CO2 газ 6,35 кг — Депозит и заправка Хобби Газ, без ренты Газ диоксида углерода CO2 3,15 кг — Депозит и заправка 2 л Пропиленовый топливный газ для сварки, пайки, нагрева и резки — Только заправка Заправка диоксида углерода CO 2 6.35 кг для домашнего бара — только для заправки Заправка для углекислого диоксида CO2 заправка 1,5 кг для домашнего бара — только для заправки Углеродный диоксид CO2 для домашнего бара 1,5 кг для домашнего бара — депозит и заправка Углеродный диоксид CO2 6,35 кг для домашнего бара — депозит и заправка Диоксид углерода 3,15 кг для домашнего бара — депозит и заправка углекислого газа 3,15 кг газа для домашнего бара — только заправка 2 л погреб / пивной газ 60/40 смесь для домашнего бара — только заправка 2 л смесь погреб / пивной газ 70/30, для домашнего бара — только заправка 2 л погреб / пивной газ 70/30 смесь для Домашний бар — Депозит и пополнение Погреб 2 л / Пивной газ 60/40 смесь для домашнего бара — Депозит и пополнение Углеродный диоксид СО2 газ 6.35 кг — только заправка Углеродный диоксид CO2 34 кг Для торговых пользователей — Только заправка Углеродный диоксид CO2 15 кг Для торговых пользователей — только заправка Углекислый газ 3,15 кг Газ для торговых пользователей — только заправка 50 л Погреб / пивной газ 60/40 Смесь для торговых пользователей — только заправка 50 л Погреб / Смесь для пивного газа 30/70 для торговых пользователей — только для заправки Смесь для погреба 20 л / пивного газа 60/40 для торговых пользователей — только для заправки Смесь для пивного газа 20 л / 30/70 для торговых пользователей — только для заправки Смесь 10 л погреб / пивной газ 60/40 для торговли Пользователи — только заправка 10 л смесь винного погреба / пивного газа 50/50 Для торговых пользователей — только заправка 10 литров погреб / пивной газ 30/70 смесь для торговых пользователей — только заправка 19 кг калорийного газа пропан — только заправка
Как сваривать оцинкованную сталь
Цинкование — это нанесение цинкового покрытия на черный металл.Это сделано для предотвращения или, по крайней мере, отсрочки коррозии. Цинковое покрытие можно наносить многими различными способами, включая, помимо прочего, горячее погружение, металлическое напыление и электроосаждение. Аналогична оцинкованной стали является оцинкованная сталь. Galvanneal — это процесс прохождения горячеоцинкованной стали через печь для отжига покрытия. Этот процесс заставляет слои железа и цинка диффундировать друг в друга, вызывая образование слоев сплава цинк-железо на поверхности.
При цинковании оцинкованных деталей может образовываться чрезмерное количество брызг. Эту проблему можно решить, следуя основным рекомендациям.
Оцинкованные детали используются в самых разных отраслях промышленности, включая автомобилестроение, производство конструкционной стали, строительство, нефтяную промышленность и многие другие. Это отличный способ предотвратить коррозию. Задача — наплавить цинковое покрытие.
Тепло дуги без проблем сожжет цинковое покрытие; однако полученный сварной шов может вызывать множество проблем, таких как чрезмерная пористость, неприемлемый внешний вид валика, отсутствие плавления, трещины и чрезмерное разбрызгивание.Хотя сварной шов выжигает цинк, потеря коррозионной стойкости очень незначительна, особенно в тонком сечении (листовой металл). Пористость практически неизбежна и в основном зависит от толщины цинкового покрытия. Производители присадочного металла придумали специальные проволоки, которые обещают устранить пористость. Это серьезное заявление, и эти присадочные металлы, безусловно, имеют определенные достоинства, но есть и другие практические способы успешной сварки оцинкованной стали. Ниже приведены несколько рекомендаций по свариванию оцинкованной стали.
Любой процесс дуговой сварки — Общие рекомендации
Наилучшим способом сварки оцинкованной стали независимо от процесса сварки является удаление цинкового покрытия со стыка. При этом добавляются две операции: удаление покрытия и повторное напыление или окраска сварного шва после сварки для восстановления коррозионной стойкости. В некоторых случаях последнее выполняется независимо от того, было ли снято покрытие перед сваркой.
Хотя он добавляет одну или две операции, он устраняет или, по крайней мере, значительно снижает разбрызгивание и очистку от брызг.Также следует исключить пористость, растрескивание и неплавление. В большинстве случаев удаление цинкового покрытия с концов стыков снижает общие затраты, поскольку также исключает переделку.
Еще один способ снизить затраты, связанные с удалением брызг, — это расположить деталь таким образом, чтобы брызги не попадали на деталь и не скатывались с нее. Во многих случаях это означает, что сварка будет выполняться вертикально с опусканием. Это должно быть ограничено тонким сечением, так как при сварке вертикально вниз происходит неглубокий провар.Цинковое покрытие делает еще хуже. Сделайте это только с листовым металлом.
Имейте в виду, что удаление цинкового покрытия может быть столь же опасным, как и сварка поверх него. Всегда надевайте защитное снаряжение и обеспечьте достаточную вентиляцию.
Процесс SMAW
- Используйте электрод E6010. E6011 в порядке и рекомендуется, если у вас есть источник питания только переменного тока.
- Используйте технику поточного взбивания, движение вперед и назад поможет испарению цинкового покрытия и предотвратит образование пористости и трещин.
- Используйте электрод максимально большого диаметра, особенно при угловых сварных швах материалов толщиной ”и более. Цинковое покрытие может помешать правильному сплавлению. Чем больше электрод, тем большую силу тока мы можем использовать. Чем выше сила тока, тем легче оплавить корень сустава.
- В процессе SMAW образуется много брызг, особенно с электродом 6010. Вы мало что можете с этим поделать, кроме как найти лучшие способы удалить брызги или предотвратить их прилипание.Перед сваркой можно нанести защиту от брызг, чтобы минимизировать количество брызг, прилипающих к детали.
Процесс GMAW
- Используйте электрод ER70S-6 или ER70S-3.
- Для тонких сечений используйте перенос короткого замыкания. На более толстых участках (3/16 дюйма и более) можно использовать перенос распылением, который может значительно уменьшить разбрызгивание.
- Используйте защитный газ, содержащий не менее 20% углекислого газа, а не аргон. Высокое содержание диоксида углерода обеспечивает хорошую сварку цинкового покрытия.При использовании переноса короткого замыкания в более тонких деталях использование 100% допустимо, но при этом будет образовываться больше брызг. Если вы будете использовать распылитель, то получите не менее 20% углекислого газа.
