специфика технологии, ее преимущества и недостатки
Целью сварочного процесса является нагрев материалов до температуры плавления, при котором место их контакта приобретает однородную структуру. Одним из вариантов соединения металлических изделий выступает газовая сварка, когда при сгорании смеси газов выделяется большое количество тепла, что способствует повышению температуры обрабатываемой поверхности до 2500-3000 °C.
Газосварка стала применяться в промышленности с начала 20-го века и до сих пор не утратила свою актуальность, несмотря на появление более прогрессивных сварочных технологий. Сегодня этот способ плавления и соединения металлов активно используется в строительно-монтажных работах. В частности, с его помощью удобно создавать различные металлоконструкции и осуществлять прокладку труб в системе отопления и водоснабжения.
Основные компоненты газосварочного оборудования
Технология газовой сварки отличается своей простотой. Для реализации сварочного процесса используются следующие компоненты:
Для реализации сварочного процесса используются следующие компоненты:
- Баллон с кислородом.
Кислород является необходимой средой для окисления (горения) горючих газов. Чтобы окислительная реакция осуществлялась максимально эффективно, применяют технический O2 с показателем чистоты не менее 98,5%. - Баллон с горючим газом (обычно ацетиленом).
Ацетилен – это основной горючий газ, который чаще всего применяется при газосварке. Температура пламени кислородно-ацетиленовой смеси достигает 3150-3300 °C, тем самым обеспечивая высокую производительность рабочего процесса. - Редукторы.
Каждый баллон оснащается редуктором, который понижает давление выходящего газа до рабочей величины. В целях безопасности газовые редукторы дополнительно комплектуют клапаном сброса, который срабатывает в случае превышения допустимого давления в баллоне.
Кислородный редуктор для газовой сварки
- Горелка.
В горелке осуществляется смешивание кислорода с ацетиленом и выпуск из мундштука струи с оптимальным давлением. В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).
В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).
 В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).
В зависимости от объема сгораемого ацетилена горелки бывают малой мощности (0,025 – 0,4 м³/ч), средней мощности (0,4 – 2,8 м³/ч) и большой мощности (2,8 – 7 м³/ч).Газовая горелка
- Шланги.
Соединение газовых баллонов с горелкой производится посредством специальных рукавов (шлангов), предназначенных для работы с горючими веществами. Гибкая магистраль имеет многослойную структуру, основным компонентом которой является техническая резина, стойкая к агрессивному воздействию проходящих газов и жидкостей. - Защита от обратной тяги.
Опасность обратной тяги, когда пламя распространяется не в сторону нагреваемого металла, а в сторону баллона с горючей смесью, вынуждает устанавливать в разрыв цепи «баллон-горелка» специальный предохранительный элемент – огнепреградительный клапан. Подробно о таких средствах защиты можно прочитать в статье: Огнепреградительные клапаны: назначение, конструкция и варианты монтажа.
На видео представлен обзор оборудования:
А здесь можно наглядно увидеть весь технический процесс
Особенности процесса
Газовая сварка без ацетилена – какие возможны альтернативы
Ацетилен является идеальным компонентом для газосварки, поскольку с его помощью можно сваривать практически все виды металлов. Долгое время кислородно-ацетиленовое пламя было единственным вариантом для подобных работ. Однако с учетом того, что ацетилен со второй половины 20-го века стал активно использоваться для производства различных пластических материалов, появился некоторый дефицит данного газа, а, следовательно, возросла его цена. Поэтому возникла необходимость в поиске альтернативы ацетилену, в качестве которой чаще всего выступают пропан-бутан, пары керосина или бензина, метан и водород.
Заменители ацетилена дешевле и не столь дефицитны, но их теплотворная способность (основной показатель сварки) существенно ниже. К примеру, при сжигании пропана-бутана температура пламени достигает 2400-2500 °C, а при эксплуатации водорода нагрев происходит до 2100 °C. Поэтому такие варианты имеют ограниченную сферу применения и используются в техпроцессах, которые не требуют высокотемпературного воздействия, например: сварка тонколистовой стали (до 6 мм), чугуна, алюминия, магния, свинца и т.д.
Плюсы и минусы газосварки по сравнению с электродуговой технологией
Главными преимуществами газовой технологии являются простота оборудования и независимость от электросети. При строительстве новых объектов, которые еще не подключены к электричеству, газосварка позволяет осуществлять монтаж металлоконструкций без применения ресурсоемких генераторов. Кроме того, постепенный нагрев материала, а также возможность изменения тепловложения за счет удаления горелки от изделия, дает возможность избегать прожогов, что особенно актуально для тонких листов металла.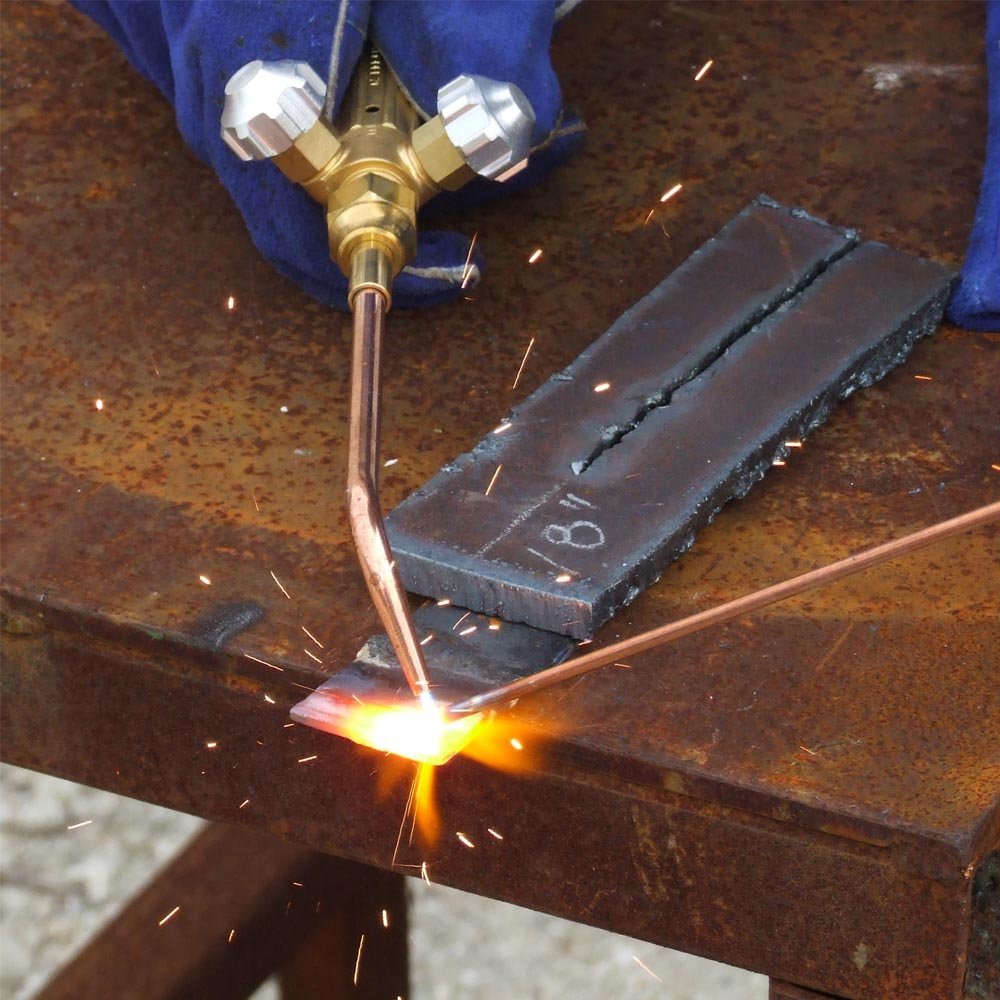
Вместе с тем, газопламенная сварка не может конкурировать с электродуговой в плане производительности, что связано с недостаточной скоростью прогрева металла. Широкая зона воздействия пламени является причиной слабой концентрации тепла в месте соединения деталей – это приводит к менее качественному шву и лишним расходам газа. Поэтому в условиях стабильного серийного производства газосварка, как правило, уступает место электросварке в среде защитного газа. Подробнее о видах и ценах на защитные сварочные смеси можно узнать здесь.
Газовая сварка. Общие положения
6. ГАЗОВАЯ СВАРКА
6.1. ОБЩИЕ ПОЛОЖЕНИЯ
При газовой сварке расплавление кромок свариваемого изделия и присадочной проволоки осуществляется теплом, выделяющимся при сжигании горючего газа в смеси с кислородом. Газовую сварку применяют при изготовлении сварных изделий из тонколистовой стали, медных и алюминиевых сплавов, монтаже труб малого и среднего диаметров, при исправлении дефектов в чугунных и бронзовых отливках, а также при различных ремонтных работах. Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности.
Газовой сваркой могут соединяться почти все металлы и сплавы, применяемые в настоящее время в промышленности.
Кислород, используемый для сварочных работ, получают из воздуха методом глубокого охлаждения и поставляют к месту потребления в стальных баллонах голубого цвета с черной надписью «Кислород». Водяная ёмкость баллона составляет 40 литров, и при давлении 15 МПа он вмещает 6 м
В качестве горючих газов могут быть использованы ацетилен, водород, природный и нефтяной газ, пары бензина и керосина. Наибольшее применение получил ацетилен, так как он даёт при горении в технически чистом кислороде самую высокую температуру пламени, достигающую 3150 оС.
