Технологическая карта урока по специальности «Сварочное производство» «Сварка пластин в горизонтальном положении шва»
БПОУ ОО «орловский технический колледж» |
Технологическая карта открытого урока |
Сварка пластин встык в горизонтальном положении шва |
Орёл-2019г. Мастер производственного обучения |
Поскотин Игорь Владимирович
БПОУ ОО «орловский технический колледж»
Технологическая карта урока № ______
Дата ______________Группа __25-СВ___
Специальность 22.
ПМ.01 Подготовка и осуществление технологических процессов изготовления сварных конструкций
МДК . 01.01 Технология сварочных работ
Тема урока. Сварка пластин встык в горизонтальном положении шва.
Цели урока: Формирование у студента умений и навыков по учебному материалу.
Должны уметь :
-организовывать рабочее место сварщика;
-выбирать рациональный способ сборки и сварки конструкции, оптимальную технологию соединения или обработки конкретной конструкции или материала;
-использовать типовые методики выбора параметров сварочных технологических процессов;
-применять методы устанавливать режимы сварки;
-рассчитывать нормы расхода основных и сварочных материалов для изготовления сварного узла или конструкции;
Должны знать:
-виды сварочных участков;
-виды сварочного оборудования, устройство и правила эксплуатации;
-источники питания;
-оборудование сварочных постов; технологический процесс подготовки деталей под сборку и сварку;
-основы технологии сварки и производства сварных конструкций;
-методику расчѐтов режимов ручных и механизированных способов сварки;
-основные технологические приѐмы сварки и наплавки сталей, чугуна, цветных металлов;
-технику безопасности проведения сварочных работ и меры экологической защиты окружающей среды.
Формирование УУД — умение учиться, то есть способность человека к самосовершенствованию через усвоение нового социального опыта.
Регулятивные действия:— Учиться умению ставить себе конкретную цель, планировать свою жизнь, прогнозировать возможные ситуации.
Познавательные действия: -Развивать общеучебные умения
по структурированию знаний, вести контроль и оценку происходящих процессов ,а так же результатов своей и другой деятельности.
Коммуникативные действия: — планирование учебного сотрудничества с преподавателем и со сверстниками
Обеспечивать ценностно-смысловую ориентацию учащихся –это значит уметь соотносить поступки и события с принятыми этическими принципами, знание моральных норм и умение выделить нравственный аспект поведения, а также ориентацию в социальных ролях и межличностных отношениях.
Общие компетенции ОК1-ОК6Профессиональные компетенции: ПК01-ПК03
Словарь урока: электрододержатель, заходные планки.
Тип урока: Урок закрепления знаний и отработки умений и навыков по теме.
Методы обучения: беседа, показ слайдов, работа с инструкционной картой.
Методы контроля: Повторение теоретического материала: проверка знаний по данной теме (устный опрос).
Междисциплинарные связи: физика, техническая механика, электротехника
Место проведения: мастерская
Оснащенность урока: плакаты, презентация, металлический пластины, сварочный аппарат и сварочные принадлежности.
ТСО: проектор, экран, компьютер.
Литература (основная, дополнительная)
Сварка и резка материалов М Д Банов Ю В Казаков М Г Козулин 2010 400с
Сварочные работы В И Маслов 2015г
— Технология ручной дуговой и плазменной сварки и резки металлов В В Овчинников 2010г
— Подготовительные сварочные работы В В Овчинников 2015г
-Технология газовой сварки и резка металлов В В Овчинников 2015г
-Дефектация сварных швов и контроль сварных соединений В В Овчинников 2013г
-Контроль качества сварных соединений В В Овчинников 2009г
-Сварка и резка деталей из различных сталей цветных металлов и их сплавов чугунов во всех
пространственных положениях (практикум) В В Овчинников 2015г
Интернет ресурсы:
https://svarkaed.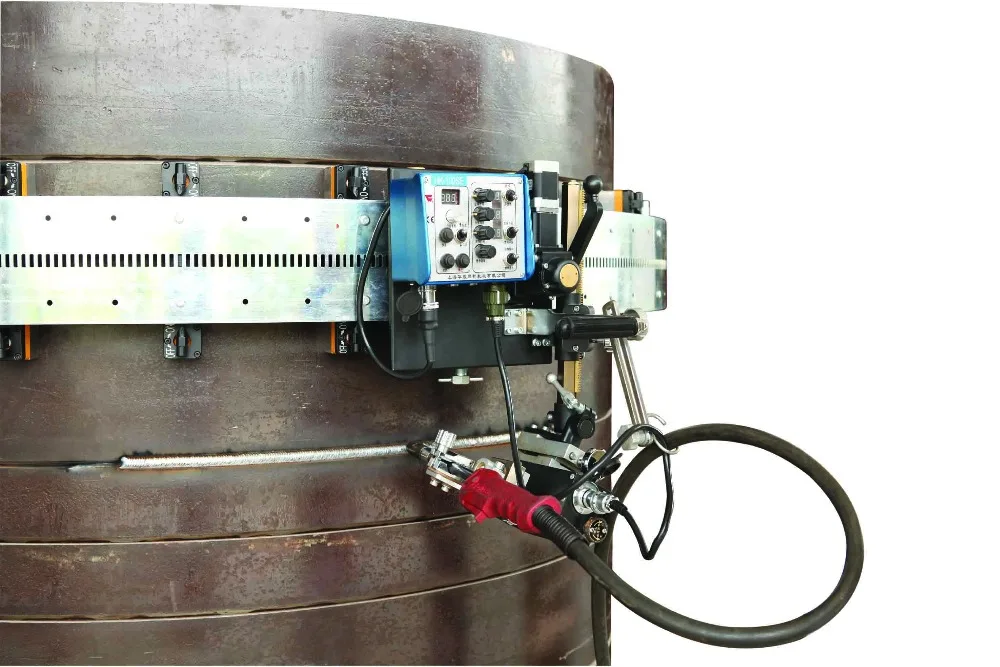 ru/svarka/shvy-i-soedineniya/kak-svarit-gorizontalnyj-shov.html
ru/svarka/shvy-i-soedineniya/kak-svarit-gorizontalnyj-shov.html
ОК, ПК
1.этап (2 мин.)
Организационный момент
Приветствие, психологическая установка на привлечение внимания студентов к занятию, подготовка рабочего места
Приветствуют мастера ПО
Выполняют указания мастера. Готовят рабочее место.
ПК-1- ПК-3
ОК-1 ОК6
2 этап (8 мин.)
Актуализация опорных знаний
Провожу устный опрос проверки знаний по пройденной теме «Технологическая прочность и свариваемость металлов»
вопросы:
1.какие бывают трещины при сварке
2. Что такое горячие трещины
3. Причинами образования горячих трещин при сварке являются:
4. Что такое холодные трещины
5. Причинами образования холодных трещин при сварке являются:
6.
Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия,
Отвечают на поставленные вопросы, находят правильные ответы, выбирают критерии своего поведения.
Ответы на вопросы:
1. Горячие и холодные трещины.
2. Горячие трещины — это хрупкие межкристаллические разрушения металла шва и околошовной зоны, возникающие в твердожидком состоянии в процессе кристаллизации, а также при высоких температурах в твердом состоянии
3. Причинами образования горячих трещин при сварке являются:
большое количество вредных примесей (особенно серы и фосфора) в металле свариваемых заготовок;
наличие в металле шва элементов, образующих химические соединения с низкой температурой затвердевания (хром, молибден, ванадий, вольфрам, титан), нарушающие связь между зернами;
жесткое закрепление свариваемых заготовок или повышенная жесткость сварного узла, затрудняющая перемещение заготовок при остывании.
4. Холодные трещины — это локальные меж- или транскристаллические разрушения сварных соединений, образующиеся в металле при остывании до относительно невысоких температур (как правило, ниже 200 °С) или при вылеживании готового изделия.
5. Чаще всего холодные трещины возникают в переходной зоне вследствие неправильной техники сварки или неправильно выбранного присадочного материала
.6. Свариваемость – это свойство или сочетание свойств металлов образовывать при установленной технологии сварки соединение, которое отвечает всем требованиям, обусловленным конструкцией и эксплуатацией изделия,
ПК-1- ПК-3
ОК-1 ОК6
3 этап (2мин)
Мотивация учебной деятельности
Сообщаю информацию, раздаю инструкционные карты
Сварка – это самый надежный и популярный метод скрепления двух металлических деталей в одно целое. Он может производиться несколькими видами, одним из которых является электросварка. Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для сварки электросваркой.
Рассмотрим подробнее преимущества и недостатки такого метода, область применения данного вида соединения и материалы, которые нужны для сварки электросваркой.
—
Слушают и осмысляют
ПК-1- ПК-3
ОК-1 ОК9
4 этап (3 мин.)
Целеполагание и планирование
Запишите число, тему урока» Сообщаю цель и задачи урока
Тема урока. Сварка пластин встык в горизонтальном положении шва
Цели урока:
Сформировать у студента знания и умения по учебному материалу «Сварка пластин встык в горизонтальном положении шва»Задачи урока: изучить учебный материал по теме «Сварка пластин встык в горизонтальном положении шва», научить производить соответствующие работы.
