Схема осциллятора для аргонной сварки
Аргонная сварка своими руками является хорошей альтернативой покупному агрегату, когда затраты на его приобретение не оправдываются малым фронтом предполагаемых работ, например, в домашней мастерской для собственных нужд. Готовые аппараты предлагаются в широком ассортименте, но они имеют высокую стоимость, и целесообразность их применения в домашней мастерской вызывает сомнение. Несмотря на определенные сложности при изготовлении самоделки, аргонная сварка своими руками в дальнейшем оправдает затраты и сослужит добрую службу. Сварка цветных металлов в азотно-кислородной среде воздухе не возможна вследствие быстропротекающих окислительных процессов, разрушающих шов. Применяемый обычный флюс не способен обеспечивать защиту. Аргонодуговая сварка представляет собой электродуговую сварку в газовой среде химически нейтрального газа — аргона, что значительно расширяет возможности и улучшает качество сварного шва.
Поиск данных по Вашему запросу:
Схема осциллятора для аргонной сварки
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.

По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Осциллятор для инвертора
- Самодельный осциллятор
- Осциллятор для сварки своими руками
- Please turn JavaScript on and reload the page.
- Сварочный осциллятор. Стабилизация горения сварочной дуги
- Как сделать осциллятор для сварочного аппарата своими руками
- Как сделать осциллятор для сварки алюминия
- Осцилятор своими руками
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: преобразователь для осциллятора (15kV от IcStation)
 youtube.com/embed/5YS7ZdkyqYE» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/5YS7ZdkyqYE» frameborder=»0″ allowfullscreen=»»/>Осциллятор для инвертора
Сваривая аргоном или любым иным способом сварки нержавеющую сталь и цветные металлы начинающим сварщикам сложно поддерживать стабильное горение дуги. Такая проблема встречается даже у опытных мастеров, это обусловлено особенностями металла и типа сварки, используемого в работе. Чтобы облегчить задачу можно использовать осциллятор сварочный. Это крайне полезное приспособление, которое используют и домашние умельцы, и мастера на заводе. Можно купить это устройство в магазине, но мы предлагаем вам сделать осциллятор своими руками.
Это не сложно, особенно, если вы обладаете минимальными знаниями электротехники. В этой статье мы подробно расскажем, как сделать осциллятор для сварки своими руками. Содержание статьи. Сварочные осцилляторы универсальны: они работают и с переменным, и с постоянным током. Суть работы осциллятора заключается в повышении напряжения и повышении частоты электрического тока, оба этих процесса происходят одновременно.
Приведем небольшой пример. Возьмем стандартный сварочный аппарат с напряжением в В, а также электрической частотой тока в 50 Гц. Такие аппараты есть у многих домашних сварщиков. Если такой аппарат использовать в связке с осциллятором, то на выходе мы получим примерно В и Гц соответственно. При этом осциллятор создает импульсы, которые продолжаются несколько десятков микросекунд. Стандартная мощность осциллятора примерно Вт, этого достаточно для сварочного аппарата, который мы привели в пример.
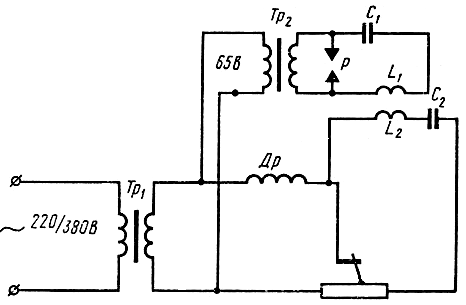
Именно благодаря особой конструкции осциллятор обеспечивает такое существенное увеличение напряжения и частоты тока. Давайте подробнее остановимся на основных компонентах стандартного осциллятора. Итак, электрическая схема осциллятора состоит из колебательного контура, который играет роль генератора искр в затухающих колебаниях.
Контур состоит из конденсатора и катушки индуктивности катушка имеет подвижную обмотку , разрядника, повышающего трансформатора и трансформатора высокой частоты. Так же есть дроссельные катушки зажигания, обычно их две штуки.
Так же есть дроссельные катушки зажигания, обычно их две штуки.
Дополнительно производители могут встроить компоненты, обеспечивающие повышенную безопасность. Так в современных приборах может быть использован специальный конденсатор, который дополнительно защитит вас от ударов током, а также предохранители, которые разрывают электрическую цепь при неправильной работе аппарата.
Для сравнения, в бытовом электрощитке предохранители работают по такому же принципу. Как видите, в осцилляторе не так много компонентов, отвечающих за его работу. Это значит, что их легко можно найти в магазине и собрать устройство своими руками. Далее мы подробно расскажем, как работает осциллятор.
Эта информация понадобится вам для полного понимания сути осциллятора. Для лучшего понимания мы разделили этапы работы осциллятора на две стадии:. Вот и все. В осцилляторе не происходит никаких сложных процессов и нет никаких особенных компонентов. Вся его работа основана на принципах элементарной электротехники. Даже если вы далеки от работы с электрикой, мы рекомендуем изучить эту область. Так вы расширите свои профессиональные навыки и будете лучше понимать принципы электросварки.
Даже если вы далеки от работы с электрикой, мы рекомендуем изучить эту область. Так вы расширите свои профессиональные навыки и будете лучше понимать принципы электросварки.
В нашем осцилляторе основным элементом управления будет специальная кнопка. Она отвечает за включение разрядника и одновременную подачу газа в сварочную зону. Плюсовой и минусовой контакт являются выходными.
Плюсовой подается к горелке сварочного аппарата, а минусовой подается к свариваемой детали. Осцилляторы, изготовленные на заводе или дома своими руками, могут работать по одному из двух принципов: принципу непрерывного или принципу импульсного действия. Первый принцип менее эффективен, поскольку такие осцилляторы нужно использовать с дополнительными устройствами, защищающими от перенапряжения.
Импульсное действие предпочтительнее. Такие осцилляторы обеспечивают хорошее горение дуги на протяжении всей работы. Если вы часто используете в своей работе самодельный осциллятор для сварки алюминия своими руками, то отнеситесь серьезно к технике безопасности.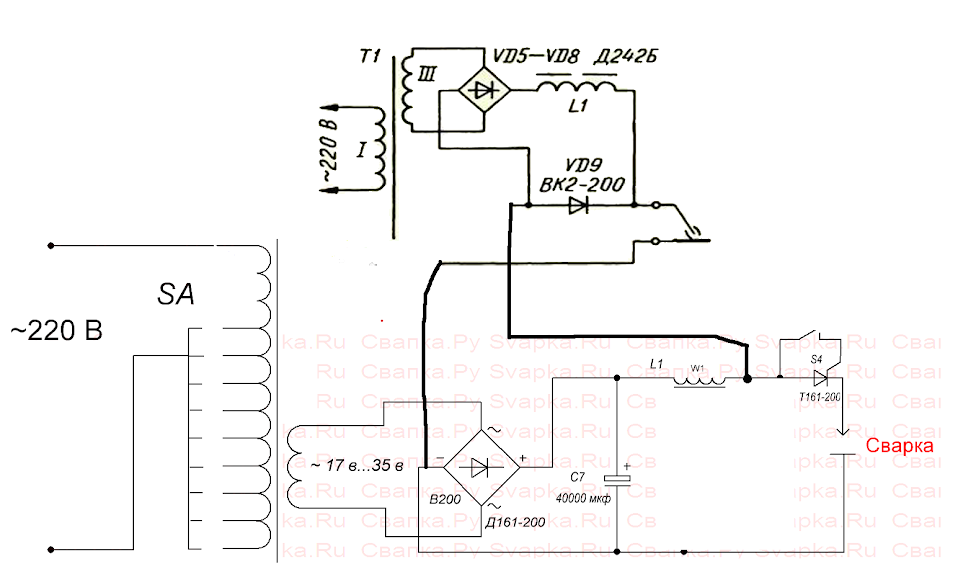
Не важно, для каких целей вы используете осциллятор: для аргонной сварки на производстве или мелкого домашнего ремонта. В любом случае, нужно соблюдать технику безопасности. При сборке осциллятора используйте только качественные комплектующие и проведите небольшой тест перед началом серьезных сварочных работ. Такое нехитрое приспособление значительно упрощает сварку цветных металлов и нержавейки, ускоряет рабочий процесс и в целом позитивно влияет на качество получаемого сварного шва.
Как видите, сделать осциллятор своими руками очень просто, особенно, когда есть наглядная схема. Покупка готового осциллятора в магазине может оказаться довольно дорогостоящей, а это критично для новичков, или мастеров, использующих осциллятор нечасто. Обязательно попробуйте изготовить это устройство самостоятельно и делитесь этой статьей в социальных сетях.
Опытные сварщики могут рассказать в комментариях о своем опыте, как сделать осциллятор для сварки своими руками. Желаем удачи!
Самодельный осциллятор
Как сделать осциллятор своими руками для сварки? Для начала нужно понять, что это такое. Это такое приспособление, которое выполняет бесконтактное возбуждение электрической дуги, а также стабилизирует горение дуги во время сварочного процесса. В чем заключается принцип работы данного прибора?
Это такое приспособление, которое выполняет бесконтактное возбуждение электрической дуги, а также стабилизирует горение дуги во время сварочного процесса. В чем заключается принцип работы данного прибора?
Самодельный Осциллятор для аргонной сварки. осциллятор своими руками — страница 7 — самодельное сварочно. Сварочный осциллятор. Схема и.
Осциллятор для сварки своими руками
При работе с цветными металлами часто используются аргоновые аппараты по сварке. Неплавящийся электрод из вольфрама хорошо расплавляет кромки и образует сварочную ванну. Выполняются швы на алюминии и нержавейке и плавящимися электродами, где источником тока служит инвертор. Но у всех этих устройств имеется одна проблема — розжиг дуги. На цветных металлах постукивание электродом по поверхности создает следы, требующие последующей зачистки. При работе с тонкими листами на малых токах дуга может гореть нестабильно и часто тухнуть, а ее повторное возбуждение тормозит весь рабочий процесс. Для решения этой ситуации в схему добавляют осциллятор, который позволяет зажигать электрическую дугу не прикасаясь к поверхности изделия.![]() Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками?
Это устройство можно купить или попытаться изготовить самому. Как создать сварочный осциллятор своими руками?
Please turn JavaScript on and reload the page.
