Газовая сварка латуни и бронзы
Сварка латуни. Газовая сварка чаще используется для сварки латуни, чем сварка латуни электрической дугой, так как сваривать латунь электросваркой труднее. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, испарение начинается при 900°С. Поэтому если латунь перегреть, то из за испарения цинка, шов получится пористым, а при перегреве может испариться до 25% содержащегося в латуни цинка. Другой причиной пористости шва при сварке латуни является поглощение расплавленной латунью водорода сварочного пламени, и неуспевающий выйти при застывании латуни водород, образует в шве газовые пузырьки. Пары цинка, попадая в газовые пузырьки и расширяясь в них, увеличивают их размеры и образуют поры, значительно ухудшающие прочность шва.
Для уменьшения испарения цинка, сварку латуни ведут пламенем с избытком кислорода до 30 — 40%, то есть на 1 м³ ацетилена подаётся от 1,3 до 1,4 м³ кислорода. В этом случае на поверхности металла сварочной ванны образуется жидкая плёнка окиси цинка, которая уменьшает его испарение. Избыток кислорода так же окисляет основную часть свободного водорода, и из за этого поглощение водорода жидким металлом (латунью) резко уменьшается.
Избыток кислорода так же окисляет основную часть свободного водорода, и из за этого поглощение водорода жидким металлом (латунью) резко уменьшается.
Для удаления из сварочной ванны окислов меди и цинка, применяют флюсы следующих составов: борная кислота 35%, плавленая техническая бура 50% и фосфорнокислый натрий 15%. Можно использовать и более простой флюс, состоящий из 80% борной кислоты(можно найти в аптеке) и 20% технической буры. Эти флюсы так же пригодны для наплавке стальных и чугунных деталей латунью(подробнее о сварке чугуна латунью читаем в этой статье). В качестве флюса при газовой сварке латуни можно применять только одну прокаленную буру, которую разводим водой (лучше дистиллированной)и в виде пасты наносим кистью на кромки. Кромки перед сваркой советую тщательно зачистить металлической щёткой(одетой на шлиф-машинку) до блеска. Подготовку кромок латунных листов смотрим в таблице, приведённой сбоку.
Теплопроводность латуни выше теплопроводности низкоуглеродистой стали примерно на 70%. И казалось бы при сварке латуни следует применять более мощное сварочное пламя, чем при сварке стали такой же толщины. Но более мощным пламенем легче перегреть металл сварочной ванны и увеличить испарение цинка, в результате чего шов будет пористым. Поэтому при сварке латуни мощность пламени выбираем такую же, как и при сварке стали, то есть 100 — 120 дм³/ч ацетилена на 1 мм толщины листа.(подробнее о выборе мощности пламени читаем здесь). Так же следует учесть, что для снижения испарения цинка и уменьшения поглощения водорода расплавленной латунью, конец ядра пламени держим от свариваемого металла на расстоянии в 2 — 3 раза большем, чем при сварке стали. Пламя направляем на сварочную проволоку, которую держим под углом 90° к оси мундштука горелки(как и при аргонно-дуговой сварке). Конец проволоки время от времени погружаем во флюс и подсыпаем его в сварочную ванну, а так же на края шва. Сварку ведём по возможности быстро(чем быстрее, тем меньше перегрев).
И казалось бы при сварке латуни следует применять более мощное сварочное пламя, чем при сварке стали такой же толщины. Но более мощным пламенем легче перегреть металл сварочной ванны и увеличить испарение цинка, в результате чего шов будет пористым. Поэтому при сварке латуни мощность пламени выбираем такую же, как и при сварке стали, то есть 100 — 120 дм³/ч ацетилена на 1 мм толщины листа.(подробнее о выборе мощности пламени читаем здесь). Так же следует учесть, что для снижения испарения цинка и уменьшения поглощения водорода расплавленной латунью, конец ядра пламени держим от свариваемого металла на расстоянии в 2 — 3 раза большем, чем при сварке стали. Пламя направляем на сварочную проволоку, которую держим под углом 90° к оси мундштука горелки(как и при аргонно-дуговой сварке). Конец проволоки время от времени погружаем во флюс и подсыпаем его в сварочную ванну, а так же на края шва. Сварку ведём по возможности быстро(чем быстрее, тем меньше перегрев).
Для газовой сварки латуни разработано несколько марок латунной проволоки, которая содержит раскислители кремний и олово. Составы этих проволок приведены в таблице. В качестве флюсов при сварке этими проволоками применяют прокаленную буру или газообразный флюс БМ-1. Газовая сварка с применением проволок данных марок даёт чистую сварочную ванну, плотный беспористый шов и незначительное выделение паров цинка, что уменьшает вредность процесса сварки латуни. Пламя применяем окислительное с избытком 30 — 40% кислорода в смеси.
Составы этих проволок приведены в таблице. В качестве флюсов при сварке этими проволоками применяют прокаленную буру или газообразный флюс БМ-1. Газовая сварка с применением проволок данных марок даёт чистую сварочную ванну, плотный беспористый шов и незначительное выделение паров цинка, что уменьшает вредность процесса сварки латуни. Пламя применяем окислительное с избытком 30 — 40% кислорода в смеси.
Для сварки латуни (особенно марок Л62 И Л68) разработана ещё при Союзе самофлюсующая присадочная проволока марки ЛКБО62-02-004-05, которая содержит 60,5 — 63,5% меди; 0,15 — 0,2% кремния; 0,03 — 0,07% бора; 0,4 — 0,65 олова, а остальное цинк. Входящие в состав проволоки кремний и олово являются раскислителями, а бор выполняет функцию флюса. При газовой сварке латуни этой проволокой потери цинка практически отсутствуют, повышается производительность сварки, так как ни подсыпать флюс, ни погружать в него проволоку не требуется. После сварки латуни, шов для повышения плотности советую проковать, заглаживая усиление заподлицо с основным металлом и если латунь содержит менее 60% меди, то проковку желательно произвести при нагреве шва до 650°С, а если в латуни меди больше 60%, то можно проковать шов и в холодном состоянии.
После проковки желательно применить отжиг при 600 — 650°С, с последующим медленным охлаждением, что сделает металл шва мелкозернистым и уберёт влияние наклёпа. При отжиге нужно следить, чтобы не превысить вышеуказанную температуру, а то при большей температуре возможно частичное испарение цинка. Для латунных сварных изделий можно применить так же отжиг при температуре всего 260 — 280°С, который не поменяет структуры металла, но уберёт остаточные внутренние напряжения в латуни, что предохранит её от последующего растрескивания.
Выделяющиеся при сварке латуни обычной проволокой белые пары окиси цинка вредны для организма человека. Поэтому при сварке латуни обычной проволокой , советую использовать качественный угольный респиратор фирмы ЗМ, и при сварке использовать вытяжную вентиляцию или работать на открытом воздухе. Ведь всё преимущество газовой сварки — это ненадобность электрической сети и поэтому лучше работать рядом с гаражом на свежем воздухе.
Газовая сварка бронзы. Сварку применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов. Желательно, особенно при сварке массивных деталей перед сваркой подогреть детали до 450°С. Подогрев необходим для предупреждения трещин. Следует иметь в виду, что при нагреве повышается хрупкость бронз, поэтому при сварке изделие нужно хорошо закрепить и не допускать толчков и ударов детали.
Сварочное пламя должно быть восстановительным, так как при окислительном пламени увеличивается выгорание олова из бронзы, а так же кремния и алюминия. Образующиеся окислы затрудняют сварку и шов получается пористым с шлаковыми включениями. Чтобы не перегревать металл, пламя держат на таком же расстоянии от сварочной ванны, как и при сварке латуни. В качестве присадочного материала используем прутки или проволоку близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0,4% кремния. Мощность пламени должна быть 100 — 150 дм³/ч ацетилена на 1 мм толщины основного металла.
Мощность пламени должна быть 100 — 150 дм³/ч ацетилена на 1 мм толщины основного металла.
Для защиты металла от окисления и удаления окислов применяем флюсы тех же составов, что и при сварке меди и латуни. Для алюминиевых бронз применяем флюсы, содержащие хлористые и фтористые соединения натрия, бария, калия и лития, то есть тех же составов, что и для алюминия( о сварке алюминия читаем здесь).
После сварки бронзовые детали подвергаем отжигу при 750°С и последующему охлаждению в воде. Проковке после сварки подвергают только прокатную бронзу, но не литую.
Газовая сварка — латунь — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
| Характеристика стекол очков. [1] |
Газовая сварка латуни и бронзы обязательно должна производиться на рабочих местах, имеющих местную вытяжную вентиляцию. [2]
Газовая сварка латуней и бронз затруднена тем, что при сварке латуни сильно выгорает цинк, а при сварке оловянистой бронзы при температуре 600 С сплав становится хрупким. Сварку производят окислительным пламенем. Присадочным материалом служит фосфористая бронза, а флюсом — смесь буры и борной кислоты.
[3]
Сварку производят окислительным пламенем. Присадочным материалом служит фосфористая бронза, а флюсом — смесь буры и борной кислоты.
[3]
Газовая сварка латуней обеспечивает лучшее качество сварных соединений, чем дуговая покрытыми электродами. Для уменьшения испарения цинка сварку латуни ведут окислительным пламенем; при этом на поверхности сварочной ванны образуется жидкая пленка окиси цинка, препятствующая его испарению. Избыточный кислород окисляет часть водорода пламени и поглощение жидким металлом водорода уменьшается. [4]
Газовую сварку латуни выполняют с использованием нескольких материалов: присадочная проволока ЛК62 — 0.5, содержащая 60 5 — 63 5 % меди, 0 3 — 0 7 % кремния и остальное — цинк, флюсом является прокаленная бура. Без специального флюса применяется самофлюсующаяся присадочная проволока ЛКБ062 — 02 — 004 — 05, состоящая из 60 5 — 63 5 % меди, 0 1 — 0 3 % — кремния, 0 03 — 0 1 % бора, 0 3 — 0 7 % олова и остальное — цинк. Бор, входящий в состав проволоки, выполняет функции флюса. Повышение производительности труда, получение металла шва с высокими механическими свойствами и почти полную безвредность процесса для сварщика обеспечивает флюс БМ-1, состоящий из 25 % метилового спирта и 75 % метилбората. В сварочную ванну флюс вводится в виде паров. Ацетилен пропускается через флюсопитатель, в котором насыщается парами флюса, и затем подается в горелку. Таким же способом подается флюс БМ-2, состоящий из одного метилбората.
[5]
Бор, входящий в состав проволоки, выполняет функции флюса. Повышение производительности труда, получение металла шва с высокими механическими свойствами и почти полную безвредность процесса для сварщика обеспечивает флюс БМ-1, состоящий из 25 % метилового спирта и 75 % метилбората. В сварочную ванну флюс вводится в виде паров. Ацетилен пропускается через флюсопитатель, в котором насыщается парами флюса, и затем подается в горелку. Таким же способом подается флюс БМ-2, состоящий из одного метилбората.
[5]
Почему газовая сварка латуней обеспечивает лучшее качество, чем дуговая. [6]
Почему газовая сварка латуней обеспечивает лучшее качество, чем дуговая. [7]
Для газовой сварки латуней, ее наплавки на черные металлы, а также для пайки углеродистой стали, меди и сплавов на ее основе различными припоями с успехом применяется газообразный флюс БМ-1. Он представляет собой борорганическую жидкость, пары которой поступают в горелку вместе с ацетиленом и, сгорая в пламени, дают борный ангидрид В2О3, флюсующий окислы металла при его конденсации на поверхности достаточно равномерными количествами.