Ацетилен (С2Н2) – это бесцветный газ с характерным запахом, воспламеняется при 420 оС, становится взрывоопасным при сжатии свыше 0,18 МПа, а также при длительном соприкосновении с медью и серебром. Ацетилен получают в ацетиленовых генераторах при взаимодействии карбида кальция с водой:
СаС2 + Н2О → С2Н2 + Са(ОН)2.
К месту сварки ацетилен поставляется в стальных баллонах вместимостью 40 литров, в которых при максимальном давлении 1,9 МПа содержится примерно 5,5 м 3 газа. Для обеспечения безопасного хранения и транспортировки ацетилена баллон заполнен пористым активированным углем, который пропитан ацетоном. В одном объёме ацетона растворяется 23 объёма ацетилена. Баллон окрашен в белый цвет и имеет красную надпись «Ацетилен».
Схема газового поста с питанием от баллонов показана на рис. 6.1.
К вентилям баллонов крепятся газовые редукторы, которые предназначаются для снижения давления газа, поступающего из баллона к горелке, и поддержания постоянства установленного давления во время работы. Газовые редукторы имеют обычно два манометра, один из которых измеряет давление газа на входе в редуктор, второй – на выходе из него. Редукторы для различных газов отличаются лишь устройством присоединительной части, которая соответствует устройству вентиля соответствующего баллона и исключает ошибочную установку, например, ацетиленового редуктора на кислородный баллон.
Рис. 6.1. Схема газосварочного поста с питанием от баллонов:
1 – сварочная горелка; 2 – гибкий шланг; 3 – редуктор;
4 – баллон с ацетиленом; 5 – баллон с кислородом
Газосварочные горелки служат для смешивания в требуемой пропорции кислорода и ацетилена, подачи горючей смеси к месту сварки и создания концентрированного пламени требуемой мощности. По принципу действия горелки подразделяются на инжекторные и безинжекторные (рис. 6.2).
В инжекторных горелках поступление горючего газа (ацетилена) происходит за счет подсоса его струей кислорода, который, вытекая с большой скоростью из сопла инжектора, создает разряжение в каналах, по которым поступает ацетилен. Давление кислорода должно быть при этом равным 0,2…0,4 МПа, а давление ацетилена на входе в горелку может быть 0,001…0,002 МПа.
Горелки большой мощности и многопламенные, работающие в тяжелых условиях и при высокой температуре, обычно делаются безинжекторными, в них оба газа – кислород и ацетилен – поступают под одинаковым давлением в пределах 0,01…0,15 МПа.
Рис. 6.2. Схемы ацетиленовых горелок:
а – инжекторные; б – безинжекторные;
1 – ствол горелки; 2 – гайка; 3 – наконечник; 4 – мундштук;
5 – смесительная камера; 6 – инжектор;
7 – вентиль; 8 – штуцер присоединительный
Таблица 6.1
Техническая характеристика инжекторных горелок «Звезда» и ГС-3В пламени горелки выделяют три зоны (рис. 6.3.): ярко светящийся конус (ядро 1), внутреннюю восстановительную зону 2 и наружную зону – факел пламени 3. В ядре пламени много непрореагировавшего кислорода, во внутренней зоне происходит окисление ацетилена подаваемым кислородом, в факеле – догорание ацетилена за счёт кислорода воздуха. Нагрев металла ведут внутренней зоной на расстоянии 2–3 мм от ядра: в этом месте температура пламени максимальна.
6.3.): ярко светящийся конус (ядро 1), внутреннюю восстановительную зону 2 и наружную зону – факел пламени 3. В ядре пламени много непрореагировавшего кислорода, во внутренней зоне происходит окисление ацетилена подаваемым кислородом, в факеле – догорание ацетилена за счёт кислорода воздуха. Нагрев металла ведут внутренней зоной на расстоянии 2–3 мм от ядра: в этом месте температура пламени максимальна.
В зависимости от соотношений объемов ацетилена и кислорода, подаваемых в горелку, изменяется состав пламени. Если на 1 объём ацетилена подаётся примерно 1…1,2 объёма кислорода, то весь ацетилен полностью сгорает и такое пламя называется нормальным.
Нормальное пламя используют для сварки малоуглеродистых, низколегированных и высоколегированных сталей, а также меди, магниевых сплавов, алюминия, цинка, свинца и др.
Рис. 6.3. Строение сварочного ацетилено-кислородного пламени:
1 – ядро; 2 – восстановительная зона; 3 – факел пламени
При увеличении содержания кислорода (О2/С2Н2>1,2) пламя приобретает голубоватый оттенок и имеет заострённую форму ядра. Такое пламя называется окислительным и может быть использовано только при сварке латуни. В этом случае избыточный кислород образует с цинком, содержащимся в латуни, тугоплавкие оксиды, плёнка которых препятствует дальнейшему испарению цинка.
Такое пламя называется окислительным и может быть использовано только при сварке латуни. В этом случае избыточный кислород образует с цинком, содержащимся в латуни, тугоплавкие оксиды, плёнка которых препятствует дальнейшему испарению цинка.
При увеличении содержания ацетилена (О2/С2Н2<1) пламя становится коптящим, удлиняется и имеет красноватый оттенок. Такое пламя называют науглероживающим и применяют для сварки высокоуглеродистых сталей, чугуна, цветных металлов и наплавки твердых сплавов, так как в этом случае компенсируется выгорание углерода и восстанавливаются оксиды цветных металлов.
Газовая сварка
Газовая сварка является способом сваривания металла с помощью его плавления. Для проведения сварочных работ используются различные горючие материалы. Во многих случаях преобладает ацетиленокислородная сварка, что подразумевает плавный подогрев металла и его последующее плавление.
Газовое сваривание производится благодаря пламени газов, которые сжигаются при выходе из горелки. В качестве газов для сваривания применяются водород, метан, пропан, бензин и т.д.
Сваривание газовой сваркой производится следующим образом
. Во внутренней части ядра пламени происходит подогрев горючей газовой смеси, которая поступает из сопла. В наружной оболочке ядра распадается ацетилен. Частицы углерода, которые выделяются в этом процессе, раскаляются и ярко светятся, тем самым выделяя оболочку ядра.
В следующей зоне сваривания происходит первая стадия сгорания ацетилена за счет кислорода, который поступает в сопло из баллона. Благодаря этому развивается максимально возможная температура. То, что содержится в сварочной зоне, имеет восстановительные свойства по отношению к окисям металлов и также относятся к окисям железа. По этой причине данную зону сваривания можно назвать восстановительной и содержание углерода в сварочном шве претерпевает незначительные изменения.
В следующей сварочной зоне происходит догорание газов благодаря кислороду и воздуху, который показывает состав газов в факеле сварки. Газы, содержащиеся в факеле, окисляют металлы, поэтому данная зона считается окислительной. Вид пламени зависит от того, какая газовая смесь подается в сопло горелки.
Газовой сваркой можно производить сваривание в различных пространственных положениях. Горизонтальные, вертикальные или потолочные швы можно варить с помощью газовой сварки, потому что именно данный способ сваривания является наиболее универсальным в этом отношении. Часто газовой сваркой сваривают угловые, торцевые и стыковые соединения.
Газовой сваркой краснее не рекомендуется сваривать тавровые и соединения внахлестку, потому что данные разновидности сваривания требуют сильного нагрева свариваемого металла, что сопровождается сильным короблением изделий.
Сварочные соединения, которые неплохо отбортованы, свариваются без присадочной проволоки. В таком случае применяются непрерывные сварочные швы, а в некоторых случаях многослойные и однослойные швы. Перед свариванием обязательно нужно очистить металл от следов масла и других горючих веществ, а также загрязнений другого рода.
Пламя горелки при сваривании должно направляться на свариваемый металл таким образом, чтобы кромки металла были расположены в восстановительной зоне. Расстояние от ядра должно составлять 2 – 6 миллиметров. Касание расплавленного металла концом ядра запрещено, потому что это будет способствовать науглероживанию металла ванны. Проводя сваривание газовой сваркой в соответствии со всеми правилами и стандартами можно сваривать детали любой сложности.
Курс обучения на сварщика газовой сварки
Курс обучения предназначен для освоения новой профессии, профессиональной переподготовки и повышения квалификации рабочих по специальности
 В ходе обучения будут изучены устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок, правила пользования применяемыми горелками, редукторами, баллонами, способы и основные приемы прихватки.
В ходе обучения будут изучены устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок, правила пользования применяемыми горелками, редукторами, баллонами, способы и основные приемы прихватки.
Количество часов: 120, 40, 40, 40.
Варианты: профподготовка, профпереподготовка, повышение квалификации, экспресс-курсы.
Форма: очно-заочная.
Варианты обучения:
- Экспресс — краткосрочные курсы обучения по профессии. Обучение безопасным методам и приемам выполнения работ. Выдаваемый документ: Удостоверение.
-
Профессиональное обучение по программе профессиональной подготовки по профессиям рабочих и должностям служащих — профессиональное обучение лиц, ранее не имевших профессии рабочего или должности служащего. Выдаваемый документ: Свидетельство о профессии должности служащего (120 часов).
- Профессиональное обучение по программам профессиональной переподготовки рабочих и служащих — профессиональное обучение лиц, уже имеющих профессию рабочего, профессии рабочих или должность служащего, должности служащих, в целях получения новой профессии рабочего или новой должности служащего с учетом потребностей производства, вида профессиональной деятельности. Выдаваемый документ: Свидетельство о профессии должности служащего (40 часов).
