Как проводится сварка тонкого металла электродом
Для того чтобы варить тонкий металл стоит позаботиться об условиях, в которых проходит процесс. Без защитного газа заняться сваркой можно разве что в открытом космосе. В среде без кислорода металлы и сплавы не окисляются, что важно для образования прочного неразъёмного соединения.
Когда-нибудь технологии продвинуться настолько, что человек сможет воспользоваться преимуществами сварки в вакууме. Ну, а пока этот момент не наступил, давайте рассмотрим способ сварки тонкого металла методом MMA с использование покрытых электродов.
Как варить тонкий металл электродом
Лист для сварки относится к тонким, если толщина остаётся в пределах 0,8–1,5 мм. Ниже указанного предела соединение с использованием покрытого электрода выполнить нереально. Даже заготовки толщиной 0,8 мм относятся к компетенции опытных сварщиков. Приведём основные сложности, возникающие в процессе:- Прожоги: сварка тонкого металла в обычном темпе приводит к быстрому прогреву изделия, в результате появляются сквозные прожоги заготовок.


- Наплывы: Присадочного материала нужно брать в меру. При расплавлении избыточное количество будет перетекать на обратную сторону шва. С лицевой стороны стык будет выглядеть нормально, а с изнанки покроется наплывами. Если в таком режиме варить электродом тонкие трубки, можно существенно уменьшить пропускную способность контура. Для листов положение не настолько критично, но тоже создаёт ненужные проблемы и замедляет работу, поскольку неровности придётся аккуратно счищать болгаркой.
- Непровары: стремясь снизить риски прожогов, начинающие сварщики торопятся и слишком быстро ведут дугу или же выставляют пониженное значение сварочного тока. В таких условиях электрод не справляется с работой, «успевая» только наложить металл сверху, но не обеспечить необходимое сплавление. Внешне шов может выглядеть нормально, но нагрузка на излом приведёт к разрушению соединения.
 Внешне шов может выглядеть нормально, но нагрузка на излом приведёт к разрушению соединения.
Внешне шов может выглядеть нормально, но нагрузка на излом приведёт к разрушению соединения.- Деформации: в процессе сварки покрытыми электродами тонкий металл может коробиться в результате термического расширения. К ошибке приводит слишком медленное образование шва, просчёт с подбором силы тока, неравномерный провар протяжённых участков.
- Перерасход электрода: тонкостенные изделия варят на малых значениях тока. При недостатке опыта сложно удержать короткую дугу. Чуть большее расстояние от поверхности, и дуга гаснет, её приходится «ловить», постукивая расходником. Такие действия приводят к осыпанию обмазки, в результате концевая часть залипает. Для того чтобы возобновить нормальную работу, стержень дожигают на тренировочной заготовке, а это ведёт к перерасходу материала.
- Антизалипание (Antistick): экономит расходник. Если стержень залип, инвертор автоматически отключается, и сварщик может его аккуратно отсоединить, не нарушая обмазку.
 Если стержень залип, инвертор автоматически отключается, и сварщик может его аккуратно отсоединить, не нарушая обмазку.
Если стержень залип, инвертор автоматически отключается, и сварщик может его аккуратно отсоединить, не нарушая обмазку. - Горячий старт (Hot start): упрощает поджиг дуги за счёт подачи повышенного напряжения в начале процесса. Как только дуга зажжётся, значение опускается до нормального.
- Форсаж (Arc force): изменение силы тока происходит в автоматическом режиме с целью предупреждения затухания дуги. Выставив значение на 50 А, при увеличении воздушного зазора аппарат добавит показатель, а при снижении уменьшит. Как только положение электрода стабилизируется, значение выйдет на 50 А.
Особенности технологии
Сварка тонкого металла инвертором выполняется на постоянном токе в режиме обратной полярности, то есть массу соединяют с минусом, а кабель электродержателя с плюсом. Такое подключение позволяет сконцентрировать тепловую энергию на конце электрода, снижая влияние нагрева на тонкостенное изделие. Принцип сокращает вероятность прожогов и деформаций тонкостенных заготовок.
Подбор настроек инвертора:
|
Толщина изделий, мм |
Ø электрода, мм |
Сила тока, А |
|
0,8 |
1,6 |
10–20 |
|
1,0 |
2,0–2,5 |
25–35 |
|
1,2 |
2,5 |
40–50 |
|
1,5 |
2,5–3,0 |
50–60 |
В работе с тонким металлом важно сохранить геометрию листов, которые могут значительно деформироваться в результате нагрева. Для того чтобы выполнить максимально надёжное соединение, предварительно участки стыка зачищают от ржавчины и других загрязнителей, после чего обезжиривают. Желательно закрепить части вместе в рабочем положении без зазора. Продолжительные швы прихватывают в нескольких местах через равные расстояния.
Для того чтобы выполнить максимально надёжное соединение, предварительно участки стыка зачищают от ржавчины и других загрязнителей, после чего обезжиривают. Желательно закрепить части вместе в рабочем положении без зазора. Продолжительные швы прихватывают в нескольких местах через равные расстояния.
Для тонкостенных деталей разделка не выполняется. В случаях, если приём допускается конструктивно, используют неразъёмное соединение внахлёст. Вариант позволяет использовать большие значения по току, одновременно снижая деформирующее действие нагрева на соединяемые поверхности. Метод максимально защищает от прожога листов и препятствует перетеканию расплавленного металла наизнанку шва.
Порядок работы с тонким металлом:
-
Прежде чем начать варить электродом чистовую поверхность, необходимо поджечь дугу на черновой заготовке. Предосторожность избавит от необходимости постукивания по тонкостенной детали и не испортит участок вокруг шва.
-
Перемещая электрод, следует удерживать дугу у одной из сторон стыка, а не по центру соединения. Приём помогает снизить вероятность прожога самого слабого участка на начальном этапе работы.
-
Движение лучше потренировать на черновой поверхности. Дуга должна перемещаться с постоянной скоростью. Не слишком быстро, иначе возможны непровары, но и не медленно, чтобы не прожечь части и не создать наплывы. Движения в поперечном направлении нужно свести к минимуму.
-
Варить электродом необходимо на одном расстоянии как можно ближе к поверхности. В сложных пространственных положениях и для новичков очень пригодится функция антизалипания. В таком режиме дуга будет гореть максимально стабильно, перенося присадочный металл к зоне расплава. Плавная работа исключает наплывы, прожоги и непровары, однако, для того чтобы набить руку, понадобится время. Отработку навыков обращения с тонкостенными заготовками проводят на вспомогательных деталях с такими же параметрами (толщина и технические характеристики металла).
-
Для того чтобы избавиться от наплывов при сварке сталей и чёрного металла, можно использовать подложку из меди. Цветной металл отлично отводит тепло от соединяемых поверхностей, то есть снижает вероятность деформации вследствие температурного расширения. Железо и его сплавы не подойдут, поскольку заготовка просто прилипнет к поверхности.
-
Для изделий с минимальной толщиной прожоги могут возникнуть даже на малых токах, поэтому лучше использовать метод с прерывистой дугой. Для длинных швов через каждые 5 мм нужно поднимать электрод, оставляя сварочную ванну для охлаждения (достаточно секунды). Сразу после этого расходник возвращают в исходное положение, возбуждают дугу и проваривают очередные 5 мм. В таком режиме процесс замедляется, зато можно работать без прожогов.


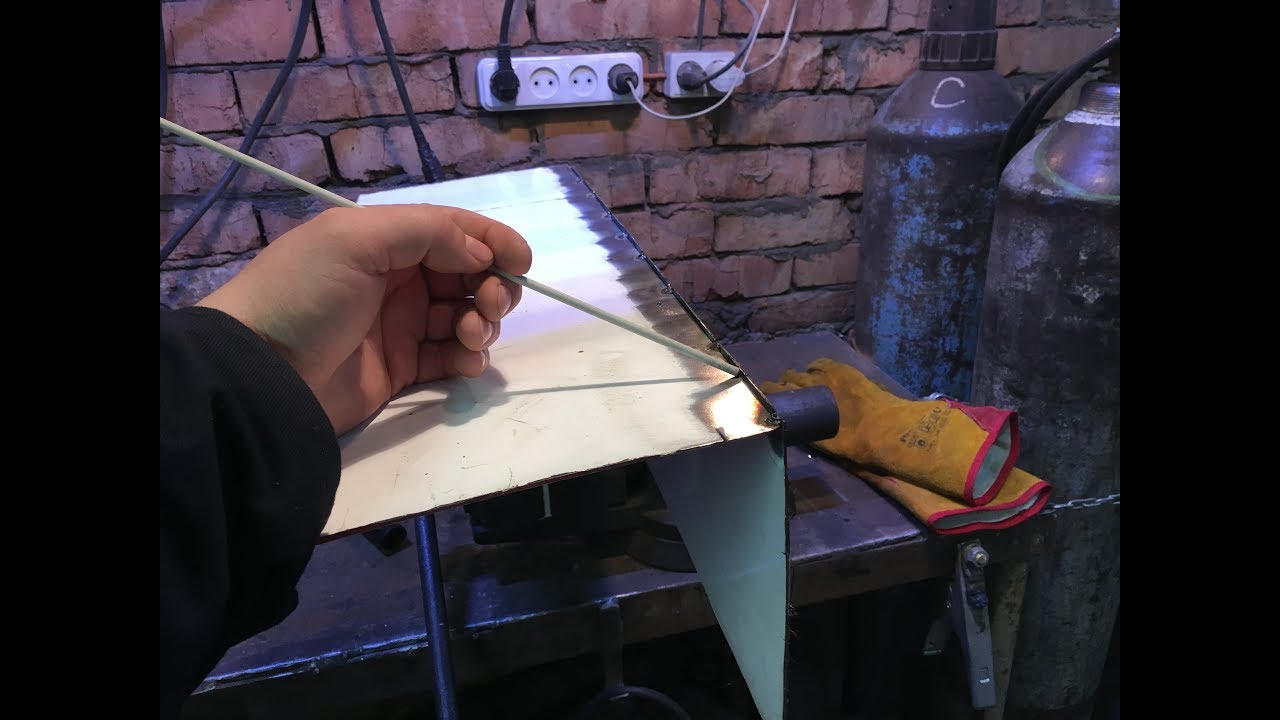
Для соединения тонколистовых заготовок необходимо варить электродом под углом от 30 до 45 градусов. Выбор наклона зависит от пространственного положения соединяемых частей, наиболее оптимальное положение — 45 градусов. Чем ближе угол к перпендикуляру, тем выше нагрев поверхности, следовательно, больше риск прожога. По возможности сварку тонкого металла лучше вести углом вперёд, наклоняя электрод к себе.
Выбор наклона зависит от пространственного положения соединяемых частей, наиболее оптимальное положение — 45 градусов. Чем ближе угол к перпендикуляру, тем выше нагрев поверхности, следовательно, больше риск прожога. По возможности сварку тонкого металла лучше вести углом вперёд, наклоняя электрод к себе.
Выбор расходников
Рекомендованные диаметры приведены в таблице выше. Стержни с большим сечением (4,0–5,0 мм) брать не нужно, поскольку материал создаёт слишком высокое сопротивление, поэтому не сможет дать нормальную дугу на малых значениях тока.
Электроды с рутиловым покрытием создают оптимальные условия для соединения тонкого металла.-
Сварщику легко выполнить как первичный, так и вторичный поджиг.
-
Шов получается тонким и красивым.
-
Возможно сваривание грунтованного металла и изделий со следами ржавчины.
-
Покрытие способствует стабильному горению дуги.
-
Материал практически не даёт разбрызгивания.
-
После окончания сварочного процесса неиспользованный расходник можно хранить некоторое время (концевая часть сохраняет рабочие свойства).

Перед использованием обратите внимание на дату производства. Если с момента выпуска прошло более 4–х месяцев, электроды необходимо прокалить. В бытовых условиях для этой цели можно использовать духовой шкаф или строительный фен. Нагрев до температуры 170–200
Соединение заготовок с зазором
Сварка тонкого металла на расстоянии ощутимо сложнее выполнения соединения внахлёст. Для того чтобы создать перемычку между двумя частями, удалёнными на 1–3 мм друг от друга, следует снизить силу тока примерно на 20% в сравнении с параметром для точно таких же деталей, расположенных вплотную.
Мостики выстраивают из присадочного материала. Работу ведут методом прерывистой дуги. Сначала её зажигают на одной из сторон, постепенно наращивая мостик и проводя расплавленный металл к другой заготовке. Технология требует времени, терпения и сосредоточенности. Когда подготовительная работа завершена, силу тока возвращают к нормальному значению и завершают шов, проваривая стык по всей длине.
Существенно проще выполнить задачу, если уложить в щель вспомогательный металл. Для этой цели удобно использовать электрод, предварительно удалив со стержня обмазку. Для того чтобы вкладыш держался в нужном пространственном положении, его прихватывают в нескольких местах, после чего проваривают участок. Для больших зазоров это оптимальный вариант, который не даёт присадочному металлу вытечь на обратную сторону шва.
Метод MMA позволяет качественно выполнить сложную работу, и при этом практически не имеет ограничений. Единственный лимит — инвертор используют при плюсовых температурах, поскольку на холоде он может сбоить. В остальном — никаких препятствий, новичкам нужно просто наработать опыт.
В остальном — никаких препятствий, новичкам нужно просто наработать опыт.Секрет сварки тонкого металла | ММА сварка для начинающих
- Как варить тонкий металл инвертором и электродом
Сварка тонкого металла инвертором и электродом
Варить тонкий металл электродом не так уж и просто, даже для опытных сварщиков знающих свое дело. Что уж тут говорить о новичках, которые только недавно купили инвертор и осваивают ручную дуговую сварку самостоятельно.
Особенно сложно при сварке тонких металлов подобрать нужный режим и скорость сварки, чтобы не прожечь свариваемое изделие и не испортить его тем самым. Перегревать тонкий металл нельзя, в противном случае образуются дыра, заварить которую будет проблематично.
Отсюда вытекает вторая проблема, которая связана со сваркой на малых токах. Чтобы варить тонкий металл электродом приходится выставлять минимальный ток на инверторе, однако здесь и начинают возникать определенные проблемы. Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Во-первых, на малом токе нужно выдерживать минимально короткую дугу, которая при любых отклонениях начинает гаснуть.
Как варить тонкий металл
Во-вторых, из-за малого тока, электрод все время норовит прилипнуть к металлу, и что-то сделать здесь для новичка очень сложно. Третья особенность сварки тонких металлов связана с их сильной деформацией при нагреве.
Сварка тонкого металла инверторомСварка тонкого металла инвертором
Поэтому здесь приходится варить прихватками, не слишком долго и постоянно дожидаться пока остынет заготовка.
Как варить тонкий металл инвертором и электродом
Рассмотрим в этой статье сайта mmasvarka.ru нюансы сварки тонких металлов инвертором и штучным электродом с покрытием:
- Первое что нужно сделать, так это переключить инвертор для сварки на обратную последовательность. В таком случае тонкий металл будет намного меньше нагреваться, а основная температура придется на электрод. Чтобы переключить сварочный инвертор на обратную последовательность, нужно держатель электрода подсоединить к плюсовой клемме инвертора, а массу к минусовой. О том, как выбрать сварочный инвертор для дома читайте здесь.
- Выбрать для сварки самые тонкие электроды, диаметром до 2 мм.
- Выставить на сварочном инверторе ток не более 60 Ампер или меньше, если металл начнёт прожигать.
- Варить тонкий металл лучше всего в вертикальном или наклоном положении, ведя электродом сверху вниз. В таком положении металл будет меньше всего нагреваться.
- Выдерживать угол наклона электродом в пределах 40°, и при этом варить вперёд.
Кроме того, если есть такая возможность, то при сварке тонкого металла электродом нужно все время охлаждать заготовку.
Как правильно варить тонкий металл электродом?Как правильно варить тонкий металл электродом?
Для этих целей можно использовать медные пластины, но ни в коем случае не воду. Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Быстрое охлаждение металла к хорошему не приведёт, и можно потерять не только в прочности сварного соединения, но и испортить свою работу.
Качественная сварка тонкого металла инвертором
В настоящее время инверторные сварочные аппараты являются одними из самых доступных. Именно их чаще всего используют в домашних целях для выполнения небольшого объема работ. Но нередко при недостаточном опыте мастера сталкиваются со множественными проблемами – начиная от прожига заготовки и заканчивая недостаточно прочным швом.
Наиболее трудоемкой является сварка тонкого металла — наши советы для начинающих помогут избежать самых распространенных ошибок.
Основные правила
Прежде всего необходимо внимательно изучить возможности конкретной модели инвертора. К ним относятся максимальный (минимальный) диаметр электрода, сила тока (для домашнего использования достаточно 160 А) и значение напряжения холостого хода (до 80 В). Исходя из этого можно определить режим работы аппарата для сварки металла конкретной толщины.
