Флюсовая проволока для полуавтомата — мобильность и качество

Очень часто полуавтоматическую сварку приходится вести в местах с затрудненным доступом. В них сложно или вовсе невозможно использовать баллон с газом. Выходом, позволяющим сохранить преимущества сварочного полуавтомата, но при этом отказаться от громоздкого баллона, является использование флюсовой проволоки для полуавтомата.
Классификация и маркировка
Вся современная флюсовая проволока, как отечественного, так и импортного производства подразделяется на типы по семи признакам:
- Назначение получаемого соединения.
- Прочностные характеристики шва (сопротивление разрыву и ударная вязкость).
- Состав внутреннего сердечника.
- Тип образуемого в процессе сварки защитного покрытия.
- Положение в пространстве свариваемых деталей по отношению к электроду (здесь возможны варианты — только вертикально, только горизонтально, только в нижней горизонтальной плоскости, только в нижней вертикальной плоскости, в любом положении).
- Соединяемые металлы — это может быть сталь (легированная или нет), цветные металлы, сплавы.
- Способность к образованию внешней газовой защиты или нет (в последнем случае нужен баллон с углекислым газом).
В России, по ряду источников, наиболее популярны и распространены марки:
- ER70S-6;
- E71T-1;
- E71T-GS;
- T-8;
- T-GS;
- BlueWeld 802208;
- Forte.
Если нужно соединить металлические делали не толще 2 мм, то рекомендуется использовать проволоку 0.8 мм. В случае, когда толщина детали больше, но не превышает 5 мм — используют в 2 мм диаметром. При действительно массивных соединяемых деталях нужно использовать диаметром около 6-8 мм и более.
В зависимости от материала соединяемых сваркой деталей можно выделить три типа проволоки:
- Для сварки алюминиевых деталей. При работе с этим материалом без флюса обойтись невозможно.
- Для сварки медных деталей. Чаще всего встречается 0,8 мм диаметром.
- Для стальных изделий. Предполагает предварительную подготовку места соединения.
Основные характеристики
Флюсовая проволока в норме (соответствие ГОСТу) обладает отличным качеством и легкостью сварки других металлов. В шве, образованном ею, содержится минимум примесей, ухудшающих механические и химические его свойства. Шов обычно крепок, минимально ошлакован и стоек к коррозии.
Сам процесс сваривания толстых деталей (более 5 мм) усложняется необходимостью подбора правильного электрода, режима работы аппарата.
Как следует из названия, флюсовая проволока уже содержит флюс, соответственно при работе ею нет нужды рассчитывать точные количества добавок. К тому же готовая смесь менее токсична и более однородна, чем составленная самим сварщиком.

По своему устройству флюсовая проволока состоит из двух частей:
- Внешняя оболочка — она представляет собой завитую спиралью ленту из нелегированной стали толщиной от 0.2 до 0.8 мм. Оболочка защищает сердечник.
- Сердечник — состоит из спрессованного порошка сложного состава. В него наиболее часто входят вещества раскисляющие расплав металла, стабилизирующие электрическую дугу, легирующие получающийся шов.
Сварка флюсовой проволокой без газа
Прежде чем начать процесс сварки нужно настроить на аппарате рекомендуемые показатели тока. Далее нужно проверить состояние подающего рукава (на предмет изношенности) и отсутствие смещения податчика. Нужно откалибровать и подающие ролики — они не должны слишком сильно жать во избежание деформации и неравномерной подачи.

Скорость выведения шва рекомендуется держать около 15-20 мм в секунду. При формовке шва в несколько проходов нужно дождаться остывания слоя и очистить его поверхность от шлаковой корки — иначе второй и последующие швы получатся низкокачественными из-за посторонних примесей.
Особенности сварки
У начинающих сварщиков часто происходит так, что даже при медленной подаче полуавтоматом не формируется сварной шов. Детали, вместо соединения просто прожигаются электрической дугой.
Для того, чтобы этого не происходило, нужно выдерживать расстояние около 40-45 мм от начала ванны. Кроме этого нужно перед работой поменять полярность вашего сварочного полуавтомата. Она должна быть прямой.

- Прямая полярность означает, что «-» подключается к горелке, а «+» к свариваемой детали.
- Материал турецкого производства имеет много негативных отзывов. Наиболее качественный шов дает проволока итальянского производства. Но у нее есть существенный недостаток — высокая цена. Наиболее приемлемым соотношением цена-качество обладает производимая в нашей стране и в Китае

Важно! Кромку соединяемых деталей, если их толщина превышает 5 мм, нужно слегка сточить. Это облегчит формирование сварочной ванны. Если металл заготовок нестоек к окислению, то его нужно защитить от образования оксидного налета
Главным залогом создания качественных сварных швов является правильно подобранная скорость подачи сварочным полуавтоматом.
Сварочная флюсовая проволока для полуавтомата
Содержание
При выполнении сварки полуавтоматом без газа широко применяется флюсовая проволока.

Флюсовая проволока сварочная
Это позволяет увеличить производительность работы, уменьшить время, необходимое для формирования шва и в результате сварки получить надежное и качественное соединение.
Особенности флюсовой сварки полуавтоматом без газа
При варке изделий из нержавейки флюсовой проволокой, соединение производится без разбрызгивания капель металла, а корка, полученная в процессе работы полуавтомата, надежно защищает как дугу, так и металл от вредоносного воздействия атмосферы.
Для того, чтобы варить изделия из нержавейки полуавтоматом без использования газа, пользуются флюсовой проволокой следующих диаметров:
Читайте также: как и на чем производят стеклопластиковую арматуру?
Варить детали из нержавейки можно без преждевременного смазывания кромок соединяемых изделий.
Сварка без газа проволокой с флюсом позволяет получить соединение, отличающееся высокой плотностью и однородностью.
Кроме того производительность наплавки полуавтоматом увеличивается в 2-4 раза и не возникает необходимости в тяжелой и трудоемкой процедуре удаления металлических брызг. Процесс сварки полуавтоматом без использования газа имеет ряд особенностей.
Флюсовая проволока подается в автоматическом режиме по мере того, как происходит ее сгорание. Механизм подачи соединяется со специальной катушкой.
Сварочный процесс протекает следующим образом: полуавтомат создает дугу, под воздействием которой флюсовая проволока и металлическая деталь начинают плавиться.

