Сварка кузова автомобиля инвертором — правила и особенности работы с электродом
Содержание
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.

Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
Особенности инверторной сварки
Основным преимуществом устройства является возможность сварки габаритных деталей. Прибор создает шов на металле толщиной до 3 миллиметров. На поверхности инвертора производитель разместил специальную таблицу. На ней указаны допустимые значения силы тока. Это значение выставляется самостоятельно на основе того, какие размеры имеет электрод и свариваемая деталь.
Инвертор обеспечивает швы высокого качества, и применяется в основном для сварки кузова. Этот прибор также используется для создания сварных швов в местах соединения:
- крыльев;
- дверей;
- запасного колеса.
Поскольку швы не отличаются эстетичностью, инверторным оборудованием рекомендуется варить в зонах, не влияющих на внешний вид транспортного средства. Дополнительно прибор позволяет укрепить соединения на лонжеронах. Создание заплаток в области кузова выполняется при наличии повреждений или коррозии. Аппарат применяется при креплении также противотуманных фар, располагающихся на бампере, и выпрямлении вмятин.
Выбор инвертора
Инверторные аппараты могут похвастаться портативностью. Но качества шва зависит от ряда показателей, один из которых — равномерная подача напряжения. Выбор подходящего аппарата выполняется на основе ряда показателей:
- насколько прибор устойчив к работе с нестабильным напряжением – допустимый коэффициент защиты, указанный на устройства, должен составлять от 20 до 25%;
- допустимая температура при эксплуатации – от –40 градусов по Цельсию до +40 градусов по Цельсию;
- диаметр электрода – зависит от толщины свариваемых деталей (№2 – для тонких элементов, №4 – для компонентов с большой толщиной).

При отсутствии аппарата, соответствующего необходимым характеристикам, добиться надежности крепления сварного шва достаточно сложно.
На некоторых моделях в качестве дополнительных возможностей значатся системы:
- “горячего старта”;
- “анти-прилипания”.
На устройстве могут быть указаны и другие функции, якобы позволяющие добиться шва с более высоким качеством, чем при использовании аналогов. На самом деле, дополнительные возможности – рекламный ход от производителя, рассчитанный на неопытных пользователей. Практически все современные и отечественные сварочные инверторы априори оснащены такими функциями.
Подготовительные работы
Для запуска инвертора используется подключение к стандартной электросети. Предварительно необходимо проверить, способна ли электропроводка выдержать нагрузку оборудования с показателем 16А. В случае надобности прибор подключается к аккумулятору транспортного средства.
Инвертор включается пошагово:
- к отрицательной клемме подключается черный зажим;
- к положительной клемме подключается красный зажим;
- проводится присоединение дополнительных элементов к сварочному аппарату;
- прибор запускается в тестовом режиме.
Если в свободном доступе имеется сеть на 24 В, на ней нельзя работать с устройством на 12 В. Одновременно допускается использование только одного аппарата.
Автомобиль очищается от пыли и загрязнений. Если возникает подобная необходимость – снимаются компоненты, усложняющие работу. Показатель влажности в помещении необходимо снизить до минимума.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла.
 Длительность в зависимости от толщины деталей может составлять несколько часов.
Длительность в зависимости от толщины деталей может составлять несколько часов.Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.
Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Если говорить о том, можно ли варить кузов автомобиля сварочным инвертором, следует учитывать несколько важных моментов. Одним из важнейших условий качественных сварных работ по кузову является даже не сам инвертор, а мастер, который будет его использовать.
Несмотря на все дополнительные функции сварочного инвертора, облегчающие сварочные работы, новичок не сможет это сделать ни полуавтоматом, ни инвертором. В чем заключается сложность проведения работ?
- В первую очередь, это тонкая толщина металла. Из-за тонкости кузовного железа, для сварочных работ чаще используют полуавтоматические сварные автоматы.
Учитывая оба нюанса, несложно сделать вывод – инверторной сваркой можно варить машину, но делать это необходимо с учетом особенностей металла и техники проведения работ.
Как выбрать сварочный инвертор для гаража
Как уже описывалось выше, можно варить кузов автомобиля сварочным инвертором при наличии опыта и практики, причем более равномерная подача напряжения позволит существенно улучшить конечный результат работ.
Опытные мастера отмечают, что и для начинающих сварщиков выбор инверторной установки является оптимальным.
Выбирая сварочный инвертор для сварки кузова автомобиля, следует обратить внимание на следующие характеристики:
- Уровень защиты от скачков напряжения. Наличие функции контроля перепадов напряжения является обязательной, но у качественных моделей, которые подойдут для работ в гараже, этот коэффициент будет равняться 20-25%.
Температурный диапазон, при котором возможно проведение сварочных работ. Европейский производитель обычно выпускает технику, ориентируясь на свой стандарт EN 60974-1, в РФ действует ГОСТ МЭК 60974-1-2004. Если установка соответствует заявленному, она способна работать в диапазоне от -40° до +40°C. Но еще лучше эти стандарты уточнить в инструкции по эксплуатации завода изготовителя.
Характеристики производительности. Автомобильный инвертор для сварки кузова должен будет работать практически на минимальной мощности. Выбирать установку необходимо с учетом работы с электродом №2 (двоечка). Это требуется, чтобы не прожечь тонкую сталь кузова.
Хранить сварочный инверторный аппарат для гаража лучше всего не в самом помещении, особенно если оно не отапливается, а все-таки дома. Большое количество микросхем, которые входят в устройство установки боятся сырости и резких перепадов температур.
Как варить машину инверторной сваркой
Чтобы научиться варить автомобиль инверторной сваркой, потребуется знание и понимание, по крайней мере, основ проведения сварочных работ. Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.
Специалисты недаром рекомендуют использовать для начинающих и опытных мастеров именно инверторные модели.
Инверторный сварочник способен работать на низкой силе тока обеспечивая равномерную подачу напряжения на дугу. В результате уменьшается количество разбрызгивания при сварке.
Обычный сварочный аппарат и инверторная сварка для кузовных работ отличаются только по принципу подачи напряжения на электрод и обрабатываемый металл, при этом проведение работ с их помощью практически не отличается друг от друга. При этом существует несколько простых правил:
- Если металл прожигается, выбран неправильный сварочный ток, необходимо его уменьшить.
Перед тем как начать работы, необходимо разогреть электрод. Для этого понадобится провести электродом по гладкой металлической поверхности.
Требования к инвертору и безопасности при сварке кузова
Существует несколько основных требований, предъявляемых к безопасной работе самой установки при выполнении сварки кузовщины, так и к рабочему. Правила безопасности также могут существенно повлиять на выбор подходящей модели. А именно:
Безопасность – рабочий должен быть уверен, что не подвергнется воздействию электрического тока. Именно по этой причине следует обращать внимание на класс безопасности инверторного устройства. Запрещается проводить работы на открытом воздухе во время дождя.
Наличие защиты от короткого замыкания. Система должна иметь функцию автоматического прекращения подачи электроэнергии в случае аварийной ситуации.
Защита от перегрева. Хотя сварка кузовного железа инвертором будет выполняться на малой мощности, блок контроля перегрева позволит избежать выхода из строя оборудования.
 Для гаража лучше выбрать сварочный инвертор, который имеет функцию автоматического удаления пыли.
Для гаража лучше выбрать сварочный инвертор, который имеет функцию автоматического удаления пыли.Даже инверторная установка с высоким уровнем защиты от попадания влаги не должна храниться во влажном помещении, особенно если не планируется ее эксплуатация в течение долгого времени.
Хотя обычно для сварки кузовной части автомобиля в большинстве случаев используют полуавтоматические установки, но и инверторные сварочники можно использовать.
