Как варить вертикальный шов | Уроки сварки
В электродуговой сварке, как и в любом ремесле, сталкиваешься с техниками, которым научиться легче. Работа электродом в горизонтальном положении не вызывает особых трудностей. Повышение качества – дело практики. Этого же нельзя сказать о вертикальной сварке, где качественный шов получить куда сложнее из-за высокого риска стекания металла.
В этой статье мы расскажем: как варить вертикальный шов без потеков при помощи проверенных техник ведения электрода и верных настроек сварочного аппарата.
Получить достойный результат поможет знание о том:
- Каким диаметром электрода варить
- Как правильно выбрать сварочный ток
- Какая полярность подойдет для вертикального шва
- Под каким углом лучше вести сварку
- На каком расстоянии располагать электрод (длина дуги)
- Какую траекторию движения выбрать лучше
- Какова должна быть скорость перемещения электрода
- В каком направлении соединять металла «сверху вниз» или «снизу вверх»
Настройка параметров сварочного аппарата
При выборе диаметра стоит отталкиваться от толщины свариваемого металла. Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
Здесь нет никаких хитростей. Электрод подбирается точно также как и для горизонтального шва (подробнее в статье
). Определить размер расходника поможет таблица:
|
Толщина свариваемых деталей, мм |
1-2 |
3-5 |
4-10 |
12-24 |
30-60 |
|
Диаметр электрода, мм |
2-3 |
3-4 |
4-5 |
5-6 |
6-8 |
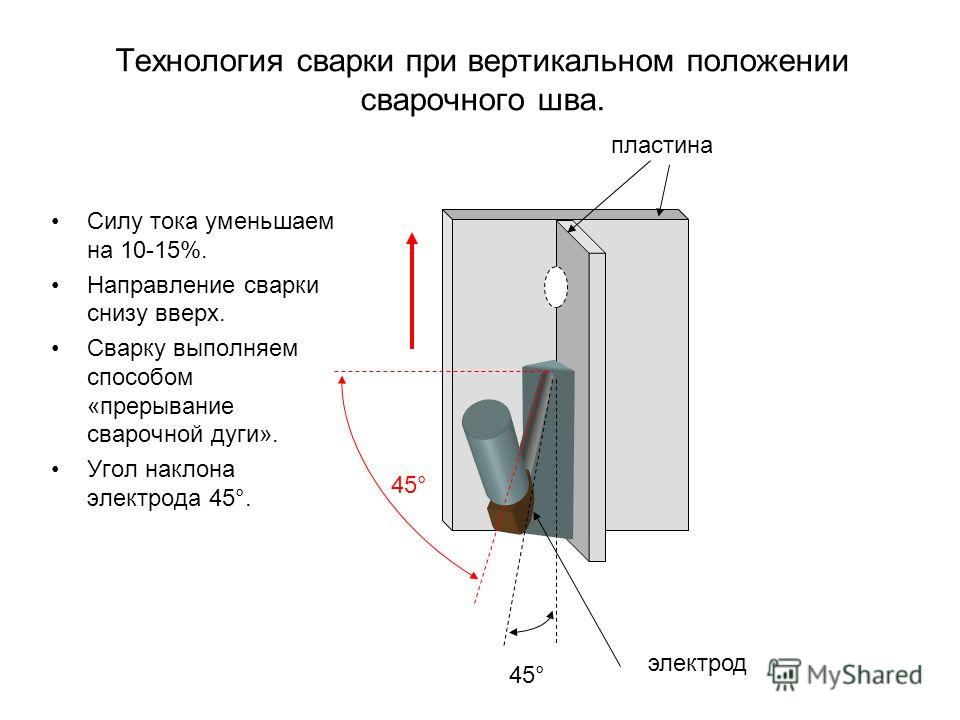
Внимание! Начиная с силы тока, уже прослеживаются отличия в сварке вертикального шва и горизонтального.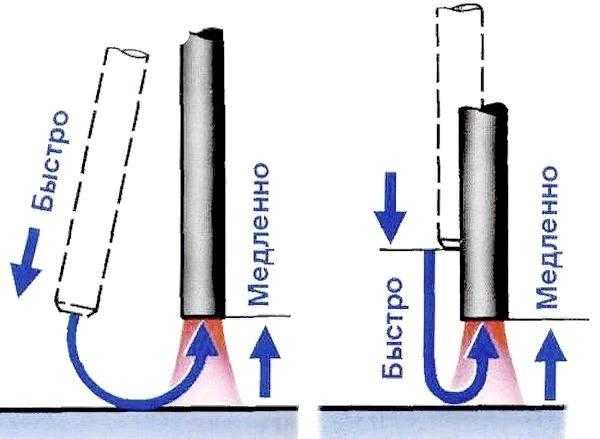 Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Здесь нужно снизить параметр на 10-15%, чтобы избежать высокого содержания разжиженного металла в сварной ванне (и, как следствие, потеков).
Опыт показывает, что чаще всего ток выбирается в диапазоне 80-100 А. Но лучше всегда ориентироваться на табличные данные:
|
Ток сварки (А) |
45-55 |
100-110 |
100-110, 120-145 |
120-145 |
120-145, 200-205 |
|
Диаметр электрода (мм) |
2 |
3 |
3-4 |
4 |
4-5 |
*В таблице уже снижены показатели тока. Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Не стоит занижать их еще больше, чтобы не получить неудовлетворительный результат! Помните о том, что данные ориентировочные и корректируются в зависимости от опыта сварщика.
Определяя ток сварки нужно не забывать влияние типа подключения (полярности). При сварке на обратной полярности глубина провара увеличивается на 40%, а при прямой – уменьшается на 15-20%. Обычно полярность выбирают в зависимости от обрабатываемых металлов. Для нержавейки и тонколистых металлов подойдет обратная полярность, а плотные слои стоит варить на прямой полярности.
Работа электродом при вертикальном способе сварки
Выбрали параметры? Подготовили
сварочный аппарат? Пора приступать. Для начала правильно располагаем электрод относительно соединяемых металлов. Если вы уже знакомы со сваркой в горизонтальном положении, то знаете – лучший угол между 30-60 градусами. Однако помним, что при вертикальном сваривании все куда сложнее.
Начинать стоит с перпендикулярного положения электрода к свариваемой поверхности. Именно в этом положении обеспечивается лучший провар и равномерно прорабатывается вся сварочная ванна. Также встречаются рекомендации удерживать угол 45-50 градусов. Этого вполне хватит, чтобы избежать стекания металла и получить прочный шов. В ходе вертикальной сварки угол можно менять от 45 до 90 градусов.
При вертикальной сварке немаловажным будет и расстояние до рабочей поверхности. Для горизонтальной сварки лучшей длиной дуги будет 1-1,2 диаметра электрода. Для работы в вертикальном направлении это значение должно быть в два раза меньше с максимально возможным отклонением до диаметра.
Что с положением определились и перейдем к ведению. Траекторию движения электрода каждый выбирает под себя. Лучше всего подойдет один из трех вариантов:
- Треугольник для зазоров до 2 мм. Первым делом формируют «полочку» в нижней части стыка.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок. - Елочка для зазоров в пределах от 2 до 3 мм. Этот способ сварки не предполагает создание «полочки». Движение электрода начинается с плоскости одной из кромок. Сначала его ведут на себя, а затем от себя и после перемещаются на другую кромку, повторяя действия. При сварке «елочкой» работают на короткой дуге, чтобы получить прочный шов без дефектов (потеков и проплавлений).
- Лестница для деталей зазором, превышающим 3 мм. Электрод перемещают от кромки к кромке быстрыми зигзагообразными движениями. При этом на месте кромок его недолго удерживают. Для получения качественного результата важно следить, чтобы величина подъема оставалась постоянной. Использовать траекторию «лестница» можно при отсутствии притупления кромок.
 Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.
Затем электрод перемещают по стенкам с небольшой паузой у краев для заполнения сварочной ванны. Стоит отметить, что при этом способе обязательно притупление кромок.Если объяснение кажется слишком сложным, обратите внимание на схематические рисунки для каждой из траекторий движения электрода при вертикальной сварке:
Не забудем о скорости ведения. Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Здесь все куда проще. Медленно передвигаете – получите широкую сварочную ванну, а шов будет остывать не так быстро, как хотелось бы. Чтобы избежать чрезмерного плавления при сварке в вертикальном положении нужно немного ускорить движение электрода.
Техника сварки вертикального шва
Как и в бодибилдинге, в сварке для получения качественного результата первое над чем стоит позаботиться – правильная техника. От понимания сути процесса зависит ваша скорость работы. Когда лучше перемещать электрод сверху вниз и наоборот? Об этом и многом другом далее.Способ сварки вертикального шва «Сверху вниз»
Начнем со сложной и редко используемой техники ведения электрода, используемой при создании вертикального шва. Ее использование требует полного контроля количества расплавленного материала. Стекая вниз, он должен успеть застыть, не создавая наплывов. Для этого нужно вести электрод перпендикулярно или с отклонением 10-15 градусов.
Если капли металла расплескиваются, стоит увеличить скорость движения электрода и настроить большее значение силы тока. Решением проблемы может стать увеличение ширины сварочной ванны.
Для техники «Сверху вниз» понадобится немного времени, чтобы привыкнуть. При этом сам метод дает хорошие результаты, которые отмечают опытные сварщики.
Способ сварки вертикального шва «Снизу вверх»
Движение «Снизу вверх» куда проще, чем метод описанный выше. Способ рекомендуется начинающим сварщикам, у которых нет времени и желания практиковаться.
Перед тем, как приступить к выполнению сварочного соединения, металлические заготовки обязательно прихватывают точечными швами. Это исключает смещение деталей из-за температурной деформации.
После «прихваток» электрод устанавливается у основания свариваемых деталей под прямым углом или с отклонением до 10 градусов. В процессе ведения вверх угол наклона меняется и может доходить до 45-50 градусов. Этого достаточно, чтобы расплавленный металл успевал застывать.
Этого достаточно, чтобы расплавленный металл успевал застывать.
Застывший слой становится платформой для материала, который ложиться поверх и формирует надежный сварочный шов. Рекомендуется выполнять шов одним проходом без отрыва.
Рекомендации | Перенимаем опыт | Исключаем ошибки
Опыт сварщика формирует практика. Чтобы быстрее научиться или улучшить результат советуем учитывать следующее:
-
Розжиг электрода стоит проводить, располагая его перпендикулярно свариваемой поверхности.
- Короткая дуга ускорит затвердевание металла. Старайтесь выдерживать минимальное расстояние, чтобы исключить возможность потеков.
- Наклоняйте электрод для удержания капель жидкого металла.
- Если в качестве свариваемых заготовок используются тонкие пластинки, то обязательно очищайте их поверхность.
- Некоторые тонкие пластины стоит сваривать точками. Это исключит возможность прожога.
- Если у вас предстоит работа с толстым металлом, то сварку лучше проводить многопроходным способом.
- Надежно фиксируйте детали, чтобы избежать проблем при сваривании.

Для тех, кто хочет узнать больше, мы подготовили специальное видео на тему вертикальной сварки покрытым электродом:
Как полуавтоматом варить вертикальный шов. Как варить вертикальный шов полуавтоматом (Видео)
ГлавнаяАвтоматКак полуавтоматом варить вертикальный шов
Как правильно заварить вертикальный шов. Как правильно заварить. KakPravilno-Sdelat.ru
» Как правильно заварить
Как варить вертикальный шов видео
Опубликовано: -04-09 11:05:08
Бывают случаи, когда люди годами зарабатывают, покупают какие -то вещи, предметы бытовой техники, ценности и так далее, а в один прекрасный день приходят домой, а их обокрали! В большинстве случаев подводят входные двери, выполненные не качественно.
Понятно, что чем надежнее дверь, тем больше защищены Вы и Ваше имущество. Качественная сталь, специальные конструкции позволят Вам чувствовать себя в безопасности.
В Воронеже все знают про фирму Бастион Металлические двери в Воронеже bastion-36.ru/dveri/. которая на собственном производстве изготавливает надежные стальные двери.
Продукцию фирмы выгодно отличает прежде всего уважение клиентов. Действительно, большой ассортимент дверей с различными классами защиты удовлетворит любого покупателя.
И еще, ознакомившись со статьей «как варить вертикальный шов», перейдите теперь к просмотру видеоролика «как варить вертикальный шов». Хорошего просмотра.
Как варить вертикальный шов полуавтоматом
Электродуговая сварка: вертикальные швы
Как варить вертикальный шов видео
Сварка вертикального шва или как варить вертикал
Как варить вертикальный шов полуавтоматом
Сварочные работы или как правильно класть вертикальный шов
Электродуговая сварка: вертикальные швы
Сварка вертикального шва аргоном
Обучающее видео по дуговой сварке
Как варить вертикальный шов электросваркой.
Авторы: Алексей Чаплыгин и Рыбалка Алексей — 4 Сварка полуавтоматом обучающее видео. Жми лайк!
Территория сварки — вертикальный шов полуавтоматом
Горизонтальный и вертикальный шов.Сварка инверторным аппаратом в мастерской.
Как научиться варить, вертикальный шов на тонком металле.
Учимся варить вертикальный шов без отрыва.
Сварка вертикального шва с зазором
Как варить полуавтоматом угловое соединение в потолочном положении
Сварка пластин в вертикальном положении без отрыва
Как варить электросваркой.(пособие по сварке)
Сварка потолочного шва с зазором
Учимся варить вертикальный шов.
Как варить красивые швы начинающим сварщикам
Как варить вертикальный шов сверху вниз.
Как варить многопроходной (многоступенчатый) шов
Как варить электродами (НАГЛЯДНОЕ ВИДЕО)
Сварка вертикального шва электродами
Сварка тонкого металла (вертикальный шов)
Атом И-160. Вертикальный и потолочный шов
Сварка корня шва с отрывом
Как варить неповоротной шов без отрыва
Операционный шов газосваркой часть 1
Сварка горизонтального шва на пластине
Как научиться варить электросваркой — Урок 1
Сварка для начинающих. Урок II. Базовая техника наложения швов
Сварочные швы на стальных трубах видео
Аргонщик.рф — megasvarshik › Блог › Как варить корень шва(Любой вид свакри)
Сегодня я расскажу, как правильно подготавливать и варить корневой шов.Если вы хотите качественно изготовить какую либо деталь с использованием сварки, первым делом, как я и описывал постами ранее нужна ее правильная подготовка.
Например если это труба, то перед сваркой обязательно ее торец необходимо подготовить. Зачистить околошовную зону перед сваркой при помощи УШМ или на наждаке до блестящего металла. В идеале зачистить все поверхности(наружную, торец и внутреннюю). После чего, если толщина стенки более 4-5мм или сварочная машина не позволяет вести сварку на большом токе, сделать разделку кромок. Если сварить деталь БЕЗ разделки и зазора, то проплава корня НЕ будет.
Зачистить околошовную зону перед сваркой при помощи УШМ или на наждаке до блестящего металла. В идеале зачистить все поверхности(наружную, торец и внутреннюю). После чего, если толщина стенки более 4-5мм или сварочная машина не позволяет вести сварку на большом токе, сделать разделку кромок. Если сварить деталь БЕЗ разделки и зазора, то проплава корня НЕ будет.
Идеальный и конструктивно грамотный св.шов должен выглядеть примерно так
Конечно описать словами этот процесс сложно и нужно много практики, тк сложности(особенно при сварке круглой трубы не большого диаметра) возникают из-за постоянного изменения положения в пространстве. То есть, для начала лучше практиковаться на горизонтально расположенном листе. После того, как удастся добиться четкого и ровного проплава корня шва нужно запомнить(а лучше записать) режим сварки. И уже после это переходить к другим пространственным сварочным работам. Так же многое зависит от направления свакри и количества проходов.
1 — Самый простой и удобный шов — горизонтальный, когда сварочная ванна у вас перед глазами и расплавленный металл проникает вглубь свариваемой детали.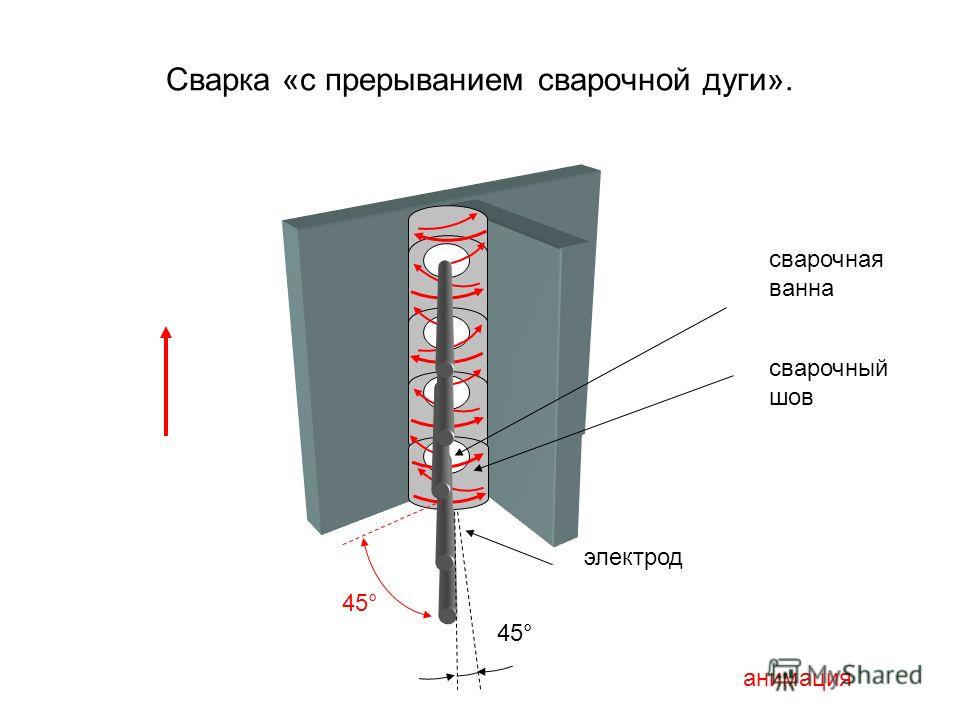 2 — Более сложный шов — вертикальный, при равных условиях сварки, ток сварки уменьшается на 15-30% от горизонтального. Его сложность в том, что расплавленный металл под действием силы тяжести утекает из сварочной ванны вниз.3 — Самый сложный — потолочный, при равных условиях сварки, ток сварки уменьшается на 50-60%. По аналогии с вертикальным, сложность в том, что расплавленный металл вытекает из сварочной ванны вниз, те прямо на сварщика.
2 — Более сложный шов — вертикальный, при равных условиях сварки, ток сварки уменьшается на 15-30% от горизонтального. Его сложность в том, что расплавленный металл под действием силы тяжести утекает из сварочной ванны вниз.3 — Самый сложный — потолочный, при равных условиях сварки, ток сварки уменьшается на 50-60%. По аналогии с вертикальным, сложность в том, что расплавленный металл вытекает из сварочной ванны вниз, те прямо на сварщика.
Я всегда могу вам помочь со сваркой в среде аргона.Аргонодуговая сварка в Истре и Дурыкино
Видео о том как при помощи сварки штучными электродами добиться качественного проплава корня шва.
полтора года назад Метки: как варить алюминий аргоном, как варить алюминий, присадка 4043 5356, где заварить глушитель, где заварить алюминий, где заварить аргоном, где заварить литой диск, где заварить латунь, сварка аргоном в истре и дурыкино
Нравится 31 Поделиться: Подписаться на компанию
Комментарии 9
Участвовать в обсуждениях могут только зарегистрированные пользователи. Зарегистрироваться
Зарегистрироваться
Источник: http://www.drive2.ru/b/1710006/
Катет шва — Скачать ГОСТы, СНиПы, СанПины бесплатно
это целиком зависит от сплава, вида сварки ступени нагрева, газ, штучный электрод, полуавтомат и т.п. прямизны рук сварщика еще находится в зависимости от вектора прибавления силы при рывке Вновь — не выдумывай. Есть знакомую основы, которым нужно было идти по стопам. Нельзя варить сплошным швом поперек рамы то есть
вертикально, как говорится усердствовать игнорировать непрерывных швов! Принимать на вооружение пунктир — менее стягивает, менее восоздает напряжений, менее подвержен следующим неисправностям.
Как верно отметил Ёкорн, как можнож почаще применять т. н. электрозаклепки, через сначала насверленные в пластинке отверстия — веско распределяют нагрузку на место соединения. Единственное, 2 мм — мало.
н. электрозаклепки, через сначала насверленные в пластинке отверстия — веско распределяют нагрузку на место соединения. Единственное, 2 мм — мало.
Необходимо так, чтоб провар к раме был превосходным, чтоб дугу не стягивало к кромке отверстия пластины-усилителя. А данное минимум 8 мм в поперечнике при толщине пластины-усилителя 2-3 мм.
Проволока 0,8мм омедненная. В этом месте и на данном авто отменно заплавить трещину, чтоб она не разорвалась вблизи либо в этом же месте — невозможно. И уже про трещину.
Неувязка не столько в ней лично, какое количество в том, нет ли трещины со стороны мотора, также поверх рамы. Потому что ежели трещина таки полуопоясывающая — понадобиться снимать двигло, чтоб адекватно и верно заварить. Хотя здесь сам воспринимай решение. По центру длины трещины также. И вовсе не неувязка, ежели авто разорвет пополам, ужаснее в случае если при разрыве троса уничтожит кого-нибудь либо покалечит.
До того как обратиться к исполнению сварочных дел, нужно пообщаться о правилах сохранности при работе со сварочным оборудованием.
И так. Подними морду джеком так, дабы трещина сошлась. Очисти крацовкой место сварки и участок, куда станет приварен усилитель.
Кратким пунктиром 1-1,5 сантим. вверху прикрепи от расхождения. В корне трещины поставь электрозаклепку. Сложность в том, чтобы очистить место для сварки.
Как правильно варить вертикальный шов снизу вверх полуавтоматом
Хотя применительно к тебе, коль скоро сварщик толковый, он просто поставит электрозаклепку великим током. Обдирочным или же зачистным кругом зашлифуй швы вровень с главный плоскостью рамы. Устрой пластинку как на рисунке.
