Газовая сварка: способы, технология, оборудование
1 / 1
Что такое газовая сварка
Опыты по сварке и резке металлов с помощью горючих газов впервые были проведены в конце XIX века. В 1895 г. Анри Луи Шателье продемонстрировал высокотемпературное пламя, полученное им при горении ацетилена в кислороде. Температура пламени достигала 3000 градусов Цельсия. Этому успеху предшествовало открытие способа получения карбида кальция из известняка и угля.
Благодаря целому ряду уникальных возможностей, газовая резка и сварка металлов получили широкое распространение, несмотря на уже известную в то время электросварку. Сильно милитаризованный мир начала XX столетия пришёл в восторг от возможности сварки и резки металлов под водой. Уже в 1917 г. подводная кислородная резка была поставлена на службы военно-морских ведомств Англии и Америки.
Россия впервые увидела газовую сварку на демонстрационных опытах в Московском техническом училище в 1906 году. Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Сварка была по достоинству оценена благодаря небольшой стоимости и простоте аппаратуры. Широкое применение такого способа соединения металлов сдерживалось только небольшими объёмами производства карбида кальция в стране.
Физико-химические основы газовой сварки
Виды сварки, использующие тепловую энергию, относятся к термическому классу. В этот класс входит и газовая сварка. Кромки соединяемых деталей располагаются параллельно и плавятся до образования сварочной ванны, где происходит соединение их материалов. После остывания расплава образуется единое целое, что и является сварочным швом.
Нагрев и плавление металлов происходит под воздействием теплоты, выделяющейся из горелки в результате реакции окисления между ацетиленом и кислородом.
Эскиз горелки: 1 — мундштук; 2 — сменный наконечник; 3 — смесительная камера; 4 — инжектор; 5 — кислородный вентиль; 6 — ацетиленовый вентиль
С точки зрения кинетики химических и диффузионных процессов, сварка металлов плавлением является высокотемпературным процессом, который активирует химические реакции между металлом, средой, шлаками и создаёт условия для диффузионных процессов соединения металлов.
Замечательной особенностью этого вновь образованного материала сварного шва является то, что его прочность, зачастую, бывает выше прочности исходных материалов. Это качество подтверждено как лабораторными физическими исследованиями, так и реальными фактами разрушения материала около шва в то время, как шов остаётся целым.
Для надёжного ведения газосварочных работ необходимо выполнение условия двукратного превышения температуры горения газа над температурой плавления металла. Такие условия можно создать только с помощью ацетилена, имеющего температуру горения 3150
Какой газ подходит для сварки
Кислород
Кислород получают из воздуха методом криогенной ректификации. По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
По качеству кислород принято делить на три сорта в зависимости от наличия примесей:
-
1-й сорт содержит 99,7% кислорода;
-
2-й сорт содержит 99,5% кислорода;
-
3-й сорт содержит 99,2% кислорода.
Разница в процентном содержании может показаться незначительной, но это не так. Сорт очень важен, особенно при резке металлов. Даже незначительное уменьшение содержания кислорода снижает скорость резания и увеличивает расход газа. Чаще всего, кислород к месту работы доставляют в баллонах под давлением 150 – 165 атм.
Ацетилен
Существует два способа ведения работ с использованием ацетилена. В первом случае его получают на месте проведения работ в специальном устройстве. Реактивами служат карбид кальция и вода. Однако большее распространение получил способ доставки готового ацетилена к месту работ.
Баллонная доставка ацетилена отличается от доставки большинства других газов. Эта особенность обусловлена чрезвычайной взрывоопасностью этого газа. Заполненные активированным углём баллоны пропитывают ацетоном. Такой приём позволяет снизить взрывоопасность до приемлемого уровня. Обычно используются баллоны объёмом 40 литров, из которых в нормальных условиях получают 4,5 м3 газа.
Другие газы
Другие газы используют исключительно по причине дороговизны ацетилена. В качестве заменителей чаще всего используют или пропан, или пропанобутановую смесь. Эти газы обладают высокой теплотворной способностью, но потребляют в три раза больше кислорода, что сводит экономический эффект от их применения почти до нуля. Цветные металлы, имеющие более низкую температуру плавления, свариваются пропаном со значительной экономией.
Гораздо реже используют другие заменители ацетилена, так как они имеют ещё более низкую температуру сгорания. Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Но не стоит сбрасывать их со счетов. Существует масса конкретных случаев, где их применение вполне оправдано.
Преимущества и недостатки газовой сварки
Основное преимущество, которое способствовало широчайшему внедрению газовой сварки – её простота. Список необходимого оборудования краток, что делает этот вид сварки незаменимым для неспециализированных производств. Попробуйте найти на сельской ферме электросеть достаточной мощности, сварочный генератор, специалиста для его профилактики и ремонта и ещё много чего. А пару баллонов с газом и резак всегда можно прикатить вручную в любую точку села.
Простота метода заключается не только в простоте оборудования, но и в простоте ведения сварки. Регулируя количество газа, проходящего через горелку и её наклон, можно менять скорость и площадь нагрева, задавая различные режимы сварки.
К недостаткам относят высокую стоимость ацетилена, низкую производительность его заменителей, которая обусловлена небольшой скоростью прогрева металла. Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Повышению себестоимости работ способствует, неизбежно, большая площадь нагрева металла. Не следует упускать из виду и значительную взрывоопасность процесса.
Совокупность положительных и отрицательных качеств газовой сварки и определяет выбор технологов при различных условиях ведения работ. Можно с уверенностью сказать, что газовая сварка прочно вошла в технологические процессы и вряд ли сдаст свои позиции в ближайшее время.
Практическое применение газовой сварки
Проще было бы сказать о том, где не применяется газовая сварка. Это универсальный метод и область его применения ограничена только соображениями рентабельности. Есть место, где эту разновидность сварки можно считать незаменимой – это кузовной ремонт и прочие места, где варят очень тонкую листовую сталь.
Традиционно этому виду сварки отдают предпочтение при:
-
монтаже труб диаметром до 50 мм.;
-
сварке цветных металлов (алюминия, меди) и их сплавов;
-
сварке чугунных изделий.


С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
С её помощью можно легко устранять дефекты чугунного, латунного и бронзового литья. Для этого применяют газовую сварку с чугунными, латунными и бронзовыми прутками. Она используется для наплавки твёрдых сплавов. Простота метода обусловила его широкое применение при ремонтных работах, в сельском хозяйстве и строительно-монтажных работах.
Технология и способы ведения газовой сварки
Технологический процесс газовой сварки предусматривает чистку краёв свариваемых деталей. Края освобождаются от мусора, грязи, окалины, шлака и зачищаются металлическими щётками. Для предотвращения деформации металла в процессе сварки предусматривают предварительную прихватку вдоль шва.
На следующем этапе подготовки подбирают горелку по мощности. Понятно, что более толстому металлу будет соответствовать более мощная горелка. Мощность горелки определяется её способностью пропускать то или иное количество газа в единицу времени.
Существует два основных способа газовой сварки: левый и правый. Левым способом сваривают металлы толщиной до 3 мм. Горелку ведут справа налево. Присадочная проволока, диаметром равная половине толщине металла плюс 1 мм., должна быть впереди горелки. Это самый распространённый способ, т.к. в этом случае сварщик хорошо видит шов и, естественно, внешний вид шва получается лучше.
При правом способе сварки горелка движется слева направо, и вслед за ней движется присадочный пруток, диаметром равный половине толщины металла. Этим способом варят листы толщиною более 3 мм. Движение горелки сопровождается поперечными колебаниями, что позволяет лучше прогреть шов. Ввиду того, что пламя горелки направлено в сторону остывающей сварочной ванны, металл лучше защищен от окисления.
Как вы могли заметить, нет однозначного превосходства одного способа сварки над другим. Выбор зависит от многих факторов и ставит перед технологами непростую задачу. Кроме способа ведения горелки, технологи должны задать способ сварки.
Сквозной валик
Это наиболее простой и часто используемый способ. Соединяемые листы располагают с зазором равным половине толщины металла. Далее происходит оплавление кромки до появления сквозного отверстия. Затем его заливают расплавленным металлом кромки.
Газовая сварка ванночками
Используется для соединения углов и стыках при толщине металла не более 3 мм. Данный метод предусматривает применение присадочного прутка или проволоки. На шве создают сварочную ванну и вводят в неё присадочный пруток. После расплавления небольшой части прутка его переводят в тёмную часть пламени, которая обладает восстановительными свойствами.
При этом горелка перемещается на новый участок шва круговым движением, где образуется новая ванночка, перекрывающая предыдущую на треть диаметра. Этот способ показывает хорошие результаты при сварке тонких листов и труб из малоуглеродистой и низколегированной стали.
Многослойная газовая сварка
Применяется только для сварки ответственных изделий. Очень высокого качества, но требует больших затрат времени и газа. Преимущества заключаются в меньшей зоне нагрева металла, отжиге нижних слоёв во время сварки последующих. Проводится сварка короткими участками с очисткой каждого предыдущего слоя от окалины. Для повышения качества шва каждый предыдущий слой может проковываться перед наложением следующего.
Оборудование для газовой сварки
Газовая горелка
Основным рабочим инструментом газосварщика является газовая горелка. Средняя часть горелки имеет два вентиля для регулировки подачи горючего газа и кислорода. Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны — два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Для исключения возможности открытия ненужного вентиля, на них имеются выпуклые надписи. Кроме того, они окрашиваются в разные цвета. С одной стороны к средней части (через уплотнительное кольцо) подсоединяется наконечник с мундштуком, с другой стороны — два штуцера, предназначенные для подключения шлангов подачи кислорода и ацетилена.
Конструктивно горелки могут быть выполнены как инжекторными, так и безинжекторными. Встречаются следующие разновидности горелок:
По мощности горелки разделяют на горелки малой, средней и большой мощности. Горелки большой мощности используются крайне редко. Горелки малой мощности получили самое большое распространение. Ими варят листы металла толщиной от 0,2 до 7 мм. Листы металла толщиной от 0,5 и до 30 мм. варятся с помощью горелок средней мощности. Для получения наилучших показателей по рентабельности и производительности горелки малой мощности комплектуются четырьмя видами насадок, а горелки средней мощности имеют семь видов насадок.
Существует особый класс микромощных горелок, но они очень специфичны и используются крайне редко. Новые образцы горелок могут быть оборудованы устройством пьезоподжига.
На сайте производителя КЕДР Вы можете ознакомиться с каталогом газовых горелок и сделать правильный выбор.
Газовые резаки
По принципу действия газовые резаки мало отличаются от горелок, но имеют некоторые конструктивные отличия. В отличие от обычной горелки, резак имеет два отдельных канала подачи горючего газа и кислорода. На каждом канале имеется регулировочный вентиль, с помощью которого можно управлять режимами работы резака: разогревом либо резкой.
Большинство пользователей сходятся во мнении о том, что газовая резка металла – самый удобный и экономичный способ. В сравнении с ним проигрывают даже современные сварочные инверторы. В связи с большой стоимостью ацетилена, большую популярность как у профессионалов, так и у домашних умельцев всё больше приобретает резка металла пропаном.
Пропан – доступный и дешёвый газ в совокупности с недорогим пропановым резаком стали незаменимыми помощниками при раскрое листовых заготовок и для работ по демонтажу металлических конструкций.
С газовыми резаками производства компании «Кедр» можно ознакомиться в каталоге. Здесь же можно получить профессиональную консультацию, сделать свой выбор и оформить заказ.
