Лазерная сварка деталей. Приварка фланца к корпусу детали
Одним из самых сложных технологических процессов при изготовлении волноводов, вращающихся переходов, сочленении трубопроводов различной конфигурации является приварка фланца к корпусу детали изделия. При сварке изделия и фланца необходимо обеспечить идеальную герметичность, точность соосности фланца и корпуса детали, которая в большинстве случаев должна составлять не более сотых градусов от расчетной.
Трубопроводы, используемые в химической промышленности, работают, в основном, в агрессивных средах. Поэтому материалы, используемые для их изготовления, как правило, это дорогостоящие легированные стали. Сварка этих сталей традиционными методами – сложный технологический процесс, требующий применение дорогостоящих оснастки, инструментов, оборудования и дополнительных материалов.
При приварке фланца к корпусу детали с применением традиционных технологий не удается избежать таких явлений, как наплывы, заусеницы, образование раковин.
Используя различные типы лазеров – газовые, твердотельные, полупроводниковые – можно получить высококачественные сварные соединения самых различных как по размерам, так и по видам материала деталей.
Фланец приварной с впадиной под сварку | Фланцевое соединение | Ввариваемый фланец
Фланец приварной с впадиной под сварку
Фланец приварной с впадиной под сварку – это тип трубных фланцев, разработанных для использования при малых диаметрах и высоком давлении. Он похож на свободный фланец, однако имеет больший предел ограниченной выносливости. Так как отверстие больше наружного диаметра трубы, следовательно, труба входит во фланец.
Он похож на свободный фланец, однако имеет больший предел ограниченной выносливости. Так как отверстие больше наружного диаметра трубы, следовательно, труба входит во фланец.
Размер
Фланец приварной с впадиной под сварку: 3/8″~3″
DN10~DN80
Давление
Американская серия: CLASS 150, CLASS 300, CLASS 400, CLASS 600, CLASS 900, CLASS 1500
Европейская серия: PN 6,PN 10,PN 16,PN 25, PN 40,PN 63,PN 100
Типы уплотнительных поверхностей фланцев
Американская серия: плоская поверхность(FF), с выступающим ободком (RF), с шипом (T), с пазом (G), с впадиной, разг. «мама»(F),с выступом, разг. «папа»(M), фланец с канавкой под уплотнительное кольцо (RJ)
Европейская серия: тип A(плоская поверхность), тип B (с выступающим ободком), тип C(с шипом), тип D (с пазом), тип E (с центрирующим выступом), тип F (с выемкой), тип G(с выемкой под уплотнительное кольцо), тип H(с пазом под стальную прокладку).
Материалы
Углеродистая сталь : ASTM/ASME A105, ASTM/ASME A516 Класс 55-60-65-70
Легированная сталь : ASTM/ASME A182 F1-F12-F11-F22-F5-F9-F91-F911-F92
Нержавеющая сталь : ASTM/ASME A182 F304-F304H-F304L-F304N-F304LN F316-F316H-F316L-F316N-F316LN F321-F321H F347-F347H, ASTM/ASME A182 F51-F52-F53-F54-F55-F60-F61
Низкотемпературная сталь : ASTM/ASME A522, ASTM/ASME A707 Класс L1-L2-L3-L4-L5-L6-L7-L8
Высокопрочная сталь : ASTM/ASME A694 F42-F46-F48-F50-F52-F56-F60-F65-F70
Стандарты
ASME B16. 5-2013
5-2013
EN 1092-1-2007, EN 1759-1-2004
ISO 7005-1-1992
GB/T 9112-2010, GB/T 9117-2010
HG/T 20592-2009, HG/T 20615-2009
SH/T 3406-2013
GOST- AFNOR- BS- DIN
Производственный процесс
Горячая штамповка, механическая обработка.
Область применения
Резьбовые фланцы применяются в таких промышленностях как энергетика, нефтегазовая промышленность, химическая промышленность, кораблестроение, отопительные системы, бумажное производство, металлургия и т.д.
Компания «Ahad» является одним из ведущих производителей и поставщиков фланцев приварных с впадиной под сварку в Китае. Наши промышленные фланцы уже получили сертификаты ISO 9000, Директива 97/23/ЕС Системы и установки, оборудование, работающее под давлением (сокращенное название — PED), AD2000 Merkblatt W0 и API. Они широко используются во многих странах , например : в Италии , Германии , Испании , Франции , России , США , Бразилии , Иране , Индии и так далее .
Если вы заинтересовались нашими фланцами приварными с впадиной под сварку или другой продукцией, пожалуйста, свяжитесь с нами любым удобным для Вас способом.
Сварочная установка для приварки фланцев к трубе
АвтоматизацияЗаказчику необходимо было выполнять приварку одновременно двух фланцев к трубе TIG сваркой с подачей присадочной проволоки.
Специалистами компании «ДельтаСвар» было предложено решение на базе установки E.Z.Arc, предназначенной для кольцевой сварки различных изделий круглого сечения, и оборудования EWM.
Данная система представляет собой комбинацию позиционера с различными компонентами для автоматизации сварки тел вращения. Специальные возможности E.Z.Arc позволяют выполнять высококачественные кольцевые сварные соединения, а также обеспечивают быструю окупаемость оборудования, безопасность и меньшую утомляемость персонала./806e871b3b31d0a.ru.s.siteapi.org/img/8f5801fe02778a4e69bfb00cad172f0fd850b165.JPG)
Комплектность (состав):
Демонстрация системы и обучение представителей заказчика проводились в демонстрационном зале «ДельтаСвар». Хотя изначально заказчик планировал приварку двух фланцев к трубе TIG сваркой, в ходе демонстрации специалисты «ДельтаСвар» предложили и опробовали на образцах заказчика использование MIG/MAG сварки. В результате было заварено 3 образца, а благодаря сварке MIG/MAG удалось добиться наибольшей производительности и высокого качества сварного соединения.
В ходе эксплуатации системы заказчиком производительность повысилась в 4 раза за счет использования MIG/MAG сварки и приварки одновременно двух фланцев за один проход.
Данный проект может быть реализован на предприятии, где необходимо производить сварку кольцевых швов и приварку фланцев небольших диаметров.
Появились вопросы? Позвоните нам по номеру +7 (343) 384-71-72 или напишите нам.
Читайте также:
Оснащение цеха установкой для автоматической наплавки в среде защитных газов
Крупное предприятие, работающее в сфере горнодобывающей промышленности, для снижения стоимости восстановления деталей, использующихся в собственном локомотивном депо, приняло решение оснастить свой ремонтный цех установкой для автоматической наплавки плавящимся электродом в среде защитных газов. Восстанавливаемые детали диаметром от 30 до 200 мм подвержены постоянному трению, имеют максимальную длину до 1000 мм и максимальный вес до 500 кг, наплавляются как внутри, так и снаружи.
…
Восстанавливаемые детали диаметром от 30 до 200 мм подвержены постоянному трению, имеют максимальную длину до 1000 мм и максимальный вес до 500 кг, наплавляются как внутри, так и снаружи.
…
Поставка комплекса для автоматической наплавки поверхности обечаек порошковой самозащитной лентой
Поставка автоматического комплекса для приварки фланцев
Стабильно высокое качество и отсутствие брака – вот к чему стремится каждое производственное предприятие. Достичь таких целей можно только с применением передовых технологий и максимальной автоматизацией процессов сварки. С каждым годом все больше предприятий убеждаются в этом и стремятся автоматизировать процесс, как минимум, для сварки ответственных изделий.
…
С каждым годом все больше предприятий убеждаются в этом и стремятся автоматизировать процесс, как минимум, для сварки ответственных изделий.
…
Оснащение производственного предприятия автоматическим комплексом для сварки кольцевых швов под слоем флюса толщиной от 8 до 22 мм
В компанию «ДельтаСвар» обратился российский производитель промышленных водогрейных, жаротрубных и водотрубных котлов мощностью от 300 до 17 500 кВт для газообразного, жидкого и твердого топлива с задачей по сварке кольцевых швов обечаек под слоем флюса. Предприятию необходимо было производить сварку внутреннего и внешнего кольцевого шва обечаек под слоем флюса диаметрами от 520 до 2000 мм и толщинами от 8 до 22 мм.
…
Оснащение производственного предприятия установкой УАДСПЭ-125 для восстановительной наплавки изделий
В компанию «ДельтаСвар» обратилось производственное предприятие, работающее в сфере изготовления цветного металлопроката, с целью приобретения установки для восстановительной наплавки деталей, рабочая поверхность которых подвержена постоянному износу.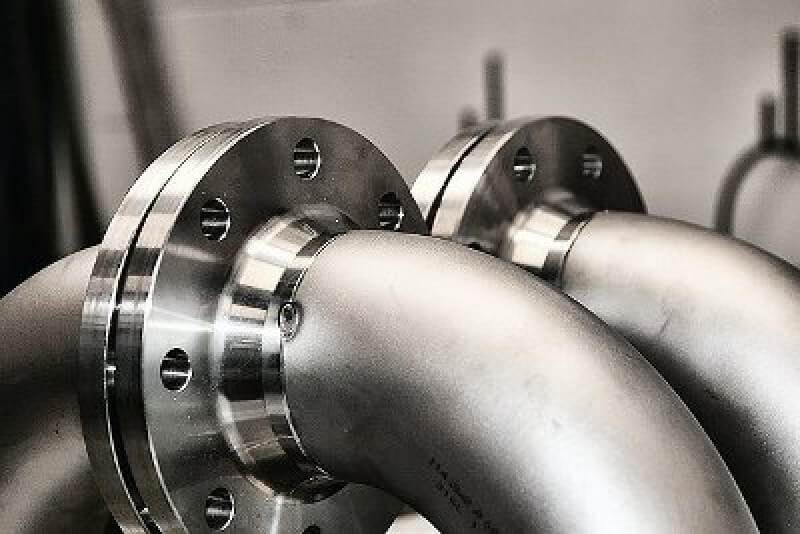
Поделиться ссылкой:
027N1115 Danfoss комплект фланцев (под сварку встык, 15мм / 1/2″)
Код заказа: 027N1115
Комплект фланцев
В комплект входят 2 фланца
Вариант упаковки Групповая упаковка
Используется совместно с CVK, CVM, EVR 15, EVRA 3 — 15, NRVA 15 — 20, TE 12, TEA 20, TEAT 20, TEVA 20
Количество в упаковке 32 pc
Конструкция фланца Язык
Материал спец. Сталь
Модификация фланца 1.3
Название семейства изделий NRVA
Размер соединения [дюймы] 1/2 дюйма
Размер соединения [мм] 15 mm
Тип Комплект фланцев
Тип присоединения Сварка встык
Форма фланца Овальный
Формирование корзины и оформление заказа
Для покупки товара в нашем интернет-магазине выберите понравившийся товар и добавьте его в корзину.Оформление быстрого заказа
При оформлении быстрого заказа, напишите ФИО, телефон и e-mail. Вам перезвонит менеджер и уточнит условия и детали заказа.
Стандартное оформление заказа
В процессе оформления Вам придет СМС с кодом подтверждения.
Если иное не указано в счете срок действия счета составляет три календарных дня с даты его выставления.

Счет на оплату будет выслан менеджером после оформления заказа и согласования деталей и условий поставки в телефонном разговоре или email-переписке.
Самовывоз со складов «ТРЕЙД ГРУПП»
Адреса и контакты складов «ТРЕЙД ГРУПП». Схемы погрузки / разгрузки.Склад «Лобня»: Московская область, г. Лобня, улица Лейтенанта Бойко, 91
Телефон: +7 (499) 754-48-18 доб. 704, 703, 714.
