Ремонт сварочных инверторов
Содержание
- Чем отличается сварочный инвертор
- Причины неисправностей
- Распространенные неисправности
- Неустойчивая дуга
- Нет тока на выходе
- Внезапное выключение
- Другие неисправности
- Резюме
Сварочный аппарат является неотъемлемым инструментом при проведении монтажных работ, где задействован металлопрофиль. На смену тяжелым трансформаторным пришли инверторные сварочники. Они имеют небольшой вес и более мобильны, поэтому полюбились многим мастерам. Во время эксплуатации могут происходить типичные и нетипичные поломки, поэтому важно знать, можно ли провести ремонт сварочного инвертора своими руками. Что для этого нужно и как проходит процесс устранения неполадок, будет рассмотрено в этой статье.
Чем отличается сварочный инвертор
Инверторный сварочный аппарат получил свое название в силу того, какие в схеме происходят преобразования. Сетевой ток, который поступает в него имеет частоту в 50 Гц, это означает, что импульс изменяется 50 раз в секунду. На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
На выходе из инверторного сварочника частота тока близка к постоянному, т. е. происходит процесс выравнивания. Чтобы добиться этого применяется несколько модулей, которые собраны в одну или несколько схем. На входе находится первичный блок, который производит выравнивание, он состоит из диодного моста. После предварительного выпрямителя ток попадает на блок инвертора. Здесь в дело вступают транзисторные ключи, он обеспечивают преобразование постоянного тока в высокочастотный, максимальное его значение достигает 100 кГц.
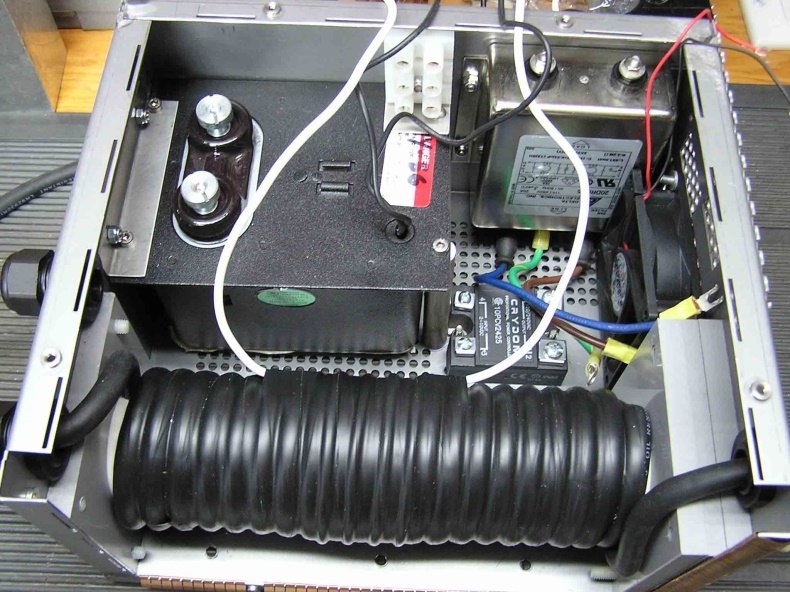
Высокочастотный ток поступает из транзисторной сборки на трансформатор. В этом блоке монтируется высокочастотный трансформатор, который понижает напряжение. При этом производится повышение силы тока, что важно для нормального горения электрода. В отдельных моделях инверторный сварочных аппаратов сила тока на выходе может достигать 300 ампер. Заключающим модулем является еще один выпрямительный модуль, после которого ток уходит к электродам. Этот модуль также собран на диодном мосте. При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
При этом используются полупроводники большой мощности. Кроме основных элементов, есть и дополнительные, например, вся электроника нуждается в постоянном охлаждении, поэтому предусмотрен высокооборотистый вентилятор, который обеспечивает воздухообмен.