Горелки и резаки от компании «Кедр» и другое газосварочное оборудование отличаются длительным сроком службы, надёжной работой и особым удобством в обращении. Этот результат достигнут при тесном сотрудничестве со специалистами отдела эргономических исследований нашей компании. Кроме доступной цены и высокого качества, мы предлагаем лучшие условия при оплате и доставке по Москве и всей России.
Технология и процессы газовой сварки
ГАЗОВАЯ СВАРКА
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем. Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Наиболее широкое применение имеет газовая сварка и резка, которые, несмотря на более низкую производительность и качество сварных соединений по сравнению с электрическими способами сварки плавлением, продолжают сохранять свое значение при сварке тонколистовой стали, меди, латуни, чугуна. Преимущества газовой сварки и резки особенно проявляются при ремонтных и монтажных работах ввиду простоты процессов и мобильности оборудования. Кроме сварки и резки газовое пламя используется для наплавки, пайки, металлизации, поверхностной закалки, нагрева для последующей сварки другими способами или термической правки и т.д.
Газовая сварка. Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов в технически чистом кислороде (чистота не ниже 98,5 %). При горении горючих газов с использованием воздуха температура газового пламени низкая (не выше 2000 °С), так как много теплоты расходуется на нагрев азота, содержащегося в воздухе. В качестве горючих газов используют ацетилен, водород, метан, пропан, пропанобутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени: 1 — ядро; 2 — восстановительная зона; 3 — факел
Газовое сварочное ацетиленокислородное «нормальное» пламя имеет форму, схематически показанную на рис. 1 [1]. Во внутренней части ядра (зона 1) пламени происходит подогрев газовой смеси, поступающей из сопла до температуры воспламенения. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся, четко выделяя очертания оболочки ядра (температура газов в ядре невелика и не превышает 1500 °С).
Зона 2 (восстановительная зона) является наиболее важной частью сварочного пламени (сварочной зоной). В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона, в результате чего здесь развивается максимальная температура.
Содержащиеся в сварочной зоне газы обладают восстановительными свойствами по отношению к оксидам многих металлов, в том числе и к оксидам железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно. В зоне 3 или факеле пламени протекает догорание газов за счет кислорода воздуха, что отражает состав газов в факеле. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. эта зона является окислительной. Вид ацетиленокислородного пламени зависит от соотношения кислорода и ацетилена (β) в газовой смеси, подаваемой в горелку.
Рис. 2 Строение ацетиленокислородного пламени: а — нормальное; б — окислительное; в — науглероживающее
При β = 1,1 … 1,2 пламя нормальное (рис. 2, а). Ядро пламени резко очерченное, цилиндрической формы с плавным закруглением, ярко светящейся оболочкой, четко выражены все три зоны.
При увеличении этого соотношения (например β = 1,5), т.е.- относительном увеличении содержания кислорода (окислительное пламя), форма и строение пламени изменяются (рис. 2, б). При этом реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. В этом случае сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер (содержание углерода в металле шва уменьшается, выжигается).
С уменьшением β (например, β = 0,5), т.е. при увеличении содержания ацетилена в газовой смеси реакции окисления замедляются. Ядро удлиняется и его очертания становятся размытыми (рис. 2, в). Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При большом избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей, т.е. содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально подобно ацетиленокислородному и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя светящегося ядра не имеет (нет светящихся частиц углерода).
Одним из важнейших параметров, определяющих тепловые, а значит и технологические свойства пламени, является его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов (рис. 3) [1]. Наивысшая температура наблюдается по оси пламени, достигая максимума в сварочной зоне на расстоянии 2 … 3 мм от конца ядра. Эта сварочная зона является основной для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это объясняется увеличением скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1) наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Рис. 3. Изменение температуры пламени различных видов
Горючие газы-заменители ацетилена, дешевле и недефицитны. Однако их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже. Поэтому их используют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени (сварка алюминия, магния и их сплавов, свинца, пайка, сварка тонколистовой стали, газовая резка и т.д.). Например, при использовании пропана и пропанобутановых смесей максимальная температура в пламени 2400 … 2500 °С. Их используют при сварке стали, толщиной до 6 мм, сварке чугуна, некоторых цветных металлов и сплавов, наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С.
Нагрев металла пламенем обусловлен лучистым, и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении от пламени ее растекающийся поток образует на поверхности металла симметричное относительно центра пятно нагрева. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева впереди ядра выше, чем позади его.
Ввод тепла в изделие при газовой сварке происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. В результате обширной площади разогрева основного металла околошовная зона (зона термического влияния) имеет большие размеры, что приводит к образованию повышенных деформаций сварных соединений (коробление).
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны, содержащей, в основном, СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Состав газовой фазы определяется соотношением кислорода и горючего газа в газовой смеси, температурой пламени и различен в ее различных зонах. От этого зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление.
Направление реакции зависит от концентрации кислорода в газовой фазе (окислительное и науглероживающее пламя), температуры взаимодействия и свойств оксида. При сварке сталей основное взаимодействие газовой фазы происходит с железом, т.е. образование его оксидов или восстановление. Элементы, имеющие большее сродство к кислороду, чем железо (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться тогда, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и находясь в виде легирующих добавок, причем чем их содержание выше, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si и некоторых других вообще исключить не удается и для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Ввиду относительно невысокого защитного и восстановительного действия пламени раскисление металла в сварочной ванне при сварке сталей достигается введением в нее марганца, кремния и других раскислителей через присадочную проволоку. Их действие основано на образовании жидкотекучих шлаков, способствующих самофлюсованию сварочной ванны. Образующиеся на поверхности сварочной ванны шлаки защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха образует в нем нитриды. Структурные превращения в металле шва и околошовной зоне при газовой сварке имеют такой же характер, как и при других способах сварки плавлением. Однако вследствие медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. В нем при сварке сталей с содержанием 0,15 … 0,3 углерода при быстром охлаждении может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить с максимально возможной скоростью.
Зона термического влияния состоит из тех же характерных участков, как и при дуговой сварке. Однако ее ширина значительно больше (до 30 мм при сварке стали больших толщин) и зависит от режима газовой сварки.
В процессе сварки происходит расплавление основного и присадочного металлов. Регулирование степени их расплавления определяется мощностью горелки, толщиной металла и его теплофизическими свойствами.
Газовой сваркой выполняют сварные соединения различного типа. Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или, что лучше, с отбортовкой кромок без присадочного металла.
Металл толщиной 2 … 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками. При сварке металла свыше 5 мм используется V- или Х-образная разделка кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин. Свариваемые кромки зачищают от загрязнений на 30 … 50 мм механическими способами или газовым пламенем. Перед сваркой детали сварного соединения закрепляются в сборочно-сварочном приспособлении или собираются с помощью коротких швов — прихваток.
Направление движения горелки и наклон ее к поверхности металла оказывает большое влияние на эффективность нагрева металла, производительность сварки и качество шва.
Различают два способа сварки: правый и левый (рис. 4). Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм более производительным является левый способ сварки ввиду предварительного подогрева кромок. Однако при большой толщине металла при сварке с разделкой кромок угол скоса кромок при правом способе сварки на 10 … 15° меньше, чем при левом. Угол наклона мундштука также может быть на 10 … 15° меньше. В результате повышается производительность сварки. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 4. Правый и левый способы газовой сварки
Рис. 5. Применяемые углы наклона горелки в зависимости от толщины металла
В процессе сварки горелке сообщаются колебательные движения и конец мундштука описывает зигзагообразный путь. Горелку сварщик держит в правой руке. При использовании присадочного металла присадочный пруток держится в левой руке. Присадочный пруток располагается под углом 45° к поверхности металла.
Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 6). Газовая сварка может производиться в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
При сварке вертикальных швов «на подъем» процесс удобнее вести левым способом, горизонтальных и потолочных -правым способом. ≥α
Рис. 5 Движения горелки и проволоки: а — при сварке стали толщиной более 3 мм в нижнем положении;б — при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
При необходимости использования флюса он наносится на свариваемые кромки или вносится в сварочную ванну оплавляемым концом присадочного прутка (налипающим на него при погружении во флюс). Флюсы могут использоваться и в газообразном виде при подаче их в зону сварки с горючим газом.
Разделы сайта по сварочному оборудованию:
- Сварочные материалы
- Горелки сварочные
- Сварочные комплектующие
Список литературы
1. Лосев В.А., Юхин Н.А. Иллюстрированное пособие сварщика. М.: Изд-во «Соуэло», 2000. 60 с.
М.: Изд-во «Соуэло», 2000. 60 с.
Сварочные материалы для газовой сварки
Газосварка представляет собой процесс, при котором кромки соединяемых элементов нагреваются сгоранием горючих газов в смеси с кислородом. Газовая сварка своими руками применяется для изготовления и ремонта изделий из листовой стали толщиной 1-5 мм, чугуна, латуни, меди, алюминия, исправления литьевых дефектов, наплавки твердых сплавов. Сварочные материалы для газовой сварки включают: горючий газ (ацетилен, пропан, водород), технически чистый кислород, присадочную проволоку, флюсы, в случае их потребности при работе с конкретным металлом или сплавом.
Сварочная проволока: разновидности и особенности применения
В большинстве случаев для сварки газом используют сварочную проволоку, близкую по химическому составу к металлу изделия. Ее поверхность должна быть гладкой, очищенной от окалины и других загрязнений. Температура плавления присадочной проволоки не должна превышать температуру плавления основного металла. Если для сварки цветных металлов и сплавов — меди, латуни, свинца — нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.
Если для сварки цветных металлов и сплавов — меди, латуни, свинца — нет соответствующей проволоки, применяют нарезанные из свариваемого металла полоски.
Способы ручной газосварки — левый или правый — выбирают в зависимости от положения шва в пространстве. При потолочном шве и правом способе сварочная проволока также играет роль препятствия для стекания металла.
Сварочная проволока для сварки газом изготавливается из:
- низкоуглеродистых и легированных сталей;
- алюминия и его сплавов;
- меди и ее сплавов.
Присадочные материалы для газовой сварки и наплавки чугуна выпускают в виде прутков, имеющих следующую маркировку:
- А — для горячей газосварки, предусматривающей общий подогрев изделия;
- Б — для сваривания изделий с местным подогревом;
- НЧ-1, НЧ-2 — для низкотемпературной сварки отливок с тонкими и толстыми стенками соответственно;
- БЧ, ХЧ — применяются для износостойкой наплавки.

Виды применяемых горючих газов
БаллонГазовая сварка цветных металлов и углеродистых сталей чаще всего осуществляется с использованием ацетилена. Это объясняется высокой температурой пламени и хорошей теплотой сгорания. Ацетилен представляет собой газ с характерным запахом, который придают присутствующие в нем примеси фтористого водорода и сероводорода. При нагревании до 500 градусов и при определенных концентрациях в смесях с кислородом и воздухом ацетилен становится взрывоопасным. Образование ацетилена происходит в результате реакции карбида кальция с водой. Сам карбид кальция образуется в результате сплавления обожженной извести и кокса.
В качестве горючих могут использоваться нефтяной и пиролизный газы. Они представляют собой газовые смеси, образующиеся при термическом разложении нефти и ее продуктов. Применяются для сваривания, резки и пайки стальных деталей толщиной, не превышающей 3 мм, и для сварки цветных металлов и их сплавов. Природный газ является продуктом разработки газовых месторождений и на 93-99% состоит из метана.