Для газовой сварки латуней ВНИИавтоген-маш разработал присадочную проволоку марки ЛК62 — 0 5 ( ГОСТ 16130 — 72), содержащую 60 5 — 63 5 % меди, 0 3 — 0 7 % кремния, остальное — цинк. В качестве флюса при сварке этой присадочной проволокой применяют прокаленную буру. [9]
При газовой сварке латуней применяют пламя с избытком кислорода. Образующиеся при этом окислы цинка способствуют лучшей защите металла сварочной ванны от дальнейшего испарения цинка. В качестве присадочного металла применяют латунную проволоку с присадкой до 0 5 % кремния. Флюсы применяют те же, что и при сварке меди. Газовую сварку бронзовых отливок выполняют нормальным пламенем с соблюдением тех же правил, что и для дуговой сварки, описанной выше. [10]
При газовой сварке латуней применяют пламя с избытком кислорода. Образующиеся при этом окислы цинка способствуют лучшей защите металла сварочной ванны. В качестве присадочного металла применяют латунную проволоку с присадкой до 0 5 % кремния.
При газовой сварке латуни газообразным флюсом БМ-1 и БМ-2 и проволокой с кремнием как раскислителем, применение респиратора необязательно. [12]
При газовой сварке латуней применяется пламя с избытком кислорода. Получающиеся при этом окислы цинка образуют шлак, способствующий лучшей защите металла сварочной ванны от дальнейшего выгорания цинка. Флюсы применяют те же, что и при сварке меди. [13]
При газовой сварке латуни в качестве флюса применяют прокаленную буру или смесь из 20 % буры и 80 % борной кислоты. [14]
При газовой сварке латуней применяется пламя с избытком кислорода. Получающиеся при этом окислы цинка образуют шлак, способствующий лучшей защите металла сварочной ванны от дальнейшего выгорания цинка. Флюсы применяют те же, что и при сварке меди.
[15]
Флюсы применяют те же, что и при сварке меди.
[15]
Страницы: 1 2 3
Виды и технологические особенности сварки латуни
Латунь представляет собой сплав меди с легирующим компонентом – цинком. Активное испарение цинка при выполнении сварки латуни является причиной образования пор в сварном шве, что снижает качество соединения. В процессе работы в воздух выделяются ядовитые пары цинка, которые представляют опасность для человека. Чтобы обеспечить требуемую прочность соединения и избежать негативных последствий, необходимо соблюдать требования технологий создания сварных швов.
Содержание
- Виды технологий сварки изделий из латуни
- Сварка изделий из латуни с помощью газа
- Сварка латуни с металлами и сплавами
Виды технологий сварки изделий из латуни
Виды сварки латуни
В целом технология сварки медного сплава похожа на сваривание изделий из чистой меди. Выполнение соединения латунных изделий толщиной до 10 мм не требует предварительного подогрева элементов. При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
При соединении более массивных деталей рекомендуется произвести местный подогрев до 350ºС.
Изделия толщиной до 6 мм можно сваривать с зазором от 1 до 2 мм без подготовки специальных кромок. При большей толщине элементов необходима V-образная или X-образная разделка швов.
Специалистами разработано несколько видов технологий эффективной сварки изделий и поверхностей из латуни. Конкретный вид выбирается в зависимости от наличия оборудования, источника электричества, условий проведения работ и требований к качеству сварного соединения.
Дуговая сварка латуни
Схема дуговой сварки
Для дуговой (электродуговой) сварки латуни применяется постоянный электрический ток, который вырабатывается источником большого тока при относительно невысоком напряжении. Напряжение подаётся на электрод и на соединяемую поверхность, в результате чего между ними возникает электрическая дуга.
Сварочный процесс латунных заготовок производится короткой дугой. Технология дуговой сварки основана на одновременном плавлении электрода и свариваемых деталей.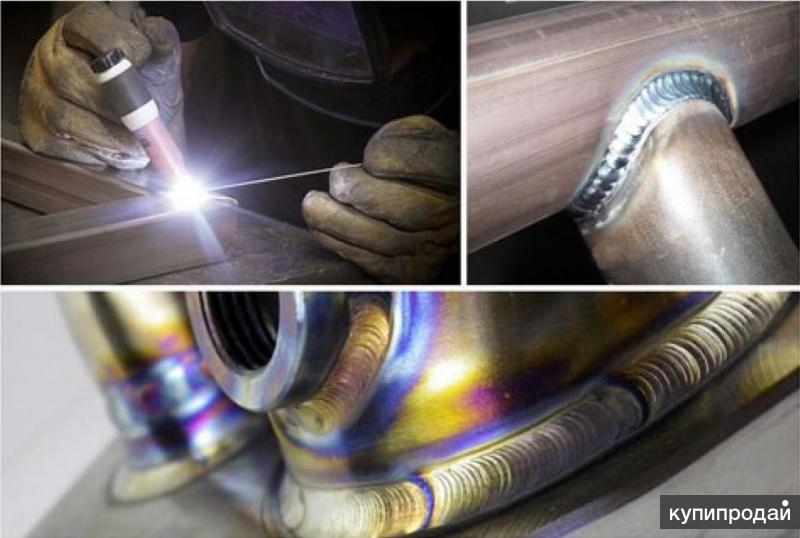
Дуговой вид сварки латуни предусматривает использование графитированных или толстопокрытых электродов из латунной проволоки, содержащей в составе, кроме меди и цинка, еще марганец, алюминий, железо и кремний.
Покрытие стержня таких электродов представляет собой слой обмазки, которая изготавливается из смеси жидкого стекла с сухими веществами:
Состав сварочного электрода
- марганцевой рудой;
- ферромарганцем;
- меловой крошкой;
- графитом;
- алюминием.
Эта технология допускает использование угольных электродов с присадкой, покрытой специальными флюсами. Сила тока и величина сечения электрода выбираются в зависимости от толщины свариваемых латунных деталей. Так, для деталей с толщиной стенки до 5 мм необходим ток в 250 ампер и угольный электрод с сечением 10 мм.
Для прочного и надёжного соединения элементов по технологии электродуговой сварки должны быть выполнены определённые условия:
- массивные детали необходимо предварительно прогревать;
- тонкие листы следует соединять одним проходом, поскольку многослойный метод вызывает увеличение количества трещин и пор в металле;
- толщина латунных листов на один проход не должна превышать 3 мм;
- с внутренней стороны под шов рекомендуется помещать асбестовую подкладку, чтобы избежать вытекания металла.


Аргонная сварка латуни
Аргонная сварка – это вид дуговой сварки в среде защитного газа аргона, поэтому она ещё называется аргонодуговой. Такая технология является самой распространённой, так как обеспечивает требуемое качество работ и позволяет сгладить нежелательные последствия. Сварочный процесс с использованием инертного газа предназначен для сварки толстых заготовок латуни.
Сварка латуни аргоном — схема процесса
Перед началом работы необходимо зачистить поверхности до металлического блеска. Для удаления окисления используется азотная кислота, затем изделие следует промыть и просушить.
Латунь сваривается посредством длинной электрической дуги отдельными валиками, так как сплошной метод может прожечь изделие насквозь. Для получения качественного шва напряжение дуги в сварочной зоне необходимо постепенно уменьшать.
Для технологии аргонодуговой сварки используют как плавящиеся, так и неплавящиеся электроды. В качестве неплавящегося элемента обычно применяется вольфрамовый электрод. Подходящим присадочным материалом является бронзовый или фосфорный пруток. Присадочная проволока заделывается в шов вручную. Весь процесс сопровождается характерным треском, который обусловлен выделением цинковых паров.
Достоинства аргонной сварки:
Ориентировочные режимы сварки латуни
- нет необходимости в применении дорогостоящих электродов и флюсов;
- технология является качественной и относительно безопасной;
- сварка осуществляется с хорошей скоростью;
- достигается результат требуемого эстетического уровня;
- в процессе работы производится выдувание вредных отходов инертным газом;
- сварные швы не покрываются шлаковой коркой;
- аргон защищает кромки свариваемых деталей от возникновения на них оксидных корок.

Сварка изделий из латуни с помощью газа
Технология газовой сварки применяется в том случае, когда отсутствует электричество или электродуговая сварка не обеспечивает получение ожидаемого результата. Процесс газосварки гарантирует прочность шва, но имеет существенный недостаток – большое испарение цинка. Для уменьшения объёма выделяющегося цинка применяется окислительное пламя. Благодаря пламени на поверхности образуется плёнка оксида цинка, препятствующая поступлению вещества в воздух.
Газовая сварка
Сварочное пламя влияет на прочность шва, поэтому мощность пламени подбирается исходя из оптимального расхода ацетилена. Во избежание перегрева металла такой расход должен составлять от 100 до 120 дм³/ч на миллиметр толщины поверхности. Сварочное пламя направляется на присадочный материал, расположенный под прямым углом к мундштуку. Конец присадочного прутка следует постоянно держать в пламени. Скорость сварки должна быть максимальной.
В процессе газовой сварки используется самофлюсующаяся присадочная проволока, дополнительного применения флюса при этом не требуется. Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Можно применять кремнистую латунную проволоку, благодаря которой повышаются прочность и плотность шва. Сечение присадки выбирается в зависимости от параметров соединяемого сплава.
Шлаки, которые образуются при сварке, смываются водой. После сварки для обеспечения плотности, прочности, мелкозернистости шва осуществляется его проковка и последующий отжиг с постепенным охлаждением.
С осторожностью следует создавать потолочные швы, учитывая текучесть расплавленного материала. Мощность пламени при этом должна быть снижена.
Сущность газовой сварки
Сварка латуни с металлами и сплавами
Технология сварки латунных элементов с другими металлами имеет свои особенности, так как на прочность соединения влияют различные физико-химические характеристики сплавов. Чаще всего используется сварка с применением неплавящегося вольфрамового электрода. Хороший результат даёт проведение работ в специальной камере, условия в которой находятся под постоянным контролем.
Разновидности дуговой сварки
Наиболее распространённым является соединение медного сплава со стальными поверхностями. В результате на стали под слоем латуни нередко появляются трещины. Чтобы избежать такого недостатка, рекомендуется в качестве элемента соединения выбирать никелевый сплав. Для сваривания латунной детали с легированной нержавеющей сталью используется присадочный латунный пруток.
Соединение титановых поверхностей с латунными заготовками приводит к созданию хрупких конструкций. Для обеспечения прочности шва следует применить промежуточные титановые вставки. Такие вставки усиливаются методом легирования титана ниобием или молибденом. Физические свойства ниобия сходны с титаном, поэтому этот сплав хорошо контактирует с латунью.
Сварка латуни может производиться самостоятельно без привлечения специалистов по той технологии, которая наиболее подходит для проведения работ. В любом случае процесс должен проходить на открытом воздухе, или в помещении, оборудованном мощными вытяжными устройствами. При этом не следует забывать о средствах индивидуальной защиты:
При этом не следует забывать о средствах индивидуальной защиты:
- маске;
- перчатках;
- очках;
- респираторе;
- специальной одежде.
Видео по теме: Сварка латуни
Сварка латуни в домашних условиях: особенности
Екатерина
Работа с цветными металлами, такими как латунь, всегда сопряжена с рядом трудностей. Это связано с тем, что физические свойства латуни могут изменяться под воздействием высокой температуры. Многие начинающие сварщики, впервые столкнувшись со сваркой латуни и не знающие всех особенностей, получают неудовлетворительный результат и больше не хотят работать с цветными металлами.
Многие начинающие сварщики, впервые столкнувшись со сваркой латуни и не знающие всех особенностей, получают неудовлетворительный результат и больше не хотят работать с цветными металлами.
