Сварка медных проводов: разбираемся в технологии
СОДЕРЖАНИЕ
- Преимущества сварки медных проводов над другими способами соединения
- Выбор аппарата для сварки медных проводов
- Инвертор
- Трансформатор
- Необходимые электроды для сварки медных проводов
- Технология сварки медных проводов
Сварка медных проводов является наиболее надежным и оптимальным способом соединения, хотя и требует определенных навыков. Выполнять эту процедуру необходимо с использованием специального оборудования, в противном случае соединение будет или ненадежным, или не получится вовсе.
Несмотря на эти особенности, сварка провода из меди не составит большого труда. В нашей статье мы расскажем о том, что необходимо для ее осуществления, разберем преимущества сварки перед другими методами и подробно опишем сам процесс.
Преимущества сварки медных проводов над другими способами соединения
Если обратиться к Правилам устройства электроустановок (пункт 2. 1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)
1.21 ПУЭ), то, согласно инструкции, для соединения, ответвления и оконцевания жил проводов, в том числе и кабелей, подходят такие способы, как пайка, сварка, опрессовка или сжимы (бывают винтовые, болтовые и т. д.)
Есть множество способов скрепить кабели, но для сохранения проводимости контактов и прочного и долговечного соединения используется метод сварки проводов. Только он гарантирует отличное сочленение и длительную эксплуатацию при отсутствии какого-либо дополнительного обслуживания.
Для сравнения приведем примеры других соединений и определим преимущества сварки:
- Пайка не очень долговечна и подвержена разрушению, так как при этом способе присутствует припой (третий металл), как правило, более легкоплавкий и рыхлый по структуре. Вследствие химических реакций на границе между двумя сплавами происходит постепенный износ и повреждение металла.
Если в качестве критерия брать трудоемкость процесса и его длительность, то пайка дает результат не хуже, чем сварка.
- Клеммники и обжимы. Этот способ не такой идеальный, как сварка. Это объяснимо, поскольку основным материалом для проводников является медь – довольно пластичный металл без необходимой упругости. При сварке проводов металл как бы «вытекает» из-под нагрузки, от этого не защищают даже гровер-шайбы. И при использовании специальных, глубоко подпружиненных самозажимных клеммников площадь контактной поверхности останется небольшой. Если будет сильный ток, пружины потеряют свою упругость из-за нагрева.
- Скрутка. Этот способ не предусмотрен в ПУЭ, следовательно, запрещен. Он может применяться только как временное соединение перед самой сваркой медных проводов.
 Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
 Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Это не самый экономичный способ, так как чтобы изделие получилось качественным, нужны хорошие инструменты и материалы.
Так в чем же преимущество соединения проводов сваркой?
Прежде всего, после сварки получается монолитная комбинация кабелей, поэтому говорить о «контакте» мы уже не можем. Границ проводников больше не существует, и электрический ток, соответственно, проходит через однородный металл.
Кроме этого, сопротивление такого соединения минимально, следовательно, почти не выделяется теплоты.
В результате оплавления может образоваться утолщение, что даст температуру при максимальном токе даже ниже, чем в варианте с подводящими проводниками. Этому также способствует и отсутствие очень плотной изоляции.
Читайте также: «Технология сворки меди и ее сплавов»
Следующий фактор – отсутствие большой ослепительной дуги при сварке скруток медных проводов, если она осуществляется на переменном токе или пониженном напряжении. Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Скрутка не прогревается на большую глубину, а металл не разбрызгивается. Дело в том, что скрутки сваривают угольным электродом по торцам предварительно скрученных проводников. Мощность аппарата для сварки медных проводов может достигать 800 Вт.
Сварка сталей имеет токи большие, чем при сварке скруток, поскольку медь и алюминий плавятся при более низких температурах, а дуга и брызги металла существенно уменьшаются.
Это вовсе не значит, что средства защиты не нужно использовать. Защитные очки и огнеупорные подкладки необходимы, но сами меры безопасности будут проще, чем, например, при сварке сталей.
Ну и, наконец, для предотвращения окисления проводников в процессе сварки, в том числе алюминия, имеется особый флюс «ВАМИ». Для меди обычно используют буру. Скрутка опускается в углубление с флюсом, сделанное в угольном или углеграфитовом электроде.
Выбор аппарата для сварки медных проводов
Как выбрать правильный аппарат для сварки медных проводов? Обычно используется любой генератор тока: инвертор, выпрямитель или трансформатор. К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
К автоаккумуляторам подключаются клещи для контактной сварки, затем два соединяют последовательно и контакты выводятся к электродам. Мощности обычно достаточно для сварки кабеля с жилой толщиной 5 мм. Больший объем возможен только при использовании сварочного аппарата.
Инвертор
Современные инверторы имеют ряд серьезных преимуществ:
- могут сваривать провода любого сечения;
- им не страшны скачки напряжения в сети, существенно снижен риск «залипания» электрода и пережога медных скруток;
- существуют более простые модели с силой тока до 150–200 А;
- созданы для работы от стандартной электрической сети (без трехфазного тока).
Инвертор проще в работе, чем трансформатор. При процессе сварки постоянным током прямой полярности минус подключается к медному проводу, который нужно сварить, а плюс – к держателю электрода.
Трансформатор
Аппараты предыдущих поколений слишком громоздки и неудобны в транспортировке, но их плюс в том, что они могут создавать ток до 400 А. Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Трансформатор используют для работы с постоянным током прямой или обратной полярности. С его помощью сваривают медные шины в распределительных коробах, а также соединяют скрученные проводники с большим сечением.
Подключается трансформатор, как и инвертор: минус – на скрутку, плюс – на электрод. Хотя у этих аппаратов неплохая производительность, в процессе они нагреваются и сильно гудят, поэтому требуют периодического отключения для остывания. Также при включении они влияют на напряжение в сети, которое потом стабилизируется. Это необходимо учитывать при выборе работ с данным прибором.
Читайте также: «Приспособления для сворки»
Сварочный аппарат можно сконструировать и на основе понижающего трансформатора, имеющего мощностью до 150 А и напряжение в диапазоне от 12 до 38 В, на него наматывается необходимое количество витков кабеля. Это число рассчитывается при помощи таблиц. Для стабилизации дуги в электрическую схему также включается диодный мост. Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Держатель можно купить в специализированных магазинах, а еще умельцы используют в этих целях зажим троллейбусного контактора. Токопроводящие зажимные клещи изготавливают из пассатижей, к одной из ручек которых крепится контактная клемма. Такой самодельный аппарат обязательно нужно заземлить.
Необходимые электроды для сварки медных проводов
Когда речь идет о сварке медных проводов, то нужно подбирать нужные электроды, для конкретного случая это будут графитовые или угольные.
При сварке в домашних условиях можно использовать стержни батареек либо щитки коллекторных двигателей, а также любые подобные изделия, сделанные из графита.
Графитовые стержни достойно заменят магазинные электроды, но имеется один нюанс: на них нет медного покрытия. Для решения этой проблемы нужно просто доработать держатель. Для этого применяют зажим «крокодил» и для самого электрода, и для соединения массы. Эти предметы не настолько габаритные, как, например, штатные, поэтому можно работать в распределительных щитках. Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Это будет даже удобнее. Не стоит забывать о том, что ручки нужно дополнительно заизолировать.
Угольные и графитовые электроды имеют один общий параметр: их температура плавления в 4 раза выше порога плавления меди. Именно поэтому расход электродов при сварке минимален. Это большой плюс.
Обязательно нужно учитывать, что электрод нагревается до высокой температуры молниеносно, поэтому можно перегреть материал, который вы свариваете, а из-за этого пострадает изоляция в самом кабеле. Сварщик обязан знать эти моменты, чтобы при монтаже электропроводки не случилось никаких аварий.
