Сварка угловых швов. Особенности соединений и техника их выполнения.
Екатерина
В настоящее время в строительстве и при монтаже различных деталей, очень часто используется сварка угловых швов. Металлические изделия, соединяющиеся посредством такого соединения, отличаются высокой прочностью и надежностью. Однако, угловые швы при сварке требуют от человека, выполняющего работу определенных знаний и умений. Поскольку процесс сварки – трудоемкий и затратный по времени, т.к. в нем много нюансов. Рассмотрим, что же представляет собой сварка углового шва, в чем ее специфика и как ее осуществить в домашних условиях.
Содержание статьи
- Виды угловых швов
- Сложности в процессе образования углового соединения
- Подготовка сторон шва
- Угловые швы при сварке. Отличительные особенности.
Виды угловых швов
Сварка углового шва представляет собой соединение двух металлических изделий или профильных труб, под углом менее 180°. Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
Однако, зачастую в конструкциях из метала создаются штыки, где стороны находятся пол углом в 90°. Такое расстояние нужно выдерживать для того, чтобы в процессе сварки, обе стороны подвергались одинаковой нагрузке и сама конструкция была более прочной.
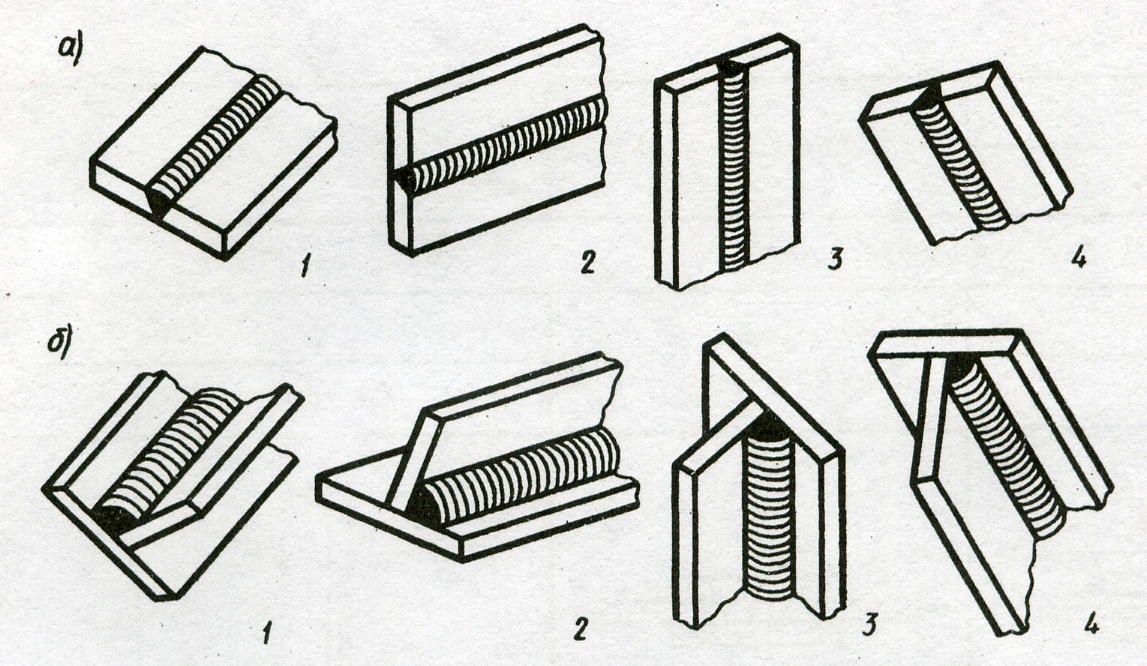
Угловые швы при сварке дифференцируются на несколько типов. Выделяются:
- нахлесточное соединение,
- шов с примыканием краев в точке соединения,
- шов с прикладыванием одного конца к ровной плоскости, также подобный тип соединения называется тавровым,
- соединение с разделкой кромок и без нее.
Угловой сварочный шов классифицируется в зависимости от того, как производится его укладка. Исход из этого критерия выделяются: сплошные и прерывистые соединения. Также выделяются разновидности швов по длине: короткие (до 250 мм), средние ( они образуются от точки сопряжении поверхностей обоих металлических изделий до краев свариваемой детали, величина такого соединения варьируется в промежутке от 250 до 1000 мм). Длинные угловые швы создаются протяженностью в 1000 мм и более.
Длинные угловые швы создаются протяженностью в 1000 мм и более.
Сложности в процессе образования углового соединения
Для того, чтобы шов при сварке получился максимально прочным и качественным, нужно быть готовым к тому, что в процессе выполнения работы можно столкнуться с рядом дефектов. Рассмотрим основные из них:
- Подрезы. В процессе создания углового соединения, под воздействием электрической дуги, на поверхности металлических изделий образуются углубления. Если речь идет о сварочной работе, осуществляемой в нижнем положении, то задерживая электрод можно наплавлять присадочный материал на поврежденный участок. Но угловое соединение выполняется намного сложнее и придется потрудиться, чтобы «загнать» частицы раскаленного металла на боковую стенку. В связи с этим, обычно сварной угловой шов имеет выемки только с одного бока.
- Образование непроваренных отрезков шва. Из-за недостаточного опыта, многие сварщики, выполняющие технику углового шва, для того чтобы заполнить место соединения, начинают слишком сильно двигать концом электрода по сторонам.
 Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается. - Выбран неверный катет углового шва. Чтобы сварка углового шва получилась качественной, важно научиться выбирать правильные параметры напряжения и вести электрод с нужной скоростью, не превышая ее. Если ток будет недостаточным, а электроды будут проходить с маленькой скоростью, то катет будет слишком выпуклым, а значит основной металл плохо проплавится. Чрезмерная сила тока и высокая скорость ведения электрода приведут к образованию вогнутой формы катета.
- Неправильный угол. Сварочные соединения обычно имеют определенную форму относительно градуса угла. Нюанс состоит в том, чтобы выдержать точные размеры. Если приставная пластина будет проходить, наклонившись к одному боку, то она попросту испортит качество конструкции.
- Еще одним негативный момент может возникнуть в случае неравномерного распределения наплавляемого металла по сторонам соединения. В связи с тем, что под воздействием высоких температур и силой тяжести от электрода и кромок, расплавленное железо направляется вниз, то основная часть шва оказывается на нижней пластине. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
 Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается.
Подобные манипуляции приводят к тому, что металл оседает по бокам и корень шва не проваривается. Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.
Верхняя кромка может только слегка проплавиться и в итоге такой шов может сразу деформироваться, а то и вовсе распасться при нагрузке.Помимо вышеописанных дефектов выделяются еще и некоторые недочеты, которые могут возникнуть в процессе выполнения работы: лунки, пустоты, кратеры, трещины, свищи, образование твердых посторонних включений.
Подготовка сторон шва
Обратите внимание! Прежде чем начать выполнять сварной шов, надо произвести подготовку сторон и стыков.
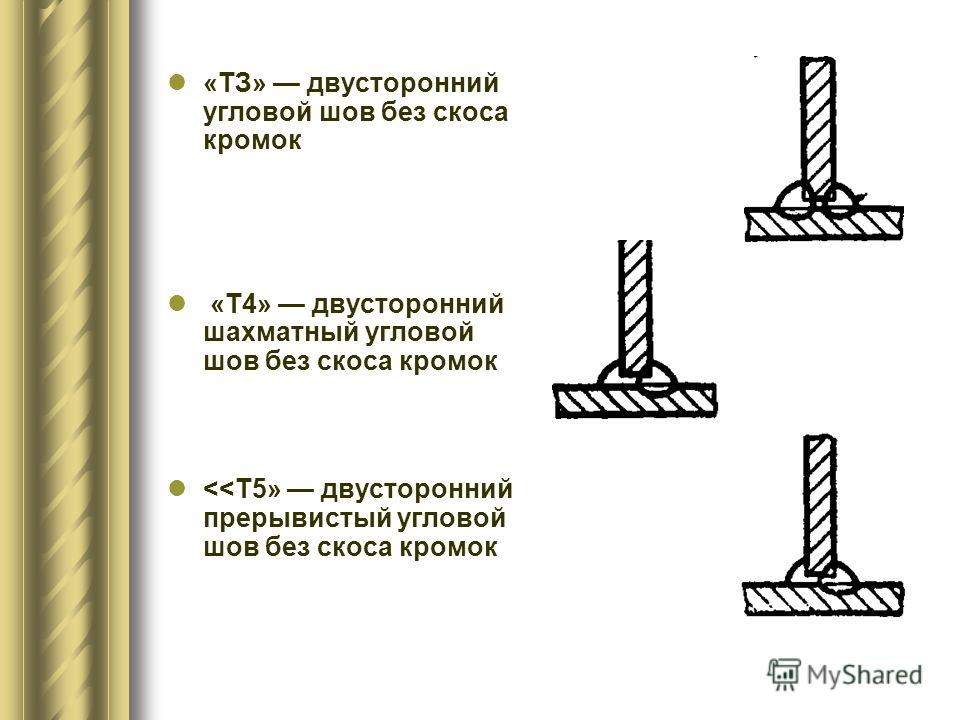
Осуществляя подготовку поверхностей для тавровых соединений, следует учитывать, что одна из сторон конструкции, подвергающейся сварке, образует горизонтальную плоскость, а другая – вертикальную. Таким образом, между обеими плоскостями образуется прямой угол.
При Т-образном (тавровом) соединении, подготавливать кромку вертикальной плоскости нужно исходя из толщины листов, которые выбраны для сварки. Если толщина металлического листа не превышает показатель в 12 мм, то ему подготовка и вовсе не нужна. Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
Если же толщина варьируется в промежутке от 12 до 25 мм, то на ее кромке надо сделать V-образную подготовительную обрезку. Если же толщина заготовки, предусмотренной для вертикальной поверхности составляет 25-40 мм, то в данном случае нужно создать U-образные скосы кромок в одну сторону. При толщине листа более 40 мм, выполняются скосы кромок с обеих сторон в виде буквы V.
