Уроки сварки: Сварка инвертором для начинающих
От умения и опыта сварщика напрямую зависит результат работы. А что если этого опыта попросту еще нет? Чтобы компенсировать нехватку стоит перенять знания от бывалых «товарищей по цеху».В этой статье не будет истории появления сварки и других общих данных. Мы постарались сфокусироваться на том, что действительно важно знать начинающему сварщику, которого интересует электродуговая сварка (MMA).
О технике безопасности
Вопрос личной безопасности должен быть первостепенным для сварщика-новичка. Всем, кому интересна сварка инвертором для начинающих, стоит позаботиться о защите. Вам понадобится:- Сварочная маска
- Сварочные перчатки (краги)
- Халат или костюм с огнестойким покрытием
- Обувь из негорючих и неплавящихся материалов
- Респиратор (в некоторых случаях)
- Защитные очки для зачистки изделий

Как подобрать электрод для сварки инвертором
Чаще всего в учебных рекомендациях для новичков встречается зависимость толщины свариваемого металла и диаметра электрода. Обратите внимание на таблицу:
!Обычно рекомендации по диаметру и толщине даются относительно конкретного вида металла.
Этого вполне хватит, чтобы выбрать диаметр расходника до того, как наберется достаточное количество опыта в сварке. Но это отнюдь не все, что стоит учитывать при выборе.Не менее важным станет вид покрытия электрода:
- Кислые (А) – для сплавки низкоуглиродистой стали. Отличаются хорошим розжигом даже при низком напряжении и стабильностью дуги. Подходят для работы инвертором переменного и постоянного тока.
- Основные (Б) – для сварки жестких металлоконструкций с несколькими слоями. Защищают швы от трещин и поддерживают равномерную дугу при сварке на постоянном токе и обратной полярности.

- Рутиловые (Р) – для сварки в любых положениях. Идеальный вариант для новичка. Хорошее качество шва, минимальное количество брызгов, возможность спайки ржавых участков. Электроды невосприимчивы к влаге, что позволяет применять их для сварки трубопроводов. Перед использованием требуют просушку и прокалку.
- Целлюлозные (Ц) – для сварки в труднодоступных местах. Особенности электродов с этой обмазкой делают их отличным выбором для работы в любых положениях. Они обеспечивают стабильную дугу и оставляют минимум шлака. Единственный минус – необходимость в дополнительной шлифовке поверхности шва.
- Смешанные или комбинированные

Как настроить силу тока электродугового аппарата
Сварка инвертором для начинающих дается нелегко. В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
В будущем новичок сможет основываться на опыте, чтобы подобрать идеальную силу тока под конкретную ситуацию. На начальных этапах придется ориентироваться на усредненные значения и экспериментировать.
Каждый диаметр электрода требует определенного значения тока, а точнее диапазона значений. Грубой пропорцией можно назвать 1 мм диаметра на 30 А силы тока. Для двойки понадобится 60 А, для тройки 90 А, а четверка будет уместна при 120 А. Более точные диапазоны приведены в таблице:
Не рекомендуем долго оставаться на усредненных значениях. Только опытным путем можно найти лучший вариант для сварки металла.
Как разжечь электрод
Электрод установили в держатель, силу тока выбрали, а что дальше? Теперь можно приступать к работе и здесь первое, что нужно знать – как правильно разжечь электрод. Сделать это не сложно. Для этого есть всего два способа:- Касанием.
- Чирканьем.
С первым все ясно. Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Розжиг происходит при касании электрода металлической поверхности. Второй также не должен вызывать затруднений. Представьте себе, что электрод – спичка, а деталь спичечный коробок. Чирканье обеспечит легкий розжиг, но только не в труднодоступных местах.
Обратите внимание на кончик электрода перед соприкосновением. Если вы видите выступ металла, то с розжигом не должно быть проблем. Иногда мешать розжигу может обмазка, которая не проводит ток и появляется после работы. Что делать в этом случае? Просто постучите по свариваемой детали, чтобы освободить нужную часть от лишнего слоя.
Как правильно вести электрод во время сварки
С розжигом справились. В дальнейшем этот процесс дойдет до автоматизма, и будет занимать минимум времени. Далее рассмотрим ведение электрода. Как это делать правильно, чтобы добиться шва хорошего качества без трещин и чрезмерного шлака? Рассмотрим далее.
Надеемся, вы уже сталкивались с теорией и знаете, что такое сварочная ванна. Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
Нет? Тогда запомните простой ориентир – белое пятно из раскаленного металла. Во время работы нужно всегда следить за ней и отделять от шлака.
- Прямой угол – для работы в труднодоступных местах
- Углом вперед – для горизонтальных и вертикальных швов
- Углом назад – для угловых и стыковых соединений
Обратите внимание на скорость ведения электрода. Слишком маленькая приведет к недостаточной величине провара. Если движение будет слишком медленным, то высока вероятность того, что заготовка будет прожжена насквозь и испорчена.
Не забывайте и про траекторию движения. Да, она также важна. Несколько из приведенных ниже примеров стоит отработать до автоматизма.
Как минимизировать ошибки в работе.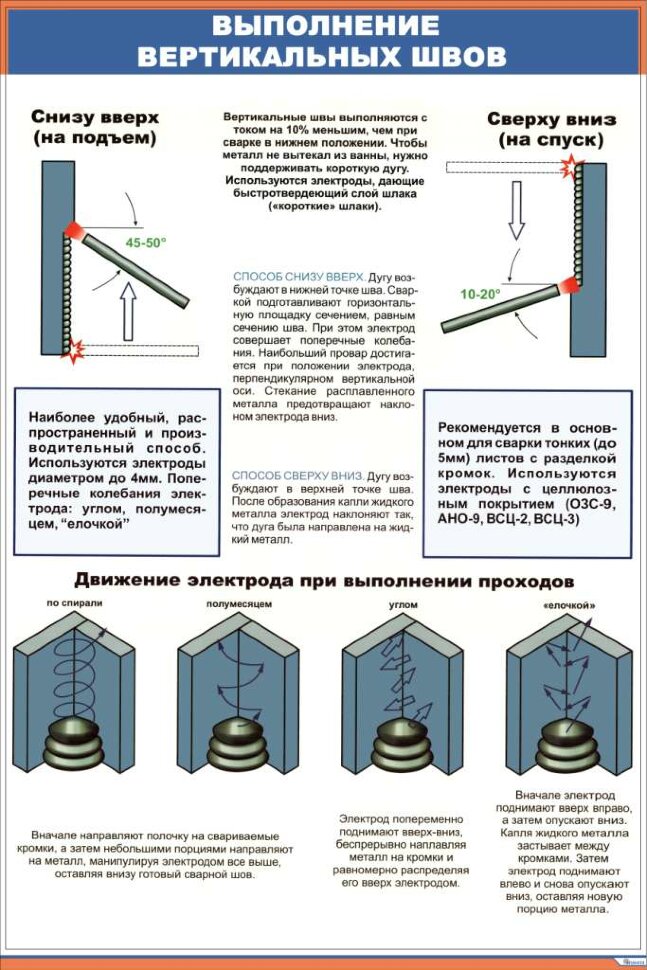 Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Никакая теория вам не поможет. Только практика станет лучшим учителем. При рассмотрении сварки инвертором для начинающих рекомендуют тренироваться на толстых листах металла. Сначала нужно научиться свободно разжигать электрод и вести его в горизонтальной плоскости.
Как понять, что вы готовы к более серьезным задачам? В этом поможет качество шва. Вы сами сможете определить его, и решить стоит ли останавливаться на достигнутом результате.
Как работать с тонким металлом
Многие новички совершают ряд ошибок во время сварки тонкого металла. Чтобы добиться качественного шва необходимо:- Выставить верное значение тока и подобрать электрод (обычно это «двоечка» и 60 А).
- Проваривать заготовку с короткими по времени отрывами (с получением опыта можно будет проводить сварку сплошным швом)
Самая распространенная ошибка начинающих сварщиков при сварке тонких металлов проявляется, когда их сваривают с заготовками большими по толщине. Запомните! Всегда ориентируйтесь на меньшую толщину. Только так вы исключите вероятность провара.
Если вы еще не успели купить инвертор, обратите внимание на функцию автоматического понижения величины сварочного тока во время короткого замыкания. Она также убережет от провара и порчи сплавляемых заготовок.
Прямая или обратная полярность
Вопрос полярности чуть ли ни один из самых популярных на сегодняшний день. Новички часто путаются в том, какую выбрать – прямую или обратную? Здесь все просто:- Прямая полярность – для тонких металлов (1,5-2 мм)
- Обратная полярность – для толстых материалов (более 2 мм)
Причина этого проста – при обратной полярности выделяется больше тепла, что усиливает провар.
Не знаете, как переключить на прямую полярность или обратную? Для первого варианта держак подключается к «минусу», а «прищепка» к плюсу, для второго – наоборот.
*Важно! Для сварки некоторых металлов используется только обратная полярность. Пример, алюминий, физико-химические свойства которого существенно усложняют процесс.
Сварка алюминия электродуговым инвертором
В информационных материал часто встречаются высказывания о том, что инвертор-MMA не совсем то, что нужно для работы с алюминием. Действительно аргонодуговые аппараты лучше справляются с данной задачей, но они дороги и имеются не у каждого. На бытовом уровне покупать такой агрегат нет смысла, поэтому прибегают к помощи MMA-инвертора.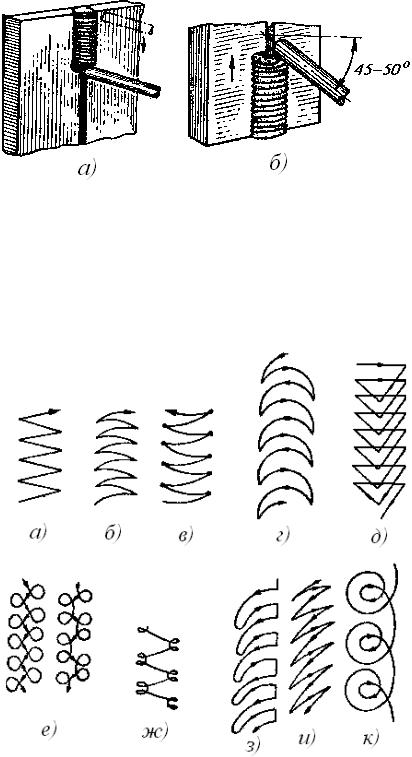
Что важно запомнить:
1. Для сварки алюминия потребуются специальные электроды. При этом существуют как универсальные варианты, так и виды, предназначенные исключительно для чистого металла. Внимательно подбирайте расходник, чтобы потом не было «мучительно больно» за бессмысленно потраченное время.
*Требуется улучшить качество сварного шва? Тогда стоит обратить внимание на легирующие добавки в составе обмазки электрода. Для повышения коррозийной стойкости используется добавка из Марганца, для защиты от провара – Кремний (уменьшает плавление, но способствует свариваемости), а для прочности – Магний. Если смешать добавки получится дополнительный эффект. Так Магний и Кремний формируют термостойкий сплав.
2. Обязательная тщательная очистка поверхности перед свариванием. Чаще всего на поверхности алюминия встречается оксидная пленка, она усложняет процесс из-за чрезмерной температуры плавления (2037 °С). Поэтому обязательным этапом работы с алюминиевыми деталями является их подготовка (зачистка).
И давайте немного поговорим про основные трудности в работе электродуговым инвертором с алюминиевыми деталями. Основных проблем четыре:
- Текучесть металла. Данное свойство станет настоящим кошмаром для начинающего сварщика. Во время работы перегретый металл может протечь. Чтобы расплавленный алюминий не «убежал» рекомендуются прокладки из керамики или стали.
- Окисление алюминия. Мы уже говорили об оксидной пленке, которая существенно усложняет процесс из-за высокой температуры плавления и других свойств (затрудняет розжиг дуги). К счастью «лечится» это просто – нужно тщательно зачистить деталь перед сваркой.
- Коэффициент линейного расширения. Об этом показателе многие не говорят, но именно он становится частой причиной появления трещин и других дефектов. При сильном нагреве расширяющийся металл давит на остальную часть конструкции, что и приводит к появлению проблем. Решение здесь довольно просто – предварительный нагрев заготовки до 200 °С и контроль температуры.
- Горячие трещины после застывания шва. Если такой дефект наблюдается, то нужно воспользоваться специальным присадочным материалом.
Сварочный инвертор и резка металла
Любой современный инвертор может использоваться для резки металла при условии достаточной силы тока. Планируете использовать аппарат для резки? Позаботьтесь о запасе сварочного тока в 20-50%.
Для резки металлических заготовок пользуются специальными электродами или привычными расходниками других типов. Чтобы проварить металл понадобится выставить силу тока большую, чем при сварке.
Обязательным условием также является работа на обратной полярности, о которой мы говорили ранее.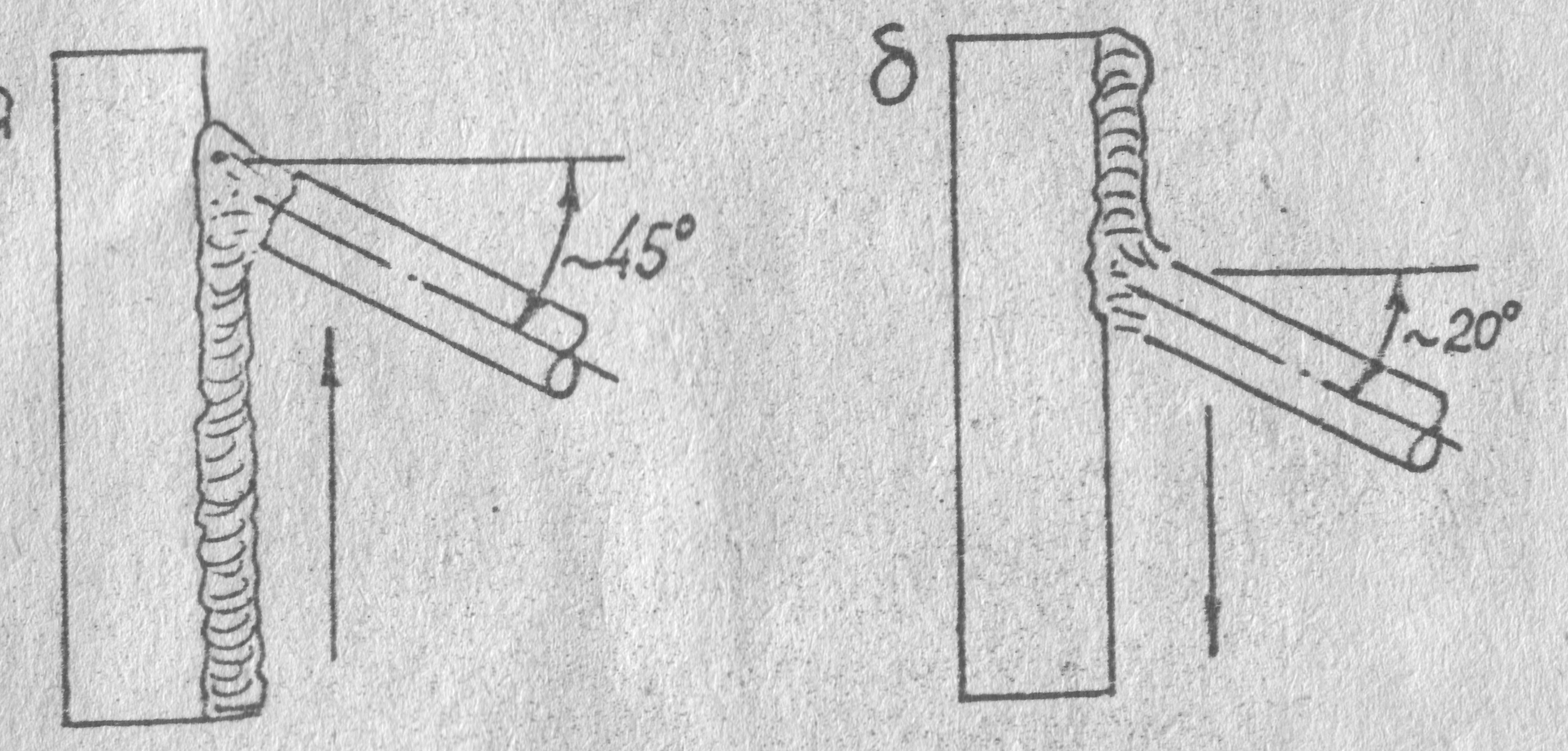 Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Именно при таком подключении достигается максимальный прогрев. Также важным моментом будет способ ведения – двигать электрод нужно «углом вперед».
Чтобы все было ясно приведем пример. Допустим у нас заготовка из стали толщиной 20 мм. Для резки сварочным инвертором понадобится электрод «тройка» и сила тока в пределах от 150 до 200 А. Выставлять последнюю можно во время работы, подбирая лучшее значение.
Как варить под контроль полуавтоматом вертикал | MastakSvarka
Рано или поздно каждый сварщик обязан сдавать экзамен для проверки своих навыков. Этот экзамен называется аттестация. На примере сварки вертикального сварного шва, я расскажу как это делается.