Детали из цветных сплавов и металлов требуют особого отношения, и при необходимости сварного соединения лучше сделать профессиональную аргоновую сварку. Но цена на нее часто заставляет заменять весь узел или покупать новые комплектующие. Процесс дорогой и требующий некоторого мастерства. Спасает то, что можно сделать сварочный инвертор своими руками, при этом изрядно сэкономив на ремонте и обеспечив себя инструментом на будущее. Сделать аргонную сварку из инвертора вполне реально, и самодельная установка будет проходить самые сложные швы, выдавая отличное качество.
Сварка алюминия в аргоне. Супер аппарат контактно-точечной сварки своими руками.
Сварочный осциллятор. Стабилизация горения сварочной дуги
Сварочный осциллятор — это прибор для возбуждения и стабилизации электрической дуги при проведении сварки.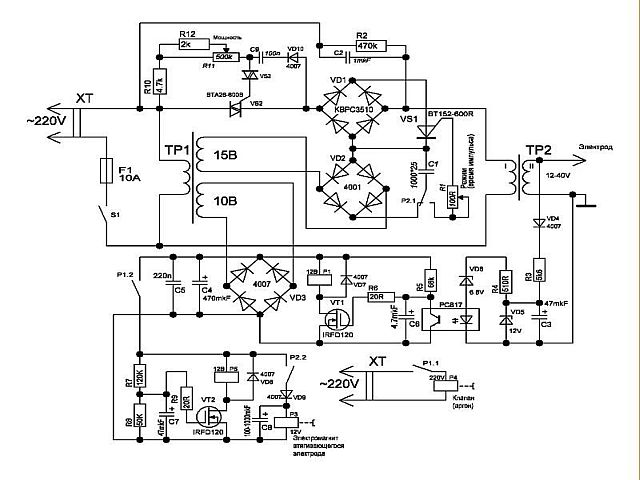 Он способен работать с источниками питания постоянного и переменного тока. В состав сварочного осциллятора входят:. Основная задача сварочного осциллятора — преобразование низкого напряжения сети В стандартной частоты 50 Герц в высокое вторичное напряжение В с частотой Герц. Мощность устройства составляет Ватт. Длительность продуцируемых импульсов измеряется десятками миллисекунд.
Он способен работать с источниками питания постоянного и переменного тока. В состав сварочного осциллятора входят:. Основная задача сварочного осциллятора — преобразование низкого напряжения сети В стандартной частоты 50 Герц в высокое вторичное напряжение В с частотой Герц. Мощность устройства составляет Ватт. Длительность продуцируемых импульсов измеряется десятками миллисекунд.
Как сделать осциллятор для сварочного аппарата своими руками
Форум Новые сообщения Поиск по форуму. Что нового Новые сообщения Недавняя активность. Пользователи Зарегистрированные пользователи Сейчас на форуме. Вход Регистрация. Искать только в заголовках.
70 В. Для сварки применяются электроды переменного тока, которые стали а также использовать оборудование в аппарате аргоновой сварки.
Как сделать осциллятор для сварки алюминия
Схема осциллятора для аргонной сварки
Практически у любого владельца частного дома в хозяйстве имеется сварочный аппарат. Но варить им можно обычно только детали из обычной толсто-черновой стали.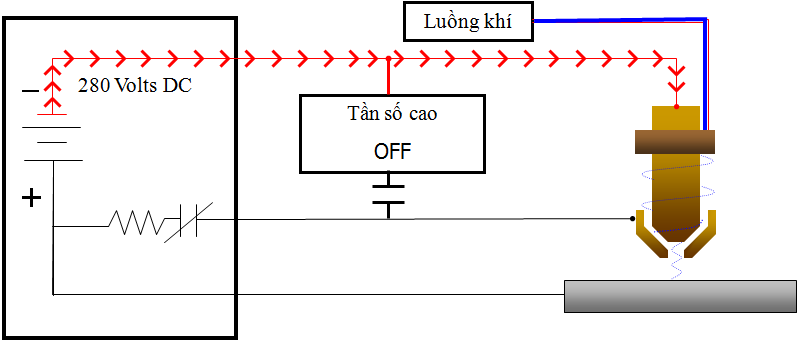 Это не требует каких-то определённых условий, или наличия какого-либо оборудования. Для того чтобы своим сварочным аппаратом можно было сваривать изделия из нержавеющей стали или алюминия, некоторые прибегают к покупке или изготовлению осцилляторов.
Это не требует каких-то определённых условий, или наличия какого-либо оборудования. Для того чтобы своим сварочным аппаратом можно было сваривать изделия из нержавеющей стали или алюминия, некоторые прибегают к покупке или изготовлению осцилляторов.
Осцилятор своими руками
ВИДЕО ПО ТЕМЕ: как сделать ОСЦИЛЛЯТОР для аргоннодуговой сварки .homemade OSCILLATOR automata for argon-arc welding
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки. Не всегда зажечь дугу удается с первого касания. Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки. Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.
Для решения проблем подобного рода используется так называемый осциллятор. Его используют при сварке в среде аргона, которая как раз и применяется к цветным металлам и сплавам.
В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов.
В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход — в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг. Устройство сварочного осциллятора зависит от интенсивности его применения и вида используемого сварочного аппарата. Так, для сварки алюминия, когда чаще используется постоянный ток и обратная полярность, более выгодным считается последовательное подключение, а для кратковременных операций, а также сварки нержавеющих сталей — параллельное.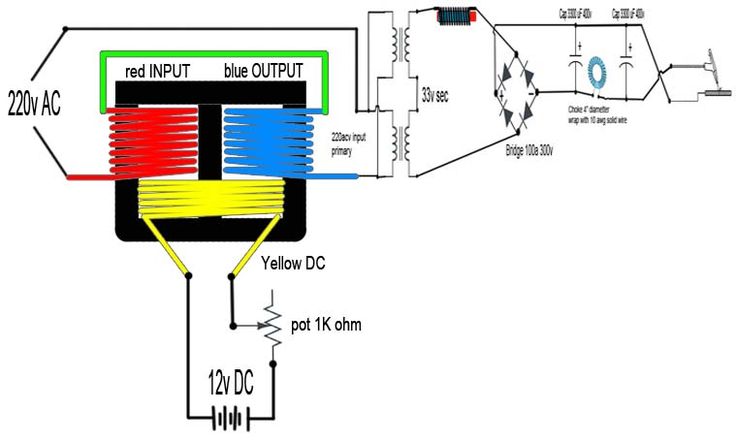
Методичка сварщика Сварка и сварочное оборудование. Сварочные технологии Сварочная схемотехника Осциллятор для сварки. Главная Реклама на сайте Напишите нам Вход авторизация.
Осциллятор для аргонной сварки детальная схема
Здравствуйте, гость Вход Регистрация. Правила Форума «Электрик». Файловый архив форумов. Искать только в этом форуме?
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
- Осциллятор для инвертора
- Как сделать осциллятор для сварки алюминия
- Осциллятор для для сварки! на строчнике просто видео (часть-1)
- Как сделать сварочный осциллятор своими руками — схемы, советы и видео
Карта сайта - Любые схемы
- Самодельная аргоновая сварка
- Схема сварки
- Как модернизировать инвертор для сварки аргоном
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Изготавливаю осциллятор, для сварки Алюминия.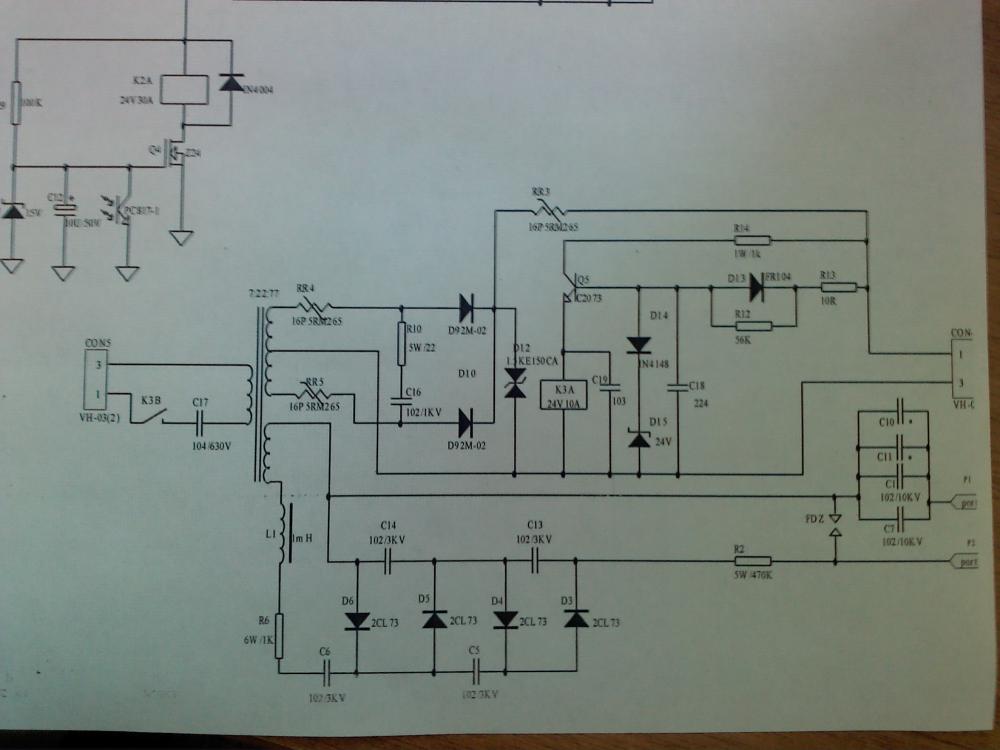
Осциллятор для инвертора
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью.
Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками. Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон.
Данный инертный газ имеет ряд присущих только ему свойств. Процесс сварки в среде аргона происходит по следующему принципу.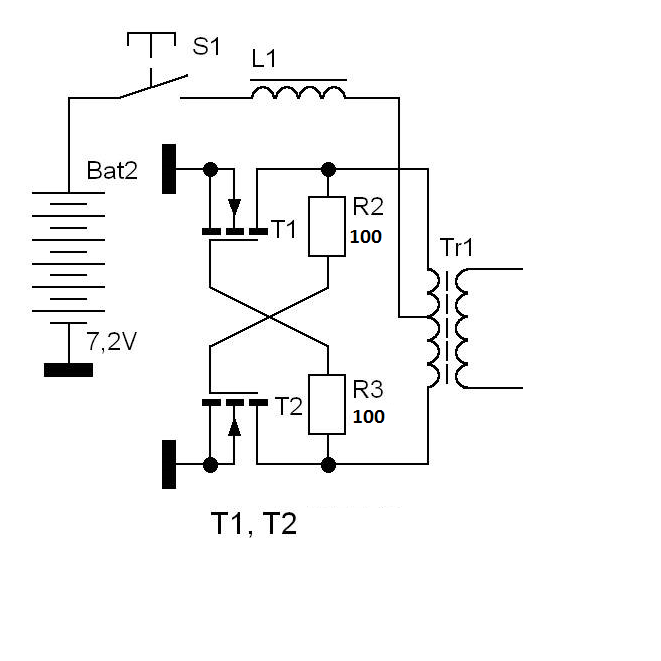
Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор. Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок. Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки.
