Сварка листового полипропилена строительным феном и экструдером
Одним из самых распространенных методов соединения полипропилена является его сварка. Такая технология является самой востребованной и эффективной, это объясняется термопластичностью и прочностью материалов. Сварка листового полипропилена происходит вследствие их соединения встык или под прямым углом. Для соединения также можно использовать экструдер, фен или стыковой сварочный станок.

Лист полипропилена: природа материала для заготовки
Данный материал производится путем выдавливания гранул вещества полимера из специальных отверстий. Такая технология позволяет получить в итоге лист любой длины и ширины. Сам лист полностью состоит из гранул. Покрытие такого материала может быть или глянцевым или матовым, если лист покрыт глянцем, то сверху накрывается пленкой.
Основными преимуществами полипропилена является:
- диэлектричность;
- достаточная гидрофобность;
- стойкость к стиранию;
- химическая прочность.
Благодаря особым характеристикам сварка листов полипропилена не представляет самой объемный процесс и отличается доступностью. Весь процесс сварки заключается в доведении краев материала до вязкого состояния и сильно прижатия друг к другу. Такой механизм поможет получить в последующем цельную деталь.
Диффузионная сварка
Перед началом работы, необходимо подготовить рабочее место и весь материал. Чтобы швы склейки были как можно ровными и незаметными, следует с полной серьезностью подойти к процессу и выбрать такой способ сварки, который будет для вас наиболее доступным и удобным. Одним из наиболее эффективных способов соединения листового полипропилена является диффузная сварка. Такой механизм соединяется на специально оборудованном сварочном станке.
Сварка полипропиленовых листов происходит с помощью укладки двух частей на станок и их фиксации. Концы листов будут прижиматься к нагревательному элементу. Для получения наилучшего эффекта листы следует нагревать продолжительное время. После достижения необходимой температуры, листы прижимаются с помощью фиксирующего механизма. Шов, который получается с помощью оборудования для сварки, будет являться самым прочным и надежным.Очень важным при такой сварке является чистота и пониженная влажность воздуха в помещении, температура воздуха должна быть теплой. Одним из главных преимуществ шва будет не только его прочность, но и скорость получения качественного материала. Такой метод подходит для листов любой ширины, и дает возможность сваривать полипропиленовые листы в рулоны. При большом количестве работы, сварочный станок станет незаменимой вещью.
Сварка с помощью экструдера
Такой метод предполагает наличие особого инструмента – экструдера. Такой аппарат оснащен различными насадками, которые позволяют сваривать самые сложные и громоздкие конструкции. Огромным преимуществом есть и небольшой размер оборудования. Экструдер оснащен автоматической подачей теплого воздуха, что позволяет размягчать листы и избегать каких-либо повреждений при сварке. Работа таким методом предполагает оперативность в действиях, так как из-за высокой температуры (около 270С) возможна деформация около внутренних слоев полипропилена.

Такой процесс не требует выделения отдельного помещения и соединения возможно прямо на рабочем месте, благодаря компактности устройства. Шов, полученный с помощью экструдера, является вторым по прочности, после сварочного станка. Недостатком такого метода является необходимость соединять полипропилен одинакового состава, класса, в противном случае швы будут получаться непрочными и неравномерными.
Сварка листового полипропилена строительным феном

Для сварки листового полиэтилена феном, вам понадобится строительный фен большой мощности и тонкие
полимерные листы, а также полипропиленовая проволока (подобранная под размер и толщину листов, которые необходимо соединить). Важным является фактор подбора материала, листы и проволока должны состоять из одинакового класса материалов. Пренебрежение данного момента существенно повлияет на качество полученного шва и его прочность, так как фен не сможет одновременно довести до одинаковой нужной температуры разные виды материалов.
Для нормальной стыковки листов, их необходимо разместить на ровной поверхности и края обработать наждачной бумагой. Важным моментом подготовки является разделка кромок под углом 45.