Они считают, что такой сложный по свойствам металл можно сварить только дорогостоящими методами, такими как контактная сварка латуни. Но это не так! Мы готовы доказать, что сварка латуни возможна даже в домашних условиях. В данной статье мы расскажем, как выполняется полуавтоматическая сварка аргоном и проволокой, поскольку такой комплект оборудования наверняка есть у многих домашних умельцев и работа с ним не так уж сложна.
Содержание статьи
- Общая информация
- Особенности
- Технология сварки
- Техника безопасности
- Вместо заключения
Общая информация
Латунь — широко применяемый металл, в составе которого в большом количестве присутствует медь и цинк. При этом содержание цинка может достигать 50%. Благодаря цинку латунь приобретает улучшенные эксплуатационные характеристики, а себестоимость металла уменьшается.
Латунь изготавливают в промышленных индукционных печах, используя не только медные и цинковые заготовки, в составе могут присутствовать и другие металлы. Например, олово, алюминий, кремний и свинец. Все эти металлы обладают легирующими свойствами и улучшают характеристики латуни. Благодаря им цинк меньше испаряется, улучшаются антикоррозийные свойства, металл легче поддается нарезке. Словом, легирующие металлы придают латуни множество положительных качеств, тогда как в основе всегда остается цинк и медь.
Но, какими бы положительными свойствами не обладали легирующие добавки, у латуни все же есть свои особенности, из-за которых процесс сварки затрудняется. О них, и о технологии сварки латуни мы поговорим далее.
Особенности
Сварка латуни в домашних условиях и на предприятии всегда связана с некоторыми трудностями. У новичков часто получаются непрочные пористые швы, которые не проходят никакой контроль качества. Все дело в особенностях латуни как металла, именно они способствуют ухудшению качества.
Самая главная особенность — это активное испарение цинка во время сварки. Дело в том, что цинк плавится при относительно низкой температуре (около 400 градусов по Цельсию). Из-за этого образуются летучие вещества, которые вступают в контакт с кислородом. В таких случаях на поверхности сварного соединения образуется видимый белый порошкообразный налет. Он способствует ухудшению качества шва. Чтобы избежать этих проблем нужно правильно подобрать оптимальный режим сварки.
Технология сварки
Перед сваркой детали нужно подготовить. Кто-то рекомендует прокаливать заготовки, но мы считаем, что эта процедура излишняя. Мы рекомендуем подогревать только места стыков, и то в случае, если детали крупные и толстые. Что касается кромок, то их нужно разделывать на любых деталях. А вот зачистка необходима только деталям, толщина которых больше 5 миллиметров. Естественно, вне зависимости от толщины металла, с его поверхности нужно убрать грязь, краску и очаги коррозии.
Сварка латуни полуавтоматом выполняется с применением присадочной проволоки и защитного газа. Проволока должна быть изготовлена из латуни. В качестве газа рекомендуем использовать аргон, его можно легко найти в специализированных магазинах. При этом не обязательно покупать большие баллоны, в продаже имеются более компактные варианты по 10-15 литров, они легко поместятся в багажник и их можно перенести самому.
Проволока должна быть изготовлена из латуни. В качестве газа рекомендуем использовать аргон, его можно легко найти в специализированных магазинах. При этом не обязательно покупать большие баллоны, в продаже имеются более компактные варианты по 10-15 литров, они легко поместятся в багажник и их можно перенести самому.
Вставьте проволоку в горелку и только после этого включайте полуавтомат. Установите на полуавтомате постоянный ток и прямую полярность. Проволока латунная сварочная будет подаваться в автоматическом режиме, но если вы уже имеете некоторый опыт ручной подачи проволоки, то можете делать это самостоятельно. В процессе работы следите за тем, чтобы проволока плавилась равномерно и полностью заполняла стык. Дуга должна быть длинной, чтобы уменьшить вероятность образования прожогов на поверхности металла.
Читайте также: Газ для полуавтоматической сварки
Во время сварки вы будете слышать сильный треск. Не беспокойтесь, это абсолютно нормально, подобный звук образуется при испарении цинка. Ведите горелку ровно, не отклоняясь в стороны. После выполнения шва не нужно резко отводить горелку в сторону и отключать подачу газа. Отведите горелку плавно и пусть газ подается в сварочную зону еще секунд 10. После этого прекратите подачу газа.
Ведите горелку ровно, не отклоняясь в стороны. После выполнения шва не нужно резко отводить горелку в сторону и отключать подачу газа. Отведите горелку плавно и пусть газ подается в сварочную зону еще секунд 10. После этого прекратите подачу газа.
Техника безопасности
В большинстве случаев сварка латуни относительно безопасна, даже в бытовых условиях, например, в гараже. Но учитывайте, что при плавлении выделяются пары цинка, а это уже может быть опасно для дыхательных путей, так что используйте респираторы. Не забывайте о других обязательных средствах защиты: одежде из плотной ткани, ботинок, не проводящих электричество, защитных перчаток и маске. Держите рядом огнетушитель.
Кстати, технике безопасности мы посвятили множество статей, вы можете ознакомиться с ними тут, тут, и тут. Чем лучше вы знаете правила и умеете применять их на практике, тем выше вероятность, что в критической ситуации вы сможете сохранить себе здоровье и жизнь.
Вместо заключения
Как вы понимаете, технология сварки латуни не так уж сложна, как может показаться на первый взгляд, но она все же имеет ряд особенностей. У новичков часто не получается правильно выполнить сварку, из-за чего они делают вывод, что работа с латунью им не по плечу. Не стоит отчаиваться! Все, что вам нужно, это полуавтомат, латунная проволока для сварки и баллон с аргоном.
У новичков часто не получается правильно выполнить сварку, из-за чего они делают вывод, что работа с латунью им не по плечу. Не стоит отчаиваться! Все, что вам нужно, это полуавтомат, латунная проволока для сварки и баллон с аргоном.
Похожие публикации
Сварка латуни в Красноярске
Провар.ру предлагает услуги сварки латуни в Красноярске аргоном профессионально с полным восстановлением любой трещины или иных неисправностей латунных изделий, деталей или агрегатов. Получить более подробную информацию Вы можете по тел. 8-929-33-99-100, написать в онлайн чате, либо отправив фото изделия и вопросы на E-mail [email protected].
Такая сложная и такая простая сварка латуни
В чистом виде в природе латуни не существует, потому что латунь — это сплав металлов. Основная доля сплава приходится на медь и цинк. В зависимости от марки латуни в сплав добавляется никель, марганец, железо, алюминий, свинец, олово. Латунь в быт человека вошла давно. Еще древние римляне смогли получить этот металл через сплавление меди и цинка. Римские мастера изготавливали из латуни дорогую посуду и изящные украшения. На Русь подобные изделия привозили из Средней Азии. А в 18 веке на Урале была открыта добыча меди. Тогда же началось производство сплавов из различных металлов. Прошло немного времени и в огромной Российской империи, латунь появилась почти в каждом доме. Особую популярность имели латунные самовары. Позже из латуни стали выливать скульптуры и памятники. Один из таких, памятник Минину и Пожарскому, стоит на Красной площади в Москве.
Латунь в быт человека вошла давно. Еще древние римляне смогли получить этот металл через сплавление меди и цинка. Римские мастера изготавливали из латуни дорогую посуду и изящные украшения. На Русь подобные изделия привозили из Средней Азии. А в 18 веке на Урале была открыта добыча меди. Тогда же началось производство сплавов из различных металлов. Прошло немного времени и в огромной Российской империи, латунь появилась почти в каждом доме. Особую популярность имели латунные самовары. Позже из латуни стали выливать скульптуры и памятники. Один из таких, памятник Минину и Пожарскому, стоит на Красной площади в Москве.
В наше время латунь вошла в число надежной, долговечной и весьма практичной продукции металлургии. Поэтому сегодня сфера ее использования заметно расширилась. Латунь используют в сантехнике, в украшении интерьера, для изготовления украшений и сувениров. Можно сказать что немалую роль в большой популярности латуни, сыграло применение современных технологий при производстве изделий из сплава меди и цинка. Одно из направлений в производстве — сварка латуни.
Одно из направлений в производстве — сварка латуни.
Если говорить о сварке меди и медных сплавов, то сам по себе процесс весьма сложен, потому что из-за быстрого нагрева и остывания изменяются физические свойства металлов. А сварка латуни осложнена еще и тем, что во время сварки цинк начинает закипать и интенсивно испаряться. Это сопровождается образованием ядовитых окислов. Один из них окись цинка ZnO. Материализованная в физическом мире ZnO представляет из себя белый порошок. Эта белая пыль, естественно, тяжелее воздуха и поэтому начинает оседать на металле в зоне высокотемпературного воздействия и вблизи шва. Находящиеся рядом части оборудования, инструменты, даже защитные маски сварщиков, покрываются белым налетом. Кроме всего прочего, испарения окисла, представляют немалую опасность для человека, и техника безопасности предписывает использование респираторов во время работы.
Конечный результат всех этих выгораний и выделений проявляется в сварочных швах в виде пор, которые называются: дефект сварочного шва. Исходя из этого, сварку латуни необходимо производить так, чтобы свести к минимуму угар цинка и наличие пор в сварочном шве. Для этого необходимы знания, качественные материалы, соответствующее оборудование.
Исходя из этого, сварку латуни необходимо производить так, чтобы свести к минимуму угар цинка и наличие пор в сварочном шве. Для этого необходимы знания, качественные материалы, соответствующее оборудование.
Технология процесса сварки латуни газосваркой
Перед сваркой необходимо:
- 1. Подготовить латунные деталей к сварке.
- 2. Выбрать присадочный материал.
- 3. Выбрать флюс для газовой сварки.
Также необходимо наработать технику сварки изделий из латуни. Смысл этой техники следующий. Чтобы уменьшить риск появления пор в металле шва, сварку латуни необходимо выполнять на максимально возможной скорости. Присадочную проволоку держать под углом 15-30* к кромкам. Горелка должна находится под углом 70-80* градусов относительно изделия. Присадочный пруток нельзя погружать в расплавленную ванну. Его нужно держать над ванной, чтобы он, расплавляясь от пламени горелки, каплями стекал в ванну.
Сварка латуни аргоном
Кроме газовой сварки, сварку латуни можно производить аргонодуговой сваркой. Кратко о процессе: для начала нужна железная щетка, раствор азотной кислоты 10-процентный, TIG аппарат для сварки и респиратор для сварщика. С помощью щетки и кислоты обезжириваем стык. Перед стыковкой, кромки заготовок, стесывают под углом примерно 60-70* градусов, с расширением зазора к внешней стороне стыка. Сварка ведется вольфрамовым электродом с использованием в качестве флюса аргон. Присадочный пруток или проволока вводятся вручную. Шов заполняют в один слой, однако не сплошняком, а с перехлёстами, отдельными валиками. Сила тока выставляется аналогично процессам сварки стали.
Кратко о процессе: для начала нужна железная щетка, раствор азотной кислоты 10-процентный, TIG аппарат для сварки и респиратор для сварщика. С помощью щетки и кислоты обезжириваем стык. Перед стыковкой, кромки заготовок, стесывают под углом примерно 60-70* градусов, с расширением зазора к внешней стороне стыка. Сварка ведется вольфрамовым электродом с использованием в качестве флюса аргон. Присадочный пруток или проволока вводятся вручную. Шов заполняют в один слой, однако не сплошняком, а с перехлёстами, отдельными валиками. Сила тока выставляется аналогично процессам сварки стали.
Эти и другие секреты сварки латунных и медных сплавов используют специалисты нашей фирмы при выполнении заказов с цветными металлами. Сварка латуни в Красноярске выполняется профессионалами на соответствующем оборудовании при точном соблюдении необходимых технологий. Все это позволяет нашим специалистам исполнять заказы клиентов качественно и в срок. С нами сложный процесс сварки латуни и её сплавов становится пустяком.