- Брызги, пористость и трещины — самые большие проблемы, как и при SMAW. Однако с GMAW у нас есть еще несколько вариантов изменения процедуры сварки. Вы можете попробовать разные смеси защитных газов (поиграйте с содержанием CO2). У вас также есть возможность использовать присадочный металл из кремний-бронзы (классификация AWS ERCuSi-A).Это позволяет выполнять сварку при более низком токе, создавая соединение, имитирующее пайку. Меньше примесей, а значит, меньше цинка в металле шва. Это снижает степень пористости и снижает склонность к растрескиванию.
Возможно получение сварных швов без брызг на оцинкованной стали. Первым шагом является разработка и соблюдение квалифицированной процедуры сварки.
Процесс FCAW
- Используйте самозащитный электрод, например E71T-11.Этот электрод представляет собой стержневой электрод (электрод SMAW), вывернутый наизнанку. Он будет производить шлак и не будет производить самый эстетичный сварной шов, но он хорошо справляется с цинкованием.
- Для этого электрода не нужен защитный газ, но использование смеси 75% аргона и 25% углекислого газа поможет уменьшить разбрызгивание. Не делайте этого на конструктивных элементах, так как добавленный аргон может привести к образованию более прочных отложений сварных швов, которые могут повысить твердость, снизить пластичность и повысить склонность к растрескиванию.Используйте защитный газ только для деталей из оцинкованного листового металла.
Процесс MCAW
- Аналогично GMAW, но используется электрод с металлическим сердечником (AWS E70C-6M).
- Эти электроды лучше работают с защитным газом 90% аргона — 10% углекислого газа.
- Некоторые производители разработали электроды с металлическим сердечником, которые обещают устранить или уменьшить разбрызгивание и растрескивание при сварке поверх гальваники. Имейте в виду, что некоторые, если не все производители этих электродов заявляют, что для получения обещанных преимуществ вы должны использовать их источники сварочного тока.
Многие производители присадочных материалов решают проблемы, связанные со сваркой цинковых покрытий с использованием присадочных металлов и источников сварочного тока. Это реальная альтернатива, но не единственный.
Забота о безопасности — Помимо указанных выше проблем, связанных со сваркой (пористость, трещины, отсутствие плавления и разбрызгивание), существует более высокий, чем обычно, риск для сварщика из-за токсичности испаренного цинка. Возможно, вы знакомы с практикой употребления молока при сварке оцинкованного металла.Отравление, вызванное испарением цинка, влияет на желудок; молоко помогает уменьшить дискомфорт, но не устраняет токсические эффекты. Крайне важно использовать надлежащую вентиляцию для защиты сварщика и окружающих.
Ссылка: Руководство по процедуре дуговой сварки — 14-е издание
Безопасная сварка оцинкованной стали | Allied Tube & Conduit
Сварка оцинкованных стальных труб Allied — это вполне достижимая операция, если соблюдаются три ключевых момента для обеспечения стабильных качественных результатов.
- Используйте надежные методы и процедуры сварки
- Соблюдайте правила техники безопасности
- Принять хорошие методы восстановления сварных швов
Стальные трубы следует сваривать таким образом, чтобы обеспечить достаточную прочность всех соединений между трубами; соответственно, требуемая конфигурация и размер сварного шва должны быть указаны на чертежах проектировщиком. Когда трубы свариваются встык (т.е. соединяются встык), сварной шов должен проходить через всю толщину стенки трубы, а арматура не должна превышать 3/32 дюйма (2.5 мм). Если соединение представляет собой тройник, угол или угловой шов, требуемые размер и длина должны быть указаны на чертеже. Для удобства проектировщика следующие размеры сварных швов обеспечат сварные швы с размером горловины, по крайней мере равным толщине соединяемой трубы. При соединении труб с разной толщиной стенки минимальный размер углового сварного шва может зависеть от толщины элементов.
| Толщина стенки трубы (дюймы) | Минимальный размер углового сварного шва | Толщина стенки трубы (дюймы)) | Минимальный размер скругления |
|---|---|---|---|
| 0,035 | 0,063 (1/16 дюйма) | 0,113 | 0,160 (3/16 дюйма) |
| 0,049 | 0,069 (3/32 дюйма) | 0,133 | 0,186 (3/16 дюйма) |
| 0,065 | 0,092 (3/32 дюйма) | 0,14 | 0,198 (7/32 дюйма) |
| 0,072 | 0,102 (1/8 дюйма) | 0,145 | 0,205 (7/32 дюйма) |
| 0.083 | 0,117 (1/8 дюйма) | 0,154 | 0,217 (7/32 дюйма) |
| 0,095 | 0,134 (5/32 дюйма) | 0,18 | 0,250 (1/4 дюйма) |
| 0,109 | 0,134 (5/32 дюйма) | любой толщины (t) | 1,414 x (t) |
Эти размеры угловых сварных швов подходят для тройников и угловых соединений, когда конец трубы имеет выступ, соответствующий внешнему диаметру сопрягаемой трубы, или когда конец трубы сплющен, так что контур не требуется.Цифры в скобках представляют собой ближайшую большую долю требуемого размера сварного шва и соответствуют стандартным размерам углового калибра.
Максимального размера углового шва не существует, но сварные швы большего размера не улучшают качество сварного шва. Точно так же требуется больше времени, чтобы сделать сварные швы слишком большого размера, а это стоит денег.
Завершенные сварные швы необходимо визуально осмотреть, на них не должно быть зазоров, пустот, трещин, подрезов, пористости или дуговых разрядов; они должны быть достаточно гладкими и однородными. Брызги при сварке следует удалять, особенно если свариваемая поверхность будет восстановлена путем окраски или покрытия.
Размеры угловых швов следует проверять с помощью калибра для угловых швов. Это простые манометры, которые нельзя использовать, которые можно приобрести у местного поставщика сварочных работ, или они могут быть изготовлены из тяжелого листового металла для определенных размеров. Если на чертеже указана сварка по всему стыку, размер сварного шва должен соответствовать минимальным требованиям к чертежу по всему стыку.
Процесс и процедуры звуковой сваркиГАЗОВАЯ ДУГА («МИГ») СВАРКА
Этот процесс на сегодняшний день является наиболее широко используемым при сварке труб Allied, поскольку он обеспечивает быстрое получение высококачественных сварных швов.
Первый выбор — использовать режим распыления. Используйте 0,035-дюймовую проволоку ER70S-2 или ER70S-3, защитный газ 92% аргон / 8% CO2, сварочную горелку на 400 ампер или более и источник питания на 400 ампер, рабочий цикл 100%. Следуйте приведенной ниже таблице. Скорость движения будет высокой, а производительность наплавки (т. Е. Производительностью) будет высокой.