Посмотреть на карте
Схема погрузки / разгрузки. Склад «Лобня»
Склад-офис «Лихоборская набережная»: Москва, Лихоборская набережная, д.7
Телефон: +7 (495) 225-48-92, +7 (495) 225-48-93
Посмотреть на карте
Схема погрузки / разгрузки. Склад «Лихоборская набережная»
Склад «Лихоборская набережная»
ОРИГИНАЛ доверенности на получение продукции (типовая форма № М-2) предоставляется водителем при отгрузке на складе;
Документ, подтверждающий личность;
Номера счетов для отгрузки товара.
или
Генеральный директор:
Печать + паспорт;
Номера счетов для отгрузки товара.
или
Сотрудник с правом подписи:
Печать + паспорт + доверенность на право подписи;
Номера счетов для отгрузки товара.
В случае, если отгрузка товара будет осуществляться через транспортную компанию, которая в силу территориальной удаленности от Покупателя не может предоставить оригинал доверенности от Покупателя на водителя, отгрузка производится по оригиналу доверенности от транспортной компании на водителя.
 При данной отгрузке Покупатель обязан предварительно передать в ООО «ТРЕЙД ГРУПП» оригинал доверенности на данную транспортную компанию, которая оформляется на фирменном бланке Покупателя с определенным сроком действия.
При данной отгрузке Покупатель обязан предварительно передать в ООО «ТРЕЙД ГРУПП» оригинал доверенности на данную транспортную компанию, которая оформляется на фирменном бланке Покупателя с определенным сроком действия.Транспортная компания обязательно должна обеспечить своего водителя оригиналом доверенности на отгрузку. В случае отсутствия у водителя оригинала доверенности отгрузка производиться не будет.
 При данной отгрузке Покупатель обязан предварительно передать в ООО «ТРЕЙД ГРУПП» оригинал доверенности на данную транспортную компанию, которая оформляется на фирменном бланке Покупателя с определенным сроком действия.
При данной отгрузке Покупатель обязан предварительно передать в ООО «ТРЕЙД ГРУПП» оригинал доверенности на данную транспортную компанию, которая оформляется на фирменном бланке Покупателя с определенным сроком действия.Если одна транспортная компания доверяет забор груза другой транспортной компании, оригиналы соответствующих документов также должны быть заблаговременно переданы в компанию ООО «ТРЕЙД ГРУПП».
В Генеральной доверенности необходимо указать название, юридический адрес и реквизиты Покупателя, а также название, юридический адрес и реквизиты грузополучателя (транспортной компании). Данные о грузополучателе в Генеральной доверенности и доверенности при передаче товара должны обязательно совпадать.
Отсутствие документа, удостоверяющего личность;
Отсутствие оригинала доверенности;
Неправильно оформленная доверенность на получение товара;
Распоряжение об отказе в отгрузке от отдела продаж при наличии просроченной задолженности;
Автотранспорт не соответствует габаритам товара и типу погрузки.

Отгрузка Товара Покупателям производится с понедельника по пятницу с 9:00 до 16:30;
Согласование заявок на отгрузку производится в режиме «сегодня на завтра»;
Заявки на отгрузку со склада принимаются после предварительного согласования с отделом продаж ООО «ТРЕЙД ГРУПП» по условиям оплаты и наличию товара на складе;
В день, предшествующий отгрузке, не позднее 13:00 Покупатель должен согласовать заказ «на завтра».
В исключительных случаях, при большой загруженности склада, ООО «ТРЕЙД ГРУПП» оставляет за собой право подтвердить заявку, поданную до 13:00, на «отгрузку через день» с уведомлением об этом Покупателя.
В заявке необходимо указать номера счета / счетов.
Заявки, поданные после 13:00, ставятся на «отгрузку через день». Заявки направляются по электронной почте вашему ответственному менеджеру по продажам;

Право собственности на товар переходит от Поставщика Покупателю при передаче товара Покупателю или транспортной компании в момент подписания накладных на складе ООО «ТРЕЙД ГРУПП»;
При получении товара Покупателем или его уполномоченным представителем обязательно должна происходить проверка соответствия товара по количеству и ассортименту отгрузочным документам, после чего представитель обязан расписаться в получении товара в накладных. Прием товара без указанной проверки исключает в дальнейшем для Покупателя право ссылаться на отгрузку товаров в ненадлежащем количестве и/или ассортименте.
Поставка в регионы
Условия поставки в регионы- Доставка в города Российской Федерации осуществляется транспортными компаниями и рассчитывается по их тарифам.
- На постоянной основе «ТРЕЙД ГРУПП» доставляет Товар до терминала транспортной компании «Деловые линии» в г. Москва.
- Стоимость доставки Товара до терминала транспортной компании «Деловые линии» включается в цену Товара. Дальнейшая транспортировка Товара до склада Покупателя осуществляется силами и за счет Покупателя.
- Доставка грузов до терминала «Деловые линии» производится ежедневно.
- При необходимости отправки Товара другой транспортной компанией сообщите эту информацию Вашему менеджеру.
 Москва.
Москва.Фланцевый сварной шов – обзор
4.
 4 Подготовка к испытаниям
4 Подготовка к испытаниямВсе секции, подлежащие испытанию, должны быть изолированы глухими фланцами, приварными крышками или заглушками с расчетным давлением, превышающим максимальное испытательное давление.
Испытания должны проводиться только в присутствии инженера или его уполномоченного представителя для наблюдения за испытанием.
Должны быть предусмотрены средства для заполнения, удаления воздуха и полного слива испытательной воды из каждой испытательной секции. Точки слива должны быть в самых низких точках, а точки слива должны быть в самых высоких точках на каждом испытательном участке, если это возможно.
Перед началом испытания необходимо провести тщательную проверку, чтобы убедиться, что все фитинги, крышки, фланцы и т. д. на месте. Все фланцы и фланцевые фитинги должны быть закреплены болтами, а болты должны быть правильно затянуты.
Исполнитель должен получить достаточное количество воды удовлетворительного качества для проведения гидростатических испытаний трубопровода. Не следует использовать скважинную воду, за исключением случаев, разрешенных инженером для случаев, когда поверхностная вода практически недоступна.
Не следует использовать скважинную воду, за исключением случаев, разрешенных инженером для случаев, когда поверхностная вода практически недоступна.
Исполнитель должен перекачивать, фильтровать и измерять количество наполняющей воды, необходимой для гидростатических испытаний.
Исполнитель должен за свой счет провести анализ воды в каждой точке водоснабжения и сдать результаты анализа инженеру. Исполнитель должен обрабатывать воду, при необходимости, в каждой точке водоснабжения химическими реагентами по указанию инженера.
Исполнитель должен поставить за свой счет все химикаты, необходимые для водоподготовки.
Перед тем, как исполнитель возьмет воду из любого источника для тестирования, компания получит необходимое разрешение или гранты от соответствующих органов, государственных или частных.Исполнитель должен подать запрос на разрешение за 1 месяц до даты тестирования.
Вода должна быть отфильтрована перед подачей в трубопровод с помощью устройства фильтрации, в котором фильтр можно очистить, не отсоединяя трубопровод. Фильтр должен быть способен удалять 99 % всех частиц диаметром 140 мкм и более.
Фильтр должен быть способен удалять 99 % всех частиц диаметром 140 мкм и более.
Оборудование для измерения давления и температуры должно поставляться в комплекте с сертификатом калибровки из лаборатории, приемлемой для инженера.
Исполнитель должен убедиться, что все компоненты трубопровода и аксессуары в пределах испытательного участка расположены правильно, что все торцевые заглушки на испытательном участке, в том числе на отводах, закреплены надлежащим образом, чтобы противостоять любому движению, и что колена на испытательном участке должным образом дополнены или иным образом поддерживаются для предотвращения движения.
Перед началом испытаний на любом участке исполнитель должен направить инженеру письменное уведомление не менее чем за 1 неделю до даты испытаний.О любых изменениях даты испытаний следует сообщать инженеру, как только о таких изменениях становится известно.
Обратные клапаны, используемые в трубопроводах для сжиженных нефтепродуктов, должны быть полностью открывающимися, поворотного типа, чтобы можно было запускать скребки.
Фланцы с приварной шейкой | Фланцы с длинной приварной шейкой
Фланцы с приварной горловинойявляются наиболее популярным типом фланцев с удлинением горловины со скосом под сварку на конце. Этот тип фланца предназначен для сварки встык непосредственно с трубой, чтобы обеспечить превосходное и относительно естественное соединение.В больших размерах и более высоких классах давления используется почти исключительно этот тип фланцевого соединения. Если бы в современных приложениях существовал только один тип расточенного фланца, вашим выбором был бы фланец с приварной горловиной.
Фаска сварного шва соединяется с концом трубы с такой же фаской в V-образном соединении, что позволяет получить равномерный круговой сварной шов по периметру для формирования единого перехода. Это позволяет газу или жидкости в узле трубы течь с минимальным ограничением через фланцевое соединение.Это сварное соединение со скосом проверяется после процедуры сварки, чтобы убедиться, что уплотнение является однородным и не имеет аномалий.
Другой примечательной особенностью фланца с приварной горловиной является коническая ступица. Этот тип соединения обеспечивает более плавное распределение сил давления вдоль перехода от трубы к основанию фланца, помогая выдерживать некоторые удары при эксплуатации в условиях более высокого давления и более высокой температуры.Механические напряжения ограничены из-за дополнительного стального материала вдоль перехода ступицы.