Технический пропан и пропан-бутановая смесь являются побочными продуктами при добыче и переработке нефти и естественных нефтяных газов. Их применяют при сваривании деталей толщиной до 6 мм, в отдельных случаях — до 12 мм. С помощью этих газов можно сваривать и паять чугун, цветные металлы и сплавы, осуществлять кислородную и кислородно-флюсовую резку, наплавку, напыление пластмасс.
Сваривание металла в домашних условиях с помощью водорода стала возможна благодаря разработке специальных электролизеров, которые могут работать и от домашней двухфазной, и от трехфазной сети. В этих аппаратах вода разлагается на кислород и водород, причем, в нужных для сварочного процесса пропорциях. Размерный ряд выпускаемых электролизеров позволяет охватить практически все виды газовой сварки, пайки, наплавки, порошкового напыления, ручной и машинной кислородной резки. Аппараты разной мощности позволяют производить как микросварку и микропайку, так и резку листовой стали толщиной порядка 300 мм.
Виды флюсов для газосварки
Газовая сварка меди, алюминия, магния и их сплавов сопровождается активным образованием оксидов на поверхности свариваемых металлов под воздействием кислорода, содержащегося в воздухе. Тугоплавкие оксиды значительно затрудняют сварочный процесс.
С целью защиты металлов от окисления при сваривании используют флюсы для газовой сварки, которые представляют собой специальные сварочные порошки или пасты. В качестве флюсов используют борную кислоту и прокаленную буру. Их наносят на кромки свариваемого металла, на сварочную проволоку и прутки. При температуре сварки легкоплавкие флюсы образуют шлаки, всплывающие на поверхность расплавленного металла и предохраняющие его от окисления.
Для тех, кто постоянно варит при помощи ручной дуговой сварки, актуальным является вопрос, как варить полуавтоматом.
Создание аппарата для контактной сварки своими руками поможет сэкономить кругленькую сумму. Подробную инструкцию вы найдете в этой статье.
Хотите сварить алюминий или медь? Есть альтернативный способ! Подробнее по https://elsvarkin.ru/texnologiya/xolodnaya-svarka-metalla/ ссылке.
Основы теоретической подготовки специалистов по газовой сварке
Для студентов, изучающих курс «Технология газовой сварки», реферат можно подготовить, используя следующую литературу:
- Глизманенко Д. А. «Газовая сварка и резка металлов»;
- Багрянский К. В. «Теория сварочных процессов»;
- Геворкян В. Г. «Основы сварочного дела».
По курсу «Газовая сварка» реферат должен отразить следующие основные моменты:
- назначение, преимущества и недостатки данного вид создания неразъемных соединений;
- необходимые для сварочного процесса материалы;
- используемое оборудование и аппаратуру;
- основные технологические моменты газосварки.

Газовая сварка — 120 фото технологии применения газового оборудования
Газовая сварка для металлов используется множество десятилетий. Но не смотря на свою долгую историю, она и по сей день незаменима для многих работ.
Краткое содержимое статьи:
Применение газовой сварки
Это тип сварки характеризуется медленным нагревом материала, что способствует его применению в совершенно разных работах:
- для обработки стали;
- для цветных металлов;
- для инструментальной стали;
- для чугунных изделий;
- также при многих типах ремонтных работ и прочее.
Оборудование применимое для газосварки
Оно представлено несколькими видами:
Водяной затвор требуется, главным образом, для того, чтобы защитить сам газ и трубки от мощной инверсионной тяги огня из самой газосварки.
Затвор — основное оборудование, поэтому всегда должно находиться в отличном состоянии, вода в нем должна быть на уровне крана.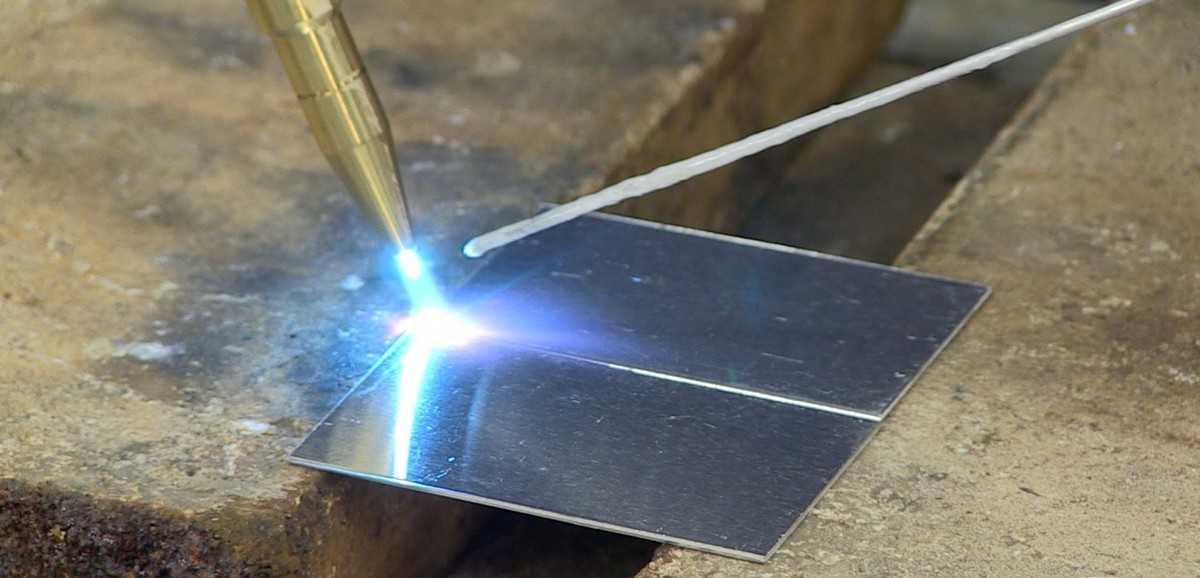 Стоит он между самой газ. горелкой и проводом газа. Смотрите фото газовой сварки, чтобы точно определить его местоположение.
Стоит он между самой газ. горелкой и проводом газа. Смотрите фото газовой сварки, чтобы точно определить его местоположение.
Газовый баллон характеризуется кривой резьбой на том расстоянии, на котором расположен открывающий вентиль. Его поверхность помечена условным знаком в зависимости от типа газа:
- синим – кислородный газ,
- белым – ацетиленовый газ,
- желто-зеленым — водородный газ,
- рубиновым — другие.
Из-за того, что не следует допускать контакты газа с тем маслом, которое содержится в краске, верхнюю часть баллона не окрашивают.
Редуктор обеспечивает снижение давления выпускаемого газа. Существует тип однокамерного и двухкамерного редуктора, второй обеспечивает более стабильный уровень газа внутри прибора. Также иная характеристика редуктора – это тип его действия: прямого и обратного типов действия.
Специально для таких веществ, как кислород и ацетилен изготовлен особый тип редуктора.
Помимо этого всякий редуктор выступает в качестве клапана сброса давления.
 Если же в редукторе присутствует сжиженный газ, то существует оребрение его ради избежание вымерзания газа на выходе из баллон.
Если же в редукторе присутствует сжиженный газ, то существует оребрение его ради избежание вымерзания газа на выходе из баллон.Шланги, предназначенные для передачи горючего газа характеризуются сплошной линией красного оттенка в качестве условного знака. Они работают при подаче давления от шести атм.
Такие шланги относятся к 1 классу (по общепринятой классификации), они обозначены желтой полоской по поверхности изделия. Шланги третьего класса работают при давлении до 20 атм, обозначены синим цветом.
Горелка позволяет смешивать газы, выпускать смесь, плавящую металлы, из мундштука при требуемом давлении. Имеет несколько видов: безинжекторный, инжекторный виды, второй является более распространенным.
В состав изделия включены: ниппель, корпус с ручкой, наконечник, инжектор, камера-смеситель, мундштук, гайки.
Горелка имеет несколько видов. Она может быть как микромалой, малой, так и средней и наиболее большой по собственной мощности, этот показатель определяется в первую очередь от объема пропускаемого газа в определенную единицу времени.
Пост – это правильно обустроенная площадь для работы с использованием сварки. Он выглядит следующим образом: стол со специальными тумбами и удобно расположенными местами для хранения рабочих инструментов (сварочное оборудование, шланги).
Посты делятся на те, которые способны поворачиваться или не поворачиваться в зоне столешницы. Поворотная столешница требуется для более мелкой работы сваркой.
Стационарный или передвижной пост используется на фабриках, он более удобен на большом производстве.
ГОСТ предусматривает снабжение поста специальной вытяжкой или же не прерываемым доступом воздушного потока, по той причине, что газовая сварка способствует появлению в окружающем ее воздухе опасных для здоровья паров.
Пост позволяет сделать производство и работу вообще более эффективной, не требует постоянного нагибания к инструменту и стойки в неудобной или непривычной позе для качественного выполнения работы.
Технология сварки газом
Редуктор по распоряжению специалиста-сварщика способен изменять характер своего пламени при применении состава из кислорода и ацетилена или другого газа.
В итоге выделают три вида пламени:
- Восстановительный вид применяется почти для всех типов металлов, а также для работы в защищенных средах.
- Окислительный вид применяется при обязательном наличии проволоки с кремнием или марганцем.
- Тип, характеризующийся избытком газа, применяется в работе с прочными сплавами.
Фото газовой сварки
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Сварка полипропиленовых труб
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Выбор защитного газа для сварки порошковой проволокой
Сварка газозащитной порошковой проволокой (FCAW-G) — это очень распространенный и универсальный процесс сварки. Он подходит для сварки углеродистой и низколегированной стали, а также множества сплавов во многих отраслях, в том числе тяжелом машиностроении, изготовлении металлоконструкций, судостроении и офшорных сооружениях. Чаще всего (но не исключительно) в качестве защитных газов для процесса FCAW-G используется двуокись углерода (CO2) или смесь 75% аргона (Ar) / 25% CO2. Реже используются смеси с другим составом, например, 80% Ar / 20% CO2.
Он подходит для сварки углеродистой и низколегированной стали, а также множества сплавов во многих отраслях, в том числе тяжелом машиностроении, изготовлении металлоконструкций, судостроении и офшорных сооружениях. Чаще всего (но не исключительно) в качестве защитных газов для процесса FCAW-G используется двуокись углерода (CO2) или смесь 75% аргона (Ar) / 25% CO2. Реже используются смеси с другим составом, например, 80% Ar / 20% CO2.
Итак, какой защитный газ выбрать? Каждый вариант имеет свои преимущества и недостатки. Чтобы принять правильное решение, нужно учесть стоимость, качество и производительность. Выбор защитного газа напрямую влияет на каждый из этих факторов, причем иногда в противоположные стороны. В этой статье мы постараемся описать преимущества каждого из этих двух самых распространенных защитных газов.
Рисунок 1: сварка газозащитной порошковой проволокой |
Перед тем, как углубиться в преимущества каждого варианта, сначала нужно обсудить некоторые общие положения. Сначала отметим, что в этой статье мы сосредоточимся лишь на нескольких типах газа. Более подробное руководство можно найти в спецификации ANSI/AWS A5.32/A5.32M “Specification for Welding Shielding Gases”, где описываются требования к различным защитным газам, тестированию, хранению, идентификации и сертификации. Кроме того, там Вы найдете подробную информацию об вентиляции во время сварки, а также общие требования безопасности.
