Сварка чугуна не легкая, но выполнимая задача в домашних условиях
Раньше, сварочные работы требовали высокой квалификации мастера. Это было связано с примитивной конструкцией сварочных аппаратов. Сегодня технология сварки (особенно электрической) шагнула далеко вперед.
При наличии современного сварочного аппарата, с такой работой может справиться самоучка. Доступная цена инверторов вывела этот аппарат фактически в разряд домашнего электроинструмента.
Однако сварка чугуна и стали – это две большие разницы. Изделия из чугуна можно встретить в любых отраслях. Этот материал имеет неплохие эксплуатационные свойства, хорошо противостоит коррозии, и дешев в производстве.
Есть у него и недостаток – хрупкость. Трещины, сколы, пробоины. Покупка новой детали влетает в копеечку, поэтому восстановление сломанного элемента – обычное дело.
Особенности сварки чугунных изделий
Обратите внимание
Главная трудность при сварке этого металла – непредсказуемость. Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Предугадать проблему техническими средствами невозможно. Бывалые мастера интуитивно ловят момент, когда надо изменить условия сварки или остановить на мгновение дугу.
Вот несколько негативных свойств чугуна:
- В расплавленном виде этот металл обладает высокой текучестью, практически как ртуть. При наличии небольшого сквозного отверстия, расплав может вылиться из зоны сварки. Это затрудняет формирование шва. Для борьбы с этим явлением, опытные мастера обкладывают зону сварки опалубкой. Единая рекомендация – проведение сварки в нижнем положении.
Важно! Еще один совет – постоянный контроль температуры. Нельзя допустить расплава поверхности, прилегающей к зоне сварного шва.
Чугун достаточно хрупкий, это проявляется не только при эксплуатации, но и при сварке. В теле шва образуется множество трещин, которых не бывает при работе с более пластичными металлами.Неравномерное остывание приводит к многочисленным участкам внутреннего напряжения.
- Чугун содержит в своем составе много углерода. При проведении сварочных работ, углерод выгорает из расплава и образует поры, как в пемзе. Это резко снижает прочность шва, в отверстия попадает вода. При перепадах температур, особенно зимой, возникают микро разрывы.
- На поверхности расплава моментально образуется слой окисла. Он имеет температуру плавления выше, чем металл. Это затрудняет поддержание ровной и непрерывной дуги. Перед началом основных работ, начинающему сварщику рекомендуется потренироваться на ненужных заготовках. Момент схватывания окисла необходимо буквально почувствовать.


Если вы освоите методику под наблюдением опытного мастера – сварка чугуна в домашних условиях не покажется чем-то невероятным.
Основные методы сварки изделий из чугуна
Холодная сварка
Разумеется, речь идет не об эпоксидном клеящем составе. Просто шов формируется на холодном металле, без дополнительного подогрева. Умение варить «на холодную» — признак высокого мастерства. Сам процесс достаточно простой. Со стороны ничем не отличается от работ с обычной сталью.
Сварка чугуна на холодную без предварительного нагрева — видео.
Проблемы проявляются после остывания шва. Металл в этом месте становится избыточно закаленным. В теле и на поверхности шва появляется множество присадок.
Вся таблица Менделеева, содержащаяся в металле – освобождается, и фиксируется локальными вкраплениями. Структура соединения получается неравномерной.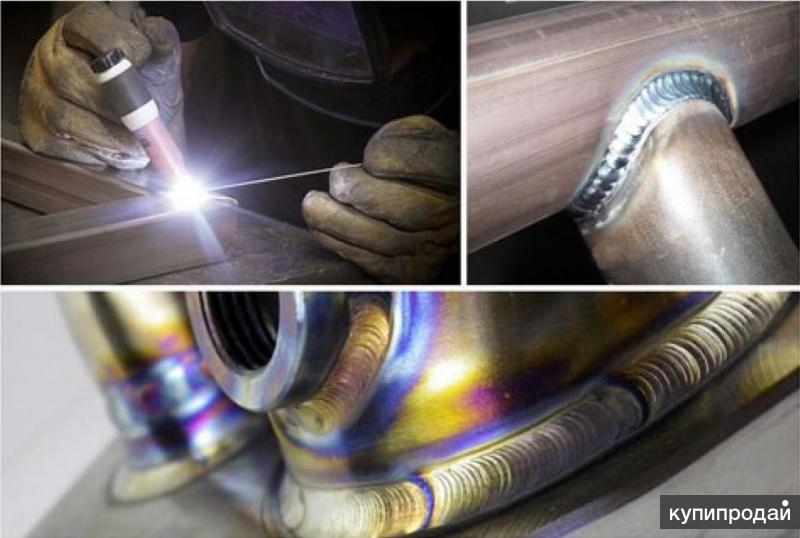
Между нетронутым металлом и швом, чугун становится излишне твердым и хрупким. Есть такое понятие – «белый, или отбеленный чугун». Полоска всего пару миллиметров может привести к разрыву под небольшой нагрузкой или при ударе. Поры в расплаве образуются с особой интенсивностью.
Поэтому электроды надо подбирать со специальными свойствами. Металл должен содержать никель или медь. Благодаря этим добавкам, отбеливание шва не происходит, а зона закалки получается довольно мягкой.
Горячая сварка
Температура дуги тут не причем. Перед началом работ заготовка нагревается до температуры от 150° до 600° С. Можно греть непосредственно место шва, можно нагревать всю болванку. Главное – уменьшить температурный разрыв между расплавом и окружающим металлом.
При нагреве можно избежать отбеливания чугуна, появления трещин в зоне шва. Пористость также уменьшается.
Еще один «бонус» — время сварки сокращается, поэтому нет локального перегрева, приводящего к текучести.
После сварки деталь требуется медленно охладить. Самый распространенный вариант – укутать негорючим материалом, или хотя бы засыпать мешком.
Если ремонтируемая деталь слишком громоздкая, можно использовать поддерживающий нагрев. Это когда зона сварки, после окончания работ продолжает нагреваться.
Например, с помощью газовой горелки. Постепенно температура снижается, пока не сравнивается с температурой окружающей среды.
Сварка чугуна полуавтоматом происходит проще, чем обычным инвертором
Применяется специальная проволока, и снова применяются несколько способов:
- Холодная сварка чугуна с помощью проволоки ПП АНЧ-1. Подходит лишь для коротких ремонтных швов, заделки трещин, работ на тонком чугуне. Никакой подготовки, просто проводим кончиком проволоки по месту сварки. Дуга схватывается мгновенно, остается удержать ее в течение тех нескольких секунд, пока вы не пройдете по шву.
- Полугорячая сварка применяется на более сложных участках.
Важно! При установке заплатки одинаково греются обе детали. Для улучшения мягкости и пластичности, можно вводить элементы, добавляющие в ванну графит. Шов при этом получается не хуже, чем при обработке стальных заготовок.
Внимание! Применяется проволока ПП АНЧ-2. Не забываем о плавном охлаждении по окончании работ! - Горячий режим используется для получения особо прочных швов, имеющих высокие характеристики на изгиб и излом. Пример – сварка чугунного выпускного коллектора или рычага подвески. Любой другой способ не подходит. Проволока ПП АНЧ-3. Нагрев возможен в печи или с помощью газовой горелки. Температура достигает 600 градусов. При этом графитизация происходит естественным путем.

Интересно, что при таком способе (инвертор и подогрев) качество шва не отличается от стального.
Сварка чугуна аргоном — особый случай
Многие начинающие сварщики, по совету якобы опытных товарищей, пробуют сварку полуавтоматом в аргоновой среде. При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
При работе только по чугуну, такой способ не оправдал себя. Шов получается, как и на воздухе с подогревом. Зато возрастают затраты.
А вот сварка чугуна со сталью, возможна лишь в нейтральной среде. Разумеется, в атмосферном составе шов получится. Но он не будет лишен типичных недостатков – микротрещины и неравномерная закалка. А если подать к полуавтомату инертный газ аргон – химический состав чугуна в сварочной ванне не изменится.
Обратите внимание
При использовании аргона не имеет значения, каким способом произведена сварка. Встык, внахлест, заплатка – с инертным газом качество одинаково хорошее.
Поэтому, если аргон доступен – смело варите любые сочетания. Если газ приходится «доставать» специально – приберегите его для соединения стали и чугуна.
Применение различных электродов при сварке инвертором
В начале 90-х, при дефиците специальных электродов, чугун варили любыми средствами. Именно на старых трансформаторах, профессиональные сварщики отрабатывали способы сварки неподходящими способами. Тот старый опыт не забыли и молодые любители.
Тот старый опыт не забыли и молодые любители.
Например — сварка чугуна нержавеющим электродом. Это нетипичный способ, в учебниках о нем не пишут. Однако при использовании простого сварочного инвертора и возможности качественного подогрева – им можно воспользоваться.
Качество шва регулируется силой тока. Его надо установить по минимуму, и пробуя повышать на 5-10%, поймать устойчивую дугу.
Сегодня доступны специальные электроды:
- Ремонтные послойные наплавки, устранение дефектов при неудачной сварке – для этого применяются ЦЧ-4. Фактически, это электроды для начинающего мастера. Хорошо подходят для комбинированных соединений. Например, со сталью.Подходят для промышленных работ с качественным прогревом в муфельной печи, и для быстрого «прихвата» на холодную, в домашних условиях.
- В заводских условиях, для устранения раковин и других литьевых дефектов, применяются специальные стержни ОЗЧ-2. Работать ими следует без подогрева. Особенность сплава – можно работать на вертикальных швах.
- При ремонте автомобилей вы можете столкнуться с особо прочным серым чугуном. Для него подходят электроды ОЗЧ-4. Будь то шов, или напайка – качество поверхности не отличить от материала заготовки. Поддается механической обработке.
- При восстановлении тонкослойных деталей, важно не допустить сквозного прогорания и протекания чугуна сквозь зону сварки. Горячая сварка тут недопустима, используемый наконечник – ОЗЧ-6.
- Так же для холодных работ применяется модель МНЧ-2. Этот электрод позволяет очень качественно нарастить металл в раковине или законопатить дыру без заплатки.
- Если работа совсем сложная – покупайте ОЗЖН. Они достаточно дорогие, зато легко «берут» самые прочные сорта чугуна. Первичная прихватка выполняется ОЗЖН-1, а толстостенная наварка – ОЗЖН-2.
- Неплавкие электроды – удел мастеров. Если вы освоите метод – затраты на сварку превратятся лишь в покупку флюсов и прочих очистителей. Популярный способ – сварка в аргоновой среде, с улавливающей ванночкой и дополнительной проволокой для укрепления шва. Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.

 Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.
Подойдут никелевые электроды. Они прекрасно растворяются в расплаве, замещая пузырящийся углерод.Обратите внимание
Не следует экономить на покупке электродов для чугуна. Ассортимент в хозяйственных магазинах хороший, можно найти недорогого производителя. А вот потери при неудачном ремонте чугунного изделия напротив, могут составить немалую сумму.
Сварка чугуна электродом в домашних условиях – подготовка материала к сварке
Использование правильных электродов, или проволоки в полуавтомате – это важно. Однако неподготовленная поверхность может сделать невозможной даже сварку в аргоновой среде с использованием лучшего флюса.
Особенно опасен так называемый промасленный чугун. Ремонтировать такой металл не берутся даже профессионалы. Масло можно обжечь паяльной лампой, затем произвести очистку обычными методами:
- Прежде всего, необходимо «разделать» место сварки – трещину, раковину, стык. Разделка производится под углом 45°. Можно применять наждачный круг или просто стальное зубило (мы помним, что чугун хрупкий, а стало быть, его можно банально скалывать).
- Поверхностные трещины надо засверлить по краям, и вырубить до чистого металла. Если трещина слишком тонкая – ее надо «протравить». Протирая место ремонта с помощью слабого раствора соляной или азотной кислоты, вы легко обнаружите нитевидные трещины.
- Металл тщательно очищают от любых загрязнений – особенно жирных. Краска удаляется ветошью, моющими средствами и поверхность зачищается наждачной бумагой. Можно обезжиривать поверхности с помощью бензина, только надо дождаться, пока жидкость полностью испарится.

Видео. Как варить чугун в домашних условиях.
Сложные повреждения большого размера армируются шпильками или заклепками. Стальные штифты забиваются в стенки дефекта, и сварка происходит с использованием объема стальных вставок. Наплавка производится по спирали, от шпильки до края трещины.
Финальная обработка
После восстановления дефекта, его можно проковать классическим способом. Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Надо только убедиться в том, что перед вами так называемый ковкий чугун.
Сначала ремонтная зона (или вся заготовка) прогревается до 700-800° С. Затем, продолжая нагрев с помощью паяльной лампы или горелки, чугун в месте сварки проковывается.
Наносятся короткие, но уверенные удары по шву. Молоток должен быть со сточенной ударной частью, в форме шара. Тогда вы сможете отформовать шов.
Общее правило: Проковка выполняется послойно. Чем тоньше слой – тем красивее получится шов. Если вы попытаетесь обработать слой толщиной 2 см и более – внешняя сторона получится идеальной, а внутри будет множество микротрещин.
Нестандартные способы
При определенной сноровке чугун можно варить газовой горелкой. Применяется только ацетилен – температуры пропана недостаточно. Как только в зоне сварки образуется ванна – туда надо подсыпать флюс.
Расплав следует постоянно помешивать с помощью специальной проволоки или чугунных прутиков. Они являются присадкой, заполняющей шов.
Вывод:
При кажущейся сложности, сварка чугуна в домашних условиях вполне реальна. Для этого используется стандартное оборудование. Главное – не экономьте на расходных материалах.
Сварка чугуна в домашних условиях инвертором: технология и маркировка электродов
Выполнение сварочных работ с металлом не вызывает особых трудностей. А вот когда дело касается сварки чугуна, то с этой задачей может справиться не каждый, особенно если за дело берется любитель.
В данном случае необходимо строго соблюдать технологию подготовки и сварки, иначе материал можно перепалить, что сделает его хрупким или приведет к другим проблемам. Давайте рассмотрим процесс сварки более подробно.
Содержание
- Особенности материала
- Технология сварки электродами
- Как правильно сваривать чугунные детали?
- Чем резать?
- Разделка кромок
- Марки электродов для сварки
- Итоги
Особенности материала
представляет собой железоуглеродистый сплав, с содержанием углерода 2.
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
- данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
- важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
- низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
- при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Каждый из указанных методов обладает своими положительными и отрицательными сторонами. В связи с этим выбор той или иной технологии может меняться в зависимости от поставленной задачи.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Технология сварки электродами
Сварка чугуна полуавтоматом выполняется в соответствии с маркой материала, его размерами и наличием дефектов. Марка электрода для сварки чугуна выбирается по-разному в каждом конкретном случае.