Насверли в ней отверстий. Произвольно, но основной принцип — в равномерном распределении оных по плоскости для минимизации паразитных напряжений. Приложи, провари по дырочкам, и пунктиром 3-4 сантим. через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.
Учебная Программа Технология сварочных работ на.
Как правильно варить вертикальный шов снизу вверх полуавтоматом. Оценка: 68 / 100 Всего: 326 оценок.
Оценка: 68 / 100 Всего: 326 оценок.
Другие новости по теме:
— Добавлено Вт 10 Сен, Заголовок сообщения Ошибка 0x80041003 обнаружилась таковая оплошность на одном компютере на работе.
— Набор для плетения Rainbow Loom Bands Сердечко 2600 резиночек трехъярусный Промоакция. Набор для плетения Rainbow Loom Bands Сердечко 4200 резиночек трехъярусный Промоакция. В набор входит • ткацкая база • крючок • пакетик цветных резиночек 600..
— Вход в bios на ноутбуке.
Источник: http://prohlada-samara.ru/store.php%3Fbullet%3Dkak-pravilno-varit-vertikalnyy-shov-snizu-vverh-poluavtomato-a5.html
Источники: http://k-svarka.com/video/30316-kak-varit-vertikalnyy-shov-video/, http://www.drive2.ru/b/1710006/, http://prohlada-samara.ru/store.php%3Fbullet%3Dkak-pravilno-varit-vertikalnyy-shov-snizu-vverh-poluavtomato-a5.html
Комментариев пока нет!
kakpravilno-sdelat.ru
Как правильно заварить вертикальный шов. Как правильно заварить.
 KakPravilno-Sdelat.ru
KakPravilno-Sdelat.ru» Как правильно заварить
Как варить вертикальный шов видео
Опубликовано: -04-09 11:05:08
Бывают случаи, когда люди годами зарабатывают, покупают какие -то вещи, предметы бытовой техники, ценности и так далее, а в один прекрасный день приходят домой, а их обокрали! В большинстве случаев подводят входные двери, выполненные не качественно.
Понятно, что чем надежнее дверь, тем больше защищены Вы и Ваше имущество. Качественная сталь, специальные конструкции позволят Вам чувствовать себя в безопасности.
В Воронеже все знают про фирму Бастион Металлические двери в Воронеже bastion-36.ru/dveri/. которая на собственном производстве изготавливает надежные стальные двери.
Продукцию фирмы выгодно отличает прежде всего уважение клиентов. Действительно, большой ассортимент дверей с различными классами защиты удовлетворит любого покупателя.
И еще, ознакомившись со статьей «как варить вертикальный шов», перейдите теперь к просмотру видеоролика «как варить вертикальный шов». Хорошего просмотра.
Хорошего просмотра.
Как варить вертикальный шов полуавтоматом
Электродуговая сварка: вертикальные швы
Как варить вертикальный шов видео
Сварка вертикального шва или как варить вертикал
Как варить вертикальный шов полуавтоматом
Сварочные работы или как правильно класть вертикальный шов
Электродуговая сварка: вертикальные швы
Сварка вертикального шва аргоном
Обучающее видео по дуговой сварке
Как варить вертикальный шов электросваркой.
Авторы: Алексей Чаплыгин и Рыбалка Алексей — 4 Сварка полуавтоматом обучающее видео. Жми лайк!
Территория сварки — вертикальный шов полуавтоматом
Горизонтальный и вертикальный шов.Сварка инверторным аппаратом в мастерской.
Как научиться варить, вертикальный шов на тонком металле.
Учимся варить вертикальный шов без отрыва.
Сварка вертикального шва с зазором
Как варить полуавтоматом угловое соединение в потолочном положении
Сварка пластин в вертикальном положении без отрыва
Как варить электросваркой.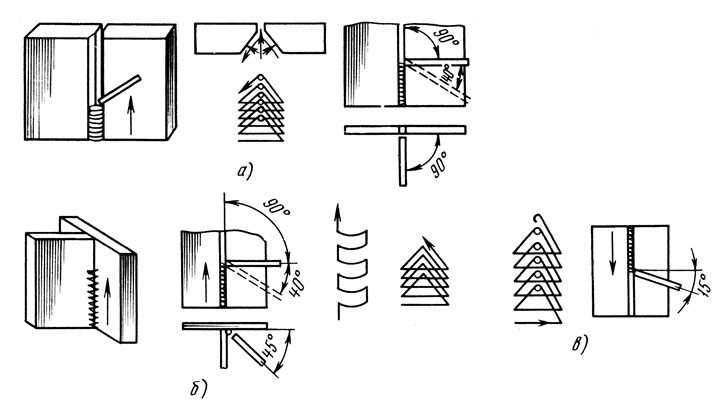 (пособие по сварке)
(пособие по сварке)
Сварка потолочного шва с зазором
Учимся варить вертикальный шов.
Как варить красивые швы начинающим сварщикам
Как варить вертикальный шов сверху вниз.
Как варить многопроходной (многоступенчатый) шов
Как варить электродами (НАГЛЯДНОЕ ВИДЕО)
Сварка вертикального шва электродами
Сварка тонкого металла (вертикальный шов)
Атом И-160. Вертикальный и потолочный шов
Сварка корня шва с отрывом
Как варить неповоротной шов без отрыва
Операционный шов газосваркой часть 1
Сварка горизонтального шва на пластине
Как научиться варить электросваркой — Урок 1
Сварка для начинающих. Урок II. Базовая техника наложения швов
Сварочные швы на стальных трубах видео
Аргонщик.
 рф — megasvarshik › Блог › Как варить корень шва(Любой вид свакри)
рф — megasvarshik › Блог › Как варить корень шва(Любой вид свакри)Сегодня я расскажу, как правильно подготавливать и варить корневой шов.Если вы хотите качественно изготовить какую либо деталь с использованием сварки, первым делом, как я и описывал постами ранее нужна ее правильная подготовка.
Например если это труба, то перед сваркой обязательно ее торец необходимо подготовить. Зачистить околошовную зону перед сваркой при помощи УШМ или на наждаке до блестящего металла. В идеале зачистить все поверхности(наружную, торец и внутреннюю). После чего, если толщина стенки более 4-5мм или сварочная машина не позволяет вести сварку на большом токе, сделать разделку кромок. Если сварить деталь БЕЗ разделки и зазора, то проплава корня НЕ будет.
Идеальный и конструктивно грамотный св.шов должен выглядеть примерно так
Конечно описать словами этот процесс сложно и нужно много практики, тк сложности(особенно при сварке круглой трубы не большого диаметра) возникают из-за постоянного изменения положения в пространстве. То есть, для начала лучше практиковаться на горизонтально расположенном листе. После того, как удастся добиться четкого и ровного проплава корня шва нужно запомнить(а лучше записать) режим сварки. И уже после это переходить к другим пространственным сварочным работам. Так же многое зависит от направления свакри и количества проходов.
То есть, для начала лучше практиковаться на горизонтально расположенном листе. После того, как удастся добиться четкого и ровного проплава корня шва нужно запомнить(а лучше записать) режим сварки. И уже после это переходить к другим пространственным сварочным работам. Так же многое зависит от направления свакри и количества проходов.
1 — Самый простой и удобный шов — горизонтальный, когда сварочная ванна у вас перед глазами и расплавленный металл проникает вглубь свариваемой детали.2 — Более сложный шов — вертикальный, при равных условиях сварки, ток сварки уменьшается на 15-30% от горизонтального. Его сложность в том, что расплавленный металл под действием силы тяжести утекает из сварочной ванны вниз.3 — Самый сложный — потолочный, при равных условиях сварки, ток сварки уменьшается на 50-60%. По аналогии с вертикальным, сложность в том, что расплавленный металл вытекает из сварочной ванны вниз, те прямо на сварщика.
Я всегда могу вам помочь со сваркой в среде аргона.Аргонодуговая сварка в Истре и Дурыкино
Видео о том как при помощи сварки штучными электродами добиться качественного проплава корня шва.
полтора года назад Метки: как варить алюминий аргоном, как варить алюминий, присадка 4043 5356, где заварить глушитель, где заварить алюминий, где заварить аргоном, где заварить литой диск, где заварить латунь, сварка аргоном в истре и дурыкино
Нравится 31 Поделиться: Подписаться на компанию
Комментарии 9
Участвовать в обсуждениях могут только зарегистрированные пользователи.Зарегистрироваться
Источник: http://www.drive2.ru/b/1710006/
Катет шва — Скачать ГОСТы, СНиПы, СанПины бесплатно
это целиком зависит от сплава, вида сварки ступени нагрева, газ, штучный электрод, полуавтомат и т.п. прямизны рук сварщика еще находится в зависимости от вектора прибавления силы при рывке Вновь — не выдумывай. Есть знакомую основы, которым нужно было идти по стопам. Нельзя варить сплошным швом поперек рамы то есть
вертикально, как говорится усердствовать игнорировать непрерывных швов! Принимать на вооружение пунктир — менее стягивает, менее восоздает напряжений, менее подвержен следующим неисправностям.
Как верно отметил Ёкорн, как можнож почаще применять т.н. электрозаклепки, через сначала насверленные в пластинке отверстия — веско распределяют нагрузку на место соединения. Единственное, 2 мм — мало.
Необходимо так, чтоб провар к раме был превосходным, чтоб дугу не стягивало к кромке отверстия пластины-усилителя. А данное минимум 8 мм в поперечнике при толщине пластины-усилителя 2-3 мм.
Проволока 0,8мм омедненная. В этом месте и на данном авто отменно заплавить трещину, чтоб она не разорвалась вблизи либо в этом же месте — невозможно. И уже про трещину.
Неувязка не столько в ней лично, какое количество в том, нет ли трещины со стороны мотора, также поверх рамы. Потому что ежели трещина таки полуопоясывающая — понадобиться снимать двигло, чтоб адекватно и верно заварить. Хотя здесь сам воспринимай решение. По центру длины трещины также. И вовсе не неувязка, ежели авто разорвет пополам, ужаснее в случае если при разрыве троса уничтожит кого-нибудь либо покалечит.
Хотя здесь сам воспринимай решение. По центру длины трещины также. И вовсе не неувязка, ежели авто разорвет пополам, ужаснее в случае если при разрыве троса уничтожит кого-нибудь либо покалечит.
До того как обратиться к исполнению сварочных дел, нужно пообщаться о правилах сохранности при работе со сварочным оборудованием.
И так. Подними морду джеком так, дабы трещина сошлась. Очисти крацовкой место сварки и участок, куда станет приварен усилитель.
Кратким пунктиром 1-1,5 сантим. вверху прикрепи от расхождения. В корне трещины поставь электрозаклепку. Сложность в том, чтобы очистить место для сварки.
Как правильно варить вертикальный шов снизу вверх полуавтоматом
Хотя применительно к тебе, коль скоро сварщик толковый, он просто поставит электрозаклепку великим током. Обдирочным или же зачистным кругом зашлифуй швы вровень с главный плоскостью рамы. Устрой пластинку как на рисунке.
Насверли в ней отверстий. Произвольно, но основной принцип — в равномерном распределении оных по плоскости для минимизации паразитных напряжений. Приложи, провари по дырочкам, и пунктиром 3-4 сантим. через 2см.
Приложи, провари по дырочкам, и пунктиром 3-4 сантим. через 2см.
Обмажь полиуретановым герметиком, грунт, эмаль, антигравий, эмаль. еще антигравий. еще эмаль.
Учебная Программа Технология сварочных работ на.
Как правильно варить вертикальный шов снизу вверх полуавтоматом. Оценка: 68 / 100 Всего: 326 оценок.
Другие новости по теме:
— Добавлено Вт 10 Сен, Заголовок сообщения Ошибка 0x80041003 обнаружилась таковая оплошность на одном компютере на работе.
— Набор для плетения Rainbow Loom Bands Сердечко 2600 резиночек трехъярусный Промоакция. Набор для плетения Rainbow Loom Bands Сердечко 4200 резиночек трехъярусный Промоакция. В набор входит • ткацкая база • крючок • пакетик цветных резиночек 600..
— Вход в bios на ноутбуке.
Источник: http://prohlada-samara.ru/store.php%3Fbullet%3Dkak-pravilno-varit-vertikalnyy-shov-snizu-vverh-poluavtomato-a5.html
Источники: http://k-svarka.com/video/30316-kak-varit-vertikalnyy-shov-video/, http://www.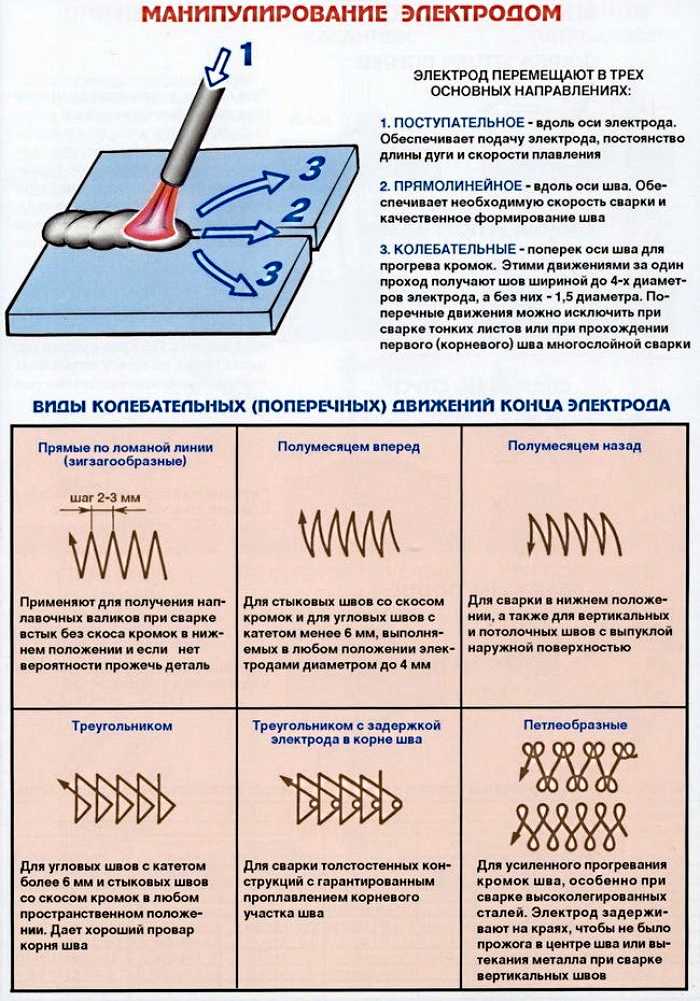 drive2.ru/b/1710006/, http://prohlada-samara.ru/store.php%3Fbullet%3Dkak-pravilno-varit-vertikalnyy-shov-snizu-vverh-poluavtomato-a5.html
drive2.ru/b/1710006/, http://prohlada-samara.ru/store.php%3Fbullet%3Dkak-pravilno-varit-vertikalnyy-shov-snizu-vverh-poluavtomato-a5.html
Комментариев пока нет!
www.kakpravilno-sdelat.ru
Drake — In My Feelings
In My Feelings (Official Video)Available Here: Drake.lnk.to/InMyFeelings/youtubeA FILM BYKARENA EVANSA POPP ROK PRODUCTIONEXECUTIVE PRODUCERSDIRECTOR XTAJ CRITCHLOWFULIANE PETIKYANHEAD OF PRODUCTIONADAM PALMERPRODUCERAUTUMN HYMESCOORDINATOR — POPP ROKDEAN ROSENSTARRINGDRAKEPHYLICIA RASHADLA LA ANTHONYSHIGGYCAPITO & MARLEYDIRECTOR OF PHOTOGRAPHYSANTIAGO GONZALEZEDITORKAT WEBBERCHOREOGRAPHER & MOVEMENT COACHTANISHA SCOTTCOLOURIST — ALTER EGOCLINTON HOMUTHSOUND DESIGN & MIXING — APOLLO STUDIOSETHAN MYERS2ND UNIT DOPJORDAN ORAM1ST ADEVRARD SALOMONJAMAR HAWKINS2ND ADCLYDE GOINSBEN COLLINGSWORTHLOCATIONS MANAGERJULIANA ZANONBARBARA BREVESPRODUCTION SUPERVISORKENIA GUTIERREZPRODUCTION COORDINATORCOLLIER MEYERCASTING — BOK CREATIVETAREK & CHADLOGISTICS MANAGERCHRISTOPHER “BROKER” FAGONA CAM — 1ST ACRILEY KEATONGABBY VELASCOPAOLO ARRIOLAA CAM — 2ND ACADRIENNE DURAZOTAYLOR PERRYB CAM OPERATORCHRISTIAN SCHULTZMICHEL APPLEBAUMB CAM — 1ST ACLISA LENGYELADAM LIPSCOMBB CAM — 2ND ACHAI LESUPER 8MMKARENA EVANSKAT WEBBERVTRCHRIS GAMBLEDITSTUART HAMMONDPAUL RAHFIELDSOUNDBJ LEHNBOOM OPERATORBRIAN MARATEAGAFFERJIM COVERTBEST BOY ELECTRICTRAVIS BARNHARTELECTRICMASON MCGUIRETIM JONESRICHARD LANDRYREMOTE HEADDOUG PRUSSCRANE TECHNICIANRICHARD HOOVERDANIEL WAGHORNEGRIPCOY URSINMARCUS VARNADOREPRODUCTION DESIGNERJOHN RICHOUXART DIRECTORJONATHAN CAPPELSET DECORATORLEAH BYCHURCHLEADMANTONY ZIEGLERKEY GRIPCALVIN URSIN JR,BEST BOY GRIPMIKE BONNETTDRAKE’S STYLISTMELLANY SANCHEZDRAKE’S GROOMINGLUISA DURANASSISTANT CHOREOGRAPHERJAZZ JOHNSON-ZUCCONIASSISTANT PRODUCTION SUPERVISORIAN MENZIESRACHEL SIGURASSISTANT EDITORANNA CATLEYASSISTANT COLOURISTKEVIN WUWARDROBE STYLISTKASEY BAZILBRYON HAVARWARDROBE ASSISTANTTIERRA PATTERSONBRANDON WASHINGTONLAKEISHA SHIELDSHARLAN ANTHONYHMUDAVID VALESQUEZROKAEL’S LIZAMARAY DODSONROBERT SARGSYANRENE RAMOSHMU ASSISTANTNOELIA RODRIGUEZGENIEJOSE RIVERADANCERSSORAYA LUNDYCHRISTINA DE LA CRUZKENDRA JAE BRACYTANESHA “KSYN” CASONLATOYA WEBLEYCHRISTINA KIM DAVISCIERRA NICHOLSMARIAH HILLIARDROBERT WILSONJEREMIAH HAYNESRON MYLESMARCUS TAYLORSATCHEL JOHNSONLAUREN BLESS JONESKOBE JONESASHLEY STEVENSONDAVID RAYFORDIMAN MARSHALLSTEPHEN DUY PHAMDAMIAN GORDONGIANNI REIDGABRIELLE SLACKPOLANCO JONES JRRONNIE DENTS IITROY PAYNESHANGOBUNMI DUROTIMINAILAH SMITHMusic video by Drake performing In My Feelings. © 2018 Young Money Entertainment/Cash Money Recordsvevo.ly/pu5gFd
© 2018 Young Money Entertainment/Cash Money Recordsvevo.ly/pu5gFd
Музика
Опубліковано
3 сер 2018
DrakeInMyFeelingsCashMoney/DrakeLP6HipHop
Скачати:
Завантаження…..
Додати в:
Переглянути пізніше
ukvid.net
Drake — In My Feelings
In My Feelings (Official Video)Available Here: Drake.lnk.to/InMyFeelings/youtubeA FILM BYKARENA EVANSA POPP ROK PRODUCTIONEXECUTIVE PRODUCERSDIRECTOR XTAJ CRITCHLOWFULIANE PETIKYANHEAD OF PRODUCTIONADAM PALMERPRODUCERAUTUMN HYMESCOORDINATOR — POPP ROKDEAN ROSENSTARRINGDRAKEPHYLICIA RASHADLA LA ANTHONYSHIGGYCAPITO & MARLEYDIRECTOR OF PHOTOGRAPHYSANTIAGO GONZALEZEDITORKAT WEBBERCHOREOGRAPHER & MOVEMENT COACHTANISHA SCOTTCOLOURIST — ALTER EGOCLINTON HOMUTHSOUND DESIGN & MIXING — APOLLO STUDIOSETHAN MYERS2ND UNIT DOPJORDAN ORAM1ST ADEVRARD SALOMONJAMAR HAWKINS2ND ADCLYDE GOINSBEN COLLINGSWORTHLOCATIONS MANAGERJULIANA ZANONBARBARA BREVESPRODUCTION SUPERVISORKENIA GUTIERREZPRODUCTION COORDINATORCOLLIER MEYERCASTING — BOK CREATIVETAREK & CHADLOGISTICS MANAGERCHRISTOPHER “BROKER” FAGONA CAM — 1ST ACRILEY KEATONGABBY VELASCOPAOLO ARRIOLAA CAM — 2ND ACADRIENNE DURAZOTAYLOR PERRYB CAM OPERATORCHRISTIAN SCHULTZMICHEL APPLEBAUMB CAM — 1ST ACLISA LENGYELADAM LIPSCOMBB CAM — 2ND ACHAI LESUPER 8MMKARENA EVANSKAT WEBBERVTRCHRIS GAMBLEDITSTUART HAMMONDPAUL RAHFIELDSOUNDBJ LEHNBOOM OPERATORBRIAN MARATEAGAFFERJIM COVERTBEST BOY ELECTRICTRAVIS BARNHARTELECTRICMASON MCGUIRETIM JONESRICHARD LANDRYREMOTE HEADDOUG PRUSSCRANE TECHNICIANRICHARD HOOVERDANIEL WAGHORNEGRIPCOY URSINMARCUS VARNADOREPRODUCTION DESIGNERJOHN RICHOUXART DIRECTORJONATHAN CAPPELSET DECORATORLEAH BYCHURCHLEADMANTONY ZIEGLERKEY GRIPCALVIN URSIN JR,BEST BOY GRIPMIKE BONNETTDRAKE’S STYLISTMELLANY SANCHEZDRAKE’S GROOMINGLUISA DURANASSISTANT CHOREOGRAPHERJAZZ JOHNSON-ZUCCONIASSISTANT PRODUCTION SUPERVISORIAN MENZIESRACHEL SIGURASSISTANT EDITORANNA CATLEYASSISTANT COLOURISTKEVIN WUWARDROBE STYLISTKASEY BAZILBRYON HAVARWARDROBE ASSISTANTTIERRA PATTERSONBRANDON WASHINGTONLAKEISHA SHIELDSHARLAN ANTHONYHMUDAVID VALESQUEZROKAEL’S LIZAMARAY DODSONROBERT SARGSYANRENE RAMOSHMU ASSISTANTNOELIA RODRIGUEZGENIEJOSE RIVERADANCERSSORAYA LUNDYCHRISTINA DE LA CRUZKENDRA JAE BRACYTANESHA “KSYN” CASONLATOYA WEBLEYCHRISTINA KIM DAVISCIERRA NICHOLSMARIAH HILLIARDROBERT WILSONJEREMIAH HAYNESRON MYLESMARCUS TAYLORSATCHEL JOHNSONLAUREN BLESS JONESKOBE JONESASHLEY STEVENSONDAVID RAYFORDIMAN MARSHALLSTEPHEN DUY PHAMDAMIAN GORDONGIANNI REIDGABRIELLE SLACKPOLANCO JONES JRRONNIE DENTS IITROY PAYNESHANGOBUNMI DUROTIMINAILAH SMITHMusic video by Drake performing In My Feelings. © 2018 Young Money Entertainment/Cash Money Recordsvevo.ly/pu5gFdМузика
© 2018 Young Money Entertainment/Cash Money Recordsvevo.ly/pu5gFdМузика
ua-video.com
Империя — Поисковый онлайн видео сервис
Tired of missing premieres at the cinema because of the frenzied rhythm of life? Tired of the fact that on television, the films are being broadcasted at an inconvenient time for you? In your family, often your relatives divide the remote from the TV? The child asks to see cartoons for children, when you are busy, and on the channels there are no good cartoons? And, in the end, Do you just want to relax after a hard day on the sofa in your home clothes for watching an interesting movie or series?