Провар.ру выполняет профессиональную сварку латуни в Красноярске. Вы можете обратиться в нашу мастерскую, прислать фотографию поврежденного элемента или детали на электронную почту [email protected], либо позвонить по телефону 8-929-33-99-100 и узнать возможность и цену восстановления. Будем рады видеть вас среди наших клиентов и помочь в решении возникшей проблемы!
Сварка латуни, меди, бронзы, цветных металлов
Сварка меди имеет свои отличия, так как ее теплопроводность в шесть раз выше, чем у железа и других металлов. Медь становится хрупкой при температуре 500–600°C, а при 700-800°C ее прочность снижается настолько, что даже при легких ударах появляются трещины.
Температура плавления меди составляет 1083°С. На показатель свариваемости меди влияет наличие в ней тех или иных примесей – мышьяка, сурьмы, свинца, висмута и т.д. Наилучшая свариваемость – у чистой электролитической меди.
Выделяющиеся при охлаждении металла пузырьки углекислого газа и водяных паров в меди не растворяются. Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Поэтому за счет создания большого внутреннего давления в меди и образуются мелкие трещинки. Это явление принято называть водородной болезнью меди.
Сварка меди, особенности
Наносимые на присадочные прутки и разделку шва флюсы используют с целью улучшения процесса сварки и предохранения металла от окисления. По составу флюсы делятся следующим образом:
- 68% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 2% древесного угля.
- 0% прокаленной буры, по 15% кислого фосфорнокислого натрия и кремниевой кислоты, 20% древесного угля.
- Прокаленная бура, в которую добавлено 4-6% металлического магния.
При толщине листа не больше 4 мм можно производить сварку без присадочного металла. Если же толщина превышает 4 мм, необходим скос кромок под углом 35-45°. Для предупреждения протекания жидкого горячего металла шва необходимо обеспечить минимальный зазор сборки под сварку, который может достигать 0,5 мм. По концам шва необходимо сделать формовку.
В процессе сварки меди следует применять керамические, асбестовые или графитовые подкладки.
Как готовить флюс?
Основой флюса служит бура, увеличивающая газовую проникаемость сварного шва. Для прокалки буры требуется проделать несколько манипуляций:
- Наполнить тигель из фарфора или шамота бурой до 1/3 и поместить его в нагретую до 400-500°C печь. Бура прокалится только после того, как выпучится и осядет на дно тигля.
- Из полученной массы необходимо сделать порошок и переложить его в герметичную посуду.
Процесс сварки меди
После сбора соединения для сварки требуется зачистить кромки от ржавчины, окалины и различных загрязнений, при этом ширина должна быть равна 30 мм от центра разделки. В присадочной проволоке из меди должно содержаться до 0,2% фосфорной массы. Диаметр проволоки зависит от толщины листа свариваемого металла и может находиться в пределах 50-75%.
Затем подготавливается прокаленная бура. На источнике питания устанавливается режим 4 или 5, напряжение на горелке должно составлять 160-180В. Сварку меди осуществляют на подъем без перерывов за один проход. Угол наклона горелки к изделию должен составлять 40-50°, присадочной проволоки – 30-40°. Расстояние от свариваемой поверхности до сопла не должно превышать 4-8 мм.
Флюс вводится непосредственно в место сварки с помощью ложки или совка. Концом присадочной проволоки необходимо периодически добавлять флюс либо заранее нанести его в виде пасты. Остатки флюса удаляются путем промывания 2% раствором серной или азотной кислоты.
Чтобы улучшить механические свойства изделия, следует проковать металл шва, когда он остынет. Если толщина листа металла превышает 4 мм, его следует проковывать в нагретом состоянии (температура до 500-600°C). Если требуется получить изделие с большей степенью вязкости металла шва и зоны возле него изделие нужно нагреть до 500-600°C и сразу же охладить в воде.
Сварка латуни
Латунь – это сплав меди и цинка. Процесс сварки происходит так же, как в случае с медью. Однако при сварке латуни могут возникнуть некоторые затруднения – например, цинк закипает и начинает интенсивно испаряться, образуя при этом ядовитые оксиды.
При сварке латуни используют присадочные латунные прутки марки ЛМц58-2 (можно брать прутки из латуни марки ЛК с содержанием кремния). Флюсом служит прокаленная бура.
Ход проведения работ
Сначала необходимо зачистить свариваемые кромки до появления металлического блеска. Для удаления оксидов используется 10% водный раствор азотной кислоты, после чего металл промывают горячей водой и насухо вытирают.
Угол наклона газовой горелки должен составлять 70-80°, присадочного прутка – 80° по отношению к соплу горелки. Латунь сваривают быстро, в один проход и без перерывов, иначе может начаться интенсивное окисление. Расстояние от свариваемого изделия до сопла горелки должно составлять 7-10 мм.
После окончания сварки шов необходимо проковать. При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
При содержании меди более 60%, проковка осуществляется в охлажденном состоянии. Если содержание меди составляет менее 60%, проковка происходит при температуре 600-650°C, после чего изделие охлаждают.
В процессе сварки рекомендуется использовать латунную кремнистую проволоку ЛК-62-05 (ЛО-60-1). Для расчета ее диаметра применяется формула: 0=(S-M) mm, где S обозначает толщину свариваемого шва.
Сварка бронзы
У сварки бронзы также есть свои отличительные черты. Бронза представляет собой сплав меди с оловом, свинцом, цинком, марганцем, алюминием и кремнием. За счет различных примесей, выгорающих при сварке, после ее окончания на поверхности металла появляется пористый шов.
Подготовка свариваемых кромок происходит так же, как при сварке меди. Сварку следует осуществлять довольно быстро, без перерывов и за один проход.
Сварка бронзы бывает следующих видов:
- Сварка с доминирующим оловянным составом производится с применением присадочных прутков БрОЦ4-3 и БрОФ6. 5-0,15. В качестве флюса берется прокаленная бура.
- Сварка с доминирующим алюминиевым составом производится с применением присадочных прутков БрАЖМцЮ-3-1,5. В состав флюса входит по 20% хлористого натрия и хлористого бария, 12-16% фтористого натрия, остальная часть – хлористый калий.
- Сварка с доминирующим свинцовым составом производится с применением присадочных прутков из особого сплава: 21% свинца, 1,5% цинка, 8% олова, остальная часть – медь.
 5-0,15. В качестве флюса берется прокаленная бура.
5-0,15. В качестве флюса берется прокаленная бура.Когда осуществляется сварка специальных бронз, следует использовать прутки, состав которых близок к свариваемым деталям.
Кислородно-ацетиленовая сварка меди, латуни и бронзы
В этой статье рассказывается о меди, латуни и бронзе и их свойствах, связанных с их свариваемостью. На последних этапах статьи более подробно обсуждались аспекты, связанные со сваркой меди, латуни и бронзы.
Медь
Использование и ограничения
Свойства меди
Латунь и бронза
Ацетиленовая сварка меди
Кислородно-ацетиленовая сварка латуни и бронзы
Медь Медь имеет красноватый цвет, см. рисунок ниже. Обладает высокой электро- и теплопроводностью. Из-за его превосходной способности проводить электричество, он широко используется в производстве электрических проводов. Помимо этого, он также обладает отличной пластичностью и податливостью. Медь и ее сплавы находят широкое применение в нашей повседневной жизни. Методы сварки были разработаны для получения удовлетворительной сварки медных сплавов.
рисунок ниже. Обладает высокой электро- и теплопроводностью. Из-за его превосходной способности проводить электричество, он широко используется в производстве электрических проводов. Помимо этого, он также обладает отличной пластичностью и податливостью. Медь и ее сплавы находят широкое применение в нашей повседневной жизни. Методы сварки были разработаны для получения удовлетворительной сварки медных сплавов.
Медь можно ковать, отливать и подвергать холодной обработке. Свариваемость также хороша для медных сплавов. Однако обрабатываемость меди не так хороша.
Из-за высокой пластичности медь трудно поддается механической обработке, несмотря на то, что это мягкий металл. Легирующие элементы добавляются для улучшения недостатков чистой меди. Например, к меди добавляют от 1,5% до 2,75% бериллия. Образовавшийся таким образом сплав – бериллиевая медь – пластичен в мягком состоянии. Но он приобретает твердость и становится податливым, когда затвердевает.
Аналогично, в никель-медном сплаве количество никеля варьируется от 10% до 30%. Эти сплавы имеют более высокую прочность, чем чистая медь. Прочность увеличивается с увеличением процентного содержания никеля. Эти сплавы также обладают хорошей ударной вязкостью, пластичностью и умеренной твердостью.
Эти сплавы имеют более высокую прочность, чем чистая медь. Прочность увеличивается с увеличением процентного содержания никеля. Эти сплавы также обладают хорошей ударной вязкостью, пластичностью и умеренной твердостью.
Эти сплавы также обладают хорошей коррозионной стойкостью в морской воде и хорошей устойчивостью к коррозионной усталости.
Никель также добавляется в медно-цинковый сплав для осветления цвета сплава. Полученный сплав называют медь-серебро. Медные серебра бывают двух типов: один, в котором совокупный процент меди и никеля составляет не менее 65%. Во втором типе совокупный процент меди и никеля не превышает 55-60%.
Использование и ограничения
Как обсуждалось выше, медь находит широкое применение в электротехнической промышленности благодаря своей превосходной электропроводности. Он также используется в качестве одного из элементов в таких сплавах, как латунь, монель и бронза. Как правило, медь и ее сплавы используются в производстве статуй, электрических проводов, гильз, крыш из листового металла, втулок, подшипников и т. д.
д.
Одним из ограничений медных сплавов является то, что один из основных медных сплавов, плохо поддается сварке. Чистая медь также не поддается сварке, а также с трудом поддается механической обработке из-за высокой пластичности.
Свойства меди
Чистая медь — немагнитный материал. Он имеет предел прочности на разрыв от 32 до 60 тысяч фунтов на квадратный дюйм (от 220 МПа до 413 МПа) и твердость от 60 до 185 BHN (число твердости по Бринеллю). Прочность улучшается при добавлении легирующих элементов, как и твердость. Прочность медных сплавов варьируется от 50 до 90 тысяч фунтов на квадратный дюйм (от 344 до 620 МПа). Медные сплавы имеют твердость от 100 до 185 BHN (число твердости по Бринеллю).
Медь имеет температуру плавления около 1985°F (1085°C) и плотностью 8,96 г/см 3 (559 фунтов/дюйм 3 ). Примечательно, что эта температура плавления существенно ниже, чем у стали.
Медь не дает искры, если ее приложить к шлифовальному кругу. Он имеет красный цвет и становится зеленоватым при окислении. При изломе видна гладкая поверхность.
Он имеет красный цвет и становится зеленоватым при окислении. При изломе видна гладкая поверхность.
Благодаря высокой теплопроводности он быстро проводит тепло при испытании горелкой. По этой причине для получения ванны того же размера требуется большее количество тепла по сравнению со сталью.
Латунь и бронзаЛатунь представляет собой сплав меди и цинка. Он содержит от 60 до 68% меди и от 32 до 40% цинка. Как и медь, латунь имеет низкую температуру плавления и высокую теплопроводность. Несколько разновидностей латуни можно получить, варьируя соотношение меди и цинка. Легирующие элементы, такие как свинец, марганец, олово, добавляются для улучшения обрабатываемости и свариваемости.
Бронза представляет собой сплав меди и олова. Он также содержит небольшое количество других легирующих элементов, таких как свинец, цинк, марганец, никель и т. д., которые улучшают его механические свойства. Бронза имеет высокую прочность на растяжение. Он также обладает хорошей коррозионной стойкостью, хорошей свариваемостью и обрабатываемостью.