В отличие от таврового, никакой подготовки кромок не требуют нахлесточные угловые соединения. Швы нужно наложить на обе стороны в углах, образующихся после того, как металлические листы будут совмещены, посредством накладки один на одного.
В случае создания классического углового соединения (две соединенные детали из металла образую угол), надо обрезать торец лишь одного из элементов.
Угловые швы при сварке. Отличительные особенности.
Процесс угловой сварки характеризуется рядом отличительных особенностей. Рассмотрим наиболее приемлемые способы, при помощи которых осуществляется сварка угловых соединений.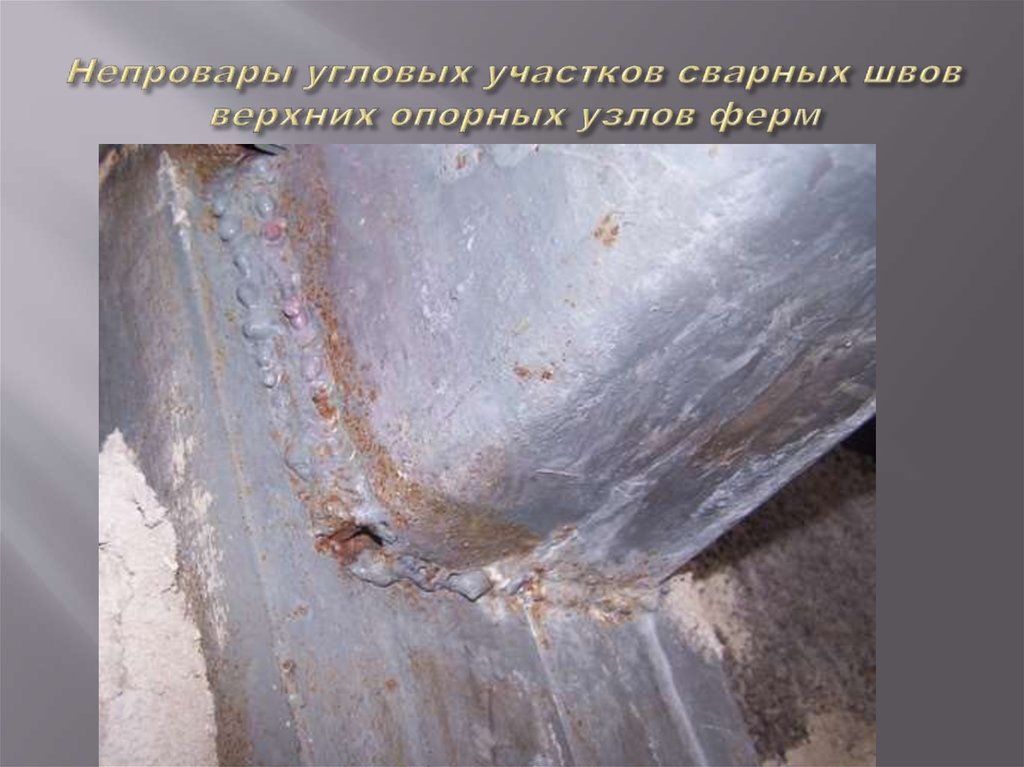
Если плоскость шва расположена внизу, то сваривать детали лучше по способу «лодочки». Такой метод позволит получить максимально качественный шов и он хорошо подходит для новичков в выполнении сварочных работ. Изделие ставится в V-образную форму, напоминающую лодку, отсюда и название метода.
При сварке «лодочкой», риск образования таких дефектов как: подрез кромок или непровар, практически сведен к нулю.
Однако, такие подходящие условия для создания углового шва, не всегда присутствуют. Зачастую, в месте соединения металлических изделий посредством «лодочки», тавровые сварные швы образуются таким образом, что одна из поверхностей находится строго в вертикальном положении, другая – в горизонтальном.
В подобной ситуации непросто получить качественное соединение, т.к. в верхней части угла и в горизонтальной плоскости шва деталь может не провариться. На плоскости, расположенной вертикально, могут появиться подрезы. Причиной их возникновения может стать стекающий вниз расплавленный металл.
Для того, чтобы избежать появления вышеуказанных дефектов, важно вести электрод по линии сварки легкими колебательными движениями.
Совет! Проводку электрода осуществляйте одинарным швом с катетом 8 мм.
Чтобы исключить риск непровара, возбуждение сварочной дуги должно начинаться на дистанции 3-4 мм от кромки катета на нижней горизонтальной плоскости. После, дугу надо направить на верхнюю точку шва и задержать ее там. Таким образом, вы получите хорошо проваренную деталь.
Для получения качественного и прочного углового сварного шва, нужно четко придерживаться последовательности действий. Для создания углового соединения подойдет любой сварочный аппарат. Не забывайте о мерах предосторожности и выполняйте сварочные работы в защитном костюме и маске.
Похожие публикации
Угловой шов | Сварка металлов
Сообщение об ошибке
Deprecated function: The each() function is deprecated. This message will be suppressed on further calls в функции menu_set_active_trail() (строка 2396 в файле /home/nhlstar/domains/svarkametallov.ru/public_html/includes/menu.inc).
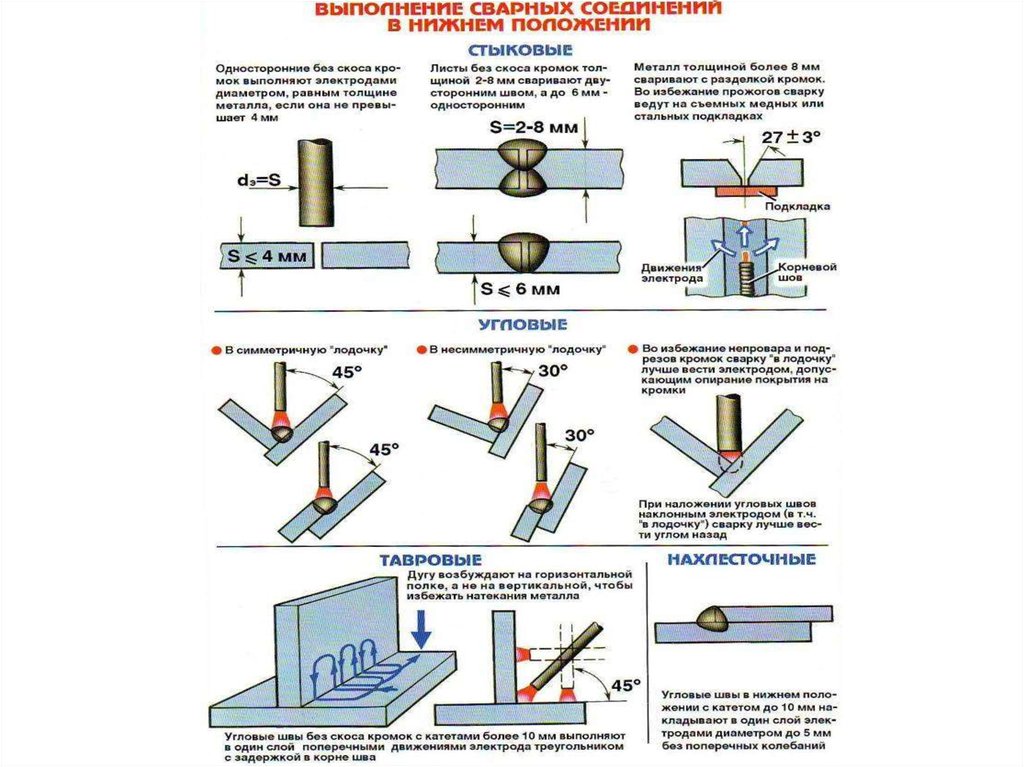
This message will be suppressed on further calls в функции menu_set_active_trail() (строка 2396 в файле /home/nhlstar/domains/svarkametallov.ru/public_html/includes/menu.inc).При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
Толщина свариваемых листов, мм | Катет шва, мм | Диаметр электрода | Ток. А |
4-6 | 5 | 5 | 250-300 |
6-8 | 6 | 6 | 300-350 |
10- 14 | 8 | 8 | 480-560 |
Примечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Тип шва | Толщина металла, мм | Число слоев или проходов | Диаметр электрода, | Ток, А |
Односторонний таврового или углового соединения, со скосом одной кромки под углом (45±2)° | 4 | 1 | 3-4 | 120-160 |
6 | 1 | 4-5 | 160-220 | |
8 | 1-2 | 4-5 | 160-220 | |
12 | 3-4 | 4-6 | 160-300 | |
20 | 6-8 | 4-6 | 160-300 | |
Двусторонний таврового или углового соединения, с двумя симметричными скосами одной кромки под углом (45±2)° каждого скоса | 10 | 2-4 | 4-6 | 160-320 |
20 | 4-6 | 4-6 | 160-360 | |
40 | 8- 16 | 4-6 | 160-360 | |
60 | 16-30 | 5-6 | 220-360 | |
80 | 30-40 | 5-6 | 220-360 |
Смотрите также:
Рафинирование металла шва | Сварка под водой | Точечный шов | Горизонтальный шов |
Вертикальный шов | Стыковой шов | Многослойные швы |
Сварка угловая
Главная » Статьи » Сварка угловая
Как правильно варить угловой шов?