To do this, it is best to always have a favorite site in your bookmarks, which will become your best friend and helper. And how to choose such a site, when there are so many? — you ask. The best choice for you will be imperiya.by
Why our resource? Because it combines many positive features that make it universal, convenient and simple.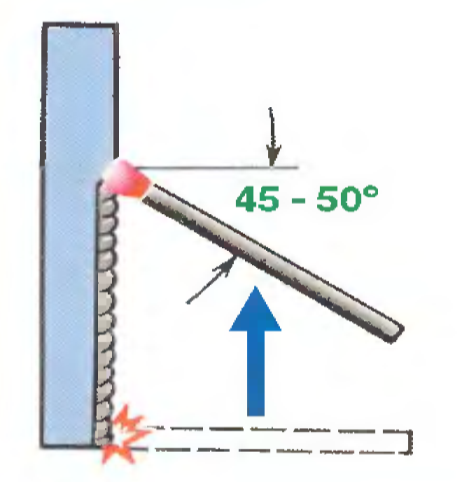 Here is a list of the main advantages of the resource.
Here is a list of the main advantages of the resource.
Free access. Many sites ask customers to buy a subscription, than our portal does not deal with, because it believes that people should have free access to the Internet in everything. We do not charge viewers for our viewers!
You do not need any registration and SMS for questionable phone numbers. We do not collect confidential information about our users. Everyone has the right to anonymity on the Internet, which we support.
Excellent video quality. We upload content exclusively in HD format, which certainly can please your favorite users. It is much more pleasant to watch a good movie with a quality picture than with a picture of poor quality.
A huge choice. Here you will find a video for every taste. Even the most inveterate moviegoer will always find what to see from us. For children there are cartoons in good quality, cognitive programs about animals and nature . Men will find interesting channels for themselves about news, sports, cars, as well as about science and technology.
And for our beloved women, we picked up a channel about fashion and style, about celebrities, and of course music videos. Having arranged an evening with your family, or with friends, you can pick up a merry family comedy. A loving couple to luxuriate in watching a love melodrama. After a day of work, a thrilling series or a detective helps to relax. Movies in HD format of the new time and past years are presented to absolutely any taste and can satisfy the needs of any viewer.Ability to download video. Absolutely any material on the site can be downloaded to your computer or USB flash drive. If suddenly you are going to a dacha with a laptop where there is no internet, or you want to watch a movie on a big screen of the TV, you can always download in advance, and then look at the right time. In this case, you do not have to wait for your turn to download the video, as it happens on torrents or other similar sites.
Security. We monitor the cleanliness of the content, every file is checked before uploading.
Therefore, there are no viruses and spyware on our site, and we carefully monitor this.New. We regularly update and add new animations, serials, TV shows, music videos, news, reviews, animated series, etc. to the portal. and all this you can see for free, without registration and SMS. We are trying for you, for our favorite visitors.
Online browsing. On our site, it is not necessary to first download a movie to view it, simply turn it on and enjoy it. Thanks to the professional setup, there will be no braking, and nothing can stop you from watching an interesting movie.
Bookmark. On the site you can click a button with an asterisk to poison the video in the bookmarks and return to it later. Everyone, for certain, happened that he saw on the site an interesting video that you want to see, but right now there is no possibility. This button will help you with this and, having freed yourself, you can easily see what you like.
User-friendly interface.
Finding the right video will not take you long, as the site is best adapted to users, and everything is intuitively understandable. Even a child will be able to understand and include for himself a cartoon or some program about animals, nature.
 And for our beloved women, we picked up a channel about fashion and style, about celebrities, and of course music videos. Having arranged an evening with your family, or with friends, you can pick up a merry family comedy. A loving couple to luxuriate in watching a love melodrama. After a day of work, a thrilling series or a detective helps to relax. Movies in HD format of the new time and past years are presented to absolutely any taste and can satisfy the needs of any viewer.
And for our beloved women, we picked up a channel about fashion and style, about celebrities, and of course music videos. Having arranged an evening with your family, or with friends, you can pick up a merry family comedy. A loving couple to luxuriate in watching a love melodrama. After a day of work, a thrilling series or a detective helps to relax. Movies in HD format of the new time and past years are presented to absolutely any taste and can satisfy the needs of any viewer. Therefore, there are no viruses and spyware on our site, and we carefully monitor this.
Therefore, there are no viruses and spyware on our site, and we carefully monitor this. Finding the right video will not take you long, as the site is best adapted to users, and everything is intuitively understandable. Even a child will be able to understand and include for himself a cartoon or some program about animals, nature.
Finding the right video will not take you long, as the site is best adapted to users, and everything is intuitively understandable. Even a child will be able to understand and include for himself a cartoon or some program about animals, nature.Cinema as art appeared relatively recently, but already managed to closely intertwine with our lives. A lot of people because of the haste of our time for years did not go to the theater, to the gallery or museums. However, it is difficult to imagine a person who did not watch the series or the film for at least a month. Cinema is a synthesis of theater, music, fine arts and literature. Thus, it gives even the most busy person, who does not have time to go to theaters and galleries, to be closer to art and to improve spiritually.
The cinema also occupied the sphere of public entertainment. Watch comedies, fighters, westerns, etc. perfectly fits into any some evening with my family. Horrors perfectly tickle the nerves of even the most fearless person. Cartoons adore children, and some can be viewed by the whole family. Cognitive videos help to expand knowledge, look at the world wider and satisfy your own natural curiosity.
Cartoons adore children, and some can be viewed by the whole family. Cognitive videos help to expand knowledge, look at the world wider and satisfy your own natural curiosity.
A man in the twenty-first century can no longer imagine his life without the technology of the future, it seems that in the future, machines, robots and technics can replace a person, or rather perform many automatic works, so everyone wants to see what technologies will be in the future. On imperiya.by you do not need to postpone the scan, just add the video to the bookmarks and at any time you can return to it and have a great time watching the quality video.
Do not deny yourself the pleasure, start watching right now! Meet the updates, with new items, choose what you would like to see later. Pleasure yourself and your family with interesting films in good quality!
imperiya.by
Как варить вертикальный шов полуавтоматом (Видео)
Array ( [TAGS] => Сварка [~TAGS] => Сварка [ID] => 88758 [~ID] => 88758 [NAME] => Как варить вертикальный шов полуавтоматом (Видео) [~NAME] => Как варить вертикальный шов полуавтоматом (Видео) [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => 102 [~IBLOCK_SECTION_ID] => 102 [DETAIL_TEXT] =>
 youtube.com/embed/jFTL_loBcME?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/jFTL_loBcME?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> [~DETAIL_TEXT] =>
[DETAIL_TEXT_TYPE] => html [~DETAIL_TEXT_TYPE] => html [PREVIEW_TEXT] => Как варить вертикальный шов полуавтоматом (Видео) [~PREVIEW_TEXT] => Как варить вертикальный шов полуавтоматом (Видео) [PREVIEW_TEXT_TYPE] => text [~PREVIEW_TEXT_TYPE] => text [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [TIMESTAMP_X] => 25.05.2018 13:28:07 [~TIMESTAMP_X] => 25.05.2018 13:28:07 [ACTIVE_FROM] => 25.05.2018 [~ACTIVE_FROM] => 25.05.2018 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => /news/102/88758/ [~DETAIL_PAGE_URL] => /news/102/88758/ [LANG_DIR] => / [~LANG_DIR] => / [CODE] => kak_varit_vertikalnyy_shov_poluavtomatom_video [~CODE] => kak_varit_vertikalnyy_shov_poluavtomatom_video [EXTERNAL_ID] => 88758 [~EXTERNAL_ID] => 88758 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [LID] => s1 [~LID] => s1 [NAV_RESULT] => [DISPLAY_ACTIVE_FROM] => 25. 05.2018 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_META_DESCRIPTION] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PAGE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_META_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_META_DESCRIPTION] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PAGE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_META_KEYWORDS] => как варить вертикальный шов полуавтоматом (видео), машиностроение, заводы машиностроения, отрасли промышленности [ELEMENT_META_KEYWORDS] => как варить вертикальный шов полуавтоматом (видео), машиностроение, заводы машиностроения, отрасли промышленности ) [FIELDS] => Array ( [TAGS] => Сварка ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15.
05.2018 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_META_DESCRIPTION] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PAGE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_META_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_META_DESCRIPTION] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PAGE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Как варить вертикальный шов полуавтоматом (Видео) [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Как варить вертикальный шов полуавтоматом (Видео) [SECTION_META_KEYWORDS] => как варить вертикальный шов полуавтоматом (видео), машиностроение, заводы машиностроения, отрасли промышленности [ELEMENT_META_KEYWORDS] => как варить вертикальный шов полуавтоматом (видео), машиностроение, заводы машиностроения, отрасли промышленности ) [FIELDS] => Array ( [TAGS] => Сварка ) [DISPLAY_PROPERTIES] => Array ( ) [IBLOCK] => Array ( [ID] => 1 [~ID] => 1 [TIMESTAMP_X] => 15. 02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => b8af53374710a1ee4792b8c239510fee [~TMP_ID] => b8af53374710a1ee4792b8c239510fee [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www.
02.2016 17:09:48 [~TIMESTAMP_X] => 15.02.2016 17:09:48 [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [LID] => s1 [~LID] => s1 [CODE] => news [~CODE] => news [NAME] => Пресс-центр [~NAME] => Пресс-центр [ACTIVE] => Y [~ACTIVE] => Y [SORT] => 500 [~SORT] => 500 [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [~DETAIL_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/#ELEMENT_ID#/ [SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [~SECTION_PAGE_URL] => #SITE_DIR#/news/#SECTION_ID#/ [PICTURE] => [~PICTURE] => [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [RSS_TTL] => 24 [~RSS_TTL] => 24 [RSS_ACTIVE] => Y [~RSS_ACTIVE] => Y [RSS_FILE_ACTIVE] => N [~RSS_FILE_ACTIVE] => N [RSS_FILE_LIMIT] => 0 [~RSS_FILE_LIMIT] => 0 [RSS_FILE_DAYS] => 0 [~RSS_FILE_DAYS] => 0 [RSS_YANDEX_ACTIVE] => N [~RSS_YANDEX_ACTIVE] => N [XML_ID] => clothes_news_s1 [~XML_ID] => clothes_news_s1 [TMP_ID] => b8af53374710a1ee4792b8c239510fee [~TMP_ID] => b8af53374710a1ee4792b8c239510fee [INDEX_ELEMENT] => Y [~INDEX_ELEMENT] => Y [INDEX_SECTION] => Y [~INDEX_SECTION] => Y [WORKFLOW] => N [~WORKFLOW] => N [BIZPROC] => N [~BIZPROC] => N [SECTION_CHOOSER] => L [~SECTION_CHOOSER] => L [LIST_MODE] => [~LIST_MODE] => [RIGHTS_MODE] => S [~RIGHTS_MODE] => S [SECTION_PROPERTY] => N [~SECTION_PROPERTY] => N [PROPERTY_INDEX] => N [~PROPERTY_INDEX] => N [VERSION] => 1 [~VERSION] => 1 [LAST_CONV_ELEMENT] => 0 [~LAST_CONV_ELEMENT] => 0 [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [EDIT_FILE_BEFORE] => [~EDIT_FILE_BEFORE] => [EDIT_FILE_AFTER] => [~EDIT_FILE_AFTER] => [SECTIONS_NAME] => Разделы [~SECTIONS_NAME] => Разделы [SECTION_NAME] => Раздел [~SECTION_NAME] => Раздел [ELEMENTS_NAME] => Новости [~ELEMENTS_NAME] => Новости [ELEMENT_NAME] => Новость [~ELEMENT_NAME] => Новость [CANONICAL_PAGE_URL] => [~CANONICAL_PAGE_URL] => [EXTERNAL_ID] => clothes_news_s1 [~EXTERNAL_ID] => clothes_news_s1 [LANG_DIR] => / [~LANG_DIR] => / [SERVER_NAME] => www. alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 102 [~ID] => 102 [TIMESTAMP_X] => 2016-02-11 13:49:14 [~TIMESTAMP_X] => 2016-02-11 13:49:14 [MODIFIED_BY] => 1 [~MODIFIED_BY] => 1 [DATE_CREATE] => 2015-07-17 14:11:48 [~DATE_CREATE] => 2015-07-17 14:11:48 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 2 [~SORT] => 2 [NAME] => Новости машиностроения [~NAME] => Новости машиностроения [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 3 [~LEFT_MARGIN] => 3 [RIGHT_MARGIN] => 4 [~RIGHT_MARGIN] => 4 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => НОВОСТИ МАШИНОСТРОЕНИЯ
[~SEARCHABLE_CONTENT] => НОВОСТИ МАШИНОСТРОЕНИЯ
[CODE] => [~CODE] => [XML_ID] => 102 [~XML_ID] => 102 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/102/ [~SECTION_PAGE_URL] => /news/102/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 102 [~EXTERNAL_ID] => 102 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Новости машиностроения [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Новости машиностроения [ELEMENT_META_TITLE] => Новости машиностроения [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Новости машиностроения [SECTION_PICTURE_FILE_ALT] => Новости машиностроения [SECTION_PICTURE_FILE_TITLE] => Новости машиностроения [SECTION_DETAIL_PICTURE_FILE_ALT] => Новости машиностроения [SECTION_DETAIL_PICTURE_FILE_TITLE] => Новости машиностроения [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Новости машиностроения [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Новости машиностроения [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Новости машиностроения [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Новости машиностроения [SECTION_META_KEYWORDS] => новости машиностроения, машиностроение, заводы машиностроения, отрасли промышленности [ELEMENT_META_KEYWORDS] => новости машиностроения, машиностроение, заводы машиностроения, отрасли промышленности ) ) ) ) [SECTION_URL] => /news/102/ ) Как варить вертикальный шов полуавтоматом (Видео)
alfa-industry.ru [~SERVER_NAME] => www.alfa-industry.ru ) [SECTION] => Array ( [PATH] => Array ( [0] => Array ( [ID] => 102 [~ID] => 102 [TIMESTAMP_X] => 2016-02-11 13:49:14 [~TIMESTAMP_X] => 2016-02-11 13:49:14 [MODIFIED_BY] => 1 [~MODIFIED_BY] => 1 [DATE_CREATE] => 2015-07-17 14:11:48 [~DATE_CREATE] => 2015-07-17 14:11:48 [CREATED_BY] => 1 [~CREATED_BY] => 1 [IBLOCK_ID] => 1 [~IBLOCK_ID] => 1 [IBLOCK_SECTION_ID] => [~IBLOCK_SECTION_ID] => [ACTIVE] => Y [~ACTIVE] => Y [GLOBAL_ACTIVE] => Y [~GLOBAL_ACTIVE] => Y [SORT] => 2 [~SORT] => 2 [NAME] => Новости машиностроения [~NAME] => Новости машиностроения [PICTURE] => [~PICTURE] => [LEFT_MARGIN] => 3 [~LEFT_MARGIN] => 3 [RIGHT_MARGIN] => 4 [~RIGHT_MARGIN] => 4 [DEPTH_LEVEL] => 1 [~DEPTH_LEVEL] => 1 [DESCRIPTION] => [~DESCRIPTION] => [DESCRIPTION_TYPE] => text [~DESCRIPTION_TYPE] => text [SEARCHABLE_CONTENT] => НОВОСТИ МАШИНОСТРОЕНИЯ
[~SEARCHABLE_CONTENT] => НОВОСТИ МАШИНОСТРОЕНИЯ
[CODE] => [~CODE] => [XML_ID] => 102 [~XML_ID] => 102 [TMP_ID] => [~TMP_ID] => [DETAIL_PICTURE] => [~DETAIL_PICTURE] => [SOCNET_GROUP_ID] => [~SOCNET_GROUP_ID] => [LIST_PAGE_URL] => /news/ [~LIST_PAGE_URL] => /news/ [SECTION_PAGE_URL] => /news/102/ [~SECTION_PAGE_URL] => /news/102/ [IBLOCK_TYPE_ID] => news [~IBLOCK_TYPE_ID] => news [IBLOCK_CODE] => news [~IBLOCK_CODE] => news [IBLOCK_EXTERNAL_ID] => clothes_news_s1 [~IBLOCK_EXTERNAL_ID] => clothes_news_s1 [EXTERNAL_ID] => 102 [~EXTERNAL_ID] => 102 [IPROPERTY_VALUES] => Array ( [SECTION_META_TITLE] => Новости машиностроения [SECTION_META_DESCRIPTION] => [SECTION_PAGE_TITLE] => Новости машиностроения [ELEMENT_META_TITLE] => Новости машиностроения [ELEMENT_META_DESCRIPTION] => [ELEMENT_PAGE_TITLE] => Новости машиностроения [SECTION_PICTURE_FILE_ALT] => Новости машиностроения [SECTION_PICTURE_FILE_TITLE] => Новости машиностроения [SECTION_DETAIL_PICTURE_FILE_ALT] => Новости машиностроения [SECTION_DETAIL_PICTURE_FILE_TITLE] => Новости машиностроения [ELEMENT_PREVIEW_PICTURE_FILE_ALT] => Новости машиностроения [ELEMENT_PREVIEW_PICTURE_FILE_TITLE] => Новости машиностроения [ELEMENT_DETAIL_PICTURE_FILE_ALT] => Новости машиностроения [ELEMENT_DETAIL_PICTURE_FILE_TITLE] => Новости машиностроения [SECTION_META_KEYWORDS] => новости машиностроения, машиностроение, заводы машиностроения, отрасли промышленности [ELEMENT_META_KEYWORDS] => новости машиностроения, машиностроение, заводы машиностроения, отрасли промышленности ) ) ) ) [SECTION_URL] => /news/102/ ) Как варить вертикальный шов полуавтоматом (Видео)
25. 05.2018
05.2018
Просмотров: 1044
www.alfa-industry.ru
Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
Сварка позволяет формировать надежные соединения между металлическими деталями. Очень часто сварочные работы выполняются в различных пространственных положениях, от этого будет зависеть технология формирования шва. Для различных видов металла и типов соединения могут меняться параметры сварки, а также техника ее выполнения, например возможна сварка вертикальных швов, горизонтальных и т.д. О том, как правильно варить различные виды швов, поговорим дальше.
Очень часто сварочные работы выполняются в различных пространственных положениях, от этого будет зависеть технология формирования шва. Для различных видов металла и типов соединения могут меняться параметры сварки, а также техника ее выполнения, например возможна сварка вертикальных швов, горизонтальных и т.д. О том, как правильно варить различные виды швов, поговорим дальше.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
 youtube.com/embed/YD7jTek7yVU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/YD7jTek7yVU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.

Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
| Толщина металла | Количество проходов | Обработка кромок |
| До 4 мм | 1, с одной стороны | Не требуется |
| От 4 до 8 мм | 2, двусторонний | Не требуется |
| От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
| От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Советы
Сварка швов, расположенных вертикально, считается достаточно трудной для грамотного исполнения. Помочь могут теоретические знания особенности технологии сварки, позволяющие получить качественный вертикальный сварочный шов и как правильно его варить.
Следует соблюдать следующие условия:
- При поджоге электрода его положение должно быть перпендикулярным по отношению к свариваемому материалу.
- Чем дуга будет короче, тем металл будет кристаллизоваться быстрее. Это снижает риск появления подтеков, портящих внешний вид шва.
- Чтобы капли жидкого металла не стекали вниз при формировании дорожки, электрод следует наклонять.
- При подтекании металла увеличивают ширину шва и силу тока.
- Двигаться следует снизу. При необходимости выполнять движения вниз придется приготовиться к тому, что качество шва будет пониженным. Немного поможет плавность перемещения.
- При сварке тонких пластинок следует предварительно тщательно их очистить. Имеет смысл в этом случает применять сваривание точками. Это снизит риск прожога тонких листов.
- Сварку толстых изделий целесообразно осуществлять несколькими слоями многопроходным способом. Для последующих слоев можно использовать электрод несколько большего диаметра. При этом последний слой не должен заходить за пределы разделки кромок.