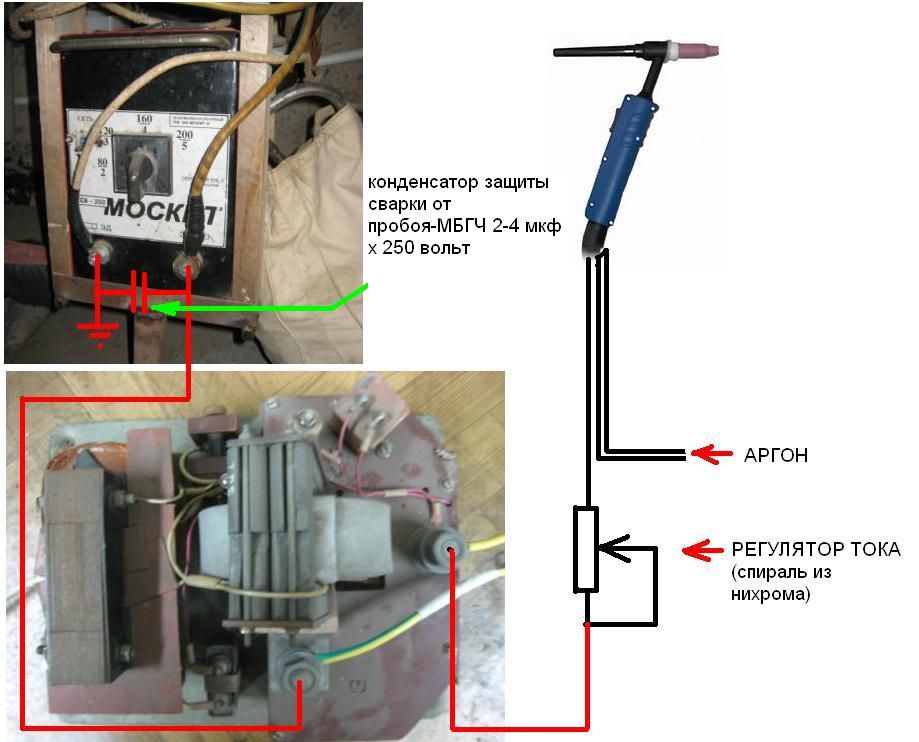
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель.
Также можно использовать сварочный выпрямитель.
Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги. На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора.
Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока. Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит.
Чтобы этого не произошло, понадобится небольшая переделка инвертора , которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус.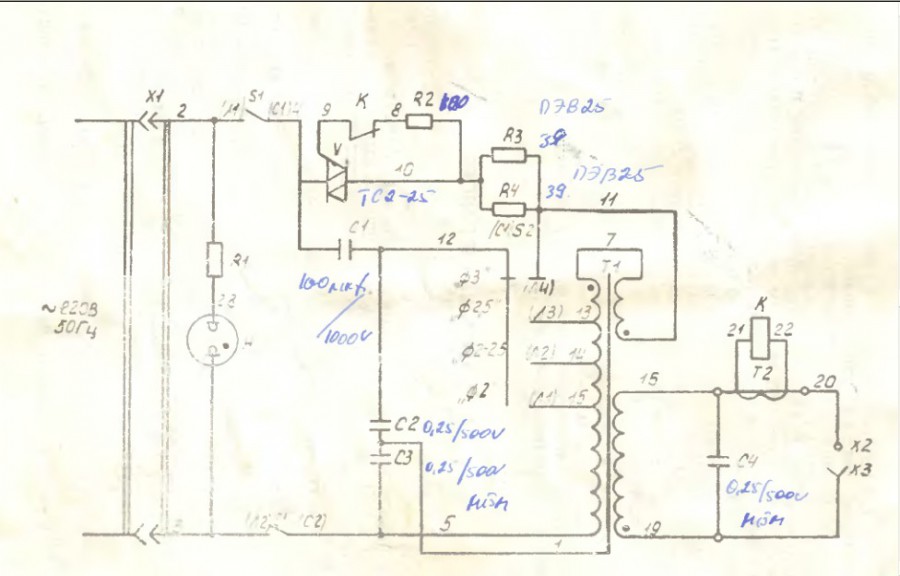 Получится небольшая приставка к инвертору. Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки.
Получится небольшая приставка к инвертору. Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки.
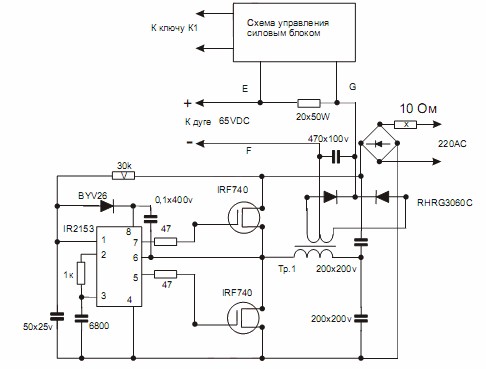
Ее можно собрать своими руками по схеме, предоставленной ниже. Данная схема включает блок защиты расположен слева и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно.
Как собирается приведенная выше схема, можно узнать, посмотрев это видео. Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода. Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую собранную.
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом. Как видно из рисунка, для аргона используют баллоны черного цвета с белой полосой либо серого цвета с зеленой полосой и надписью.
Для TIG сварки применяют очищенный аргон. Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно. Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.
Редуктор должен подбираться строго под определенный газ, то есть в данном случае — под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом. Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору если использовать инвертор с возможностью TIG сварки.
Готовый рукав для аргоновой сварки можно купить там же, где и горелку. После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить. После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе. Рейтинг сварочных инверторов года. Топ лучших по надежности и характеристикам моделей. В обзор вошли профессиональные и бытовые инверторные сварочные аппараты.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить. После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе. Рейтинг сварочных инверторов года. Топ лучших по надежности и характеристикам моделей. В обзор вошли профессиональные и бытовые инверторные сварочные аппараты.
Сохранить моё имя, email и адрес сайта в этом браузере для последующих моих комментариев. Сервисные центры. Новости техники Калькуляторы Бренды Обзоры Рейтинги. Техника Для ремонта Сварочный аппарат и инвертор Самодельная аргоновая сварка. Содержание 1 Технология и применение аргонной сварки 2 Элементы для сборки самодельного аппарата 2.
Также интересно:. Самодельный сварочный аппарат в домашних условиях. Собираем самодельный плазменный резак. Изготовление споттера своими руками. Новости техники:. Представлен патент на новые контроллеры от производителя Razer. Беспроводная зарядка для новых модей iPhone показала свою несостоятельность. Подписывайтесь, и в вашей ленте ВК будет все самое интересное о технике:. Лучшие инверторные сварочные аппараты года.
Подписывайтесь, и в вашей ленте ВК будет все самое интересное о технике:. Лучшие инверторные сварочные аппараты года.
Расчет потребления электроэнергии техникой. Калькулятор расчета мощности обогревателя. Калькулятор расчета мощности кондиционера. Ваш комментарий:. Как пользоваться мультиметром: инструкция для новичков. Прочая техника для ремонта. Виды мультиметров: какой лучше купить. Клеевой пистолет: выбираем идеальный инструмент. У меня всё получилось,оказалось в телевизоре совсем другие настройки были и модуляция не та,потому и не находил цифровые Добрый день!
Подскажите пожалуйста,какие типы насосов используются в роботах-чистильщиках для бассейнов? Спасибо дружище! Хотели бы вы видеть интернет-магазин на сайте Техника. Да Нет. Калькулятор расчета электроэнергии. Контакты Реклама на сайте Конфиденциальность. Копирование материала разрешено только с активной гиперссылкой на Техника.
Как сделать осциллятор для сварки алюминия
При работе с аппаратами электродуговой сварки возбуждение электрической дуги осуществляется соприкосновением электрода и заготовки..gif.01078c7174c4b1f0c104dd0a8ee3a2c3.gif) Не всегда зажечь дугу удается с первого касания. Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки. Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор.
Не всегда зажечь дугу удается с первого касания. Иногда для возбуждения дуги касание приходится заменять неоднократным постукиванием, чтобы пробить непроводящий слой окисла на поверхности заготовки. Выполнение тонких сварочных работ с цветными металлами производится на малых токах, усугубляющих нестабильность зажигания дуги. Для решения проблем подобного рода используется так называемый осциллятор.
Схема сварочного инвертора с цифровым управлением. Для проведения аргонно-дуговой сварки (TIG). После такого детального сравнения выбрать самый подходящий сварочный аппарат не Более простой поджог дуги в аргонодуговом режиме благодаря мощному осциллятору.
Осциллятор для для сварки! на строчнике просто видео (часть-1)
Полное наименование этого процесса сварки таково: Ручная дуговая сварка в инертном газе вольфрамовым электродом ДСТУ Часть 3 Сварка металлов: соединения и швы, технология, материалы и оборудование. Термины и определения». Схема и сущность процесса сварки ТИГ показана на рисунке ниже. Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл.
Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся вольфрамовым электродом и изделием. При этом используется электрод либо из чистого, либо из активированного вольфрама. При необходимости в сварочную ванну добавляется присадочный металл.
Как сделать сварочный осциллятор своими руками — схемы, советы и видео
Использование инверторных источников сварочного тока ИИСТ в наши дни практически полностью заменяет применение трансформаторных источников, которые являлись их предшественниками. В основе их принципа действия был заложен понижающий трансформатор, работающий от сети частотой Гц. Он представлял собой довольно громоздкое устройство. Для создания современных сварочных инверторов используются принципиальные электрические схемы, отличающиеся от схем трансформаторных аппаратов. Для каждой модели инвертора характерно подходящее схемное решение, обеспечивающее качественные конструктивные особенности агрегата.
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока.
Он может работать с заводскими источниками тока, которые работают на различных видах тока.