При сварке гальванизированной стали толщиной 16 и более тонкой может потребоваться режим передачи с коротким замыканием. Источник питания должен быть рассчитан на 200 ампер или более при 100% рабочем цикле, и он должен иметь контроль «индуктивности».Используйте 0,035-дюймовую проволоку ER70S-2 или ER70S-3, защитный газ 92% аргон / 8% CO2, сварочную горелку на 300 ампер. Установите индуктивность на максимум, а регулятор наклона (если есть) между средним и максимальным наклоном. Следуйте настройкам в таблице ниже. Если сварщику сложно поддерживать постоянный вылет, переключитесь на проволоку диаметром 0,030 дюйма и отрегулируйте скорость подачи проволоки так, чтобы она была приблизительно равна указанной выше силе тока.
| Распылительный перенос | Короткое замыкание | |
|---|---|---|
| Вольт: | 27-30 | 17-20 |
| Амперы: | от 250 до 380 | от 100 до 190 |
| Скорость подачи проволоки (дюйм / мин): | от 280 до 450 | от 100 до 210 |
| Расположение циферблата (часы): | от 1 до 3 | от 9 до 11 |
| Положение наконечника: | Утопленный 1/4 « | Расширенный 1/4″ |
| Вылет провода: | 3/4 « | 3/8″ |
| Расход газа: | от 25 до 30 CFH | от 25 до 30 CFH |
| Брызги указывают на следующее: | Напряжение дуги слишком низкое | Напряжение дуги слишком высокое |
Вылет проволоки во время сварки должен быть постоянным.Если сварщик отводит горелку от заготовки, вылет увеличивается и напряжение дуги увеличивается, вызывая разбрызгивание, если сварщик использует передачу с коротким замыканием. Если сварщик приближает горелку к заготовке, вылет становится короче, что снижает напряжение на дуге и увеличивает разбрызгивание, если сварщик использует перенос распылением. Сварщики должны понимать, как относиться к этим фактам; то есть сварщик должен правильно настроить напряжение (т.е. установить его на минимальное разбрызгивание), а затем знать, что увеличение или уменьшение вылета влияет на напряжение на дуге и количество возникающих брызг.Один из лучших ресурсов по обучению использованию GMAW можно найти на сайте Weld Reality.
Некоторым производителям удалось сваривать оцинкованные трубы с использованием порошковой проволоки E70C-6, например, Hobart’s Galvacor; Приведенные выше параметры являются хорошей отправной точкой для металлопорошковой проволоки. Другие обнаружили, что самозащитная порошковая проволока, соответствующая стандарту E71T-14, такая как Lincoln Innershield NR-152 и ESAB CoreShield 10, хорошо подходит для некоторых работ, поскольку в защитном газе нет необходимости. При использовании порошковой проволоки соблюдайте рекомендуемые производителем электроды.
Защитный газ
Вышеуказанное рекомендует начинать с защитного газа 92% аргона / 8% CO2. При сварке труб толщиной 12 мм или толстых деталей уровень CO2 может быть увеличен до 18%. Это увеличивает энергию дуги, обеспечивая проникновение в более толстую сталь. И наоборот, если вы свариваете 18 калибра или тоньше, CO2 можно снизить до 2%. Если проблема заключается в прожоге, переключитесь на смесь 98% аргона и 2% кислорода и уменьшите напряжение на 2–3 вольта.Не рекомендуется использовать смеси аргона и кислорода для трубок толщиной более 1/8 дюйма.
Газ, который выделяет заметно меньше цинкового дыма при сварке оцинкованной трубы, — это Helistar GV компании Praxair; однако, поскольку это смесь гелия / аргона / CO2, она дороже, чем защитный газ на основе аргона.
ДУГА ИЗ ЭКРАНИРОВАННОГО МЕТАЛЛА («ПАЛКА») СВАРКА
Из-за его низкой производительности этот процесс следует использовать там, где нельзя использовать GMAW, например, на открытом воздухе, где ветер сделает использование процесса с защитой от газа непрактичным.Гальванизированную стальную трубу Allied можно сваривать с использованием электрода E6013 диаметром 3/32 дюйма с постоянным током и положительным электродом (обратная полярность) или переменным током и параметрами, рекомендованными производителем электродов. При сварке трубы к более толстым материалам следует использовать E6010, чтобы обеспечить проникновение в более толстый материал.
ГАЗОВАЯ СВАРКА ВОЛЬФРАМА (TIG, HeliArc)
Этот процесс также имеет низкую производительность, но позволяет получить очень надежные сварные швы между оцинкованными деталями.Сварка оцинкованной стали более тонкой толщины может выполняться постоянным током, отрицательным электродом (прямая полярность), диаметром 1/16 дюйма EWTh-2, заточенным под вольфрамовый карандаш с плоским концом 1/32 дюйма, присадочным металлом ER70S-2 или ER70S-3. , защитный газ аргон и следующие параметры:
| Калибр | Толщина (дюймы) | Ампер для канавок | Ампер для филеток | Диаметр наполнителя |
|---|---|---|---|---|
| от 18 до 22 | от 0,028 до 0.047 | от 35 до 65 | от 40 до 60 | 1/16 дюйма или 3/32 дюйма |
| 14 и 16 | 0,059; 0,079 | от 45 до 75 | от 65 до 90 | 3/32 дюйма |
| 12 | 0,105 | 65-90 | 95-105 | 3/32 « |
| 10+ | 0,135 | 70-100 | 110-130 | 3/32 дюйма |
GTAW — это самый медленный и дорогостоящий из сварочных процессов, и его следует использовать только там, где внешний вид имеет решающее значение, а механическая обработка поверхности для внешнего вида нецелесообразна.
Надлежащие меры безопасности
Когда производитель использует сварку, он должен знать об опасностях, связанных со сваркой. К ним относятся сварочный дым и дым, поражение электрическим током, электромагнитное излучение.
Сварочные и дымовые газы
При сварке образуется дым и пары, которые выходят из зоны сварки в виде шлейфа. Очевидно, дым и пары, образующиеся при сварке, вредны для дыхания!
Самый рентабельный способ компании, работающей со сварочным дымом и дымом, — это научить своих сварщиков не попадать на голову в дымовой шлейф.Наблюдательный персонал должен быть проинструктирован следить за сварщиками, голова которых находится в шлейфе, и посоветовать им сменить положение. Сварщики должны настроить свою работу таким образом, чтобы воздух проходил с одной стороны на другую, а не к сварщику или сзади него. Это предотвратит попадание струи (и ее содержимого) в зону дыхания сварщика. При высоте потолка 16 футов или более и пространстве 10 000 кубических футов на сварщика и отсутствии замкнутых пространств естественная вентиляция считается адекватной.Если эти критерии не соблюдаются, необходимо обеспечить принудительную вентиляцию в соответствии со стандартом Z49.1 * Американского национального института стандартов (ANSI). Это можно сделать, используя передвижной кожух или вытяжной шланг, который можно разместить в непосредственной близости от места сварки, или используя фиксированный кожух, обеспечивающий скорость потока воздуха 100 футов в минуту (1-2 мили в час) в непосредственной близости от места сварки. сварка. Вентиляция также может быть в виде открытых решетчатых рабочих столов с равномерной нисходящей вентиляцией, обеспечивающей не менее 150 кубических футов воздуха в минуту на квадратный фут поверхности стола.Наконец, к сварочному пистолету может быть прикреплен высокоскоростной дымосос небольшого объема для обеспечения локального удаления дыма.
