Лазерный Сварочный Аппарат, оптоволоконный лазерный сварочный аппарат, аппарат лазерной сварки
Сварка металла лазером- инновационный, высокопроизводительный способ сварки, который отлично заменит традиционную электросварку или сварку в аргоне.
- Не требует техобслуживания, не требует расходных материалов
- Высокая эффективность. Скорость выше традиционной скорости сварки более чем в два раза.
- Высокое качество. Гладкий сварной шов, без последующей шлифовки, экономия времени исредств.
- Экономичность. Экономия энергии от 80% до 90%, затраты на обработку снижаются на 30%.
- Простота. Простота в эксплуатации, опыт не нужен.
Волоконный лазерный сварочный аппарат применяется для сварки металлов, как нержавейки, стали, алюминия, оцинкованного листа и т.д..
Лазерный сварочный аппарат широко используются при производстве кухонной утвари, сантехники, бытовой
техники, металлической мебели, окон и дверей, автозапчастей, в рекламном производстве и в
промышленности машиностроения, автомобилестроения, создания авиационного и космического транспорта,
медицине и прочее.
Отправить запрос >>
Previous Next
| Максимальная толщина сварки | ||||
|---|---|---|---|---|
| Мощность | Нержавейка | Углеродистая сталь | Алюминий | Латунь |
| 1000W | 4. 0mm 0mm |
3.0mm | \ | \ |
| 1500W | 4.5mm | 3.5mm | 1.5mm | 1.2mm |
| 2000W | 4.0mm | 2.0mm | 2.0mm | |
| Глубина провара нержавейки для справки | |
|---|---|
| Мощность | Глубина провара |
| 1000W | 1.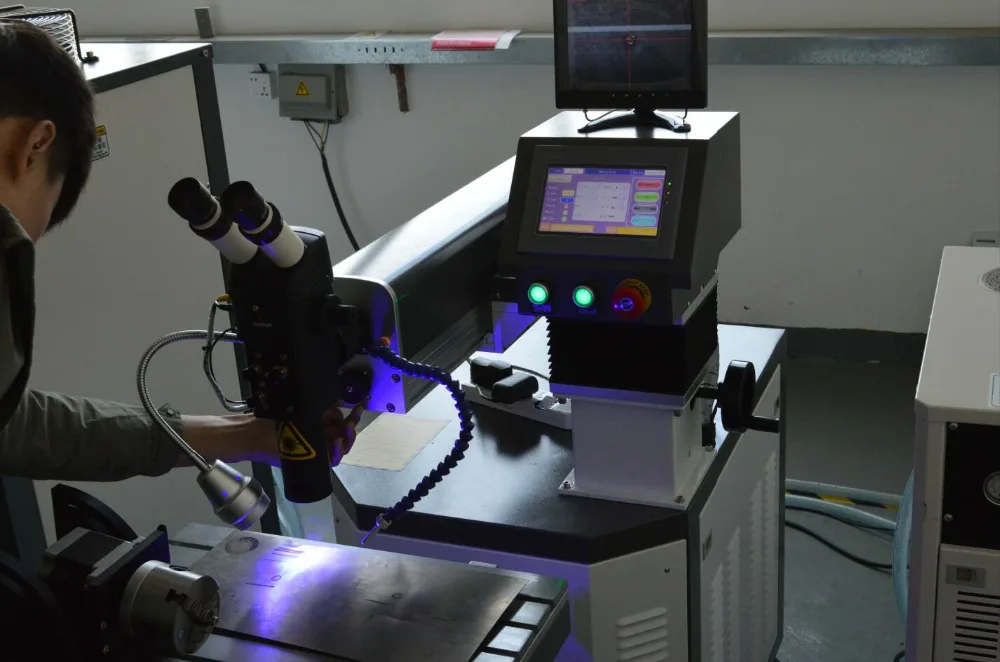 2mm 2mm |
| 1500W | 1.5mm |
| 2000W | 2.0mm |
Ручной волоконный лазерный сварочный аппарат — Моноблочный
Встроенный холодильник, меньше занимать место, удобно и лекго перемещать. Аппарат лазерной сварки опционально может быть оснащен устройством для подачи присадочной проволоки.
КУПИТЬ >>
| Модель | MT-W1000P | MT-W1500P |
|---|---|---|
| Мощность лазера | 1000W | 1500W |
| Лазерный источник | IPG/Raycus | |
| Волна лазера | 1064Нм | |
| Система охлаждения | Промышленный водяной чиллер | |
| Срок службы | 100000 часов | |
| Скорость сварки | 0-120 мм/сек | |
| Источник питания | 380В 3 фазы 50Гц | |
Ручной волоконный лазерный сварочный аппарат
Отдельный промышленный холодильник, Лучшее рассеивание тепла, это позволяет остановить
аппарат мощностью 2000W. Аппарат лазерной сварки опционально может быть оснащен устройством для подачи
присадочной проволоки.
Аппарат лазерной сварки опционально может быть оснащен устройством для подачи
присадочной проволоки.
КУПИТЬ >>
| Модель | MT-W1000P | MT-W1500P | MT-W2000P |
|---|---|---|---|
| Мощность лазера | 1000W | 1500W | 2000W |
| Лазерный источник | IPG/Raycus | ||
| Волна лазера | 1064Нм | ||
| Система охлаждения | Промышленный водяной чиллер | ||
| Срок службы | 100000 часов | ||
| Скорость сварки | 0-120 мм/сек | ||
| Источник питания | 380В 3 фазы 50Гц | ||
Автоматический лазерный сварочный аппрат
Аппарат оснащен системой управления CNC, это позволяет лучшего гладкого шова и точной
сварки. Аппарат опционально может быть оснащен устройством для подачи присадочной проволок и
устройство для круглых изделий.
Аппарат опционально может быть оснащен устройством для подачи присадочной проволок и
устройство для круглых изделий.
КУПИТЬ >>
| Модель | MT-W1000P | MT-W1500P | MT-W2000P |
|---|---|---|---|
| Мощность лазера | 1000W | 1500W | 2000W |
| Лазерный источник | IPG/Raycus | ||
| Волна лазера | 1064Нм | ||
| Система охлаждения | |||
| Рабочее поле | 200*200мм | ||
| Камера | Наличие | ||
| Компьтюер | Наличие | ||
| Срок службы | 100000 часов | ||
| Скорость сварки | 0-120 мм/сек | ||
| Источник питания | 380В 3 фазы 50Гц | ||
Автоматическая Лазерная Сварка
 youtube.com/embed/Df-rY0rHA-k» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media;
gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Df-rY0rHA-k» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media;
gyroscope; picture-in-picture» allowfullscreen=»»/>Ручная Лазерная Сварка
Поделиться
Ручной волоконный лазерный сварочный аппарат — Моноблочный Ручной волоконный лазерный сварочный аппарат Автоматический лазерный сварочный аппратАппарат лазерной сварки START LW-W1500
Аппараты лазерной сварки все чаще внедряются в производственные процессы предприятий нашей страны. В данный момент уже многие компании оценили преимущества таких установок перед другими типами сварки. Лазерная сварка обладает преимуществами: простота эксплуатации, чистота сварного шва, высокая скорость. Позволяет сваривать такие металлы как: углеродистая сталь, нержавеющая сталь, оцинкованная сталь и даже металлы с гальванизированным покрытием без использования аргона. Сварной шов чистый и равномерный, материал не имеет деформации, прочность сварки. Не требуется последующей механической обработки что позволяет экономить
Лазерная сварка обладает преимуществами: простота эксплуатации, чистота сварного шва, высокая скорость. Позволяет сваривать такие металлы как: углеродистая сталь, нержавеющая сталь, оцинкованная сталь и даже металлы с гальванизированным покрытием без использования аргона. Сварной шов чистый и равномерный, материал не имеет деформации, прочность сварки. Не требуется последующей механической обработки что позволяет экономить
Основные преимущества
1) Высокая экономичность
Лазерная сварка выполняется в 5-10 раз быстрее, чем традиционная сварка.
Высокая эффективность электрооптического преобразования (> 25%), низкое энергопотребление, низкая стоимость расходных материалов, не требует обслуживания. Возможность сварки без присадочной проволоки, сварка детали расплавом лазерным лучем двух краев заготовок.
2) Большая глубина, быстрая скорость и малая деформация
При использовании лазерной сварки для соединения заготовок зазор соединения сварной заготовки практически отсутствует, и в то же время отношение глубины к ширине сварки велико, деформация после сварки мала, зона теплового воздействия мала, а точность сварки высока.
3) Простота пользования
Сварочный аппарат является простым и гибким устройством, изделие может быть сварено при комнатной температуре или в отличающихся условиях и не имеет высоких требований к сварочной и окружающей среде.
