Видео сварка электродом
Темы: Ручная дуговая сварка, Электроды сварочные, Сварка видео.
1. Смотрите на форуме разделе «СВАРКА : технологии, материалы, оборудование и принадлежности» Ручная дуговая сварка, видео обучающее. На англ. языке, с русскими субтитрами. От обозначений в маркировке электродов до практическиx приемов сварки электродами.
2. Видео сварка электродом горизонтальных швов, потолочных швов.
3. Видео сварка электродом при пониженном напряжении сети инвертором MobiARC 160.
Сварка при 140В в сети! Инвертор Merkle MobiARC 160 пoдключаем к сети через лаборатоpный автотрансформатор.
Сварочный ток: 90-100А.
Материал: пластины 5 мм из конструкционной стали,
Используемые электроды: УОНИ 13/55 и АНО-21 d.2,5mm.
4.Видео сварка электродомвертикальных швов.
5. Работа сварочным инвертором ЭлсвА ВД-160И от генератора электродами диаметром 3 и 4мм, и сравнили его c французским IMS 1600.
Работа сварочным инвертором ЭлсвА ВД-160И от генератора электродами диаметром 3 и 4мм, и сравнили его c французским IMS 1600.
6. Заварка электродами отверстия в топливном баке и проверка.
7. Сварка электродами труб (инвертор в ролике марки ИИСТ-140).
8. Сварка электродом полуавтоматом «MobiMIG» при напряжении в сети 220В-140В.
Другие страницы сайта, относящиеся к теме »
Видео сварка электродом
«:
- < Свариваемость сталей, классификация по свариваемости
Как варить электродом правильно: видео и советы для чайников
За последние несколько сотен лет человечество освоило эту довольно хитрую науку без преувеличений идеально. Это значит, что у Вас есть все шансы научиться владеть аппаратом для сварки. Ниже мы расскажем несколько секретов для чайников.
Одна прочитанная статья, несколько переведенных электродов (хотя кто знает, может быть получится обойтись и без потерь) – и Вы станете мастером по соединению металлических поверхностей воедино. Начнем?
Перед тем как приступить непосредственно к делу, придется разобраться в нескольких вещах. Для начала выясним, что нам понадобится.
Во-первых, это сварочный аппарат. Вы можете найти, купить или попросить у соседа огромный трансформатор. Но пользоваться им совершенно неудобно и непрактично. Лучший вариант – купить инвертор, который безопасен для сети и имеет множество полезных функций.
При его выборе обращайте особое внимание на технические характеристики. Для бытовых нужд вполне достаточно аппарата с током 140-160А и периодом нагрузки 50% (5 минут работы – 5 минуты перерыва). Этих параметров хватит для того, чтобы получить качественный сварной шов с использованием электрода в 3,2 мм.
Типовая схема подключения выглядит следующим образом: плюс источника тока присоединен к электроду, который благодаря этому нагревается гораздо сильнее, чем материал. Конечно, в этом случае стержень сгорает быстрее, но риск проплавить металл детали (а мы работаем с не слишком массивными элементами, если речь идет о бытовой сварке) минимален.
Конечно, в этом случае стержень сгорает быстрее, но риск проплавить металл детали (а мы работаем с не слишком массивными элементами, если речь идет о бытовой сварке) минимален.
Поговорим теперь непосредственно о самом процессе. Сразу обрадуем, все многостраничные описания практически бессмысленны. Они могут повлиять лишь на форму шва, но никоим образом на его качество. Согласитесь, простое прямое соединение смотрится гораздо лучше (да и прочностные характеристики изделия обеспечивает более высокие), чем сложный в исполнении зигзаг, обрамленный непроварами и дырками.
Поэтому давайте рассмотрим несколько советов о том, как варить без заморочек.
1. Перед началом работ выберите удобное для себя положение рук. Стержень нужно держать так, чтобы место сварки было отлично видно. Идеальный вариант расположить электрод под углом 30° от перпендикуляра, проведенного к будущему соединению. Для работы в труднодоступных местах, со стыковыми или угловыми соединениями можно выбрать другое, более удобное положение.
2. Время зажигать! Для того чтобы поджечь сварочную дугу нужно просто чиркнуть электродом о деталь или подвести стержень к поверхности под прямым углом (резко), а затем поднять его на несколько миллиметров.
3. Дуга горит, электрод расположен очень близко к детали (его обмазка касается поверхности) – самое время передохнуть, ожидая пока на металле появится красное пятно, превращающееся в сварочную ванну. С этого момента сконцентрируйте внимание на цвете: как только красный в центре начнет сменяться оранжевым, а поверхность «задрожит», немедленно переходите к следующему пункту.
4. Сварочная ванна
После того, как сварочная ванна (это капля расплавленного металла) появилась, перемещайте электрод дальше по шву буквально на несколько миллиметров за шаг и снова дожидайтесь образования «оранжевых колебаний». Не забывайте при этом постоянно приближать электрод к свариваемой поверхности, практически опуская его в расплавленный металл.
Почему «практически»? Все просто: прижмете вплотную – сработает защита от короткого замыкания, слишком отдалите – ванне не хватит материала, чтобы сформироваться.
Раньше мы уже говорили о том, что электрод можно перемещать по прямой. Однако если у Вас проснулась жажда творчества – можете сделать свой шов «фигурным».
5. Очень важно правильно закончить процесс сварки. Не стоит резко обрывать шов. Плавно доведите дугу до обрыва, уделяя особое внимание тому, чтобы электродный металл заполнил кратер до самого конца.
И в завершение – небольшой лайфхак: если Вы все-таки прожгли дыру в металлической поверхности, не бросайтесь на ее устранение: заварите отверстие уже после завершения работы, когда уберете чешуйки шлака со всего шва.
Учимся варить электросваркой видео — Строительный журнал Palitrabazar.ru
Видео: как правильно варить электросваркой
Чтобы заделать отверстие в стальной трубе, изготовить основу забора или козырек для крыльца из металла, необходимо владеть навыками сварки. Эта видеостатья поможет разобраться, как правильно варить электросваркой. Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Здесь собраны видеоматериалы, в которых подробно и понятно даже для новичка разбирается каждый вид работ.