USFDA признает, что по крайней мере 15 мг цинка в день необходимы для хорошего здоровья человека. Цинк также является необходимым микроэлементом для жизни растений и животных. Однако слишком много цинка может вызвать временное заболевание, известное как «металлическая лихорадка». Вдыхание белого оксида цинка, образующегося при сварке цинка, может вызвать временные симптомы гриппа, включая жар и озноб.Неизвестно о каких-либо постоянных или долгосрочных эффектах. Важно, чтобы сварочный шлейф, содержащий оксид цинка, уносился от сварщика. ANSI Z49.1 * требует, чтобы удаление паров цинка производилось с помощью местной вытяжной вентиляции, когда цинк сваривается в помещении. Сварщиков также следует научить не стоять и не работать с подветренной стороны от другого сварщика, который выполняет сварку оцинкованных материалов. В дополнение к местной или общей вентиляции рекомендуются персональные дыхательные фильтры. Легкие одноразовые фильтры с половинной поверхностью, такие как респиратор сварочного дыма 3M ™ или фильтр пыли / дыма / тумана (# 9920), удобны для сварщика и не требуют обслуживания.Картриджные фильтры для полумаски, в которых используются фильтрующие элементы, предназначенные для удаления металлических паров, также приемлемы и доступны от 3M. Системы очистки воздуха с приводом и системы подачи воздуха, такие как респиратор с приводом для очистки воздуха (PAPR) 3M ™ Adflo ™, также доступны от 3M. Эти системы обеспечивают комбинированную защиту органов дыхания, головы, глаз и лица в ситуациях, когда невозможно избежать воздействия дыма.
* Этот стандарт, а также информационные бюллетени по безопасности и охране здоровья при сварке можно бесплатно получить в Американском обществе сварщиков, Майами, Флорида.
Поражение электрическим током
Сварщики и те, кто занимается сваркой, должны знать, что в сварочной цепи имеется достаточное напряжение, чтобы вызвать серьезные травмы. При использовании стандартного аппарата для дуговой сварки разница между сварочным электродом и окружающей заготовкой и зданием составляет 80 вольт; при использовании непрерывной проволоки, такой как MIG или сердечник из флюса, эта разница составляет около 40 вольт. Сварщики обычно осведомлены о потенциальной опасности, но другие, кто занимается сваркой, часто не подозревают об этой опасности.Эту ситуацию следует регулярно решать во время совещаний по безопасности.
Электромагнитное излучение
При использовании любого процесса дуговой сварки возникает электрическая дуга, излучающая различные формы энергии электромагнитного излучения, включая свет. Самым вредным из этого излучения является ультрафиолет, который может вызвать слепоту при чрезмерном облучении. Сварщики знают, что при сварке необходимо использовать соответствующую защиту от излучения. Однако те, кто занимается сваркой, также должны защищать себя.Обычно это делается путем размещения непрозрачных или полупрозрачных, но поглощающих ультрафиолетовое излучение барьеров вокруг области, где выполняется сварка. Это излучение также может вызвать ожог кожи, поэтому сварщик и те, кто работает со сваркой, должны носить защитную одежду, чтобы избежать опасности. Защита глаз должна заключаться в ношении защитных очков из поликарбоната с боковыми щитками. Поликарбонат поглощает наиболее вредное ультрафиолетовое излучение, предотвращая повреждение глаз. Кроме того, такая практика предотвратит «ожог при сварке» (солнечный ожог белка глазного яблока), который обычно вызывается отражением дуги от окружающих объектов, включая стены.
Восстановление защиты от коррозии
Тепло от сварки испаряет защитное цинковое покрытие около сварного шва. Несмотря на то, что оставшийся цинк продолжает обеспечивать некоторую защиту участков, не содержащих цинка, внешний вид оставляет желать лучшего, а участки без цинка будут ржаветь при воздействии окружающей среды. Краски с высоким содержанием элементарного цинка (т.е. «богатые цинком») при правильном нанесении эффективно восстанавливают полную защиту от коррозии в зонах сварных швов. Эти краски доступны либо в аэрозольных баллончиках, либо в контейнерах, подходящих для нанесения кистью или распылением.Эту краску можно наносить на сварной шов после пескоструйной обработки или обработки проволочной щеткой для удаления всего сварочного шлака с последующей протиркой сварного шва тряпкой.
Цинк, нанесенный термическим напылением, также эффективен для восстановления коррозионной стойкости, но поверхность должна быть достаточно шероховатой, обычно с помощью пескоструйной обработки или обработки грубым абразивом, чтобы цинк, нанесенный термическим напылением, мог правильно прилипнуть.
Сварка цинка, опасность при сварке оцинкованной стали
Главная »Информационные статьи» Сварка цинка — опасность при сварке гальванизированной стали, которую следует учитыватьПоследнее обновление Январь 2021 г.
Введение
При сварке крайне важно принимать соответствующие меры не только в отношении опасности возгорания, но и для предотвращения вдыхания ядовитых паров.Сварочный дым обычно содержит оксиды, фториды и силикаты металлов, а также другие потенциально вредные смеси в зависимости от типа свариваемого металла.
Как образуются пары? Сварочный дым образуется, когда металлы (с покрытием или без покрытия) нагреваются выше точки кипения до такой степени, что пары конденсируются в мелкие твердые частицы.
Опасности при сварке, которые следует учитывать
Пары или пары могут исходить от остатков и покрытий на различных свариваемых металлах.Крайне важно принять дополнительные меры предосторожности, поскольку некоторые покрытия могут иметь чрезвычайно токсичные эффекты. К особо опасным ингредиентам относятся
.- Цинковое покрытие оцинкованной стали, которое испаряется с образованием токсичных паров оксида цинка
- Пары растворителей и красок
- Кадмиевое покрытие
- Покрытия пластиковые
- Оксид свинца на грунтовочных красках
При сварке оцинкованной стали нужно проявлять особую осторожность, чтобы не вдыхать пары. При дуговой сварке оцинкованной стали тепла, выделяемого сварочной дугой, достаточно для испарения цинкового покрытия.Это происходит из-за разницы в точках кипения цинка (ниже) и стали. При обращении с этими покрытыми металлами необходимы надлежащие меры предосторожности, поскольку их пары могут привести к серьезным заболеваниям, таким как лихорадка от испарений металла.