Общая схема формирования шва
Кроме вышеописанных параметров, нужно учитывать такие факторы:
- Технические характеристики свариваемого металла. От этого будет зависеть выбор марки электродов.
- Выбор режима работы в зависимости от силы тока и направления сварки. Для каждой марки электрода эти параметры индивидуальны. Чаще всего они указываются на упаковке.
- Подготовить место для проведения работ. Лучше всего выполнять их вне помещения, так как в процессе сварки будет выделяться газ.
Особое внимание нужно уделить марке электродов. Если необходимо варить низкоуглеродистые стали или металлы со средним содержанием этого компонента – выбираются углеродистые электроды. По такому же принципу подбираются расходные материалы для создания сварных соединений легированных и высоколегированных сортов стали.
Для сварки тонкого металла рекомендуется использовать марки электродов МР3 и АНО.
Советы
После подготовки рабочего места и металла можно начитать процесс сварки. Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
Для создания комфортных условий рекомендуется использовать специальную маску сварщика «Хамелеон». С ее помощью можно контролировать качество шва без остановки процесса.
Качественное торцевое соединение
Металл должен располагаться на удобном от работника расстоянии. При надобности листы (деталь) фиксируются с помощью струбцин. Для лучшего качества сварного соединения рекомендуется выполнять рекомендации от профессионалов.
Полярность
Электроды следует подключить к положительной клемме. Таким образом на поверхность металла не будет оказываться избыточная термическая нагрузка. Используя такое подключение, можно получить качественный широкий шов с неглубокой проплавкой.
Положение
Сварка внахлест
Во время выполнения работ место сварки должно быть в зоне видимости. Независимо от направления, угол наклона электрода составляет 30-35° относительно шва. Так можно контролировать состояние металла и газовой ванны. Следует опасаться вытекания расплавленной массы из области сварки.
Сначала электрод подносится к материалу, но не касается его. По мере образования расплавленной капли можно начинать движение фиксирующей рукоятью вдоль шва. Рекомендуется сначала «набить руку» на ненужных кусках металла аналогичной толщины, а затем приступать непосредственно к основной работе. При сварке листов толщиной менее 1 мм соединение делается внахлест.
Теплоотвод
Одной из самых распространенных ошибок неопытного сварщика является перегрев стали. В особенности это актуально для тонкостенных деталей и листов. Поэтому нужно организовать максимальный отвод тепла из зоны сварки. Для этого можно использовать тонкие листы меди. Важно, чтобы они плотно прилегали к обратной стороне свариваемого металла, не образуя зазоры.
Это лишь небольшая часть профессиональных «хитростей». Для создания по-настоящему надежного и качественного шва в тонкостенном металле необходимы две составляющие – хороший инвертор и опыт. Последний приходит со временем, и чем больший объем работ выполняется – тем быстрее можно научиться делать хороший сварной шов.
Сварка тонкого металла инвертором в домашних условиях
Сварка тонкого металла инвертором
Содержание статьи:
Сварка тонкого металла, порой задача не из легких, даже для опытных электросварщиков. Что уж тут говорить о тех, кто только недавно взял в руки держак и научился подбирать силу тока на инверторе.Здесь, те правила, которыми привыкли пользоваться при сварке толстого металла, абсолютно не действуют. Нужно знать некоторые особенности, чтобы не пропалить металл, и в тоже время получить прочный и надежный сварочный шов.
В данной статье строительного журнала samastroyka.ru будет рассказано об особенностях сварки тонкого металла, инвертором. Статья будет полезной начинающим сварщикам, которые только начали познавать увлекательный и затягивающий мир сварки.
Особенности сварки тонкого металла
Первая проблема, с которой придется столкнуться при сварке тонкого металла, это прожжённые дыры и оплавленные кромки заготовки. Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Вроде бы и сварочный ток выставлен минимальный, а все равно, при отводе электрода образуется длинная дуга, которая прожигает тонкий металл.
Поэтому первое правило заключается в том, чтобы стараться держать дугу, как можно короче, и сразу же быстро отводить электрод в сторону для её разрыва. В свою очередь это требует определенного навыка и сноровки от электросварщика, и то, и другое, конечно же, приходят с опытом.
Вторая особенность заключается в том, что при сварке тонкого металла заготовку очень сильно ведёт и коробит. Даже ровный стальной лист может стать «волнообразным», вследствие воздействия на него высоких температур при сварке. Поэтому второе правило, заключается в следующем: нужно стараться не слишком сильно нагревать заготовку, и если есть такая возможность, то использовать специальные теплоотводящие пластины из меди для её охлаждения.
Многие опытные сварщики сначала прихватывают тонкий металл «пунктиром» или варят его внахлёст, с небольшой отбортовкой и т. д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
д. Также многие практикуют сварку тонкого металла двумя электродами, когда один используется в качестве сварочной проволоки. Разогревая стык и электрод дугой, одновременно, раскалённый металл начинает затекать, как олово с паяльника, образуя при этом ровный и красивый сварочный шов.
Не менее важным правилом при сварке тонкого металла, является определение нужной силы тока и полярности на инверторе.
Как варить тонкий металл инвертором
Что касается полярности, то при сварке тонкого металла инвертором, держак с электродом следует подключать к плюсовой клемме, а минус подсоединять к свариваемой заготовке. Почему это так важно? Всё просто, и при воздействии силы тока, в данном случае, электрод будет нагреваться намного больше, чем заготовка. Это позволит избежать сильного провара металла, и меньше всего поведёт его от воздействия высоких температур.
Перед тем, как варить тонкий металл, на инверторе следует выставить нужную силу тока. Благо современные сварочные инверторы позволяют это сделать плавно, и прямо в процессе сварочных работ. Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Достаточно лишь повернуть ручку регулировки силы тока, и выставить его нужное значение. С учетом того, что тонкий металл варят минимальными по диаметру электродами, 1,5 или 2 мм, сила тока понадобится в районе 30-50 А.
Начинать учиться варить тонкий металл лучше всего с нижнего положения. После небольших тренировок, можно переворачивать заготовку и варить её под небольшим уклоном или в вертикальном положении. И всегда нужно помнить о том, что электроды должны быть высокого качества и абсолютно сухими. Если электроды залипают в процессе сварки инвертором, то обязательно прокалите их в обычной электрической духовке.
Оценить статью и поделиться ссылкой:Сварка тонкого металла электродом — Все о сварке
Как у профессионалов, так и у новичков часто возникает вопрос, как правильно осуществляется сварка тонкого металла электродом. Вся проблема в том, что сварка жести вызывает некоторые трудности, связанные с ее толщиной (0,1-0,3 мм), из-за которой может возникать деформация в процессе работы. Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Рассмотрим основные требования правила работы и технологию сварки на листовой стали и выбор самых тонких электродов для работы.
Содержание статьи
- Особенности сварки тонкого металла электродом
- Требования и технология сварки жести
- Основные способы соединения тонколистового металла
- Особенности работы с оцинкованной сталью
Особенности сварки тонкого металла электродом
Сварка жести с помощью проводника процесс хоть и востребованный, но достаточно сложный и требует особого подхода. Все дело в том, что одно неловкое движение проводником и металл можно испортить, то есть насквозь прожечь, так как он толщиной меньше 0,4 миллиметра. В то же время, недостаточно плотное прилегание электрода может привести к некачественному соединению свариваемого материала.
Сварка тонкого металла электродом ведется на низком токе, поэтому необходимо четко придерживаться расстояния между изделием и проводником, чтобы не утратить дугу. Одним словом, нужно долго учиться и тренироваться, как варить тонкий металл, чтобы полноценно прочувствовать весь процесс и научиться удерживать дугу.
Одной из особенностей является специальная подготовка для тонкого металла, для лучшего сцепления. То есть, детали необходимо максимально качественно очистить от масла, краски, грязи и пыли для лучшего скрепления. Следует учитывать, что не все виды швов и не каждая технология подойдет для сварки стальных листов.
Требования и технология сварки жести
Сварка тонколистового металла имеет ряд требований, которые рекомендуется выполнять для получения качественного результата:
- электроды для сварки тонкого металла следует подбирать в соответствии с толщиной рабочего изделия. При толщине детали, не более 3 мм и проводник нужно применять диаметром 3-4 миллиметра. Для этого нужен самый тонкий электрод для сварки;
- во избежание деформации деталей, необходимо выбирать соответствующую силу тока, для сварки стальных листов небольшого диаметра;
- сварка тонколистовой стали должна производиться электродами с особым покрытием, которые будут медленно плавиться, позволят легко возбудить и удержать дугу, без разбрызгивания капель металла.

Особое внимание необходимо уделить выбору электрода. Для сварки жести нужно выбрать специальные проводники, которые обеспечивают медленное плавление и позволяют лучше удержать дугу. Использовать для работы можно как переменный, так и постоянный ток. Электроды для сварки инвертором тонкого металла лучше всего выбирать универсальные. Специалисты рекомендуют отдать предпочтение «троечке».
Касаемо технологии работы, то сваривать тонкие изделия лучше внахлест, так меньше вероятности прожечь металл.
Если необходимо произвести сварку листового металла встык, тогда его перед обработкой надо зафиксировать таким образом, чтобы они не двигались во время работы. При нагревании и остывании, металл имеет свойство расширяться и сужаться. В связи с этим могут возникнуть трудности, особенно у сварщика-новичка.
Основные способы соединения тонколистового металла
Сварка жести может осуществляться как ручной дуговой сваркой, так и полуавтоматом. Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Эти обе методики широко применяются для соединения мелких деталей, толщина металла которых не более 3 миллиметров.
Специалисты рекомендуют совершать сварку тонкого металла полуавтоматом, так как оборудование лучше справляется с этой задачей при работе на маленьком токе. Таким образом, можно избежать деформации изделия.
Сварка стальных листов может осуществляться несколькими способами:
- прерывистый метод или точечный, при котором можно варить тонкий металл инвертором без риска. На изделии просто ставятся точки и таким образом скрепляются две части. Этот метод требует некоторых навыков, так как мастер должен очень быстро перемещать проводник, пока металл не успел остыть.
- непрерывная сварка жести на протяжении всего шва. Сварочный аппарат для такого способа лучше выставлять на маленький ток, не более 60А. Кроме этого, нужно выбрать определенную скорость ведения электрода, так как при быстром перемещении изделие не успеет сплавиться, а при медленном, в нем могут образоваться дыры.

Существует два основных способа для сварки жести:
- Работа плавящимися электродами. Для этого лучше использовать проводники, диаметром не более 2 миллиметров. Оптимальным размером считается 1,6 мм. Основной задачей мастера при этом является контроль недопущения перевара, чтобы не прожечь деталь. Проводник нужно вести с умеренной скоростью, чтобы и сплав получился качественным, и при этом в металле не образовалась дырка. В момент сцепления материалов необходимо обеспечить полный провар кромок стали, но не прожечь его. Здесь сварка тонколистовой стали заключается в мгновенном расплавлении кромок и невозможности вести полноценный контроль над созданием сварочной ванны. То есть, при таком способе важно внимательно вести электрод, чтобы не прожечь материал. Для этого необходимо долго тренироваться.
- Сварка инвертором тонкого металла с применением нерасплавляющегося электрода. Такой метод, в свою очередь, тоже делится на два типа:
- метод оплавления и соединения кромок деталей;
- метод с использованием присадочной проволоки.

Этот способ подразумевает соединение деталей без примеси дополнительного материала. То есть, электрод не плавиться, а только расплавляет края деталей и соединяет их между собой. Такая методика дает возможность работать с самыми тонкими стальными листами.
Особенности работы с оцинкованной сталью
Оцинкованная сталь – это тонкий металл, который покрыт цинковым напылением. При работе с ним необходимо учесть несколько особенностей. Во-первых, детали нужно тщательно подготовить, расчищая напыление до чистой стали. Если этого не сделать, тогда соединение не получится. Так как цинк имеет совершенно другую температуру плавления, в сравнении со сталью.
Оцинкованный слой можно снять металлической щеткой или наждачной бумагой. Некоторые для этого используют абразивный круг. Все работы с цинком запрещено производить в закрытом помещении, так как его испарение очень вредно для организма.
Когда материал полноценно очищен до чистой стали, можно начинать процесс соединения деталей. При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
При работе с оцинкованными трубами для получения качественного и надежного шва нужны будут два прохода разными электродами. Первый шов варят электродами с рутиловым покрытием, например, МР-3, АНО-4, ОЗС-4. При этом движения нужно совершать плавные и небольшие. Верхний шов — облицовочный стоит делать шире. Его ширина приблизительно равна трем диаметрам проводника. Тут важно не спешить и хорошо проваривать. Для этого используют электроды с основным покрытием (например,УОНИ-13/55, УОНИ-13/45, ДСК-50).
В завершение стоит отметить, что сварка жести – дело тонкое и кропотливое, требующее от сварщика определенных навыков в работе. Может осуществляться сварка тонкого металла полуавтоматом и вручную. Первым способом немного легче, потому что сварка тонким электродом вручную требует выполнения ряда условий, чтобы шов получился прочным и качественным.
Немаловажным моментом является тип спаивания. Сварка листового металла встык может быть реализована только в случае, если сварщик настоящий профессионал и правильно рассчитает силу тока, чтобы правильно соединить делали. В ином случае необходимо выбирать пайку внахлест. При этом уменьшается риск сквозного проплавления изделий. При инверторной методике важно правильно выставить силу тока. Тогда получится ровный и правильный шов.
3 способа сварки тонкого металла без прожога своими руками
Начинающему сварщику варить тонкий листовой металл или тонкостенные трубы обычным сварочным инвертором не так просто. Электрод прожигает изделие, в результате чего вместо прочного соединения с аккуратным швом получается печальная картина. На самом деле можно научиться укладывать практически заводской шов даже на тонкостенный металл, но для этого требуется правильно вести электрод. Рассмотрим 3 метода его ведения, которые оптимально подходят для сварки тонкой листовой стали, труб и т.д.
1. Сварка с возвратом
Этот способ ведения кончика электрода подразумевает наложение шва с возвратом. Для этого всю протяженность свариваемого шва нужно мысленно разделить метками с шагом в 5 мм. Кончик электрода разжигается вначале, и быстро продвигается вперед, затем возвращается и задерживается. Как только в этом месте образовалось достаточно наплавленного металла, нужно быстро продвинуться вперед, и вернуться уже до следующей метки.
Для этого всю протяженность свариваемого шва нужно мысленно разделить метками с шагом в 5 мм. Кончик электрода разжигается вначале, и быстро продвигается вперед, затем возвращается и задерживается. Как только в этом месте образовалось достаточно наплавленного металла, нужно быстро продвинуться вперед, и вернуться уже до следующей метки.
Таким образом, электрод долго не задерживается на одном месте. За счет сдвига вперед дается время, чтобы расплавленный металл успевал застывать. Этим способом получается накладывать толстый качественный шов, надежно скрепляющий заготовки.
2. Сварка по прямой
Это самый быстрый и простой способ сварки. Необходимо разжечь электрод, и провести его по стыку деталей. При этом кончик должен отставать от держателя. Если шов нужен широкий, то можно слегка вести электрод по волнообразной траектории, сдвигая его влево и вправо.
Чтобы так варить, требуется обязательно отрегулировать ток на сварке под текущую толщину стали, и естественно использовать электрод рекомендованного сечения. Соблюдая все условия, и подобрав оптимальную скорость продвижения, вы никогда не прожжете металл.
Соблюдая все условия, и подобрав оптимальную скорость продвижения, вы никогда не прожжете металл.
3. Сварка с отрывом электрода
Этот способ очень похож на предыдущий. Электрод ведется аналогично, но спустя 0,5-1 см шва отрывается на мгновение. Затем он возвращается к месту разрыва, и сварка продолжается. Эта пауза позволяет предотвратить критический перегрев металла, при котором он прогорит насквозь.
Сварка этим способом, пожалуй, будет самой простой для начинающего.
Только важно не делать слишком большие паузы, так как если шов застынет, то электрод не будет развиваться при следующем касании так просто.
Смотрите видео
Как сварить тонкий металл. Электроды для сварки тонкого металла инвертором
Сегодня настало время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека. Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Все современные машины, бытовая техника и многое другое изготавливаются с применением тонкого металла. Причем не последнее место в этом вопросе занимает экономия. Использовать толстый металл просто не рентабельно.
Следовательно, для того чтобы сваривать тонкий металл, нужны специалисты и мастера. Варить тонкий металл очень непросто, это весьма сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как результат, испорченную деталь.
Тонкий металл можно сваривать самыми разными способами:
- ручная электродуговая;
- непрерывистая;
- прерывистая;
- полуавтоматическая;
- газовая.
Сварка тонкого металла: каковы сложности работы
Главной проблемой работы с особо тонким металлом является тончайшая грань, связанная с прожогом металла, с возникновением прилипания электрода.
Иногда он не прилипает, но появляется другой дефект, так называемый непровар.