Выбор электрода, правила ТБ и СИЗ, подключение сварочных кабелей, выбор значения силы тока в зависимости от диаметра электрода, подготовка металла, способы поджига дуги – обо всем этом в следующем видеоматериале:
Не знаете, как проводить стыковое соединение или проварить детали с 2-х сторон? Посмотрите видеоматериал ниже. Кроме всего прочего, вы узнаете, как влияет покрытие электродов на результат сварки, что такое катет шва и многое другое:
В следующем ролике показано, как сделать качественный шов, как делать вертикальные и горизонтальные швы, рассказано о токовых режимах сварки и других особенностях технологии:
Следующее видео о технологии сварки профильной трубы в разных положениях:
youtube.com/embed/Ju6iKzGotgU»/>
Если в предыдущем видеоролике рассказано, как варить трубы квадратного и прямоугольного сечения, то здесь о сварке круглых труб встык:
В трубах иногда появляются нежелательные отверстия, узнайте, как их заварить:
VISTA-TURBO › Блог › Как правильно варить электросваркой
Как правильно варить электросваркой: свариваем металлические трубы и делаем красивые швы
В пост добавлены видео про сварочное дело, рекомендую посмотреть
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса.
С чего начать — подготовительный этап
Прежде всего нужно подготовить оборудование. Обязательно понадобится сварочный аппарат, комплект электродов, молоток для сбивания шлака и щетка. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, плотную одежду с длинным рукавом и перчатки, лучше замшевые. Так же понадобится сварочный выпрямитель, трансформатор или же инвертор – устройства, которые преобразовывают переменный ток в необходимый для сварки постоянный.
Технология сварочного процесса
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т.д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Азы электродуговой сварки
В рекомендациях как правильно варить электросваркой особое внимание уделяется началу процесса. Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Лучше всего получать первый сварочный опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель. Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Зажигаем дугу. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
• Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
• Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
• Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т.п.
На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
• Тщательно очищаем деталь.
• Если торцы трубы деформированы, обрезаем или выправляем их.
• Очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
С чего начать сварку электродами
Электросварка – это самый распространенный способ получения неразъемного соединения. Доступность и простота оборудования для проведения сварочных работ позволяют даже начинающим электросварщикам выполнять сборку несложных металлоконструкций самостоятельно.
Желающим узнать, как научиться сваривать детали, надо начинать с азов электросварки, происходящей при помощи электродов.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный.
 Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже; - современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
 Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Организация рабочего места и надежная экипировка сварщика
При сварке электродами происходит сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Сварочную маску лучше покупать со стеклом хамелеоном, с возможностью регулировки степени затемнения стекла. На руки нужно одевать спилковые перчатки или варежки. Защитной одеждой надо пользоваться независимо от того, начинающий ты сварщик или специалист.
Место сварки нужно огораживать защитными экранами, для предохранения поражения глаз окружающих, особенно в домашних условиях. Сварочная обувь не должна быть подбита гвоздями.В такой обуви сварщик будет постоянно пританцовывать даже при незначительной сырости воздуха. Перед сваркой обязательно убедитесь в надлежащем заземлении рабочего места.
Закончив подготовительные работы можно приступать к обучению сварочному делу и получению азов.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
youtube.com/embed/6dpLmCYWx2M»/>
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
От выработки нормального положения держателя электрода зависит качество сварки. Начинающий сварщик должен работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Движения держателем
Для правильной сварки необходимо удерживать кончик сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для начинающих заключается в необходимости выполнения сразу нескольких действий одновременно. Для лучшего наполнения валика стыка необходимо вести электрод несколькими способами.
Для сварки металла, толщина которого более 6 мм, лучше использовать движение треугольником. А менее этой толщины деталей лучше применять ломанную зигзагообразную линию сварки.
Сначала потребуются только эти способы ведения электрода. Обращайте внимание на постоянный размер колебательных движений. Возможно, сначала потребуется вести электрод просто по прямой линии, для получения навыков.
Не думайте, что у вас все получится с первой попытки. Это долгий процесс, поэтому надо запастить терпением, осваивая азы.
Основные правила стыковки деталей
После того, как освоены азы сварки, необходимо самостоятельно варить металлоконструкции, переходить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не варит толстый металл, поэтому о разделка кромок не потребуется. Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.
Для начала можно потренироваться соединять профильную трубу. Для этого потребуется на концах деталей зарезать острые углы, для большей площади провара.Детали вставляют в угловую струбцину и фиксируют поджимной планкой. Теперь необходимо предварительно прихватить с нескольких сторон. Для этого зажигают дугу и ставят небольшую точку.
Не требуется выдерживать большой катет, необходимо просто зафиксировать детали. После проверки диагоналей, выполняют прихватки со всех доступных сторон. Теперь снимают конструкцию и обваривают ее надежным и качественным швом.
Если хорошо усвоены уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то операции по сборке металлоконструкций не вызовут затруднений даже для чайников в сварочном деле.
Изучив основы сварки и набравшись теоретических знаний, надо как можно чаще практиковаться, одевать сварочную экипировку, включать сварочный аппарат и долгое время оттачивать свое мастерство. Только практика позволит стать сварщиком высокого класса.
Учусь варить электросваркой (+ видео)
Ребята, всем привет, с вами снова Александр.
И как я уже обещал, в предыдущей статье про покупку сварочного инвертора, сегодня я буду учиться варить электросваркой. Так как сварочными работами до сегодняшнего дня я не занимался, то и места, соответствующего таким работам, у меня не было. Поэтому, пришлось пожертвовать куском оцинкованного металла, для того, что-бы накрыть им деревянный стол.
На первое время пойдет. Пока буду учиться варить металл на нем, ну а в дальнейшем, как немного научусь, буду пробовать изготавливать себе специальный сварочный стол.
Что еще я себе планировал приобрести, так это сварочный молоток, ну такой, которым сварщики отбивают шлак. В магазинах, в поселке, подобную штуковину, к большому сожалению, я не нашел. Поэтому, попробовал изготовить сварочный молоток самостоятельно, своими руками, так сказать. Хотя-бы временный, на время моего обучения сварочному делу.
Нашел у себя в гараже сломанную железку от молотка, которыми проводим у себя на производстве контроль оснований деревянных опор.
Заостренная часть у него достаточно широкая, поэтому болгаркой пришлось срезать лишний металл.
Во дворе нашел кусок шестнадцатой арматуры и отрезал кусок для ручки молотка.
Все это дело сварил вместе, ну как сварил, присопливил как смог, на что хватило тяму. Ну, на первое время, для обучения сварочному мастерству, пойдет.
Для обучения приготовил «жертвенные железки» кусок профильной трубы 50х50 с толщиной стенки 1,5 мм. Трубу предварительно зачистил от краски и на одной стороне болгаркой сделал прорези, имитирующие стыковое соединение.