Вертикальные сварочные швы получатся качественными при учете толщины деталей и выбора подходящей методики. Поскольку вертикальное положение шва вносит дополнительные трудности, большую роль играет надежная фиксация свариваемых деталей.
 youtube.com/embed/xYbIwVgfczg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/xYbIwVgfczg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Техника сверху вниз
Движением электрода сверху вниз можно варить только при применении электрода, который дает тонкий слой шлака. Среди особенностей этого процесса отметим следующие моменты:
- За счет применения подобного стержня в сварочной ванной материал затвердевает быстрее. При этом стекание расплавленного материала не происходит.
- Рекомендуется использовать электроды с пластмассовым и целлюлозным покрытием. Примером можно назвать марки ЛНО-9 и ВСЦ-2.
- Подобная технология характеризуется высокой производительностью. Именно поэтому если есть необходимость в увеличении производительности труда, то выбирается рассматриваемая технология.
Вертикальный шов сверху вниз
Эта техника не подходит для начинающих сварщиков, так как предотвратить стекание сплава достаточно сложно.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Техника снизу вверх
Подобная технология встречается крайне часто. Она характеризуется следующими особенностями:
- В начале работы стержень сварочного аппарата размещается перпендикулярно обрабатываемой поверхности.
- Как только произошло возбуждение дуги и образования первых капель, электрод рекомендуется немного наклонить.
- Концом стержня поддерживается короткая дуга и капли немного собираются, а при кратковременном его отведении дается время для остывания расплавленного материала и его кристаллизации.
- Можно сообщать поперечные колебательные движения. За счет этого исключается вероятность длительной задержки источника тепла в одной точке.
Вертикальный шов снизу вверх
Подобная техника позволяет получить качественный шов. Однако, она характеризуется низкой производительностью, так как приходится время от времени давать каплям остыть.
 youtube.com/embed/BeerMjstPo8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/BeerMjstPo8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Управление положением проводника
Есть три возможные расположения электрода:
| Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
| Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
| Прямой | Труднодоступные места |
 youtube.com/embed/tNSr5moZmso?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/tNSr5moZmso?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>Предварительные работы с деталями
Перед тем как сварить круглую трубу, ее нужно подготовить к работе, то есть провести предварительную обработку стыков и уточнить все тонкости. Для этого сначала проводится диагностика труб на соответствие ряду технических характеристик, предъявляемых к монтируемой системе, в частности, водопроводу (прочитайте: «Какая сварка водопроводных труб лучше – виды и особенности сварки»).
Согласно инструкции должны быть соблюдены такие условия:
- Геометрические размеры.
- Наличие сертификата качества, в частности, если это трубопровод для питьевой воды.
- Идеально круглая форма труб – никакие дефекты торцов в виде приплюснутого или овального сечения не допускаются.
- Одинаковая толщина стенок труб по всей их протяженности.
- Химический состав изделий должен соответствовать ГОСТам РФ для тех или иных систем. Данная информация выясняется из технической документации или лабораторными исследованиями.
 Данная информация выясняется из технической документации или лабораторными исследованиями.
Данная информация выясняется из технической документации или лабораторными исследованиями.Далее можно приступать, собственно, к подготовке труб к стыковке и сварке.
Процесс подготовки включает такие стадии:
- проверяют ровность среза на торце трубы – он должен быть равен 90º;
- торец и участок в 10 мм от него нужно тщательно зачистить до появления металлического блеска;
- все следы масел, ржавчины, красок следует удалить и обезжирить поверхность на торце трубы.
Последнее, о чем нужно позаботиться – правильная конфигурация торца. Угол раскрытия кромки должен составлять 65º, а показатель притупления – 2 мм. Дополнительная обработка позволит добиться требуемых параметров.
Такую работу можно выполнить фаскоснимателем, торцевателем или шлифовальной машиной. Профессионалы, работающие с трубами больших диаметров, пользуются фрезерными станками или газовыми и плазменными резаками.
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу. Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Как варить вертикальный шов — Ковка, сварка, кузнечное дело
Статьёй «Как варить вертикальный шов» продолжается серия, посвящённая электросварке. На сайте уже имеются следующие статьи:
- «Сварка алюминия»;
- «Сварка нержавеющей стали полуавтоматом»;
- «Как варить чугун инвертором»;
- «Сварка металлоконструкций».

Заголовки статей раскрывают их содержание. В последней статье, кроме того, описываются дефекты, возникающие в процессе электросварки, и методы их устранения.
Прежде, чем приступить к изучению технологии выполнения вертикального сварочного шва, рекомендуем ознакомиться с указанными выше статьями (рассмотренные в них вопросы здесь повторяться не будут). Если возникнут дополнительные вопросы (например, связанные со сварочными аппаратами, масками, электродами и т. п.), то рекомендуем воспользоваться сервисом «Поиск по сайту». Можно задать вопрос в разделе «Комментарии» и администрация сайта обязательно даст ответ в самое ближайшее время.
Предварительные общие замечания
До выполнения сваривания деталей необходимо подготовить металл. Разделка кромок выполняется в соответствии с толщиной свариваемых деталей и типом соединения. Подготовленные детали фиксируют в необходимом (заданном конструкторской документацией) взаимном расположении. Для этого их соединяют короткими поперечными швами («прихватками») с шагом в несколько десятков миллиметров. Прихватки не позволяют деталям смещаться друг относительно друга.
Прихватки не позволяют деталям смещаться друг относительно друга.
Во время сварки деталей вертикальным швом расплавленный металл из сварной ванны, под действием собственного веса, будет сползать вниз. Для исключения отрывания капель, следует применять как можно более короткую дугу. Чтобы этого добиться, необходимо кончик электрода подвести по возможности близко к сварной ванне. Если используется не залипающий сварочный электрод, то следует опирать его на одну из свариваемых деталей.
Вертикальный шов можно варить «сверху-вниз» или «снизу-вверх».
Вертикальный шов «снизу-вверх»
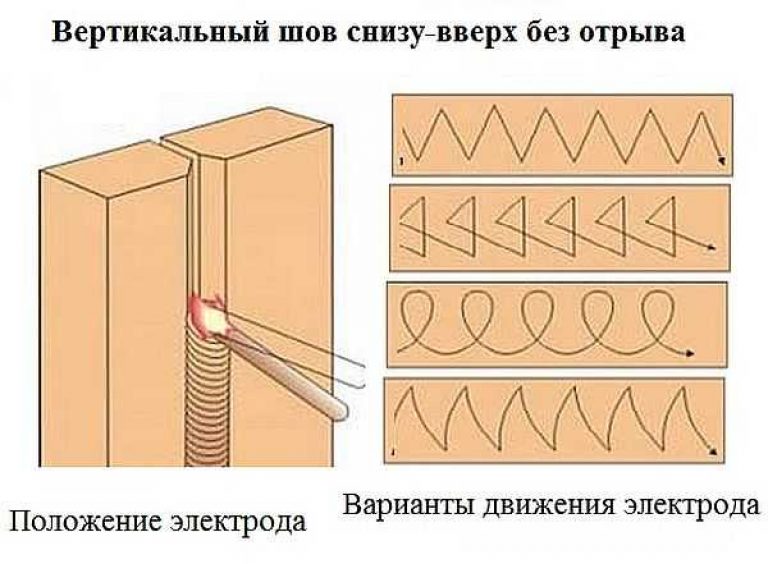
Заметим, что удобнее варить вертикальный шов электросваркой с движением электрода «снизу-вверх». Связано это с тем, что в этом случае электродуга «толкает» сварную ванну вверх и препятствует её опусканию вниз. Это значительно упрощает получение качественного шва. Схема выполнения такого сварного шва показана на рисунке.
Вертикальный шов «снизу-вверх без отрыва». Показано положение электрода и варианты движения его кончика.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх без отрыва». Продемонстрирована техника создания короткого валика:
- движения электрода происходят только вверх-вниз;
- отсутствуют горизонтальные смещения.
В результате, получается очень плоский шов.
В следующем видеоролике показано, как правильно варить вертикальный шов электросваркой с движением электрода «снизу-вверх c отрывом». Такой технологический приём может быть более удобен для начинающих, т. к. за время отрыва сварочного электрода металл успевает остыть. Допускается, для упрощения, опирать электрод на полочку сварного кратера. В этом же видеоролике даётся много общих полезных для сварщика советов.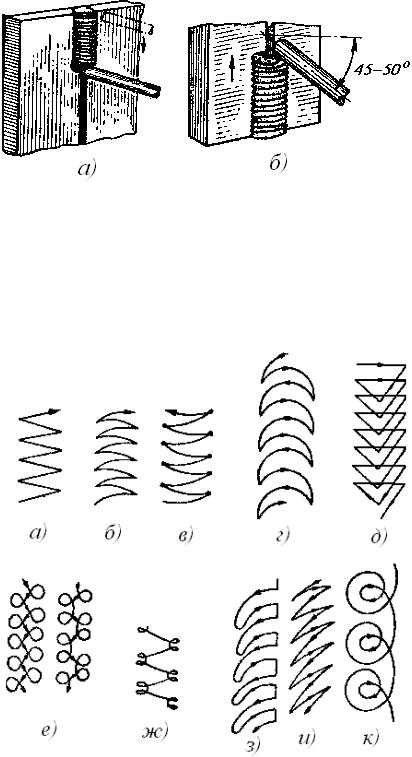 Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Например, показано влияние силы тока на форму шва. В общем случае, сварочный ток должен быть на 5…10 А меньше рекомендованного для выбранных типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется, в основном, экспериментально.
Вертикальный шов «сверху-вниз»
Сварка с движением электрода «сверху вниз» применяется при соединении, главным образом, тонких листов металла. При сварке этим способом тепло сварочной дуги стремится вверх (не обогревая сварную ванну). Поэтому, для получения хорошего проплавления шва, ток следует устанавливать несколько большей величины (на 5…10А), чем при сварке с движением электрода «снизу-вверх».
Техника сварки «сверху-вниз» значительно сложнее предыдущей, и поэтому остановимся на ней более подробно. При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
При выполнении вертикальных швов с движением электрода «сверху-вниз» он располагается перпендикулярно к свариваемой поверхности. После поджига дуги и образования первых капель расплавленного металла, его наклоняют вниз и продолжают расплавлять основной металл. Медленно перемещая электрод (и продолжая поддерживать короткую дугу) его кончиком следует препятствовать стеканию металла из сварной ванны. Одновременно, кончик следует отводить в сторону и вниз, т. е. необходимо выполнять поперечные колебательные движения. Это будет способствовать застыванию наплавленных капель и формированию шва. При этом не следует допускать длительной концентрации тепла в одном каком-нибудь месте.
Вертикальный шов «сверху-вниз без отрыва». Показано положение электрода и варианты движения его кончика.
Дефекты сварных швов
При выполнении сварочных работ возможны (особенно у начинающих сварщиков) дефекты сварных швов. Причём, некоторые из них критичны, некоторые — нет. Этой теме мы на сайте уделили достаточно внимания и сейчас повторять не будем.
Сейчас мы остановимся только на дефектах, которые характерны для вертикальных швов. Они появляются при неправильном выборе силы тока и величины дуги. В таблице приведён их схематический внешний вид и указаны вызвавшие их причины.
С другими видами дефектов, возникающих при проведении электросварки, и способах их устранения можно ознакомиться в статье «Сварка металлоконструкций» . В заключение, предлагаем посмотреть ещё один видеоролик о вертикальной сварке. Желаем успехов!
Сварка вертикального шва — ВИДЕО правильной сварки металла
Производить сварку на горизонтальной поверхности может даже новичок с небольшим опытом работы. А вот сделать качественный вертикальный шов без необходимых теоретических знаний и хорошей практики невозможно. В данной статье представлена сварка вертикального шва (видео), чтобы помочь начинающим специалистам избежать распространённых ошибок.
Сварка является одним из самых надёжных методов соединения металлических деталей. Но это утверждение является истинным только в том случае, если работа выполнена качественно. Что же необходимо усвоить новичку, чтобы стать настоящим профессионалом в этом деле?
Опытные специалисты знают, что при проведении любых сварочных работ надо чётко соблюдать все правила техники безопасности, а начинать необходимо со спецодежды. Выполнять работу следует только в защитном брезентовом костюме или робе, ноги должны быть защищены кирзовыми ботинками, руки — замшевыми перчатками и брезентовыми рукавицами, а лицо и волосы — маской сварщика. Только надев всю эту экипировку, можно приступать к работе.
Чтобы была осуществлена правильная сварка металла, необходимо соблюдать чёткую и последовательную схему технологического процесса. Для начала нужно надёжно зафиксировать подготовленные детали при помощи зажимов, струбцин или стяжек, и скрепить их прихватами в нескольких местах по краям изделия. Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Это является необходимым этапом подготовки, и пренебрегать им нельзя. Дело в том, что во время сварки происходит сильный нагрев металла, а затем его охлаждение вызывают значительную деформацию конструкции.
Особенности вертикальных сварочных швов
При сварке вертикальных швов расплавленный металл будет стремиться стекать вниз, из-за чего в нижнюю часть смещается и вершина шва. Чтобы избежать наплывов, сварку надо выполнять узкими небольшими валиками, не делая при этом поперечных колебаний, демонстрирует это сварка вертикального шва (видео).
Ток для выполнения данных швов выставляется максимально допустимой величины, предусмотренный для выбранной толщины металла. Далее необходимо правильно подобрать электроды, учитывая при этом структуру сварочной поверхности. Также надо рассчитать их диаметр, который должен соотноситься с толщиной обрабатываемого металла. Имеющаяся на электродах маркировка позволит не ошибиться в выборе.
Схема выполнения вертикального шва
Закрепив детали и выбрав правильную силу тока, можно приступать к сварочным работам.
- Начинать надо с выбора угла наклона электрода относительно плоскости изделия. Оптимальным считается угол от восьмидесяти до девяноста градусов. При этом обеспечивается максимальная отдача энергии дуги, что гарантирует глубокое проплавление тела основного металла. Также выбор правильного угла обеспечит равномерное стекание расплавленного электрода, что позволит получить ровный и качественный шов.
- Сварка вертикальных швов всегда осуществляется снизу вверх, заливая зазор между деталями расплавленной электродной проволокой или электродом.
- Окончание электрода должно всегда быть направлено в середину шва.
- Для получения качественного шва нужно осуществлять периодические вращательные движения для того, чтобы собирать расплавленный металл в точку, где происходит соединение двух деталей.
- Скорость прохождения сварочной дуги по верхней линии шва должна быть подобрана таким образом, чтобы нижняя часть жидкой ванны немного не доходила до верхушки предыдущего валика или едва его касалась.
- После окончания сварки необходимо подождать определённое время пока обработанная поверхность остынет. Затем следует молоточком сбить образовавшийся на поверхности металла шлак, образованный продуктами горения.

Чтобы более наглядно представить описанный процесс, стоит посмотреть «Вертикальный шов, сварка: видео» — материал, представленный ниже.
Проверка качества работ
После окончания процесса сварки и зачистки поверхностей от окалины и шлака, необходимо провести тщательный осмотр шва на наличие трещин, пор, кратеров или прожогов металла.
Если такие изъяны будут обнаружены, то говорить о качественно выполненной работе нельзя. Данный брак со временем вызовет разрыв или разлом металла, что может привести к серьёзным последствиям. Поэтому надо сразу же проводить реставрацию шва.
Во-первых, нужно очень тщательно произвести зачистку всей поверхности при помощи металлической щётки или напильника.
Во-вторых, произвести реставрацию шва только в тех местах, где был зафиксирован брак. Переваривать всю соединительную поверхность деталей нет необходимости.
Переваривать всю соединительную поверхность деталей нет необходимости.
Заключение
Новичкам следует помнить, что теоретические знания, получаемые при просмотре «Вертикальный шов, сварка: видео», являются очень важной частью процесса обучения. Только после освоения основных принципов выполнения данных работ, можно приступать к практической части.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно самостоятельно варить вертикальные и потолочные швы
Содержание
- 1 Особенности вертикальной сварки
- 2 Расположение швов в пространстве
- 2.1 Сверху вниз
- 2.2 Снизу вверх
- 2.3 Создание потолочного шва
- 3 Движение электродов при выполнении проходов
- 4 Финишная обработка
- 5 Безопасность во время работы
При выполнении ремонтных работ мастера часто сталкиваются с необходимостью соединить различные металлические конструкции или их фрагменты. Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Из всех известных методов электросварка является наиболее популярным, потому что за короткий срок удаётся добиться нужного результата. Но так бывает у профессионалов, поэтому новичкам рекомендуется тщательно подготовиться к работе. Это означает изучить, как работает аппарат, какую силу тока использовать, а также какой тип электродов нужен в конкретной ситуации. Выбор делают исходя из химической структуры расходных материалов и вида обрабатываемой поверхности. Выбрать подходящий расходный материал поможет маркировка, которая у каждого элемента своя. При электросварке электрод также выбирают исходя из толщины деталей, которые нужно соединить.
Во время сварки мастер может столкнуться с такой ситуацией, когда соединяемый конструкции находится в разных плоскостях. Сварка вертикальных швов, а также находящихся под углом или потолочных, усложняется из-за простых законов физики. Для соединения между деталями заливается особый сплав, который подвержен закону всемирного тяготения, поэтому он сразу же уходит вниз.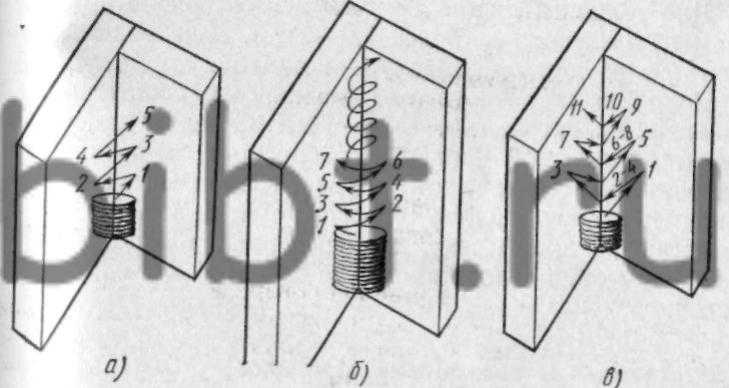
Содержание
- Особенности вертикальной сварки
- Расположение швов в пространстве
- Сверху вниз
- Снизу вверх
- Создание потолочного шва
- Движение электродов при выполнении проходов
- Финишная обработка
- Безопасность во время работы
Особенности вертикальной сварки
Сварка удобна тем, что с помощью технологии можно соединить любые материалы, помимо металла. Специалисты соединяют конструкции из стекла, пластмассы и керамики. Как будет располагаться рубец, зависит от пространственного расположения краев соединяемых конструкций. Некоторые виды работ довольно простые даже для новичков. Например, соединение в нижнем положении. С ней справится даже домашний мастер без большого опыта работы. Но для остальных видов потребуется наличие определенных знаний и опыта.
Если требуется сварка вертикального шва, то необходимо учитывать тип соединения и толщину элементов. Исходя из этих параметров, подготавливается металл. Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Готовые конструкции фиксируют в удобном для работы положении и закрепляют небольшими стежками, чтобы они не смещались.
Вертикальные швы выполняются двумя методами: снизу вверх или в обратном направлении. Но в любой ситуации технология сварки отличается определёнными нюансами. Когда металл варится, то образуются жидкие капли, которые постоянно стремятся вниз, к земле. Это явление усложняет формирование шва.
Поэтому следует придерживаться следующих правил:
- сплав должен застывать быстрее обычного. Такое возможно, если его капли будут минимального размера. Добиться необходимого эффекта удастся, когда мастер уменьшает длину электрической дуги и направляет электрод короткими движениями вверх и в сторону;
- чтобы получить качественные вертикальные швы необходимо работать снизу вверху. В этом случае соединяемые поверхности поднимаются дугой.
Выполнить сварку необходимо, не допуская зашлаковки, которая может произойти из-за неправильной подготовки конструкций. Полость между двумя конструкциями забивается, когда шов ложится неровно.
Расположение швов в пространстве
Техника сварки вертикальных швов предполагает уменьшение силы тока на 10-15%, от чего сократится объём расплавляемого металла. Опытные мастера настоятельно советуют быстро перемещать электрод, чтобы рубец получился качественным.
Сварку также рекомендуется выполнять короткой дугой, то есть максимально близко поднести электрод к обрабатываемой поверхности. Тогда металл быстрее переходит в иное состояние.
Сверху вниз
Когда варят вертикальный шов при помощи электросварки способом сверху вниз, то электрод должен быть расположен перпендикулярно к конструкции. После розжига, не меняя положения, прогревают металл. После чего электрод опускают и выполняют сварку в этом положении. Жидкая ванна должна находиться перед соединяющим аппаратом, благодаря чему капли не упадут вниз.
Вертикальная сварка электродом не отличается популярностью, поскольку неудобна и требует от мастера постоянного контроля над вертикальным сплавом. Но если приложить терпения и потрудиться, то можно добиться поставленной задачи.
Снизу вверх
Задумываясь, как правильно варить вертикальный шов электросваркой, следует учитывать несколько моментов. Работа начинается с подготовки металла. Сначала выполняют разделку кромок и соединяют их «прихватками». Тогда под воздействием аппарата части не сдвинутся с места.
При подготовке обязательно учитывают тип соединения и толщину обеих конструкций. Работая по вертикали, удаётся создать качественное место соединения. Ведь в этом случае жар от аппарата толкает расплавленный материал вверх, не позволяя ему опускаться.
Чтобы этого добиться, электрод должен располагаться практически вплотную к обрабатываемым поверхностям. Если качество расходного материала позволяет, и он не залипает, то мастера предпочитают даже дотрагиваться им до деталей.
Создание потолочного шва
Сварка потолочных швов может привести в недоумение неопытных специалистов, поскольку работа выполняется из неудобного положения. Капли раскаленного материала могут сорваться с потолка прямо на пол или каску мастера. В этом случае электрод располагается перпендикулярно к обрабатываемой поверхности.
Специалист совершает им круговые или вертикальные движения с небольшой скоростью, чтобы улучшить сварку. В таких случаях электрическая дуга бывает короткой, иначе могут образоваться подрезы.