Например, если используется холодная или горячая сварка чугуна, то выбирают электроды ЦЧ-4.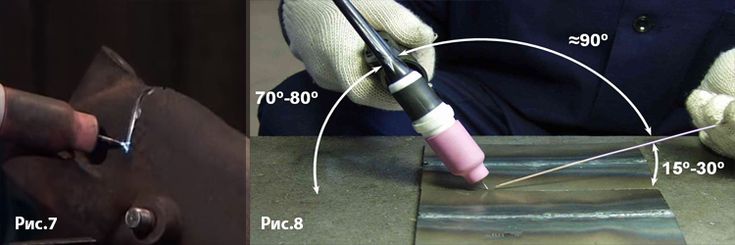 Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
Они используются как подготовка чугуна к сварке и позволяют наплавить 1-2 слоя на изношенную часть детали для последующей наплавки специальными стержнями.
ОЗЧ-2 наиболее часто применяются в ремонте тонкостенных конструкций. Они позволяют заварить чугун, чтобы убрать дефекты литья. МНЧ-2 также используется для устранения дефектов литья.
Сварка чугуна в домашних условиях – задача посильная каждому человеку. Тем не менее важно соблюдать некоторые рекомендации. Также потребуется наличие определенных навыков у того, кто выполняет работу. Если подобная процедура осуществляется впервые, тогда она может получиться не сразу.
При производстве чугуна выдерживается температура на уровне 1200°C – 1500°C. В связи с этим высокотемпературная обработка этого материала не представляется возможной, а его свойства определяются содержанием углерода.
Выделяют два вида выполнения соединения данного материала: холодная и горячая сварка.
Подогрев при сварке чугуна.В каждом из отмеченных способов технологии сварки чугуна следует руководствоваться следующими правилами:
- Быстро охлаждать поверхность изделия строго запрещено.
Если необходимо деталь приварить к металлу, тогда увеличить продолжительность остывания последнего можно, засыпав его песком. - В жидком состоянии металл становится текучим, поэтому необходимо применять подформовку.
- Сварка чугуна ТИГ методом сопряжена с рядом трудностей.
В частности должно быть обеспечено прочное прилегание шва. К наиболее трудоемким операциям следует отнести процесс соединения неоднородных изделий. В связи с эти в работе следует учитывать параметры каждой детали.

Если необходимо сделать сварку с помощью сварочного аппарата, обычно используются определенные марки электродов, доступные к покупке в строительных магазинах. Также существует и альтернатива стержням в виде сварочной проволоки.
Проволока для сварки чугуна с графитовым стержнем позволяет формировать достаточно надежное соединение.
В независимости от метода, будь то с использованием полуавтомата или ручная дуговая сварка, необходимо придерживаться следующей последовательности действий:
- подготовить поверхность чугунной детали, удалив с нее дефекты механическим или ручным способом;
- определить марку материала;
- использовать способ, позволяющий обеспечить наилучшее соединение, например, в некоторых случаях можно применять металлические шпильки;
- сварочные работы: данный материал можно варить с применением аргонодуговой сварки, но для этого следует соблюдать некоторые условия;
- после завершения работы детали засыпаются песком или другим материалом, не позволяющим изделию быстро остывать.

Если с первым пунктом, указанного выше перечня, все понятно, то второй следует рассмотреть подробнее. Дело в том, что подготовка включает в себя не только механическую обработку, но и определение всех возможных процедур, которые предстоит выполнить в работе.
Сначала рабочий визуально осматривает изделие и по срезу определяет стойкость к термическому воздействию. Исходя из такого визуального осмотра выбираются режимы сварки.
Что касается формирования надежного соединения, то тут можно применить метод с использованием шпилек. Суть отмеченной технологии заключается в том, что в деталь предварительно устанавливаются шпильки, укрепляющие ее.
Количество шпилек зависит от формы и длины соединения. Также в данном случае следует учитывать состав стержня, которым осуществляется соединение. Обычно такие электроды изготавливаются самостоятельно.
Схема наплавки при сварке чугуна.Далее во время работы важно выполнять следующее условие: в сварочной ванне следует постоянно поддерживать небольшое количество расплавленного материала, а также его равномерное перемешивание в процессе работы.
Также в процессе формирования соединения часто используют присадки. Может понадобиться применение смеси, состоящей из азотнокислого натрия, соды и технической буры.
Если следовать простым правилам, то дуговая сварка не доставит много проблем и, при наличии определенных навыков, будет достаточно проста. Главное правильно выбирать варящие электроды. В некоторых случая стоит отдать предпочтение стержням марки РДС, а в некоторых – ЭСАБ.
Стоит помнить о том, что электросварка наиболее эффективна не только при правильном выборе электродов для чугуна, но и правильном определении марки материала. При наличии должных навыков сваривание и починка радиатора чугунной батареи не будет вызывать никаких проблем.
https://youtu.be/qr72k7UjqPU
Как правильно сваривать чугунные детали?
чугуна – это метод формирования соединения на материале без подогрева. Сварка чугуна аргоном по данной технологии осуществляется в случаях отсутствия возможности выполнения предварительного прогрева деталей.
Причиной возникновения подобной ситуации может быть, например, слишком большой размер изделия или же специфическая форма детали.
Осуществляется сварка чугуна электродом с верхним слоем из стали с низким содержанием углерода. Также нередко используются электроды из нержавейки или медные электроды.
При выполнении сварки чугуна электродом в домашних условиях следует иметь ввиду, что применение стержня без покрытия не позволит достичь высокого качества соединения.
Это связано с неоднородным составом наплавленного металла, а именно, в процессе соединения нижние слои будут обогащаться углеродом и станут близки к чугуну, а верхние, наоборот, станут низкоуглеродистыми и более близкими к металлу.
Если правильно варить чугун по технологии холодной сварки, то в процессе работы материал будет закаляться из-за быстрого отвода тепла. В конечном итоге, твердость соединения окажется существенно выше, чем у детали.
Не стоит забывать и об усадке чугуна и стали, так как она у данных материалов сильно различается, поэтому не стоит допускать слишком больших объемов наплавленного материала.
https://youtu.be/6BAu6lTSLLs
Чем резать?
Необходимость выполнения подобной процедуры чаще всего связана с демонтажем чугунных труб, батарей отопления и других коммуникаций. На первый взгляд может показаться, что выполнение данной работы не вызовет много труда. Тем не менее в Советском Союзе трубы соединяли добротно, поэтому резать их не так уж и просто.
Горячая сварка чугуна.Аргонная сварка чугуна позволяет формировать надежные соединения этого вещества со многими другими. Например, это может быть сварка чугуна со сталью или алюминием. В любом случае разобрать заваренную конструкцию не просто.
Тут главное правильно выбрать способ резки. Можно использовать хорошо знакомые инструменты, такие как труборез, зубило, лобзик, газовые резаки и так далее.
Каждый приведенный метод обладает своими достоинствами и недостатками. Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
Например, в некоторых случаях можно спокойно обойтись обычным молотком и зубилом. Особенно если технология сварки чугуна была нарушена и сформированное соединение оказалось слабым.
В других случаях лучше использовать более продуктивные механические, а не ручные, инструменты, для которых чугуна – не помеха.
Разделка кромок
После того, как были выбраны электроды по чугуну, необходимо подготовить кромки детали к свариванию. В первую очередь следует позаботиться о чистоте поверхности изделия, о чем уже упоминалось ранее.
Далее, перед тем, как варить чугун электросваркой, следует разделать кромки. Особенно это касается ремонта различных приспособлений. В таких случаях разделка дефектных мест крайне необходима. Она осуществляется с одной или с двух сторон в Х-образной форме.
Сварка стали с чугуном будет более надежной, если перед началом работы сделать наплавку на кромку последнего никелевой присадки. Это позволит сформировать так называемый переходной слой, который положительно скажется на качестве шва.
Конечно же, маркировка электродов по чугуну в данном случае будет отличаться. Подходящими вариантами для соединения со сталью будут стрежни марок ЦЧ-4, ОЗЧ-2.
Марки электродов для сварки
Маркировка электродов по чугуну включает в себя следующие самые распространенные варианты: МНЧ-2, ЦЧ-4, ОЗЧ-2, ОЗЖН. Существуют и другие обозначения, например, т590. Эта марка электрода по чугуну также способна обеспечить качественное соединение.
Электроды для сварки чугуна выбираются в зависимости от решаемой задачи. Например, уже упоминалось о том, что соединение со сталью лучше осуществлять с помощью ЦЧ-4.
В холодной сварке лучше работать стержнями с покрытием. Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Присадка должна отвечать по составу марке самого чугуна, ведь в зависимости от количества углерода в железе свойства материала будут меняться.
Стоит отметить, что не только сварочные для чугуна дают наилучший результат. Приемлемого качества можно добиться и с использованием УОНИ-13/55.
Тем не менее сварка чугуна инвертором данными стержнями требует определённой осторожности, так как чрезмерный нагрев может привести к формированию трещин в области термического воздействия.
Итоги
Сварка изделий из чугуна может стать проблемой для любого новичка. Тем не менее достаточно следовать нескольким несложным правилам и соблюдать технологию рабочего процесса, и тогда сваренное соединение будет обладать хорошим качеством и надежностью.
Сварка чугуна: технологии и особенности металла
Содержание:
- Виды чугуна
- Характеристика сплава
- Способы сварки
- Правильная подготовка чугуна к сварке
- Как сваривать электросваркой
- Сварка полуавтоматом
- Сварка аргоном
- Газовая сварка
- Сварка инвертором
- Интересное видео
Чугун является прочным металлическим сплавом, который состоит из двух видов металла — железа и углерода. Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Сплав используется практически во всех сферах жизни, из него делают батареи, сантехнические устройства, посуду, а также оградительные конструкции, детали для автомобилей и станочного оборудования.
Но при изготовлении различных конструкций, требуется знать, как выполняется сварка чугуна, потому что именно от соблюдений важных принципов будет зависеть прочность и износостойкость готового изделия. Данный процесс имеет некоторые трудности и сложности, которых можно избежать только при условии, если будет изучена правильная технология сварки.
Виды чугуна
Перед тем как проводить сварку чугуна в домашних условиях, стоит внимательно рассмотреть разновидности сплава. Виды могут отличаться по степени прочности, тугоплавкости, по степени свариваемости.
Ниже в таблице описаны основные разновидности чугуна.
| Вид | Особенности |
| Белый | В составе белого чугуна весь имеющийся углерод присутствует в форме цементита. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. Расцветка излома светлая. Этот вид сплава обладает высокой прочностью, по этой причине он подвергается обрабатыванию режущими инструментами. Он используется в виде полупродукта при изготовлении ковкого чугуна. |
| Серый | Весь углерод или его часть присутствует в составе сплава в виде графита. При изломе обычно можно увидеть серый цвет. За счет того что серый чугун обладает высокими литейными качествами его применяют в качестве основного материала для литья. В отличие от белого чугуна достаточно хорошо поддается ковке. |
| Ковкий | Эту разновидность получают при отливке и последующей обработке белого чугуна с образованием графита с хлопьевидной структурой. Данная разновидность сплава в основном используется для изготовления автомобилей, сельскохозяйственных машин, тракторов. |
| Половинчатый или отбеленный | В составе данного вида чугуна углерод может присутствовать в двух формах — в виде графита или цементита. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. Его применяют в качестве функционального материала для работы в условиях сухого трения, а также для производства деталей с высокой износостойкостью. |
| Высокопрочный | В данном виде сплава имеется шаровидный графит, которые образуется в процессе кристаллизации. Обычно его применяют для изготовления элементов с высокой ответственностью в машиностроении, а также для производства труб с высокой прочностью для водоснабжения, нефте- и газопроводов. |
Характеристика сплава
Процесс сварки чугунных деталей напрямую зависит от особенностей и свойств сплава. По сути, данный металл состоит из двух металлов — железа и углерода. Но если его сравнивать со сталью, то железа в нем выше практически на 2,14 %.
Как было указано выше в соответствии со составом чугун может быть разного вида — белый, серый, половинчатый, высокопрочный. Свойства каждого вида определяются составляющими компонентами.
Сварка по чугуну имеет некоторые сложности. Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
Во время нее достаточно тяжело добиться высокой прочности сварного шва. Это происходит из-за наличия проблем из списка:
- из-за того, что чугун имеет неоднородную структуру, при сваривании шов может сильно растрескаться. Это происходит из-за влияния на него повышенной температуры дуги. В результате этого происходит отбеливание, изменение состава в области сваривания металла;
- сварочные работы по чугуну с применением высокотемпературного влияния электрической дуги вызывают выгорание части углерода из состава сплава. Все это может вызвать образование пор в составе сварного шва. В результате этого сильно снижается прочность сварного шва, ухудшаются характеристики качества;
- при расплавлении чугун приобретает сильно текучую структуру, что вызывает сложности при формировании нормального шва. Чем больше содержание в составе углерода, тем выше степень текучести сплава;
- во время сварки чугуна со сталью может появляться окись в шве, которая вызывает снижение прочности.

Вышеперечисленные особенности металла значительно осложняют процесс сварки по чугуну. Основная сложность состоит в том, что итог может быть не таким, какой его ожидают. Зачастую на поверхности сварного шва появляются поры и трещины при остывании сплава.
Для сварки не стоит применять чугун темно-серого или черного оттенка (в нем имеется высокое содержание графита). Данные разновидности сплавов не стоит варить дома, зачастую это вызывает растрескивание соединения и самой детали.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания — холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.
Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна — фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида — местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.
При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Правильная подготовка чугуна к сварке
Подготовка чугуна к сварке должна проводиться в обязательном порядке, именно от нее зависит качество готового шва, его прочность, износостойкость. Если этот процесс будет выполнен правильно, то он предотвратить хрупкость и пористость структуры материала, а также устранить возможные дефекты.
Подготовка должна состоять из следующих действий:
- распиливание трещин. Зачастую трещины в чугуне обладают тонкой и глубокой структурой. Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
- просверливание краев. При визуальном осмотре детали из чугуна невозможно увидеть точное окончание глубины трещин. По этой причине прежде чем начать сваривание трещины, стоит по ее краям просверлить небольшие отверстия. Отступать от видимого конца разлома требуется на расстояние 5 мм. Если выполнить просверливание краев, то это обеспечит хорошее заполнение металлом внутреннее пространство, а также защитить от продолжения раскола;
- выполнение разделки кромок. Степень свариваемости чугуна может отличаться перекалкой в области соединительного шва, что может привести к повышению хрупкости данного участка. Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
- проведение подформовки. При сваривании тонкого изделия из чугунного сплава повышается вероятность протекания жидкого металла. По этой причине в этих случаях под изделие требуется подкладывать подкладку из графита, это позволит поддержать прогретую область и сохранит первоначальную форму элемента.
 Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание;
Если размер толщины обрабатываемой детали составляет 4 мм, то накладываемый сверху шов не сильно заплавит поверхность трещины. В результате этого останется разрозненная структура внутри основы сплава. При этом степень сопротивления на разрыв и излом будет слабая. Для того чтобы в этих местах было хорошее заваривание, требуется выполнять распиливание трещины «болгаркой» с использованием тонкого диска. При этом, чем больше толщина материала, том глубже должно быть запиливание; Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;
Чтобы предотвратить данный процесс требуется провести равномерное прогревание на всю длину соединения. Область соединительного шва разбавляется металлом, для этого и используется правильная разделка кромок. Во время соединения толстых пластин проводятся скосы краев под углом 45 градусов, при этом у основания должно оставляться небольшое притупление в 3-4 мм. Данное разделение обеспечит хорошее заполнение области разделения, а также она повысит прочность и износостойкость данного участка;Как сваривать электросваркой
Перед тем как начать сваривание с использованием электродов обязательно нужно внимательно изучить особенности сварки чугуна данного вида. В первую очередь требуется подобрать правильные электроды и специальное оборудование. Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Главная особенность данного метода состоит в том, что в области сварного шва повышается степень хрупкости металла.
Повышение хрупкости связано с тем, что в период проведения сварочных работ сплав на сплав из чугуна оказывается высокая закалка. По этой причине сварка электродами котла чугунного и других деталей в промышленных условиях имеет существенные отличия по сравнению с обычной обработкой других изделий. Во время нее требуется проводить нагревание материала до температуры почти 600-650 градусов Цельсия.
Обычно при электросварке используются два вида электродов:
- ОЗЧ-2. Электроды данный модели имеют стержень из медного металла, который покрыт специальным составом с содержанием графита;
- МНЧ-2. Для стержня электродов данного вида применяются разные виды металлов — никель, медь, марганец и железо. Данная модель является самым подходящим вариантом для электросварки чугуна, но она имеет высокую стоимость.
Особенности сварки чугунных деталей с использованием электродов:
- во время электросварки холодным методом необходимо соблюдать определенный темп наложения швов;
- требуется контролирование проведения процесса сваривания, это поможет избежать перегревания поверхности выше установленных показателей;
- сварщик должен производить работы «вразброс», небольшими частями. При этом обязательно должна выполняться проковка и делаться перерывы;
- в связи с тем, что главная особенность чугуна состоит в том, что он достаточно медленно остывает, поэтому чтобы заварить деталь из чугуна может потребоваться некоторый период времени;
- если восстанавливаются дефекты небольшого размера, то дополнительно может потребоваться подложка из графита, это предотвратит вытекание металла.
 При этом обязательно должна выполняться проковка и делаться перерывы;
При этом обязательно должна выполняться проковка и делаться перерывы;Сварка полуавтоматом
Сварка чугуна полуавтоматом выполняется достаточно просто, главное внимательно изучить все действия. Обязательным условием для процесса является подготовка детали из чугуна, именно от подготовки будет зависеть показатель прочности сварного шва. Также потребуется специальная проволока для сварки полуавтоматом чугуна.
Чтобы правильно выполнить сварку чугуна полуавтоматом, нужно рассмотреть правильную технологию. Обычно данный метод производиться при помощи трех способов сварки:
- холодная сварка чугуна с использованием сварочной проволоки по чугуну ПП АНЧ-1. Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
- полугорячая сварка чугуна полуавтоматом обычной проволокой применяется для сваривания более сложных участков. К примеру, ее используют при установке заплатки на канализационных трубах. Уровень температуры нагревания составляет около 350 градусов Цельсия. Для полугорячей сварки подходит проволока для сварки чугуна ПП АНЧ-2. Для нагревания может применяться паяльная лампа. После сваривания производится плавное охлаждение;
- горячая сварка применяется для изготовления сварных швов с высокой прочностью, которые обладают повышенными качествами на изгиб и излом. Во время него применяется проволока сварочная для чугуна ПП АНЧ-3. Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
 Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва;
Она подходит для небольших коротких швов, заделки трещин, для работы с тонкими деталями из чугуна. Никакого подготовительного этапа не потребуется, достаточно только лишь провести кончиком проволоки по области сварки. Схватывание дуги происходит практически сразу, потребуется удержать ее в течение нескольких секунда, а в это время нужно провести проволокой по месту шва; Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.
Нагревание производится в печи или при помощи газовой горелки. Нагревание производится до температуры 600 градусов Цельсия. А вот процесс графитизации выполняется естественным путем.Сварка аргоном
Сварку чугуна аргоном используют многие начинающие сварщики по совету опытных товарищей, часто прибегают к свариванию полуавтоматом в аргоновой среде. Этот метод не оправдывает себя для изделий из чугунных сплавов. Соединение получается как на воздухе с подогревом, но при этом сильно возрастают затраты.
Технология сварки чугуна и стали аргоном обычно предусматривает наличие нейтральной среды. Конечно, в атмосферной среде шов можно получить, но при этом сильно ухудшится его качество. При осуществлении сварки в данной среде в соединении могут образоваться микротрещины, а также будет наблюдаться неравномерная закалка.
Если дополнительно к сварке подать инертный газ аргон, то химический состав в сварочной ванне никак не поменяется. Если применяется аргон, совсем не имеет значения способ сварки. Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
Качество сварных швов получается одинаково хорошее при любом соединении деталей — встык, внахлест, заплатка.
TIG сварка чугуна с использованием аргона считается самым оптимальным вариантом, который позволяет сделать прочный шов. При помощи газа можно варить практически любые сочетания. Если же имеются некоторые сложности с приобретением аргона, то лучше оставить его для соединения чугуна и стали.
Газовая сварка
Газовая сварка чугуна в основном применяется в случаях, когда требуется получение высокопрочного сварного шва, но при условии соблюдения небольшого провара поверхности основного металла. При этом технология газовой сварки чугуна сопровождается применением нескольких режимов наложения шва, от которых будет зависеть качество итогового соединения.
На показатель качества сварного соединения оказывают влияние следующие составляющие:
- виды режимов подаваемого напряжения;
- вид техники накладываемого сварного соединения;
- показатель силы тока;
- скорость прохождения.

Как сварить чугун и сталь дуговой газовой сваркой, чтобы в итоге получить соединение с высокой прочностью без трещин, пор и других дефектов? Для этого требуется соблюдать некоторые требования во время рабочего процесса:
- показатель напряжения дуги должен быть от 18 до 21 В;
- сила тока — 100-120 А;
- скорость прохождения не больше 12 м в час;
- сварные работы должны выполняться с использованием специальных сварных проволок 09Г2СА или ПАНЧ 11 с размером диаметра 1 мм.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
 Данный процесс может выполняться при помощи бензина или любого другого растворителя;
Данный процесс может выполняться при помощи бензина или любого другого растворителя;Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов — шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.
Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок — электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Интересное видео
Сварка чугуна с помощью инвертора и полуавтомата
Екатерина
Чугун — один из самых популярных металлов для изготовления разнообразных изделий: от деталей для автомобиля до водопроводных труб. По сути своей, чугун — это углерод и железо, которые в правильной пропорции образуют очень прочный и долговечный металл. Детали из чугуна можно встретить на заводах, в промышленности и даже старые чугунные сковородки десятилетиями служат своим хозяевам.
Несмотря на множество альтернатив, чугун не сбавляет оборотов и остается очень востребованным материалом. Поэтому домашнему или профессиональному сварщику рано или поздно придется столкнуться с необходимость сварки чугуна. В этой статье мы подробно расскажет, какие особенности есть у этого металла, как правильно сварить чугун и как провести сварочные работы по чугуну с максимальной пользой.
Содержание статьи
- Особенности чугуна
- Подготовительный этап
- Способы сварки
- Инверторная сварка плавящимся электродом
- Сварка стальными электродами
- Сварка чугунными электродами
- Сварка неплавящимися электродами
- Газовая сварка чугуна
- Техника безопасности
- Вместо заключения
Особенности чугуна
Сварка чугуна в гаражных условиях или на крупном производстве имеет ряд нюансов, которые нужно учесть перед тем, как приступить к работе. Их немного, поэтому обо всех мы вам и расскажем.
Их немного, поэтому обо всех мы вам и расскажем.
Сварку чугуна нужно осуществлять в нижнем положении, поскольку металл очень текучий. Не перегревайте чугун при сварке, иначе гарантировано образуются поры, а вслед за ними и трещины. Также при плавлении чугун выделяет особый газ, который отрицательно влияет на формирование сварного шва. Поэтому сварка чугунных деталей должна выполняться быстро и с соблюдением температурного режима. Не переохлаждайте раскаленный чугун, иначе опять же образуются трещины.
Чтобы при работе с этим металлом получиться по-настоящему качественное сварное соединение, учитывайте все особенности и характеристики самого чугуна. Обязательно подготовьте металл перед сваркой, выберите правильный режим работы в вашем сварочном автомате и используйте специальные электроды. Но обо всем этом мы поговорим далее, для начала разберемся с подготовкой металла, поскольку с этого начинается технология сварки чугуна.
Подготовительный этап
Подготовительный этап — один из самых важных, так как от правильной подготовки зависит качество дальнейшей работы. Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Для начала очистите поверхность от грязи, пыли и коррозии (если имеется). Обезжирьте ацетоном металл. Если предстоит сварка тонкого чугуна, то заранее позаботьтесь о наличии теплоотводящей подкладки. Разделайте кромки с помощью напильника или болгарки. Если вам предстоит сварка чугунных деталей горячим методом (метод, при котором деталь перед сваркой нагревается), то используйте для этого печь или газовую горелку.
Способы сварки
Инверторная сварка плавящимся электродом
Теперь перейдем к способам сварки. Чугун варится при средней температуре, так что его можно сварить инверторным аппаратом прямо в гараже или на даче, не говоря о заводском цеху. Сварка чугуна инвертором осуществляется с применением плавящегося электрода, а также со сварочным аппаратом и холодным методом (метод, при котором деталь перед сваркой не нагревается в печи или вручную с помощью горелки). Плавящиеся электроды должны иметь в составе никель или медь. Ниже вы можете видеть таблицу, с рекомендуемыми настройками для разных электродов.
Допускается делать прерывистые швы, но не короче 3 сантиметров в длину, нужно использовать температуру не более 80 градусов по Цельсию и давать чугуну остыть. Также установите обратную полярность.
Сварка стальными электродами
Можно ли сварить чугун обычными стальными электродами? Вы, конечно, можете попробовать, но мы не рекомендуем делать это, особенно дуговой сваркой. Да, стандартные электроды из стали стоят дешево, но такое соединение получится неэстетичным и недолговечным. Если вам нужно сварить ответственную деталь (например, часть водопровода), то лучше используйте специальные электроды и не экономьте.
Сварка чугунными электродами
Для чугуна лучше всего подходят специализированные чугунные электроды. Варить можно и холодным, и горячим методом, как вы посчитаете нужным. Мы зачастую прогреваем деталь перед сваркой, чтобы структура металла стала лучше, а шов был надежнее.
С помощью таких электродов можно без проблем исправить множественные дефекты чугунного литья, например, трещины, дыры или сколы. В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
В работе зачастую используются электроды марок МНЧ-1, ОЗЧ-1 или ОЗБ-2М. Они стоят не так уж дорого, зато качество работы на высоте.
Сварка чугуна электродом в домашних условиях осуществляется на постоянном, и на переменном токе. Чтобы правильно установить значение тока посмотрите, каков диаметр вашего электрода. 1 миллиметр диаметра электрода соответствует 25-50 амперам.
Сварка неплавящимися электродами
Сварка чугунных деталей неплавящимися электродами осуществляется в среде защитного газа или с использованием флюсов бура. Также можно использовать присадочную проволоку из никеля, меди или алюминия. В качестве неплавящегося электрода используют угольные, вольфрамовые или графитовые стержни.
В большинстве случаев при использовании неплавящихся электродов осуществляется сварка чугуна аргоном (так называемая TIG сварка). Мы рекомендуем немного нагреть деталь перед сваркой с помощью газовой горелки. Установите небольшое значение сварочного тока. Сварка должна быть прерывистой, по 3 сантиметра. После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
После сварки нужно постепенно охладить деталь и следить за температурой, чтобы не допустить переохлаждения и образования трещин.
Сварка чугуна аргоном применяется нечасто, поскольку требуется не только электрод, но еще и баллон с газом, предварительный прогрев детали и аккуратное охлаждение, а это все отнимает много времени. Также сварка чугуна полуавтоматом стоит дороже других методов, но когда у вас нет другой возможности, можно сварить и этим способом.
Газовая сварка чугуна
Газовая сварка чугуна — довольно популярный способ, поскольку для работы необходим лишь горючий газ, кислород, проволока сварочная из чугуна и флюс. При этом качество швы очень достойное. Сварочная проволока по чугуну, используемая в работе, должна содержать в своем составе кремень. Это очень важно, поскольку кремний способствует образованию графита в чугуне, не отбеливает металл. Вы также можете использовать проволоку из низколегированного чугуна для лучшего качества шва.
Применением флюсов при газовой сварке чугуна просто обязательно, особенно, если предстоит сварка стали с чугуном. Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Чугун и сталь вообще очень разные металлы, поэтому на поверхности в большом количестве образуется окисная пленка.
Техника безопасности
Недостаточно просто знать, каким способом можно сваривать чугун, чтобы сразу приступить к работе. Дополнительно не помешает изучить технику безопасности, особенно это касается сварщиков, занимающихся своим ремеслом в домашних условиях. Прежде всего, в помещении должна быть более-менее нормальная вентиляция (хотя бы открытое окно) и при этом отсутствие сквозняков. Освещение должно быть ярким, вы должны четко видеть все ваши детали и швы.
Используйте средства заземления, чтобы избежать неприятностей. Не подвергайте поверхность чугуна воздействию влаги. И самое главное: используйте индивидуальные средства защиты, такие как перчатки, маска, специальный костюм и так далее. Не пренебрегайте техникой безопасности, ведь в критические моменты она может спасти вашу жизнь.
Вместо заключения
Похожие публикации
Холодная сварка чугуна: использование электродов
Содержание
- Разновидности чугуна
- Твердый белый
- Серый с примесью графита
- Ковкий сплав
- Половинчатый чугун
- Высокопрочный с шаровидным графитом
- Какие сложности возникают при сварке чугуна
- Плохая соединяемость
- Образование оксидов
- Сложная обработка участков с цементитом
- Жидкое состояние сплава
- Склонность к образованию пор
- Технология холодной сварки чугуна
- Подготовка металла к воздействию
- Разновидности холодной сварки
- С помощью простых электродов
- При использовании полимерных составов
- Инструкция по холодной сварке чугуна
- С помощью электродов
- Как использовать полимерные составы
- Холодная сварка с линолеумом
- Общие рекомендации
- Как бороться с распространенными дефектами
Холодная сварка чугуна проводится без предварительного прогрева заготовок в печи. Этот метод обработки способствует сохранению углерода и препятствует повышению хрупкости металла. Для формирования устойчивого к механическим воздействиям шва необходимо правильно подготовить заготовки. Соблюдение технологии поможет избежать появления пор, трещин и других дефектов.