В дополнение приготовил еще три коротких куска трубы, для обучения сварки угловых соединений. Приготовил железную щетку и сварочные краги. Электроды буду использовать «Монолит стандарт» диаметром 2,5 мм.
Ну вот, предварительная подготовка закончена, включаю сварочный инвертор и приступаю к обучению. Ток, для начала, выставил в пределах 60 ампер, попробую, потом буду подстраивать по мере понимания сварочного процесса.
Внимание, более подробно весь процесс сварки показан в моем видео, которое, находится в конце этой статьи.

Первый сантиметр сварки все шло нормально ( 1 ), потом, видимо, металл прогрелся, то-ли я задержал электрод дольше необходимого и есть первый прожег.
Чуть-чуть убавил ток, ампер, наверное, до 50, вообще лажа получилась ( 2 ), кратеры со шлаком, и такое ощущение, что электрод вязнет в металле. Наверное, все-таки такого тока мало.
Опять прибавил ток до 60 А и доварил шов до конца. Получилось, ну такое себе, ни дать, ни взять, но для меня, вроде как пока пойдет ( 3 ).
Учился я варить электросваркой, наверное, пол дня. В перерывах бегал юзать интернет, искал кое-какие ответы. В итоге искромсал я свои жертвенные железки, но, честно говоря, желаемого эффекта так и не получил. Не чувствует рука, и все тут, хоть убейся.
К слову сказать, с угловыми соединениями, дела обстояли не лучше, хотя я думал, что будет легче.
Так, ладно, пора заканчивать. Хватит мучать и себя и аппарат. первый день обучения сварки можно считать законченным. На сегодня, последний шовчик и отдыхать, ну, почти отдыхать.
Что-бы не пропустить следующий мой урок по сварке металла, заходите почаще на этот блог и подписывайтесь на мой ютуб канал.
С вами был Александр. Всем пока, до новых встреч!
Ниже представляю видеоверсию моего первого дня, где я учусь варить электросваркой.
Как варить электросваркой. Видео
Сварка — это соединение металлических частей друг с другом,
путём их расплавления в местах соединения.
По видам сварка бывает: стыковая, угловая, тавровая, внахлёст.
Варианты образованных дуг при сварке электродом
1 – короткое замыкание, 2 – образование прослойки из жидкого металла, 3 – образование «шейки»
При стыковой сварке края желательно сделать разделку кромок, чтобы шов прошёл по всей толщине металла. Металл перед сваркой зачищается по месту предполагаемого шва. Для сварки стоит подключить «массу» к предмету сварки, подобрать нужный электрод, вставить его в держатель и включить аппарат. Стоит обратить внимание на толщину металла и из этого исходить от используемого электрода, и мощности сварочного аппарата.
Для сварки стоит подключить «массу» к предмету сварки, подобрать нужный электрод, вставить его в держатель и включить аппарат. Стоит обратить внимание на толщину металла и из этого исходить от используемого электрода, и мощности сварочного аппарата.
Для производства сварки понадобятся:
- Сварочный аппарат;
- Электроды различного диаметра;
- Защитная маска;
- Молоток и металлическая щётка для удаления шлака.
Электроды для сварки чугуна
Помните, многое зависит и от электрода. Вернее, от производителя и технического состояния. Если электроды какое-то время находились под воздействием влаги, то нормальной работы можно не ждать. Поэтому они должны храниться в сухом, тёплом месте. Раскалённый электрод разогревает металл, который плавится, сливаясь при этом воедино, а после остывания кристаллизуется, скрепившись.
При сварке происходит сильная деформация изделия. При охлаждении металла шов сильно «тянет» его. Могут измениться углы, продольная плоскость изделия. С деформацией борются методом жёсткой сборки и прихватов. Соединяемые детали фиксируются с помощью различных приспособлений: струбцины, зажимы и т. д. Так же делаются небольшие прихваты, но в таких местах, чтобы они компенсировали друг друга. При стыковом соединении делают прихваты по краям, при тавровом — с обеих сторон.
Могут измениться углы, продольная плоскость изделия. С деформацией борются методом жёсткой сборки и прихватов. Соединяемые детали фиксируются с помощью различных приспособлений: струбцины, зажимы и т. д. Так же делаются небольшие прихваты, но в таких местах, чтобы они компенсировали друг друга. При стыковом соединении делают прихваты по краям, при тавровом — с обеих сторон.
Сварка электродом (видео)
Особенности сварки при большом и малом токе
При малом токе основной металл плохо прогревается, электрод начинает залипать. Если невозможно увеличить ток, то необходимо активнее двигать электродом, чтобы он не прилипал к металлу.
Если невозможно увеличить ток, то необходимо активнее двигать электродом, чтобы он не прилипал к металлу.
При большом токе металл перегревается, и может разбрызгиваться.
При этом и электрод будет быстро плавиться. Необходимо уменьшить ток. Если невозможно, то нужно увеличить скорость движения электрода или варить в разных местах. При этом металл не будет успевать так быстро нагреваться.
При сварке электрод держат под углом к шву. Чем больше угол наклона, тем лучше и глубже прогревается металл. Если угол наклона маленький, металл прогревается не так глубоко. Это используется при сварке тонкого металла. Даже если нельзя изменить ток, то можно, в зависимости от толщины металла подобрать правильно электрод.
Фото: intersteel2000.ru, ua.all.biz, thefabricator.com
Как сварить чугун TIG электродом Muggy Weld 77
В этом видео Брэндон демонстрирует 2 различных ремонта TIG с использованием 77 сварочных стержней из чугуна. Во-первых, он сваривает TIG чугунную ручку, которая полностью сломалась. Затем с помощью аппарата TIG сваривает большое отверстие в чугунной сковороде, которое переходит в длинную трещину.
«Чугун может быть сложно отремонтировать TIG, потому что он склонен к растрескиванию.Следите за тем, как я ремонтирую сломанную ручку чугунной сковороды, используя специальные сварочные стержни с TIG. Я также покажу вам 5 способов определить, является ли ваша деталь чугунной или стальной. Этот метод ремонта сварного шва TIG использует предварительный нагрев и охлаждение. Для этого ремонта я использовал сварочные электроды Muggy Weld # 77, так как они обладают отличной стойкостью к растрескиванию. После ремонта TIG я хотел увидеть, насколько прочен на самом деле кусок сварного чугуна, поэтому я прижал ручку к верстаку и начал складывать груз на сковороде, пока, в конце концов, не сломался сварной шов! Подождите, пока не увидите результаты! Это просто демонстрация.