Сначала отметим, что в этой статье мы сосредоточимся лишь на нескольких типах газа. Более подробное руководство можно найти в спецификации ANSI/AWS A5.32/A5.32M “Specification for Welding Shielding Gases”, где описываются требования к различным защитным газам, тестированию, хранению, идентификации и сертификации. Кроме того, там Вы найдете подробную информацию об вентиляции во время сварки, а также общие требования безопасности.
Как действует защитный газ
Главная функция любого защитного газа — защитить расплавленный металл в сварочной ванне от контакта с кислородом, азотом и влагой из окружающего воздуха. Защитный газ подается через горелку и сопло по всей окружности проволоки. Он вытесняет собой воздух и образует временное облако газа вокруг сварочной ванны и дуги. С этой задачей успешно справляются как CO2, так и Ar/CO2.
Некоторые защитные газы упрощают образование плазмы, что помогает быстрее проложить ионизированную дорожку для сварочной дуги. Кроме того, выбор защитного газа влияет на перенос термальной энергии в дуге и на поведение сварочной ванны. В этом отношении CO2 и Ar/CO2 ведут себя по-разному.
Кроме того, выбор защитного газа влияет на перенос термальной энергии в дуге и на поведение сварочной ванны. В этом отношении CO2 и Ar/CO2 ведут себя по-разному.
Свойства защитных газов
Двуокись углерода и аргон реагируют на тепло от дуги по-разному. Чтобы лучше понять поведение каждого вида защитного газа, нужно обратить внимание на три параметра.
Ионизационный потенциал — это мера энергии, необходимой для ионизации газа (т. е. перехода в состояние плазмы, в котором газ получает положительный заряд) и проведения тока. Чем ниже это число, тем легче установить дугу и обеспечить ее стабильность. Ионизационный потенциал для CO2 составляет 14,4 eV по сравнению с 15,7 eV для аргона. Таким образом, в случае чистого CO2 установить дугу легче.
Теплопроводимость газа — это его способность передавать тепловую энергию.
Это влияет на способ переноса металла (например, струйный или крупнокапельный), форму дуги, глубину проплавления и распределение температур в дуге. CO2 имеет более высокую тепловую проводимость по сравнению с аргоном и аргоновыми смесями.
Реактивность газа — отражает, будет ли защитный газ вступать в реакцию с расплавленным металлом. По этому показателю газы делятся на две группы, инертные и активные. Инертные, или благородные, газы не вступают в реакцию с другими элементами в сварочной ванне. Аргон — это инертный газ. Активные или реактивные газы вступают в химическую реакцию с другими элементами в сварочной ванне, образуя сложные вещества. При комнатной температуре CO2 инертен. Однако в плазме дуги CO2 распадается на CO, O2 и O. Из-за этого CO2 становится в дуге активным газом, что позволяет кислороду вступать в реакцию с металлами (т. е. окислять их). Смесь Ar / CO2 тоже считается активным газом, но менее реактивным по сравнению со 100-процентным CO2.
 Это влияет на способ переноса металла (например, струйный или крупнокапельный), форму дуги, глубину проплавления и распределение температур в дуге. CO2 имеет более высокую тепловую проводимость по сравнению с аргоном и аргоновыми смесями.
Это влияет на способ переноса металла (например, струйный или крупнокапельный), форму дуги, глубину проплавления и распределение температур в дуге. CO2 имеет более высокую тепловую проводимость по сравнению с аргоном и аргоновыми смесями.
Защитные газы также влияют на количество выделяемого сварочного дыма. Как правило, из-за окисляющей способности CO2 имеет большее выделение дыма по сравнению с Ar/CO2. Точный уровень выделения дыма зависит от конкретных условий и выбранной процедуры сварки.
Подробнее об инертных газах
Хотя инертные газы обеспечивают надежную защиту сварочной ванны, сами по себе они не пригодны для сварки FCAW-G черных или железных металлов (углеродистой стали, низколегированной стали, нержавеющей стали и т. д.). Например, если попробовать использовать 100% Ar для сварки углеродистой стали, результаты окажутся неутешительны. Внешняя стальная оболочка проволоки будет плавиться слишком быстро. Дуга становится длинной, широкой и неконтролируемой, наблюдается чрезмерное усиление шва. Поэтому для FCAW-G-сварки металлов на основе железа инертные газы всегда используются в смесях с активным газом.
Подробнее о смесях CO2 / аргон
Самая распространенная смесь для FCAW-G-сварки углеродистой стали — это 75% Ar / 25% CO2. Менее распространена смесь 80% Ar / 20% CO2. Некоторые марки газозащитной порошковой проволоки предназначены для использования с защитным газом с долей аргона до 90%. Крайне редко доля аргона меньше 75%. При такой малой доле в смеси влияние аргона на поведение дуги начинает снижаться при том, что расходы на дорогостоящий газ остаются высокими. Кроме того, смеси с нестандартными пропорциями Ar / CO2 сложнее найти в продаже, чем стандартные баллоны 75% Ar / 25% CO2 или 80% Ar / 20% CO2.
Менее распространена смесь 80% Ar / 20% CO2. Некоторые марки газозащитной порошковой проволоки предназначены для использования с защитным газом с долей аргона до 90%. Крайне редко доля аргона меньше 75%. При такой малой доле в смеси влияние аргона на поведение дуги начинает снижаться при том, что расходы на дорогостоящий газ остаются высокими. Кроме того, смеси с нестандартными пропорциями Ar / CO2 сложнее найти в продаже, чем стандартные баллоны 75% Ar / 25% CO2 или 80% Ar / 20% CO2.
Производительность и конечные механические характеристики
Из-за реактивного характера CO2 для него характерна менее высокая производительность наплавки по сравнению с Ar/CO2. Это объясняется тем, что CO2 вступает в реакцию со сплавами и образует оксиды, которые вместе с другими оксидами из флюса формируют шлак. Флюс внутри проволоки должен содержать реактивные элементы, например, марганец (Mn) и кремний (Si), которые, помимо прочего, выступают в роли деоксидантов. Некоторые из этих сплавов вступают в реакцию или окисляются свободным кислородом из CO2 и затем оказываются в шлаке вместо наплавленного металла. Поэтому при высоком содержании Mn и Si использование Ar/CO2 позволяет получить более высокую производительность наплавки, чем чистый CO2 (см. пример в Таблице 1).
Некоторые из этих сплавов вступают в реакцию или окисляются свободным кислородом из CO2 и затем оказываются в шлаке вместо наплавленного металла. Поэтому при высоком содержании Mn и Si использование Ar/CO2 позволяет получить более высокую производительность наплавки, чем чистый CO2 (см. пример в Таблице 1).
Дополнительное содержание Mn и Si также означает более высокие прочностные характеристики при меньшем относительном удлинении, а также изменение ударной вязкости (например, при испытаниях по Шарпи). Простой переход с CO2 на смесь Ar/CO2 обычно приводит к увеличению предела прочности и текучести на 50-70 МПа и снижению относительного удлинения на 2% (см. пример в Таблице 1). Это очень важно, потому что при увеличении доли аргона в защитном газе предел прочности наплавленного металла может стать слишком высоким, а жидкотекучесть — слишком низкой.
Таблица 1: Химический состав и механические характеристики наплавленного металла при использовании газозащитной порошковой проволоки с защитными газами CO2 и Ar/CO2. |

Учитывая, что выбор защитного газа влияет на итоговые механические характеристики наплавленного металла, в стандарте AWS D1.1/D1.1M:2008 «Structural Welding Code» указано несколько требований, призванных обеспечить должные характеристики. Во всех видах сварки защитный газ должен отвечать требованиям A5.32/A5.32M. В случае утвержденных сварочных процедур документ D1.1 требует, чтобы каждое сочетание сварочной проволоки и защитного газа подтверждалось экспериментальными данными.
Пункт 3.7.3 документа D1.1:2008 предполагает два приемлемых вида обоснования: а) газ, который используется в целях классификации сварочных материалов, или б) данные от производителя сварочных материалов, отвечающие применимым требованиям AWS A5, для указанного в данной сварочной процедуре защитного газа. В отсутствие этих двух условий D1.1:2008 требует проведения квалификационных испытаний данной комбинации.
Классификация сварочных материалов по типу защитного газа
С 2005 года Американское общество сварки (AWS) стало указывать в своих спецификациях порошковых проволок тип использованного для классификации защитного газа. Класс материалов для сварки углеродистой стали по AWS записывается в виде «EXXT-XX», где последняя X — «идентификатор защитного газа». Им может быть «C» в случае 100% CO2 или «M» в случае смеси 75 – 80% аргона / 20 – 25% CO2 (например, E71T-1C или E71T-1M). В случае материалов для сварки низколегированной стали идентификатор защитного газа стоит после идентификатора химического состава (например, E81T1-Ni1C). Самозащитные порошковые проволоки, для которых защитных газ не нужен, идентификатора защитного газа в своей классификации не содержат (например, E71T-8).
Класс материалов для сварки углеродистой стали по AWS записывается в виде «EXXT-XX», где последняя X — «идентификатор защитного газа». Им может быть «C» в случае 100% CO2 или «M» в случае смеси 75 – 80% аргона / 20 – 25% CO2 (например, E71T-1C или E71T-1M). В случае материалов для сварки низколегированной стали идентификатор защитного газа стоит после идентификатора химического состава (например, E81T1-Ni1C). Самозащитные порошковые проволоки, для которых защитных газ не нужен, идентификатора защитного газа в своей классификации не содержат (например, E71T-8).
Некоторые электроды предназначены исключительно для использования с 100% CO2. Другие — исключительно с аргоновыми смесями. Третьи подходят и для того, и для другого. В последнем случае проволока должна отвечать требованиям обеих классификаций.
Сравнение типов защитного газа для сварки FCAW-G
Чтобы сделать выбор между CO2 или смесью Ar/CO2, нужно проанализировать три параметра.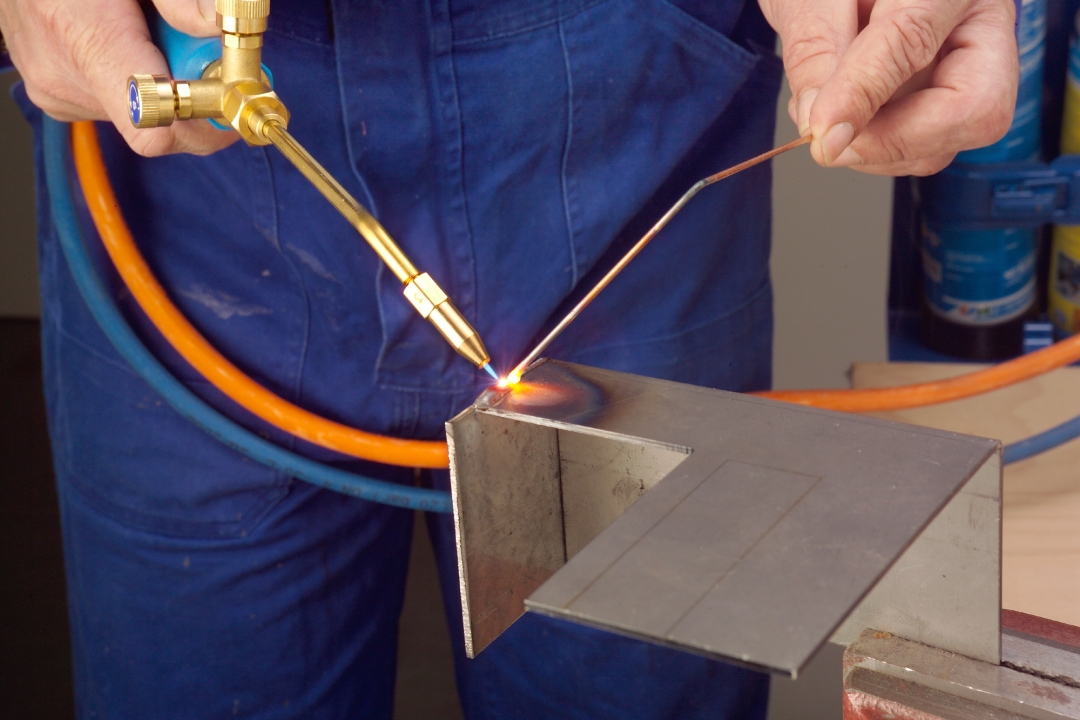 :
:
Стоимость защитного газа
Общие затраты на сварку — это ключевой фактор для многих компаний, и контроль этих затрат жизненно важен для сохранения рентабельности предприятия. Как правило, 80% общих расходов на сварочные работы относится к трудовым и непроизводственным затратам, а 20% — к стоимости сварочных материалов. Четверть от этой стоимости, т. е. 5% от общих затрат, составляет стоимость защитного газа. Если бы стоимость защитного газа была единственным решающим фактором, то выбор CO2 вместо смеси Ar/CO2 позволил бы сильно сэкономить. Однако общие затраты на сварочные работы часто зависят от многих других факторов, некоторые из которых мы обсудим чуть ниже.CO2 дешевле Ar/CO2, потому что его легко получить и его поставляют многие предприятия по всему миру. Например, CO2 получают в качестве побочного продукта некоторых других промышленных процессов. CO2 для сварочной отрасли чаще всего получают при переработке или крекинге природного газа.