При положительной схожести угольных и графитовых стержней в процессе монтажа проводки они обладают разными характеристиками:
- Основное различие – их стоимость. Графит более доступен.
- Отличия по цвету: угольный стержень черный, графитовый – имеет темно-серый металлический оттенок.
- Использование угольного электрода при сварке требует от мастера достаточного опыта и навыка такой работы, поскольку дуга от стержня из угля имеет очень высокую температуру, из-за которой может повредиться свариваемая скрутка. С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
- Для инверторного аппарата, оснащенного регулятором силы тока, лучше всего подойдут графитовые стержни. К тому же квалификация мастера может быть невысокой при работе с ними. Графит также дает большую прочность соединению, сопротивляемость окислению, да и качество сварки гораздо лучше, чем с применением угля.
 С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.
С другой стороны, такие высокие показатели температуры случаются при заниженном токе. Из этого можно сделать вывод, что угольными электродами хорошо работать на слабом сварочном аппарате.Технология сварки медных проводов
Техника безопасности при сварочных работах очень важна. Их необходимо проводить в защитной маске либо в очках, специальной одежде и рукавицах. Помните, что можно обжечься металлом и его брызгами, повредить глаза («наловить зайчиков»).
В домашних условиях инверторная сварка медных проводов требует использования угольных либо графитовых электродов. Как говорилось выше, в качестве электрода можно использовать и угольный стержень от отработавшей батарейки.
Для более точного ориентирования представляем рабочий диапазон сварочного тока:
- 2 жилы, сечение каждой 1,5 мм² – 70 А;
- 3 жилы, сечение каждой 1,5 мм² – 80-90 А;
- 2-3 жилы, сечение 2,5 мм² – 80-100 А;
- 3-4 жилы, сечение 2,5 мм² – 100-120 А.
Медь, которая используется при изготовлении электрических проводов, всегда имеет разный состав и качество. Эти параметры и определяют подходящий режим сварки. Как понять, что выбран оптимальный режим? Убедитесь, что электрод не прилипает к месту сварки, а дуга устойчива. Если уже имеется опыт в сварочных работах, то данные параметры вполне можно соблюдать.
Как проходит сварочный процесс:
- С медного кабеля снимается оболочка изоляции (примерно 7–10 см).
- Многожильные провода скручиваются (процесс скрутки).
- Скрутка подрезается, образуя ровный срез. Нужно оставить длину примерно 5 см.
- На скрутке крепится зажимной механизм из меди для отведения избыточного тепла, устанавливается заземление.
- Срез скрутки подносится к электроду.
- Сварка завершена, когда на конце проводов появляется расплавленный медный шарик, на это уходит порядка 1-2 сек.
- Сварку останавливают, чтобы не повредить изоляционный материал.
- Остывшие концы электропроводки изолируются изолентой или термоусадочной трубкой.

Обратите внимание на то, что, кроме прочего, также необходимо вовремя менять сварочный медный наконечник, который фиксирует электрод в процессе сварки. Его основная задача – подавать электрический ток на электрод. Его состояние будет отражаться на качестве сварочного шва: внутри наконечника есть отверстие, которое и должно хорошо удерживать стержень. К сожалению, оно достаточно скоро утрачивает свои свойства при частых сварках. Сварочный наконечник из меди также быстро изнашивается и чаще всего требует замены.
Читайте также: «Выбор параметров режима ручной дуговой сварки»
Сварка медных проводов ручным дуговым способом – пожалуй, самый надежный метод и наиболее качественный вид соединения. Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Если инвертор подбирается по четко заданным параметрам – это 70 % успеха сварки. Выбирая прибор, обратите внимание на его мощность. Важно представлять себе область его применения, а также место и характеристику деталей, с помощью которых планируете пайку. Сварочный процесс требует точного расчета времени – не более 1-2 секунды. Это позволит получить качественные швы. Если не пренебрегать рекомендациями экспертов, то при работе сложностей не возникнет.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аппарат для сварки медных проводов: требования к оборудованию
Главная » Обработка металла » Сварка » Виды аппаратов для сварки медных проводов
На чтение 5 мин
Содержание
- Технология сваривания
- Преимущества способа
- Требования к самодельному сварочному прибору
- Как выбрать устройство?
- Устройство для сваривания из подручных средств
Проводя монтаж электропроводки, часто приходится удлинять провода, делать много прочных соединений, не повышающих сопротивление медных жил. Быстро соединить концы поможет аппарат для сварки медных проводов. Технические характеристик кабелей не изменяются.
Любители мало занимаются сваркой медных контактов. Они могут переделать сварочный инвертор, заменив электрод. Электрики постоянно соединяют медные жилы. Им выгодно приобрести сварочный аппарат. Любители мастерить сделают приспособление из подручных средств. Созданное оборудование поможет быстро сваривать проволоку.
Сварка медных проводовТехнология сваривания
Сварка соединяет скрутки проводов из меди. Эксплуатационные характеристики кабеля при этом не изменяются. Сложность состоит в электро и теплопроводности меди. Ее сложно нагреть на коротком участке. В аппарате для сваривания меди низкий ток. Рабочее напряжение оборудования от 12 – 14 В.
Эксплуатационные характеристики кабеля при этом не изменяются. Сложность состоит в электро и теплопроводности меди. Ее сложно нагреть на коротком участке. В аппарате для сваривания меди низкий ток. Рабочее напряжение оборудования от 12 – 14 В.
Сам процесс сварки высокопроизводительный и простой. Применяется графитовый электрод, подключенный к «плюсу» и зажим, отходящий от «минуса». Создание соединения проводов занимает мало времени.
- Снять изоляцию и очистить концы на обеих соединяемых проводах примерно на 100 мм.
- Сделать плотную скрутку.
- Подрезать торец, чтобы оба конца медных жил находились в одной плоскости.
- Клещами зажать скрутку, оставив конец 10 – 15 мм.
- Поднести на секунду графитовый электрод к торцу проволоки.
С первого раза радужная капелька – расплав меди, на конце скрутки может не образоваться. Следует повторять сварку 2 – 4 раза, до образования шарика.
Нельзя долго держать электрод прижатым к скрутке.
 Медные провода быстро нагреются, передадут тепло дальше. Изоляция начнет гореть. Варить надо короткими касаниями до секунды по времени.
Медные провода быстро нагреются, передадут тепло дальше. Изоляция начнет гореть. Варить надо короткими касаниями до секунды по времени.После остывания оголенные провода изолируются термоусадочной трубкой или изолентой.
Преимущества способа
Аппарат для сварки скруток из меди удобный. Его преимущества:
- высокая производительность;
- сохраняются технические характеристики;
- соединение не требует дополнительных деталей;
- сварка дает прочное соединение.
При скрутке и соединении через клеммы и шины, медь постепенно окисляется. Контакты приходится периодически чистить. Пайка увеличивает сопротивление, место контакта греется. Сварка оставляет однородную структуру медных проволочек.
Полный процесс сварки медных проводов, от зачистки до остывания занимает 2 – 3 минуты.
Требования к самодельному сварочному прибору
Электрик постоянно занимается ремонтом электрической проводки. Покупка специального оборудования оправдывает себя. Любитель, делает ремонт в собственном доме изредка. Ему удобнее использовать сварочный инвертор с током до 100А, или сделать приспособление своими руками.
Любитель, делает ремонт в собственном доме изредка. Ему удобнее использовать сварочный инвертор с током до 100А, или сделать приспособление своими руками.