Подготовленные листы полипропилена для сварки встык
Процесс нагревания феном и расплавки прута занимает примерно от 5 до 10 минут. Далее идет сам процесс сварки. Пластиковый пруток вставляется в насадку сварочного фена и в процессе заполнения шва непрерывно подается в зону сварного шва.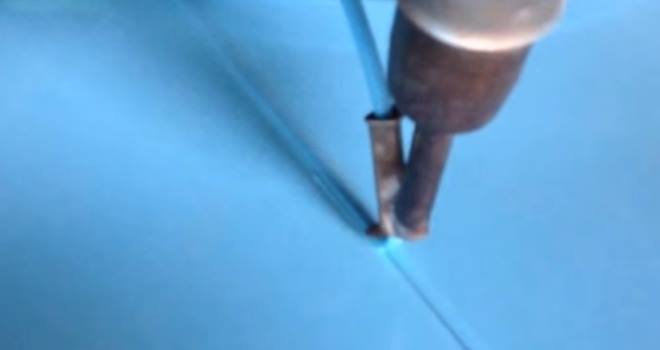
После соблюдения всех процедур, соединенный материал можно использовать. Полученный шов, при сварке ПНД с помощью строительного фена, является менее прочным, чем при сварке станком или экструдером, однако такой метод будет идеальным для соединения материала с небольшой толщиной.
Склеивание листового полипропилена
Склеивание полипропилена – очень трудоемкий процесс, требующий специальной подготовки. Это обуславливается тем, что такой вид пластмассы является особенно трудносклеиваемым. На современном рынке существует большое множество клеев, которые без каких-либо проблем способны склеить пластмассу, основным вопросом будет выбор специального раствора. Особая подготовка к склеиванию материала будет заключаться в предварительной сборке всех деталей, чтобы поставить необходимые метки, ведь неправильное соединение полипропиленовых листов или банальная ошибка в процессе может стоить вам испорченного материала.
Главными рекомендациями при склеивании и сварке полипропилена своими руками будут:
- необходимо приобретать клей, обращая внимание, прежде всего на его марку, но никак не на цену. Свой опыт в таком вопросе будет для вас дополнительным бонусом. Иногда клей из высокой ценовой категории по качеству может уступать более дешевым аналогам;
- выбирайте способ сваривания в зависимости от ширины листа, а также его размера. Чем правильней будет выбрана техника соединения, тем прочнее шов получится на выходе.
Сварка листового полипропилена феном, экструдером
Листовой полипропилен – современный конструкционный материал с отличными характеристиками. Он используется в строительстве как изоляционный материал, кроме этого из него делают бассейны, различные емкости, вентиляционные короба, используют для отделки индивидуальных очистных блоков.
Сварка полипропилена надежней механического крепления листов и склейки. Разогрев до температуры плавления обеспечивает прочность соединений, швы герметичны, не пропускают воду, не деформируются в процессе эксплуатации. Существует несколько технологий температурного соединения листового полимера, все они будут описаны ниже. Для этого применяется специальное оборудование, для работы с ним требуются определённые знания.
Свойства и виды полипропилена
Композитные и монолитные плиты создаются из полимерного материала, получают их путем прокатки, которые уплотняют пористую структуру, придают форму, создают гладкую поверхность. Основные характеристики листа:
- высокая прочность на разрыв, сжатие, кручение;
- низкий удельный вес, не более 0,92 г/см3;
- небольшой коэффициент расширения, сохраняет однородность структуры в температурном диапазоне от +80 до -40°С;
- экологическая безопасность, не выделяет вредных компонентов;
- химическая нейтральность к агрессивным средам кислотной и щелочной природы;
- гидрофобность: материал не впитывает влагу;
- стойкость к ультрафиолету;
- диэлектричность.
Материал легко монтируется с помощью крепежа, поддается резке, фрезеровке, сварке, склейке. Лист выпускается трех видов:
- плотный – имеет гомогенную структуру;
- ячеистый – рыхлый, обладает шумоизоляционными свойствами;
- вспененный – используется как утеплитель.
Технология сварки
При температурном соединении не нарушается структура полимера, сцепление соединяемых деталей происходит за счет процесса взаимодиффузии. Сварка полипропиленовых листов заключается в разогреве стыка до вязко-текучего состояния. При выборе оборудования необходимо учитывать, что при медленном разогреве в местах соединений материал дает усадку, от этого страдает качество шва. Температура сварки зависит от вида инструмента. Для монтажа листов используется полиффузный метод, когда разогреваются стыки. Еще соединение делается с помощью экструдера. Разогреть полипропилен можно воздушным пистолетом (феном).
Имея необходимое оборудование, соединять листы можно своими руками.
Методы ручной сварки листового полипропилена

Фен для сварки полипропилена
При монтаже используются два инструмента: сварочный экструдер для полипропилена и фен. Между свариваемых листов укладывается полипропиленовая проволока или пруток для сварки. Он выбирается по виду монтируемого материала, должен соответствовать ему по классу материала, виду изготовления.