Аргон можно получить только из воздуха. Так как он составляет меньше 1% нашей атмосферы, для получения аргона в промышленных масштабах нужно перерабатывать огромные объемы воздуха. Для этого используются специальные установки разделения воздуха. Они расходуют много электроэнергии и встречаются лишь в некоторых странах мира.
Сварочные характеристики и влияние на производительность
Если сваривать различные защитные газы, при одинаковом типе и диаметре проволоки для смеси Ar/CO2 характерна более мягкая и стабильная дуга, что делает ее более привлекательным выбором с точки зрения сварщика по сравнению с CO2. Для дуги в газе CO2 характерен более крупнокапельный перенос металла (размер капель обычно превышает диаметр проволоки), что делает ее более жесткой и непостоянной и усиливает разбрызгивание. Для сварочной дуги в смеси Ar/CO2 характерен струйный перенос металла с каплями меньшего размера (обычно меньше диаметра проволоки), что делает ее мягче и снижает уровень разбрызгивания.Качество сварки
Как уже было упомянуто, смесь Ar/CO2 делает сварочную ванну боле жидкотекучей по сравнению с CO2. Это упрощает работу и улучшает смачивание в местах перехода от металла шва к основному металлу. По мнению некоторых производителей, это позволяет сварщикаму улучшить профиль шва и итоговое качество соединения. Кроме того, сварочная дуга в смеси Ar/CO2 отличается меньшим уровнем разбрызгивания, другими словами, более высоким качеством сварки и меньшими затратами времени на чистку рабочей поверхности. Низкий уровень разбрызгивания также снижает затраты на проведение ультразвукового исследования, потому что для его проведения с поверхности сначала нужно удалить лишние брызги.
Еще один аспект качества — это влияние защитного газа на образование газовых пор, которые относятся скорее к косметическим недостаткам, а не дефектам. Газовые поры, которые еще иногда называют червоточинами, — это небольшие выемки на рабочей поверхности. Их образуют растворенные в наплавленном металле газы, которые вышли из него до застывания сварочной ванны, но оказались заперты под слоем застывшего шлака. При использовании Ar/CO2 вероятность образования газовых пор выше. При наличии аргона перенос металла больше похож на струйный, что приводит к уменьшению размера каждой капли и увеличению их количества. В результате увеличивается общая площадь поверхности капель и связанное с этим содержание растворенных газов. Появление газовых пор также зависит от других факторов, но они не входят в предмет этой статьи.
 Аргон можно получить только из воздуха. Так как он составляет меньше 1% нашей атмосферы, для получения аргона в промышленных масштабах нужно перерабатывать огромные объемы воздуха. Для этого используются специальные установки разделения воздуха. Они расходуют много электроэнергии и встречаются лишь в некоторых странах мира.
Аргон можно получить только из воздуха. Так как он составляет меньше 1% нашей атмосферы, для получения аргона в промышленных масштабах нужно перерабатывать огромные объемы воздуха. Для этого используются специальные установки разделения воздуха. Они расходуют много электроэнергии и встречаются лишь в некоторых странах мира.

 Газовые поры, которые еще иногда называют червоточинами, — это небольшие выемки на рабочей поверхности. Их образуют растворенные в наплавленном металле газы, которые вышли из него до застывания сварочной ванны, но оказались заперты под слоем застывшего шлака. При использовании Ar/CO2 вероятность образования газовых пор выше. При наличии аргона перенос металла больше похож на струйный, что приводит к уменьшению размера каждой капли и увеличению их количества. В результате увеличивается общая площадь поверхности капель и связанное с этим содержание растворенных газов. Появление газовых пор также зависит от других факторов, но они не входят в предмет этой статьи.
Газовые поры, которые еще иногда называют червоточинами, — это небольшие выемки на рабочей поверхности. Их образуют растворенные в наплавленном металле газы, которые вышли из него до застывания сварочной ванны, но оказались заперты под слоем застывшего шлака. При использовании Ar/CO2 вероятность образования газовых пор выше. При наличии аргона перенос металла больше похож на струйный, что приводит к уменьшению размера каждой капли и увеличению их количества. В результате увеличивается общая площадь поверхности капель и связанное с этим содержание растворенных газов. Появление газовых пор также зависит от других факторов, но они не входят в предмет этой статьи.
Типичный выбор защитных газов в распространенных отраслях
На протяжении лет промышленность несколько стандартизировала выбор защитного газа для определенных областей FCAW-G. Например, для задач, где требуется высокая производительность наплавки в нижнем и горизонтальном пространственном положении, более предпочтителен CO2, потому что преимущества смеси Ar/CO2 в нижнем положении минимальны. Судостроительные верфи тоже, как правило, используют CO2, потому что он способствует сгоранию покрытий на рабочих поверхностях. В области строительства офшорных сооружений для облицовочных проходов Y-, T и K-соединений требуется очень гладкая поверхность сварного шва и минимальный уровень разбрызгивания, поэтому для нее более предпочтительна смесь Ar/CO2. В некоторых странах мира из-за перебоев в поставками аргона для всех задач используется CO2.
Судостроительные верфи тоже, как правило, используют CO2, потому что он способствует сгоранию покрытий на рабочих поверхностях. В области строительства офшорных сооружений для облицовочных проходов Y-, T и K-соединений требуется очень гладкая поверхность сварного шва и минимальный уровень разбрызгивания, поэтому для нее более предпочтительна смесь Ar/CO2. В некоторых странах мира из-за перебоев в поставками аргона для всех задач используется CO2.
Заключение
При выборе защитного газа для сварки газозащитной порошковой проволокой нужно учитывать не только стоимость газа. Учитывайте все три аспекта, которые мы обсудили в этой статье. Какой тип защитного газа позволит снизить общие затраты на сварку? Какой тип защитного газа позволит снизить затраты на сварку метрового отрезка соединения? Одни производители приходят к выводу, что с Ar/CO2 они могут заметно повысить качество и производительность. Для других преимущества Ar/CO2 не проявляются или не оправдывают более высокую стоимость. Для задач третьих лучше всего подходит экономичный CO2. Те, кто пользуется процессом FCAW-G, при выборе защитного газа должны руководствоваться тем, какой из них окажет наибольшее общее влияние на себестоимость, качество и производительность сварочных работ. При этом также нужно убедиться, что порошковая проволока совместима с выбранным защитным газом.
Для других преимущества Ar/CO2 не проявляются или не оправдывают более высокую стоимость. Для задач третьих лучше всего подходит экономичный CO2. Те, кто пользуется процессом FCAW-G, при выборе защитного газа должны руководствоваться тем, какой из них окажет наибольшее общее влияние на себестоимость, качество и производительность сварочных работ. При этом также нужно убедиться, что порошковая проволока совместима с выбранным защитным газом.
Том Майерс — старший специалист по внедрению, компания Линкольн Электрик, Кливленд
Сварка в углекислом газе: высокая производительность и простота
Сварка в углекислом газе является разновидностью сварки под флюсом. Она производится плавящимся электродом и широко применяется для монтажных работ, ремонта и восстановления тонкостенных деталей.
Применение сварки в среде углекислого газа
Простота процесса, малый расход материалов и доступность сварки в двуокиси углерода позволяет использовать ее во многих отраслях. Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях:
Наибольшее распространение сварка и наплавка в среде углекислого газа получила в таких направлениях:
- судостроение;
- машиностроение;
- строительство и ремонт трубопроводов;
- монтажные работы;
- производство котлов и аппаратуры;
- заварка повреждений стального литья и других.
Сварочные работы в среде углекислого газа применяются, в частности, для восстановления тонкостенных деталей кузова автомобиля.
Преимущества сварки в углекислом газе
Сварочные работы в среде углекислоты имеют ряд преимуществ по сравнению с другими видами сварки:
- Видимость процесса сварки и горения дуги для сварщика.
- Отсутствие необходимости в приспособлениях для подачи и отвода флюса.
- Хорошее качество швов. Сварные швы не требуют последующей очистки от остатков флюсов и шлака.
- Увеличенная производительность сварки в углекислом газе, вследствие качественного использования тепла дуги.
- Возможность проведения работ в разных пространственных положениях в режимах автоматической и полуавтоматической сварки.
- Низкая стоимость углекислого газа.
- Использование для сварки электрозаклепками и металлов небольших толщин.
- Доступность сварочных работ на весу без использования подкладки.

Сущность процесса сварки в углекислом газе
Углекислый газ препятствует негативному воздействию атмосферы на процесс сварки.
Высокая температура дуги частично разлагает углекислый газ на окись углерода и кислород. В результате образуется смесь из трех газов в зоне дуги: кислорода, углекислого газа и окиси углерода.
Кислород вступает в реакцию окисления с металлом. Температура электрической дуги значительно выше, чем температура сварочной ванны, поэтому выгорание (дополнительный расход) металла происходит, в первую очередь, в сварочной проволоке. Основной металл в сварочной ванне окисляется не так интенсивно.
Для снижения негативных последствий выгорания, сварочная проволока изготавливается с добавлением легирующих добавок. Повышенное содержание марганца, титана и кремния уменьшает количество окиси углерода и препятствует образованию пор в сварочном шве. Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная.
Степень окисления увеличивается при возрастании расхода потребляемого напряжения. Уменьшение интенсивности окисления происходит при увеличении плотности тока. Прямая полярность тока при сварке углекислым газом приводит к большему окислению, чем обратная.
Технология сварки в углекислом газе
Перед сваркой поверхность кромок очищают от ржавчины, загрязнений, окалины и шлака. Потолочные и вертикальные швы выполняют проволоками малого диаметра и на небольших токах.
Проведение сварочных работ в двуокиси углерода может происходить с использованием следующих процессов:
- с частыми принудительными короткими замыканиями;
- с крупнокапельным переносом;
- с непрерывным горением дуги.