Сварочный шов образуется по вышеописанному принципу, то есть, материал должен затвердевать максимально быстро. Поэтому для этого вида работ используются электроды с очень тугоплавким покрытием. Потолочное соединение отнимает больше сил и внимания, поэтому начинать постижение сварочных дел с него не стоит. Даже с инвертором прибегать к этому вертикальному соединению конструкций следует в крайних случаях, если нет возможности расположить детали по-другому.
Движение электродов при выполнении проходов
В вертикальном положении рабочая часть аппарата находится перпендикулярно к обрабатываемой поверхности. Как только она слегка расплавляется, и образуются первые капли, то его наклоняют вниз и продолжают одновременно плавить края. Инструмент постепенно подаётся вперёд и образуется короткая дуга, которая благодаря кончику препятствует стеканию капель металла.
Во время электродуговой сварки инструмент отводит расплавленные массы в сторону и вниз. Благодаря чему потихоньку образуется ровное и прочное соединение. Когда соединение конструкций происходит снизу вверх или сверху вниз, мастера придают электроду поперечные колебательные движения. При этом они выбирают такой путь, где передвижение происходило бы без перегрева и длительной задержки на одном месте.
Когда детали соединяются сверху вниз, то необходимо уменьшить размер капель жидкого металла. Поэтому отдают предпочтение электроду с наименьшим диаметром. В процессе сварки разворот электрода способствует образованию качественного шва, как и правильное поддержание расстояния от кончика аппарата до поверхности и постепенное увеличение/уменьшение дуги.
Слишком длинное расстояние приведет к окислению и азотированию расплавленного материала, а также образованию брызг капель вокруг. К тому же по структуре место соединения получится пористым. Правильное расстояние от поверхности до аппарата гарантирует красивое, ровное качественное место стыка.
Для этого электрод необходимо перемещать в 3 основных направлениях – поступательном, продольном и поперечном. Если выбрать правильное поперечное движение, то соединение получится необходимой ширины. Все передвижения выполняются попеременно при соединении двух частей в одну большую, а вместе они образуют сложную траекторию.
Финишная обработка
Практически все изделия, которые были соединены при помощи электродов, требуют заключительной обработки. Так как на рабочей поверхности могут остаться брызги сплава, окалины и даже шлак. Всё это следует удалить, чтобы получилось использовать соединённые части по назначению.
В некоторых случаях возникает необходимость в выравнивании выпуклой поверхности шва. Чтобы придать привлекательный вид соединённой части, мастеру следует взяться за молоток и зубило. Именно этими инструментами удаляются брызги металла, окалины и шлаки. Молотком следует наносить несильные удары.
Затем применяется углошлифовальная машина, которой выравнивается место соединения. С какой зернистостью выбрать абразивный круг, зависит от того, насколько гладкой должна получиться обрабатываемая поверхность.
После удаления с конструкций выступов и застывших капель, окалин, ещё раз необходимо хорошенько осмотреть полученную конструкцию. При контрольном осмотре обращают внимание на прожог металла, трещины и другие дефекты. Если они обнаружены, то работа была выполнена недобросовестно. Чтобы исправить недостатки, необходимо устранить их около места соединения, пока не произошел окончательный разлом соединенных частей.
Для этого поверхность зачищают, используя подходящие инструменты. Только после этого переходят к обновлению соединенных конструкций. При этом все манипуляции следует выполнять лишь в тех местах, где присутствует брак. Поэтому удастся сэкономить время и не переделывать всю работу заново.
Безопасность во время работы
Сварочные работы довольно опасны, особенно для новичков, которые не разбираются в нюансах и особенностях дела. Поэтому, когда что-то необходимо сваривать, любые конструкции из разных металлов, следует подумать о собственной безопасности и окружающих. Они гласят, что вертикальный процесс проводится в специальных перчатках, поверх которых надевают грубые рукавицы.
Мастер должен быть облачен в защитную одежду, состоящий из каски и специальной обуви с робой. Учитывая пожароопасность сварки, требуется запастись подручными средствами для тушения пожара, вроде огнетушителя или ящика с песком. Помня о таких простых правилах, новичок не причинит вред себе, а также качественно соединит две части в одну.
Сварочные тракторы ABICAR | ABICOR BINZEL
Каждый ручной сварщик знает, что при сварке длинных швов в конечном итоге страдает весь опорно-двигательный аппарат, а также качество сварного шва. Ручная сварка продольного шва на длинном компоненте с помощью процессов MIG или MAG означает, что приходится принимать вынужденную позу, которая физически очень напряжена и утомительна. Со сварочными тракторами ABICAR от ABICOR BINZEL сварщики получают ценную поддержку при сварке длинных прямых швов, поскольку сварочный трактор берет на себя непрерывное ведение горелки — с постоянным качеством до последнего метра. Сварочные тракторы ABICAR от ABICOR BINZEL выполняют это обещание — даже при сварке снизу вверх.
Сварка 5 м без портала или робота — это не проблема со сварочными тракторами ABICAR. При использовании этих сварочных систем продольные швы могут выполняться быстрее, а затраты на доработку могут быть значительно снижены. Сварочный трактор ABICAR позволяет экономить до 60 % в год. Таким образом, компании получают выгоду от увеличения прибыльности.
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Вся информация с одного взгляда
- Почему механизированная сварка?
- Инвестиции и преимущества сварочных систем ABICAR
- Преимущества сварочных тракторов ABICAR
- Какой сварочный трактор ABICAR подходит?
- Технические данные
- Документация
Почему механизированная сварка?
Ручная сварка или роботизированная сварка? Быстрый переход к автоматизации означает большие инвестиции — не только для покупки оборудования, персонал также должен быть соответствующим образом обучен работе с ним. Тем не менее, это не должно быть дорогостоящее, полностью автоматизированное решение, чтобы разгрузить ручных сварщиков. Сварка продольных швов на большие расстояния с помощью сварочного трактора, а также сварка снизу вверх, значительно разгружает сварщиков и гарантирует стабильное качество вплоть до последнего метра. Это частично автоматизированное решение значительно повышает рентабельность и в то же время обеспечивает достаточную гибкость.
Одним из преимуществ механизированной сварки длинных деталей сварочным трактором является то, что сварщик сопровождает весь процесс и может вмешаться в любой момент.
ABICAR ADVANCED
ABICAR 1200 PRO
Инвестиции и преимущества сварочных систем ABICAR ручная сварка. Этот результат основан на примере расчета углового шва общей длиной 10 000 м за период в один год. Точные даты этого расчета можно найти в документации на этом сайте.
Преимущества сварочных тракторов ABICAR по сравнению с ручной сваркой:- Рабочий цикл 60 % вместо 25 % при ручной сварке
- Сварной шов длиной один метр выполняется более чем в два раза быстрее
- Меньше времени простоя, связанного со здоровьем
- Ручные сварочные горелки можно без проблем закрепить
Преимущества сварочных тракторов ABICAR
- Высокая рентабельность
Больше проектов можно выполнить быстрее, с меньшими затратами и в срок - Оптимальное качество шва
Стабильно высокое качество сварки даже с длинными деталями и рабочим циклом >60 % - Гарантия безопасности труда
Снижает физическую нагрузку и, следовательно, отпуск по болезни сварщиков - Повышенная производительность
Постоянная высокая скорость сварки и бесперебойная сварка - Простое обращение
Просто зажмите сварочную горелку и начните сварку - Простая интеграция
Простое и недорогое подключение ко всем стандартным ручным сварочным аппаратам
Какой сварочный трактор ABICAR подходит?
| Характеристики | АБИКАР РАСШИРЕННЫЙ | АБИКАР 1200 PRO |
| Макс. скорость привода | 110 см/мин | 120 см/мин |
| Сварка вверх | ✓ | ✓ |
| Потолочная сварка | х | ✓ (с аксессуарами) |
| Шовная сварка | х | ✓ |
| Осциллирующий | х | ✓ (с аксессуарами) |
| Сварка двумя горелками | ✓ (с аксессуарами) | ✓ (с аксессуарами) |
| Программируемый длина сварного шва | х | ✓ |
| Память программ | х | ✓ |
| Направляющая в наличии | ✓ | ✓ |
Есть вопросы по товару? Пожалуйста свяжитесь с нами.
Технические характеристики
| АБИКАР РАСШИРЕННЫЙ | АБИКАР 1200 PRO | |
| Напряжение | 1~ 115–230 В, 50–60 Гц | 1~ 115–230 В, 50–60 Гц |
| Выход | 20 Вт | 25 Вт |
| Место сварки в соотв. EN ISO 6947 и AWS/ASME | ||
| • горизонтальный | ПА/1Ф/1Г | ПА/1Ф/1Г |
| ПБ/2Ф | ПБ/2Ф | |
| ПК/2G | ПК/2G | |
| ПД/4Ф | ПД/4Ф | |
| PE/4G | PE/4G | |
| • вертикальный | ПФ/3G | PF/3F/3G (дополнительно с генератором) PG/3F/3G (дополнительно с генератором) |
| Минимальный радиус кривизны поверхности заготовки | 1000 мм | 1500 мм |
| Тип горелки | МИГ/МАГ | МИГ/МАГ |
| Диаметр горелки | 16–22 мм | 16–22 мм |
| Максимально допустимая масса кабеля | ||
| • горизонтальный | 8 кг | 12 кг |
| • вертикальный | 6 кг | 8 кг |
| Минимальная толщина заготовки | 4 мм | 5 мм |
| Дорожный просвет | 4 мм | 5 мм |
| Горизонтальное растягивающее усилие | 150 Н | 220 Н |
| Сила вертикального растяжения | 100 Н | 150 Н |
| Диапазон регулировки поперечная направляющая | 0–35 мм (вверх-вниз, влево-вправо) | 0–35 мм (вверх-вниз, влево-вправо) |
| Диапазон регулировки направляющая | 0–100 мм | 0–75 мм |
| Горизонтальная скорость | 0 — 110 см/мин | 0 — 120 см/мин |
| Вертикальная скорость | 0 — 100 см/мин | 0 — 110 см/мин |
| Уровень шума | ||
| Вес | 8 кг | 14 кг |
Документация
Язык документа
Все языкиБелорусскийБолгарскийКитайскийХорватскийЧешскийДатскийГолландскийАнглийскийЭстонскийФинскийФранцузскийНемецкийГреческийВенгерскийИтальянскийЯпонскийКазахскийКорейскийЛатышскийЛитовскийНорвежскийПольскийПортугальскийРумынскийРусскийСербскийСловацкийСловенскийИспанскийШведскийТурецкийУкраинскийВьетнамскийСварочные процессы MIG/MAG – Сварка стали и нержавеющей стали – EWM AG
forceArc puls XQ
forceArc puls ® — это процесс сварки MIG/MAG импульсной дугой с минимальным нагревом. Прост в обращении и подходит для сварки нелегированных, низколегированных и высоколегированных материалов во всем диапазоне мощностей.
Он характеризуется превосходным перекрытием зазора даже в диапазоне высоких мощностей и обеспечивает контролируемую сварку с воздушным зазором, который колеблется до 4 мм.
forceArc puls ® – для лучшей сварки стали и нержавеющей стали всех времен с невероятным снижением затрат!
До
30%
общая экономия*
за счет снижения расхода материалов и энергии и сокращения времени производства
До
15 %
более низкое тепловложение*
для меньшего искажения, обесцвечивания и чистовой обработки
До
20%
большая толщина шва*
глубокое, концентрированное проплавление с надежным сращением корня для формирования симметричного шва
*по сравнению с импульсной дугой
Видео
forceArc puls
Эффективная и экономичная сварка
Глядя на вещи с другой точки зрения, это означает, что скорость сварки может быть на 20 % выше по сравнению с процессом импульсной дуги при одинаковой толщине сварочного шва.
Импульс
Vs = 45 см/мин, a=4,8 мм
ForceArc puls®
Vs = 60 см/мин, a=5,1 мм
Сварка стали
Ваши преимущества:
- Практически без брызг
- Отличный внешний вид шва
- Мало подрезов, оптимальное смачивание кромок
- Нечувствителен к загрязненным и покрытым накипью поверхностям
- Симметричный сварной шов
forceArc XQ
forceArc ® Эффективная и экономичная сварка
Теплозащитная, стабильная по направлению и мощная дуга с глубоким проплавлением для более высокого диапазона производительности. Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали.
Более глубокое проникновение для уменьшенной толщины горловины или поперечного сечения
Более глубокое проникновение для уменьшенной толщины горловины или поперечного сечения
Быстрая стабилизация изменений длины вылета
Быстрая стабилизация изменений длины вылета
Особенно подходит для очень узких зазоров и угловых швов
Особенно подходит для очень узких зазоров и угловых швов
Сварка с помощью forceArc
forceArc
Преимущества:
- Меньший угол прилегания благодаря глубокому проплавлению и стабильной дуге
- Меньше проходов
- Меньше искажений благодаря концентрированной дуге с уменьшенным тепловыделением
- Отличное срастание корней и боковых стенок
- Идеальная сварка даже при очень большом вылете
- Уменьшенные поднутрения
- Практически без брызг
- Особенно подходит для динамических угловых швов, например,
- Компоненты, находящиеся под нагрузкой, такие как несущие части мостов
- Вагоностроение и металлоконструкции
- Нелегированные, низколегированные и высоколегированные стали и высокопрочные мелкозернистые стали
- Ручные и автоматические приложения
- Сварные угловые швы имеют более глубокий провар
Стыковые сварные швы с узкими углами подготовки 30° и 40°
соответствуют требованиям EN ISO 15614-1:2004
Малый объем шва сокращает время сварки на 50 %
3 90 дуговой процесс
Выполнение требований EN ISO 156141:2004
для угловых швов со скошенным профилем без подрезов
Схема шва глубокого проникновения
forceArc / forceArc puls
- Комбинация forceArc puls, forceArc и coldArc
- Корневой проход с coldArc, промежуточные проходы с forceArc и заключительные проходы с forceArc puls
- Сохраняет проход сварки с меньшим прилежащим углом
- Идеальное зажигание и время заполнения кратера с помощью forceArc puls, сварка с помощью forceArc
- Меньшая деформация материала благодаря уменьшению тепловложения
- Более низкая температура промежуточного прохода и минимальная модификация соединения
- Особенно выгодно напр. при сварке мелкозернистых сталей
- Уменьшенная угловая усадка в угловых швах
Листовой металл: S 235; 20 мм
Газ: M21 — ArC — 18
Провод: 1,2 мм G4Si1
Пробеги: 4
Позиция: ПК
Угол подготовки: 10°
Приваривается с одной стороны, без опорной планки
Комбинация coldArc, forceArc и forceArc puls
Эффективная и экономичная сварка
- Общая экономия средств до 60 %
- Минимальная подготовка шва
- Меньше проходов
- Меньше сварочных материалов и расхода защитного газа
- Более быстрое время сварки
- Особенно выгодно для динамически нагруженных компонентов
Листовой металл: S 355; 30 мм
Газ: M21 — ArC — 18
Провод: 1,2 мм G4Si1
Пробеги: 11
Должность: ПБ/ПА
Угол подготовки: 25°
Приваривается с одной стороны, без подложки сварочной ванны с forceArc
rootArc XQ / rootArc puls XQ
Дуга с оптимальным контролем сварочной ванны
Сварка вертикально вниз, вид спереди
Сварка вертикально вниз, вид сзади
Легкое перекрытие зазоров
Сварка вертикально вверх с PF
wiredArc/wiredArc puls
Сварка с постоянным проваром
wiredArc/wiredArc puls
Сварка с постоянным проплавлением
В EWM wiredArc провар остается постоянным при изменении вылета. Инновационное управление регулирует скорость подачи проволоки и поддерживает постоянными сварочный ток и напряжение для равномерного подвода тепла.
- Постоянный сварочный ток благодаря цифровому управлению процессом
- Энергия на единицу длины и подводимая теплота остаются практически постоянными, несмотря на изменения вылета
- Стабильно высокая глубина проникновения независимо от изменения вылета
- Возможность уменьшить угол прилегания шва и, следовательно, объем сварного шва
Видео
wiredArc / wiredArc puls
Сварка с постоянным проваром
Позиционная сварка
Простая и безопасная позиционная сварка
Видео
Видео YouTube
Сварочный процесс EWM: Positionweld
coldArc / coldArc puls
Идеальная сварка и пайка
Минимальное тепловложение
Идеально подходит для стыковых швов, швов внахлестку и кромочных швов благодаря эффективному использованию позиционной сварки
До
99%
меньше брызг
для меньшего обесцвечивания и образования окалины за счет минимизации зоны термического влияния
схема шва coldArc
Сварка вертикальным швом вверх с PF
Идеальное перекрытие зазоров
Надежное соединение боковых стенок
pipeSolution
Мощная дуга для быстрой и надежной сварки с зазором и без него во всех положениях.
Сварка MAG с малым разбрызгиванием – оптимальная эффективность использования энергии и ресурсов
- Инверторная технология снижает потребление энергии
- Снижение затрат на оплату труда благодаря более высокой скорости сварки
- Подложка сварочной ванны больше не требуется
pipeTruck — практичное орбитальное решение для автоматической сварки
- Огромный потенциал для снижения затрат
- Превосходное воспроизводимое качество
- Высокая скорость осаждения
- Время горения длинной дуги
- Максимальная простота в эксплуатации
- Короткое время настройки
- Для корневого, заполняющего и чистового проходов с воздушным зазором или без него
Как варить инверторную сварку. Принцип работы инвертора. Теперь перейдем к самой сварке
Сварка — довольно сложный процесс. Выполнять качественный сварной шов, который будет прочным, герметичным, однородным по химическому составу, без раковин, люди учатся не один год. Подготовка хорошего сварщика, способного варить качественные котлы, химические приборы, оборудование для подводных лодок, может занять больше времени, чем подготовка инженера. Однако, если вы хотите научиться варить ворота, калитки и другие нехитрые предметы быта, а качество шва волнует вас меньше, чем цена вопроса, можно подумать о том, как научиться варить инвертором.
В первую очередь следует позаботиться о безопасности. Никогда не готовьте без маски и перчаток! Температура в зоне сварки около 3000 градусов, можно легко обжечься, вызвать пожар. Сварочная дуга может вызвать временное заболевание глаз за несколько минут, когда вы просто не сможете их открыть из-за жжения. У сварщиков это называется «ловить зайцев». Для новичка лучше всего подойдет маска-хамелеон. Он позволяет безопасно поднести электрод к металлу, а затем зажечь дугу, не напрягая пространственное воображение, а при зажигании дуги автоматически включится затемнение и не пострадают ваши глаза.
Также необходимо использовать специальный сварочный комбинезон из брезента или замши, а также сварочные перчатки-краги. Если вы используете сварочные перчатки, выбирайте те, которые полностью сделаны из брезента — тканевые перчатки с брезентовыми вставками могут загореться.
Необходимо соблюдать правила электробезопасности — не готовить под дождем и не стоять в воде. Если вы готовите в гараже, нужно убедиться, что рядом с местом сварки нет легковоспламеняющихся жидкостей, если в машине нужно убрать все, что может гореть: бензин, детали салона и т. д.
Теперь перейдем к самой сварке
Инвертор позволяет точно настраивать режимы сварки. Используйте правильные режимы – сварочный ток и диаметр электрода должны соответствовать толщине свариваемого металла. Марка электрода также должна соответствовать металлу. Для бытовой сварки обращенной нелегированной сталью можно рекомендовать электроды ОДС, АНО и УОНИ. Последние требуют обратной полярности при включении.
Между электродом и металлом на определенном расстоянии возникает электрическая дуга. В этой дуге металл деталей и электрода плавятся, образуя так называемую зону сварки, сварочную ванну.
Сварщик перемещает электрод с необходимой скоростью, в нужном направлении, используя определенный «шаблон» движения, и в результате охлаждения сварочной ванны получается сварной шов. Перед сваркой детали необходимо предварительно зафиксировать. Это можно сделать как с помощью зажимов, так и прихваток. Прихватка – это небольшой участок сварки, который получается простым прикосновением к металлическому электроду. При выполнении шва прихватки должны быть полностью проварены.
Низкая сварка
Самый простой вид сварки. Металл в сварочной ванне никуда не течет. Просто ведите электрод прямо или, если вам нужно сварить толстый металл, делайте небольшие колебания из стороны в сторону.
Горизонтальный шов
Металл должен поддерживаться в сварочной ванне за счет дуги. Сварочная дуга обладает электромагнитными свойствами – немного отталкивает металл. Направьте электрод вверх и немного под углом, чтобы металл не вытекал из шва. При сварке совершайте круговые движения, одновременно перемещая электрод вдоль шва.
Сварка вертикальным швом
Проходит снизу вверх. Электрод также должен быть направлен снизу вверх. При сварке нужно периодически отодвигать электрод и подносить ближе, чтобы ванна могла остыть. Металл в ванне поддерживается как дугой, так и материалом уже сваренного шва.
Потолочная сварка
Самый сложный вид сварки. Металл в ванне поддерживается полностью за счет давления дуги. Требуется некоторый опыт.
Не забывайте про практику
Прежде чем сваривать что-то нужное, потренируйтесь на простых деталях, обрезках металла или просто научитесь шовному шву на металлической поверхности. Как правило, непрофессионал может научиться готовить в нижнем положении за день, на выполнение других швов может уйти больше времени. Сварка трансформатором или в аргоне сложнее инверторной сварки электродом, а при аргонно-дуговой сварке можно без опыта испортить дорогой вольфрамовый наконечник.
А теперь обучающее видео
Краткое введение в инверторную сварку:
Серьезный обучающий курс (на английском языке, но с подробными русскими субтитрами):
Необходимость создания надежного соединения разного рода металлических изделий периодически возникает у почти любое домашнее хозяйство. В большинстве таких ситуаций сварка является лучшим решением. Для новичков, как показывает практика, проще всего. Такой аппарат позволяет получать гораздо более надежные соединения по сравнению с результатами ближайших предшественников, особенно при отсутствии должного опыта и навыков. Варить инвертором различные металлы несложно, нужно лишь полностью изучить инструкцию и следовать полученным рекомендациям.