Также известное как латунный коктейль, цинковый коктейль, лихорадка медных литейщиков или лихорадка металлической пыли, лихорадка металлического дыма — это состояние, возникающее в результате чрезмерного воздействия вредных химикатов, содержащихся в парах металлов. Некоторые химические вещества, вызывающие лихорадку металлических паров, включают, среди прочего, оксид цинка, оксид магния и оксид алюминия, которые являются побочными продуктами испарений, возникающих при нагревании металлов.
Пайка, сварка основного металла, металлизация или даже пайка также могут привести к отравлению металла в результате воздействия меди, цинка, свинца или кадмия. Некоторые из этих химических веществ, например кадмий, могут даже привести к потере сознания.
Воздействие вредных химических веществ, вызывающих лихорадку от дыма металла, чаще всего возникает в результате операций по горячей металлообработке, включающих плавление и литье оцинкованных металлов, цинковых сплавов, пайку и пайку. Холодное шлифование также может вызвать лихорадку от дыма от металла, особенно при работе с металлом высокого риска.
Лучший способ предотвратить лихорадку от дыма металла — это избегать прямого контакта с токсичными парами, работать в хорошо вентилируемых помещениях и улучшать меры личной безопасности. При работе с потенциально чувствительными металлами всегда следует носить респираторные комплекты.
Как удалить покрытия?
Удаление покрытий может сыграть жизненно важную роль в снижении концентрации вредных металлических компонентов. Удаление покрытия с основного металла улучшит качество сварного шва, а также сведет к минимуму образование дыма.
Для удаления покрытий вы можете использовать зачистные средства и даже использовать их для удаления остатков перед началом сварочных работ. При удалении чрезвычайно токсичных покрытий мы рекомендуем использовать механизм вакуумного удаления шлама. Однако вам следует избегать шлифовальных покрытий, поскольку образующаяся пыль может быть токсичной при вдыхании.
Общие факторы, влияющие на воздействие дыма на сварщика
- Тип сварочной техники играет огромную роль в определении количества выделяемого дыма
- Такие факторы, как состав сварочного прутка, также влияют на выделение дыма
- Основной металл и присадочные металлы должны быть изготовлены из нетоксичных материалов или с них должны быть удалены покрытия.
- Всегда проверяйте покрытия, чтобы определить лучший вариант удаления
- Выполняйте сварку на чистых поверхностях без покрытий и держитесь против ветра при сварке на открытом воздухе.
Защита от токсичных паров при сварке
Скорее всего, вы получите задания, которые потребуют от вас сваривать металлом в горшках. Но, как отмечалось ранее, у этого металла есть свои проблемы при сварке. Из-за своей смешанной природы металлический горшок не будет вести себя так, как обычные металлы, к которым вы привыкли в своей повседневной сварочной жизни.
Неправильный ход с металлической кастрюлей может иметь катастрофические последствия для вашего проекта.
Хотя этот металл имеет низкую температуру плавления и может содержать цинк, который выделяет токсичные пары при сварке, вы все равно можете использовать некоторые приемы для выполнения своего сварочного проекта.
Первое, что вам нужно сделать, это приварить металлическую ванну TIG-сваркой. Во-первых, в этом процессе вы используете тепло, выделяемое электрической дугой. Между металлами, которые вы хотите соединить, применяется высокая температура. Этот процесс требует определенных навыков и правильного оборудования.
Однако, если у вас есть достаточный опыт в сварке алюминия, сварка TIG не будет для вас такой большой проблемой. Причина проста: металл ванны очень похож на алюминий, и поэтому подход, который вы используете для сварки алюминия, такой же, как и при сварке металла ванны TIG.
Когда вы начинаете собственно сварку, убедитесь, что вы работаете медленно, используя низкотемпературные настройки. Помните, что металлический горшок имеет низкую температуру плавления, поэтому используйте тот же подход, который вы использовали бы при сварке алюминия.В противном случае всегда поддерживайте низкие температуры; вы можете быстро расплавить кусок, над которым пытаетесь работать.
Не работайте непрерывно. Это может растопить ваш кусок. Вместо этого работайте с короткими интервалами от пяти до десяти секунд. Так вы дадите деталям и металлу кастрюли достаточно времени, чтобы остыть. Самое главное, не позволяйте металлу кастрюли слишком сильно нагреваться; как только он начнет стекать, сварку необходимо прекратить и дать металлу остыть.
Действия в аварийной ситуации после вдыхания сварочного дыма
Независимо от того, насколько вы опытны или подготовлены, вы можете случайно вдохнуть сварочный дым.Это могло быть неправильное использование вентилятора на складе или слишком близкое приближение при сварке небольших поверхностей. В связи с этим крайне важно иметь правильное представление о действиях в чрезвычайных ситуациях, которые необходимо предпринять при вдыхании токсичных паров во время сварки.
Отойдите от зоны сварки
Лучшая мера предосторожности после вдыхания токсичных паров — отойти как можно дальше от места сварки, особенно при сварке в закрытых помещениях. Перейдите в место с достаточным притоком свежего воздуха и вдохните и выдохните как можно глубже.Это поможет расслабить легкие и уменьшить затрудненное дыхание.
Забор пресной воды
Вода помогает прочистить горло и оставляет ощущение бодрости после нескольких секунд интенсивного засорения. Вы можете принимать теплую или холодную воду, хотя предпочтительнее холодная вода, так как вы можете принять ее достаточно быстро, чтобы освежить организм. Некоторые пары могут вызывать обезвоживание или подавленность из-за постоянного кашля. Питьевая вода поможет снизить давление.
Получите профессиональную помощь
Не следует преуменьшать или недооценивать чрезвычайную ситуацию с вдыханием дыма.Если вы хотите избежать последующих состояний, которые могут оказаться токсичными, мы рекомендуем немедленно обратиться за помощью к своему врачу. Пройдите профессиональный осмотр, чтобы определить лучшую причину действия или лекарства. Вы можете узнать у медсестры или поставщика медицинских услуг, какое лекарство лучше всего подходит для оказания неотложной помощи.
Заключение
У каждой техники сварки есть свои плюсы и минусы. Лучший способ уменьшить воздействие сварочного дыма — тщательно очистить покрытие.Добавки металлов, такие как кобальт, титан; медь, гексохром, никель и марганец обычно присутствуют в мягкой стали. Чтобы избежать вдыхания этих потенциально токсичных химикатов, рекомендуется все время носить защитную маску при сварке стали.
Лихорадки от дыма от металла можно избежать с помощью сварки в хорошо вентилируемых помещениях. Не забывайте проверять свое положение во время сварки, чтобы не вдыхать токсичные пары при работе на стесненных участках. Если вы выполняете сварку на открытом воздухе, мы рекомендуем всегда проверять направление ветра, чтобы определить, как вы расположите дугу.
Лучший способ предотвратить вдыхание токсичных паров — уделить первоочередное внимание безопасности в мастерской. Всегда надевайте маску для лица и никогда не стесняйтесь искать альтернативные методы вентиляции, чтобы улучшить циркуляцию воздуха в мастерской. В случае вдыхания токсичных паров как можно скорее покинуть рабочую зону.