Карта сайта
Забыли пароль? Изменен п. Расшифровка и пояснения — тут. Я пока не разобрался, как пользоваться личным ящиком. Поэтому, отвечаю Вам здесь.
Любые схемы
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками. Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
купить Веста осциллятор для сварки. Атом сварка розница при покупки скидка 10 % на любой сварочный аппарат ОССД — осциллятор для сварки .. Сварочные установки для аргонно-дуговой сварки Сварочный осциллятор ОССД от Схема осциллятора оссд — Google Fusion Tables.
Самодельная аргоновая сварка
В быту часто приходится производить сварку изделий из цветных металлов, в частности, алюминия и его сплавов. При этом надлежащее качество сварки может обеспечить только стабильное горение дуги. Не имея сварочного преобразователя, и пользуясь лишь инверторным аппаратом, такого качества достичь сложно. Выход — в применении сварочного осциллятора, стабилизующего горение дуги, и облегчающего её поджиг.
Схема сварки
Сварочный осциллятор — это прибор для возбуждения и стабилизации электрической дуги при проведении сварки. Он способен работать с источниками питания постоянного и переменного тока. В состав сварочного осциллятора входят:. Основная задача сварочного осциллятора — преобразование низкого напряжения сети В стандартной частоты 50 Герц в высокое вторичное напряжение В с частотой Герц. Мощность устройства составляет Ватт.
Мощность устройства составляет Ватт.
Чтобы предотвратить искажение, а также погрешности полученной фигуры изделия, когда сварочные работы проведены, нужно изучить тонкости и принципы пошагового выполнения сварных швов металлоконструкций.
Как модернизировать инвертор для сварки аргоном
Здравствуйте, гость Вход Регистрация. Правила Форума «Электрик». Файловый архив форумов. Искать только в этом форуме? Дополнительные параметры.
Качество сварки цветных металлов, нержавеющей стали и других, тяжело свариваемых материалов, во многом зависит от стабильности параметров сварочной дуги. Для обеспечения этой стабильности к стандартному сварочному аппарату, в том числе и инвертору, подключают параллельно дополнительные электронные устройства, называемые осцилляторами. Осциллятор для инвертора предназначен для непосредственного возбуждения электрической дуги в сварочном аппарате и поддержания её стабильных параметров во время всего процесса работы. Одним из существенных достоинств подобных устройств является возможность создания сварочной дуги без непосредственного контакта электрода с поверхностью свариваемых деталей.
Схема осциллятора для сварки алюминия своими руками
Осциллятор, который используется при сварке, служит для стабилизации и возбуждения электрической дуги. Он может работать с заводскими источниками тока, которые работают на различных видах тока. Это могут быть осциллятор на переменном или на постоянном токе. Осциллятор для сварки алюминия является генератором затухающих колебаний. В его составе имеется повышающий трансформатор, который работает на низких частотах. Его вторичное напряжение может достигать, примерно, 2-3 кВ. Также в составе имеется колебательный контур, составленный из обмотки связи, индуктивности, емкости и конденсатора блокировки. Все обмотки осциллятора образуют трансформатор, который может действовать на высоких частотах.
Осциллятор для сварки алюминия своими руками
Таким образом, осциллятор сварочный для сварки алюминия помогает преобразовать стандартный ток, частота которого составляет 55 Гц, в высокочастотный, частота которого может быть 1-1,5 тысяч Гц.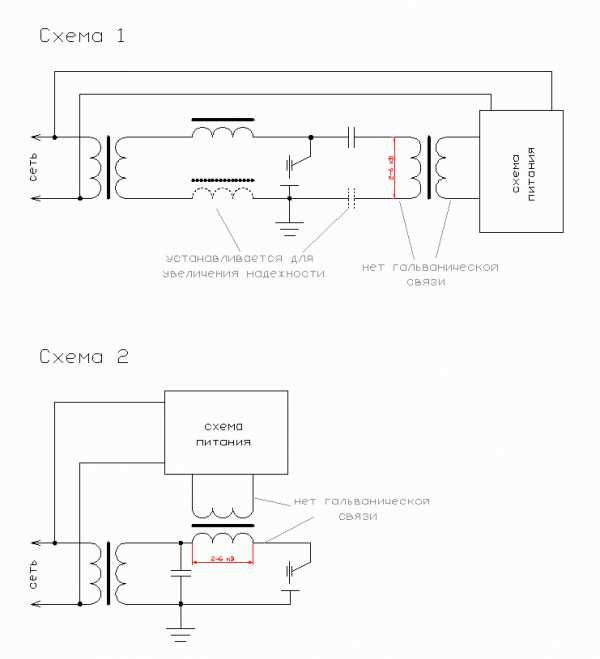 Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Благодаря этому улучшается поджог электрода, а также другие важные факторы. Аппарат достаточно быстро реагирует на импульсы, так как они доходят до него за десятки микросекунд. Данное устройство подключается параллельно или последовательно в цепь трансформатора, что создает свои условия для работы оборудования.
Роль осциллятора при сварке алюминия
Сварка алюминия является очень сложным процессом, так как свойства сваривания данного металла находятся далеко не на самом высоком уровне. Благодаря воздействию этого устройства на сварочный аппарат, удается поддерживать параметры сварочной дуги в заданном положении, которое может отличаться от стандартного, в течении длительного периода времени. При работе с данным видом металла стабильность параметров имеет большое значение, так как любое отклонение может привести к браку. Для таких условий может подойти даже самодельный осциллятор для сварки алюминия, если его правильно подготовить.
 youtube.com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/ToozvSUtsY8″ frameborder=»0″ allowfullscreen=»allowfullscreen»> Стоит отметить, что сварка электродами с покрытием существенно уступает тем же результатам, которые получаются благодаря аргонно-дуговой сварке, поэтому осциллятор является вполне востребованным дополнительным устройством. Ток устройства не представляет опасности для мастера, если соблюдать технику безопасности. Но при ошибках можно получить большой разряд тока.
Схема работы
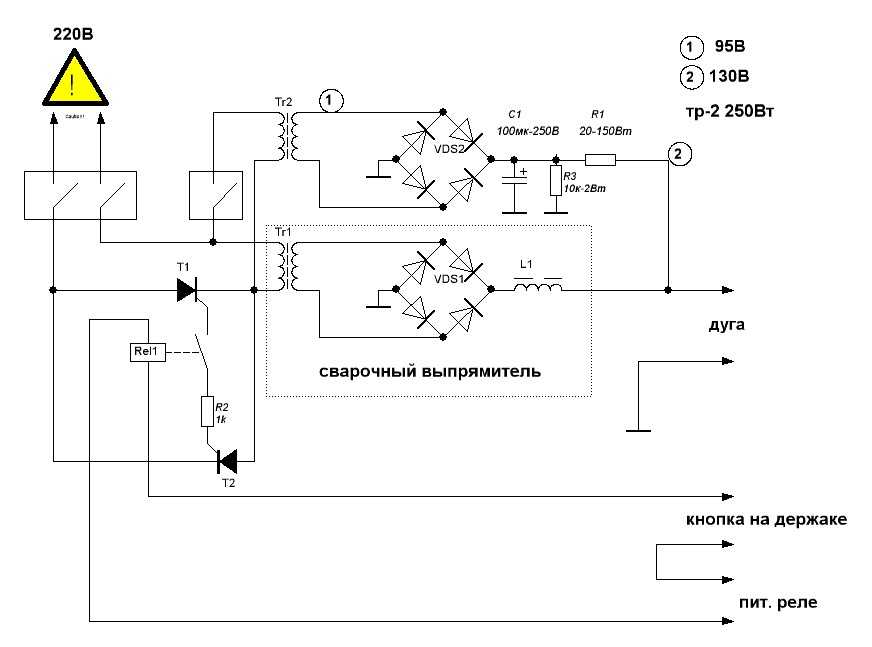
Схема осциллятора для сварки алюминия, включенного параллельно
Схема осциллятора для сварки алюминия
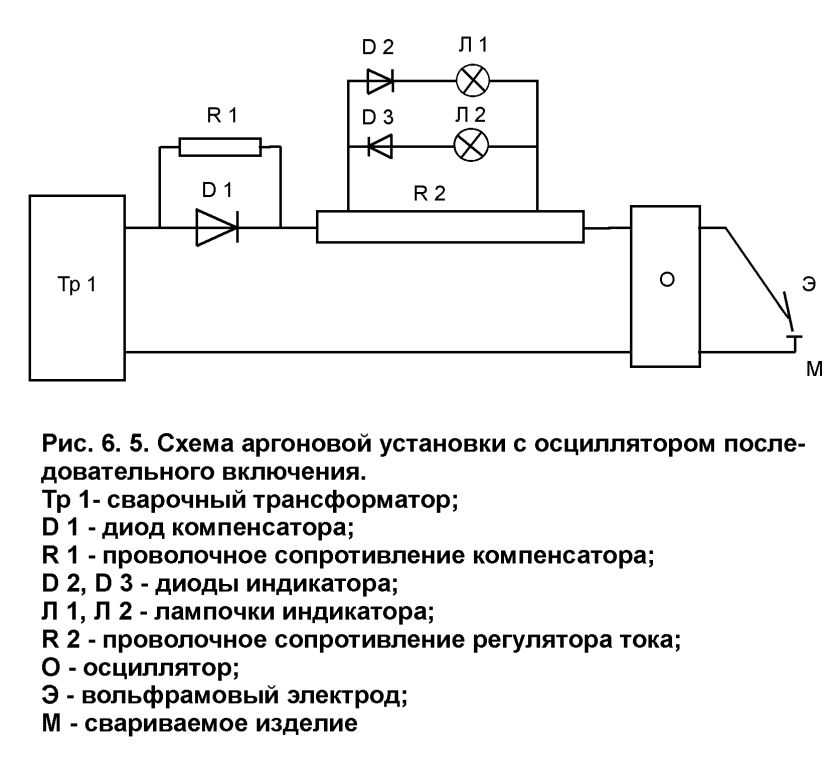
Схема осциллятора, включенного последовательно
Схема осциллятора для сварки алюминия, включенного последовательно
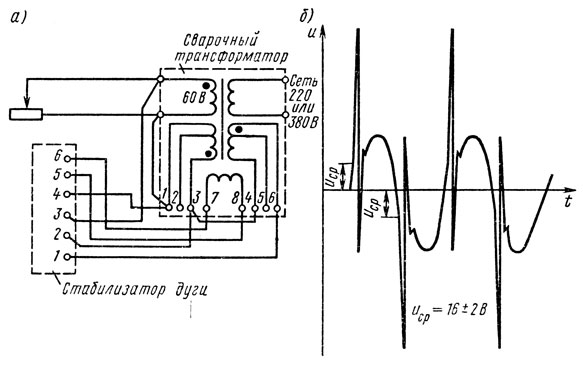
Вторичное напряжение в повышающем трансформаторе во время полупериода конденсатор заряжался, до тех пор, пока не возникнет пробой разрядника. После этого колебательный контур получается в состоянии короткого замыкания, что и помогает создавать затухающие колебания, у которых имеется резонансная чистота такие колебания, через конденсатор и обмотку прикладываются к дуговому промежутку. Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Блокировочный конденсатор помогает предотвратить шунтирование другого промежутка с источником напряжения при помощи своей обмотки. Дроссель, который включен в сварочную цепь, защищает от пробоя изоляцию обмотки. Мощность такого аппарата может составлять около 250-250 Вт. Длительность импульсов не превышает десятков микросекунд.