Очень важно подготовить детали к сварке. Притупление кромок 1.5 -2 мм. Без притупления кромок металл в процессе сварки корневого шва будет прожигаться. Зазор между деталями должен составлять примерно 2.5 мм. Толщина свариваемых деталей 10 мм (как пример). Обязательно устанавливаем выводные планки в начале и в конце стыка. Выводная планка предназначена для того, чтобы начинать на ней сварку и заканчивать на противоположной планке.
Обязательно устанавливаем выводные планки в начале и в конце стыка. Выводная планка предназначена для того, чтобы начинать на ней сварку и заканчивать на противоположной планке.
Подготовленная деталь к сварке
Сварку произвожу полуавтоматом проволокой сплошного сечения диаметром 1.0 мм, марка ER70S-6, это аналог сварочной проволоки Св08Г2С. Защитный газ смесь СО2 (18%) и Ar ( 82%). Корень свариваем снизу вверх движениями «Ёлочка» или второе название «Треугольник».
Сварка корня шва «Ёлочкой»Сварка корня шва «Ёлочкой»
Выполнив сварку корня, переходим к сварке заполняющего шва. Здесь уже переходим на движения Z-образные (зет образные) колебательные движения. Режим сварки U-17 В, скорость подачи проволоки 3.1 м/мин.
Сварка заполняющего слояСварка заполняющего слоя
Теперь остается заварить облицовочный сварной шов. Движения выполняем так же Z- образные. Режим сварки остается прежним.
Сварка облицовочного шва
После сварки обязательно необходимо зачистить сварной шов от брызг и копоти. Деталь полностью заварена и готова к дальнейшему контролю. Сварной шов проходит визуальный контроль с помощью измерительного инструмента и в последующем отправляется на УЗК (ультразвуковой контроль) или РГК (рентген).
Полностью готовый стыковой шовПолностью готовый стыковой шов
Более подробное видео можно увидеть здесь:
Как правильно варить вертикальный шов
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
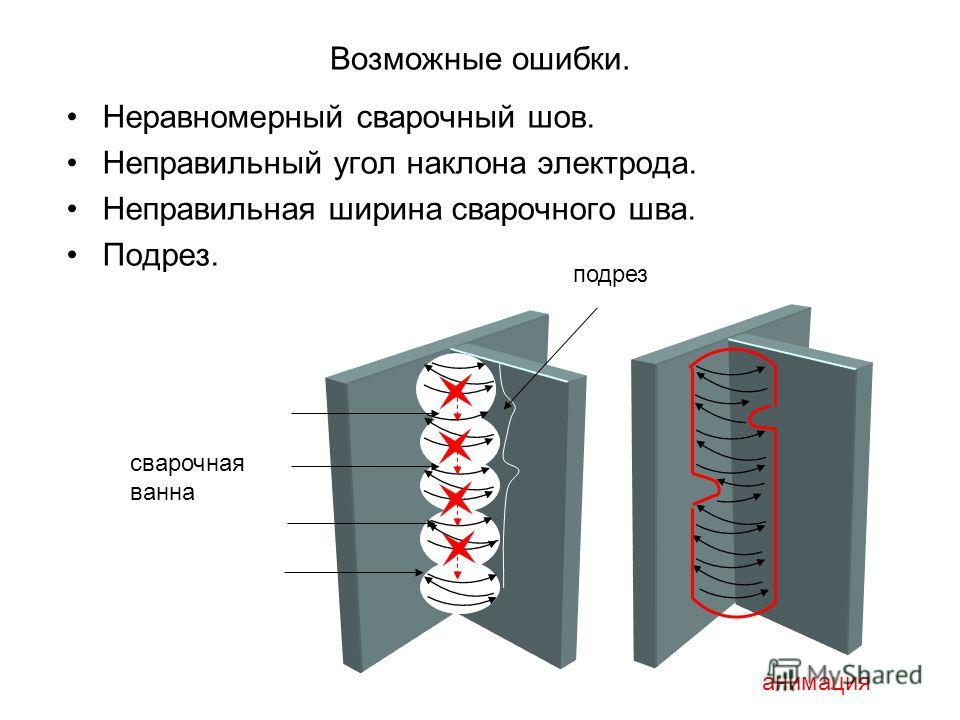
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получиться соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога.
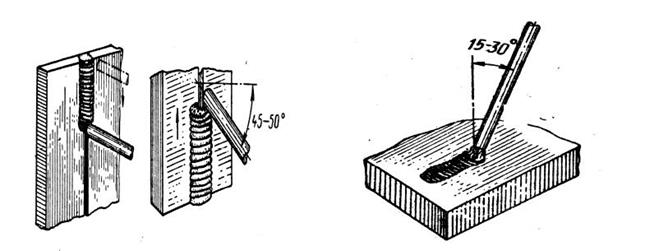
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Сварка вертикальных швов
Array
(
[TAGS] =>
[~TAGS] =>
[ID] => 109664
[~ID] => 109664
[NAME] => Сварка вертикальных швов
[~NAME] => Сварка вертикальных швов
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] => 115
[~IBLOCK_SECTION_ID] => 115
[DETAIL_TEXT] =>
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник:
wikimetall.ru
[~DETAIL_TEXT] =>
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка. Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник:
wikimetall.ru
[DETAIL_TEXT_TYPE] => html
[~DETAIL_TEXT_TYPE] => html
[PREVIEW_TEXT] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[~PREVIEW_TEXT] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[PREVIEW_TEXT_TYPE] => text
[~PREVIEW_TEXT_TYPE] => text
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[TIMESTAMP_X] => 03.08.2020 12:30:33
[~TIMESTAMP_X] => 03.08.2020 12:30:33
[ACTIVE_FROM] => 03.08.2020
[~ACTIVE_FROM] => 03.08.2020
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => /news/115/109664/
[~DETAIL_PAGE_URL] => /news/115/109664/
[LANG_DIR] => /
[~LANG_DIR] => /
[CODE] => svarka_vertikalnykh_shvov
[~CODE] => svarka_vertikalnykh_shvov
[EXTERNAL_ID] => 109664
[~EXTERNAL_ID] => 109664
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[LID] => s1
[~LID] => s1
[NAV_RESULT] =>
[DISPLAY_ACTIVE_FROM] => 03. 08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка вертикальных швов
[SECTION_META_KEYWORDS] => сварка вертикальных швов
[SECTION_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[SECTION_PAGE_TITLE] => Сварка вертикальных швов
[ELEMENT_META_TITLE] => Сварка вертикальных швов
[ELEMENT_META_KEYWORDS] => сварка вертикальных швов
[ELEMENT_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[ELEMENT_PAGE_TITLE] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
Сварка вертикальных швов С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
 При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
 А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.


 Особенно, если используется защитный газ (аргон или углекислый).
Особенно, если используется защитный газ (аргон или углекислый).
 В итоге получаются неровные соединения, сформированные каплями и подтеками.
В итоге получаются неровные соединения, сформированные каплями и подтеками.
 Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение. Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
 Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.


 08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка вертикальных швов
[SECTION_META_KEYWORDS] => сварка вертикальных швов
[SECTION_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[SECTION_PAGE_TITLE] => Сварка вертикальных швов
[ELEMENT_META_TITLE] => Сварка вертикальных швов
[ELEMENT_META_KEYWORDS] => сварка вертикальных швов
[ELEMENT_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[ELEMENT_PAGE_TITLE] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15.
08.2020
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Сварка вертикальных швов
[SECTION_META_KEYWORDS] => сварка вертикальных швов
[SECTION_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[SECTION_PAGE_TITLE] => Сварка вертикальных швов
[ELEMENT_META_TITLE] => Сварка вертикальных швов
[ELEMENT_META_KEYWORDS] => сварка вертикальных швов
[ELEMENT_META_DESCRIPTION] => В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
[ELEMENT_PAGE_TITLE] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Сварка вертикальных швов
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Сварка вертикальных швов
)
[FIELDS] => Array
(
[TAGS] =>
)
[DISPLAY_PROPERTIES] => Array
(
)
[IBLOCK] => Array
(
[ID] => 1
[~ID] => 1
[TIMESTAMP_X] => 15. 02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www.
02.2016 17:09:48
[~TIMESTAMP_X] => 15.02.2016 17:09:48
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[LID] => s1
[~LID] => s1
[CODE] => news
[~CODE] => news
[NAME] => Пресс-центр
[~NAME] => Пресс-центр
[ACTIVE] => Y
[~ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/
[SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/
[PICTURE] =>
[~PICTURE] =>
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[RSS_TTL] => 24
[~RSS_TTL] => 24
[RSS_ACTIVE] => Y
[~RSS_ACTIVE] => Y
[RSS_FILE_ACTIVE] => N
[~RSS_FILE_ACTIVE] => N
[RSS_FILE_LIMIT] => 0
[~RSS_FILE_LIMIT] => 0
[RSS_FILE_DAYS] => 0
[~RSS_FILE_DAYS] => 0
[RSS_YANDEX_ACTIVE] => N
[~RSS_YANDEX_ACTIVE] => N
[XML_ID] => clothes_news_s1
[~XML_ID] => clothes_news_s1
[TMP_ID] => bdc319b578d4e21260366365054decb9
[~TMP_ID] => bdc319b578d4e21260366365054decb9
[INDEX_ELEMENT] => Y
[~INDEX_ELEMENT] => Y
[INDEX_SECTION] => Y
[~INDEX_SECTION] => Y
[WORKFLOW] => N
[~WORKFLOW] => N
[BIZPROC] => N
[~BIZPROC] => N
[SECTION_CHOOSER] => L
[~SECTION_CHOOSER] => L
[LIST_MODE] =>
[~LIST_MODE] =>
[RIGHTS_MODE] => S
[~RIGHTS_MODE] => S
[SECTION_PROPERTY] => N
[~SECTION_PROPERTY] => N
[PROPERTY_INDEX] => N
[~PROPERTY_INDEX] => N
[VERSION] => 1
[~VERSION] => 1
[LAST_CONV_ELEMENT] => 0
[~LAST_CONV_ELEMENT] => 0
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[EDIT_FILE_BEFORE] =>
[~EDIT_FILE_BEFORE] =>
[EDIT_FILE_AFTER] =>
[~EDIT_FILE_AFTER] =>
[SECTIONS_NAME] => Разделы
[~SECTIONS_NAME] => Разделы
[SECTION_NAME] => Раздел
[~SECTION_NAME] => Раздел
[ELEMENTS_NAME] => Новости
[~ELEMENTS_NAME] => Новости
[ELEMENT_NAME] => Новость
[~ELEMENT_NAME] => Новость
[CANONICAL_PAGE_URL] =>
[~CANONICAL_PAGE_URL] =>
[EXTERNAL_ID] => clothes_news_s1
[~EXTERNAL_ID] => clothes_news_s1
[LANG_DIR] => /
[~LANG_DIR] => /
[SERVER_NAME] => www. alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
alfa-industry.ru
[~SERVER_NAME] => www.alfa-industry.ru
)
[SECTION] => Array
(
[PATH] => Array
(
[0] => Array
(
[ID] => 115
[~ID] => 115
[TIMESTAMP_X] => 2015-11-25 18:37:33
[~TIMESTAMP_X] => 2015-11-25 18:37:33
[MODIFIED_BY] => 2
[~MODIFIED_BY] => 2
[DATE_CREATE] => 2015-09-29 20:10:16
[~DATE_CREATE] => 2015-09-29 20:10:16
[CREATED_BY] => 1
[~CREATED_BY] => 1
[IBLOCK_ID] => 1
[~IBLOCK_ID] => 1
[IBLOCK_SECTION_ID] =>
[~IBLOCK_SECTION_ID] =>
[ACTIVE] => Y
[~ACTIVE] => Y
[GLOBAL_ACTIVE] => Y
[~GLOBAL_ACTIVE] => Y
[SORT] => 500
[~SORT] => 500
[NAME] => Технические статьи
[~NAME] => Технические статьи
[PICTURE] =>
[~PICTURE] =>
[LEFT_MARGIN] => 21
[~LEFT_MARGIN] => 21
[RIGHT_MARGIN] => 22
[~RIGHT_MARGIN] => 22
[DEPTH_LEVEL] => 1
[~DEPTH_LEVEL] => 1
[DESCRIPTION] =>
[~DESCRIPTION] =>
[DESCRIPTION_TYPE] => text
[~DESCRIPTION_TYPE] => text
[SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[~SEARCHABLE_CONTENT] => ТЕХНИЧЕСКИЕ СТАТЬИ
[CODE] =>
[~CODE] =>
[XML_ID] => 115
[~XML_ID] => 115
[TMP_ID] =>
[~TMP_ID] =>
[DETAIL_PICTURE] =>
[~DETAIL_PICTURE] =>
[SOCNET_GROUP_ID] =>
[~SOCNET_GROUP_ID] =>
[LIST_PAGE_URL] => /news/
[~LIST_PAGE_URL] => /news/
[SECTION_PAGE_URL] => /news/115/
[~SECTION_PAGE_URL] => /news/115/
[IBLOCK_TYPE_ID] => news
[~IBLOCK_TYPE_ID] => news
[IBLOCK_CODE] => news
[~IBLOCK_CODE] => news
[IBLOCK_EXTERNAL_ID] => clothes_news_s1
[~IBLOCK_EXTERNAL_ID] => clothes_news_s1
[EXTERNAL_ID] => 115
[~EXTERNAL_ID] => 115
[IPROPERTY_VALUES] => Array
(
[SECTION_META_TITLE] => Технические статьи
[SECTION_META_KEYWORDS] => технические статьи
[SECTION_META_DESCRIPTION] =>
[SECTION_PAGE_TITLE] => Технические статьи
[ELEMENT_META_TITLE] => Технические статьи
[ELEMENT_META_KEYWORDS] => технические статьи
[ELEMENT_META_DESCRIPTION] =>
[ELEMENT_PAGE_TITLE] => Технические статьи
[SECTION_PICTURE_FILE_ALT] => Технические статьи
[SECTION_PICTURE_FILE_TITLE] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[SECTION_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_ALT] => Технические статьи
[ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Технические статьи
)
)
)
)
[SECTION_URL] => /news/115/
)
03. 08.2020
08.2020
В этой статье мы рассмотрим основные методики варки вертикальных швов, а также расскажем, с помощью какого оборудования проще выполнить такую работу.
Сварка вертикальных швов более сложна в технологическом плане, чем работа в горизонтальной плоскости. Расплавленный металл очень текуч и под воздействием гравитации просто оплывает вниз.
Проблемы вертикального сваривания
Сварочный процесс заключается в расплавлении металла деталей, которые соединяются между собой после остывания. С горизонтальными видами сварки все просто, главное — научится поджигать дугу и правильно вести шов. Но как быть с вертикальными видами? Под воздействием притяжения металл постоянно течет и очень непросто контролировать сварочную ванну. В итоге получаются неровные соединения, сформированные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, подрезка.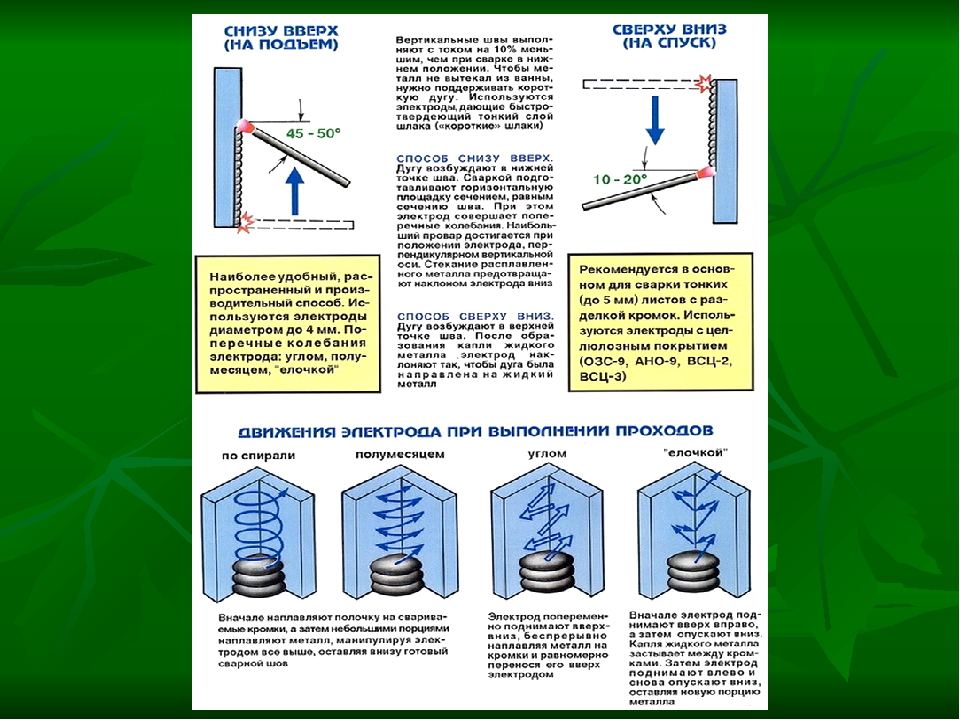 Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Они возникают вследствие выбора не соответствующего по силе тока. При непроваренном металле расплав разбрызгивается вокруг и растекается по поверхности. Подрезка образуется в виде канавки в шве, когда слишком мощная дуга вырезает материал из зоны сварки. Еще одна проблема вертикального шва образуется при длительной задержке дуги на одной точке. Сварочная ванна как бы «выпадает», образуя прожоги в заготовках. Каким образом можно избежать брака в соединении при вертикальном сваривании и что за приемы подойдут в таком случае?