Для сварки полипропилена феном нужен инструмент большой мощности, разогрев проводится в течение 5–10 минут. До этого необходимо подготовить поверхности соединяемых частей: зачистить их мелкой шкуркой, чтобы образовались неровности. Затем под углом 45°срезается кромка. Для непрерывной укладки прутка используется насадка, фен для сварки обычно ими укомплектован. Их недолго сделать из жести самостоятельно. В процессе стык разогревается до 180°С, поэтому феном для сварки полипропилена монтируют листы толщиной до 20 мм. Для листов свыше 16 мм применима сварка экструдером, это более надежный способ соединения. Инструмент разогревает лист до 270°С, он оснащен специальными насадками, которые применяются при монтаже сложных геометрических форм. Работать им необходимо быстро, чтобы лист не расправлялся. Если на агрегате две насадки, включать обе сразу не рекомендуется.

Сварка полипропилена экструдером
Принцип работы экструдера заключается в разогреве прутка до однородной консистенции, при этом одновременно разогревается стык и выдавливается экстрадированный полипропилен. Есть модели экструдеров, куда вместо прутка можно закладывать гранулы. Они размягчаются в пластификаторе и прессом подаются в рабочую зону. Получается очень качественный и прочный шов.
Автоматическая сварка
Для соединения листов созданы сварочные станки. Это оборудование для сварки создает ровный диффузный шов за счет касания стыка нагревательным элементом. Автоматический паяльник нужен при большом объеме работ. Температура регулируется в зависимости от структуры листа, на автомате можно производить сварку листов полипропилена толщиной от 16 мм.

Станок для сварки листового полипропилена
Склеивание листового полипропилена
Изделия с неровными поверхностями скрепляют химическим способом. Этот метод применяется редко из-за того, что полипропилен – трудносклеиваемый материал, для него нужен специальный состав, традиционные смеси для пластика не годятся, необходимо обращать на это внимание. Клей бывает нескольких видов:
- термоактивный на основе полифенольных смол или двухкомпонентный, с отвердителем или твердеет при нагреве;
- термопластичный однокомпонентный, на упаковке обязательно указывается температура отвердевания.
Вторая проблема склейки – предварительная разметка всех деталей перед сборкой, любая ошибка приведет к большой потере материала, работу придется начинать заново. Метки делают на соединяемых частях с торцов, чтобы поверхность оставалась чистой.
Подведем итоги
Типичные ошибки при сварке, которые допускают новички:
- Влажные и грязные стыки снижают качество соединения, они могут запачкаться при укладке на ровную поверхность, поэтому ее тоже очищают.
- Неправильный выбор присадочного прутка, важно знать маркировку листа перед его покупкой. Буквенные символы обозначают тип полимера: БС (блочный слойный), В (вспененный), Г (гомогенизированный), М (монолитный), ПП (полимерный).
- Неравномерность разогрева рабочей зоны и присадки, если пруток будет мягким, его сложно будет вдавливать между свариваемыми элементами, он будет выпячиваться, его будет легко вырвать. Если присадка холоднее листа, образуются морщины в месте шва.
- Низкая или высокая скорость укладки присадки: при низкой будут образовываться нагары, при высокой шов будет стягиваться.
- Чтобы проверить прочность соединения, охлаждённый шов разогревается горячим воздухом, тогда становятся заметны все дефекты.
Сварка листового полипропилена — Способы обработки листов — Инфополимер
Всем известно, что соединение полипропилена легче всего осуществлять методом сварки. Понятие сварка полипропилена достаточно емкое. Под этим можно подразумевать пайку полипропиленовых труб и фитингов, соединение полипропилена пленочного типа, сварка полипропилена при помощи стыкового сварочного оборудования и др.
Мы же в основном будем рассматривать сварку полипропилена листового. Под этим понимают соединение листов между собой под прямым углом либо стык в стык. Существует несколько методов сварки: ручной способ, при помощи аппарата для сварки полипропилена, и автоматический, с использованием стыкового сварочного станка.
Виды оборудования для сварки
Ручная сварка полипропилена
Ручная сварка листового полипропилена, происходит при помощи оборудования для сварки полипропилена, это может быть сварочный фен или сварочный экструдер. Так же необходим сварочный пруток из полипропилена. Перед тем как приступить к сварке двух отрезков листа, их требуется зачистить мелкой шкуркой, для того чтобы придать поверхности материала шершавость. Так же следует учитывать, что для сварки полипропилена требуется теплое сухое помещение, наличие электросети, отсутствие строительной пыли.