4) Высокая плотность мощности
Лазерная сварка имеет значительную глубину проплавления и высокую плотность мощности, что позволяет сваривать сложные сплавы, такие как титановые сплавы и никелевые, а также вольфрамовые и другие тугоплавкие металлы и их сплавы.
5) Высокая плотность энергии
По сути задает высокий темп и соответствует высокоскоростной сварке, умение сварщика овладеть аппаратом становится на первое место.
6) Отсутствие расходников
Отсутствие износа и расхода электродов в отличии от традиционных типов сварки делает лазерный аппарат самым экономичным.
7) Экологичность
Отсутствие загрязнения окружающей среды
8) Дальность сварки от источника
Можно добиться сварки на больших расстояниях, труднодоступной сварки деталей, многоходовой одновременной или временной сварки с оптически волоконным рукавом.
9) Быстрая переналадка
Легко изменить фокусное расстояние выхода лазера и положение пятна и рисунка сварочного шва.
10) Роботизированность
Лазерная сварочная голова легко монтируется на роботизированном устройстве.
11) Простота эксплуатации
Простота установки и эксплуатации, низкий технический порог для операторов и экономия трудозатрат. Стабильная выходная мощность, меньшая зона термического влияния и термическая деформация, шов не требует полировки.
12) Безопасность и охрана окружающей среды
Двойная защита обеспечивает безопасность оператора. Экологичнее и безопаснее традиционной сварки, с минимальным уровнем шума.
Устройство лазерного сварочного пистолета
Эргономичный дизайн сварочного пистолета включает в себя собранный воедино комплекс устройств, обеспечивающих простое и удобное применение лазерной сварки.
По сути сварочный пистолет это ручная сварочная лазерная головка, обеспечивающая передачу лазерного луча с требуемыми характеристиками от источника к сварочному шву.
Сопла лазерной сварки
Медные наконечники «сопла» — это медные втулки, оснащенные наружной резьбой для монтажа в фокусирующей трубке. Имеющие различные формы на изголовьях для производства всех видов сварочных швов. Разнообразие изголовьев сопел обширно и позволяет производить все возможные сварочные швы. Стандартно поставляются 3 вида сопел и 2 вида наконечников направляющей подачи проволоки.
Контроллер лазерной сварки
Дисплей контроллера позволяет управлять лазерным сварочным аппаратом с помощью функциональных клавиш. Он информирует оператора лазерного станка о состоянии оборудования и текущей работе станка. Благодаря данному устройству задаются параметры сварки.
Сварочный аппарат имеет интуитивно понятный интерфейс с программным обеспечением Qilin v10 на русском языке.
Для получения оптимального сварочного шва на максимально возможной скорости сварки, необходимо внести параметры из таблицы в контроллер. Система автоматически изменит характеристики источника под Ваши задачи.
Комплект поставки:
- Источник лазера;
- Подающий механизм;
- Водяной чиллер;
- Головка с осцилляцией;
- Система управления Qilin v10
- Комплект расходников
| Модель | 1000 | 1500 |
| Источник | Raycus RFL-C1000H | Raycus RFL-C1500H |
| Сварочная горелка | Qilin V8 | Qilin V8 |
| Мощность лазера | 1000 Вт | 1500 Вт |
| Длина волны лазера | 1080 нм | 1080 нм |
| Длина рукава оптоволоконного кабеля | 10 м | 10 м |
| Размер ядра (сердечника, сердцевины) оптоволокна | 50 мкм | 50 мкм |
| Скорость вращения | 12000 об/мин | 12000 об/мин |
| Стиль сварки | Колебание | Колебание |
| Колебающийся диаметр | 1,7 мм / 2,0 мм | 1,7 мм / 2,0 мм |
| Ширина сварочного шва | 0,2-5 мм | 0,2-5 мм |
| Минимальное световое пятно | 0,5 мм | 0,5 мм |
| Толщина сварки (с одной стороны) | 3 мм — 5 мм (конструкционная и нержавеющая сталь), 1,5 мм -2 (алюминий) | 4 мм — 6 мм (конструкционная и нержавеющая сталь), 2 мм -3 (алюминий) |
| Охлаждение | Водяное охлаждение | |
| Защитное стекло лазера | d 20 мм * 2 мм | |
| Фокусное расстояние | 125 мм / 150 мм | |
| Источник питания | 230 В / однофазный / 50 или 60 Гц; | |
| Габаритный размер | 1190*650*1570 мм (ДxШxВ) | |
| Вес | ~ 235 кг | ~ 250 кг |
Аппарат лазерной сварки
Главная » Статьи » Аппарат лазерной сварки
Особенности лазерной сварки
- 01 декабря
- 93 просмотров
- 33 рейтинг
Оглавление: [скрыть]
- Типы используемых лазеров
- Применение сварки лазером
- Ручная лазерная сварка
- Плюсы и минусы лазерной сварки
В производстве очень важным процессом является сварка. Такой аппарат, где лазер используется как энергетический источник, называется лазерная сварка, которая применяется для соединения одинаковых и разнородных металлов. Это наиболее современный способ для сварки металлических частей, который в последние годы все больше привлекает к себе внимания.
Такой аппарат, где лазер используется как энергетический источник, называется лазерная сварка, которая применяется для соединения одинаковых и разнородных металлов. Это наиболее современный способ для сварки металлических частей, который в последние годы все больше привлекает к себе внимания.
Такая сварка была создана в 60-е годы ХХ века. Плюс излучения лазера — высокое скопление энергии. Это позволяет соединить различные металлы и сплавы толщиной от микрометра до одного сантиметра.
Лазерное излучение создает сварной шов таким способом: наводится в фокусирующую систему, где преобразуется в меньший пучок, поглощает, нагревает и расплавляет свариваемые материалы. Для фокусировки энергии в сварке лазером используются направляющие зеркала.
Микросварка соединяет материал толщиной до 100 мкм, мини-сварка проплавляет на глубине от 0.1 до 1 мм, макросварка способна спаять детали толщиной более 1 мм. В зависимости от положения деталей и лазерного луча, схема спайки может быть:
- встык;
- внахлест;
- угловая;
- прочие варианты.


Схема гибридной лазерной сварки.
Установки для сварки лазером бывают твердотельные и газовые.
В твердотельной используется стержень из розового рубина, в котором ионы хрома нагреваются при облучении и отдают запасенную энергию.Концы рубинового основания покрывают серебром, которое имеет свойство отражать свет. Образуются полупрозрачные и прозрачные зеркала, от которых ионы хрома отбиваются и перемещаются вокруг рубинового стержня по спирали, задействуют следующие ионы и формируют беспрерывное действие. Случается энергетический взрыв, который движется через наполовину прозрачное стекло и собирается линзой в точку сварочного аппарата. Минус твердотельного лазера — работа только в беспрерывном режиме, а в импульсном очень низкий КПД (от 0.01 до 1%).
Если сравнивать газовый лазер и твердотельный, то у газового выше мощность и уровень КПД. Устройство такого лазера — круглая трубка, наполненная газом с обеих сторон, прижатая полупрозрачным и непрозрачным параллельными зеркалами. В трубке находятся электроды, между ними под воздействием разряда появляются резвые электроны, которые задействуют частицы газа. Когда они возвращаются в первоначальное состояние, образуются кванты света, которые собираются и направляются в место спайки. Огромным достоинством газовых лазеров является то, что они функционируют в обоих режимах: импульсном и беспрерывном.
В трубке находятся электроды, между ними под воздействием разряда появляются резвые электроны, которые задействуют частицы газа. Когда они возвращаются в первоначальное состояние, образуются кванты света, которые собираются и направляются в место спайки. Огромным достоинством газовых лазеров является то, что они функционируют в обоих режимах: импульсном и беспрерывном.
Сварка сплавов большой толщины осуществляется с глубоким проплавлением, то есть формируется парогазовый канал, что весьма отличается от соединения металлов меньшей толщины. Для того чтобы при сварке не появлялись недостатки и шов был хорошего качества, подбирается необходимая мощность. Скорость 0.2-0.3 см/с обеспечивает высокую продуктивность и качественное скрепление деталей без дефектов.
Вернуться к оглавлению
Различие лазерной пайки и лазерной сварки.
Лазерные сварочные аппараты используются все чаще из-за качества, экологичности и скорости процесса.
Аппарат для лазерной сварки применяется:
- Для соединения стали. Такая сварка стали обеспечивает высокую прочность соединений, аккуратность швов, минимизацию коррозий, высокую скорость охлаждения. Перед началом сваривания конструкций необходимо подготовить кромки деталей: очистить от ржавчины окалины и удалить влагу. Подгоняют детали и части конструкции под сварку с наибольшей точностью. Как защитный газ используют чистый гелий или его смесь с аргоном.