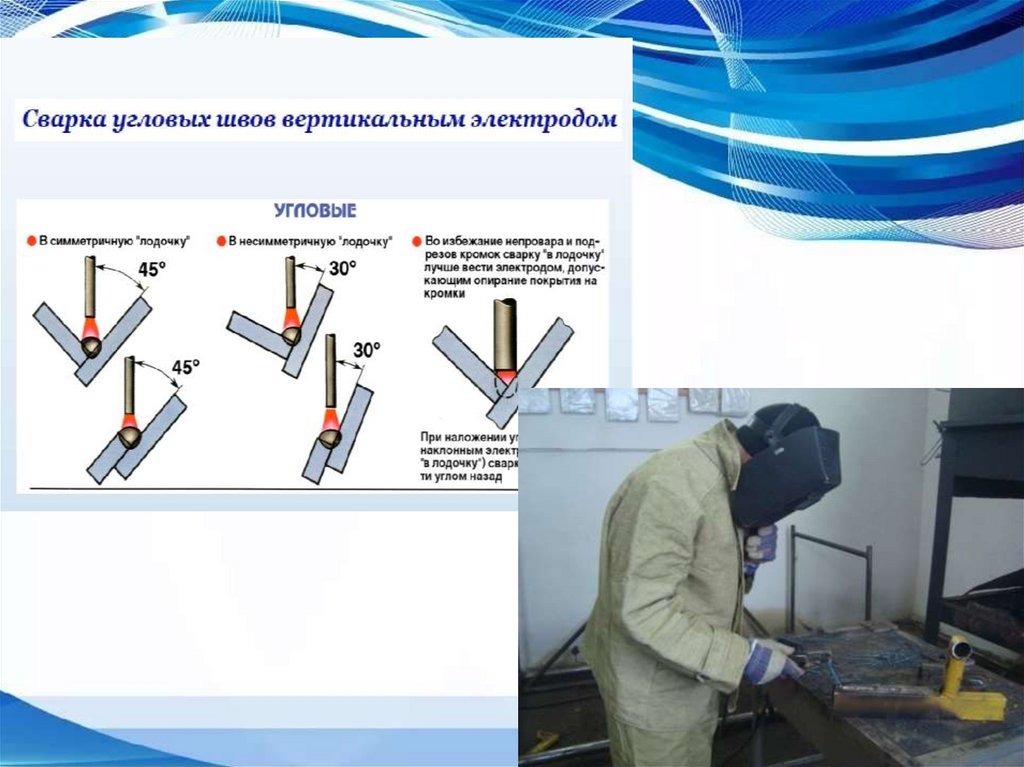
Сваривание угловых швов выполняется несколькими способами. Например, при помощи вертикальных проводников или способом сварки наклонным электродом. Выбранный способ будет влиять на технику выполнения работ.
Например, при помощи вертикальных проводников или способом сварки наклонным электродом. Выбранный способ будет влиять на технику выполнения работ.
V-образное сварное соединение удобнее выполнять вертикальным катодом. Сварка углового шва вертикальным электродом позволяет получать качественные сварные соединения. Получить такие соединения легче, чем работать наклонной проводящей составляющей частью.
Варианты способов сварки угловых швов
V-образные сварные соединения выполняются без скоса кромок, если металл толщиной менее 14 мм. Кроме того, от свариваемой толщины металла зависит выбор вариантов ручной дуговой сварки.
Рекомендуемые варианты скошенных сборок могут быть следующими:
- габариты металла — 4-6, катет — 5 мм, проводящая часть– 5 мм, 250-300А;
- габариты металла — 6-8, катет — 6 мм, проводящая часть — 6 мм, 300-350А;
- габариты металла — 10-14, катет — 8 мм, проводящая часть — 8 мм, 480-560А.

Как показывает практика, сваривание вертикальным катодом не всегда возможно в нижнем положении. При отсутствии такой возможности V-образные стыки варят наклонной составляющей частью. Этот способ работы отличается отрицательными характеристиками. К примеру, наклонным проводником практически невозможно получить качественный провар наплавляемых стыков. Это возможно из-за того, что разгоряченная жидкость постоянно стекает с поверхности, установленной вертикально. Процесс получения неразъемного соединения наклонным электродом затруднителен в односторонних швах трубопроводов. Непроваренная кромка может стать следствием образования трещин. Исключаются подобные дефекты двухсторонней разделкой кромок.
Технология процесса работ
Сваривают стыки, помещенные под углом следующими режимами:
Односторонним угловым швом со скосом кромок под углом 45:
- элементы с металлическими свойствами — 4 мм; число — 1; размер проводника — 3-4; 120-160А;
- элементы с металлическими свойствами — 6 мм; число — 1; диаметр — 4-5; 160-220А;
- элементы с металлическими свойствами — 8 мм; число — 2; размер проводника — 4-5; 160-220А;
- элементы с металлическими свойствами — 12 мм; число — 4; размер проводника — 4-6; 160-300А;
- элементы с металлическими свойствами — 20 мм; число — 8; размер проводника — 3-4; 160-300А;
Односторонний V-образный стык с двумя кромками под углом 45 — на выбор сварщика
- лист толщиной — 10; количество проходов — 4; электрод — 4-6; 160-320А;
- лист толщиной — 20; количество проходов — 6; электрод — 4-6; 160-360А;
- лист толщиной — 40; количество проходов — 16; электрод — 4-6; 160-360А;
- лист толщиной — 60; количество проходов — 30; электрод — 5-6; 220-360А.

При сварке V-образных стыков важно следить за положением, а также движением проводника. Следует учесть, что после окончания процесса на поверхности останутся брызги, окалины и капли из металла и шлака.
Варить V-образный стык нужно уметь, если требуется монтаж металлических конструкций различного типа. Также стыки под углом появляются при изготовлении многих мелких деталей. Работа требует предварительных знаний и навыков тренировки.
Сергей Одинцов
electrod.biz
Как правильно варить угловые швы
Сварка угловых швов. Техника выполнения углового сварного шва
Сварка угловых швов может быть выполнена двумя способами. Это способ сварки вертикальным электродом ( в лодочку ), о нём мы уже говорили на странице Сварка швов в нижнем положении и способ сварки наклонным электродом. От выбранного способа зависит техника выполнения углового сварного шва. Наиболее технологична и удобна сварка угловых швов вертикальным электродом.
Сварка угловых швов вертикальным электродом
Качественные угловые сварные соединения, выполняемые вертикальным электродом ( в лодочку ), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки в лодочку показана на рисунке слева. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника выполнения шва в лодочку сходна с техникой выполнения стыкового сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых швов в лодочку , необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов в лодочку возможно без скоса кромок, если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Толщина металла, мм
Сварка угловых швов наклонным электродом
На практике далеко не всегда есть возможность установить сварное соединение в лодочку . Если нет этой возможности, угловые швы сваривают наклонным электродом (см. рисунок):
а) тавровое соединение; б) соединение внахлёст; в) угловое соединение
Недостаток способа сварки наклонным электродом заключается в том, что при таком способе достаточно тяжело добиться хорошего провара наплавляемого металла по нижней поверхности из-за того, что жидкий металл постоянно стекает на неё.
Также тяжело избежать подреза на вертикальной плоскости. Такой дефект в сварном шве получается из-за того, что жидкий металл постоянно стекает с вертикальной поверхности. Учитывая эти факторы, сварку угловых швов наклонным электродом применяют для выполнения небольших катетов, до 8мм.
Кроме этого, при сварке наклонным электродом затруднён провар корня шва. Из-за этого, в односторонних швах, или двусторонних без разделки кромок, может получиться непровар. Этот дефект, может послужить причиной образования горячих трещин. или холодных трещин при сварке .
Для исключения подобных дефектов, при сварке ответственных соединений толщиной более 4мм, выполняют одностороннюю разделку, а при толщине более 12мм — двустороннюю разделку кромок. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Тип сварного шва
Толщина металла, мм
При сварке угловых многопроходных швов наклонными электродами, первый валик наплавляют на горизонтальной поверхности. Этот валик будет помогать при выполнении последующего валика, т.к. будет препятствовать стеканию жидкого металла из сварочной ванны.
При сварке угловых швов электроду сообщают поперечные колебательные движения, начиная с нижней поверхности, а затем переходить на вертикальную поверхность. Об этом мы уже говорили на странице Сварка швов в нижнем положении . Необходимо выбрать оптимальную траекторию движения электрода. При выборе правильной траектории риск возникновения непроваров и других дефектов в сварном шве, существенно снижается.
Необходимо выбрать оптимальную траекторию движения электрода. При выборе правильной траектории риск возникновения непроваров и других дефектов в сварном шве, существенно снижается.
Дополнительные материалы по теме:
(c) taina-svarki.ru Публикация материалов сайта в интеренете возможна только при указании активной ссылки на сайт taina-svarki.ru Использовать картинки возможно только при сохранении на них доменного имени taina-svarki.ru. Автор в Google+
Сварка углового шва #8212; как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую #8212; вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина #8212; больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка #8212; начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов #8212; видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как правильно класть надежный сварочный шов
- Принципы сварочного процесса
- Последовательность кладки сварного шва
- Рекомендации и нюансы при работе
На сегодняшний день существует большое разнообразие способов соединения металла. Но чтобы понять, как правильно класть сварочный шов, необходимо подробнее изучить принципы и методы сварки. По техническим характеристикам способы разделяют на два типа:
Характеристики сварных (неразъемных) соединений.
К разъемным относят те соединения, при которых есть возможность разъединять детали без нарушения соединительных элементов. К примеру, болт и гайка. А вот неразъемное соединение считается самым прочным, так как при нем детали не разъединяются без нарушения соединительных частей. К такому типу относят сварочные и заклепочные типы стыковки. При необходимости получения качественной и надежной стыковки оптимальным вариантом будет сварочный шов.
А вот неразъемное соединение считается самым прочным, так как при нем детали не разъединяются без нарушения соединительных частей. К такому типу относят сварочные и заклепочные типы стыковки. При необходимости получения качественной и надежной стыковки оптимальным вариантом будет сварочный шов.
Часто умельцы для сварки элементов приобретают сварочные устройства, не имея никаких навыков и опыта в работе. И после неудач они начинают задаваться вопросом, как правильно класть сварочный шов.
Принципы сварочного процесса
Различные виды сварки.
Сварка #8211; это процесс соединения отдельных элементов металла, где применяется электросварка. Соединяющие элементы плавятся под воздействием электродуги и электрода, который представляет собой стержень из металла со специальным покрытием. с и прочность сварного шва во многом зависят от различных факторов:
- сварочного устройства;
- регулятора силы тока;
- от размера используемого электрода;
- от классификации и навыков сварщика.

В бытовых и промышленных сферах используется несколько видов сварки, которые, в свою очередь, делятся на группы:
Технология контактной точечной сварки.
Применяя газопрессовую сварку, используют открытый огонь ацетил-кислорода. Достоинством подобного метода является большая производительность. Такой способ широко используется в газовых и нефтяных промышленностях. Он распространен при прокладке трубопроводов, а также широко используется в машиностроении.