Этот метод обработки способствует сохранению углерода и препятствует повышению хрупкости металла. Для формирования устойчивого к механическим воздействиям шва необходимо правильно подготовить заготовки. Соблюдение технологии поможет избежать появления пор, трещин и других дефектов.
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.
Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
В заэвтектическом подвиде сплава присутствие цементита колеблется в пределах от 4,3% до 6,67%.

Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод – 3,2-3,5%;
- марганец – 0,1-0,3%;
- кремний – 0,5-0,8%;
- серу и фосфор – по 0,12%.
Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец – 0,3-01%;
- фосфор – 0,2%;
- кремний – 0,8-1,4%;
- сера – 0,1%.

Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Сплав отличается высокой прочностью и устойчивостью к механическим нагрузкам.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.
Половинчатый чугун получают при сплаве белого и серого чугуна.Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний – 1,9-2,6%;
- сера – 0,3%;
- фосфор – 0,12%.
Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Из высокопрочного чугуна изготавливают детали и изделия, которые будут подвергаться высоким нагрузкам.
Какие сложности возникают при сварке чугуна
Холодная сварка по чугуну часто сопряжена со сложностями, обусловленными специфическими свойствами сплава. Возможные проблемы следует рассмотреть до начала работ.
Плохая соединяемость
Благодаря высокому содержанию углерода чугун имеет достаточно пористую структуру и низкую теплопроводность, что обусловливает его плохую соединяемость. Усугубляют ситуацию примеси, в т.ч. кремний. Это приводит к тому, что шов получается неоднородным с непроваренными участками.
Чугун имеет низкую теплопроводность.Образование оксидов
Температура плавления примесей, содержащихся в сплаве, отличается от показателей главных компонентов сплава. Кроме того, они способны быстро окисляться в сварочной ванне. Это приводит к формированию оксидов, отличающихся тугоплавкостью. Повышенное содержание таких соединений при сварке становится причиной появления непроваренных участков.
Повышенное содержание таких соединений при сварке становится причиной появления непроваренных участков.
Сложная обработка участков с цементитом
Шоковое охлаждение приводит к формированию участков с цементитом. Это вещество отличается повышенной прочностью и твердостью. Такие участки плохо подвергаются механической обработке при проведении сварки.
Шов выходит очень твердым, но если в нем есть какие-то дефекты, исправить их будет крайне сложно.
Жидкое состояние сплава
Под воздействием высокой температуры чугун быстро переходит в жидкую форму. В этом состоянии он отличается высокой текучестью. Это усложняет процесс удержания сплава в сварочной ванне. Возможно появление наплывов. Таким образом крайне тяжело сформировать шов.
Жидкое состояние сплава отличается высокой текучестью.Склонность к образованию пор
При нагреве сплав начинает выделять газы. Это способствует формированию множества микропор. Даже при незначительном отклонении от технологии шов получается слишком пористым и хрупким.
Кроме того, чугун в жидком виде хорошо поглощает кислород. При проведении сварочных работ кислород вступает в реакцию, что способствует формированию внутренних пузырьков, наполненных водяным паром. В дальнейшем после остывания шва материал становится пористым, что создает условия для появления различных дефектов.
Технология холодной сварки чугуна
Перед началом работ по формированию сварочного шва необходимо тщательно очистить чугунные поверхности. Кроме того, выполняется разделка материала и устранение глубоких трещин. Технология холодной сварки предполагает разогрев чугуна до температур не выше +820…+860°C. Этого недостаточно для сильного расплавления сплава.
Сварку можно проводить только электродами небольшого диаметра. Процесс осуществляется на малом токе. Если в дальнейшем на швы не будет оказываться большая нагрузка, сварку можно проводить стальными электродами. В случаях, когда соединение должно отличаться высокой прочностью, лучше использовать особые медно-никелевые стержни. Допустимо применение электродов, содержащих медь и железо.
Допустимо применение электродов, содержащих медь и железо.
Часто при проведении обработки используют особые флюсы и прутки. Под воздействием температуры материалы присадки начинают расплавляться. Капли попадают на хорошо подготовленную поверхность, растекаясь по ней. Это обеспечивает плотное соединение деталей.
Для устранения литейных дефектов в чугунных изделиях часто используют низкотемпературную газовую сварку. В этом случае в качестве присадочного материала применяют толстостенные прутки. Подобный подход помогает устранить имеющиеся недостатки, возникающие в процессе литья.
При сварке рекомендовано применение углекислого лития.При наличии высокого риска образования оксидов и при обработке старых деталей из чугуна, которых эксплуатировали в неблагоприятных условиях, рекомендовано применение таких флюсов, как:
- кальцинированная сода;
- углекислый литий;
- плавленая бура;
- азотнокислый натрий;
- оксид кобальта;
- фторцирконат калия;
- фтористый натрий и т. д.
 д.
д.Применение флюсов способствует химическому очищению поверхностей от жиров, оксидов и других загрязнений. Это повышает прочность сцепления наплавленного металла с основой, а также защищает поверхность при нагреве от азота и кислорода. В то же время использование флюсов увеличивает жидкотекучесть материала. В этом случае во время сварки заготовок увеличивается прочность швов и снижается риск появления дефектов.
После проведения сварочных работ нельзя осуществлять действия, направленные на ускорение охлаждения поверхности. Быстрое снижение температуры приведет к появлению белого налета вокруг сварной области, а также сделает основу твердой, но хрупкой. Кроме того, не рекомендуется сразу после формирования шва выполнять его зачистку. Это приведет к появлению трещин и других дефектов.
Подготовка металла к воздействию
Комплексная подготовка чугуна к дальнейшей сварке необходима для получения качественного результата. При неправильном выполнении этого процесса сформированный шов может стать пористым и хрупким. Возможно появление и более выраженных дефектов.
Возможно появление и более выраженных дефектов.
В рамках подготовки чугунной поверхности следует в первую очередь выполнить распиливание трещин. Они часто тонкие, но при этом проникают глубоко в структуру сплава. Если толщина детали превышает 4 мм, то накладывание шва приведет к оплавлению поверхности. Внутренняя часть основы останется поврежденной, что снизит ее устойчивость к механическому воздействию. Распиливать трещину нужно на всю длину. Для этого удобнее всего использовать болгарку, оснащенную тонким диском. Чем толще заготовка, тем глубже следует выполнять запиливание.
В ряде случаев рекомендовано просверливание краев. Это связано с тем, что при осмотре повреждения часто нет возможности точно определить глубину трещин. Перед началом сварки на расстоянии 5 мм от конца разлома требуется провести высверливание краев. Это обеспечит заполнение внутреннего пространства деталей расплавом при выполнении сварки. Кроме того, процедура снизит риск увеличения раскола при механической нагрузке.
Перед началом сварки необходимо выполнить разделку кромок. Это нужно для обеспечения равномерного прогрева деталей на всю длину соединения и недопущения перекалки, способной стать причиной хрупкости участка. Для соединения толстостенных заготовок необходимо выполнить скос краев под углом 45°. У основания при этом должно остаться отступление в 3-4 мм. Проведение разделки кромок повышает износостойкость и прочность обработанного участка.
Если чугунная деталь является тонкостенной, повышается риск слишком сильного разогрева сплава и его подтека. В этом случае сформировать прочный шов крайне сложно. Чтобы облегчить проведение сварки, под заготовку укладывается графитовая прокладка. Этот элемент создаст препятствие для растекания металла, перешедшего в жидкое состояние под воздействием высокой температуры. Это поспособствует сохранению первоначального вида детали.
Если работы будут проводиться на свежем воздухе, рекомендуется применять экраны, защищающие место сварки от ветра.

Разновидности холодной сварки
Существует несколько способов проведения сварки. Наиболее часто процедуры проводятся с использованием электродов. Для получения прочного шва без дефектов можно применять полимерные составы.
С помощью простых электродов
Сварка чугуна электродами может проводиться как в нижнем горизонтальном, так и в вертикальном положении, но лучшим является первый вариант. При этом задействуют постоянный ток. Крайне важно контролировать скорость проведения работ и стараться не допускать сильного проплавления основы.
После наложения каждого шва необходимо дать поверхности остыть естественным способом до +50…+60 °C. Существует немало марок электродов, которые можно использовать для сварки изделий из чугуна. Графитовые и угольные электроды редко применяют для обработки чугуна, т.к. их использование уменьшает показатели прочности шва. Такие стержни задействуют только при обработке тонкостенных изделий, которые в дальнейшем не будут подвергаться большим нагрузкам.
Наиболее часто применяются стержни ОЗЧ-2 и ОЗЧ-6. Их основой является медь. Внешняя поверхность таких электродов покрыта особым составом, содержащим железный порошок.
Кроме того, можно эффективно использовать железно-никелевые и никелевые электроды. При необходимости получения шва, устойчивого к агрессивным средам, коррозии и воздействию горючих газов, применяют железно-медно-никелевые стержни марки МНЧ-2. Их стоимость высока, поэтому они чаще используются в случаях, когда к качеству шва предъявляются особо жесткие требования.
При использовании полимерных составов
Сварка без использования аппарата и электродов предполагает применение особых полимерных составов, которые после нанесения формируют прочное соединение, устойчивое к термическому воздействию. Этот метод устранения дефектов наиболее часто используется при ремонте сантехники, автомобильных деталей, стоек и т.д.
Сварка с использованием полимерных составов формирует прочное соединение.
Полимерные составы включают порошок из чугуна. Средство является 2-компонентным. Его следует готовить непосредственно перед применением. После смешивания составляющих получается густая масса. Ей тщательно замазывают уже разделанный шов. После застывания клеевая масса характеризуется повышенной прочностью и высокой устойчивостью к нагреву. Определить зону обработки можно по более светлому оттенку. После шлифовки переход становится размытым.
Этот метод можно использовать только для устранения небольших дефектов.
Если имеются глубокие трещины или сколы, применение полимерного состава становится неэффективным.
Инструкция по холодной сварке чугуна
Для снижения риска появления дефектов на уже готовом шве крайне важно соблюдать все инструкции по проведению работ. Рекомендации различаются в зависимости от особенностей методов соединения отдельных элементов.
С помощью электродов
Перед началом выполнения работ следует настроить аппарат и проверить, насколько качественно была проведена обработка. По возможности обрабатываемые поверхности должны располагаться горизонтально и быть повернутыми вниз. Это позволит избежать деформации изделия при перегреве и расплавлении материала. Для получения качественного шва на кромки следует нанести пасту, содержащую борную кислоту и железные опилки. После этого детали нагреваются пламенем горелки. Величина тока определяется из расчета 50-60А на 1 мм электрода.
По возможности обрабатываемые поверхности должны располагаться горизонтально и быть повернутыми вниз. Это позволит избежать деформации изделия при перегреве и расплавлении материала. Для получения качественного шва на кромки следует нанести пасту, содержащую борную кислоту и железные опилки. После этого детали нагреваются пламенем горелки. Величина тока определяется из расчета 50-60А на 1 мм электрода.
Крайне важно соблюдать темп. Необходимо контролировать процесс сварки, чтобы избежать перегревания отдельных участков выше рекомендованных значений. Стержень нужно вести поперечными движениями. Если толщина деталей небольшая, используется флюс.
При проведении сварки нужно равномерно распределять медную проволоку диаметром до 2 мм. Не следует допускать поперечных колебаний, чтобы избежать появления пор и микротрещин. Лучше всего выполнять работу небольшими участками. Необходимо делать перерывы более 30 минут, а затем снова приступать к формированию шва.
Для получения качественного шва нужно использовать электроды.
Это может увеличить продолжительность проведения работ при устранении дефектов большого размера. Однако резкий нагрев и остывание провоцируют изменение кристаллической структуры металла. Это повышает хрупкость материала в области шва.
При этом обязательно проводится проковка. Когда работа над 1 участком будет закончена, можно приступать к следующему.
Сварку чугуна можно проводить в защитной среде. Это позволяет получить качественный шов с высокой прочностью. При этом необходимо следить за расходом смеси. Если нужно заварить изделия тоньше 10 мм, достаточно 150 л на 1 час работы.
Для обработки более толстых заготовок расход газа увеличится до 200 л. Сварку нужно проводить быстро, чтобы избежать появления трещин и других дефектов. Крайне важно, чтобы присадка расплавилась раньше металла заготовки.
Если изделие толще 10 мм, рекомендовано применение 2 горелок. В этом случае следует использовать флюсы, содержащие бор.
Как использовать полимерные составы
При устранении дефектов в чугунных изделиях чаще используются 2-компонентные составы на основе эпоксидной смолы. Эти средства отличаются высокой скоростью первичного застывания, поэтому работать с ними нужно быстро.
Эти средства отличаются высокой скоростью первичного застывания, поэтому работать с ними нужно быстро.
Сначала поверхность необходимо очистить от пыли и других загрязнений. Крайне важно провести обезжиривание, чтобы устранить остатки жира и масла. Для этого рекомендуется использовать растворитель. Готовить клеевую массу необходимо перед непосредственным нанесением. Разводить состав следует в хорошо проветриваемом помещении. Это снизит риск раздражения слизистой носа и глаз. Состав нужно вымешивать до получения однородной массы.
При устранении дефектов холодной сваркой используются полимерные составы.После этого следует приступать к устранению дефектов в чугунных заготовках. Клей наносят на обе поверхности. После этого выполняется соединение поверхностей. Если состав используется для устранения трещин со сколами, смесь тщательно трамбуется в имеющуюся полость. При этом не следует слишком надавливать на поверхность. Излишки средства необходимо сразу удалять сухой ветошью.
Отремонтированное чугунное изделие следует оставить до первичного схватывания. Это может занять от 5 минут до 1 часа. Затем необходимо оценить качество. Если видимых дефектов нет, состав оставляют на период от 12 до 24 часов до полного застывания. Когда средство отвердеет, его поверхность можно зашлифовать.
Это может занять от 5 минут до 1 часа. Затем необходимо оценить качество. Если видимых дефектов нет, состав оставляют на период от 12 до 24 часов до полного застывания. Когда средство отвердеет, его поверхность можно зашлифовать.
Холодная сварка с линолеумом
Клеевые составы для сварки с линолеумом включают пластификаторы, тетрагидрофуран, поливинилхлорид. Этот состав можно эффективно использовать для устранения дефектов в чугунных изделиях. Работу по восстановлению поврежденного элемента следует начинать с его тщательной подготовки. Поверхности, которые будут обрабатываться, необходимо очистить от всех загрязнений и обработать растворителем для устранения частиц жира.
Клеевой состав.После этого готовится клеящий состав. Для его нанесения можно использовать шпатель. Крайне важно, чтобы он попал на максимальную глубину в имеющиеся трещины и сколы. Остатки состава необходимо удалять с поверхности ветошью. Затем нужно дать средству застыть. После этого потребуется зашлифовать поверхность.
Общие рекомендации
Чугун под воздействием тепла может быстро перегреться, что приведет к его переходу в жидкое состояние. Для удержания сплава в сварочной ванне рекомендуется располагать обрабатываемую поверхность горизонтально внизу.