Самодельный сварочный аппарат должен соответствовать требованиям:
- иметь зажим;
- работать от сети 220В;
- мощность трансформатора от 600Вт;
- выдерживать кратковременные перегрузки;
- электрод прочно закреплен в ручке;
- настраиваться на рабочие режимы сварки медных проводов;
- на держаке желательно иметь кнопочный выключатель.
Главное требование к сварочному аппарату – безопасная работа. Все контакты должны быть изолированы. Перед включением в сеть оборудование необходимо подключить к заземлению.
Скрутку непросто точно подвести к электроду и прижать на нужное время. Для начинающих специалистов варить будет легче, если прижав торец соединенных проводов, ток включать нажатием кнопки.
Сборка аппарата своими рукамиКак выбрать устройство?
Аппараты для сварки медных скруток включают в бытовую сеть. Они выдают на электрод постоянный ток силой 12 – 36В.
Они выдают на электрод постоянный ток силой 12 – 36В.
Длина кабелей с клещами и держаком на концах должна быть в пределах 3 – 4 м. С короткими проводами сложно работать, у сварщика ограничены движения. Длинные имеют большое сопротивление, значение тока уменьшается.
Соединяемые концы находятся в разных местах. Электрик постоянно перемещается по помещению. Длинный провод от источника питания к оборудованию и компактный аппарат, висящий на плече, значительно упрощают процесс перехода от одной к другой точке.
Устройство для сваривания из подручных средств
Простой сварочный аппарат можно сделать своими руками. Чаще всего используется сломанная микроволновка, в которой осталась рабочей первичная обмотка магнетрона.
- Распилить вторичную обмотку и убрать ее.
- Намотать новую, проводом с сечением 6 мм2, необходимо уложить минимум 16 витков, больше лучше. На выходе будет ток 14 – 18А. Он оптимальный для сварки проводов своими руками.
- От аппарата к ручнику подключить медный многожильный кабель сечением 10 – 12 мм2.
- В медную трубку вставить графитовый электрод с одной стороны, ко второму концу приварить кабель.
- Вместо зажима использовать плоскогубцы. К одной ручке закрепить провод от «плюса».
- Провода соединить с выходами микроволновки на задней стенке.

Перед закреплением графитового электрода, медной трубке ей придают соответствующую форму, делают продольный пропил для фиксации.
При самостоятельном изготовлении сварочного аппарата можно сэкономить на покупке электрода. Он представляет собой массивный кусок графита. Заменить его можно щеткой с электродвигателя. Лучше всего подходят контакты с троллейбусных штанговых токоприемников. Найти их легко на конечных остановках, где водители постоянно меняют щетки и выбрасывают старые. Для удобства в графитовом электроде делаются углубления, в которые заводится конец скрутки.
Аппарату для сварки скруток, сделанному своими руками, необходим держак. Он делается из куска дерева. Подходит ручка от напильника. По оси просверливается отверстие для кабеля. Все хорошо изолируется. Специалисты рекомендуют держак для сварки порошковой проволокой. У него широкое отверстие и гнездо для подсоединения кабеля.
Подходит ручка от напильника. По оси просверливается отверстие для кабеля. Все хорошо изолируется. Специалисты рекомендуют держак для сварки порошковой проволокой. У него широкое отверстие и гнездо для подсоединения кабеля.
 yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window.
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-43’, blockId: ‘R-A-1226522-43’ })})»;
cachedBlocksArray[266499] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-32’, blockId: ‘R-A-1226522-32’ })})»;
cachedBlocksArray[266496] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-31’, blockId: ‘R-A-1226522-31’ })})»;
cachedBlocksArray[266487] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-29’, blockId: ‘R-A-1226522-29’ })})»;
cachedBlocksArray[266490] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-27’, blockId: ‘R-A-1226522-27’ })})»;
cachedBlocksArray[266489] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-26’, blockId: ‘R-A-1226522-26’ })})»;
cachedBlocksArray[266492] = «window. yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;
yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-5’, blockId: ‘R-A-1226522-5’ })})»;
cachedBlocksArray[266491] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-3’, blockId: ‘R-A-1226522-3’ })})»;
cachedBlocksArray[266500] = «window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1226522-11’, blockId: ‘R-A-1226522-11’ })})»;( Пока оценок нет )
Поделиться
Аппарат для сварки медных проводов. Какой выбрать: дуговой, электронно-лучевой, инвертор
Содержание
- 1 Аппарат для сварки медных проводов
- 1.1 Где применяется аппарат сварки медных проводов
- 2 Сварочный процесс
- 2.1 Принцип работы аппарата
- 2.2 Заваривание в вакууме
Медные провода используются повсеместно в электрике. Согласно Правилам Устройств Электроустановок соединение их может быть произведено 3 способами: опрессовка, сжим, сварка. Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.
Естественно, что самый качественный из них тот, при котором используется сварочный аппарат.
Учитывая, что у меди довольно высокая температура плавления (1080 градусов по Цельсию), но при нагреве до 300 °С она уже может сломаться, нужны определенные навыки в сварке меди. Примечательно, что сварку можно выполнить, как переменным, так и постоянным током. С работой, при определенном умении сварщика, может помочь справиться инвертор, электронно-лучевой аппарат или трансформатор. Допустима и дуговая сварка меди.
Сварка скруток обеспечивает надежный контакт
Аппарат для сварки медных проводов
Параметры для сварочных работ с медью
Сварка проводов, в том числе и дуговая, должно проводиться при напряжении от 12 до 36 В. Лучше, если сварочный аппарат имеют функцию регулировки силы тока. Сам процесс сварки занимает несколько секунд (мы сейчас не говорим о промышленной сварке). Именно за столько короткий временной промежуток можно добиться образования устойчивой капли, способной крепко соединить медные скрутки.
Для достижения нужного эффекта необходимо при выборе силы тока учесть сечение и количество жил. Для этих работ применяются электроды, наличие меди в составе которых обязательно. Сила сварочного тока зависит от количества проводов и их сечения.
| Сварочный ток | Количество проводов | Сечение проводов |
| 70 А | 2 | 1,5 мм2 |
| 80 А | 3 | 1,5 мм2 |
| 100 А | 2 | 2,5 мм2 |
| 120 А | 4 | 2,5 мм2 |
И все же оптимальным считается режим, при котором электрод не прилипает к проводам. Описать его, практически, не реально. Достигается он опытным путем.
Где применяется аппарат сварки медных проводов
Практически, любой аппарат для создания прочного сварного соединения проводов подающих ток, может проводить работы в
- Электрических щитках,
- Электрических шкафах,
- Распределительных коробках,
- Трансформаторных подстанциях,
- На производстве,
- При ремонте и создании электронно — бытовых или научных приборов,
- В быту.

Естественно, что главным в любом случае будет соблюдении Правил Техники Безопасности. Для каждого производства существует установленный гост работы с электротехническими приборами и гост, по которому может проводиться их ремонт.Объединяет их один общий пункт об обесточивании ремонтируемого объекта, где должна вестись сварка электрических проводов. Дальше необходимо концы крепко соединить, возможно, методом скрутки, настроить аппарат и провести сварку.
Сварочный процесс
О выборе сварочных аппаратов для медных проводов поговорим чуть позже. Примечательно, что независимо от того, какой будет выбран аппарат, сварка должна проходить в целом одинаково и состоять из нескольких этапов:
- С проводов нужно снять верхнюю оболочку. Делать это лучше ножом или ножницами, отступив от края заготовки на пару сантиметров, минимум, и аккуратно подрезав оболочку. Затем ее нужно просто стянуть.
- Далее можно (некоторые профессионалы настаивают) сделать скрутку для не слишком объемных проводов с небольшим количеством стандартных по диаметру жил, она должна быть общей длиной сантиметра 2,5, а лучше 3.