5 методов, чтобы определить, является ли ваша деталь чугунной или стальной:
1. Самый простой способ — проверить, написано ли на детали «чугун». Литая сталь ярче чугуна и имеет небольшие пузырьковидные углубления.
2. Если деталь сломана, посмотрите на структуру зерна. Брэндон показывает примеры зернистой структуры как чугуна, так и стального литья, позволяя зрителю визуально определить разницу.На чугуне обычно видны следы песчаной формы, на литой стали видны следы ковки или прокатки.
3. Искровой тест. Отшлифуйте деталь и следите за цветом и формой искры. Чугун: цвет имеет тенденцию быть самым ярким в конце искры, а искровые линии длинные и тускнеют при охлаждении. Литая сталь, цвет которой становится ярко-оранжевым прямо у шлифовального круга, с короткими линиями и множеством взрывов.
4. Просверлить. Опять же, Брэндон показывает примеры как чугуна, так и стального литья при сверлении, визуально демонстрируя разницу.Чугун имеет тенденцию создавать графитоподобную пыль, тогда как литая сталь образует блестящую и блестящую металлическую стружку.
5. Тест файла. Проведите напильником по краю металла, как показано.
Спасибо, Брэндон, за разрешение Мэгги Велд разместить ваше видео на нашем сайте. Подпишитесь на канал Брэндона по следующей ссылке:
Брэндон Лунд Строит
Примечание : При использовании продуктов Muggy Weld соблюдайте все рекомендации AWS по безопасности и охране здоровья.
Top 5 Best Welding YouTube Channels
На YouTube нет недостатка в каналах сварки и изготовления. И, честно говоря, большинство из них представляют ценность для тех, кто относительно плохо знаком со сваркой, и для тех ветеранов, которые работают в ней десятилетиями.
Вот список некоторых из лучших каналов. Чтобы попасть в этот список, каналы должны иметь не менее 50 000 подписчиков и размещать видео в течение последних 60 дней.
На этих каналах YouTube есть образовательные материалы по сварке MIG, TIG и Stick, а также множество интересных проектов. При наличии множества сварочных каналов, которые можно было выбрать, было нелегко сузить его, но пять каналов, перечисленных ниже, дают множество полезных советов для сварщиков с любым уровнем опыта. Обязательно ознакомьтесь с нашими «PrimeWeld Picks», где мы выделили наши любимые видео с каждого канала.
1. Советы и рекомендации по сварке (Джоди Кольер)
Проверьте это: YouTube-канал «Советы и рекомендации по сварке» (781 тыс. Подписчиков)
Наверное, самый популярный канал сварщиков из всех, «Советы и рекомендации по сварке» обещает помочь вам «пройти тест, исправить кое-что, собрать оборудование, получить повышение и построить лучшую жизнь».По словам давнего сварщика Джоди Коллиера, его канал предлагает четкие снимки дуги, которые будут казаться, «как если бы вы смотрели через мое плечо». Инструкции написаны простым языком, что, по мнению Коллиера, позволяет создать хорошее сварочное видео. Вы увидите видеоролики о сварке TIG, MIG, стержневой сваркой и сваркой сердечником.
Инструкции написаны простым языком, что, по мнению Коллиера, позволяет создать хорошее сварочное видео. Вы увидите видеоролики о сварке TIG, MIG, стержневой сваркой и сваркой сердечником.
PrimeWeld Pick : Простая техника сварки MIG Джоди Коллиера — одно из наших любимых видеороликов о сварке MIG на YouTube.
2. Weld.com
Проверьте это: сварка.com на YouTube (484 тыс. подписчиков)
Рекламируемый как «образовательные ресурсы для сварщиков для сварщиков», этот сварочный канал YouTube обучает всему: от основ до сложных конфигураций соединений и экзотических материалов. Опытные инструкторы представляют проекты, основанные на их карьере в области металлоконструкций, трубопроводов, атомной энергетики, авиакосмической промышленности и многих других. Эти сварщики вкладывают в свои видеоролики более 75 лет опыта.
PrimeWeld Pick : узнайте , как превратить аппарат для ручной сварки в аппарат для сварки TIG , в этом полезном видео от Weld. com.
com.
3. Великолепные форумы (Кайл Восс)
Проверьте это: канал The Fab Forums на YouTube (275 тыс. Подписчиков)
Кайл Восс изиз Южной Каролины производит индивидуальные материалы для автоспорта с использованием углеродного волокна, сварки TIG и формовки металла на хот-родах, маслкарах и нестандартных чопперах. Канал обычно предоставляет новый контент каждую неделю. Некоторые из прошлых проектов Кайла включают грузовик C10 Chevy 1964 года, еще один проект грузовика C10 1969 года, названный Black Pearl, и в настоящее время он работает над созданием кастомного твин-турбо Ford Mustang, который он называет Gray Goose.
PrimeWeld Pick: Некоторые идеи о том, как использовать свои навыки сварки для изготовления промышленного стола, можно найти в этом видео Кайла Восса.
4. 6061.com
Проверьте это: 6061.com YouTube Channel (421K подписчиков)
Неудивительно, что сайт 6061.com посвящен производству и обработке алюминия. Советы по сварке TIG включают в себя базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрама, способы приобретения и правильной очистки алюминия, сварные швы на внешних углах и сварку в неправильном положении.Вот несколько интересных проектов, из которых вы можете научиться:
Советы по сварке TIG включают в себя базовую настройку и настройки сварочного аппарата, настройку горелки, типы вольфрама, способы приобретения и правильной очистки алюминия, сварные швы на внешних углах и сварку в неправильном положении.Вот несколько интересных проектов, из которых вы можете научиться: Как сделать подставку для мобильного телефона
Ручная 3D-печать с помощью сварочного аппарата TIG
Как сделать калимбу
PrimeWeld Pick : Это видео от 6061.com демонстрирует полезное изготовление металла трюк, как вырезать чистый круг.
5. Канал Кевин (Kevin Caron)
Проверьте это: канал Кевина Карона на YouTube (76,4 тыс. Подписчиков)
Кевин Карон — скульптор, который в основном работает с металлокерамической сталью. Он проектирует, режет, формирует, сваривает и шлифует свои собственные работы.По его словам, его специальность — «заставлять металл делать довольно сумасшедшие вещи». Кевин делится своими художественными советами и хитростями о различных инструментах и методах сварки и изготовления.
PrimeWeld Pick: Если вы планируете сварку стержнем толстого металла, посмотрите видео Кевина « Как« приклеить »(дуговую) сварку толстого металла ».