Сварка медных сплавов — латуни и бронзы
Основным легирующим элементом латуни является цинк (Zn). Есть три семьи; латунь с содержанием цинка менее 20%, сплавы с высоким содержанием цинка с 30-45% цинка и никель-серебро, содержащие 20-45% цинка и 20% никеля.Эти сплавы доступны в виде кованых или литых изделий, сплавы с низким содержанием цинка обычно используются для изготовления ювелирных изделий и монет, сплавы с более высоким содержанием цинка — в приложениях, где требуется повышенная механическая прочность, например, в сантехнических изделиях, корпусах насосов и тонкостенных сосудах низкого давления. Нейзильбер, как следует из названия, является менее дорогой альтернативой серебру (Ag) и используется для изготовления ювелирных изделий, монет и столовых приборов. Исторически следует отметить, что панели Rolls Royce Silver Ghost 1907 года изготовлены из мельхиора, отсюда и название.
За исключением латуни, содержащей свинец (Pb), все латуни поддаются сварке, причем сплавы с низким содержанием цинка являются самыми легкими. Основная проблема при сварке сплавов — пористость металла шва, вызванная выкипанием цинка при плавлении. Цинк плавится при 420 ° C и кипит при 910 ° C, поэтому пайка с использованием кислородно-ацетиленовой горелки и медно-серебряного наполнителя является возможной альтернативой сварке, поскольку она способна обеспечить соединения с соответствующими механическими свойствами и без проблем с пористостью. Кипячение цинка также может привести к образованию большого количества оксида цинка в сварочном дыме, что может быть проблемой для здоровья и безопасности.Латунь можно сваривать методом MMA, MIG или TIG. Доступны присадочные металлы, хотя они обычно основаны на сплавах медь-кремний или медь-олово из-за проблем с переносом цинка через сварочную дугу. Типичным присадочным металлом для сварки MIG / TIG является 3% кремниевый сплав, указанный в стандарте EN ISO 24373 SCu 6560 (CuSi3Mn1). Успешные сварные швы также могут быть выполнены с использованием медно-оловянных сплавов, таких как Cu-7% Sn и Cu-12% Sn. Их можно получить как с проволокой MIG / TIG, так и с электродом MMA.
Присадочный металл Cu-Si легко течет, и подготовка под сварку под углом 60 ° должна дать приемлемые результаты.Металл сварного шва Cu-Sn более медленный, поэтому рекомендуется угол наклона не менее 70 °. В качестве защитного газа для сварки тонких деталей методом MIG или TIG используется аргон высокой чистоты. В более толстых секциях, более 5 мм, добавление гелия в значительной степени поможет обеспечить достаточное количество тепла для полного плавления, как и использование импульсного сварочного тока. Латунь, как и медь, имеет высокий коэффициент теплопроводности. Сварка TIG обычно ограничивается толщиной шва около 10 мм, причем MIG является предпочтительным процессом для более толстых секций.Предварительный нагрев до температуры от 100 до 300 ° C, в зависимости от толщины сечения, может быть полезным для снижения потерь цинка, особенно в сплавах с высоким содержанием цинка, за счет использования более низкого сварочного тока, что приводит к меньшему плавлению основного металла.
Существует потенциальная проблема коррозии под напряжением, известной как сезонное растрескивание, в умеренно агрессивных средах, таких как аммиак или морская вода, из-за остаточных напряжений от сварки. В значительной степени с этим можно справиться путем отжига свариваемого изделия при температуре 260–300 ° C.
Следующая группа сплавов — бронзы. Они могут быть легированы оловом, обычно называемым фосфорной бронзой, кремнием или алюминием. Многие из этих сплавов, например, латуни, легированы свинцом для улучшения обрабатываемости. Эти свинцовые сплавы обычно считаются несвариваемыми, и в случае необходимости следует обратиться за консультацией к специалисту.
Сплавы из фосфорной бронзы содержат от 1 до 12% олова с небольшим количеством (0,01-0,1%) фосфора (P), когда он используется исключительно в качестве раскислителя.Истинная люминофорная бронза содержит не менее 0,1% P и до 1,0% P в некоторых литых люминофорных бронзах.
Сплавы устойчивы к коррозии и обладают отличными характеристиками износа, поэтому используются для изготовления клапанов, подшипников и деталей машин. С точки зрения свариваемости основная проблема заключается в том, что сплавы чувствительны к горячему растрескиванию, а сплавы с более низким содержанием фосфора также склонны к образованию оксидных пленок в сварочной ванне. Поэтому следует избегать высоких тепловложений при сварке, большого предварительного нагрева и медленной скорости охлаждения.Сварка MIG и TIG — предпочтительные способы сварки с аргоном или гелий-аргонными смесями. MIG больше подходит, чем TIG, для сварки соединений более тяжелых сечений, а позиционная сварка лучше всего достигается с помощью импульсного тока. Присадочные металлы, соответствующие составу основного металла, например. EN ISO 24373 CuSn6P, доступны. Хотя расходные материалы для сварки MMA доступны, этот процесс не получил широкого распространения. Как правило, необходима сварка стрингером, а тяжелые секции требуют предварительного нагрева и температуры между проходами около 200 ° C.
Кремниевая бронза, вероятно, легче всего сваривается. Они содержат от 1,0 до 4,0% кремния с небольшими количествами, менее 1,5% в целом, цинка, марганца и / или железа. Они обладают хорошей прочностью и отличными антикоррозийными свойствами и часто используются для труб теплообменников, морского оборудования и в химических установках.
В отличие от многих других медных сплавов теплопроводность относительно низкая, что позволяет использовать высокие скорости сварки и отказаться от предварительного нагрева для более толстых швов.Однако одной нежелательной характеристикой является то, что кремний имеет тенденцию образовывать оксидную пленку на поверхности сварочной ванны, что требует интенсивной очистки проволочной щеткой отдельных проходов во время многопроходной сварки. Также наблюдается небольшая склонность к жаростойкости при повышенных температурах. Рекомендуется снять напряжение или отжечь компоненты перед сваркой и быстро охладить в диапазоне температур 1000-850 ° C.
Как и в случае с другими видами бронзы, сварка MIG или TIG является предпочтительным процессом с использованием чистого аргона в качестве защитного газа и расходных материалов, соответствующих составу основного металла, e.грамм. EN ISO 24373 CuSi3Mn1. Низкая теплопроводность означает, что смеси гелия не нужны, и процесс TIG можно использовать для сварки компонентов толщиной до 25 мм при сварочном токе 300 ампер. Однако следует отметить, что размер сварочной ванны должен быть ограничен, чтобы обеспечить высокую скорость охлаждения.