После проведения прихваток нужно накладывать короткие швы, длина которых не должна превышать 25 мм. После этого обработанные места прокалывают легкими постукиваниями молотка.
Как бороться с распространенными дефектами
К наиболее распространенным дефектам при проведении сварки чугуна относят холодные трещины, возникающие после остывания сплава. Для снижения риска подобной проблемы рекомендован местный предварительный прогрев свариваемых поверхностей до +250 °C.
Другой часто встречающейся проблемой является слишком сильное расплавление основы. Для недопущения этого крайне важно контролировать параметры работы сварочного аппарата. Это поможет избежать перегрева. Графитовые подложки снизят риск деформации чугунных деталей.
Кроме того, нередко при сварке наблюдается отвар шва. Этому способствует образование цепочки мелких пор. В дальнейшем на их месте формируются микротрещины, сообщающиеся между собой. Для недопущения появления подобного дефекта нужно избегать использования высоконикелевых сплавов при сварке ферритных чугунов, содержащих пластинчатый графит.
Сварка угольным электродом: особенности и технология
Сварка угольным электродом представляет некую сложность в процессе соединения двух деталей из-за чугунного состава. Частой причиной неравномерного шва является большое содержание углерода, который формирует качество данного материала. Чтобы избежать некачественной работы, следует на начальном этапе грамотно подобрать марку электродов и определиться с мощным режимом сварочного инвертора.
Свойства сварки чугунных изделий
Чугун обладает высокими литейными свойствами и является широко применимым материалом в сфере отопительной системы.
Сваривание угольным электродом чугуна на первых порах может показаться сложным процессом, так как помимо положительных качеств чугун имеет склонность к деформациям, коррозиям и низкой прочности.
Чугунные трубы тонкого металла или другие изделия тонкого зернистого металла, обладающие серым цветом, поддаются спайке легче и быстрей, по сравнению с чугунными изделиями более темного цвета или крупнозернистого тонкого металла.
Сварочному процессу в домашних условиях не может подвергаться чугун, который в целях защиты от коррозий был подвержен промасливанию или химической обработке.
По химическим и физическим качествам чугуна его можно отнести к сплаву, который обладает ограниченными сварочными свойствами из-за тонкого металла. Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
Учитывая данный фактор, сварка угольным электродом чугунных изделий дома потребует выполнения таких правил:
При разогреве чугуна до определенной температуры он преобразуется в жидкое текучее состояние, поэтому его спайка совершается в горизонтальном положении.
В процессе испарения углерода в зоне сварочного соединения проявляются поры.
Обладая низкой прочностью под давлением газа, металл склонен к внутренней диффузии, что со временем приводит к трещинам.
При нагреве чугуна он способен к окислению с дальнейшим преобразованием с тугоплавкими окисями, температура плавки которых превышает плавку чугуна.
Главной сложностью в процессе сварки считается возникновение холодных трещин, что может произойти при электро или дуговой сварке. Выбрав соответствующий рабочий режим инвертора, можно избежать трудностей при работе.

Технологические нормы сварочного процесса
К технологическим нормам, которые действуют целенаправленно на устранение трещин, относятся:
Контроль над перегревом чугуна в процессе сварки, что обуславливает применение электродов тонкого металла, сварочное действие низким импульсом или с интервалом.
Снижение мощности подачи, возникшей в процессе усадки шва или наплавке, получаемой при проковке расплавленного состояния с уменьшением объема верхней наплавки чугуна.
Способность поддержки максимального количества жидкого металла с одновременным препятствием вытечки его за ванну. При больших объемах жидкого материала стоит воспользоваться графитовыми ваннами.
Если действовать без нагрева тонкого чугунного полотна, качество итогового шва будет розниться от первичного.
Это стоит учесть в период эксплуатации заготовок.
 Это стоит учесть в период эксплуатации заготовок.
Это стоит учесть в период эксплуатации заготовок.Подготовка к работе
На первоначальном этапе всегда требуется предварительная подготовка соединяемых изделий с обработкой торцевых краев.Края деталей нужно заострить наточенным зубилом или с помощью наждака. В период проведения обработки стоит придерживаться таких правил:
Сварка плавящимся электродом должна проводиться строго по краям свариваемых частей.
На дефектные участки рекомендуется напаивать заплатку, как на пробоины. При сварочном ремонте в домашних условиях пробоину по краям стоит заточить и убрать все заусеницы на детали.
Далее из металлического плотного листа вырезают квадрат с размерами, покрывающими деформацию.
Для снижения мощности давления, которое возникает на поверхности тонкого металла в период сварочного воздействия в домашних условиях, необходимо квадрат из стали обработать под углом 30 градусов, чтобы при накладке сваривание было внахлест.

Качественный результат предполагает сварку тонкого металла пламенем газа с задействованием латунных спиц, температура плавки которой намного ниже, чем у чугуна. Сварка плавящимся электродом потребует сочетания флюсового порошка, в состав которого также входит бор и его кислота в равном соотношении. Края трещин обрабатываются под углом 80С, далее их накаляют до 900С и наносят флюс.
Далее вся разделка заполняется латунью без его плавки. В связи с этим, чугуном именуется железный сплав с углеродным содержанием в соотношении 2- 6,5%. Данный состав и является затруднением при сварке чугуна.
Учитывая трудоемкость процесса, в частности при соединении изделий большого размера, стоит брать во внимание сварочные особенности чугунной спайки в домашних условиях, и преимущественно использовать технологию холодной сварки. Стоит запомнить, что холодная технология спайки применима только при возникших трещинах и выбоинах тонкого металла, а также в процессе сварки чугунных частей и остальных видов стали. Не рекомендуется его применять в качестве придания ровности при литье или для обработки деформируемых участков.
Похожие статьи
- Чугунная сварка: способы и приемы, применяемые при сварке чугуна
- Ковка чугуна — миф или реальность. Свойства ковкого чугуна
- Сварка труб под давлением — сложно ли это на практике?
- Особенности и тонкости сварки встык: доверьте процесс профессиональным сварщикам
Pinnacle Supercast Сварочные электроды с содержанием 99–99% никеля и чугуна – Pinnacle Welding Online
{{/Предметы}}Итого: {{{общая цена}}}
Посмотреть корзину Проверьте
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердить аккаунт»,»spending_card»:»Карта правил расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Razorweld инвертор КУМДЖРРВ170КА
сварщика ДУГИ 170 Амп/ТИГ Бритва Сварка
(пока отзывов нет) Написать рецензию
Razor Weld
Razorweld 170 Amp ARC / TIG Weld инвертор KUMJRRW170CA
Рейтинг Обязательно Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
- Артикул:
- Ф120061356
- MPN:
- КУМДЖРРВ170КА
- Состояние:
- Новый
- Наличие:
- Обычно отправляется в течение 2 рабочих дней
Розничная цена:
681,45 долл. США
США
Цена: В настоящее время: $594,99
— Вы экономите $86,46
- Описание
Описание
RAZOR 170 — это аппарат для дуговой сварки с двумя инверторами напряжения, изготовленный с использованием новейшей технологии IGBT. Возможность сварки MMA на постоянном токе обеспечивает ровную и невероятно стабильную дугу, что позволяет легко выполнять сварку электродами высокого качества, в том числе из чугуна, нержавеющей стали и с низким содержанием водорода. Этот качественный инвертор поставляется в комплекте с адаптером питания, чтобы вы могли начать свой проект. Функция TIG Lift Arc превосходна и обеспечивает идеальное зажигание дуги каждый раз без прилипания вольфрамового электрода к заготовке. Это исключительная экономичная машина подходит для широкого спектра применений, включая DIY, легкую промышленность, сварку на месте, сельское хозяйство, а также ремонт и техническое обслуживание. RAZOR 170 сочетает в себе лучшее из обоих миров, превосходную портативность и мощность, необходимую для выполнения работы. Ампер) 20A 115V 20A 230VIмакс. (Ампер) 36A 115V39A 230 В Номинальная мощность 170 A/26,8 В MMA170A/16,8 В TIG Диапазон сварочного тока 10 ~170 A Напряжение без нагрузки (В) 63 В Рабочий цикл при 104ºF 30 % при 170 А MMA 35 % при 170 А TIG Класс защиты IP21SSРазмер (дюймы) 12,32 x 5,184 x 9,184 Вес (фунты) 10,4 Гарантия на источник питания 3 года Соответствует CAN/CSA E60974-1 ANSI/IEC 60974-1 Включает: Станок RAZOR 170, провод заземления и провод дуги 0,62 x 13 футов
Функция TIG Lift Arc превосходна и обеспечивает идеальное зажигание дуги каждый раз без прилипания вольфрамового электрода к заготовке. Это исключительная экономичная машина подходит для широкого спектра применений, включая DIY, легкую промышленность, сварку на месте, сельское хозяйство, а также ремонт и техническое обслуживание. RAZOR 170 сочетает в себе лучшее из обоих миров, превосходную портативность и мощность, необходимую для выполнения работы. Ампер) 20A 115V 20A 230VIмакс. (Ампер) 36A 115V39A 230 В Номинальная мощность 170 A/26,8 В MMA170A/16,8 В TIG Диапазон сварочного тока 10 ~170 A Напряжение без нагрузки (В) 63 В Рабочий цикл при 104ºF 30 % при 170 А MMA 35 % при 170 А TIG Класс защиты IP21SSРазмер (дюймы) 12,32 x 5,184 x 9,184 Вес (фунты) 10,4 Гарантия на источник питания 3 года Соответствует CAN/CSA E60974-1 ANSI/IEC 60974-1 Включает: Станок RAZOR 170, провод заземления и провод дуги 0,62 x 13 футов
Посмотреть технические характеристики для этого товара
Посмотреть руководство по эксплуатации для этого товара
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Клиенты также просмотрели
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 210 Amp Mig /ARC / TIG с горелкой MIG KUMJRW210
Бритвенная сварка
Розничная цена:
1689 долларов США. 60
60
Цена: В настоящее время: 1 432,99 $
Этот новый сварочный аппарат RAZORWELD обеспечивает мощность 210 ампер в режиме MIG, TIG и ARC для выполнения сварочных работ! Идеальный для серьезного торговца, этот красиво оформленный и очень функциональный…
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 145 Amp Mig /ARC / TIG с горелкой MIG KUMJRW145
Razor Weld
Розничная цена: $1036,20
Цена: В настоящее время: 848,99 $
Этот новый сварочный аппарат RAZORWELD обеспечит вам выходную мощность 145 ампер MIG, TIG и ARC для выполнения ваших сварочных работ! Идеально подходит для энтузиастов своими руками, этот красиво оформленный и очень функциональный. ..
..
Добавить в корзину
Быстрый просмотр
Сварочный аппарат Viper 180Amp Mig / Stick Binzel с горелкой Mig JVMIG180
Бритвенная сварка
Розничная цена: 805,20 $
Цена: В настоящее время: $706,99
Viper MIG180i — это новый инверторный портативный аппарат для сварки MIG с дополнительной функцией ARC. Функция MIG позволяет выполнять сварку как с защитной, так и без газовой проволокой. Легко…
В корзину
Быстрый просмотр
Сварочный инвертор Razorweld 195 Amp Mig /ARC / TIG с горелкой MIG KUMJRRW195
Бритвенная сварка
Розничная цена: 1 567,50 долларов США
Цена: В настоящее время: $1 377,99
Razor 195 — это компактный портативный многофункциональный сварочный аппарат MIG с двойным инвертором напряжения. Функция MIG позволяет выполнять сварку как с использованием газовой, так и безгазовой проволоки. Дуговая сварка…
Функция MIG позволяет выполнять сварку как с использованием газовой, так и безгазовой проволоки. Дуговая сварка…
В корзину
Быстрый просмотр
Сварочный аппарат Viper 180Amp Mig / Stick с TWC2-10 Mig Torch JVMIG180T
Бритвенная сварка
Розничная цена: 889,35 $
Цена: В настоящее время: $767,99
Viper MIG180i — это новый портативный сварочный аппарат MIG на базе инвертора с дополнительной функцией ARC. Функция MIG позволяет выполнять сварку как с защитной, так и без газовой проволокой. Легко…
лучших сварочных аппаратов (обзор и руководство по покупке) в 2022 году
Преимущества аппаратов для сварки электродом
- Доступная цена. Сварочные аппараты и все связанные с ними детали и детали относительно доступны по цене по сравнению с другими сварочными инструментами, и это делает работу с ними весьма экономичной. Вы можете приобрести сварочный аппарат и другие аксессуары по той же цене (или даже дешевле), что и основные сварочные аппараты MIG, а это означает, что вы получаете отличное соотношение цены и качества, которые вы тратите. Поскольку аппараты для сварки электродом требуют минимального обслуживания, вам также не придется тратить много средств в течение всего срока службы устройства.
- Повышенная универсальность и гибкость. С помощью сварочного аппарата вы можете многое. Этот тип сварочного аппарата является одним из самых универсальных и гибких, которые вы можете купить. Он будет работать с различными типами материалов и металлов, и вы можете просто поменять электрод, чтобы заняться разными проектами. Прыгать между разными материалами практически не составляет труда. А когда дело доходит до гибкости, вам даже не нужны разные типы газа. Со сварочным аппаратом вы готовы ко всему.
- Подходит для начинающих. Сварочные аппараты идеально подходят для начинающих. Поскольку они проще и немного оптимизированы в процессе, чем другие сварочные аппараты, их легче освоить новичкам. Более доступная цена также делает сварочные аппараты хорошим выбором для тех, кто только начинает.
- Больше досягаемости. Аппарат для сварки электродом имеет увеличенную длину и обеспечивает больший (или более легкий) доступ к жестким труднодоступным местам. Стержневые электроды на этих сварочных аппаратах обеспечивают радиус действия от 12 до 16 дюймов, и вы даже можете выполнять сварку в различных положениях и под разными углами, поэтому вы можете выполнять работу независимо от того, какой радиус действия или маневрирование вам необходимо.
- Защитный газ не требуется. Для сварки TIG и MIG требуются баллоны с газом, а для каждого типа металла может потребоваться совершенно другой вид газа. Однако со сварочным аппаратом вы можете полностью забыть о газе. Этот малообслуживаемый сварочный аппарат вообще не требует использования защитного газа. Сварочный аппарат фактически генерирует собственный защитный газ от электрода, что экономит ваши деньги, время и оборудование, которое вам нужно носить с собой.
 Сварочные аппараты и все связанные с ними детали и детали относительно доступны по цене по сравнению с другими сварочными инструментами, и это делает работу с ними весьма экономичной. Вы можете приобрести сварочный аппарат и другие аксессуары по той же цене (или даже дешевле), что и основные сварочные аппараты MIG, а это означает, что вы получаете отличное соотношение цены и качества, которые вы тратите. Поскольку аппараты для сварки электродом требуют минимального обслуживания, вам также не придется тратить много средств в течение всего срока службы устройства.