Выбор процесса переноса электродного металла зависит от типа сварочной проволоки. Обычно сварочные работы в среде углекислого газа проводят на переменном токе. Реже применяется постоянный ток. Диаметр сварочной проволоки и величина тока зависят от размещения шва в пространстве и толщины свариваемого металла.
Материалы для сварки в среде углекислого газа
Сварочные работы двуокисью углерода производится в полуавтоматическом или автоматическом режиме. Выбор материалов для сварки в среде углекислого газа определяется особенностями этого метода работ. Для их выполнения используют:
- специальную сварочную проволоку;
- сжиженный углекислый газ.
Сварочная проволока
Электроды, применяемые для сварочных работ полуавтоматом в углекислом газе, имеют свои особенности. Сварочная проволока, применяемая для сварки под флюсом, в основном, не подходит при работах в среде двуокиси углерода.
Для сварки в углекислом газе используют электроды с повышенным содержанием легирующих добавок из марганца и кремния. Диаметр проволоки зависит от типа сварочного полуавтомата и толщины основного свариваемого металла. Поверхность электродов должна быть чистой, без следов ржавчины, окалины и органических загрязнений. Наличие посторонних примесей способствует увеличению пористости шва и разбрызгиванию металла. Для очистки электродов производится их травление в слабом (20%) растворе серной кислоты и последующая прокалка в печи.
Для очистки электродов производится их травление в слабом (20%) растворе серной кислоты и последующая прокалка в печи.
Углекислый газ для сварки
Углекислый газ нетоксичен и не имеет цвета. В сварочных работах используются баллоны сжиженного углекислого газа черного цвета. Рабочее давление баллонов — 60-70 кгс/см². На их поверхность нанесена надпись желтого цвета «Углекислота». Объем стандартного баллона составляет 40 литров. В нем содержится примерно 25 кг жидкой углекислоты, которая занимает 60-80% объема. Остальную часть емкости занимает углекислый газ.
Для сварки применяется углекислый газ с концентрацией выше 98%, а при выполнении наиболее ответственных работ — свыше 99%. Повышенное содержание влаги в углекислоте ведет к большому разбрызгиванию металла в процессе сварочных работ. Использование специального осушителя, на основе силикагеля, медного купороса или алюминия, способствует удалению избытка влаги.
Объем углекислого газа, который содержится в стандартных баллонах, обеспечивает производство работ в течение 15-20 часов, расход газа зависит от интенсивности работ. Перед применением, баллон необходимо установить и выдержать в вертикальном положении, для оседания избытка влаги на дно.
Перед применением, баллон необходимо установить и выдержать в вертикальном положении, для оседания избытка влаги на дно.
Важно следить за тем, чтобы давление в баллонах не опускалось ниже 4 кгс/см². При достижении этого значения, углекислый газ содержит большое количество влаги, поэтому использование баллона прекращают.
Расход углекислого газа контролируется с помощью специального понижающего редуктора, который устанавливается на выходе газа из баллона. Редуктор снижает давление до нормы в 0,5 атмосферы и обеспечивает оптимальный расход углекислоты.
При выходе газа из баллона происходит быстрое его охлаждение, вследствие испарения жидкой углекислоты. Это может привести к закупорке редуктора. Чтобы предотвратить замерзание влаги, используют обогреватель.
Особенности сварочных работ в среде углекислого газа
Полуавтоматы или автоматы для сварочных работ в среде двуокиси углерода должны иметь горелки, которые обеспечивают ламинарное выделение газа из сопла. При применении нестандартных держателей стоит учитывать, что они должны гарантировать радиальное по отношению к оси электрода истечение газа.
При применении нестандартных держателей стоит учитывать, что они должны гарантировать радиальное по отношению к оси электрода истечение газа.
Перед пропусканием проволоки в шланг, ее конец нужно завальцевать, дополнительно, наконечник с мундштука снять, а шланг проверить на отсутствие перегибов. Эти нормы должны соблюдаться постоянно. Несоответствие правилам может вызвать деформацию проволоки в роликах, износу деталей держателя и шланга.
Перед сварочными работами нужно установить необходимый для данного типа сварного соединения, диаметра используемой проволоки и толщины металла, режим сварки. В соответствии с режимом, выставить расход газа и выждать некоторое время для полного выхода воздуха из шлангов. Нормы расхода проволоки — 35—40 мм, с таким условием, чтобы промежуток от конца проволоки до сопла находился в пределах 15—25 мм. Проверить давление в баллоне.
Возбуждение электрической дуги производится касанием конца сварочной проволоки поверхности изделия, а выпуск проволоки — нажатием пусковой кнопки на держателе.
От перемещения и расположения горелки относительно изделия, зависят в большой степени устойчивость дуги, стойкость газовой защиты дуги от воздействия воздуха, быстрота охлаждения металла, форма сварочного шва, возможность визуального наблюдения за зоной работ.
Приближение горелки к поверхности изделия затрудняет слежение за процессом сварки и вызывает загрязнение горелки брызгами, а слишком большое удаление приводит к дефектам в сварочных швах, по причине снижения надежности защиты металла углекислотой.
Сборка соединений при сварочных работах в среде двуокиси углерода
При сборке свариваемых кромок соблюдают определенные нормы, смещение кромок не должно превышать 1 мм для металла толщиной 4—10 мм и 10 % для толщин более 10 мм.
Сборка соединений под сварку в двуокиси углерода зависит от:
- расположения шва в пространстве;
- типа соединения;
- толщины металла;
- способа сварки (полуавтоматом или автоматическая).
Чем ниже качество сборки соединения, тем меньше производительность сварочных работ, увеличивается расход проволоки. Рекомендуется сваривать и собирать соединения без прихваток. При сборке на прихватках, их следует располагать с противоположной стороны соединения. Прихватку можно проводить неплавящимся электродом, контактной сваркой и сваркой проволокой в углекислом газе. Расположение прихваток и их размеры должны соответствовать типу свариваемого соединения и толщине металла.
Рекомендуется сваривать и собирать соединения без прихваток. При сборке на прихватках, их следует располагать с противоположной стороны соединения. Прихватку можно проводить неплавящимся электродом, контактной сваркой и сваркой проволокой в углекислом газе. Расположение прихваток и их размеры должны соответствовать типу свариваемого соединения и толщине металла.
Сварка в углекислом газе является распространенным видом работ. Соблюдение технологических норм процесса сварки и использование оптимальных материалов, позволяет быстро получать сварочные швы высокого качества и обеспечивает надежность соединений на долгие годы.
Похожие статьи
- Сварка углеродистых сталей: проблемы, решения и материалы
- Газовая смесь для производства сварки
- Сварка полуавтоматом все о технологии
- Преимущества и недостатки технологии газовой сварки ацетиленом
Руководство по газовой сварке для начинающих
Если вы серьезно относитесь к сварке, я уверен, что вы уже знаете все тонкости газовой сварки. Для тех, кто этого не делает, газовая сварка — не только одна из самых крутых форм сварки, но и одна из самых полезных.
Для тех, кто этого не делает, газовая сварка — не только одна из самых крутых форм сварки, но и одна из самых полезных.
Это дешевая, переносимая и гибкая форма сварки, не требующая электрического оборудования и позволяющая резать, сваривать и паять большинство металлов. В этой статье мы дадим вам полное руководство для понимания основ газовой сварки.
Безопасность
Как мы обсуждали в нашей статье Основы: сварка для начинающих , безопасность на вашем рабочем месте не может быть недостаточно подчеркнута. Особенно для начинающих сварщиков. Опять же, мы настоятельно рекомендуем ознакомиться с Модельным сводом правил Safe Work Australia по сварочным процессам .
Это дает вам все, что вам нужно знать о стандартах безопасности, гарантируя, что вы получите идеальный сварной шов, а не кучу пепла, которая, возможно, была вашей мастерской.
Если вы уже читали это, вот несколько советов, прежде чем приступить к газовой сварке:
- Для газовой сварки требуется оборудование, безопасное для работы с кислородом и ацетиленом
- Никогда не используйте газообразный ацетилен при давлении выше 100 кПа
- Всегда сначала открывайте кислородные или топливные баллоны
- При работе всегда имейте под рукой огнетушитель
- Открывайте вентиль баллона с ацетиленом только на 1 1/2 оборота и держите на нем гаечный ключ
Оборудование и принцип его работы
Газосварочные работы с тремя важными частями: сварочными наконечниками, мешалками и паяльной трубкой.
При использовании кислород и горючий газ подаются через нагнетательную трубку и смешиваются, выходя через сварочные наконечники. Регуляторы используются для контроля давления, при котором каждый газ прокачивается через паяльную трубку и производит пламя при встрече с кремнем.
При газовой сварке существует множество различных газов для разных случаев. Для большинства применений кислород-ацетилен (C2h3) — это все, что вам действительно нужно, и он отлично подходит для сварки, резки и пайки металлов. Он также легко воспламеняется и является самым горячим коммерчески доступным горючим газом, достигая температуры 480°C, что также соответствует температуре поверхности Венеры.
Подготовка к газовой сварке
После того, как все поля отмечены галочками, следующим шагом будет удаление любых загрязнений, которые могут повредить или вызвать воспламенение. Это делается путем осторожного открывания и закрывания клапана баллона, обязательно вдали от любого источника воспламенения. Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Затем прикрепите регуляторы к соответствующим цилиндрам и убедитесь, что они достаточно плотно затянуты, чтобы предотвратить любые утечки.
Теперь присоедините другой конец шланга к паяльной трубке, рядом с ручкой должен быть штамп и наклейка, чтобы указать, какой шланг куда идет. Как только это будет сделано, важно сделать еще одну проверку на наличие утечек, прежде чем зажигать.
Закройте клапаны нагнетательных трубок и убедитесь в отсутствии утечек в кислородном и топливном газовых клапанах. Медленно открывайте каждый клапан, оставляя открытым только один, и установите регулятор на значение примерно 100 кПа. Если есть утечки, манометр изменится, и вам нужно будет применить раствор для проверки герметичности клапана, чтобы закрыть утечку. Проверьте это еще раз, и вы готовы зажечь.
Освещение
Изображение предоставлено: amazonaws.com Чтобы зажечь паяльную трубку, откройте кислородный клапан и отрегулируйте его регулятор, пока не будет достигнуто необходимое давление. После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
После этого и перед розжигом дайте газу немного пройти, чтобы он мог очистить систему от воздуха. Закройте клапан и повторите то же самое для баллона с ацетиленом, снова обратитесь к диаграмме давления, чтобы убедиться, что у вас есть правильное давление для работы.
Теперь пришло время для части, которую мы все ждали, (безопасно) зажечь паяльную лампу. Слегка приоткройте клапан топливного газа и подожгите газ кремневой зажигалкой, этого нельзя делать при манометрическом давлении выше 100 кПа.
Затем медленно откройте кислородный клапан горелки, пока не появится нейтральное пламя. Для большинства сварочных работ достаточно нейтрального пламени.
Техника газовой сварки
Время от времени ваша паяльная лампа будет пытаться заговорить с вами обратным ударом (небольшой взрыв на конце паяльной трубки). Если это произойдет, ваш поток газа может быть недостаточным для наконечника, наконечник может быть слишком горячим и нуждается в поломке, или внутри наконечника могут застрять частицы углерода или металла (требующие очистки).