Подготовка к работе с инвертором: основы качественной сварки
В большинстве случаев владельцы предпочитают сваривать металл, т.к. сварка позволяет получить максимально прочные швы при необходимости обеспечить неразъемное соединение деталей. Под воздействием аппарата материалы претерпевают пластическую деформацию. Частицы электрода и заготовки соединяются, в результате чего образуется сверхпрочная межмолекулярная связь.
Разработано множество современных и высокофункциональных технологий. Например, металл можно варить с помощью электронного и лазерного света, соединять продукты газовым пламенем и готовить ультразвуком. Наиболее широко используемым источником энергии является электрическая дуга.
Создается сварочными аппаратами или инверторами. Именно с такого агрегата лучше всего начинать обучение навыку создания надежных и прочных сварных соединений.
Сварщик без опыта не может считаться мастером своего дела. Все навыки, которыми человек овладевает при выполнении различных практических задач. Поэтому новичку следует в первую очередь набраться терпения и выделить достаточно времени на тренировочную работу.
Помните, что работа с инвертором потенциально опасна. При неосторожности можно обжечься брызгами расплавленного металла. К тому же выделяются различные ядовитые вещества, а риск поражения электрическим током никто не отменял. Радиация может вызвать ожоги роговицы. Именно поэтому перед работой с инвертором следует уделить должное внимание технике безопасности, подготовке средств защиты, рабочего места и оборудования.
Преимуществами сварочного инвертора являются малый вес, компактные размеры, возможность плавной регулировки силы тока, скорость и высокая производительность. Опытные сварщики рекомендуют новичкам начинать осваивать мастерство с этим аппаратом. На рынке есть множество недорогих моделей, которые не ударят по вашему бюджету и не займут много места в домашней мастерской.
Какие электроды лучше использовать
Традиционно используются плавящиеся электроды для сварки металлов. Через них к шву подается ток. Одним из основных компонентов этой работы является порошковая проволока. Его постепенно подают в зону плавления. В различных обучающих курсах можно найти рекомендации по началу работы с электродами, которые выпускаются в формате цельных стержней и имеют специальное плавящееся покрытие. С такими электродами вы сможете быстро научиться сваривать металл инвертором и создавать плавные ровные линии.
Новичкам лучше всего начать обучение сварке металла стержневыми электродами диаметром 3 мм. Более толстые электроды требуют сварочного оборудования большей мощности. Сварка листового металла осуществляется электродами 2 мм. Не рекомендуется использовать старые электроды, позаимствованные у знакомых. Их лучше приобрести непосредственно перед началом сварочных работ. Наплавленные электроды скорее всего отсыреют, так что толку от них не будет.
Безопасность при работе с инвертором
Среди достоинств современных инверторов необходимо дополнительно отметить их безопасность. Все провода спрятаны в герметичный пластиковый бокс. Такое решение значительно снижает риск поражения электрическим током, так что даже новичок сможет начать учиться варить металл без особых проблем и трудностей. Однако сварочный инвертор, как и любой другой электроприбор, является потенциально небезопасным механизмом. При работе с ним нужно соблюдать ряд правил. Основные из них:
- Категорически запрещается готовить в дождь и при отрицательных температурах воздуха.
- При проведении работ должны быть созданы все условия для защиты сварочного аппарата от намокания.
В комплекте с любым инвертором должна идти инструкция по эксплуатации. Обязательно сделайте его доступным. В этом руководстве вы найдете советы по поведению в различных ситуациях. В конце руководства обычно даются полезные рекомендации сварщику, дается краткое описание оказания первой помощи при различных травмах и травмах, приводятся выдержки из техники безопасности. Все советы написаны предельно понятным языком, так что даже у новичка не возникнет затруднений.
Обычно в комплекте с инвертором идет защитная маска и перчатки. Общий вес стандартного сварочного инвертора в комплекте около 6-7 кг. Это позволяет брать устройство с собой практически везде.
Металл можно варить только при наличии защитного щитка и маски сварщика. Эти устройства защищают роговицу от ожогов.
Непосредственно ожоги можно получить от яркого излучения. Раскаленные металлические брызги могут обжечь незакрытую кожу, поэтому их тоже быть не должно.
Для защиты кожи рук применяют замшевые или брезентовые перчатки. Не подходят изделия из хлопчатобумажной ткани и трикотажа. Халат и брюки или комбинезон должны быть из плотной ткани. Лучший вариант – плотный плотный брезент.
Поставьте рядом с рабочим местом ведро с водой. Подготовьте старое толстое одеяло. Все это поможет вам потушить случайный пожар в случае его возникновения. Тренироваться лучше всего на улице, но можно и в помещении. Нужно только убрать с рабочего места все легковоспламеняющиеся предметы.
Первые шаги в освоении инверторной сварки
Прежде чем приступить к разработке, потренируйтесь в работе на плоской поверхности. Для начала нужно разобраться, как провести электрод через заготовку. Стержень следует держать под углом 70-75° к поверхности. Держите дугу на расстоянии 3-5 мм от металла. Важно, чтобы это расстояние выдерживалось по всей длине шва, иначе он будет иметь дефекты.
Также нужно знать, как правильно установить ток. При работе с электродом диаметром 3 мм будет достаточно силы тока 80 А. Если ток слишком низкий, вы не сможете поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Если тока недостаточно, вы не сможете поддерживать стабильную дугу. Если ток будет слишком большим, металл расплавится. Оптимальное значение определяется только опытным путем.
Потратьте достаточно времени и найдите правильное значение.
Пошаговая инструкция по сварке поверхностей
Когда вы научитесь делать ролики, устанавливать силу тока и поддерживать дугу, вы сможете перейти к следующему этапу процесса сварки металла. Обычно все выполняется в проверенной многими сварщиками последовательности. Придерживайтесь следующего рабочего порядка:
Процесс сварки требует изоляции всех подводящих проводов от сварочной дуги.
- Возьмите электрод, подготовьте его к работе и установите в держатель первой проволоки.
- Закрепите зажим другой проволоки к металлу, где в дальнейшем будет производиться сварка.
- Зажечь дугу. Эта операция уже была описана. Аккуратно постучите по электроду или ударьте им по металлу.
- Электрод необходимо вести вдоль соединения. Спешите ни к чему. Главное, чтобы все было сделано максимально аккуратно. В отличие от рассмотренной ранее технологии создания валиков, при которой электрод был направлен прямолинейно, при сварке отдельных изделий потребуется совершать возвратно-поступательные движения.
- Обработайте небольшой участок и оцените проделанную работу. При необходимости удалить шлак металлической щеткой или молотком.
- Если качество вас устраивает, завершите работу.
В результате получается сварочный шов. Вряд ли он сразу станет идеальным. Чтобы получить качественные швы, нужен опыт и подготовка. Со временем вы освоите эту работу и сможете делать все на лучшем уровне.
Таким образом, вы можете воспользоваться услугами сторонних специалистов, заплатив им достаточно большие деньги, и научиться делать все своими руками. Потратив немного времени и энергии на тренировки, вы станете менее зависимыми от других людей. Со временем вы освоите эту профессию и сможете создавать угловые швы, потолочные стыки и другие сложные вещи. Следуйте инструкциям, и у вас все получится. Удачных тренировок и работы!
- Что необходимо и важно знать?
- Как научиться работать с инвертором?
- Контроль дуги: особенности
- Сварочная проволока: швы и их дефекты
Инверторная сварка для начинающих имеет свои особенности и требования, ведь те, кто берет такой агрегат впервые, должны знать, для чего он служит и как работает. Это оборудование используется для соединения металлических листов за счет электрического разряда. В отличие от старых моделей инверторы намного проще в эксплуатации, и это не имеет большого значения.
Популярность этой техники обусловлена тем, что, несмотря на компактные размеры, многофункциональность устройства позволяет выполнять достаточно сложные работы, которые не могли выполнять старые трансформеры. Вся потребляемая электроэнергия участвует в создании дуги и сварочном процессе, поэтому КПД будет выше, а энергопотребление ниже.
Что необходимо и важно знать?
Сварочные аппараты инверторного типа удобны в использовании тем, кто впервые сталкивается со сваркой. Во-первых, они экономичны, во-вторых, техника сварки достаточно проста, поэтому с ней справится даже новичок.
Инвертор питается от электрической сети, соответственно в рабочем процессе вся нагрузка идет на нее. Но, в отличие от старых прототипов, при включении такого оборудования в сеть не будет резких скачков электричества, к тому же устройство подразумевает наличие специального накопительного конденсатора.
- Следует знать, что электросварка выполняется таким рабочим элементом, как электрод. Его размер повлияет на количество потребляемой электроэнергии, то есть чем он больше, тем больше потребуется ток. Если вовремя не обратить внимание на этот момент, то при включении устройства в сеть есть шанс спалить не только свое оборудование, но и соседское.
- Чтобы правильно сварить металл, нужно знать, каковы минимальные требования электрода к электричеству. Дело в том, что если показатель опустить ниже минимума, то шов просто не создается. На сильном токе электрод быстро сгорает, и хотя стык получается, но его качество оставляет желать лучшего.
- Важно знать угол наклона электрода, так как этот момент напрямую влияет на толщину получаемого шва.
Вернуться к содержанию
Как научиться работать с инвертором?
Сварка проволокой имеет свои основные этапы. Если новичок внимательно прочитает их, у него все получится. Но стоит сразу сказать, что начинать обучение лучше всего с ненужных деталей, т.е. с руки. Это нужно для того, чтобы чувствовать аппаратуру, а также понимать, как правильно держать электрод, чтобы шов был тонким, но высоким. -качественно и аккуратно.
Итак, руководство к действию следующее:
- В первую очередь нужно позаботиться о своей безопасности. Так как работа будет проходить с раскаленным металлом, есть риск его разбрызгивания. Поэтому обязательно нужно подготовить комплект рабочей одежды, в который войдут защитные перчатки (но ни в коем случае не резиновые), специальный защитный шлем, имеющий щиток со стеклом для видимости, и грубая верхняя одежда (комбинезон и куртка или просто пиджак). И всегда закрытая обувь.
- Далее необходимо настроить инструмент. Для этого ток устанавливается на необходимые значения, которые должны соответствовать рабочим электродам. Оптимальный размер в данном случае 2-5 мм. Ток регулируется с расчетом толщины металла и размера детали. Инвертор удобно использовать новичкам еще и потому, что современные модели имеют обозначения на корпусе, которые подскажут силу используемой энергии при той или иной толщине. Во избежание прилипания электрода подводить инструмент к будущему суставу следует постепенно. Также необходимо подключить клемму заземления к рабочей поверхности.
- Сварка проволокой начинается с зажигания дуги. Сам электрод должен иметь наклонное положение (45°) по отношению к рабочей поверхности. Чтобы активировать элемент, им нужно несколько раз прикоснуться к металлу. Оптимальное расстояние между деталями равно размеру электрода.
- Такие действия помогут создать сварочный шов. Но стоит знать, что в процессе сварки образуется окалина. Это расплавленный металл, который можно удалить молотком или другим подобным тяжелым предметом.
В инверторной сварке нет ничего сложного, поэтому научиться этому процессу может каждый.
Вернуться к оглавлению
Контроль дуги: особенности
Конечно, сама работа достаточно проста: то поднести электрод к поверхности, то отодвинуть его. Но дело в том, что качество шва во многом зависит от умения оператора контролировать зазор между электродом и поверхностью. В зависимости от этого показателя могут возникнуть собственные проблемы:
- если зазор небольшой, то место сварки будет выделяться выпуклостью, особенно будут видны наслоения по бокам;
- при большем расстоянии зазора металл не будет нормально кипеть, а сама дуга будет постоянно пропадать.
И первый, и второй случай существенно влияют на качество свариваемой детали, к тому же внешний вид такого соединения будет оставлять желать лучшего.
При соблюдении правильного расстояния вертикальный шов или горизонтальный шов будут иметь равномерную адгезию. Кроме того, новичкам следует знать, что в сварке есть такое понятие, как сварочная ванна.
Инверторная сварка, появившаяся относительно недавно, значительно облегчила выполнение сварочных работ простотой и удобством в использовании. Сварку инверторным аппаратом, имеющим малые габариты, легкий вес и простую систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология инверторной сварки заметно отличается от обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс увеличения тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторного оборудования основана на совершенно другом принципе.
Инверторный блок питания — Домашняя электросеть переменного тока частотой 50 Гц. Переменный ток преобразуется в постоянный выпрямительный контур устройства, затем специальный фильтр окончательно сглаживает его работу. Основным электрическим узлом устройства, с помощью которого осуществляется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но его преимущество в том, что для снижения высокочастотного напряжения в этом случае требуется трансформатор с малыми габаритами и массой.
Например: для инверторной сварки с током 160А требуется трансформатор массой около 0,250 кг, а для аппаратов старого образца используется трансформатор массой около 18 кг. Ток высокой частоты, получаемый в процессе преобразования, снижается до 60-90 В (в бытовой технике), а сила тока имеет минимальное значение 120-200 А, достаточное для сварки.
Преимущества инвертора
Малые габариты и вес делают устройство очень удобным для домашнего использования. Но у оборудования есть и другие преимущества, отличающие его от оборудования старого образца.
- Электроды для инверторной сварки могут быть как на постоянный, так и на переменный ток. Это существенное преимущество, особенно при необходимости соединения чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка имеет возможность регулировать силу тока в достаточно большом диапазоне. Это позволяет выполнять аргонно-дуговую сварку инвертором с использованием неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками менее трудоемкий и сложный процесс, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
недостатки
Несмотря на большое количество преимуществ, использование инверторного оборудования имеет ряд отрицательных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому в случае разового использования лучше взять его в аренду, либо обратиться за помощью к специалистам.
- Устройство имеет высокую чувствительность к пыли, как и все остальные. электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую за сезон необходимо производить до 4 раз.
- Некоторые модели аппаратов нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Инверторная сварка для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определить его назначение. Существуют профессиональные и бытовые модели, имеющие ряд отличий.
Отличия бытовых и профессиональных инверторов
Бытовые приборы должны успевать остывать каждые 15-20 минут сварки. При этом время охлаждения вдвое превышает время работы. Профессиональная модель может функционировать 8-9 часов, а промышленное оборудование настраивается круглосуточно.
При покупке бытового блока необходимо указать показатель напряжения в сети. Стабильные параметры и постоянное значение, соответствующее норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении лучше приобретать модель с показателем 200 А, иначе качество шов будет страдать.
Особенности инверторной сварки
Основное преимущество оборудования в том, что с ним может работать даже неопытный сварщик, ведь инвертор, в отличие от сварочных трансформаторов, проще и удобнее в работе. Но все же сначала следует ознакомиться с тем, как варить инверторную сварку.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании со значительными перепадами, способствует возникновению затруднений при розжиге дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата устраняет эту зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, не способными поддерживать постоянный ток, возможны ситуации, при которых металл не кипит или, наоборот, сгорает. Сварка инвертором не имеет подобного недостатка, имея постоянную величину сварочного тока.
Качество сварного шва при работе с обычным сварочным оборудованием зависит от поддержания сварочной дуги. Подобный параметр может обеспечить далеко не каждый начинающий сварщик. Инверторное оборудование не требует тщательного контроля за этой функцией благодаря постоянству сварочного тока, что обеспечивает высокое качество сварного шва даже при небольших изменениях дуги.
Вертикальный шов намного быстрее и качественнее получается при сварке инвертором, чем трансформаторным аппаратом. Это связано с исключением постоянного прилипания электрода к соединяемым деталям, что облегчает сварку прихватками.
Преимуществом инверторной сварки является более простая и качественная работа.
Полуавтоматическое оборудование
Существует несколько типов инверторной техники. Один из них – инверторный полуавтомат, предназначенный для работы в среде защитного газа.
Сварка выполняется присадочной проволокой, автоматически подаваемой в зону горения дуги. Полуавтоматы также имеют небольшие габариты и вес, применяются в промышленности и быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и узла подачи проволоки.
Сварка ВИГ
Аргонно-дуговая сварка относится к типу инверторных устройств. Схема инвертора стандартная: преобразование напряжения высокой частоты для обеспечения стабильности дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянный или переменный ток, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварной шов от воздействия воздуха. TIG — инверторная сварка применяется для соединения их конструкций из алюминия, нержавеющей стали, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, поддерживающее все вышеперечисленные технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
Для осуществления электросварки используется один из трех видов источников питания:
- сварочный;
- сварка;
Их сравнительную характеристику мы рассмотрели в статье. Знакомство с темой сварочных инверторов рекомендуем начать с прочтения этой статьи.
Из этой статьи вы узнаете, что самым удобным и производительным является инвертор. Для иллюстрации этого вывода приведем описание популярного не только среди начинающих, но и опытных сварщиков.
Преимущества сварочного инвертора
Преимущества сварочного инвертора:
- малый вес Общая масса стандартного сварочного инвертора в комплекте примерно 6…7 кг. Это позволяет брать с собой сварочный аппарат практически везде;
- маленький размер;
- возможность плавной регулировки сварочного тока;
- скорость;
- высокая производительность.
Из статьи «Как провести ремонт сварочного инвертора качественно и недорого» Вы выяснили, что комфортная работа сварочного аппарата обеспечивается его высокой сложностью. Также дается краткое описание сварочного инвертора. Поэтому повторяться не будем и приведем лишь иллюстрацию его компоновки.
Техника безопасности
Эту статью будут читать не только мастера-сварщики, но и начинающие любители этого увлекательного технологического процесса. Поэтому начнем с рассказа (для мастеров это необходимое напоминание) о необходимости соблюдения правил «Техники безопасности» (далее – ТБ).
Правильнее будет сказать «оборудование без опасности», то есть как избежать этих самых «опасностей» при общении со сварочным оборудованием. А опасностей при выполнении сварочных работ очень много:
- можно обжечься брызгами расплавленного металла;
- при сварке в атмосферу выделяются различные ядовитые вещества;
- существует риск поражения электрическим током;
Работы по ТБ перед началом работ
Перед сваркой следует уделить должное внимание:
- подготовка защитного снаряжения. Сварщик должен быть одет в специальную одежду, которая защитит его от капель расплавленного металла и непредвиденного контакта с окружающими предметами;
- оборудование рабочего места. С рабочего места следует убрать все лишнее, не имеющее отношения к выполняемой операции. Само рабочее место должно иметь достаточное для работы освещение;
- проверка работоспособности всего сварочного оборудования. Необходимо проверить исправность сварочного инвертора и автоматов нагрузки щитового электроснабжения, состояние электрической изоляции на всех проводах, состояние подключения к цепи заземления токопроводящих поверхностей (сечение проводов и их целостность, качество электрических контактов и др.).
На нашем сайте большое внимание уделяется одной из важнейших составляющих экипировки сварщика — маскам сварочным защитным:
- обычная с постоянно затемненным стеклом;
Маска сварщика со светофильтром «Хамелеон» «FOXWELD Lord».
- с автоматическим светофильтром «Хамелеон» ;;
Рекомендуем ознакомиться с имеющимся материалом. Нужную сварочную маску на сайте можно очень легко найти с помощью опции «Поиск по сайту» по указанным ссылкам.
ТБ при сварке
Большим преимуществом современных инверторов является их безопасность. Все компоненты и проводка размещены в герметичном пластиковом корпусе. Такое конструктивное решение значительно снижает риск поражения электрическим током. Однако нельзя забывать, что сварочный инвертор, как и любой другой электроприбор, является потенциально небезопасным аппаратом.
В комплект любого инвертора входит «Инструкция по эксплуатации». Его следует внимательно изучить и неукоснительно соблюдать. В данной «Инструкции по эксплуатации» предельно понятным языком, чтобы даже у новичка не возникло вопросов, изложены «Правила ТБ» при выполнении сварочных работ. Кроме того, даны рекомендации по поведению в форс-мажорных ситуациях. В конце пособия обычно дается краткое описание оказания первой помощи при различных травмах и травмах. Какими бы полезными ни были эти описания первой помощи, при выполнении сварочных работ необходимо соблюдать ряд простых, но очень важных правил:
- Категорически запрещается выполнять сварочные работы во время дождя. Сварочный аппарат необходимо всегда (и при работе соблюдать особую осторожность) предохранять от возможного намокания; Электрооборудование
- должно быть в исправном состоянии; Сварочные работы
- можно выполнять только при наличии сварочной маски (щитка) и специального халата с перчатками. Такой наряд защищает роговицу от ожогов, голову от травм и не оставляет открытой кожи. Одежда должна быть сделана из плотного брезента или аналогичного материала. Сварочная маска должна иметь светофильтр, соответствующий типу сварки;
- рабочее место должно быть оборудовано первичными средствами пожаротушения:
- огнетушитель углекислотный;
- брезентовое одеяло и т. д.
Как выбрать сварочные электроды
Для сварки металлов плавящимися электродами. Диаметр электрода и силу сварочного тока выбирают в соответствии с таблицей, имеющейся в «Руководстве по эксплуатации». в зависимости от свариваемых материалов или универсальные (например, ).
Опытные сварщики знают, какие электроды и когда использовать. Начинающим рекомендуется в начале работы использовать электроды, изготовленные в виде цельных стержней и имеющие специальное плавящееся покрытие. С ними можно быстро научиться сваривать металл инвертором и создавать ровные прямые линии сварных швов. В частности, новичкам рекомендуется использовать электроды диаметром Ø 3 мм. Более толстые электроды требуют сварочного оборудования большей мощности и определенного опыта. Сварку листового металла лучше всего производить электродами диаметром Ø 2 мм. Без недостатка опыта не рекомендуется использовать старые электроды, позаимствованные у кого-то из знакомых. Дело в том, что залежавшиеся электроды, скорее всего, отсыреют и толку от них не будет (их нужно уметь пропекать).
Первые шаги или с чего начать
Перед включением сварочного инвертора в электросеть необходимо выяснить его технические возможности (самой электросети), т. е. может ли он обеспечить электроэнергию, необходимую для Устройство. Это позволит предотвратить перегрев электропроводки, короткое замыкание и возгорание.