Осциллятор для сварки своими руками
Стоит отметить, что приборы последовательного включения на практике оказываются более действенными, так как для них не требуется установка специального источника защиты в общей цепи. Во время работы осциллятора разрядник слегка потрескивает. Искровой зазор устанавливается при помощи регулировочного винта, но данная процедура возможна только если устройство отключено от сети.
Виды
Существует два основных вида осциллятора, которые применяются в сварочном деле. Они серьезно отличаются, как по методу подключения, так и по типу работы, поэтому, нужно точно определиться с правильным выбором. Это может быть:
- Импульсный – данная разновидность используется для аппаратов, которые работают на переменном токе.
 Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Импульсный осциллятор подключается параллельно к основному сварочному аппарату. - Непрерывный – данная разновидность используется для аппаратов, которые работают на постоянном токе. Непрерывный осциллятор подключается последователь к основному сварочному аппарату.
 Импульсный осциллятор подключается параллельно к основному сварочному аппарату.
Импульсный осциллятор подключается параллельно к основному сварочному аппарату.Также стоит выделить основные модели данного оборудования, которые производятся для сварки и являются часто используемыми в промышленности.
| Параметр | ОСП3-2М | ОСЦВ-2 | М-3 | ОСПП3-300М |
| Напряжение падания, В (все работают на переменном токе) | 220 | 65 | 200 | |
| Вторичное напряжение при холостом ходу, В | 6000 | 2300 | 2600 | 6000 |
| Ток дуги | Постоянный, переменный | Переменный | Постоянный, переменный | |
| Вид подключения к сети | Параллельно | Последовательно | ||
| Мощность потребления устройства, кВт | 0,045 | 0,08 | 0,14 | – |
| Вес, кг | 6,5 | 16 | 20 | – |
Осциллятор для сварки алюминия своими руками
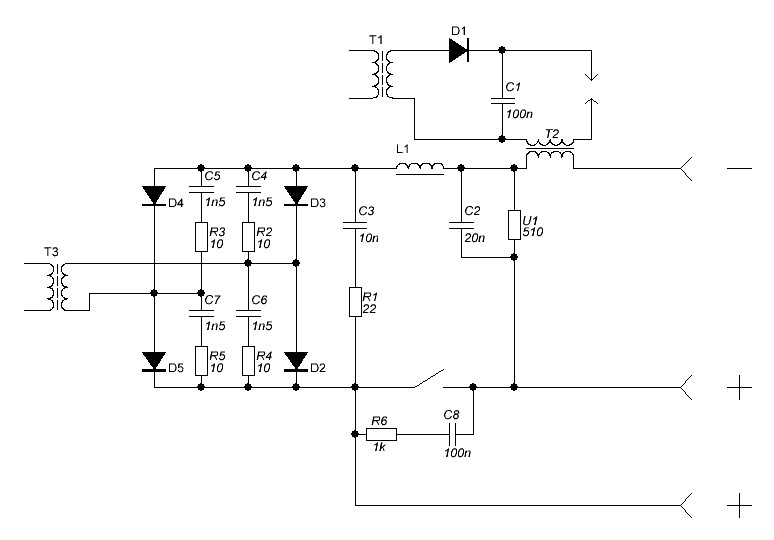
Схема осциллятора для сварки алюминия своими руками должна максимально соответствовать заводской модели.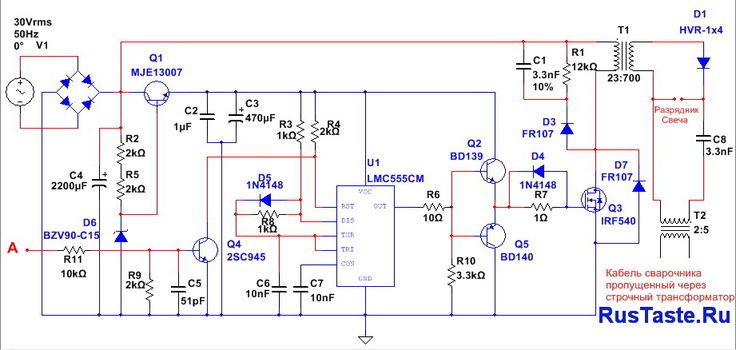 Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Разработка разрядника считается одним из самых сложных моментов, так как именно в нем и проходит электрическая искра. Также требуется подобрать блокировочный конденсатор вместе с колебательным контуром. Существует множество схем создания и основа успеха состоит в том, чтобы правильно подобрать компоненты. Таким образом, в итоге можно получить все те же импульсные или непрерывные осцилляторы. При выборе второго варианта в схеме еще должна присутствовать защита от высокого напряжения. Импульсный легче в изготовлении и более эффективный в работе, благодаря своей простоте.
Естественно, что техника безопасности в данном вопросу должна стоят на первом месте, так как при неправильном подключении схемы или некорректном выборе элементов все может испортиться и стать опасным для жизни и здоровья человека. Изготовлением данных вещей должен заниматься только специалист с большим опытом.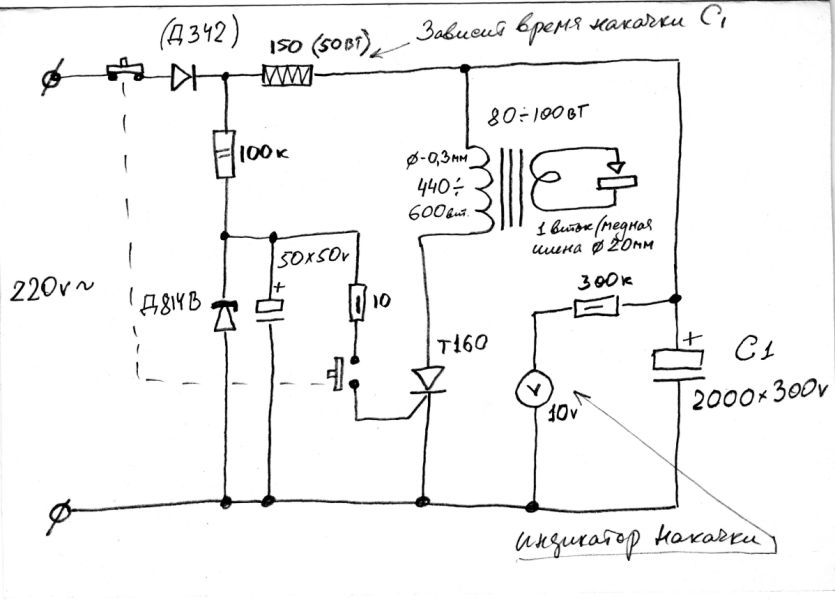
Условия эксплуатации и меры предосторожности
- Перед тем как запустить устройство в эксплуатацию его необходимо зарегистрировать и пройти инспектирование электросвязи;
- Разрешается применять осциллограф, как в открытых, так и в закрытых помещениях;
- Нельзя использовать технику на открытой территории при осадках;
- Рабочая температура техники лежит в пределах от -10 до +40 градусов Цельсия;
- Влажность воздуха должна быт не более 98%;
- Запрещается применение в запыленных помещениях, а также в комнатах с едкими газами или парами;
- Также запрещается работа без заземления;
- Перед использованием всегда нужно контролировать правильность присоединения к аппарату;
- Работа должна проводиться только в специальном кожухе, который снимается только при отключенном от питания аппарате.
WOC — Управление сварочным генератором
|
 75″ Д (50 мм X 89 мм X 147 мм)
75″ Д (50 мм X 89 мм X 147 мм)
|
|
 (20,41 кг) на расстоянии 6 дюймов (15,24 см) от поверхности скольжения
(20,41 кг) на расстоянии 6 дюймов (15,24 см) от поверхности скольжения
|
Процесс TIG: советы и методы
Сварка GTAW (TIG): обеспечивает более точный контроль сварного шва и таких переменных, как тепло. Он практически не разбрызгивается и имеет низкий уровень искажений.
Он практически не разбрызгивается и имеет низкий уровень искажений.Процесс сварки TIG подобен процессу сварки пайкой, используемой с газовой кислородной горелкой.
Требует большего мастерства, чем другие виды сварки.
Как правило, сварочный аппарат TIG должен быть настроен на наименьший ток, необходимый для успешного завершения проекта.
В процессе используется небольшая лужа и зона термического влияния.
Брызги не образуются, так как металл не проходит через дугу.
Положения сварочной горелки и способы остановки сварки описаны ниже.
Сварка ВИГ используется для сварки тонких металлов, экзотических металлов и сварки трубопроводов.
Редко используется для металлов размером более ¼ дюйма, за исключением алюминия и магния.
Если размер металла меньше 3/16 дюйма, подготовка кромки может не потребоваться.