Инвертор или полуавтомат
Инвертор с функцией ММА — это та же ручная дуговая сварка, но работающая по другому принципу, в отличие от трансформаторной. При этом используется покрытый плавящийся электрод. Полуавтомат варит за счет расплавления проволоки, подающейся в зону сварки. Такие аппараты позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, вбивает каждую точку в соединение.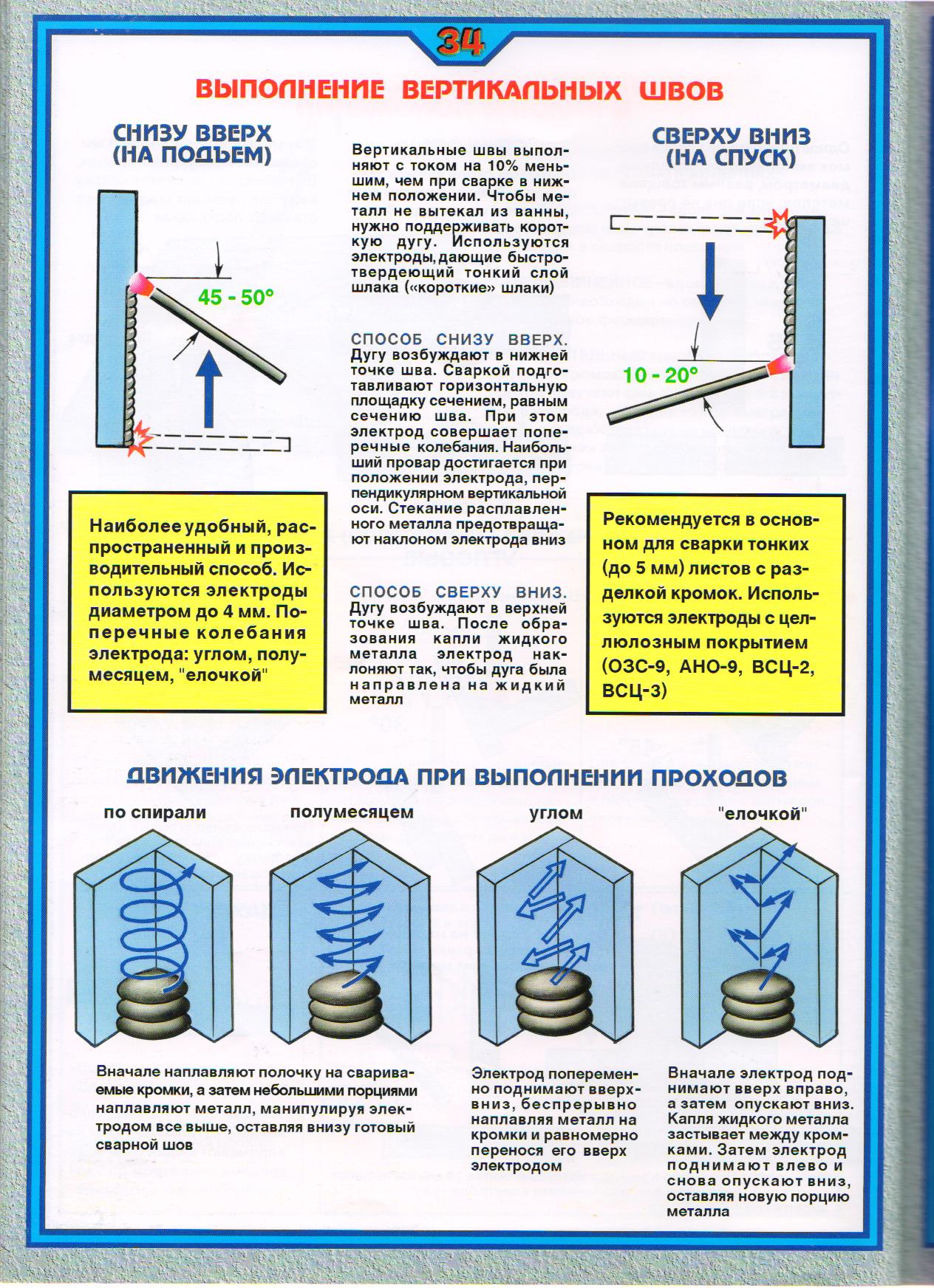 Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Так чем же лучше варить вертикальный шов? В любом случае для начинающего сварщика потребуется практика в работе с одним из этих приборов. Без опыта сразу сделать качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода. При неправильно выбранном положении держателя и угла наклона возникнет брак. Варить нужно с отрывом, создавая эффект точечной сварки. При этом металл будет разбрызгиваться и растекаться по поверхности изделия. Только при наличии большой практики будет получаться качественный шов. Полуавтомат также требует тщательного контролирования сварочного процесса. Здесь тоже важны и выбранные положения держателя, и техника сварки. При использовании защитного газа в полуавтоматической сварке уменьшается количество брызг и подтеков, но такое соединение будет дороже по себестоимости. Главное преимущество в том, что можно уменьшить скорость подачи проволоки, а значит замедлить процесс перегрева металла. В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
В итоге, при должной практике с полуавтоматическим сварочным аппаратом можно уменьшить стекание расплава вниз. Для подобного эффекта с использованием ручной сваркой используют специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, который позволяет получить качественное соединение. Но, при отсутствии такого аппарата, с использованием должной техники работы можно получить качественное крепление по прочности и с обычной ручной сваркой.
Технология сварки вертикальных швов
Главное правило — вертикальные швы наиболее приемлемо накладывать снизу вверх! В таком положении дуга будет как-бы подталкивать сварочную ванну и не позволять ей стекать вниз. А также такое положение способствует упору капли расплавленного металла в нижний, уже застывший, шов.
Особенности ручной сварки
При работе с ручной сваркой нужно выполнять некоторые особенные требования.
При сварочных работах с вертикальными швами нужно установить ток немного ниже, чем обычно. Это способствует образованию меньшего количества тепла, а, значит, металл будет не так быстро растекаться. Для того, чтобы избежать интенсивного стекания расплава вниз, нужно выдерживать более короткую дугу. Держатель с электродом располагают так, чтобы кончик стержня смотрел вверх и немного в сторону. Шов ведут постепенно с поперечными поступательными движениями. Лучше всего двигаться зигзагом или елочкой. Наиболее качественным получится соединение, сваренное с отрывом. Когда электрод удаляют и приближают к поверхности изделия.
Если у Вас мало опыта в таком виде работ, лучше всего поэкспериментировать отдельно от изделия, выбрав оптимальную силу тока и скорость ведения шва, и только тогда приступать к основной работе.
Сварка полуавтоматом
Рекомендации по тому, как варить вертикальные швы полуавтоматом, немного отличаются от ручного аналога. Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
Если толщина металла изделия до 3 миллиметров, то сварку лучше всего вести сверху вниз. При деталях со стенками от 3 мм и более шов ведут наоборот, снизу вверх. Горелку полуавтомата располагают под углом в 45 градусов к поверхности. Ток нужно снизить, как и скорость подачи проволоки (процесс плавления происходит быстрее, чем при ручной варке).
При сварке вертикальных швов полуавтоматом, нужно руководствоваться тремя главными правилами: выдержать нужную длину дуги (короче), обеспечить равномерное движение держателя и установить нужный угол к свариваемым поверхностям.
Безопасность при вертикальной сварке
Сварочное оборудование довольно травмоопасное, но, кроме общих правил по безопасной работе (защита зрения, электробезопасность и прочие), существуют некоторые требования и при выполнении различных видов швов. Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Техника безопасности при сварке вертикальных швов, в силу того, что металл стекает и разбрызгивается вниз, особое внимание уделяет защите от этого фактора. Чтобы избежать попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного в стороне от опасной зоны. Также не стоит работать лежа под местом сварки. Обязательно стоит тщательно подойти к снаряжению. Для сварки нужно использовать огнестойкие перчатки, закрывающие руки. И, конечно, обеспечить полную защиту всего тела от попадания расплава на кожу.
Часто вертикальные швы приходится варить в ограниченном пространстве (например, под автомобилем), в таком случае нужно обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый).
Также не стоит забывать и об электробезопасности.
Источник: wikimetall.ru
Просмотров: 148
Сварочный аппарат
Dingju Fn Series Инверторный сварщик шва
Инверторный сварочный аппарат a) подходит для сварки тазов, ведер, резервуаров и других металлических емкостей из низкоуглеродистой или нержавеющей стали.
б) микрокомпьютерный регулятор постоянного тока.
c) точно контролируйте время и ток сварки.
г) сварка в вертикальном и горизонтальном направлении.
Почему выбирают нас?
a) 12 патентов на сварочный аппарат
b) Тысяч класс складских помещений, гарантированный срок поставки
c) Профессиональный дизайнер и инженер, обеспечивающий качество продукции
d) CCC, выданный Китайским центром сертификации качества
e) Внутренняя структура сделана из меди
| Информация о продукте | |||||
| Тип | FN-35 | FN-50 | FN-75 | FN-100 | FN-150 |
| Номинальная мощность (кВА) | 35 | 50 | 75 | 100 | 150 |
| Входное напряжение (В) | 380 | 380 | 380 | 380 | 380 |
| Первичный ток (А) | 95 | 135 | 200 | 265 | 400 |
| Напряжение холостого хода вторичной обмотки (мм) | 5. 3 3 | 6 | 6,3 | 7 | 7,5 |
| МАКС. Толщина сварки (мм) | 0,5 + 0,5 | 0,8 + 0,8 | 1,0 + 1,0 | 1,2 + 1,2 | 1,5 + 1,5 |
| Рабочий цикл (%) | 50 | 50 | 50 | 50 | 50 |
| МАКСИМАЛЬНОЕ давление электрода (Н) | 3000 | 3000 | 4700 | 6100 | 10000 |
| Эффективная длина плеча электрода (мм) | договорная | договорная | договорная | договорная | договорная |
| Ход электрода | договорная | договорная | договорная | договорная | договорная |
| Вес (кг) | 280 | 350 | 400 | 450 | 600 |
a) Помогите клиенту проанализировать проект продукта и предоставить сварочное решение.

б) Сварочный тест с произвольным образцом.
c) Обеспечьте профессиональное сварочное решение.
e) Предоставление услуг по проверке информации о доставке / доставке.
f) После продажи с онлайн-технической поддержкой vedio
d) Годовая гарантия на всю машину
FAQ
Q: Вы фабрика или торговая компания?
A: Мы являемся фабрикой более 10 лет и имеем собственную торговую компанию.
Q: Где находится ваш завод?
A: Наш завод расположен по адресу № 21 Guangping Road, зона экономического развития Гуандэ, Сюаньчэн, Аньхой, Китай.
В: Почему ваш сварочный аппарат такой дорогой?
A: Вся внутренняя конструкция сделана из медного материала, что является более экономичным.
Q: Можете ли вы предоставить машины по индивидуальному заказу?
А: Да. Мы можем предоставить услуги OEM.
Q: Каковы преимущества аппарата для точечной сварки?
A: Машина для точечной сварки имеет более высокую точность, более высокую точность и более экологична, проста в эксплуатации, что позволяет легко реализовать механизацию и автоматизацию, снижает затраты на рабочую силу.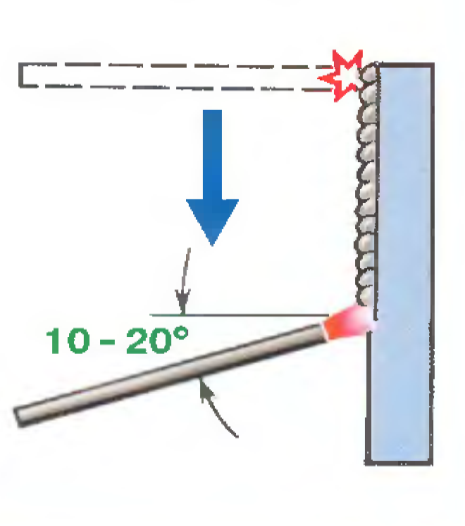 Обладая высокой производительностью, отсутствием шума и вредных газов, при массовом производстве, их можно интегрировать в сборочную линию с другими производственными процессами.
Обладая высокой производительностью, отсутствием шума и вредных газов, при массовом производстве, их можно интегрировать в сборочную линию с другими производственными процессами.
Какие бывают положения при сварке?
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Американское общество сварщиков выделяет четыре основных сварочных должности: 1
- Плоское положение
- Горизонтальное положение
- Вертикальное положение
- Верхняя позиция 1
Что такое сварочное положение? Почему бывают разные положения при сварке? А как узнать, какую позицию использовать?
Продолжайте читать для ответов.
Почему бывают разные положения при сварке?
Те, кто никогда не посещал занятия по сварке или не плавил металл в полевых условиях, могут предположить, что сварщик просто сидит за рабочей станцией и соединяет металлические компоненты перед собой, свободно перемещаясь по столу и перемещая заготовку по мере необходимости.
Но в повседневной рабочей среде соединение металла может быть намного сложнее. Заготовки можно прикрепить к потолку, углу или полу. 1
Сварщикам нужны технологии, позволяющие сваривать в любом положении. 1 Итак, были разработаны четыре общих положения сварки. 1
Что такое положение при сварке?
Позиция сварки — это метод, который позволяет сварщику соединять металлы в том положении, в котором они находятся, или положении, в котором будет использоваться конкретный компонент. 1
Существует четыре основных типа сварочных позиций: 1
1. Плоское положение
Сварочный шов в плоском положении, также называемый «направленным вниз», является самым простым и часто первым сварным швом, который выучивают новички.Соединяемые металлы укладываются плоско, и сварщик пропускает по ним электрическую дугу, перемещаясь по заготовке в горизонтальном направлении. Верхняя сторона соединения сваривается вместе, позволяя расплавленному материалу перемещаться вниз по его краям или канавке. 2
2
2. Горизонтальное положение
Горизонтальное положение считается смещенным сварным швом. Наряду с вертикальным и над головой, горизонтальное положение может быть более сложным для выполнения и требует более высокого уровня навыков. 2
Ось сварного шва горизонтальна. Способ выполнения позиции зависит от типа сварного шва. В случае углового шва сварной шов размещают там, где вертикальная и горизонтальная части металла пересекаются под углом 90 градусов. При выполнении шва с разделкой кромок поверхность шва будет располагаться в вертикальной плоскости. 1
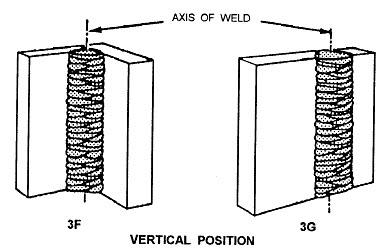
3. Вертикальное положение
Для вертикального сварного шва и сварной шов, и пластина будут лежать вертикально. Одной из основных проблем при выполнении этого шва является то, что расплавленный металл стекает вниз и накапливается.Сварка в вертикальном положении вниз или вверх может предотвратить эту проблему. 3
4. Накладные расходы
Сварочный шов в верхнем положении — это самое трудное положение для работы. Сварка будет выполняться двумя металлическими частями над сварщиком, и сварщик должен будет наклонять себя и оборудование под углом, чтобы дотянуться до стыков. 3
Сварка будет выполняться двумя металлическими частями над сварщиком, и сварщик должен будет наклонять себя и оборудование под углом, чтобы дотянуться до стыков. 3
Одной из основных проблем может быть провисание металла на пластине. Когда металл проседает, образуется корона. Чтобы избежать этой проблемы, лужу расплавленного металла нужно делать небольшого размера. 3
Как видите, положение при сварке — это, по сути, расположение сварщика по отношению к заготовке. Одно из основных соображений при выборе каждого положения — направление потока сварочного материала под действием силы тяжести. 3
Положение сварного шва на соединяемых пластинах или секциях является основой для всех классификаций сварки, которые обозначаются символами сварки. 1
Прежде чем мы обсудим различные классификации сварки, это может помочь вам сначала понять типы сварных швов и сварных соединений, на которых обычно выполняются эти положения.
Какие основные типы сварных швов?
Два основных типа сварных швов могут использоваться в любом из четырех положений: 1
Угловой шов (F)
Угловой шов, который часто считается самым популярным типом сварного шва, соединяет два куска металла примерно под прямым углом друг к другу. 4
Grove Weld (G)
Шов с канавкой — второй по распространенности тип сварного шва. Сварной шов с канавкой образуется, когда в канавку между двумя кусками металла напыляется присадочный металл. 4
Каковы основные типы сварных соединений?