Слушают, записывают тему урока, знакомятся со средствами реализации целей
ПК-1- ПК-3
ОК-1 ОК9
5 этап (30 мин. )
)
Восприятие и первичное осознание учащимися материала
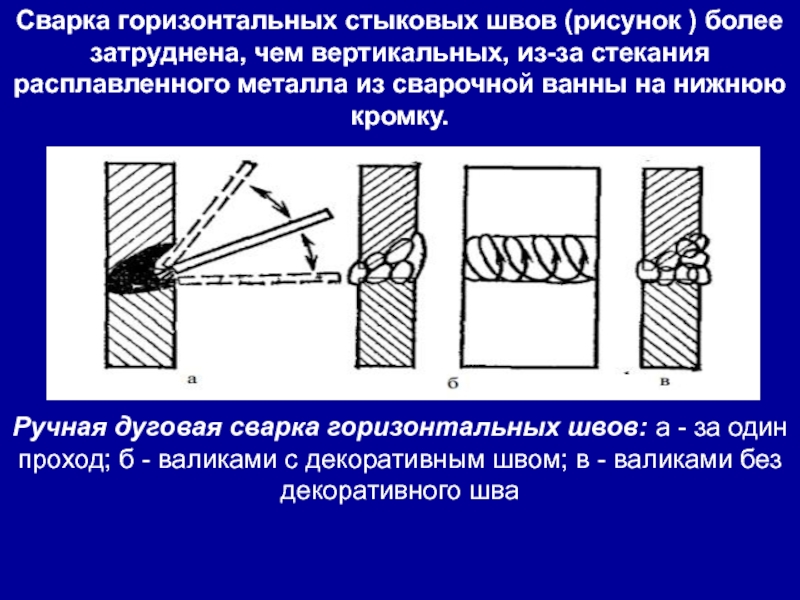
ОСОБЕННОСТИ СВАРКИ СОЕДИНЕНИЙ ПО ГОРИЗОНТАЛИ
Сварка горизонтального шва должна выполняться следующим образом: электрод надо держать под углом 90°.
Нужно стараться держать электрододержатель так, чтобы дуга горела с максимально большей глубиной проплавления изделия. Для того, чтобы добиться оптимальной ширины шва, обязательно контролируйте скорость сварки. Помимо этого сам сварочный процесс должен осуществляться посредством колебательных движений по направлению сварки, также нужно обращать внимание на шлак.
Сварка горизонтальных швов на вертикальной поверхности производится по направлению справа налево и наоборот. Сварочная ванна будет опускаться вниз, поэтому надо наклонять электрод под большим углом, чтобы этого не произошло.
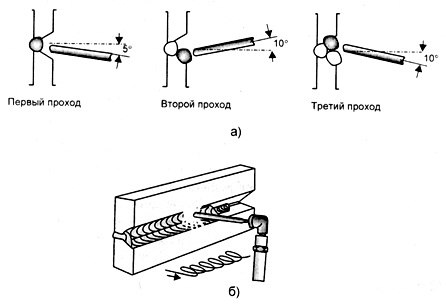
Сварка горизонтальных швов включает в себя следующие этапы:
Изначально надо сформировать первый валик шва на короткой дуге.
 Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться. Первый валик обычно создается на средней или высокой силе тока.
Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться. Первый валик обычно создается на средней или высокой силе тока.
 Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться. Первый валик обычно создается на средней или высокой силе тока.
Электрод перемещается без колебательных движений в поперечной плоскости. Электрод должен наклоняться к поверхности под углом 80°. Именно такая технология позволит максимально проплавиться. Первый валик обычно создается на средней или высокой силе тока.Осуществляя сварку углом вперед, вы сделаете глубину проплавки большей, углом назад – меньшей.
Создавая второй шов, используют небольшую силу тока. Направление электрода – «углом вперед» без колебательных движений. Ширина образовавшегося валика будет значительно больше, поэтому рекомендуется применять электрод с большим диаметром.
Местом расположения третьего валика выступает участок между верхней плоскостью второго и границами кромки раздела. В случае, если второй валик образовался с выступом, то третьим слоем надо заполнить пространство между предыдущим валиком и стенками раздела. Если же валик получился нужной формы, то третий слой создается таким образом: по очереди располагаются валики левой и правой кромок.
Промежуток между примыкающими валиками третьего слоя нужно заполнить 4-ой наплавкой. Если это расстояние будет идентичным диаметру электрода, то четвертый валик формируется в один подход. В случае, когда предыдущие слои наплавки находятся друг от друга на большой дистанции, то образовавшийся между валиками стык надо заполнить, используя поперечные и продольные перемещения электрода.
Формирование остальных слоев осуществляется по такому же принципу, как и третий валик.

Выполняя сварку горизонтальных швов, обращайте внимание на верхнюю кромку используемого металлического изделия, поскольку именно в этом месте обычно появляются различные изъяны.
СЛОЖНОСТИ, ВОЗНИКАЮЩИЕ В ПРОЦЕССЕ СВАРКИ
Как уже отмечалось, сваривание горизонтальных швов – достаточно непростой вид соединения, в котором много нюансов. Поэтому выполняя сварочные работы нужно быть готовым к сложностям, с которыми придется столкнуться.
Расплавленный металл может вытекать из сварочной ванны.
Материал, который уже подвергся плавлению может стекать на нижнюю кромку, в результате чего на верхней кромке может образоваться подрез.
Совет! Чтобы не столкнуться с такой неприятной ситуацией, на верхней кромке надо сделать склон.
3. Есть решение и остальных недочетов. Для получения качественного и прочного соединения, дуга должна быть короткой, а перемещение электрода должно осуществляться плавно и равномерно.
ПАРАМЕТРЫ ТОКА И ПЕРЕМЕЩЕНИЕ ЭЛЕКТРОДА
Сила тока и то, с какой скоростью движется электрод – показатели, которые оказывают самое непосредственное влияние на качество образуемого шва. Чем выше будут показатели силы тока, тем большая глубина прогрева будет образовываться в металле, а это значит, что электроды будут двигаться с более высокой скоростью.
Для того, чтобы шов получился максимально ровным и качественным, должно соблюдаться соотношение тока и скорости перемещения электродов.
В процессе перемещения электрода с заданной скоростью, надо не забывать учитывать показатели мощности дуги. Если подавать электрод слишком быстро и при этом использовать маленькую мощность, то металл не прогреется до нужной температуры и в итоге необходимая глубина не будет достигнута. А это означает, что шов будет тонким и некачественным.
Если же перемещение электрода будет осуществляться с недостаточной скоростью, то изделие может перегреться и привести к дефектам на линии сваривания. Если вы свариваете деталь, толщина которой слишком маленькая, то используя мощную дугу, вы просто прожжете металл.
Слушают. Сообщение мастера ПО, выполняют необходимые записи в рабочую тетрадь
ПК-1- ПК-3
ОК-1 ОК9
Показ видео-презентации «Сварка пластин в горизонтальном положении шва»
ПК-1- ПК-3
ОК-1 ОК9
6 этап (40мин. )
)
Практическая работа
1. Инструкция по технике безопасности.
Выполнять сварку горизонтальных швов, как и любых других соединений необходимо в условиях строгого соблюдения правил техники безопасности.
Сварщик должен надеть на себя одежду и обувь из огнеупорных материалов, обязательно нужно покрыть голову, надеть перчатки и защитную маску для лица. Прежде чем начать сварочные работы убедитесь, что прибор не сломан и хорошо функционирует. Убедитесь в том, что кабели, входящие в конструкцию сварочного аппарата изолированы и соответствуют всем техническим характеристикам прибора.
2. Раздача инструкционных карт
3. Практическая работа по свариванию пластин в горизонтальном положении шва.
Слушают инструкцию по ТБ.
Изучают инструкционную карту.
Выполняют сварочные работы.
ПК-1- ПК-3
ОК-1 ОК9
7 этап (4 мин.)
Рефлексия и оценивание
Оцениваю в целом работу группы на занятиях и в отдельности каждого студента.
Предлагаю самим студентам подвести итоги занятий и оценить полученные умения.
Умения своих товарищей.
Выражают отношение к занятию, слушают и осмысляют итоги урока
ПК-1- ПК-3
ОК-1 ОК9
8 этап (1мин.)
Сообщение домашнего задания
Зачитываю домашнее задание на самостоятельную работу по подготовке к следующим занятиям.
Литература: -Контроль качества сварных соединений В В Овчинников 2009г
Стр.______________
Слушают, задают вопросы, записывают в тетрадь.
ПК-1- ПК-3
ОК-1 ОК9
Преподаватель _____________________________________________________
Научитесь горизонтальной сварке с помощью различных техник
Для получения надежного горизонтального (и любого другого) шва электрод перемещают сразу в трех плоскостях: поступательно по направлению его оси, прямолинейно вдоль сварного валика и колебательно поперек шва.
 Вначале это кажется невозможным, но регулярные попытки и упорство принесут вскоре желаемый результат.
Вначале это кажется невозможным, но регулярные попытки и упорство принесут вскоре желаемый результат. Понадобится
Для результативных и безопасных занятий приготовим следующие материалы, оборудование и принадлежности:
- ручной сварочный аппарат;
- свариваемый металл;
- электроды соответствующего диаметра;
- молоток для отбивки шлака;
- сварочную экипировку (маску, рукавицы и пр.).
Процесс сварки
Колебательные движения поперек оси сварного шва обеспечивают нужную ширину, надежную проварку корня шва и кромок, замедление охлаждения ванны жидкого металла и удаление шлака из зоны горения. Учитывая толщину металла и диаметр электрода, выбираем силу сварочного тока 91 А.
Полумесяцем вперед
При этом движении конец электрода перемещается по дуге окружности выпуклостью, направленной вперед. С его помощью стыкуются швы со скошенными кромками внизу и угловые швы, катет которых не более 6 мм.

Если эти движения выполнены правильно, то весь шлак оказывается наверху валика и для его удаления даже не нужен молоток. Шов получается нужной ширины и постоянным по длине.
Спираль
Здесь конец электрода совершает круги или овалы, очерчивая края сварочной ванны. При этом происходит равномерный прогрев по ширине шва. Часто применяется при сварке в плоскости нижнего горизонта.
Это движение относят к простым и доступным для исполнения. Оно обеспечивает постоянный и легкий контроль за расплавленным металлом. При его правильном исполнении шлак также образуется сверху шва и легко удаляется по всей длине сразу.
Ниточный шов
Когда конец электрода не совершает колебаний поперек шва, а движется прямолинейно в продольном, относительно валика направлении, то образуется узкий или ниточный шов шириной 1,2±0,4 диаметра электрода. Их применяют при сварке тонкого металла и при наложении первого слоя в многослойном шве. Этот вид – самый простой в исполнении.

Зигзаг
Чтобы создать сварной шов заданной ширины, конец электрода двигают по зигзагообразной линии симметрично оси валика. Но в процессе нельзя забывать о длине дуги, чтобы получилась ровная дорожка без шлаковых включений.