- Непосредственно на готовое соединение одевается зажим и подключается масса сварочного аппарата.
- Выставляется сила и мощность тока, прогревается электрод.
- В течение пары секунд проводится сварка.

За столь короткое время должен успеть образоваться небольшой шар из расплавленной меди. Если передержать электрод чуть больше установленного времени, то соединяемые концы просто расплавятся. Не додержать – соединение будет внутри пористым, а значит ломким.
По идее, правильно проведенная работа по сварке медных электрических проводов должна обеспечить после остывание их безопасное раскручивание. После чего место сварки изолируют. Потом можно подключать напряжение.
А теперь о выборе идеального аппарата.
В чью пользу сделать выбор
На промышленном производстве и даже в угольных сверхкатегорийных шахтах, опасных по внезапным выбросам пыли и газа, периодически проводятся работы по сварке медных проводов. Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
Там обычно это делается стационарными или переносными аппаратами способными заварить многожильный силовой кабель, подающий электричество высокого напряжения.А вот для мелких работ в быту, например, на электронно-компьютерной плате нужна маленькая головка сварочного аппарата и регулировка параметров напряжения и силы тока. Здесь справятся – инверторы
- Либо те аппараты, где дуговая сварка,
- Возможно использование электронно-лучевой сварки.
Перед свариванием обязательна зачистка провода
Есть умельцы, которые способны выполнить отличную сварку медных, тонких проводов, самодельным сварочным аппаратом и им не нужна автоматическая регулировка силы тока и защита от скачков напряжения.
Дуга для сварочных работ
Согласно гост 22917 – 78 для соединения электрического кабеля должна быть применена дуговая сварка. Сварочный процесс в этом случае проходит в защищенной среде. Газ (аргон, углекислый газ, гелий) будет при нагревании меди, защищать ее от окисления. Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
Его подача осуществляется из сварочной головки непосредственно во время сварки.От того, как зажигается и поддерживается сварочная дуга дуговая сварка делится на
- Ручную
- Полуавтоматическую
- Автоматическую.
Принцип работы аппарата
Для сварщика важно, чтобы дуга была непрерывной. Газ поможет создать нужную среду, при которой возможно расплавление меди без окисления. Высокая температура дуги расплавляет самый крепкий металл. Максимальная теплота выделяется дуговым разрядом. Дуговая сварка, неважно ручная или полностью автоматическая, проводится угольным электродом с содержанием меди. От последнего зависит, будет ли застывшая капля пористой внутри. Если работы выполнены так, как рекомендует гост, то соединение должно получиться крепким.
Инвертор
Аппарат инверторного типа считается универсальным. Потому, что
- Он легкий,
- Заботиться о натяжении дуги не нужно,
- Контролировать бесперебойное поступление газа так же.

Для медных проводов нужно только подобрать электрод, включить напряжение и силу тока (смотри таблицу, приведенную выше) и пробовать работать. Единственный минус – возможная пористость соединения. Принцип работы аппарата инверсия – главное в работе инвертора. Фазовый сдвиг напряжения происходит при каскадном увеличении силы тока и его частоты на выходе. Преобразование возможно в два этапа:
- Переменный ток (220 В, 50 Гц) становится постоянным.
- Постоянный ток вновь становится переменным, но с низким напряжением, высокой частотой и большой силой.
Заваривание в вакууме
Электронно-лучевое заваривание осуществляется в вакууме. В домашних условиях провести этот высокотехнологический процесс не реально. Специальный сварочный аппарат используется в лабораториях и заваривание, в частности, медных проводов проводится в особых камерах.Сварка электронно-лучевым способом обеспечивает:
- Минимальное нагревание проводов при сварке. Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
- При малых температурах, электронно-лучевая сварка дает нужную концентрацию теплоты в изделие (в частности в провода). В отличие от других аппаратов, электронно-лучевой прибор нагреет не только поверхность детали, но и подаст тепло на достаточную для качественного шва, глубину.
- Медь, которая за короткое время была нагрета, а затем расплавлена, в вакууме не обогащается газами. У медных проводов образуется качественное соединение, которое обладает пластичными свойствами.
 Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.
Количество теплоты в пять раз меньше, чем когда проводится дуговая сварка. Это резко снижает вероятность коробления проводов.Принцип работы аппарата электронно-лучевой способ сварки базируется на проплавлении, в том числе меди на передней стенке кратера. Электронный луч, как установил гост, должен иметь форму конуса. Во время процесса проплавления происходит:
- Давление потока электронов,
- Выделение теплоты,
- Реактивное давление испаряющегося металла,
- Излучение электронов.

Все это осуществляется во время передвижения меди по бокам к задней стенке. И здесь происходит кристаллизация меди. Электронно-лучевой аппарат дает возможность проводить работу с паузами, а так же непрерывным лучом.Первый сварочный аппарат появился более ста лет. За это время ученые, взяв первоначальный принцип сварки за основу, модернизировали ее процесс, создали разновидности аппаратов, способных соединять тугоплавкие либо, наоборот, легко плавящиеся металлы. Сварка медных проводов может быть осуществлена, практически, любым из известных сварочных аппаратов. Но качество работ могут гарантировать только те, что созданы для работы с медью, с учетом ее особенностей.
Соединение проводов сваркой
Кроме описанных ранее способов соединения проводов, достаточно широко в последнее время применяется сварка.
Сварное соединение предпочтительнее всех остальных: с его помощью проще всего получить достаточно надежный и качественный контакт. Поэтому срок безотказной работы электропроводки получается очень большим.
Сейчас проводка чаще всего выполняется медным проводом, алюминиевый провод стараются не применять. Поэтому далее речь пойдет в основном о сварке медных проводов.
Сварку медных проводов можно производить как переменным, так и постоянным током при напряжении 12 — 36В, при этом следует предусмотреть возможность регулирования тока сварки. Наиболее подходящим для сварки проводов следует считать сварочный аппарат инверторного типа.
Сварочные аппараты инверторного типа
Достоинства инверторных аппаратов широко известны. Прежде всего, это малые габариты и вес, а некоторые модели имеют в комплекте ремень для ношения через плечо. Это позволяет повесить аппарат на ремне через плечо и поднявшись по лестнице-стремянке производить сварку скруток в распаячной коробке.
Инверторные аппараты, как правило, имеют широкий диапазон регулирования сварочного тока. Дуга у таких аппаратов очень устойчивая, хорошо зажигается при малых токах сварки, поэтому даже малоопытный сварщик очень скоро может добиться прекрасных результатов, получить хорошее качество сварных соединений.
Также к достоинствам инверторных аппаратов следует отнести малое энергопотребление по сравнению с обычными трансформаторными сварочниками. Поэтому вполне возможно подключение к бытовой электропроводке: не будет наблюдаться мигания света и сбоев в работе различной бытовой аппаратуры, не будет жалоб соседей.
Сварка медных проводов так же опасна, как и обычная сварка стали. В полной мере сохраняется опасность «нахвататься зайчиков» и получить ожоги от расплавленного металла. Поэтому работы по сварке проводов следует проводить в сварочной маске, сварочных рукавицах. Спецодежда также должна предусматривать работу со сваркой. Кроме того, необходимо соблюдать все меры пожарной безопасности и правила техники безопасности, как при обычных сварочных работах.
Для сварки медных проводов применяются специальные угольные обмедненные электроды, которые часто называют «карандаш». При отсутствии таких специальных электродов можно использовать обычный угольный стержень от негодной батарейки. При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
При этом сварочный ток, в зависимости от диаметра и количества свариваемых проводов можно рекомендовать, хотя бы ориентировочно, в пределах, как указано ниже.