Сварочный пруток подается в экструдер или фен, разогревается до определенной температуры, затем происходит процесс сварки двух поверхностей полипропиленового листа. После сварки требуется пять минут, для того, чтобы сварочный шов остыл. Плюсы ручной сварки в том, что оборудование и лист можно привезти на объект и варить на месте монтажа данного изделия. Это дает возможность сваривать практически любые конструкции, не смотря на негабаритный размер для транспортировки.
Сварка полипропилена на автоматическом оборудовании
Оборудование для полипропилена бюджетного варианта это сварочные фены и ручные экструдеры. В промышленных масштабах используются автоматические и полуавтоматические сварочные станки. На сегодняшний день существует множество производителей сварочного оборудования.
Лидерами по праву являются такие фирмы как: Leister (Швейцария) крупнейший производитель сварочного оборудования, Rothenberger (Германия), Munsch (Германия), FORSTHOFF (Германия). Эти компании надежно зарекомендовали себя как производители высококлассного профессионального сварочного оборудования. В нашей компании вы можете приобрести все вышеуказанные марки сварочного оборудования. Мы предоставляем гарантию производителя, а также полный спектр сервисных услуг.
Сварка листов полипропилена на автоматическом стыковом станке происходит в производственном цехе, в сухом и теплом помещении. Она хороша тем, что можно быстро и без сварочных швов сваривать (стыковать) листы между собой. Плюсы сварки на станке в том, что можно сваривать листы в рулоны длинной более 30 метров. Ширина же рулона зависит от ширины сварочного элемента данного станка. Обычно она составляет 3 или 4 метра. Таких размеров хватает для производства большинства изделий из полипропилена, что делает станок очень выгодным.
Также станок незаменим, при производстве большой партии продукции, т.к. существенно сокращает время сварки листов из полипропилена, и позволяет экономить на рабочей силе.
Сварка полипропилена листового: аппарат, температура
Автор admin На чтение 4 мин. Просмотров 3k. Опубликовано
Сварка полипропилена – это самая востребованная сборочная технология, эффективность которой объясняется термопластичной природой данного сорта конструкционных полимеров. Причем с помощью сварки можно соединять любые полипропиленовые детали: от труб до листового материала.
Темой нашей статьи станет именно последний вариант монтажа – сварка листов полипропилена. Причем на этой странице вы сможете ознакомиться не только с этапами технологического процесса. Эта информация будет дополнена описанием комплекта оборудования, необходимого для «сшивки» листового полимера.
Полипропиленовый лист: обзор материала для заготовок
Листовой полипропилен производится из гранул, путем экструзии (выдавливания) расплавленной массы полимера сквозь калибровочное отверстие (щель). С помощью подобной технологии можно получить листовой «прокат» любой ширины или длины.
Однако в продажу листовой полимер поступает в виде мерных отрезков шириной до 1,5 метров и длиной до 4 метров. Поверхность листа может быть матовой или глянцевой. В последнем случае лист покрывают особой пленкой.
Как и любое другое изделие из полипропилена, листовой материал является хорошим диэлектриком, обладает завидной гидрофобностью и достаточной стойкостью к истиранию и высокой химической стойкостью.
Поэтому полипропиленовые листы используют в качестве отделочного материала или в роли материала конструкционного. В последнем случае стыковку листов или листовых заготовок обеспечивает сварка полипропиленовая – особая технология формирования высокопрочных и герметичных соединений неразъемного типа. Причем в процессе сварки можно задействовать, как термомеханические, так и только термические технологии.
Сварочное оборудование и присадочные материалы
Для соединения полипропиленовых листов используют три сварочные технологии:
- Полифузионный монтаж – аналог контактной сварки.
- Монтаж с помощью экструдера.
- Монтаж с помощью строительного фена (воздушного пистолета).
И каждый вариант реализации техпроцесса предполагает использование особого комплекта оборудования.

Так, полифузионный монтаж реализуется с помощью особого аппарата, нагревающего и сдавливающего торцы заготовок. Причем температура сварки в данном случае не превышает 270 градусов, а сживающее усилие не превышает нескольких килограмм на квадратный сантиметр. Однако с помощью полифузионного станка можно получить и торцевое, и угловое сопряжение, гарантирующее высокую прочность и герметичность.