Причины неисправностей
Львиная доля поломок инверторных сварочных аппаратов приходится на неправильную их эксплуатацию. В некоторых случаях инверторный сварочный аппарат может храниться в ненадлежащем помещении, где есть повышенная влажность. Если она попадает на электронику, то это приведет к замыканию компонентов и выходу их из строя. Также не стоит использовать сварочный инверторный аппарат во время дождя или сразу после него. Каждый инверторный сварочный аппарат рассчитан на номинальную нагрузку и ее превышение может привести к выходу из строя силовых модулей. Такая причина может, например, крыться в обработке металла большой толщины высокими токами. Это приведет к перегреву и прогоранию транзисторных сборок или других элементов.
Большинство инверторных сварочных аппаратов отлично справляются с пониженным напряжением, но в некоторых случаях оно может стать причиной выхода из строя одного из модулей. Стоит помнить, что при пониженном напряжении мощность инверторного агрегата также падает, что понижает его КПД, т. к. часть мощностей расходуется на повышение тока на выходе. В некоторых случаях причиной поломки может стать некачественное закрепление рабочего или подводящего кабеля. Если контакт ненадежный, тогда в этих узлах возникает перегрев, из-за которого также возможно возникновение замыкания. Недостаточное охлаждение в силу выхода из строя вентилятора или прикрытия вентиляционных отверстий также приводит к выходу из строя схемы.
Обратите внимание! Агрегаты могут выходить из строя снова после того, как был произведен ремонт сварочных инверторов. Это связано с применением некачественных комплектующих. Их всегда стоит заказывать у проверенных продавцов, которые занимаются оптовыми поставками.
Распространенные неисправности
Существует ряд неисправностей, с которыми сталкиваются при работе с инверторным сварочным аппаратом. Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Они устраняются довольно просто, поэтому на них стоит остановиться подробнее.
Неустойчивая дуга
Неустойчивость дуги у инверторного сварочного аппарат может проявляться в разбрызгивании металла или прожигании обрабатываемой поверхности. Причиной тому является неверный подбор силы тока на выходе для толщины конкретного металла и электрода. Некоторые производители электродов указывают на упаковках, какой ток может быть применен для конкретного электрода. Подходящее значение можно выбрать экспериментальным путем, просто покрутив ручку в меньшую сторону. Если есть уверенность в правильности показаний тока на выходном дисплее инверторного сварочного аппарата, тогда можно воспользоваться таблицей, которая приведена ниже.
В некоторых случаях может наблюдаться частое прилипание электрода к заготовке. Такое явление обычно наблюдается у новичков, которые не имеют достаточного опыта работы с инверторным сварочным аппаратом. Но есть и другая причина такого процесса, она заключается в пониженном напряжении на входе. При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
При этом агрегат не способе выдать требуемую силу тока для конкретного электрода, он разогревается и просто прилипает, а дуга даже не начинает горение. Также стоит проверить надежность подключения рабочих кабелей. В некоторых случаях плохой контакт может стать причиной прилипания электрода к поверхности заготовки.
Устранить недостаток можно чисткой байонетных креплений рабочих кабелей. Для этого можно воспользоваться растворителем или мелкой наждачной бумагой. Важно проверить удлинитель, которым сварочный агрегат подключен к сети питания. Если сечение проводника заужено, то оно может быть причиной падения напряжения. Выявить это можно по нагреву кабеля. Обычно для таких целей подбирается удлинитель с сечением кабеля не меньше 2,5 мм2. Также стоит помнить, что при длине свыше 30 метров на проводниках наблюдаются потери, поэтому необходимо либо большее сечение, либо меньшая длина. Еще одной причиной прилипания электрода является качество и подготовка заготовок для сваривания. Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Если на них есть большое количество ржавчины, тогда перед работой ее лучше счистить шлифовальной машинкой. Ниже приведена таблица, которая позволит подобрать сечение провода и номинал автомата для конкретной силы тока сварочника.