При планировании работ обязательно обратите внимание на электрические параметры сварочного инвертора, такие как ограничение времени работы на полной мощности. В «Руководстве по эксплуатации» этот параметр обозначается как «Длительность включения» (далее — «ПВ») и указывается в процентах. Что это значит? Рабочее время разделено на интервалы (традиционно каждый интервал составляет 10 минут. Если оно отличается от этого значения, это указывается в «Руководстве по эксплуатации»). Например, в «Методических указаниях» указано, что ПВ для сварочного аппарата составляет 70 %. Это означает, что инвертор сможет работать с полной нагрузкой 70% запланированного периода времени, а остальные 30% нужно будет оставить в покое (технологический перерыв). Другими словами, варим на максимальном сварочном токе 7 минут и остываем 3 минуты. Если сварка не производится на предельном сварочном токе, время сварки может быть увеличено (значения приведены в таблицах или в виде графиков. Возможен режим, вплоть до сварки без технологических перерывов). Нарушение этого требования приведет к перегреву и выходу из строя сварочного инвертора.
Первые шаги в инверторной сварке следует начинать на плоской поверхности. Рекомендуем осваивать процесс сварки в следующей последовательности:
- учимся выбирать сварочный ток. Следует иметь в виду, что:
- недостаточный сварочный ток не позволит поддерживать постоянную и достаточную дугу;
- чрезмерный ток приведет к прогоранию металла;
- научиться наводить электрод на заготовку. Сварочный стержень держите под углом 70…75° к поверхности и на расстоянии 3…5 мм от свариваемого металла. Старайтесь соблюдать это расстояние по всей длине шва, иначе он будет иметь дефекты;
Запоминаем и соблюдаем правило: свариваемые поверхности должны быть очищены от коррозии и других различных загрязнений.
Для обучения сварке подготавливаем отходы и различные отходы металлов, на которых будем изучать правила плавки металла. Переходим к созданию сварочного ролика.
Короткое видео, где любитель-самоучка делится своим опытом с новичками:
Сварочный ролик
Для создания роликов выполните следующие действия:
- вставьте сварочный электрод в держатель инвертора;
- производят зажигание сварочной дуги, ударяя концом стержня о металл (как спичкой). Допускается несколько раз прикоснуться к заготовке постукивающими движениями;
- после появления электрической дуги поддерживать постоянное расстояние между обрабатываемым металлом и электродом: оно не должно превышать 3…5 мм. Не забывайте, что качество шва напрямую зависит от умения поддерживать это расстояние постоянным. Если расстояние изменится, получится некачественный шов;
- стараются держать стержень, как указано выше, под углом 70…75° к поверхности заготовки. Лучшим считается уклон 70°;
- попробуй наклонить электрод вперед-назад — выбирай как хочешь. Со временем вы сможете подобрать склон, который будет для вас самым лучшим и удобным.
На данном этапе необходимо научиться выбирать силу тока, обеспечивающую стабильное горение сварочной дуги. Выделите достаточно времени и выберите соответствующие значения.
Пошаговая инструкция по выполнению сварки
Процесс сварки выполняется в следующей последовательности:
После успешного зажигания электрод должен медленно вести вдоль стыка свариваемых металлов. Главное, чтобы все было сделано аккуратно. При сварке отдельных изделий вполне возможно потребуется совершать возвратно-поступательные движения. Впоследствии, получив необходимый опыт, вы сможете совершать движения электродом по траекториям, указанным на рисунке.
Проварите небольшой участок, выключите инвертор и оцените проделанную работу. Удалите сварочный шлак металлической щеткой или молотком. Если вас все устраивает, то завершите эту работу.
В результате создан ваш первый сварной шов. Вряд ли первый из них будет идеальным. Чтобы получить качественные швы, нужен большой опыт. Со временем вы освоите эту интересную работу и сможете выполнять идеальные сварные швы между разными металлами и в любых пространственных положениях.
Чтобы узнать больше:
Какую помощь при сварке обеспечивают автоматические системы?
Успешной и плодотворной работе с современными инверторами способствуют встроенные автоматические системы, создающие дополнительные опции. К ним относятся:
Эксплуатация инвертора с такими опциями значительно упростит работу как профессионального сварщика, так и сгладит типичные ошибки новичка. Это позволяет создавать близкие к идеальным сварочные швы.
В заключение предлагаем вашему вниманию обучающее видео. Желаем вам успеха!
Много материалов по обучению сварщиков в разделе: ««.
БЛОГ: Основы сварки на аппаратах для сварки ВИГ
Перейти к содержимомуПредыдущий Следующий
- Посмотреть увеличенное изображение
БЛОГ: Основы сварки на аппаратах для сварки ВИГ
В этой статье мы познакомим вас с основами сварки TIG для получения качественных и однородных сварных швов.
Поскольку мы хотим сначала описать основы, мы сначала пропустим некоторые важные главы о сварке ВИГ и сварке в целом, такие как:
– Настройка сварочного аппарата
– Подробная информация о подготовке к работе
– Оборудование для обеспечения безопасности и защиты при сварке
– Выбор дополнительного материала в зависимости от сварочного материала
– Выбор подходящего защитного газа и необходимого количества газа
– Выбор вольфрамовых электродов, диаметра, типа и методов заточки
– Подробная информация о подготовке горелки TIG
– Сварка переменным током
Со временем мы будем добавлять новые статьи по вышеуказанным темам. Мы приглашаем вас время от времени посещать наш блог и проверять новый контент.
Новичкам в сварке TIG рекомендуется использовать сталь толщиной 2-3 мм. При такой толщине проще всего контролировать расплав и отрабатывать технику сварки.
В нашем случае мы использовали сталь толщиной 2 мм, сварочный аппарат настроен на 60 А, а диаметр электрода и присадочного материала составляет 1,6 мм.
Обязательные действия перед началом сварки:
– Очистить деталь от грязи, краски, ржавчины и других окислов, а также от гальванических покрытий и обезжирить их.
– Убедитесь, что заготовка не двигается во время сварки
– Выберите соответствующий присадочный материал. Перед сваркой присадочный материал рекомендуется протереть тряпкой и обезжирить.
– Перед работой необходимо обеспечить адекватную защиту. Использование сварочной маски и перчаток обязательно, но мы также рекомендуем использовать подходящую одежду или кожаный фартук.
При сварке TIG необходимо соблюдать расстояние между вольфрамовым электродом и заготовкой около 2 мм. Это возможно только при хорошем положении. Как правило, для достижения наилучших результатов садитесь, положив руки на сварочный стол. Поскольку мы знаем, что это не всегда выполнимо, постарайтесь приблизиться к этому. В основном требуется облегченная верхняя часть тела и предплечья, опирающиеся на устойчивую опору.
Кабель горелки ВИГ должен быть свободно закреплен, лучше всего повесить его на плечо или частично обернуть вокруг предплечья руки, держащей горелку ВИГ. Расслабьтесь во время сварки. Если вы свариваете после тяжелой физической нагрузки, при учащенном сердцебиении, одышке, перегреве или на морозе, ваши сварные швы будут схожи с вашим самочувствием.
В следующем видеоролике мы покажем вам, под какими углами удерживается и перемещается горелка TIG, а также добавляется сварочный материал. Горелка плавно перемещается по прямой линии, и когда добавляется сварочный материал, движение горелки ненадолго останавливается, а затем продолжается.
Держите горелку TIG под углом примерно 20 градусов от вертикального положения. Вольфрамовый электрод должен быть направлен в сторону сварного шва. Таким образом, расплав образуется перед горелкой, и добавление сварочного материала упрощается.
Конец вольфрамового электрода всегда должен находиться на расстоянии 1-1,5 диаметра электрода от сварного шва. В нашем случае мы используем вольфрамовый электрод диаметром 1,6 мм, а смещение кончика составляет около 2 мм. Перед сваркой рекомендуется выполнить пробный сдвиг, перемещая горелку и следя за тем, чтобы угол освещения и расстояние до сварного шва сохранялись естественными и ничто не мешало движению.
Мы рекомендуем сначала зажечь дугу на стали, так как это быстро даст вам представление о том, как формируется расплав и как ведет себя сварочная дуга.
Затем попробуйте сварить стальной лист без использования дополнительного материала. Это даст вам представление о том, как двигаются дуга и расплав, а также позволит вам попрактиковаться в том, чтобы держать кончик электрода на расстоянии от сварного шва.
Когда вы почувствуете это, попробуйте добавить сварочный материал, как описано выше и показано в видео ниже (то же видео, что и раньше):
Длина электрода прибл. 2 мм от сварного шва. Кратковременное поступление защитного газа прекращают, а затем зажигают сварочную дугу высокочастотным зажиганием. Держите горелку в одном и том же месте несколько секунд, чтобы образовался расплав.
Размер или диаметр начального расплава определяет ширину сварного шва. Следовательно, большой диаметр расплава обеспечивает широкий сварной шов и высокое проплавление, а малый диаметр расплава делает обратное, т.е. H. Более плотный сварной шов и меньшая глубина провара.
Добавьте дополнительный материал к передней части расплава перед горелкой. Материал добавляется медленно, чтобы он не прилипал, а мгновенно расплавился. Таким образом мы поддерживаем температуру расплава и не переохлаждаем сварной шов. Пломбировочный материал должен быть постоянно защищен газом. Это гарантирует, что присадочный материал постоянно нагревается до нужной температуры во время сварки, что облегчает плавление и в то же время предотвращает окисление.
По окончании сварки выключите горелку – отпустите кнопку на горелке. Некоторое время держите горелку над концом сварного шва, пока последний поток газа не прекратится. Это гарантирует, что сварной шов остынет до того, как он подвергнется воздействию воздуха, что предотвратит окисление сварного шва.
Вряд ли все пойдет по плану с первой попытки. При этом необходимо обращать внимание на многие факторы, которые, скорее всего, будет трудно контролировать в начале. Мы рекомендуем учиться шаг за шагом. Подготовьте несколько одинаковых кусков материала и не торопитесь. Мы также рекомендуем вам сосредоточиться на этом и подумать о том, что нужно улучшить или изменить после каждого сварного шва. Основная цель состоит в том, чтобы получить красивый сварной шов с правильным разливом и проплавлением, а также нужного цвета.
Длина дуги определяет количество тепла, добавляемого к сварному шву. TIG — это процесс постоянного тока, при котором установленный сварочный ток постоянно подается на сварной шов независимо от длины дуги. Изменяя длину дуги, мы изменяем напряжение, которое увеличивает или уменьшает тепло, подводимое к сварному шву.
Новички обычно держат электрод дольше, чем сварной шов, и случайно нагревают сварной шов слишком сильно. Во избежание этого расстояние между электродом и сварным швом должно составлять от 1 до 1,5 диаметра электрода. Для электрода диаметром 1,6 мм это значение составляет от 1,6 до 2,4 мм.
Чрезмерная длина дуги затрудняет управление дугой, а также сильно нагревается электрод. Часто бывает так, что сварщик дергает рукой и задевает расплав электродом. Если электрод слишком горячий, к нему прилипнет расплавленный материал. Сварку необходимо остановить, а электрод снова очистить и заточить. Однако, если длина дуги правильная, она не будет прилипать к электроду даже при прикосновении.
Сварной шов на изображении имеет ширину около 4 мм, прямой, а верхняя часть сварного шва имеет высоту около 0,5 мм. Сварку проводили со скоростью около 1 мм/с. Кажется, что скорость сварки очень низкая и таким образом нам нужно бесконечное количество времени всего на один маленький шов, но результат этой работы хорош и больше всего обнадеживает. Если у вас получится такой сварной шов и вы сможете повторить его несколько раз одновременно, то понятно, что вы освоили сварку TIG.
Для новичка добавление сварочной проволоки обычно представляет большую проблему. Обратите внимание, что при сохранении смещения электрода, сохранении скорости и постоянном просмотре нескольких параметров необходимо одновременно добавлять сварочную проволоку. Правильная процедура также требуется для добавления провода. Мы рекомендуем добавить провод, как описано выше. Важно быть осторожным при добавлении проволоки, так как слишком много добавленного материала может остыть, и в то же время образуется сварной шов.
Не рекомендуется добавлять какой-либо дополнительный материал в первые несколько секунд сварки. После того, как расплав образовался, и мы двигаем горелку, добавляйте проволоку по каплям по мере необходимости. Здесь требуется много практики. Рекомендуем посмотреть одно из многочисленных видео на эту тему на YouTube.
Сварочные аппараты IPOTOOLS Мы также хотели бы воспользоваться этой возможностью, чтобы познакомить вас с нашим широким ассортиментом качественных сварочных аппаратов для процесса TIG. Вы можете увидеть основные отличия в следующей таблице:
IPOTOOLS TIG-160PD — https://ipotools.eu/product/ipotools-160pd-inverter-tig-welder-dc/
IPOTOOLS ACDCTIG-200P — https ://ipotools.eu/product/ipotools-acdctig-200p-tig-welder-ac-dc/
IPOTOOLS TIG-200R – https://ipotools.eu/product/ipotools-tig-200r-tig-welder- ст/
IPOTOOLS SUPERTIG-200DI – https://ipotools.eu/product/ipotools-supertig-200di-tig-welder-ac-dc/
IPOTOOLS TC200ACDC – https://ipotools.eu/product/ipotools-tc200acdc- сварочный аппарат-плазменный резак/
IPOTOOLS TIG-210P – https://ipotools.eu/product/ipotools-tig-210p-tig-welder-ac-dc-digital/
СРАВНИТЕЛЬНАЯ ТАБЛИЦА — Аппараты для сварки TIG| Модель | ТИГ 160PD | ТИГ 200R | СУПЕРТИГ 200DI | ТИГ 210P | АКДКТИГ 200П | TC200ACDC |
|---|---|---|---|---|---|---|
| Процесс сварки | ТИГ постоянного тока / ММА | ТИГ постоянного тока / ММА | AC/DC TIG/ММА | AC/DC TIG/ММА | AC/DC TIG/ММА | AC/DC TIG/ММА/ПЛАЗМА |
| Напряжение | 230 В | 230 В | 230 В | 230 В | 230 В | 230 В |
| Сварочный ток TIG постоянным током | 5-160 А | 20-200 А | 5-200 А | 5-210 А | 5-200 А | 5-200 А |
| Сварочный ток TIG AC/DC | / | / | 20-200 А | 20-210 А | 20-200 А | 20-200 А |
| Сварочный ток MMA | 5-130 А | 20-200 А | 20–160 А | 5-160 А | 20–160 А | 20–160 А |
| Рабочий цикл ВИГ | 160 А — 35% 130 А — 60% 100 А — 100% | 200 А — 60% 132 А — 100% | 200 А — 35% 160 А — 60% 130 А — 100% | 210 А — 60% 160 А — 100% | 200 А — 35% 160 А — 60% 130 А — 100% | 200 А — 35% 160 А — 60% 130 А — 100% |
| Рабочий цикл ED MMA | 130 А — 35% 100 А — 60% 80 А — 100% | 200 А — 60% 125 А — 100% | 160 А — 35% 130 А — 60% 100 А — 100% | 160 А — 35% 130 А — 60% 100 А — 100% | 160 А — 35% 130 А — 60% 100 А — 100% | 160 А — 35% 130 А — 60% 100 А — 100% |
| Тип/длина горелки | WP26 — 4 м | WP17 — 4 м | WP26 — 4 м | WP26 — 4м | WP26 — 4 м | WP26 — 4 м / AG60 — 4 м (ПЛАЗМА) |
| ВЧ зажигание | Да | Да | Да | Да | Да | Да |
| Память заданий | Да | / | Да | Да | / | / |
| Ножная педаль | Дополнительно | / | Дополнительно | Дополнительно | / | / |
| Импульсная функция | Полностью регулируемый | / | Полностью регулируемый | Полностью регулируемый | Регулируемый | Регулируемый |
| Частота импульсов (Гц) | 0,5-500 | / | 0,5-250 | 0,5-250 | 1 или 50 | 1 или 50 |
| Импульсный ток | 5-95% | / | 10-95% | 5-210 А | Базовая установка | Базовая установка |
| Интервал импульсов (%) | 5-95% | / | 10-90% | 5-95% | Базовая установка | Базовая установка |
| Частота переменного тока (Гц) | / | / | 20-100 | 50-150 | 20-250 | 20-250 |
| Цифровой дисплей | Да | Да | Да | Да | Да | Да |
| Горячий пуск | Да | Да | Да | Да | Да | Да |
| Антипригарное покрытие | Да | Да | Да | Да | Да | Да |
| Сила дуги | Да | Да | Да | Да | Да | Да |
| 32-разрядный микропроцессор | Да | Да | Да | Да | Да | Да |
| Технология IGBT | Да | Да | Да | Да | Да | Да |
| Масса | 8,4 кг | 5,7 кг | 15,5 кг | 25 кг | 19 кг | 25,8 кг |
Заключение
Мы надеемся, что в этих нескольких предложениях мы дали вам хотя бы краткое представление о сварке TIG. Мы понимаем, что предоставили только основную информацию, чтобы ответить на ваши наиболее часто задаваемые вопросы. Сварка TIG — очень обширная область.
Процесс сварки TIG можно условно разделить на несколько сегментов:
– Сквозные сварочные материалы (сталь, алюминий и алюминиевые сплавы, титан, медь…)
– По типу шва (поверхностный, угловой, внутренний, кромочный…)
– После применения защитных газов (аргон, смеси аргона с водородом, гелием…)
Процесс TIG также можно использовать для пайки методом TIG. Пайка — это процесс, при котором плавится только лишний материал, а сварной шов не плавится. Следовательно, присадочный материал имеет более низкую температуру плавления, чем сварной шов. Но это следующая глава, которую мы представим вам в одном из блогов в будущем…
Об авторе: admin
Перейти к началу
МЕДИАЦЕНТР | Soudronic
Скачать листовкаКомпания Брошюра — эталон в производственных системах с металлической упаковкой
Скачать листовка
Скачать лист.0002 Скачать листовка
Скачать листовкаИндустрия 4.0 готовность / OPC-UA
Скачать листовка
Скачать листЗагрузить брошюру
Загрузить брошюруАдаптивная система округления ARS
Загрузить брошюру
Скачать листовкасварщик кузова барабана DMB
Скачать лист Leaflet
Скачать лист
Загрузить брошюруTEST-O-MAT
Загрузить брошюру
Загрузить брошюруПресса листовой формы Unipress/Unipress-Rpt
Скачать листовка
Скачать листовкаСистемы сплоченной тепло.
Загрузить брошюру
Загрузить брошюруСистемы мониторинга и обнаружения SWM-3 / OCR-R
Загрузить брошюру
Скачать лист LeafletPowder Monitor SPM-2
Скачать листовка
Скачать листовкаПреобразование дискон
Скачать лист
Загрузка лист.
Загрузить брошюруUNITOOL Technology for FBB
Загрузить брошюру
Загрузить брошюруКомбо -преобразование в нижней части ARM
Скачать листовка
Скачать листовкаКалибровка Union Crown
Скачать лист
VAA-20 Новая система подачи со собачками и частотно-регулируемые приводы
Скачать брошюру
Скачать брошюруОбзор многофункциональной системы Can-O-MAT
Скачать листовка
Скачать листовкаCan-O-O-Mat I Multifunt Systems
Download Listlet
Скачать лист Многофункциональные системы O-MAT IIЗагрузить брошюру
Загрузить брошюруМногофункциональная система CAN-O-MAT 2PC
Загрузить брошюру
Скачать листовкаCan-O-Mat Aerosol Multifunt Systems
Скачать листовка
Скачать листовкаMulti-Die Systems End-O-Mat 50
Leafllet
Скачать листовкаМногокристальные системы END-O-MAT 100
Загрузить брошюру
0002
Загрузить брошюру
Скачать листовкаCap-Mat Cap Systems
Скачать листовка
Скачать лист ЕдиницыЗагрузить брошюру
Загрузить брошюруБлоки продольной резки и передачи заготовок
Загрузить брошюру
Загрузить брошюруCurler-Liner для закругленных нижних кончиков — от 105 мм до 198 мм
Загрузить брошюру
Загрузить брошюруCurler-Liner для закругленных нижних концов — от 105 мм до 198 мм Загрузить брошюру
Загрузить брошюруSabatier Remote Services and Monitoring Web Abblication
Загрузить брошюру
Загрузить брошюру SquareCarousel 1 Leak Tester: 9 Leak Tester
Скачать лист Leaflet
Скачать листовкаTampon Lacving System
Скачать листовка
Скачать лист
Загрузить брошюруОнлайн-каталог запасных частей
Загрузить брошюру
Скачать листовкаЛинейная утечка Tester BP1
Скачать листовка
Скачать лист Верхние ведраЗагрузить брошюру
Загрузить брошюруКарусельный тестер: 10–30 л бочки с плотным днищем или ведра с открытым верхом
Скачать листовка
Скачать листовкаBodyStacker Одиночная полоса: средняя скоростная линия
Скачать лист.
пластиковые ведраЗагрузить брошюру
Загрузить брошюруBailypack от 5 до 10 для металлических ведер
Скачать листовка
Скачать листовкаAir Cleaner для 18L Square Can
Скачать листовка
Скачать лист /20Загрузить брошюру
Загрузить брошюруПояс для ведер, одобренных ООН
Загрузить брошюру
Скачать листовкаРуководство
Скачать листовка
Скачать листовкаBodypack 200 Teak Tester
Скачать Leavlet
Скачать лист.
Скачать брошюруЛиния SQUAREPACK для пирамидальных банок Допуск ООН
Скачать брошюру
Скачать листовкаSquarepack 20
Скачать листовка
Скачать листовкаBodyshaper
Download Livlet
Downly ListerCurler-Liner Curlipcack 10011
Curler-Liner Curlipckckckcack 1 для Curler-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner-Liner.
Загрузить брошюру
Загрузить брошюруВстроенное тактильное маркировочное устройство
Загрузить брошюру
Загрузить брошюруАВТОМАТИЧЕСКАЯ ДОПУСКАНСКАЯ Вставка
Скачать листовка
Скачать листовкадля хламец с верхним открытием
Скачать лист.