CenterLine — Видеопортал
CenterLine — ВидеопорталCenterLine
Размещено: 7 августа 2020 г. Дата публикации: 26 июня 2020 г. Решение CentreLine PinPoint ™ Опубликовано: 29 июля 2019 г. Подразделение CentreLine Machinery — ваш поставщик комплексных решений Опубликовано: 13 июня 2019 г.CenterLine FlexGun ™ UL 2019 г. 2019CenterLine (Windsor) Limited Рекламный видеоролик 2019Опубликовано: 6 мая 2019 г.Опубликовано: 2 августа 2018 г. Возможности обнаружения ошибок VeriFast ™Опубликовано: 13 ноября 2017 г. Видео о возможностях холодного распыления SSTОпубликовано: 25 августа 2017 г.Обзор электродов CenterLine VeriFast ™ MicroViewОпубликовано: 25 августа 2016 г. Представляем CenterLine FlexGun ™ ULОпубликовано: 5 мая 2016 г. Профиль компании CenterLine Business Excellence Awards 2016 г. Опубликовано: 16 марта 2016 г. Профиль компании CentreLine México Опубликован: 14 января 2016 г. Веб-семинар по лучшим практикамОпубликовано: ноябрь 13, 2015 Интервал создания центра передового опыта CenterLineОпубликовано: 21 октября 2015 г.Сварочные пистолеты CentreLine представлены на видео о том, как это сделано (клип) Опубликовано: 2 июля 2015 г. : 20 апреля 2015 г. Первая робототехника 2015: Региональный конкурс Виндзор-Эссекс Великие озера Опубликован: 23 сентября 2014 г.Dassault Systemes и DELMIA V6 Showcase CenterLineОпубликован: 4 июля 2014 г.SSTPosted: 4 июля 2014 г.Heated GlassPosted: 4 июля 2014 г. Вебинар 26.02.13Опубликовано: 10 июня 2014 г. Видео с замедленной съемкой CenterLine Assembly 2013Опубликовано: 14 апреля 2014 г.CenterLine FlexGunОпубликовано: 14 апреля 2014 г. 21 января 2011 г. CenterLine SST Cold Spray
Опубликовано: 16 марта 2016 г. Профиль компании CentreLine México Опубликован: 14 января 2016 г. Веб-семинар по лучшим практикамОпубликовано: ноябрь 13, 2015 Интервал создания центра передового опыта CenterLineОпубликовано: 21 октября 2015 г.Сварочные пистолеты CentreLine представлены на видео о том, как это сделано (клип) Опубликовано: 2 июля 2015 г. : 20 апреля 2015 г. Первая робототехника 2015: Региональный конкурс Виндзор-Эссекс Великие озера Опубликован: 23 сентября 2014 г.Dassault Systemes и DELMIA V6 Showcase CenterLineОпубликован: 4 июля 2014 г.SSTPosted: 4 июля 2014 г.Heated GlassPosted: 4 июля 2014 г. Вебинар 26.02.13Опубликовано: 10 июня 2014 г. Видео с замедленной съемкой CenterLine Assembly 2013Опубликовано: 14 апреля 2014 г.CenterLine FlexGunОпубликовано: 14 апреля 2014 г. 21 января 2011 г. CenterLine SST Cold SprayЦентр поддержки CenterLine
Опубликовано: август Склеивание частицОпубликовано: 31 июля 2018 г.CenterLine Quick Change Electrode 2018Опубликовано: 5 апреля 2018 г. Замена штифта SXZR на VeriFast ™ LVDTОпубликовано: 5 октября 2016 г. Меню справки по FlexFast Welder Опубликовано: 16 марта 2016 г. 2016Replacing верхнего резервного электрода на FlexFast ™ WelderPosted: 16 марта, 2016Tooling Тарелка переналадка на FlexFast ™ WelderPosted: 16 марта, 2016Removal и установка верхнего электрода на FlexFast ™ WelderPosted: 16 марта 2016Calibrating верхней ЛРДТ VeriFast ™ на FlexFast ™ WelderОпубликовано: 8 октября 2014 г. УЧИТЬ VF FIBER И УЧИТЬ VF LASER
Замена штифта SXZR на VeriFast ™ LVDTОпубликовано: 5 октября 2016 г. Меню справки по FlexFast Welder Опубликовано: 16 марта 2016 г. 2016Replacing верхнего резервного электрода на FlexFast ™ WelderPosted: 16 марта, 2016Tooling Тарелка переналадка на FlexFast ™ WelderPosted: 16 марта, 2016Removal и установка верхнего электрода на FlexFast ™ WelderPosted: 16 марта 2016Calibrating верхней ЛРДТ VeriFast ™ на FlexFast ™ WelderОпубликовано: 8 октября 2014 г. УЧИТЬ VF FIBER И УЧИТЬ VF LASERTwitter Feed @Centerline_Ltd:
Сегодня мы все улыбаемся (под нашими масками) на #CenterLineWindsor.Хотя все еще очень холодно, в этот зимний день мы наслаждаемся солнышком! Всем хороших выходных — от ваших друзей в #CenterLine[Просмотр в Twitter]
Home
Классификация электродов AWS для дуговой сварки экранированных металлов (SMAW)
В этом видео обсуждается система классификации электродов для дуговой сварки экранированных металлов (SMAW) Американского общества сварки (AWS).
- Дата:
- 2015
- Тип первичного материала:
- Анимация
- Учреждение:
- Канзас-Сити Канзасский муниципальный колледж
- Название проекта:
- Обучение для работы (T4E)
- TAACCCT Раунд:
- 2
- Субъектов:
- t4e, kckcc, taaccct, round 2, сварка, aws, американское сварочное общество, smaw, экранированный, металл, дуга, классификация электродов, электрод, стержень, растяжение, ksi, положение, состав
Промышленность / Род занятий
- Отраслевой партнер:
- Министерство труда
- Сектор промышленности:
- Развитие образования
- Род занятий:
- Производство: сварщики, резаки, паяльщики и паяльщики (51-4121)
Информация об образовании / обучении
- Образовательный уровень материалов:
- 1-й курс Общественного колледжа или его эквивалент
- Использование в образовательных целях:
- Дополнительный материал для смешанного обучения F2F
- Язык:
- Английский (США)
- Тип интерактивности:
- Только презентация — пользователь должен перемещаться по содержимому.
- Примечание о качестве:
- Видео, созданные T4E, проверяются профильными экспертами. Документ об оценке SME можно найти на странице T4E Skills Commons в Сборнике материалов поддержки программы.