Источник Источник https://infokuzov.ru/remont/svarka-kuzova-invertorom
Источник Источник Источник Источник https://stroy-plys.ru/256-mozhno-li-varit-kuzov-avtomobilya-svarochnym-invertorom.html
Какая сварка подходит для сварки автомобилей
Содержание
- 1 Выбор сварочного полуавтомата для гаража
- 2 Принцип работы сварочного полуавтомата
- 3 Продолжительность включения
- 4 Какой сварочный аппарат лучше для сварки авто
- 4.1 1. Aurora OVERMAN 180
- 4.2 2. Ресанта САИПА-135
- 4. 3 3. Aurora OVERMAN 160
- 4.4 4. Сварог EASY MIG 160 N219
- 4.5 5. FUBAG INMIG 200 PLUS
- 5 Требования к проведению сварки кузова автомобиля
- 6 Какой сваркой варить кузов?
- 7 Можно ли варить кузов автомобиля сварочным инвертором?
- 8 Сварка кузова полуавтоматом
- 9 Особенности сварки кузова автомобиля электродом
- 10 Что потребуется для сварки
- 11 Выбор сварочного оборудования
- 11.1 Аппарат на переменном токе
- 11.2 Углекислотный полуавтомат
- 11.3 Инвертор
 3 3. Aurora OVERMAN 160
3 3. Aurora OVERMAN 160Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.
Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
 Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.Принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.
Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
 Научиться варить полуавтоматом можно за несколько часов практики.
Научиться варить полуавтоматом можно за несколько часов практики.Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.
Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Цена: 21800 — 22500
2. Ресанта САИПА-135
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
Напряжение на входе: 220 В
Степень защиты: IP21
Цена: 21800 — 14410
3.
 Aurora OVERMAN 160
Aurora OVERMAN 160Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
4. Сварог EASY MIG 160 N219
Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
Напряжение на входе: 220 В
Класс изоляции: F
Степень защиты: IP215S
5. FUBAG INMIG 200 PLUS
Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
Напряжение на входе: 198-242 В
Класс изоляции: H
Степень защиты: IP21S
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Действительно, универсального варианта не существует, элементы автомобиля после ремонта подвергаются разному по силе воздействию, да и выполнены из разных материалов. Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Точечная сварка применяется в подавляющем большинстве случаев для ремонта крыльев, порогов, тогда как соединение внахлест будет оптимальным для элементов под высокой нагрузкой. Если необходимо частично заменить какую-либо деталь, то разумно применить соединение встык, к примеру, при латании дыр на днище авто.
Своевременная диагностика авто позволяет выявлять повреждения на ранней стадии, что дает возможность решить задачу без серьезных финансовых затрат.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0. 8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
 8 мм марки Св-08Г2С;
8 мм марки Св-08Г2С;Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Кузов автомобиля, как несущая часть, требует постоянного ухода, периодического ремонта. Зачастую приходится проводить такие ремонтные мероприятия, как сварка автомобиля. Это востребовано при необходимости приварить на кузов нужный элемент, заплатку, вытянуть вмятину. Чаще всего портятся части, в которых скапливается влага: пороги, крылья колёсные, пол багажника, днище. Они ржавеют, подвергается коррозии, затем деформируются и разрушаются, и необходимо ремонтировать их посредством сварки. Многие автовладельцы предпочитают ради экономии средств выполнять её собственноручно. Однако тут есть множество нюансов, которые важно учитывать. Попробуем рассмотреть, какой вид сварки для кузова автомобиля лучше, наиболее экономичный, практичный, эффективный.
Что потребуется для сварки
Вы решили выполнить сварку вашего автомобиля собственноручно, не обращаясь в сервисные пункты, значит, вам нужно приготовить:
- сварочный аппарат;
- электроды либо специальную проволоку в зависимости от типа оборудования;
- средства защиты: маску, перчатки;
- электросеть, выдерживающую нужную для сварки нагрузку.

Выбор сварочного оборудования
Аппарат на переменном токе
Автовладельцы часто выбирают сварочное оборудование с принципом работы, основанным на переменном токе. Но он не пригоден для работы по кузову по нескольким причинам:
- получаемые сварочные швы невысокого качества;
- возникают проблемы с доставанием электродом нужных мест из-за громоздкости оборудования;
- подобным аппаратом варят железо толщиной больше, чем на кузове: 1 мм прожигается подчас насквозь, лучше варить им при толщине свыше 6 мм;
- довольно сложный инструмент.
Аппарат переменного тока рекомендуется, когда предстоят простые сварочные работы автомобиля, вроде заваривания лопнувшей рамы.
Углекислотный полуавтомат
Это наиболее часто встречающееся оборудование, успешно применяемое при самостоятельном ремонте автомобиля. Сварка на нём производится посредством проволоки, поступающей в зону работы. Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
Полуавтомат лучше выше охарактеризованного оборудования по нескольким пунктам:
- сварочные работы доступны при 0,8–6 мм толщины железа;
- шов аккуратный;
- качество хорошее;
- можно использовать аргоном, тогда получится проводить сварочные работы на цветном металле;
- опыт требуется меньше: не нужно поддерживать постоянную дугу;
- расходность материала, деформированность металла автомобиля ниже.
При полуавтоматической сварке проволока подаётся в рабочую зону. Она служит в качестве электрода при сваривании железа на высокой скорости. Металл плавится, не сгорая, элементы надёжно крепятся. Шов, полученный после сварки углекислотным аппаратом, внешне и с точки зрения механики очень качественный.
Недостаток полуавтомата — большие размеры и масса, что обусловило стационарность работы.
Инвертор
Сварка автомобиля инвертором доступна даже тем, кто не имел опыта работы. Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
Этот прибор практичнее, когда сварочные мероприятия хочется ускорить. В нём используются высокочастотные токи — до 2 тысяч Гц. Преимущества инвертора:
- компактность;
- сварка на высокой скорости;
- инвертором можно варить при пониженном напряжении в сети;
- простота в использовании;
- хорошее качество швов инвертором даже у начинающих.
Минусы выбора этого аппарата при сварке автомобиля:
- дорогой;
- сварка металла не более 3 мм толщиной;
- пылечувствителен.
Конечно, при повреждениях кузов лучше заменить, что довольно дорого. Рекомендуется также обращаться к специалистам. Для экономии бюджета вполне можно выполнить сварочные работы по кузову самостоятельно, главное тут — оценить потребности и сложность ремонта, а затем посмотреть видеоуроки с советами. С инвертором даже начинающий автовладелец вполне справится с нужным объёмом мероприятий, иное оборудование требует наличия навыков, опыта обращения. Выбирайте тот вариант, который вам будет лучше подходить, рассмотрев все плюсы и минусы разных вариантов.
Выбирайте тот вариант, который вам будет лучше подходить, рассмотрев все плюсы и минусы разных вариантов.
Кузовной ремонт недорого в Челябинске от «Car Service»
Кузовной ремонт автомобиля – сложный и трудоемкий процесс, который требует профессионального и ответственного подхода, поэтому работы рекомендуется доверять настоящим профессионалам с опытом. Это восстановление кузова с полной или частичной покраской с целью вернуть автомобилю первоначальный привлекательный внешний вид.
Особенности кузовного ремонта в Челябинске
Ремонт кузова авто может потребоваться после аварий или физического износа, когда появились сколы, дефекты, ржавчина или вздулась краска. Качество ремонтных работ зависит от профессионализма мастером, поэтому важно обращаться в надежные и проверенные мастерские по техобслуживанию.
Особенностью кузовного ремонта является полное восстановление внешнего вида транспортного средства, качественное нанесение лакокрасочного покрытия и удаление царапин. Опытные мастера сервиса оперативно и качественно выполнят работ в установленный срок и предоставят гарантию надежности и долговечности.
Преимущества кузовного ремонта и покраски авто
Для проведения восстановительных работ используются современные технологии и новейшее оборудование, высококачественные материалы и инструменты. В результате устраняются любые дефекты и повреждения, царапины и сколы с минимальным вмешательством в конструкцию автомобиля.