Этот способ применяется при сварке металла толщиной до 6 мм. Наиболее качественные швы получаются при сварке встык и нижнем положении. Также он позволяет надежно сваривать стыки без скоса кромок.
Обратный полумесяц
При этом способе левый и правый край сварного шва прогревается лучше, т. к. концом электрода совершаются дуги, выпуклостью направленные назад. Его применяют, когда используются толсто-покрытые электроды, чтобы лучше расплавлялся металл и шлак.
Этот способ движения электрода применяют при сварке в нижнем положении и когда свариваются вертикальные и потолочные швы, у которых выпуклая наружная поверхность.
Смотрите видео
Сварочная каретка Huawei HK-100S с осциллятором с осциллятором для горизонтальной сварки резервуаров
Сварочная каретка Huawei HK-100S
Полуавтоматический сварочный комплекс HK-100S предназначен для сварки горизонтальных швов на вертикальной плоскости, вертикальных и кольцевых неповоротных стыков крупногабаритных металлоконструкций. Применяется для сварки поясных и вертикальных стыков при монтаже резервуаров, сварке неповоротных стыков трубопроводов диаметром более 750 мм, сварке листов обшивки корабельных корпусов, монтаже сосудов и емкостей в химической, пищевой, цементной промышленности.
Применяется для сварки поясных и вертикальных стыков при монтаже резервуаров, сварке неповоротных стыков трубопроводов диаметром более 750 мм, сварке листов обшивки корабельных корпусов, монтаже сосудов и емкостей в химической, пищевой, цементной промышленности.
Устройство и принцип действия:
Основой комплекса HK-100S является самоходная каретка, перемещающаяся по гибкому рельсу с креплением на магнитных или вакуумных опорах. Сварка осуществляется с помощью горелки сварочного полуавтомата, которая закрепляется в кронштейне каретки. Перемещение горелки осуществляется вместе с кареткой. При необходимости, колебания горелки в поперечной плоскости осуществляются с помощью осциллятора.1. Основной корпус, на котором установлены двигатель, планетарный редуктор, зубчатый привод; 2. Блок управления. 3. Устройство позиционирования горелки; 4. Направляющие позиционирования горелки; 5. Узел установки угла наклона горелки; 6. Кронштейн для крепления горелки; 7. Разъем подключения питания и обратной связи со сварочным оборудованием; 8. Ручка для переноски каретки; 9. Рукоятка фиксатора каретки на направляющей; 10. Направляющий рельс; 11. Магнит удержания направляющего рельса. 12. Осциллятор горелки; 13. Кронштейн крепления кабелей; 14. Сварочная горелка.
Ручка для переноски каретки; 9. Рукоятка фиксатора каретки на направляющей; 10. Направляющий рельс; 11. Магнит удержания направляющего рельса. 12. Осциллятор горелки; 13. Кронштейн крепления кабелей; 14. Сварочная горелка.
Привод перемещения каретки по рельсу представлен в виде системы асинхронного двигателя постоянного тока, соединенного через червячный редуктор с приводными зубчатыми роликами. Ролики входят в зацепление с выемками на поверхности направляющего рельса и, при их вращении, обеспечивают плавное и равномерное движение каретки вдоль рельса вперед и назад.
Параметры сварки и перемещения каретки регулируются с помощью системы управления, представленной в виде блока управления установленного на корпусе каретки. Система управления позволяет регулировать следующие параметры:
- Направление и скорость перемещения каретки
- Сила сварочного тока
- Напряжение на дуге
- Скорость подачи проволоки
- Частота и амплитуда осцилляций горелки
- Время задержки осцилляций горелки в крайних точках

Полная синхронизация каретки возможна с источниками питания, оснащенными разъемами внешнего управления 6-PIN. При полной синхронизации, интерфейс управления каретки подключается к источнику питания и механизму подачи через разъем 6-PIN. В этом случае, управление всеми параметрами сварки, включая ток, напряжение и скорость подачи проволоки, осуществляется с блока управления кареткой.
При частичной синхронизации, интерфейс управления подключается к механизму подачи проволоки через триггерный разъем 2-PIN. Такой тип синхронизации позволяет использовать каретку в комплексе со сварочными полуавтоматами, которые не оборудованы контуром подключения дистанционного управления. В случае частичной синхронизации параметры перемещения каретки и включение/выключение полуавтомата осуществляются с помощью блока управления каретки, а настройка параметров сварки – с помощью штатной системы управления полуавтомата.
Гибкий рельс, по которому перемещается каретка комплекса, крепится к одной из свариваемых деталей с помощью мощных биполярных магнитов, либо, при необходимости сварки немагнитных сталей и сплавов – с помощью вакуумных присосок. Он может располагаться как горизонтально, при сварке продольных или поясных швов, так и вертикально, для сварки вертикальных соединений. Также, рельс можно установить по окружности трубы, при выполнении сварки неповоротных стыков.
Он может располагаться как горизонтально, при сварке продольных или поясных швов, так и вертикально, для сварки вертикальных соединений. Также, рельс можно установить по окружности трубы, при выполнении сварки неповоротных стыков.
Рекомендуемые параметры сварки:
Параметры сварки | Диаметр сварочной проволоки (d) | |||
Ø1,2 мм | Ø1,4 мм | Ø1,6 мм | ||
Ток сварки, A | В нижнем положении | 120-300 | 150-380 | 180-430 |
В вертикальном положении | 120-280 | 150-320 | 180-380 | |
В горизонтальном положении | 120-280 | 150-300 | 180-330 | |
Напряжение, U | 1. 2. До 300A U=0.,41+16±1.50 3. Свыше 300A U=0,041+20±2.0 | |||
Расстояние от среза горелки до кромки шва, H | 1. Менее 200А Н = 10-15 мм 2. 200 -350A H = 1520 мм 3. 350 — 500A H = 20-25 мм | |||
Вылет проволоки, L | Около 10 диаметров проволоки L=10 d | |||
 U14+0.051
U14+0.051
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ
Напряжение сети 220 В
Питание 24DC
Частота тока 50Гц
Диапазон позиционирования горелки по вертикали +40 мм… — 40 мм, по горизонтали +120 мм…-120 мм, угол наклона поперек шва +60º…-60º, угол наклона вдоль шва 0º…+10º
Установки осциллятора перемещение вперёд/назад, частота осцилляций 0-100, время задержки в крайних точках 0-25сек, амплитуда осцилляций 0º-15º, скор. линейного перемещения 50-1250 мм/мин
Скорость осцилляций 0-10см/мин
Время задержки осциллятора 0-2,5сек
Угол наклона горелки 15 град.
Перемещение горелки по оси X 150мм
Перемещение горелки по оси Y 60мм
Габариты 430х280х290 мм (без горелки)
Вес 8,4 (без горелки)кг
Методы дуговой сварки
Технологии дуговой сварки полностью отличают профессиональную дуговую сварку от плохо выполненной сварки. Техника дуговой сварки состоит из пяти основных компонентов
(CLAMS): Сокращение, которое следует запомнить.
- C текущие настройки
- L Длина дуги
- Уголок электрода
- M Манипулирование электродом
- S Скорость движения
ТЕКУЩИЕ НАСТРОЙКИ
Выбранный вами терминал решит, должна ли ваша машина быть настроена на переменный ток, отрицательный постоянный ток или положительный постоянный ток. Убедитесь, что он правильно настроен для вашего приложения.
Убедитесь, что он правильно настроен для вашего приложения.
ДЛИНА ДУГИ
Правильная длина изгиба зависит от каждого терминала и применения. В качестве подходящего начального этапа длина круглого сегмента не должна превышать ширину металлического сегмента (центра) катода, т.е. 1/8 дюйма. Клемма 6010 удерживается на расстоянии около 1/8 дюйма от основного материала.
УГОЛ ЭЛЕКТРОДА
Сварка стержнем в плоском, горизонтальном и потолочном положении с использованием метода «перетаскивания» или «сварки наотмашь».Держите электрод перпендикулярно суставу, а затем наклоните верхнюю часть в направлении движения примерно на 5–15 градусов. Для сварки вертикально вверх используйте технику «толчок» или «вперед» и наклоните верхнюю часть электрода на 0–15 градусов в сторону от направления движения.
МАНИПУЛЯЦИЯ С ЭЛЕКТРОДОМ
Каждый сварщик управляет катодом по-своему. Создайте свой собственный особый стиль, наблюдая за другими, оттачивая и отмечая, какие системы дают наилучшие результаты. Обратите внимание, что на материале 1/4 дюйма.Кроме того, более тонкое переплетение катода обычно немного больше в свете того факта, что глобула будет более обширной, чем обычно. Во многих случаях достаточно прямого мазка.
Обратите внимание, что на материале 1/4 дюйма.Кроме того, более тонкое переплетение катода обычно немного больше в свете того факта, что глобула будет более обширной, чем обычно. Во многих случаях достаточно прямого мазка.
Чтобы сделать более обширную глобулу на более толстом материале, управляйте катодом из стороны в сторону, создавая безостановочное расположение, в основном покрывая ховер в виде буквы «Z», полукруга или запинающегося шага. Ограничьте движение из стороны в сторону до 2-кратного расстояния поперек центра анода.Чтобы покрыть более обширную область, делайте различные проходы или используйте «стрингерные мазки».
СКОРОСТЬ ДВИЖЕНИЯ
Ваша скорость перемещения должна позволять удерживать круговой сегмент в основных 33% сварочной ванны. Мы надеемся, что вы получили хорошую отправную точку с этими шагами, и не стесняйтесь делиться своими методами с нами.
4 основных положения сварки, которые вы должны знать: полное руководство
Как вы, наверное, уже знаете, сварка — это процесс сплавления двух или более деталей под действием тепла. Существует много типов сварки, о которых мы говорим в разделе «Часто задаваемые вопросы по сварке» ниже. Но для начала поговорим о 4-х основных положениях сварки, так как они влияют на лотов факторов.