Поскольку более высокие классы давления требуют почти исключительно этого типа фланцевого соединения, фланцы с приварной горловиной часто изготавливаются с торцом кольцевого соединения (также известным как торец RTJ). Эта уплотняющая поверхность позволяет раздавить металлическую прокладку между канавками обоих соединительных фланцев, чтобы сформировать превосходное уплотнение и дополнить высокопрочное сварное коническое соединение с узлом трубы под давлением.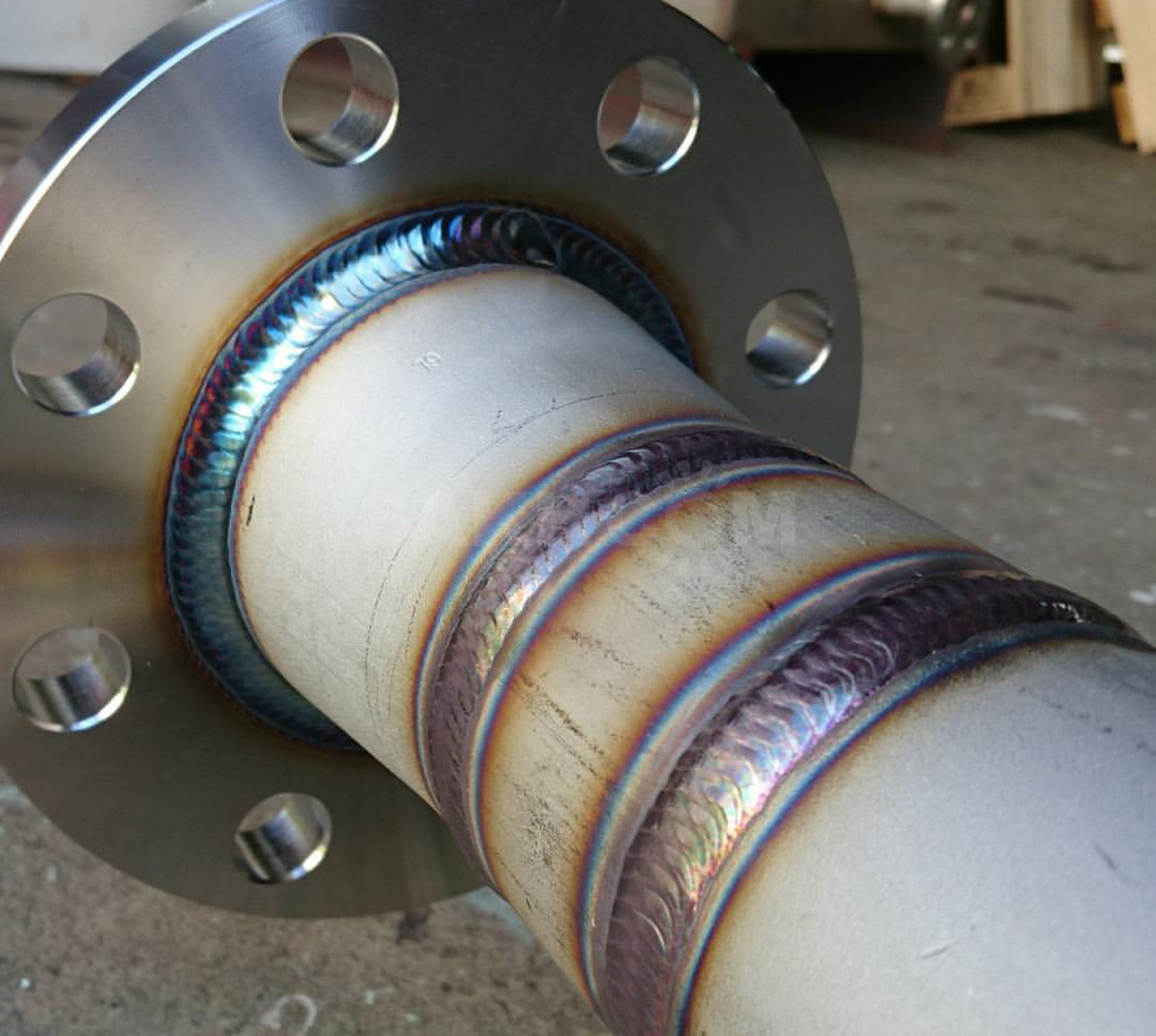 Сварная горловина RTJ с соединением с металлической прокладкой является основным выбором для критических применений.
Сварная горловина RTJ с соединением с металлической прокладкой является основным выбором для критических применений.
Ищете размеры приварных втулок? Кликните сюда!
Фланцы с длинной приварной шейкой
Эти элементы, также известные как фланцы сопла или фланцы с «длинной шейкой», были разработаны специально для производства сосудов высокого давления и резервуаров. Обычно они изготавливаются в виде цельной конструкции с целью замены стандартной комбинации сварной шейки и сварного шва трубы.Отсутствие необходимого сварного соединения является отличительной чертой этого типа фланцев.
Обычно они имеют одно сквозное отверстие с прямоугольным срезом на конце (вместо типичного скоса приварной шейки). Как правило, размер отверстия длинной приварной шейки точно такой же, как фактический номинальный размер трубы, но при необходимости его можно изменить. Общая длина фланца сопла также зависит от конечного пользователя, а корпус сопла может быть изменен до некоторых ранее существовавших размеров или нестандартных размеров для дополнительного усиления.Основание шейки, соединяющееся с основанием фланца, слегка закруглено, чтобы смягчить резкое перпендикулярное соединение между обеими частями фланца и укрепить идею усиленной цельной конструкции.
Общая длина фланца сопла также зависит от конечного пользователя, а корпус сопла может быть изменен до некоторых ранее существовавших размеров или нестандартных размеров для дополнительного усиления.Основание шейки, соединяющееся с основанием фланца, слегка закруглено, чтобы смягчить резкое перпендикулярное соединение между обеими частями фланца и укрепить идею усиленной цельной конструкции.
В соответствии с ASME B16.5, подраздел 2.8, эти стили фланцев также известны как «прямые приварные фланцы со втулкой» и имеют минимальную информацию в основных спецификациях. Это связано с тем, что длинные приварные шейки выбираются для каждого применения в зависимости от конкретных технических требований к данному резервуару или сосуду под давлением.Рабочее давление, температура и среда сосуда являются критическими факторами при определении того, какой тип фланцевого соединения с длинной приварной горловиной вам требуется.
Помимо стандартных длинных приварных патрубков, Texas Flange также предлагает различные соединения патрубков с различной толщиной стенок. Усиленные фланцы ствола в форме патрубка являются вариантом, когда ваш сосуд высокого давления требует более прочного выходного соединения и может быть снабжен стволом желаемой толщины.Пожалуйста, свяжитесь с нами по поводу вашего конкретного применения, так как мы можем предоставить фланцы форсунок из всех доступных на рынке материалов, включая сплавы углерода, нержавеющей стали и никеля.
Нужны размеры длинной сварной шейки? Кликните сюда!
Что такое фланец с приварной горловиной, типы материалов и технические характеристики
Фланец с приварной горловиной, также называемый фланцем с конической ступицей или фланцем с высокой ступицей, представляет собой фланец, который может переносить нагрузку на трубы, обеспечивая снижение концентрации высоких напряжений в нижней части фланца. Существует две конструкции фланцев с приварной горловиной: первый тип используется с салфетками, а второй, более длинный тип, не может использоваться с трубами, но с технологической установкой. Фланец с приварной горловиной состоит из круглого фитинга, выступающего за край окружности. Эти фланцы, обычно изготавливаемые из ковки, на самом деле привариваются к трубам.
Существует две конструкции фланцев с приварной горловиной: первый тип используется с салфетками, а второй, более длинный тип, не может использоваться с трубами, но с технологической установкой. Фланец с приварной горловиной состоит из круглого фитинга, выступающего за край окружности. Эти фланцы, обычно изготавливаемые из ковки, на самом деле привариваются к трубам.
В ободе просверлено множество отверстий, позволяющих прикрепить фланец к фланцу на болтах. Эта конструкция намного лучше из-за конструктивного клапана.
Длинная приварная шейка Фланец
Длинный фланец WN выглядит как обычный фланец с приварной горловиной, но считается удлиненным. Обычно используется как насадка для колонны или бочки. Вы также можете выбрать между равным стволом LWN и тяжелым стволом LWN, которые имеют толстую стенку и собственную форму.
Переходной фланец с приварной шейкой
Его также называют редукционным фланцем для приварки, потому что фланцевая шейка имеет уменьшающийся диаметр, который можно приваривать к трубе меньшего диаметра.
NW Фланцы с длинной приварной шейкой
Этот тип фланца относится к фланцам с высокой ступицей, которые были созданы для передачи напряжения на трубу и уменьшения концентрации напряжения в нижней части фланца.
Материалы фланцев WN
Фланцы с приварной горловиной доступны из различных материалов. Эти материалы должны соответствовать установленным стандартам. Качество материалов также должно соответствовать стандартам ASTM или ASME.
Однако толщина и внутренний диаметр фланца будут соответствовать размеру трубы, для которой изготавливается этот фланец с приварной горловиной.
Говоря о материалах, углеродистый сплав является популярным материалом, используемым для изготовления этих фланцев, поскольку они также устойчивы к экстремальным температурам. Он доступен из материалов ASTM A 181 и ASTM A 105. Фланцы доступны в различных классах, таких как серия ASME B16 47 «A» и серия «B», чтобы удовлетворить потребности клиентов и отрасли.
Помимо этого материала, фланцы с приварной горловиной также изготавливаются из нержавеющей стали. Фланец изготовлен из стали ASTM A182, F304, 316L, 347H, 310S, ASME B16 5 и имеет отделку из дуплексной стали.
Также используется материал из дуплексной стали UNS S31803. Помимо нержавеющей стали, фланец для приварки доступен из других материалов, таких как углеродистый сплав и никель.
Приварной фланец из никелевого сплава доступен из сплавов Inconel 600 и 625, Hastelloy C22, C276 и других подобных материалов.
Размеры фланца с приварной горловиной
Ниже мы перечисляем некоторые размеры фланцев с приварной горловиной (класс 150) по ASME B16.5 (от 1/2” до 24”).
· Фланец с приварной горловиной 1/2” NPS имеет внутренний диаметр 0,62” и внешний диаметр 3,50”. Толщина выступа составляет 1,88 дюйма с четырьмя отверстиями для болтов.
· Фланец 3/4” NPS имеет внутренний диаметр 0,82” и внешний диаметр 3,88”. Толщина поднятой поверхности составляет 2,06 дюйма с четырьмя отверстиями для болтов.
· Фланец с приварной горловиной размером 1 дюйм NPS имеет внутренний диаметр 1.05 дюймов и наружный диаметр 4,25 дюйма. Толщина выступа составляет 2,19 дюйма, а стандартных отверстий под болты четыре.
· 2-дюймовый приварной фланец NPS имеет внутренний диаметр 2,07 дюйма и внешний диаметр 6,00 дюйма. Толщина выступающей поверхности составляет 2,50 дюйма.
· 5-дюймовый фланец NPS имеет внутренний диаметр 5,05 дюйма и внешний диаметр 10,00 дюйма. Толщина поднятого лица составляет 3,50 дюйма.
· 6-дюймовый фланец NPS имеет внутренний диаметр 6,065 дюйма и внешний диаметр 11,00 дюйма. Толщина поднятого лица равна 3.50”.
· 10-дюймовый фланец NPS имеет внутренний диаметр 10,02 дюйма и внешний диаметр 16 дюймов. Толщина поднятого лица составляет 4,00 дюйма.
· 20-дюймовый фланец NPS имеет внутренний диаметр 19,25 дюйма и внешний диаметр 27,50 дюйма. Толщина поднятого лица составляет 5,69 дюйма.
· 24-дюймовый фланец с приварной горловиной NPS имеет внутренний диаметр 23,25 дюйма и внешний диаметр 32,00 дюйма.
Фланец с приварной горловиной 6 дюймов, класс 150 и 300 Размеры и вес
Класс 150 WN Фланец в 6 дюймов (выступ) Вес 10.94 кг
Фланец с приварной горловиной, класс 300, 6 дюймов (выступ) Вес 20,13 кг
Фланец с приварной горловиной 4 дюйма, класс 150
Фланец с приварной горловиной, класс 150, 4 дюйма (RF) Вес 7,12 кг
Общие наружные диаметры: 1/2″, 2″, 3″, 4″, 6″, 8″, 10″, 12″ до 24″.
Специальные наружные диаметры: до 60”.
Диапазон классов: класс 150, 300, 400, 600, 900, 1500, 2500 (# или LB). от PN 2,5 до PN 250.
Тип поверхности фланца: RF (выступ), RTJ (кольцевое соединение)
для фланцев WN:
ASTM A105 для фланцев с приваренной горловиной из углеродистой стали.
ASTM A182 для приварного фланца из сплава и нержавеющей стали. (Сплав для F11, F22, нержавеющая сталь для F304/F304L, F316/F316L)
ASME B16. 5
5
ASME B16.47
BS 3293
DIN 2630 Ру 1 и Ру 2,5, 2631 Ру 6, 2632 Ру 10, 2634 , 2634 ПН 25, 2635 ПН 40
Перед заказом фланца с приварной горловиной компании должны подтвердить стандарт материала, внешний диаметр, класс давления, тип поверхности и график толщины.