- Профессиональное обучение по программам повышения квалификации рабочих и служащих — профессиональное обучение лиц, уже имеющих профессию рабочего, профессии рабочих или должность служащего, должности служащих, в целях последовательного совершенствования профессиональных знаний, умений и навыков по имеющейся профессии рабочего или имеющейся должности служащего без повышения образовательного уровня. Выдаваемый документ: Свидетельство о профессии должности служащего (40 часов).
 Выдаваемый документ: Свидетельство о профессии должности служащего (120 часов).
Выдаваемый документ: Свидетельство о профессии должности служащего (120 часов).
Получаемые знания
- устройство и принцип действия обслуживаемых электросварочных машин и аппаратов для дуговой сварки переменного и постоянного тока, газосварочной и газорезательной аппаратуры, газогенераторов, электросварочных автоматов и полуавтоматов, кислородных и ацетиленовых баллонов, редуцирующих приборов и сварочных горелок;
- правила пользования применяемыми горелками, редукторами, баллонами;
- способы и основные приемы прихватки;
- формы разделки шва под сварку;
- правила обеспечения защиты при сварке в защитном газе;
- виды сварных соединений и типы швов; правила подготовки кромок изделий для сварки;
- типы разделок и обозначение сварных швов на чертежах;
- основные свойства применяемых при сварке электродов, сварочного металла и сплавов, газов и жидкостей;
- допускаемое остаточное давление газа в баллонах;
- назначение и марки флюсов, применяемых при сварке;
- назначение и условия применения контрольно-измерительных приборов;
- причины возникновения дефектов при сварке и способы их предупреждения; характеристику газового пламени;
- габариты лома по государственному стандарту;
- безопасные и санитарно-гигиенические методы труда, основные средства и приемы предупреждения и тушения пожаров на своем рабочем месте, участке;
- сигнализацию, правила управления подъемно-транспортным оборудованием и правила стропальных работ там, где это предусматривается организацией труда на рабочем месте;
- производственную (по профессии) инструкцию и правила внутреннего трудового распорядка;
- инструкции по охране труда и технике безопасности.

Требования к образованию
Программа разработана с учетом знаний обучающихся, имеющих среднее (полное) общее образование.
Учебный план
- Теоретическое обучение
- Экономический курс
- Общетехнический курс
- Материаловедение
- Чтение чертежей и схем
- Допуски и технические измерения
- Основы электротехники
- Техническая механика
- Охрана труда и промышленная безопасность
- Специальный курс
- Итоговая аттестация.
Газовая сварка – Осварке.Нет
Газовая сварка — вид сварки при котором плавление кромок и присадочного материала происходит за счет высокой температуры горения смеси горючего газа и кислорода. Для газовой сварки применяют ацетилен, пропан-бутан, метан, МАФ и другие горючие газы.
Газовая сварка применяется в полевых условиях, когда нет доступа к электрической сети или в мелкосерийном производстве. Значительно больше применяется технология газовой резки из-за высокой производительности и хорошего качества реза.
Значительно больше применяется технология газовой резки из-за высокой производительности и хорошего качества реза.
Фото. Процесс газовой сварки
Сущность процесса газовой сварки
В горелку из баллона или ацетиленового генератора по шлангам поступает горючий газ. На другой вход горелки подается кислород из баллона. После открытия вентилей на горелке с наконечника выходит смесь горючего газа и кислорода, которую необходимо поджечь. Горящую смесь газов принято называть сварочным пламям.
Высокая температура сварочного пламени (до 3000 °C) при приближении к кромкам сварочного соединения и присадочной проволоке расплавляет их. Расплавленный металл присадочной проволоки и основного металла формируют сварочную ванну. Также смесь газов служит средством защиты зоны сварки от вредного воздействия окружающей среды.
По мере перемещения газосварщиком пламя вдоль оси шва сварочная ванна кристаллизуется и получается сварочный шов.
Оборудование для газовой сварки
В комплект оборудования для газовой сварки входят баллоны для горючего газа и кислорода, резиновые рукава (шланги), редукторы, газовая горелка. Горючий газ можно также получать из ацетиленового генератора.
Горючий газ можно также получать из ацетиленового генератора.
Комплект для газовой сварки
В качестве присадочного материала при газовой сварке используют проволоку или прутки. Присадка должна быть по химическому составу максимально близкая, к составу основного металла.
Техника газовой сварки
Существует два способа газовой сварки — левым и правым способом. Отличия между способами в направлении движения горелки и присадочной проволоки.
Техника газовой сварки правым и левым способом
При сварке правым способом горелка направленна в сторону кристаллизующегося шва. Перемещение слева направо. Сварку правым способом рекомендуют применять для деталей толщиной более 3 мм. У деталей должна быть разделка кромок, а при больших толщинах угол разделки уменьшают. Тепловая энергия более сосредоточена, чем при сварке левом способе. Если толщина деталей больше 8 мм делают колебательные движения мундштуком горелки. Детали тоньше указанной толщины можно делать без манипуляций мундштуком. Конец присадочной проволоки следует держать погруженным в сварочную ванну, перемещать вместе с горелкой и выполнять спиралеобразные движения
Конец присадочной проволоки следует держать погруженным в сварочную ванну, перемещать вместе с горелкой и выполнять спиралеобразные движения
При сварке левым способом горелка направлена в сторону кромок. Направление сварки слева направо. Этот способ применяют для соединения деталей не толще 3 мм или для легкоплавких металлов. Присадочную проволоку ведут перед пламенем, а ее конец должен находится в восстановительной зоне сварочного пламя. При сварке данным способом факел пламени хуже защищает металл от воздействия с окружающей средой.
Преимущества и недостатки газовой сварки
Преимущества
- Основным преимуществом газовой сварки принято считать ее независимость от источников электроэнергии, это позволяет применять ее в полевых условиях.
- Оборудование для газовой сварки мобильно и транспортабельно.
- При сварке тонколистовых конструкций тяжелее прожечь металл.
Недостатки
- Недостатком газовой сварки является большая зависимость от квалификации и опыта сварщика.
- Низкая производительность процесса сварки, поэтому данный способ не применяется для серийного производства металлоконструкций.
- Большая зона термического влияния, по сравнению с другими методами сварки

Видео ролик об основах и особенностях газовой сварки.
Особенности газовой сварки. | ИТЦ ГЕЛЛИОС
Газовая сварка является одной из разновидностей сварки плавлением. Как правило применяется
тогда, когда требуется более плавный, чем при дуговой сварке, нагрев материала. Можно
выделить несколько сфер применения автогенной сварки:
— при работе с видами металлов, которые требуют подогрева при сварке, такие как чугун и некоторые
виды сталей;
— в работе с цветными металлами;
— при твердой пайке;
— при работе со сталями малых толщин;
— при работе с металлами, требующими постепенного нагрева и замедления охлаждения;
— в некоторых случаях наплавочных работ.
Как уже было сказано выше газовая сварка — это сварка плавлением, производится она путем сжигания горючих газов (чаще всего используется ацетилен, так как он дает наивысшую температуру горения пламени, но может использоваться и пропан-бутан, бензин, водород) с добавлением чистого технического кислорода, который увеличивает температуру горения газов, так как в атмосфере содержится недостаточное количество кислорода для поддержания пригодной для сварки температуры пламени.
К преимуществам газовой сварки можно отнести возможность работы в полевых условиях, т.к. отсутствует необходимость в электричестве, но при этом она имеет немало недостатков, таких как высокий уровень опасности, особенно при несоблюдении техники безопасности, так же требуется высокая квалификация сварщика, меньшая производительность по сравнению с дуговой сваркой, экономически выгодна только при небольших толщинах свариваемых материалов, но несмотря на это существуют и другие применения, особенно важным из которых является газокислородная резка, которая производится путем нагревания металла до белого каления (1200-1300°С) и последующим направлением на нагретый участок струи технического кислорода. Правда данная сфера применения справедлива только для углеродистой стали. Так же стоит отметить что газовые горелки часто применяются для кровельных работ.
Правда данная сфера применения справедлива только для углеродистой стали. Так же стоит отметить что газовые горелки часто применяются для кровельных работ.
Выбрать газовую горелку Вы можете здесь.
Газовая сварка | Сварка своими руками
Научно-технический прогресс не стоит на месте и с появлением компактных инверторных ИП дуговой сварки жизнь сильно упростилась. Казалось бы, теперь можно забыть и про старую добрую газовую сварку! Однако у сварщиков газовая сварка по-прежнему пользуется большим уважением, в частности, в сфере ЖКТ при прокладке труб, а также в мастерских.
Тепловую энергию при газосварке, необходимую для плавления металла, получают в результате сжигания топлива. В его качестве могут применяться смеси: Н2+О2; C2h3+02; бензин+ О2 и т.д. Трудно не заметить присутствие кислорода во всех приведенных примерах, добавляется он с целью увеличения температуры пламени.
На практике из всего перечисленного чаще всего используется C2h3 (ацетилено-кислородная сварка) или его дешевый аналог МАФ.
Дуговая и газовая сварка по всем физическим проявлениям относятся к сварке плавлением. Но получается на этом родственные сходства и заканчиваются, а по сути технологически два процесса сильно разнятся. При газосварке разогрев металла происходит медленно, с малой скоростью. В определенных случаях это дает преимущества, в других — и вовсе затрудняет сварочный процесс или делает его невозможным.
Газосварка дает преимущества при сварке:
• Тонкостенных металлов от 0,2 до 5 мм;
• Цветных металлов;
• Сталей, требующих медленного предварительного подогрева и такого же последующего охлаждения;
• Чугуна, который покрывается трещинами при температурных перепадах , и спецсталей.