- Для спайки металлических конструкций. Лазерная сварка металла осуществляется с глубоким проплавлением. Важным приемом для этого является применение присадочного материала, что обеспечивает возможность регулировать состав шва, а также снизить требования к точности сборки частей конструкции под спайку. Особенность такой сварки в том, что используется присадочная проволока в диаметре до 1 мм и правильная подача ее при помощи специальных механизмов под лазерное излучение. Если работать со скоростью 25-30 мм/с, то снижается количество деформаций, по сравнению с дуговой спайкой металлов. Основные достоинства соединения металла с глубоким проплавлением — мощное излучение, необходимая скорость сварки. Такое сильное излучение увеличивает способность проплавлять и формировать качественный шов. Обратите внимание, что лазерное излучение в диаметре должно быть от 0.5 до 1 мм. Если луч меньше указанного диаметра, это может привести к перегреву металла шва, частичному испарению его и образованию дефектов. Если же луч более 1 мм, то эффективность снижается в несколько раз, что может привести к преломлению шва.
- Для ремонта очков. Лазерная сварка очков — оптимальный способ починить оправы из различных металлов и сплавов. Место соединения получается крепким и однородным благодаря тому, что в сварке не используется припой. Процедура ремонта длится не более 20 минут, шов не загрязнен частицами припоя или электродов, а в месте соединения остается небольшой шов, который незаметен после шлифовки. Для ремонта очков необходимо выбрать правильное оборудование с нужной мощностью, так как маломощные лазеры не могут пропаять материалы с высокой теплопроводностью.
- Для ремонта ювелирных изделий. Лазерная пайка предоставляет возможность ремонта серебряных и золотых изделий максимально аккуратно, без деформации. Украшение не нагревается полностью при проведении работы, а только частично, в местах, которые необходимо соединить. Еще один плюс в том, что не нужно извлекать драгоценные камни из изделия, ведь при использовании лазерного излучения не нарушится целостность украшения.
- Для соединения алюминиевых, магниевых и титановых сплавов. Режимы сварки выбираются для обеспечения нужной геометрии шва, предотвращения формирования холодных трещин и создания хорошего шва.
 Такая сварка стали обеспечивает высокую прочность соединений, аккуратность швов, минимизацию коррозий, высокую скорость охлаждения. Перед началом сваривания конструкций необходимо подготовить кромки деталей: очистить от ржавчины окалины и удалить влагу. Подгоняют детали и части конструкции под сварку с наибольшей точностью. Как защитный газ используют чистый гелий или его смесь с аргоном.
Такая сварка стали обеспечивает высокую прочность соединений, аккуратность швов, минимизацию коррозий, высокую скорость охлаждения. Перед началом сваривания конструкций необходимо подготовить кромки деталей: очистить от ржавчины окалины и удалить влагу. Подгоняют детали и части конструкции под сварку с наибольшей точностью. Как защитный газ используют чистый гелий или его смесь с аргоном. Такое сильное излучение увеличивает способность проплавлять и формировать качественный шов. Обратите внимание, что лазерное излучение в диаметре должно быть от 0.5 до 1 мм. Если луч меньше указанного диаметра, это может привести к перегреву металла шва, частичному испарению его и образованию дефектов. Если же луч более 1 мм, то эффективность снижается в несколько раз, что может привести к преломлению шва.
Такое сильное излучение увеличивает способность проплавлять и формировать качественный шов. Обратите внимание, что лазерное излучение в диаметре должно быть от 0.5 до 1 мм. Если луч меньше указанного диаметра, это может привести к перегреву металла шва, частичному испарению его и образованию дефектов. Если же луч более 1 мм, то эффективность снижается в несколько раз, что может привести к преломлению шва. Лазерная пайка предоставляет возможность ремонта серебряных и золотых изделий максимально аккуратно, без деформации. Украшение не нагревается полностью при проведении работы, а только частично, в местах, которые необходимо соединить. Еще один плюс в том, что не нужно извлекать драгоценные камни из изделия, ведь при использовании лазерного излучения не нарушится целостность украшения.
Лазерная пайка предоставляет возможность ремонта серебряных и золотых изделий максимально аккуратно, без деформации. Украшение не нагревается полностью при проведении работы, а только частично, в местах, которые необходимо соединить. Еще один плюс в том, что не нужно извлекать драгоценные камни из изделия, ведь при использовании лазерного излучения не нарушится целостность украшения.Вернуться к оглавлению
Устройство лазера для сварки.
Уже существует оборудование для лазерной сварки, которое функционирует в ручном режиме. С его помощью можно производить своими руками:
- точечную спайку;
- ремонт ювелирных украшений;
- уплотнение материалов только поверхностно;
- обработку медицинского оборудования;
- ремонт оправы очков.
Ручной сварочный аппарат может повысить продуктивность, ведь его скорость гораздо быстрее, а сварные изделия более высокого качества. Например, непрерывным лучом стальной лист толщиной 20 мм сваривается за 1 проход со скоростью 100 м/ч, а электрической дугой такой лист сваривают с быстротой в 20 м/ч за 6-8 проходов.
Например, непрерывным лучом стальной лист толщиной 20 мм сваривается за 1 проход со скоростью 100 м/ч, а электрической дугой такой лист сваривают с быстротой в 20 м/ч за 6-8 проходов.
Не стоит забывать о том, что лазеры излучают мощный луч, который бывает видимый и невидимый. В большинстве случаев лазерный сварочный аппарат излучает невидимый луч инфракрасного света. Если не соблюдать меры предосторожности, то такой луч может попасть в глаза или на кожу.
Нужно выбирать качественное оборудование для сварки лазером, которое имеет правильную конструкцию, оснащено крышками для безопасности. Если тщательно соблюдать меры предосторожности, сварочный аппарат не будет опасным для вашего здоровья.
Вернуться к оглавлению
Основными причинами, чтоб использовать аппарат лазерной сварки, является:
- скорость соединения материалов;
- соединение различных материалов без механической обработки;
- высокая продуктивность работы;
- чистота, сварочные швы не загрязнены частями припоя;
- высокая прочность изделий и стойкость к коррозии;
- отсутствие ограничений по толщине материалов;
- возможность сваривания ювелирных украшений без потери покрытия;
- минимальная зона нагревания;
- возможность соединения в труднодоступных местах;
- отсутствие выделения вредных паров.

Недостатки лазерного оборудования:
- нужно купить дорогостоящую установку;
- необходим персонал с высокой квалификацией;
- присутствие вибраций;
- необходимо использовать платформы, устойчивые к вибрации;
- нужно защитить персонал от лазерного излучения.
Лазерная сварка может оказаться единственным процессом, который может обеспечить качественные соединения трудно свариваемых материалов и конструкций с труднодоступными швами.
expertsvarki.ru
Лазерная сварка, давно не фантастика
Проведение сварочных работ лазерными установками, применяется уже давно.
Лазерная сварка – это, как принято понимать, характеризующийся высокотехнологичностью метод создания сварных соединений. Для использования метода лазерной сварки не требуется применения особой вакуумной камеры, что, безусловно, очень удобно.
Для использования метода лазерной сварки не требуется применения особой вакуумной камеры, что, безусловно, очень удобно.
Сварка будущего
Современное сварочное оборудование генерирует лазерный луч, обеспечивающий достаточно высокую концентрацию энергии. Она обеспечивается за счет возможности сфокусировать весь потенциал в одной точке, диаметр которой составляет всего несколько сантиметров.
Осуществляется лазерная сварка при помощи соответствующего аппарата. Для выбора нужно учитывать, что есть две разновидности, имеющие определенные отличительные особенности.
Разновидности аппаратов
Твердотельные аппараты
Твердотельная ручная лазерная установка работает по следующей схеме: через стержень из стекла (он представляет собой твердотельный активный элемент) происходит излучение лазера. Это сопровождается включением рубина, алюмоиттриевого граната, неодима. Сам стержень в конструкции аппарата расположен в камере, которая освещена лампой накачки. Лампа обеспечивает создание мощных и равномерных световых вспышек.
Активные стержни имеют в торцах зеркала: частично прозрачное и отражающее. Рекомендуем изучить соответствующие видео для полного понимания.
Выбирать твердотельный аппарат лазерной сварки нужно при необходимости в сваривании мелких деталей, имеющих относительно небольшую толщину. К примеру, отлично подходит такой аппарат для сварки элементов различных электронных устройств и приборов: для тонких проволочных выводов из тантала, нихрома и золота.
Современные устройства дают возможность проведения сварки элементов, выполненных из фольги, а также позволяют создавать швы (герметичные) катодов кинескопа, который входит в оснащение практически всех телевизоров.