При совмещении стыков и сварных швов получаются сварные швы. 4 Место соединения двух или более металлических частей — это то, что разделяет сварные соединения. Ниже представлены 5 распространенных типов сварных соединений. 5
Соединения стыковые
Стыковые соединения возникают, когда две металлические детали в одной плоскости соединяются так, чтобы их края соприкасались. 5
Соединения внахлестку
В этом сварном шве две металлические части частично перекрывают друг друга. 5
Угловые соединения
Угловой сварной шов — это место соединения двух деталей под углом 90 градусов. 5
Тройник
Это сварное соединение возникает, когда две детали соединяются под прямым углом. Сварной шов имеет Т-образную форму. 5
Кромки
Краевые стыки возникают при сварке плоских сторон двух металлических частей. 5
Какие символы сварки соответствуют разным положениям?
Давайте объединим все эти концепции, чтобы вы знали, какое положение сварки использовать при чтении символов сварки на чертежах архитектора:
| Сварочные символы | Сварочное положение | Тип сварного шва |
| 1 ф. | Плоское положение | Угловой шов |
| 1 г | Плоское положение | Сварка с разделкой на кромку |
2 ф. | Горизонтальное положение | Угловой шов |
| 2 г | Горизонтальное положение | Сварка с разделкой на кромку |
| 3 ф. | Вертикальное положение | Угловой шов |
| 3 г | Вертикальное положение | Сварка с разделкой на кромку |
| 4 ф. | Верхняя позиция | Угловой шов |
| 4 г | Верхняя позиция | Сварка с разделкой на кромку |
1
Как выбрать правильную технику сварки
Теперь вы знаете больше о различных положениях сварки.Выбор того, какой из них использовать, может быть лишь одним из факторов, которые следует учитывать перед сваркой.
Ознакомьтесь с этими советами по выбору правильной техники сварки.
Заполните форму, чтобы получить информационный пакет без обязательств.
Вам также может понравиться . ..
.. Дополнительные источники
1 https://weldguru.com/welding-positions/
2 https://www.wcwelding.com/welding-positions.html
3 https://welderportal.com/types-of-welding-positions/
4 https://weldguru.com/weld-types-joints/
5 https://www.millerwelds .com / Training / PresentationsQuizzes / IntroToWelding / Welding8 / presentation_html5.html
6011 Сварочные стержни — наконечники для тройников с подъемом вверх
Нажмите здесь, чтобы подписаться на мое видео недели !
Сварочные стержни
6011 очень похожи на стержни 6010.
Пруток 6011 был разработан с некоторыми стабилизаторами во флюсе, чтобы обеспечить сварку на переменном токе без гашения дуги.
6011 будут работать на переменном, прямом или обратном постоянном токе (также называемом положительным постоянным током и отрицательным постоянным током).
В то время как стержни 6010 обычно нормально работают только на постоянном токе.
Стержни 6011 и 6010 горят почти так же, как , и в сварочных школах часто используются стержни 6011, потому что это дает хорошую возможность научить полярности, а также позволяет ученику узнать разницу между переменным и постоянным током.
И в некоторых школах до сих пор используются стержни 6011 просто потому, что когда была написана школьная программа, было много сварочных аппаратов переменного тока.
Лично мне больше нравятся удилища 6011, чем 6013.
Для универсальной сварки штангой, например, если я строю или чиню что-то снаружи, где есть немного ветра, немного ржавчины или краски на металле, или когда все, что у меня есть, это коробка для жужжания переменного тока, вы не сможете победить сварочные стержни 6011.
Для тонкого листового металла, такого как выхлопная труба и глушители, мне нравятся крошечные стержни 6011 диаметром 1/16 дюйма.Они сваривают листовой металл под гору, а также небольшой сварочный аппарат с флюсовым сердечником на 115 В.
Видео на этой неделе посвящено сварке в вертикальном направлении в гору с использованием стержней 6011 на тройниковом соединении.
Это тройниковое соединение — очень распространенное упражнение, используемое в школах сварки, и некоторые студенты выходят на плато и, возможно, могут слегка подтолкнуть их, чтобы помочь им преодолеть горб.
Итак, вот 4 совета по сварке вертикальных подъемов с использованием сварочных аппаратов 6011.
- найти способ поддержать себя и чувствовать себя комфортно.Устойчивая рука лучше сваривает. Конечно, можно одной рукой подпирать, а другой сваривать. Сварщики этим занимаются постоянно. Но если вы студент, вы будете быстрее прогрессировать и быстрее начнете получать зарплату, если пройдете через этот косяк. Так что придумайте способ опереться, и дела пойдут лучше.
- использует технику легкого удара кнутом и паузы. Примерно один в секунду. У меня даже был кто-то, кто сказал мне, что им нравится напевать песню «Black and Yellow» во время сварки клеем 6011, чтобы попасть в хороший ритм.
- около 85 ампер — хорошее место для начала. Гораздо холоднее, и лужа не выровняется. Гораздо горячее, и вы можете бороться с дуговым разрядом к концу каждого стержня. Машины различаются, и некоторые любят сваривать горячее, но 85 ампер помогут вам в этом.
- Что такое копать? Если ваша машина имеет настройку копания, и в наши дни все больше и больше сварщиков используют эту функцию…. Установите значение 50-60 для стержней 6011.
- при сварке стержнями 7018 настройка копания должна быть около 30.Удилища 7018 сконструированы иначе, чем 6010 или 6011, и предназначены для других целей, и работают лучше при других настройках копания.
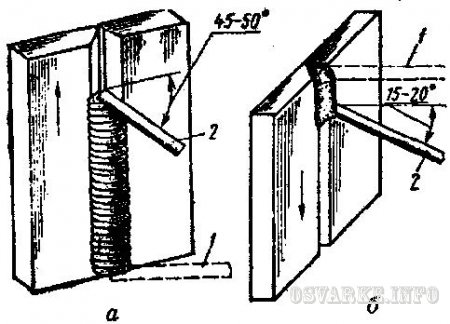 Так что придумайте способ опереться, и дела пойдут лучше.
Так что придумайте способ опереться, и дела пойдут лучше. Еще одна вещь, которая мне нравится в сварочных стержнях 6011, — это способность сваривать под уклон. Это делает их очень универсальными.
Это делает их очень универсальными.
(Как всегда, посетите наш дочерний сайт WeldingTipsAndTricks.com.)
Нажмите здесь, чтобы подписаться на мое видео недели !
Сварка в домашних условиях.Как новичку научиться готовить с помощью сварочного инвертора? Как научиться готовить электросваркой самостоятельно
Электросварка — самый распространенный способ изготовления неразъемных соединений. Доступность и простота оборудования для сварки позволяет даже начинающим электросварщикам самостоятельно собирать простые металлоконструкции.
Если вы хотите научиться сваривать детали, вам нужно начать с основ электросварки с использованием электродов.
Перед тем, как приступить к обучению, вам понадобится домашний мастер. В первую очередь это касается сварочных аппаратов и электродов, а потом перейдем к основам.
Для разовых работ можно арендовать сварочный аппарат в специализированных компаниях, но если предстоит много работы, лучшим решением будет покупка надежного агрегата с достаточным уровнем мощности.
Можно выполнить газовую сварку, но это более дорогой способ. Промышленность различного назначения выпускает следующие виды оборудования:
- Сварочный аппарат (трансформатор), предназначенный для преобразования переменного тока в сварочный ток большой мощности.Дешевые аппараты для сварки могут очень сильно перегреваться даже при небольших нагрузках, и сварочный ток они выдают неравномерно с большими перепадами; Выпрямители
- преобразуют переменный ток в постоянный. Это самые производительные устройства с хорошими характеристиками, но стоят они на порядок дороже; Современные инверторы
- способны преобразовывать переменный ток в постоянный, отличаются высокими эксплуатационными характеристиками при малых габаритах и весе. На сегодняшний день это самый доступный и надежный вид сварочного оборудования, им пользуются многие сварщики.Это лучший вариант для начинающих, на котором можно отработать основы работы с электродами.
Новичкам необходимо знать, что электроды используются для электродуговой сварки. Информация об электродах относится к основам тренировки. Успех сварки зависит от качества электрода и подходящего состава сердечника.
Информация об электродах относится к основам тренировки. Успех сварки зависит от качества электрода и подходящего состава сердечника.
Изделие отличается простотой конструкции. Это стальная проволока из различных материалов и сплавов, на которую нанесено специальное покрытие (покрытие).
Покрытие предотвращает попадание посторонних газов в сварочную ванну. Для бытового использования больше всего подходят электроды с толщиной сердцевины 3 мм. производится электродами сечением 2 мм.
Организация рабочего места и надежное оборудование сварщика
При сварке электродами возникает сильное инфракрасное излучение. Для защиты глаз и кожи необходимо использовать специальную сварочную маску и защитную одежду из плотного материала.
Лучше купить маску сварочную со стеклом хамелеон, с возможностью регулировки степени затемнения стекла.На руках нужно надевать разрезные перчатки или варежки. Защитную одежду следует использовать независимо от того, являетесь ли вы начинающим сварщиком или специалистом.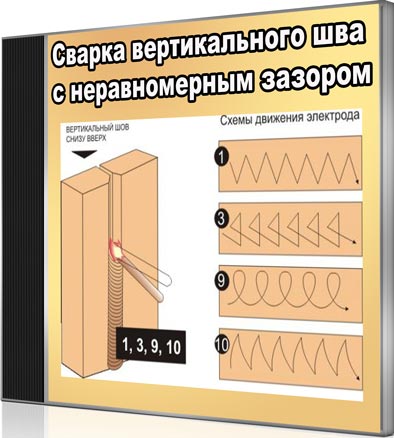
Место сварки должно быть ограждено защитными экранами, чтобы не повредить глаза окружающим, особенно дома. Сварочные башмаки не следует забивать гвоздями.
В такой обуви сварщик будет постоянно танцевать даже при небольшой сырости воздуха. Перед сваркой убедитесь, что рабочее место правильно заземлено.
После завершения подготовительных работ можно приступать к обучению сварке и получению основ.
Секвенирование
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Для начала нужно оборудовать сварочный инвертор. От него отведено 2 кабеля. Один для подключения заземляющего провода.
С другой, достаточной длины подключается промышленный или самодельный держатель. Процесс обучения электросварке — дело достаточно сложное и требует много времени.
Регулировка тока
Руководство по сварке содержит информацию о настройках аппарата. Сварочный ток необходимо отрегулировать. . Во-первых, вам не нужно устанавливать максимальное значение этого значения.
Все данные указаны в таблице на упаковке электродов. Необходимо выставить меньшее значение и начать тренировку.
С опытом, когда можно зажечь дугу и сделать простейший шов, необходимо установить более высокое значение силы сварочного тока. Это позволит лучше прогреть металл и сделать шов качественнее.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги.Во-первых, электрод будет постоянно прилипать к металлу. Рекомендуются 2 метода зажигания дуги:
- удерживая кончик электрода на поверхности деталей;
- можно зажечь дугу, постучав электродом. Иногда при использовании электродов марки МП-5 сварщику приходится часто и подолгу стучать.
В первом случае на деталях нет значительных следов, важен второй способ с большим слоем покрытия на кончике электрода.Иногда перед сваркой необходимо отшлифовать концы электродов.
Обучение очень простое. Просто постучите, и при зажигании дуги главное не вонзить электрод в расплавленный металл и не переносить его на большое расстояние. В первом случае дуга гаснет. Второй вариант приведет к образованию сильных брызг и нарушению шва борта.
В первом случае дуга гаснет. Второй вариант приведет к образованию сильных брызг и нарушению шва борта.
Учитесь на толстом металле. Только научившись зажигать дугу и поддерживать ее горение, мы можем перейти к следующему этапу обучения.
Производим правильный угол
Наиболее распространенное положение электрода — диапазон наклона от 30 ° до 60 °. Очень редко возникает необходимость готовить, держа сердцевину под прямым углом. Выбирая уклон, необходимо следить за поведением шлака в сварочной ванне.
Он должен его надежно прикрыть, но не растекать металл. Не заходите далеко впереди ванны. Для начала установите держатель под прямым углом и, постепенно увеличивая угол, добиваются нормального заполнения сварочной ванны шлаком.
Качество сварки зависит от развития нормального положения электрододержателя. Начинающему сварщику следует работать, укладывая швы только в нижнем положении, на толстом металле.
Освоив основы, можно постепенно переходить к горизонтальному и вертикальному шву.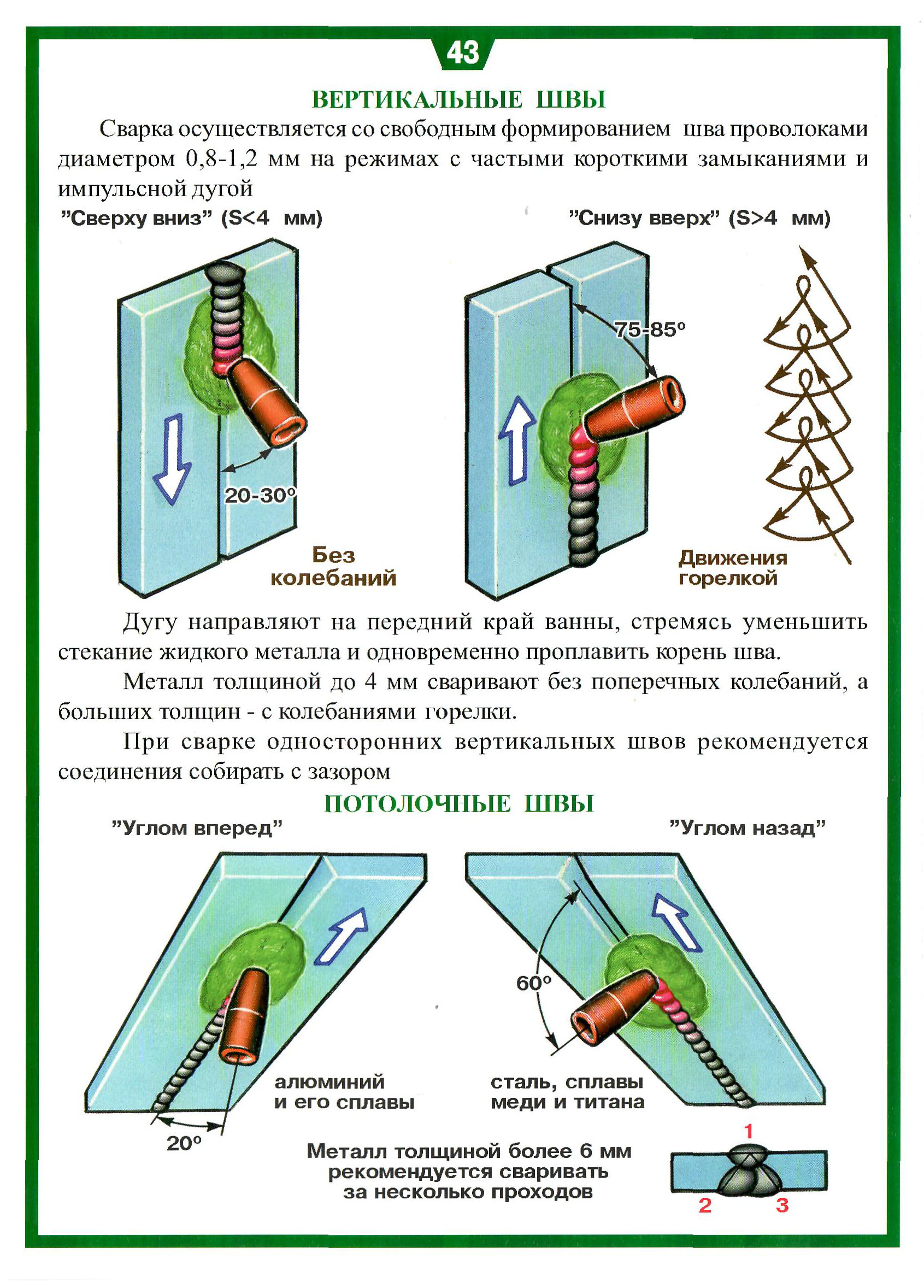 В зависимости от толщины деталей придется также отрегулировать угол наклона. Со временем эта операция будет выполнена на автомате.
В зависимости от толщины деталей придется также отрегулировать угол наклона. Со временем эта операция будет выполнена на автомате.
Движение держателя
Ибо необходимо держать конец сердечника электрода на расстоянии не менее 2 мм и видеть сварочную ванну.
Проблема для новичков — необходимость выполнять сразу несколько действий. Для лучшего заполнения валика стыка необходимо направить электрод несколькими способами.
Для сварки металла толщиной более 6 мм лучше использовать треугольник. А меньше этой толщины деталей лучше использовать ломаную зигзагообразную сварочную линию.
Вначале потребуются только эти способы проведения электрода. Обратите внимание на постоянную величину колебательных движений.Вам может сначала понадобиться направить электрод по прямой линии, чтобы получить навыки.
Не думайте, что у вас все получится с первого раза. Это долгий процесс, поэтому нужно запастись терпением, осваивая азы.