Как сварщик, вы должны знать о следующих 4 основных положениях сварки, это особенно важно, если вы планируете пройти квалификационный экзамен по сварке:
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Верхнее положение
4 основных положения сварки
Поток расплавленного металла будет меняться в зависимости от принятого вами положения. Когда он плоский, сила тяжести втягивает расплавленный металл в соединение. Это приводит к более быстрому и значительному упрощению процесса сварки.
Горизонтальная сварка довольно сложна. Почему? Потому что расплавленный металл стекает на опорную плиту. Вам обязательно нужно попрактиковаться в этом перед квалификационным тестом.
Вертикальная сварка достигается путем направления горелки вниз и движения вверх.Иногда приходится начинать сверху, но мы обсудим это более подробно позже.
Положение сварки над головой , безусловно, самое сложное. Расплавленный металл стекает вниз под действием силы тяжести, поэтому контролировать его значительно сложнее. Как и в случае с горизонтальным положением, вам нужно будет много практиковаться, чтобы добиться идеального качества сварных швов.
Несмотря на то, что вам предстоит многому научиться, вам повезло, раз вы наткнулись на нас. Мы собираемся рассказать вам все, что вам нужно знать о каждой из позиций сварки, которые мы только что упомянули.
Давайте углубимся в детали, хорошо?
1. Плоское положение сварки (обозначение 1F или 1G)
Поскольку плоское положение сварки является самым простым (как мы упоминали выше), мы начнем здесь.
Некоторые сварщики называют это положением руки вниз, поэтому не смущайтесь изменением терминов. Чтобы сделать это правильно, сварку нужно производить с верхней части стыка. Таким образом, расплавленный металл под действием силы тяжести втягивается в соединение.Опять же, результатом является быстрый и легкий сварной шов.
Вы можете задаться вопросом: «Что с категориями 1F и 1G наверху?». Хорошо, давайте поговорим об этом.
В чертежах архитектора используются эти коды (называемые символами сварки), чтобы облегчить вам, сварщику, выполнение проекта. Число обозначает положение, а буква обозначает тип сварного шва.
Недавно я написал статью о «5 видов сварных соединений и их применение» — прочтите эту статью.
Взгляните на следующую таблицу, чтобы получить четкое представление о том, что означает каждое конкретное число.
| № | | | Вариация | | 1 | 1 | плоский | 1F | Филе сварной в плоский | |
|---|---|---|---|---|---|---|---|---|---|
| 1G | 1G | канавку сварные в плоском положении | |||||||
| 2 | горизонтальный | 2F | Филе 2F | Филе 2F | Филе 2F | Филе 2F | 4F | ||
| 2G | канавки канавки сделаны в горизонтальном позиция | 3 | 3 | вертикальный | 3F | 3F | 3F | филе шва изготовлен в вертикальном положении | |
| 3G | канавку сварные в вертикальном положении | ||||||||
| 4 | наверху | 4F | Угловой шов, выполненный в верхней части позиция | ||||||
| 4G | Сварка разделки, выполненная в потолочном положении |
Таким образом, как вы можете ясно видеть из приведенной выше таблицы, плоская позиция, а 1F означает сварку встык, а 1F означает сварку встык. разделочный шов, выполненный в плоском положении.
разделочный шов, выполненный в плоском положении.
Если вы не знакомы с типами сварных соединений, мы написали подробное руководство по всем темам, так что вы можете прочитать его, прежде чем продолжить.
Вы должны использовать плоское положение сварки, если собираетесь сваривать плоскую деталь , размещенную на верстаке.
Как читать символы сварки >> Посмотрите видео ниже
2. Горизонтальное положение сварки (символ 2F или 2G)
По сравнению с горизонтальной позицией сварки горизонтальная позиция сварки сложнее.Вам потребуется больше навыков, чем среднему сварщику, чтобы действительно хорошо выполнить горизонтальный шов.
Классифицируется как сварочное движение вне позиции.
Теперь вы можете сделать вывод, что 2F — это положение горизонтального углового сварного шва. Здесь вы будете сваривать горизонтальную верхнюю сторону, которая прилегает к почти вертикальной поверхности. При этом вам нужно держать горелку под углом 45 градусов для достижения наилучших результатов.
2G, с другой стороны, представляет собой горизонтальное положение сварного шва.Вы поместите ось сварного шва в горизонтальной плоскости. Он не обязательно должен быть строго горизонтальным, но приблизительного достаточно. Поверхность сварного шва должна находиться в вертикальной плоскости (или почти вертикальной).
Обычно это положение используется при сварке стены слева направо (или, конечно, справа налево).
3. Вертикальное положение сварки (символ 3F или 3G)
В этом положении шов и пластины лежат вертикально (хотя бы примерно вертикально).Здесь гравитация тянет расплавленный металл вниз, поэтому многие начинающие сварщики сталкиваются с накоплением.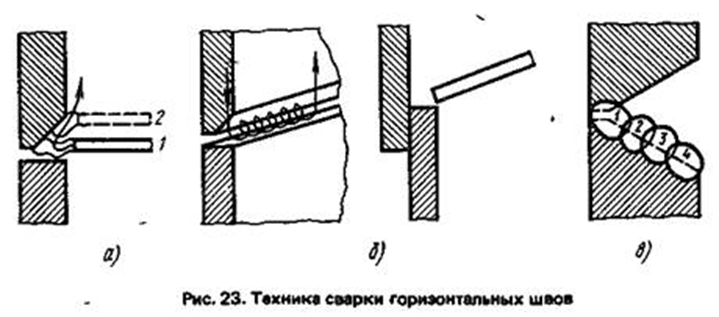 Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Но есть способ сделать так, чтобы этого не произошло! Вам просто нужно использовать восходящую или нисходящую позицию.
Когда вы находитесь в вертикальном положении вверх, пламя должно быть направлено вверх. Для этого просто держите горелку под углом 45 градусов к пластине. Таким образом, вы можете использовать металл ниже для работы против силы тяжести.
Когда у вас нет другого выбора, кроме как удерживать положение на спуске, вам придется работать с кинетической силой от дуги, а также металлом с более высоких частей.
Обычно это положение используется, когда вы привариваете к стене вверх или вниз. Существует огромная разница в сварке вверх и вниз, поэтому, как правило, профессиональные сварщики говорят «вертикально вверх» и «вертикально вниз».
4. Положение сварки над головой (обозначение 4F или 4G)
Мы думали, что оставим самую сложную позицию напоследок! Почему это так сложно? Ну, вы работаете с нижней стороны сустава.
Поскольку гравитация имеет больше шансов взять верх, металл имеет тенденцию капать на опорную плиту.Но не переживайте слишком сильно, вы можете с этим бороться. Как? Убедитесь, что лужа расплавленного металла как можно меньше.
Если лужа резко увеличится, немедленно уберите пламя. Будем надеяться, что металл затвердеет и не упадет на опорную плиту.
Угловая сварка в потолочном положенииПока у вас достаточно присадочного металла, ваша сварочная ванна должна оставаться приемлемого размера. Если все сделано правильно и опытным персоналом, металл не упадет. Лучший совет, который мы можем вам дать, это расплавить оба края соединения с помощью горелки, это еще больше укрепит жидкий металл.
Как правило, при работе с потолком вы будете использовать потолочную сварку.
Положения, которые мы только что рассмотрели — горизонтальное, горизонтальное, вертикальное и над головой — являются основными. Но они не включают позиции сварки труб. Итак, мы собираемся взглянуть на них сейчас.
Но они не включают позиции сварки труб. Итак, мы собираемся взглянуть на них сейчас.
Положения для сварки труб
Трубы используются в очень многих различных ситуациях, поэтому точное положение сварки, которое вы используете, будет определяться для каждого проекта отдельно.
Обычно, положение при сварке труб имеет тенденцию быть фиксированным. Однако из этого правила есть исключения. Иногда они также могут быть скрученными или плоскими.
В общем, без лишних слов, приступим.
Горизонтальная сварка труб
Чтобы сделать это правильно, необходимо следовать определенной процедуре. В противном случае вы можете запутаться и напортачить (что приведет к провалу всего проекта). Не волнуйтесь, мы расскажем вам, как это сделать.
Выровняйте стык и приметайте сварной шов, чтобы зафиксировать его на месте. В качестве альтернативы вы можете использовать стальные перемычки, чтобы закрепить деталь во время работы. Просто имейте в виду, что вам нужно будет установить пирог на ролики, прежде чем вставлять кусок в зажим.
Просто имейте в виду, что вам нужно будет установить пирог на ролики, прежде чем вставлять кусок в зажим.
Затем вы начнете сварку на трети пути вокруг первой четверти окружности трубы. Приваривать вверх следует к точке «северо-восток». Достигнув этого положения, поворачивайте трубу по часовой стрелке до тех пор, пока точка остановки сварного шва не вернется в исходное положение.Опять же, вам нужно будет привариться вверх к северо-восточной точке.
Здесь следует отметить одну вещь: вам нужно убедиться, что факел удерживается между двумя точками, упомянутыми выше. Труба должна быть единственным вращающимся элементом.
Положение горелки здесь очень похоже на вертикальный шов. Однако, когда вы приблизитесь к северо-восточной точке, сварной шов будет символизировать плоское положение (почти). Итак, вам нужно будет отрегулировать стержень и горелку, чтобы эффективно адаптироваться к изменениям.
Наш совет: убедитесь, что вы остановились всего за до того, как вернетесь в исходную точку. Это позволяет повторно нагреть начальную точку, чтобы все было одинаковой температуры. Затем будет сформировано бесшовное соединение.
Сварка в фиксированном положении горизонтальной трубы
Неудивительно, что горизонтальная сварка труб в фиксированном положении аналогична описанной выше, за исключением того, что труба , а не вращается.
Итак, посмотрим, как это сделать эффективно.Готовый? Мы уверены!
После прихватки необходимо правильно их сориентировать. Всего их должно быть 4, лежащих на северо-востоке, юго-востоке, юго-западе и северо-западе. Конечно, это , приблизительно равное , так что не беспокойтесь по этому поводу. Но вам нужно быть осторожным, так как трубу нельзя будет сдвинуть, как только вы начнете сваривать.