Удерживая духовую трубку в положении передней руки, вы, как правило, чувствуете себя более естественно, и ее лучше всего использовать под углом 60-76 градусов к работе. При этом это может варьироваться в зависимости от размера наконечника и толщины металла, например, для металлов, отличных от мягких сталей, требуется 30-45 градусов.
Круговые движения горелки также являются обычной практикой, но ни в коем случае не выходите за пределы сварочной ванны, а кончик трубки должен быть на 2-3 мм выше металла.
Когда сварочная ванна движется вдоль шва, следите за диаметром ванны. Больший диаметр будет означать большее проникновение и, следовательно, лучший сварной шов. Лужа также подскажет вам, нужно ли вам отрегулировать скорость движения или размер пламени и может ли потребоваться наполнительный стержень.
Большую часть времени вы будете выполнять сварку с присадочным материалом или прутком, чтобы укрепить и придать форму сварному шву. При использовании присадочной проволоки начните с создания лужи в том месте, где вы хотите начать сварку. Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Стержень должен находиться примерно на 10 мм в пределах пламени паяльной трубки и на 2-3 мм выше лужи. Мы помещаем стержень над лужей, чтобы его можно было окунуть, когда потребуется дополнительный металл.
Хороший сварной шов трудно освоить, и он получится, когда вы привыкнете обращаться как с паяльной трубкой, так и с присадочным стержнем. Убедитесь, что сварной шов не заходит ни на одну из плоских поверхностей, и сварной шов должен быть равномерным по всей длине шва.
Завершение работы
Работа выполнена? Время безопасно отключить паяльную лампу. Начните с закрытия ацетиленового клапана паяльной трубки, а затем кислородного клапана. Повторите этот шаг на клапане баллона. После того, как все клапаны закрыты, откройте кислородный клапан паяльной трубки, чтобы дать возможность стечь оставшемуся газу — вы узнаете, когда это будет сделано, когда манометр регулятора упадет до нуля. Повторите этот шаг для соответствующих ацетиленовых клапанов.
Повторите этот шаг для соответствующих ацетиленовых клапанов.
Отсюда необходимо немного больше узнать о таких вещах, как понимание толщины металла, размера наконечника, давления кислорода и ацетилена и расхода газа. Все эти темы являются подробными и являются еще одним шагом к пониманию газовой сварки и газосварочного оборудования.
Мы рекомендуем прочитать это подробное руководство, предоставленное BOC Gas & Gear, чтобы получить полное представление о газовой сварке. Он даже охватывает более продвинутые способы газовой сварки, такие как пайка, газокислородная резка и нагрев пламенем.
Нужно новое сварочное оборудование? Просмотрите наше новое и подержанное сварочное оборудование здесь.
Резюме
1926.350 — Газовая сварка и резка.
- По стандартному номеру
- 1926.350 — Газовая сварка и резка.
1926. 350 (а)
350 (а)
Транспортировка, перемещение и хранение баллонов со сжатым газом.
1926.350(а)(1)
Защитные колпачки клапанов должны быть на месте и закреплены.
1926.350(а)(2)
При подъеме баллоны должны быть закреплены на люльке, стропе или поддоне. Их нельзя поднимать или транспортировать с помощью магнитов или строп.
1926.350 (а) (3)
Цилиндры следует перемещать, наклоняя и перекатывая их за нижние кромки. Их нельзя намеренно ронять, ударять или позволять им сильно ударять друг друга.
1926.350(а)(4)
При транспортировке баллонов механическими транспортными средствами они должны быть закреплены в вертикальном положении.
1926.350(а)(5)
Защитные колпачки клапанов не должны использоваться для подъема баллонов из одного вертикального положения в другое. Запрещается использовать стержни под клапанами или защитными колпачками клапанов, чтобы высвободить баллоны при замерзании. Для оттаивания баллонов насыпью следует использовать теплую, не кипящую воду.
1926.350(а)(6)
Если баллоны не закреплены прочно на специальном держателе, предназначенном для этой цели, перед перемещением баллонов необходимо снять регуляторы и установить защитные колпачки клапанов.
1926.350(а)(7)
Для предотвращения опрокидывания баллонов во время использования следует использовать подходящую тележку для баллонов, цепь или другое стабилизирующее устройство.
1926.350(а)(8)
Когда работа закончена, когда баллоны пусты или когда баллоны перемещаются в любое время, вентиль баллона должен быть закрыт.
1926.350(а)(9)
Баллоны со сжатым газом должны быть закреплены в вертикальном положении все время, за исключением, если это необходимо, коротких периодов времени, когда баллоны фактически поднимаются или переносятся.
1926.350(а)(10)
Баллоны с кислородом при хранении должны быть отделены от баллонов с топливным газом или горючими материалами (особенно маслом или смазкой) на расстоянии не менее 20 футов (6,1 м) или негорючим барьером высотой не менее 5 футов (1,5 м), имеющим предел огнестойкости не менее получаса.
1926. 350(а)(11)
350(а)(11)
Внутри зданий баллоны должны храниться в хорошо защищенном, хорошо проветриваемом, сухом месте, на расстоянии не менее 20 футов (6,1 м) от легковоспламеняющихся материалов, таких как масло или эксельсиор. Баллоны следует хранить в специально отведенных местах вдали от лифтов, лестниц и проходов. Предусмотренные места хранения должны располагаться в местах, где баллоны не будут опрокинуты или повреждены проходящими или падающими предметами, а также не будут подвержены несанкционированному вмешательству. Баллоны нельзя хранить в непроветриваемых помещениях, таких как шкафчики и шкафы.
1926.350(а)(12)
Обработка, хранение и использование всех сжатых газов в баллонах, переносных цистернах, железнодорожных цистернах или автомобильных грузовых цистернах на предприятии должны соответствовать брошюре Ассоциации сжатых газов P-1-1965.
1926. 350(б)
350(б)
Размещение цилиндров.
1926.350(б)(1)
Цилиндры должны храниться на достаточном расстоянии от фактической сварки или резки, чтобы на них не могли попасть искры, горячий шлак или пламя. Если это невозможно, должны быть предусмотрены огнестойкие экраны.
1926.350(б)(2)
Цилиндры должны размещаться в местах, где они не могут стать частью электрической цепи. Электроды не должны ударяться о цилиндр для зажигания дуги.
1926.350(б)(3)
Баллоны с топливным газом должны располагаться концом с клапаном всякий раз, когда они используются. Их нельзя размещать в местах, где они могут подвергаться воздействию открытого огня, горячего металла или других источников искусственного тепла.
1926.350(б)(4)
Баллоны, содержащие кислород, ацетилен или другой горючий газ, не должны помещаться в замкнутые пространства.
1926.350(с)
Обработка баллонов.
1926.350 (с) (1)
Цилиндры, полные или пустые, не должны использоваться в качестве роликов или опор.
1926.350 (с) (2)
Никто, кроме поставщика газа, не должен пытаться смешивать газы в баллоне. Никто, кроме владельца баллона или уполномоченного им лица, не может заправлять баллон. Никто не должен использовать содержимое баллона для целей, отличных от целей, предусмотренных поставщиком. Все используемые баллоны должны соответствовать требованиям Министерства транспорта, опубликованным в 49CFR, часть 178, подраздел C, Спецификация для баллонов.
1926.350(с)(3)
Не допускается использование поврежденных или дефектных баллонов.
1926.350 (г)
Использование топливного газа. Работодатель должен тщательно инструктировать сотрудников по безопасному использованию топливного газа следующим образом:
1926.350(д)(1)
Перед подсоединением регулятора к клапану баллона клапан должен быть приоткрыт и немедленно закрыт. (Это действие обычно называется «открытием» и предназначено для очистки клапана от пыли или грязи, которые в противном случае могли бы попасть в регулятор.) Человек, открывающий клапан, должен стоять сбоку от выпускного отверстия, а не перед ним. Клапан баллона с топливным газом не должен треснуть там, где газ может попасть на сварочные работы, искры, пламя или другие возможные источники воспламенения.
1926.350(д)(2)
Клапан баллона всегда должен открываться медленно, чтобы не повредить регулятор. Для быстрого закрытия клапаны на баллонах с топливным газом не должны открываться более чем на 1 1/2 оборота. Если требуется специальный ключ, его следует оставить на штоке клапана во время использования баллона, чтобы можно было быстро перекрыть поток топливного газа в случае возникновения чрезвычайной ситуации. В случае коллекторных или соединенных баллонов по крайней мере один такой ключ всегда должен быть доступен для немедленного использования. Во время использования сверху баллона с топливным газом нельзя класть ничего, что может повредить предохранительное устройство или помешать быстрому закрытию клапана.
1926.350(г)(3)
Топливный газ не должен использоваться из баллонов через горелки или другие устройства, оснащенные запорными клапанами, без снижения давления с помощью подходящего регулятора, прикрепленного к клапану баллона или коллектору.
1926.350(д)(4)
Перед снятием регулятора с клапана баллона клапан баллона всегда должен быть закрыт, а газ выпущен из регулятора.
1926.350(д)(5)
Если при открытии клапана на баллоне с топливным газом обнаруживается утечка вокруг штока клапана, клапан должен быть закрыт, а гайка сальника затянута. Если это действие не остановит утечку, использование баллона должно быть прекращено, он должен быть должным образом помечен и удален из рабочей зоны. В случае утечки топливного газа из клапана баллона, а не из штока клапана, и газ невозможно перекрыть, баллон должен быть соответствующим образом помечен и удален из рабочей зоны. Если регулятор, прикрепленный к клапану баллона, эффективно останавливает утечку через седло клапана, баллон не нужно удалять из рабочей зоны.
1926. 350(д)(6)
350(д)(6)
Если возникает утечка в пробке предохранителя или другом предохранительном устройстве, баллон должен быть удален из рабочей зоны.
1926.350 (е)
Коллекторы топливного газа и кислорода.
1926.350 (е) (1)
На коллекторы топливного газа и кислорода должно быть нанесено название содержащегося в них вещества буквами высотой не менее 1 дюйма, которые должны быть нанесены либо краской на коллекторе, либо на табличке, постоянно прикрепленной к нему.
1926.350 (е) (2)
Коллекторы топливного газа и кислорода должны размещаться в безопасных, хорошо проветриваемых и доступных местах. Они не должны располагаться в закрытых помещениях.
1926. 350 (е) (3)
Соединения шлангов коллектора, включая оба конца шланга подачи, которые ведут к коллектору, должны быть такими, чтобы шланг нельзя было поменять местами между коллекторами топливного газа и кислорода и соединениями коллектора подачи. Запрещается использовать переходники для обеспечения взаимозаменяемости шлангов. Шланговые соединения должны быть очищены от смазки и масла.
1926.350 (е) (4)
Неиспользуемые соединения коллектора и напорного шланга должны быть закрыты крышками.
1926.350 (е) (5)
На верхнюю часть коллектора во время его использования нельзя класть ничего, что могло бы повредить коллектор или помешать быстрому закрытию клапанов.
1926.350 (ф)
Шланг.
1926.350 (ф) (1)
Шланг для топливного газа и кислородный шланг должны быть легко отличимы друг от друга. Контраст может создаваться различными цветами или характеристиками поверхности, легко различимыми на ощупь. Кислородные и топливные шланги не должны быть взаимозаменяемыми. Не допускается использование одного шланга, имеющего более одного газового прохода.
1926.350 (ф) (2)
Когда параллельные участки шлангов для кислорода и топливного газа склеены вместе, не более 4 дюймов из 12 дюймов должны быть закрыты лентой.