Нет тока на выходе
Проблема может проявляться в том, что питание в сети есть, а тока на выходе из инверторного агрегата нет, хотя все сигнальные огни могут светиться. В этом случае стоит обратить внимание на состояние агрегата. Если на панели управления загорелась лампочка рядом с пиктограммой термометра, тогда аппарат просто перегрелся. Поэтому стоит выждать время, пока вентилятор достаточно охладит внутренние компоненты. Важно внимательно осмотреть рабочие кабеля, если на них есть следы перебития или сильного изгиба, то такую проблему сразу стоит локализовать, заменив кабель или вырезав поврежденную часть.
Внезапное выключение
Другой неприятной неисправностью, которая может возникнуть во время ответственного процесса, является произвольное выключение сварочного агрегата. Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Проблема может заключаться не в самом сварочном аппарате, а в автоматическом выключателе, который установлен в сети питания. При превышении допустимой силы тока при потреблении он срабатывает, прекращая подачу. В некоторых случаях из строя может выйти предохранитель самого сварочного агрегата. Это происходит из-за резких всплесков в сети питания. Жучок можно поставить, если задача срочная, но лучше заменить предохранитель на новый.
Внезапное отключение может произойти и после продолжительной работы. Это может говорить о несоблюдении режима сварка-отдых. Если это так, то срабатывает температурный датчик, который просто прекращает подачу в силу перегрева. Насильно работу продолжить не удастся, поэтому потребуется выждать период остывания.
Другие неисправности
Есть и другие поломки, которые не имеют внешних проявления. Для их выявления есть общий алгоритм, которого следует придерживаться. Первым делом сварочный агрегат осматривается визуально. Выявляются повреждения корпуса, а также следы прогаров, которые могут возникнуть при коротком замыкании. Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Далее зажимаются все разъемные соединения и проверяются регуляторы и выключатели. Инспектируется предохранитель сварочного агрегата. Он не всегда имеет вид прозрачной колбы с нитью. Если проблема не была устранена, тогда потребуется дальнейший осмотр после разборки. Металлический корпус демонтируется, чтобы был доступ к внутренним компонентам. Их также необходимо осмотреть визуально.
Неисправные элементы, обычно, сразу бросаются в глаза. Это могут быть вспухшие конденсаторы или расплавившиеся элементы. Стоит обратить внимание на потемнения, которые есть на плате. В некоторых случаях элемент внешне может выглядеть нормально, но на самом деле быть неисправным. Далее проверяется наличие напряжений, которые должны быть на схеме. Проверяется наличие напряжение на входе и после каждого блока. Для этого понадобится качественный мультиметр, который способен выдерживать большие токи. Когда выявлен виновный блок, необходимо произвести прозвонку и замеры каждого отдельного элемента, чтобы вычислить виновника. В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
В этом отношении самым доступным и простым может оказаться ремонт сварочного инвертора Ресанта. На сварочники фирмы Ресанта 220 и другие есть много схем в свободном доступе, по которым можно определиться со строением. Несколько видео о ремонте инверторного агрегата можно посмотреть ниже.
Резюме
Самостоятельный ремонт инверторного сварочного аппарат подразумевает наличие основных знаний по схемотехнике, электронике и законами физики. В противном случае будет сложно разобраться с основными компонентами и причинами их выхода из строя. В большинстве случаев выход из строя каких-либо компонентов инверторного сварочника обусловлен неисправностью других компонентов, которые явно не проявляют недостатков.
- Как правильно выбрать дрель для дома
- Как выбрать электролобзик
- Какой перфоратор выбрать для дома
- Выбираем электрические ножницы правильно
Принцип построения и работа инверторных сварочных аппаратов — Меандр — занимательная электроника
Довольно часто для построения сварочного инвертора применяют основные три типа высокочастотных преобразователей, а именно преобразователи включенные по схемам: асимметричный или косой мост, полумост, а также полный мост. При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
При этом резонансные преобразователи являются подвидами схем полумоста и полного моста. По системе управления данные устройства можно поделить на: ШИМ (широтно-импульсной модуляцией), ЧИМ (регулирование частоты), фазовое управления, а также могут существовать комбинации всех трех систем.