Сварка полуавтоматом
В результате формируется сварочная ванна, вся поверхность которой покрывается защитным слоем шлака. После того, как дуга удаляется от кромок, металл подвергается кристаллизации и формируется соединение, покрытое шлаковой коркой, которую без труда можно удалить.
При соединении деталей полуавтоматом без использования газа варьируя силу тока и пользуясь проволокой различных диаметров можно регулировать параметр глубины проплавления.
Если варить шов со скоростью более 40 м/ч, то его высота значительно увеличится. При этом глубина и ширина провара уменьшаться.
Читайте также: как строится теплица из стеклопластиковой арматуры?
Производительность процесса можно значительно увеличить, если применять расходный материал с небольшим диаметром (2-5 мм) и подавать ток в 65-149 А/мм2.
к меню ↑
Классификация и маркировка проволоки
На сегодняшний день выделяют несколько разновидностей флюса, которые применяются для сварки полуавтоматом без использования газа. Классифицируются представленные изделия по таким особенностям, как:
- Возможность выполнения работ в различных положениях электрода;
- Назначение;
- Механические характеристики;
- Вариант применяемого защитного покрытия.
При выборе изделия особенно важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Маркировка изделий основывается на пространственном положении, в котором проходит сварочный процесс:
- «Т» – работа может проводиться в любом положении;
- «Ву» – для создания вертикальных швов;
- «Вх» – для создания горизонтальных швов;
- «В» – при работе нижнем горизонтальном положении;
- «Н»- для соединения в нижней вертикальной плоскости.
Читайте также: как правильно пользоваться ножницами для резки арматуры?
Флюсовая проволока может использоваться для соединения стали следующих видов:
- низкоуглеродистой и низколегированной;
- высоколегированной и легированной;
- для цветных металлов и их сплавов.

Сварочный шов флюсовой проволокой
Любая разновидность представленного расходного материала должна обеспечивать устойчивость процесса соединения деталей и предотвращать возникновение трещин и пор в шве.
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»1955705077″>
Шов при этом должен создаваться с нужным химическим составом, а корка из шлаков – легко отделяться.
Немаловажное значение имеет минимальное количество элементов, при нагревании выделяющих токсичные газы.
к меню ↑
Основные характеристики сварочной проволоки
Представленные электроды хорошо проплавляют металл и наиболее подходят для создания нахлесточного, стыкового или углового соединения за один подход.
Изделие отличается высокой степенью сопротивляемости к появлению шлаковых образований и пористости на металле.
Проволока обеспечивает стабильный перенос струи и позволяет производить соединение из любого положения. Электрод состоит из специального наполнителя (сердечника) и оболочки.
Читайте также: о правильном выборе пластиковых фиксаторов для арматуры.
Оболочка представляет собой холоднокатную ленту, изготовленную с применением неполированной стали с небольшим содержанием углерода. Ширина и толщина защитной ленты колеблется в пределах от 0,2 до 0,8 мм.

Флюсовая проволока в разрезе
В состав сердечника электрода входят ферросплавы, руды, минералы и металлы. Они способствуют формированию шва с необходимыми эксплуатационными характеристиками.
Читайте также: какую арматуру для радиаторов нужно использовать при прокладке сетей отопления?
Элементы, входящие в сердечник, могут быть:
- раскисляющими – порошки и ферросплавы;
- стабилизирующими – обеспечивающими устойчивую электродугу;
- легирующими – для придания нужных соединительных характеристик;
- специальными – оказывающими дополнительное влияние на процесс сварки.
Читайте также: чем хороша порошковая проволока для сварки полуавтоматом?
Основные достоинства таких электродов заключаются в том, что соединение деталей можно производить в любых положениях и под любым углом, а химический состав полученного шва будет иметь заранее заданные характеристики плотности, прочности и долговечности.
Кроме того изделие надежно защищено от механической нагрузки подающих роликов катушки полуавтомата, а варить деталь можно визуально контролирую открытую сварочную дугу.
Еще одно преимущество – это компактность оборудования, применяемого для соединения, нет нужды в громоздких газовых баллонах и приспособлениях, обеспечивающих подачу газа.
Читайте также: какой сортамент арматуры применяется для армирования железобетонных конструкций?
Существенный недостаток выражается в том, что открытая дуга имеет достаточно сильное излучение, потому работы рекомендуется проводить в специальной защитной маске.
к меню ↑
Сварка флюсовой проволокой без газа (видео)
к меню ↑
Как выполнять сварку полуавтоматом без применения газа?
Перед началом работ подбирается нужная сила тока и скорость, с которой будет подаваться гибкий электрод.
Для этого шестерни, входящие в комплект аппарата могут быть заменены. Если эти параметры настроены правильно, то агрегат генерирует устойчивую и мощную дугу.