Сварочный ток 70А достаточен для сварки двух медных проводов сечением 1,5 мм2, для трех таких же проводов потребуется 80 — 90А. Для двух — трех проводов сечением 2,5 мм2 ток достигает уже 80 — 100А, а для трех-четырех 100 — 120А.
Приведенные цифры следует считать ориентировочными, поскольку медь, используемая в проводах, в зависимости от изготовителя по составу и свойствам различается весьма значительно. Соответственно будут различаться и режимы сварки.
Оптимальным считается тот режим, когда электрод не прилипает к месту сварки, а дуга будет устойчивой. Это сочетание достигается уже в процессе работы опытным путем. Примерно такими пределами следует руководствоваться, приобретая инверторный сварочный аппарат. Если аппарат предполагается использовать лишь для подобных работ, то более мощный не потребуется.
Технология сварки проводов
Собственно сварка состоит из нескольких технологических операций. Сначала с проводов следует снять оболочку и изоляцию, после чего выполнить скрутку. Полученную скрутку подрезать так, чтобы концы всех проводов были на одном уровне, а длина скрутки получилась бы не менее 50 мм.
После этого на скрутку устанавливается медный теплоотводящий зажим, и подключается «масса» сварочного аппарата. После этих операций к концу скрутки подносят торец заряженного в держак угольного «карандаша» и производят сварку. В результате на конце скрутки должен образоваться аккуратный шарик расплавленной меди, после чего сварку следует прекратить. Чтобы не расплавить изоляцию проводов время сварки каждой скрутки не должно превышать 1 — 2 сек. После того, как сваренные скрутки остынут, их следует изолировать с помощью изоляционной ленты или, что более современно, с помощью термоусадочной трубки.
Самодельные аппараты для сварки проводов
Инверторные аппараты для сварки скруток очень хороши, но им присущ один недостаток, пожалуй, единственный. Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
Это высокая цена. Поэтому приобретение такого аппарата становится целесообразным, когда выполнение сварочных работ производится регулярно, а не от случая к случаю, например в условиях специализированных электротехнических бригад и предприятий. Если же планируется просто замена электропроводки в двух или трех комнатной квартире собственными силами, то вполне возможно обойтись самодельным сварочным аппаратом, даже просто трансформатором, подходящей мощности.
В качестве такого трансформатора вполне подойдет трансформатор серии ТБС (Трансформатор Броневой Станочный), показанный на рисунке 1.
Рисунок 1. Трансформатор серии ТБС
Для сварки проводов вполне подойдет трансформатор мощностью не менее 600 Вт и напряжением вторичной обмотки 9 — 36В. К вторичной обмотке подключается держатель электрода и зажим для подключения «массы».
Сварка осуществляется угольным электродом (стержень из батарейки) таким же способом, как было написано выше для инверторного сварочного аппарата. Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
Собственно весь процесс тот же самый: от зачистки проводов и до касания скрутки угольным стержнем и последующей изоляции скруток.
При отсутствии такого трансформатора его несложно изготовить самостоятельно. Для этого потребуется Ш — образное трансформаторное железо с площадью сердечника не мерее 30 см2. При площади 30 см2 и сетевом напряжении 220В первичная обмотка содержит 293 витка, выполненных обмоточным проводом диаметром 0,8 — 1,0 мм.
Вторичная обмотка наматывается в три провода диаметром 3 мм, либо более тонким в четыре – пять проводов, но только чтобы общая площадь была не менее 15 — 20 мм2. При напряжении вторичной обмотки 10В она должна при указанном железе содержать 13 витков.
Если нет именно такого железа, то количество витков можно определить по приведенным ниже формулам.
W1=40*U1/S
W2=40*U2/S
По этим формулам определяется число витков для первичной и вторичной обмоток, где S – площадь сердечника, 40 – эмпирический коэффициент (может лежать в пределах 40 — 60, чем лучше железо, тем меньше цифра), U1 напряжение сети (220В), U2 – требуемое напряжение вторичной обмотки. Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Кстати, эта формула подходит для расчета любого трансформатора, не обязательно сварочного.
Так же, как и в предыдущем случае, потребуется сварочная маска или очки и рукавицы, иначе ожоги расплавленным металлом или «зайчики» в глазах гарантированы. Для упрощения процесса сварки можно воспользоваться специальным зажимом, показанным на рисунке 2.
Рисунок 2. Приспособление для сварки скруток
Конструкция приспособления несложна и понятна из рисунка. Напряжение от сварочного трансформатора с помощью проводов 2 подводится к верхней (подвижный рычаг) и нижней (основание) частям, соединенным между собой изоляционной пластиной 3, с помощью шарнира 4. На основании закреплен угольный электрод 1 с углублением для флюса, в качестве которого используется обычная бура, продающаяся в аптеках.
Провода 2 должны быть как можно короче, а сечение иметь по возможности максимальное, не менее, чем сечение вторичной обмотки трансформатора. Сетевой выключатель должен находиться как можно ближе, лучше, если это будет проходной выключатель на проводе, как у торшера.
Процесс сварки в этом случае выглядит так. Сначала барашковым зажимом на подвижном рычаге закрепляется свариваемая скрутка. В углубление угольного электрода засыпается флюс, рычаги сжимаются рукой. После этого подается напряжение на сварочный трансформатор, и в углублении угольного электрода под слоем флюса образуется шарик. Трансформатор после этого следует отключить и выждать время, пока шарик остынет прямо в приспособлении.
Время сварки, как правило, определяется практически, поэтому сначала следует потренироваться на ненужных обрезках проводов. С помощью данного приспособления возможна сварка алюминиевых проводов, а также алюминия и меди. Методы выполнения скруток для этого случая показаны на рисунке 3.
Рисунок 3. Скрутки для сварки проводов
Борис Аладышкин, http://electrik.info/
Сварка медных проводов, Описание процесса сварки
Соединения проводов в петлях выполняют, как правило, сваркой, используя термитные патроны. Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Сварка с использованием термитных патронов стала очень распространенной из-за относительной простоты выполнения, которая обеспечивает одновременно с этим и надежность соединений. Для того, чтобы соединить провода с помощью термитных патронов нет необходимости в сложном оборудовании и приспособлениях. Сварку проводов или, как ее привыкли называть, термитную сварку проводов производят в особых сварочных приспособлениях. Большей распространенностью отличаются приспособления, предназначенные для термитной сварки проводов конструкции, которые изготавливает Центральная высоковольтная лаборатория Мосэнерго.
Приспособления Центральной высоковольтной лаборатории Мосэнерго изготавливают двух размеров. Если говорить о конструкции, то оба типа являются одинаковыми и отличаются лишь весом и размерами.
Термитные патроны представляют собой массу из термитов, которая спрессована на стальной кокиль. У патронов, предназначенных для сварки алюминиевых и сталеалюминевых проводов, имеется разъемный кокиль из стали с вкладышем из алюминия. Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Патроны же, предназначенные для сварки проводов из меди имеют кокиль, состоящий из медной трубки с вкладышем, состоящим из фосфористой меди.
Перед тем, как провести термитную сварку, концы проводов в обязательном порядке обезвреживают после зачистки от торцевания и грязи. Торцевание проводят при помощи монтажных ножниц, предназначенных для резки проводов. После проведения обезвреживания в растворителе, будь то бензин или какой — нибудь другой, концам проводов необходимо дать возможность просохнуть, затем вставить их в термитный патрон во вкладыш до упора.