Настоящую сварку можно выполнить за 4 довольно простых шага (четыре сегодня кажется магическим числом!).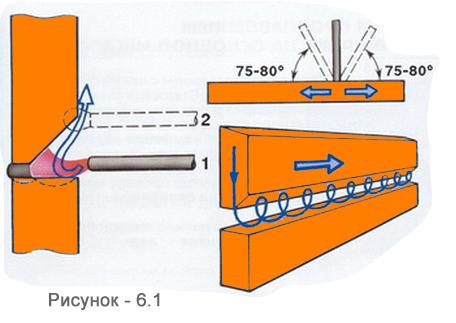
Во-первых, вы должны начать с южной точки и двигаться вверх к восточной точке.Затем нужно вернуться к стреле и привариться вверх в западное положение. После этого вернитесь к восточной точке и приварите вверх к северной точке. Наконец, вернитесь к западной точке и двигайтесь вверх к северной точке. Здесь вы можете перекрыть бисер.
Для тех, кто хочет сваривать снизу, вы можете сделать это в два этапа. Если вы заинтересованы, оставайтесь с нами, но если вы предпочитаете перейти к следующей сварочной позиции, не стесняйтесь делать это вместо этого.
Итак, сварка сверху вниз.Вот шаги:
Начните с северной точки и двигайтесь вниз по одной стороне круга. После этого вернитесь на север и пройдите вниз по другой стороне . Убедитесь, что вы присоединились к нему в южной точке, когда доберетесь туда.
Этот метод лучше всего использовать при дуговой сварке, потому что вы можете сделать это очень быстро. На самом деле, это в три раза быстрее, чем восходящий метод, который мы обсуждали ранее!
Сказав это, вы обычно используете только нисходящий метод для соединения труб из низкоуглеродистой или низколегированной стали.Кроме того, количество проходов зависит от толщины. Взгляните на следующую таблицу, чтобы узнать больше.
| Толщина трубы | Количество проходов |
|---|---|
| под ⅜ дюйма | 1 |
| ⅜ до ⅝ дюйма | 2 |
| ⅝ до ⅞ дюйма | 3 |
| от ⅞ до 1 ⅛ дюйма | 4 |
Сварка в фиксированном положении вертикальной трубы
Когда трубы находятся в вертикальном положении, вы должны выбрать метод сварки наотмашь. Вы начнете с точки прихватки и продолжите по окружности трубы.
Вы начнете с точки прихватки и продолжите по окружности трубы.
Да, это все!
Многопроходная дуговая сварка
Бусины наполнителя
Есть некоторые вещи, на которые нужно обратить внимание, когда речь идет о наполнителях.
Во-первых, вы должны очень внимательно следить за тем, чтобы они правильно проникали в корневые валики (о корневых валиках мы поговорим в следующем разделе). Почему? Потому что это гарантирует, что любая причинно-следственная связь устранена.
Во-вторых, вам нужно решить, сколько бусин наполнителя вам действительно понадобится. Независимо от того, что вы делаете, вам, скорее всего, понадобится хотя бы .
Корневые бусины
При использовании выравнивающего зажима убедитесь, что корневой валик начинается в углублении канавки. При этом позаботьтесь о том, чтобы нарастить корневой валик внутри трубы; постарайтесь не дать ему просочиться из сторон. Это может потребовать немного практики, но в конце концов вы добьетесь своего!
Отделочные бусины
Отделочные швы, как вы можете понять по названию, надеваются поверх наполнителей, чтобы отделить их.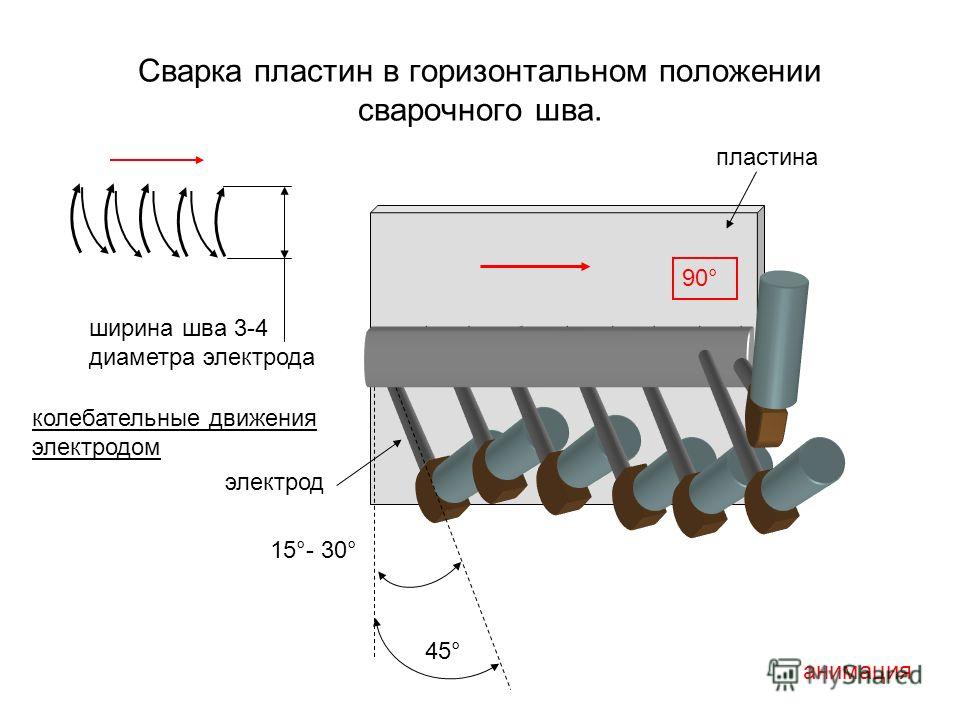 Шокер, да?
Шокер, да?
Как правило, эти бусины имеют ширину примерно ⅝ дюйма. Что касается размещения, вы можете просмотреть диаграммы в Интернете, которые правильно отображают это. Тем не менее, мы рекомендуем, чтобы они выступали на 1/16 дюйма над внешней трубой.
Сварка алюминиевых труб
Игра немного меняется, когда речь идет о сварке алюминиевых труб. Существуют определенные используемые соединения, которые обычно требуют от вас проведения комбинированных процессов.
Связанное чтение : Как легко сварить алюминий
Символы сварки труб
Помните, мы говорили о цифрах и буквах, используемых в символах сварки? Мы рассмотрели числа от 1 до 4.Ну, есть еще два, которые нам нужно обсудить — 5 и 6. Они конкретно связаны со сваркой труб, поэтому мы ждали до сих пор, чтобы поделиться ими с вами.
Положение для сварки труб 5 и 6 Цифра 5 – это положение сварки, при котором труба лежит горизонтально.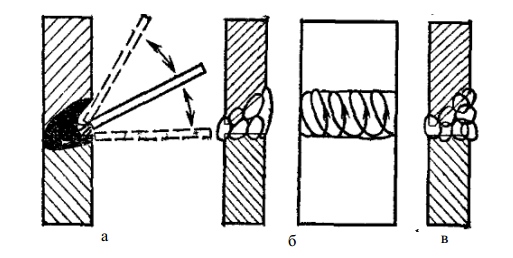 Это может быть, например, когда труба торчит из стены. Следовательно, сварной шов должен быть наложен вокруг трубы. Здесь труба , а не , вообще не вращается.Таким образом, положение постоянно меняется.
Это может быть, например, когда труба торчит из стены. Следовательно, сварной шов должен быть наложен вокруг трубы. Здесь труба , а не , вообще не вращается.Таким образом, положение постоянно меняется.
Номер 6 невероятно похож на номер 5, но труба расположена диагонально (под углом 45 градусов).
Хорошо, теперь давайте перейдем к вашим часто задаваемым вопросам по сварке. Мы получаем из них, но сегодня мы ответим только на три самых распространенных.
Какой тип сварки я должен делать?
Существует поэтому много различных типов сварки, на которых вы можете сосредоточиться.Все зависит от того, чего вы хотите достичь.
Ниже вы можете найти краткое объяснение каждого из них, чтобы вы могли решить, что подходит именно вам.
Дуговая сварка
Этот тип довольно популярен благодаря экономичной процедуре. Используемая вами машина будет излучать электрический импульс, проходящий через материал.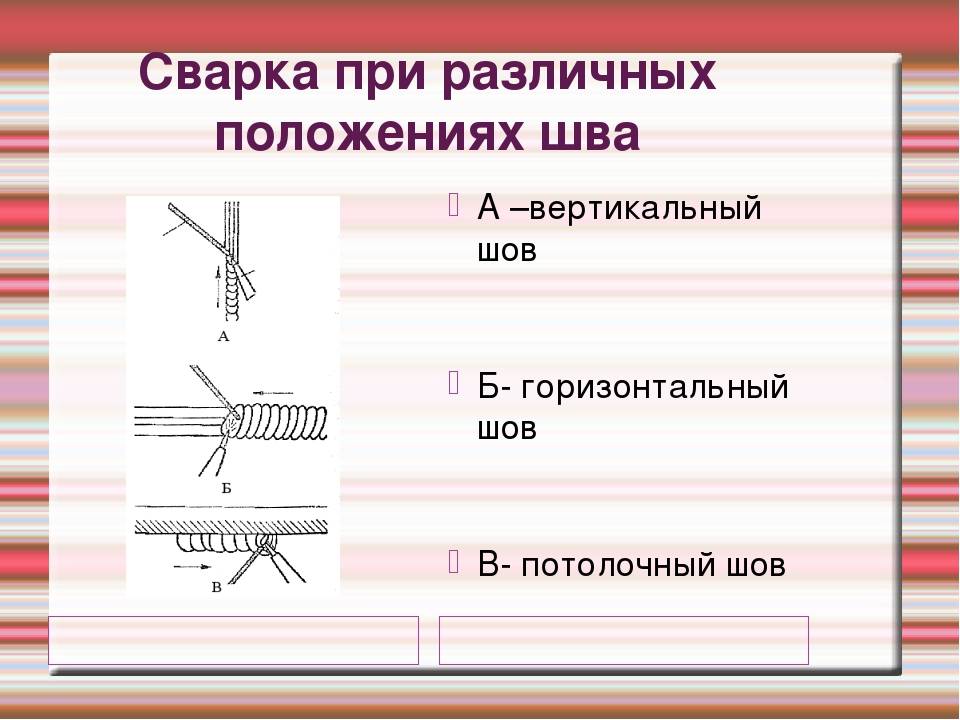
Итак, почему сварка называется дуговой сваркой ? Протекающий ток иногда может выглядеть как дуга.