Процесс сварки
Перед тем как начать варить, следует учесть, что тепло от вертикального соединения всегда будет подниматься снизу вверх. Потому вести соединение опытные специалисты рекомендуют в направлении сверху вниз. Особенно актуально это при варке тонких металлических листов.
Читайте также: сколько весит арматура в зависимости от класса?
Рабочая горелка должна держаться с небольшим наклоном вверх. Это позволит так называемой сварочной ванне удерживаться и не растекаться по сторонам. Передвижение горелки нужно проводить с достаточно высокой скоростью, для того, чтобы сверху соединения не оставались капли расплавленного металла.
Важно помнить о том, чтобы гибкий электрод всегда находился на переднем крае сварочной ванны. Следуя этим несложным рекомендациям, можно формировать шов со средней скоростью 2 см/сек.
Быстрота процесса достигается благодаря автоматической подаче проволоки. В ходе работ накопившиеся шлаки могут попадать в ванну, это приводит к тому, что сверху одного шва возникает еще один.
Чтобы избежать таких последствий рекомендуется предварительно производить очистку предыдущего соединения.
Детали для стыковки могут обладать при этом достаточно малой толщиной – до 0,5 мм. Полученный шов будет практически невосприимчив к ржавчине, коррозии и всевозможным загрязнениям.
Статьи по теме:
Портал об арматуре » Арматура » Преимущества флюсовой проволоки для сварки полуавтоматом
Что нужно знать о сварке порошковой проволокой

Не все сварочные работы выполнимы при наличии полуавтомата и газового баллона. Да, такой комплектацией работать проще и быстрее, швы формируются аккуратно и прочно. Но при высотных работах или при постоянном перемещении такой метод крайне затруднителен, так как сам баллон с защитным газом весит около восьмидесяти килограмм. В этих случаях применяется технология сварки порошковой проволокой без газа.
Сегодня мы рассмотрим все достоинства и недостатки данного способа, ознакомимся с особенностями сварки флюсовой проволоки без газа и поймем, где применяется такая техника.
Суть порошковой сварки
При нагревании металла происходит процесс диффузии между материалами. Попадание посторонних веществ из окружающей среды в область сварки крайне негативно влияет на качество шва. Он окисляется и со временем ржавеет, изделия становятся хрупкими, а такая ситуация может привести к серьезным последствиям, особенно если это ответственные конструкции. Для защиты металла от коррозии применяются защитные смеси, которые создают специальную оболочку, внутрь которой не проникает кислород. Варить с применением газового баллона не всегда уместно, поэтому появилась идея модернизировать технологию и использовать проволоку, наполненную защитным порошком.
Уникальность метода сварки флюсовой проволокой в содержании защитного состава. Проволока изготавливается полой, встроенные ребра жесткости не дают ломаться проводу, внутрь укладывается порошок, который называется флюсом. Составляющие компоненты хорошо проводят электрический ток. При нагревании трубка расплавляется, а содержимое поступает прямо в сварочную ванну, обеспечивая необходимую защиту шва.
Производители делают флюсовый состав разным, в зависимости от области применения. Его компоненты пишутся на упаковочной таре проволоки и обозначаются соответствующим гостом. Эта информация чрезвычайно важна, чтобы не допустить ошибок при работе.
Диаметр порошковой проволоки варьируется в передах от 0,8 мм до 3 мм. Вы сможете варить тонкие металлы, нержавеющую сталь, углеродистые поверхности и оцинковку. Вам останется лишь выбрать подходящий состав флюса и приобрести полуавтомат.
Область применения
Использование сварки самозащитной проволокой востребовано в труднодоступных местах. Чтобы проще было перемещать сварочный аппарат для работ на высотах или в узких туннелях, приобретайте компактные модели, которые можно повесить через плечо, не требующих источник питания мощнее, чем стандартная сеть в 220В. Для такой сварки требуется практический опыт, новички не всегда смогут справиться с такими задачами.

Достоинства и недостатки порошковой сварки
Механизированная сварка порошковой проволокой не стала исключительно универсальным методом, но здесь есть определенные преимущества:
- нет необходимости передвигать большие газовые баллоны;
- нет препятствий в передвижении;
- КПД выше, чем при сварке электродами;
- Электрическая дуга не сбивается ветром.
Из минусов такой сварки выделяют:
- большая стоимость составляющих;
- соединение получаются хуже по качеству, чем при использовании защитного газа.
Использовать порошковый метод в повседневных сварочных работах не выгодно. Хоть он и обладает рядом положительных моментов, но более классические способы соединения металла будут эффективнее.
Особенности сварочного процесса
Чтобы сварочный шов получился максимально прочный при использовании порошковой проволоки, следует соблюдать некоторые особенности в процессе работы. У начинающих мастеров возникают затруднения в ведении дуги и формировании ровного стыка. В связи с этим, советуем выставить прямую полярность сварочного тока. Регулировка полярности расположена внутри корпуса полуавтомата. Соответственно нужно поменять местами кабели массы и горелки.
Для работы с проволокой необходимо присоединить ролики, которые будут прокручивать присадочный материал. Ролики продаются отдельно и рассчитаны на несколько диаметров проволоки. Их маркировка указана сбоку на коробке. Не зажимайте ролики слишком сильно, так как проволока может поломаться. Также можно снять сопло, которое предназначено для концентрации потока газа. Чтобы не возникало залипания, приобретите в любом сварочном магазине специальную обмазку и нанесите на наконечник.