Сварочные аппараты и все связанные с ними детали и детали относительно доступны по цене по сравнению с другими сварочными инструментами, и это делает работу с ними весьма экономичной. Вы можете приобрести сварочный аппарат и другие аксессуары по той же цене (или даже дешевле), что и основные сварочные аппараты MIG, а это означает, что вы получаете отличное соотношение цены и качества, которые вы тратите. Поскольку аппараты для сварки электродом требуют минимального обслуживания, вам также не придется тратить много средств в течение всего срока службы устройства. А когда дело доходит до гибкости, вам даже не нужны разные типы газа. Со сварочным аппаратом вы готовы ко всему.
А когда дело доходит до гибкости, вам даже не нужны разные типы газа. Со сварочным аппаратом вы готовы ко всему. Для сварки TIG и MIG требуются баллоны с газом, а для каждого типа металла может потребоваться совершенно другой вид газа. Однако со сварочным аппаратом вы можете полностью забыть о газе. Этот малообслуживаемый сварочный аппарат вообще не требует использования защитного газа. Сварочный аппарат фактически генерирует собственный защитный газ от электрода, что экономит ваши деньги, время и оборудование, которое вам нужно носить с собой.
Для сварки TIG и MIG требуются баллоны с газом, а для каждого типа металла может потребоваться совершенно другой вид газа. Однако со сварочным аппаратом вы можете полностью забыть о газе. Этот малообслуживаемый сварочный аппарат вообще не требует использования защитного газа. Сварочный аппарат фактически генерирует собственный защитный газ от электрода, что экономит ваши деньги, время и оборудование, которое вам нужно носить с собой.Типы сварочных аппаратов
Зачем доверять нам
Наши обзоры основаны на сочетании практических испытаний, мнений экспертов, оценок реальных покупателей и нашего собственного опыта. Мы всегда стремимся предлагать подлинные и точные руководства, которые помогут вам найти лучший выбор.
Подробнее
Переменный ток
Сварочные аппараты переменного тока или сварочные аппараты переменного тока менее распространены и обычно используются только в качестве резервного варианта для сварочных аппаратов постоянного тока. Выход переменного тока может быть особенно полезен, если доступный источник питания имеет только выход переменного тока. Выход переменного тока также может быть полезен, если у вашего сварщика возникают проблемы с дуновением дуги.
Выход переменного тока может быть особенно полезен, если доступный источник питания имеет только выход переменного тока. Выход переменного тока также может быть полезен, если у вашего сварщика возникают проблемы с дуновением дуги.
DC
Сварочные аппараты постоянного тока или сварочные аппараты постоянного тока являются наиболее распространенным типом сварочных аппаратов. Сварочные аппараты постоянного тока более универсальны, чем сварочные аппараты переменного тока, и их можно использовать в различных проектах, включая проекты «сделай сам» и профессиональные сварочные работы. Сварочные аппараты постоянного тока являются более безопасным выбором, они лучше подходят для сварки стали, уменьшают разбрызгивание и известны более стабильной дугой.
AC/DC
Сварочные аппараты AC/DC могут переключаться между выходом переменного и постоянного тока в зависимости от проекта, над которым вы работаете. Выход постоянного тока будет использоваться чаще всего, но если вы работаете где-то, где доступен только выход переменного тока, то сварочный аппарат можно легко переключить на выход переменного тока.
Ведущие бренды
DEKO
Компания DEKO со штаб-квартирой в Китае является уважаемым брендом инструментов и бытовой техники с клиентами по всему миру. Он известен производством высококачественных инструментов как для обычных потребителей, так и для профессионалов. Помимо сварочных аппаратов, компания DEKO известна электроинструментами, ручными инструментами, такими как ударные гайковерты, газонные и садовые инструменты и многим другим.
Zeny
Компания Zeny, основанная в 2014 году как производитель палаток и гамаков для активного отдыха, превратилась в уважаемую компанию с широким ассортиментом высококачественной продукции. Помимо сварочных аппаратов Zeny производит столы, кухонное оборудование, музыкальные инструменты, оборудование для фитнеса, уличные навесы и многое другое.
Forney
Основанная в 1932 году и представленная публике в 1940-х годах, компания Forney превратилась в одного из самых известных производителей во всем мире. Компания имеет обширную клиентскую сеть, насчитывающую около 20 000 розничных продавцов по всему миру. Помимо аппаратов для сварки электродом, Forney производит аппараты для сварки TIG, отрезные круги, аксессуары для моек высокого давления, сварочные маски и многое другое.
Компания имеет обширную клиентскую сеть, насчитывающую около 20 000 розничных продавцов по всему миру. Помимо аппаратов для сварки электродом, Forney производит аппараты для сварки TIG, отрезные круги, аксессуары для моек высокого давления, сварочные маски и многое другое.
Chicago Electric
Chicago Electric — это бренд, который вы не найдете в каждом магазине, но его популярность растет. Этот бренд, который производится исключительно для Harbour Freight Tools, предлагает линейку недорогих электроинструментов, включая множество различных сварочных аппаратов и их аксессуары. Выдающийся выбор, такой как сварочный аппарат для стержневой сварки Chicago Electric 225 Amp-AC, делает инвестиции в инструменты этого бренда хорошей идеей.
Ironton
Являясь одним из известных брендов Northern Tool, Ironton предлагает инструменты, которые представляют собой фантастическое сочетание цены и качества. Ассортимент продукции бренда включает в себя прочное и функциональное сварочное оборудование, такое как сварочный аппарат Ironton ARC80 Stick Welder, а также множество различных аксессуаров, которые можно использовать в работе или не только при сварке.
Цена сварочного аппарата
- Менее 125 долларов: Сварочные аппараты в этом ценовом диапазоне предлагают отличное соотношение цены и качества. Хотя эти сварочные аппараты недороги, обязательно приобретайте их у известного производителя, чтобы гарантировать высокое качество сварочного аппарата.
- От 125 до 175 долларов: Это самый распространенный ценовой диапазон для сварочных аппаратов. Сварочные аппараты в этом ценовом диапазоне, как правило, отличаются высоким качеством, но перед покупкой обязательно прочитайте отзывы и изучите информацию.
- $175 и выше: Сварочные аппараты этой ценовой категории доступны по более высокой цене. Эти сварочные аппараты, как правило, самого высокого качества и включают в себя несколько важных функций безопасности.
Основные характеристики
Сила тока/напряжение
Сила тока и напряжение являются важными факторами при выборе сварочного аппарата. Сила тока вашего сварочного аппарата определит, что вы можете и не можете сваривать. Рекомендуется выбрать сварочный аппарат с током на 20–50 ампер больше, чем рекомендовано для вашей работы. Что касается напряжения, большинство сварочных аппаратов совместимы с входным напряжением 110/120 вольт или 220/240 вольт. Чем выше входная мощность, тем мощнее будет работать ваш сварочный аппарат.
Рабочий цикл
Еще одна важная характеристика, которую следует учитывать, — рабочий цикл. Рабочий цикл сварщика представляет собой количество времени, в течение которого вы можете непрерывно сваривать, прежде чем вам придется дать машине остыть. Полный рабочий цикл обычно составляет 10 минут. Чем дольше рабочий цикл, тем эффективнее сварочный аппарат может выполнять вашу работу. Если вы профессиональный сварщик или используете свое устройство в промышленных целях, вам потребуется более высокий рабочий цикл.
Безопасность
Безопасность — еще один важный фактор, который необходимо учитывать при покупке сварочного аппарата. Очень важно, чтобы сварочный аппарат не перегревался во время работы. Многие сварочные аппараты оснащены функциями безопасности, которые предотвращают перегрузку, перенапряжение, пониженное напряжение, перегрузку по току, перегрев, защиту от прилипания и защиту от тепловой перегрузки. Наряду с такими важными функциями, как сварочные перчатки и сварочный шлем, сварочный аппарат должен быть в вашем наборе инструментов безопасности.
Другие соображения
- Материал. Тип материала, который вы будете сваривать, и тип материала, из которого изготовлен ваш сварочный аппарат, являются важными факторами. Хотя некоторые сварочные аппараты имеют более высокую цену, важно выбрать аппарат, который выдержит испытание временем. Сварочные аппараты могут быть изготовлены из различных тяжелых металлов, включая сталь, углеродистую сталь и стальной сплав.
- Портативность. Общий вес и портативность вашего сварочного аппарата могут иметь важное значение, особенно если вы собираетесь путешествовать со своим сварочным аппаратом или носить его с собой на рабочем месте. Большинство сварочных аппаратов относительно портативны и могут быть легко перенесены одним человеком. Несмотря на свой легкий вес и компактные размеры, аппараты для сварки электродов по-прежнему отличаются высоким качеством и могут использоваться для самых тяжелых работ.
- Гарантия. Срок и тип гарантии являются важными факторами при выборе сварочного аппарата. Большинство сварочных аппаратов производятся известными производителями, которые отвечают за качество своих машин. Ищите какой-либо тип ограниченной гарантии, которая будет включена в ваш сварочный аппарат. Ограниченная гарантия распространяется на любые производственные дефекты или проблемы с вашей машиной в течение как минимум многих лет.
- Универсальность. Хотя большинство аппаратов для ручной сварки уже достаточно универсальны (особенно когда дело доходит до простой сварки различных металлов), вам также следует учитывать, насколько универсальны типы сварки, которые можно выполнять. Некоторые — а на самом деле многие — аппараты для сварки электродом также можно адаптировать и использовать в качестве аппаратов для сварки TIG. Другие могут быть адаптированы к нескольким типам сварочных аппаратов в одном устройстве. Этот дополнительный уровень универсальности дает вам еще больше возможностей и опций.
Best Stick Welders Отзывы и рекомендации 2021
Лучший в целом
DekoPro MMA 160A Arc Welder
Узнать последнюю цену
даже чугун. Несколько уникальных режимов управления помогут вам справиться с любыми сварочными работами. Прочная конструкция — этот сварочный аппарат имеет высокопрочный корпус с прочной конструкцией благодаря прочной раме. Он работает с высокопроизводительным, полностью бесшумным двигателем вентилятора с мгновенным охлаждением и защитой с помощью синхронной системы управления. Он обеспечивает стабильный ток с точным и регулируемым напряжением, чтобы предотвратить перегрузку и повысить эффективность сварки. Кроме того, этот сварочный аппарат портативный, с ручкой для переноски и компактной легкой конструкцией.
Одним из недостатков является то, что некоторые клиенты сообщают о повреждении продуктов. Обязательно осмотрите товар при доставке на предмет отсутствующих или поврежденных деталей. Если есть какие-либо проблемы, свяжитесь с Deko как можно скорее по поводу возможной замены.
Premium Pick
Аппарат для дуговой сварки Forney Easy Weld
Проверить последнюю цену
Этот аппарат для сварки электродом невероятно прост в использовании благодаря технологии легкого запуска, которая позволяет без труда зажечь дугу. Он работает от инверторной системы питания с входным напряжением 120 вольт и 9Выходной ток 0 ампер, и он работает со стержнем до 1/8 дюйма. Сварочный аппарат включает в себя 8-футовый держатель электрода и 8-футовый зажим заземления. Весь сварочный аппарат весит 9,65 фунтов и имеет размеры 12 x 5,5 x 10,5 дюймов, что делает его идеально портативным, чтобы брать его с собой в любое место, где вам нужно сварить. Этот сварочный аппарат — отличный выбор для новичков, но он также полезен для любителей «сделай сам», ремонтных работ и опытных специалистов.
Одним из недостатков является то, что это отличный продукт для начинающих, но опытные сварщики могут захотеть рассмотреть другой продукт для более сложных сварочных работ. Сварочный аппарат не такой продвинутый, как другие модели, созданные для профессионалов по премиальной цене.
Этот мощный сварочный аппарат со встроенной функцией горячего старта, облегчающей зажигание дуги. Технология плавного переключения IGBT обеспечивает превосходную стабильность дуги в диапазоне от 20 до 205 А, что особенно важно для тонких заготовок. Он включает в себя 10-футовый держатель электрода и кабель, 10-футовый зажим заземления и кабель, а также шестифутовый силовой кабель. Этот сварочный аппарат обеспечивает автоматическую компенсацию колебаний напряжения, а также защиту от перегрузок по току и перегрузок. Он также предлагает автоматический контроль температуры, спящий режим вентилятора и контроль силы тока. И этот сварочный аппарат обеспечивает безупречный шов с меньшим количеством брызг и меньшими затратами на очистку.
Одной из проблем, с которой сталкивались некоторые клиенты, было повреждение продуктов при доставке. Если после получения вашего сварочного аппарата возникнут какие-либо проблемы, обратитесь в службу поддержки клиентов компании по поводу возможного возврата денег или замены продукта.
Независимо от того, используете ли вы этот сварочный аппарат дома или на строительной площадке, он обеспечит мощную, концентрированную и более стабильную дугу. Он оптимизирован для обеспечения безупречного сварного шва, ограничения разбрызгивания и очистки после сварки. Он имеет целлюлозный электрод с регулировкой усилия, а инверторная технология IGBT обеспечивает стабильность, горячий старт, защиту от прилипания и плавное регулирование силы тока. Вам также понравится автоматическая компенсация колебаний напряжения, а также защита от перенапряжения, пониженного напряжения, перегрузки по току и перегрузки. Этот сварочный аппарат имеет широкий диапазон напряжения от 100 до 250 вольт и от 50 до 60 Гц для длительных сварочных работ.
Хотя заявлено, что он работает с напряжением от 100 до 250 вольт, многие пользователи сообщают о перегоревших предохранителях. Если у вас есть розетки на 220 вольт, настоятельно рекомендуется использовать этот сварочный аппарат только с розетками с более высоким напряжением, чтобы предотвратить перегорание предохранителей.
Поощрение
Титановый стержень 225 Сварочный инвертор
Проверить последнюю цену
Если вы не можете получить стабильную и надежную дугу от своего сварочного аппарата, в чем смысл его использования? Инверторный сварочный аппарат Titanium Stick 225 решит эту проблему, обеспечивая стабильность при каждом использовании и каждой дуге.
Этот сварочный аппарат предназначен для подачи энергии в легком корпусе. В нем используется облегченная инверторная технология, обеспечивающая пользователям стабильный, надежный и стабильный запуск дуги, который лучше, чем у конкурентов. Вы легко сможете контролировать свои сварочные работы с помощью набора легкодоступных элементов управления, которые позволяют выполнять точную настройку. Выход постоянного тока также дает сварщику более гладкий профиль валика. И когда дело доходит до вариантов, этот сварочный аппарат предлагает их. Он предлагает технологию двойного напряжения, поэтому вы можете выбрать входное напряжение 120 или 240 вольт.
Что касается безопасности, то этот сварочный аппарат оснащен защитой от перегрузки по току и световым индикатором, который позволяет легко определить, включено устройство или нет. Он также включает держатель электрода и зажим заземления для полного комплекта.