Когда регулировка сварочного тока выполнена неверно, например, завышено его значение или электрод задерживается в одном месте, металл прожигается насквозь.
При низком значении тока образуется непровар, сваривания деталей не происходит, они отваливаются, может иметь место прилипание.
Если величина тока недостаточна, увеличение расстояния между свариваемыми деталями и электродом ведет к обрыву дуги.
Вернуться к оглавлению
Режимы сварки и электроды
Чтобы варить тонкий металл, нужны электроды небольшого диаметра. Обычно он не превышает 4 мм. При этом значение тока должно находиться в пределах 140-180 ампер. Данные размеры применяются при , толщина которого 3 мм. Чтобы варить металл намного тоньше, применяют электроды в диапазоне 0,5-2,5 мм. Величина тока находится в пределах 10-90 ампер.
Чтобы проводить сварочные операции, при подаче малого тока требуется использовать электроды, имеющие специальное покрытие. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды расплавляются очень медленно, они получают жидкотекучий металл, из-за которого шов получает красивый вид.
Всем вышеописанным требованиям полностью соответствует «ОМА-2». В его состав входит:
- титановый концентрат;
- ферромарганцевая руда;
- мука;
- специальные добавки.
Все эти вещества обеспечивают стабильность горения дуги. Это просто необходимо, когда варится тонкий материал.
Тип электрода «ОМА-2» считается лучшим для работы с тонким материалом. Он может создать устойчивую дугу, используемую при сваривании деталей из углеродистой стали.
Вернуться к оглавлению
Технологический процесс
Варить тонкий металл обыкновенной ручной электродуговой сваркой достаточно сложно. Чтобы исключить беспрерывные прожоги на всей длине свариваемых торцов пользуются определенной технологией:
- подбираются электроды маленького диаметра;
- устанавливается самый маленький сварочный ток;
- чтобы сварочная дуга имела устойчивое горение, применяют токи высокой частотности. С этой целью подключается осциллятор.

Заранее подбирается соединение, при котором полностью исключаются прожоги.
При толщине металлического листа тоньше 2 мм наилучшим будет электрод, диаметр которого не превышает 1,6 мм. Он обязательно должен иметь соответствующее покрытие. Значение сварочного тока регулируют так, чтобы его хватило для плавки электрода. Обычно оно колеблется в диапазоне 50-70 ампер. Применяя осциллятор, получают нормальное горение дуги. Прибор помогает быстро получить дугу, он исключает возникновение прожигов.
Вернуться к оглавлению
Инвертор и работа с тонким металлом
После появления сварочных инверторов сварочная операция стала доступна практически любому человеку. Ранее пользовались аппаратами, которыми было очень сложно работать, они имели большой вес и сложную настройку. Сварка инвертором очень проста, она не вызывает никаких сложностей и доступна новичку. Необходимо просто знать несколько основных правил.
Когда выполняется сварка инвертором, происходит поиск баланса, при котором не должен возникать прожиг и не должно иметь место прилипание электрода. Иными словами, эффективность сварки напрямую зависит от:
Иными словами, эффективность сварки напрямую зависит от:
- зазора между поверхностью металла и электродом;
- силы тока;
- скорости передвижения электрода;
- плавности хода.
Все эти факторы являются самыми сложными для тех, кто впервые начал заниматься сварочным делом. В этом случае очень важно иметь хороший глазомер, специфические навыки. Чем больше варишь, тем лучше получается. Только навыки, полученные в процессе работы, помогут достигнуть успеха и получить хороший результат.
Малоопытному сварщику сложно быстро установить нужную силу тока на инверторе, чтобы исключить прожиг металла и получить надежное соединение.
Варить инвертором тонкий металл — далеко не простое дело. Это сложно даже опытному мастеру. Поэтому в большинстве случаев применяется аргонно-дуговая . Она позволяет свести к минимуму появление прожига, шов получается гладким и имеет красивый внешний вид.
Однако не всегда импульсная сварка возможна, приходится варить инвертором. Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Чтобы получить хороший результат, можно воспользоваться рекомендациями опытных сварщиков.
Тонколистовым считается металл, толщина которого составляет в пределах 3-5 мм. Такой материал сегодня используется достаточно часто и поэтому для специалистов, вопрос выполнения сварочных работ остаётся как нельзя более актуальным. Но в то же время есть и определённые сложности, которые имеют место при выполнении подобных операций.
Основная проблема –это высокая вероятность того, что при неосторожном движении сварка тонкого металла электродомзакончится прожогом металла с образованием на детали сквозного отверстия. В то же время при противоположном подходе к выполнению подобных работ проблемой может стать некачественный сварной шов – «непровар».
Ещё одной технологической проблемой сварки тонких листов металла становится использование в ходе работ исключительно малых токов. При этом даже в случае незначительного увеличения расстояния от электрода до поверхности детали произойдёт обрыв дуги. Именно поэтому из всего вышесказанного можно сделать вывод о том, что сварка тонколистовых деталей требует достаточно большого практического опыта и знания тонкостей процесса.
Именно поэтому из всего вышесказанного можно сделать вывод о том, что сварка тонколистовых деталей требует достаточно большого практического опыта и знания тонкостей процесса.
Сварка тонколистового металла: основные требования
При выполнении сварки тонкого металла электродомважно правильно выбрать его толщину в зависимости от толщины металлической детали, которая будет подвержена обработке. Как правило, принимаются равные размеры (для листа толщиной 3 мм берётся электрод 3-4 мм).
Существует строгая зависимость между величиной задействованного тока и толщиной металла. Деталь с толщиной 3 мм требует использования 140-180 А сварного тока при электроде диаметром 3-4 мм. Если же берётся более тонкий электрод, необходимо снизить величину тока до 10-90 А.
Сварка тонких листов металлатребует использования электродов, которые имеют покрытие, обеспечивающее стабильное устойчивое горение и лёгкое возбуждение электрической дуги. Также важно, чтобы электрод плавился достаточно медленно для того, чтобы в результате давать необходимый для сварки жидкотекучий металл
.
Виды тонколистовой сварки
Дуговая сварка
В ходе технологического процесса для соединения отдельных металлических деталей используется электрическая дуга. Этот вид сварки в свою очередь принято делить на плазменную, электроннолучевую, электрошлаковую и термитную.
Вне зависимости от используемого при сварке метода суть процесса заключается в том, что под действием высокой температуры образуется жидкий металл, который оплавляет кромки элементов конструкции, заполняя собой расстояние между ними. В результате образуется сварной шов.
В ходе этого процесса активно используется воздействие на металл давления. Сварка по этой технологии может быть выполнена с использованием стыкового или точечного метода. Зажимаются обе заготовки при помощи электродов, которые под действием высокой температуры расплавляются, соединяя под давлением детали.
Ультразвуковая сварка
Сварка тонколистового металлапроисходит путём размещения изделия между специальной опорой и рабочим наконечником сварочной установки. На детали оказывается вертикальное сжимающее усилие и колебания ультразвуковых волн, в результате чего возникают силы трения, за счёт которых и создаётся сварное соединение.
Сварка инвертором (полуавтоматом) тонкого металла
Одним из эффективных инструментов для сварки тонколистового металла тал сварочный полуавтомат. Он обеспечивает высококачественное соединение подобных материалов, так как способен отлично работать на малых токах. При этом должны учитываться качество свариваемого металла, марка электродов, стабильность рабочих характеристик самого аппарата на малых токах.
Лазерная сварка
Операция выполняется при помощи светового луча, который получен от газового или твердотельного излучателя. Потребности в использовании вакуума в данном случае нет, сварка выполняется в воздухе (при этом расстояние от детали до излучателя может быть значительным).
Способы выполнения сварки тонких листов металла
Шов выполняется непрерывно. Ключевыми факторами, которые влияют на успешность выполнения операции, являются правильно выбранный ток (порядка 40-60 А) и скорость ведения электрода вдоль линии соединения.
Ключевыми факторами, которые влияют на успешность выполнения операции, являются правильно выбранный ток (порядка 40-60 А) и скорость ведения электрода вдоль линии соединения.
Прерывистая сваркатонколистового металла (сварка точками). Этот способ наиболее популярен у сварщиков при работе с изделиями из подобного материала. Каждая операция представляет собой короткое точечное касание электрода к металлу (как вариант возможно проведение коротких линий вдоль будущего шва). В данном случае стоит учитывать, что значение сварного тока будет несколько выше в сравнении с непрерывной сваркой.
Стоит заметить, что именно этот способ выполнения сварочного соединения металла малой толщины считается самым экономичным: при этом обеспечивается высококачественный шов и минимум деформации металла.
Сварка даже с помощью инверторного аппарата тонкого металла зачастую становится причиной возникновения определенных сложностей даже у опытных сварщиков. Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Дело в том, что здесь придется руководствоваться совершенно иными правилами, нежели при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что чересчур сильно разогревать тонкий металл категорически запрещается, так как он будет прогорать, а в его структуре станут появляться дыры. В связи с этим, электродом при сварке довольно тонких листов металла ведут как можно быстрее, не отклоняя его в сторону.
Другой сложностью, связанной со сваркой относительно тонкого металла, является необходимость использовать малых токов, соответственно, сваривать придется на короткой дуге. Если произойдет даже незначительный отрыв, дуга погаснет. В некоторых случаях возникают трудности даже с розжигом, поэтому нужно будет пользоваться устройствами с хорошими показателями вольт-амперных свойств, аппарат также должен позволять плавно осуществлять регулировку тока, особенно .
Полуавтоматический инверторный аппарат позволяет получить наиболее качественное соединение, которое будет довольно прочным и долговечным. Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Если у человека нет достаточного опыта в плане использования полуавтоматической сварки, то ему лучше всего набраться некоторого опыта в области сваривания толстых элементов, только после этого переходить на соединение тонкого металла. Дело в том, что чем тоньше будет сталь, тем сложнее будет получить надежный шов.
Главной положительной характеристикой полуавтоматического сварочного оборудования является их способность идеально работать на небольших токах и при незначительном напряжении.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют обязательно позаботиться о собственной безопасности. При сварке металлов необходимо использовать специальную защитную маску, которая будет защищать глаза от повреждения слишком ярким излучением.
Толщина электродов для аргоновой сварки должна быть не слишком большой – максимальный их диаметр будет составлять порядка 2,5 мм. Инвертор позволяет очень быстро отрегулировать силу тока. Это делается при помощи одной рукоятки, причем ток будет находиться в диапазоне от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Чем тоньше берется электрод и чем тоньше свариваемые заготовки, тем меньшая сила тока будет оптимальной.
Технология проведения работ
Чтобы хорошенько разобраться, как варить тонкий металл инвертором, сначала надо выяснить, какие есть методы проведения работ. Многие профессионалы рекомендуют держать электрод под незначительным углом к заготовкам. Здесь пригодится способ отбортовки, когда кромки деталей немного отгибают и начинают соединять наиболее короткими швами через каждые 10-15 см. После того как элементы будут зафиксированы, следует пройти по всей длине шва сверху вниз.
Сварка тонкого металла инвертором зачастую приводит к образованию прожогов (особенно если работа производится без отрыва). Чтобы не допустить появления подобного дефекта, дугу можно оторвать на одну секунду. После этого ее возвращают на то же самое место и проводят на несколько миллиметров далее. Такой способ более затратный по времени, однако, сварка металлических деталей получается качественней. Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Расплавленный металл за время отсутствия дуги будет несколько остывать. Это будет хорошо заметно по изменению цвета шва. Главное в данной технологии — не допустить слишком долгого отрыва дуги, иначе сталь остынет слишком сильно.
Если существует возможность использовать точечный шов, то при сварке тонких деталей лучше воспользоваться именно им. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые и будут удерживать детали на одном месте.
Аргонодуговая сварка будет значительно легче, если под место образовывающегося шва уложить медную пластину. Дело в том, что медь обладает совершенно иными технологическими характеристиками, нежели сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали. Если положить ее под формирующийся шов, то она будет забирать в себя большую часть тепла, сталь при этом не будет перегреваться.
Как правильно сварить листы оцинковки?
Оцинковка или оцинкованная сталь представляет собой тонкий лист металла, который в процессе производства был обработан погружным способом таким элементом, как цинк. Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
Если возникла необходимость соединить такие элементы, то цинковое покрытие на свариваемых кромках нужно будет полностью счистить. Делают это одним из следующих способов:
- Удалить слой механическим способом – с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Выжечь сваркой – цинк испаряется при температуре порядка 900 градусов, поэтому нужно дважды пройти электродом вдоль образуемого шва. Однако в данном случае необходимо помнить, что пары цинка чрезвычайно ядовиты, поэтому такие работы разрешается проводить либо на открытом воздухе, либо в помещении с хорошей вентиляцией.
После каждого прохода электродом необходимо снимать с поверхности заготовки флюс. Когда цинк снят полностью, начинают сваривать собственно металл. Чтобы получить наиболее качественное соединение, следует пользоваться двумя разновидностями электродов.
Основу шва делают на основе материала с рутиловым покрытием, ими необходимо формировать шов максимально осторожно, не допуская слишком сильных колебаний. Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Облицовочный шов следует сделать значительно шире. Для этого подойдут стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо верно подобрать такой параметр, как полярность, причем она бывает прямой или обратной:
- Прямая полярность обеспечивает не слишком высокую температуру, причем в толщу металла тепло будет проходить в узкую, но глубокую область;
- Обратная полярность предусматривает более высокую температуру, причем область плавления будет не слишком глубокой, но весьма широкой.
Чтобы знать, как сварить тонкий металл, необходимо очень тщательно выбирать данный параметр. Если пустить положительный заряд на свариваемые заготовки, то они будут наиболее сильно нагреваться. При подключении положительного элемента к проводнику электрод будет разогреваться слишком сильно, что в конечном счете может привести к прожигам заготовки.
Желательно при соединении тонких металлических элементов пользоваться именно обратной полярностью – в этом случае удастся получить оптимальную силу тока, которая позволит смотреть за формированием сварочного шва и держать данный процесс под непосредственным контролем. Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Если этот процесс будет налажен максимально правильно, то в итоге удастся получить прочное соединение без прожогов заготовки и прочих дефектов. В процессе проведения сварочных работ электрод должен проводиться как можно медленнее. Тогда конечный результат получится удовлетворительным.
Сварочный процесс предназначен для создания соединения тонкого металла при помощи сварного шва. У многих изделий тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла имеет высокое качество, если учитывать параметры прочности, вязкости, пластичности.
Сварка тонкого металла обладает высоким качеством, если учитываются такие параметры, как:
- прочность;
- антикоррозийная устойчивость;
- пластичность;
- вязкость.
Как варить тонкий металл инвертором и какие условия используют при его сварке?
Виды тонколистовой металлической сварки и ее особенности
Соединять листы тонкого металла приходится довольно часто. Множество деталей и механизмов изготовлено из таких материалов:
- катера;
- моторные лодки;
- автомобили.

Хорошо сделанная сварка возможна лишь после изучения тонкостей данного процесса.
Главная особенность соединения тонкого металла состоит в вероятности его повреждения электродами с образованием непригодного для эксплуатации изделия. Неумелое обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению поверхностей металла. Создать правильную сварную дугу под силу лишь опытным мастерам, обладающим навыками по подбору величины тока для сварки.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитываются положение соединяющего шва и толщина листа, подлежащего свариванию.
Условия, которые необходимо соблюдать при сварке тонкого металла
Прежде чем начать работу, нужно подобрать размер электрода с диаметром, равным толщине листа. Величину силы тока выбирают в зависимости от диаметра электрода. Большое внимание уделяют покрытию электродов, выбирают элементы, имеющие длительный период плавления.
Для соединения изделий используют сварочный инвертор, позволяющий обеспечить хорошую работу. Без особого труда сварка тонкого металла выполняется современным сварочным аппаратом, имеющим небольшой вес и высокую производительность. Работа инвертором осуществляется от постоянного источника тока. Для соединения тонкого металла используют электроды любых марок. При работе с аппаратом рекомендуется производить регулировку тока в пределах 10-15 А. При использовании электродов диаметром в 1,6 мм получают качественный .
Инвертор обладает идеальными характеристиками по системе «вольт-ампер», поддающимися регулировке под определенный вид сварки. Потребляемая прибором мощность меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство аппарата для соединения тонкого металла
В первую очередь необходимо изучить устройство механизма для сварки, которое весьма сложно из-за использования в работе высоких величин напряжения, силы тока, максимальных частот. В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
В процессе работы наблюдается двукратное преобразование напряжения от переменного, в 220 В, к постоянному и высокочастотному. В состав инвертора входят импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программирующими микросхемами согласовывают работу элементов аппарата для сварки.
Инвертор способен выполнять несколько программ:
- ликвидировать напряжение на сварочной дуге при замыкании;
- создавать дополнительный импульс тока;
- обеспечивать разрушение преград из жидкого металла при короткодуговой сварке.