Для сварки в порошковой среде не требуется использовать мощные сварочные аппараты. Низкое напряжение дуги и медленная скорость подачи самозащитной проволоки обеспечат более качественный шов. Если вы варите толщину в 1,5 см, то установите напряжение дуги не более 15 В, она должна быть прерывистой, а скорость подачи зафиксируйте на двух метрах. Вначале вам может показаться, что работа продвигается слишком медленно, но для образования шва как раз самое то. Горелку наклоните, и ведите шов вперед.
Образование шлака неизбежно. Его нужно удалять после каждого остывания. Если вы делаете многослойные швы, то такая процедура является обязательной. После того, как шлак устранен, шов обработайте металлической щеткой.
Как бы вы не старались выполнять все рекомендации, швы при сварке порошковой проволокой имеют некоторые неровности. Несовершенство шва обусловлено прерывистой дугой. Иногда встречаются не проваренные места, поэтому такой метод сварки используйте только в крайних случаях, когда другой способ невозможен.
Выводы
Полуавтоматическая сварка порошковой проволокой – очень удобный способ сваривания в труднодоступных местах, где нет возможности работать другими режимами. Хотя такая сварка применяется редко, но все же советуем освоить ее. Опыт никогда не будет лишним. Если у вас есть свое мнение на этот счет, просим поделиться им в комментариях.
Проволока сварочная флюсовая 0.8 для полуавтоматов без газа
Процесс сварки требует не только правильного побора расходных материалов, куда входят различные виды сварочной проволоки, но и необходимые режимы проведения процедуры, средства обеспечения защиты и так далее. Одним из часто используемых расходных материалов является флюс. Он выполняет защитные функции, а также улучшает свариваемость металлов. Его применение практически всегда желательно, особенно, если он подобран соответствующим образом. Чтобы упростить процедуру подбора и использования, выпускается проволока сварочная флюсованная.

Флюсовая сварочная проволока
Этот вариант уже содержит в своем составе флюс, который отлично подходит к самому материалу проволоки и той цели, для которой она применяется. Стоит отметить, что подобные разновидности имеются практически во всех типах проволоки, для какого бы металла она не использовалась. Такие марки лучше всего проявляют себя в при автоматической сварке, но одинаково хорошо используются при полуавтомате и в ручном режиме. Здесь не нужно выбирать пропорции добавления, совершать какие-то подготовительные процедуры и прочее, так как все уже сразу готово к использованию. Такой присадочный материал подходит как для новичков, так и для профессионалов.

Проволока сварочная флюсовая
Естественно, что проволока сварочная с флюсом будет стоить дороже, чем обыкновенная. Но тот фактор, что дополнительные материалы не нужно покупать и использование становится более удобным, вполне перешивает данные недостатки. Зачастую проволока сварочная флюсовая несколько толще, за счет содержания дополнительных веществ внутри. Ее конструкция предполагает наличие стержня внутри, который и состоит из флюса. Таким образом, его можно сгибать, отрезать часть и совершать прочие процедуры, но вещество для улучшения сваривания всегда будет присутствовать, причем в одной и той же пропорции.
Наиболее широкое применение сварочная проволока с флюсом нашла в промышленности, соединение металлоконструкций, в автоматических аппаратах и так далее. Многие специалисты ориентируются в выборе на нее, если требуется сделать качественную обработку металла при ответственных ремонтах. Чтобы продукт действительно соответствовал заявленному качеству, он должен соответствовать принятым стандартам. Проволока сварочная флюсовая выпускается согласно ГОСТ 26271-84.
Преимущества 

- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.
Недостатки
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.
Физико-химические свойства
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.

Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
Разновидности
Проволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Технические характеристики
| Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар, надрез KV | Какой газ для защиты можно использовать | |
| 0, градусов Цельсия | -20, градусов Цельсия | |||||
| Минимальное значение | 480 | 400 | 22 | 47 | 27 | CO2 |
| Максимальное значение | 580 | 490 | 27 | 120 | 103 | |
Особенности выбора
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм. При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом. Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
«Важно!
Существует флюсовая проволока для сварки без газа, как один из самых богато снабженных дополнительными веществами вариант, но для ответственных соединений ее все равно лучше использовать в защитной газовой среде или применить другой вариант.»
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
Производители и популярные марки
Как варить сталь и алюминий полуавтоматом без газа — Моя ковка
Сварка — это всем известный процесс соединения металлических деталей в условиях высоких температур.

Сварка полуавтоматом удобна тем, что проволоку не надо подавать вручную.
Для создания таких условий существуют специальные сварочные агрегаты и приспособления, способные работать в ручном, автоматическом и полуавтоматическом режиме. Сварочный полуавтомат выгодно отличается от обычного агрегата ручной сварки тем, что подача сварочной проволоки, выполняющей функции электрода, производится любым полуавтоматом самостоятельно, без участия человека.

Схема сварочного полуавтомата.
Промышленность выпускает много видов различных полуавтоматов, которые предназначены для выполнения сварочных работ алюминиевых и стальных деталей, а также некоторых других металлов и сплавов. Все аппараты классифицируются по разным показателям: по типу применяемой проволоки, по способу защиты сварного шва. Сварочная проволока может применяться стальная или алюминиевая. Защита шва может производиться слоем флюса, средой некоторых защитных инертных газов, особой порошковой проволокой.
Преимущества и недостатки сварки полуавтоматом
К положительным качествам полуавтомата следует отнести:

Недостатком сварки является сильное разбрызгивание металла.
- Полуавтоматом можно сваривать металлические листы, толщина которых достигает 0,5 мм.
- Аппарат малочувствителен к различным загрязнениям поверхности металла и к следам ржавчины на нем.
- Сварка полуавтоматом обходится дешевле всех других известных видов сваривания металлов.
- С помощью сварочного полуавтомата можно паять различные детали из оцинкованного металла проволокой, состоящей из сплавов на основе меди, не повреждая цинкового покрытия.
Недостатки:
- При отсутствии слоя защитного газа происходит усиленное разбрызгивание металла.
- Открытая дуга имеет очень интенсивное излучение.
Других недостатков не имеется.
Вернуться к оглавлению
Процесс сварки с применением полуавтомата