Основные правила соединения деталей
После того, как основы сварки освоены, необходимо самостоятельно приготовить металлоконструкции, приступить к выполнению простейших операций по сборке и прихватке узлов в бытовых условиях. Как правило, домашний мастер не готовит толстый металл, поэтому обрезать края не придется. Для начала можно потренироваться в соединении профильной трубы. Для этого на концах деталей необходимо обрезать острые кромки, для большей площади проплавления.
Как правило, домашний мастер не готовит толстый металл, поэтому обрезать края не придется. Для начала можно потренироваться в соединении профильной трубы. Для этого на концах деталей необходимо обрезать острые кромки, для большей площади проплавления.
Детали вставляются в угловой фиксатор и фиксируются прижимной планкой. Теперь нужно предварительно захватить с нескольких сторон. Для этого зажгите дугу и поставьте небольшую точку.
Необязательно выдерживать большую ногу, нужно просто закрепить детали.Проверив диагонали, выполните прихватки со всех доступных сторон. Теперь снимают конструкцию и ошпаривают надежным и качественным швом.
Если вы усвоили уроки по углу наклона, укладке металла в расплавленную сварочную ванну, то сборка металлоконструкций не вызовет затруднений даже у манекенов по сварке.
Изучив основы сварки и получив теоретические знания, нужно как можно чаще практиковаться, носить сварочное оборудование, включать сварочный аппарат, долго оттачивать свое мастерство. Только практика позволит вам стать сварщиком высокого класса.
Только практика позволит вам стать сварщиком высокого класса.
В частном доме, на даче или в гараже довольно часто возникает необходимость соединять различные металлические детали и создавать из них конструкции. Каждый раз обращаться за помощью к профессионалам в такой ситуации не имеет смысла, ведь сварочный аппарат можно приобрести самостоятельно.
В магазинах представлен широкий выбор устройств в различных ценовых категориях, поэтому инверторная сварка для начинающих — лучшее, что может предложить рынок.
Аппараты инверторныеотличаются достаточно высоким КПД и простотой эксплуатации. Основная нагрузка при работе такого оборудования ложится на электросеть.
Имеет накопительные конденсаторы, позволяющие накапливать электричество и обеспечивать бесперебойный процесс сварки и мягкое зажигание дуги.
В отличие от старых устройств, которые обеспечивают максимальный прирост мощности для работы, в результате чего они могут затыкать пробки, инвертор позволяет безопасно работать от бытовой электросети.
Дефекты сварных швов.
Чтобы понять, как готовить с помощью инверторной сварки, нужно разбираться в основах ее работы.
В таких ручных сварочных аппаратах дуга образуется в результате контакта электрода с изделием. Под воздействием температуры металл и электрод плавятся. Расплавленная часть стержня и продукт образуют ванну.
Покрытие стержня также частично плавится, переходя в газообразное состояние и закрывая сварочную ванну от кислорода.Это защищает продукт от окисления.
Каждый электрод, в зависимости от его диаметра, рассчитан на определенную силу тока. Если его уменьшить ниже установленного, то шов не получится. Увеличение этого параметра позволит сформировать шов, однако сердцевина будет перегорать слишком быстро.
По окончании сварки покрытие остывает, превращаясь в шлак. Он прикрывает соединение металлических деталей снаружи. Постукивая по шву молотком, избавиться от шлака довольно просто.
Есть еще и простые правила сварки.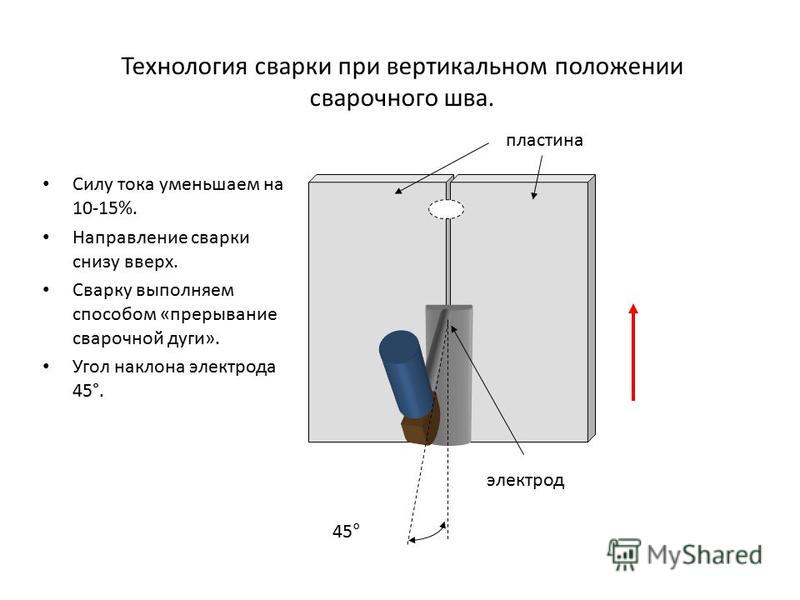 Чтобы дуга не погасла во время работы, сварщик должен поддерживать постоянное расстояние между стержнем и заготовкой.
Чтобы дуга не погасла во время работы, сварщик должен поддерживать постоянное расстояние между стержнем и заготовкой.
Сделать это не так-то просто из-за оплавления электрода; поэтому его необходимо подавать в зону сварки с постоянной скоростью. Кроме того, необходимо стараться проводить электрод точно по месту соединения, чтобы получить шов максимального качества.
Методы сварки
В настоящее время существует множество способов сварки.Они делятся по разным критериям. Эта информация будет полезна новичку, поэтому вам обязательно стоит с ней ознакомиться.
В зависимости от нагрева края изделия могут полностью оплавиться или находиться в пластичном состоянии. Первый способ также требует приложения определенных усилий к соединяемым деталям — сварка давлением.
Во втором случае соединение образуется в результате образования сварочной ванны, в которой находятся расплавленный металл и электрод.
Существуют и другие способы сварки, при которых изделие вообще не нагревается — холодная сварка или не доводится до пластического состояния — соединение с помощью ультразвука.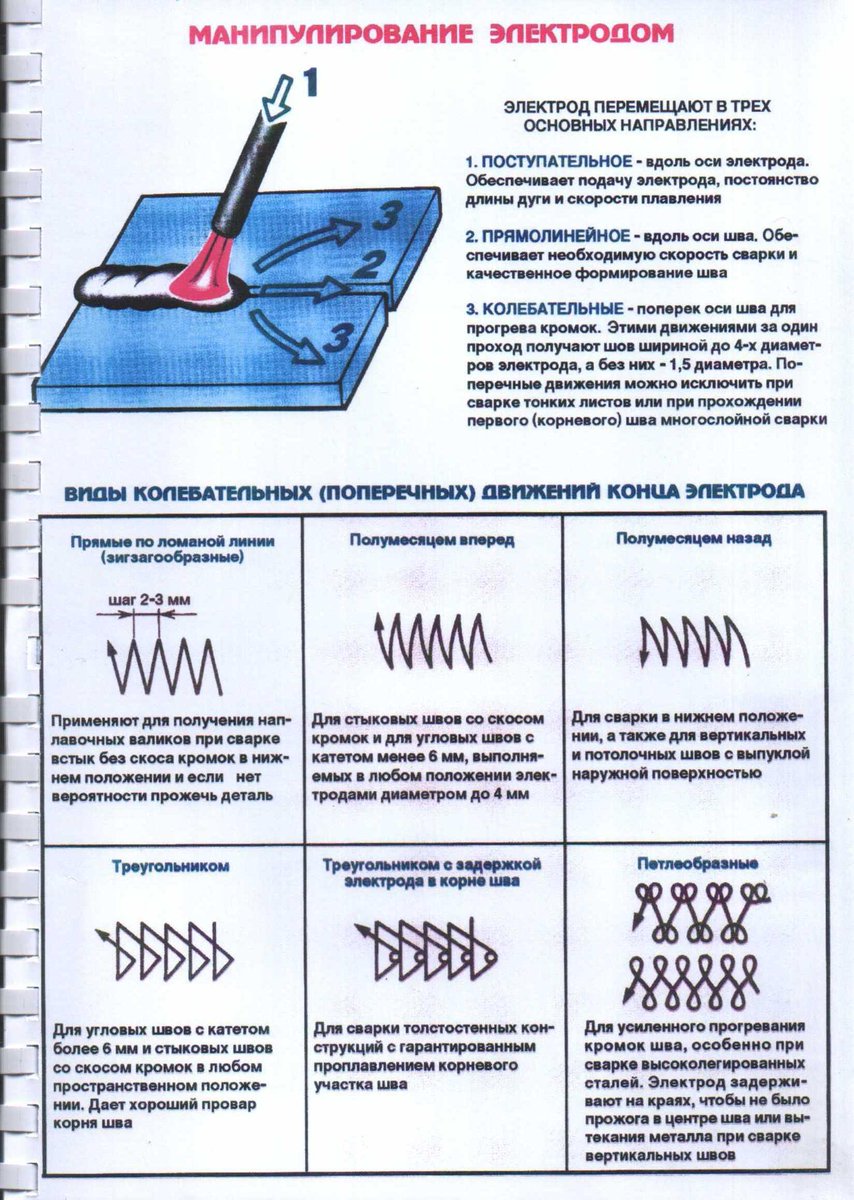
Способы и разновидности сварки.
Следующие виды сварки следующие:
- Кузнечное дело.
В этом методе концы соединяемых изделий нагреваются в поде, а затем подделываются. Подобный метод является одним из старейших и в настоящее время практически не применяется. - Газовый пресс.
Края изделий нагреваются ацетилено-кислородной трибой по всей плоскости и доводятся до пластического состояния, после чего сжимаются. Подобный метод отличается высокой производительностью и производительностью. Применяется при строительстве газопроводов, железных дорог, машиностроении. - Связаться.
Детали входят в электрическую цепь сварочного оборудования и через них пропускается ток. В месте соприкосновения деталей происходит короткое замыкание, в результате чего в месте стыка выделяется большое количество тепла.Достаточно расплавить и соединить металл. - Стык, точечный и шовный — разновидности контактного способа крепления изделия.
- Ролик.
Применяется для соединения листовых конструкций, требующих качественных и надежных швов. - Термит.
Металл удерживается вместе за счет сжигания термитов — смеси порошка оксида железа и чистого алюминия. - Атомная вода.
Края изделия оплавляются под действием дуги, горящей между двумя вольфрамовыми электродами.Электроды подключаются к специальным держателям, через которые подается водород. В результате дуга и расплавленный металл сварочной ванны защищены водородом от вредного воздействия атмосферных газов, таких как кислород и азот. - Газ.
Суть метода заключается в использовании пламени для нагрева и плавления деталей. Пламя возникает в результате горения горючего газа в кислородной атмосфере. Газо-кислородная смесь получается с помощью специальных горелок.

Под действием дуги атомарно-водородной сварки молекулы водорода расщепляются на атомы, а затем при контакте с холодным металлом соединяются обратно. В результате этого процесса выделяется большое количество тепла. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
В результате этого процесса выделяется большое количество тепла. Метод применяется для сварки металлов небольшой толщины, меди и сплавов на ее основе.
Метод газовой сварки относится к сварке плавлением. Промежутки между изделиями заполняются присадочной проволокой. Этот метод широко применяется в различных сферах жизни человека. Чаще всего встречается при соединении тонкостенных изделий, цветных металлов, чугуна.
При работе с инверторным аппаратом немаловажное значение имеет полярность электродов.В зависимости от схемы меняется интенсивность нагрева детали, что позволяет создавать различные режимы сварки.
Инверторная сварка: пошаговая инструкция
Прежде всего, для сварки необходимо наличие защитных элементов:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром, защищающим глаза;
- грубая куртка и брюки из материала, не воспламеняющегося от искр, возникающих при сварке;
- закрытые туфли на толстой подошве.

Положение электрода при сварке.
Перед тем, как приступить к приготовлению пищи с помощью сварочного инвертора, необходимо выполнить необходимые меры, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места составляет:
- предоставив необходимое свободное место на столе, следует убрать все ненужные предметы, но которые могут разбрызгиваться;
- создание качественного освещения;
- сварочные работы необходимо проводить, стоя на деревянном настиле, предохраняющем от поражения электрическим током.
Затем ток регулируется в зависимости от толщины деталей и подбираются электроды. К последним надо подготовить. Если они были куплены только в торговой сети и их качество не вызывает сомнений, то это действие можно пропустить.
Если стержни долгое время находились в неотапливаемом влажном помещении, то их нужно просушить два-три часа при температуре 2000 градусов. Для этого можно использовать старую духовку или специальное оборудование, если оно есть.
После подготовки электродов к изделию подключают клемму массы.
Для получения качественного и надежного соединения необходимо подготовить металл:
- полностью удалена ржавчина с краев изделия;
- с помощью растворителей очищаются от различных загрязнений;
- на последнем этапе проверяют кромки на чистоту, недопустимо наличие смазки, лакокрасочного покрытия и других загрязнений.
Далее необходимо подключить сварочный инвертор.Тренировку лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполнить на металле, горизонтально лежащем на столе. На нем нарисуйте мелом прямую линию, по которой будет идти шов.
Схема инвертора.
В процессе обучения на таком объекте можно значительно улучшить технику сварки.
Процесс сварки начинается с зажигания дуги.
Это действие можно выполнить двумя способами:
- поразительный металл;
- нарезание резьбы по металлу.

Выбор способа зависит от предпочтений человека, главное при розжиге не оставлять следов сварки за пределами зоны соединения.
После зажигания дуги от контакта с металлом дуга зажигается, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующее длине дуги, и начинает сварку.
В результате образуется сварной шов на стыке двух металлических частей. Он будет покрыт чешуей — чешуей на поверхности.Его надо удалить. Сделать это очень просто, постучав по шву маленьким молотком.
Прямая и обратная полярность
Плавление металла для сварки происходит под действием дуги. Он, как уже отмечалось выше, образуется между поверхностью изделия и электродом, поскольку они подключены к противоположным выводам устройства.
Существует два основных варианта выполнения сварки, которые отличаются друг от друга порядком подключения и называются прямой и обратной полярностью.
В первом случае шток подключается к минусу, а деталь к плюсу. В этом случае в металле происходит повышенное поглощение тепла. В результате образуется глубокая и узкая зона плавления.
В этом случае в металле происходит повышенное поглощение тепла. В результате образуется глубокая и узкая зона плавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а продукт к минусу. В этом случае зона плавления широкая и неглубокая.
Выбор полярности полностью определяется продуктом, с которым нужно работать.Сварка может выполняться на двух типах полярности. При выборе следует учитывать, что элемент, подключенный к плюсу, подвержен большему нагреву.
Например, тонкие металлические изделия сложно приготовить из-за возможного перегрева и подгорания. В этом случае деталь подключается к минусу. Токи также подбираются в соответствии с диаметром электрода и толщиной металла. Эти данные взяты из специальной таблицы.
Влияние скорости подачи электрода
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Недостаточное его количество может привести к подрезанию. Этот фактор очень важен как при прямой, так и при обратной полярности при сварке.
При электродуговой сварке из-за быстрого перемещения стержня по стыку мощности дуги может не хватить для нагрева металла. В результате образуется неглубокий шов, лежащий поверх металла. Края остаются не оплавленными.
Медленное продвижение электрода приводит к перегреву. В этом случае возможно обгорание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее, на данный момент пока большая часть качественно выполненных работ определяется именно умением человека.
Текущий эффект
Таблица выбора сварочного тока.
Осваивая основы сварки с инвертором, важно понимать, какую силу тока нужно установить в каждой индивидуальной ситуации. Правильно настроенный инверторный сварочный аппарат — залог успеха.
Данные о величине тока взяты из таблицы, также в ней указаны размеры электродов. Однако эти значения, правда, текущие значения неточные, они плюс-минус несколько десятков ампер.
Особенности сварки тонкого металла
В повседневных задачах чаще всего сталкивается с необходимостью подключения тонкого металла. В этом случае необходимо напомнить новичкам об основах инверторной сварки, а именно о важности подключения изделия к правильной опоре.Тонкие детали подключаются к «минусу» сварочного аппарата.
Чтобы научиться готовить и получить красивые швы, нужно потренироваться.
Вот несколько полезных советов, которые помогут вам улучшить свои навыки:
- начать приготовление на минимальном токе;
- образуют шов с углом вперед;
- используйте обратную полярность;
- закрепите деталь, чтобы уменьшить ее деформацию при сварке.
Распространенные ошибки новичков
Схема дуговой сварки.
Начинающие сварщики склонны делать ошибки, связанные с незнанием основ использования сварочного оборудования. Например, новички могут не знать, как выбрать полярность сварки инвертором, что приведет к некачественному формированию соединения или даже к сгоранию детали.
Можно выделить следующие основные ошибки:
- пренебрежение техникой безопасности;
- неправильный выбор сварочного аппарата;
- использование некачественных или неподготовленных электродов;
- работа без пробных швов.
Для новичков стоит отдельно отметить одну особенность, если Ресанта приготовлен методом сварки. Это оборудование очень популярно, однако имеет короткие соединительные кабели, что может доставлять неудобства в работе.
Обобщить
Научившись работать со сварочным оборудованием, удастся решить многие бытовые проблемы, часто возникающие при работе на даче или в гараже. Новичкам стоит обратить особое внимание на полярность инверторной сварки деталей разной толщины.