Твердотельная ручная лазерная установка
Газовые устройства
Газовая лазерная установка – это более мощное устройство. Такой прибор предполагает использование высоковольтных источников тока (режим либо импульсный, либо непрерывный). Эти источники возбуждают активную рабочую среду – газовую смесь (на видео хорошо заметен принцип работы).
Ручная установка данного вида отличается:
- Более длинными волнами по сравнению с твердотельными установками;
- Несколько большей мощностью.
Установка с газовой прокачкой поперечного типа является компактным, но достаточно мощным аппаратом, который успешно применяется в целях сварки металлов толщиной до 20 мм (существующие видео подтверждают это).
Наиболее мощное газовое оборудование – это газодинамические устройства. В них активной средой являются горячие газы, температура которых достигает 3000 К.
О достоинствах лазерной сварки
Ключевое преимущество лазерной сварки – ее разнообразие. Это позволяет подбирать оптимальное оборудование для любого вида материалов и для любого характера работ.
Так, ручная твердотельная установка позволяет точно дозировать энергию. Это гарантирует высокое качество сварочных работ в отношении хрупких и мелких деталей и элементов. Примечательно, что прочность полученного в таком случае соединения будет превосходить все традиционные виды сваривания.
Газовый аппарат лазерной сварки позволяет обеспечить больший уровень глубины, на которую изделие проплавляется. При этом образуется малый по ширине шов, а это значительно уменьшает зону воздействия высоких температур. Соответственно, газовая лазерная сварка – это отличный вариант для того, чтобы сократить термическое воздействие на изделие и, как результат, снизить возможные напряжения при сварке и деформацию.
При сопоставлении лазерной сварки с традиционными разновидностями очевидным становится и следующее ее преимущество: проведение лазерной сварки возможно и при расположении аппарата на значительном расстоянии непосредственно от сварочных точек. Это выгодно с точки зрения цены установки, к тому же в ряде случаев представляет собой единственный способ заваривания шва в труднодоступном месте. К примеру, лазерные аппараты позволяют заваривать трубы на дне водоемов. Для этого по трубопроводу запускается подвижная тележка, имеющая вращающиеся зеркала. Само же лазерное сварочное оборудование устанавливается около входного отверстия, откуда и направляет луч в сторону тележки (просмотрите видео с подобными работами).
Само же лазерное сварочное оборудование устанавливается около входного отверстия, откуда и направляет луч в сторону тележки (просмотрите видео с подобными работами).
Безопасность
Очень важно, чтобы сварка сопровождалась надлежащим уровнем безопасности. Для этого следует:
- установить кожухи либо защитные экраны, которые не допустят попадания излучения непосредственно на рабочее место;
- обеспечить наличие на рабочем месте схемы лазерноопасной зоны;
- в обязательном порядке осуществлять проверку работы блокировочных и сигнализационных систем, которые предназначены для предотвращения доступа рабочих в границы лазерноопасной зоны;
- внутренние поверхности помещений окрашивать матовой краской, характеризующейся минимальным коэффициентом отражения;
- в отдельном помещении устанавливать пульт управления аппаратом. Дополнительно размещать видео-, иную систему наблюдения за сварочным процессом.
Такова специфика лазерной сварки. Правильный выбор аппарата позволит добиться результата действительно высокого качества.
Правильный выбор аппарата позволит добиться результата действительно высокого качества.
zavarimne.ru
Лазерный сварочный аппарат
Лазерная сварка занимает важное место в современной промышленности, так как она обеспечивает высокую точность соединения в мелких деталях из тонкого металла. Принцип ее действия существенно отличается от обыкновенных аппаратов, где работа ведется электрической дугой или газом. Здесь на первое место, в качестве основной температурной силы, выступает лазер. Он позволяет сваривать довольно мелкие детали, образуя минимальный след от шва. Лазерный сварочный аппарат для прецизионной шовной и точечной сварки имеет две основные разновидности. Это могут быть газовые и твердотельные аппараты, а зависимости от того, какой вид активной среды использует сам лазер.
Лазерный сварочный аппарат
Твердотельные аппараты могут применяться с различной активной средой, такой как синтетический рубин, хром-форстерит и прочее. Самой распространенной разновидностью данного типа является сварка, которая происходит в среде граната алюмоиттриевого. Зачастую его легируют при помощи неодима. Все разновидности техники, а также распределение ее по типам и моделям, основаны на свойствах лазера.
Зачастую его легируют при помощи неодима. Все разновидности техники, а также распределение ее по типам и моделям, основаны на свойствах лазера.
Аппараты с газовой средой для работы создают более длинные волны. Некоторые модели могут работать в непрерывном и импульсном режиме, что обеспечивает универсальные условия применения, но большинство видов техники относится только к импульсным. Мощность газового лазера является более высокой, так что с его помощью можно проделать процедуры с заготовками большей толщины. Но это оказывается не всегда востребовано, особенною в ювелирной промышленности.
Сфера применения подобного оборудования зачастую состоит из тех мест, где нужно ремонтировать и производить мелкие тонкие детали, такие как ювелирные изделия, элементы электронный устройств, соединение тонких проводов и так далее. Герметичность создаваемых швов позволяет сваривать катоды кинескопа и прочие подобные вещи. Помимо сварки, аппараты используются еще и для лазерной наплавки.
Принцип работы лазерных сварочных аппаратов
Твердотельные лазерные аппараты для сварки излучают тепловую энергию через стержень лазера. Стержень состоит из стекла, в которое входит алюмоиттриевый гранат, рубин и неодим. Данный элемент установлен в квантроне. Лампа здесь является главным элементом оптической накачки. Здесь подбирается такая лампа, которая создает равномерные и мощные вспышки. На торцах лазера стоят прозрачные стекла, а также отражающие зеркала.
Стержень состоит из стекла, в которое входит алюмоиттриевый гранат, рубин и неодим. Данный элемент установлен в квантроне. Лампа здесь является главным элементом оптической накачки. Здесь подбирается такая лампа, которая создает равномерные и мощные вспышки. На торцах лазера стоят прозрачные стекла, а также отражающие зеркала.
Лазерный сварочный аппарат для ювелирных изделий, а также для прочих металлических деталей различной толщины, работает по следующему принципу. Лазерный луч, который генерируется источником энергии, изначально проходит через прозрачное стекло. Затем он многократно отражается в активном элементе, благодаря чему усиливается. Усиление происходит до тех пор, пока он не достигнет параметров требуемого значения.
Отличительные особенности
По своему внешнему виду и по принципу действию такие аппараты очень отличаются от привычного понятия о сварке. Естественно, что все процессы, которые происходят с металлом во время процесса соединения, полностью попадают под определение сварки, но внешне это выглядит необычно. Точность наведения и небольшой охват ширины наплавки позволяет работать с очень мелкими предметами и дефектами.
Точность наведения и небольшой охват ширины наплавки позволяет работать с очень мелкими предметами и дефектами.
Лазер создает концентрированную тепловую энергию, направленную в одну небольшую точку. Это значительно меньше, чем сварочная ванная при работе обыкновенным сварочным инвертором. Такое положение уменьшает зону термического влияния, что для самой заготовки, несомненно, является преимуществом, так как практически не затрагивает свойства основного металла. Все остальные источники теплового воздействия при сварке значительно уступают по концентрации лазеру.
Очередным преимуществом таких аппаратов является легкая транспортировка энергии. Оптическая зеркальная система позволяет направить луч в любое труднодоступное место. Также он передается на значительные расстояния и при этом его энергия не теряется. Сам лазер обладает оперативным управлением, как в плане направления, так и в плане изменения характеристик сваривания.
Технические характеристики популярных моделей
Каждая модель лазерных сварочных аппаратов является уникальной, так как это не очень развитая сфера и многие производители постоянно работают над новыми усовершенствованиями, которые приводят к появлению новых типов техники, изменению их внешнего вида, а соответственно и технических характеристик.