Если в сети небольшое напряжение, то часто применяют контактную сварку, но при этом должно быть высокое значение электрического тока. При таком методе допустима сварка точечным и стыковым способом. Следовательно, и по шву работать легче.
Чтобы освоить технологию сварочного дела, необходимо приобрести сварочное устройство. Его можно взять в аренду, а если оно необходимо для длительной работы, то разумнее будет купить его. Сегодняшние специализированные магазины могут предложить ряд сварочных устройств, среди которых имеются и аппараты, оснащенные регулятором тока.
Вернуться к оглавлению
Последовательность кладки сварного шва
Чтобы научиться правильно класть сварной шов, важно учесть то, что электроды должны выбираться с учетом толщины свариваемого металла, а сила тока должна выставляться по электродам.
Метод расчета не составит труда, к примеру:
- при использовании сварочных трансформаторов с сечением электрода в 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода в 3 мм требует силы тока в 80 А, а при силе тока в 100 А возможно выполнение резки металла.
Технология прокладывания сварочного шва.
Что касается помещения, то это не имеет значения, но при произведении сварочных работ для обеспечения пожарной безопасности нужно запастись ведром воды. Перед тем как начать сварочные работы, необходимо подготовить все инструменты, чтобы они были под рукой. Свариваемые детали в местах швов должны быть зачищены при помощи металлической щетки. Чтобы шов был ровный и аккуратный, рекомендуется свариваемые заготовки предварительно выставить с применением струбцин или тисков.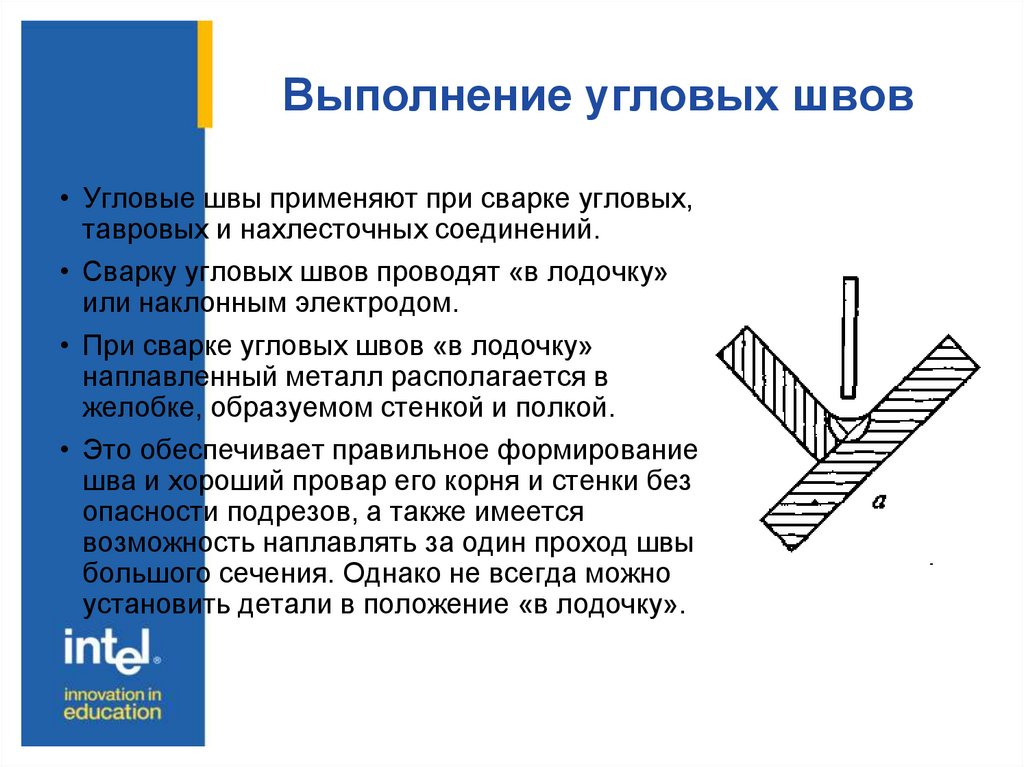
Чтобы иметь представление, как правильно работать электросваркой, желательно предварительно практиковаться на сварке валиков на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов сечением 3 мм, так как они самые ходовые.
Важно учесть то, что для работ лучше всего применять только что купленные электроды, так как давно приобретенные могут впитать влагу, что затрудняет процесс сварки.
- Необходимо массу при помощи зажима прикрепить к рабочему элементу;
- Электрод вставляется в держатель.
- Поджигается дуга, при этом применяют один из двух способов: чиркают, как спичкой, или постукивают по свариваемой детали.
- Далее выполняется сварка посредством ведения электродом по поверхности (угол должен соблюдаться в 75°) при этом должны производиться колебательные фракции, по принципу работы это напоминает подгребание под кратер дуги расплавленной массы металла.
- В завершение получается качественный ровный шов.

Сделать ровный качественный шов не составляет труда. Важно иметь хоть немного знаний физики, необходимое качественное оборудование и немного умения.
Вернуться к оглавлению
Рекомендации и нюансы при работе
Чтобы правильно класть сварочный шов и производить качественную электросварку, важно верно подобрать угол наклона электрода. Как уже было замечено, в большинстве случаев угол равняется 75°, а чтобы добиться дуги, нужно чиркнуть по металлу, и как только появится вспышка, электрод быстро отрывается от поверхности.
Чтобы дуга горела стабильно, важно точно и правильно отрегулировать подаваемый ток. При недостаточной силе тока дуга может моментально погаснуть и получится залипание электрода, при повышении, наоборот, произойдет разбрызгивание металла в разные стороны и начинается возгорание.
При сварке электрод имеет способность плавиться, он делается меньше в размере, что требует его периодического продвижения к свариваемым элементам, но с учетом сохранения стабильной дуги.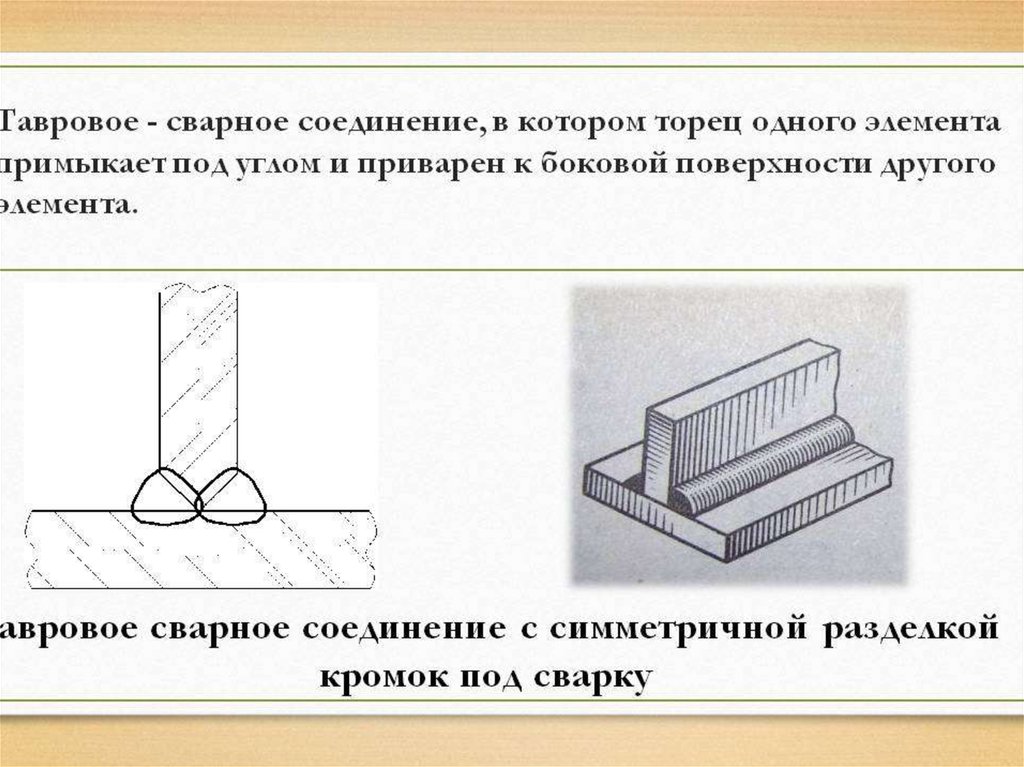 Если это упустить из виду, то дуга тоже погаснет.
Если это упустить из виду, то дуга тоже погаснет.
При процессе сварки образуется сварочная ванна, она имеет вид смеси жидкого металла и расплавленного сердечника электрода с покрытием. Во время постоянного плавления при перемещении электрода с выдерживанием зазора шов выполняется прочный, качественный, а его технические и механические свойства будут намного выше.
Швы будут иметь аккуратный и эстетичный вид.
Конечно, сварочный процесс #8211; это сложное занятие. Моментально освоить квалификацию и навыки практически нельзя. Чтобы освоить все нюансы и хитрости сварочного дела, необходимо много времени, терпения и сил. Но после освоения профессиональных навыков и опыта, используя различные способы сварки, можно будет выполнять не только стыки, но и индивидуальные изделия.
Источники: https://taina-svarki.ru/sposoby-svarki/svarka-uglovyh-shvov.php, https://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://moiinstrumenty.ru/svarochnyj/kak-pravilno-klast-svarochnyi-shov.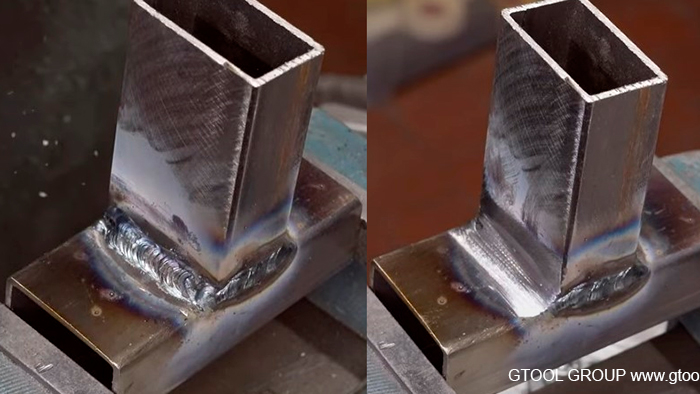 html
html
Сварка угловых швов. Техника выполнения углового сварного шва
Сварка угловых швов может быть выполнена двумя способами. Это способ сварки вертикальным электродом ( в лодочку ), о нём мы уже говорили на странице Сварка швов в нижнем положении и способ сварки наклонным электродом. От выбранного способа зависит техника выполнения углового сварного шва. Наиболее технологична и удобна сварка угловых швов вертикальным электродом.