- Качество предмета изучения гарантируют:
- Качество онлайн / гибридного дизайна курса гарантирует:
- Примечание к курсу:
- Сварочное оборудование

Доступность
- Специальные возможности:
- Синхронизированная текстовая дорожка
- Немигающее содержимое
Авторские права / Лицензии
- Дополнительные лицензии:
-
Насколько это возможно в соответствии с законом, лицо, связавшее CC0 с этой работой, отказалось от всех авторских и смежных прав на эту работу.
Штучные электроды ESAB 7018-1 VacPac-ed для экономии средств
ESAB Welding & Cutting Products недавно выпустила на рынок США электроды ESAB 7018-1 Prime с низким содержанием водорода (AWS E7018-1 h5R).
ESAB 7018-1 Prime поставляется в картонной коробке весом 24 фунта, содержащей шесть упаковок VacPac с вакуумной герметизацией. По заявлению ESAB, они доступны во всех диаметрах, от 3/32 дюйма до 5/32 дюйма и длиной 14 дюймов.
Новые электроды удобны для оператора, заявляет компания, обеспечивая хорошее удаление шлака, контроль сварочной ванны и более высокую скорость наплавки.Операторы могут выполнять сварку быстрее, не жертвуя качеством сварки в нестандартном положении. Графитовое покрытие на конце электрода улучшает зажигание дуги. Применения включают в себя производство электроэнергии, конструкционную сталь, морское строительство, изготовление сосудов высокого давления, нефтехимическую промышленность, пищевую промышленность и другие отрасли, где предотвращение образования холодных трещин или образования пористости имеет решающее значение.
«VacPac содержит 4 фунта электродов, потому что средний сварщик при промышленной эксплуатации потребляет от 3 до 5 фунтов электродов за смену», — сказал Халинсон Кампос, менеджер по продукции для присадочных металлов в ESAB. «По сравнению со стандартными 50-фунтовыми банками VacPac уменьшает или устраняет необходимость утилизировать неиспользованные электроды в конце дня или повторно запекать их в стержневой печи. Четырехфунтовые упаковки также намного легче переносить операторами и дешевле ».
«По сравнению со стандартными 50-фунтовыми банками VacPac уменьшает или устраняет необходимость утилизировать неиспользованные электроды в конце дня или повторно запекать их в стержневой печи. Четырехфунтовые упаковки также намного легче переносить операторами и дешевле ».
VacPac состоит из ламинированной многослойной алюминиевой фольги, которая герметично закрыта вокруг прочной пластиковой внутренней коробки. Защищенные внешней картонной коробкой, они имеют неограниченный срок хранения и не требуют особых складских условий при осторожном обращении и отсутствии повреждений фольги, утверждает ЭСАБ.При открытии свежие и сухие электроды гарантируются после подтверждения вакуума. Дистрибьюторам предоставляется возможность продавать отдельные 4-фунтовые упаковки.
Обозначение «-1» указывает на свойства Charpy V-Notch, измеренные при более низких температурах. ESAB 7018-1 Prime обеспечивает ударную вязкость непосредственно после сварки: 78 фут-фунтов при -50 ° F и 168 фут-фунтов при -20 ° F. Электроды с обозначением -1 также могут использоваться, когда в процедурах требуется стандартный электрод E7018, но не наоборот.
Электроды с обозначением -1 также могут использоваться, когда в процедурах требуется стандартный электрод E7018, но не наоборот.
ESAB 7018-1 Prime также имеет обозначение h5R, что означает менее 4 миллилитров диффундирующего водорода на 100 граммов наплавленного шва.Эти электроды можно использовать прямо из упаковки VacPac без необходимости запекать или временно хранить их в специальных печах или колчанах для удовлетворения требований к низкому содержанию водорода, сообщила компания. Электроды из h5R, разработанные для обеспечения влагостойкости, также поглощают менее 0,4% влаги после 12 часов воздействия при 80 ° F и относительной влажности 80%.
Хотя ESAB 7018-1 Prime является новинкой в США, это признанный глобальный продукт, продаваемый в Канаде, ЕС, на Ближнем Востоке и в Азии под названием OK 55.00. ЭСАБ производит эти электроды с низким содержанием водорода на своем предприятии в Перстропе, Швеция, где система качества сертифицирована Кодексом ASME по котлам и сосудам под давлением и другими международными организациями.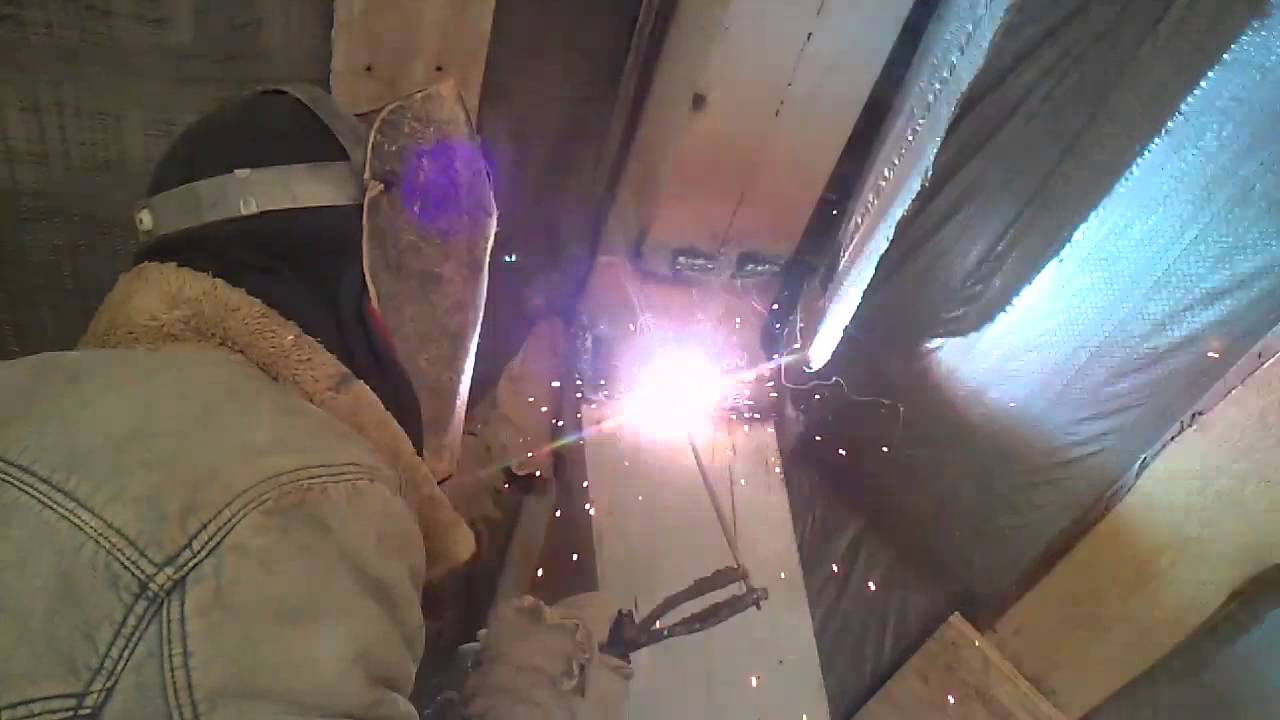
Для получения дополнительной информации посетите www.esab.com.