Этот сварочный аппарат поддерживает как сварку TIG, так и сварку электродом. Вы можете очень легко переключаться между этими двумя режимами сварки. В зависимости от вашего проекта вы также можете легко переключаться между режимами вывода переменного или постоянного тока и режимами секвенсора 2T и 4T с помощью прилагаемого пульта дистанционного управления. Режим 2T идеально подходит для начинающих: в этом режиме вам придется использовать кабель выключателя горелки или подключить ножную педаль. Режим 4T предлагает четыре цикла для более опытных сварщиков. Этот продукт полностью подходит для сварки алюминия, мягкой и нержавеющей стали, железа, меди и других металлов. Максимальная толщина металла, которую вы можете сварить, составляет 3/8 дюйма, а минимальная — 0,040 дюйма.
Руководство по эксплуатации не такое подробное, как вам может понадобиться, поэтому, чтобы ознакомиться с этой моделью и максимально повысить ее эффективность, посетите веб-сайт AHP, прочитайте о продукте и посмотрите обучающие видеоролики.
Почетное упоминание
Сварочный аппарат Ironton ARC80
Проверить последнюю цену
Если вы надеетесь взять с собой свой сварочный аппарат, то вам понравится дизайн сварочного аппарата Ironton ARC80. Этот сварочный аппарат не просто уменьшен в размерах. Он очень компактен и сочетает в себе впечатляющие функциональные возможности в удивительно портативном маленьком устройстве. Компактный и сверхлегкий кейс позволяет упаковать сварочное оборудование и взять его с собой в дорогу.
Этот сварочный аппарат предлагает мощный выход постоянного тока 80 ампер, который позволяет легко сваривать материалы до 1/8 дюйма. В нем используется инверторная технология, которая требует меньше входной мощности, а также имеется регулируемая шкала силы тока, поэтому вы можете выбрать от 20 до 75 ампер на выходе. Эта универсальность позволяет использовать сварочный аппарат как для сварки электродом, так и для сварки TIG. А встроенный охлаждающий вентилятор и защита от перегрева обеспечивают безопасность, где бы вы ни приступали к работе.
Почетное упоминание
Инверторный сварочный аппарат постоянного тока Metal Man Arc 80T, 120 В
Проверить последнюю цену
Сварочный аппарат Metal Man Arc 80T, 120 В, инверторный сварочный аппарат постоянного тока — это устройство, которое действительно может помочь, когда дело доходит до опций. Он создан легким по весу и гибким в использовании, а это означает, что вы можете использовать этот одностержневой сварочный аппарат несколькими способами.
Имея 120-вольтовый, 20-амперный вход и 75-амперный выход, этот инверторный сварочный аппарат постоянного тока обеспечивает впечатляюще плавную работу. Несмотря на то, что он довольно маленький по размеру, сварочный аппарат стабилен и имеет достаточную мощность для различных сварочных задач. Он весит всего 6,6 фунтов и может использоваться со сварочной горелкой TIG, если вы хотите что-то изменить. Благодаря этим функциям и деталям вы можете легко взять этот сварочный аппарат с собой куда угодно. Его также можно быстро и просто установить и разобрать благодаря быстроразъемным сварочным кабелям и соединениям.
Также стоит отметить, что на этот сварочный аппарат распространяется двухлетняя гарантия, что повышает его первоначальную надежность.
Почетное упоминание
Сварочный аппарат для дуговой сварки на 225 А переменного тока Chicago Electric
Узнать последнюю цену прочные сварные швы. Все это благодаря маленьким деталям, которые делают работу этого сварочного аппарата поистине выдающейся. Он создает постоянный ток до 225 ампер переменного тока до 270 пиковых ампер в сумме.
Это еще не все, что делает этот сварочный аппарат великолепным. Он разработан с двусторонней ручкой, что превращает все устройство в портативную модель. Сварочный кабель длиной 6 футов и держатель электрода с несколькими углами также обеспечивают гибкость при выполнении любой работы, позволяя работать из любого места и практически в любом направлении. Защита от тепловой перегрузки встроена прямо в корпус, так как охлаждающий вентилятор держит тепло во время работы под контролем.
Результаты обязательно впечатлят. Этот сварочный аппарат может легко обрабатывать даже толстую сталь, что выходит далеко за рамки возможностей большинства обычных сварщиков. Даже начинающие сварщики сообщают, что работать с этой машиной практически несложно.
Наконечники
- Сварка электродом лучше всего подходит для стали с минимальным содержанием серы и кремния. Старайтесь использовать сталь с содержанием серы ниже 0,035% и содержанием кремния ниже 0,1%, чтобы предотвратить растрескивание при сварке.
- Перед сваркой тщательно очистите каждое соединение. Удалите ржавчину, масло, краску и жир с металлических поверхностей перед сваркой соединения. Если вы не можете удалить эти загрязнения, вы должны использовать электрод.
- Убедитесь, что размер электрода соответствует типу сварки, которую вы будете выполнять. Для достижения наилучших результатов старайтесь использовать максимально возможный электрод, сохраняя при этом качество сварного шва.
- Если у вас нестабильная дуга, возможно, у вас мокрый электрод. Убедитесь, что вы всегда используете сухие электроды, чтобы предотвратить проблемы со сварочной дугой.
- Если вы беспокоитесь об уборке, вы можете подумать о снижении тока. Уменьшение силы тока поможет уменьшить брызги от сварного шва.
Часто задаваемые вопросы о лучших аппаратах для сварки электродами
В: Является ли электродная сварка прочнее, чем MIG?
Сварка электродами имеет гораздо лучшую скорость проплавления металла, чем сварка MIG. Поддержание дуги на аппарате для сварки электродом потребует дополнительной силы тока для сварочного аппарата.
В: Какой сварочный аппарат на 110 В лучше?
На рынке представлено несколько отличных сварочных аппаратов на 110 В. Некоторые сварочные аппараты даже включают несколько напряжений. Прочтите наши обзоры и проведите надлежащее исследование, чтобы определить сварочный аппарат, который лучше всего подходит для ваших нужд.
В: Какая сварка самая прочная?
В целом сварка ВИГ является самой прочной и качественной по сравнению с другими видами сварки. В зависимости от сварочного задания может потребоваться сварка электродом или сварка MIG.
В: Какой сварочный аппарат лучше всего подходит для начинающих?
Все сварочные аппараты идеально подходят для начинающих. Сварщики электродухов относительно просты в освоении и освоении, а их способность работать со всеми видами металлов без дополнительного оборудования или ноу-хау означает, что они отлично подходят для обучения. Тем не менее, если вы ищете качественный сварочный аппарат, на который могут положиться новички, наш лучший выбор — дуговой сварочный аппарат DEKO Pro MMA 160A — отличный вариант для начала.
Наш лучший выбор
Наш лучший сварочный аппарат для электродуговой сварки — это дуговой сварочный аппарат DEKO Pro MMA 160A, в котором используется инверторная технология IGBT, обеспечивающая мощный аппарат для электродуговой сварки, способный сваривать сталь, нержавеющую сталь и даже чугун. Есть несколько других отличных сварочных аппаратов, поэтому обязательно прочитайте все наши обзоры, чтобы определить, является ли другой вариант лучшим выбором для ваших нужд сварки.
Заключительные мысли
Для высококачественного электродугового сварщика обратите внимание на аппарат для дуговой сварки DEKO Pro MMA 160A с несколькими уникальными режимами управления или аппарат для дуговой сварки Zeny с технологией Easy Start, которая позволяет легко зажигать дугу.
С предварительным нагревом и без него – WeldPundit
Сварка чугуна электродом (SMAW) – самый экономичный, универсальный и популярный способ сварки. Сварка стержнем идеально подходит для быстрого ремонта и имеет множество сварочных стержней для чугуна, а в некоторых случаях можно сваривать отливки без предварительного нагрева.
Weldpundit уже имеет общую статью о сварке чугуна, если вы совсем не знакомы с этой темой.
Содержание
- 1. Определите сплав чугуна
- 2. Соберите необходимое оборудование
- 3. Очистите поверхность
- 4. Подготовьте отливку
- 5. Предварительно нагрейте отливку, чтобы избежать перепадов температур
- 6. Приварите короткие валики, чтобы предотвратить неравномерность температуры
- 7. Зачистите каждый валик для предотвращения усадочного напряжения
- 8. Подогрейте отливку, чтобы исправить перепады температур
- 9. Защитите отливку, чтобы она могла медленно остывать
- Чугун, сваренный методом сварки пайкой без предварительного нагрева
Давайте шаг за шагом рассмотрим, как сварить чугун с помощью сварочного аппарата с предварительным нагревом.
1. Определите сплав чугуна
Почти наверняка у вас серый чугун, так как он является наиболее распространенным. Но у вас может быть шаровидное или ковкое железо. У этих двух есть некоторая степень пластичности (насколько они могут сгибаться, не ломаясь).
У Weldpundit уже есть статья о том, как идентифицировать металлы, но вот основные принципы, чтобы понять, какое литье у вас есть.
А 9Искровой тест 0003 — отличный метод идентификации металлов, но вы должны идентифицировать образцы металлов, чтобы сравнить их с вашей заготовкой. Короче говоря, у серого (или серого) железа короткие и красноватые искры, а у ковкого чугуна более длинные и желтоватые искры, похожие на стальные искры.
Если у вас есть сломанная деталь, серый чугун имеет характерный темно-серый цвет . Ковкий чугун имеет белую стальную поверхность, но становится серым к центру. Цвет шаровидного железа больше похож на серый чугун.
Вы можете отличить серый чугун от ковкого чугуна, проверив их твердость :
- Вы можете использовать для них кернер и молоток. Если оставшийся кратер имеет гладкую поверхность, это серое железо. Если в кратере есть заусенцы, это ковкое или шаровидное железо.
- Также можно попробовать просверлить отливку. Если стружка похожа на порошок, это серый чугун. Если они несколько непрерывны, это ковкий чугун.
- Если стружка длинная и очень пластичная, возможно, у вас стальная отливка, а не чугун.
Если вы не можете просверлить отливку, она закалена изготовителем или бывшей сваркой. Если это так, то слишком сложно сварить его с успехом. Однако, если он локализован, вы можете удалить пораженный участок, прежде чем продолжить.
Поскольку серый чугун является наиболее популярным, остальная часть руководства будет посвящена ему. Теперь давайте посмотрим, какое оборудование вам нужно.
2. Соберите необходимое оборудование
Вам необходимо собрать все необходимое для сварки средства индивидуальной защиты :
- Сварочная маска.
- Защитные очки.
- Лицевой щиток.
- Беруши или наушники.
- Толстые сварочные перчатки.
- Огнеупорная одежда, закрывающая все тело.
- Кожаные сапоги.
- Сварочный респиратор.
Соберите все сварочные инструменты для сварки чугуна:
- Оборудование для очистки и подготовки отливки:
- Угловая шлифовальная машина со шлифовальным или лепестковым диском или
- Прямая шлифовальная машина с твердосплавным бором или
- Долото и молоток.
- Щетка из стальной проволоки.
- Оборудование для предварительного нагрева, будь то печь или газовая горелка.
- Температурные стержни или инфракрасный (ИК) цифровой термометр для проверки температуры отливки.
- Сверло на случай ремонта трещины.
- Небольшой молоток с шариковым бойком, чтобы отбить каждую сделанную вами бусину.
- Оборудование, которое вы будете использовать для охлаждения отливки после сварки, например стекловолокно или сухой песок.
Какой сварочный пруток вам нужен?
Лучшим универсальным сварочным электродом для чугуна является ENiFe-CI (или ENi55). Он может сваривать грязные отливки, чугун со сталью, а металл сварного шва чаще всего поддается механической обработке. После этого вы можете использовать ENi-CI (или ENi99), который очень поддается обработке, но дорог. Наконец, вы можете выбрать стержень ESt, который дешев и отлично подходит для мелкого ремонта, но не поддается механической обработке.
Сварка чугуна обычными сварочными электродами не рекомендуется, так как металл сварного шва поглощает углерод и становится хрупким. Потом треснет при остывании.
Если вы не можете достать чугунный стержень и не можете отложить сварку, лучшим выбором для быстрого решения проблемы является стержень E7018. Это потому, что он имеет самую высокую пластичность и оставляет самое толстое шлаковое покрытие. Но вам понадобится гораздо более высокая температура предварительного нагрева, идеальная проковка и очень медленное охлаждение, чтобы предотвратить немедленное растрескивание.
Рутиловый E6013 и тем более целлюлозный E6011 имеют самые высокие шансы отказа.
Выберите стержень размера , который заполнит канавку однопроходным валиком, чтобы избежать перегрева отливки. Обычные размеры чугунных стержней составляют 3/32 дюйма (2,4 мм) и 1/8 дюйма (3,2 мм).
Если вы хотите избежать высокой стоимости никелевых стержней, постарайтесь приобрести хотя бы один или два. Сначала используйте их для сварки поверхности стыка. Мы называем это намазыванием маслом . Этот метод герметизирует чугун, поэтому углерод или примеси не могут выйти за пределы новой никелевой поверхности. После этого для заполнения шва можно использовать другие более дешевые стержни, такие как EST или даже E7018.
У Weldpundit уже есть подробная статья о чугунных сварочных прутьях.
Какие настройки вам нужны?
Вы выбираете наименьшую силу тока , при которой стержень плавится и слегка сплавляется с отливкой. Сварка чугуна – это поверхностная работа без глубокого провара. Кроме того, имейте в виду, что использование предварительного нагрева похоже на сварку с более высокой силой тока.
Конечно, нельзя устанавливать слишком низкую силу тока. Лужа должна легко контролироваться, заполнять края и иметь плоский валик без включений шлака. Используйте среднее значение, рекомендованное на упаковке, и сваривайте аналогичный металлолом. После этого при необходимости отрегулируйте силу тока.
Хотя отрицательный электрод постоянного тока (DCEN или DC-) вводит меньше тепла в заготовку, чем DC+, в большинстве чугунных стержней используется DC+ полярность .
Если вы используете DC-, вы получите нестабильную дугу и брызги, за исключением случаев, когда стержень специально поддерживает это.
Однако большинство стержней можно сваривать переменным током (AC), если возникает дефект дугового разряда (магнитные помехи).
В таблице ниже приведены примеры силы тока для чугунных стержней. Тем не менее, на каждой упаковке удилища всегда указаны конкретные настройки: полярность, сила тока, даже необходимый предварительный нагрев.
| Size | ENi-CI | ENiFe-CI | Est |
|---|---|---|---|
| 3/32″ (2.4mm) | 40-70 | 45-80 | 50-90 |
| 1/8″ (3,2 мм) | 70-100 | 70-110 | 80-120 |
Если ваш аппарат для ручной сварки имеет функции горячего пуска и форсирования дуги, лучше не использовать их, чтобы избежать дополнительного нагрева металла.
Но если ваш сварочный аппарат поддерживает импульсный ток, используйте его для уменьшения общего количества тепла в отливке.