Электрошлаковая сварка
Если вы хотите соединить стальные листы, вы можете использовать электрошлаковую сварку.В принципе, это хорошо для любого толстого материала. Обычно , вы бы использовали его в вертикальном положении, потому что он был придуман специально для этого.
Сварка порошковой проволокой
Изобретатель сварки порошковой проволокой хотел предложить людям альтернативу электродуговой сварке.
Если вам нужно сделать все быстро, этот метод для вас, так как это автоматический метод. Вы обнаружите, что многие строители будут использовать его, чтобы выполнить работу быстрее.
Газовая дуговая сварка
Опять же, это процедура автоматической сварки.
Вы будете использовать сварочный пистолет, который систематически протягивает металл шва через себя. Он даже испускает газовый «щит», защищающий вашу фигуру от сил природы.
Если у вас много сварочных работ, это сэкономит вам массу времени.
Газовая вольфрамовая дуговая сварка
Поскольку это сложно и требует много времени, в наши дни многие сварщики не используют его. Вам нужно безумное количество навыков и концентрации, чтобы сделать это правильно.
При этом получается изделие невероятно высокого качества.
Сварка MIG (сварка металлов в среде инертного газа)
Газовый элемент здесь защищает ваше изделие от таких элементов, как кислород, которые могут повредить ваши материалы. Из-за этого сварщик может прогрессировать относительно быстро.
Самое замечательное в этом типе сварки то, что вам не нужно много навыков, чтобы управлять машиной. Хотя , надо отметить, что снаружи делать этот вид сварки нельзя!
Плазменно-дуговая сварка
Это аналог газовой вольфрамовой дуговой сварки, о которой мы говорили ранее.Это очень точная форма сварки, поэтому она требует еще большей концентрации, чем вышеупомянутая GTAW.
Дуговая сварка защитным металлом
Чаще всего это называется сваркой электродом, и в настоящее время это самый популярный процесс сварки. Это дешево и просто сделать. Однако результаты не такие качественные, как другие методы.
Дуговая сварка под флюсом
Этот процесс разработан специально для металлов, содержащих много железа, таких как нержавеющая сталь.Вы можете найти полуавтоматические или полностью автоматические устройства, которые значительно ускоряют процесс.
Сварка ВИГ (сварка вольфрамовым электродом в среде инертного газа)
По сути, это просто другой тип сварки MIG. Вместо металлического электрода используется вольфрамовый ток. Хотя есть и другие отличия, это основное.
Какие меры безопасности следует соблюдать при сварке?
Мы обнаружили, что чем больше занят сварщик, тем больше он пренебрегает самыми безопасными и передовыми методами.Конечно, это имеет большой смысл, но крайне важно, чтобы вы репетировали их регулярно. Это защищает вас, вашу семью и других людей.
Это защищает вас, вашу семью и других людей.
Вы должны по-настоящему понимать последствия неосторожного поведения. Например, если вы забудете надеть средства индивидуальной защиты, вы можете получить ожоги, удар электрическим током или контакт с излучаемым светом.
Помимо этого, вам необходимо помнить о других факторах, таких как чистящие средства, взрывы, выбросы дыма и шум.
Помните, безопасность превыше всего. Соблюдение необходимых мер предосторожности, рекомендованных и , позволит вам избежать всех возможных несчастных случаев.
Связанное чтение: 30+ необходимых сварочных инструментов и принадлежностей (опрос экспертов)
Что такое всепозиционный сварочный стержень или проволока?
Таким образом оптимизирована проволока, предназначенная для плоской и горизонтальной сварки. Сварочная ванна, которую они обычно делают, довольно большая, но ее относительно легко держать под контролем.
Стержни, предназначенные для вертикальной или потолочной сварки, имеют модифицированную защитную оболочку. Это заставляет расплавленный металл двигаться медленнее, поэтому он не сразу падает на пол или опорную плиту.
Это заставляет расплавленный металл двигаться медленнее, поэтому он не сразу падает на пол или опорную плиту.
Сварочные прутки или проволока All Position обычно содержат специальный замораживающий флюс. Это означает, что они хороши, когда вы используете плоское или горизонтальное положение . Но они также могут быстро прилипать к поверхностям, поэтому металл не капает на опорную плиту при работе над головой или вертикально.
Суть
Сварка, как вы уже знаете, если не знали раньше, очень сложная работа. Однако, если вы будете следовать нашим руководствам и приобретете практический опыт в безопасной среде, вы доберетесь до того, чего хотите.
Всем счастливой и безопасной сварки!
Каталожные номера
The Four Main Welding Positions
https://ahpwelds.com/articles/do-you-know-how-position-your-welding-equipment
https://www. Weld-advisers.com/Weld-FAQ.html#OPW
Weld-advisers.com/Weld-FAQ.html#OPW
Одноосный сварочный позиционер с горизонтальной осью вращения и полезной нагрузкой 500 кг
Одноосный сварочный позиционер с горизонтальной осью вращения и полезной нагрузкой 500 кг Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
« Вернуться к списку товаров
- Одноосевой позиционер общего назначения
- Горизонтальная вращающаяся ось
- Поддерживающий блок — увеличенная длина заготовки
- Внешняя ось Kawasaki (контроллер E0x)
- Полезная нагрузка 250 кг
Макс. полезная нагрузка полезная нагрузка | 500 кг | ||
| Степень свободы | 1 ось | ||
| Номинальный момент JT1 | 490 Нм | 1200 Нм | |
| Макс. опрокидывающий момент | 1450 Нм | ||
| Диапазон поворота JT1 | +/-360° | ||
| Макс. скорость вращения JT1 | 150°/с | ||
| Повторяемость | ±0.05 мм | ||
| Макс. смещение центра тяжести от оси вращения JT1 | 100 мм | ||
| Макс. Массовый момент инерции jt1 | 192 кгм2 | 92 кгм2 | |
| MASS | 220.0000 | ||
| 545 мм | |||
| Установка | Этаж | ||
| Color | NCS S 0510- G50Y и RAL9011 | ||
| Встроенные коммуникации | Система переноса сварочного грунта | ||
| Номинальный сварочный ток — 100% ПВ | 500 A | 9014vir | 0÷40°C (Влажность) 35÷85%, без росы |
Типы сварочных позиций и типы соединений 1G, 2G, 3G, 4G, 5G, 6G/6GR
Сварочные позиции в основном представляют собой различные углы соединения металлов. Обычно существует четыре типа положений сварки, а именно горизонтальное, плоское, вертикальное и потолочное. Наиболее распространенными типами сварных швов являются разделочные и угловые швы.Сварщики могут выполнять эти два сварных шва во всех четырех положениях. Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Обычно существует четыре типа положений сварки, а именно горизонтальное, плоское, вертикальное и потолочное. Наиболее распространенными типами сварных швов являются разделочные и угловые швы.Сварщики могут выполнять эти два сварных шва во всех четырех положениях. Кроме того, существуют специальные буквы для обозначения угловых и разделочных швов.
Угловой сварной шов (F) – Это метод сварки для соединения двух частей металла вертикально или под небольшим углом.
Сварной шов с канавкой (G) – это сварной шов, выполненный в канавке. Для выполнения прочных сварных швов требуется полное проплавление.
Основные моменты публикации:
- Позиции сварки разделки и угловой сварки
- Типы сварочных позиций по AWS и ASME
- Позиции сварки труб и пластин
- 1G/1F/PA Положение (плоское)
- Положение 2G/PC (горизонтальное)
- Положение 2F/PB ( Горизонтальное)
- Положение 3G Uphill/PF (вертикальное)
- Позиция 3G Downhill/PG (вертикальная)
- Позиция 4G/PE (служебная)
- Положение 4F/PD (над головой)
- Положение 5G в гору (вертикально)
- Положение 5G на спуске (Вертикальное)
- 6G Положение подъема/спуска
- Тест 6GR
Позиции для угловой и угловой сварки
Обычно используются следующие цифры и буквы.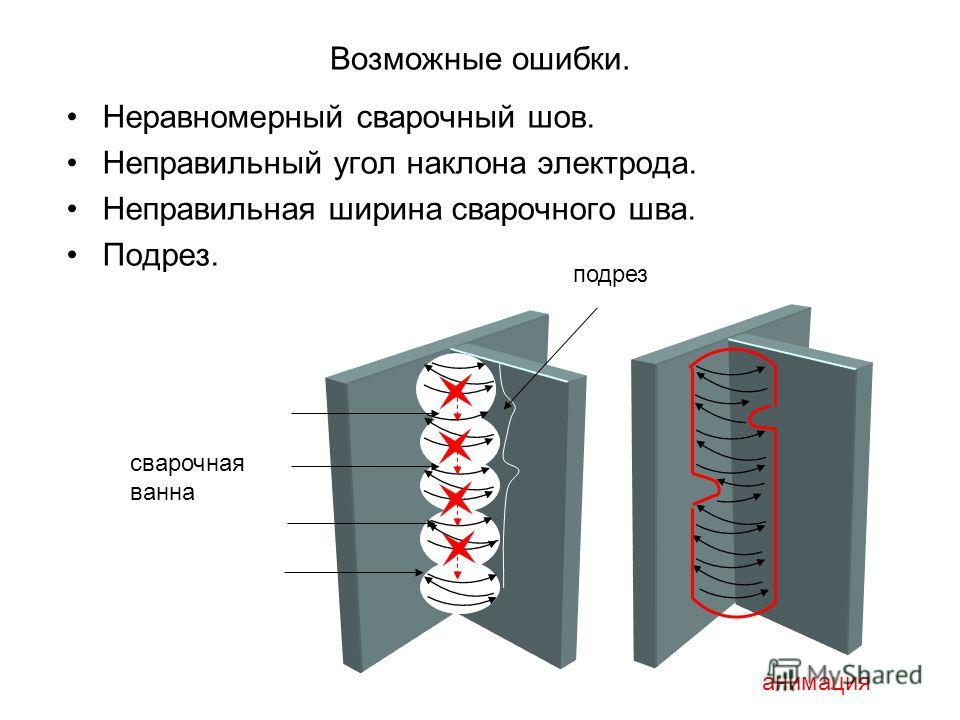
Для позиций разделочной сварки-
- 1G – (плоское положение сварки)
- 2G – (горизонтальное положение сварки)
- 3G – (вертикальное положение сварки)
- 4G – (позиция сварки над головой или над головой)
- 5G – (вертикальное положение сварки вверх/вниз)
- 6G/6GR – (верхнее вертикальное положение сварки)
Для позиций угловой сварки-
- 1F – (плоское положение сварки)
- 2F – (горизонтальное положение сварки)
- 3F – (вертикальное положение сварки)
- 4F – (положение сварки над головой или над головой)
- 1G/1F
- 2F/2G
- 3G в гору
- 3G Скоростной спуск
- 4F/4G
- 5G в гору
- 5G Скоростной спуск
- 6G в гору
- 6G Скоростной спуск
Обычно имеется шесть позиций сварки с определенными номерами и буквой i. е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
е. 1G, 2G, 3G, 4G, 5G и 6G/6GR. Все положения используются под разными углами и формами при выполнении сварки. Как правило, способы и идеи сварки схожи в разных странах. Но AWS D1.1 (относится к AWS A3.0), ASME IX и ISO 15614-1 используют разные названия в своих таблицах.