Экструдер работает по схеме сварочного полуавтомата. То есть, в разогретую зону сварки подается присадочная проволока, которая плавится при той же температуре в 270 градусов Цельсия. После остывания разогретых кромок и расплавленной проволоки образуется шов, соединяющий заготовки.
В последнем случае аппарат для сварки полипропилена, по сути, отсутствует. Его заменяют строительным феном. С помощью этого инструмента можно прогреть до 270 градусов и проволоку, и стыкуемые кромки. То есть, «воздушный пистолет» используется по схеме «газовой» сварки, играя роль горелки.
Присадочные материалы используются только в паре с экструдером или строительным феном. В данном случае роль присадки играет полипропиленовая проволока диаметром от 1 до 6 миллиметров. Причем проволока может быть и круглой и треугольной (в сечении).
Сварка полипропилена листового: как это делается
Сам процесс сварки экструдером полипропиленовых листов выглядит следующим образом:
- В самом начале нужно подготовить инструмент, присадочный материал и помещение. Инструмент подключается к розетке бытовой электросети, присадочная проволока вставляется в держак экструдера, а помещение очищается от строительной пыли.
- Далее следует заняться подготовкой стыкуемых кромок. Для этого листы укладывают на сварочный стол или любую другую ровную поверхность, а их кромки зачищаются мелкозернистой наждачной бумагой. Ведь шершавая поверхность обладает лучшими адгезионными свойствами, чем абсолютно гладкий лист.
- После подготовки кромок можно заняться свариванием, предварительно прогрев головку экструдера. Сам процесс похож на технологию сваривания плавким электродом. То есть, сварщик перемещает головку экструдера вдоль шва, заполняя стык расплавленным присадочным материалом. Подача проволоки в сварочную ванну регулируется автоматически или вручную.
Спустя 5-7 минут, от момента введения расплавленной проволоки в шов, сваренные листы можно использовать по назначению.
Сварка листового полипропилена — выбираем сварочный аппарат
 Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Полипропиленовые листы в настоящее время широко используются в производстве ёмкостей для предприятий электронной, химической, нефтехимической, радиотехнической, пищевой, металлургической и других промышленностей. Данный материал также используется при изготовлении бассейнов.
Нередко полипропилен сравнивают с «королём» пластмасс. Он не является наиболее популярным и востребованным полимером в данное время, однако по темпам роста производства он является бесспорным лидером.
Основные технические показатели полипропилена
Полипропилен, как синтетически неполярный термопластичный материал, получают в промышленности из макромолекул изотактического строения. При комнатной температуре материал не растворяется в органических жидкостях, однако он может растворяться в некоторых видах растворителей при нагревании до высоких температур.
Полипропилен устойчив к щелочам, кислотам, растворам солей и иным неорганическим агрессивным средам, имеет низкий уровень влагопоглощения, высокие показатели электроизоляционных свойств, хорошие механический свойства, повышенную жёсткость и высокий уровень ударопрочности.

Технология и общие принципы сварки полипропилена
Сварка листового полипропилена заключается в соединении деталей посредством нагрева материала без изменения его химического состава. Полимер соединяется между собой при создании вязко-текучего состояния при нагревании.
Сварка полипропилена своими руками может осуществляться при помощи специального пистолета с подачей горячего воздуха (фена). В конструкции такого устройства воздух нагревается равномерно, что образует хорошую среду для сварки полимерных деталей.
ВАЖНО: при применении ручных аппаратов для сварки, необходимо учитывать тот факт, что при медленном сваривании элементов материал вокруг шва обычно подвергается наибольшему нагреванию, из-за чего снижаются его технические показатели, и вследствие чего – качество шва.
Экструдер, как аппарат для сварки полипропилена, также нередко используется в производстве. Данный процесс осуществляется в сухом тёплом помещении. Стыковые поверхности (края) свариваемых деталей обязательно должны быть зачищены мелкой шкуркой.

В экструдер поступает специальный присадочный пруток, который при разогревании сваривает нужные элементы. Время остывания такой сварки – ориентировочно 5-7 минут.
Механический сварочный аппарат для полипропилена применяется в основном в тех случаях, когда нужно приложить максимум усилий, чтобы края деталей соприкасались друг с другом. Не всегда с помощью подручных средств можно достичь этого.