Также трудно переоценить качество и скорость выполнения работ при твердой пайке коррозионностойких сталей, медных сплавов и наплавке.
Востребована газосварка для многих ремонтно-монтажных видов деятельности. Но существуют и отрицательные стороны. Связаны они с малой скоростью сварки: медленный нагрев еще сильнее замедляется с увеличением сечения детали. Считается, что при толщине детали свыше 8-10 мм выполнение газосварки экономически нецелесообразно, хотя технологически сохраняется де-юре возможность сварки толщин до 40 мм. Медленный нагрев, кроме всего прочего, может привести к нежелательным метаморфозам в металле. Перегрев на структурном уровне проявляет себя укрупнением зерна, что снижает мех.прочность. Также из-за достаточно объемного и длительного термического воздействия на изделие появляется другая проблема – высокое его коробление (если сравнивать с ММА). Поэтому соединения под сварку используют максимально упрощенные, чаще всего это стыковые соединения. Тавровые, нахлесточные, угловые и т.д. соединения применяют крайне редко, так как они требуют интенсивного нагрева, что сопровождается крайне повышенными деформациями. По подготовке стыковых соединений ограничений нет: применяют отбортовку кромок, снятие фасок с одной/двух сторон, а также возможен вариант, когда выполняется сварка встык без мех.подготовки (острые кромки).
Считается, что при толщине детали свыше 8-10 мм выполнение газосварки экономически нецелесообразно, хотя технологически сохраняется де-юре возможность сварки толщин до 40 мм. Медленный нагрев, кроме всего прочего, может привести к нежелательным метаморфозам в металле. Перегрев на структурном уровне проявляет себя укрупнением зерна, что снижает мех.прочность. Также из-за достаточно объемного и длительного термического воздействия на изделие появляется другая проблема – высокое его коробление (если сравнивать с ММА). Поэтому соединения под сварку используют максимально упрощенные, чаще всего это стыковые соединения. Тавровые, нахлесточные, угловые и т.д. соединения применяют крайне редко, так как они требуют интенсивного нагрева, что сопровождается крайне повышенными деформациями. По подготовке стыковых соединений ограничений нет: применяют отбортовку кромок, снятие фасок с одной/двух сторон, а также возможен вариант, когда выполняется сварка встык без мех.подготовки (острые кромки).
Газовую горелку настраивают на нормальное пламя. Для получения нормального пламени отношение О2 к горючему газу должно быть для C2h3 1,1 -1,2.
Для получения нормального пламени отношение О2 к горючему газу должно быть для C2h3 1,1 -1,2.
Пламя устанавливают таким образом, чтобы деталь попадала под действие восстановительной зоны (2-6 мм от ядра). Прикасаться ядром к жидкому металлу сварочной ванны запрещено, так как это вызывает эффект насыщения углеродом. С изменением угла наклона мундштука горелки к поверхности металла меняется интенсивность термического воздействия на соединение. Чем больше угол – тем активнее нагрев. Соответственно, при сварке цветных металлов, например, меди, а также при работе с толстостенными изделиями угол увеличивают При работе с тонкими листами угол наклона уменьшают, и тепловое воздействие снижается за счет его рассредоточения по большей площади.
Газосварку выполняют во всех известных на сегодняшний день положениях. Наиболее сложное из них – это потолок, когда подвижный металл требуется удержать силой пламени.
Для того, чтобы заполнить зазор или усилить шов применяют присадку или, как ее еще называют, пруток, проволоку. Материал проволоки должен быть приближен к материалу детали. Иногда для улучшения мех. свойств в присадку вводят ниобий, вольфрам, кремний и т.д. (смотрите ГОСТ 2246-70).
Материал проволоки должен быть приближен к материалу детали. Иногда для улучшения мех. свойств в присадку вводят ниобий, вольфрам, кремний и т.д. (смотрите ГОСТ 2246-70).
Для сварки чермета с низким уровнем углерода применяют Св.- 08; Св.-08А; Св.-10ГА и Св.-15Г. Для чугунов — спецпрутки (высокоуглеродистые) с большим количеством Si. Для стойкой к износу наплавки применяют твердосплавы, полученные литейным способом.
Некоторые особенности, которые нужно учитывать:
• Темп. плавления проволоки должна быть не выше, чем у основного металла;
• Проволока без видимых загрязнений. На поверхности не должно быть масла, следов ржавчины, питтинговой коррозии, лакокрасочных покрытий;
• Характер плавления прутка – спокойный, без обильного выделения брызг;
Защита
В процессе сварки все металлодетали окисляются в присутствии О2 . Оксидные пленки имеют темп. плавления на порядок выше, чем у обычного металла, что создает сложности Для защиты сварочной ванны от влияния воздушной атмосферы окружающей среды и растворения окислов используют флюсовые добавки или пасты. Пасты обычно достаточно вязкие, чтобы их можно было наносить кисточкой, флюсовые добавки же чаще всего поступают в зону сварки на кончике прутка. Добавка разрушает окисел и ошлаковывается .
Пасты обычно достаточно вязкие, чтобы их можно было наносить кисточкой, флюсовые добавки же чаще всего поступают в зону сварки на кончике прутка. Добавка разрушает окисел и ошлаковывается .
Флюсы применяют для сварки цветметов, высоколегированных сталей и чугуна. Для газосварки чермета с малым содержанием углерода флюсование не используется.
Нужно отметить, что в зависимости от вида металла образуется всегда два вида окислов: основной и кислый. Отталкиваясь от того, какой из них преобладает, выбирают флюсовую добавку. Кислый окисел убирают основной флюсовой добавкой и наоборот.
Например, при сварке чугуна преобладает окисел с кислыми свойствами SiO2 для удаления которого применяется K20 и Na2O, бура.
При работе с Cu и его сплавами получают основные окислы Сu2О, ZnO и т.д. Их эффективно растворяют кислые флюсы, составленные на основе соединений с бором.
Где газовая сварка востребована?
Газосварка пользуется популярностью во многих сферах производства и человеческой хозяйственной деятельности. Например, она и сегодня актуальна в строительстве самолетов, особенно там, где требуется сварка черных сталей с малым содержанием углерода толщиной 1 -3 мм; газовая сварка используется при производстве агрегатов хим.назначения. Популярна она также в сфере коммунального хозяйства; при проведении ремонтно-монтажных работ (прокладка труб небольшого диаметра, до 100 мм; ремонт подвижного состава в мастерских, депо; сельское хозяйство и т.д.).
Например, она и сегодня актуальна в строительстве самолетов, особенно там, где требуется сварка черных сталей с малым содержанием углерода толщиной 1 -3 мм; газовая сварка используется при производстве агрегатов хим.назначения. Популярна она также в сфере коммунального хозяйства; при проведении ремонтно-монтажных работ (прокладка труб небольшого диаметра, до 100 мм; ремонт подвижного состава в мастерских, депо; сельское хозяйство и т.д.).
Качество газосварки выше, чем при ММА сварке электродами с тонким или стабилизирующим покрытием. Некоторые электродные стержни бывают, как это ни странно звучит, покрыты только лишь жидким стеклом, состоящим из силикатов калия и натрия. Подобные электроды относятся к старому типу и устроены примитивно, но все еще активно жгутся сварщиками. Однако газосварка проигрывает сварке добротными (высококачественными) электродами с обмазкой из сплавов Fe с Mn, Ti и Si. Объясняется это тем, что добротный электрод выступает не только в роли присадки, а и оказывает легирующее влияние на сварочную ванну. Прочность легированных швов гораздо выше. Поэтому мех.характеристики швов, полученных в газовой защите, обеспеченной восстановительной зоной газового факела, уступают аналогичным свойствам швов, полученных при работе добротным электродом ММА.
Высокая результативность газосварки резко падает с наращиванием толщины изделия. При толщине 0,5-1,5 мм газовая сварка по эффективности может опережать ММА. Однако эта разница фактически нивелируется при наращивании толщины до 2-3 мм и далее, с прибавлением каждого миллиметра металла скорость ММА значительно возрастает. Также при газосварке тонких деталей расход газа невелик, но с увеличением толщины стенки его расход значительно возрастает и ценник на газовую сварку становится больше, чем при ММА. Поэтому газовая сварка целесообразна только лишь при работе с небольшими толщинами.
Горелки для газовой сварки
Горелка — это инструмент, без которого газосварщик не может обойтись. Он постоянно находится у него в руках, поэтому он должен быть по возможности не громоздкий, удобно лежать в руке.
Принцип работы газовой горелки заключается в том, что газы в ней смешиваются до однородного состава, а приготовленная смесь поджигается и дает пламя необходимое для разогрева и перехода кромок металлического соединения, подлежащего сварке, в жидкое состояние. Горелка сегодня выполняет нетривиальные задачи:
- она должна выдавать высокотемпературный факел определенной формы наиболее эффективный для сварки;
- точно регулироваться;
- установленный режим работы должен поддерживаться на протяжении всего времени выполнения работ;
- горелка должна обладать высокими прочностными характеристиками, обеспечивающими надежность эксплуатации, не требовать постоянного ремонта;
- иметь не большой вес, чтобы не обрывать руки сварщику;
- оборудование должно соответствовать требования ТБ и т.д.
Все эти пункты могут быть выполнены только при условии, что горелка имеет удачные конструктивные особенности и собрана из надежных дорогих материалов, выдерживающих высокотемпературное воздействие, давление и т. д. В основном это медные сплавы и, собственно, сам Сu. Для изготовления основной части горелки используется сплав Cu с Zn (латунь), для наиболее нагреваемой части (мундштук) предусмотрена красная медь, ее темп. плавления (около 1100 градусов) достаточна, чтобы пламя на выходе не оплавляло ее. Температура, конечно, не большая, но и температура пламени у основания ацетилено-кислородного факела не превышает 700 оС и достигает 3200 оС только в середине ядра.