Все выше перечисленные преобразователи имеют свои плюсы и минусы. Разберемся с каждым в отдельности.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз. Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Изготовление сварочного инвертора из доступных деталей своими руками
Инверторный сварочный аппарат NBC 250 без искры — Сварочный аппарат
657790
Ремонтные направляющие и опоры для широкого спектра сварочных аппаратов.
8 вопросов Посмотреть все
Маркпарнелл1972
Реп: 213
5
11
Опубликовано:
Опции
- Постоянная ссылка
- История
- Подписаться
Привет всем, у меня есть инверторный сварочный аппарат NBC250, у которого нет искры, вентилятор работает нормально, подача проволоки в порядке, когда я нажимаю курок горелки, только нет дуги,
я проверил все МОП-транзисторы и диоды на большом радиатор (обозначен на фото), все эти проверки в порядке.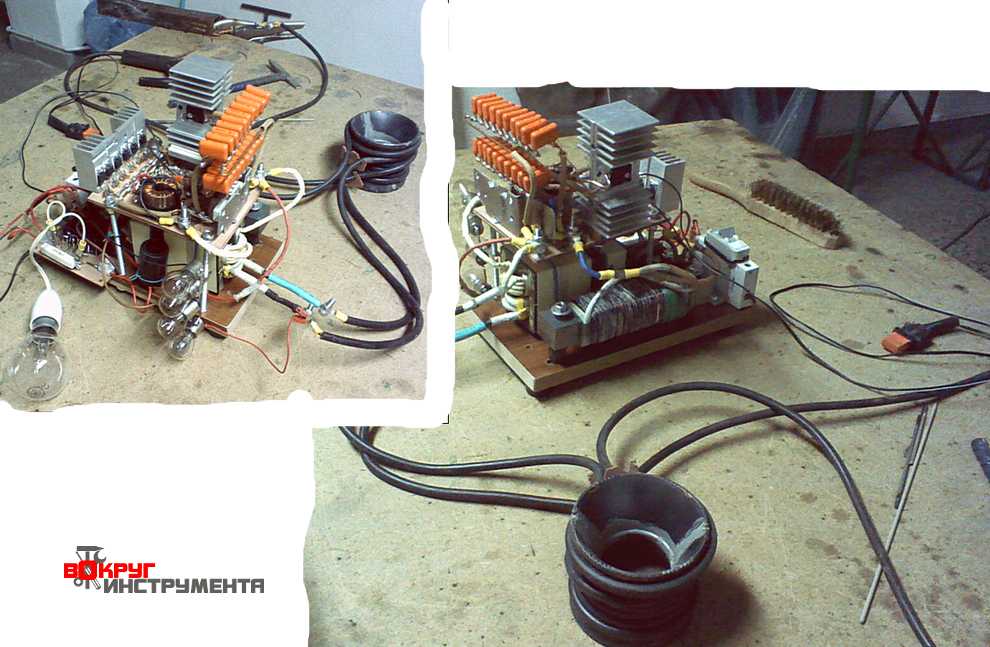 я не уверен, какая плата должна кормить, что и когда ..
я не уверен, какая плата должна кормить, что и когда ..
Ответьте на этот вопрос У меня тоже есть эта проблема
Хороший вопрос?
Да №
Оценка 0
Отменить
Маркпарнелл1972
Реп: 213
5
11
Опубликовано:
Опции
- Постоянная ссылка
- История
Я решил эту проблему, на верхней плате был сгоревший резистор, см. примечание об отсутствии напряжения на контакте на фотографии выше,
примечание об отсутствии напряжения на контакте на фотографии выше,
Был ли этот ответ полезен?
Да №
Оценка 0
Отменить
Стефан Айронвик @нейронвик
Рем.: 1
Опубликовано:
Опции
- Постоянная ссылка
- История
Молодцы, что решили вашу проблему. Интересно, вас этому учили или вы сами научились делать это правильно? Я просто хочу устроиться сварщиком после школы, вот и спрашиваю об этом. Я только что посмотрел в интернете, что можно пойти на курсы по сварке рядом с вами.