Последний сплав в этой серии — алюминий-бронза. Это семейство сплавов имеет состав от 3 до 15% алюминия с добавками железа, марганца и никеля. Сплавы с содержанием алюминия менее 8% являются однофазными; те, которые содержат более 9% Al, являются двухфазными и могут подвергаться закалке с образованием мартенситной микроструктуры.Все сплавы обладают превосходной коррозионной стойкостью, особенно в морской среде, и используются для корпусов насосов, клапанов, подшипников и гребных винтов судов.
Характеристики, придающие сплаву коррозионную стойкость, — это прочная, цепкая пленка оксида алюминия, которая образуется на поверхности. Это вызывает проблемы захвата оксидной пленки и отсутствия плавления во время сварки и должно быть устранено. Перед сваркой необходимо очистить поверхность щеткой и зачистить проволочной щеткой. Что касается сварочных процессов, предпочтительны IG и TIG.При использовании MIG нет проблем с диспергированием оксидной пленки, разрывом постоянного тока + ve и диспергированием пленки. Сварка TIG постоянным током не обеспечивает этого очищающего действия, поэтому необходимо использовать AC-TIG. Инверторные источники питания для сварки TIG с прямоугольной волной обеспечат наилучший контроль. Рекомендуемым защитным газом является аргон, хотя смесь гелия и аргона может быть полезной при сварке соединений очень толстых секций с помощью процесса MIG. Сварка MMA возможна, хотя флюсы, необходимые для удаления оксидной пленки, очень агрессивны и могут вызвать проблемы с коррозией, если не будут полностью удалены до того, как элемент будет введен в эксплуатацию.
Алюминиевая бронза с содержанием алюминия менее 8% склонна к горячему растрескиванию при температуре около 700 ° C, поэтому необходимо максимально снизить остаточные напряжения за счет обеспечения точной подгонки и минимальных зазоров между корнями. Следует использовать процедуры с низким тепловложением и ограничивать температуру промежуточного прохода до 150 ° C. Эти сплавы не требуют предварительного нагрева. Присадочный металл с содержанием алюминия от 8 до 10%, такой как EN ISO 24373 CuAl10Fe1 или AWS A5.7 CuAl-A2, является лучшим выбором, поскольку этот состав относительно устойчив к горячему растрескиванию.
Двухфазные сплавы , т.е. с содержанием алюминия более 9%, имеют очень высокий предел прочности на разрыв, хотя очень высоколегированные сплавы страдают от значительной потери пластичности. Однако все сплавы легко свариваются и относительно нечувствительны к горячему растрескиванию. Поэтому контроль подводимого тепла менее важен, хотя рекомендуется максимальная температура промежуточного прохода 250 ° C, а при сварке MIG соединений толстых секций можно использовать предварительный нагрев до 150 ° C. AWS A5.7 ER CuAl-A2 (EN ISO 24373 CuAl10Fe1) или, для более высокой прочности, ER CuAl-A3 (EN ISO 24373 CuAl11Fe3) являются легкодоступными присадочными металлами MIG / TIG.
Термическая обработка шва после сварки требуется редко, но может быть полезной, если свариваемое изделие должно подвергаться очень агрессивным условиям. В этом случае операция по снятию напряжения при 300-350 ° C может быть полезной, хотя точные значения температуры и времени будут зависеть от конкретного состава сплава, толщины и т. Д. . Дуплексные сплавы с высоким содержанием алюминия могут быть закалены от 950 ° C и отпущены при 650 ° C для восстановления полной коррозионной стойкости, но это редко делается из-за стоимости и проблем с деформацией.
Эту статью написал Джин Мазерс .
Сварка оцинкованной стали | Американская ассоциация гальванизаторов
Дом » Дизайн и изготовление » Рекомендации по изготовлению » Сварка » Сварка оцинкованной стали
Сварка оцинкованной сталиСварка изделий до и после цинкования является обычным явлением.Требования, позволяющие это сделать, относительно просто реализовать. Сварка до и после цинкования совместима с целью обеспечения превосходной защиты от коррозии.
Многие общепринятые методы сварки и резки могут использоваться для оцинкованной стали (см. Спецификацию Американского общества сварки (AWS) D-19.0, Сварка стали с цинковым покрытием ). Сварка оцинкованной стали может потребоваться, если окончательная конструкция слишком велика для погружения в ванну для цинкования или для конструкций, которые необходимо сваривать в полевых условиях.
AWS D-19.0 требует сварки оцинкованной стали на участках, свободных от цинка. Таким образом, для оцинкованных строительных конструкций цинковое покрытие должно быть удалено по крайней мере на 1-4 (2,5-10 см) с каждой стороны предполагаемой зоны сварного шва и с обеих сторон детали. Наиболее распространенный и предпочтительный метод удаления — это шлифовка цинкового покрытия, но также эффективны сжигание цинка или отталкивание его от области сварного шва.
Сварка оцинкованной стали всегда должна производиться в хорошо вентилируемых местах, чтобы свести к минимуму вдыхание дыма.Публикация AWS, AWS / ANSI Z49: 1, Безопасность и резка при сварке , охватывает все аспекты безопасности и здоровья при сварке. Однако оцинкованную сталь можно сваривать без удаления цинкового покрытия, если соблюдать специальные процедуры.
Ниже перечислены сокращенные процедуры сварки оцинкованной стали с использованием наиболее распространенных методов сварки.
Газовая дуговая сварка металлов (GMAW)
Газовая дуговая сварка металлическим электродом, также известная как сварка металл-инертный газ (MIG), представляет собой универсальный полуавтоматический метод сварки, особенно подходящий для сварки более тонких материалов (<1/2 [13 мм] толщиной).
Скорость сварки GMAW обычно ниже для оцинкованных поверхностей. Эти пониженные скорости позволяют цинку дольше выгорать в передней части сварочной ванны. Увеличение тока, подаваемого на сварочный электрод, может обеспечить достаточные средства для выжигания цинковых покрытий большей толщины.
Глубина проплавления уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусматривать большие зазоры.Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. При сварке оцинкованной стали в защитном газе CO 2 разбрызгивание увеличивается. Образование частиц брызг прямо пропорционально толщине цинкового покрытия. Следовательно, образование брызг больше у горячеоцинкованной стали, чем у непрерывно оцинкованной (листовой) стали.
Частицы брызг могут прилипать к стальной поверхности, вызывая неприглядный вид.Нанесение состава для отделения брызг на основе кремния, нефти или графита перед сваркой может уменьшить прилипание брызг. Эти составы позволяют легко удалять частицы брызг после сварки.
Увеличение нагрева, снижение скорости сварки и использование защитного газа аргон-CO 2 при сварке GMA может дать более стабильную дугу и обеспечить более гладкие наплавки с минимальным разбрызгиванием и потерями цинка.