Перед использованием термитный патрон обязательно нужно проверить. Термитные патроны, предназначенные для сварки сталеалюминевых и алюминиевых проводов, подготовленные для того, чтобы просверлить в них вертикальное отверстие на всю глубину, вплоть до алюминиевого вкладыша. При сверлении патронов будьте осторожны, так как возможно растрескивание термитной массы. На концах кокиль необходимо зачистить от заусенцев. На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
На алюминиевом вкладыше нужно снять пленку с помощью либо ерша из стали, либо используя другое приспособление.
Сварка медных проводов
Какие преимущества и недостатки сварки существуют?
Любому опытному электрику известно то, что более качественного контакта проводов можно добиться с помощью сварки. В процессе сваривания проводов за счет вовсе отсутствующего нагрева проводников и мест их соединений, пожаробезопасность будет обеспечена. Не будет выглядеть преувеличенно, если добавить, что из всех способов соединения проводов, именно сварка является наиболее оптимальным в плане безопасности, надежности и долговечности.
Как и во всех ситуациях, и в случае со сваркой есть недостатки. К примеру, если вы используете клемм, то для того, чтобы создать соединение вам будет достаточно ручного инструмента электрика. Однако при сваривании жил возникнет необходимость в специальном сварочном оборудовании — инверторе либо трансформаторе. К недостаткам относится также и неразъемность соединения, которая в некоторых случаях может ограничить возможность использования сварки, как наиболее выгодного способа соединения проводов.
Описание процесса сварки медных проводов.
Изучение этого процесса много времени у вас не займет, так как процесс является достаточно простым. Для начала снимаете изоляцию с концов всех жил, которые необходимо соединить , затем сделайте скрутку. Рекомендованная длина должна быть не менее 5 сантиметров, в связи с этим изоляцию снимать нужно с концов жил на длину 6- 8 сантиметров.
Затем жилы, которые получились в результате скрутки, выровняете по длине, срезав немного концы скрутки режущим элементом вроде кусачки. Жилы, которые вы скрутили, готовы к сварке. В том месте, где был срез и нужно произвести сварку.
Сварочными электродами обычно выступают угольные стержни. Готовым решением могут стать омедненные графитовые электроды, которые имеются в продаже, к вашему сведению, не только в магазинах оборудования для сварки. Если такого электрода под рукой не оказалось, то можно использовать графитовый стержень от какой — нибудь старой батарейки или же щетку от коллекторного двигателя. Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Осталось соединить свариваемую скрутку с сварочным устройством и начать сварку.
Процесс сварки медных проводов
Для процесса сварки необходимо поднести электрод к концу скрутки жил. Под действием зажженной дуги должны сплавиться концы жил, что и станет поводом для их соединения. Если вы заметили небольшой шарик в месте сварки, то вы засвидетельствуете, что ваша работа завершена, причем результат получился качественный.
Оптимальным временем для сварки при достаточно верном выборе сварочного тока от 1 до 2 секунд. Для создания качественного соединения меньше 1- 2 секунд может не хватить. Но и больше двух секунд не стоит сваривать, так как при большой длительности горения дуги может произойти сильный нагрев проводов, что может привести к повреждению их изоляции. Она может просто напросто расплавиться.
Выбирая величину сварочного тока, необходимо учесть то, какой по толщине является скрутка. Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Для того, чтобы сварить большую скрутку, состоящую из большего количества жил, соответственно, тока потребуется больше.
Поэтому для каждого случая значение сварочного тока подбирается строго индивидуально.
Воспользуйтесь помощью профессионала, если вы плохо в этом разбираетесь, поскольку ваши эксперименты с выбором тока могут принести либо к прилипанию электродов, либо повреждению их изоляции.
Наверняка, многие из вас осведомлены о том, насколько опасными могут быть последствия воздействия дуговой сварки, но, думаю, будет не излишне напомнить о том, что есть существенная необходимость в средствах защиты, таких как сварочная маска или защитные перчатки.
Похожие статьи
- Что нужно знать о соединении проводов?
- Устройство для сварки проводов: особенности полезного приспособления
- Сварка труб под давлением — сложно ли это на практике?
- Инструкция по сварке раскрывает ее параметры
инструкция и обзор сварочных аппаратов
Электрические провода, как для промышленных сетей, так и для автомобильных жгутов, могут соединяться различными способами. Наиболее надежным, рациональным и простым в последнее время стал метод сварочного соединения проводов. Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Наиболее надежным, рациональным и простым в последнее время стал метод сварочного соединения проводов. Давайте разберемся, почему специалисты сферы электротехники предпочитают подобную технологию всем остальным и какой сварочный аппарат лучше использовать.
Содержание
- Подготовительные мероприятия
- Технология сварки проводов
- Инверторный аппарат
- Трансформатор серии ТБС
Подготовительные мероприятия
Любой вид сварочных работ принадлежит к категории опасных операций. Сварка медных проводов – тому не исключение, она так же опасна, как и сварка стальных деталей. Велика опасность возникновения пожара, поражения людей брызгами раскаленного металла.
Каждый участник может нахвататься зайчиков от вспышек электродов. Место проведения огневых операций необходимо тщательно подготовить.
Возле площадки, где осуществляются сварочные работы, должна быть установлена емкость с водой и лежать плотная кошма из негорючего материала. Наличие как минимум двух порошковых огнетушителей – обязательно.
Перед началом осуществления сварочных работ необходимо подобрать удобную, по размеру защитную маску и одеть сварочные рукавицы, покрытые специальной негорючей пропиткой. Работать только в сварочной спецодежде, соблюдая все меры пожарной безопасности и правил техники безопасности на производстве. Сваривать медные провода необходимо специальными угольными обмедненными электродами.
Бывалые сварщики называют такие электроды «карандаш» за то, что внутри у них находится спрессованный графит. При отсутствии таких электродов, их можно заменить угольным стержнем от использованной обыкновенной батарейки. Величина сварочного тока, необходимого для соединения электрических проводов, приводится в специальных расчетных таблицах. При отсутствии таких таблиц, величину тока можно рассчитать самостоятельно.
Она зависит от сечения и числа свариваемых проводов. Следует учитывать, что характеристики электротехнической меди, используемой для производства медной катанки, из которой состоят жгуты проводов, значительно отличается по своим свойствам и составу. Разные производители изготавливают разную медь. Поэтому режимы сварки необходимо тоже корректировать. Ориентировочные расчеты необходимых значений тока приводятся ниже.
Разные производители изготавливают разную медь. Поэтому режимы сварки необходимо тоже корректировать. Ориентировочные расчеты необходимых значений тока приводятся ниже.
Сваривая два провода, изготовленные из меди, сечением 1,5 мм², необходимо использовать сварочный ток величиной 70А. Выполняя сварочные операции с тремя такими же проводами, потребуется сварочный ток величиной 80-90А. Взяв в работу два-три провода сечением 2,5 мм², следует установить рабочий ток величиной 80-100А. Для трех-четырех таких проводов необходим сварочный ток величиной 100-120А.
Опытные профессиональные сварщики считают самым оптимальным такой режим сварки, когда электрод не прилипает к сопрягаемым деталям. При этом сохраняется устойчивый режим электрической дуги. Такое сочетание рабочих характеристик достигается опытным путем после многократных повторений в процессе работы.
Инверторный сварочный аппарат следует приобретать для сварки медных проводов с такими характеристиками, которые описаны выше. Если предполагается использование сварочной техники только для подобных операций, более мощная машина не нужна. С инверторным аппаратом можно успешно и эффективно сваривать медные провода сечением до 10 мм², используя сварочный ток величиной до 500А.
Если предполагается использование сварочной техники только для подобных операций, более мощная машина не нужна. С инверторным аппаратом можно успешно и эффективно сваривать медные провода сечением до 10 мм², используя сварочный ток величиной до 500А.