Цена ремонта напрямую зависит от общего состояния авто, степени повреждения и срочности выполнения услуги. В конечную стоимость входят затраты на расходные материалы и запчасти, оплата труда мастера. В некоторых случаях ремонт кузова невозможен без предварительной разборки, поэтому цена услуги может быть увеличена за счет проведения дополнительных технологических процессов.
Кузовная сварка: оборудование и цена
Для ремонта несущих элементов и прочного укрепления кузова авто применяется метод кузовной сварки. Для выполнения работ потребуется сварочный аппарат, который может быть разных видов: с электродом, инвертором и углекислотным полуавтоматом. Сварка кузова осуществляется сварочным аппаратом с углекислотным полуавтоматом, для которого характерно простота и удобство, получение аккуратного и прочного шва.
В этом аппарате можно регулировать силу тока и скорость подачи проволоки, а варить можно и цветные металлы с низким расходом материалов. Инверторные приборы отличаются высокой скоростью выполнения работ, они компактные и удобные, а принцип действия основан на использовании токов высокой частоты.
Технология ремонта и покраски кузова двери авто
Ремонтная покраска может быть локальной, комплексной и отдельных элементов, например, двери авто. Комплексная покраска необходима для придания стильного внешнего вида или после значительных повреждений. Работы проводятся профессиональными мастерами автосервиса в специальных камерах с применением новейшего оборудования и средств индивидуальной защиты.
Локальная покраска позволяет быстро и качественно восстановить отдельный поврежденный участок автомобиля. Работы выполняются в несколько этапов: сначала снимается старок лакокрасочное покрытие, затем наносится антикоррозийный состав, грунтовка, краска и лак.
На заключительном этапе выполняется полировка двери авто, при этом важно максимально точно подобрать подходящий цвет. Для покраски двери авто предварительно следует ее демонтировать, после чего выполняются лакокрасочные работы. Такую работу лучше доверить профессионалам, которые грамотно подберут соответствующий оттенок и предоставят гарантию.
Цена и перечень услуг по прайсу
Ремонт кузова транспортных средств выполняется строго с учетом марки машины, года выпуска и типа лакокрасочного покрытия. В перечень услуг входит:
- диагностика состояния авто и степени повреждений;
- сварочные работы;
- нанесение лакокрасочного покрытия;
- удаление вмятин, сколов и царапин;
- восстановление антикоррозийного покрытия;
- ремонт двери авто и стекол;
- полировка кузова и замена пластиковых деталей.

Для восстановления геометрии профессиональные мастера используют специальные приспособления: зажимы, растяжки и стапели, а диагностика проводится на новейшем оборудовании, гарантирующие максимальную точность и результат. После окончания ремонтных работ автомобиль проверяется на работоспособность и качество оказанных услуг с целью исключить наличие посторонних шумов и негерметичности двери авто.
Нанесение качественных лаков и полиролей позволяет придать кузову лоска и блеска, защитить лакокрасочное покрытие от износа и механических повреждений. Грунтовка наносится перед окрашиванием с целью повысить адгезию. Профессиональные мастера сервиса в Челябинске выполнят работы качественно, оперативно и с гарантией результата.
Car Service предлагает широкий перечень услуг:
- Автомойка, химчистка, мойка ДВС
- Полировка кузова и оптики
- Бронирование кузова защитной пленкой
- Тонирование автомобиля
- Защитное покрытие кузова и салона
- Установка автосигнализаций
- Чип-тюнинг
- Чип-тюнинг Overload
- Локальный ремонт и локальная окраска автомобиля
- Ремонт и замена автостекла
- Ремонт и восстановление кожи салона
- Нестандартные услуги
- Удаление вмятин без окраски
- Отделка элементов салона под карбон
- Покраска и восстановление дисков
- Звуко и шумоизоляция автомобиля
- Праздничное оформление автомобиля
- Установка дополнительного оборудования
- Установка мультимедиа
- Аэрография
- Перетяжка салона (кожа, алькантара)
- Изменение цвета кузова
- Установка проставок колеса
Наши сотрудники всегда готовы проконсультировать вас. Звоните!
Multi Torch 5-в-1 Архив
Multi Torch 5-в-1 инверторных сварочных аппаратов — Prima WeldingPrima Welding Форт-Майерс, Флорида 33908
Миннеаполис, Миннесота 55429
MIG,MAG,TIG-DC,MMA и флюс. Полностью синхронизированный инвертор с автоматическим управлением для сварки стали, нержавеющей стали, пайки и алюминия
MIG-MAG Алюминий, сталь, пайка. Синхронный, TIG DC, MMA, FLUX, Spotter AC, Spotter Short Cycle
Multi 204
Multi 204
Сварочные аппараты Prima 204 Multi Torch были первыми сварочными аппаратами 5 в 1 с проверенной десятилетиями технологией. Pulse и Double Pulse, а также многие другие функции, превосходящие требования OEM. С автоматическим режимом для кузовных работ для стальных, пайки, алюминиевых проводов сечением от 0,6 до 1,2 мм, включая НОВЫЕ провода для OEM Honda, Ford и др.0022
Привод с двойным прижимным роликом.
Программное обеспечение Обновляемое
MIG/MAG SOGRAL
Ручной, синергический, однопульсный двойной импульс и полный автоматический уровни
TIG -программа
Manual, Manual Pulse, Synergic Spot, Synergic, SynergiCIC, Synergic, Synergic, Synergic, Synergic, Synergic, Synergic, Synergic, Synergic, Synergic, Synergic. Программа MMA
Basic Rutile Cellulous, ручной, горячий старт, форсирование дуги, защита от прилипания, VRD
Вы по достоинству оцените простоту эксплуатации этого синергетического сварочного аппарата с инверторной технологией. Сенсорный экран отображает значки и значения. Закодированные программы Synergic с автоматическим управлением. Кодер подстраивается под колебания напряжения + или – 40 вольт, чтобы обеспечить постоянную силу тока и скорость подачи проволоки.
Prima 204 использует несколько горелок: MIG/MAG, одну для стали (SG2-Inox), одну для алюминия, одну для MIG-пайки (CuSi3), одну горелку для TIG и плоскогубцы для MMA.
Загрузить руководство пользователя на английском языке Загрузить руководство пользователя на испанском языке
- Регулируемые прецизионные подающие ролики с двойным контролем давления роликов синергии
- Сенсорный экран
- DRT – Двойной курок позволяет легко менять программу из пистолета
Многоцелевые сварочные аппараты MIG-MAG Multiarc 8-1
Нажмите здесь для просмотра ПРОДУКТОВ
ДОПОЛНИТЕЛЬНО: DUAL ARC: алюминиевый или стальной вмятин с пистолетом sgl и многоцелевым алюминиевым или стальным съемником вмятин.
Наиболее универсальные и экономически эффективные решения с ПО, проверенным десятилетиями, с использованием новейших современных микропроцессоров. Модернизируемые микропроцессоры с проверенными в отрасли горелками, поддерживаемые ДВУХЛЕТНЕЙ ГАРАНТИЕЙ С ЗАМЕНОЙ ДЕТАЛЕЙ НОЧНОЙ ВО ВРЕМЯ И ПОСЛЕ ГАРАНТИИ.
Модернизируемые микропроцессоры с проверенными в отрасли горелками, поддерживаемые ДВУХЛЕТНЕЙ ГАРАНТИЕЙ С ЗАМЕНОЙ ДЕТАЛЕЙ НОЧНОЙ ВО ВРЕМЯ И ПОСЛЕ ГАРАНТИИ.