Процесс работы с использованием сварочного аппарата
Много чего можно создать своими руками в квартире или на даче, используя сварку. Отремонтировать машину, соединить металл значительно проще, если использовать инвертор.
Для работы необходимо приготовить:
- электроды;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетку;
- маску для защиты лица;
- спецодежду из плотной ткани;
- тару с водой для ликвидации возможных очагов возгорания.
Важно перед началом сварки убедиться в соответствии напряжения в аппарате и рабочей сети. Необходимо осмотреть штепсель, розетку и кабель и проверить их исправность. Категорически запрещено работать на неисправном оборудовании.
Аппарат для сварки помещают на твердую поверхность, предварительно проверив его заземление. Изучив толщину изделий, выбирают электроды. С помощью рукоятки на аппарате фиксируют необходимую величину тока.
Прежде чем соединять металл инвертором, необходимо заготовки очистить от грязи и ржавчины. Затем металлические листы зажимают в тисках. Электрод помещают в отверстие держателя. Дугу создают с помощью касания и постукивания по металлической пластине. После образования дуги необходимо не отпускать ее, проводя электродом по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварочный шов остынет, молотком удаляют частицы шлака, а поверхность полируют до появления стойкого блеска.
Процесс контроля над сварочной дугой
Во время выполнения сварки необходимо контролировать промежутки между изделием из металла и прикасающимся к нему электродом.
Одинаковые размеры возникающего промежутка являются стабильной гарантией грамотно проведенного технологического процесса. При сокращении размеров заданного промежутка получается выгнутый дугой шов с участками расплавленной боковой его части. При увеличении расстояния процесс сварки становится невозможным: искажается размер самой дуги, а металл приваривается с некоторым перекосом в сторону. Только соблюдение заданного зазора во время сварки позволяет приварить ровный, красивый шов.
Формирование стандартного сварочного шва инвертором
Соединять детали во время сварки нужно так, чтобы не изменять скорость движения электрода, иначе не удастся сформировать ровный шов. Жидкое состояние сварочного шва находится намного ниже основной части металла.
Образовывавшаяся дуга способна захватывать весь основной металл, отодвигать всю ванну на прежнее место, формируя сварочный шов. Задача сварщика состоит в том, чтобы расположить шов на одной прямой с металлом. Создавая руками зигзаги и описывая дуги, можно легко проложить ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно не выпускать из вида размеры расположения сварочного шва. Стоит постараться и расположить ванну строго по кругу. Благодаря равномерно раскачивающимся движениям создается шов, но необходимо следить за его формированием у одного края металлической пластины, а затем контролировать его образование вверху ванной.
Направляя электрод поближе к металлической заготовке, формируют приподнятый шов. Большинство сварщиков добиваются получения плоского шва и передвижения ванны за счет значительного изменения угла наклона электрода. Оптимальный вариант: контролировать угол наклона в пределах 45- 90° для формирования идеального шва и контроля над ванной.
Особенности соединения металла малой толщины инвертором
Сварщик при работе ориентируется на полярность электродов. Их величина влияет на долговечность сварочного шва и прочность всего соединения
Электроды с обратной полярностью формируют глубокий шов. При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
При работе определяют, каким зарядом воспользоваться и как его подключить. Положительный заряд нагревается более сильно. Качественный шов сформируется, если наблюдать за ним при сварке. Создавая рабочий угол для электрода в пределах 30°, электрод подносят на близкое расстояние к металлу и формируют красное пятно до появления расплавленной металлической капли. Сварочный шов образуется после соединения всех капель на рабочих листах между собой.
Достоинства сварки инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности благодаря их низкой материалоемкости. Сварить металл не представляет большого труда в связи с высоким постоянством дуги и получением качественных итоговых показателей. Инверторы применяют для аргонно-дуговой сварки, в которой основная ценность — качество сварочного шва.
Если производится полуавтоматическая сварка, то инвертор способен контролировать перемещение металла, уменьшать его разбрызгивание.
Самая передовая технология — плазменно-дуговая сварка. При ее использовании возрастает производительность труда за счет изменения скорости резки, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложной техникой, иначе возникают неисправности. Техника дает сбой в работе, если неправильно произведены настройки, нарушены правила эксплуатации изделия. Если сварку невозможно произвести при включенном приборе, возможна неисправность в кабеле.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается залипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, сформировавшиеся при окислении соединений, приводят к неисправности сварочного аппарата. Чем тоньше и меньше дуга, тем вероятнее сбои в работе инвертора. В особых случаях происходит нарушение в работе модуля, устраняемое сервисной службой.
Как правильно выбрать аппарат для сварки?
Производители сварочных инверторов должны указывать в документах продолжительность включения аппарата.
Изучив весь объем предполагаемой работы, можно приступить к покупке аппарата для сварки. В первую очередь учитывают параметры свариваемых заготовок. Электроды выбирают в зависимости от толщины свариваемых листов. Величину силы тока устанавливают в зависимости от марки металла и его размеров.
Режимы, в которых будет работать аппарат:
- крайний;
- средний;
- продолжительный.
Низкое напряжение электросети в пределах 190 В приводит к заниженной величине тока для сварки. Не следует применять кабели для работы длиннее 15 м. Они дают низкий сварочный ток.
Еще одна немаловажная деталь — учет особенностей электрической питающей сети. При низкой ее величине необходимо использовать аппараты, работающие при колебании напряжения 220+/-5%.
Термозащита аппарата зависит от соблюдения режима работ. Она рассчитана на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для сохранения инвертора в рабочем состоянии — учет особенностей проведения сварочных работ. Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Аппараты с уменьшением холостого хода используют в работе во влажных помещениях, колодцах, резервуарах.
Инвертор не эксплуатируют при температуре ниже 0° С, а резкие перепады способствуют формированию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в быту для любых сварочных работ, имеет хорошие показатели и во многом превосходит другое сварочное оборудование.
Инструкция
Прихватите листы друг к другу.
Прихват осуществляется короткими перемычками шва (около 5-10 мм) с расстоянием между ними 50-100 мм на всем протяжении стыка. Ведите с периодическим прерыванием – гася дугу (отдергиванием электрода) и зажигая ее снова, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной 1 мм и тоньше оно должно составлять 1-3 секунд.
Сварите листы полностью
Варите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка. Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Это позволит избежать сильного коробления металла – особенно в том случае, если длина стыка сравнительно велика (больше 200-250 мм). Чем меньше длина непрерывного шва, тем меньше коробление. Начните варить с одного края стыка, затем перейдите на другой край, потом переместитесь в центр и т.д.
Сварка тонкого металла встык
Добейтесь минимального зазора между кромками стали по всей длине стыка. Идеальным случаем является полное отсутствие зазора. Для сварки тонкого металла встык воспользуйтесь вспомогательной подкладкой, которая укладывается под стык. Варить тонкую (1 мм и тоньше) сталь встык без подкладки довольно сложно, хотя при наличие сварочного и хороших (импортных) электродов вполне возможно. Технология самой сварки (подбор сварочного тока, использование прихватов, прерывистость и пошаговость сварки) остается точно такой же, как и при сварке внахлест.
Сварка со стальной неубирающейся подкладкой
Если конструкция детали допускает наличие неубирающейся подкладки, подложите под стык полоску стали такой же толщины, как и основной лист шириной 13-15 мм. Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Обеспечьте плотное прилегание к ней свариваемого металла. Такая подкладка позволит сварить деталь, даже если в стыке будет зазор несколько миллиметров. Подкладка в этом случае приваривается к детали.
Дуговая сварка тонкого (0,02 дюйма) листового металла
«Was micht umbringt, macht mich stärker.»
(т.е. «То, что нас не убивает, делает нас сильнее»)
Фридрих Ницше
В этой статье предполагается, что вы знакомы с дуговой сваркой; Вы выполняете все описанные здесь задачи на свой страх и риск.
Я написал эту статью, потому что большая часть того, что вы найдете по этой теме в сети, будет негативным. Большинство людей захотят побудить вас вложить дополнительные деньги в покупку сварочного аппарата MIG или попросить вас купить странные вещи, такие как Stitchwelder Иствуда.Оказывается, большинство из тех, кто дает такие рекомендации, на самом деле никогда не выполняли дуговой сварки тонких листов и даже не пытались это сделать, в связи с чем возникает следующий вопрос.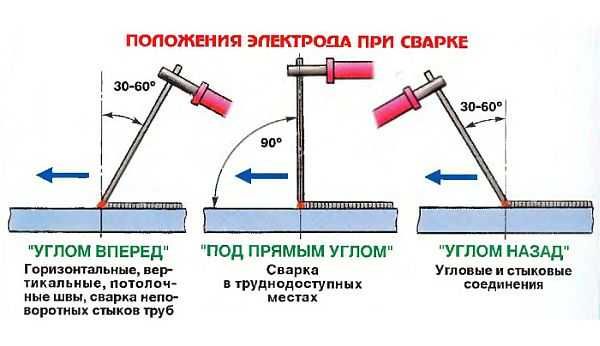
Зачем вам дуговая сварка тонкого листового металла
На самом деле вы не хотите этого делать, если у вас есть другие возможности. К сожалению, не каждый готов позволить себе хорошего сварочного аппарата MIG и все дорогие аксессуары, такие как баллоны с защитным газом, регуляторы и запасные части для механизма подачи проволоки, который слишком часто ломается.К тому же сварщик MIG довольно крупный. Если вы, как я, не имеете собственного магазина и предпочитаете работать в поле, вам нужно что-то маленькое и универсальное, чтобы носить его с собой. В моем случае лучше всего работал дешевый инвертор. Помимо того, что он небольшой, он на самом деле работает с обычными розетками 115 В-15 А.
Другой хороший способ сварки тонколистового металла — это пайка. Однако, как и при сварке MIG, вам нужно беспокоиться о газовых баллонах, и если ваше оборудование выходит из строя или неправильно обслуживается, вы рискуете не только отремонтировать свое жилище, но, возможно, и жилище ваших соседей.
Я не пытаюсь создать здесь корпус для дуговой сварки тонкого листового металла, но это возможно, если решающими факторами являются мобильность, размер и стоимость.
Какие недостатки
Во-первых, это очень сложно и потребует значительной практики. Кроме того, дуговая сварка выделяет много тепла и почти во всех случаях вызывает тепловую деформацию. Например, сварка (видимых) автомобильных панелей будет довольно сложной задачей. Для тонколистового металла сварка TIG, MIG и газовая сварка будет проще, чем дуговая сварка.Если вы все же решите использовать аппарат для дуговой сварки, продолжайте …
Что вам нужно
- Сварочный аппарат постоянного тока с дуговой сваркой, который может работать до 20-25 ампер (если у вас нет, вы можете рассмотреть возможность получения тока ограничивающий диод, или приобретите Stitchwelder, у которого он есть)
- Сварочные стержни E6018 (также известные как фермерские стержни) или лучше E7018 1/16 дюйма (которые необходимо прокалить перед использованием)
- Я использовал тонкий лист толщиной 0,021 дюйма.
- Много-много практики (описано ниже)

Первое, к чему вам следует привыкнуть, — это зажигать дугу на очень слабом токе и избегать прожигания дырок в листе.Лучше всего это можно практиковать, используя заполнение. Набивка относится к добавлению большего количества материала на лист основного металла. Вы в основном сжигаете стержни поверх металла по прямым линиям.
- Настройте свой аппарат для дуговой сварки на прямую полярность (DCEN), чтобы тепло удерживалось на стержне, а не на основном металле,
- Наберите до 20-30 ампер,
- Установите лист, желательно на два кирпича, так, чтобы нижняя часть листа висела в воздухе.
Прокладка
Первое, что нужно сделать, это зажег дугу. При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы стягиваете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с заеданием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого шва от шлака щеткой очищайте область и осматривайте сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
При таком низком токе запуск с касания невозможен, как только стержень коснется листа, он прилипнет. Единственный способ, которым это сработало, — это техника спички. Вы ударяете по листу, и как только начинается дуга, вы стягиваете его, чтобы дуга оставалась непрерывной. Перейдите в рабочую зону и проведите несколько прямых линий. И поверьте мне, это легче сказать, чем сделать.Для начала у вас либо проблемы с заеданием стержней, либо вы с радостью превращаете лист в швейцарский сыр. После очистки каждого шва от шлака щеткой очищайте область и осматривайте сварной шов. После того, как вы очистите шлак, вы, вероятно, увидите большой беспорядок. Посмотрите мои первые испытания с обратной полярностью; Я только что превратила лист в швейцарский сыр.
неправильная полярность (DCEN) -> швейцарский сыр
прямая полярность (DCEP) выглядит немного лучше
стыковые соединенияЭто, вероятно, то, что вы ожидаете сделать на своем грузовике или автомобиле в далеком будущем, чтобы установить патч-панели для ремонта ржавчины.
 Стыковое соединение — это соединение двух листов листового металла бок о бок, а затем их сварка. Особенно при сварке тонкого металла это требует значительного мастерства, потому что вы легко обжигаете края стыков и фактически разрываете соединение, чем при его создании. Как вы видите на картинке, только одно соединение действительно выглядит достаточно исправным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не образуется сплошное кольцо. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.
Стыковое соединение — это соединение двух листов листового металла бок о бок, а затем их сварка. Особенно при сварке тонкого металла это требует значительного мастерства, потому что вы легко обжигаете края стыков и фактически разрываете соединение, чем при его создании. Как вы видите на картинке, только одно соединение действительно выглядит достаточно исправным (закрывая оба глаза на тепловые искажения). Уловка здесь в том, чтобы работать в направлении сустава. Ни в коем случае не следует начинать заливку шва напрямую. Как только стержень коснется одного из углов, вы прожигете большее отверстие.Вместо этого начните с боков основного металла и сделайте пару стежков (около 1/2 дюйма) вокруг стыка. Дайте остыть, очистите и сделайте еще несколько стежков, пока вокруг стыка не образуется сплошное кольцо. Это укрепит тонкий листовой металл и предотвратит его выгорание, когда вы приблизитесь к стыку.Грядущий рисунок.
Теперь заполните промежуток несколькими петлями. Заполнить здесь сложно, потому что вы все равно прожигаете дыры. Чтобы уменьшить жар, используйте взбивающие движения, проталкивая и втягивая стержень в лужу в суставе, двигайтесь быстро и через каждые 1/2 дюйма подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся. Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Чтобы уменьшить жар, используйте взбивающие движения, проталкивая и втягивая стержень в лужу в суставе, двигайтесь быстро и через каждые 1/2 дюйма подождите, дайте ему остыть и очистите его.Поскольку вы можете прожечь дыры, вам нужно повторять процесс, пока листы не слипнутся. Искажение тепла и деформация будут проблемой. Поверьте мне; это было бы намного проще со сварочным аппаратом MIG. Ниже неудачные и удачные попытки.
Хорошие: левые боковые; плохие и некрасивые: правые
тройники
впереди.
Перед работой с автомобилем или чем-то важным
Поскольку под автомобилем или любой другой драгоценный предмет, который вы хотите починить, вероятно, стоит дорого, вы можете немного попрактиковаться.Попробуйте расположить прокладки, стыковые и тройники в вертикальном положении вверх, вниз и над головой. Освоив это, вы можете считать себя способным к дуговой сварке тонких листов. Когда вы работаете с автомобилем, обязательно принимайте меры предосторожности, начиная с отключения аккумуляторной батареи, вынимая все, что может загореться, и заканчивая подготовкой огнетушителя. Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для защиты от ржавчины. При сварке рам следует зашлифовать сварной шов для проверки качества.Плохие сварные швы фактически ослабят вашу раму.
Особенно вероятно возгорание масла, распыляемого за панелями и внутри рамы для защиты от ржавчины. При сварке рам следует зашлифовать сварной шов для проверки качества.Плохие сварные швы фактически ослабят вашу раму.
Заключение
Да, дуговая сварка листового металла — это сложно, утомительно и, вероятно, немного безумно, но выполнимо. Я бы сравнил это с пластической операцией мясными ножами. Каждый хирург может управлять скальпелем, но лишь немногие умеют работать с любым инструментом. Теперь вы знаете секрет дуговой сварки тонких металлических листов.
Ссылки
Как сваривать тонкий металл: пошаговое руководство (2021)
0Последнее обновление
Работа с более тонкими металлическими листами затруднена. Избыточный нагрев может привести к выгоранию. Меньшее количество тепла приводит к недостаточному провару сварного шва и образованию хрупких соединений. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Избыточный нагрев может привести к выгоранию. Меньшее количество тепла приводит к недостаточному провару сварного шва и образованию хрупких соединений. Выбранная вами процедура сварки играет решающую роль в успехе процесса.
Если вы собираетесь работать с тонким металлом, необходимо помнить о нескольких вещах, чтобы обеспечить плодотворное соединение. Большинство опытных сварщиков предлагают метод дуговой сварки, когда дело доходит до соединения тонкостенных металлов.