Он также обладает хорошей коррозионной стойкостью, хорошей свариваемостью и обрабатываемостью.
Как и большинство других цветных металлов, латунь и бронза не дают искр при искровом испытании. Из-за высокого содержания цинка латунь выделяет белый дым при испытании горелкой. Если цинк присутствует в качестве одного из легирующих элементов, бронза также может выделять пары при испытании горелкой. Но этих паров не так много, как то, что мы получаем при испытании латуни.
Бронза содержит большое количество олова. Благодаря этому текучесть металла высокая. Это можно наблюдать при факельном тесте на бронзе.
Ацетиленокислородная сварка меди
Медь обладает отличной теплопроводностью, что означает, что она очень быстро проводит тепло, подаваемое сварочной горелкой, к другим частям заготовки. По этой причине, хотя его температура плавления значительно ниже, чем у стали, требуется сварочный наконечник большего размера.
Еще одной характеристикой меди является ее высокая реакционная способность. Оксид меди быстро образуется во время сварки, если не соблюдать надлежащие меры предосторожности. Образование этого оксида не видно сварщику. Но образование оксидов делает сварной шов хрупким.
Оксид меди быстро образуется во время сварки, если не соблюдать надлежащие меры предосторожности. Образование этого оксида не видно сварщику. Но образование оксидов делает сварной шов хрупким.
В холодном состоянии медь довольно пластична. Однако в горячем состоянии он становится хрупким. Таким образом, высокие входные данные не должны использоваться. Это может привести к разрыву вблизи зоны сварки или немного дальше от нее. Температура прилегающего основного металла лишь немногим меньше, чем в зоне сварного шва из-за высокой теплопроводности.
Для получения качественного сварного шва необходима чистота поверхности основного металла. Некоторый предварительный нагрев должен быть сделан, чтобы предотвратить усадочные трещины или напряжения в металле, которые возникают из-за высокой теплопроводности металла. Правильный тип кислородно-ацетиленового пламени также важен для получения качественного сварного шва. Ацетиленовый конус ни в коем случае не должен соприкасаться с металлической поверхностью.
Кислородно-ацетиленовая сварка латуни и бронзы
Латунь и бронза представляют собой сплавы меди с цинком и оловом в качестве легирующих элементов. Легирующие элементы имеют температуру плавления значительно ниже, чем у меди. Таким образом, следует проявлять должную осторожность, чтобы не изменить характеристики металла путем выжигания сплавов.
Как и другие цветные металлы, ацетиленовый конус не должен касаться поверхности металла. Конец конуса должен быть немного выше поверхности металла.
Дополнительная литература: Хотели бы узнать некоторые основы ацетиленокислородной сварки в целом? На этом сайте есть статья, объясняющая это. Нажмите здесь, чтобы получить доступ к тому же.
Как сваривать латунь – сварка латуни и ее сплавов
Это полное руководство по сварке латуни охватывает сварку латуни с помощью сварки электродом, сварки TIG, сварки MIG, предварительного нагрева и интерполяции
Что такое латунь?
Латунь представляет собой сплав меди (Cu) и цинка (Zn). Они также известны как медно-цинковые сплавы в технических приложениях. Основные марки латуни: С2100, С2200, С2300, С2400, С2600, С2680, С2720 и С2801 . В латуни цинк является одним из основных легирующих элементов , хотя дымление цинка является критической проблемой безопасности при сварке латуни.
Они также известны как медно-цинковые сплавы в технических приложениях. Основные марки латуни: С2100, С2200, С2300, С2400, С2600, С2680, С2720 и С2801 . В латуни цинк является одним из основных легирующих элементов , хотя дымление цинка является критической проблемой безопасности при сварке латуни.
Эти сплавы, широко известные как латуни, имеют наибольшее коммерческое применение среди медных сплавов. Цинк растворяется в меди на 37% при комнатной температуре и на 32,5% при 25°С. Латуни с низким содержанием цинка имеют содержание Zn в диапазоне от 5 до 20%, в то время как латуни с высоким содержанием цинка содержат от 30% до 40%. Латунь 60-40 известна как металл Мунца.
Добавление цинка к меди повышает прочность, твердость и пластичность. Он снижает температуру плавления, плотность, электро- и теплопроводность. Цвет сплава также меняется в зависимости от содержания цинка. С увеличением Zn сплав по цвету приближается к золоту.
Во время сварки цинк испаряется при плавлении латуни, что влияет на свариваемость латуни. Проблема возникает при сварке латунных сплавов с высоким содержанием цинка. Сварщик должен носить полный комплект средств индивидуальной защиты, особенно респираторные маски и капюшоны.
Можно ли сваривать латунь?
Простыми словами: да, латунь можно успешно сваривать электродной сваркой, сваркой TIG, MIG и газовой сваркой. Проблема заключается в следующем: — Испарение цинка влияет на свариваемость латуни, что может привести к пористости и несплавлению.
Цинк при испарении создает давление газа, и эти газы, выходящие из сварочной ванны, создают поры. Так, латунные сплавы с меньшим содержанием цинка обладают хорошей свариваемостью по сравнению с сплавами с высоким содержанием цинка.
Продолжите этот пост, чтобы узнать о различных методах и процессах сварки латуни с латунью, латуни с медью, латуни со сталью и латуни с нержавеющей сталью.
Можно ли сваривать латунь со сталью?
Да, можно добиться хорошего качества сварного соединения при сварке латуни со сталью. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни со сталью.
Можно ли сваривать латунь с нержавеющей сталью?
es можно добиться хорошего качества сварного соединения при сварке латуни с нержавеющей сталью. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни и нержавеющей стали.
Сварочные процессы и машины для латуни
Латунь обычно сваривают сваркой TIG (GTAW) и MIG (GMAW), так как Сварка электродом или сварка SMAW дает плохие характеристики . Сварка стержнем требует более широкого угла разделки для достижения полного провара шва и склонна к захвату шлака. В целом сварка TIG хороша, так как она обеспечивает хороший контроль над сварочной ванной и более мелкое проплавление. Сварные швы TIG отличаются высокой чистотой по сравнению со сваркой электродом или сваркой MIG и имеют лучшее качество с очень хорошим внешним видом валика.
Сварочный стержень и проволока для латуни
Из-за проблемы испарения цинка подходящая присадочная проволока/ стержень для сварки латуни недоступна. Кроме того, количество испарения цинка зависит от количества подводимого тепла при сварке, поэтому точный анализ нагара, как правило, невозможен. В таблице ниже представлены различные типы присадочных металлов, представленные на рынке, и их характеристики.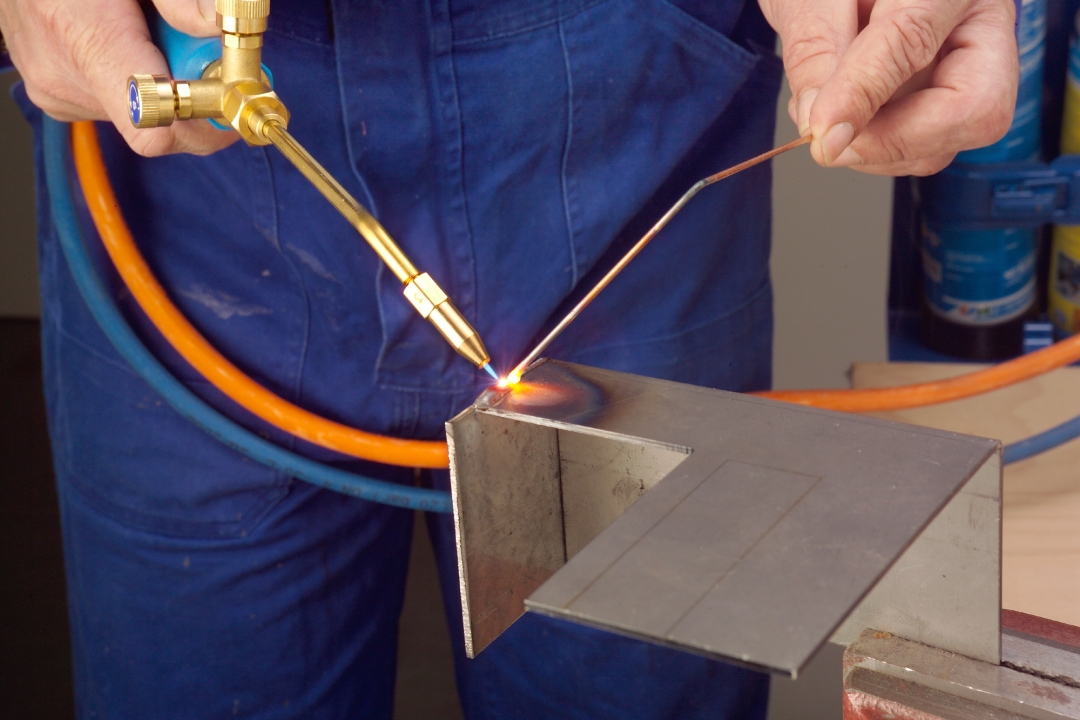
| Изображение | Продукт | Детали | Цена | ||
|---|---|---|---|---|---|
| Blue Demon Brand ERCUL-A2 X 1/16 ″ x 36 ″ x 1LB TIG TIG ROD | -x 1LB TIG TIG ROD | -x 1LB TIG TIG ROD | x 1LB. TIG Welding Filler | Проверка цена | |
| ERCUAL-A2 MIG GEALDING WIRELDING | Спецификация WIRED: ERCAUL-A2 | Спецификация WIRED: o2 9018 | .0017 ПРОВЕРИТЬ ЦЕНУ | ||
| ERCuSi-A Сварочный стержень TIG из кремниевой бронзы — 36″ x 1/16″ — (1 фунт) | ERCu; 1/16” TIG Welding Filler Wire | CHECK PRICE | |||
| ERCuSi-A X .  030 X 2LB Spool Welding Wire 030 X 2LB Spool Welding Wire | ERCuSi-A Wire Dia; 0,30 дюйма Сварочная проволока MIG Катушка | Проверка цена |
Сварка латуни к латуни
Сварка или смай ECuSn-a, ECuSn-C и ECuAl-A2 типа стержня . Стержни для сварки стержнями не требуют запекания перед использованием. Рекомендуется хранить латунные сварочные стержни в печи для выдержки при температуре от 80 до 100°С.
Сварка C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 можно выполнить с помощью сварочного электрода E CuSn-A, ECuSn-C, ECuSi и ECuAl-A2 . Сварку TIG или MIG сварки C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 можно выполнять с использованием присадочной проволоки типа ERCuSn-A, ERCuSn-C, ERCuSi и ERCuAl-A2 . Свойства этих наплавленных электродов присадочной проволоки/прутка приведены в приведенной выше таблице для справки.
TIG/MIG сварка латуни с латунью
Пруток для сварки TIG и MIG для сварки латуни с латунью марок C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801: ERCuSn-A, ERCuSi-A и ERCuAl-A2. ERCUAl-A2 — это универсальный сварочный пруток для латуни, который также может использоваться для сварки латуни с углеродистой и нержавеющей сталью.
Чистый аргон используется для защиты при сварке латуни. Смесь аргона и гелия также можно использовать для сварки латуни. Добавление гелия к аргону дает более глубокое проникновение. При сварке открытый корень стыкового шва в трубопроводе требуется продувка. Обычно для продувки используется чистый аргон.