Стандартное описание фланца с приварной горловиной: «Фланец с приварной горловиной 10 дюймов, класс 150, RF, график 40, ASTM A105 ASME B 16.5».
Ресурс принадлежит продукту Фланец стальной трубы Нажмите постоянную ссылку, чтобы просмотреть подробности и больше описания. Поделиться в социальных сетяхРазмеры фланцев с приварной шейкой B16.5 — 300 фунтов
Размеры для Фланцы с приварной шейкой300 фунтов/кв.в
Фланцы с приварной шейкой согласно ASME B16.
 5/ANSI B16.5 400#/300 фунтов в мм
5/ANSI B16.5 400#/300 фунтов в мм| Труба | Hub | поднял гралик | Шаблон сверления | Приблизительный вес | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ном. | OD | D | D | J | J | B | H | A | м | г | номер | I | K | |||
| мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | мм | килограмм | |||||
| 1/2″ | 21.3 | 95.2 | 95.2 | 15.7 | 14.2 | , 14.2 | 52.0 | 21.3 | 38.1 | 38.1 | 35 | 4 | 15.7 | 66,5 | 0,75 | |
3/4 » 26. 7 7 | 117,3 20,8 | 15,7 | 57,1 | 26,747,7 | 42,9 4 | 19 | 82,5 1,26 | |||||||||
| 1 дюйм | 33,4 | 123.9 | 26.7 | 17.09 | 17.5 | 62 | 62 | 33.59 | 53.8 | 53.8 | 50.8 | 4 | 19 | 88,9 | 88.9 | 1.52 |
| 1 1/4” | 42,2 133,3 | 35,1 | 19 | 65 | 42,2 63,5 | 63,5 4 | 19 | 98,5 2,03 | ||||||||
| 1 1/2 дюйма | 48,3 | 155.4 | 40.9 | 40.9 | 20.6 | 68.0 | 68.3 | 4 | 69.8 | 69.8 | 73.2 | 4 | 22,3 | 114.9 | 2,89 | |
| 2 | ||||||||||||||||
| 2 « | 60214 | 60214 | 165. 1 1 | 52.6 | 52.6 | 69.8 | 69.9 | 60,5 | 84 | 91.9 | 8 | 19 | 127 | 3,4 | ||
| 2 1/2 дюйма | 73 | 190,5 | 62.7 | 25.4 | 25.4 | 76.2 | 73.2 | 73.2 | 100 9 | 104.6 | 8 | 22,3 | 149,3 | 149.3 | 5.17 | |
| 9 | ||||||||||||||||
| 3 « | 88.9 | 209.5 9 | 78 | 78 | 79.2 | 79.9 | 88.9 | 117,3 | 127 | 8 | 22,3 | 168.1 | 6.93 | |||
| 3 1/2 дюйма | 101,6 | 228,6 | 90.2 | 30.2 | 30.2 | 81 | 81 | 101.6 | 133.3 | 133.0 | 139.7 | 8 | 22,3 | 184.1 | 184.1 | 8. 67 67 |
| 4 « | 4″ | 114.0 | 254 | 1024 | 102,4 | 85.7 | 85.8 | 114.0 | 146 | 157.2 | 8 | 8 | 200.1 | 11.2 | ||
| 5 дюймов | 141,3 | 279,4 | 128,3 | 35 | 98.5 | 141,2 | 177,8 | 185,6 | 8 | 22,3 | 234,9 | 15,41 | ||||
| 6 | 6 « | 168.3 | 317.51414 | 154.2 | 36.5 9 | 98.5 | 168.4 | 168.4 | 206.2 | 215.9 | 12 | 29,3 | 269.7 | 19,1 | ||
| 8″ | 219,1 | 381 | 202,7 | 41,1 | 111.2 | 219,2 | 260,3 | 269,7 | 12 | 25,4 | 330,2 | 21,49 902 | ||||
| 10” | 273 | 444,5 254,5 | 47,7 117,3 | 273,1 320,5 | 323,8 | 16 | 28,4 387,3 | 42,7 | ||||||||
| 12 дюймов | 323,8 | 520,7 | 304,8 | 50,8 | 130 | 323. 8 8 | 374,6 | 381 | 16 | 31,7 | 450,8 | 61,8 | ||||
| 14” | 355,6 584,2 | Чтобы быть 53,8 | 142,7 355,6 | 425,4 412,7 | 20 | 31,7 514,3 | 85,8 | |||||||||
| 16 дюймов | 406,4 | 647,7 | указано | 57,1 | 146 | 406.4 | 482,6 | 469,9 | 20 | 35 | 571,5 | 106 | ||||
| 18 « | 4 | 457.2 | 711.2 | Покупатель | 60.4 | 158.7 | 457.2 | 533.4 | 533.4 | 24 | 24 | 35 | 628,6 | 131 | ||
| 20” | 508 | 774,7 | 63,5 | 162 | 508 | 5872 | 584,2 | 24 | 35 | 685,8 | 158 | |||||
| 24 « | 609. 6 6 | 914,4 | 69.8 | 69.6 | 69.6 | 609.6 | 709.6 | 701.59 | 692.2 | 24 | 41.1 | 41,8 | 230 |
Фланцы с приварной шейкой согласно ASME B16.5/ANSI B16.5 400#/300 фунтов в
| Труба | Фланец | концентраторе | Выступ | Буровой Шаблон | Приблизительный вес | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Ном. | OD | D | D | J | J | B | H | A | 9м | G | номер | I | K | ||||||||
| Размер | 2в. | в. | дюйма | в. | в. | в. | в. | в. | . | . | фунтов | ||||||||||
| 1/2″ | 0.84 | 3.75 | 0,75 | 0.62 | 0.56 | 2.06 | 0.06 | 0,84 | 1.5 | 1.38 | 4 | 0.62 | 2.62 | 1.7 | |||||||
| 3/4 » 1,05 | 4,62 0,82 | 0,62 | 2,25 | 1,05 | 1,88 | 1,69 | 4 | 0,75 3,23 | 2.8 | ||||||||||||
| 1 дюйм | 1.315 | 4.88 | 4.88 | 1.05 | 0,69 | 2.44 | 1.32 | 1.32 | 2.12 | 2 | 4 | 0,75 | 35 | 3.5 | |||||||
| 1 1/4” | 1,66 5,25 | 1,38 | 0,75 | 2,56 | 1,66 2,5 | 2,5 | 4 | 0,75 3,88 | 4,5 | ||||||||||||
| 1 1/2” | 1. 9 9 | 6.12 | 6.12 | 1.61 | 0,81 | 2.69 | 2.69 | 1.9 | 2.75 | 2.88 | 4 | 0,88 | 4,5 | 6.4 | |||||||
| 2″ | 2,375 | 6,5 2,07 | 0,88 | 2,75 | 2,38 | 3,31 | 3,62 | 8 | 0,75 5,00 | 7,5 | |||||||||||
| 2 1/2” | 2.875 | 70214 | 7.5 | 2.5 | 2.47 | 1 | 3 | 2.88 | 3.94 | 4.12 | 4.12 | 8 | 0,88 | 5.88 | 11.4 | ||||||
| 3″ | 3,5 | 8,25 3,07 | 1,12 3,12 | 3.5 | 4,62 5 | 8 | 0,88 6,62 | 15,3 | |||||||||||||
| 3 1/2” | 4 | 9 | 3. 55 55 | 1.19 | 1.19 | 3.19 | 4 | 5.25 | 5.25 | 5.5 | 8 | 0,88 | 7.25 | 7.25 | 19.1 | ||||||
| 4″ | 4,5 | 10 | 4,03 1,25 | 3,38 | 4,5 5,75 | 6,19 | 8 | 0,88 7,88 | 24,7 | ||||||||||||
| 5 дюймов | 5.563 | 11 | 11 | 5 | 5.05 | 1.05 | 3.98 | 5.56 | 5.56 | 7 | 7.31 9 | 7.31 | 8 | 0,88 | 9,25 | 33,3 | |||||
| 6″ | 6,625 | 12,5 6,07 | 1,44 | 3,88 | 6,63 | 8,12 | 8,5 12 | 0,88 10,62 | 42,4 | ||||||||||||
| 8″ | 8. 625 625 | 15 | 7 | 7 | 7 9 | 1.62 | 4.38 | 8.63 | 8.63 | 10.25 | 10.62 | 12 | 1 | 13 | 65.9 | ||||||
| 10” | 10,75 | 17,5 10,02 | 1,88 4,62 | 10,75 12,62 | 12,75 16 | 1,12 15,25 | 94,1 | ||||||||||||||
| 12 дюймов | 12.75 | 20.5 | 20.5 | 12 | 2 | 2 | 5.12 | 12.75 | 12.75 | 14.75 | 15 | 16 | 1.25 | 17.75 | 136 | ||||||
| 14” | 14 | 23 | Чтобы быть 2.12 | 5,62 14 | 16,75 16,25 | 20 | 1,25 20,25 | 189 | |||||||||||||
| 16 дюймов | 16 | 25. 5 5 | Указанные | 2.25 | 5.75 | 5.75 | 16 | 19 | 18.0 9 | 20 | 1.38 | 22,5 | 22,5 | ||||||||
| 18” | 18 | 28 | puchaser 2,38 | 6,25 18 | 21 | 21 | 24 | 1,38 24,75 | 289 | ||||||||||||
| 20 дюймов | 20 | 30.5 | 2.5 | 60214 | 6.38 | 20 | 23.12 | 23 | 24 | 1.38 | 27 | 348 | |||||||||
| 24” | 24 | 36 | 2,75 6,62 | 24 | 27,62 27,25 | 24 | 1,62 32 | 507 |
Родственный поиск:
размеры фланца приварной шейки класс 300, размеры фланца приварной шейки в мм pdf, таблица размеров фланца приварной шейки 300, размер фланца приварной шейки 300
Pipingmart — портал B2B, специализирующийся на промышленной, металлической и трубопроводной продукции.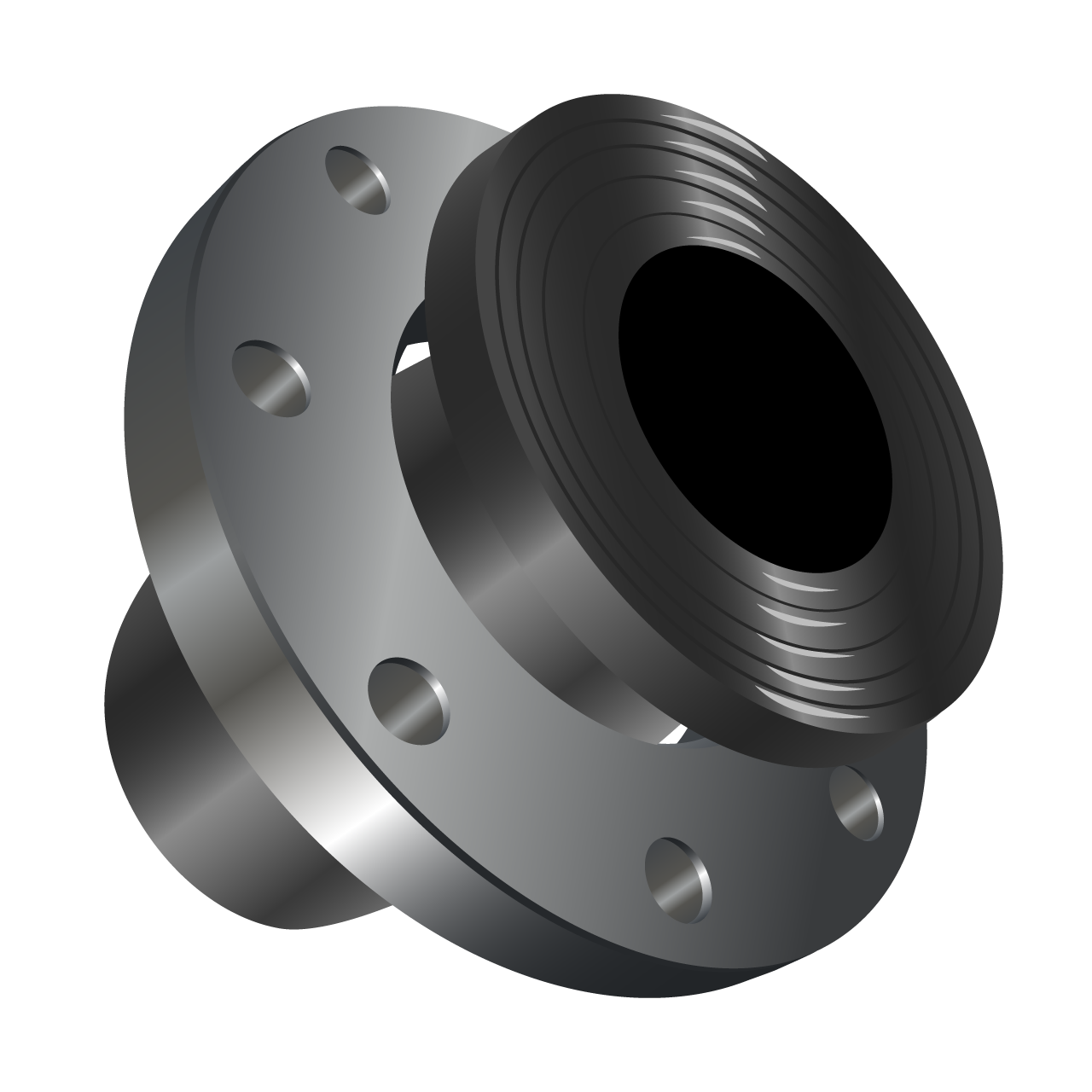 Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Кроме того, делитесь последней информацией и новостями, касающимися продуктов, материалов и различных типов марок, чтобы помочь бизнесу в этой отрасли.