1G/1F/PA Положение (плоское)
Положение1G/1F/PA — это плоское положение сварки. В этом положении сварщики помещают металлическую деталь прямо под горелку.Это положение выполняется также для стыковых, разделочных и угловых швов.
Положение 2G/PC (горизонтальное)
Это горизонтальное положение для сварки встык. В этом положении сварки металлическая деталь остается параллельной телу сварщика, и он сваривает ее, оставаясь перед собой.
2F(2f)/PB Положение ( Горизонтальное)
Положение 2F/PB — это горизонтальное положение сварки, используемое для угловых швов. Это сложнее, чем позиция 1F. Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
Сварщик должен держать горелку под углом 45° большую часть времени, когда деталь находится рядом с ним. Но точный угол горелки зависит от углов пластины и трубы.
В позиции 2F/2f сварка встык немного сложнее, чем плоская сварка . Это происходит из-за того, что расплавленный металл стекает вниз по стыку, а тепло горелки поднимается вверх по стыку. Следовательно, на стыки нельзя наносить равномерный депозит.
Для получения более качественных сварных швов сварщикам необходимо выровнять металлы и выполнить сварку с обоих концов.Движения горелки должны быть слегка вверх и вниз для равномерного распределения тепла по обеим сторонам соединения. Таким образом, расплавленный металл не будет течь по нижней стороне соединения и быстрее затвердеет металл сварного шва. Для мастера сварщику нужен большой опыт работы в 2f или любом горизонтальном положении. 2f — одно из горизонтальных положений для теста на филе.
Существует еще горизонтальное фиксированное положение сварки или положение сварки труб. При этом ось трубы остается почти горизонтальной.Примечательно, что свариваемая труба не должна двигаться или вращаться при выполнении сварки.
В другом горизонтальном положении для сварки труба кладется плоско, и сварка выполняется путем ее вращения по мере необходимости. Сначала сварщику необходимо выровнять стыки и сварить их. Для захвата трубы сварщики могут использовать стальные перемычки при использовании сварочной горелки.
Другим подобным положением сварки является 2G, что означает горизонтальное положение сварки для разделки кромок , а не для угловых швов.В этом положении ось шва остается горизонтальной, а шов обращен в вертикальную плоскость.
Положение 3G Uphill/PF (вертикальное)
Вертикальное положение, используемое как для стыковых, так и для угловых швов. При сварке угол наклона горелки остается равным 45°, и сварщик использует металл из нижней части.
При сварке угол наклона горелки остается равным 45°, и сварщик использует металл из нижней части.
Положение 3G под уклон/PG (вертикальное)
Это положение вертикально вниз, используемое для угловых и стыковых швов. Сварщики использовали металл верхней части.Эта позиция считается хорошей с точки зрения продуктивности.
Позиция 4G/PE (служебная)
Это положение над головой, используемое для сварки встык. Сварщики должны держать горелку снизу металлической детали. Как правило, это сложная и тяжелая позиция. Сварщики должны установить правильные параметры перед сваркой.
Положение 4F/PD (над головой)
Это также верхнее положение, используемое для угловых швов. В основном сварщик держит горелку под углом 45°, находясь под металлической деталью, и это зависит от положения трубы/плиты.
Положения для сварки 5G-
Положение сварки 5G используется для сварки труб, и ось трубы устойчиво находится в горизонтальном положении, не поворачиваясь и не вращаясь. 5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
5G означает «сварной шов с разделкой кромок». Американское общество сварщиков/Американское общество инженеров-механиков называет его 5G ; и стандарт ISO/EN как PF .
Положение 5G в гору (вертикально)
Это положение вертикально вверх, используемое для стыковых сварных швов труб.Это распространенный ручной способ сварки труб. В этом положении сварщики последовательно выполняют три способа сварки, начиная с верхнего положения до горизонтального, а затем в горизонтальном положении. В положении 5G труба не поворачивается и не вращается; вот почему это сложно.
Положение 5G на спуске (Вертикальное)
Это положение вертикально вниз, используемое для стыковых сварных швов труб. Положение 5G под уклон — очень хороший и производительный способ сварки труб вручную. В этом положении сварщики должны использовать надлежащее и специальное оборудование для сварки труб против силы тяжести расплавленного металла. Это повышает производительность сварки и обеспечивает желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с плоского положения, затем горизонтального положения и заканчивая потолочным положением.
Это повышает производительность сварки и обеспечивает желаемые результаты сварки. Во время 5G сварщики проходят три этапа сварки, начиная с плоского положения, затем горизонтального положения и заканчивая потолочным положением.
Различные названия позиции сварки 5G следующими органами:
| Номенклатура ASME/AWS | Стандартные позиции ISO |
| 5G Положение сварки вверх по склону | PH сварочная позиция |
| 5G Положение для сварки под уклоном | Положение сварки PJ |
Это один из самых сложных типов сварочных позиций для сварщиков.Позиция является предварительным условием для получения сертификата. В некоторой степени это положение похоже на 5G/PH/PJ, но труба стоит под углом 45° к другой. Другие названия: 6G Uphill/H-L045 и 6G Downhill/J-L045 Position .
Положение для сварки 6G, также известное как Положение для сварки над головой или Положение для сертификационных испытаний сварщика . В этом положении одна труба должна располагаться под углом 45° к другой.Вот почему становится самой сложной и ответственной позицией для сварщиков . Кроме того, сварщикам необходимо принимать очень много положений тела при выполнении сварки.
При сварке в положении 6G в основном используются три шва: горизонтальный (сложный), плоский (легкий) и вертикальный (сложный). Заливочный поток металла вниз является основной причиной затруднения. А в вертикальном положении сварщикам становится сложнее, так как это потолочная сварка. Таким образом, сварщику необходимо много попрактиковаться в положении 6G, прежде чем приступить к сварке.Сертифицированный сварщик редко сталкивается с должностью 6G, работая в промышленности во время службы, но это обычное испытание перед приемом на работу.
Основное использование позиции сварки 6G — это изготовление и монтаж труб и трубопроводов, в основном на химических заводах, нефтегазовых заводах, промышленных предприятиях и любой другой аналогичной отрасли, использующей трубы и трубопроводы.
Тест 6GR
Это еще одна форма теста 6G.Буква R означает «ограниченный». Это означает, что сварной шов выполняется в «кольцевом режиме» путем размещения стальной пластины под местом сварки с дюймовым зазором . По сути, это еще один уровень сложности для сварщиков в процессе аттестации. В 6GR сварщики должны выполнять соединения рядом с препятствиями, такими как кронштейны, стены и присоединение трубы к другой конструкции.
Заключение
Таким образом, информация о типах положений сварки, таких как 1G, 2G, 3G, 4G, 5G и 6G/6GR, полезна для студентов, сварщиков, преподавателей и других специалистов. Сварочные должности играют основную роль в процессе аттестации сварщиков. Их можно испытывать в положениях от 1G до 6G как для угловых, так и для разделочных швов.
Сварочные должности играют основную роль в процессе аттестации сварщиков. Их можно испытывать в положениях от 1G до 6G как для угловых, так и для разделочных швов.
Родственный: Другие типы сварки
Нравится:
Нравится Загрузка…
Вам также может понравиться:Самая большая проволока FCAW для сварки в нерабочем положении
В: Мне нужно сварить в нерабочем положении порошковой проволокой из мягкой стали, и я хочу сделать это как можно быстрее.Поэтому я думаю о проводе диаметром 5/64 дюйма (2,0 мм) или больше. Какой размер и тип провода вы бы порекомендовали?
A: Во-первых, имейте в виду, что существует предел того, насколько большая сварочная ванна может быть удалена с места. Всегда думайте о сварке с точки зрения жидкого металла и гравитации. При сварке «в положении» (т. е. в плоском и горизонтальном положениях) вы выполняете сварку под действием силы тяжести. Металл сварного шва лежит на пластине, и вы можете нести гораздо большую лужу, пока он находится в жидком состоянии. Особенно это актуально в горизонтальном положении. Даже в горизонтальном положении металл шва под действием силы тяжести притягивается к нижней стороне соединения. Следовательно, максимальный размер однопроходного горизонтального сварного шва, который может быть выполнен, меньше, чем равномерный однопроходный плоский шов. При сварке «вне положения» (т. е. в вертикальном и потолочном положениях) вы выполняете сварку против силы тяжести. Теперь вы гораздо более ограничены в размерах расплавленной лужи, которую вы можете нести. Скорость затвердевания металла сварного шва и наличие системы быстрого замерзания шлака, если она присутствует, являются ключом к успешной сварке в нерабочем положении.