д. В основном это медные сплавы и, собственно, сам Сu. Для изготовления основной части горелки используется сплав Cu с Zn (латунь), для наиболее нагреваемой части (мундштук) предусмотрена красная медь, ее темп. плавления (около 1100 градусов) достаточна, чтобы пламя на выходе не оплавляло ее. Температура, конечно, не большая, но и температура пламени у основания ацетилено-кислородного факела не превышает 700 оС и достигает 3200 оС только в середине ядра.
Существуют различные виды горелок. Есть даже сжигающие в своем чреве бензин или керосин, однако по конструктивным отличиям более всего распространены горелки безинжекторные (высокого давления) и инжекторные (низкого давления).
Безинжекторные горелки
Здесь главенствует принцип: если подаваемые газы имеют одинаковое большое давление, тогда и нет необходимости в дополнительном нагнетании (подсосе) горючего газа. Все что нужно, смешать О2 и горючий газ в спец.камере до получения однородной смеси – и все готово для проведения сварочных мероприятий. Горелка имеет наиболее простую сборку. Она состоит из рукавов, по которым подается газ, системы регулирующих барашков, ниппелей, смесителя. Безинжекторные горелки не пользуются большой популярностью у мастеров из-за того, что водород и метан – газы, применяемые при данной технологии, не очень-то востребованы в массах. Ацетилен не используется из-за того, что наше производство выпускает в основном ацетилен низкого давления.
Горелка имеет наиболее простую сборку. Она состоит из рукавов, по которым подается газ, системы регулирующих барашков, ниппелей, смесителя. Безинжекторные горелки не пользуются большой популярностью у мастеров из-за того, что водород и метан – газы, применяемые при данной технологии, не очень-то востребованы в массах. Ацетилен не используется из-за того, что наше производство выпускает в основном ацетилен низкого давления.
Инжекторные горелки
Более сложно устроены. О2 поступает в горелку под большим давлением 4 атм. В инжекторе он создает разрежение, давление падает ниже атмосферного и таким образом происходит подсос горючего газа. Расход ацетилена увеличивается по мере разогрева мундштука, а также в связи с появлением препятствий, осложняющих выход газов из наконечника. Поэтому в процессе работы сварщик постоянно вынужден откручивать ацетиленовый барашек на горелке, другими словами ему постоянно приходится корректировать режим. При всем этом расход О2 остается неизменным.
Как освоить огненное искусство газовой сварки
Обычные люди используют три вида сварки. Это не так скучно, как кажется. Во-первых, сварной шов соединяет два куска земли, расплавляя их, а плавление земли — это потрясающе. Но кроме того, это помогает вам строить вещи. Кронштейны. Рулонные клетки. Машины целиком, с нуля. Единственным ограничением является размер вашей скамьи.
Двумя самыми современными типами сварки в домашних условиях являются MIG и TIG — для инертного газа металла и инертного газа вольфрама. С каждым вы платите трех- или четырехзначную сумму за коробку с компьютерным управлением, которая подает калиброванное электричество и защитный газ в ваши руки.Или вы можете пойти по третьему пути — газовой сварке, которая требует навыков, пламени в 6300 градусов и почти ничего.
Само собой разумеется, что нам очень нравится третий маршрут.
Газовая сварка соединяет металл с использованием тепла горелки, сжигающей кислород и вторичное топливо. Присадочный стержень обычно вмешивается в сварной шов для прочности. Эта практика существует с конца 1800-х годов, но наиболее распространенная форма, разработанная французами столетие назад, использует кислородно-ацетиленовое пламя.Так называемая кислородно-топливная сварка вытеснила относительно древнюю кузнечную сварку, при которой два куска металла нагревают, а затем сбивают их вместе. (Желание пошутить про крутые штучки здесь будет проигнорировано, потому что все мы взрослые люди.)
Присадочный стержень обычно вмешивается в сварной шов для прочности. Эта практика существует с конца 1800-х годов, но наиболее распространенная форма, разработанная французами столетие назад, использует кислородно-ацетиленовое пламя.Так называемая кислородно-топливная сварка вытеснила относительно древнюю кузнечную сварку, при которой два куска металла нагревают, а затем сбивают их вместе. (Желание пошутить про крутые штучки здесь будет проигнорировано, потому что все мы взрослые люди.)
Группа разработчиков медиаплатформ
MIG и TIG доминируют в автомобильном мире, потому что они обеспечивают стабильные сварные швы с низким риском и минимальными навыками. Газовая сварка вообще потеряла популярность по противоположным причинам.И кислород, и ацетилен горючи, но, что более важно, есть много мест, где открытое пламя просто нежелательно.
Джош Велтон — правительственный изготовитель MIL-SPEC из Маунт-Клеменс, штат Мичиган. По вечерам он работает инструктором по сварке и художником, чья работа получила высокую оценку таких людей, как Кен Блок и основатель Icon 4×4 Джонатан Уорд. Он отличный учитель и человек, влюбленный в свое дело, поэтому мы пошли к нему в мастерскую, чтобы научиться газовой сварке.
Он отличный учитель и человек, влюбленный в свое дело, поэтому мы пошли к нему в мастерскую, чтобы научиться газовой сварке.
Группа разработчиков медиаплатформ
«Ацетиленовые горелки изменили мир», — сказал мне Велтон.«Есть старая история о парнях, которые вырезали 12-дюймовые отверстия в стальных кораблях для окон. Они нагревали его водородом и откалывали, недели, чтобы сделать одно отверстие. Потом пришел парень с ацетиленом. , который горит намного горячее, и это стало чем-то, что вы могли сделать за день. Сейчас он в основном используется для резки, но вы можете сваривать почти все с правильным флюсом и наполнителем. Его можно взять с собой куда угодно, без источника питания, целая установка. за несколько сотен долларов. Это невероятно просто».
Я взглянул на топливный бак в форме торпеды у задней стены его магазина.«Вы знаете, — сказал Велтон, — одно из моих любимых предложений в учебнике: «Выше 15 фунтов на квадратный дюйм ацетилен становится нестабильным, возникает опасность разложения и сильного взрыва». Ребята сами себя взорвали. Но если вы сообразительны…»
Ребята сами себя взорвали. Но если вы сообразительны…»
Группа разработчиков медиаплатформ
Так что я старался не взорваться. Кто знал, что для этого требуется так мало аппаратного обеспечения? Даже самая совершенная установка для газовой сварки представляет собой не более чем горелку, пару топливных баков и пачку наполнителя.Сама горелка представляет собой подающую трубку с калиброванным соплом и двумя ручками для управления подачей газа. Большие факелы производят больше тепла; меньшие более маневренны и их легче сфокусировать. Велтон сказал, что устройство среднего размера, которое я пробовал, было больше, чем нам нужно, но выглядело «более круто. С газом это половина успеха».
Сначала вы раскалываете ацетилен, поджигая его кремневой зажигалкой. В результате получается сиропообразный черный дым, обугливающийся, а затем появляется оранжевое пламя, когда вы корректируете газ. Кислород обостряет огонь, создавая голубоватые внутренние и внешние конусы. Размер пламени равен температуре и фокусу: в идеале вам нужно каплевидное пламя внутри пламени. Для сварки восьмидюймовой стали наш внутренний конус был размером с ластик для карандашей.
Размер пламени равен температуре и фокусу: в идеале вам нужно каплевидное пламя внутри пламени. Для сварки восьмидюймовой стали наш внутренний конус был размером с ластик для карандашей.
Группа разработчиков медиаплатформ
— Вам не нужно насилие, — сказал Велтон. «Нейтральное пламя, каждый газ одинаков. Больше ацетилена охрупчивает металл, больше кислорода режет металл». Таким образом, вы настраиваете его на глаз, каждый раз.
Наблюдать за Велтоном было гипнотически.Вы нагреваете два куска стали. Они светятся на удивление долго, а затем — хлоп! — превращаются в жидкость, расплавленный и живой металл. Затемненные сварочные очки защищают сетчатку и блокируют все, кроме лужи лавы под горелкой. В руках мастера это последовательная алхимия, быстрая и, казалось бы, неумолимая.
Ты прошиваешь сталь, и твоя кожа согревается. Остальной мир исчезает.