Сварка угловых швов вертикальным электродом
Качественные угловые сварные соединения, выполняемые вертикальным электродом ( в лодочку ), получить проще, чем те, которые выполняются наклонным электродом. Схема сварки в лодочку показана на рисунке слева. Такой способ сварки позволяет обеспечить наиболее благоприятные условия для полного провара корня сварного шва по всей его длине.
Техника выполнения шва в лодочку сходна с техникой выполнения стыкового сварного шва с V-образной разделкой, т.к. формирование сварного шва происходит между свариваемыми поверхностями похожей, V-образной формы. При сварке угловых швов в лодочку , необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
При сварке угловых швов в лодочку , необходима особенно тщательная сборка свариваемых изделий, чтобы обеспечить максимально возможный зазор между ними. Чем меньше будет зазор, тем меньше вероятность протекания в него жидкого металла.
Выполнение угловых сварных швов в лодочку возможно без скоса кромок, если толщина свариваемого металла менее 14мм. Зазор между свариваемыми кромками не должен быть больше 10% от толщины листа. Выбор режимов ручной дуговой сварки для выполнения угловых швов, происходит в зависимости от свариваемой толщины. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Толщина металла, мм
Сварка угловых швов наклонным электродом
На практике далеко не всегда есть возможность установить сварное соединение в лодочку . Если нет этой возможности, угловые швы сваривают наклонным электродом (см. рисунок):
а) тавровое соединение; б) соединение внахлёст; в) угловое соединение
Недостаток способа сварки наклонным электродом заключается в том, что при таком способе достаточно тяжело добиться хорошего провара наплавляемого металла по нижней поверхности из-за того, что жидкий металл постоянно стекает на неё.
Также тяжело избежать подреза на вертикальной плоскости. Такой дефект в сварном шве получается из-за того, что жидкий металл постоянно стекает с вертикальной поверхности. Учитывая эти факторы, сварку угловых швов наклонным электродом применяют для выполнения небольших катетов, до 8мм.
Кроме этого, при сварке наклонным электродом затруднён провар корня шва. Из-за этого, в односторонних швах, или двусторонних без разделки кромок, может получиться непровар. Этот дефект, может послужить причиной образования горячих трещин. или холодных трещин при сварке .
Для исключения подобных дефектов, при сварке ответственных соединений толщиной более 4мм, выполняют одностороннюю разделку, а при толщине более 12мм — двустороннюю разделку кромок. Рекомендуемые режимы сварки угловых швов указаны в таблице:
Тип сварного шва
Толщина металла, мм
При сварке угловых многопроходных швов наклонными электродами, первый валик наплавляют на горизонтальной поверхности. Этот валик будет помогать при выполнении последующего валика, т. к. будет препятствовать стеканию жидкого металла из сварочной ванны.
к. будет препятствовать стеканию жидкого металла из сварочной ванны.
При сварке угловых швов электроду сообщают поперечные колебательные движения, начиная с нижней поверхности, а затем переходить на вертикальную поверхность. Об этом мы уже говорили на странице Сварка швов в нижнем положении . Необходимо выбрать оптимальную траекторию движения электрода. При выборе правильной траектории риск возникновения непроваров и других дефектов в сварном шве, существенно снижается.
Дополнительные материалы по теме:
(c) taina-svarki.ru Публикация материалов сайта в интеренете возможна только при указании активной ссылки на сайт taina-svarki.ru Использовать картинки возможно только при сохранении на них доменного имени taina-svarki.ru. Автор в Google+
Сварка углового шва #8212; как сделать правильный сварочный шов
Техника выполнения сварочных швов (их еще называют валиковые) предполагает выбор режима и приема манипуляции электродом. Как правильно сделать сварочный шов, видео на нашем сайте все подробно и доступно покажет.
Существуют два вида сварки угловых швов: тавровые (при Т-образных соединениях) и нахлесточные, оба вида очень распространены в сварочном деле. Рассмотрим каждый по отдельности.
Техника сварки Т-образных соединений
Чтобы получился правильный сварочный шов, нужно одну плоскость поставить горизонтально, а другую #8212; вертикально. Сварка углового шва должна производиться строго под прямым углом. Если вертикальное свариваемое изделие не толще 12 мм, то дополнительной обработки оно не требует. Единственно, нужно смотреть, чтобы нижняя кромка вертикального изделия была обрезана максимально ровно, и зазор стыка не имел больше 2 мм.
В сварочной конструкции тавровых соединениях все детали имеют важное значение, точнее их толщина. Так, например, если вертикальное изделие имеет толщину от 12 до 25 мм, то нужно сделать подготовку в V-образной форме. Если вертикальный лист от 25 до 40 мм толщиной, то скосы кромок нужно обрезать U- образной формы только с одной стороны. А если толщина #8212; больше 40 мм, то делается обрез по обе стороны V- образной формы.
Опасно, когда шов имеет не проваренную одну из сторон или не проваренный угол. Поэтому в процессе сварки углового шва электрод нужно расположить так, чтобы он оказался в плоскости, которая делит угол пополам. А концом электрода выполняются колебательные движения, чтобы расплавились кромки металла. Нужно обязательно заранее определить, чтобы длина сварочного шва была соразмерной углу между изделиями.
Как правильно наложить угловой шов
Сварка углового шва зависит, прежде всего, от правильного зажигания электрической дуги. Зажигание электрической дуги является очень важным и основным моментом в сварочной работе. Зажечь дугу нужно непосредственно перед тем, как начать процесс сварки, и повторно зажигать только при ее обрыве в процессе.
Дуга возбуждается на нижнем горизонтальном листе на расстоянии 3-4 мм от вершины угла, затем дугу нужно подвести к вершине угла и задержать ее там для того, чтобы лучше приплавились углы. Дальше дугу нужно поднять на высоту катета шва по вертикальному изделию и плавно передвигать назад. Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Затем немного быстрее дугу нужно опустить вниз на горизонтальное изделие и довести на нем толщину шва на размер катета.
Грубейшая ошибка #8212; начинать сварку шва с вертикального свариваемого изделия, так как расплавленный металл с электрода наплывет на нижний нерасплавленный и перекроет вершину угла. В этом случае провар не получится, а обнаружить его можно, только поломав металл.
Когда идет процесс сварки толстопокрытыми электродами или с повышенным током, формируется большая площадь топленого металла, из-за чего наложение угловых швов невозможно, потому что расплавленный металл стекает на горизонтальное изделие, и шов просто получится неправильный.
Чтобы этого избежать, свариваемые изделия нужно расположить наклоном к горизонту под 45 градусным углом, а сварку произвести лодочкой. Посмотрите наглядно, как сделать сварочный шов #8212; видео на нашем сайте, где показана вся техника, а также практически, как правильно делается зачистка швов после сварки.
Техника сварки нахлесточных соединений
Такой вид сварки применяется, в основном, в листовых конструкциях. Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Концы листов, которые будут свариваться, накладываются друг на друга на определенную величину, равную примерно 3-5 толщин листов. Проваривать их нужно по периметру или по кромке углового шва, который образовался накрытием листов. Положительным моментом в этом виде сварки является то, что нет необходимости обрабатывать кромки. Отрицательный момент заключается в том, что затрачивается лишний материал, и конструкция становится тяжелее. Тем не менее, нахлесточное соединение применяется часто.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (жмите на кнопки ниже):
Как правильно класть надежный сварочный шов
- Принципы сварочного процесса
- Последовательность кладки сварного шва
- Рекомендации и нюансы при работе
На сегодняшний день существует большое разнообразие способов соединения металла. Но чтобы понять, как правильно класть сварочный шов, необходимо подробнее изучить принципы и методы сварки. По техническим характеристикам способы разделяют на два типа:
Характеристики сварных (неразъемных) соединений.
К разъемным относят те соединения, при которых есть возможность разъединять детали без нарушения соединительных элементов. К примеру, болт и гайка. А вот неразъемное соединение считается самым прочным, так как при нем детали не разъединяются без нарушения соединительных частей. К такому типу относят сварочные и заклепочные типы стыковки. При необходимости получения качественной и надежной стыковки оптимальным вариантом будет сварочный шов.
Часто умельцы для сварки элементов приобретают сварочные устройства, не имея никаких навыков и опыта в работе. И после неудач они начинают задаваться вопросом, как правильно класть сварочный шов.
Принципы сварочного процесса
Различные виды сварки.
Сварка #8211; это процесс соединения отдельных элементов металла, где применяется электросварка. Соединяющие элементы плавятся под воздействием электродуги и электрода, который представляет собой стержень из металла со специальным покрытием. с и прочность сварного шва во многом зависят от различных факторов:
- сварочного устройства;
- регулятора силы тока;
- от размера используемого электрода;
- от классификации и навыков сварщика.

В бытовых и промышленных сферах используется несколько видов сварки, которые, в свою очередь, делятся на группы:
Технология контактной точечной сварки.
Применяя газопрессовую сварку, используют открытый огонь ацетил-кислорода. Достоинством подобного метода является большая производительность. Такой способ широко используется в газовых и нефтяных промышленностях. Он распространен при прокладке трубопроводов, а также широко используется в машиностроении.
Если в сети небольшое напряжение, то часто применяют контактную сварку, но при этом должно быть высокое значение электрического тока. При таком методе допустима сварка точечным и стыковым способом. Следовательно, и по шву работать легче.
Чтобы освоить технологию сварочного дела, необходимо приобрести сварочное устройство. Его можно взять в аренду, а если оно необходимо для длительной работы, то разумнее будет купить его. Сегодняшние специализированные магазины могут предложить ряд сварочных устройств, среди которых имеются и аппараты, оснащенные регулятором тока.