Технология сварки проводов
Выполнение соединения проводов посредством сварочного аппарата осуществляется с последовательной разбивкой на технологические операции.
Технология сварки медных проводовПошаговая инструкция:
- Тщательно зачистить кончики проводов на длину 100 мм, сняв оболочку ПВХ и изоляционный слой.
- Выполнить плотную скрутку зачищенных медных жил.
- Скрутку подрезать таким образом, чтобы торцы всех проводков были в одной плоскости. Длина скрутки должна быть не менее 50 мм.
- Подключить к скрутке массу сварочного аппарата. Надеть на нее медный зажим для отвода выделяющегося тепла.
- Зарядить в держатель угольный карандаш. Подвести его торец к концу скрутки, произвести сварку. В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.
- Во избежание расплавления изоляции, которой покрыты провода, сварочная обработка каждой отдельной скрутки не должна длиться более 1-2 секунд.
- Остывшие скрутки следует плотно изолировать лентой ПВХ либо термоусадочными трубками.
 В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.
В результате круговых движений угольным электродом по всем проводам скрутки, от воздействия электрической дуги на ней образуется шарик расплавленной меди. После образования шарика сварка прекращается.Соединения электрических проводов, выполненные с использованием сварочного аппарата, имеют современный дизайн, высокие нагрузочные характеристики, непревзойденное качество и хорошие эксплуатационные свойства.
Инверторный аппарат
Сварка медных проводов осуществляется постоянным и переменным током. Процесс обработки происходит при напряжении от 12 до 36 В. Необходимым условием должно быть регулирование сварочного тока в процессе выполнения работ. Эксперты в сфере электротехники утверждают, что наиболее подходящим инструментом, используемым для сварки проводов, является инверторный сварочный аппарат.
Сварочные аппараты инверторного типа давно и устойчиво завоевали популярность при соединении деталей из различных материалов. Широко известны такие их достоинства:
- удобные габаритные размеры;
- небольшая масса;
- наличие в комплекте надежного ремня для ношения через плечо.
Последняя опция особенно нравится сварщикам. Большинство распаечных коробок со жгутами проводов располагаются на высоте 2,5 – 3 метра от уровня пола. Поднявшись по лестнице-стремянке, специалисту удобно производить сварку проволочных скруток, повесив аппарат на ремне через плечо, чтобы руки оставались свободными.
У аппаратов инверторного типа используется весьма широкий диапазон регулирования сварочного тока. Подобные машины располагают крайне устойчивой дугой. Даже при использовании незначительных сварочных токов она отлично зажигается. Любой сварщик, даже без практического опыта, очень быстро осваивает данную технику. Используя инверторные сварочные аппараты, специалисты добиваются очень хороших результатов, получая высокое качество сварных соединений проводов.
Если сравнивать инверторные сварочные аппараты с привычными для всех трансформаторными аппаратами, то сразу бросается в глаза их малое потребление электрической энергии. Это большой плюс данным машинам, поскольку их можно безбоязненно подключать к бытовой энергосистеме. Свет при этом мигать не будет. Также исключены перебои в работе приборов различной бытовой аппаратуры. Никто из соседей жаловаться не будет.
Трансформатор серии ТБС
Сварочные установки инверторного типа являются прекрасными машинами, отлично выполняющими качественное соединение проводов с медными жилами. При всем техническом совершенстве данных агрегатов все же есть у них один минус. Это высокая стоимость. Не каждая компания электротехнического профиля может позволить приобрести себе эту технику.
Трансформатор ТС 700-2Если предстоит разовая работа по соединению проводов в машине либо ремонтных работах в квартире, можно обойтись простым трансформатором серии ТБС.
Характеристики трансформатора:
- мощность 600 Вт;
- напряжение вторичной обмотки 9-36В.

Подключить к вторичной обмотке зажим массы и держатель электрода. Вместо угольного электрода – карандаша, можно взять стержень от использованной батарейки.
Как видно из статьи, аппарат для сварки проводов представляет собой несложный механизм. Его функции простые, доступные каждому пользователю. Чтобы сварить провода, необходим минимум материалов. Если необходимо производить ежедневную сварку проводов, следует приобрести инверторный аппарат. Для разовой сварки можно воспользоваться простым трансформатором ТБС. Выбирать вам. Удачи в работе!
Руководство по сварке меди — Weld Guru
Резюме
Сварка меди несложная.
Тепло, необходимое для этого типа сварки, примерно в два раза больше, чем для стали аналогичной толщины.
Медь обладает высокой теплопроводностью. Чтобы компенсировать эту потерю тепла, рекомендуется использовать наконечник на один или два размера больше, чем требуется для стали.
При сварке больших участков большой толщины рекомендуется дополнительный подогрев. Этот процесс позволяет получить менее пористый сварной шов.
Медь можно сваривать в слабоокислительном пламени, поскольку расплавленный металл защищен оксидом, образующимся в пламени. Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Для газосварных узлов следует использовать бескислородную медь (раскисленную медную катанку), а не кислородсодержащую медь.
Стержень должен быть того же состава, что и основной металл.
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления.
Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва.
Сварку следует начинать в некотором отдалении от конца соединения и приваривать до конца с добавлением присадочного металла.
После возвращения в исходную точку сварку следует начинать и выполнять в направлении, противоположном другому концу шва.
Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение.
Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава.
Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу.
Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Видеосварка меди
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления.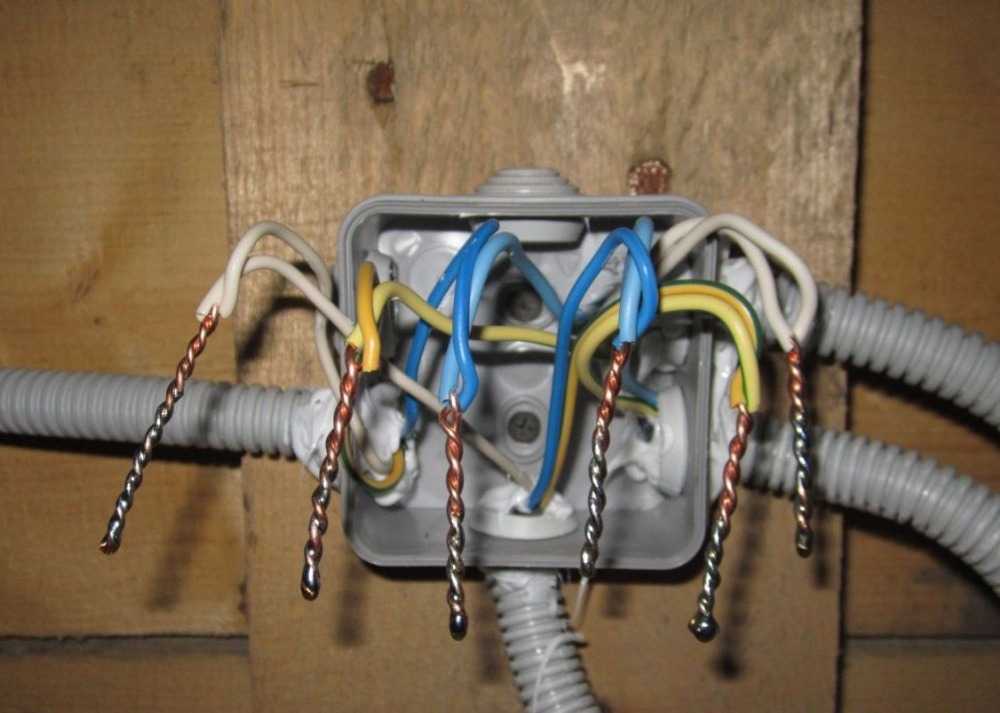 Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва. Сварку следует начинать в некотором отдалении от конца соединения и приваривать обратно к концу с добавлением присадочного металла. После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва. Сварку следует начинать в некотором отдалении от конца соединения и приваривать обратно к концу с добавлением присадочного металла. После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение. Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава. Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу. Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Скорость сварки меди
Скорость сварки должна быть одинаковой. Конец присадочного стержня должен оставаться в расплавленной ванне.