Обзор многопроцессорной сварочной машиныKlutch — MP200iDV
Сварщики
Легкость использования
Спектакль
Функции
Гарантия
Ценить
Последние мыслиNorthern Tool предлагает многопроцессорный сварочный аппарат Klutch MP200iDV менее чем за 900 долларов США и предоставляет на него 3-летнюю гарантию.Нашему профессионалу понравился компактный размер, быстрая установка и общая производительность. Он дает ему солидный обзор и высокие рекомендации.
Общая оценка 4.2 Последние мысли
В мире сварщиков возможностей становится все больше и больше, особенно в том, что касается многопроцессорных сварщиков. С чего начать? Цена, гарантия, что в комплекте, чем можно расширить? Каковы его возможности и ограничения? Каков мой уровень опыта и как я собираюсь его использовать? Это лишь некоторые из многих вопросов. Наша блок-схема решения завершилась многопроцессорным сварочным аппаратом MP200iDV Klutch от Northern Tool.
Наша блок-схема решения завершилась многопроцессорным сварочным аппаратом MP200iDV Klutch от Northern Tool.
Многие считают, что у вас есть один инструмент для конкретной работы, вы используете этот инструмент по назначению и поэтому просто покупаете все необходимые инструменты. Не у всех есть такая роскошь, особенно когда дело касается сварщиков. Покупка отдельных аппаратов для сварки MIG, TIG и Stick может занять ценную недвижимость в магазине и может стоить значительных денег. Так родился универсальный сварочный аппарат. Многие не имеют или не хотят тратить свои ресурсы на покупку отдельных аппаратов для своих сварочных нужд.Зная об этом, многие производители согласились с этой теорией, и есть несколько отличных сварщиков, которые достаточно хорошо выполняют все эти функции, и все они размещены в одном устройстве.
Средство достижения цели
А теперь давайте просто поговорим, чтобы не было путаницы. Вы не собираетесь использовать один из этих универсальных сварочных аппаратов и эффективно или эффективно сваривать стальные двутавровые балки для небоскреба.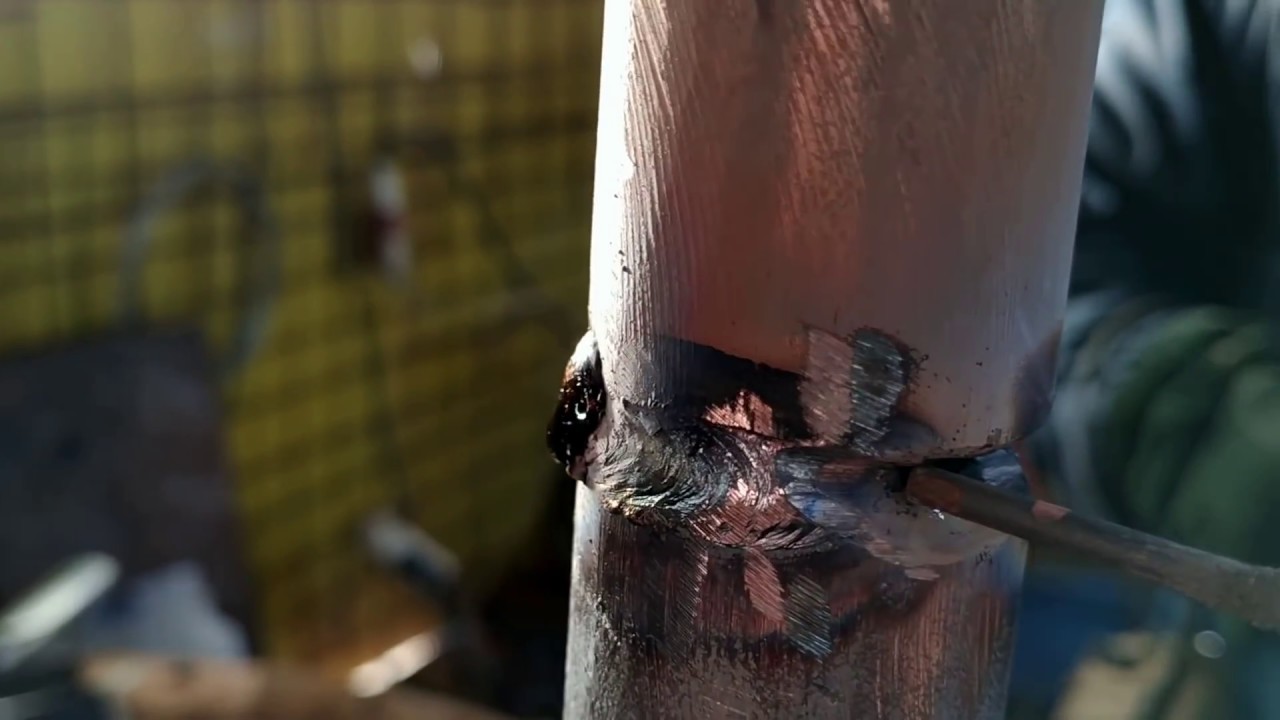 Эти многофункциональные сварочные аппараты предназначены для небольшого цеха, который кое-где выполняет сварку для разных проектов, и сварка — это лишь часть любого проекта в целом.
Эти многофункциональные сварочные аппараты предназначены для небольшого цеха, который кое-где выполняет сварку для разных проектов, и сварка — это лишь часть любого проекта в целом.Эти машины отлично подходят для небольшой мастерской по ремонту автомобилей, которой просто нужно сварить кронштейны или листовой металл, или мастерской по ремонту газонокосилок, которая должна заделать отверстие в палубе, или мастерской, которая обучает студентов, или любого количества небольшие домашние проекты, которые необходимо выполнять без использования нескольких разных машин. Хотя эти машины могут обрабатывать некоторые более крупные проекты, опять же, огромные проекты не предназначены для их использования по назначению. Кроме того, эти типы магазинов не собираются тратить свои ресурсы на покупку каждого из различных типов сварочных аппаратов, им нужно универсальное устройство, потому что, в первую очередь, это экономит деньги и место.