Группа разработчиков медиаплатформ
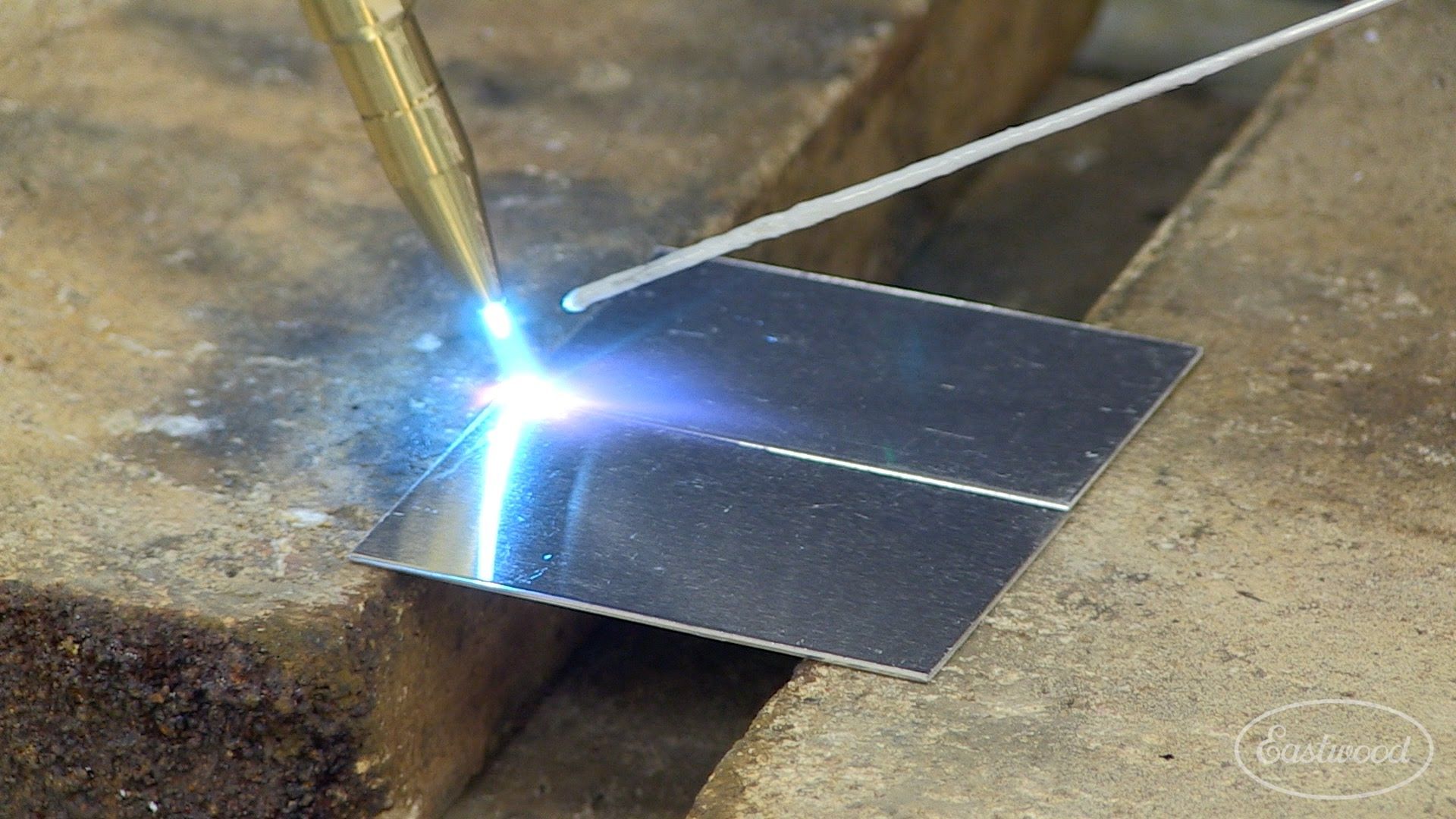
Велтон выключил факел и передал его мне. Это было странно тяжело для чего-то, что вы держите, как карандаш. Металл, который он нагрел, потускнел, затем вспыхнул серым. Я снова зажег факел, сбалансировал пламя и сосредоточился на работе. И почти сразу я обнаружил, что наблюдаю за жарой. Добавление стержня охлаждает лужу, так что это игра на обслуживание. Тоже элементарно. Вы перемещаете горелку по кругу, удерживая сварной шов в атмосфере пламени, чтобы избежать загрязнения. Ты прошиваешь сталь, и твоя кожа согревается. Остальной мир исчезает.
Это было странно тяжело для чего-то, что вы держите, как карандаш. Металл, который он нагрел, потускнел, затем вспыхнул серым. Я снова зажег факел, сбалансировал пламя и сосредоточился на работе. И почти сразу я обнаружил, что наблюдаю за жарой. Добавление стержня охлаждает лужу, так что это игра на обслуживание. Тоже элементарно. Вы перемещаете горелку по кругу, удерживая сварной шов в атмосфере пламени, чтобы избежать загрязнения. Ты прошиваешь сталь, и твоя кожа согревается. Остальной мир исчезает.
Через десять минут я оказался либо впереди, либо позади сварного шва, преследуя его или пытаясь ускорить.Постоянно сваривать было легко, но только если я отказывался от внешнего вида или прочности. Если я исправлял одно, я терял другое. Это было похоже на быструю езду: подумайте о сотне вещей, но прежде всего расслабьтесь.
Группа разработчиков медиаплатформ
«Круто, — сказал Велтон, — это то, что вы можете просто купить пару бутылок в Home Depot и починить что угодно. Я думаю, новое поколение считает, что у вас должен быть сварочный аппарат TIG. учить с сказал — если я застрял на острове, дайте мне кислород, ацетилен, и факел.»
Я думаю, новое поколение считает, что у вас должен быть сварочный аппарат TIG. учить с сказал — если я застрял на острове, дайте мне кислород, ацетилен, и факел.»
Почему это звучит так привлекательно? В магазине Велтона я сделал несколько безделушек из металлолома. Я взял один домой и поставил его на свой стол. Я уже сварил раньше, но этот кусок был другим. Нет машины. Оно пришло из моих рук.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Присадочные металлы | Стержни для газовой сварки
WestAir предлагает полную линейку сварочных присадочных материалов, сварочной проволоки, проволоки для сварки в среде инертного газа, прутков для сварки вольфрамовым электродом в среде инертного газа, стержневых электродов и многого другого из
.
В компании WestAir мы поможем вам найти электроды для газовой сварки из нужного материала и соответствующей классификации AWS от ведущих производителей, таких как Bohler Welding Group, ESAB, Harris Welco, Stoody и Victor.
В приведенном ниже списке описана линейка электродов для газовой сварки WestAir. Вы найдете все стержни из всех металлов и сплавов, которые вам понадобятся, в местном розничном магазине WestAir.
Сварочные стержни
| Алюминиевые сварочные стержни | Выпускается в двух вариантах: без покрытия и с флюсовой сердцевиной. Использовать без покрытия при пайке тонких листов, экструдированных профилей и особенно угловых соединений. Порошковая сердцевина включает неагрессивный, негигроскопичный флюс внутри трубчатого стержня, поэтому вам не нужен отдельный флюс. |
| Сварочные стержни из бронзового сплава | Используется в основном для сварки в среде защитного газа и ацетилена в среде ацетилена и меди металлов на медно-кремниевой и медно-цинковой основе друг с другом и со сталью. Также подходит для наплавки участков, подверженных коррозии. |
| Сварочные стержни из медного сплава | Доступно несколько типов. Общего назначения для низкоуглеродистых сталей, особенно когда вам нужна пластичность и обрабатываемость. Высокая прочность для газовой пайки низкоуглеродистых и низколегированных сталей, где требуется высокая прочность на растяжение.И Low Alloy для высокоскоростной сварки плавлением сосудов высокого давления, резервуаров и трубопроводов. |
| Сварочные стержни из медного сплава | Низкое дымообразование и хорошие механические свойства соответствуют требованиям для газоплавких сталей, медных сплавов, чугуна, никелевых сплавов и нержавеющей стали. Для некоторых применений рекомендуется предварительный нагрев. Требуется флюс для бронзовой пайки. |
| Сварочные стержни с твердой наплавкой | Часто используется для восстановления размеров изношенных поверхностей.При нанесении на новые детали обеспечивает защиту от износа, истирания, ударов и коррозии. |
Есть вопросы о том, какая сварочная проволока подходит именно вам? Не стесняйтесь обращаться к нам с любыми вопросами.
Что такое газовая сварка? Детали, процесс и применение
Что такое газовая сварка?Газовая сварка представляет собой процесс сварки в жидком состоянии, при котором горючие газы сгорают для выделения тепла. Это тепло далее используется для расплавления поверхностей раздела свариваемых пластин, которые удерживаются вместе для образования соединения.В этом процессе в качестве горючего газа используется в основном кислородно-ацетиленовый газ.
Этот процесс может выполняться с использованием наполнителя или без него. Если используется присадочный материал, он подается непосредственно в зону сварки вручную. Газовая сварка является одним из наиболее важных видов сварки из-за области ее применения.
Это одна из старейших форм тепловой сварки, которая по-прежнему используется во многих отраслях промышленности.
Причина, по которой этот метод сварки все еще очень популярен, заключается в простоте его использования и низкой стоимости.Выполнение сварочного процесса с помощью газовой сварки относительно просто и не требует наличия опытных сварщиков.
При использовании такого топлива, как ацетилен, температура пламени может достигать чуть более 5700°F (3200°C). Эта температура ниже той, которую мы получаем от аппарата дуговой сварки, но упомянутые ранее преимущества перевешивают этот недостаток при различных видах ремонтно-строительных работ.
Как выполняется газовая сварка?При сварке металлов с использованием оборудования для газовой сварки горючие газы смешиваются с кислородом для получения концентрированного пламени при высокой температуре.Это пламя попадает непосредственно в зону сварки и расплавляет рассматриваемые материалы (часто, но не всегда, с добавлением присадочного материала).
Расплавленная часть каждого куска металла образует нечто, называемое расплавом или сварочной ванной, где жидкие металлы диффундируют друг в друга и после охлаждения образуют прочное соединение. Эта форма сварки может использоваться для многих распространенных типов металлов.
Эта форма сварки может использоваться для многих распространенных типов металлов.
Завершение сварки требует, чтобы сварщик медленно удалял пламя из соединения, давая ему время затвердеть без окисления.
Чаще всего кислород смешивают с такими газами, как ацетилен, водород, пропилен, бутан и другими. Выбор газа, используемого для сварки, зависит от типа проекта, стоимости и контроля пламени.