Сварог
| Параметры | Значение параметров |
| Активный элемент | твердотельный |
| разновидность накачки | ксеноновая лампа ИНП 5/60 |
| Режим | импульсно-периодический |
| Максимальная толщина деталей для сварки, мм | 2 |
| Длина волны, мкв | 1.06 |
| Максимальная энергия импульса, Дж | 10 |
| Длительность импульса, мс | 10 |
| Минимальный диаметр сфокусированного пучка, мм | 0,3 |
| Расходимость пучка, мрад | 10 |
| Тип охлаждения | Автономное водяное |
| Мощность аппарата, Вт | 700 Вт |
| Масса, кг | 27 |
HT-W150
| Параметры | Значение параметров |
| Активный элемент | твердотельный |
| Режим | импульсно-периодический |
| Минимальная толщина деталей для сварки, мм | 0. 1 1 |
| Длина волны, нм | 1064 |
| Максимальная энергия импульса, Дж | 10 |
| Длительность импульса, мс | 2 |
| Минимальный диаметр сфокусированного пучка, мм | 0,2 |
| Расходимость пучка, мрад | 10 |
| Система охлаждения | Автономная водяная |
| Мощность аппарата, Вт | 200 Вт |
Особенности выбора
Здесь требуется уже более сложное сравнение характеристик, чем при выборе сварочного инвертора. Ведь это принципиально иной тип устройств. Здесь важны такие параметры, как мощность, диаметр пучка лазера, длина волн и максимальная энергия импульса. В большинстве случаев, даже при высокой мощности, редко удается получить технику, которая смогла бы сваривать тонкие заготовки. Сварка тонких листов, около 0,5-1 мм может проводиться на аппаратах мощность около 400 Вт.
Для работы с тонкими изделиями, такими как ювелирная продукция, стоматологические в процедуры по изготовлению и подгонке зубных коронок, не стоит брать слишком мощную модель, так как ее потенциал не будет использован в полной мере. Здесь больше пригодятся высокоточные приборы с небольшим диаметром пучка. Чем он меньше, тем более тонким получается слой наплавки. С учетом особенностей применения такого типа сварки, очень желательно не оставлять следов соединения. После ремонта металлических изделий, их внешний вид должен быть максимально приближенным к новому.
Здесь больше пригодятся высокоточные приборы с небольшим диаметром пучка. Чем он меньше, тем более тонким получается слой наплавки. С учетом особенностей применения такого типа сварки, очень желательно не оставлять следов соединения. После ремонта металлических изделий, их внешний вид должен быть максимально приближенным к новому.
Далее стоит обратить внимание на размеры. Для многих сфер применения они оказываются существенным фактором. Крупногабаритные изделия не могут быть установлены в любом удобном месте и для их монтажа требуется выделять специальные ниши иди даже комнаты. Разброс размеров здесь очень большой, намного выше, чем в стандартных инверторах.
Особенности и нюансы лазерной сварки
Лазерная сварка требует тонкого владения инструментом, так как нужно уметь создавать высококачественный шов на мелких предметах. Из-за высокой температуры самого лазера, во время работы нужно очень четко соблюдать технику безопасности.
Производители
На рынке сварочного оборудования можно встретить продукцию следующих компаний:
svarkaipayka. ru
ru
Технология лазерной сварки металлов и аппараты
Среди используемых способов сварки металлических частей и конструкций наиболее передовым способом, обеспечивающим качественный аккуратный шов, является лазерная сварка металлов.
Ее применяют, когда к точности получаемых форм предъявляются высокие требования. Достигается это за счет высокой точности сварного шва, который при лазерной сварке имеет небольшую ширину и достаточную глубину.
Тонкий шов получается при воздействии на металл мощного лазерного излучения в ограниченной области его воздействия, вызывающего нагрев в этой зоне до высоких температур за короткий период времени.
Технология лазерной сварки
Рассмотрим природу теплового воздействия лазера на металл и последующего расплавления сварной зоны.
Поток лазерных лучей монохроматичен и характеризуется одинаковой длиной волны по сравнению со световым потоком, обладающим различными длинами волн. Поэтому он хорошо поддается фокусировке с помощью зеркал и оптических линз, позволяющих добиться резонанса (когерентности) лазерного луча, что приводит к увеличению мощности потока.
Принцип проведения сварки с помощью лазера основан на фокусировке лазерного луча, полученного с помощью квантового генератора. В основе его работы лежит излучение, которое является источником электромагнитных волн, индуцированных с помощью усилителя.
Направленный пучок лучей при проникновении внутрь металла воздействует на него на электронном уровне, отдавая свою энергию. Это происходит путем поглощения атомами металлов концентрированной лучистой энергии в виде фотонов.
В результате атомы переходят в возбужденное состояние и становятся способными сами излучать энергию в виде фотонов. При совпадении энергии фотонов падающей электромагнитной волны пучка с энергией фотонов возбужденных атомов металлов происходит индуцированное усиленное излучение.
В результате высвобождается тепловая энергия, за счет которой металл в этой области нагревается до температуры плавления. После кристаллизации расплавленных кромок металла образуется прочное межкристаллическое сцепление атомов и формируется качественный сварной шов.
Видео:
Условия и способы осуществления сварочного процесса
Для обеспечения эффективности энергии луча нужно его сфокусировать. Для этого используют отражающие и фокусирующие лазерный луч зеркала. Когерентные лучи имеют минимальный разброс и оказывают действие на точно определенные участки сварной области.
Такой вид сварки можно проводить:
- в разных положениях и при любом расположении свариваемых кромок;
- с помощью сплошного и частичного расплавления сплавляемой области металла;
- непрерывно или импульсами.
При помощи такого метода можно соединять, как тонкостенные металлические листы, так и изделия, имеющие большие габаритные размеры.
Чем точнее сфокусирован лазерный луч, тем выше мощность его излучения.
Оборудование для проведения лазерной сварки
Для выполнения сварки с помощью лазера применяется следующее оборудование:
- источник лазерного излучения;
- блок транспортировки и системы для фокусировки луча;
- при необходимости наличие газовой среды для защиты металла;
- система для перемещения луча и самого изделия.

Устройство лазера включает излучатель и источник электропитания. Излучение обеспечивает генератор, продуцирующий лучи в специальной среде.
В качестве такой среды применяется две разновидности лазеров: твердотельные и на основе газов.
Видео:
Аппараты лазерной сварки металлов
Все аппараты лазерной сварки металлов работают в импульсном или непрерывном режиме.
Аппараты с твердым активным элементом отличаются от устройств на основе активной среды из газов длиной излучающей волны. У них она короче и мощность излучения слабее газовых устройств.
Лазеры с твердым активным элементом
Твердотельные аппараты функционируют в основном с помощью импульсного лазера, но иногда может использоваться непрерывный и импульсный рабочий режим. Их работа осуществляется таким образом:
Их работа осуществляется таким образом:
- Твердый элемент, имеющий форму стержня, являющийся источником лазерного луча, расположен внутри специальной камеры, освещенной лампой для накачки.
- Она обеспечивает при работе световые импульсные вспышки, приводящие в активное состояние рабочее тело.
Твердотельный элемент чаще изготавливают в виде стержня, изготовленного из так называемого «розового» рубина, представляющего собой окись алюминия (Al2O3) с примесью ионизированного хрома (Cr3+).
После воздействия лучей ионы Cr3+ переходят в активное состояние и начинают светиться. С торцов стержень покрыт веществом, отражающим свет, чаще серебром. Лучи хромовых возбужденных ионов, отражаясь от посеребренных зеркал, перемещаются вдоль оси, передавая возбуждение другим ионам. Процесс возбуждения ионов становиться массовым и сопровождается мощным выделением лучистой энергии. Они фокусируются с помощью линзы в сварной области.
Такие лазеры обычно являются источниками импульсов периодического действия с длиной волны 0,69 мкм и максимальной импульсной энергией от 10-2 до 10-3 Дж.
Средние значения мощности излучения элементов на основе твердотельных стержней может доходить до сотен ватт.
Аппараты с элементами на основе газовой среды
Аппараты, использующие для работы активную газовую среду, функционируют как в непрерывном, так и импульсном режиме. Это оборудование является более мощным, работающим при высоком напряжении.
В качестве активной среды может использоваться газ на основе смеси (СО2), (N2) и гелия (He). Он подается под давлением от 2,66 до 13,3 кПа. Возбуждение газовой смеси осуществляют с помощью электрического разряда. Гелий (Не) и азот (N2) осуществляют передачу полученной при возбуждении энергии молекуле СО2 и обеспечивают условия для создания разряда. Газоразрядные аппараты излучают длину волны до 10,6 мкм. Кпд работы аппарата может достигать от 5 до 15%.
Схема работы аппаратов на основе газовой среды показана на рисунке:
Особенности сварки лазером тонкостенных металлов
В отличие от толстостенных металлов, которым для успешного соединения требуется глубокое расплавление, для тонких металлов глубина проплавления существенный фактор. При лазерной сварке тонких металлов с ней нельзя переборщить.
При лазерной сварке тонких металлов с ней нельзя переборщить.
Параметры, влияющие на эту величину, это:
- мощность лазерного излучения;
- скорость выполнения работы;
- степень фокусировки луча лазера.
В случае непрерывного процесса t — это длительность его проведения. Если работа осуществляется в импульсном режиме, то t – это продолжительность импульса. При высоких показателях мощностной плотности (Е) может наступить кипение металла в области воздействия луча, приводящее к сквозным дефектам.