Процесс сварки фланцев большого диаметра — Китайский поставщик решений для трубопроводов
В статье представлен процесс обработки фланцев большого диаметра сварочной технологией, имеющей определенное эталонное значение для обработки фланцев большого диаметра.
Фланец большого диаметра обычно используется в крупногабаритном печном и резервуарном оборудовании для соединения или усиления. Этот вид оборудования, как правило, изготавливается нестандартно, что относится к единичному или мелкосерийному производству. Обычная обработка заключается в вырезании круглой пластины в соответствии с размером на всей стальной пластине, а затем вырезании внутреннего круга на круглой пластине. Этот метод обработки прост, но требует большого размера заготовки и рабочего пространства, поэтому его можно использовать для добавления фланца большого диаметра, что приведет к низкому использованию материала и низкой экономической выгоде.
Структурный анализ фланцев большого диаметра
На отжиговой печи одного завода есть фланец большого диаметра. Материал сталь 45#. Размеры и технические требования приведены на рис. 1. Внутреннее отверстие фланца и стенка цилиндра печи отжига соединены сваркой; фланец должен быть просверлен с Φ25, чтобы было 24 отверстия для крепежных болтов, которые совпадают с другим фланцем, а посередине добавлено резиновое уплотнительное кольцо.Для обеспечения уплотняющего эффекта плоскостность фланца должна быть выше; ширина фланца играет опорную роль, а форма внутреннего круга и погрешность размера могут быть устранены во время сварки. Пока внешний круг гладкий, внешний вид не пострадает. Поэтому круглость и допуск на размеры внутренних и наружных отверстий фланца невысокие.
Рис.1 Размеры и технические требования к фланцам большого диаметра
Процесс сварки фланца большого диаметра
Из-за низкого коэффициента использования материалов, обрабатываемых традиционными способами, фланец обрабатывается комбинированным способом: то есть весь фланец поровну делится на 8 равных частей, причем форма каждой части 1/8 кольца, а 8 находится внизу, когда материал закрыт. Кольцо 1/8 собирается на плоскости, чтобы сформировать полный фланец, а затем соединяется методом сварки, и готовое изделие получается после сверления. Следующий рисунок:
Кольцо 1/8 собирается на плоскости, чтобы сформировать полный фланец, а затем соединяется методом сварки, и готовое изделие получается после сверления. Следующий рисунок:
Рис. 2
Подробно описан процесс сварки фланца:
Разбивка
Начертить схему разбивки на заготовке по размеру рисунка 3. Для повышения эффективности разбивки можно использовать шаблонную разбивку, то есть сначала на картон наложить картинку в масштабе 1:1, а затем вырезать картон в шаблон для разбивки.
Рис.3
Резка
Используйте кислородно-ацетиленовый резак для резки материала, сначала нарисуйте линию на материале, как показано ниже, а затем используйте кислородно-ацетиленовый резак, чтобы разрезать его по контурной линии. Для эффективного использования материала в качестве заготовки можно использовать лом подходящего размера.
Паз для резки и сварки
Из-за высоких требований к механическим характеристикам фланца, чтобы обеспечить достаточную прочность после сварки, в соединении используется двусторонний V-образный паз, поэтому сварной шов после вырубки разрезается кислородно-ацетиленовым резаком, чтобы обрезать оба конца по форме. как на рисунке 4 показана структура.
как на рисунке 4 показана структура.
Рис.4
Сварка
Сварка – самый важный этап всего процесса. Выбор методов сварки, настройка параметров сварки и технический уровень сварщика влияют на качество продукта.
Позиционирование
Чтобы точно соединить 8-сегментное кольцо в круг, сначала начертите на плоском верстаке круг диаметром 2300, а затем сопоставьте внутренний диаметр 8-сегментного кольца с начерченным на верстаке кругом, и Зазор между каждым сегментом кольца регулируется равномерно.Затем 8 сегментов кольца предварительно фиксируются точечной сваркой.
Метод сварки
Ручная дуговая сварка и сварка в среде защитного газа CO2 широко используются на некоторых машиностроительных предприятиях. Стоимость сварки в среде защитного газа CO2 невысока, что составляет 40-50% стоимости ручной дуговой сварки. Он отличается высокой производительностью, простотой эксплуатации и устойчивостью к растрескиванию сварных швов. Высокая, небольшая деформация после сварки, поэтому для завершения сварочных работ можно использовать сварку в среде защитного газа CO2.
Высокая, небольшая деформация после сварки, поэтому для завершения сварочных работ можно использовать сварку в среде защитного газа CO2.
Сварочные материалы
Сварочная проволока выбирается в зависимости от типа стали свариваемой конструкции. Для углеродистой стали и низколегированной высокопрочной стали сварочная проволока, отвечающая требованиям механических характеристик, в основном выбирается по принципу «соответствия равной прочности». В то же время выбор должен быть сделан с учетом обеспечения характеристик сварного соединения Сварочный материал для достижения максимальной эффективности сварки и снижения затрат на сварку.Материал фланца — сталь 45#, а его применение — печь отжига. Можно использовать сварочные проволоки типа H08MnSiA, H08MnSi и h20MnSi диаметром 1,2 мм.
Параметры сварки
Параметры спецификации сварки в среде углекислого газа включают полярность источника питания, напряжение дуги, сварочный ток, расход газа, скорость сварки, длину удлинения проволоки, индуктивность контура постоянного тока и т. д. Вот сварка обычных материалов с использованием передачи короткого замыкания. технология сварки, ток представляет собой обратное соединение постоянного тока, и используйте более низкое напряжение дуги, меньший сварочный ток, расход газа обычно составляет 8 ~ 25 л / мин.
д. Вот сварка обычных материалов с использованием передачи короткого замыкания. технология сварки, ток представляет собой обратное соединение постоянного тока, и используйте более низкое напряжение дуги, меньший сварочный ток, расход газа обычно составляет 8 ~ 25 л / мин.
Последовательность сварки
Для обеспечения качества сварки обратите внимание на последовательность сварки при сварке. 8 сварных швов не могут быть сварены последовательно. Вместо этого они должны быть сначала сварены в 4 компонента, а затем четыре компонента должны быть сварены попарно и, наконец, сварены в одно целое. Сварка обеспечивает равномерный процесс сварки, уменьшает сварочную деформацию и снижает трудность исправления.
Послесварочная обработка
После завершения сварки сначала используйте шлифовальную машину для полировки сварного шва.В то же время, в процессе сварки фланца из-за локального высокотемпературного нагрева распределение температуры в различных областях становится несбалансированным, и возникает определенная степень сварочной деформации, включая плоскую деформацию фланца и окружную деформацию, фланец после сварки необходимо исправить. В зависимости от использования фланца плоская деформация фланца должна быть выровнена. В соответствии с оборудованием и техническими условиями мастерской, методом механической коррекции или методом коррекции фланца выравнивается пламенным нагревом.Если условия ограничены, для выравнивания можно использовать и ручное долбление, то есть приваренный фланец кладут на большую поверхность, а фланец расплющивают молотком, а фланец переворачивают. Повторяют выравнивание.
В зависимости от использования фланца плоская деформация фланца должна быть выровнена. В соответствии с оборудованием и техническими условиями мастерской, методом механической коррекции или методом коррекции фланца выравнивается пламенным нагревом.Если условия ограничены, для выравнивания можно использовать и ручное долбление, то есть приваренный фланец кладут на большую поверхность, а фланец расплющивают молотком, а фланец переворачивают. Повторяют выравнивание.
Бурение
Фланец имеет 24 отверстия под болты, равномерно распределенные, и нагрузка на сверление очень велика. Согласно техническим требованиям, расстояние до края каждого отверстия невелико, а относительное положение отверстия и отверстия относительно велико.Чтобы обеспечить точность, метод Отверстие во фланце должно быть обработано соответствующим методом сверления. Кроме того, этот фланец требует много места для сверления, но его нельзя просверлить, а затем приварить, потому что неравномерная усадка после сварки приведет к большому отклонению положения отверстия и не может быть правильным. сборка.
сборка.
Заключение
Было доказано, что фланец большого диаметра, изготовленный методом сварки, соответствует требованиям использования.По сравнению с обычной обработкой этот процесс может улучшить коэффициент использования материалов и особенно полезен для применения оставшихся материалов и не ограничивается существующими спецификациями профиля. Он имеет определенные экономические преимущества в практическом применении.
Источник: Сетевое расположение — Китайский производитель фланцев большого диаметра — Yaang Pipe Industry (www.epowermetals.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали.Продукция Yaang широко используется в судостроении, атомной энергетике, морской технике, нефтяной, химической, горнодобывающей промышленности, очистке сточных вод, природном газе и сосудах под давлением и других отраслях промышленности. )
)
Если вы хотите получить дополнительную информацию о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected].