Поняв, как правильно настроить оборудование и выбрать электрод, вы сможете получить качественные швы на любом изделии. Обязательно обратите внимание на прямую и обратную полярность сварочного инвертора.
При сварке толстых деталей используется прямая полярность при сварке инвертором, а для тонких деталей — обратная.
Для сварки металлов можно использовать лазерный луч, пламя горелки или плазму, но одним из самых простых и компактных вариантов устройств для выполнения этого вида работ является полуавтоматический аппарат.
Чтобы сделать шов металла максимально гладким и защитить от окисления, сварку таким способом лучше всего проводить с использованием защитного газа.
Полуавтомат для новичков сложен только в первые минуты освоения. Чтобы максимально ускорить процесс обучения, следует заранее изучить основные правила обращения с таким устройством.
Чтобы не «убить» аппарат при использовании сварочного полуавтомата. А также не получить травму самому, следует знать правила безопасности и принцип работы устройства.
в составе:
- корпус, в котором расположен мощный трансформатор;
- шланг для подачи тока и газа к горелке;
- кабель для подключения к «массе» и электросети;
- механизм подачи проволоки.
Также для полуавтоматической сварки потребуется приобрести специальную катушку и баллон с углекислотой.
Принцип работы полуавтомата следующий:
- Сварочный ток на горелку подается одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подается автоматически с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, плавящая металл в среде защитного газа, что позволяет получить качественный сварной шов без окислов.
Основные правила безопасности при работе со сварочным полуавтоматом:
- корпус сварочного аппарата должен быть заземлен;
- запрещено использовать прибор даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перебоях в работе необходимо отключить прибор от электрической сети и отключить подачу защитного газа;
- не выполнять работы вблизи легковоспламеняющихся и взрывоопасных веществ;
- Во время работы используйте маску и перчатки.

Как только основные принципы работы с полуавтоматом усвоены, можно приступать к практической работе.
Полуавтомат: первый опыт
Для практической работы необходимо подготовить:
- сварочный аппарат;
- перчатки
- маска защитная;
- баллон газовый.
Первое, что нужно сделать, это настроить сварочный аппарат. Правильно подобранная мощность подаваемого тока позволит сварочному шву быть идеально ровным и без разрывов.
Этот параметр напрямую зависит от толщины свариваемого металла, поэтому перед тем, как приступить к работе, необходимо ознакомиться с инструкцией к электрическому устройству. В котором следует указывать рекомендованный производителем ток для определенной толщины свариваемых деталей.
Выбор режимов сварки
Также следует сделать правильный выбор скорости подачи сварочной проволоки, которая регулируется специальным механизмом.
Оптимальный диаметр проволоки для сварки 0.8 мм, но при работе с очень тонким металлом можно установить электрод на 0,6 мм, чтобы при пониженной силе тока металл плавился без затухания дуги.
По возможности лучше приобрести итальянскую проволоку для сварки полуавтоматом. Импортные аналоги более качественные, но стоимость такой продукции будет в разы выше.
Несмотря на более высокую стоимость, такой электрод больше подходит новичкам, ведь на нем легче получить желаемый результат даже при недостаточном опыте обращения с электросварочным аппаратом.
Видеоинструкция: настройка.
Цилиндр с шестерней
Для защиты места сварки от кислорода подается защитный газ. Самый дешевый вариант использования защитного газа — это покупка баллона с углекислым газом с редуктором.
Необходимо установить редуктор давления для регулирования давления подаваемого газа. Для качественной сварки металлов в среде защитного газа достаточно установить рабочее давление около 0,2 атмосферы.
Маска для лица
Для защиты зрения при приготовлении полуавтомата следует использовать только защитную маску, например. Современные изделия имеют в своей конструкции особую регулировку, которая позволяет настроить защитный механизм так, чтобы качественная защита обеспечивалась только во время горения дуги.
Когда процесс горения плазмы затухает, окно маски будет достаточно прозрачным, чтобы вы могли продолжить работу, не снимая защитного устройства.Такие сварочные маски будут особенно удобны начинающим сварщикам, в устаревших моделях защитное стекло слишком затемнено, что делало процесс сварки очень неудобным из-за плохой видимости сварного шва после затухания дуги.
Сварочное оборудование
Когда все подготовительные работы закончены, необходимо присоединить «массу» к свариваемому металлу. Если приходится работать с мелкими деталями, то сварка производится на металлическом столе, к которому подключается соответствующий проводник.
Если стола нет, то работы можно проводить на горизонтально расположенном металлическом листе толщиной не менее 2 мм, к которому прикреплена «масса» сварочного аппарата.
Перед началом процесса сварки также необходимо отрегулировать размер выступа сварочной проволоки из сопла. Такой выступ рекомендуется устанавливать размером не более 5 мм. Если перед началом сварки проволока выступает более сильно, ее необходимо укоротить с помощью кусачков.
Перед выполнением непрерывного сварного шва рекомендуется расположить свариваемые детали как можно ближе и выполнить точечную сварку как минимум в двух местах, ударяя электродом по металлу в месте соединения. Это необходимо для того, чтобы обеспечить неподвижность свариваемых деталей.
Если необходимо приварить один лист металла к другому, то в этом случае можно использовать хомуты для надежного крепления свариваемых деталей. После того, как неподвижность деталей будет обеспечена любым из вышеперечисленных способов, можно приступать к сварке.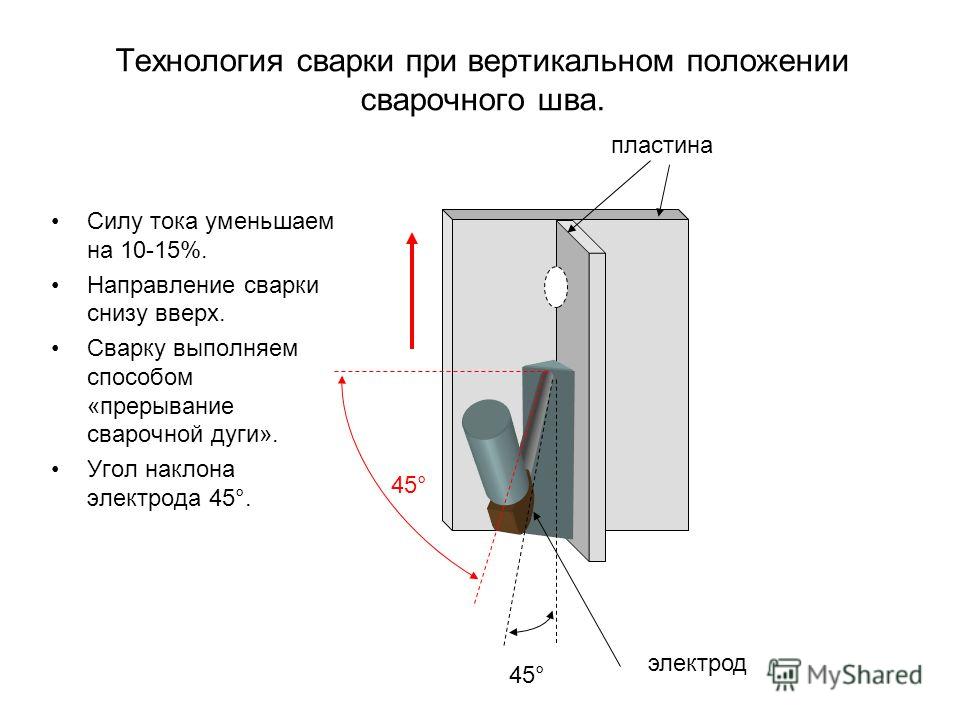
Для сварки деталей изготавливается дуговой предохранитель и плавится металл на стыке металлов с образованием шва. Если при первых попытках сварить детали дуга не загорится стабильно, необходимо увеличить ток, подаваемый сварочным аппаратом.
Для правильного образования дуги необходимо на короткое время прикоснуться к металлическим частям, к которым присоединена «масса». Затем оторвите провод на кратчайшее расстояние, чтобы образовалась стабильная горящая электрическая дуга.Таким образом, шов кипятят от края до края, постепенно перемещая дугу по поверхности свариваемых деталей.
Видео: тонкий металлический компаунд.
Видео: сварка толстого металла для начинающих.
Сварка алюминия
Использование защитных газов при полуавтоматической сварке позволяет качественно соединять алюминиевые детали таким образом. Это довольно сложный процесс даже для опытного специалиста, тем сложнее будет проделать такую работу новичкам.
Как приготовить алюминиевые детали в полуавтоматическом режиме:
- поверхность свариваемых деталей очищена от оксидной пленки; Заготовки
- нагреваются в печи или на газовой горелке;
- сварочный аппарат включен в режим высокочастотного переменного тока;
- подсоединен баллон с аргоном или аргон-гелиевой смесью;
- дуга заплавляется и ее длина выдерживается в пределах 12-15 мм.

Таким образом происходит сварка деталей из этого легкого металла.В качестве присадочной проволоки для выполнения работ потребуется приобретение алюминиевых изделий. А чтобы обеспечить стабильную подачу проволоки, аппарат следует оборудовать соплом большего диаметра.
Заключение
Как приготовить полуавтомат на углекислоте для начинающих вы узнали из этой статьи. Для закрепления полученной информации рекомендуется сразу приступить к практическим занятиям и провести тестовое соединение деталей этим методом. Видеоуроки позволят быстро освоить полуавтомат в домашних условиях.
Сегодня профессия электросварщика достаточно редка. Четкое выполнение сварочных работ требует усидчивости, большого терпения и, конечно же, ответственного подхода со стороны рабочего. Уроки сварки должны проходить в специализированных учебных заведениях, где студентам подробно описывается вся технологическая часть и проводятся практические занятия.
Сварщик должен хорошо разбираться, ведь чтобы шов получился надежным и долговечным, необходимо соблюдать множество условий. Сварку новичкам в первую очередь следует начинать с техники безопасности.
Сварку новичкам в первую очередь следует начинать с техники безопасности.
В процессе работы образуется такой мощный яркий свет, что легко прожечь сетчатку. Поэтому перед тем, как приступить к сварке, необходимо позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой ток будет использоваться при сварке. Кроме того, готовить металл намного проще, если вы четко видите всю переднюю часть работы.
Во избежание ожогов рук и всего тела обязательно использовать защитную одежду.Сварочное обучение всегда начинается с основ. Чтобы разобраться в сварочном аппарате, необходимо изучить принцип его действия.
Есть блоки переменного и постоянного тока
Это второй тип, который предпочитают профессиональные сварщики. Сварочный аппарат имеет два выхода разной полярности. Вся дальнейшая работа зависит от того, какая полярность выбрана для заготовки. Правильно подключите положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдаться прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на той части, которую вы хотите приготовить. Далее на сварочном аппарате устанавливают ток нужной величины. Его размер напрямую зависит от того, насколько глубоким и прочным нужно сделать шов, а также от того, какой вид и толщину металла нужно варить. На сварочном аппарате всегда есть специальный тумблер, поворачивая который, можно добиться нужных текущих параметров.
Также особого подхода требует выбор электрода для сварки.Высококвалифицированный специалист должен использовать электроды различной длины и диаметра в зависимости от сложности предстоящей работы. Обычно на упаковке всегда есть таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного типа электрода.
Для начала работы необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как ударить им по поверхности. После возгорания пламени обязательно поднять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно приступить к работе. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, плохо соединяющий свариваемую поверхность. Размер дуги тоже не должен быть маленьким, так как шов будет слишком вдавлен в поверхность, а значит, будет довольно хрупким. Кроме того, на протяжении всей работы правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неровным и со временем начнет деформироваться.
Теперь можно приступить к работе. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, плохо соединяющий свариваемую поверхность. Размер дуги тоже не должен быть маленьким, так как шов будет слишком вдавлен в поверхность, а значит, будет довольно хрупким. Кроме того, на протяжении всей работы правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неровным и со временем начнет деформироваться.
Лучше всего варить металл под углом 60 градусов к поверхности.Однако далеко не всегда сварщик может соблюдать такие условия, ведь зачастую сварочные работы проводятся в очень труднодоступных местах. Однако глубина шва напрямую зависит от угла наклона электрода, а значит, и от его надежности. Поэтому технические вузы практикуют обучение сварщикам в труднодоступных местах. В первую очередь, это зависит от правильного движения зажженной дуги. Есть несколько способов правильно двигать электрод по шву.
Сварочное обучение, как правило, требует определенных навыков и длительной практики. Вы можете перемещать электрод по серповидной, петлевой, зигзагообразной и некоторым другим траекториям. Начинающему специалисту проще всего использовать обычный зигзаг. Однако при этом будет правильно учтено положение в пространстве свариваемых поверхностей. Можно готовить горизонтально, вертикально, а также создать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом индивидуальном случае схема движения электродов подбирается индивидуально.
Вы можете перемещать электрод по серповидной, петлевой, зигзагообразной и некоторым другим траекториям. Начинающему специалисту проще всего использовать обычный зигзаг. Однако при этом будет правильно учтено положение в пространстве свариваемых поверхностей. Можно готовить горизонтально, вертикально, а также создать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом индивидуальном случае схема движения электродов подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки, вы должны сначала понять.Под действием тока заданной величины плавятся сама поверхность, внутренний стержень электрода и его покрытие. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, в которой скапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва покрывает его. Чтобы очистить шлак от поверхности шва, необходимо использовать специальный молоток.
Чтобы очистить шлак от поверхности шва, необходимо использовать специальный молоток.
Многие начинают опасаться внешнего вида проделанной работы. Однако если правильно оттолкнуть остатки электродного покрытия, под шлаком можно обнаружить красивый равномерный шов. Именно он говорит о качестве выполненных работ и профессионализме сварщика. Скоро варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Начинающим специалистам стоит посмотреть видеоуроки по сварочным работам, чтобы избежать типичных ошибок, сделать свою работу качественной и безопасной.Всегда следует помнить, что перед началом работы следует надеть защитную одежду, а именно:
перчатки замшевые и (или) парусиновые; фартук или халат; керсовые сапоги.
Фильтр для маски подбирается индивидуально для каждого человека, в зависимости от чувствительности глаз к свету, толщины электрода и текущей мощности. Чем выше эти значения, тем выше номер защитного фильтра. Завершив маску фильтром, необходимо проверить возможные зазоры, посмотрев на свет.Замена стекол должна производиться по мере появления на них царапин или грязи, затрудняющих обзор сварочной ванны и шва.
Завершив маску фильтром, необходимо проверить возможные зазоры, посмотрев на свет.Замена стекол должна производиться по мере появления на них царапин или грязи, затрудняющих обзор сварочной ванны и шва.
Перед началом работ необходимо тщательно очистить обработанную поверхность от грязи, ржавчины или масляных пятен. Только так можно рассчитывать, что сварочные работы будут выполнены качественно, видеоуроки по которым размещены на нашем сайте.
Выбор электрода
(видео) начинается с выбора электрода.Как правило, его толщина должна равняться толщине детали. Также выбор зависит от используемого материала.
Для стали лучше всего подходят форматы АНО и УОНИИ и категории 1, 2 и 3.
Для легированных сталей необходимы электроды 1Y, 2Y и 3Y. Цифры в этом случае прямо пропорциональны прочности сварного шва.
Для цветных металлов подбираются соответствующие электроды. Но силумин не поддается обычной сварке. Также новичкам не стоит браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта.
Также новичкам не стоит браться за чугун, так как этот процесс требует высокой квалификации и наличия большого опыта.
После подключения электрода к инвертору необходимо установить силу тока, которая указана на корпусе аппарата для различных типов материалов.
Урок сварки для начинающих (видео) показывает, что нельзя слишком быстро подносить электрод к рабочей поверхности, так как это приводит к прилипанию.
Перед началом сварки подключите клемму массы к изделию, после чего можно начинать процесс сварки.
Arc Arson
Видеоуроки по сварке учат, что электрод нужно подносить к заготовке под углом к поверхности, равным 700.Тогда стоит несколько раз слегка ударить по поверхности. После этого электрод необходимо отвести от поверхности металла на расстояние, равное диаметру электрода, и начать формировать ванну. Для разогрева обрабатываемого металла нужно 2-3 небольших круговых движения электрода по периметру сварочной ванны. Необходимо следить за тем, чтобы его диаметр был постоянно одинаковым.
Дуговый зазор
Просматривая сварочные работы (видеоуроки), особое внимание следует обращать на то, чтобы дуговый зазор не изменялся.Это самое главное и сложное, что нужно усвоить начинающим сварщикам. Дело в том, что при сварке электрод постепенно уменьшается в размерах, и его необходимо постоянно опускать.
При зазоре меньше нормы основной металл не успевает нагреться, и сплавление поверхностей будет некачественным. При большом зазоре дугу сложно удерживать на месте и контролировать металл шва. При сохранении постоянного зазора образуется качественный и аккуратный шов, гарантирующий надежное соединение деталей.