Для металлов толщиной более 3/16 дюйма кромки должны быть обработаны или отшлифованы, чтобы можно было достичь полного проникновения валика.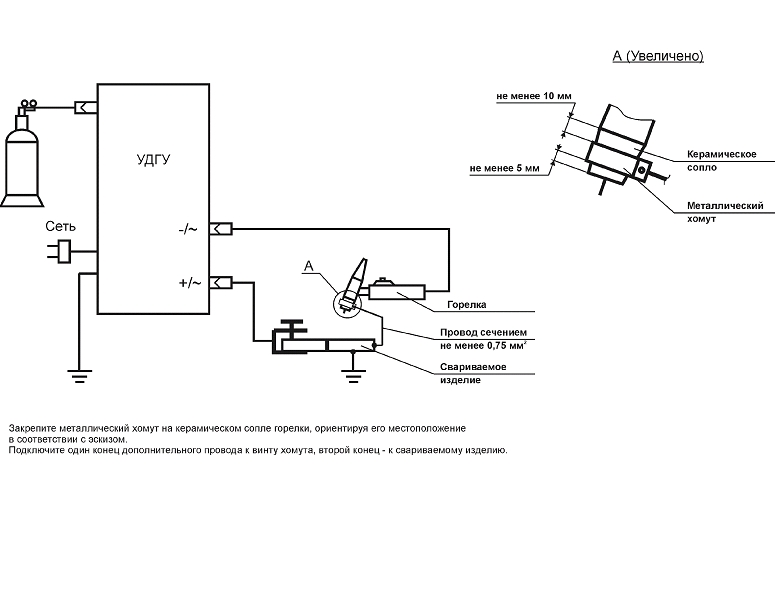
Прутки для пайки HTS-2000 являются альтернативой сварке алюминия методом TIG.
Обзор
Перед началом сварки методом TIG с мест сварки необходимо удалить масло, жир, краску, ржавчину, грязь и другие загрязнения.
Это может быть выполнено механическими средствами или с использованием паров или жидких очистителей.
Зажигание дуги может быть выполнено любым из следующих способов:
- Мгновенное прикосновение электрода к изделию и быстрое его извлечение.
- Использование устройства, которое вызовет скачок искры от электрода к изделию.
- Использование устройства, которое инициирует и поддерживает небольшую вспомогательную дугу, обеспечивая ионизированный путь для основной дуги.
Стабилизаторы высокочастотной дуги
Стабилизаторы высокочастотной дуги необходимы при использовании переменного тока (AC). Они обеспечивают тип зажигания дуги, описанный выше.
Возникновение высокочастотной дуги происходит при наложении высокочастотного сигнала высокого напряжения на сварочную цепь.
Высокое напряжение (низкий ток) ионизирует защитный газ между электродом и заготовкой, что делает газ проводящим и инициирует дугу. Инертные газы не являются проводящими, пока не ионизированы.
При сварке постоянным током высокочастотное напряжение отключается после зажигания дуги. Однако при сварке на переменном токе он обычно остается включенным во время сварки, особенно при сварке алюминия.
Описание процесса TIG вручную
При ручной сварке после зажигания дуги горелка TIG удерживается под углом около 15 градусов. При механизированной сварке электрододержатель располагается вертикально к поверхности.
Чтобы начать ручную сварку, дуга перемещается по маленькому кругу до образования ванны расплавленного металла. Создание и поддержание подходящей сварочной ванны имеет важное значение, и сварка не должна начинаться перед сварочной ванной. Как только достигается адекватное плавление, выполняется сварка путем постепенного перемещения электрода вдоль свариваемых деталей, чтобы расплавить прилегающие поверхности. Затвердевание расплавленного металла следует за движением дуги по стыку и завершает цикл сварки.
Затвердевание расплавленного металла следует за движением дуги по стыку и завершает цикл сварки.
Сварочный стержень и горелка должны перемещаться постепенно и плавно, чтобы сварочная ванна, горячий конец сварочного стержня и горячий затвердевший шов не подвергались воздействию воздуха, который может загрязнить область металла сварного шва или зону термического влияния. Большая крышка защитного газа предотвратит контакт с воздухом. Защитным газом обычно является аргон.
Угол сварочного стержня для процесса TIG
Сварочный стержень удерживается под углом около 15 градусов к рабочей поверхности и медленно подается в ванну расплава. Во время сварки горячий конец сварочного стержня нельзя вынимать из защитного экрана инертного газа. Второй метод заключается в том, чтобы прижать сварочный стержень к заготовке вдоль сварного шва и расплавить стержень вместе с краями соединения. Этот метод часто используется при многопроходной сварке V-образных соединений. Третий метод, часто используемый при наплавке и выполнении крупных сварных швов, заключается в непрерывной подаче присадочного металла в расплавленную сварочную ванну путем колебания сварочного стержня и дуги из стороны в сторону. Сварочный стержень движется в одном направлении, а дуга движется в противоположном направлении, но сварочный стержень все время находится рядом с дугой и подается в расплавленную ванну. Когда при автоматической сварке требуется присадочный металл, сварочный стержень (проволока) механически подается через направляющую в расплавленную сварочную ванну.
Третий метод, часто используемый при наплавке и выполнении крупных сварных швов, заключается в непрерывной подаче присадочного металла в расплавленную сварочную ванну путем колебания сварочного стержня и дуги из стороны в сторону. Сварочный стержень движется в одном направлении, а дуга движется в противоположном направлении, но сварочный стержень все время находится рядом с дугой и подается в расплавленную ванну. Когда при автоматической сварке требуется присадочный металл, сварочный стержень (проволока) механически подается через направляющую в расплавленную сварочную ванну.
Положение для сварки методом ВИГ
Выбор положения для сварки определяется подвижностью сварного шва, наличием инструментов и приспособлений, а также стоимостью сварки. Минимальное время и, следовательно, затраты на выполнение сварного шва обычно достигаются в плоском положении. Максимальное проникновение в шов и скорость осаждения достигаются в этом положении, потому что может поддерживаться большой объем расплавленного металла. Кроме того, в этом положении легко получить арматуру приемлемой формы.
Кроме того, в этом положении легко получить арматуру приемлемой формы.
Хорошее проплавление может быть достигнуто в вертикальном положении, но скорость сварки ниже из-за действия силы тяжести на расплавленный металл сварного шва. Проплавление при сварке вертикально вниз плохое. Расплавленный металл шва оседает, и происходит несплавление, если только не используются высокие скорости сварки для наплавки тонких слоев металла шва. Сварочную горелку обычно направляют вперед под углом около 75 градусов к поверхности сварного шва в вертикальном и горизонтальном положениях. Слишком большой угол вызывает всасывание воздуха в защитный газ и последующее окисление расплавленного металла шва.
Соединения, которые можно сваривать с помощью этого процесса, включают в себя все стандартные типы, такие как соединения с квадратной и V-образной канавкой, Т-образные соединения и соединения внахлестку. Как правило, нет необходимости снимать фаску с кромок основного металла толщиной 1/8 дюйма (3,2 мм) или меньше. Более толстый основной металл обычно скошен, и всегда добавляется присадочный металл.
Более толстый основной металл обычно скошен, и всегда добавляется присадочный металл.
Процесс дуговой сварки вольфрамовым электродом можно использовать для непрерывной, прерывистой или точечной сварки. Это может быть сделано вручную или автоматически с помощью машины.
Расход газа
Установите рекомендуемый расход газа для газового сопла и размера металла. То же самое относится к установке силы тока сварочного аппарата и типу используемого тока.
Рабочие переменные
Кратко представлены основные рабочие переменные процесса TIG:
- Характеристики сварочного тока, напряжения и источника питания.
- Состав электрода, допустимая нагрузка по току и форма.
- Защитный газ – сварочный аргон, гелий или их смесь.
- Присадочные металлы, которые в целом аналогичны соединяемому металлу и подходят для предполагаемого использования.
Сварка TIG
Для сварки GTAW или TIG используется неплавящийся вольфрамовый электрод, защитный газ и присадочная проволока, которые подаются вручную.
TIG Technique
- Сначала проверьте рекомендуемый расход газа в зависимости от выбранного сопла и размера металла.
- Затем настройте газосварочный аппарат на рекомендуемый тип тока и силу тока для выполняемого процесса TIG.
- Включите сварочный аппарат и найдите педаль. Поместите элемент управления в наиболее удобное место.
- Нажмите на педаль и зажгите дугу.
- После образования лужи добавьте наполнитель к передней кромке.
- Чтобы уменьшить вероятность загрязнения вольфрама, переместите сварочную горелку TIG к задней части ванны, когда добавляется присадочный стержень.
- Очистите все металлические поверхности и соединения, подлежащие сварке, с помощью химического или механического процесса (шабрение, шлифовка, чистка металлической щеткой). Обратите внимание, что проволочная щетка должна быть изготовлена из того же материала, что и свариваемый материал. (исключение составляет алюминий, который можно чистить щеткой из нержавеющей стали).
Химические растворители зависят от агрессивных химикатов, таких как ацетон (используется для удаления окисления и ржавчины со стали) и легких очищающих свойств спирта.
Сам процесс TIG одинаков для всех видов сварки. - Сварка TIG и размер металла
- За исключением магния и алюминия, процесс TIG не следует использовать для металлов размером более ¼ дюйма.
- Металлы толщиной менее 3/16 дюйма могут не нуждаться в подготовке кромок.
- Для металлов толщиной более 3/16 дюйма требуются обработанные или отшлифованные кромки, чтобы облегчить проникновение валика.

Технологические соединения TIG
Квадратное стыковое соединениеДля квадратного стыкового соединения удерживайте вольфрамовый электрод на осевой линии соединяемых металлов.
Рекомендуемое квадратное стыковое соединение Углы сварки TIG:
- Угол электрода от 20 до 30 градусов
- Рабочий угол 90 градусов
- Угол наклона от 60 до 70 градусов
Далее зажгите дугу. Держите вольфрам примерно на 1/8 дюйма выше основного металла.
Держите вольфрам примерно на 1/8 дюйма выше основного металла.
После того, как лужа сформируется, добавьте наполнитель на переднюю кромку лужи. Затем двигайте бусину вперед как можно быстрее.
Тройники и соединения внахлесткуСварка в плоском положении:
- В горизонтальном положении и соединении металлов с помощью соединений внахлестку и Т-образных соединений прихватите основные металлы через каждые 3 дюйма.
- Соединения должны быть установлены таким образом, чтобы полученные сварные швы были выполнены в плоском положении.
- Резак следует держать в:
- Угол сопротивления от 60 до 70 градусов
- Рабочий угол от 10 до 20 градусов
- Направьте электрод к горизонтальной кромке сварки, а не к вертикальной кромке.
- Зажгите дугу и дайте образоваться луже.
- Должна образоваться лужица в форме буквы «С», указывающая на то, что оба края металла плавятся.
- Держите вольфрамовый электрод примерно на 1/8 дюйма выше основного металла.
- Когда лужа сформируется, переместите электрод к задней части лужи, а затем добавьте присадочный стержень к передней части лужи. Затем переместите электрод обратно в середину лужи.