Сварочный ток Для сварки TIG и MIG латуни
Рекомендуемый сварочный ток для сварки TIG и MIG латуни приведен в таблице ниже. для толщины материала до 2 мм или листа 14 калибра требуется сварочный ток от 130 до 150 ампер. Сварка латуни требует высокого сварочного тока из-за высокой теплопроводности латуни.
Итак, для хорошего сплавления при сварке необходим сильный нагрев. Для толщины от 14 калибров до 5/32 дюйма рекомендуется сварочный ток от 140 до 180 ампер.
Какие защитные газы используются для сварки латуни TIG/MIG?
Чистый аргон используется в качестве защитного газа для сварки TIG и MIG латуни и ее сплавов. Требования к чистоте газа и точке росы см. в спецификации AWS A 5.32. Гелий иногда используется в качестве защитного газа либо в чистом виде, либо в смеси с аргоном для улучшения проплавления при сварке латуни. Нажмите на ссылку ниже, чтобы узнать разницу между защитным, продувочным и остаточным газом.
Разница между защитой газа, продувкой газом и отводом газа?
Сколько разогревать латунь перед сваркой/пайкой?
Латунь с низким содержанием цинка должна быть предварительно нагрета от 100 до 350°C . Латунь с высоким содержанием цинка должна быть предварительно нагрета до более низкой температуры, чтобы избежать дымления цинка. Предварительный подогрев, как правило, не требуется для сварки тонких листов. При сварке толстого латунного листа или литой латуни предварительный нагрев необходим для достижения хорошего плавления. Благодаря высокой теплопроводности латуни потери тепла при предварительном нагреве уменьшаются.
Предварительный подогрев, как правило, не требуется для сварки тонких листов. При сварке толстого латунного листа или литой латуни предварительный нагрев необходим для достижения хорошего плавления. Благодаря высокой теплопроводности латуни потери тепла при предварительном нагреве уменьшаются.
Медь и некоторые ее сплавы обладают высокой теплопроводностью, в результате чего во время сварки тепло быстро отводится от соединения к окружающему основному металлу. Такие потери тепла из соединения зависят от толщины или массы основного металла и его температуры. Когда потеря тепла слишком быстрая, это замедляет скорость сварки и может даже вызвать непровар и пористость. Потери тепла можно свести к минимуму за счет предварительного нагрева основного металла.
Оптимальная температура предварительного нагрева зависит от типа сплава, толщины или массы металла, а также от тепловложения в процессе сварки. Сварка TIG или MIG с гелием вместо аргона в качестве защитного газа требует меньшего предварительного нагрева из-за высокого напряжения дуги, возникающего в процессе. Сварка MIG с аргоном требует меньшего предварительного нагрева, чем сварка TIG с аргоном, потому что дуга выделяет больше тепла.
Сварка MIG с аргоном требует меньшего предварительного нагрева, чем сварка TIG с аргоном, потому что дуга выделяет больше тепла.
Термическая обработка после сварки (PWHT) латунных сварных швов
Необходимость термической обработки сварного изделия зависит от состава основного металла и области применения. Сплавы дисперсионно-твердеющего типа подвергаются термической обработке после сварки, чтобы устранить изменения твердости в зоне сварки, возникающие в результате старения или перестарения, вызванного сварочным теплом.
Сварные детали, склонные к коррозионному растрескиванию под напряжением в определенных условиях, должны быть сняты с напряжения. Температуры снятия напряжений для некоторых медных сплавов, особенно подверженных этому дефекту, приведены в таблице 10.42. Нагрев должен быть постепенным, а сварной шов должен выдерживаться при температуре не менее одного часа.
Сварка латуни к углеродной стали
Латунь (C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 ) до углеродной стали . присадочная проволока . Перед соединением на обеих поверхностях сварки должна быть нанесена смазка маслом. Предварительно нагрейте латунь до температуры от 100 до 350°C перед нанесением масла. Для углеродистой стали предварительный нагрев не требуется.
присадочная проволока . Перед соединением на обеих поверхностях сварки должна быть нанесена смазка маслом. Предварительно нагрейте латунь до температуры от 100 до 350°C перед нанесением масла. Для углеродистой стали предварительный нагрев не требуется.
Сварка также может выполняться присадочной проволокой типа ERCuAl-A2 методом сварки TIG или MIG. ERCuAl-A2 обеспечивает хорошее плавление при использовании для соединения латуни с углеродистой сталью.
Советы по успешной сварке латуни
- Всегда направляйте дугу на сварочную ванну. Этот метод минимизирует плавление основного металла, тем самым снижая дымление цинка.
- Направление дуги к сварочной ванне также минимизирует проплавление.
- Очистите латунную поверхность от любых загрязнений, таких как масло, влага или пыль.
- Используйте большой угол скоса для сварного соединения при сварке методом SMAW.

Точечная сварка меди с латунью
Точечная сварка латуни с медью осуществляется с помощью обычного аппарата для точечной сварки с использованием правого электрода.
сварка латуни кислородно-ацетиленовой сваркой
Газовая сварка или кислородно-ацетиленовая сварка латуни, если требуется, выполняется прутьем типа Cu 5180 (CuSn6P). Однако газовая сварка или сварка латуни не рекомендуется, так как при газовой сварке из-за тепла цинк испарится. Это испарение цинка будет производить много паров и приведет к пористости.
При кислородно-ацетиленовой сварке с восстановительной пластиной над расплавленной ванной образуется оксидная пленка, подавляющая улетучивание цинка, при условии, что металл шва не перегревается. Стержни для газовой сварки из латуни содержат около 40% Zn, так что металл шва имеет хорошую долю твердой и прочной бета-фазы, которая становится мягкой и пластичной при повышенных температурах, предотвращает растрескивание сварного шва.
Похожие сообщения:
- Сварка меди и сварка меди со сталью
- Руководство по ремонту алюминиевых дисков или колесных дисков
- Как сваривать алюминий серии 1100?
- Как сделать чугун Пайка?
7 Методы сварки латуни и красной меди
Содержание
Различие между латунью и медьюЛатунь
Латунь
Желтый цвет меди 900.
Латунь, содержащая 62–68% меди, имеет температуру плавления 934 ~ 967 градусов.
Если только латунь, состоящая из меди и цинка, называется обычной латунью.
Если это разновидность сплава, состоящего из более чем двух элементов, то она называется специальной латунью. Например, медный сплав, состоящий из свинца, олова, марганца, никеля, свинца, железа и кремния.
Латунь обладает высокой износостойкостью.
Специальная латунь также называется специальной латунью. Он обладает высокой прочностью, высокой твердостью и сильной химической коррозионной стойкостью.
Он обладает высокой прочностью, высокой твердостью и сильной химической коррозионной стойкостью.
Кроме того, важны механические свойства при резке. Бесшовная медная труба из латуни мягкая и обладает высокой износостойкостью.
Латунные бесшовные трубы могут использоваться в теплообменниках и конденсаторах, низкотемпературных трубопроводах и трубах подводного транспорта.
Производство листов, прутков, труб, отливок и т. д.
Содержание меди 62–68%, высокая пластичность, производство оборудования, работающего под давлением, и т. д.
Красная медь
Красная медь вещество меди, названное так потому, что его цвет пурпурно-красный.
Красная медь — это промышленная чистая медь. Его температура плавления составляет 1083 ℃, изомерного превращения нет, а его относительная плотность составляет 8,9., в пять раз больше, чем у магния.
Примерно на 15 % тяжелее обычной стали. Он розово-красный и фиолетовый после образования оксидной пленки на поверхности, поэтому его обычно называют красной медью.
Это медь, содержащая определенный кислород, поэтому ее также называют кислородсодержащей медью.
Метод сварки латуниМетоды сварки латуни включают: газовую сварку, угольную дуговую сварку, ручную дуговую сварку и аргонодуговую сварку.
1. Газовая сварка латуниИз-за низкой температуры пламени газовой сварки испарение цинка из латуни при сварке меньше, чем при электросварке, поэтому газовая сварка является наиболее распространенным методом сварки латуни.
Сварочные проволоки, используемые для газовой сварки латуни, включают проволоку 221, проволоку 222 и проволоку 224.
Эти сварочные проволоки содержат такие элементы, как кремний, олово и железо, которые могут предотвратить и уменьшить испарение и потерю цинка при горении в расплавленном бассейн, и помочь обеспечить производительность сварного шва и предотвратить образование пор.
Флюс, обычно используемый при газовой сварке латуни, включает твердый порошок и газовый флюс.
Газовый поток состоит из метилбората и метанола; Флюс типа газового агента 301.
2. Ручная дуговая сварка латуниПомимо меди 227 и меди 237, для сварки латуни можно использовать и самодельные электроды. Во время дуговой сварки латуни должен быть принят положительный метод подключения источника питания постоянного тока, а электрод должен быть подключен к отрицательному электроду.
Перед сваркой поверхность сварного шва должна быть тщательно очищена.
Как правило, угол канавки должен быть не менее 60 ~ 70°.
Для улучшения формирования сварного шва сварной шов должен быть предварительно подогрет до 150 ~ 250 ℃. Во время работы должна использоваться сварка короткой дугой, без поперечного и возвратно-поступательного качания, а только линейное движение, и скорость сварки должна быть высокой.
Сварные изделия из латуни, находящиеся в контакте с агрессивными средами, такими как морская вода и аммиак, после сварки должны подвергаться отжигу для устранения сварочных напряжений.
Стандартные латунные сварочные проволоки: проволока 221, проволока 222 и проволока 224 могут использоваться для ручной аргонно-дуговой сварки латуни, или материалы того же состава, что и основной металл. используются в качестве пломбировочных материалов.
Сварка может быть положительным соединением постоянного тока или переменного тока.
При сварке на переменном токе испарение цинка меньше, чем при использовании положительного соединения на постоянном токе.
Обычно предварительный нагрев перед сваркой не требуется. Предварительный нагрев доступен только в том случае, если разница в толщине листа относительно велика.
Скорость сварки должна быть максимально возможной.
После сварки сварное изделие должно быть нагрето до 300 ~ 400 ℃ для обработки отжигом, чтобы устранить сварочное напряжение и предотвратить появление трещин во время использования.
4. Дуговая сварка латуни
Дуговая сварка латуни При дуговой сварке латуни такие проволоки, как проволока 221, проволока 222 и проволока 224, могут быть выбраны в соответствии с составом основного металла, или может быть изготовлена самодельная проволока для латунной сварки. используется для сварки.
Газовый флюс 301 можно использовать в качестве флюса для сварки.
Сварка короткой дугой должна выполняться для уменьшения испарения и угара цинка.
Метод сварки красной медиМетоды сварки красной меди (широко известной как промышленная чистая медь) включают газовую сварку, ручную угольную сварку, ручную электродуговую сварку и ручную аргонодуговую сварку. Автоматическая сварка также может использоваться для больших конструкций.
1. Газовая сварка красной меди Для сварки красной меди чаще всего используются стыковые соединения, а соединения внахлестку и тавровые соединения должны использоваться как можно реже.
Для газовой сварки можно использовать два вида сварочной проволоки. Одной является сварочная проволока, содержащая раскисляющие элементы, такие как проволоки 201 и 202;
Другой — полоса для резки обычной медной проволоки и недрагоценных металлов с использованием газового агента 301 в качестве флюса. Для газовой сварки красной меди следует использовать нейтральное пламя.
2. Ручная дуговая сварка из красной медиПри ручной дуговой сварке используется красная медная проволока из меди 107, а сварочный сердечник из красной меди (Т2, Т3).
Перед сваркой кромка сварного шва должна быть очищена.
Если толщина сварного соединения превышает 4 мм, его необходимо предварительно нагреть перед сваркой, а температура предварительного нагрева обычно составляет около 400 ~ 500 ℃.