- Алюминий (магний/кремний)
- Пайка аргоном или газовой смесью Сталь
- (газовая смесь, флюс и CO2) и нержавеющая сталь
Эти портативные, простые в использовании сварочные аппараты с автоматическим режимом могут использоваться для различных целей в кузовных мастерских, гаражах, мобильных службах. Prima предлагает широкий выбор опций и функций, поэтому ваши технологии могут быть гораздо более универсальными. Настройки с помощью кнопок и дисков управляют параметрами сварки. Каждый сварочный модуль может быть загружен различными катушками с проволокой для Fe, Al и CuSi и может выполнять все те же сварные швы и/или требуемые операции.
Сварочные аппараты нового поколения 8-в-1 для сварки MIG-MAG от Prima
Щелкните левой кнопкой мыши по многодуговой сварке и см. «Сварочные аппараты» с описаниями См. Вариант многодугового вытягивания с вмятиной.
«Сварочные аппараты» с описаниями См. Вариант многодугового вытягивания с вмятиной.
Инвертор, Импульсный, Двойной импульсный, Синергетический, АВТОМАТИЧЕСКИЙ РЕЖИМ ПРОГРАММЫ, разработанные для кузовных цехов. Применение, такое как проволока Ford 5554, включая горячий старт, длину дуги, стежок и т. д.0004
Multi 2/2 B Two Torch 2–4 дюйма или 1–4 дюйма и 1–8 дюймов в рулонах проволоки импульсный и двойной импульсный
Несколько моделей с двойным дуговым алюминиевым/стальным съемником вмятин и комбинированными съемниками Требуется 16/25 А Мощность 200+ А Прямая онлайн-поддержка и обмен деталями в ночное время
Самый универсальный и экономичный сварочный аппарат для всех областей применения. Проверенные десятилетиями программное и аппаратное обеспечение с одобрением производителей оборудования
Алюминий (магний/кремний)
Пайка в среде аргона или газовой смеси
Сталь (газовая смесь, флюс и CO2) и нержавеющая сталь простые в использовании сварочные аппараты могут использоваться для различных целей в кузовных мастерских, гаражах, мобильных службах и DIY. Они используют проверенное программное обеспечение Prima, а сварочные аппараты Multi используют горелки, которые десятилетиями используются другими ProSpot.
Они используют проверенное программное обеспечение Prima, а сварочные аппараты Multi используют горелки, которые десятилетиями используются другими ProSpot.
ГЛАВНОЕ ОТЛИЧИЕ – ПРОГРАММНОЕ ОБЕСПЕЧЕНИЕ
ВИДЕО МОДЕЛИ MULTI 190 ПОКАЗЫВАЮТ ОБЩИЕ НАСТРОЙКИ И ПРОЦЕДУРЫ ДЛЯ СВАРОЧНЫХ АППАРАТОВ PRIMA MULTI APP
Выберите номер программы, установите толщину металла и сварку
HSW-6214 Инверторный сварочный аппарат MIG 140 А
Сопутствующие товары
В корзину
Быстрый просмотр
Сварочная тележка HSW-7000 Mig
АВТОМАТИЧЕСКАЯ СВАРОЧНАЯ МАШИНА H&S
Сейчас: 170,89 $
Прочная машинная тележка с опорой для баллона с защитным газом, 3 полками для хранения компонентов, большими задними колесами, неразрезной осью и большими роликами для удобства транспортировки по цеху
В корзину
Быстрый просмотр
HSW-6213 Инверторный сварочный аппарат MIG 130 А
H&S AUTOSHOT WELDERS
Сейчас:
49 долларов9. 00
00
Экономичный портативный инверторный сварочный аппарат MIG обеспечивает мощность 130 ампер для сварки MIG и/или порошковой проволокой на линии 115 В. Сварочный аппарат имеет настройки скорости и мощности проволоки в зависимости от материала и проволоки…
В корзину
Быстрый просмотр
Инверторный сварочный аппарат HSW-6220 200 А
H&S AUTOSHOT WELDERS
Сейчас: $949,00
Профессиональный портативный инверторный сварочный аппарат MIG обеспечивает мощность 200 ампер для сварки MIG и/или порошковой проволокой на линии 230 В. Сварка до 7/16″ Сварочный аппарат имеет цифровое напряжение, скорость подачи проволоки и…
В корзину
Быстрый просмотр
Инверторный плазменный резак HSW-6004, 40 А
H&S AUTOSHOT WELDERS
Сейчас:
$1,399. 00
00
Профессиональный инверторный плазменный резак обеспечивает мощность 10-40 А для подлинной резки стали ½» и резки до 1″ на стали Особенности Двойное входное напряжение 115-230 В переменного тока Регулируемый выход 10-40 А Переключатель продувки…
В корзину
Быстрый просмотр
Инверторный плазменный резак HSW-6006 60 А
H&S AUTOSHOT WELDERS
Сейчас: 2 199,00 $
Профессиональный инверторный плазменный резак обеспечивает мощность 10-60 А для подлинной резки 3/4″ и резки стали до 1-1/4″ Особенности: вход 230 В перем.
Клиенты также просмотрели
В корзину
Быстрый просмотр
Инверторный сварочный аппарат HSW-6220 200 А
H&S AUTOSHOT WELDERS
Сейчас: $949,00
Профессиональный портативный инверторный сварочный аппарат MIG обеспечивает мощность 200 ампер для сварки MIG и/или порошковой проволокой на линии 230 В. Сварка до 7/16″ Сварочный аппарат имеет цифровое напряжение, скорость подачи проволоки и…
Сварка до 7/16″ Сварочный аппарат имеет цифровое напряжение, скорость подачи проволоки и…
Добавить в корзину
Быстрый просмотр
HSW-6213 Инверторный сварочный аппарат MIG 130 А
H&S AUTOSHOT WELDERS
Сейчас: $499,00
Экономичный портативный инверторный сварочный аппарат MIG обеспечивает мощность 130 ампер для сварки MIG и/или порошковой проволокой на линии 115 В. Сварочный аппарат имеет настройки скорости и мощности проволоки в зависимости от материала и проволоки…
В корзину
Быстрый просмотр
HSW-7020 20-футовый сварочный пистолет для многофункционального сварочного аппарата
H&S AUTOSHOT WELDERS
Сейчас: 332,64 долл. США
Пистолет H&S Autoshot Spool 20’ № по каталогу: HSW-7020 • Компактный шпулемет для сварки алюминия или стали рассчитан на 220 ампер и оснащен коаксиальным кабелем прямого подключения длиной 20 футов. •…
•…
В корзину
Быстрый просмотр
Инверторный плазменный резак HSW-6004, 40 А
H&S AUTOSHOT WELDERS
Сейчас: $1,399.00
Профессиональный инверторный плазменный резак обеспечивает мощность 10-40 А для подлинной резки стали ½» и резки до 1″ на стали Особенности Двойное входное напряжение 115-230 В переменного тока Регулируемый выход 10-40 А Переключатель продувки…
В корзину
Быстрый просмотр
Сварочная тележка HSW-7000 Mig
АВТОМАТИЧЕСКИЕ СВАРОЧНЫЕ МАШИНЫ H&S
Сейчас: 170,89 $
Прочная машинная тележка с опорой для баллона с защитным газом, 3 полками для хранения компонентов, большими задними колесами, неразрезной осью и большими роликами для удобства транспортировки по цеху
В корзину
Быстрый просмотр
Инверторный плазменный резак HSW-6006 60 А
H&S AUTOSHOT WELDERS
Сейчас:
$2,199. 00
00
Профессиональный инверторный плазменный резак мощностью 10-60 А для натуральной резки стали диаметром 3/4 дюйма и резки стали толщиной 1-1/4 дюйма.
В корзину
Быстрый просмотр
HSW6420-03 3-в-одном синергетическом инверторном мультисварочном аппарате
H&S AUTOSHOT WELDERS
Сейчас: $1999,00
Профессиональный сварочный аппарат с синергетическим инвертором multimig обеспечивает мощность 200 ампер для сварки Mig, Tig и Stick на линии 115 или 230 В. Сварочный аппарат имеет параметры напряжения, скорости подачи проволоки, силы тока и полного…
Руководство по сварке TIG | Сварочные инверторы Jasic
Что такое процесс сварки TIG?