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
Фланец с соединением внахлестку VS Фланец с приварной горловиной
Фланец с соединением внахлестку VS Фланец с приварной горловиной
Фланец с соединением внахлестку (фланец LJ/Свободный фланец) представляет собой устройство, состоящее из двух частей, которое очень похоже на фланец с приварной горловиной, но также и на свободный скользящий фланец.Одна часть представляет собой втулку, называемую «укороченным концом», и имеет форму короткого отрезка трубы со сварным скосом на одном конце и узким плечом на другом конце, называемом ступицей. Ступица имеет такой же наружный диаметр, как выступ (поверхность контакта с прокладкой) фланца с приварной горловиной.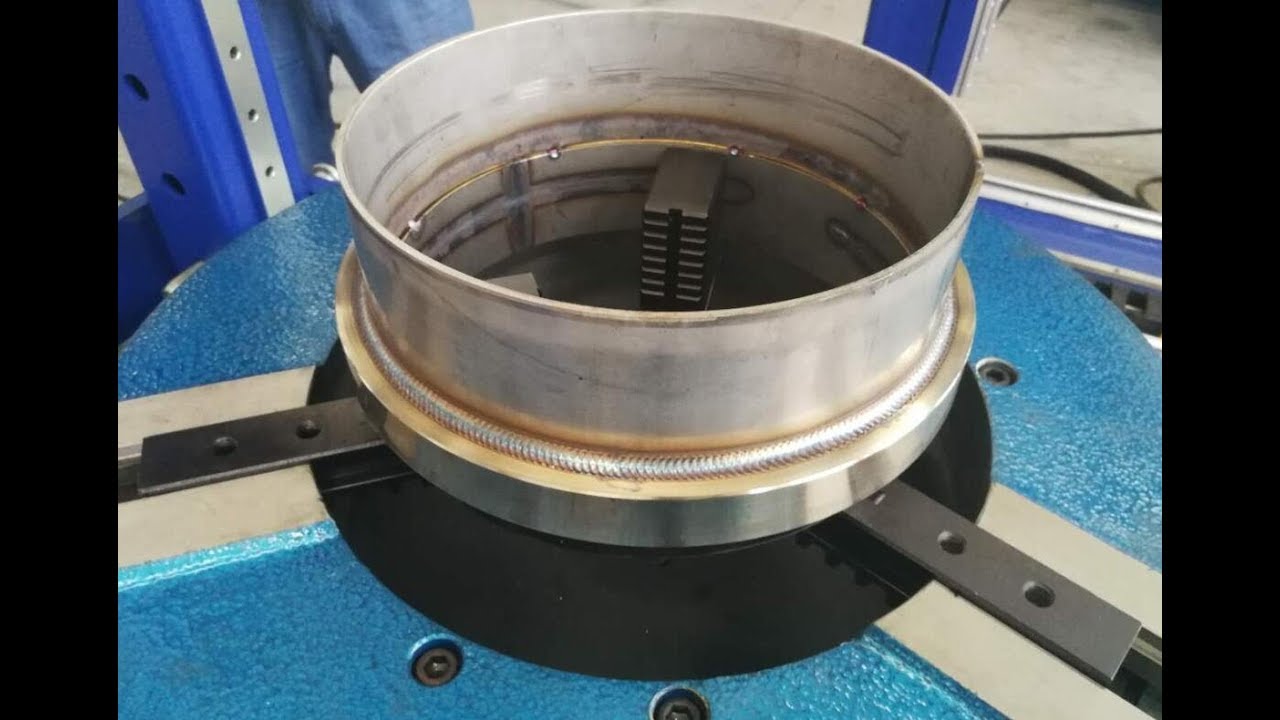 Толщина втулки обычно составляет от ¼ до 3/8 дюйма. Задняя поверхность втулки имеет закругленный переход (или внутреннюю галтель), который соединяет втулку со втулкой. Фланцы труб с соединением внахлест скользят непосредственно по трубе и чаще всего используются с фитингами с заглушками.Труба обычно приваривается к укороченному концу, а фланец трубы внахлестку может свободно вращаться вокруг укороченного конца. Преимущество этого в том, что не будет никаких проблем с выравниванием отверстий под болты. Фланцы труб с соединением внахлестку часто используются в тех случаях, когда требуется частый демонтаж.
Толщина втулки обычно составляет от ¼ до 3/8 дюйма. Задняя поверхность втулки имеет закругленный переход (или внутреннюю галтель), который соединяет втулку со втулкой. Фланцы труб с соединением внахлест скользят непосредственно по трубе и чаще всего используются с фитингами с заглушками.Труба обычно приваривается к укороченному концу, а фланец трубы внахлестку может свободно вращаться вокруг укороченного конца. Преимущество этого в том, что не будет никаких проблем с выравниванием отверстий под болты. Фланцы труб с соединением внахлестку часто используются в тех случаях, когда требуется частый демонтаж.
ЧЕРТЕЖИ ФЛАНЦА НАКЛАДНОГО СОЕДИНЕНИЯ:
Другой частью фланца внахлестку является опорный фланец. Этот фланец имеет все те же общие размеры (внешний диаметр, окружность болтов, размер отверстий под болты и т. д.), как и любой другой фланец, однако он не имеет выступа. Одна сторона, задняя, имеет небольшое плечо с квадратным вырезом в центре или в отверстии для трубы. Лицевая сторона имеет плоскую грань и в центральном отверстии наружное скругление, соответствующее скруглению «укороченной» детали. Фланцевая часть фланцевого узла с соединением внахлестку надевается на вставной конец перед тем, как муфта будет приварена к соседней трубе или фитингу. Сам фланец не приварен и никак не закреплен. Он может свободно вращаться для правильного выравнивания с тем, к чему он присоединяется.
Лицевая сторона имеет плоскую грань и в центральном отверстии наружное скругление, соответствующее скруглению «укороченной» детали. Фланцевая часть фланцевого узла с соединением внахлестку надевается на вставной конец перед тем, как муфта будет приварена к соседней трубе или фитингу. Сам фланец не приварен и никак не закреплен. Он может свободно вращаться для правильного выравнивания с тем, к чему он присоединяется.
«Укороченный конец» обычно можно приобрести в двух вариантах длины. Есть короткая версия длиной около 3 дюймов и длинная версия длиной около 6 дюймов. Проектировщику трубопроводов целесообразно знать, какая версия указана в спецификации трубопровода.
Благодаря своей конфигурации из двух частей фланец внахлестку позволяет сократить расходы или упростить работу. Экономия достигается, когда система трубопроводов требует дорогостоящего сплава для всех «смачиваемых» частей для уменьшения коррозии. Втулка или заглушка могут быть изготовлены из более дорогого сплава, а фланец может быть изготовлен из более дешевой кованой углеродистой стали.
Фланец соединения внахлестку можно поворачивать, что может быть полезно при устранении проблем с выравниванием отверстий под болты. При проектировании трубопроводной системы фланцы с соединением внахлестку не следует рассматривать исключительно для устранения неправильного выравнивания во время строительства. Хорошая практика проектирования не должна включать низкое качество строительства. Однако, если трубопровод необходимо часто демонтировать для осмотра или очистки, следует рассмотреть возможность использования фланцев с соединением внахлестку. Они дают возможность поворачивать фланцы и совмещать отверстия под болты, что упрощает сборку труб большого диаметра или необычайно жестких труб.Фланцы с соединением внахлестку
обычно используются при низком давлении и не подходят, когда на пару фланцев действуют высокие нагрузки. Некоторые типы трубопроводов требуют использования фланцев с соединением внахлестку. Например, металлическая труба, облицованная пластиком, может иметь фланцы с соединением внахлестку.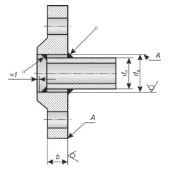
Использование фланцев с соединением внахлестку может быть вариантом для экономии средств, если трубопровод изготовлен из экзотических материалов. При использовании фланца внахлестку смачиваемые материалы будут состоять из экзотических материалов, а фланец будет из углеродистой стали.Поскольку фланец никогда не соприкасается с технологической жидкостью, жидкости не будут влиять на него.
Фланцы с соединением внахлест обычно используются при низком давлении и не подходят, когда на пару фланцев действуют высокие нагрузки. Некоторые типы трубопроводов требуют использования фланцев с соединением внахлестку. Например, металлическая труба, облицованная пластиком, может иметь фланцы с соединением внахлестку.
Использование фланцев с соединением внахлестку может быть вариантом для экономии средств, если трубопровод изготовлен из экзотических материалов.При использовании фланца внахлестку смачиваемые материалы будут состоять из экзотических материалов, а фланец будет из углеродистой стали. Поскольку фланец никогда не соприкасается с технологической жидкостью, жидкости не будут влиять на него.
Поскольку фланец никогда не соприкасается с технологической жидкостью, жидкости не будут влиять на него.
Размеры фланца с соединением внахлест аналогичны размерам фланцев с приварной горловиной, накладных или сварных фланцев враструб. Опорный фланец имеет такое же количество отверстий под болты, размер и толщину приварной шейки или накладки на фланец.