Медный электрод 107 должен использоваться для сварки, а обратное подключение постоянного тока должно быть принято для источника питания.
При сварке должна использоваться короткая дуга, и сварочный стержень не должен качаться вбок.
Сварочный стержень совершает возвратно-поступательное линейное движение, что может улучшить формирование сварного шва.
Для длинных швов следует применять метод ступенчатой обратной сварки.
Скорость сварки должна быть максимально возможной.
При многослойной сварке шлак между слоями должен быть полностью удален.
Сварку следует проводить в хорошо проветриваемом помещении во избежание отравления медью.
После сварки следует использовать плоский молоток, чтобы выбить сварной шов, чтобы снять напряжение и улучшить качество сварки.
3. Ручная аргонодуговая сварка красной меди При ручной аргонно-дуговой сварке красной меди используемые сварочные проволоки включают проволоку 201 (специальная сварочная проволока из красной меди) и проволоку 202, а также проволоку из красной меди, такую как Т2.
Перед сваркой оксидная пленка, масло и другие загрязнения на сварочной кромке заготовки и поверхности сварочной проволоки должны быть очищены во избежание таких дефектов, как поры и шлаковые включения. Методы очистки включают механический метод очистки и химический метод очистки.
При толщине накладки встык менее 3 мм канавка не делается;
При толщине листа 3 ~ 10 мм V-образная канавка должна быть открыта, а угол канавки составляет 60 ~ 70°;
Если толщина листа превышает 10 мм, откройте поперечную канавку с углом канавки 60 ~ 70°;
Во избежание неполного проникновения тупые края обычно не оставляют.
В зависимости от толщины листа и размера канавки монтажный зазор стыкового соединения должен быть выбран в пределах 0,5 ~ 1,5 мм.
Ручная аргонно-дуговая сварка красной меди обычно использует положительное соединение постоянного тока, то есть вольфрамовый электрод соединяется с отрицательным электродом.
Для устранения пор и обеспечения надежного проплавления и проплавления корня шва необходимо повысить скорость сварки, снизить расход аргона и произвести предварительный подогрев сварного шва. Когда толщина листа менее 3 мм, температура предварительного нагрева составляет 150 ~ 300 ℃;
Когда толщина листа менее 3 мм, температура предварительного нагрева составляет 150 ~ 300 ℃;
При толщине листа более 3 мм температура предварительного нагрева составляет 350 ~ 500 ℃.
Температура предварительного нагрева не должна быть слишком высокой, иначе механические свойства сварного соединения будут снижены.
Есть также сварка красной меди угольным электродом.
Электроды, используемые при угольной дуговой сварке, включают угольный электрод и графитовый электрод.
Сварочная проволока, используемая для угольной дуговой сварки красной меди, такая же, как и для газовой сварки.
Основной металл также можно резать, и можно использовать флюс для газовой сварки красной меди, такой как газовый флюс 301.
Припои | Форни Индастриз
Удалить все фильтры
Алюминиевый прут для пайки Easy-Flo, 1/8″ X 18″ — 1/2 фунта.
Товар №: 46111
Добавить к сравнению
19,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Низкодымящая латунь, прут для газовой пайки 1/8″ X 18″ — 10 прутков
Товар №: 47300
Добавить к сравнению
20,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Низкодымящая латунь, прут для газовой пайки 1/8″ X 36″ — 5 фунтов.
Товар №: 47305
Добавить к сравнению
139,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Латунь с низким содержанием дыма, стержень для газовой пайки 3/32″ X 18″ — 10 стержней
Товар №: 48300
Добавить к сравнению
$13,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
3/32″ x 18″ Покрытый флюсом малодымящий бронзовый прут для пайки отлично подходит для большинства видов пайки.
Количество стержней 10 шт.Товар №: 48490
Добавить к сравнению
$16,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Бронзовый припой, с флюсовым покрытием, низкодымящий, смесь 1/16″ и 3/32″ — 14 стержней
Товар №: 48493
Добавить к сравнению
$21,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Бронзовый прут для пайки, с флюсовым покрытием, низкодымящий 3/32″ X 36″ — 4 фунта.
Товар №: 48495
Добавить к сравнению
109,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Предложения
Бронзовый прут для пайки, с флюсовым покрытием, низкодымящий 3/32″ X 36″ — 10 фунтов.
Товар №: 48496
Добавить к сравнению
219,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Бронзовый припой, с флюсовым покрытием, низкодымящий, 1/8″ X 18″ — 10 шт.
Товар №: 48500
Добавить к сравнению
$23,99
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Бронзовый прут для пайки, с флюсовым покрытием, слабодымящий, 1/8″ X 36″ — 4 фунта.
Товар №: 48504
Добавить к сравнению
109,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс
Припой Sil-Flo, 1/8″ X 20″ — 1/2 фунта.
Товар №: 48571
Добавить к сравнению
29,99 долларов США
Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие мест.
Введите свой почтовый индекс


 Количество стержней 10 шт.
Количество стержней 10 шт.


Пожалуйста, введите свой почтовый индекс, чтобы проверить наличие на складе.
* Ваш почтовый индекс
Сварка MIG и латунь: вот что вам нужно знать
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Сварка объединяет мир и является неотъемлемой частью бесчисленных механических конструкций. Чтобы научиться этому, мой друг-сварщик посоветовал мне начать со сварки MIG.
При сварке MIG (сварка металлов в среде инертного газа) тонкий проволочный электрод непрерывно подается с катушки. Ток проходит через провод, расплавляя его и основной металл, чтобы сплавить их вместе. Сварной шов защищен инертным газом, таким как углекислый газ или аргон.
Сварка MIG была популярной технологией на протяжении десятилетий и остается таковой по сей день. В этой статье я расскажу вам все, что вам нужно знать о сварке MIG, включая советы по улучшению техники сварки и выбору материала.
Что такое сварка MIG?
Сварка металлов в среде инертного газа (сварка МИГ) также известна как дуговая сварка металлическим газом или сварка проволокой. В методах дуговой сварки, таких как MIG, электрический ток используется для нагрева металлов выше их точки плавления, чтобы сплавить их вместе.
В частности, ток при сварке MIG проходит через проволочный электрод, который автоматически сматывается со станка. Текущую скорость и скорость намотки можно контролировать, и при использовании разных материалов необходимы разные настройки. Соответствующие настройки обычно можно найти на используемом сварочном аппарате.
Соответствующие настройки обычно можно найти на используемом сварочном аппарате.
Ток проходит от провода к основному металлу, и цепь замыкается рабочим проводом. При сварке МИГ проволочный электрод имеет положительный заряд, а основной металл имеет отрицательный заряд, что противоположно обычным схемам. Это известно как обратная полярность.
В отличие от других методов сварки, в MIG проволока также выступает в качестве присадочного металла, то есть металла, добавляемого в процессе сварки. Вы будете потреблять проволоку во время сварки, расплавляя ее, но сварочный аппарат автоматически подаст больше.
Советы по сварке MIG
Если вы новичок в сварке MIG, не беспокойтесь — это один из самых простых и эффективных способов научиться сварке. В частности, при сварке MIG следует помнить о четырех вещах:
Расстояние
В частности, расстояние между сварочной горелкой и основным металлом должно быть постоянным для всего сварного шва, чтобы обеспечить согласованность. Если вы зайдете слишком далеко, сварной шов будет слабым и пористым, так как основной металл не будет плавиться так сильно.
Если вы зайдете слишком далеко, сварной шов будет слабым и пористым, так как основной металл не будет плавиться так сильно.
Если вы находитесь слишком близко, вы можете расплавить основной металл насквозь или прожечь контакт провода до кончика и расплавить их вместе, повредив сопло. Идеальное расстояние составляет от 3/8” до ½” над опорной плитой.
Рабочий угол
Угол между сварочным соплом и основным металлом также определяет, насколько стабильна и эффективна ваша сварочная работа. В идеале нужно держать сопло перпендикулярно плоскости основного металла.
Если вы свариваете угол, держите сопло под углом 45 градусов посередине. Если вы работаете под неправильным углом, ваш сварной шов будет неоднородным, грязным и будет разбрызгиваться.
Угол хода
Угол хода — это угол сопла в направлении движения. Вам нужно будет держать сопло примерно на 10 градусов от перпендикуляра, либо ведя вперед («толкая»), либо назад («перетаскивая»).
Между толканием и перетаскиванием нет большой разницы, и в большинстве ситуаций можно использовать и то, и другое. При перетаскивании вы, вероятно, получите немного больше проникновения в основной металл. При работе с алюминием следует нажимать, потому что он производит много сажи.
При перетаскивании вы, вероятно, получите немного больше проникновения в основной металл. При работе с алюминием следует нажимать, потому что он производит много сажи.
Движение
Для достижения максимальной эффективности не следует выполнять сварку только по прямой линии. Вместо этого опытные сварщики слегка раскачивают наконечник взад-вперед, совершая колебательные движения, когда они двигаются по основному металлу. В качестве альтернативы вы можете двигаться по кругу или кривым. Вы также должны стараться поддерживать постоянную скорость при сварке.
Если двигаться по основному металлу слишком быстро, сварной шов будет узким; если вы будете двигаться слишком медленно, ваш сварной шов будет широким, и вы можете прожечь основной металл.
Требуется несколько попыток, чтобы правильно освоить технику сварки, поэтому я рекомендую сделать несколько пробных прогонов. Не нажимая на спусковой крючок, тренируйтесь сохранять постоянное движение, угол и расстояние, когда вы проводите соплом по основному металлу.
Чтобы удерживать насадку неподвижно, вам может быть полезно использовать обе руки. Другой рукой вы можете поддерживать запястье сварочной руки. Это отличная техника как для тренировки, так и для сварки, но в некоторых ситуациях, например, при сварке углов, вам придется справляться одной рукой.
Материалы, используемые при сварке MIG
При сварке MIG обычно используются несколько различных материалов, которые определяют оптимальные настройки и движение для использования.
Во-первых, ваш основной металл и проволока/присадочный металл могут различаться. Сварка MIG отлично подходит для сварки углеродистой стали, нержавеющей стали, алюминия, магния, меди, никеля, кремниевой бронзы и других сплавов. (Источник: Instructables )
Существует ряд используемых присадочных металлов, таких как медь, фосфористая бронза, красная латунь, желтая латунь, нейзильбер, алюминиевая бронза, кремниевая бронза и медь/ никель. (Источник: Weld. com )
com )
Защитный газ подается через сопло с помощью газового диффузора. Он создает инертную атмосферу, в которой металлы плавятся и плавятся, чтобы избежать реакции с кислородом, водяным паром и другими химическими веществами в воздухе.
Используются инертные газы, такие как двуокись углерода и аргон, часто в смешанном соотношении. Для более горячих сварных швов на более тяжелых основных металлах также можно использовать гелий.
Как сваривать латунь
Латунь — популярный материал, используемый в сварке как в качестве основного металла, так и в качестве присадочного металла. Вот несколько советов, о которых следует помнить, особенно при сварке латуни.
Латунь бывает двух видов: красная латунь и желтая латунь. Красная латунь представляет собой сплав цинка, меди и олова, тогда как желтая латунь представляет собой только комбинацию цинка и меди. При нагревании материалов, содержащих большое количество цинка, может возникнуть сильное пузырение и выделение газа. Это большая проблема, если ваш основной металл сделан из латуни.
Это большая проблема, если ваш основной металл сделан из латуни.
Решение – это то, что сварщики называют «пайкой». Пайка означает, что ваш сварной шов плавится и добавляет присадочный металл, не расплавляя основной металл. Для пайки вам нужно будет использовать более низкую температуру и обязательно выбрать присадочный металл с температурой плавления ниже, чем у основного металла.