Процесс сварки полуавтоматом.
В обычных условиях этим аппаратом варят черные металлы, нержавеющую сталь, алюминий. Сварка происходит под слоем инертного защитного газа. Для этого используется чаще всего углекислый газ, аргон, иногда гелий и смеси этих газов. Источником питания полуавтоматического сварочного аппарата является постоянный ток. Минусовая клемма подключается к изделию. Главный рабочий орган установки — сварочная горелка особой конструкции, подающая в зону сварки специальную сварочную проволоку с флюсом или с защитным газом.
Перед работой аппарат нужно настроить:
- Подобрать необходимую рабочую силу тока.
- Настроить нужную скорость подачи сварочной проволоки методом замены шестерен, которые входят в комплект поставки полуавтомата.
- Попробовать аппарат в работе. Если все параметры настройки были подобраны правильно, агрегат даст устойчивую и мощную сварную дугу, а также нужное количество защитного газа или флюса.
Если аппарат настроен, сварщик приступает к работе, соблюдая все основные принципы и тонкости сварного дела.
Вернуться к оглавлению
Сварка полуавтоматом без применения газа

Таблица режимов сварки полуавтоматом.
А как варить полуавтоматом без использования защитного газа, возможно ли это? Если полуавтомат куплен для домашнего использования, то не всегда бывает выгодно приобретать к нему баллон, наполненный газом. Можно использовать вместо него специальную флюсовую или порошковую сварочную проволоку. В разрезе флюсовая проволока представляет собой тонкостенную стальную трубку, заполненную флюсом, который в процессе сварки сгорает, образуя небольшое облачко защитного газа, непосредственно в зоне сваривания деталей. При работе с применением такой проволоки на свариваемое изделие подается плюсовой вывод электропитания.
Проволока может включать компоненты флюса непосредственно в металл, из которого она выполнена. Чем хорош такой вариант? Чтобы ответить на этот вопрос, нужно вспомнить школьный курс физики: когда в результате электродугового разряда проволока начнет плавиться под действием высокой температуры, в сварной ванне обязательно образуется облачко, состоящее из тех веществ, которые входят в состав проволоки. Это облачко почти полностью заменяет инертный газ, который применяется в обычных условиях работы.