Для тонких металлов особенно важна характеристика этого показателя. На него влияет кроме времени воздействия степень фокусировки луча. Для уменьшения плотности излучения для тонких металлов производят расфокусировку луча с помощью электронного управления настройкой работы аппарата.
Изменяя показатели (Е) и (t) можно обеспечить режим работы для разных металлических конструкций, имеющих минимальную толщину.
 com/embed/rpF0OQrvXOg?feature=oembed»>
com/embed/rpF0OQrvXOg?feature=oembed»> Различия в технологии проведения лазерной сварки разных металлов
Технология проведения сварки с помощью лазера для различных сплавов металлов имеет свои особенности.
Например, перед проведением работ со стальными изделиями их нужно обязательно очистить: снять окалину, избавиться от коррозии.
Изделие должно быть сухим. Это поможет избежать образования пор, оксидной пленки и трещин в самом шве. Последнее особенно важно при сваривании труб из стальных сплавов. Зону сварки нужно обезжирить.
Предварительная обработка нужна и изделиям из алюминия, магния и цветных металлов. Если изготавливаются трубы из нержавейки, то их сваривают строго встык. Шов внахлест не допускается из-за возникающих напряжений в металле.
Быстрота проведения лазерной сварки исключает образования окисных соединений в зоне расплава, поэтому при ее проведении не требуется создания защитной среды или вакуума в отличие от других видов сварки.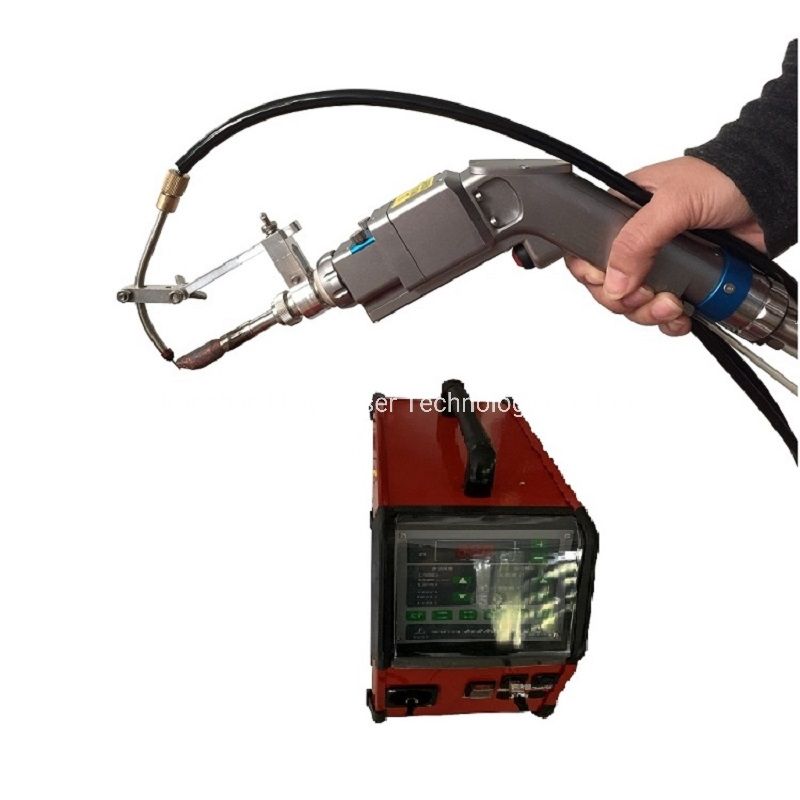
Это свойство особенно важно при сварке титановых сплавов. Они используются в ответственных изделиях атомной и авиационной промышленности. Поэтому, чтобы избежать образования зерен в зоне нагрева этого металла до высоких температур, часто применяют лазерную сварку.
Ручная сварка
Соединение деталей можно осуществлять с помощью ручной лазерной сварки.
Миниатюрный станок для ее самостоятельного проведения сейчас можно выбрать без труда. Их достаточно много в продаже по приемлемой цене с разными параметрами настройки режимов работы.
С помощью такого станка легко можно провести:
- ремонт с помощью сварки миниатюрных изделий, например, ювелирных, оправы для очков;
- точечную спайку (сварку) в стык;
- наплавку;
- ремонт пресс-форм;
- обрабатывать предметы медицинского назначения;
- сварочные работы в области микроэлектроники.
Заключение
Лазерный способ сварки металлов сегодня особенно востребован во многих областях. С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
С помощью этой технологии можно бесконтактно соединять материалы с разными электрохимическими свойствами. Это позволяет проводить работы в труднодоступных местах. Работы можно проводить на малых площадях с большой точностью.
Однако ее применение ограничено значительной стоимостью из-за высокой цены оборудования.
(1 оценок, среднее: 5,00 из 5) Загрузка…
plavitmetall.ru
Новый мир лазерной сварки ⋆ Alpha Laser US
- Что делают наши лазеры
Наши промышленные лазерные сварочные аппараты являются наиболее гибкими, эффективными и надежными системами.
Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.
 Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.
Мы доказываем это на живых демонстрациях для наших клиентов. Наши лазеры для сварки, резки, наплавки и закалки бесспорно являются лучшими на рынке.НУЖНО ЧТО-ТО КОНКРЕТНОЕ?
Свяжитесь с нами
Промышленное применение альфа-лазеров практически не ограничено.
ALPHA LASER США разрабатывает и производит лазерное сварочное оборудование для промышленности и торговли. Наши лазерные системы улучшают качество производства и надежность процесса. Наша цель — сделать лазерную сварку чрезвычайно точной и исключительно быстрой.
Наша продукция
КАКОЙ ЛАЗЕР ВАМ НУЖЕН?
Запрос котировки
Отзыв
В этом письме мы информируем вас о том, как SRG Global рада назвать вашу организацию Alpha Laser Solutions «Партнером». Знания и честность Альфа принесли SRG Global как первому покупателю лазерной продукции очень успешную трансформацию. Благодаря вашей поддержке и руководству Ковингтон продвинулся по пути самоактуализации и изучения других возможностей с использованием лазеров. Стоит отметить, что инструктор, который несколько раз был в SRG Global Covington, создает большую ценность благодаря своим знаниям и скромности.
Знания и честность Альфа принесли SRG Global как первому покупателю лазерной продукции очень успешную трансформацию. Благодаря вашей поддержке и руководству Ковингтон продвинулся по пути самоактуализации и изучения других возможностей с использованием лазеров. Стоит отметить, что инструктор, который несколько раз был в SRG Global Covington, создает большую ценность благодаря своим знаниям и скромности.
Мы надеемся на долгие отношения, наполненные новыми вызовами и ростом между нашими двумя компаниями.
Джон Пол Шнайдер
Инженер по улучшению процессов в SRG Global Covington.