Наиболее часто используемым топливным газом для газовой сварки является ацетилен. На самом деле это настолько популярно, что термин газовая сварка нередко заменяется кислородно-ацетиленовой сваркой, в зависимости от используемого топлива.
Основные части системы газовой сваркиО некоторых основных компонентах системы газовой сварки вы, наверное, уже догадались, но какие еще детали потребуются?
Давайте посмотрим:
- Топливный баллон: Одной из наиболее важных частей системы газовой сварки, безусловно, является топливный газ. Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет.
- Баллон с кислородом: Еще одним важным компонентом системы газовой сварки является постоянная подача чистого кислорода. Кислородный баллон содержит сжатый кислород, необходимый для сварки. И кислородный, и топливный баллоны выдерживают давление соответствующих газов.Обычно, но не всегда, они окрашены в черный цвет.
- Регулятор давления: Поскольку и топливный, и кислородный газ хранятся под высоким давлением, для безопасного использования в процессе сварки требуется какой-либо метод снижения давления. Вот тут-то и пригодится регулятор давления. Как правило, это устройство помогает подавать кислород при постоянном давлении от 70 до 130 кН/м2, а подачу газа — от 7 до 103 кН/м2.
- Регулирующие клапаны: Оба газа имеют отдельные регулирующие клапаны. Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.
- Смесительная камера: Это устройство, как следует из названия, используется для безопасного смешивания топлива и окислителя. Регулирующие клапаны используются для регулирования потока газов из цилиндра в камеру смесителя.
- Сварочная горелка: Это рабочая часть газосварочного оборудования. Обычно он содержит камеру смесителя и контрольные значения.На другом конце горелки находится сопло, в котором топливно-кислородная смесь сгорает вместе для удобства применения сварщиком.
 Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет.
Обычно его хранят в каком-нибудь цилиндре. Цилиндр герметичен и изготовлен из толстолистовой стали, чтобы сжатое топливо не ослабило цилиндр. Эти цилиндры обычно окрашены в темно-бордовый цвет. Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.
Регулирующий клапан используется для контроля количества газа, выходящего из баллона. Регулирующие клапаны также имеют решающее значение для контроля соотношения топлива и кислорода.Применение газовой сварки включает сварку и резку металлов. Ниже представлена применяемая газовая сварка:
- Соединение черных и цветных металлов
- Ацетиленовая сварка может применяться для соединения углеродистых сталей, легированных сталей, чугуна, алюминия и его сплавов, меди и ее сплавов, никеля, магния и т. д. .
- Широко используется в автомобильной и авиационной промышленности.
- оксиацетиленовая сварка используется на предприятиях по производству листового металла. наконец,
- Может соединять материалы, требующие относительно медленного нагрева и охлаждения.
 д. .
д. .Ниже перечислены преимущества газовой сварки:
- Портативный и самый универсальный процесс: Газовая сварка, вероятно, портативный и самый универсальный процесс.Ассортимент газосварочной продукции очень широк. Он может применяться для различных производственных, ремонтных и ремонтных работ.
- Улучшенный контроль температуры: Газовая сварка обеспечивает лучший контроль температуры металла в зоне сварки за счет управления газовым пламенем.
- Улучшенный контроль скорости осаждения присадочного металла: При газовой сварке источник тепла и присадочный металл разделены, в отличие от дуговой сварки. Это обеспечивает лучший контроль над скоростью осаждения присадочного металла.
- Подходит для сварки разнородных металлов: Газовая сварка может подходить для сварки разнородных металлов с использованием подходящего наполнителя и флюса.
- Низкая стоимость и техническое обслуживание: Стоимость и техническое обслуживание газосварочного оборудования являются низкими по сравнению с некоторыми другими процессами сварки. Оборудование является универсальным, автономным и портативным.
 Это обеспечивает лучший контроль над скоростью осаждения присадочного металла.
Это обеспечивает лучший контроль над скоростью осаждения присадочного металла.- Не подходит для тяжелых профилей: Поскольку выделяемого тепла недостаточно и, следовательно, тяжелые профили не могут быть соединены экономично.
- Меньшая рабочая температура газового пламени: Температура пламени меньше температуры дуги.
- Медленная скорость нагрева: Скорость нагрева и охлаждения относительно низкая. В некоторых случаях это выгодно.
- Не подходит для тугоплавких и реактивных металлов: Тугоплавкие металлы, такие как вольфрам, молибден, и химически активные металлы, такие как титан и цирконий, не могут быть сварены в процессе газовой сварки.
- Большая площадь термического влияния: Газовая сварка приводит к увеличению площади термического влияния из-за длительного нагревания соединения.
- Защита от флюса не так эффективна: Защита от флюса при газовой сварке не так эффективна, как при сварке TIG или MIG. Полностью избежать окисления невозможно.
- Проблемы с хранением и обращением с газами: Больше проблем с безопасностью связано с хранением и обращением с взрывоопасными газами, например, ацетиленом и кислородом.
 В некоторых случаях это выгодно.
В некоторых случаях это выгодно.СВЯЗАННЫЕ СТАТЬИ
Методы газовой сварки | Части сварочной горелки | Работа газовой сварки | Виды газовой сварки
Что такое газовая сварка?
Газовая сварка — это процесс, при котором две или более частей металла смешиваются или соединяются с использованием тепла, передаваемого теплом, образующимся в результате реакции кислорода и горючего газа. Газовую сварку также называют кислородно-топливной сваркой. Это называется кислородно-топливной сваркой, потому что в этом процессе кислород используется вместе с горящим топливом. В этом процессе тепло получает сжигание топливных газов. Когда горючий газ, такой как ацетилен (C2h3), смешивается с кислородом и воспламеняется, возникает температура в диапазоне 3100°Caucus.
Газовую сварку также называют кислородно-топливной сваркой. Это называется кислородно-топливной сваркой, потому что в этом процессе кислород используется вместе с горящим топливом. В этом процессе тепло получает сжигание топливных газов. Когда горючий газ, такой как ацетилен (C2h3), смешивается с кислородом и воспламеняется, возникает температура в диапазоне 3100°Caucus.
При газовой сварке используются два баллона: –
- Один из топливного газа темно-бордового цвета.
- Второй — кислородный газ черного цвета.
Оба цилиндра имеют регуляторы давления. Эти два цилиндра соединены со сварочной горелкой через газовую трубу.
Наиболее часто используемым методом газовой сварки является кислородно-ацетиленовая сварка, поскольку при этой сварке температура пламени очень высока. После завершения процесса сварки флюс используется для раскисления и очистки металла шва. Этот флюс затвердевает и образует шлаковую корку на свариваемом металле.
Также читайте: Электрохимическая обработка | Электрохимическая обработка | Строительство электрохимической обработки
Методы газовой сварки:
В основном существует четыре типа газовой сварки:
№1.
 Техника сварки влево или вперед
Техника сварки влево или впередВ этом методе сварки сварка начинается с правой стороны и продолжается слева. При использовании этого метода сварочную горелку держат в правой руке, а присадочный стержень — в левой.
Наконечники горелки составляют угол от 60 до 70 градусов, а присадочные стержни образуют угол 30-40° с металлическими пластинами, подлежащими сварке. Этот метод сварки используется для безупречных стальных листов толщиной до 3 мм и листов с фаской до 6 мм.
№2. Техника сварки вправо или влево
В технике сварки справа сварка начинается с левой стороны и продолжается справа. При использовании этих методов сварщик держит сварочную горелку в правой руке, а присадочный стержень — в левой. Пламя горелки образует угол 40–50 градусов, а присадочные стержни образуют угол 30–40 градусов со свариваемой металлической пластиной.
Эти методы сварки используются для сварки стальных листов толщиной 6 мм.Этот метод позволяет получить более прочные, плотные и плотные сварные швы.
№3. Техника вертикальной сварки
При вертикальной сварке сварка начинается снизу и движется вверх. Металлические пластины, подлежащие сварке, в этой технике располагаются вертикально. При использовании этого метода сварки сварочные горелки и присадочные прутки совершают колебательные движения.
Пламя фонаря составляет угол 25–90 градусов, а наполнительные стержни образуют угол 30 градусов с пластиной вертикали.Для сварки листов толщиной более 5 мм по этой технологии требуется два сварщика.
№4. Техника сварки Linde
Сварка линдомприменяется для стыковой сварки стальных труб. В этом методе используется больше ацетиленового пламени. Две свариваемые трубы разрезаются под углом 70 градусов и свариваются друг с другом с интервалом около 2,5 мм. Во время этого процесса сварки трубы непрерывно вращаются, так что шов находится только в горизонтальном положении. В этой технике для сварки труб используется настоящая сварка.
Также читайте: Работа карбюратора Solex | Солекс Карбюратор | Строительство карбюратора Solex | Типы карбюратора Solex
Детали сварочной горелки:
Следующие детали сварочного аппарата:
№1.
 Цилиндры
ЦилиндрыДва типа газа находятся под давлением в двух разных стальных баллонах. Этот цилиндр всегда следует безопасно использовать в вертикальном положении. Когда баллон не используется, баллон должен быть закрыт крышкой клапана.
№2. Регуляторы давления
Для сварки кислород и ацетилен требуются при низком давлении, а в баллонах они заправляются при высоком давлении. Следовательно, требуется регулятор давления для контроля давления кислорода и ацетилена перед поступлением в смесительную камеру.
№3. Факелы
Горелка имеет ручку кислородного и топливного газового клапана и смесительную камеру. Внутри рукоятки есть трубки, по которым поступает кислород и горючий газ.