3. Очистите поверхность
Металлы, трудно свариваемые, всегда нуждаются в чистой поверхности, чтобы снизить риск отказа, а чугун всегда имеет проблемы с примесями. Масло и другие загрязнения могут покрывать поверхность. Поскольку чугун пористый, масло может проникать через его поверхность.
Если отливка впитала масла, ацетон и подобные продукты не будут эффективны. Используйте мягкий очиститель тормозов, который делает , а не содержат хлор. Сварочное тепло и ультрафиолетовые лучи превращают хлор в очень опасные газы.
Прочтите описание продукта, чтобы убедиться, что он , а не хлорированный, и инструкции по применению. Также будет полезна эта статья Weldpundit о том, как защитить себя от сварочного дыма и газов.
Недостатком нехлорированных продуктов является то, что они более дорогие и легко воспламеняются.
Вы также можете удалить остаточное масло, предварительно нагрев отливку до 750 °F (400 °C) в течение 15–30 минут, но это дорого.
Если ваше литье не содержит масла, вы удаляете с литья кожу, ржавчину, краску и т. д. Вы можете использовать различные способы, такие как пескоструйная обработка или шлифовка. Если вы используете угловую шлифовальную машину, не сосредотачивайтесь на одном месте, чтобы избежать перегрева.
Область вокруг стыка должна быть отшлифована до блестящего металла 1″ с обеих сторон стыка, чтобы предотвратить попадание загрязнений в металл сварного шва. Дуга также будет легче начинаться и работать более плавно.
После шлифовки используйте напильник для удаления остаточного углерода на стыке, чтобы металл сварного шва не стал твердым и хрупким.
Метод проверки отливки на наличие загрязняющих веществ перед сваркой состоит в том, чтобы провести небольшой 1/2 – 1 ″ (1,25 – 2,5 см) стрингерный валик малой силы тока по поверхности рядом с ремонтируемой зоной.
Затем отшлифуйте борт до уровня отливки. Теперь вы проверяете чистый шарик на пористость. Если есть пористость, отливка все равно загрязнена, и у вас будут проблемы по всему шву. Прежде чем продолжить, необходимо тщательно очистить соединение.
4. Подготовить отливку
Лучше всего удалить трещину и подготовить стык на чугуне с помощью долота и молотка. Таким образом, вы сохраняете отливку холодной, избегаете загрязнения пористого литья абразивами, выполняете точную работу, и это безопаснее, чем шлифовальные машины.
После этого можно использовать плоскошлифовальную машину с твердосплавными борфрезами или угловую шлифовальную машину малого диаметра , в зависимости от размера и формы работы.
Если вы используете угловую шлифовальную машину, перемещайте ее равномерно по всей площади и избегайте фокусировки на одном месте. При шлифовании выделяется большое количество тепла, которое может повлиять на отливку. Когда вы закончите, используйте напильник, чтобы удалить остатки углерода и абразивного материала на стыке.
Убедитесь, что канавка будет максимально симметричной, и всегда старайтесь выполнять сварку в горизонтальном положении.
Удаление трещин
Трещины на чугуне являются наиболее частыми повреждениями при ремонте. Если заварить трещину, она станет длиннее от сил расширения и сжатия.
Во избежание этого просверлите два отверстия шириной не менее 1/8″ (3,2 мм) и на расстоянии 3/16″ (4,8 мм) от концов трещины. Затем удалите трещину, создав V-образный паз на безопасной глубине, до 1/8 дюйма (3,2 мм) от дна трещины. По возможности старайтесь не оставлять открытый корень.
Чем глубже стык, тем больше металла шва потребуется для его покрытия. Это придаст больше тепла отливке.
Сломанные детали
Поскольку серый чугун твердый и хрупкий, сломанные детали идеально подходят друг к другу. В зависимости от размера и формы сломанной детали вы можете:
- Подогнать и прихватить сломанную деталь. После этого вы можете создать V-образную канавку, как при заделке трещины.
- Или вы можете сделать небольшие фаски под углом 35 градусов на обеих деталях, чтобы небольшое количество металла сварного шва могло заполнить их для прочности. Затем прихватите отломанную деталь к отливке.
Поскольку типичный серый чугун имеет низкую прочность на растяжение, а никелевые стержни намного прочнее, можно избежать сварки с полным проплавлением, если отливка не имеет жестких условий эксплуатации.
Стыковые соединения для чугуна
Теперь давайте рассмотрим сценарий, в котором у вас есть типичное стыковое соединение, и ваш проект требует полного проникновения корня.
Поскольку никелевые сварочные стержни не обеспечивают глубокого провара, вы оставляете более широкий корневой зазор, чем аналогичные стальные соединения.
Если вы свариваете прямоугольное стыковое соединение с одной стороны и ваша заготовка имеет толщину до 1/8″ (3,2 мм), вы можете оставить корневой зазор вдвое меньше толщины отливки или даже немного шире.
Если вы можете сваривать с обеих сторон, вы можете увеличить ширину до 1/4″ (6,4 мм) и оставить корневой зазор в половину толщины отливки или чуть больше, при условии, что у вас есть стержень достаточного размера, чтобы заварить этот зазор.
Если отливка толще 1/8″, но не может сварить обе стороны, или ваш стержень недостаточно велик для сварки широкого зазора, сделайте скосы на каждой стороне и сформируйте одиночный V-образный паз.
Поскольку никелевый наплавленный металл вялый и плохо течет, вы создаете более широкие фаски, чем аналогичные стальные соединения, по крайней мере, 35 градусов с каждой стороны. Таким образом, вы улучшили контроль над лужами.
Кроме того, вы не оставите толстую притупленную поверхность , потому что никелевые стержни не могут проникнуть глубоко. Поэтому прикорневая грань должна быть не больше половины корневого зазора.
Если размер отливки составляет от 1/4″ до 1/2″ (1,27 см), вы всегда создаете одиночный V-образный паз. Корневой зазор для этого типа канавки составляет до 1/8 дюйма или немного больше, если у вас есть достаточно большой стержень для его сварки. Опять же, максимальная поверхность корня составляет половину корневого зазора.
Для толщины более 1/2″ рекомендуется использовать соединения, требующие меньшего количества сварочного металла и более равномерно распределяющие усадочное напряжение. Таким образом, вы экономите деньги, поскольку никелевые стержни очень дороги, и снижаете риск растрескивания.
Двойной V-образный паз отлично подходит, если вы можете сваривать обе стороны.
Однако, если вы свариваете с одной стороны, вам нужна канавка с одной буквой U.
Двойные U-образные канавки рекомендуются для чугуна толщиной более 3/4″ (19 мм).
U-образные канавки всегда больше подходят для чугуна, так как они требуют меньшего количества наплавленного металла, имеют меньше острых кромок, концентрирующих напряжение, и более симметричны, чем V-образные канавки. Но для их создания нужно медленных и дорогих метода обработки .
Для наиболее распространенных работ по сварке чугуна V-образные канавки достаточно хороши и просты в изготовлении.
5. Предварительный нагрев отливки во избежание перепадов температур
Предварительный нагрев предотвращает быстрое расширение отливки при сварке и быстрое охлаждение после сварки. Предварительный нагрев снижает риск растрескивания.
Рекомендуемая температура предварительного нагрева для средних отливок из серого чугуна составляет 500 °F (260 °C) с использованием никелевых стержней. Для небольших отливок можно использовать половину этого количества.
Если вы предварительно нагреваете горелкой, проведите ею по всей отливке и сосредоточьтесь на более толстых частях. Таким образом, вы прогреваете равномерно. Затем время от времени используйте температурную палочку (или цифровой термометр) на поверхности, чтобы проверить температуру. Если палочка равномерно расплавится по всей отливке, вы готовы к сварке.
При предварительном нагреве отливки ее необходимо сваривать в разумные сроки, чтобы она не остыла. Если вы используете температурную палочку, и она не плавится, повторно нагрейте отливку.
Во время сварки следует избегать холодных сквозняков. Если отливка большая, изолируйте ее с помощью сварочных одеял или аналогичного оборудования.
Если отливка треснула в какой-либо точке, скорее всего, вы не избежали перепада температур в металле при достаточном предварительном нагреве.
6. Приварите короткие валики, чтобы предотвратить неравномерность температуры
При сварке хрупкого металла вы привариваете очень короткие валики, чтобы избежать перегрева внутри них. Общее правило состоит в том, чтобы наваривать бусины диаметром 1 дюйм (2,5 см). Длина зависит от толщины отливки:
- Для отливки толщиной 1/4 дюйма можно приварить валик толщиной 1 дюйм.
- Для отливки диаметром от 1/4 до 1/2 дюйма приварите валик диаметром 2 дюйма.
- А для 1/2″ и толще приварите валик 3″ или немного длиннее.
Тепло, которое переходит в металл, зависит от того, как вы расположите бусины. Чтобы уменьшить риск растрескивания, вы не размещаете каждую бусину рядом друг с другом. Вместо этого вы распределяете их вдоль сустава, чтобы распределить тепло.
Ниже приведено изображение с примером того, как распределять бусины на стыке.
Симметричная сварка для чугунаДополнительные советы:
- Все чугунные стержни покрыты флюсом, чувствительным к влаге. Держите их сухими, чтобы избежать нестабильной дуги, залипания стержня, избытка водорода в металле и других дефектов.
- Скорость движения сильно влияет на тепловложение. Для этого следует путешествовать как можно быстрее, не создавая из этого никаких дефектов.
- Прямые бусины (или стрингеры) без плетения стержня больше подходят.
- Всегда следите за тем, чтобы длина дуги была короткой , не превышающей диаметр электрода.
- Каждый раз при сварке следует избегать попадания дуги на отливку, а в стык или на предыдущий валик.
- Всегда засыпать кратер . Если есть зазор, усадочные силы могут его расколоть.
- Если при сварке появляется трещина, остановитесь и просверлите отверстия на обоих концах, чтобы предотвратить ее расширение.
- Если отливка неравномерная, сначала сварите более толстые участки.
- Наденьте рабочий (или заземляющий) зажим на отливку для лучшего соединения.
Избегание нагрева области, которую вы свариваете, является надежным признаком того, что вы не перевариваете отливку.
7. Проковать каждый валик, чтобы предотвратить усадку.
Упрочнение – это постукивание по всему раскаленному валику небольшим закругленным молотком сразу после того, как вы его закончите. Начните с кратера и используйте быстрые удары, которые слегка вдавят металл сварного шва.
Проклевка растягивает металл сварного шва и противодействует силам усадки. Это предотвратит остаточное напряжение в борте и уменьшит риск растрескивания.
Слишком сильное или слишком долгое удары по валику затвердевают металл сварного шва и ухудшают ситуацию. Это называется трудоемкостью.
Вы также можете использовать закругленное долото или электрический игольчатый скалер с круглыми иглами.
Во время проклевки вы также удаляете шлаковое покрытие. Затем с помощью проволочной щетки удалите остатки шлака, прежде чем продолжить сварку.
8. Повторно нагрейте отливку, чтобы устранить разницу температур
После сварки необходимо убедиться, что отливка имеет по крайней мере одинаковую температуру предварительного нагрева и равномерно распределена. Вы проверяете температуру и при необходимости нагреваете отливку.
9. Защитите отливку, чтобы она могла медленно остывать.
Последний шаг имеет решающее значение для сохранения характеристик металла и предотвращения растрескивания. Чем медленнее вы охлаждаете отливку, тем лучше.
Вы должны изолировать всю отливку для равномерного охлаждения, пока она не достигнет комнатной температуры, и вы сможете прикоснуться к ней.
Если вы предварительно нагрели отливку в печи, используйте ее снова, чтобы охладить. В противном случае вы можете покрыть его сварочными покрывалами, аналогичным материалом из стекловолокна или сухим песком.
Во второй части статьи рассмотрим, как сварить чугун без предварительного подогрева.
Чугун для сварки электродом без предварительного нагрева
Есть много ситуаций, когда вы можете рассмотреть чугун для сварки электродом без предварительного нагрева:
- Иногда отливки слишком большие или сложны для правильного предварительного нагрева.
- Повреждение – короткие трещины или поверхностный износ.
- Возможно, у вас нет необходимого оборудования для предварительного нагрева.
- Деталь нельзя разобрать, и она треснет, если ее предварительно нагреть.
- Литье небольшое и простое, и вы хотите избежать проблем и затрат.
Можно сваривать чугун без предварительного подогрева никелевыми электродами (ENi99 и ENi55), короткими валиками и наклепом. Однако отсутствие предварительного нагрева всегда делает отливку более слабой рядом со сварным швом и более склонной к растрескиванию в будущем. Сварку без предварительного подогрева еще называют холодной сваркой.
Без предварительного нагрева вы также пропускаете этапы последующего нагрева и медленного охлаждения. Основная задача состоит в том, чтобы свести к минимуму тепловложение и ширину зоны термического влияния (ЗТВ) до абсолютного минимума. ЗТВ – это область рядом с бортом. Для этого:
- Используйте только никелевые стержни из чугуна, поскольку они не проникают глубоко и обладают высокой пластичностью.
- Используйте самую низкую силу тока, чтобы правильно расплавить стержень и добиться слабого плавления между металлом сварного шва и отливкой.
- Приварите короткие прямые валики размером от 1/2 дюйма (1,25 см) до 1 дюйма (2,5 см).
- Всегда прокалывайте буртик, когда он раскален докрасна.
- После каждой бусины останавливайтесь и дайте бусине остыть, пока вы не сможете удобно прикасаться к ней голыми руками. Это около 100 ° F (38 ° C). Этот шаг является наиболее важным при пропуске этапа предварительного нагрева.
- После этого приварите еще один короткий валик и повторяйте до тех пор, пока не закончите.
Однако пропуск этапа предварительного нагрева не означает, что вы можете сваривать холодный чугун. Сварка в холодной среде всегда будет давать плохие результаты. Чтобы предотвратить это, прогрейте отливку до комнатной температуры, 75 ° F (24 ° C), перед началом.
Имейте в виду, что отсутствие предварительного нагрева опасно, и вам следует подумать о предварительном нагреве при литье:
- Очень толстый.
- Требовательные условия эксплуатации.
- Поврежден в центре. Трещины или сломанные детали по краям легче сваривать с меньшим предварительным подогревом или без него.
Если ваш аппарат для ручной сварки имеет функции горячего пуска и форсирования дуги, лучше не использовать их, чтобы избежать дополнительного нагрева металла.
Другие статьи Weldpundit
- Сварка чугуна методом TIG: с предварительным подогревом и без него
- Что лучше паять или сваривать чугун? Какой из них лучше.
- Как сваривать чугун MIG: с предварительным подогревом и без него
- Можно ли сваривать чугун со сталью? И как это сделать.
- Как приклеить нержавеющую сталь к углеродистой стали: шаг за шагом.
- Сравнение процессов сварки электродом и порошковой проволокой-S.
- Можно ли сваривать намагниченный металл? И как его размагнитить.
- Легко или сложно научиться сварке электродом? И сколько времени это занимает.
- Можно ли сваривать дома? Основные соображения.