Скачать брошюруВертикальное расширение и обшивку панелями
Скачать брошюру
Скачать брошюрувстроенный растяжение прежнее
Скачать лист Leaflet
Скачать видеоSoudronic Group Image Movie
Скачать видео
Скачать видеоCAN Production Line
Download Video
- 111111119 9001 9002
Can Product видео
Линия по производству банок для сухого молока
Скачать видео
Скачать видеоЛинии для производства трехкомпонентных банок
Скачать видео
Скачать видеоСистема теплового уплотнения Uniseal HSS-SL Одиночная полоса-тизер
Скачать видео
Скачать видеоСистема тепла wealseal hss-sly lane
22203.
Скачать видеоТестер TEST-O-MAT
Скачать видео
Скачать видеоSGS/SOUCAN 103-LT
0002 Download video
Download videoCanbody Welder SOUCAN 860 AF
Download video
Download videoCanbody Welder SOUCAN 2075 AF — New Design
Download video
Download videoСварочный аппарат Canbody SOUCAN 1075 AF — Новый дизайн
Скачать видео
Скачать видеоCFM Обнаружение ошибок резки
Download video
Download videoCanbody Welder SOUCAN 870 FB
Download video
Download videoCanbody Welder SOUCAN 760
Download video
Download videoCanbody Welder SOUCAN 1080 FB
Скачать видео
Скачать видеоCanbody Welder SOUCAN 650
Скачать видео
Скачать видеоCanbody Welder Soucan 630
Скачать видео
Скачать видеоCanBody Welder Soucan 110
Скачать видео
Скачать видеоCANDAPEDANCANCANCAN
70002 70002 CANDY COWATY COADCANCANC
.
видео
Скачать видеоCanbody Welder SOUCAN 106-LT
Скачать видео
Скачать видеосварщика барабана DMB 11
Скачать видео
Скачать видеоСистема жары Uniseal HSS, 2 полосы движения, круглые концы с D-Shape, Flat Tab
Скачать видео
Скачать видео.
Система термосваривания UNISEAL HSS, 2 полосы, D-образная форма, отверстие для пальца
Скачать видео
Скачать видеоUNIPRESS/UNIPRESS-RPT для прямоугольных банок 1/4 Club
Скачать видео0003
Download videoUNIPRESS/UNIPRESS-RPT for Round Cans
Download video
Download videoUNIPRESS/UNIPRESS-RPT for 1/4 Club Oval Cans
Download video
Скачать видеоUNIPRESS/UNIPRESS-RPT для консервов для тунца глубокой вытяжки
Скачать видео
Скачать видеоАдаптивная система округления ARS
Download video
Download videoCurler UNICURL 200-D
Download video
Download videoTongue Welder STW 170 for the production of irregular meat cans
Download video
Скачать видеоЛиния производства черных ведер
Скачать видео
Скачать видеоEND-O-MAT 100
Скачать видео
Скачать видеоCan-O-Mat System
Скачать видео
Скачать видеоCan-O-Mat I-Twin Roll Beading
Скачать видео
видео видео.
ЗагрузкаCAN-O-MAT 2PC для пищевых банок DWI и DRD
Скачать видео
Скачать видеоCAN-O-MAT — Parting
Скачать видео
Скачать видео
Скачать видеоCan-O-O-Mat-свинг флангирование
Скачать видео
Скачать видеоCAN-MAT. — Завальцовка
Скачать видео
Скачать видеоCAN-O-MAT — Завальцовка
Скачать видео
3 Загрузить видео
2 CAN-O-MAT Rail-O-MAT
30003
Скачать видео
Скачать видеоCan-O-Mat-Die-Necking
Скачать видео
Скачать видеоCan-O-O-O-Mat-Die Flanging
Скачать видео
. Загрузить видео0003
Скачать видеоCan-O-Mat II Многофункциональные системы
Скачать видео
Скачать видеоCan-O-Mat Aerosol Multi-Function Systems
Скачать видео
Скачать видеоEND-O-MAT Комплексная линия для изготовления концов
Скачать видео
Скачать видеоEND-O-MAT Multi-die System
Скачать видео
Скачать видеоEnd-O-Mat Stamping Press
Скачать видео
Скачать видеоEND-O-MAT 50T
Скачать видео
Скачать видеоEND-OND-O END-O END-O END-O -MAT 150T
Скачать видео
Скачать видеоEND-O-MAT — Тип оснастки
Скачать видео
2 Скачать видео
0003
Download video
Download videoEND-O-MAT Curler
Download video
Download videoEND-O-MAT Liner
Download video
Download videoЛиния для производства корпусов
Скачать видео
Скачать видеоЛиния по производству алюминиевых корпусов
Скачать видео
Download videoCap-Making Line
Download video
Download videoP4 Endmaking line
Download video
Download videoDuplex Slitter TSN211 Unicontrol
Download video
Скачать видеоГильотинный резак SGS 120
Скачать видео
Скачать видеоБигуди Blueliner 1L
Скачать видео
Скачать видеоBodyPack 1
Скачать видео
Скачать видеоBodypack для пива Kegs
Скачать видео
9000.
Doadlak 70003Скачать видео
Скачать видеоBodyshaper с предварительным расширением
Скачать видео
Скачать видеоCurler-Liner для круглых концов
Скачать видео
Скачать видеоDouble Lane Stacker
Скачать видео
Скачать видеоTester для 200-х Rums
Download VideoFor 200 L Drums
2
2
2
2
2
.
Скачать документКраткий обзор сварочных аппаратов Canbody
Скачать документ
Скачать документ2021, издание 49 — Легкий регулируемый Destacker для быстрого изменения более
Загрузить документ
Загрузить документ2021, издание 47 — Advanced Suction Cup
Документ
Загрузить документ20202 45 — Конусный тестер CT-3
Скачать документ
Скачать документ2020, издание 44 — UNITOOL с простой настройкой
Скачать документ
Download document2019, Edition 43 — OSS Lacquer Temperature Control
Download document
Download document2019, Edition 42 — Tool box for refinishing and aligning roller heads
Download document
Скачать документ2019, Издание 41 — Узел правки сварочных роликов ВС-30
Скачать документ
Скачать документ2018, Edition 40 — Stand-alone DSA wire chopper
Download document
Download document2018, Edition 39 — SOUCOAT FDC-1000 COMPACT
Download document
Download document2018 , Издание 38 — CFM Calibration Force Monitor
Загрузить документ
Загрузить документ2018 г.
, Издание 37 — Сварочный аппарат Soudronic – Простая настройкаЗагрузить документ
Загрузить документ2018, издание 36 — Uniprofiler
Загрузить документ
Download Document2017, издание 35 — Unicontrol 3 с новым, интегрированным банком и I -o -o -o Diages
Document Document 3.
Скачать документ2017, Издание 34 — Контроль температуры шва повышает качество продукции
Скачать документ
Скачать документ2017, Edition 33 — Rounding Measuring Device (SRM)
Download document
Download document2017, Edition 32 — Motorized flexer regulation system MFR
Download document
Download document2017 , Издание 31 — Инструмент II, новая версия стандартного инструмента
Скачать документ
Скачать документ2017, Издание 29 — Газовая горелка SOUCURE G с трубкой из нержавеющей стали
Загрузить документ
Загрузить документ2017, издание 28 — Tandem Owner Spray System для высококачественных требований к производству
Doplaint Document
Загрузить документ2016, издание 27 — Проверка и испытано лучше: Индуктор SOUCURE I с новой компаундом
Скачать документ
Скачать документ2016 г.
, издание 26 — Комбинированный сварочный рукав для SOUCAN 800-2000Загрузить документ
Загрузить документ2016, издание 25 — Активное охлаждение для Soucan 800-2000 Wire Drive Roller
Загрузить документ
Загрузить документ2016, Edition 24 -Swield Shielding Gas Мониторинг
.Скачать документ
Скачать документ2016, Издание 23 — PRC-T / PRC-TS
Скачать документ
Скачать документ2015, Edition 22 — Outside Seam Lacquering Unit Anl -Lst
Загрузить документ
Загрузка документа2015, издание 21 — SCU She Seam -Cooling Unit
. 2015, Издание 20 — Блок профилирования проволоки — увеличенный срок службы
Загрузить документ
Загрузить документ2015, Издание 19 — Теперь без фталатов
Загрузить документ
Загрузить документ2015, издание 18 — Цепочка без технического обслуживания
Загрузить документ
Загрузить документ2014, издание 17 — LARC: Комплексный и удобный пользователь
Document Docum
Скачать документ2014, Издание 16 — Мешалка предотвращает расслоение лака в баке
Скачать документ
Загрузить документ2014, издание 15 — CUT -результат
Загрузить документ
Загрузить документ2014, издание 13 — Rollformer: поворотный подшипник с гибкой Flexure (FKG)
Docding Document
- 9002 2
Docump Скачать документ
2014, Издание 12 — Проводная система UNIWIRE
Скачать документ
Скачать документ2014, Издание 11 — Адаптивная система округления ARS, преобразование
Загрузить документ
Загрузить документ2014, издание 10 — Поростко -распылительный головка
Загрузить документ
Загрузить документ2014, издание 09 — Поточный поток CPFP -PSA
Document
.
Скачать документ2014, издание 08 — Система наружного опрыскивания OSS
Скачать документ
Скачать документ2013, издание 07 — Устройство безопасности проводов для DSA
Загрузить документ
Загрузить документ2013, издание 06 — Soucan Shoom Shropethic , Издание 05 — Цифровой измерительный прибор ZM520
Скачать документ
Скачать документ2013, Издание 04 — Шина короткого замыкания FBB ECO
Download document
Download document2012, Edition 03 — UNI-Q
Download document
Download document2012, Edition 02 — HBT hot burst tester
Download document
Загрузить документ2012 г., издание 01 — SOUCURE I
Загрузить документ
003
Can-O-MAT-Спин-шлифовка
Скачать видео
Что такое MMA (ручная дуговая сварка)? — Как это работает?
Последнее обновление
Один из наиболее широко используемых и универсальных методов дуговой сварки, ручная дуговая сварка металлическим электродом (ММА), включает создание дуги между анодом с металлическим покрытием и заготовкой.
Итак, что такое сварка ММА? Это также называется дуговой сваркой с защитным металлом (SMAW). Это процедура, при которой электрическая дуга горит между анодом с покрытием и заготовкой.
В этой статье мы обсудим все, что вам нужно знать о ручной дуговой сварке металлическим электродом. Мы также кратко рассмотрим другие вопросы, связанные со сваркой ММА. Давайте прыгать прямо в!
Как работает сварка ММА?
Ответ на вопрос о сварке ММА может оказаться решающим. При сварке ММА вы должны поместить анод в электрододержатель, и он ненадолго коснется точки соединения. Произойдет короткое замыкание, и дуга загорится, как только анод будет поднят.
Анод с покрытием превращается в жидкость, после чего на свариваемой поверхности образуется шлак. Тепло от дуги оттаивает анод и основной металл, которые при охлаждении объединяются в сплошную твердую массу.
В качестве расходного материала выступает металлический анод или сердечник кабеля. Это идеальный метод крепления для многих углеродистых сталей среднего и высокого сопротивления.
Электрический ток, вырабатываемый сварочным источником питания, используется для создания дуги между анодом и свариваемым металлом. Дуга превращает сердцевину анода в жидкость, образуя капли расплавленного металла. Процедура создает сварной шов.
Изображение предоставлено Данилом Евским, Shutterstock
Флюсовое покрытие на электроде также оттаивает и образует защитный газ. Он создает слой шлака, который защищает сварной шов от атмосферного воздействия. Избавляйтесь от шлакового слоя после каждого сварного шва.
Существует семь различных факторов и параметров, определяющих успех сварки ММА. Они включают следующее:
- Правильный электрод
- Подходящая скорость движения
- Правильный размер анода для задачи
- Подходящий угол электрода для работы
- Идеальный сварочный ток
- Подходящая длина дуги
Как только возникает дуга между анодом и заготовкой, материал склеивается, образуя сварочную ванну.
Кроме того, анод имеет внешнее покрытие, известное как электродный флюс. Он оттаивает и создает препятствие над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны.
Остывает и образует твердый шлак поверх сварного шва. После того, как вы закончите или перед тем, как ввести еще один наплавленный валик, вы должны удалить шлак с наплавленного валика. Из-за длины анода процесс может формировать только более короткие сварные швы, прежде чем вы вставите новый электрод в держатель.
Важность переменного/постоянного тока
Качество наплавленного металла зависит от опыта сварщика. Источник питания дает постоянный ток (CC). Это может быть переменный ток (переменный ток) или постоянный ток (постоянный ток).
Во время небольших работ по техническому обслуживанию или в самодельных работах вы будете использовать крошечные, относительно недорогие комплекты переменного тока. Выход постоянного тока является наиболее часто используемым набором сегодня, хотя вы можете использовать несколько больших наборов переменного тока в тяжелой промышленности.
Важно отметить, что не все аноды постоянного тока могут работать с выходной мощностью переменного тока. Тем не менее, аноды переменного тока могут работать как на переменном, так и на постоянном токе. DC является наиболее часто используемым режимом. Источник питания переменного тока может показаться заменой трансформаторов или железным сердечником.
Изображение предоставлено: Данил Евский, Shutterstock
Каков принцип работы сварки ММА?
Сварка MMA, обычно известная как ручная дуговая сварка металлическим электродом, является надежной и беспристрастной технологией. Не требует высокого уровня опыта. В этой процедуре наполнитель, основной металл и покрытый флюс нагреваются электрической дугой.
Когда они плавятся, образуется мощный сварной шов. Здесь вы обнаружите, что он состоит из затвердевания благородных газов.
Использование электрической дуги повышает температуру покрытого и затвердевшего газового материала и образует защитный благородный газ над рабочим местом. Этот материал с покрытием означает, что не требуется дополнительный газовый баллон, чтобы предотвратить реакцию на заготовку из атмосферного воздуха.
Как сварщик, убедитесь, что у вас есть высококачественный сварной шов, приняв некоторые из следующих мер:
Точность необходимого сварочного тока
В зависимости от типа объектов сварки вам нужен правильный ток для создания стабильная электрическая дуга, которая может хорошо оттаивать основной материал. Если у вас нет дуги, качество сварного шва будет снижено.
Выбор соответствующего стержня
Вы должны выбрать стержень, физические и химические свойства которого аналогичны основному металлу. Доступность электроэнергии также влияет на выбор сварочной проволоки. Некоторым палкам требуется больше тепла, чтобы расплавить дугу.
Размер сварочной проволоки также имеет решающее значение при выборе сварочной проволоки. Длина палки должна соответствовать рабочему месту для экономии времени при смене удилищ.
Сварочный уголок
Положение угла сварки также учитывается, если вы хотите получить правильный шов. Если вы сварщик, у вас должен быть достаточный опыт, чтобы удерживать режущую кромку сварочной горелки. Поместите сварочный пистолет в нужное место, где требуется сварка.
Изображение предоставлено: Tortoon, Shutterstock
Где используется сварка ММА?
Сварку MMA можно использовать для соединения большинства чугунов, сталей, нержавеющей стали и многих нежелезистых материалов. Другими металлами, которые можно соединять с помощью сварки MMA, являются сплавы никеля, алюминия и меди. Для многих высокопрочных и мягких углеродистых сталей предпочтительным методом является сварка ММА.
Сварка MMA используется каждый день торговцами, домашними мастерами, работниками службы безопасности, производителями металлов и трубоукладчиками. Он включает в себя формирование электрической дуги высокой интенсивности между присоединяемыми металлами и защищенным анодом с металлическим сердечником.
Кроме того, в отличие от сварки MIG или TIG, сварка MMA не зависит от погодных условий. Это делает его наиболее эффективной процедурой сварки на открытом воздухе.
Что такое инверторная сварка MMA?
Современные инверторные сварщики могут помочь в решении различных вопросов, связанных со сваркой ММА. Они обладают отличными свойствами и эффективностью, потому что вы можете выполнять каждую операцию в электронном виде.
Тем не менее, предпочитаемый вами сварочный инверторный источник питания должен иметь достаточную мощность для оттаивания сварочного материала и анода с достаточной мощностью для поддержания напряжения дуги.
Процедура сварки MMA обычно требует высокой выходной мощности от 50 до 350 ампер. Перед использованием инверторной сварки всегда рекомендуется прочитать инструкции производителя, хотя аноды, используемые для устройства, предназначены для работы на нескольких уровнях напряжения и выходной мощности.
Инверторные сварочные аппараты ММА экономичны. У них есть и другие преимущества, такие как:
- Они могут предложить большую производительность для небольших устройств.
- Инверторные сварочные аппараты более компактны и легки.
- Они могут предложить энергосберегающий блок питания.
Преимущества сварки MMA
- Сварочное оборудование является портативным, а его стоимость несколько ниже.
- Метод сварки MMA имеет бесчисленное множество применений благодаря наличию большого количества анодов.
- Вы можете использовать его для сварки самых разных металлов и их сплавов.
- Сварку ММА можно выполнять в любом положении с высочайшим качеством сварного шва.
- Вы также можете использовать процедуру сварки MMA для твердосплавного покрытия и наплавки металла, чтобы вернуть детали или улучшить другие свойства, такие как износостойкость.
- Соединения (например, между патрубками и кожухом в напорном резервуаре) не могут быть сварены с помощью автоматических сварочных аппаратов из-за их положения. Однако вы можете легко добиться этого, если используете ручную дуговую сварку металлическим электродом.
Недостатки сварки MMA
- Ограниченная длина каждого анода и хрупкое покрытие флюса затрудняют автоматизацию процедуры.
- При сварке длинных соединений, например, сосудов под давлением, сварку следует продолжать со следующим анодом после того, как один электрод закончился. Если вы не позаботитесь об этом, неисправность, такая как шлаковое включение или недостаточное проплавление, может произойти в точке, где снова начнется сварка с использованием нового электрода.
- В процедуре используются стержневые аноды, поэтому она намного медленнее, чем сварка MIG.
Изображение предоставлено: Krysja, Shutterstock
Преимущества и недостатки сварочных аппаратов на постоянном и переменном токе
Преимущества сварочных аппаратов на переменном токе
- Они более доступны по цене, чем комплекты для сварки на постоянном токе. Начальная цена выше, чем у набора DC с аналогичным рейтингом.
- Практически не требует обслуживания. Это связано с тем, что сварочный аппарат переменного тока не имеет движущихся частей.
- В нем нет такого понятия, как «дуга», как в сварочном аппарате постоянного тока.
Недостатки сварочных аппаратов переменного тока
- Аноды, не содержащие железа, плохо осаждаются.
- Риск поражения электрическим током более выражен при использовании переменного тока, чем при использовании постоянного тока.
Преимущества комплектов для сварки постоянным током
- Вы можете использовать комплект постоянного тока для осаждения как железосодержащих, так и нежелезистых анодов.
- Обеспечивает более гладкую сварку, что дает дополнительные преимущества при сварке тонколистового металла.
- Безопаснее использовать во влажных условиях, где повышена опасность поражения электрическим током, например, при работе с котлом.
- В труднодоступных местах, где нет электроснабжения, можно использовать дизель или бензин, например, на стройках.
Недостатки сварочных аппаратов на постоянном токе
- Это дороже, чем сварочные аппараты на переменном токе.
- Поскольку он имеет движущиеся части, необходимо проводить периодическое техническое обслуживание сварочного аппарата.
- Проблемы с «Дугой».
- См. также: Как собрать катушки для сварочного провода
Что такое дуговая продувка при использовании с комплектом для сварки постоянным током?
Возникновение дугового разряда при использовании сварочного аппарата постоянного тока. Дуга отталкивается от точки сварки, особенно если вы свариваете в укромных уголках. Проводники, по которым проходит ток, в частности, обратный провод от заготовки и сварочный провод от комплекта, передают ток в противоположном направлении.
Таким образом создается отталкивающая магнитная сила, которая влияет на сварочную дугу постоянного тока. Эти условия в основном имеют место, если вы используете токи выше 200 или менее 40 ампер. Лучший тип соединения должен:
- Приваривать вдали от заземления
- Изменить положение заземляющего провода во время работы
- Оберните сварочную проволоку на пару оборотов вокруг детали, по возможности на балках
- Если вы работаете на верстаке, измените рабочее положение на столе
Часто задаваемые вопросы
Какие существуют четыре типа сварки?
Четыре основных типа сварки включают:
- MIG (дуговая сварка металлическим газом).
- ММА (дуговая сварка защищенным металлом).
- TIG (дуговая газовая сварка вольфрамовым электродом).
- Дуговая сварка под флюсом.
Что такое процедура сварки ММА?
Ручная дуговая сварка MMA (ручная дуговая сварка металлом) является самой гибкой и одной из наиболее часто используемых процедур дуговой сварки. Дуга зажигается между металлическим анодом с покрытием и заготовкой. Тепло дуги оттаивает основной металл и анод, которые смешиваются, образуя непрерывную твердую массу по мере охлаждения.
Что произойдет, если вы посмотрите на сварщика?
Внезапные ожоги возникают, если вы предрасположены к яркому УФ (ультрафиолетовому) свету. Они вызваны всеми типами ультрафиолетового излучения. Однако наиболее распространенным источником являются сварочные горелки. По этой причине его иногда называют «вспышкой сварщика» или «дуговым глазом». Внезапные ожоги аналогичны солнечным ожогам глаз и могут поражать оба глаза.
Между сваркой вверх и вниз, что лучше?
Если ваши материалы толще листового металла, то выполняйте вертикальную сварку вверх по склону. При сварке более тонкого листового металла выполняйте ее под уклоном, так как требуется меньший провар, а более высокая скорость перемещения создает более низкие температуры, которые предотвращают прогорание.
Изображение предоставлено: Extarz, Shutterstock
Краткое справочное руководство
Когда использовать сварку ММА
- Работа с тонкими и хрупкими металлами
- Если у вас нет защитного газа
- Если вы опытный сварщик
- Если вы выполняете легкие сварочные работы
Когда использовать Сварка МИГ
- Сварка толстолистового металла
- Когда у вас есть защитный газ
- Если вы начинающий сварщик
- При выполнении тяжелых сварочных работ
Заключение
Сварка ММА включает в себя все, что мы подробно описали выше о процедуре.