Для обозначения процесса используется ряд терминов, например:
ВИГ Вольфрам Инертный газ
Дуговая сварка вольфрамовым электродом в среде защитного газа
Идея сварки в атмосфере инертного газа была разработана в 1890 году, но даже в начале 1900-х годов сварка цветных металлов, таких как алюминий и магний, оставалась сложной, поскольку эти металлы быстро реагировали с воздухом, что приводило к образованию пористых и заполненных окалиной сварных швов. В начале 1930-х годов для решения проблемы стали использовать баллонные инертные газы. Несколько лет спустя в авиационной промышленности появился процесс прямой сварки в среде защитных газов для сварки магния.
В начале 1930-х годов для решения проблемы стали использовать баллонные инертные газы. Несколько лет спустя в авиационной промышленности появился процесс прямой сварки в среде защитных газов для сварки магния.
Этот процесс TIG был усовершенствован в 1941 и стала известна как гелиаруговая или вольфрамовая сварка в среде инертного газа, поскольку в ней использовался вольфрамовый электрод и гелий в качестве защитного газа.
Наконец, разработка аппаратов переменного тока позволила стабилизировать дугу и производить высококачественные сварные швы из алюминия и магния.
Описание процесса сварки ВИГ
В процессе сварки ВИГ используется электрическая дуга для обеспечения тепла, создаваемого между неплавящимся электродом и свариваемой деталью. Ванна расплава, создаваемая этой дугой, защищена газом, который используется для исключения попадания окружающей атмосферы в зону сварки. Чаще всего используются инертные газы, такие как гелий или аргон, поскольку они не вступают в реакцию со сварочной ванной и благодаря своей прозрачности обеспечивают сварщику хорошую видимость дуги TIG. Иногда можно добавить реактивный газ, такой как водород, который может увеличить температуру дуги и скорость сварки.
Иногда можно добавить реактивный газ, такой как водород, который может увеличить температуру дуги и скорость сварки.
В процессе сварки вольфрамовым электродом в среде инертных газов достигается очень высокая температура до 19000°C. Дуга TIG создает только источник тепла, и если для завершения сварки требуется дополнительный материал, он добавляется либо вручную, либо автоматически в виде расходуемой присадочной проволоки.
При первой разработке процесса TIG в качестве защитного газа использовался газообразный гелий, и его часто называли процессом Heliarc.
Как работает процесс сварки TIG
Этот процесс основан на создании высокотемпературной дуги между электродом и заготовкой в зоне, защищенной газом. Затем создается расплавленная ванна, которая используется либо для плавления свариваемого материала без добавления какого-либо присадочного материала (автогенный сварной шов), либо может быть добавлен присадочный материал. Процесс может использоваться как в режимах постоянного тока (DC), так и в режимах переменного тока (AC).
Концентрированная дуга процесса TIG позволяет точно контролировать подачу тепла и, таким образом, обеспечивает узкую зону термического влияния. Такая концентрированная дуга и подвод тепла делают этот процесс подходящим для сварки материалов с высокой теплопроводностью, таких как алюминий.
Система сварки TIG Jasic
Источник питания инвертора TIG
Источник питания инвертора TIG может быть одно- или трехфазным и иметь выход постоянного или переменного/постоянного тока (машины только с выходом переменного тока в настоящее время встречаются редко) на рынке).
Сварочные инверторы постоянного тока TIG используются при сварке таких материалов, как нержавеющая сталь, сталь, медь и т. д., тогда как сварочные инверторы переменного тока используются для сварки таких материалов, как алюминий с огнеупорным оксидным покрытием.
Источник питания TIG обычно имеет выходное напряжение холостого хода от 60 до 90 В, но всегда сверяйтесь с данными производителя. Источник питания TIG обеспечивает постоянный ток на выходе, и ток мало меняется при изменении длины дуги, хотя чем длиннее дуга TIG, тем шире она становится и тем труднее ее контролировать. Инвертор для сварки TIG обычно содержит все элементы управления процессом, блок питания, блок зажигания дуги, газовые клапаны и дополнительные элементы управления для дополнительного охлаждения.
Источник питания TIG обеспечивает постоянный ток на выходе, и ток мало меняется при изменении длины дуги, хотя чем длиннее дуга TIG, тем шире она становится и тем труднее ее контролировать. Инвертор для сварки TIG обычно содержит все элементы управления процессом, блок питания, блок зажигания дуги, газовые клапаны и дополнительные элементы управления для дополнительного охлаждения.
Источники питания могут варьироваться от простых электромеханических типов до сложных инверторов, управляемых микрокомпьютером, и многие из них предлагают функцию сварки MMA в дополнение к функции TIG.
Баллон со сварочным газом
Баллон со сварочным газом хранится под давлением обычно 230 или 300 бар, и с ним следует обращаться осторожно. Этот газ защищает зону сварки от загрязнений и улучшает процесс сварки TIG.
Регулятор/расходомер
Он регулирует давление в баллоне до полезного давления защитного газа и регулирует поток газа. Регуляторы обычно имеют фиксированное давление на выходе, а для контроля расхода используется независимый расходомер.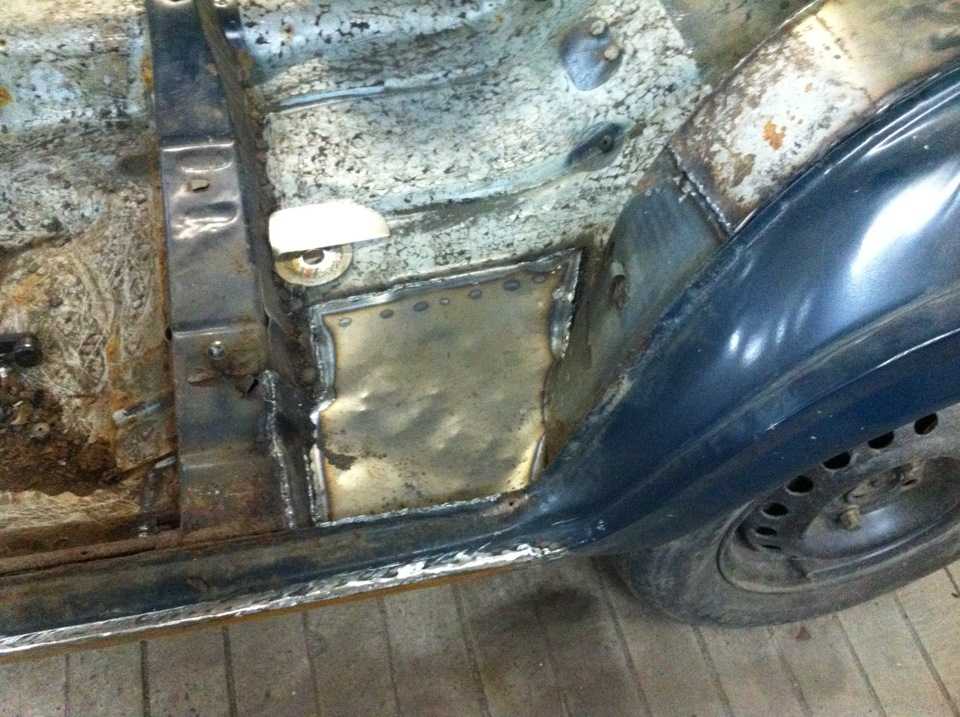 Обычно они представляют собой одноступенчатую конфигурацию и имеют один датчик.
Обычно они представляют собой одноступенчатую конфигурацию и имеют один датчик.
Горелка TIG, регулятор и рабочий возврат
Блок ножного управления Jasic
Пульты дистанционного управления
В некоторых случаях оператор может не иметь доступа к органам управления аппарата из зоны сварки.