Имя *
Эл.0011
United States of AmericaAfghanistanAland IslandsAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAscension IslandAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBritish Virgin IslandsBruneiBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCanary IslandsCape VerdeCaribbean NetherlandsCayman IslandsCentral African RepublicCeuta and MelillaChadChileChinaChristmas IslandClipperton IslandCocos (Keeling) IslandsColombiaComorosCongo (DRC)Congo (Republic)Cook IslandsCosta RicaCôte d’IvoireCroatiaCubaCuraçaoCyprusCzech RepublicDenmark (Danmark )Diego GarciaДжибутиДоминикаДоминиканская РеспубликаЭквадорЕгипетСальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландия GrenadaGuadeloupeGuamGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard & McDonald IslandsHondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKenyaKiribatiKosovoKuwaitKyrgyzstanLaosLatviaLebanonLesothoLiberiaLibyaLiechtensteinLithuaniaLuxembourgMacauMacedonia (FYROM)MadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorth KoreaNorwayOmanPakistanPalauPalestinePanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarRéunionRomaniaRussiaRwandaSaint BarthélemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSamoaSan MarinoSão Tomé and PríncipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint MaartenSlovakiaSloveniaS Оломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаЮжная КореяЮжный СуданИспанияШри-ЛанкаSt.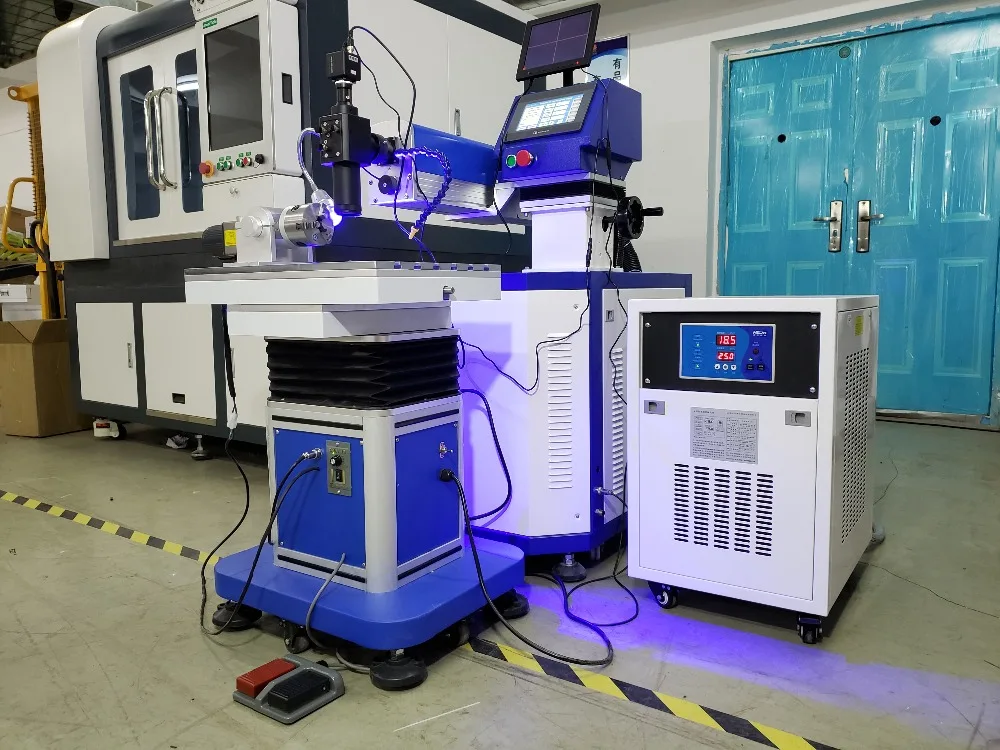 Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайвань, Китайская провинцияТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Винсент и ГренадиныСуданСуринамШпицберген и Ян-МайенСвазилендШвецияШвейцарияСирияТайвань, Китайская провинцияТаджикистанТанзанияТаиландТимор-ЛештиТогоТокелауТонгаТринидад и ТобагоТристан-да-КуньяТунисТурцияТуркменистанОстрова Теркс и КайкосТувалуСША. Отдалённые островаСША Виргинские островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияУругвайУзбекистанВануатуВатиканВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Что вас интересует? AL-CROSS Мобильный волоконный лазер ALFlak Волоконный лазер AL-IN Лазерный сварочный аппарат Серия AL Лазерные сварочные аппараты ALFlak Лазерный сварочный аппарат ALFLAK Max Лазерный сварочный аппарат ALM Лазерный сварочный аппарат ALV Лазерный сварочный аппарат AL-ROCK Мобильный лазерный сварочный аппарат ALW Закрытое устройство для лазерной сварки ALW Эргономичное рабочее место для лазерной сварки AL- Рабочий стол T Basis Волоконный лазерный сварочный аппарат AL-TW Мобильный лазерный сварочный аппарат AL FIBER Система лазерной сварки AL-SWS Микролазерный сварочный аппарат AL VL 50 Настольный лазерный сварочный аппарат AL-ARM 450 Система волоконной лазерной сварки AL-RB Система лазерной резки AC Волоконный лазерный резак AC 450 F Система лазерной резки 3D-печать металлом
Флажки
- Мне нужно обслуживание моего лазера
Примечания *
Электронная почта *
Сообщение
Мы являемся экспертами в области лазерной техники.
.. спрашивайте нас о чем угодно! Свяжитесь с намиРучной лазерный сварочный аппарат OR-HW
Малый корпус, эффективная сварка
Скорость сварки лазерного сварочного аппарата OR-HW в 3-10 раз выше, чем у традиционной аргонно-дуговой сварки и плазменной сварки. Зона термического воздействия при сварке небольшая, и она не вызовет таких проблем, как деформация, почернение, следы на обратной стороне конструкции соединения, а глубина сварки большая, плавление достаточное, а сварка прочная.
Ручная поворотная лазерная сварочная головка с двумя приводами
Имеется 6 режимов сварки и несколько сварочных сопел для удовлетворения различных потребностей сварки; имеет функцию датчика безопасности, который излучает лазер после прикосновения к металлу и автоматически блокирует свет при его удалении; функция спирального дрожания, ширина сварного шва может быть отрегулирована, а способность к сварке значительно улучшена.
Простая панель управления
Интерфейс управления дисплеем, простая и привлекательная кнопка, без программирования и обучения, простое управление
Водяной охладитель
Двойная температура и двойной контроль, контур циркуляции воды позволяет быстро охлаждать внутреннюю полость трубопровода сварочной головки при одновременном охлаждении лазера.
Стандартное 10-метровое оптическое волокно
Он обычно оснащен 10-метровым оптическим волокном, которое может выполнять гибкую сварку на больших расстояниях на больших площадях и снижать эксплуатационные ограничения.
360° Микросварка без мертвых углов
После того, как лазерный луч сфокусирован, можно получить небольшое пятно, которое можно точно позиционировать и которое применяется к микро- и малым заготовкам, которые автоматически производятся в больших количествах. В основном для сварки тонкостенных материалов и прецизионных деталей, он может выполнять точечную сварку, стежковую сварку, сварку по индивидуальному заказу, сварку с уплотнением и т. Д. Высокое соотношение сторон, небольшая ширина сварного шва, небольшое тепловыделение
Технические параметры
мм
дюймов
Модель | ИЛИ-HW1000 | ИЛИ-HW1500 | ИЛИ-HW2000 |
Мощность лазера | 1000 Вт | 1500 Вт | 2000 Вт |
Рабочий режим | Непрерывный / модуляционный | Непрерывный / модуляционный | Непрерывный / модуляционный |
Длина волны лазера | 1070 Нм | 1070 Нм | 1070 Нм |
Стабильность выходной мощности | ±2% | ±2% | ±2% |
Требования к питанию | 220В/380В | 220В/380В | 220В/380В |
Мощность машины | ≤7кВт | ≤9кВт | ≤10кВт |
Диапазон температур рабочей среды | 15-35℃ | 15-35℃ | 15-35℃ |
Диапазон влажности рабочей среды | <70% Без конденсации | <70% Без конденсации | <70% Без конденсации |
Максимальная толщина сварки | 0,5-1,5 мм | 0,5-2 мм | 0,5-3 мм |
Требования к сварочной линии | ≤0,5 мм | ≤0,5 мм | ≤0,5 мм |
Максимальная скорость сварки | 120 мм/с | 120 мм/с | 120 мм/с |
Размер машины | 1190×1100×650 мм | 1190×1100×650мм | 1190×1100×650 мм |
Модель | ИЛИ-HW1000 | ИЛИ-HW1500 | ИЛИ-HW2000 |
Мощность лазера | 1000 Вт | 1500 Вт | 2000 Вт |
Рабочий режим | Непрерывный / модуляционный | Непрерывный / модуляционный | Непрерывный / модуляционный |
Длина волны лазера | 0,0000421 в | 0,0000421 в | 0,0000421 в |
Стабильность выходной мощности | ±2% | ±2% | ±2% |
Требования к питанию | 220В/380В | 220В/380В | 220В/380В |
Мощность машины | ≤7кВт | ≤9кВт | ≤10кВт |
Диапазон температур рабочей среды | 15-35℃ | 15-35℃ | 15-35℃ |
Диапазон влажности рабочей среды | <70% Без конденсации | <70% Без конденсации | <70% Без конденсации |
Максимальная толщина сварки | 0,0016404-0,0049213 дюймов | 0,0016404-0,0065617 дюймов | 0,0016404-0,0098425 дюймов |
Требования к сварочной линии | ≤0,019685 дюймов | ≤0,019685 дюймов | ≤0,019685в |
Максимальная скорость сварки | 4,7244095 дюймов/с | 4,7244095 дюймов/с | 4,7244095 дюймов/с |
Размер машины | 47×43×26 дюймов | 47×43×26 дюймов | 47×43×26 дюймов |
Свяжитесь с нами
Если вам нужна цена, полный каталог или другая информация, пожалуйста, свяжитесь с нами
Тип пользователя. ..Конечный пользовательАгентТорговая компанияДругое ОРЕЛ ЛАЗЕР
..Конечный пользовательАгентТорговая компанияДругое ОРЕЛ ЛАЗЕР
EF-Hybrid — это компактное, полностью интегрированное устройство, которое сочетает в себе три функции — сварку, резку и очистку — и обеспечивает непревзойденную универсальность. Блок питания, охладитель воды и волоконный лазер объединены в одном переносном шкафу, оснащенном роликами для удобства перемещения. Сварочный пистолет компактный, легкий, прочный и простой в использовании. Входящий в комплект автоматический блок подачи проволоки следует за горелкой на собственном комплекте роликов. Сменные насадки адаптируют пистолет к широкому диапазону материалов и толщин.