- Повторяйте этот процесс TIG, продвигая буртик вперед.
- Когда конец достигнут, переместите электрод к задней части ванны, чтобы заполнить кратер присадочным стержнем, а затем вытащите его из зоны сварки.
- Медленно поднимите сварочную горелку ВИГ, чтобы обеспечить газовую защиту, пока сварочная ванна не затвердеет.

Сварка в горизонтальном положении
Угол сопротивления горелки должен быть:
- Угол сопротивления горелки должен составлять от 60 до 75 градусов
- Рабочий угол должен составлять от 15 до 30 градусов. Поддержание рабочего угла от 15 до 30 градусов поможет силе дуги удержать лужу от опускания.
Чтобы предотвратить провисание расплавленного металла, поддерживайте ванну меньшего размера, чем та, которая используется в горизонтальном положении.
Добавьте наполнитель на верхний край ванны, чтобы предотвратить провисание.
Как остановить сварку
Сварка останавливается путем отключения тока с помощью ножных или ручных переключателей, которые позволяют сварщику запускать, регулировать и останавливать сварочный ток.
Они также позволяют сварщику контролировать сварочный ток для получения хорошего плавления и проплавления.
Сварку также можно остановить, быстро отключив электрод от тока, но это может нарушить газовую защиту и подвергнуть вольфрам и сварочную ванну окислению.
Защитный газ должен оставаться включенным в течение нескольких секунд, чтобы предотвратить загрязнение расплавленной ванны, присадочного стержня и вольфрамового электрода.
Присадочный металл
Толщина основного металла и конструкция соединения определяют необходимость добавления присадочного металла в соединения. Когда присадочный металл добавляется во время ручной сварки, он наносится путем ручной подачи сварочного стержня в ванну расплавленного металла перед дугой, но с одной стороны от центральной линии.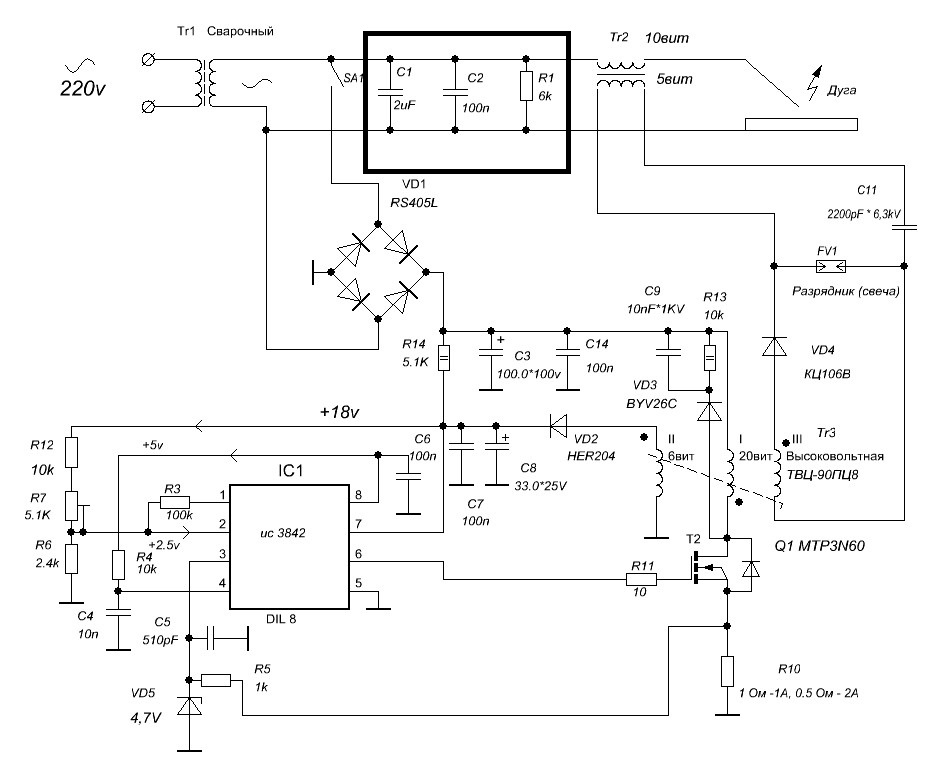
Техника ручной сварки TIG показана на рис. 10-34.
Техника ручной газовой вольфрамовой дуги (TIG) сварки. Сварка TIG Process использует технику сварки спереди.Высокая частота в старых трансформаторных сварочных аппаратах
01-11-2014 #1
Высокая частота в старых трансформаторных сварочных аппаратах
Меня только что посетил представитель Миллера. Он продемонстрировал Dynasty 280.
Я куплю один, но мне нужно время, чтобы осознать такие большие расходы. Он казался хорошо осведомленным, так как у меня многолетнее обучение электрике, с довольно хорошим пониманием того, как работает электричество, я надеялся, что он сможет объяснить разницу между Dynasty и моим Dialarc 250 HF TIG. В конечном счете, теперь я не уверен, то ли он не знал, то ли, поскольку его работа заключается в продаже новых сварочных аппаратов, он не стал отвечать на вопрос. Вместо этого он начал рассказывать о преимуществах изменяемой формы волны Dynasty.Я устанавливаю инверторные преобразователи частоты для двигателей, я не мог перестроить один, но понимаю, что они инвертируют 1, 2 или 3 фазы переменного тока в 1 фазу постоянного тока, а затем, в свою очередь, преобразуют этот постоянный ток в выбранную частоту и напряжение переменного тока. Можно запрограммировать сотни параметров. Программирование может занять целый день, когда эксперт расскажет вам об этом. Некоторые из них подключены к Интернету, поэтому волшебник на расстоянии 6 штатов может программировать удаленно.
Магию электроники часто понимает только инженер, разработавший изделие. Устранение неполадок всех электронных компонентов без руководства по устранению неполадок для конкретной машины было бы сложной задачей. Я предполагаю, что современный сварочный аппарат TIG похож на него тем, что представляет собой коробку тайн, которые не понимают 7 миллиардов человек.Старый Диаларк не так уж и сложен. Кто-то понимает, как это делает высокие частоты. Я предполагал, что вариант ВЧ создает вторичные синусоидальные волны в подаваемой мощности. Представитель Миллера говорит, что нет, это только делает 60-периодную синусоиду похожей на то, что она была нарисована человеком, страдающим болезнью Паркинсона, она не выполняет никакой функции при сварке! Бьюсь об заклад, литература Миллера о продажах того дня говорила об обратном. Многие люди доплачивали за эту опцию, полагая, что в то время она была полезной. Мне нечего ломать, но сломать сварочный аппарат — это настоящий поучительный опыт. Однажды я разобрал монстра Hobart Industrial и послевоенный сварочный аппарат Westinghouse с двигателем на 600 ампер, очаровательно!
Кто-нибудь может объяснить, как эти устройства с искровым разрядником увеличили частоту и/или улучшили качество сварки?
Ответить с цитатой
01-11-2014 #2
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
На старых трансформаторных сварочных аппаратах, таких как Dialarc, сварочная мощность переменного тока составляла 60 Гц. синусоидальная волна. Более поздние, такие как Synchrowave, имели схему, более приближенную к прямоугольной волне, чтобы поддерживать дугу. В любом случае, высокая частота была добавленной цепью, чтобы помочь установить и поддерживать дугу при сварке. Я думаю, что это схема генератора с искровым разрядником, чем-то похожая на установку катушки Тесла, но с более низким напряжением.
Современные высокопроизводительные инверторы имеют все виды управления формой и частотой выходного (сварочного) сигнала, но все еще включают ВЧ.
Последний раз редактировалось Oldendum; 11.01.2014 в 13:05.
«USMCPOP» Первенец: KIA Ирак 26.01.05
Syncrowave 250 с Coolmate 3
Диаларк 250, Идеаларк 250
СП-175 +
Firepower TIG 160S (отдал TA 161 STL сыну)
Lincwelder AC180C (1952)
Фонарики Victor & Smith O/A
Аппарат точечной сварки MillerОтветить с цитатой
01-11-2014 #3
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Я думаю, что и вы, и представитель Миллера правы. То, что описал представитель, это то, что вы увидите на осциллографе. Этот дисплей представляет собой синусоидальную волну частотой 60 Гц с наложенным на нее высокочастотным сигналом. — Расплавленный металл.
Ответить с цитатой
01-11-2014 #4
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Высокая частота позволяет зажечь дугу, не прикасаясь к вольфраму. он создает тонкую «дугу» между вольфрамом и изделием, за которой может следовать и образовываться большая дуга с высоким усилием. Это очень удобно при сварке TIG на постоянном токе, но абсолютно необходимо при сварке TIG на переменном токе, при которой высокая частота работает всегда во время сварки, а не только при запуске.
Если вы новичок в аргонодуговой сварке (похоже, что да), то династия, вероятно, пока будет излишеством. Я бы сначала посмотрел на старую трансформаторную машину «с высокой частотой», которая будет стоить вам, вероятно, 1/4 династии. Машины прямоугольной формы очень хороши, если вы планируете использовать много алюминия, и их можно найти довольно дешево, особенно большие машины на 300+ ампер.
Если у вас есть $$$, Династия не может быть побеждена.
Ответить с цитатой
01-11-2014 #5
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Первоначально Послано sixty
Высокая частота позволяет вам начать дугу, не касаясь вольфрама к работе. он создает тонкую «дугу» между вольфрамом и изделием, за которой может следовать и образовываться большая дуга с высоким усилием. Это очень удобно при сварке TIG на постоянном токе, но абсолютно необходимо при сварке TIG на переменном токе, при которой высокая частота работает всегда во время сварки, а не только при запуске.
Если вы новичок в аргонодуговой сварке (похоже, что да), то династия, вероятно, пока будет излишеством. Я бы сначала посмотрел на старую трансформаторную машину «с высокой частотой», которая будет стоить вам, вероятно, 1/4 династии. Машины прямоугольной формы очень хороши, если вы планируете использовать много алюминия, и их можно найти довольно дешево, особенно большие машины на 300+ ампер.
Если у вас есть $$$, Династия не может быть побеждена.
У меня Diversion 180, потом 1984? Dialarc 250 HF с кулером в стиле tig runner и т. д. Большую часть времени Diversion слишком мал. Даже внешний угловой шов в 16 калибре перерабатывается. Dialarc мог строить алюминиевые линкоры, но я хотел знать, чего мне не хватает. Регулируемая частота была такой приятной? стоило ли платить за регулируемый баланс? Пульс? Склон? Они действительно чудесны. Потом этот парень говорит, что у меня на самом деле нет высокой частоты, а только дрожь в синусоиде. Я смущен!Ответить с цитатой
01-11-2014 #6
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Я думаю, что часть вашей проблемы может заключаться в том, что вы путаете непрерывную высокую частоту на трансформаторной машине с регулируемой частотой на Dynasty. Не то же самое.