Сварка полипропилена (видео находится на сайте) механическим путём подразумевает использование специальной опорной рамы с приборным блоком и гидроагрегатом. На данной раме с обеих сторон имеются специальные захваты, между которыми устанавливаются вкладыши для поддержания оптимального распределения давления на соединяемые элементы.

Сварочный аппарат для полипропилена имеет нагревательный элемент, который представляет собой диск со специальным покрытием. Внутри данного диска имеются нагревательные компоненты (ТЭНы), а снаружи – датчики контроля температуры и терморегуляторы.
Чем точнее показания термодатчика, который встроен в аппарат для сварки полипропилена, тем качественней сам аппарат. Наиболее качественными считаются агрегаты с электронными терморегуляторами (терморезисторами, которые способны измерять температуру близко около муфт и дорнов).
ВАЖНО: независимо от используемого терморегулятора, после нагревания сварочного аппарата нужно ещё подождать несколько минут, чтобы температура на насадках максимально приблизилась к той, которую показывают датчики.
Сварка листового полипропилена в некоторых случаях подразумевает также использование разных вспомогательных материалов (калиброватель, фаскосниматель, ножницы, торцеватель, очищающая жидкость и др.).

Требования по технике безопасности для сварки полипропилена
Во время процесса сварки полимерных изделий должно соблюдаться несколько правил:
- рабочая температура – не ниже 5оС;
- сварка листового полипропилена может осуществлять не только в закрытом помещении, но и на открытом воздухе;
- при низких температурах (ниже 5оС) технологическая пауза может быть слишком приближена к нулю;
- перед выполнением сварочных работ обязательным условием является очистка сварочных насадок во избежание возгорания остатков пластмассы и выделения углекислого газа;
- если помещение, где осуществляется сварка, плохо вентилируется, возможно выделение и скопление вредных газов;
- для проведения сварочных работ с полипропиленом рекомендуется иметь специальные защитные рукавицы и очки (защитную маску для лица).
Для более подробного ознакомления с процессом соединения двух полимерных листовых изделий рекомендуется посмотреть сварка полипропилена видео.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Сваривание листов из полипропилена
Их можно резать, фрезеровать, строгать или подвергать обработке на машинах таких же или подобных тем, которые используются для обработки дерева.
Соединять листы из полипропилена и листы ПНД можно механически при помощи заклепок или болтов. При этом необходимо помнить о склонности материала к линейному расширению. Хотя такое соединение и является разъемным, оно не обладает водонепронецаемыми качествами, в некоторых случаях оно даже недостаточно прочно, поэтому считается не очень подходящим для соединения полипропиленовых деталей.
Данный материал обладает высокой химической стойкостью, поэтому может контактировать со многими растворимыми клеями. Однако применять клей при работе с ним можно, только проконсультировавшись со специалистами.
Поверхность полипропилена и полиэтилена обладает «жирными» свойствами, что делает невозможным адгезию к нему многих материалов.
Наиболее выгодным и надежным, а, следовательно, и наиболее часто используемым способом соединения деталей из полипропилена и полиэтилена является сваривание. В настоящее время известно три способа сварки.
- Самый качественный — полифузионная сварка. Концы соединяемых деталей при помощи специального прибора нагреваются в течение определенного периода времени до достижения нужной температуры, затем они с необходимым усилием прижимаются друг к другу. Возникший таким образом шов наиболее прочный из всех применяемых способов сварки (достигает примерно 80-90% прочности материала). Таким способом можно сваривать листы любой толщины.
- Шов, сделанный при помощи ручного экструдера, не настолько прочный. Сваривание термопластов экструдером осуществляется нанесением добавочного материала (присадочная полипропиленовая проволока ), предварительно расплавленного в винтовом роторе экструдера. Экструдер — ручной аппарат, поэтому невозможно обеспечить всегда одинаковое давление и скорость сварки, что в свою очередь сказывается на качестве шва. Таким способом можно сваривать листы большой толщины.
- Немного ниже прочностью обладает шов, полученный в результате сварки пистолетом с горячим воздухом ( феном ).
В данном случае локально нагревается деталь, предназначенная для соединения, и добавочный материал.
Конструкция такого прибора, дает возможность поддерживать одинаковую температуру нагреваемого воздуха, но температура свариваемых деталей зависит от скорости сварки. Применяя ручные аппараты для сварки, необходимо помнить, что при очень медленном сваривании деталей материал вокруг шва может перегреться, что приведет в дальнейшем к деградации материала, а следовательно и к снижению качества шва.