Тем не менее, вы можете решить проблемы соединения тонких материалов, используя несколько сварочных процедур.Если вы хотите узнать, как сваривать тонкий металл, продолжайте читать, чтобы узнать больше. Во-первых, давайте рассмотрим несколько вещей, о которых следует помнить.
Уменьшение выгорания
Перегорание происходит, если расплавленная сварочная ванна прогибается и отделяется от заготовки. В результате получается большая дыра, а не идеальный стык. Неисправность возникает из-за высокотемпературных выходов, с которыми невозможно работать. Если это произойдет, сварщику придется начинать все заново со свежей заготовкой.
Если это произойдет, сварщику придется начинать все заново со свежей заготовкой.
Внешний вид сварного шва
Поскольку необходимо использовать меньшее тепловложение из-за тонких металлов, внешний вид сварного шва может привести к большему разбрызгиванию. Как сварщик, вы столкнетесь с этой проблемой, если будете работать с присадочными металлами из нержавеющей стали.
Угол факела
Место, где вы разместите фонарь, значительно влияет на количество передаваемой энергии. При определении рабочего угла и скорости перемещения необходимо учитывать характеристики металла и его температуру плавления.
Изображение предоставлено: Katya123ua, Shutterstock
Все эти факторы будут влиять на количество энергии, к которой металл предрасположен одновременно. Это может либо увеличить, либо уменьшить опасность, связанную с выгоранием.
Защитный газ
Выбор вашего газа значительно влияет на производительность процесса сварки. Если он не передает энергию должным образом, это может привести к слабым суставам.
Он производит значительное количество брызг, если имеет невероятно высокую скорость передачи энергии.При этом вы рискуете продуть материал.
Как использовать сварочные аппараты MIG для сварки тонких металлов?
Регулировка стиля сваркиМодель SCT (Short-Circuit Transfer) для тонких металлов позволяет создавать идеальные сварные швы даже для тонких металлов. SCT также уменьшает искривление сварных швов над стыком. Кроме того, он уменьшает вероятность возгорания (луж расплавленного металла).
Он включает в себя передачу слабого тепла. Тем не менее, некоторые машины MIG оснащены предварительно заданными режимами, когда речь идет о передаче импульсов и импульсов при коротком замыкании.Это функция, с помощью которой вы можете программировать и выбирать различные условия сварки.
A Защитный газ Защитный газ имеет решающее значение, поскольку он определяет внешний вид валика. Выбирайте защитные газы с более высокой концентрацией аргона для параметров сварки дробовиком. Лучше всего подойдет газовая смесь из 25% углекислого газа и 75% аргона.
Лучше всего подойдет газовая смесь из 25% углекислого газа и 75% аргона.
В сварном шве будет меньше брызг, потому что аргон отводит минимальное количество тепла по сравнению с диоксидом углерода. Положительная или обратная полярность анода подходит, если вы хотите сваривать сплошную проволоку с использованием тонких листов основного металла.
Кредит изображения: Вадим Куликов, Shutterstock
Выбор присадочного металлаИспользуйте более тонкий присадочный металл (проволоку) по сравнению с пластинчатым листом. Многие сварщики используют проволоку диаметром 0,023 дюйма и 0,024 дюйма для более тонких металлических листов. Металлы калибра 18, такие как нержавеющая сталь, имеют диаметр проволоки 0,030 и 0,034 дюйма.
Угол факела Отрегулируйте угол резака, чтобы предотвратить выгорание в модели SCT.Независимо от положения сварки (сверху, по горизонтали и по уровню) убедитесь, что расстояние между наконечником с коротким контактом и заготовкой. Если между контактными наконечниками и металлическими деталями будет большое расстояние, возникнет нестабильная дуга.
Если между контактными наконечниками и металлическими деталями будет большое расстояние, возникнет нестабильная дуга.
Преимущества использования сварочного аппарата MIG для сварки тонких металлов
- Если у вас есть опыт, работать со сварочной горелкой MIG легко.
- Спусковой крючок сварочной горелки оснащен функцией регулировки пуска и остановки.
- Сварные швы MIG очаровательны с эстетической точки зрения.
- Если вы хотите сваривать скульптуры из тонких металлических листов, сварка MIG — идеальный подход.
Недостатки сварочного аппарата MIG
- Имеет ограниченную область применения.
- Сварочные аппараты MIG могут быть не лучшим выбором, если основной металл слишком толстый или тонкий.
- Они выделяют тепло, слишком сильное для тростниковых алюминиевых материалов. Однако, когда дело касается чугуна, это мало.
- Если вы находитесь во влажной и ветреной среде, то метод сварки MIG не лучший вариант.

В зависимости от типа сварного шва и размера листа можно использовать обычный метод сварки MIG. Как вариант, вы можете комбинировать его с техникой пульсации, чтобы избежать удара.
Техника пульсации
В этом подходе нагрейте небольшой сегмент пластины, который вы хотите соединить, а затем дайте сварочной ванне полностью остыть. Не пытайтесь заполнить стык сразу.В результате в заготовке образуется отверстие.
Кредит изображения: kinganowak_22, Pixabay
Эта процедура имеет высокую проникающую способность материалов и осаждения металла. А поскольку эта техника сварки требует значительного воздействия энергии, при работе с хрупким материалом следует проявлять особую осторожность.
В процессе убедитесь, что вы постоянно используете проволоку наименьшего диаметра. Предполагается, что это минимизирует связанные с этим риски, поскольку для плавления требуется меньше тепла. Это ограничивает передачу тепла основному металлу.
Одна из причин, по которой этот метод сварки обычно используется при работе с тонкими металлическими листами, заключается в том, что вы можете регулировать выход энергии.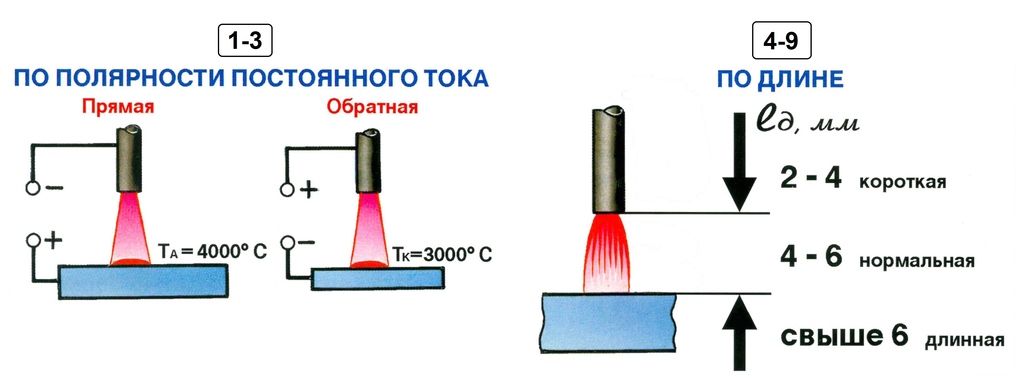 Кроме того, это позволяет лучше контролировать внешний вид сварного шва. Таким образом будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Кроме того, это позволяет лучше контролировать внешний вид сварного шва. Таким образом будет легче исправить ошибки, которые могут возникнуть из-за более низкой скорости осаждения.
Как вы используете сварочные аппараты TIG для сварки металлических листов Reedy?
В отличие от процедуры сварки MIG, метод сварки TIG обеспечивает чистые и надежные сварные швы.Такой способ сварки идеально подходит для сварки металлов толщиной более шести миллиметров.
Тем не менее, прежде чем использовать его для сварки более тонких металлических листов, вам необходимо настроить аппарат TIG на идеальные настройки.
Примените подходящую настройку мощности и правильную педаль АппаратыTIG при нормальных условиях оснащаются ножными педалями. Педаль регулирует тепловыделение сварочного аппарата. Если вы используете аноды меньшего размера с меньшей мощностью, вы легко остановите выгорание.
Выберите правильный присадочный металл Торированный вольфрамовый анод размером 0,020 и 0,040 дюйма и церированный вольфрам 1/16 дюйма являются лучшими, если вы хотите сконцентрировать дугу на пластинчатых металлах. Тем не менее, в обычных сварочных аппаратах TIG используются заостренные аноды, которые обеспечивают надежный контроль дуги.
Тем не менее, в обычных сварочных аппаратах TIG используются заостренные аноды, которые обеспечивают надежный контроль дуги.
Изображение предоставлено: Prowelder87, Commons Wikimedia под лицензией Creative Commons Attribution-Share Alike 4.0 Международная лицензия
Они помогают точно сконцентрировать дугу на сварных швах.При производстве металлов из тонких листов очень важно уменьшить деформацию, используя подходящие присадочные металлы. Если вы выполняете сварку стальных металлов методом TIG с использованием тонких листов, концентрируйте вольфрам в сварном шве. Затем отшлифуйте его под углом, параллельным длине.
Некоторые основные подходы, используемые сварщиками TIG
Обычно, если вы ткнете или ткнете факел, это вызовет коробление или выгорание. Если дуга концентрируется в определенной области, она выделяет больше тепла на основном металле. Если вы используете пистолет TIG, убедитесь, что это прямая линия транспортировки с максимальной скоростью.
Неравномерное распределение тепла приводит к искривлению и короблению сварных швов. Чтобы избежать искривлений, используйте метод пропуска сварки, чтобы выполнить последовательность сварных швов.
Как следует сваривать тонкий металл при сварке TIG?
Несмотря на то, что тонкий металл можно сваривать в самых разных положениях, с соответствующим контролем легко сваривать под уклон. Сварка пластичного металла позволяет вам двигаться с некоторой постоянной скоростью с небольшими усилиями.
Отлично подходит для менее опытных сварщиков TIG.Следите за тем, чтобы дуга была плотной, а лужа двигалась красиво и ровно. Если вы хотите выполнять сварку в гору, выполняйте сварку при несколько меньшей силе тока.
Преимущества использования сварочных аппаратов TIG для сварки тонких металлов
- Обеспечивает тонкие сварные швы на пластичных металлах и снижает вероятность разбрызгивания.
- Это идеальный выбор для профессионалов, которым нужна точная сварка.
- С помощью вольфрамовой палочки можно легко сваривать как тонкостенные, так и стальные материалы.

Ограничения сварочных аппаратов TIG
- Сварку TIG могут применять только профессиональные сварщики.
- Этот режим сварки требует более крутого обучения.
- По сравнению со сваркой MIG, новичкам требуется больше времени для изучения аппарата TIG. Поэтому начинающим сварщикам следует начинать со сварочного аппарата MIG (или гибридных устройств), прежде чем получить опыт сварки TIG.
TIG можно использовать для обработки самых разных материалов.Он отлично работает почти со всеми материалами. В зависимости от стыка и того, что требуется, вы можете выполнить сварку TIG с помощью любого из следующих способов сварки.
Кредит изображения: Pxhere под лицензией CC0 Public Domain
Пропускная сварка Вы уменьшаете коробление и неровный вид сварного шва, создавая более мелкие скачкообразные швы. При таком способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие участки.
При таком способе сварки разделите соединение на две равные части. Убедитесь, что энергия направлена на другие участки.
Вы уменьшаете количество энергии, к которой каждая секция предназначена одновременно, за счет пропуска сварки. Поступая так, вы уменьшите риск отказа суставов. Это приводит к опрятному виду и долговечности.
Опорные стержниЗакрепите заготовку на холодных стержнях, чтобы снизить риск ожога листа. Как только вы нагреете их спереди, опорные балки охладят их сзади. Он снижает риск повреждения сварного шва за счет регулирования тепловой мощности.
Конструкция шарнира и подгонкиСделать стыки в более тонких листах сложно. Вы должны убедиться, что они плотно прилегают друг к другу, потому что даже самые маленькие отверстия считаются выгоранием и образуют слабый стык. Чтобы этого не произошло, перед началом сварки убедитесь, что два металла соответствуют друг другу.
С более тонкими металлическими листами нет места ошибкам. Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило — дважды снимать размеры и один раз отрезать.Если вы справитесь с этим, то не рискуете повредить сустав.
Это потому, что вы не можете отвлечь много материала в одном месте. Основное правило — дважды снимать размеры и один раз отрезать.Если вы справитесь с этим, то не рискуете повредить сустав.
Как использовать сварочный аппарат для сварки тонких металлов?
Другое название процедуры контактной сварки — SMAW (дуговая сварка защищенного металла). Эта технология сварки более старая по сравнению с другими видами. Однако это простая процедура, которая гарантирует надежные сварные швы.
Кредит изображения: vespaburoks, Pixabay
Если вы используете сварку штучной сваркой, анод становится жарким и расплавляет заготовку.Это специальный расходный стержень с флюсовым покрытием. Материал флюса помогает снизить опасность загрязнения, создавая защитный экран вокруг сварных швов.
Тем не менее, большинство профессиональных сварщиков не используют сварку штучной сваркой, поскольку при этой процедуре выделяется слишком много тепла на пластинчатых материалах.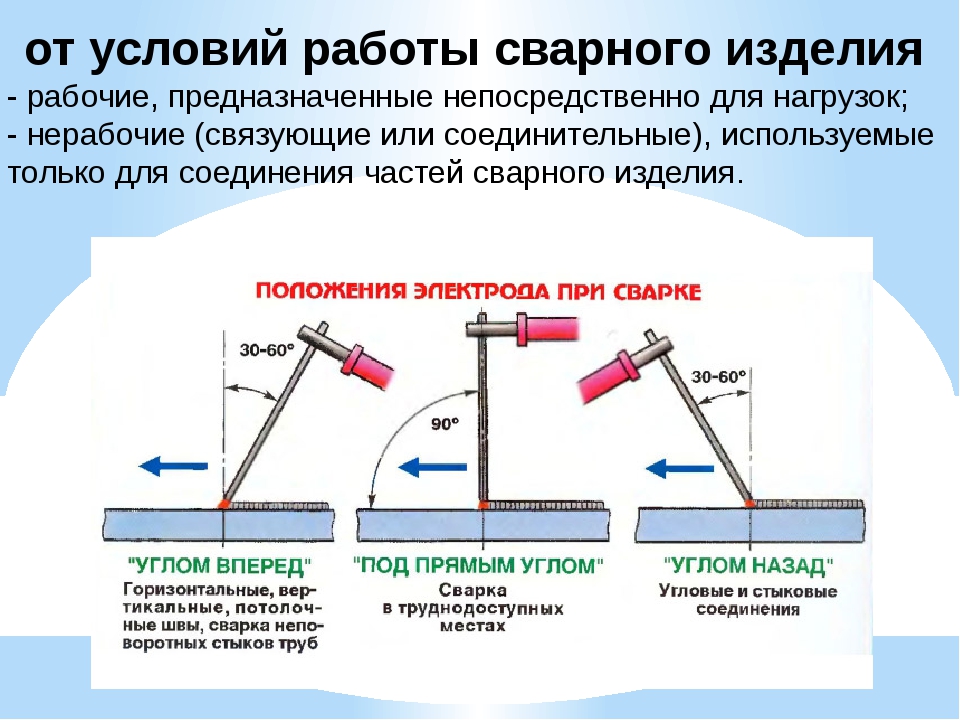 Вероятность выгорания высока. SMAW — это также подход, при котором в сварном шве остается шлак.
Вероятность выгорания высока. SMAW — это также подход, при котором в сварном шве остается шлак.
Какой самый лучший метод сварки тонкого металла?
Когда дело доходит до сварки тонких металлических листов, MIG и TIG — лучший вариант.Оба они отлично работают практически со всеми типами материалов. Тем не менее, если ваши металлические листы из алюминия или нержавеющей стали слишком тонкие, мы рекомендуем вам использовать технику TIG. Это потому, что это дает вам лучший контроль над тепловыделением.
СваркаMIG намного удобнее в использовании. Большинство людей используют автоматических роботов для выполнения этой задачи. Однако сварка MIG не подходит, если у вас рыхлые листы.
Выберите идеальный метод сварки тонкого металла
Сварка пластичного металла не должна вас пугать.Это всего лишь еще одна часть задачи, которую вы должны научиться овладевать и развивать свои знания. Не каждый из нас каждый раз начинает безупречно сваривать каждый тип металла.
Сварка требует практики, опыта и концентрации. Кроме того, некоторые материалы гораздо труднее сваривать, чем другие.
Не забудьте воспользоваться приведенными выше советами по сварке тонкого металла. Возникают ошибки. Однако эти советы сделают вас более плодотворными, если вы уделите поставленной задаче необходимое внимание.
Изображение: Studio 72, Shutterstock
идеально подходит для сварки тонких листов
СваркаTIG особенно подходит для сварки тонких листов и может использоваться как для непрерывной, так и для точечной сварки. Узнайте больше о его возможностях.