Дуговая сварка с защитным газом.
При выполнении вертикальных швов нужно учитывать, что тепло поднимается всегда снизу вверх. Поэтому шов рекомендуется вести в направлении сверху вниз, особенно при сварке тонкого листового металла. Рабочую горелку следует держать с небольшим наклоном вверх, так лучше будет удерживаться так называемая сварочная ванна — зона сварки с защитным облачком газа от сгоревшего флюса. Передвигать горелку вдоль шва нужно достаточно быстро, чтобы несколько опередить появление капли расплавленного металла сверху. Сварочная проволока всегда должна находиться на переднем крае сварочной ванны.
Квалифицированный сварщик способен накладывать сварной шов со скоростью до 2 см в секунду. Достигается это благодаря автоматической подаче проволоки толщиной 0,5-3 мм. Сварка без использования газа немного напоминает обычную сварку сварочным электродом, в процессе которой шлак может затекать в сварочную ванну. Это приводит к тому, что приходится поверх получившегося шва накладывать дополнительный сварной шов, очистив предварительно от шлаков предыдущий.
Порошковая проволока, предназначенная для сварки без использования газа, имеет довольно низкую степень жесткости. Она имеет очень тонкие стенки, поэтому при работе с ней недопустимы резкие повороты и изгибы шланга, по которому она поступает к месту сварки. Использовать обычную проволоку без газа категорически не рекомендуется, так как это приведет к неровному шву с внутренними пустотами, к перерасходу проволоки вследствие ее бесполезного испарения.
А можно ли варить потолочные швы? Следует помнить, что варить потолочные швы без газа не получится, так как получившаяся в процессе сгорания флюса углекислота под действием силы тяжести просто покидает сварочную ванну.
Преимущества сварки полуавтоматом без использования газа:
- Нет необходимости покупать дорогостоящую и громоздкую газовую аппаратуру и периодически заряжать баллоны.
- Подготовка к сварке занимает минимум времени.
- Стоимость сварки получается гораздо ниже, чем с использованием газа.
Перед тем как варить полуавтоматом металлические детали, требуется правильно организовать свое рабочее место и неукоснительно соблюдать правила техники безопасности. При выполнении работ нужно создать десятиметровую зону вокруг места проведения сварки. В противном случае люди, случайно оказавшиеся в этой зоне, могут получить ожог сетчатки глаза. Сварщик должен использовать индивидуальные средства защиты. В зоне сварки не должно быть горючих материалов.
15. Технология сварки порошковой проволокой в углекислом газе
Технология сварки
Порошковая проволока марок ПП-АН8, ПП-АН10, ПП-АН4 и ПП-АН9 (Прим.- порошковая проволока для сварки в СО2 нового поколения: ППс-ТМВ-МК5, ППс-ТМВ7, ППс-ТМВ8, ППс-ТМВ29) рекомендуется для сварки конструкций из углеродистых конструкционных сталей, а также низколегированных низкоуглеродистых конструкционных сталей марок 09Г2, 09Г2С, 10Г2С1, 10Г2СД, 10ХСНД, 15ХСНД, 14Г2 и ряда других.
В тех случаях, когда к сварным конструкциям предъявляются специальные требования, возможность применения той или иной марки порошковой проволоки определяется после проведения дополнительных испытаний по соответствующим отраслевым нормалям. При сварке особо ответственных металлоконструкций с тяжелым режимом работы — котлов, резервуаров, воздухонагревателей, несущих узлов вагонов, кранов, экскаваторов, в том числе металлоконструкций, предназначенных для работы в условиях крайнего севера, — предпочтение отдается проволокам ПП-АН4 и ПП-АН9, обеспечивающим более высокие механические свойства металла шва и сварного соединения при отрицательных температурах.
Как показал опыт, потребители более охотно применяют проволоки марок ПП-АН8 и ПП-АН10, обладающие по сравнению с проволоками марок ПП-АН4 и ПП-АН9 более высокими сварочно-технологическими свойствами. Процесс сварки отличается большей устойчивостью горения дуги, особенно на малых токах. Эти проволоки имеют также хорошие гигиенические характеристики.
Сварка порошковой проволокой с дополнительной защитой углекислым газом применяется взамен ручной дуговой сварки электродами с покрытием рутилового, руднокислого и фтористо-кальциевого типов, а также взамен механизированной сварки в углекислом газе проволокой Св-08Г2С.
При сварке используется сварочная или пищевая углекислота, поставляемая в жидком состоянии в баллонах емкостью 40 л. Давление и баллоне 50—60 ати. Вес углекислоты в баллоне составляет 25 кг. После испарения ее при 0° С и 760 рт. ст. мм образуется 12600 л газа.
Жидкая углекислота поставляется также в специальных стальных контейнерах емкостью до 9 т. На предприятиях углекислоту разливают в накопители, которые подключают к централизованной магистрали с разводкой к сварочным постам. Такая система доставки углекислоты экономичнее, чем баллонная. Кроме того, централизованное обеспечение сварочных постов углекислым газом освобождает сварщика от трудоемких операций по замене баллонов и перемещению их в процессе работы, позволяет повысить культуру производства.
Состав углекислоты, используемой для сварки, должен соответствовать данным, приведенным в табл. 63. Однако практически содержание в углекислоте воды в свободном состоянии может достигать 2%.
Таблица 63
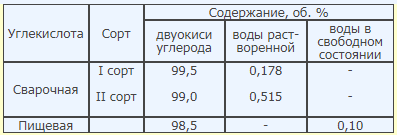
Эта вода скапливается на дне баллона. Влажность газа зависит от давления в баллоне. С уменьшением давления, влажность газа повышается. В связи с этим использование баллонов, в которых давление углекислоты менее 10 атм, недопустимо. В баллон с углекислотой при заправке неизбежно попадает воздух, скапливающийся над углекислотой. Поэтому перед использованием баллонов после заправки рекомендуют первые порции углекислоты выпустить в атмосферу.
Уменьшение попадания влаги в зону сварки достигается установкой на пути газа осушителей, заполненных силикагелем или другими поглотителями влаги. Силикагель необходимо периодически подвергать прокалке при температуре 200—250° С.
Выход газа из баллона сопровождается резким охлаждением его, возникающим вследствие затраты тепла на испарение жидкой углекислоты, что приводит к замерзанию содержащейся в углекислоте влаги и закупорке редуктора. Для предотвращения этого перед редуктором рекомендуется ставить подогреватель.
Для снижения давления газа до рабочего применяются понижающие редукторы. Редуктор-расходомер ДЗД-1 снижает давление газа от 50—35 ати до рабочего давления 0,5 ати и обеспечивает оптимальный расход газа. На практике часто применяется для этой цели кислородный редуктор РК-53Б. В качестве расходомера в этом случае служит манометр, установленный на камере низкого давления.