СТАНДАРТЫ, РАЗМЕРЫ И ВЕС ФЛАНЦЕВ С НАХОДНЫМ СОЕДИНЕНИЕМ
- АСМЭ/АНСИ Б16.5 фланцев внахлестку класса 150:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр ступицы Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 90 11. 230 16 22,9 3 60,3 15,9 4 0,46 3/4 100 12,7 38 16 28,2 3 69.9 15,9 4 0,66 1 110 14.3 49 17 34,9 3 79,4 15,9 4 0,89 1 1/4 115 15.9 59 21 43,7 5 88,9 15,9 4 1,06 1 1/2 125 17,5 65 22 50,0 6 98.4 15,9 4 1,36 2 150 19.1 78 25 62,5 8 120,7 19. 14 2.10 2 1/2 180 22.3 90 29 75,4 8 139,7 19.1 4 3,58 3 190 23,9 108 30 91,4 10 152.4 19.1 4 4.00 3 1/2 215 23,9 122 32 104.1 10 177,8 19.1 8 4,99 4 230 23.9 135 33 116,8 11 190,5 19.1 8 5,62 5 255 23,9 164 36 144,4 11 215.9 22,2 8 6,38 6 280 25,4 192 40 171,4 13 241,3 22,2 8 7,74 8 345 28. 6246 44 222,2 13 298,5 22,2 8 12,65 10 405 30,2 305 49 277,4 13 362.0 25,4 12 16,65 12 485 31,8 365 56 328,2 13 431,8 25,4 12 27.31 14 535 35.0 400 79 360,2 13 476,3 28,6 12 39,89 16 595 36,6 457 87 411,2 13 539.8 28,6 16 51.18 18 635 39,7 505 97 462,3 13 577,9 31,8 16 57. 0720 700 42.9 559 103 514,4 13 635,0 31,8 20 72.08 24 815 47,7 663 111 616.0 13 749.3 34,9 20 100.11 - ASME/ANSI B16.5 Фланцы с соединением внахлестку класса 300:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр концентратора Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 95 14. 338 22 22,9 3 66,7 15,9 4 0,70 3/4 115 15,9 48 25 28,2 3 82.6 19.1 4 1,16 1 125 17,5 54 27 34,9 3 88,9 19.1 4 1,50 1 1/4 135 19.1 64 27 43,7 5 98,4 19.1 4 1,86 1 1/2 155 20,7 70 30 50,0 6 114.3 22,2 4 2,63 2 165 22,3 84 33 62,5 8 127,0 19. 18 3.02 2 1/2 190 25.4 100 38 75,4 8 149,2 22,2 8 4,48 3 210 28,6 117 43 91,4 10 168.3 22,2 8 6.08 3 1/2 230 30,2 133 44 104.1 10 184,2 22,2 8 7,68 4 255 31.8 146 48 116,8 11 200,0 22,2 8 10.07 5 280 35,0 178 51 144,4 11 235.0 22,2 8 12,64 6 320 36,6 206 52 171,4 13 269,9 22,2 12 16. 398 380 41.3 260 62 222,2 13 330,2 25,4 12 24.57 10 445 47,7 321 95 277,4 13 387.4 28,6 16 39.40 12 520 50,8 375 102 328,2 13 450,8 31,8 16 56,33 14 585 54.0 425 111 360,2 13 514,4 31,8 20 81,97 16 650 57,2 483 121 411,2 13 571.5 34,9 20 106.10 18 710 60,4 533 130 462,3 13 628,6 34,9 24 127,52 20 775 63. 5587 140 514,4 13 685,8 34,9 24 157,92 24 915 69,9 702 152 616.0 13 812.8 41,3 24 237,21 - ASME/ANSI B16.5 Фланцы с соединением внахлестку класса 600:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр концентратора Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 95 14. 338 22 22,9 3 66,7 15,9 4 0,70 3/4 115 15,9 48 25 28,2 3 82.6 19.1 4 1,16 1 125 17,5 54 27 34,9 3 88,9 19.1 4 1,50 1 1/4 135 20.7 64 29 43,7 5 98,4 19.1 4 2.01 1 1/2 155 22,3 70 32 50,0 6 114.3 22,2 4 2,83 2 165 25,4 84 37 62,5 8 127,0 19. 18 3,42 2 1/2 190 28.6 100 41 75,4 8 149,2 22,2 8 5.00 3 210 31,8 117 46 91,4 10 168.3 22,2 8 6,71 3 1/2 230 35,0 133 49 104.1 10 184,2 25,4 8 8,56 4 275 38.1 152 54 116,8 11 215,9 25,4 8 14.29 5 330 44,5 189 60 144,4 11 266.7 28,6 8 23.80 6 355 47,7 222 67 171,4 13 292,1 28,6 12 27,93 8 420 55. 6273 76 222,2 13 349,2 31,8 12 42,59 10 510 63,5 343 111 277,4 13 431.8 34,9 16 76.04 12 560 66,7 400 117 328,2 13 489,0 34,9 20 90,92 14 605 69.9 432 127 360,2 13 527,0 38.1 20 109,42 16 685 76,2 495 140 411,2 13 603.2 41,3 20 154,99 18 745 82,6 546 152 462,3 13 654,0 44,5 20 189,94 20 815 88. 9610 165 514,4 13 723,9 44,5 24 243,66 24 940 101,6 718 184 616.0 13 838.2 50,8 24 346,39 - ASME/ANSI B16.5 Фланцы с соединением внахлестку класса 900:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр концентратора Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 120 22. 338 32 22,9 3 82,6 22,2 4 1,69 3/4 130 25,4 44 35 28,2 3 88.9 22,2 4 2,28 1 150 28,6 52 41 34,9 3 101,6 25,4 4 3,41 1 1/4 160 28.6 64 41 43,7 5 111,1 25,4 4 3,89 1 1/2 180 31,8 70 44 50,0 6 123.8 28,6 4 5.41 2 215 38.1 105 57 62,5 8 165,1 25,4 8 9,57 2 1/2 245 41. 3124 64 75,4 8 190,5 28,6 8 13.54 3 240 38.1 127 54 91,4 10 190.5 25,4 8 11.13 4 290 44,5 159 70 116,8 11 235,0 31,8 8 18,96 5 350 50.8 190 79 144,4 11 279,4 34,9 8 31.45 6 380 55,6 235 86 171,4 13 317.5 31,8 12 40.16 8 470 63,5 298 114 222,2 13 393,7 38. 112 72,66 10 545 69.9 368 127 277,4 13 469,9 38.1 16 105,50 12 610 79,4 419 143 328,2 13 533.4 38.1 20 141,92 14 640 85,8 451 156 360,2 13 558,8 41,3 20 162.02 16 705 88.9 508 165 411,2 13 616.0 44,5 20 199,98 18 785 101,6 565 190 462,3 13 685.8 50,8 20 277,51 20 855 108,0 622 210 514,4 13 749,3 54,0 20 348,93 24 1040 139. 7749 267 616.0 13 901,7 66,7 20 671,17 - ASME/ANSI B16.5 Фланцы с соединением внахлестку класса 1500:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр концентратора Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 120 22.3 38 32 22,9 3 82,6 22,2 4 1,69 3/4 130 25,4 44 35 28,2 3 88. 922,2 4 2,28 1 150 28,6 52 41 34,9 3 101,6 25,4 4 3,41 1 1/4 160 28.6 64 41 43,7 5 111,1 25,4 4 3,89 1 1/2 180 31,8 70 44 50,0 6 123.8 28,6 4 5.41 2 215 38.1 105 57 62,5 8 165,1 25,4 8 9,57 2 1/2 245 41.3 124 64 75,4 8 190,5 28,6 8 13.54 3 265 47,7 133 73 91,4 10 203. 231,8 8 17.29 4 310 54,0 162 90 116,8 11 241,3 34,9 8 27.02 5 375 73.1 197 105 144,4 11 292,1 41,3 8 51,41 6 395 82,6 229 119 171,4 13 317.5 38.1 12 60,85 8 485 92,1 292 143 222,2 13 393,7 44,5 12 103.41 10 585 108.0 368 178 277,4 13 482,6 50,8 12 181,39 12 675 123,9 451 219 328,2 13 571. 554,0 16 286,48 14 750 133,4 495 241 360,2 13 635,0 60,3 16 384,80 16 825 146.1 552 260 411,2 13 704,8 66,7 16 492,31 18 915 162,0 597 276 462,3 13 774.7 73,0 16 638,30 20 985 177,8 641 292 514,4 13 831,8 79,4 16 766,56 24 1170 203.2 762 330 616.0 13 990,6 92,1 16 1227,85 - ASME/ANSI B16. 5 Фланцы с соединением внахлестку класса 2500:
Номинальный размер трубы Внешний диаметр фланца Толщина соединения внахлест Мин. Диаметр концентратора Длина через ступицу Скважина Угловой радиус отверстия притертого фланца Диаметр окружности болта Диаметр отверстий под болты Количество болтов Приблизительный вес, кг NPS О тф Икс Д Б р Вт я н 1/2 135 30.2 43 40 22,9 3 88,9 22,2 4 3.01 3/4 140 31,8 51 43 28,2 3 95.2 22,2 4 3,43 1 160 35,0 57 48 34,9 3 108,0 25,4 4 4,87 1 1/4 185 38. 173 52 43,7 5 130,2 28,6 4 7.12 1 1/2 205 44,5 79 60 50,0 6 146.0 31,8 4 10.10 2 235 50,9 95 70 62,5 8 171,4 28,6 8 14,67 2 1/2 265 57.2 114 79 75,4 8 196,8 31,8 8 20,91 3 305 66,7 133 92 91,4 10 228.6 34,9 8 32.29 4 355 76,2 165 108 116,8 11 273,0 41,3 8 49. 095 420 92.1 203 130 144,4 11 323,8 47,6 8 82,84 6 485 108,0 235 152 171,4 13 368.3 54,0 8 128,65 8 550 127,0 305 178 222,2 13 438,2 54,0 12 184,69 10 675 165.1 375 229 277,4 13 539,8 66,7 12 356,50 12 760 184,2 441 254 328,2 13 619.1 73,0 12 498,67
 2
2 1
1 6
6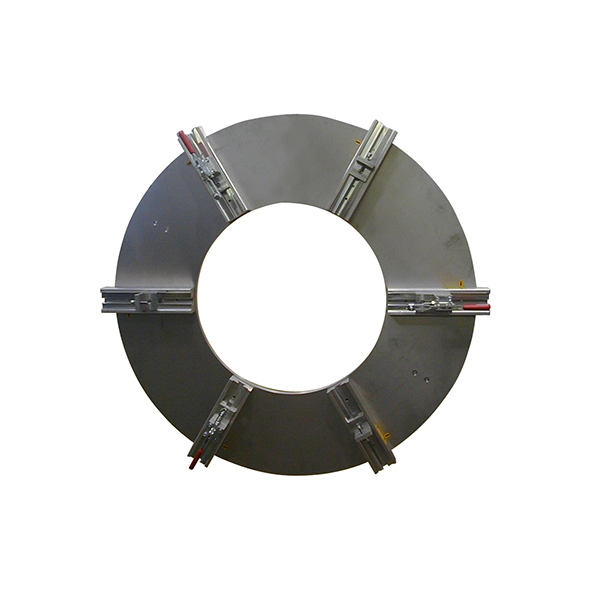 07
07 3
3 1
1 39
39 5
5 3
3 1
1 6
6 9
9 3
3 3
3 1
1 7
7 9
9 2
2 5
5 5 Фланцы с соединением внахлестку класса 2500:
5 Фланцы с соединением внахлестку класса 2500: 1
1 09
09Допуски на размеры фланцев внахлестку ASME B16.
 5
5 Чертеж фланца внахлестку
Размеры указаны в миллиметрах, если не указано иное.
ВНЕШНИЙ ДИАМЕТР ≤ 24 = 1,6 мм | ВНУТРЕННИЙ ДИАМЕТР ≤ 10 = ± 0.8 мм |
ДИАМЕТР КОНТАКТНОЙ ПОВЕРХНОСТИ 1,6 мм с выступом = ± 0,8 мм | БУРЕНИЕ Окружность болта = 1,6 мм |
ДИАМЕТР ЦЕНКИТо же, что и для внутреннего диаметра | ВНЕШНИЙ ДИАМЕТР СТУПИЦЫ ≤ 12 = + 2. |
ТОЛЩИНА ≤ 18 = + 3,2 мм / – 0 | ДЛИНА ЧЕРЕЗ СТУПИЦУ ≤ 18 = + 3,2 мм / – 0,8 мм |
 4 мм / – 1,6 мм
4 мм / – 1,6 мм Фланец с приварной шейкой (также известный как фланец с высокой ступицей, фланец WN, фланец с приварной шейкой и фланец с конической ступицей) – это тип фланца.Есть два дизайна. Обычный тип используется с трубами. Длинный тип не подходит для труб и используется в технологических установках. Фланец с приварной горловиной состоит из круглого фитинга с выступающим краем по окружности. Как правило, эти фланцы изготавливаются из поковки и обычно привариваются к трубе встык. Обод имеет ряд просверленных отверстий, которые позволяют прикрепить фланец к другому фланцу с помощью болтов.
Такие фланцы подходят для использования в агрессивных средах с экстремальными температурами, давлением или другими источниками напряжения. Упругость этого типа фланца достигается за счет распределения нагрузки окружающей среды с трубой, с которой он приварен. Этот тип фланца успешно используется при давлении до 5000 фунтов на квадратный дюйм.
Упругость этого типа фланца достигается за счет распределения нагрузки окружающей среды с трубой, с которой он приварен. Этот тип фланца успешно используется при давлении до 5000 фунтов на квадратный дюйм.
Фланец с приварной горловиной представляет собой тип стального фланца, предназначенный для передачи напряжений на трубу с целью снижения высокой концентрации напряжений в основании фланца. По сравнению с другими типами, фланцы с приварной горловиной известны своей конической ступицей и плавным переходом от толщины фланца к толщине стенки трубы.Они устойчивы к деформации и обычно используются для трубопроводов высокого давления в условиях высоких или низких температур.
Фланец с приварной горловиной (фланец WN) означает, что фланец имеет шейку для сварки с трубой, его легко узнать по длинной конической шейке на фланце (шейка также называется ступицей во фланце с приварной шейкой). Коническая шейка может обеспечить высокопрочную арматуру для поддержки фланца и трубы. Это означает, что фланец с приварной горловиной подходит для использования в условиях высокого давления и экстремальных температур.