Вернуться к оглавлению
Последовательность кладки сварного шва
Чтобы научиться правильно класть сварной шов, важно учесть то, что электроды должны выбираться с учетом толщины свариваемого металла, а сила тока должна выставляться по электродам.
Метод расчета не составит труда, к примеру:
- при использовании сварочных трансформаторов с сечением электрода в 1 мм ток должен соответствовать 30-40 А;
- сварочный инвертор с размером электрода в 3 мм требует силы тока в 80 А, а при силе тока в 100 А возможно выполнение резки металла.
Технология прокладывания сварочного шва.
Что касается помещения, то это не имеет значения, но при произведении сварочных работ для обеспечения пожарной безопасности нужно запастись ведром воды. Перед тем как начать сварочные работы, необходимо подготовить все инструменты, чтобы они были под рукой. Свариваемые детали в местах швов должны быть зачищены при помощи металлической щетки. Чтобы шов был ровный и аккуратный, рекомендуется свариваемые заготовки предварительно выставить с применением струбцин или тисков.
Чтобы иметь представление, как правильно работать электросваркой, желательно предварительно практиковаться на сварке валиков на плоскости, а при выполнении этого процесса оптимальным вариантом будет использование электродов сечением 3 мм, так как они самые ходовые.
Важно учесть то, что для работ лучше всего применять только что купленные электроды, так как давно приобретенные могут впитать влагу, что затрудняет процесс сварки.
- Необходимо массу при помощи зажима прикрепить к рабочему элементу;
- Электрод вставляется в держатель.
- Поджигается дуга, при этом применяют один из двух способов: чиркают, как спичкой, или постукивают по свариваемой детали.
- Далее выполняется сварка посредством ведения электродом по поверхности (угол должен соблюдаться в 75°) при этом должны производиться колебательные фракции, по принципу работы это напоминает подгребание под кратер дуги расплавленной массы металла.
- В завершение получается качественный ровный шов.
Сделать ровный качественный шов не составляет труда. Важно иметь хоть немного знаний физики, необходимое качественное оборудование и немного умения.
Вернуться к оглавлению
Рекомендации и нюансы при работе
Чтобы правильно класть сварочный шов и производить качественную электросварку, важно верно подобрать угол наклона электрода. Как уже было замечено, в большинстве случаев угол равняется 75°, а чтобы добиться дуги, нужно чиркнуть по металлу, и как только появится вспышка, электрод быстро отрывается от поверхности.
Чтобы дуга горела стабильно, важно точно и правильно отрегулировать подаваемый ток. При недостаточной силе тока дуга может моментально погаснуть и получится залипание электрода, при повышении, наоборот, произойдет разбрызгивание металла в разные стороны и начинается возгорание.
При сварке электрод имеет способность плавиться, он делается меньше в размере, что требует его периодического продвижения к свариваемым элементам, но с учетом сохранения стабильной дуги. Если это упустить из виду, то дуга тоже погаснет.
Если это упустить из виду, то дуга тоже погаснет.
При процессе сварки образуется сварочная ванна, она имеет вид смеси жидкого металла и расплавленного сердечника электрода с покрытием. Во время постоянного плавления при перемещении электрода с выдерживанием зазора шов выполняется прочный, качественный, а его технические и механические свойства будут намного выше.
Швы будут иметь аккуратный и эстетичный вид.
Конечно, сварочный процесс #8211; это сложное занятие. Моментально освоить квалификацию и навыки практически нельзя. Чтобы освоить все нюансы и хитрости сварочного дела, необходимо много времени, терпения и сил. Но после освоения профессиональных навыков и опыта, используя различные способы сварки, можно будет выполнять не только стыки, но и индивидуальные изделия.
Источники: https://taina-svarki.ru/sposoby-svarki/svarka-uglovyh-shvov.php, https://swarka-rezka.ru/svarka-uglovogo-shva-kak-sdelat-pravi/, https://moiinstrumenty.ru/svarochnyj/kak-pravilno-klast-svarochnyi-shov. html
html
Комментариев пока нет!
www.kakdelat-pravilno.ru
Угловой шов | Сварка металлов
При выполнении угловых швов наклонным электродом (рис. 30, а) жидкий металл под действием гравитационной силы стремится стекать на нижнюю плоскость. Поэтому выполнение этих швов лучше производить «в лодочку» (рис. 30, б) электродами, которые позволяют вести сварку опиранием покрытия на свариваемые кромки изделия.
Рис. 30. Положение и движения электрода при выполнении угловых швов
Сварка «в лодочку»
Сварка «в лодочку» угловых швов для листов толщиной до 14 мм возможна без скоса кромок (двусторонняя сварка) или с частичной разделкой кромок и увеличенным размером притупления. Зазор между свариваемыми элементами не должен превышать 10% толщины листа. Режимы сварки «в лодочку» с опиранием электрода даны в табл. 8.
Таблица 8. Режимы сварки угловых швов «в лодочку» с опиранием электрода
Толщина свариваемых листов, мм | Катет шва, мм | Диаметр электрода | Ток. |
4-6 | 5 | 5 | 250-300 |
6-8 | 6 | 6 | 300-350 |
10- 14 | 8 | 8 | 480-560 |
 А
АПримечание. Максимальные значения тока должны уточняться по данным паспорта электродов.
Сварка наклонным электродом
Однако не всегда можно установить сварное изделие для сварки «в лодочку»; тогда угловые швы выполняют наклонным электродом. В этом случае возможен непровар корня шва и кромки нижнего листа. Тщательный прогрев кромок свариваемых частей достигается правильным движением электрода, который следует держать под углом 45 к поверхности листов и производить поперечные движения треугольником без задержек или с задержками в корне шва. В процессе сварки электрод следует наклонять то к одной, то к другой плоскости листов.
Угловые швы в нижнем положении с катетами до 10 мм выполняют сваркой в один слой электродами диаметром до 5 мм, иногда без поперечных движений.
Угловые швы без скоса кромок с катетами более 10 мм могут выполняться в один слой, но с поперечными движениями электрода треугольником, причем лучший провар корня шва обеспечивается с задержкой электрода в корне шва.
Швы со скосом кромок
Угловые швы с односторонним или двусторонним скосом кромок применяют при изготовлении особо ответственных изделий.
Скос кромок у стенки тавра делают под углом (50 ± 5)°. При толщине стенки до 4 мм шов со скосом кромки выполняют в один слой; при большей толщине сварка ведется в несколько слоев и проходов. При выполнении многослойных тавровых швов наклонным электродом швы обычно получаются с неравными катетами на полке и стенке. Поэтому при проектировании сварных изделий допускаются угловые швы с неравными катетами. Примерные режимы сварки тавровых соединений со скосом кромок даны в табл. 9.
Таблица 9. Примерные режимы ручной дуговой сварки угловых швов со скосом кромок
Тип шва | Толщина металла, мм | Число слоев или проходов | Диаметр электрода, | Ток, А |
Односторонний таврового или углового соединения, со скосом одной кромки под углом (45±2)° | 4 | 1 | 3-4 | 120-160 |
6 | 1 | 4-5 | 160-220 | |
8 | 1-2 | 4-5 | 160-220 | |
12 | 3-4 | 4-6 | 160-300 | |
20 | 6-8 | 4-6 | 160-300 | |
Двусторонний таврового или углового соединения, с двумя симметричными скосами одной кромки под углом (45±2)° каждого скоса | 10 | 2-4 | 4-6 | 160-320 |
20 | 4-6 | 4-6 | 160-360 | |
40 | 8- 16 | 4-6 | 160-360 | |
60 | 16-30 | 5-6 | 220-360 | |
80 | 30-40 | 5-6 | 220-360 |
www. svarkametallov.ru
svarkametallov.ru
Обслуживание городов Канады,
Торонто, Миссиссога, Скарборо, Лаваль, Монреаль, Монреаль, Ванкувер, Оттава, Гатино, Калгари, Эдмонтон, Квебек, Виннипег, Гамильтон, Китченер, Кембридж, Ватерлоо, Лондон, Сент-Катаринс, Ниагара, Галифакс, Ошава, Виктория, Виндзор, Саскатун, Регина, Шербрук, Сент-Джонс,
Барри, Келоуна, Абботсфорд, Миссия, Садбери Кингстон, Сагеней, Труа-Ривьер, Труа-Ривьер, Труа-Ривьер, Гвельф, Монктон, Брантфорд, Сент-Джон, Тандер-Бей, Питерборо,
Аякс, Аврора, Брэмптон, Брок, Берлингтон, Каледон, Кларингтон, регион Дарем, Ошава, Пикеринг, Уитби, Халтон-Хиллз, Милтон, Оквилл, Миссиссога, Новый рынок, Ричмонд-Хилл, Вон, Оранжвилль