В начало
Дуговая сварка защищенного металла (SMAW)
Наиболее распространенным процессом дуговой сварки является дуговая сварка в среде защитного металла (SMAW).Сварка SMAW — это процесс, в котором используются покрытые флюсом электроды длиной от 9 до 18 дюймов (от 23 до 46 см) и диаметром от 1/16 до 5/16 дюймов (от 1,6 до 8,0 мм).
Глубина проплавления сварного шва уменьшается при сварке SMAW оцинкованной стали, как и в случае сварки GMAW, корневое отверстие для стыковых швов должно быть увеличено по сравнению с открытием стальных поверхностей без покрытия. Однако можно получить проплавление на всю глубину сварного шва, изменив обычные методы сварки для стали без покрытия.Если угол наклона электрода уменьшается с обычных 70º до 30º, а скорость сварки значительно снижается, нормальная глубина сварки может быть достигнута путем перемещения электрода назад и вперед по линии соединения.
Образование брызг также увеличивается при сварке SMAW. Как правило, образование брызг не увеличивается до такой степени, когда требуются составы, предотвращающие разбрызгивание. Более низкие скорости сварки позволяют выгорать большей части цинкового покрытия и уменьшают образование брызг.Что касается сварки GMAW, обычно нет необходимости увеличивать ток, подаваемый на электрод, чтобы увеличить количество сгоревшего цинка.
Уменьшение угла наклона электрода и уменьшение скорости движения сварного шва значительно улучшит качество сварки SMAW на оцинкованной поверхности. Стали толщиной более 1/2 (13 мм) рекомендуется сваривать методом SMAW. При нанесении SMAW на оцинкованную сталь следует учитывать следующие соображения:
Сварочный электрод следует прикладывать медленнее, чем обычно, с взбиванием, при котором электрод перемещается немного вперед от сварочной ванны, а затем назад в сварочную ванну.Это гарантирует, что весь цинк выгорит до того, как начнется наплавка. После улетучивания сварка такая же для стали без покрытия.
Следует избегать переплетения и множественных сварных швов. Подвод тепла к стыку следует сводить к минимуму, чтобы избежать чрезмерного повреждения прилегающего покрытия, не жертвуя при этом теплом, необходимым для выгорания цинка до образования валика. Короткая длина дуги рекомендуется для сварки во всех положениях, чтобы лучше контролировать сварочную ванну и предотвратить периодическое чрезмерное проплавление или подрезы.При сварке оцинкованной стали глубина проплавления уменьшается. При выполнении стыковых швов необходимо предусматривать большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Отклонения от методов SMAW для поверхностей без покрытия и поверхностей с цинковым покрытием возникают из-за дополнительного тепла, необходимого для удаления цинкового покрытия. Создание взбивающего движения во время сварки позволяет удалить как можно больше цинкового покрытия перед формированием сварного шва.В результате получается более нарушенная сварочная ванна, повышающая текучесть шлака и образование брызг.
В начало
Кислородно-ацетиленовая сварка
Типичные результаты сваркиВсе марки сталей с горячим цинкованием можно сваривать кислородно-ацетиленовой сваркой плавлением. Подготовка к сварке аналогична подготовке стали без покрытия. Поскольку для этого процесса необходима низкая скорость перемещения, которая необходима для доведения кромок стыка до температуры плавления, дополнительное тепло вызывает повреждение цинкового покрытия на гораздо большей площади, чем при использовании более быстрых процессов сварки.Наилучшие результаты достигаются, когда присадочный стержень перемещается вперед и назад, создавая волнообразный сварной шов. Следует использовать сопла с размерами, аналогичными тем, которые используются для сварки стали без покрытия аналогичной толщины. Сварные швы нельзя переплавлять пламенем для улучшения их внешнего вида; это приведет к дополнительной потере цинкового покрытия.
В начало
Сварка шпилек
Если оцинкованные шпильки должны быть приварены к оцинкованной поверхности, необходимо удалить цинковое покрытие с конца шпильки и поверхности, на которую шпилька должна быть приварена.Если торцевая поверхность все еще покрыта цинком, металл сварного шва может сильно вылететь из стыка из-за улетучивания цинка с прилегающей поверхности.
В начало
Сварочная арматура
Сварку арматурных стержней можно выполнить методом SMAW или GMAW без удаления цинкового покрытия. Однако предпочтительно удаление цинкового покрытия в пределах 2 (50 мм) от сварного шва. Дополнительную информацию о сварке арматуры см. В Руководстве D 1.4 Американского общества сварщиков.
Концы прутка могут быть подготовлены к необходимому профилю распиловкой, шлифовкой или кислородной резкой. Холодная стрижка не рекомендуется, и прутки, подготовленные таким образом, должны быть тщательно проверены, чтобы убедиться, что процесс резки не повредил концы. При обнаружении повреждений концы необходимо обрезать до прочного металла. На сварных поверхностях не должно быть неровностей, которые могут помешать наплавке сварного шва заданного размера или вызвать дефекты. Если концы арматурных стержней подготовлены на месте, подготовленные кромки не будут содержать цинка, а процедуры сварки будут такими же, как и для стержней без покрытия.Наличие цинка на конце свариваемых стержней не оказывает значительного влияния на процедуру сварки или время, необходимое для выполнения соединений. Единственная разница заключается в образовании дыма при покрытии подготовленных кромок цинком.
В начало
Сварка трением
Шпильки с плоским концом, без покрытия или оцинкованные, нельзя приваривать к оцинкованной пластине, поскольку слои сплава в цинковом покрытии действуют как поверхность с низким коэффициентом трения, и для сварки выделяется недостаточно тепла.Использование заостренных шпилек решает проблему приваривания шпилек трением к оцинкованным поверхностям. Наилучшие результаты достигаются на шпильках с острием под углом 120 °. Наличие цинкового покрытия на шпильке увеличивает время, необходимое для сварки.
В начало
Контактная сварка стали с цинковым покрытием
Сварка сопротивлениемобычно используется для соединения оцинкованной стали толщиной менее 1/4 дюйма и с цинковым покрытием менее 1 унции / фут 2 (305 г / м 2 ).Покрытия плотностью до 1,5 унций / фут 2 (460 г / м 2) были успешно сварены, но срок службы электродов намного короче, чем у более легких покрытий. На более толстых покрытиях необходимо чаще заменять или ремонтировать изношенные электроды. Листовые материалы можно сваривать сопротивлением без снятия и с небольшим повреждением цинкового покрытия. Большинство гальванических покрытий после изготовления имеют большую толщину, чем рекомендовано для контактной сварки, и это становится непрактичным.
В начало
Сварка оцинкованной стали — безопасно
% PDF-1.6 % 3 0 obj > эндобдж 33 0 объект [/ CalRGB>] эндобдж 32 0 объект [/ CalGray>] эндобдж 41 0 объект > поток 1999-07-08T17: 08: 27Z Microsoft Word2008-07-07T11: 16: 54-04: 002008-07-07T11: 16: 54-04: 00application / pdf
? / S qH -l НА-А
.