Сварка листового металла методом TIG (вольфрамовый инертный газ), безусловно, является одним из наиболее распространенных методов сварки. Это процесс дуговой сварки с неплавким электродом (вольфрам) , , защищенным инертным газом (наиболее часто используемыми газами являются аргон или гелий), который может выполняться с присадочным металлом или без него.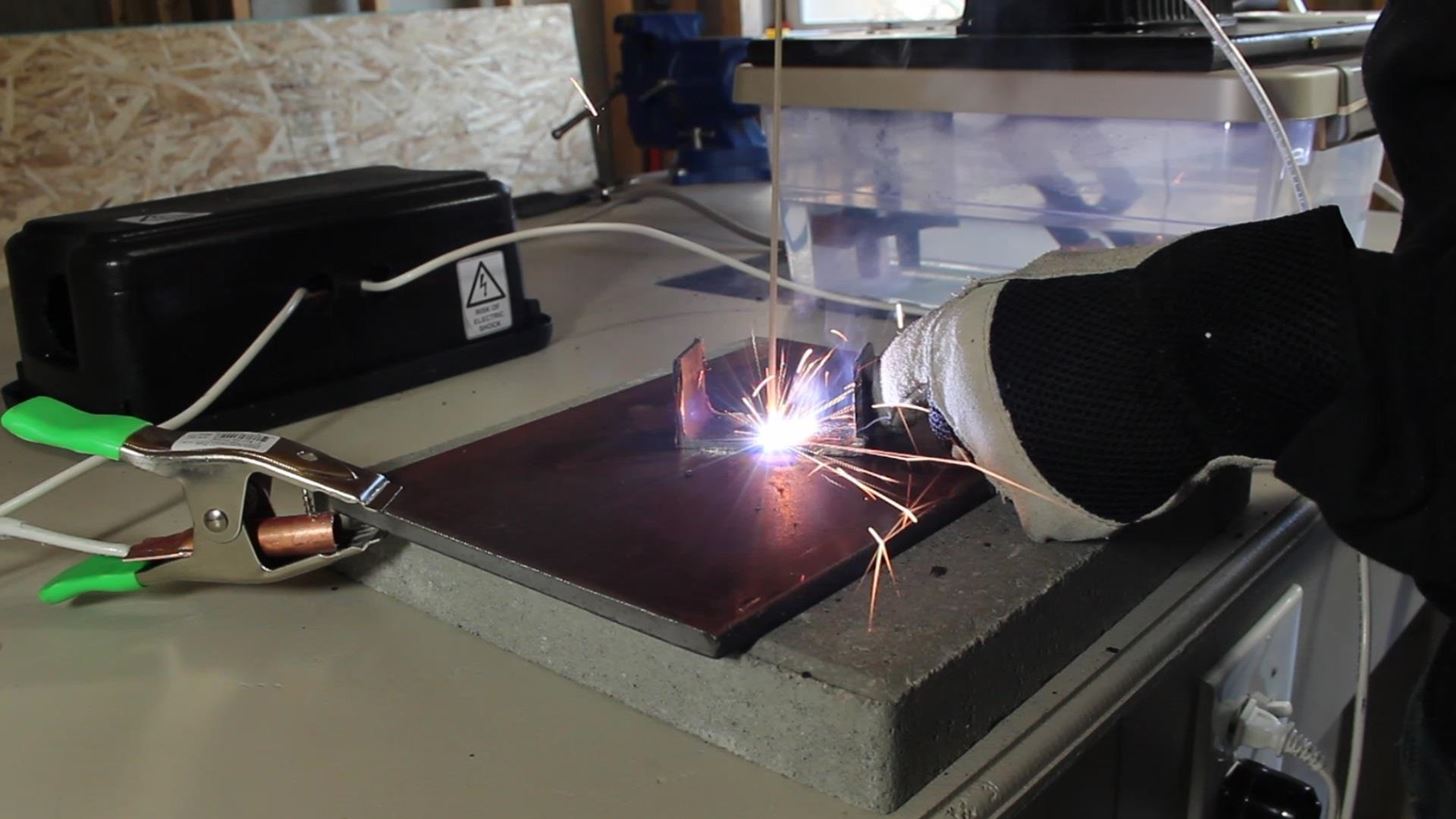
TIG особенно подходит для сварки тонкого листового металла и может использоваться как для непрерывной, так и для точечной сварки. Эта особая технология сварки была первоначально разработана для авиационной промышленности во время Второй мировой войны, чтобы заменить заклепки сварными швами на самолетах (намного легче и с таким же сопротивлением). С тех пор его использование в промышленном секторе резко увеличилось.
Сварка листового металла TIG обеспечивает высококачественных соединения и поэтому особенно подходит для сварки тонких листов, в отличие от традиционной техники сварки, при которой высок риск прокалывания металла.
Если вас интересуют наши услуги по сварке листового металла TIG, свяжитесь с нами! Мы покажем вам все преимущества этого процесса. Связаться с нами!Как работает сварка листового металла TIG
При сварке TIG материал подается вручную, с помощью стержня или автоматически с намотанной проволокой. Эта процедура подходит для выполнения высококачественных сварных швов в случае соединения тонкой нержавеющей стали толщиной путем плавления кромок с небольшими добавками материала (в некоторых случаях даже без присадочного материала).
Для сварки тонких листов методом TIG используется горелка , в которую вставлен вольфрамовый электрод, вокруг которого протекает защитный инертный газ на плавильной ванне. Оператор перемещает горелку вдоль стыка для перемещения плавильной ванны, размещая плавкий вольфрамовый электрод на максимальном расстоянии в несколько миллиметров и сохраняя это расстояние стабильным .
Во время работы очень важно не допускать прямого контакта электрода со свариваемой деталью, так как вольфрамовый стержень прилипнет к стыку и остановит сварку.
Minifaber: ваша точка отсчета для сварки тонколистового металла TIG
Этот процесс сварки листов — отличное решение для получения результатов без заусенцев, но для получения современной сварки TIG требуется узкоспециализированных оператора , особенно когда речь идет о работе с тонкими листами.
В Minifaber мы свариваем TIG листовой металл собственными силами в защищенной и контролируемой среде, оптимизируя тем самым время и затраты на создание сложных, готовых или полуфабрикатов.
Наш парк оборудования включает антропоморфного сварочного робота MIG-TIG и 8 сварочных аппаратов, полностью специализирующихся на TIG , с помощью которых мы производим как полуфабрикаты, так и готовые изделия с высокой добавленной стоимостью.
Если вас интересуют наши услуги по сварке листового металла TIG, свяжитесь с нами! Мы покажем вам все преимущества этого процесса. Связаться с нами!Дуговые сварочные аппараты и аппараты для ручной сварки — Eastwood
Опытные производители, занимающиеся исследованиями и разработками, создали несколько аппаратов для дуговой сварки для различных областей применения.Наш стандартный
— легкий прибор, который эффективен для тонкой и нержавеющей стали. Для дополнительной мощности используйте
и его максимальную выходную мощность 200 А. Эти инверторные блоки ценятся за их портативность, так как их можно легко взять с собой для неожиданных проектов. На каждый из них предоставляется трехлетняя гарантия производителя и наша стопроцентная гарантия удовлетворенности клиентов. Если вы предпочитаете сварочный аппарат, работающий на переменном токе, закажите
Эти инверторные блоки ценятся за их портативность, так как их можно легко взять с собой для неожиданных проектов. На каждый из них предоставляется трехлетняя гарантия производителя и наша стопроцентная гарантия удовлетворенности клиентов. Если вы предпочитаете сварочный аппарат, работающий на переменном токе, закажите
, который может работать от 40 до 225 ампер.Прочтите наши обзоры сварочных аппаратов, чтобы узнать больше о том, для чего они могут использоваться.
Сварочные аппараты Eastwood
Если сварка горелкой — лучший вариант для работы с металлом, вы можете приобрести подходящее оборудование за меньшие деньги, совершив покупки в Eastwood. Дуговая сварка защищенным металлом, или сварка штучной сваркой, часто считается самой простой формой сварки. Но не путайте «базовый» со значением, что вы можете использовать любой старый сварочный аппарат для вашей проектной машины. Вам по-прежнему нужен хороший сварщик, чтобы обеспечить прочную связь между металлами. Найдите в Eastwood подходящего сварочного аппарата для дуговой сварки, который обеспечит отличные сварные швы на стали и чугуне, особенно с трубчатыми стальными конструкциями, такими как прокатные стержни.
Найдите в Eastwood подходящего сварочного аппарата для дуговой сварки, который обеспечит отличные сварные швы на стали и чугуне, особенно с трубчатыми стальными конструкциями, такими как прокатные стержни.
Почему сварка горелкой вместо аппарата MIG или TIG?
СваркаMIG и TIG имеет свое применение, но сварка горелкой не может сравниться с ее портативностью. Вывести небольшого сварочного аппарата MIG в поле для ремонта может быть несложно, но без электричества это бесполезно. Еще одно преимущество кислородно-ацетиленовой сварки горелкой состоит в том, что сварной шов более мягкий, поэтому он менее хрупкий при применении, когда прочность является проблемой, а также его легче сверлить, нарезать резьбой и обрабатывать.Нажмите здесь, чтобы получить ответы на часто задаваемые вопросы по кислородно-ацетиленовой сварке
Компактные сварочные аппараты для стержневой сварки
Опытные производители в области НИОКР создали несколько аппаратов для дуговой сварки для различных областей применения. Наш стандартный сварочный аппарат ARC 80 Stick Welder — это легкий аппарат, который эффективен для обработки тонкой и нержавеющей стали. Для дополнительной мощности приобретите сварочный аппарат ARC200i Welder с его максимальной выходной мощностью 200 А. Эти инверторные блоки ценятся за их портативность, так как их можно легко взять с собой для неожиданных проектов. На каждый из них предоставляется трехлетняя гарантия производителя и наша стопроцентная гарантия удовлетворенности клиентов.Если вы предпочитаете сварочный аппарат, работающий на переменном токе, закажите Lincoln Electric LEW K1170, который может работать от 40 до 225 ампер. Прочтите наши обзоры сварочных аппаратов, чтобы узнать больше о том, для чего они могут использоваться.
Наш стандартный сварочный аппарат ARC 80 Stick Welder — это легкий аппарат, который эффективен для обработки тонкой и нержавеющей стали. Для дополнительной мощности приобретите сварочный аппарат ARC200i Welder с его максимальной выходной мощностью 200 А. Эти инверторные блоки ценятся за их портативность, так как их можно легко взять с собой для неожиданных проектов. На каждый из них предоставляется трехлетняя гарантия производителя и наша стопроцентная гарантия удовлетворенности клиентов.Если вы предпочитаете сварочный аппарат, работающий на переменном токе, закажите Lincoln Electric LEW K1170, который может работать от 40 до 225 ампер. Прочтите наши обзоры сварочных аппаратов, чтобы узнать больше о том, для чего они могут использоваться.
Универсальные сварочные аппараты и принадлежности
Нет ничего лучше, чтобы сварщик мог использовать более одного метода. Обе модели аппаратов для дуговой сварки Eastwood можно заказать с дополнительной сварочной горелкой TIG, которая позволяет при необходимости работать без прилипаний. А с помощью многопроцессорной установки вы также можете выполнять сварку MIG.И Eastwood MP200i, и MP250i позволяют выполнять сварку клеем низкоуглеродистой стали и чугуна перед переключением на другой процесс для более сложных работ. Наша команда может помочь вам выбрать лучшего сварщика, отвечающего потребностям вашего предприятия и бюджету. Какой бы вариант вы ни выбрали, вы можете запастись сварочными стержнями или получить запасную горелку, чтобы всегда быть готовым к работе.
А с помощью многопроцессорной установки вы также можете выполнять сварку MIG.И Eastwood MP200i, и MP250i позволяют выполнять сварку клеем низкоуглеродистой стали и чугуна перед переключением на другой процесс для более сложных работ. Наша команда может помочь вам выбрать лучшего сварщика, отвечающего потребностям вашего предприятия и бюджету. Какой бы вариант вы ни выбрали, вы можете запастись сварочными стержнями или получить запасную горелку, чтобы всегда быть готовым к работе.
Высокое качество и ценность
Это оборудование для дуговой сварки позволяет выполнять сплошные сварные швы, которые затем можно нарезать резьбой, просверлить или обработать на станке в рамках производственного проекта.С помощью качественного аппарата от Eastwood вы можете сваривать практически где угодно. Мы известны надежными и универсальными сварочными аппаратами, которые стоят намного дешевле, чем аналогичные сварочные аппараты других производителей. Иствуд является местом, где можно купить автозапчасти своими руками с 1978 года, и он всегда предоставит вам поддержку, необходимую для работы с металлом.
Как сваривать тонкий металл. Электроды для сварки тонкого металла с инвертором
Сегодня время, когда сварка тонкого металла стала очень важным моментом в жизни каждого человека.Вся бытовая техника в современных автомобилях и многое другое изготавливается из тонкого металла. И не последнее место в этом вопросе занимает экономика. Использование толстого металла просто нерентабельно.
Следовательно, для сваривания тонкого металла нужны специалисты и мастера. Готовить тонкий металл очень сложно, это очень сложный процесс, так как любая ошибка влечет за собой прожиг металла и, как следствие, повреждение детали.
Тонкий металл можно сваривать разными способами:
- ручная электрическая дуга;
- непрерывный;
- прерывистый;
- полуавтомат;
- газ.
Сварка тонкого металла: в чем сложности работы
Основная проблема при работе с особо тонким металлом — тончайшая кромка, связанная с прожогом металла, возникновением налипания электродов.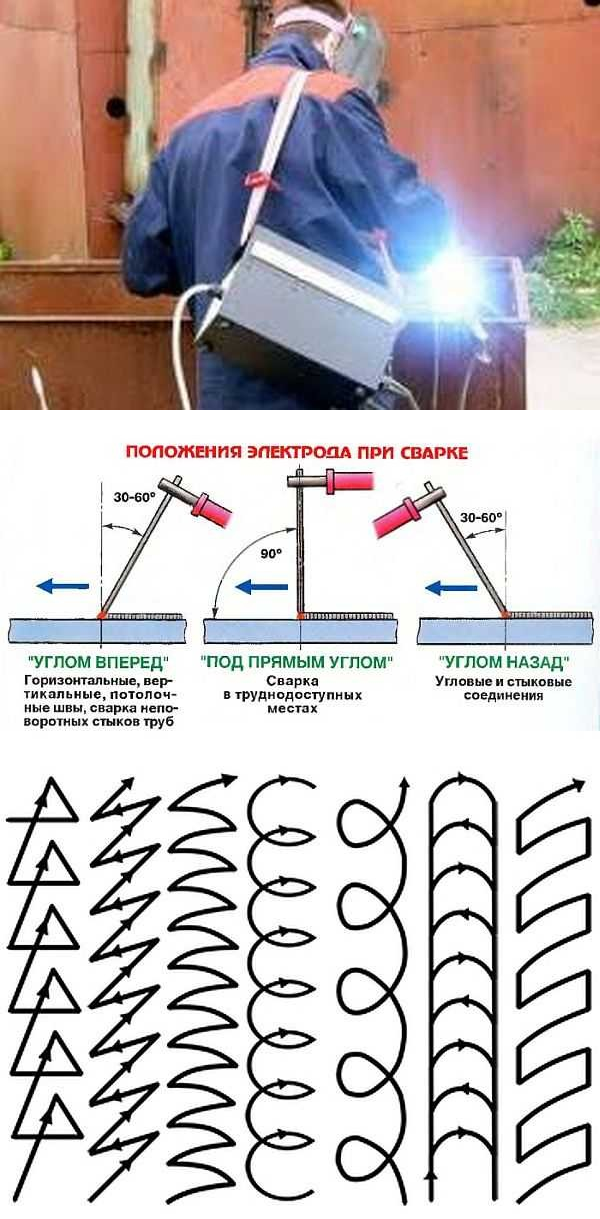
Иногда не прилипает, но появляется еще один дефект, так называемое непробитие.
При неправильной регулировке сварочного тока, например, завышении его значения или удержании электрода на одном месте, металл прожигается.
При малом значении тока образуется неплавление, детали не свариваются, отваливаются, может возникнуть прилипание.
При недостаточном токе увеличение расстояния между свариваемыми деталями и электродом приводит к прерыванию дуги.
Вернуться к содержанию
Режимы сварки и электроды
Для сварки тонкого металла необходимы электроды малого диаметра. Обычно не превышает 4 мм. В этом случае значение тока должно быть в пределах 140-180 ампер.Эти размеры наносятся толщиной 3 мм. Чтобы сварить металл намного тоньше, используются электроды в диапазоне 0,5-2,5 мм. Величина силы тока находится в пределах 10-90 ампер.
Для проведения сварочных работ при подаче слабого тока необходимо использовать электроды со специальным покрытием. С его помощью происходит быстрое возбуждение и нормальное горение дуги. Такие электроды очень медленно плавятся, в них получается жидкий металл, что придает шву красивый вид.
ОМА-2 полностью соответствует всем вышеперечисленным требованиям. В него входят:
- титановый концентрат;
- руда ферромарганцевая;
- мука;
- специальных добавок.
Все эти вещества обеспечивают стабильность дуги. Это необходимо при заваривании тонкого материала.