Оператору может потребоваться локальное управление различными параметрами, такими как ток, управление наклоном и т. д. Большинство сварочных инверторов, предназначенных для сварки TIG, обеспечивают возможность дистанционного управления.
Пульт дистанционного управления обычно обеспечивает как минимум текущий контроль. Кроме того, многие удаленные системы могут практически дублировать все основные параметры.
Пульты дистанционного управления бывают нескольких вариантов: ручные, с креплением на фонарик, с креплением на стол и, чаще всего, с ножным управлением.
Нижний редуктор / тележка инвертора
При использовании сварочного инвертора TIG всегда рекомендуется использовать как можно более короткую длину горелки TIG. Таким образом, мобильный сварочный инвертор TIG является несомненным преимуществом. Многие сварочные аппараты TIG оснащены или имеют дополнительные комплекты нижнего редуктора, которые легко транспортируют сварочный инвертор и вспомогательные устройства вместе с газовым баллоном.
Таким образом, мобильный сварочный инвертор TIG является несомненным преимуществом. Многие сварочные аппараты TIG оснащены или имеют дополнительные комплекты нижнего редуктора, которые легко транспортируют сварочный инвертор и вспомогательные устройства вместе с газовым баллоном.
Сварочная горелка TIG
Сварочная горелка TIG является важной частью процесса сварки TIG. Это точка, в которой создается дуга, и хотя большая часть тепла уходит в дугу, сварочная горелка TIG подвергается воздействию высоких уровней тепла.
Поскольку резак держит оператор, он должен оставаться прохладным, но при этом оставаться маневренным и компактным.
Это тепло отводится от горелки за счет воздушного/газового охлаждения или водяного охлаждения.
Если резаки необходимы для высокой производительности или высокой силы тока, они обычно имеют водяное охлаждение, а там, где требуется меньшая сила тока или более легкий режим работы, они обычно имеют воздушное охлаждение.
Горелка TIG с воздушным охлаждением Jasic
Горелка TIG с водяным охлаждением Jasic
Горелки TIG с воздушным/газовым охлаждением не требуют дополнительного охлаждения, кроме окружающего потока воздуха и газа.
Мощные горелки с воздушным охлаждением часто крупнее и менее универсальны в использовании, чем горелки с водяным охлаждением.
Кабель, по которому проходит сварочный ток, должен быть тяжелее, чем кабель в горелках с водяным охлаждением.
Горелки TIG с водяным охлаждением сконструированы таким образом, что вода циркулирует через горелку, охлаждая ее и кабель питания. Силовой кабель находится внутри шланга, а вода, возвращающаяся из горелки, обтекает
кабель питания, обеспечивающий необходимое охлаждение. Этот метод охлаждения означает, что силовой кабель может быть относительно небольшим, что делает весь кабель легким и простым в обращении. При использовании горелки с водяным охлаждением необходимо соблюдать осторожность, так как недостаток охлаждающей жидкости или ее полное отсутствие приведет к расплавлению полиэтиленовой или резиновой оплетки
или, возможно, расплавлению кабеля питания. Всегда проверяйте скорость потока, необходимую для охлаждения горелки TIG.
Всегда проверяйте скорость потока, необходимую для охлаждения горелки TIG.
Компоненты сварочной горелки TIG
Корпус/головка горелки TIG
Корпус горелки обычно покрыт жестким фенольным материалом или прорезиненным покрытием. Они могут быть жесткими или гибкими, с клапанами или без них.
Корпус цанги
Корпус цанги ВИГ ввинчивается в корпус горелки. Он сменный и может быть изменен для размещения вольфрамовых электродов разного размера и соответствующих цанг.
Цанга
Вольфрамовый сварочный электрод удерживается в сварочной горелке TIG цангой. Цанга обычно изготавливается из меди или медного сплава. Захват электрода цангой фиксируется, когда задняя крышка горелки затянута на место. Хороший электрический контакт между цангой и вольфрамовым электродом необходим для хорошей передачи тока.
Корпус газовой линзы
Газовая линза — это устройство, которое можно использовать вместо обычного корпуса цанги. Он ввинчивается в корпус горелки и используется для снижения турбулентности потока защитного газа и создания жесткого столба невозмущенного потока защитного газа. Газовая линза позволит сварщику отодвинуть сопло дальше от стыка, что улучшит видимость дуги.
Он ввинчивается в корпус горелки и используется для снижения турбулентности потока защитного газа и создания жесткого столба невозмущенного потока защитного газа. Газовая линза позволит сварщику отодвинуть сопло дальше от стыка, что улучшит видимость дуги.
Можно использовать сопло гораздо большего диаметра, которое будет производить большой слой защитного газа.
Это может быть очень полезно при сварке таких материалов, как титан. Газовая линза также позволит сварщику добраться до соединений с ограниченным доступом, таких как внутренние углы.
Керамический стакан
Газовые стаканы изготавливаются из различных видов термостойких материалов различной формы, диаметра и длины. Чашки либо навинчиваются на корпус цангового патрона или корпус газовой линзы, либо в некоторых случаях вставляются на место. Чашки могут быть изготовлены из керамики, металла, керамики с металлической оболочкой, стекла или других материалов. Керамика является наиболее популярной, но ее легко сломать.
Вольфрамовые сварочные электроды для сварки ВИГ
Электроды для сварки ВИГ являются «неплавящимися», поскольку они не расплавляются в сварочной ванне, и следует соблюдать особую осторожность, чтобы не допустить контакта электрода со сварочной ванной во избежание загрязнения сварного шва. Это называется включением вольфрама и может привести к разрушению сварного шва. Электроды часто содержат небольшое количество оксидов металлов, что дает следующие преимущества:
• Ускорение зажигания дуги
• Улучшить токонесущую способность электрода • Снизить риск загрязнения сварного шва
• Увеличить срок службы электрода
• Увеличить стабильность дуги
В основном используются оксиды циркония, тория, лантана или церия. Они добавляются обычно 1% — 4%.
Типы вольфрамовых сварочных электродов
Чистый вольфрам (зеленый) AWS A5.12 EWP, ISO 6848 WP
Минимум 9,5% вольфрама и относительно низкая стоимость. Они обеспечивают хорошую стабильность дуги при использовании переменного тока как со сбалансированной, так и с несимметричной волной и непрерывной высокочастотной стабилизацией. Электроды из чистого вольфрама предпочтительны для синусоидальной сварки алюминия и магния переменным током, поскольку они обеспечивают хорошую стабильность дуги как с аргоном, так и с гелием в качестве защитного газа.
Они обеспечивают хорошую стабильность дуги при использовании переменного тока как со сбалансированной, так и с несимметричной волной и непрерывной высокочастотной стабилизацией. Электроды из чистого вольфрама предпочтительны для синусоидальной сварки алюминия и магния переменным током, поскольку они обеспечивают хорошую стабильность дуги как с аргоном, так и с гелием в качестве защитного газа.
Электрод из чистого вольфрама легко образует закругленный конец, но имеет тенденцию плеваться при более высоких токах, и это следует учитывать при выполнении ответственных сварных швов.
2% церия (серый) AWS A5.12 EWCe-2, ISO 6848 WC20
Эти электроды TIG легированы примерно 2% церия, нерадиоактивного материала и наиболее распространенного
редкоземельного элемента. Добавление этого небольшого процента оксида церия увеличивает качество электронной эмиссии электрода, что дает им лучшие пусковые характеристики и более высокую пропускную способность по току без разбрызгивания. Это универсальные электроды, которые будут успешно работать с отрицательным электродом переменного или постоянного тока. По сравнению с чистым вольфрамом вольфрамовые электроды с церием обеспечивают большую стабильность дуги. Они обладают отличными свойствами зажигания дуги при низком токе. При использовании в приложениях с более высоким током оксид церия может концентрироваться на чрезмерно горячем кончике электрода. Это условие и изменение оксида лишат преимущества церия. Нерадиоактивный оксид церия имеет немного другие электрические свойства по сравнению с торированными вольфрамовыми электродами.