1926.350 (ф) (3)
Все используемые шланги, по которым подается ацетилен, кислород, природный или искусственный топливный газ или любой газ или вещество, которые могут воспламениться или вступить в возгорание или каким-либо образом нанести вред работникам, должны проверяться в начале каждой рабочей смены. . Неисправный шланг должен быть изъят из эксплуатации.
1926.350 (ф) (4)
Шланг, подвергшийся обратному воспламенению или имеющий признаки сильного износа или повреждения, должен быть испытан при двойном нормальном давлении, которому он подвергается, но ни в коем случае не менее 300 фунтов на квадратный дюйм. Неисправный шланг или шланг в сомнительном состоянии использовать нельзя.
1926.350 (ф) (5)
Соединительные муфты для шлангов должны быть такого типа, чтобы их нельзя было разблокировать или разъединить посредством прямого натяжения без вращательного движения.
1926.350 (ф) (6)
Ящики для хранения газовых шлангов должны вентилироваться.
1926. 350 (ж) (7)
Шланги, кабели и другое оборудование не должны находиться в проходах, лестницах и лестницах.
1926.350(г)
Факелы.
1926.350(г)(1)
Забитые отверстия наконечника резака следует очищать с помощью подходящей чистящей проволоки, сверл или других приспособлений, предназначенных для этой цели.
1926.350(г)(2)
Используемые горелки должны проверяться в начале каждой рабочей смены на наличие утечек в запорных клапанах, шланговых муфтах и наконечниках. Неисправные горелки не должны использоваться.
1926.350(г)(3)
Факелы должны зажигаться от фрикционных зажигалок или других утвержденных устройств, а не от спичек или огневых работ.
1926.350(ч)
Регуляторы и датчики. Регуляторы давления кислорода и топливного газа, включая соответствующие манометры, во время использования должны находиться в надлежащем рабочем состоянии.
1926.350 (я)
Опасности, связанные с маслом и смазкой. Кислородные баллоны и фитинги должны храниться вдали от масла или смазки. Цилиндры, крышки цилиндров и клапаны, муфты, регуляторы, шланги и аппараты не должны содержать масла или жирных веществ, и их нельзя трогать замасленными руками или в перчатках. Кислород не должен направляться на замасленные поверхности, замасленную одежду или внутри топливного или другого резервуара или сосуда для хранения.
1926.350(Дж)
Дополнительные правила. Для получения дополнительной информации, не описанной в этом подразделе, должны применяться применимые технические разделы Американского национального института стандартов, Z49. 1-1967, Безопасность при сварке и резке.
[44 FR 8577, 9 февраля 1979 г.; 44 FR 20940, 6 апреля 1979 г., в редакции 55 FR 42328, 18 октября 1990 г.; 58 ФР 35179, 30 июня 1993 г.]
Подготовка системы сварки топливным газом к работе
Что такое газовая сварка?
Сварка – способ соединения металлических деталей и конструкций сплавлением с применением или без использования сварочного прутка. Каждый самолет зависит от сварки для придания прочности некоторым частям его конструкции.
Авиамеханики осваивают применение сварочных аппаратов для нагрева и прихватки.
Два основных типа сварки: газовая и электрическая.
Газовая сварка чаще используется при строительстве и обслуживании самолетов.
Что такое система сварки баллонов с топливным газом?
Газовая сварка с использованием баллонов с кислородом и ацетиленом широко известна как система сварки баллонов с топливным газом. Другие горючие газы, помимо ацетилена, также используются для различных видов сварки, но наиболее распространена кислородно-ацетиленовая система сварки.
Компоненты переносной системы ацетиленовой сварки
Переносная система ацетиленовой сварки состоит из следующих компонентов:
- Тележка: используется для переноски баллонов и предотвращения их опрокидывания
- Баллоны: один для кислорода и один для ацетилена
- Регуляторы: используются для управления потоком газа из баллонов
- Шланги: используются для подключения регуляторов к горелке
- Горелка: используется для контроля пламени при сварке
Кислородный баллон
Обратите внимание, что заполненные кислородные баллоны имеют давление около 2200 фунтов на квадратный дюйм. Они потенциальная бомба. При неправильном обращении они могут быть чрезвычайно опасны.
Ацетиленовый баллон
Ацетиленовые баллоны содержат жидкий ацетон и ацетилен. Ацетон поглощает ацетилен в 25 раз больше собственного веса, что делает ацетилен стабильным в цилиндре.
Почему его следует использовать стоя?
Если баллон положить и попытаться слить ацетилен, он вытянет жидкий ацетон, что может привести к пожару. По той же причине рекомендуется выдерживать баллон с ацетиленом не менее часа, прежде чем из него будет набираться ацетилен.
Крепление газовых баллонов
Установите кислородный и ацетиленовый баллоны на место. Надежно закрепите цилиндры на тележке с помощью цепи или любого другого фиксирующего механизма, чтобы предотвратить опрокидывание и повреждение цилиндров во время использования.
Защитный колпачок
Верхний клапан баллона закрыт защитным колпачком, который должен быть надет, когда баллон не используется. Кроме того, убедитесь, что защитный колпачок надет каждый раз, когда цилиндр перемещается или обрабатывается.
Для подготовки системы кислородно-ацетиленовой сварки снимите предохранительные колпачки с баллонов.
Подготовка регуляторов
Следующим шагом является установка регуляторов на вентили баллона.
Ненадолго откройте клапан баллона, чтобы выдуть грязь или другие инородные материалы из клапана, прежде чем надевать регулятор на клапан баллона.
Осмотрите кислородный регулятор. Убедитесь, что седло регулятора чистое, без грязи и повреждений.
Правильно установите регулятор на клапан. В противном случае это создаст утечку и может быть даже опасным.
Закрепите/поверните ручку регулятора настолько, чтобы предотвратить любую утечку.
Не наносите масло для крепления/установки регулятора.
Масло в присутствии кислорода под высоким давлением может быть взрывоопасным. Это может привести к повреждению регулятора и стать причиной возгорания или взрыва.
Повторите процедуру для ацетиленового бака, сняв защитную крышку и подготовив ее к установке регулятора.
Откройте на мгновение вентиль баллона, чтобы очистить цилиндр. Убедитесь, что в клапане нет посторонних предметов.
Баллоны с топливным газом, такие как ацетилен, имеют левую резьбу, поэтому их нельзя присоединить к баллону с нетопливным газом, например к кислородному баллону.
Шланги
Убедитесь, что шланги чистые, без посторонних материалов и повреждений.
Кислородные шланги всегда зеленого цвета и присоединены к кислородному регулятору.
Ацетиленовые шланги обычно красного цвета. Гайка ацетиленового шланга тоже будет левой. Он также левый, где он подходит к факелу.
Что произойдет, если вы случайно подсоедините шланг, если в нем окажется посторонний материал?
Это может привести к попаданию материала в регулятор и повреждению калибровки регулятора.
Подсоедините шланг к горелке
Установите кислородный шланг на горелку. У него правая резьба, тогда как у ацетиленового шланга левая резьба, поэтому никогда не получится подключить не тот шланг.
Затяните шланги настолько, чтобы предотвратить любые утечки в резаке. Слишком сильное затягивание шланга может повредить седло и вырвать резьбу из гайки.
Убедитесь, что клапаны горелки закрыты. Проверьте регулировочные винты на регуляторе и убедитесь, что они не натянуты. Затем откройте цилиндры и подайте давление на регулятор.
Если внимательно следить за манометром, манометр будет подниматься медленно.
Важно открывать цилиндр медленно, чтобы не повредить калибровку манометра.
Полностью откройте кислородный баллон. Он должен плотно прилегать к верхнему сиденью.
Поскольку это клапан высокого давления, он имеет двойное седло. Он протечет, если вы не откроете кислородный баллон до конца.
Манометр регулятора с правой стороны покажет повышение давления; это датчик давления в баллоне. Тот, что слева, не имеет давления, пока вы не повернете регулировочные винты на регуляторе.
Затем сделайте то же самое для баллона с ацетиленом.
Откройте баллон с ацетиленом так, чтобы обеспечить неограниченный поток.
Медленно включите баллон с ацетиленом и дайте подняться давлению. Откройте ацетилен примерно на 1/4-1/2 оборота, а не полностью.
Почему ацетилен должен открываться только с четверти до половины?
Топливным газом здесь является ацетилен, важно, чтобы его можно было выключить в случае пожара. Если он слишком открыт, вы не сможете быстро его выключить.
Проверьте цилиндры, чтобы убедиться, что регуляторы показывают правильные значения на датчиках цилиндров и резака.
Отрегулируйте регулятор кислородного баллона, чтобы настроить манометр рабочего баллона на желаемое давление.
Сделайте то же самое для регулятора ацетилена. Ацетилен не используется при давлении выше 15 фунтов на квадратный дюйм. Обычно это обозначается красной линией, следующей за 15 psi на манометре регулятора. Использование более 15 фунтов на квадратный дюйм может привести к взрыву.
Проверка на наличие утечек с помощью мыльной воды
На этом этапе можно использовать мыльную воду для проверки на наличие утечек.
Проверить все соединения в системе. Затяните все соединения, в которых обнаружены утечки, и перепроверьте, чтобы убедиться, что утечки больше нет.
Вся операция занимает 5-10 минут, если нет проблем.
Если вы не устраните утечку, вы потеряете горючий газ, а это может привести к другим опасным осложнениям.
Наконец, осмотрите факел.
Теперь вы готовы к сварке.
Нужно ли проверять каждый день?
Проверяйте при отсоединении шланга или снятии регулятора, который необходимо переустановить или заменить.
Производитель горелки может рекомендовать значения рабочего давления для кислорода и ацетилена, например, 4 фунта на кв. дюйм для кислорода и 4 фунта на кв. дюйм для ацетилена.
Использование системы сварки топливным газом
Включите ацетилен, повернув ручку на горелке; поджечь его бойком.
Спичка никогда не используется для зажигания факела. Когда ацетилен вытекает из наконечника, он накапливается, и если поджечь его спичкой, то на мгновение получится вспышка пламени, и можно сильно обжечься.
Далее включаем кислород.
Подготовка к отключению системы
Сначала перекройте кислородный клапан, затем ацетиленовый.
Когда вентиль баллона закрыт, откройте вентили горелки и стравите давление из системы.
Давление на обоих манометрах регулятора кислородного клапана упадет до нуля. Повторите процесс для ацетилена.
Снимите регулятор. Это облегчит работу диафрагмы и позволит регулятору оставаться в состоянии калибровки.
Теперь система готова к хранению. Он полностью отключен.
Acorn Welding — ваш универсальный магазин качественных выхлопных газов и опор для двигателей самолетов. Обслуживая клиентов по всему миру, мы являемся крупнейшей в Канаде компанией по ремонту выхлопных газов и опор двигателей самолетов, а также крупнейшей в мире компанией по ремонту радиальных и винтажных выхлопных газов самолетов. Свяжитесь с Acorn Welding сегодня по любым вопросам, которые могут у вас возникнуть.
Принадлежности и оборудование для газовой сварки
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Методы газовой сварки 9s и 00099
Свариваемый материал, толщина металла, тип соединения и положение сварного шва определяют процедуру и технику, которые следует использовать.
При сварке тонколистового металла горелку обычно держат со шлангом, накинутым на запястье. [Рис. 1]
| Рис. 1. Положение руки при сварке тонких материалов |
При сварке тяжелых материалов более обычная рукоятка может обеспечить лучший контроль над горелкой. [Рисунок 2]