Это не та статья Миллера, которую я искал, но она объясняет некоторые вещи, которые могут вам помочь. Я знаю, что на сайте Миллера есть более подробная статья, в которой это объясняется лучше, но я не могу найти ее прямо сейчас.
http://www.millerwelds.com/resources…TAW-частота/
.
Ни одно правительство добровольно не сокращается. Государственные программы, однажды запущенные, никогда не исчезнут. На самом деле, правительственное бюро — это самое близкое к вечной жизни существо, которое мы когда-либо видели на этой земле!
Рональд Рейган
Ответить с цитатой
01-11-2014 #7
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Первоначально Послано DSW
Я думаю, что часть вашей проблемы может быть в том, что вы путаете непрерывную высокую частоту на трансформаторной машине с регулируемым герцем на Dynasty. Не то же самое.
Это не та статья Миллера, которую я искал, но она объясняет некоторые вещи, которые могут вам помочь. Я знаю, что на сайте Миллера есть более подробная статья, в которой это объясняется лучше, но я не могу найти ее прямо сейчас.
http://www.millerwelds.com/resources…TAW-frequency/
Спасибо, хорошая статья об инверторной технологии, она хорошо объяснена. Мне все еще не хватает объяснения искровых промежутков в трансформаторной технике и того, как они работают, и что означает «высокая частота» в старых системах. Я предположил, что магнитное поле схлопывается дважды в течение каждого цикла (120 раз в секунду), когда синусоида пересекает нулевую линию. Если ток достигает пика с той же скоростью, когда он поднимается, преодолевая искровые промежутки, создается вторичный ток, вызывающий вторичное магнитное поле, индуцирующее другую синусоидальную волну, наложенную на первую, но не синхронизированную. Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю.Ответить с цитатой
01-11-2014 #8
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Первоначально Послано Вилли Б
Спасибо, хорошая статья о инверторной технологии, она хорошо объяснена.
Если под «обратным направлением» вы подразумеваете, что синусоида 60 Гц пересекает нулевую точку, то вы получили это Мне все еще не хватает объяснения искровых промежутков в трансформаторной технике и того, как они работают, и что означает «высокая частота» в старых системах. Я предположил, что магнитное поле схлопывается дважды в течение каждого цикла (120 раз в секунду), когда синусоида пересекает нулевую линию. Если ток достигает пика с той же скоростью, когда он поднимается, преодолевая искровые промежутки, создается вторичный ток, вызывающий вторичное магнитное поле, индуцирующее другую синусоидальную волну, наложенную на первую, но не синхронизированную. Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю.Хотя я всегда не понимал, как это будет выглядеть на графике.
Кажется, что при такой высокой частоте и такой низкой амплитуде это должно выглядеть как нечеткая линия, неоднократно пересекающая ось X значительно ниже основной синусоиды.
Таким образом, происходит «случайно» при пересечении основного тока, а не повторяющееся по времени событие?Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
01-11-2014 #9
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Искровой разрядник пробивается и индуцирует колебания типа звона в высокочастотной обмотке.
Обычно от сотен килогерц до примерно 3-4 мегагерц, в зависимости от задействованных компонентов.
Высокая частота — это высокое напряжение, обычно около 3500 вольт.
Конденсатор изолирует низковольтную часть сварочного аппарата от усиления дуги.Ответить с цитатой
01-11-2014 #10
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Первоначально написал Bluewelders
Искровой разрядник пробивается и индуцирует колебания типа звона в высокочастотной обмотке.
Я признаю, что я глуп. Я, как известно, забыл зацепить заземляющий провод. У меня был дуговой прыжок ко мне. Ни OCV, ни CCV не достаточно высоки, чтобы подпрыгнуть на дюйм до моего тела, я вижу высокую частоту?
Обычно от сотен килогерц до примерно 3-4 мегагерц, в зависимости от задействованных компонентов.
Высокая частота — это высокое напряжение, обычно около 3500 вольт.
Конденсатор изолирует низковольтную часть сварочного аппарата от усиления дуги.Ответить с цитатой
01-11-2014 #11
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Да, высокая частота подскочит к вам, когда вы забудете о земле, или если вы вспотели и оперетесь рукой о стол
Дэйв Дж.
Остерегайтесь ложных знаний; это опаснее невежества. ~Джордж Бернард Шоу~
Syncro 350
Инвертек v250-с
Термическая дуга 161 и 300
ММ210
Диаларк
Один раз пытался быть нормальным, не принял… Кажется, это был вторник.Ответить с цитатой
01-12-2014 #12
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
Обычный продавец сварки, старые сварочные аппараты служат дольше и сваривают лучше, нет необходимости в импульсной дуге или тримиксном газе. Помните, что вы можете поцарапать стартовый тиг и использовать садовый шланг для охлаждения тига. Старые тиги Миллер, Линкольн P&H, GE, Westinghouse Airco Linde будут работать нормально и служить вечно.
Ответить с цитатой
14.01.2014 №13
Re: Высокая частота в старых трансформаторных сварочных аппаратах.
 Я куплю один, но мне нужно время, чтобы осознать такие большие расходы. Он казался хорошо осведомленным, так как у меня многолетнее обучение электрике, с довольно хорошим пониманием того, как работает электричество, я надеялся, что он сможет объяснить разницу между Dynasty и моим Dialarc 250 HF TIG. В конечном счете, теперь я не уверен, то ли он не знал, то ли, поскольку его работа заключается в продаже новых сварочных аппаратов, он не стал отвечать на вопрос. Вместо этого он начал рассказывать о преимуществах изменяемой формы волны Dynasty.
Я куплю один, но мне нужно время, чтобы осознать такие большие расходы. Он казался хорошо осведомленным, так как у меня многолетнее обучение электрике, с довольно хорошим пониманием того, как работает электричество, я надеялся, что он сможет объяснить разницу между Dynasty и моим Dialarc 250 HF TIG. В конечном счете, теперь я не уверен, то ли он не знал, то ли, поскольку его работа заключается в продаже новых сварочных аппаратов, он не стал отвечать на вопрос. Вместо этого он начал рассказывать о преимуществах изменяемой формы волны Dynasty. Магию электроники часто понимает только инженер, разработавший изделие. Устранение неполадок всех электронных компонентов без руководства по устранению неполадок для конкретной машины было бы сложной задачей. Я предполагаю, что современный сварочный аппарат TIG похож на него тем, что представляет собой коробку тайн, которые не понимают 7 миллиардов человек.
Магию электроники часто понимает только инженер, разработавший изделие. Устранение неполадок всех электронных компонентов без руководства по устранению неполадок для конкретной машины было бы сложной задачей. Я предполагаю, что современный сварочный аппарат TIG похож на него тем, что представляет собой коробку тайн, которые не понимают 7 миллиардов человек.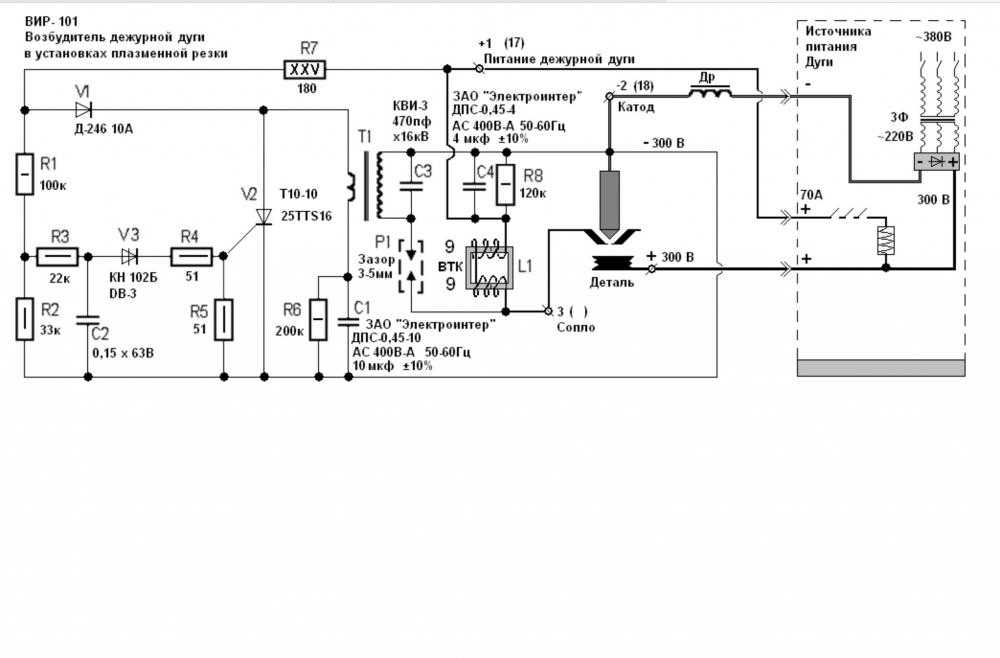






 Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю.
Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю. Мне все еще не хватает объяснения искровых промежутков в трансформаторной технике и того, как они работают, и что означает «высокая частота» в старых системах. Я предположил, что магнитное поле схлопывается дважды в течение каждого цикла (120 раз в секунду), когда синусоида пересекает нулевую линию. Если ток достигает пика с той же скоростью, когда он поднимается, преодолевая искровые промежутки, создается вторичный ток, вызывающий вторичное магнитное поле, индуцирующее другую синусоидальную волну, наложенную на первую, но не синхронизированную. Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю.
Мне все еще не хватает объяснения искровых промежутков в трансформаторной технике и того, как они работают, и что означает «высокая частота» в старых системах. Я предположил, что магнитное поле схлопывается дважды в течение каждого цикла (120 раз в секунду), когда синусоида пересекает нулевую линию. Если ток достигает пика с той же скоростью, когда он поднимается, преодолевая искровые промежутки, создается вторичный ток, вызывающий вторичное магнитное поле, индуцирующее другую синусоидальную волну, наложенную на первую, но не синхронизированную. Если бы я был прав, это предотвратило бы гашение дуги при изменении направления тока. Я не утверждаю, что прав, я предполагаю.