EF-Hybrid широко используется во многих областях, включая сварку поверхностей износа металлических форм, сварку дефектных поверхностей и ремонт трещин. Он также применяется для сварки металлических листов, поделок, мелких деталей, ювелирных изделий, часов и т. д. Функция очистки EF-Hybrid позволяет эффективно удалять поверхностную ржавчину и грязь. Эта технология широко применяется в области высокоточного производства, такого как автомобили, корабли, самолеты, высокоскоростные железные дороги и т. д. Она значительно улучшила качество жизни людей и привела промышленность бытовой техники к эпохе точного производства. .
Эта технология широко применяется в области высокоточного производства, такого как автомобили, корабли, самолеты, высокоскоростные железные дороги и т. д. Она значительно улучшила качество жизни людей и привела промышленность бытовой техники к эпохе точного производства. .
Конфигурация оборудования | |
|---|---|
Лазерный источник | 1 |
Автоматический механизм подачи проволоки | 1 |
Встроенный охладитель воды | 1 |
Интеллектуальная одноосная поворотная ручная сварочная горелка | 1 |
Полный комплект насадок | 1 |
Панель управления и система управления | 1 |
Защитные перчатки | 1 |
Руководство по эксплуатации | 1 |
Технические характеристики | |
|---|---|
Номинальная выходная мощность | 1,5 кВт |
Диапазон регулировки мощности | 10%-100% |
Диаметр сердцевины волокна | 50 мкм |
Длина выходного волокна | 32 фута (10 м) |
Рабочее напряжение | 220 В ± 10 % переменного тока |
Максимальная потребляемая мощность | 6кВт (30А) |
Глубина сварки | 1/32″-1/8″ (1–3 мм) |
Максимальный зазор сварного шва | 3/64 дюйма (1,2 мм) |
Глубина расплава | 5/32″ (4 мм) |
Размер пятна | 0-3/16″ (0-5 мм) |
Давление охлаждающей воды | 30-45 psi (2-3 бар) |
Температура охлаждающей воды для лазера | от 68°F до 82°F (от 20°C до 28°C) |
QBH температура охлаждающей воды выходной головки | от 82°F до 86°F (от 28°C до 30°C) |
Рабочая температура окружающей среды | от 50°F до 104°F (от 10°C до 40°C) |
Рабочая влажность | 10%-80% |
Размер (ДШ) | 36″ x 24″ x 40″ (910 мм x 610 мм x 1015 мм) |
Вес | 440 фунтов (200 кг) |
Превосходный лазерный источник
Волоконный лазерный источник, используемый в EF-Hybrid, компактен, эффективен и не требует технического обслуживания, обеспечивая высокую мощность с выдающейся эффективностью электрооптического преобразования. Качество луча идеально подходит для резки и сварки нержавеющей стали, углеродистой стали, алюминия, меди и других металлов. Эти агрегаты широко используются при резке листового металла, термообработке поверхности, производстве бытовой техники и автомобилестроении.
Качество луча идеально подходит для резки и сварки нержавеющей стали, углеродистой стали, алюминия, меди и других металлов. Эти агрегаты широко используются при резке листового металла, термообработке поверхности, производстве бытовой техники и автомобилестроении.
- Все ключевые компоненты разработаны и произведены собственными силами
- Строгий контроль качества, высокая стабильность и надежность
- Компактная, не требующая обслуживания конструкция снижает совокупную стоимость владения
- Отличная производительность обработки материалов
- Сильные возможности в обработке толстых материалов
- Высокая скорость резки тонких листов
- Меньший размер с более высокой стабильностью
- Уменьшение объема более чем на 60% по сравнению с аналогичными устройствами
Лазерный источник | |
|---|---|
Номинальная мощность | 1,5 кВт |
Режим работы | CW/модулированный |
Поляризация | Случайный |
Длина волны | 1080±10 нм |
Качество лазерного луча (BPP) | ≤1,5 мм x мрад |
Предварительный просмотр мощности красного света | 150 мкВт |
Интерфейс | QBH (местный номер) |
Минимальный радиус изгиба | 7,87″ (200 мм) |
Рабочая температура | от 50°F до 104°F (от 10°C до 40°C) |
Температура хранения | от 10°F до 140°F (от -10°C до 60°C) |
Рабочая влажность | 10%-85% |
Способ охлаждения | Водяное охлаждение |
Охлаждающая среда | Дистиллированная вода/гликолевый антифриз |
Интеллектуальный одноосевой поворотный ручной сварочный пистолет
Эргономичный ручной сварочный пистолет, поставляемый с EF-Hybrid, компактен, удобно сбалансирован и прост в использовании. Сменные головки позволяют использовать один и тот же пистолет для сварки, резки и очистки. Широкий ассортимент сварочных наконечников из чистой меди и встроенная система защиты от защитного газа позволяют выполнять высококачественную сварку и резку во многих ситуациях, в том числе в труднодоступных местах, при сварке материалов различной толщины и при резке стали толщиной до ¼ дюйма (6 мм).
Сменные головки позволяют использовать один и тот же пистолет для сварки, резки и очистки. Широкий ассортимент сварочных наконечников из чистой меди и встроенная система защиты от защитного газа позволяют выполнять высококачественную сварку и резку во многих ситуациях, в том числе в труднодоступных местах, при сварке материалов различной толщины и при резке стали толщиной до ¼ дюйма (6 мм).
- Интеллектуальная система мониторинга обеспечивает обратную связь в режиме реального времени с контроллером о рабочем состоянии.
- Высококачественные антибликовые оптические компоненты
- Несколько предохранителей обеспечивают безопасную работу
- Конструкция с водяным охлаждением всего корпуса обеспечивает большую долговечность и стабильность.
Интеллектуальная одноосевая поворотная ручная сварочная головка | |
|---|---|
Оптоволоконный интерфейс | QBH |
Номинальная мощность | ≤3кВт |
Фокусное расстояние сварки | 2″ (50 мм) |
Очистка фокусного расстояния | 6 дюймов (150 мм) |
Диапазон регулировки фокуса | -3/8″ ~ +3/8″ (-10 мм ~ +10 мм) |
Диапазон точечной регулировки | 0-3/16″ (0-5 мм) |
Вспомогательное давление воздуха | ≤145 psi (1 МПа) |
Вес | 1,58 фунта (0,72 кг) |
Расширенная система управления
EF-Hybrid оснащен передовой интеллектуальной системой управления, разработанной специально для нужд многофункциональных сварочных аппаратов. Он стабилен, надежен, прост в использовании и устранении неполадок, обеспечивая безопасное и высокопроизводительное производство во всех режимах.
Он стабилен, надежен, прост в использовании и устранении неполадок, обеспечивая безопасное и высокопроизводительное производство во всех режимах.
Система обеспечивает автоматическую настройку параметров для обычных случаев использования, позволяя пользователю сохранять пользовательские параметры в личной библиотеке. Это самая зрелая система управления сваркой на рынке, обеспечивающая быстрый и безболезненный запуск при любых операциях сварки, резки или очистки.
Панель управления EF-Hybrid имеет 7-дюймовый настраиваемый сенсорный TFT-экран с понятным и простым интерфейсом, облегчающим работу. Параметры, связанные с лазером, задаются на отдельных экранах, а на главном экране интерфейса в режиме реального времени отображается состояние переключателей и аварийных сигналов, а также рабочее состояние основных компонентов.
Встроенный охладитель воды
EF-Hybrid включает охладитель воды, разработанный специально для ручных лазерных сварочных аппаратов. Чиллер компактен и полностью интегрирован в корпус EF-Hybrid, что позволяет устройству работать в широком диапазоне условий, сводя к минимуму проблемы с пылью и конденсатом.
- Цельная конструкция для удобного обслуживания и ремонта
- Интеллектуальная система управления одной кнопкой для простоты эксплуатации, система управления качеством ISO9001, система запроса кода неисправности
- Стабильная и надежная работа, низкий уровень отказов, энергосбережение и энергосбережение
Встроенный охладитель воды | |
|---|---|
Мощность чиллера | 2,1 кВт |
Хладагент | Р410А |
Емкость бака | 3,17 галлона (12 л) |
Рабочий поток | ≥8,8 гал/мин (33,3 л/мин) |
Отключенный поток | ≤8,8 гал/мин (33,3 л/мин) |
Рабочая температура | от 32°F до 104°F (от 0°C до 40°C) |
Рабочая влажность | 0-80% |
Автоматический механизм подачи проволоки
EF-Hybrid поставляется с автоматическим механизмом подачи проволоки для сварки.