Был ли этот ответ полезен?
Да №
Оценка 0
Отмена
Viva Elettronica
Vulcan
230 В переменного тока
Версии 100А — 130А — 160А Рабочий цикл 15% — Серия Vulcan представляет собой линейку инверторных электронных сварочных аппаратов для сварки покрытыми электродами и TIG со специальным зажиганием.
людям, которые хотят выполнять непродолжительные, но частые сварочные работы. Простые в обращении, благодаря очень малому весу и размерам, простые в эксплуатации и с низким энергопотреблением, они идеально подходят для работ «сделай сам», технического обслуживания и ручного использования.
детали
Фидати
230 В переменного тока Версии 130А — 150А Рабочий цикл 30% — Инверторы Fidaty являются незаменимым оборудованием, основным преимуществом которого является надежность и простота использования. Они являются важным помощником в операциях электродной и TIG-сварки с зажиганием. Балансировка параметров сварки дает отличные рабочие характеристики с рутиловыми, основными, стальными и чугунными электродами.
детали
Общие
230 В переменного тока
Версии 130А — 150А — 160А — 180А Рабочий цикл 40% — Отличные сварочные характеристики и высокая надежность в течение длительного времени делают серию Genera одним из самых распространенных аппаратов на рынке. Компактный и легкий, характеризующийся приятным и увлекательным
Конструкция инверторов этой серии идеально подходит для тяжелых условий эксплуатации при высоких стандартах безопасности (IP23).
подробности
Патруль
230 В переменного тока 160 А Рабочий цикл 60% — Это линейка инверторных электронных сварочных аппаратов, которые были спроектированы и изготовлены для непрерывного и интенсивного использования с покрытыми электродами из рутиловой, основной стали, нержавеющей стали, целлюлозы и алюминия диаметром 2,5, 3,25 и 4. Прочное и надежное и в то же время простое в использовании оборудование Patrol предлагает пользователю диапазон настроек, который идеально адаптируется к индивидуальным рабочим привычкам.
подробности
Прогресс
230 В переменного тока
Версии 160А — 180А — 200А Рабочий цикл 70% — Этот диапазон представляет собой небольшую революцию в комбинированных инверторах для сварки TIG и сварки электродом. Запланированная в сотрудничестве с крупной студией промышленного дизайна, серия Progess, которую можно использовать с генераторными установками, сочетает в себе «агрессивный» внешний вид с технологически продвинутыми важными решениями, как в силовой части, так и в системе управления.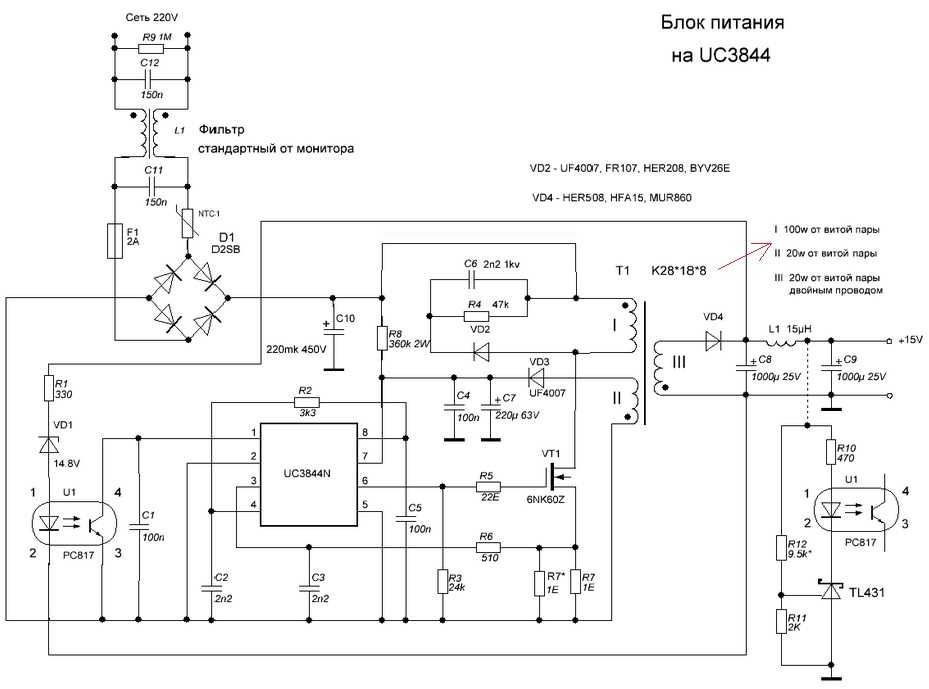
детали
Защитник
230 В переменного тока Версии 160А — 180А — 200А Рабочий цикл 70% — ПЕРВЫЙ В МИРЕ ИНВЕРТОР, ОСНАЩЕННЫЙ УСТРОЙСТВОМ VOLTCONTROL®. Установка для сварки TIG и электродов с зажиганием царапин подходит для очень профессионального использования при любых условиях входного напряжения и с любым типом двигателя-генератора соответствующей мощности; он предлагает абсолютно отличные сварочные характеристики.