Электроды типа «ОМА-2» считаются лучшими для работы с тонкими материалами. Он может создать стабильную дугу, используемую при сварке деталей из углеродистой стали.
Вернуться к содержанию
Технологический процесс
Сваривать тонкий металл обычной ручной электродуговой сваркой довольно сложно. Чтобы исключить сплошные прожоги по всей длине свариваемых концов, используют определенную технологию:
Выбрано- электродов малого диаметра;
- установлен наименьший сварочный ток;
- , чтобы сварочная дуга имела стабильное горение, используются токи высокой частоты. Для этого подключается осциллятор.
 Для этого подключается осциллятор.
Для этого подключается осциллятор. Заранее подбирается подключение, при котором полностью исключены прорывы.
При толщине металлического листа менее 2 мм лучше всего подойдет электрод диаметром менее 1,6 мм. Это должно быть правильно прикрыто. Величину сварочного тока регулируют так, чтобы его хватило на расплавление электрода. Обычно она колеблется в пределах 50-70 ампер. При использовании осциллятора достигается нормальное горение дуги. Устройство помогает быстро получить дугу, исключает возникновение ожогов.
Вернуться к содержанию
Инвертор и обработка тонкого металла
После появления сварочных инверторов сварочные операции стали доступны практически каждому. Раньше мы использовали устройства, с которыми было очень сложно работать, они были тяжелыми и сложными в настройке. Сварка инвертором очень проста, не вызывает затруднений и доступна новичку. Вам просто нужно знать несколько основных правил.
При инверторной сварке ищется баланс, при котором не должно происходить прогорания и прилипания электрода. Другими словами, эффективность сварки напрямую зависит от:
Другими словами, эффективность сварки напрямую зависит от:
- ,
- зазор между металлической поверхностью и электродом;
- сила тока;
- скорость движения электрода;
- плавный ход.
Все эти факторы являются наиболее сложными для тех, кто впервые начал сварку. В этом случае очень важно иметь хороший глаз, специфические навыки. Чем больше готовишь, тем лучше получается. Только навыки, приобретенные в процессе работы, помогут добиться успеха и получить хороший результат.
Неопытному сварщику сложно быстро выставить на инверторе необходимую силу тока, чтобы исключить прожог металла и получить надежное соединение.
Приготовить тонкий металл с помощью инвертора — дело непростое. Это сложно даже опытному мастеру. Поэтому в большинстве случаев используется аргонная дуга. Он сводит к минимуму появление прогорания, шов гладкий и имеет красивый внешний вид.
Однако импульсная сварка не всегда возможна, нужно готовить с помощью инвертора. Чтобы получить хороший результат, можно последовать советам опытных сварщиков.
Металлом считается тонкий листовой металл, толщина которого не превышает 3-5 мм. Такой материал сегодня используется довольно часто и поэтому для специалистов вопрос выполнения сварочных работ остается максимально актуальным. Но в то же время при выполнении подобных операций возникают определенные сложности.
Основная проблема — большая вероятность того, что при неосторожном движении сварка тонкого металла электродом закончится прожогом металла с образованием сквозного отверстия на детали.В то же время при обратном подходе к выполнению подобных работ некачественный сварной шов — «непровар» может стать проблемой.
Другой технологической проблемой при сварке тонких металлических листов является использование во время работы предельно малых токов. В этом случае даже при небольшом увеличении расстояния от электрода до поверхности детали дуга гаснет. Именно поэтому из всего вышесказанного можно сделать вывод, что сварка тонколистовых деталей требует довольно большого практического опыта и знания тонкостей процесса.
Сварка листового металла: основные требования
При сварке тонкого металла электродом важно выбрать правильную толщину в зависимости от толщины обрабатываемой металлической детали. Как правило, берутся равные размеры (для листа толщиной 3 мм берется электрод 3-4 мм).
Существует строгая зависимость между силой тока и толщиной металла. Деталь толщиной 3 мм требует использования сварочного тока 140-180 А с электродом диаметром 3-4 мм.Если берется более тонкий электрод, необходимо снизить значение тока до 10-90 А.
Сварка тонких металлических листов требует использования электродов с покрытием, обеспечивающим стабильное, стабильное горение и легкое зажигание электрической дуги. Также важно, чтобы электрод плавился достаточно медленно, чтобы в результате получился металл, необходимый для сварки.
Виды сварки тонколистового металла
Дуговая сварка
В технологическом процессе используется электрическая дуга для соединения отдельных металлических частей. Этот вид сварки, в свою очередь, обычно делится на плазменную, электронно-лучевую, электрошлаковую и термитную.
Этот вид сварки, в свою очередь, обычно делится на плазменную, электронно-лучевую, электрошлаковую и термитную.
Независимо от способа сварки, суть процесса заключается в том, что под действием высокой температуры образуется жидкий металл, который плавит края элементов конструкции, заполняя расстояние между ними. В результате получается сварной шов.
В ходе этого процесса активно используется воздействие на металл давления.Сварка по данной технологии может производиться стыковым или точечным методом. Обе заготовки зажимаются с помощью электродов, которые плавятся под действием высокой температуры, соединяя детали под давлением.
Ультразвуковая сварка
Сварка тонколистового металла происходит путем помещения изделия между специальной опорой и рабочим концом сварочного аппарата. На деталь действуют вертикальная сжимающая сила и колебания ультразвуковых волн, в результате чего возникают силы трения, за счет которых создается сварное соединение.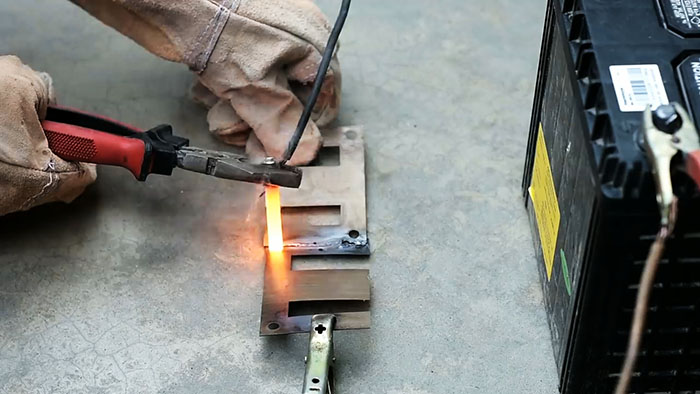
Инверторная (полуавтоматическая) сварка тонкого металла
Один из эффективных аппаратов полуавтомата для сварки тонколистового металла. Он обеспечивает качественное соединение таких материалов, так как способен отлично работать при малых токах. При этом необходимо учитывать качество свариваемого металла, марку электродов, стабильность рабочих характеристик самого аппарата при малых токах.
Лазерная сварка
Операция выполняется с использованием светового луча, полученного от газового или твердотельного излучателя. В этом случае нет необходимости использовать вакуум, сварка ведется на воздухе (в этом случае расстояние от детали до излучателя может быть значительным).
Способы сварки тонких металлических листов
Шов выполняется непрерывно . Ключевыми факторами, влияющими на успех операции, являются правильно подобранный ток (около 40-60 А) и скорость электрода по соединительной линии.
Прерывистая сварка листового металла (точечная сварка) . Этот метод наиболее популярен среди сварщиков при работе с изделиями из аналогичного материала. Каждая операция — это кратковременный точечный контакт электрода с металлом (как вариант можно провести короткие линии по будущему шву). При этом следует учитывать, что значение сварочного тока будет несколько выше по сравнению с непрерывной сваркой.
Этот метод наиболее популярен среди сварщиков при работе с изделиями из аналогичного материала. Каждая операция — это кратковременный точечный контакт электрода с металлом (как вариант можно провести короткие линии по будущему шву). При этом следует учитывать, что значение сварочного тока будет несколько выше по сравнению с непрерывной сваркой.
Стоит отметить, что именно такой способ выполнения сварного соединения металла небольшой толщины считается наиболее экономичным: он обеспечивает качественный сварной шов и минимум деформации металла.
Сварка даже на тонком металлическом инверторном аппарате часто вызывает определенные трудности даже у опытных сварщиков. Дело в том, что здесь вам придется руководствоваться совершенно другими правилами, чем при соединении между собой элементов значительной толщины.
Прежде всего, следует отметить, что категорически запрещается слишком сильно нагревать тонкий металл, так как он выгорит, а в его структуре появятся дыры. В связи с этим при сварке довольно тонких листов металла электрод проводят максимально быстро, не отклоняя его в сторону.
В связи с этим при сварке довольно тонких листов металла электрод проводят максимально быстро, не отклоняя его в сторону.
Еще одна сложность, связанная со сваркой относительно тонкого металла, — это необходимость использовать малые токи, соответственно придется сваривать на короткой дуге. Если произойдет даже небольшое расслоение, дуга погаснет. В некоторых случаях трудности возникают даже с зажиганием, поэтому необходимо будет использовать устройства с хорошими вольт-амперными свойствами, в частности, устройство должно позволять плавную регулировку тока.
Полуавтоматический инверторный прибор позволяет получить максимально качественное соединение, которое будет достаточно прочным и долговечным.Если у человека нет достаточного опыта использования полуавтоматической сварки, то ему лучше всего набраться опыта в области сварки толстых элементов, только после этого переходить к соединению тонких металлов. Дело в том, что чем тоньше сталь, тем сложнее будет получить надежный шов.
Основными положительными характеристиками сварочного полуавтомата является его способность идеально работать при малых токах и при малых напряжениях.
Необходимо прислушиваться к опыту профессиональных сварщиков, которые рекомендуют вам позаботиться о собственной безопасности… При сварке металлов необходимо использовать специальную защитную маску, которая защитит глаза от повреждений слишком ярким излучением.
Толщина электродов для аргонной сварки не должна быть слишком большой — их максимальный диаметр будет около 2,5 мм. Инвертор позволяет очень быстро регулировать силу тока. Делается это одной ручкой, а сила тока будет в пределах от 10 до 200 А. Чем тоньше берется электрод и чем тоньше свариваемые детали, тем меньший ток будет оптимальным.
Технология работы
Чтобы получить хорошее представление о том, как варить тонкий металл с помощью инвертора, сначала нужно узнать, какие существуют методы работы. Многие профессионалы рекомендуют держать электрод под небольшим углом к заготовке. Здесь пригодится метод отбортовки, когда края деталей немного загибают и начинают соединяться самыми короткими швами через каждые 10-15 см. После того, как элементы закреплены, следует пройтись по всей длине шва сверху вниз.
Здесь пригодится метод отбортовки, когда края деталей немного загибают и начинают соединяться самыми короткими швами через каждые 10-15 см. После того, как элементы закреплены, следует пройтись по всей длине шва сверху вниз.
Сварка тонкого металла инвертором часто приводит к образованию прожогов (особенно, если работа ведется без перебоев). Чтобы предотвратить появление такого дефекта, дугу можно оторвать на одну секунду. После этого его возвращают на то же место и проводят еще на несколько миллиметров. Этот метод более трудоемок, однако лучше сваривает металлические детали. При отсутствии дуги расплавленный металл немного остынет. Это будет хорошо видно по изменению цвета шва.Главное в этой технологии — не допускать слишком долгого обрыва дуги, иначе сталь будет слишком сильно остывать.
Если есть возможность использовать точечный шов, то его лучше использовать при сварке тонких деталей. Его суть заключается в создании на небольшом расстоянии друг от друга небольших прихваток, которые будут удерживать детали на одном месте.
Аргонодуговая сварка будет намного проще, если под место образовавшегося шва подложить медную пластину. Дело в том, что медь имеет совершенно иные технологические характеристики, чем сталь, в частности, уровень ее теплопроводности почти на порядок выше, чем у стали.Если положить ее под формирующий шов, то она заберет большую часть тепла внутрь себя, при этом сталь не будет перегреваться.
Как правильно сварить оцинкованный лист?
Оцинкованная или оцинкованная сталь — это тонкий лист металла, в который во время производства был погружен такой элемент, как цинк. Если возникнет необходимость соединения таких элементов, то цинковое покрытие на свариваемых краях нужно будет полностью очистить. Сделайте это одним из следующих способов:
- Удалите слой механически — с помощью угловой шлифовальной машины и абразивного диска, металлической щетки или наждачной бумаги;
- Прогорание при сварке — цинк испаряется при температуре около 900 градусов, поэтому нужно дважды провести электрод по образующемуся шву. Однако при этом необходимо помнить, что пары цинка крайне токсичны, поэтому такие работы разрешается проводить как на открытом воздухе, так и в помещении с хорошей вентиляцией.
 Однако при этом необходимо помнить, что пары цинка крайне токсичны, поэтому такие работы разрешается проводить как на открытом воздухе, так и в помещении с хорошей вентиляцией.
Однако при этом необходимо помнить, что пары цинка крайне токсичны, поэтому такие работы разрешается проводить как на открытом воздухе, так и в помещении с хорошей вентиляцией.После каждого прохода электродом необходимо снимать флюс с поверхности заготовки. Когда цинк полностью удален, начинается сварка самого металла. Чтобы получить соединение наилучшего качества, следует использовать электроды двух типов.
Основа шва выполнена на основе материала с рутиловым покрытием; их нужно использовать, чтобы формировать шов максимально аккуратно, не допуская слишком сильных вибраций.Облицовочный шов следует сделать намного шире. Для этого подходят стандартные электроды с обычным покрытием.
Как выбрать полярность?
Для получения надежного сварного соединения необходимо правильно выбрать параметр, например, полярность, и она может быть прямой или обратной:
- Прямая полярность гарантирует не слишком высокую температуру, а тепло будет проходить в толщу металла в узкую, но глубокую область;
- Обратная полярность допускает более высокую температуру, и область плавления будет не слишком глубокой, а довольно широкой.

Чтобы научиться сваривать тонкий металл, этот параметр нужно выбирать очень тщательно. Если положить на свариваемые детали положительный заряд, то они сильно нагреются. При подключении положительного элемента к проводнику электрод будет слишком сильно нагреваться, что в конечном итоге может привести к протыканию заготовки.
При соединении тонких металлических элементов желательно использовать обратную полярность — в этом случае удастся получить оптимальную силу тока, что позволит наблюдать за формированием шва и держать этот процесс под непосредственным контролем.Если этот процесс наладить максимально правильно, то в итоге удастся получить прочное соединение без прогорания заготовки и других дефектов. В процессе сварки электрод следует проводить как можно медленнее. Тогда конечный результат будет удовлетворительным.
Процесс сварки предназначен для создания тонкого металлического шва с использованием сварного шва … Во многих изделиях тонкие элементы имеют толщину в пределах 5 мм.
Сварка тонкого металла качественная с учетом параметров прочности, вязкости, пластичности.
Сварка тонкого металла качественная при таких параметрах как:
- силы;
- антикоррозийная стойкость;
- пластик;
- вязкость.
Как сваривать тонкий металл инвертором и какие условия используются при его сварке?
Виды сварки тонколистового металла и их особенности
Листы тонкого металла необходимо стыковать довольно часто. Многие детали и механизмы изготовлены из следующих материалов:
- лодок;
- моторных лодок;
- автомобилей.
Хорошая сварка возможна только после изучения тонкостей процесса.
Основной особенностью соединения тонкого металла является вероятность его повреждения электродами с образованием непригодного для использования изделия. Неправильное обращение с электродами приводит к созданию слабого сварного шва и некачественному соединению металлических поверхностей.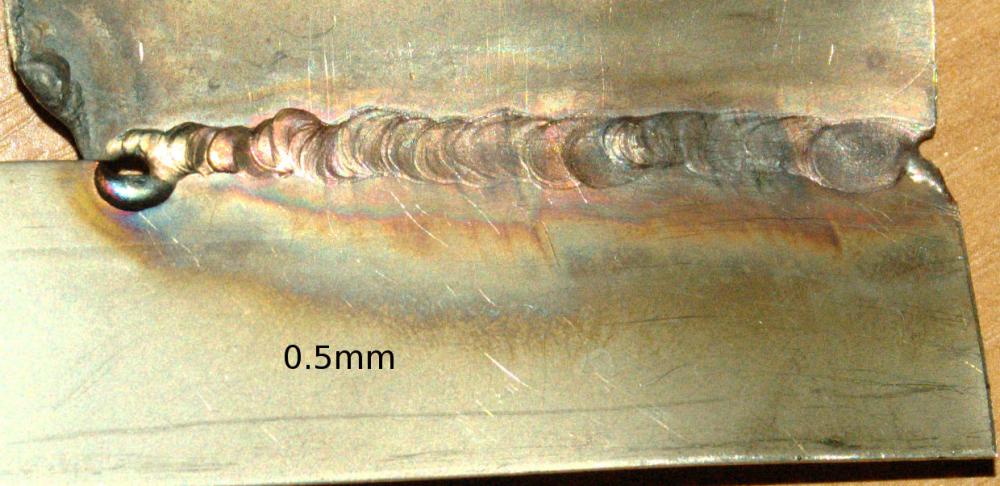 Только опытные мастера, умеющие подбирать величину тока для сварки, могут создать правильную сварочную дугу.