MP200iDV Подача проволоки
Характеристики многопроцессорного сварочного аппарата Klutch
Итак, позвольте представить вам многопроцессорный сварочный аппарат MP200iDV Klutch от компании Northern Tool. Хотя все функции и аксессуары перечислены ниже, давайте начнем с того, что за устройство за 899 долларов эта вещь набита опциями и аксессуарами. Многие аксессуары, поставляемые с устройством, например регулятор с двойным манометром, необходимо приобретать отдельно при покупке сопоставимого устройства у разных производителей.Последнее, что кто-то хочет сделать, — это купить сварщика, а затем купить все остальные детали и детали, чтобы он работал для своих нужд.
Хотя все функции и аксессуары перечислены ниже, давайте начнем с того, что за устройство за 899 долларов эта вещь набита опциями и аксессуарами. Многие аксессуары, поставляемые с устройством, например регулятор с двойным манометром, необходимо приобретать отдельно при покупке сопоставимого устройства у разных производителей.Последнее, что кто-то хочет сделать, — это купить сварщика, а затем купить все остальные детали и детали, чтобы он работал для своих нужд.
Универсальный сварочный аппарат Klutch MP200iDV
Сварочный аппарат Klutch MP200iDV Состав
- Для 899 долларов США (рекомендованная производителем розничная цена на веб-сайте) в него входят:
- Универсальный сварочный аппарат
- Горелка MIG
- Пистолет для катушки
- Кабель / держатель электрода
- Кабель / зажим заземления
- Шланг инертного газа
- Регулятор двойного манометра
- Сопло сердечника флюса
- Контактные наконечники (2)
Бросьте его на тележку, добавьте бутылки, палки или проволоку и защитное снаряжение, и вы готовы к сварке. Да, так быстро. Кроме того, вы можете выбрать флюсовую проволоку и работать без баллонов (газовых баллонов) и датчиков.
MP200iDV Klutch Multiprocess Welder Технические характеристики
Связанная статья: Сварочный стол Klutch
Обзор сварочного столавниз и грязной муфты
Использование сварочного аппарата Klutch MP200iDV
MIG Pass на трубке 1 ″
Klutch MP200iDV определенно компактен. Не настолько тяжелый, чтобы его нельзя было бросить в кузов грузовика, подключить к генератору или береговому источнику питания, взять с собой на стройплощадку и использовать эффективно и результативно.Большая часть наших испытаний проводилась с использованием стальных квадратных труб диаметром 1 дюйм и диаметром 16 мм для металлических консолей. Мы строим их как основу для стоячего стола. Используя вариант 120 В со смесью 25% / 75% CO2 / аргона, он обеспечил прекрасные сварные швы без шлака. Жара была равномерной и устойчивой. Мы работали над первым кадром около 30 минут, и машина не пропустила ни одной доли. Мы никогда не попадаем в рабочий цикл.
Жара была равномерной и устойчивой. Мы работали над первым кадром около 30 минут, и машина не пропустила ни одной доли. Мы никогда не попадаем в рабочий цикл.
Используя сварочный аппарат Klutch MP200iDV MIG, мы практически исключили необходимость в чистом шлифовании.Затем эти рамы были покрыты порошковой краской, и даже до порошковой окраски сварные швы выглядели безупречно. За исключением случаев, когда сварщик отвлекся, скорее всего, на свой мобильный телефон (имена не разглашаются, чтобы защитить виновных и невиновных ).
Изготовление медиа-консолей
Хотя большая часть наших сварных швов позже покрывается порошковой краской, мы также использовали ее для других сварных швов, где не было необходимости, чтобы сварные швы были такими красивыми, и снова это не разочаровало. Это были кронштейны, которые нам пришлось скинуть в последнюю минуту, чтобы повесить сценические светильники.
Клатч или служебный плеер? — Универсальный
Интуитивное или ручное управление
Это не только маленькая рабочая лошадка, но и простота настройки. Если смотреть на это с точки зрения новичка или начинающего сварщика, все, что вам нужно знать, — это толщина металла, тип и толщина проволоки и способ сварки. Klutch MP200iDV автоматически настраивается оттуда. Однако у вас по-прежнему есть возможность индивидуально регулировать тепло (вольт) и скорость подачи проволоки. Кроме того, для профессионалов есть возможность полной ручной настройки.
Если смотреть на это с точки зрения новичка или начинающего сварщика, все, что вам нужно знать, — это толщина металла, тип и толщина проволоки и способ сварки. Klutch MP200iDV автоматически настраивается оттуда. Однако у вас по-прежнему есть возможность индивидуально регулировать тепло (вольт) и скорость подачи проволоки. Кроме того, для профессионалов есть возможность полной ручной настройки.
Еще кое-что, что мы сочли достойным упоминания, — это трехлетняя гарантия, которая идет вместе с устройством, с возможностью продления этой гарантии еще на один год, согласно веб-сайту Northern Tool. На рынке есть машины, которые предъявляют многие из тех же заявлений, что и Klutch, примерно по той же цене, но многие из них имеют только 90-дневную гарантию. Итак, Northern Tool для победы.
Заключительные слова
Единственными недостатками, которые мы обнаружили, были: более длинный заземляющий кабель было бы неплохо, хотя мы понимаем законы Ома и необходимость преодолевать сопротивление и т. Д.Мы также хотели бы видеть немного более качественный заземляющий зажим, но он определенно работает хорошо, как есть. Более длинный кабель питания и более длинный механизм подачи проволоки также были бы удобны, но у вас не может быть всего. Эти мелкие проблемы легко преодолеть с помощью простой тележки. У Northern Tool есть их целая линейка по цене от 65 долларов. Оно того стоит.
Итак, примерно за 899 долларов вы можете приобрести многопроцессорный сварочный аппарат Klutch MP200iDV. Это мощный агрегат многопроцессорного сварочного аппарата, который сделает почти все, что потребуется малому и среднему цеху, с некоторыми ограничениями.Возможности и эффективность намного превышают его ограничения. Вы можете достать его из коробки, настроить и приступить к сварке в кратчайшие сроки. Цена, компактный размер, интуитивно понятная универсальность, не говоря уже об очень хорошей гарантии и все прилагаемые аксессуары делают эту машину отличной, которую мы настоятельно рекомендуем.