Это универсальные электроды, которые будут успешно работать с отрицательным электродом переменного или постоянного тока. По сравнению с чистым вольфрамом вольфрамовые электроды с церием обеспечивают большую стабильность дуги. Они обладают отличными свойствами зажигания дуги при низком токе. При использовании в приложениях с более высоким током оксид церия может концентрироваться на чрезмерно горячем кончике электрода. Это условие и изменение оксида лишат преимущества церия. Нерадиоактивный оксид церия имеет немного другие электрические свойства по сравнению с торированными вольфрамовыми электродами.
Цериевые электроды хорошо работают с источниками питания Advanced Squarewave и должны быть отшлифованы до модифицированной точки.
Lanthanated (1 % лантана, черный), (1,5 % лантана, золото),
(2 % лантана, синий) AWS A5.12 EWLa-, ISO 6848 WL
Эти электроды TIG легированы нерадиоактивным лантаном оксид, часто называемый лантаной, еще одним из редкоземельных элементов. Эти электроды имеют отличное зажигание дуги, низкую скорость эрозии, стабильность дуги и отличные характеристики повторного зажигания.
Эти электроды имеют отличное зажигание дуги, низкую скорость эрозии, стабильность дуги и отличные характеристики повторного зажигания.
Добавление 1-2% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для электрода данного размера при использовании переменного тока по сравнению с чистым вольфрамом. Чем выше процент лантана, тем дороже электрод. Поскольку электроды из лантана могут работать при немного другом напряжении дуги, чем вольфрамовые электроды с торием или церием, эти небольшие изменения могут потребовать корректировки параметров и процедур сварки. Содержание 1,5%, по-видимому, наиболее точно соответствует свойствам проводимости 2%-ного тория вольфрама. По сравнению с цериевыми и ториевыми электроды из лантана имели меньший износ наконечника при заданных уровнях тока. Лантановые электроды обычно имеют более длительный срок службы и обеспечивают большую устойчивость к вольфрамовому загрязнению сварного шва.
Лантана равномерно распределяется по всей длине электрода и
хорошо сохраняет остроту острия, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания Advanced Squarewave.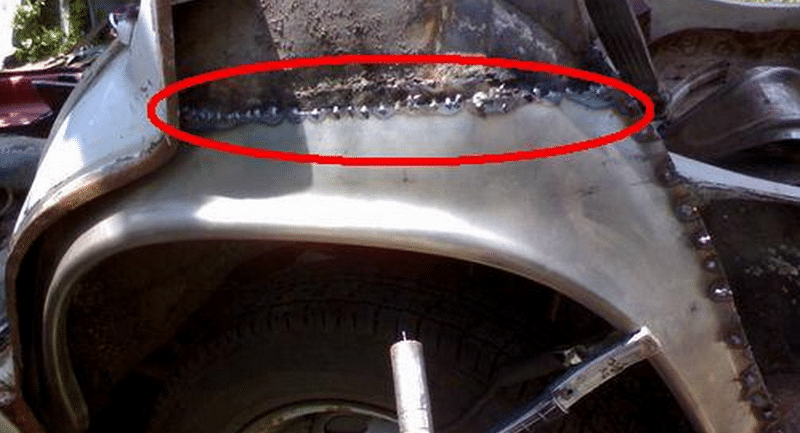 Таким образом, электроды из лантана хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть скруглены для использования с источниками питания синусоидальной волны переменного тока.
Таким образом, электроды из лантана хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть скруглены для использования с источниками питания синусоидальной волны переменного тока.
Торированные электроды (2 % тория, красный) AWS A5.12 EWTh-2, ISO 6848 WT20
Торированные электроды с содержанием 1 и 2 % очень часто используются, поскольку они первыми продемонстрировали лучшие характеристики дуги по сравнению с чистым вольфрамом. для сварки TIG на постоянном токе.
Однако торий является низкоактивным материалом, поэтому пары, шлифовальная пыль и утилизация тория создают проблемы для здоровья, безопасности и окружающей среды. Было обнаружено, что относительно небольшое присутствующее количество не представляет опасности для здоровья. Но если сварка будет производиться в замкнутом пространстве в течение длительного периода времени или если пыль при шлифовке электродов может попасть внутрь, следует принять особые меры предосторожности в отношении надлежащей вентиляции. Сварщик должен проконсультироваться с информированным персоналом по технике безопасности и принять соответствующие меры.0004
Сварщик должен проконсультироваться с информированным персоналом по технике безопасности и принять соответствующие меры.0004
шагов, чтобы избежать Тории. Торированный электрод не скатывается, как электроды из чистого вольфрама, церия или лантана. Вместо этого он образует несколько небольших выступов на поверхности электрода при использовании на переменном токе. При использовании на синусоидальных машинах переменного тока дуга блуждает между несколькими выступами, что часто нежелательно для надлежащей сварки. В случае абсолютной необходимости сварки на машинах такого типа следует использовать электроды с более высоким содержанием лантана или тория. Торированные электроды хорошо работают с источниками питания Advanced Squarewave и должны быть заземлены
в измененную точку. Эти электроды обычно предпочтительны для применений постоянного тока. Во многих приложениях постоянного тока электрод отшлифован до конусности или заострен. Ториевый электрод сохранит желаемую форму в тех применениях, где чистый вольфрам будет снова расплавляться и формировать шаровой конец. Содержание тория в электроде отвечает за увеличение срока службы этого типа по сравнению с чистым вольфрамом.
Содержание тория в электроде отвечает за увеличение срока службы этого типа по сравнению с чистым вольфрамом.
Цирконий (1% циркония, белый) AWS A5.12 НЕТ, ISO 6848 WZ8
Этот вольфрам TIG легирован оксидом циркония (оксид циркония) и предпочтителен для сварки TIG переменным током, когда требуется высочайшее качество работы и где недопустимо даже минимальное загрязнение сварочной ванны. Это достигается за счет того, что вольфрам, легированный цирконием, обеспечивает чрезвычайно стабильную дугу, которая препятствует выплескиванию вольфрама в дугу. Токопроводящая способность равна или немного больше, чем у электрода из сплава церия, лантана или тория такого же размера. Циркониевые электроды обычно используются только для сварки переменным током с закругленным концом.
Вольфрамовые электроды бывают разных диаметров, и вы должны выбрать подходящий диаметр для используемого тока и тип для режима процесса. Чтобы физически идентифицировать тип вольфрама, конец окунается в цвет. Не забудьте зашлифовать неокрашенный конец для сварки.
Не забудьте зашлифовать неокрашенный конец для сварки.
Подготовка вольфрама
Сварка ВИГ постоянным током
и сварка TIG переменным током с некоторыми современными сварочными аппаратами с инверторным управлением)
При сварке на низком токе электрод можно заточить до точки. При более высоком токе предпочтительна небольшая плоская поверхность на конце электрода, так как это способствует стабильности дуги.
Сварка ВИГ переменным током
(Стандартные сварочные инверторы переменного тока и синусоидальные операции)
Заточка вольфрамового электрода ВИГ
от вдыхания шлифовальной пыли.
Вольфрамовые электроды для сварки TIG следует всегда затачивать вдоль, а не радиально. Электроды, отшлифованные в радиальном направлении, имеют тенденцию способствовать блужданию дуги из-за переноса дуги с шаблона шлифования. Всегда используйте шлифовальную машину только для заточки электродов, чтобы избежать загрязнения
Присадочная проволока для сварки TIG
Присадочная проволока изготавливается из различных материалов и обычно имеет нарезанную длину, если только не требуется какая-либо автоматическая подача там, где она будет в виде катушки. Всегда сверяйтесь с данными производителя и требованиями к сварке.