Формирование шва
Видеоуроки по сварке показывают, как правильно выполнять круговые или зигзагообразные движения электрода для формирования правильного шва. Если перемещать ванну поперек, то при недостатке металла могут появиться подрезы — небольшие бороздки по краям шва, расположенные ниже уровня поверхности. Уроки инверторной сварки (видео) помогут избежать подобных ошибок и научат использовать мощность дуги для управления ванной. Основная идея заключается в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Уроки инверторной сварки (видео) помогут избежать подобных ошибок и научат использовать мощность дуги для управления ванной. Основная идея заключается в том, что чем больше наклон электрода, тем более выпуклым будет шов, и наоборот.
Обработка швов
После того, как сварочный шов остынет, с него аккуратно удаляют окалину молотком, как показывает видео на нашем сайте.
Контроль качества шва
После завершения сварочных работ необходимо проверить качество швов методом внешнего осмотра, проверки на герметичность и выявления скрытых дефектов. К ним относятся потеки, поднутрения, трещины, прорывы, непровар, наличие шлаковых включений в швах и другие.
Разобраться в причинах брака помогут видеоуроки по сварке. Это могут быть скачки напряжения в сети, неправильный угол наклона электрода, проскальзывание подающих роликов свариваемой проволоки, изменение скорости сварки при формировании шва и другие.
Подробнее по этой теме на нашем сайте:
-
Слово «сварка» обычно понимается как технологический процесс, при котором в результате нагрева между деталями устанавливается межмолекулярная и межатомная связь. Таким образом комбинируются прямые материалы. В первую очередь … -
Выполнить сварку на горизонтальной поверхности сможет даже новичок с небольшим опытом. Но сделать качественный вертикальный шов без необходимых теоретических знаний и практики … -
Процесс сварки алюминия и дюралюминия имеет ряд особенностей, которые необходимо учитывать как при работе, так и при выборе оборудования для него. Во-первых, алюминий — это … -
Каждый способ регулирования способен положительно повлиять на работу сварочного агрегата, но каждый метод имеет свои недостатки, о которых желательно знать и уметь избегать неприятных…
 Таким образом комбинируются прямые материалы. В первую очередь …
Таким образом комбинируются прямые материалы. В первую очередь …Сварка угловых швов в горизонтальном положении. Виды сварных швов: горизонтальный, вертикальный, потолочный
К категория:
Техника дуговой сварки
Вертикальные, горизонтальные и потолочные стыки
Вертикальные швы (стыковые и угловые) выполняются по направлению снизу вверх. Предварительно сваркой подготавливается горизонтальный участок металла с сечением, равным сечению наплавленного металла шва.Площадка создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис. 1, а, б.
Предварительно сваркой подготавливается горизонтальный участок металла с сечением, равным сечению наплавленного металла шва.Площадка создается поперечными движениями электрода треугольником (рис. 1). Провар в корне шва обеспечивается задержкой горения дуги в этом месте при движении электрода треугольником. Наибольшее проникновение корня шва достигается, когда электрод расположен перпендикулярно вертикальной оси. Набухание расплавленного металла предотвращается путем наклона электрода вниз, как показано пунктирной линией на рис. 1, а, б.
Рис. 1. Положение и движение электрода при сварке в вертикальном положении: а — стыковые швы со скосом кромок, б — угловые швы, в — сварка в направлении сверху вниз
Сварка вертикальных швов электродами большого диаметра и большой силы тока затруднена из-за стекания металла и плохого образования шва.Поэтому используются электроды диаметром до 4 мм, реже 5 мм, и сварочный ток снижается по сравнению со сваркой в нижнем положении.
Вертикальная сварка в направлении сверху вниз (рис. 1, в) возможна электродами с образованием тонкого шлака. Металл в сварочной ванне быстрее затвердевает и практически не стекает. Для вертикальной сварки сверху вниз используются электроды с целлюлозным, пластиковым покрытием органического типа (ОЗС-9, ВКЦ-1, ВКЦ-2; ВКЦ-3 и др.)). Производительность при сварке сверху вниз выше, чем при сварке снизу вверх. Также удобно выполнять вертикальные швы электродами с упором покрытия на свариваемые кромки.
Горизонтальные и потолочные швы выполнить сложнее, чем вертикальные (рис. 2). При выполнении горизонтальных швов на верхнем листе часто образуются подрезы, а при сварке в потолочном положении затруднен полный провар корня шва. В обоих случаях сварку следует выполнять короткой дугой с достаточно быстрыми колебательными движениями.
Рис. 2. Положение и движение электрода при сварке в горизонтальном и потолочном положениях: а — горизонтальные угловые окна, б — наплавка в потолочном положении, в — потолочный стыковой шов
Металл толщиной более 8 мм сваривается многопроходными швами. Первый валик у основания горизонтального шва накладывается электродом диаметром 4 мм, а следующий — диаметром 5 мм. Первый валик у корня стыка потолка делают электродом диаметром 3 мм, а следующий — диаметром не более 4 мм.Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке. Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Первый валик у основания горизонтального шва накладывается электродом диаметром 4 мм, а следующий — диаметром 5 мм. Первый валик у корня стыка потолка делают электродом диаметром 3 мм, а следующий — диаметром не более 4 мм.Ролики горизонтальных и потолочных швов удобно выполнять электродами с опорой для покрытия. При выполнении стыков потолка газы, выделяющиеся при сварке покрытыми электродами, поднимаются вверх и могут оставаться в стыке. Поэтому для сварки в потолочном положении следует использовать хорошо просушенные электроды, дающие небольшой шлак.
Сварка швов в вертикальном положении намного сложнее, чем сварка в нижнем положении, поскольку расплавленный металл имеет тенденцию вытекать из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов сила сварочного тока снижается на 10-15% по сравнению со сваркой в нижнем положении.Сварка всегда происходит короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать утечки сварочного металла из сварочной ванны, рекомендуется относительно быстро перемещать электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Вертикальные швы можно сварить двумя способами: снизу вверх и сверху вниз. Самый распространенный — это первый способ.
Рис. 52. Сварка угловых швов в «лодку»
Сварка сверху вниз применяется при соединении преимущественно тонких листов.При выполнении вертикальных швов «сверху вниз» полного выхода из строя не получается.
Техника сварки вертикальных швов снизу вверх осуществляется следующим образом. В первую очередь необходимо правильно расположить электрод относительно плоскости шва. При сварке тонкослойным электродом (рис. 53, а) угол наклона принимают в пределах 15–20 °; при сварке толстослойными электродами (рис. 53, б) наклон электрода к горизонтали должен составлять около 45–50 °.Такой большой наклон электрода с толстым покрытием необходим для облегчения отвода шлака из ванны и сохранения расплавленного металла.
Дуга зажигается в самой нижней точке шва, и после образования ванны с расплавленным металлом конец электрода с самой короткой дугой перемещается вправо или влево и немного вверх. При таком движении электрода частицы расплавленного металла быстро затвердевают и образуют своего рода порог, необходимый для задержки последующих капель расплавленного металла.Движения электрода повторяются, и металл шва принимает форму шва. На вертикальных швах чешуя более выражена, и по этой причине вертикальные швы отличаются от низа.
Рис. 53. Рис.54. Положение электродов при сварке вертикальных швов методом «снизу вверх»; «сверху вниз»
При сварке вертикальных швов сверху вниз электрод располагается перпендикулярно свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют вниз (рис.54), продолжая плавить основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо не допускать стекания металла концом электрода, а, потянув его в сторону и вниз, он способствует застыванию нанесенных капель и образованию сварного шва.
При обоих методах выполнения вертикальных швов необходимо сообщать электроду о поперечных колебательных движениях. В этом случае необходимо выбрать такой путь электрода, при котором движение по шву происходило бы без продолжительной концентрации тепла в каком-либо одном месте.
При сварке сверху вниз для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньше, чем при сварке снизу вверх. При выполнении вертикальных стыковых швов с V-образными и Х-образными канавками кромок, а также роликовых швов последовательность сварки, многослойная, проплавление верхнего угла выполняется аналогично сварке нижних швов.
Заголовки статей раскрывают их содержание.В последней статье дополнительно описаны дефекты, возникающие в процессе электросварки, и методы их устранения.
Перед тем, как приступить к изучению технологии выполнения вертикального сварного шва, рекомендуем ознакомиться с вышеперечисленными статьями (обсуждаемые в них вопросы здесь повторяться не будут).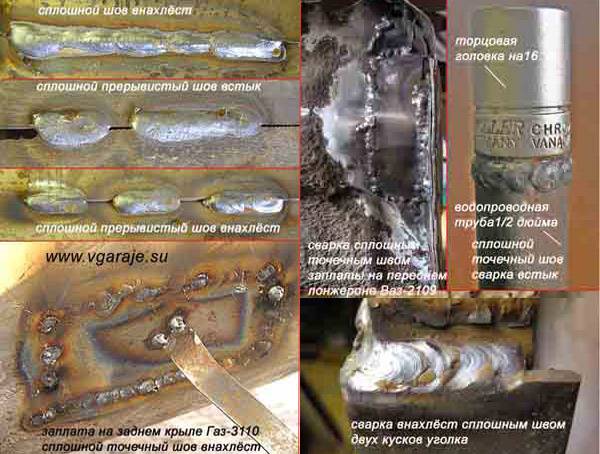 Если возникают дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. Д.), То рекомендуем воспользоваться услугой «Поиск по сайту». Вы можете задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Если возникают дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. Д.), То рекомендуем воспользоваться услугой «Поиск по сайту». Вы можете задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
Перед сваркой деталей необходимо подготовить металл. Обрезка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали закрепляют в необходимом (предусмотренном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Захваты не позволяют деталям перемещаться относительно друг друга.
При сварке деталей с вертикальным швом расплавленный металл из сварочной ванны под действием собственного веса соскальзывает вниз. Чтобы капли не срывались, используйте максимально короткую дугу. Для этого необходимо максимально приблизить кончик электрода к сварочной ванне. Если используется сварочный электрод с антипригарным покрытием, его следует опирать на одну из свариваемых деталей.
Если используется сварочный электрод с антипригарным покрытием, его следует опирать на одну из свариваемых деталей.
Вертикальный шов можно готовить «сверху вниз» или «снизу вверх».
Вертикальный шов «снизу-вверх»
Отметим, что вертикальный шов удобнее готовить электросваркой с перемещением электрода «снизу вверх».Это связано с тем, что в этом случае электрическая дуга «подталкивает» сварочную ванну вверх и не дает ей опускаться. Это значительно упрощает получение качественного шва. Конструкция такого сварного шва представлена на рисунке.
В следующем видео показано, как приготовить вертикальный шов электросваркой с перемещением электрода «снизу вверх без отрыва». Продемонстрирована техника создания короткого ролика:
- движения электродов происходят только вверх и вниз;
- без горизонтальных смещений.
В результате получается очень плоский шов.
В следующем видео показано, как приготовить вертикальный шов электросваркой с перемещением электрода «снизу вверх с зазором». Такой технологический прием может быть удобнее для новичков, ведь при отрыве сварочного электрода металл успевает остыть. Допускается для простоты упираться электродом в полку сварной воронки. В этом же видео есть много общих советов, полезных для сварщика.Например, показано влияние тока на форму шва. В целом сварочный ток должен быть на 5 … 10 А меньше рекомендованного для выбранного типа электрода и толщины металла. Но, как показано на видео, это не всегда так и определяется в основном экспериментальным путем.
Такой технологический прием может быть удобнее для новичков, ведь при отрыве сварочного электрода металл успевает остыть. Допускается для простоты упираться электродом в полку сварной воронки. В этом же видео есть много общих советов, полезных для сварщика.Например, показано влияние тока на форму шва. В целом сварочный ток должен быть на 5 … 10 А меньше рекомендованного для выбранного типа электрода и толщины металла. Но, как показано на видео, это не всегда так и определяется в основном экспериментальным путем.
Вертикальный шов «сверху-вниз»
Сварка с перемещением электрода сверху вниз применяется при соединении, в основном, тонких листов металла. При такой сварке дуга тепловой сварки стремится вверх (без нагрева сварочной ванны).Поэтому для получения хорошего проплавления сварного шва ток следует установить на несколько большее значение (на 5 … 10А), чем при сварке с перемещением электрода снизу вверх.
Техника сварки сверху вниз намного сложнее предыдущей, поэтому остановимся на ней подробнее.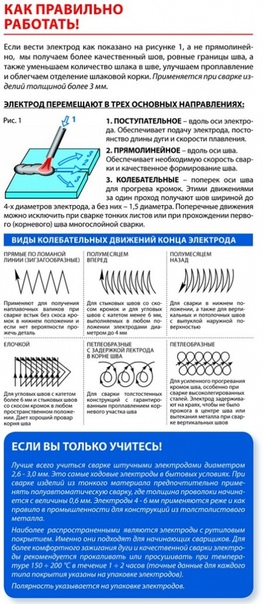 При выполнении вертикальных швов с перемещением электрода «сверху вниз» он перпендикулярен свариваемой поверхности. После зажигания дуги и образования первых капель расплавленного металла она наклоняется вниз, и основной металл продолжает плавиться.Медленное перемещение электрода (и поддержание короткой дуги) его острием должно предотвратить вытекание металла из сварочной ванны. При этом наконечник следует отвести в сторону и вниз, т.е. необходимо совершить поперечные колебательные движения. Это будет способствовать застыванию нанесенных капель и образованию шва. В этом случае нельзя допускать продолжительного сосредоточения тепла на одном месте.
При выполнении вертикальных швов с перемещением электрода «сверху вниз» он перпендикулярен свариваемой поверхности. После зажигания дуги и образования первых капель расплавленного металла она наклоняется вниз, и основной металл продолжает плавиться.Медленное перемещение электрода (и поддержание короткой дуги) его острием должно предотвратить вытекание металла из сварочной ванны. При этом наконечник следует отвести в сторону и вниз, т.е. необходимо совершить поперечные колебательные движения. Это будет способствовать застыванию нанесенных капель и образованию шва. В этом случае нельзя допускать продолжительного сосредоточения тепла на одном месте.
Дефекты сварного шва
При сварке возможны дефекты (особенно у начинающих сварщиков) сварных швов.Причем некоторые из них критичны, некоторые — нет. Этой теме на сайте мы уделили достаточно внимания и сейчас не будем ее повторять.
Теперь остановимся только на дефектах, характерных для вертикальных стыков. Они появляются при неправильном выборе силы тока и размера дуги. В таблице показан их схематический вид и причины, вызвавшие их.
Они появляются при неправильном выборе силы тока и размера дуги. В таблице показан их схематический вид и причины, вызвавшие их.
Другие виды дефектов, возникающих при электросварке, и методы их устранения можно найти в статье.В заключение предлагаем посмотреть еще одно видео по вертикальной сварке. Желаем успехов!
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварке. Сварить вертикальный шов немного сложнее. Освоив эту операцию, вы можете претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации как первого, так и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не доставит вам ни малейшего затруднения.Ведь по большому счету обе операции вполне доступны для освоения даже при минимальном багаже знаний и сравнительно небольшом опыте сварки. В конце концов, были когда-то для начинающих сварщики.
Сварка горизонтальная
Сварка горизонтальных швов — это простая и сложная технологическая операция. Ведь помимо нижних швов, которые завариваются сравнительно легко, есть еще и верхние (потолочные) швы, которые под силу заварить только опытному специалисту.
Ведь помимо нижних швов, которые завариваются сравнительно легко, есть еще и верхние (потолочные) швы, которые под силу заварить только опытному специалисту.
Причем в первом и втором случаях процесс образования шва осложняется действием силы тяжести.Из нижнего шва металл течет к нижнему краю, а пузырьки восстановленного водорода поднимаются снизу к поверхности, вспенивая покрытие. С верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли проникают в наплавочный валик снизу вверх.
Поэтому сварка горизонтального шва требует определенной сноровки, хорошего глаза и понимания сути выполняемых манипуляций.
Техника горизонтальной сварки
Сварку в горизонтальном положении шва производят на «короткой» дуге, «среднем» или слабом токе.При этом особое внимание уделяется расположению электрода как относительно плоскости соединяемых деталей, так и относительно центральной оси формируемого ролика.
Ну а на практике техника сварки такая:
- Первый сварной шов формируется на короткой дуге. Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов.Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «углом вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
- Второй валик сварного шва формируется при средних значениях сварочного тока, перемещая электрод «на угол вперед» без поперечных колебаний, только вдоль линии стыка. Ширина сечения, конечно, увеличится, поэтому второй валик готовят с электродом большего диаметра.
- Третий сварной шов укладывается между верхней плоскостью второго и краями границы раздела. Причем, если второй валик получился выступом, то «лодочка» между предыдущим валиком и перегородками заполняется третьим слоем. Хорошо, если второй валик получился нормальным, заполнив всю плоскость отрыва, то третий слой формируют за два прохода, укладывая валики по левому и правому краю.
- Пространство между соседними роликами третьего слоя заполнено четвертой наплавкой.Причем, если это расстояние равно диаметру электрода, то четвертый валок формируется за один проход, а если предыдущие слои наплавки разнесены на большее расстояние, то стык между валками заполняется поперечно и продольные движения электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
 Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов.Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «углом вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
Пятая часть электрода движется по линии стыка без колебаний в поперечной плоскости. Угол наклона оси электрода к оси ролика составляет 80 градусов.Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем, если поместить электрод «углом вперед», глубина осаждения увеличится, а если «угол назад», то соответственно уменьшится.