Обслуживание городов США,
Нью-Йорк, Лос-Анджелес, Чикаго, Хьюстон, Филадельфия, Феникс, Сан-Антонио, Сан-Диего, Даллас, Сан-Хосе, Остин, Джексонвилл, Сан-Франциско, Индианаполис,
Колумбус, Форт-Уэрт, Шарлотта, Сиэтл, Денвер, Эль-Пасо, Детройт, Вашингтон, Бостон, Мемфис, Нэшвилл, Портленд, Оклахома-Сити, Лас-Вегас,
Балтимор, Луисвилл, Милуоки, Альбукерке, Тусон, Фресно, Сакраменто, Канзас-Сити, Лонг-Бич, Меса, Роли, Омаха, Майами, Окленд,
Миннеаполис, Талса, Уичито, Новый Орлеан, Арлингтон, Кливленд, Бейкерсфилд, Тампа,
Аврора, Гонолулу, Анахайм, Санта-Ана, Корпус-Кристи, Риверсайд, Сент-Луис, Лексингтон, Стоктон, Питтсбург, Сент-Пол, Анкоридж, Цинциннати,
Хендерсон, Гринсборо, Плано, Ньюарк, Толедо, Линкольн, Орландо, Чула-Виста, Джерси-Сити, Чендлер, Форт-Уэйн, Буффало, Дарем, Санкт-Петербург, Ирвин,
Ларедо, Лаббок, Мэдисон, Гилберт, Норфолк, Рино, Уинстон Салем, Глендейл, Хайалиа, Гарленд, Скоттсдейл, Чесапик, Северный Лас-Вегас, Фремонт,
Батон-Руж, Ричмонд, Бойсе, Сан-Бернардино, Спокан, Бирмингем, Модесто, Де-Мойн, Рочестер, Такома, Фонтана, Окснард, Морено-Вэлли, Фейетвилл,
Хантингтон-Бич, Йонкерс, Глендейл, Аврора, Монтгомери, Колумбус, Амарилло, Литл-Рок, Акрон, Шривпорт, Огаста, Гранд-Рапидс,
Мобильный, Солт-Лейк-Сити, Хантсвилл, Таллахасси, Гранд-Прери, Оверленд-Парк, Ноксвилл, Вустер, Браунсвилл, Ньюпорт-Ньюс, Санта-Кларита,
Порт-Сент-Люси, Провиденс, Форт-Лодердейл, Чаттануга, Темпе, Оушенсайд, Гарден-Гроув, Ранчо Кукамонга, Кейп-Корал, Санта-Роза, Ванкувер,
Су-Фолс, Пеория, Онтарио, Джексон, Элк-Гроув, Спрингфилд, Пемброк-Пайнс, Салем, Корона, Юджин, МакКинни, Форт-Коллинз, Ланкастер,
Кэри, Палмдейл, Хейворд, Салинас, Фриско, Спрингфилд, Пасадена, Мейкон, Александрия, Помона, Лейквуд, Саннивейл, Эскондидо, Канзас-Сити, Голливуд,
Кларксвилл, Торранс, Рокфорд, Джолиет, Патерсон, Бриджпорт, Нейпервилл, Саванна, Мескит, Сиракузы, Пасадена, Оранж, Фуллертон, Киллин,
Дейтон, Макаллен, Белвью, Мирамар, Хэмптон, Уэст-Вэлли-Сити, Уоррен, Олате, Колумбия, Торнтон, Кэрроллтон, Мидленд, Чарльстон, Уэйко
Обслуживание штатов США
Алабама, Алабама, Аляска, Аляска, Аризона, Арканзас, Арканзас, Калифорния, Калифорния, Колорадо, Колорадо, Коннектикут, Коннектикут,
Делавэр, Делавэр, округ Колумбия, округ Колумбия, Флорида, Флорида, Джорджия, Джорджия, Гавайи, Гавайи, Айдахо, Айдахо, Иллинойс, Иллинойс, Индиана, Индиана,
Айова, Айова, Канзас, Канзас, Кентукки, Кентукки, Луизиана, Лос-Анджелес, Мэн, Мэн, Мэриленд, Мэриленд, Массачусетс, Массачусетс,
Мичиган, Мичиган, Миннесота, Миннесота, Миссисипи, Массачусетс, Миссури, Миссури, Монтана, Монтана, Монтана, Небраска, Северная Каролина,
Невада, Невада, Нью-Гэмпшир, Нью-Хэмпшир, Нью-Джерси, Нью-Джерси, Нью-Мексико, Нью-Мексико, Нью-Йорк, Нью-Йорк, Север
Каролина, Северная Каролина, Северная Дакота, Северная Дакота, Огайо, Огайо, Оклахома, OK, Орегон, Орегон, Пенсильвания, Пенсильвания,
Род-Айленд, Род-Айленд, Южная Каролина, Южная Каролина, Южная Дакота, Южная Дакота, Теннесси, Теннесси, Техас, Техас,
Юта, Юта, Вермонт, Вирджиния, Вирджиния, Вашингтон, Вашингтон, Западная Вирджиния, Западная Вирджиния, Висконсин, Висконсин, Вайоминг, Вайоминг,
Мы можем отправить на
Афганистан, Аландские острова, Албания,
Алжир , Американское Самоа , Андорра , Ангола , Ангилья , Антигуа
и Барбуда, Аргентина, Армения, Аруба, Австралия, Австрия
, Азербайджан , Азорские острова , Багамы , Бахрейн , Бангладеш , Барбадос
, Беларусь , Бельгия , Белиз , Бенин , Бермуды , Бутан , Боливия
, Бонайре , Босния , Ботсвана , Бразилия , Британские Виргинские острова
, Бруней , Болгария , Буркина Фасо , Бурунди , Камбоджа , Камерун
, Канада , Канарские острова , Кабо-Верде , Каймановы острова , Центральная
Африканская Республика, Чад, Чили, Китай, Колумбия, Коморские Острова,
Конго, Острова Кука, Коста-Рика, Хорватия, Кюрасао, Кипр
, Чехия , Демократическая Республика Конго , Дания , Джибути
, Доминика , Доминиканская Республика , Эквадор , Египет , Сальвадор
, Англия , Экваториальная Гвинея , Эритрея , Эстония , Эфиопия ,
Фарерские острова, Фиджи, Финляндия, Франция, Французская Гвиана, Французская
Полинезия , Габон , Гамбия , Грузия , Германия , Гана , Гибралтар
, Греция , Гренландия , Гренада , Гваделупа , Гуам , ГУ, Гватемала
, Гернси , Гвинея , Гвинея-Бисау , Гайана , Гаити , Голландия
, Гондурас , Гонконг , Венгрия , Исландия , Индия , Индонезия
, Ирак , Ирландия , Израиль , Италия , Кот-д’Ивуар , Ямайка , Япония
, Джерси , Иордания , Казахстан , Кения , Кирибати , Косрае , Кувейт
, Кыргызстан , Лаос , Латвия , Ливан , Лесото , Либерия , Ливия
, Лихтенштейн , Литва , Люксембург , Макао , Македония (Fyrom)
, Мадагаскар , Мадейра , Малави , Малайзия , Мальдивы , Мали ,
Мальта , Маршалловы острова , MH , Мартиника , Мавритания , Маврикий
, Майотта , Мексика , Микронезия , Молдова , Монако , Монголия
, Черногория , Монтсеррат , Марокко , Мозамбик , Северная Мариана
острова , Намибия , Непал , Нидерланды , Нидерландские Антильские острова
, Новая Каледония , Новая Зеландия , Никарагуа , Нигер , Нигерия ,
Остров Норфолк, Северная Ирландия, Норвегия, Оман, Пакистан, Палау, PW, Панама, Папуа-Новая Гвинея, Парагвай, Перу, Филиппины
, Польша , Понапе , Португалия , Пуэрто Рико , Пр , Катар , Реюньон ,
Румыния , Рота , Россия , Руанда , Саба , Сайпан , Сан-Марино
, Саудовская Аравия , Шотландия , Сенегал , Сербия , Сейшелы , Сьерра
Леоне , Сингапур , Словакия , Словения , Соломоновы острова , Юг
Африка, Южная Корея, Испания, Шри-Ланка, Сен-Бартельми, Св. Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Кристофер, Санта-Крус, Сент-Эстатиус, Сент-Джон, Сент-Китс
и Невис, Сент-Люсия, Сен-Мартен, Сент-Мартин, Сент-Томас
, Сент-Винсент/Гренадины, Суринам, Свазиленд, Швеция, Швейцария
, Сирия , Таити , Тайвань , Таджикистан , Танзания , Таиланд ,
Тимор-Лешти, Тиниан, Того, Тонга, Тортола, Тринидад и
Тобаго, Трук, Тунис, Турция, Туркменистан, турки и
Кайкос, Тувалу, Уганда, Украина, Юнион-Айленд, Соединенные Штаты
Арабские Эмираты , Великобритания , США , Уругвай, девственница США
острова, VI, Узбекистан, Ванату, город-государство Ватикан, Венесуэла
, Вьетнам , Виргин-Горда , Уэльс , острова Валлия и Футуна
, Западное Самоа , Яп , Йемен , Замбия , Зимбабве
Мы стараемся отправлять в крупнейшие города мира
Токио, Япония, Сеул, Южная Корея, Мехико, Мексика, Нью-Йорк, США, Мумбаи, Индия, Джакарта, Индонезия, Сан-Паулу, Бразилия, Дели , Индия, Осака/Кобе, Япония, Шанхай, Китай, Манила, Филиппины, Лос-Анджелес, США, Калькутта, Индия, Москва, Российская Федерация, Каир, Египет, Лагос, Нигерия, Буэнос-Айрес, Аргентина, Лондон, Великобритания, Пекин, Китай, Карачи, Пакистан, Дакка, Бангладеш, Рио-де-Жанейро, Бразилия, Тяньцзинь, Китай, Париж, Франция, Стамбул, Турция, Лима, Перу, Тегеран, Иран, Бангкок, Таиланд, Чикаго, США, Богота, Колумбия, Хайдарабад, Индия, Ченнаи, Индия, Эссен, Германия, Хошимин, Вьетнам, Ханчжоу, Китай, Гонконг, Китай, Лахор, Пакистан, Шэньян, Китай, Чанчунь, Китай, Бангалор, Индия, Харбин, Китай, Чэнду, Китай, Сантьяго, Чили, Гуанчжоу, Китай, Санкт-Петербург, Российская Федерация, Киншаса, ДРК, Багдад, Ирак, Цзинань, Китай, Хьюстон , США, Торонто, Канада, Янгон, Мьянма (Бирма), Алжир, Алжир, Филадельфия, США, Циндао, Китай, Милан, Италия, Пусан, Южная Корея, Белу-Оризонти, Бразилия, Алмадабад, Индия, Мадрид, Испания, Сан-Франциско, США, Александрия, Египет, Вашингтон, округ Колумбия, США, Ухань, Китай, Даллас, США, Гвадалахара, Мексика, Чунцин, Китай, Медельин, Колумбия, Детройт, США, Ханьдань, Китай, Франкфурт, Германия, Порту-Алегри, Бразилия, Ханой, Вьетнам, Сидней, Австралия, Санто-Доминго, Дом. Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Афина, Греция, Кейптаун, Южная Африка, Кельн, Германия, Мапуту, Мозамбик, Неаполь, Италия
Повышение направленности угловых сварных швов до HSS
Ким Олсон, технический консультант PE
, Институт стальных труб
Обычно я не сторонник писать об изменениях в коде до того, как они появятся в черно-белой печати. При этом в этой статье я нарушаю свое правило во имя безопасности и обучения, поскольку этот вопрос часто задают нашим техническим консультантам.