Ампер
400 В переменного тока Версии 220А — 270А — 330А Рабочий цикл 60% — Очень высокие значения выходного тока при рабочем цикле 60% и амплитуде диапазона настройки позволяют пользователю получить быстрое и точное определение параметров в связи с конкретными рабочими требованиями и его собственными рабочими привычками.
детали
Toptig
230 В переменного тока — 400 В переменного тока
Версии 160А — 200А — 250А Рабочий цикл 60% — Надежность, прочность и простота использования являются характеристиками этой серии. Высокая частота зажигания и простая настройка параметров позволяют пользователю настраивать операцию в соответствии со своими требованиями к сварке и рабочими привычками. Их также можно использовать с покрытыми электродами.
Высокая частота зажигания и простая настройка параметров позволяют пользователю настраивать операцию в соответствии со своими требованиями к сварке и рабочими привычками. Их также можно использовать с покрытыми электродами.
Миг
230 В переменного тока – 400 В переменного тока
Версии 150А — 220А — 270А Рабочий цикл 35%-60% — МиГ170/Мульти.
Простота настройки параметров, быстрое зажигание дуги, автоматизированное управление током короткого замыкания, отличное проплавление и хорошее расширение валика сварного шва всех металлов. Модель 170 МУЛЬТИ
позволяет выполнять сварку проволокой, электродом и tig с потреблением энергии в пределах 3 кВт.
МиГ 220/270.
Они являются идеальной заменой устаревшему трансформаторному оборудованию, по сравнению с которым имеют важные преимущества: уменьшенный вес и габариты, низкое энергопотребление, простота транспортировки, плоскость цилиндра на уровне земли, управление электронными параметрами, стабильность дуги и снижение искрения. Их можно использовать для проволочной, электродной и аргонодуговой сварки с зажиганием.
Их можно использовать для проволочной, электродной и аргонодуговой сварки с зажиганием.
детали
Плазма
230 В переменного тока – 400 В переменного тока
Версии 30А — 120А Рабочий цикл 60% — Плазма 30/30 Мульти.
Отличительными особенностями являются простота использования, отличные характеристики, низкое энергопотребление и эксплуатационная безопасность. Оснащенный встроенным сжатым воздухом и зажиганием вспомогательной дуги, он режет любой тип материала, не вызывая деформации. Оснащен схемой автоматического регулирования тока на компактных глубинах и
схема резки решетки с автоматическим подключением, она очень проста и быстра в использовании.
Плазма 80/120
Идеальное оборудование для высокопрофессионального пользователя, оно подходит для использования в средних и крупных столярных работах с интенсивным использованием. Все модели серии специально разработаны и разработаны для использования горелок с запатентованным самовозгоранием дежурной дуги.