При этом, чтобы предотвратить вытекание наплавки из сварного шва, под нижнюю кромку следует подложить плиту из огнеупорного материала, например, асбеста.А когда дойдете до верхней границы сечения, стоит удвоить внимание и усердие — большая часть дефектов сварного шва «формируется» именно в этот момент.
Сварка вертикальная
Дуговая сварка вертикальных швов осуществляется иначе, чем по предыдущей (горизонтальной) технологии. Ведь вечный «враг» сварщиков — сила тяжести — совершенно по-другому вмешивается в процесс формирования сварного шва: жидкий присадочный материал и недрагоценные металлы стекают вниз, по линии шва устремляются газообразные аэрозоли (в в том же направлении).
Следовательно, при вертикальной сварке необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, вызывая появление провисания. Поэтому валики горизонтальных стыков должны быть тонкими. И в процессе их образования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование ролика, размеры которого сопоставимы с диаметром электрода.Разумеется, допускается двукратное превышение (когда валок больше диаметра электрода, даже с учетом размеров покрытия), но не более.
- В-третьих, сила сварочного тока должна быть максимальной, но при выборе конкретных значений необходимо снизить риск «подрезов» основного металла при слишком сильной дуге. Следовательно, сила тока не должна достигать максимума.
- В-четвертых, угол наклона электрода (в направлении плоскости заготовки) должен быть не менее 80 градусов.При меньших значениях появляется эффект «пика», препятствующий плавлению основного металла. Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией пятки электрода. Совершая возвратно-поступательные движения вверх и вниз, вы можете влиять на ширину покрытия.Но в этом случае необходимо выдерживать наклон «вперед» на 80 градусов.
- В-шестых, ролики укладываются в вертикальный разрез «полки». То есть каждый последующий слой основан на предыдущем покрытии.
 Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.
Таким образом, регулируя угол наклона, можно влиять на температуру и глубину плавления в зоне сварочной ванны. Оси роликов (соединительных швов) и электродов должны быть параллельны друг другу.Сварка вертикальных швов технологически сложнее, чем работа в горизонтальной плоскости. Расплавленный металл очень жидкий и просто плавает под действием силы тяжести.
В этой статье мы рассмотрим основные способы приготовления вертикальных швов, а также расскажем, на каком оборудовании проще выполнять такие работы.
Задачи вертикальной сварки
Процесс сварки заключается в плавлении металлических частей, которые после охлаждения соединяются между собой. С горизонтальными видами сварки все просто, главное научиться зажигать дугу и правильно вести шов. А как насчет вертикальных просмотров? Под действием притяжения металл постоянно течет и контролировать сварочную ванну очень сложно. В результате получаются неровные составы, образованные каплями и подтеками.
С горизонтальными видами сварки все просто, главное научиться зажигать дугу и правильно вести шов. А как насчет вертикальных просмотров? Под действием притяжения металл постоянно течет и контролировать сварочную ванну очень сложно. В результате получаются неровные составы, образованные каплями и подтеками.
При сварке в вертикальном положении возможны такие проблемы, как непровар металла или, наоборот, обрезка. Они возникают из-за выбора не подходящего по силе тока. В случае непереваренного металла расплав разбрызгивается и растекается по поверхности. Обрезка образуется в виде проточки в шве, когда слишком мощная дуга вырезает материал из зоны сварного шва.
Еще одна проблема вертикального шва — образование длинной дуги в одной точке.Сварочная ванна как бы «вываливается», образуя прожоги на деталях.
Как избежать порчи стыка при вертикальной сварке и какие методы подходят в этом случае?
Инвертор или полуавтомат
Инвертор с функцией MMA представляет собой такую же ручную дуговую сварку, но работает по другому принципу, в отличие от трансформатора. В этом случае используется плавкий электрод с покрытием.
В этом случае используется плавкий электрод с покрытием.
Варка полуавтомата происходит за счет оплавления проволоки, подаваемой в зону сварки.Такие устройства позволяют создавать более качественные швы, так как нет брызг расплавленного металла, а импульс, по сути, загоняет каждую точку в соединение.
Так что же лучше приготовить вертикальный шов?
В любом случае начинающему сварщику нужно будет потренироваться в работе с одним из этих аппаратов. Без опыта сразу установить качественное соединение вряд ли получится.
Инверторная ручная сварка требует большего внимания к процессу и контроля движения электрода.При неправильном выборе положения держателя и угла наклона произойдет брак. Готовить нужно с запасом, создавая эффект. В этом случае металл брызнет и растечется по поверхности изделия. Только с большой практикой получится качественный шов.
Полуавтомат также требует тщательного контроля сварочного процесса. Здесь также важны выбранные положения держателя и техника сварки.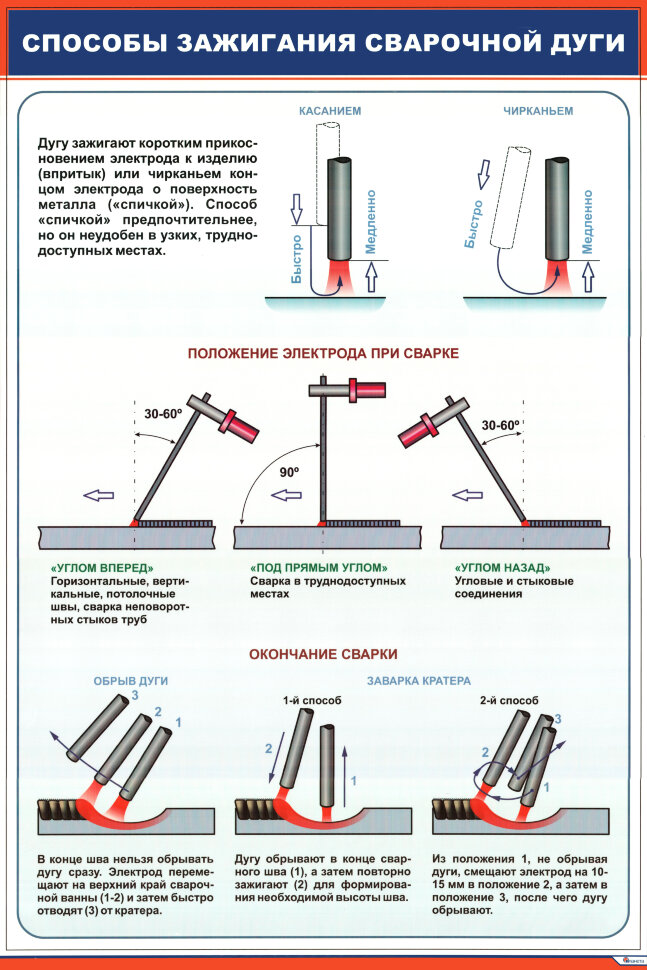 При использовании защитного газа при полуавтоматической сварке количество брызг и подтеков уменьшается, но по стоимости такое соединение будет дороже.
При использовании защитного газа при полуавтоматической сварке количество брызг и подтеков уменьшается, но по стоимости такое соединение будет дороже.
Основным преимуществом является то, что вы можете снизить скорость подачи проволоки и, следовательно, замедлить процесс перегрева металла. В результате при использовании полуавтоматического сварочного аппарата можно уменьшить стекание расплава. Для подобного эффекта при ручной сварке используются специальные электроды, ускоряющие кристаллизацию металла.
Многие сварщики рекомендуют при сварке вертикальных швов использовать полуавтомат, позволяющий получить качественное соединение.Но, при отсутствии такого аппарата, при правильной технике работы можно получить качественное крепление по прочности и при обычной ручной сварке.
Технология сварки вертикальных швов
Главное правило — выполнять вертикальные швы снизу вверх! В этом положении дуга как-то толкает сварочную ванну и не дает ей стекать вниз. А также такое положение способствует остановке капли расплавленного металла в нижнем уже застывшем шве.
А также такое положение способствует остановке капли расплавленного металла в нижнем уже застывшем шве.
Особенности ручной сварки
При работе с ручной сваркой должны соблюдаться некоторые особые требования.
- При сварочных работах с вертикальными швами нужно выставлять ток немного ниже обычного. Это способствует образованию меньшего количества тепла, а значит, металл не будет растекаться так быстро.
- Чтобы избежать интенсивного течения расплава, необходимо выдерживать более короткую дугу.
- Держатель с электродом устанавливают так, чтобы кончик стержня смотрел вверх и немного в сторону.
- Шов постепенно с поперечными поступательными движениями.Лучше всего двигаться зигзагом или елочкой.
- Лучшее качество — стык, сваренный свинцом. Когда электрод снимают и приближают к поверхности изделия.
Если у вас небольшой опыт в этом виде работ, лучше всего поэкспериментировать отдельно от изделия, подобрав оптимальную силу тока и скорость шва, и только после этого приступать к основным работам.
Сварочный полуавтомат
- Если толщина металла до 3 миллиметров, то сварку лучше проводить сверху вниз.
- Для деталей со стенками 3 мм и более шов наоборот, снизу вверх.
- Полуавтоматическая горелка расположена под углом 45 градусов к поверхности.
- Необходимо уменьшить силу тока и скорость подачи проволоки (процесс плавления происходит быстрее, чем при приготовлении вручную).
При сварке вертикальных швов полуавтоматом нужно руководствоваться тремя основными правилами: выдерживать желаемую длину дуги (меньшую), обеспечивать равномерное перемещение держателя и выставлять нужный угол к свариваемым поверхностям.
Безопасность вертикальной сварки
Сварочное оборудование достаточно травматично, но, помимо общих правил безопасной эксплуатации (защита глаз, электробезопасность и др.), Существуют некоторые требования к выполнению разного рода швов.
Меры безопасности при сварке вертикальных швов, в связи с тем, что металл течет и разбрызгивается, особое внимание уделяется защите от этого фактора.
Чтобы не допустить попадания горячего материала на одежду, нужно выбрать правильное положение, лучше всего — немного подальше от опасной зоны.Также не работайте, лежа под местом сварки.
Обязательно осторожно подходите к оборудованию. Для сварки используйте огнестойкие перчатки, закрывающие руки. И, конечно же, обеспечить полную защиту всего тела от попадания таяния на кожу.
Часто вертикальные швы приходится прокаливать в ограниченном пространстве (например, под автомобилем), в этом случае необходимо обеспечить надежную вентиляцию и приток свежего воздуха. Особенно, если используется защитный газ (аргон или углекислый газ).
Также не стоит забывать об электробезопасности.
А что можно добавить к материалу этой статьи. Поделитесь своим опытом сварки вертикальных швов. Как, на ваш взгляд, лучше всего использовать: полуавтомат или ручную сварку? Оставляйте свои комментарии в разделе обсуждения этого материала.
Mig Сварка тонких металлов
Технология тонкого металла — это прерывистый процесс
который используется для тонкого металла, такого как панели кузова автомобиля.
Цель этой техники — расплавить немного металла, а затем дать он немного остынет, прежде чем таять в следующий раз, и это удобный способ избежать продувание дыр.
Сварка тонкой стали
На странице стыковой сварки показано, как делать шов сваривайте, используя непрерывное движение горелки. Попробуйте применить эту технику к стали толщиной менее 1 мм, и вы можете пробить дыру в металле.
На фото сталь толщиной 1 мм, сваренная при нормальной мощности. для стали 2мм.
Продувка
По фотографии видно, что произошло. Лужа расплавленного металл стал таким большим и тяжелым, что упал со стали.
Часто этого можно избежать, уменьшив значение тока сварочного аппарата. и скорость проволоки. Используя более тонкую проволоку (0,6 мм вместо 0.8мм) будет также помогают снизить токи.
Техника по тонкому металлу
Способ обойти это — сварка короткими импульсами с выдержкой в секунду или
меньше между импульсами, чтобы сталь остыла.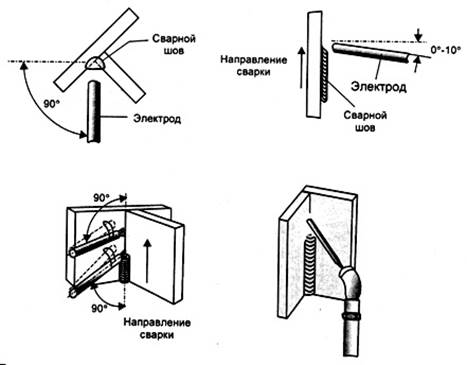 В видео я оставил
около секунды между импульсами. В эти дни я обычно оставляю меньше, чем
полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться
стыки и проколы между сварными швами.
В видео я оставил
около секунды между импульсами. В эти дни я обычно оставляю меньше, чем
полсекунды. Чем дольше вы оставите, тем больше у вас шансов простудиться
стыки и проколы между сварными швами.
Включите звук для получения наилучшего эффекта. Размер фильма составляет около 1,4 МБ, поэтому будет требуется немного времени для загрузки.
1.4Mb Flash видео предварительно загружается перед воспроизведением и включает звук
Сварной шов закончен
Сталь толщиной 0,8 мм, мощность сварочного аппарата установлена на минимум.
Эффект довольно приятный, хотя это холодный метод сварки MIG. Опасность этой техники заключается в том, что отдельные валики сварного шва могут быть повреждены. не растворяются друг в друге полностью, в результате чего соединение становится слабым.
Для тонкого металла это не проблема, а сплошной сварной шов. будет более подходящим для стали толщиной более 1 мм.
будет более подходящим для стали толщиной более 1 мм.
Обратная сторона
Провар выше, чем можно было ожидать, но сварной шов вполне достаточно силен.
Техника сварки стежком может быть очень мощной. Вот выстрел из нержавеющей стали толщиной 0,3 мм из банки 5 л, приваренной в этом способ.Я тоже надеялся справиться со стыковой сваркой, но металл был слишком тонкий для МИГа, а я просто продырявил.
СваркаTIG — это новый шаг вперед для металла толщиной менее 0,6 мм, а сварочный аппарат MIG с приличной мощностью и проводным управлением требуется для чего-то меньшего, чем 0,8 мм.
Сварка автомобильных панелей
Если вы свариваете большую панель, то расширение металла во время сварки
может вызвать искажение панели.Проблема в том, что панель расширяется
с нагревом, так что пока это правильная форма во время сварки (когда панель
горячо) панель меняет форму при остывании.
Деформацию можно свести к минимуму, сначала скрепив металл прихватками через определенные промежутки времени. может быть 20 мм, и сваривать только очень короткие отрезки (длиной 20 мм) за раз, позволяя металлу остыть между каждым участком сварного шва. Если у вас долгая шва, тогда первая часть может быть на одном конце шва, а вторая в другом и т. д.Техника обсуждается немного подробнее в сварке. напольные панели.
Другой сварщик предложил охладить панель (не сварной шов) влажной тканью. между разделами (что звучит неплохо, хотя я никогда не пробовал это технику), а латунный блок, расположенный за сварным швом, может быть эффективным для впитывание тепла.
Сокращенный рабочий цикл
Трансформатор должен сильно потрудиться, чтобы зажечь дугу. Этот метод полагается
при регулярном зажигании и остановке дуги, поэтому учитывайте рабочий цикл
будет намного короче, чем при обычной непрерывной сварке при тех же настройках,
поэтому сварщику потребуются более длительные перерывы в сварке, чтобы дать сварке остыть.
HMS InterPulse Technology — VBC Instrument Engineering Asia Pte Ltd
Процесс газовой сварки вольфрамовым электродом (GTCAW) InterPulse компании VBC Instrument Engineering представляет собой усовершенствованную модификацию традиционной GTAW с использованием магнитного сжатия и высокочастотной (20 000 Гц) модуляции формы волны дуги для создания сжатой дуги и значительного снижения общего тепловложения во время сварки.
Технология позволяет успешно сваривать титан и его сплавы вне вакуумной камеры, без задней газовой защиты, и, следовательно, с гораздо большей универсальностью и точностью, чем традиционные процессы.
Принцип работы InterPulse Technology
i. Правило правой руки
Правило правой руки — полезная мнемоника для визуализации направления магнитной силы, заданного законом силы Лоренца. Сила действует в противоположном направлении для отрицательного заряда, движущегося в указанном направлении.
ii. Сужение дуги
Сварочная дуга сужается магнитным полем вокруг дуги. VBC InterPulse генерирует высокочастотные импульсы, взаимосвязь которых программируется для изменения магнитного поля дуги, что позволяет контролировать сужение дуги.
Чтобы проиллюстрировать отличия сжатой дуги технологии InterPulse от традиционного инверторного источника питания, были сделаны некоторые снимки во время трассировки сварных швов титана с помощью быстрой видеокамеры.
На фотографиях выше четко видна суженная дуга InterPulse, что приводит к уменьшению тепловложения и зоны теплового воздействия, что значительно улучшает качество сварки по сравнению с инверторным источником сварки TIG.
Процесс InterPulse позволяет получать сварные швы с ограниченным подводом тепла без очень высоких скоростей охлаждения, связанных с электронно-лучевой и лазерной сваркой, которые часто приводят к образованию мартенсита, и является основным преимуществом.