Угловой сварной шов по HSS «Увеличение направления» или «увеличение в 1,5 раза» указано в AISC 360-16, Раздел J2.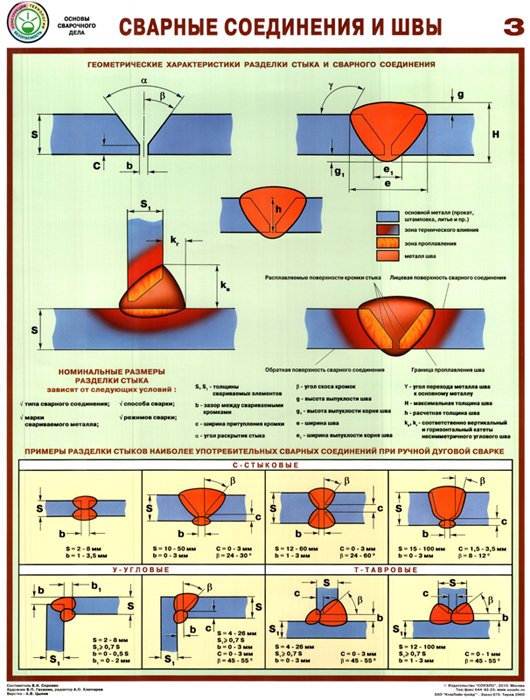 4(b) (AISC, 2016), в котором говорится: «Для угловых сварных швов доступная прочность допускается определять с учетом увеличения направленной силы (1,0 + 0,50sin 1,5 θ ), если учитывается совместимость деформаций различных сварных элементов».
4(b) (AISC, 2016), в котором говорится: «Для угловых сварных швов доступная прочность допускается определять с учетом увеличения направленной силы (1,0 + 0,50sin 1,5 θ ), если учитывается совместимость деформаций различных сварных элементов».
Это увеличение направленности является результатом исследований соединений внахлестку, где соединение подвергается нагрузке при сдвиге (Миазга и Кеннеди, 1989; Лесик и Кеннеди, 1990). Исследования подтвердили, что прочность угловых швов увеличилась в 1,5 раза при увеличении угла нагружения с 0 до 90 градусов. То есть при изменении нагрузки от продольной к сварному шву (коэффициент 1) до поперечной к сварному шву (коэффициент 1,5) пропускная способность углового шва увеличивалась.
При определении размеров сварных швов с быстрорежущей сталью необходимо учитывать неравномерную нагрузку на сварной шов из-за гибкости стенки из быстрорежущей стали, к которой он присоединяется. Это описывается как «концепция эффективной длины». Комментарий к разделу K5 в AISC 360-16 указывает, что увеличение направленной прочности не следует использовать в сочетании с длинами воздействия сварного шва «в соединениях ферменного типа», и это было подтверждено экспериментально (Packer et al. 2016). До сих пор в Спецификации и Комментариях ничего не говорилось о том, разрешено ли увеличение направленности при подключении пластины к HSS.
Комментарий к разделу K5 в AISC 360-16 указывает, что увеличение направленной прочности не следует использовать в сочетании с длинами воздействия сварного шва «в соединениях ферменного типа», и это было подтверждено экспериментально (Packer et al. 2016). До сих пор в Спецификации и Комментариях ничего не говорилось о том, разрешено ли увеличение направленности при подключении пластины к HSS.
Использование увеличения направленности было поставлено под сомнение для HSS по нескольким причинам. В отличие от соединений внахлестку, которые были основой для увеличения направленности, которые были нагружены сдвигом, сварные швы из быстрорежущей стали часто нагружаются растяжением. Поскольку сварной шов может быть размещен только на одной стороне стенки из быстрорежущей стали, угловые сварные швы к элементам из быстрорежущей стали будут подвержены локальному эксцентриситету (рис. 1), а стенка из быстрорежущей стали не будет защищена от вращения.
В ходе недавнего исследовательского проекта (Tousignant and Packer, 2015) изучалось поведение галтелей из быстрорежущей стали, приваренных к жестким пластинам. Из-за жесткости пластины можно создать полностью эффективный сварной шов. Однако исследование показало, что при сравнении экспериментально полученных прочностей сварных швов с расчетными номинальными прочностями с использованием увеличения направленности коэффициент запаса не был достигнут для прямоугольных (в том числе квадратных) быстрорежущих станков. И наоборот, если прогнозируемая номинальная прочность сварного шва не включает увеличение направленности, достигается минимальный коэффициент безопасности. Эффект одностороннего сварного шва был более выраженным в прямоугольных сечениях, чем в круглых быстрорежущих. Исследование показало, что для круглых HSS адекватный коэффициент безопасности может быть достигнут при включении коэффициента увеличения направленности.
Из-за жесткости пластины можно создать полностью эффективный сварной шов. Однако исследование показало, что при сравнении экспериментально полученных прочностей сварных швов с расчетными номинальными прочностями с использованием увеличения направленности коэффициент запаса не был достигнут для прямоугольных (в том числе квадратных) быстрорежущих станков. И наоборот, если прогнозируемая номинальная прочность сварного шва не включает увеличение направленности, достигается минимальный коэффициент безопасности. Эффект одностороннего сварного шва был более выраженным в прямоугольных сечениях, чем в круглых быстрорежущих. Исследование показало, что для круглых HSS адекватный коэффициент безопасности может быть достигнут при включении коэффициента увеличения направленности.
В готовящемся к выпуску AISC 360-22 Технический комитет по соединениям проголосовал за внесение дополнительных поправок в Раздел J2.4(b) следующего содержания: «Расчетная прочность, ΦR n , и допустимая прочность, R n /Ω , группы сварных швов должны определяться следующим образом:
(1) Для линейной группы сварных швов с одинаковым размером участка, нагруженного через центр тяжести, допускается определять располагаемую прочность с учетом увеличения направленной прочности, если совместимость деформации различных элементов сварки рассматривается с использованием
 ) будет добавлено следующее: «Для угловых швов к концам прямоугольных быстрорежущих стальных конструкций, где сварной шов нагружен растяжением, увеличение направленной прочности не применяется. Следовательно, F nw = 0,6 F EXX ”
) будет добавлено следующее: «Для угловых швов к концам прямоугольных быстрорежущих стальных конструкций, где сварной шов нагружен растяжением, увеличение направленной прочности не применяется. Следовательно, F nw = 0,6 F EXX ”
 Принятие
Принятие 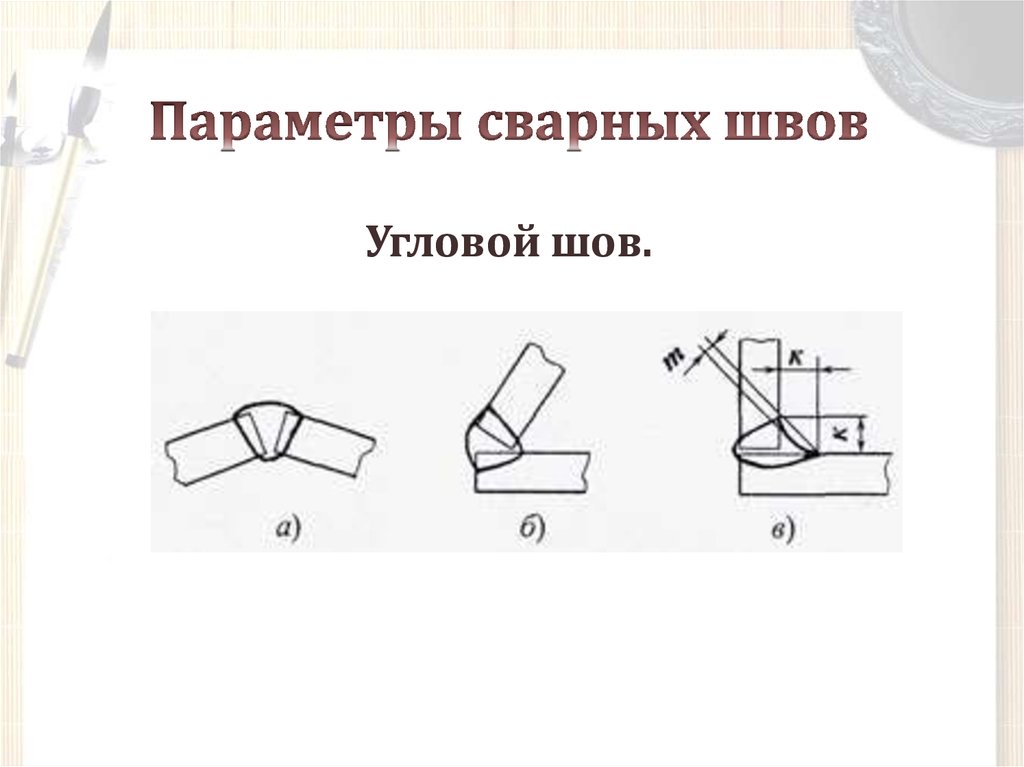
 На ручную сварку редко можно положиться для обеспечения требуемой стабильности, но это вариант с механизированными сварочными системами.
На ручную сварку редко можно положиться для обеспечения требуемой стабильности, но это вариант с механизированными сварочными системами. Приемка связана с толщиной горловины.
Приемка связана с толщиной горловины. 5 показано, что зазор приводит к уменьшению длины полки на вертикальной пластине, а это, в свою очередь, приводит к уменьшению толщина зева сустава. Скругление длиной ноги 10 мм с корневым зазором 3 мм дает эффективное плечо 7 мм (горловина 4,9 мм вместо ожидаемых 7 мм).
5 показано, что зазор приводит к уменьшению длины полки на вертикальной пластине, а это, в свою очередь, приводит к уменьшению толщина зева сустава. Скругление длиной ноги 10 мм с корневым зазором 3 мм дает эффективное плечо 7 мм (горловина 4,9 мм вместо ожидаемых 7 мм).