Расход газа контролируется расходомерами поплавкового или дроссельного типа. При использовании дроссельной шайбы, установленной на выходе газа из камеры низкого давления, расход газа зависит от диаметра калибровочного отверстия, не превышающего обычно 0,5—1,0 мм, и давления газа в камере низкого давления. Ниже приведен ориентировочный расход углекислоты в зависимости от показаний манометра низкого давления при диаметре отверстия в дроссельной шайбе 0,8 мм.
| Давление, атм | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 |
| Расход СО2, л/мин | 15 | 16 | 17 | 18 | 20 | 22 |
Порошковой проволокой в углекислом газе свариваются тавровые, угловые, нахлесточные, стыковые и другие соединения из стали толщиной 3 мм и выше. Положение швов в пространстве — нижнее и горизонтальное на вертикальной плоскости для проволоки диаметром 2,0—2,3 мм и нижнее — для проволоки диаметром 2,5— 3,0 мм.
Сварочные работы рекомендуется выполнять в закрытых помещениях. Сварка на открытых площадках и монтаже возможна при соблюдении мер предосторожности, предотвращающих сдувание защитного газа.
Поверхность кромок свариваемых изделий перед сваркой должна быть очищена от грязи, ржавчины, окалины, органических материалов. Сварка изделий после газовой резки допускается только при условии очистки поверхности реза от шлака.
Поставляемая проволока должна иметь сертификат завода-изготовителя, в котором указываются марка проволоки, ее диаметр, коэффициент заполнения, номер партии, химический состав наплавленною металла и результаты испытания механических свойств металла шва. Применение порошковой проволоки без сертификата не допускается. Для проверки качества поставляемой проволоки, особенно при изготовлении ответственных изделий, потребителю необходимо проводить контрольные испытания проволоки в соответствие с требованиями технических условий.
Длительно хранившуюся проволоку перед применением необходимо прокалить при температуре 230—250° С в течение 1—3 ч. Для равномерной прокалки необходимо принять меры, предотвращающие прямое облучение проволоки нагревателями. Признаком качественной прокалки проволоки может служить ее цвет — от желтого до коричневого. Отсутствие пожелтения— признак недостаточной выдержки или низкой температуры в печи; появление синего цвета на поверхности проволоки — признак завышенной температуры.
Полуавтоматы или автоматы должны иметь горелки, обеспечивающие ламинарное истечение газа из сопла. При использовании нестандартных держателей необходимо учитывать, что они должны обеспечивать радиальное по отношению к оси проволоки истечение газа из мундштука.
Перед пропусканием проволоки в шланг конец ее должен быть завальцован, наконечник с мундштука снят, а шланг не должен иметь перегибов. Несоблюдение этих правил может привести к деформации проволоки в роликах, выходу из строя деталей шланга и держателя. После прижима верхними роликами порошковая проволока должна быть на 2/3 диаметра утоплена в паз нижних роликов. Пропускание проволоки в шланг осуществляется нажатием кнопки «пуск» на держателе или подающем механизме.
Перед сваркой необходимо установить рекомендуемый для данных диаметра проволоки, толщины металла и типа сварного соединения режим сварки. По выбранному режиму отрегулировать расход газа; выждать несколько секунд для полного удаления воздуха из шлангов. Установить вылет проволоки 35 40 мм с таким расчетом, чтобы расстояние от конца проволоки до среза сопла было в пределах 15—25 мм.
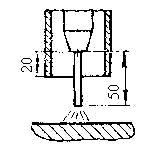
Рис. 120. Положение горелки относительно изделия при сварке непрокаленной проволокой
Возбуждение дуги осуществляется касанием конца проволоки изделия, а подача проволоки — нажатием кнопки «пуск» на держателе.
От положения и перемещения горелки относительно свариваемого изделия зависят в значительной степени устойчивость горения дуги, надежность газовой защиты зоны дуги от воздуха, скорость охлаждения металла, форма шва, интенсивность забрызгивания горелки, возможность наблюдения за зоной сварки.
Приближение горелки к изделию затрудняет наблюдение за процессом сварки и вызывает засорение горелки брызгами, а чрезмерное удаление может привести к дефектам в швах вследствие снижения эффективности защиты металла углекислым газом.
При пользовании непрокаленной проволокой сварку необходимо выполнять на повышенном вылете — до 50 мм (рис. 120).
При этом вследствие нагрева проволоки на вылете влияние влаги в сердечнике и смазки на поверхности проволоки на качество швов уменьшается.
Сварка стыковых соединений или угловых в лодочку может выполняться «углом вперед» пли «углом назад». Угол наклона проволоки относительно вертикальной плоскости, перпендикулярной к оси шва, не должен превышать 15° (рис. 121)
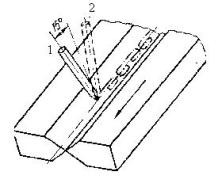 Рис. 121. Положение электродной проволоки относительно изделия при сварке стыковых соединений «углом назад» (1) и «углом вперед» (2).
Рис. 121. Положение электродной проволоки относительно изделия при сварке стыковых соединений «углом назад» (1) и «углом вперед» (2).
При сварке «углом назад» увеличивается глубина проплавления, ширина шва уменьшается, обеспечивается более надежная защита металла сварочной ванны и улучшается обзор зоны плавления металла. Сварка «углом вперед» характеризуется малой глубиной проплавления и большой шириной шва. При сварке однослойных швов горелка перемещается поступательно или по вытянутой спирали. В случае сварки многослойных швов первый слой выполняется без поперечных колебаний электрода, а последующие слои — с поперечными колебаниями по вытянутой спирали или «змейкой». Сварка стыковых соединений с глубокой разделкой осуществляется горелкой с удлиненным наконечником, выступающим из сопла на 10—15 мм. При сварке угловых швов горелка должна быть отклонена от вертикальной стенки на 30—45°. Сварка производится «углом назад» или «углом вперед». Сварку «углом назад» рекомендуется производить на токах до 450 а. На более высоких токах лучшее формирование шва обеспечивается при сварке «углом вперед». Перемещение горелки — поступательное или возвратно-поступательное. Сварку угловых швов в нижнем положении катетом более 10 мм не рекомендуется выполнять за один проход.
После прекращения сварки горелку не рекомендуется отводить от сварочной ванны до полной кристаллизации металла. При остановках процесса и необходимости выполнения непрерывных швов кратер предыдущего слоя должен быть переварен.