Только опытные мастера, умеющие подбирать величину тока для сварки, могут создать правильную сварочную дугу.
Еще одна особенность — подготовка края металлической пластины к сварке. Учитывается положение соединительного шва и толщина свариваемого листа.
Условия, которые необходимо соблюдать при сварке тонкого металла
Перед началом работы нужно выбрать размер электрода диаметром, равным толщине листа. Величина силы тока выбирается в зависимости от диаметра электрода. Большое внимание уделяется покрытию электродов; выбираются элементы с длительным периодом плавления.
Для соединения изделий используется сварочный инвертор, что позволяет обеспечить Хорошую работу … Сварка тонкого металла осуществляется без особого труда современным сварочным аппаратом, который имеет небольшой вес и высокую производительность. Инвертор работает от источника постоянного тока. Для соединения тонкого металла используются электроды любой марки. При работе с прибором рекомендуется регулировать силу тока в пределах 10-15 А. При использовании электродов диаметром 1.6 мм, получается качественный.
При использовании электродов диаметром 1.6 мм, получается качественный.
Инвертор имеет идеальные характеристики по системе «вольт-ампер», поддающийся настройке под конкретный вид сварки. Потребляемая мощность устройства меньше, чем у выпрямителя или трансформатора, а КПД составляет 90%.
Устройство для соединения тонких металлов
Прежде всего, необходимо изучить устройство сварочного механизма, что очень сложно из-за использования высоких значений напряжения, силы тока, максимальных частот… В процессе эксплуатации происходит двукратное преобразование напряжения с переменного на 220 В, в постоянное и высокочастотное. Инвертор включает в себя импульсные аккумуляторы, состоящие из модулей. Цифровые процессоры с программными микросхемами координируют работу элементов сварочного аппарата.
Инвертор может выполнять несколько программ:
- исключить напряжение на сварочной дуге при коротком замыкании;
- создать дополнительный импульс тока;
- обеспечивает разрушение жидкометаллических преград при сварке короткой дугой.
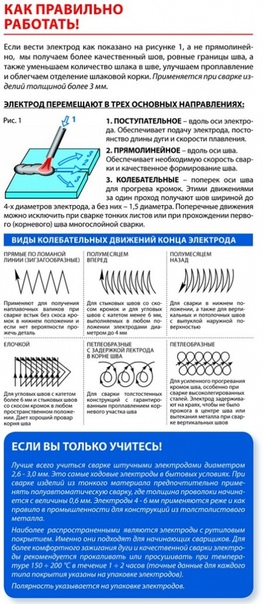
Рабочий процесс на сварочном аппарате
С помощью сварки можно создать своими руками в квартире или на даче много вещей. Отремонтировать машину, подключить металл намного проще, если использовать инвертор.
Для работы необходимо подготовить:
- электродов;
- сварочный аппарат;
- перчатки;
- тиски;
- молоток;
- щетка;
- маска для лица;
- комбинезон из плотной ткани;
- емкость с водой для устранения возможных источников пожара.
Перед началом сварки важно убедиться в правильности напряжения в аппарате и в рабочей сети. Необходимо проверить вилку, розетку и кабель и убедиться, что они исправны. Категорически запрещается работать на неисправном оборудовании.
Сварочный аппарат кладут на твердую поверхность после проверки заземления. Осмотрев толщину изделий, подбирают электроды. С помощью ручки на аппарате фиксируется необходимый ток.
Перед стыковкой металла с инвертором необходимо очистить заготовки от грязи и ржавчины. Затем металлические листы зажимаются в тисках. Электрод помещается в отверстие держателя. Дуга создается прикосновением и постукиванием по металлической пластине. После образования дуги необходимо не отпускать ее, проведя электрод по листу. Требуется следить за величиной тока, чтобы дуга была сплошной и яркой. Когда сварной шов остынет, частицы шлака удаляются молотком, а поверхность полируется до появления стойкого блеска.
Процесс управления сварочной дугой
При сварке необходимо контролировать зазоры между металлическим изделием и касающимся его электродом.
Равные размеры образовавшегося зазора — стабильная гарантия грамотно проведенного технологического процесса. При уменьшении размера заданного зазора получается дугообразный шов с участками его расплавленной боковой части. С увеличением расстояния процесс сварки становится невозможным: искажается размер самой дуги, и металл сваривается с некоторым уклоном в сторону. Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Только соблюдение указанного зазора при сварке позволяет сварить ровный красивый шов.
Формирование стандартного сварного шва с помощью инвертора
Соединять детали при сварке необходимо, чтобы не изменять скорость движения электрода, иначе не получится образовать ровный шов. Жидкое состояние сварного шва значительно ниже основной массы металла.
Полученная дуга способна захватить весь основной металл, переместить всю ванну на исходное место, образуя сварной шов.Задача сварщика — совместить шов с металлом. Создавая руками зигзаги и описывая дуги, вы легко создадите ровный шов.
От качества электрода зависит весь процесс сварки.
В таких случаях необходимо постоянно отслеживать размеры места сварного шва. Стоит попробовать и разместить ванну строго по кругу. Благодаря равномерно раскачивающим движениям образуется шов, но необходимо следить за его образованием на одном краю металлической пластины, а затем контролировать его образование в верхней части ванны.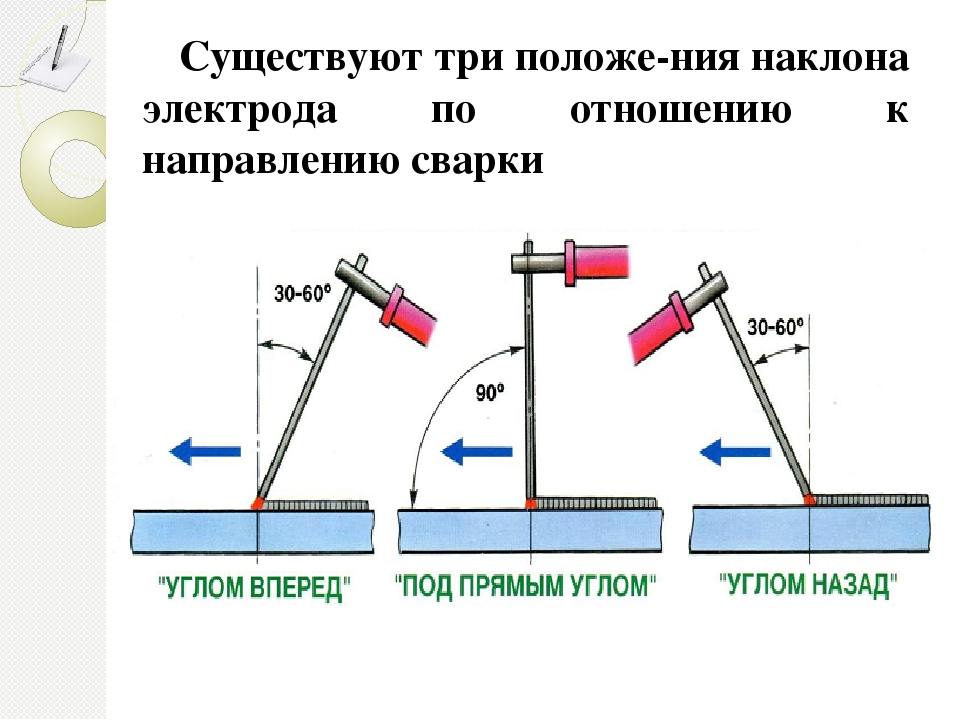
При приближении электрода к металлической заготовке образуется приподнятый шов. Большинство сварщиков добиваются плоского шва и движения ванны за счет значительного изменения угла наклона электрода. Идеально: регулируйте угол наклона от 45 ° до 90 ° для получения идеального шва и контроля над ванной.
Особенности стыковки металла малой толщины инвертором
При работе сварщик руководствуется полярностью электродов. От их значения зависит долговечность сварного шва и прочность всего стыка.
Электроды обратной полярности образуют глубокий шов. При работе определяют, какой заряд использовать и как его подключить. Положительный заряд нагревается сильнее. Сформируется качественный шов, если наблюдать его при сварке. Создавая рабочий угол электрода в пределах 30 °, электрод приближают к металлу и образуется красное пятно, пока не появится капля расплавленного металла. Сварной шов формируется после того, как все капли на листах соединяются вместе.
Преимущества приварки к инверторным выпрямителям
Сварка тонкого металла выполняется аппаратами во многих областях промышленности из-за их низкой материалоемкости. Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонно-дуговой сварки, при которой главное значение имеет качество сварного шва.
Сваривать металл несложно за счет высокого постоянства дуги и получения качественных конечных показателей. Инверторы используются для аргонно-дуговой сварки, при которой главное значение имеет качество сварного шва.
Если выполняется полуавтоматическая сварка, то инвертор способен контролировать движение металла, уменьшать его разбрызгивание.
Самая современная технология — плазменная сварка. При его использовании увеличивается производительность труда за счет изменения скорости резания, формируется постоянная сварочная дуга.
Работа со сварочным аппаратом требует грамотного обращения со сложным оборудованием, иначе возникают неисправности. Неисправность оборудования при неправильной настройке, нарушении правил использования товара. Если сварка не может быть произведена при включенном устройстве, возможно, неисправен кабель.
Отсутствие тока в сети приводит к тому, что инвертор не включается. Иногда наблюдается прилипание электрода. Процесс связан с низким напряжением в сети. Недостаточные контакты, образующиеся при окислении стыков, приводят к выходу сварочного аппарата из строя. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую устраняет сервисная служба.
Недостаточные контакты, образующиеся при окислении стыков, приводят к выходу сварочного аппарата из строя. Чем тоньше и меньше дуга, тем больше вероятность неисправности инвертора. В особых случаях возникает неисправность модуля, которую устраняет сервисная служба.
Как правильно выбрать сварочный аппарат?
Производители сварочных инверторов должны указывать в документации продолжительность включения устройства.
Изучив весь объем предлагаемых работ, можно приступать к покупке сварочного аппарата.В первую очередь учитываются параметры свариваемых деталей. Электроды подбираются в зависимости от толщины свариваемых листов. Величина силы тока устанавливается в зависимости от марки металла и его размеров.
Режимов работы устройства:
- крайний;
- средний;
- долговечный.
Низкое сетевое напряжение в пределах 190 В приведет к занижению сварочного тока.Не используйте кабели длиннее 15 м. Они дают низкий сварочный ток.
Еще одна важная деталь — это учет особенностей электросети. Если его значение невысокое, необходимо использовать устройства, работающие с колебанием напряжения 220 +/- 5%.
Тепловая защита устройства зависит от соблюдения рабочего режима. Он рассчитан на 20 отключений и может быстро выйти из строя.
Еще одна важная деталь для поддержания инвертора в рабочем состоянии — это учет особенностей сварки.Устройства с понижением холостого хода применяются во влажных помещениях, колодцах, водоемах.
Инвертор не эксплуатируется при температурах ниже 0 ° C, и резкие изменения способствуют образованию конденсата внутри плат.
Приобретая инвертор, следует помнить, что он используется в повседневной жизни для любых сварочных работ, имеет хорошие характеристики и во многих отношениях превосходит другое сварочное оборудование.
Инструкции
Свяжите листы вместе.
Прихватки выполняются короткими шовными перемычками (около 5-10 мм) с расстоянием между ними 50-100 мм по всему стыку. Свинец с периодическим перерывом — погасите дугу (потянув за электрод) и снова зажгите, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной от 1 мм и тоньше он должен составлять 1-3 секунды.
Свинец с периодическим перерывом — погасите дугу (потянув за электрод) и снова зажгите, чтобы металл не успел остыть. Время непрерывного горения дуги зависит от толщины листа и силы тока. Для листа толщиной от 1 мм и тоньше он должен составлять 1-3 секунды.
Сварите листы полностью
Сварите стык прерывистым швом, время от времени перемещая электрод в новую (холодную) зону стыка.Это позволит избежать сильного коробления металла — особенно, если длина стыка относительно велика (более 200-250 мм). Чем короче непрерывный шов, тем меньше коробление. Начинайте кипение с одного края стыка, затем переходите к другому, затем к центру и т. Д.
Стыковая сварка тонкого металла
Обеспечьте минимальный зазор между краями стали по всей длине стыка. В идеальном случае зазора нет вообще. Для стыковых швов на тонком металле используйте подкладку, которая подходит под стык.Сваривать тонкий (1 мм и тоньше) стальной стык без подкладки довольно сложно, хотя при наличии сварочных и хороших (импортных) электродов это вполне возможно. Сама технология сварки (выбор сварочного тока, использование прихваток, прерывистость и пошаговая сварка) остается такой же, как и при сварке внахлест.
Сама технология сварки (выбор сварочного тока, использование прихваток, прерывистость и пошаговая сварка) остается такой же, как и при сварке внахлест.
Сварка с неотдвижной стальной основой
Если конструкция детали позволяет использовать неотдвижную основу, поместите стальную полосу под стык той же толщины, что и основной лист шириной 13-15 мм.Обеспечьте плотное прилегание к нему свариваемого металла. Такая накладка позволит сваривать деталь даже при наличии зазора в несколько миллиметров в стыке. В этом случае к детали приваривается накладка.
Импульсный инверторный сварочный аппарат TIG, Сварочный аппарат IGBT_Zhejiang Linlong Welding Equipment Co., Ltd.
Основные параметры
Применимый источник питания: однофазный
Номинальное входное напряжение: 110 В / 220 В
Номинальная входная мощность: 2,2–6,1 кВт
Номинальный входной ток: 20.2A-33.8A
Напряжение холостого хода: 56 В
Класс защиты: IP23
Класс изоляции: H
Система охлаждения: принудительное воздушное охлаждение
Наш инверторный аппарат для импульсной сварки TIG спроектирован и изготовлен с учетом высокой прочности. Разработанный с инновационной и интуитивно понятной цифровой панелью управления, он также отличается простотой управления. Он широко используется для сварки различных металлов, включая углеродистую сталь, нержавеющую сталь, легированную сталь, медь, титан и т. Д.
Разработанный с инновационной и интуитивно понятной цифровой панелью управления, он также отличается простотой управления. Он широко используется для сварки различных металлов, включая углеродистую сталь, нержавеющую сталь, легированную сталь, медь, титан и т. Д.
Кроме того, сварочный аппарат IGBT может периодически генерировать импульсные дуги, что значительно снижает деформацию заготовки во время процесса сварки.Таким образом, сварочный аппарат TIG может применяться в сложных ситуациях, когда требуется высокое качество сварки. Он особенно подходит для сварки тонких металлических листов.
Характеристики- Наш аппарат для дуговой сварки AC / DC PGD может работать в различных режимах: MMA, HF TIG и Lift-TIG.
- Оператор может переключаться между режимами 2T и 4T по мере необходимости. Режим 2T подходит для сварки коротких швов, а режим 4T больше подходит для сварки длинных швов.
- Инновационная цифровая панель управления разработана с меньшим количеством кнопок управления, что обеспечивает более интуитивное и надежное цифровое отображение сварочного тока, что еще больше упрощает работу.
- Для зажигания дуги применяется высокая частота и высокое напряжение, что обеспечивает быструю динамическую реакцию, легкость зажигания дуги, стабильную и надежную дугу и небольшое количество сварочных брызг.
- Аппарат импульсной сварки также отличается разумной конструкцией, небольшими размерами и весом.Ручка наверху позволяет легко переносить сварочный аппарат.

| Модель | TIG200PGD-110 | TIG200PGD-220 | ||
| Номинальное входное напряжение | 1P ~ 110 В | 1P ~ 220 В | ||
| Частота | 50/60 Гц | 50/60 Гц | ||
| Режим сварки | ММА | TIG | ММА | TIG |
| Номинальная входная мощность | 3.7 кВт | 2.2 кВт | 6,1 кВт | 4,5 кВт |
| Номинальный входной ток | 33,8A | 20,2А | 27,8А | 20,5A |
| Рабочий цикл (40 ° C 10 мин) | 40% 120A, 100% 76A | 40% 180A, 100% 114A | 40% 200A, 100% 126A | |
| Напряжение холостого хода | 56V | 56V | ||
| Диапазон номинального выходного тока | 20-120A | 5-120A | 20-180A | 5-200А |
| КПД | Более 80% | Более 80% | ||
| Коэффициент мощности | 0. 73 73 | 0,73 | ||
| Н.З. | 15,0 кг | 15,0 кг | ||
| G.W. | 18,0 кг | 18,0 кг | ||
| Размер упаковки | 490 × 245 × 450 мм | 490 × 245 × 450 мм | ||
Индивидуальная настройка
Внешний вид, сварочный ток, инструкции по эксплуатации и упаковка нашего сварочного аппарата TIG могут быть адаптированы в соответствии с требованиями заказчика.