Особенно важна постоянная сварка при пайке. Если ваше расстояние слишком мало или ваш темп слишком медленный, вы расплавите основной металл, а если ваше расстояние слишком большое или ваш темп слишком быстрый, вы не получите хорошего сварного шва. При пайке латуни убедитесь, что вы работаете в хорошо проветриваемом помещении, так как может выделяться много опасного газа.
Преимущества и недостатки сварки MIG
MIG — это всего лишь один из методов сварки, имеющий ряд преимуществ и недостатков. Это выгодно, потому что оно отлично подходит для соединения широкого спектра основных материалов и толщин, его можно выполнять в любом положении, наплавленный валик равномерный, на нем обычно не бывает много брызг, и его легко освоить.
По сравнению с другими методами сварки, сварка MIG не так хороша для более толстых основных металлов. Поскольку для этого требуется подача инертного газа из тяжелого баллона, он менее портативный, чем некоторые другие виды сварки. Некоторые другие методы сварки, такие как сварка вольфрамовым электродом в среде инертного газа (TIG), являются более точными.
Заключение
Сварка МИГ — самый популярный выбор для новых сварщиков, которые хотят учиться. Это просто – все, что вам действительно нужно сделать, это освоить движение сварочного пистолета. Все настройки определяются и контролируются сварочным аппаратом, поэтому вам не нужно об этом беспокоиться.
Материалы, необходимые для установки для сварки MIG, относительно недороги по сравнению с другими типами сварки. Зайдите в местный магазин хобби, чтобы забрать их и начать сварку уже сегодня!
Источники:
 youtube.com/embed/NlOihxByeus?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/NlOihxByeus?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> https://www.instructables.com/How-to-Weld—MIG-Welding/
Различные виды сварки и их применение
https://scrapuim. com/6392-2/
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.Время для прямой обратной связи: Насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Александр Берк
Немного о себе: Я сертифицированный международный инженер по сварке (IWE), работавший в различных проектах по сварке TIG, MIG, MAG и контактной точечной сварке. В последнее время он работал инженером-технологом по процессам лазерной и TIG-сварки. Чтобы ответить на некоторые вопросы, которые мне часто задавали или задавались во время работы, я завел этот блог. Это стало чем-то вроде любимого проекта, так как я хочу узнать больше о сварке. Я искренне надеюсь, что это поможет вам улучшить ваши результаты сварки так же, как помогло улучшить мои.
Последние сообщения
- Почему нельзя заварить треснувший алюминиевый диск
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее
- 8 советов по сварке пробки O2
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать дальше
- 8 советов по сварке окрашенных материалов
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку… Читать далее

Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
- 1 — Есть решение!
- 2 — Узнал что-то новое
- 3 — Не совсем
- 4 — Совсем нет
Мы очень ценим ваш отзыв!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Газ и снабжение — Продукция
Поиск в результатах
Категория
Абразивы
Клей и лента
Батареи
Электрика
Наполнитель металл
Газовое оборудование
Общие элементы
Инструменты ручной работы
. Оборудование
Hydraulics & Pneumatics
Hydraulics & Pneumatics
Hydraulics & Pneumatics
Hydraulics & Pneumatics
0003
Уборка
Освещение
Смазочная смазка
Обработка
Расположение материалов
Расположение по живописи
Пауэр Binzel
Abrasive & Allied
Accuform
Acme Cryogenics
Регулируемый
Двигатели с воздушным охлаждением
Airmaster
Alcotech
Alemite
Alfra USA
All Sport
Allegro
Allen Hand Tools
Allied Electronics
Allied Sales
Allied Sorbent
Alpha Production Alpha Algen Alpha Algen Alpha Algen Alpha Production Alpha Production Alpha ProductAmerex
American Allsafe
American Cap Co.
American Filler Metal
American Insulated Wire Corp.
American Pneumatic Tools
American Torch Tip
American Wire Tie
Ames True Temper
Anchor
Anderson
Ansell
Anthony Welding Products
Aquasol
Arabi Sling
Arc Abrasives
Arc Machine
Arcair
Arcone
Arcos Alloys
Arg Weld
Arro-Mark
Ashburn
Astro Pneumatic Tool
Atlas Welding
Atlas/Copco
Aufhauser Corp.
Aurand Manufacturing
Avesta Welding Products
B & B Steel
B-Line
BABIN/SIMER
BAND-IT
BATES ABRASIVE 9000ARD 9000ARD 9000ARD
.Bernz O Matic
Bessey North America
Best Welds
Blue Rubber Company
Bohler Group
Bohler Thyssen
Boride
Boss Mfg.
Bostitch
Braco Manufacturing
Bright Star
Brooks
Brunner & Lay
Buceye Safety
Bug O System
Шлифовальные круги Camel
Campbell
Century Mfg. Co.
Co.
Certanium
Сертифицированная безопасность
Ch Hanson Co
Режущие инструменты Champion
Channellock
Chapin
Chemtrend
Cherne
Chester
CHI/Pro/App
Chicago Pneumatic
CHISM & MOORE
Circle
CK World Wide Inc.
COBE.Comeaux
Комфортная одежда и перчатки
Concoa
Continental Air
Continental Electric
Continental Western Co
Продукция Cool Blue
Cordova
Cortina
Катушки Cox
Craftmark
Crc Indust.
Crescent Hand Tools
Crosby Group, INC
ЗАБОЛЕМЫЕ ОВЕЧЕВЫЕ ОВЕТЫ
CS OSBORNE
Цилиндр
DBI/SALA
DEFELSKO
Del City Electrical
DESMOND
DEWALKO
Del City
(Black и Dewalt) Decker 3
9000 2
(Black и Dewalt Dewltal. Наземные продукты
Алмазные инструменты
Прямой провод и кабель
Dissolvo
Dixon Valve
Donaldson/Donovan
Dresser/Budgit
Drillco
Dupont
Duracell
Dyna Flux
Dyna-Med
Dynabrade
Eagle Brush
Eagle Chemical
Eagle Inc.
Eagle Industries
Eagle Manufacturing
Electro Tape
Elk River
Ellwood
Empire
Enerpac
Esab Welding
Euroboor
Eutectic Corp.
Everett Ind.
Everyready
Эволюционные электроинструменты
Falltec
Fangy Bros
Fein Power Tools
Fend-All
Fibre Metal Prod.
Только первая помощь
Flame Tech
Flange Wizard
Flex/O/Vit
Florida Back Supports
Florida Tool
Floyd Ready
9 9 Freud America Inc
Foster0003Frommelt Safety Prod.
Будущее
Г.А.Л. Gauge Co.
Gardner Denver
Garland
Gas And Supply
Gas Equip. Co.
Gas Innovations
Gateway
Gatorade
GearWrench
Общие зажимы труб
Общий инструмент
Generico
Gentec Technologies
Gerson
GF Lasswell Brush Companom0003
Защита перчаток
Goss Aparatus
Greenlee
Grey Pneumatics
Groetsch
Защита от падения Guardian
Gullco Intl.
H&M Станок для снятия фаски.
H B Bouton Co.
H & M Pipe
Haag & Trammell
Hansen
Harper
Harrington
Harris
Harris Industries Inc
Hart Health
Hartwell Industries Industis
HART
Hartwell Industries
Hart
Hartwell Industries
Hart
Hartwell Industries
0002 HaynesHelicoil
Henry Tools Inc.
Hermes
Hexarmor
Hitachi
Hk Porter
Hobart Brothers
Hornell Seed Glass
Hose Speciality/Fabacher
Hougen
Houma Distributors
House Of Резьба
Howard Leight
Аксессуары Hpg
Hubbel Lighting Inc.
Hudson
Hydratight
Hypertherm
Hyundai
Ic Electric
Imperial Weld
Inco Alloys
Ind/Fab
Ingersol Rand
Interstate Battery Sys.
Inweld Corp.
Ironwear
J&M Industries
J. Walter
Jacobs
Jancy Engineering Co.
Jet Equip.
Jmn Specialties
John Tillman & Co.
Johnson
Justrite Safety
K D Tool
Kalas Wire
Kappler
Kent Air Tools
Kester
Kimberly Clark Products
Knaack
Knipex
Kobelco
Kohler
Koike Aronson
Komelon
Kromer
Krylon
Kubota
Lagasse
Lakeland
Lavallees
Leetonia
Lennox
Liberty Glove & Safety
Lift Tech
Lincoln Electric
Lincoln Industrial
Lite-Weight
Loctite
Louisville
Lowe’s
Lps Labatories
Ls Starett
Lubriplate
Lufkin Hand Tools
Lugall Corp.
M K Morse Company
Maasdam Power Pulls
Maglite
Magnaflux
Magnolia Brush Manufacture
Magswitch
Majesty Gloves
Makita
Manchester Tank
Markal
Marsh Ceramics
Master Lock
Mathey Dearman
Mavrix
Mayhew
Mckay Welding
Mcmaster Carr
Mechanix Wear
Meco Aviator
Melco Steel
Memphis Glove
Metabo Corp.
Metal Man Work Gear
Metric & Multi Standard
Metrode
Michigan Pneumatic Tools
Midco Midalloy
Miller Electric
Miller Fall Protection
Milwaukee Tool
Mine Safety
Mk Products
Mobile Synturion
Moldex
Monster Tool Company
Moore Medical
Morris And Dickson
Morse Cutting Tools
Motion Industries
Mr Heater
Msc Industrial Supply
Multiquip
Национальный стандарт
Nelson
Never Seez
New Orleans Lamp
Newark
Nicholson File
Nissen
Nitto Kohki
Norsman Drill
Norton Abrasives
Occunomix
Oetiker
Olympia
Onguard
Osborn Mfg.
Otc-Spx
Outback Flashlights
Oxford Alloy
Oxylance
Pac-Mig
Pacific Gulf
Pandjiris
Parker
Pearson
Pelican Products
Permatex
Phoenix
Pinnacle
Пластик Dist.
Plumb Hand Tools
Pop Rivet Gun
Porter Cable
Powcon
Power Team
Powerweld Welding Products
Precision
Precision Diamond Co
Предпочтение
Primark Tool Prinzing
Profax
Защитные промышленные продукты
Pyramex
Qualtool Inc.
R D Werner Co.
R E Lee Co.
Radians Protective Gear
Спец.
Rainfair
Random
Raterman
Rayovac
Reagan Textiles
Rectorseal
Red Devil
Reelcraft
Reiff & Nestor
Renfroe
Rental
Republic
Revco Ind.
Rex/Cut Произв.
Рексрот
Ridgid
River City
Rod Guard
Roper Whitney
Royal Broom & Mop
Rp Caps
Rubbermaid/Gott
Rustoleum
Saf-T-Cart
Safety Optical Service
Saftech
Samson
Sandvik Welding Products
Sanford Berol
Sargent
Save Phace Inc.
Scotchman Ind.
Seal Seat Co.
Seaton Name
Seattle Glove
900 Glove Co.0003Select Arc
Sellstrom
Sensible
Service & Material Co.
Skill/Bosch
Smith & Wesson
Smith Equipment
Southeast Safety Supply
Southern Building Maintenance
Southern Pipe
Southern Saw & Rutters
Southweld
Special-T Shop Mfg.
Spilltech
Spiracool
SQWINCH
Винт Star из нержавеющей стали
Stearns
Steelmax
Steiner Ind.
Stockhausen
Stoody Co.
Streamlight
Summit Electrical Supply
Sumner Mfg.
Sunbelt Bolt & Screw
Superior
Superior Flux
Swagelok
Symington
Taptek
Target
Taylor Pneumatic Tool
Taylortec
Tech Alloy
Techniweld
Techniweld
Tempil
Texas Pneu.