Всегда сверяйтесь с данными производителя и требованиями к сварке.
Сварочные газы TIG
Газы, обычно используемые в процессе сварки TIG:
Газ аргон
Аргон получают как побочный продукт при производстве кислорода. Аргон может быть получен в газообразном состоянии в баллонах или в виде жидкости в специально сконструированных баллонах или в наливных резервуарах.
При выборе защитного газа необходимо учитывать потенциал ионизации газа. Потенциал ионизации измеряется в вольтах и представляет собой точку, в которой сварочная дуга устанавливается между электродом и заготовкой через защитный газ. Другими словами, это напряжение, необходимое для электрического заряда газа, чтобы он проводил электричество.
Потенциал ионизации аргона составляет 15,7 вольт. Так это минимальное напряжение, которое необходимо поддерживать в сварочной цепи для установления дуги или для сварки аргоном. Потенциал ионизации различен для каждого газа и оказывает большое влияние на дугу и валик сварного шва. Потенциал ионизации гелия составляет 24,5 вольта. Сравнивая две сварочные схемы, каждая из которых имеет одинаковые параметры, за исключением защитного газа, напряжение дуги, создаваемое аргоном, будет ниже, чем напряжение, создаваемое гелием. Аргон имеет низкую теплопроводность, что означает, что он не является хорошим проводником тепла. Это приводит к более компактной дуге с более высокой плотностью. Плотность дуги относится к концентрации энергии в дуге. В аргоне эта энергия ограничивается узкой или более «точечной» областью. Аргон обеспечивает превосходную стабильность дуги и очищающее действие даже при малых токах.
Потенциал ионизации гелия составляет 24,5 вольта. Сравнивая две сварочные схемы, каждая из которых имеет одинаковые параметры, за исключением защитного газа, напряжение дуги, создаваемое аргоном, будет ниже, чем напряжение, создаваемое гелием. Аргон имеет низкую теплопроводность, что означает, что он не является хорошим проводником тепла. Это приводит к более компактной дуге с более высокой плотностью. Плотность дуги относится к концентрации энергии в дуге. В аргоне эта энергия ограничивается узкой или более «точечной» областью. Аргон обеспечивает превосходную стабильность дуги и очищающее действие даже при малых токах.
Гелий
В отличие от аргона гелий обладает высокой теплопроводностью. Из-за этой более высокой теплопроводности столб дуги расширяется, уменьшая плотность тока в дуге. Столб дуги станет шире и шире, чем столб дуги с защитным газом аргоном. Чем больше раздувается столб дуги, тем больше площадь рабочей поверхности нагревается. Тепло в центре дуги может легче перемещаться вниз к более холодному металлу в нижней части заготовки. Это приводит к более глубокому проникновению дуги. Ранее упоминалось, что при эквивалентной длине дуги гелий создает более высокое напряжение дуги, чем аргон. Поскольку общая мощность является произведением напряжения и силы тока, очевидно, что гелий дает больше тепловой энергии.
Тепло в центре дуги может легче перемещаться вниз к более холодному металлу в нижней части заготовки. Это приводит к более глубокому проникновению дуги. Ранее упоминалось, что при эквивалентной длине дуги гелий создает более высокое напряжение дуги, чем аргон. Поскольку общая мощность является произведением напряжения и силы тока, очевидно, что гелий дает больше тепловой энергии.
Гелий или аргон-гелиевые смеси желательны для толстого материала и там, где желательны высокие скорости перемещения. Также было показано, что использование газовой смеси гелия и аргона в соотношении 2: 1 позволяет получать сварные швы с более низкой пористостью в производственных ситуациях, позволяя более широко варьировать параметры сварки.
При защите гелием любое незначительное изменение длины дуги может существенно повлиять на напряжение дуги и, следовательно, на общую мощность дуги. По этой причине гелий не так желателен, как аргон, для ручной сварки.
Из-за более высокого потенциала ионизации зажечь дугу с гелиевым защитным газом труднее, особенно при более низких токах.
Аргон используется почти исключительно при сварке при токе 150 А и ниже. Поскольку гелий является легким газом, скорость потока обычно в два или три раза выше, чем у аргона для эквивалентной защиты. Стоимость гелия значительно больше, чем аргона, и с увеличением скорости потока общая стоимость защиты резко возрастает. Стоимость должна быть взвешена с увеличением проникновения в толстый материал и достижимой повышенной скоростью перемещения.
Водород
Подобно тому, как гелий смешивается с аргоном, чтобы использовать преимущества обоих газов, водород смешивается с аргоном, чтобы еще больше сузить дугу и получить более чистый сварной шов с большим соотношением глубины к ширине ( проникновение). Эта смесь используется в основном для сварки аустенитной нержавеющей стали и некоторых никелевых сплавов. Добавление водорода к аргону также увеличивает скорость движения. Следует отметить, что смесь аргона с водородом создает риск водородного растрескивания и пористости металла, особенно при многопроходных сварных швах.
Азот
Азот в смеси с аргоном дает возможность производить больше энергии для работы, чем с одним аргоном. Это может быть особенно полезно при сварке материалов с высокой проводимостью, таких как медь. Однако смесь азота нельзя использовать для черных металлов, таких как сталь и нержавеющая сталь, поскольку поглощение азота в сварочной ванне вызывает значительное снижение прочности и более слабый и пористый валик.
Скорость потока газа
Правильная скорость потока достаточна для защиты сварочной ванны и вольфрамового электрода. Больше этой суммы потрачено впустую. Правильный расход в литрах в минуту (или кубических футах в час) зависит от многих переменных, которые необходимо учитывать при каждом применении. Вообще говоря, когда сварочный ток, диаметр чашки или вылет электрода увеличиваются, скорость потока должна быть увеличена.
При сварке в режиме переменного тока реверсирование тока оказывает возмущающее воздействие на защитный газ, и расход должен быть увеличен на 25%, и, конечно же, при сварке на сквозняке расход должен быть удвоен.
При сварке в труднодоступных местах чрезмерная скорость потока может вызвать турбулентность и захват воздуха. В этой ситуации эффективность защитного газа можно повысить, уменьшив расход газа примерно на 25%.
В качестве ориентира скорость потока обычно составляет около 8-12 л/мин для аргона, но может быть вдвое больше, чем для гелия.
Регуляторы сварочного инвертора TIG
Регулятор тока
Этот регулятор обычно представляет собой плавную регулировку сварочного тока. Это может осуществляться через переднюю панель сварочного инвертора
, с помощью ножного или ручного пульта дистанционного управления или их комбинации.
Выбор режима сварки
Выбор режимов сварки. Это могут быть: MMA TIG Режим переменного тока Режим постоянного тока Импульсная сварка
Частота переменного тока
Нормальная частота сети оборудования составляет 50 Гц. Однако современные сварочные инверторы TIG могут изменять эту частоту, например, от 50 до 100 Гц. Многие сварщики часто останавливаются на частоте около 70 Гц.
Однако современные сварочные инверторы TIG могут изменять эту частоту, например, от 50 до 100 Гц. Многие сварщики часто останавливаются на частоте около 70 Гц.
Контроль баланса
Выбирает процент очистки между положительным и отрицательным циклами в режиме сварки переменным током. Нулевой баланс обычно 50:50 положительный и отрицательный. Чем больше очистки, тем больше позитив и меньше негатив, а больше проникновения, наоборот, больше негатива и меньше позитива. Элементы управления часто показывают ноль как сбалансированное состояние и диапазон индикатора +10 -10 по обе стороны от нуля.
При правильной настройке регуляторов частоты и баланса можно использовать вольфрам меньшего размера.
Импульсное управление
Импульсное управление является разновидностью управления сварочным током. Контроль часто состоит из пикового уровня сварочного и фонового сварочного тока, а также времени каждого уровня.