Особенно это актуально в горизонтальном положении. Даже в горизонтальном положении металл шва под действием силы тяжести притягивается к нижней стороне соединения. Следовательно, максимальный размер однопроходного горизонтального сварного шва, который может быть выполнен, меньше, чем равномерный однопроходный плоский шов. При сварке «вне положения» (т. е. в вертикальном и потолочном положениях) вы выполняете сварку против силы тяжести. Теперь вы гораздо более ограничены в размерах расплавленной лужи, которую вы можете нести. Скорость затвердевания металла сварного шва и наличие системы быстрого замерзания шлака, если она присутствует, являются ключом к успешной сварке в нерабочем положении.
Как и в случае со стержневыми электродами, ключ к способности порошковой проволоки сваривать вне положения или нет зависит от ее шлакового состава. Некоторые виды проволоки содержат быстро застывающий шлак, который поддерживает сварочную ванну и позволяет выполнять сварку вне положения или против силы тяжести. Другие проволоки имеют более медленно замерзающую систему шлака и поэтому используются только для плоской и горизонтальной сварки. Классификационный номер Американского общества сварщиков (AWS) для конкретного электрода с флюсовой сердцевиной сообщит вам, среди прочего, его предполагаемое положение при сварке. На рис. 1 показан ключ к номенклатуре классификации AWS. Вторая или третья цифра в номере (в зависимости от минимального предела прочности проволоки) указывает положение сварки. «0» означает только плоское и горизонтальное положение или «1» означает все положение. Другие проволоки имеют более медленно замерзающую систему шлака и поэтому используются только для плоской и горизонтальной сварки. Классификационный номер Американского общества сварщиков (AWS) для конкретного электрода с флюсовой сердцевиной сообщит вам, среди прочего, его предполагаемое положение при сварке. На рис. 1 показан ключ к номенклатуре классификации AWS. Вторая или третья цифра в номере (в зависимости от минимального предела прочности проволоки) указывает положение сварки. «0» означает только плоское и горизонтальное положение или «1» означает все положение. | |
Рисунок 1 |
 мм) и 5/64 дюйма (2,0 мм). Самый большой электрод FCAW-S, классифицированный для всех положений, который может успешно выйти из положения, составляет 5/64 дюйма (2,0 мм). Порошковая проволока в защитном газе в основном доступна в размерах 0,045 дюйма (1,1 мм), 0,052 дюйма (1,3 мм). и диаметром 1/16 дюйма (1,6 мм).Поэтому самый большой электрод FCAW-G, классифицированный для всех положений, который может успешно выйти из положения, составляет 1/16 дюйма (1,6 мм). С другой стороны, проволока в положении для плоской и горизонтальной сварки изготавливается большего диаметра. Типичная проволока в положении размеры для процесса FCAW-S: 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 7/64 дюйма (2,8 м) и 0,120 дюйма (3,0 мм), а для процесса FCAW-G — 1 /16 дюймов (1,6 мм), 5/64 дюйма (2,0 мм) и 3/32 дюйма (2,4 мм).
мм) и 5/64 дюйма (2,0 мм). Самый большой электрод FCAW-S, классифицированный для всех положений, который может успешно выйти из положения, составляет 5/64 дюйма (2,0 мм). Порошковая проволока в защитном газе в основном доступна в размерах 0,045 дюйма (1,1 мм), 0,052 дюйма (1,3 мм). и диаметром 1/16 дюйма (1,6 мм).Поэтому самый большой электрод FCAW-G, классифицированный для всех положений, который может успешно выйти из положения, составляет 1/16 дюйма (1,6 мм). С другой стороны, проволока в положении для плоской и горизонтальной сварки изготавливается большего диаметра. Типичная проволока в положении размеры для процесса FCAW-S: 5/64 дюйма (2,0 мм), 3/32 дюйма (2,4 мм), 7/64 дюйма (2,8 м) и 0,120 дюйма (3,0 мм), а для процесса FCAW-G — 1 /16 дюймов (1,6 мм), 5/64 дюйма (2,0 мм) и 3/32 дюйма (2,4 мм). Возвращаясь к вашему вопросу, похоже, что вы хотите использовать проволоку большего диаметра, чтобы получить максимальную скорость наплавки и, следовательно, максимальную производительность. Однако больше не всегда лучше. Действительно, если бы вы выполняли сварку в горизонтальном положении, когда вы могли бы работать с верхними пределами тока для данной проволоки, проволока большего диаметра имела бы более высокую скорость наплавки по сравнению с проволокой меньшего размера. Однако сварка в нерабочем положении должна выполняться при более низких уровнях тока. Трудно сваривать при силе тока более 250–300 ампер, пока не будет слишком много жидкого металла, чтобы справиться с силой тяжести. Таким образом, при более низких и равных уровнях тока проволока меньшего диаметра часто может иметь более высокую скорость наплавки, чем проволока большего диаметра.Это связано с тем, что провод меньшего диаметра имеет меньшую площадь поперечного сечения и, следовательно, более высокую плотность тока. Проволока меньшего размера плавится быстрее, что позволяет работать с более высокой скоростью подачи проволоки, чем проволока большего размера. Часто гораздо более высокая скорость подачи проволоки с проволокой меньшего размера приводит к более высокой скорости наплавки, чем с проволокой большего размера; снова с обоими проводами на том же уровне тока.
Однако больше не всегда лучше. Действительно, если бы вы выполняли сварку в горизонтальном положении, когда вы могли бы работать с верхними пределами тока для данной проволоки, проволока большего диаметра имела бы более высокую скорость наплавки по сравнению с проволокой меньшего размера. Однако сварка в нерабочем положении должна выполняться при более низких уровнях тока. Трудно сваривать при силе тока более 250–300 ампер, пока не будет слишком много жидкого металла, чтобы справиться с силой тяжести. Таким образом, при более низких и равных уровнях тока проволока меньшего диаметра часто может иметь более высокую скорость наплавки, чем проволока большего диаметра.Это связано с тем, что провод меньшего диаметра имеет меньшую площадь поперечного сечения и, следовательно, более высокую плотность тока. Проволока меньшего размера плавится быстрее, что позволяет работать с более высокой скоростью подачи проволоки, чем проволока большего размера. Часто гораздо более высокая скорость подачи проволоки с проволокой меньшего размера приводит к более высокой скорости наплавки, чем с проволокой большего размера; снова с обоими проводами на том же уровне тока. Посмотрите расходную литературу по различным порошковым проволокам и сравните два размера на равных токах. Часто вы обнаружите, что меньший диаметр имеет более высокую скорость подачи проволоки и соответствующую скорость наплавки.Этот момент показан на рис. 2 , на котором показаны типовые рабочие процедуры для всепозиционной порошковой проволоки E71T-1M / E71T-9M в среде защитных газов.
Посмотрите расходную литературу по различным порошковым проволокам и сравните два размера на равных токах. Часто вы обнаружите, что меньший диаметр имеет более высокую скорость подачи проволоки и соответствующую скорость наплавки.Этот момент показан на рис. 2 , на котором показаны типовые рабочие процедуры для всепозиционной порошковой проволоки E71T-1M / E71T-9M в среде защитных газов.
Рисунок 2 |

Теперь проволока 5/64 дюйма (2,0 мм) FCAW-S или 1/16 дюйма (1,6 мм) FCAW-G часто лучше всего подходит для применений, где вам нужен один размер проволоки как для сварки в нерабочем, так и в нерабочем положении. сварка. Это позволяет достичь хорошей скорости наплавки при сварке в неустановленном положении, а затем при сварке в неустановленном положении увеличить скорость подачи проволоки и результирующие уровни тока и воспользоваться преимуществами более высокой скорости наплавки.Пистолеты с двойным графиком и механизмы подачи проволоки с двойным графиком идеально подходят для использования в этом сценарии.
Сварочные позиции — Varlowe Industrial Services
Какие существуют типы положений для сварки?Если вы не работаете в промышленности, вы можете подумать, что свариваемые детали лежат на столе плоско. Вы можете подумать, что у инженера есть свобода передвижения вокруг объекта перед ним. Но в 90% случаев это не так.
Предметы можно закреплять над головой, вертикально вдоль стены, заглублять в землю или горизонтально на полу. Некоторые из этих элементов нельзя перемещать, поэтому сварку не всегда можно выполнять в одном и том же положении.
Некоторые из этих элементов нельзя перемещать, поэтому сварку не всегда можно выполнять в одном и том же положении.
На протяжении многих лет инженеры тестировали и создавали позиции, позволяющие решать эти задачи. В результате они являются наиболее надежными сварочными позициями для сварщика при выполнении задачи.
Четыре основных положения сварки:
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Верхнее положение
В некоторых процессах сварки могут использоваться все четыре положения сварки.Некоторые могут использовать только один или два. Поэтому выбор правильного метода имеет решающее значение для работы.
 Это первое, что изучают люди, плохо знакомые со сваркой. Как следует из названия, соединяемые металлы располагаются плоско, а сварной шов следует горизонтальному направлению. Сварка выполняется на верхней стороне соединения. Эта позиция также известна как Downhand .
Это первое, что изучают люди, плохо знакомые со сваркой. Как следует из названия, соединяемые металлы располагаются плоско, а сварной шов следует горизонтальному направлению. Сварка выполняется на верхней стороне соединения. Эта позиция также известна как Downhand .
 Как и в гору, сварщик будет выполнять сварку в трех разных положениях, но в обратном направлении. Во-первых, начиная с горизонтального положения до горизонтального и заканчивая над головой.
Как и в гору, сварщик будет выполнять сварку в трех разных положениях, но в обратном направлении. Во-первых, начиная с горизонтального положения до горизонтального и заканчивая над головой. Сварной шов с разделкой кромок — это термин Американского национального института стандартов (ANSI).
Сварной шов с разделкой кромок — это термин Американского национального института стандартов (ANSI). Существует несколько типов стыковых соединений, которые могут быть одинарными или двойными. Это:
Существует несколько типов стыковых соединений, которые могут быть одинарными или двойными. Это:  co.uk.
co.uk.