Это означает, что фланец с приварной горловиной подходит для использования в условиях высокого давления и экстремальных температур.
Фланцы с приварной шейкой обычно называют фланцем с высокой ступицей. Он предназначен для передачи напряжений на трубу, тем самым снижая высокие концентрации напряжений в основании фланца.
Размеры Фланцы с приваренной шейкой и Шпильки ASME B16.5NPS 1/2 – Н.Д. 21,3
| КЛ | 150 | 300 | 600 | 900 | 1500 | 2500 |
| ДИА А | 30 | 38 | 38 | 38 | 38 | 43 |
| ДИА Д | 90 | 95 | 95 | 120 | 120 | 135 |
| ТГК Б | 9.6 | 12,7 | 14.3 | 22,3 | 22,3 | 30,2 |
11. 2 2 | 14.3 | 20,7 | 28,7 | 28,7 | 36,6 | |
| ДИА Г | 35,1 | 35,1 | 35.1 | 35,1 | 35,1 | 35,1 |
| ДИА К | 60,3 | 66,7 | 66,7 | 82,6 | 82,6 | 88,9 |
| ЧАС | 46 | 51 | 52 | 60 | 60 | 73 |
| 47.6 | 52,6 | 58,4 | 66,4 | 66,4 | 79,4 | |
| НЕТ. л | 4 | 4 | 4 | 4 | 4 | 4 |
| ДИА Л | 15,9 | 15.9 | 15,9 | 22,2 | 22,2 | 22,2 |
| Шпильки диаметр x длина | ||||||
| ДИА (ИН) | 1/2 | 1/2 | 1/2 | 3/4 | 3/4 | 3/4 |
| Лен мм | 55 | 65 | 75 | 110 | 110 | 120 |
| Другие диаметры | |||||||
| NPS | 1/2 | 3/4 | 1 | 1¼ | 1½ | 2 | 2½ |
| 3 | 3½ | 4 | 5 | 6 | 8 | 10 | |
| 12 | 14 | 16 | 18 | 20 | 24 | ||
Примечания:
- Размеры указаны в миллиметрах, если не указано иное.
- Длина шпильки не включает высоту фаски (точки).
- ID = В зависимости от толщины стенки трубы, должен быть указан покупателем.

Размерные допуски фланцев с приварной шейкой ASME B16.5
Размеры указаны в миллиметрах, если не указано иное.
ВНЕШНИЙ ДИАМЕТР ≤ 24 = 1,6 мм | ВНУТРЕННИЙ ДИАМЕТР ≤ 10 = ± 0,8 мм |
ДИАМЕТР КОНТАКТНОЙ ПОВЕРХНОСТИ 1,6 мм с выступом = ± 0,8 мм | БУРЕНИЕ Окружность болта = 1,6 мм |
ДИАМЕТР ЦЕНКИТо же, что и для внутреннего диаметра | ВНЕШНИЙ ДИАМЕТР СТУПИЦЫ ≤ 12 = + 2,4 мм / – 1,6 мм |
ТОЛЩИНА ≤ 18 = + 3,2 мм / – 0 | ДЛИНА ЧЕРЕЗ СТУПИЦУ ≤ 18 = + 3.2 мм / – 0,8 мм |
 8 мм макс.
8 мм макс. - Углеродистые стали: ASTM A105, A350 LF2, BS1503-221,224 и LT50.
- Низкотемпературный: A350 LF3, BS1503-503.
- Материалы сплава: A182-F5, F9, F11, F22, BS1503-625,629,621,620,622, 13Cr Mo44
- и 15Mo3.
- Высокопроизводительные материалы (оффшорные): A694-F46, F50, F52, F60, F65.
- Нержавеющие стали: A182-F304, F304H, F304L, F316, F316H, F316L, F321, F321H, F310, F347, F6NM и эквивалентные марки BS1503.
- Дуплекс: ASTM A182 F51 и UNS 31803.
- Супер нержавеющая сталь: UNS32750, 327670, 31254, ASTM A182 F44.
- Экзотические сплавы: Monel 400, lncoloy 800/H/HT, lncoloy 600/625, Hastelloy, титан и медно-никелевый сплав 90/10,70/30. Тип API 2/4-45/60k.

- Стандартный рейтинг: 150 фунтов, 300 фунтов, 400 фунтов, 600 фунтов, 1500 фунтов и 2500 фунтов.
- Размер: от 1/4NB до 72″NB и от 6 мм до 1800 мм NB
- Облицовка: РФ/РТЖ
Преимущества фланцев с приварной горловиной:
- Фланец с приварной горловиной подходит для использования в условиях высокого давления, высокой температуры и низкой температуры из-за метода соединения сваркой встык.
- Фланец с приварной шейкой имеет хорошее распределение напряжения за счет конической шейки.
- Стыковое сварное соединение можно легко проверить, например, с помощью радиографического контроля.

Недостатки фланцев с приварной горловиной:
- Фланец с приварной горловиной является громоздким, тяжелым, дорогим и сложным в установке и позиционировании, что облегчает удары во время транспортировки.
- Фланец с приварной горловиной широко используется, и область применения определяется в зависимости от различных характеристик.Он в основном используется в случае умеренных условий среды, таких как неочищенный сжатый воздух низкого давления и циркуляционная вода низкого давления, и его преимущество заключается в относительно низкой цене. Применительно к соединению стальных труб с номинальным давлением не более 2,5 МПа поверхность уплотнения фланца для стыковой сварки может быть гладкой, вогнутой, выпуклой и рифленой. Гладкий фланец для сварки встык имеет наибольшее применение, другие два способа Фланец для сварки встык также широко используется.
- Сварной фланец может выдерживать высокую температуру и высокое давление, многократные изгибы и колебания температуры, а герметичность является надежной. Фланец для стыковой сварки с номинальным давлением 0,25-2,5 МПа имеет вогнуто-выпуклую уплотнительную поверхность. Основная среда приложения является подходящей.

Преимущества фланцев с соединением внахлестку: Фланцы с соединением внахлестку
имеют определенные преимущества по сравнению с другими фланцами. Вот они:
- Фланцы с соединением внахлестку могут свободно вращаться вокруг трубы.Это облегчает совмещение отверстий под болты противоположных фланцев.
- Отсутствие контакта с жидкостью внутри трубы приводит к большей долговечности этих фланцев.
- В трубопроводных системах, которые быстро подвергаются коррозии или эрозии, фланцы с соединениями внахлестку можно спасти для повторного использования.
- Способность удерживать давление фланцев внахлестку невелика. Но это лучше, чем у накладных фланцев.
- Соединение внахлест работает как опорное кольцо на заглушке.
- Основное преимущество фланца с соединением внахлестку заключается в том, что отверстия под болты могут быть совмещены с соответствующим фланцем после завершения сварки.
- Они обеспечивают возможность выравнивания вращения.
- Из-за конструкции фланца с соединением внахлест он может поворачиваться вокруг врезного конца и футеровки трубы. Когда система трубопроводов часто собирается и разбирается, лучше использовать фланец с соединением внахлестку. Это означает, что фланец может работать, даже если отверстия для болтов на двух фланцах не совпадают.
- В коррозионной ситуации фланцевые соединения необходимо заменить очень быстро. Для фланца с соединением внахлестку с трубой и жидкостью соприкасается только врезной конец, опорный фланец не должен касаться его.Это означает, что вы можете заменить только врезной конец, нет необходимости заменять опорный фланец, поэтому фланец внахлестку может снизить стоимость трубопроводных систем.
- Опорный фланец и заглушка разделены, поэтому мы можем использовать два разных материала для двух частей. Это может работать для более сложного приложения.
 Но это лучше, чем у накладных фланцев.
Но это лучше, чем у накладных фланцев.
Недостатки фланцев внахлестку:
- Поймите низкое давление.
- Прочность приварного кольца низкая (особенно при толщине менее 3 мм).
- Свободные фланцы в основном используются в приложениях среднего и низкого давления. Требования к точности (точность размеров, требования к допускам, требования к шероховатости, требования к плоскостности) при производстве не высоки, поэтому требования к герметизации невысоки.
Цена фланца с приварной горловиной выше, чем фланца с соединением внахлестку. Фланцы с соединением внахлестку
более удобны в использовании, чем фланцы с приварной горловиной.
Источник: Китайский производитель фланцев — Yaang Pipe Industry (www.steeljrv.com)
(Yaang Pipe Industry является ведущим производителем и поставщиком изделий из никелевого сплава и нержавеющей стали, включая фланцы из супердуплексной нержавеющей стали, фланцы из нержавеющей стали, фитинги для труб из нержавеющей стали, трубы из нержавеющей стали. Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Продукция Yaang широко используется в судостроении, атомной энергетике, судостроении. машиностроение, нефтяная, химическая, горнодобывающая, очистка сточных вод, природный газ и сосуды под давлением и другие отрасли промышленности.)
Если вы хотите получить больше информации о статье или поделиться с нами своим мнением, свяжитесь с нами по адресу [email protected]
Обратите внимание, что вас могут заинтересовать другие технические статьи, которые мы опубликовали:
• Что такое фланцы внахлестку
?
• Когда использовать фланец с соединением внахлестку
• Как получить высококачественные фланцы с приварной шейкой
• Как получить высококачественные фланцы для соединения внахлестку
• Что такое стальные фланцы
?
Каталожные номера:
Фланцы для сварки враструб, Фланец для сварки враструб, Фланец для сварки стали, Фланцы для сварки враструб Производители
Фланец для приварки враструб, популярный тип фланца трубы, изначально был разработан для использования на небольших трубопроводах высокого давления. Изготовление этого типа фланца аналогично изготовлению накладного фланца. Однако внутренний карман фланца под сварку враструб обеспечивает гладкое отверстие и лучший поток жидкости. При наличии внутреннего сварного шва статическая прочность этого фланца равна прочности накладного фланца, но усталостная прочность на 50% выше, чем у накладных фланцев с двойной сваркой.
Изготовление этого типа фланца аналогично изготовлению накладного фланца. Однако внутренний карман фланца под сварку враструб обеспечивает гладкое отверстие и лучший поток жидкости. При наличии внутреннего сварного шва статическая прочность этого фланца равна прочности накладного фланца, но усталостная прочность на 50% выше, чем у накладных фланцев с двойной сваркой.
Условия гладкого отверстия в таком фланце могут быть легко достигнуты без необходимости снятия фаски с поверхности фланца и после сварки повторной обработки фланца под сварку враструб, как это требуется для накладных фланцев.По этой причине фланец с внутренней сваркой популярен в трубопроводах химических процессов.
Используемые материалы:- Легированная сталь
- Углеродистая сталь
- Нержавеющая сталь
- Чугун
- Резина
- ПВХ
- Термопласты
- Алюминий
- Латунь
- Бронза и т. д.
 д.
д.- Углубление по внутреннему диаметру приварного фланца враструб обеспечивает хорошую посадку трубы, обеспечивающую плавный поток жидкость. Фланцы для приварки враструб
- хорошо подходят для небольших и больших размеров температурный режим давления.
- Они аналогичны накидным фланцам, но должны указывать перечень труб, для которых они будут использоваться с раструбными сварными швами.
Использование фланцев под сварку враструб:
- Идеально подходят для работы с малым диаметром.
- Они используются для приложений высокого давления.
- Фланцы под сварку враструб имеют внутреннюю выемку на внутренней стороне диаметр, обеспечивающий плавный поток технологической жидкости.
- Создают гладкое отверстие при правильной сварке и шлифовке.