№4. Смесительная камера
Кислород и топливный газ смешиваются в этой камере.В этой смесительной камере соотношение кислорода и топливного газа смешивается в соответствии с требуемым типом пламени. При сварке используются три типа нейтрализации пламени, окисления или науглероживания.
№5. Клапаны управления
Для этой горелки доступны два регулирующих клапана. Один для кислорода, а другой для горючего газа. Этот регулирующий клапан используется для управления смесительной камерой кислорода или топливного газа.
№6. Газовые шланги
Газовые шланги используются для подачи кислорода и топливного газа из баллона в сварочную горелку.Эти шланги имеют цветовую маркировку для облегчения идентификации. Эта цветовая кодировка варьируется от одной страны к другой.
Например: – В США кислородный шланг зеленый, дуэльный шланг красный, а в Великобритании кислородный шланг синий, а шланг топливного газа красный.
№7. Сопло
Из этого сопла производится смесь кислорода и ацетилена. Смесь этих газов вырывается из сопла под давлением и воспламеняется бойком.
№8.Гуглы и перчатки
При газовой сварке защитные очки и перчатки используются для защиты оператора, выполняющего сварку. Они используются для защиты рук и глаз сварщика от радиации и тепла от тепла.
Также прочтите: Разница между балкой и балкой | Что такое луч? | Что такое луч?
Работа по газовой сварке:
Во-первых, все газосварочное оборудование должно быть правильно и тщательно установлено. После этого регулируемое давление газа и кислорода подается в горелку, где они надлежащим образом смешиваются.Смесь горючего газа и кислорода воспламеняется бойком. Затем пламя горелки регулируется различными клапанами, имеющимися в сварочной горелке.
В зависимости от требуемого типа пламени клапаны работают соответствующим образом. Если требуется нейтральное пламя, оба клапана открываются одинаково. Если требуется окислительное пламя, больше открывается кислородный клапан, а если требуется газирующее пламя, больше открывается клапан топливного газа.
Пламя устанавливается как нейтральное, окисленное и науглероживающее в зависимости от металла, его толщины и некоторых других условий сварки.После этого пламя сварочной горелки переносится по линии между двумя металлическими пластинами.
С металлическими пластинами присадочный стержень также используется для создания ванны расплавленного материала, который заполнит зазор между поверхностями двух металлических пластин.
Наполнительные стержни движутся вместе с пламенем. Присадочные стержни располагают под углом от 30° до 40° в зависимости от применяемой техники сварки. После перемещения пламенного и присадочного стержней вдоль линии сопряжения двух металлических пластин участки сопряжения металлических пластин и двух металлических пластин соединяются вместе вследствие плавления и замерзания присадочного стержня.
Также читайте: Части слоттерной машины | Типы слоттеров | Приводной механизм слот-машины | Слоттерные операции
Виды газовой сварки:
Типы газовой сварки:
№1. Кислородно-ацетиленовая сварка
Кислородно-ацетиленовая сварка, смесь газообразного ацетилена и газообразного кислорода, используется для питания сварочной горелки. Эти смеси газов ацетилена и кислорода обеспечивают самую высокую температуру пламени из всех смесей топливных газов кислорода.
Эти смеси газов ацетилена и кислорода обеспечивают самую высокую температуру пламени из всех смесей топливных газов кислорода.
№2. Кислородно-бензиновая сварка
Когда кислородно-бензиновая сварка более эффективна, чем кислородно-ацетиленовая, при резке стальных листов газовой горелкой бензин можно подавать к ручному насосу с напорным цилиндром.
№3. МАПП Газовая сварка
MAPP, полная форма метилацетиленпропадиеновой нефти, представляет собой газовую смесь, более инертную, чем другие газовые смеси. Поскольку MAPP более инертен, чем другие смеси, он более безопасен, чем другие смеси.Поскольку MAPP также можно использовать в качестве высокого давления, его можно использовать для операций резки большого объема.
№4. Сварка бутана/пропана
Температура пламени бутана и пропана ниже, чем у ацетилена. Эти два газа также дешевле и их легче транспортировать. Этот вид сварки используется больше для гибки, пайки и нагрева. Для сварки пропаном требуется другой тип наконечника горелки, чем наконечник инжектора, поскольку пропан является тяжелым газом.
Для сварки пропаном требуется другой тип наконечника горелки, чем наконечник инжектора, поскольку пропан является тяжелым газом.
№5.Водородная сварка
Водород также может использоваться при более высоких давлениях, чем другие типы сварки, описанные выше. Поскольку водород можно использовать под высоким давлением, его применяют при подводной сварке. Некоторое оборудование для водородной сварки работает за счет электролиза, когда вода, используемая в процессе сварки, разделяется на водород и кислород. Он также используется в процессе изготовления ювелирных изделий.
Также прочтите: Редуктор со скользящей сеткой | Части редуктора с раздвижной сеткой | Строительство скользящей сетки | Работа редуктора с раздвижной сеткой
Типы пламени при газовой сварке:
Типы пламени при газовой сварке:
№1.Естественное пламя или нейтральное пламя
Большинство сварочных процессов выполняется с использованием этого пламени. Это называется естественным пламенем, потому что при сварке этим пламенем не происходит химической реакции. Кроме того, это пламя дает очень мало дыма.
Это называется естественным пламенем, потому что при сварке этим пламенем не происходит химической реакции. Кроме того, это пламя дает очень мало дыма.
Нейтральное пламя содержит кислород и газовое топливо в равных объемах. В этом пламени есть два конуса. Цвет внутреннего конуса белый, а цвет внешнего конуса красный. Он используется для сварки мягкой стали, нержавеющей стали, чугуна, меди, алюминия и т. д.
№2. Науглероживающее пламя
Это пламя называется науглероживанием, потому что при сварке этим пламенем образуется карбид металла. Если металл, поглощающий углерод, сваривается с использованием этого пламени, свойства металла будут изменены.
Это пламя более дымное и тихое. Воспламеняется, расходуется больше горючего газа, чем кислорода. Соотношение кислорода к горючему газу в этом пламени составляет 3:2. Кембриджское пламя имеет три конуса или области, внутренний конус белый, промежуточный конус красный, а внешний конус синий.Науглероживающее пламя используется для обработки среднеуглеродистой стали, никеля и т. д. Это пламя используется для металлов, не поглощающих углерод, или в ситуации, когда требуется поглощение углерода.
д. Это пламя используется для металлов, не поглощающих углерод, или в ситуации, когда требуется поглощение углерода.
№3. Окислительное пламя
В этом окисленном пламени содержание кислорода больше, чем содержание топливных газов по объему. У него две зоны, два конуса; первый называется внутренним конусом и имеет белый цвет. Внутренняя часть очень светлая. Другой называется внешним конусом и имеет синий цвет.Размер внутреннего конуса в окислительном пламени намного меньше его размера в естественном или нейтральном пламени. У него больше тепла, чем у нейтрального пламени.
Если для сварки требуется больше тепла, то мы используем окислительное пламя, в котором температура внутреннего конуса слишком высока. Окислительное пламя используется для сварки медных сплавов, таких как латунь, бронза и т. д. Окислительное пламя нельзя использовать для сварки таких металлов, как цинк, медь, марганцевая сталь, чугун и т. д.
Также читайте: Котел Velox | Строительство котла Velox | Принцип работы котла Volex | Работа котла Volex
Преимущества газовой сварки:
- Легко переносится.
- Это очень дешево и очень доступно.
- Его легко обслуживать и ремонтировать.
- Это простое оборудование.
- Он автономен и не зависит от другого оборудования.

Недостатки газовой сварки:
- Скорость соединения металла увеличена, поэтому скорость сварки низкая.
- Для работы с этими машинами требуется опытный оператор.
- Низкая плотность мощности.
- Зоны термического влияния большие.
- Газовая сварка не рекомендуется для сварки реактивных и тугоплавких металлов, таких как титан и цирконий.
Применение газовой сварки:
- Соединение тонких материалов.
- Используется для соединения черных и цветных металлов.
- Газовая сварка используется при изготовлении листового металла.
- Используется в авиационной промышленности.
Нравится этот пост? Поделитесь этим с вашими друзьями!
Предлагаемое чтение –
Процедуры и методы газовой сварки
Свариваемый материал, толщина металла, тип соединения и положение сварного шва определяют процедуру и технику, которые следует использовать.

 Выбранный присадочный стержень должен быть совместим со свариваемым основным металлом.
Выбранный присадочный стержень должен быть совместим со свариваемым основным металлом. Это не следует путать с термической обработкой после сварки, при которой металл не нагревается до достаточно высокой температуры, чтобы нанести вред основному материалу.
Это не следует путать с термической обработкой после сварки, при которой металл не нагревается до достаточно высокой температуры, чтобы нанести вред основному материалу.
 Пламя горит с грубым звуком и имеет голубовато-белый внутренний конус, белый центральный конус и светло-голубой внешний конус.
Пламя горит с грубым звуком и имеет голубовато-белый внутренний конус, белый центральный конус и светло-голубой внешний конус. Окисляющее пламя издает шипящий звук, а внутренний конус несколько заострен и пурпурного цвета на конце.
Окисляющее пламя издает шипящий звук, а внутренний конус несколько заострен и пурпурного цвета на конце. Особенно желательно использовать мягкое пламя при сварке алюминия, чтобы избежать образования отверстий в металле при образовании лужи.
Особенно желательно использовать мягкое пламя при сварке алюминия, чтобы избежать образования отверстий в металле при образовании лужи.