То же произойдет, если материал будет недостаточно нагрет.
Шов, полученный в процессе ручной сварки пистолетом с горячим воздухом, достаточно надежен. Таким способом рекомендуется соединять листы и детали, толщина которых не превышает 25мм.
При сваривании отдельных деталей необходимо следить за тем, чтобы соединяемые материалы принадлежали к одному классу. Добавляемый материал тоже должен совпадать по классу свариваемости с основными.
На нашем производстве мы выпускаем специальный полипропиленовый сварочный пруток (проволоку). Сварочный пруток ООО «Русполимер» изготавливается из блок-сополимера полипропилена марки PPH 2464 (Германия) и идеально подходит для сваривания полипропиленовой продукции нашего производства. Пруток различного сечения: круглый 4мм, треугольный 5мм и 7мм, овальный. Цвета: натуральный (белый), голубой, синий, серый, зеленый. Цены на сварочный пруток.
Полипропиленовые листы и листы ПНД используются для производства емкостей для предприятий нефтехимической, химической, электронной, радиотехнической, металлургической, пищевой промышленности. Мы также применяем листы из полипропилена при изготовлении бассейнов.
Коэффициент прочности полученного шва
Стыковая сварка.
Листы из полипропилена.
Полифузионная (стыковая) сварка
0,9
Сварка ручным экструдером.
Листы из полипропилена
Экструзионная сварка
0,8
Сварка горячим воздухом.
Листы из полипропилена.
Пистолет с горячим воздухом
0,7
Сварка листового полипропилена — PLAST.RU
Благодаря своим уникальным свойствам листовой ПП пользуется все более растущим спросом у разных категорий потребителей.
Полипропиленовые листы используются для изготовления различных предметов для быта и промышленности как разнообразные емкости для пищевых и непищевых продуктов, чаши для бассейнов, на предприятиях разной направленности, таких как электронная, химическая, пищевая, радиотехническая, металлургическая и многое другое. Благодаря своим уникальным свойствам материал пользуется все возрастающим спросом у разных категорий потребителей.
Технология сварки листового полипропилена
Сварка листов – процедура соединения кромок деталей, которая выполняется путем нагрева материала до вязко-текучего состояния. Процедуру можно провести в специальных цехах, где есть необходимое автоматическое промышленное оборудование или в быту профессиональными или полупрофессиональными аппаратами.
Известны три способа сварки полипропилена:
- Экструдером;
- Феном;
- Полифузионным методом.
Экструзионная сварка
Небольшой компактный и эргономичный аппарат, который работает с использованием разноразмерных насадок. Идеален для соединения объемных элементов со сложной конструкцией, труб ПВХ или мембранной кровли.
Технология работы заключается в подаче горячего воздуха на кромку, которая при этом становится мягче и пластичнее. На шов обязательно подается сварочный пруток (полипропиленовая проволока), который может быть разных форм сечений, размеров и цветов. Проходя через насадку, пруток размягчается и перемешивается с основой, в результате чего получается однородное вещество. Таким образом, можно надежно соединять листы как большой толщины, так и тонкие.
Сварка феном
Аппарат, который используется при данной технологии, нагревает поток воздуха до 170-180оС. Применяется в случаях, когда толщина листов не превышает двух сантиметров, когда размер элементов не очень большой, а готовая конструкция не будет подвергаться повышенному давлению и нагрузкам.
Фен, как и экструдер, работает с использованием полипропиленового прутка. Иногда для заполнения большого шва может понадобиться использовать несколько слоев прутка, которые укладываются поочередно.
Полифузионный метод
Заключается в использовании специального габаритного станка, который устанавливается на подвижные сварочные столы. С обеих сторон укладываются листы, которые надежно фиксируются прижимным устройством. Аппарат управляется мастером, который задает параметры длины и толщины полипропиленовых листов. Края листов прижимаются к нагревательному элементу, доведенного до заданной температуры, и потом прижимаются друг к другу. Полученный шов является очень качественным, прочным и долговечным.
Полифузный метод признан самым лучшим для сварки полипропиленовых листов разного размера и толщины.
Выбирать сварочный аппарат в ПЛАСТ.РУ нужно с учетом характера и интенсивности его использования. У нас большой выбор различных бытовых и промышленных моделей от ведущих мировых производителей, которые предлагаются с гарантией и быстрой доставкой во все регионы страны.