Изложенные выше правила техники и технологии сварки в равной мере относятся ко всем существующим порошковым проволокам, предназначенным для сварки в углекислом газе. При выполнении тех или иных типов сварных соединений существенное значение имеет правильное назначение режима сварки. В табл. 64 приведены режимы сварки некоторых соединений проволокой ПП-АН4 диаметром 2,2 мм.
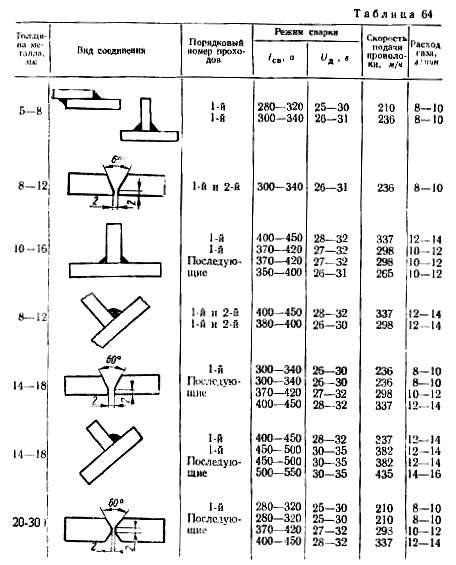
Рекомендуемые режимы при сварке стыковых соединений проволокой ПП-АН8 диаметром 2—3 мм приведены в табл. 65.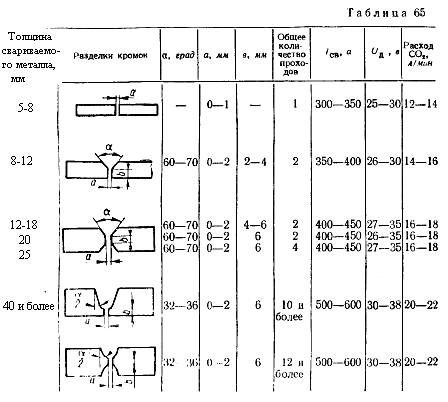
Дефекты швов
Основными дефектами швов, выполняемых порошковой проволокой в углекислом газе, являются поры, трещины, шлаковые включения, подрезы, наплывы.
Образование пористости в сварных швах может быть вызвано следующими причинами:
- повышенной влажностью сердечника проволоки или наличием обильного слоя смазки на поверхности проволоки;
- наличием на свариваемых кромках ржавчины, окалины, влаги и других загрязнение;
- большим количеством примесей (главным образом, влаги и воздуха) в углекислом газе;
- нарушением рекомендуемых режимов сварки;
- несовершенной защитной зоны сварки углекислым газом;
- попадание воздуха в зону сварки вследствие недостаточного либо избыточного расхода газа;
- большое расстояние между соплом горелки и изделием;
- чрезмерно большой угол наклона горелки относительно изделия;
- подсос воздуха через неплотности в горелке и газовой магистрали;
- эксцентричное расположение проволоки относительно соплa горелки;
- износ мундштука и связанное с этим нарушение соосности газового потока и столба дуги;
- турбулентное истечение газа из горелки.
Кристаллизационные трещины в металле шва могут образовываться в результате нарушения режима сварки (чрезмерного увеличения силы тока, напряжения дуги, скорости сварки), неправильной подготовки кромок под сварку, высокого содержания углерода и серы в свариваемом металле или компонентах порошковой проволоки.
Вероятность образования трещин повышается при сварке первого слоя многопроходных стыковых и тавровых швов. Чтобы предотвратить образование таких трещин, первые слои шва следует сваривать на пониженном токе «углом вперед» и с меньшей скоростью перемещения горелки.
Неметаллические включения чаще всего встречаются при сварке многопроходных швов. Для предупреждения этого дефекта необходимо тщательно удалять шлаковую корку перед выполнением последующего шва.
Наплывы и неравномерности сечения швов возникают, как правило, при сварке угловых и нахлесточных швов вследствие неправильного положения горелки относительно изделия, повышенной силы тока, малой скорости сварки, наложения за один проход швов катетом более 10 мм, а также из-за неравномерной скорости перемещения горелок.
Причиной образования подрезов является завышенное напряжение дуги.
Разбрызгивание электродного металла может быть вызвано повышенным напряжением дуги, большим вылетом проволоки, неправильным углом наклона электрода и т. д.
Особое внимание следует уделить обращению с газовой аппаратурой. Эксплуатация баллонов должна производиться в соответствии с правилами эксплуатации сосудов, работающих под давлением, Гостртехнадзора СССР. Углекислотная рампа должна иметь предохранительные клапаны. При эксплуатации баллонов не допускается нагрев их свыше 30° С. Система подогрева баллонов в рампе должна быть оборудована устройствами, обеспечивающими автоматическое выключение подогрева при температуре свыше 30 °С.
Сварка алюминия Флюсовой проволокой
Для многих сварочный аппарат давно не является новинкой, которая доступна лишь профессионалам, потому как специализированные сварочные магазины наполнены простыми, недорогими и качественными аппаратами.
Популярность аппаратов объясняется простотой рабочего процесса, которое ускоряет работу без ущерба качеству. При использовании полуавтоматического сварочного аппарата и небольших навыках сваривания получается качественный сварочный шов.
Баллоны для сваривания имеют большой вес и, при редком использовании придется заряжать баллон, чтобы шов пройти небольшой шов, иногда даже длиной несколько сантиметров. В этом случае для Вас наиболее выгодным вариантом будет использование специальной сварочной проволоки.
Такую проволоку называют еще флюсовой, потому как в ее составе находится флюс. Также может встречаться порошковая проволока, что соответствует ее названию. Независимо от названия, сварочная проволока позволяет осуществлять сваривание полуавтоматическим сварочным аппаратом без использования газа и баллона.
Проволока для сварки алюминия состоит из трубки, диаметр которой используется при обычном сваривании и газовой среде. Внутри проволоки находится специальный порошок, который называется флюсом и напоминает обмазку обычных электродов. В результате подогрева флюс сгорает и образует в сварочной зоне сваривания облако защитного газа, которое схоже с облаком, которое появляется при сваривании обычными электродами.
Среди плюсов стоит отметить, что для работы не нужна газовая аппаратура и, самое главное, не нужно наблюдать через защитную маску место подачи в разделку. Помимо этого, различные типы проволоки могут содержать наполнители разного типа, благодаря чему может формироваться химический состав шва и различные характеристики дуги.
Данный вид сваривания очень похож на обычное сваривание, поэтому в процессе работы происходит затекание шлака от сгоревшего флюса в сварочную ванну. По этой причине в некоторых случаях, чтобы получить герметичное соединение нужно накладывать следующий шов, очищая предыдущий.
Порошковая проволока обеспечивает сваривание полуавтоматом без газа и имеет малую жесткость в своей конструкции, потому как стенка очень тонкая и подача проволоки осуществляется механизмом с небольшим сжатием, а резкие маневры со шлангом аппарата практически недопустимы.
Для хорошей и слаженной работы следует соблюдать одно из важных условий – правильное подключение на держак и массу. Держак горелки должен выдавать минус, а само изделие должно быть подключено к плюсу. Данный вид подключения называется прямым. При сваривании в среде защитного газа применяется обратное подключение, которое обусловлено тем, что при подаче флюсовой проволоки требуется более высокая температура, чтобы образовывать защитный газ, который защищает сварочный процесс от негативного воздействия факторов окружающей среды.