В течение всей операции сварки расплавленный металл должен быть защищен внешней оболочкой пламени.
Если в процессе работы металл не течет свободно, стержень следует поднять и нагреть основной металл до красного каления по шву.
Сварку следует начать снова и продолжать до тех пор, пока шов не будет завершен.
Сварка тонких листов
При сварке тонких листов предпочтительным является метод сварки спереди.
Для толщин 1/4 дюйма (6,4 мм) и более предпочтителен метод обратной руки.
Для листов толщиной до 1/8 дюйма (3,2 мм) предпочтительным является простое стыковое соединение с квадратными краями.
Для толщин более 1/8 дюйма (3,2 мм) края должны быть скошены под углом от 60 до 90 градусов. Это обеспечит проникновение с растеканием расплава на большую площадь.
Стыковые, нахлестные и косые соединения используются при пайке, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или имеют неправильное поперечное сечение.
Зазоры для проникновения присадочного металла, за исключением соединений труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры в соединениях труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм). Соединение может быть выполнено со вставками из присадочного металла или присадочный металл может подаваться снаружи после того, как соединение будет доведено до надлежащей температуры.
Косой стык используется при соединении ленточных пил и для соединений, где нежелательна двойная толщина нахлеста.
Сварочный медно-никелевый сплав
Медно-никелевые сплавы используются там, где требуется высокая чистота, устойчивость к биообрастанию и бактериям, а также исключительная коррозионная стойкость. Они имеют хорошую прочность и формуемость. Сваривать несложно, если используются надлежащие процедуры и меры предосторожности для окружающей среды.
Они имеют хорошую прочность и формуемость. Сваривать несложно, если используются надлежащие процедуры и меры предосторожности для окружающей среды.
Двумя основными марками медно-никелевых сплавов являются 90/10 меди к никелю и 70/30 (70% меди и 30% никеля). Их также называют растворными сплавами. Это означает, что любое количество меди растворимо в никеле, а любое количество никеля растворимо в меди.
При работе с медно-никелевыми сплавами предварительный подогрев и послесварочная термообработка не требуются. Ни сварной шов, ни околошовная зона не упрочняются теплом сварки.
Введение в сварку медно-никелевого сплава
Ниже представлены все пять видеороликов Медной ассоциации.
TIG Сварка из медного никелевого сплава:
 youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Сварка труба из медного никелевого сплава:
. to Weld Copper — Welding Headquarters
Материал с прекрасными проводящими свойствами, медь имеет широкий спектр применения. Основная причина этого заключается в том, что медь является хорошим проводником как тепла, так и электричества. Однако иногда это может затруднить сварку меди.
Медная руда была первой успешно выплавленной около пяти тысяч лет назад. Сегодня медь — это металл, который объединяет наш мир. Ладно, может быть, это немного преувеличение. Тем не менее, дело в том, что медь является невероятно важным металлом со многими приложениями, поэтому изучение сварки меди в ваших интересах.
Тем не менее, дело в том, что медь является невероятно важным металлом со многими приложениями, поэтому изучение сварки меди в ваших интересах.
О важности меди можно судить по ее мировому спросу. По данным Freedonia, ожидается, что мировой спрос на медь вырастет на 4,2% в текущем году и достигнет 36 миллионов метрических тонн на сумму более 260 миллиардов долларов. Freedonia также ожидает, что Индия станет самым быстрорастущим рынком сбыта меди к концу года, а Китай займет второе место. Что касается Соединенных Штатов, рост расходов на строительство, вероятно, приведет к увеличению спроса на медь в стране.
Не только Фридония ожидает роста спроса на медь в будущем; McKinsey также ожидает, что произойдет то же самое. Согласно отчету, опубликованному в Forbes, ожидается, что спрос на медь вырастет с 23,6 млн тонн в 2018 году до всего 30 млн тонн к 2027 году. Этому есть несколько причин, включая тепло- и электропроводность металла, пластичность, высокую пластичность и устойчивость к коррозии. Учитывая важность металла и его широкое применение, вам необходимо научиться сваривать медь. Мы будем учить вас этому здесь.
Учитывая важность металла и его широкое применение, вам необходимо научиться сваривать медь. Мы будем учить вас этому здесь.
Различные методы сварки меди
Медь можно сваривать несколькими способами. Однако в этой статье мы обсудим только наиболее распространенные методы обучения сварке меди. К ним относятся дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и ручная дуговая сварка металлическим электродом (MMAW). Ниже приводится объяснение каждого из них.
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом (GMAW), также называемая сваркой MIG, соответствует системе сварки SMAW. Это означает, что присадочный материал, используемый в этом методе сварки, представляет собой электрод. Однако между этими двумя методами есть разница; в то время как серия коротких стержней используется SMAW в качестве расходуемого электрода, метод GMAW автоматически подает непрерывную «проволоку» к сварочной горелке со скоростью, определяемой пользователем. Дополнительно имеется регулируемая настройка подачи защитного газа.
Дополнительно имеется регулируемая настройка подачи защитного газа.
При использовании метода GMAW для сварки меди рекомендуется использовать медные электроды ERCu. Также рекомендуется использовать раскисленную медь Aufhauser; это медный сплав или присадочный материал с чистотой 985. Толщина медной секции, которую вам нужно сварить, определит необходимую газовую смесь. Как правило, аргон используется для толщины до 6 мм. Для большей толщины используется смесь гелия и аргона. В методе GMAW для сварки меди вам необходимо наносить присадочный металл с узким переплетением или стрингерными валиками; это можно сделать с помощью спрей-переноса.
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)
Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также называемая сваркой TIG, сваривает медь аналогично большинству процессов дуговой сварки; это означает, что GTAW включает в себя использование электрической дуги для нагрева и плавления как медной детали, так и присадочного материала.
По мере того как расплавленная сварочная ванна остывает и затвердевает, ее защищают от атмосферных воздействий путем подачи защитного газа, такого как аргон или гелий, на наконечник горелки. Хотя GTAW похож на многие процессы дуговой сварки, он не похож на методы дуговой сварки, при которых электрическая дуга передается на свариваемую медь с использованием плавящихся электродов.
Вместо этого в GTAW используется неплавящийся электрод для создания сварного соединения между заготовками; это можно сделать с наполнителем или без него. Кроме того, во многих других методах дуговой сварки присадочный материал используется в качестве электрода, несущего электрическую дугу к свариваемой меди. Однако в методе дуговой сварки вольфрамовым электродом в среде защитного газа используется отдельная присадочная проволока. Кроме того, при сварке меди методом GTAW совсем не обязательно вводить присадочный материал.
Методами GTAW можно успешно сваривать медные детали толщиной до 16 мм. В качестве наполнителя, рекомендуемого для этого метода, используется любой металл, имеющий состав, аналогичный основному металлу. Защитный газ аргон предпочтителен для медных профилей толщиной до 1,6 мм. Для заготовок, толщина которых превышает этот уровень, используется смесь гелия и аргона.
В качестве наполнителя, рекомендуемого для этого метода, используется любой металл, имеющий состав, аналогичный основному металлу. Защитный газ аргон предпочтителен для медных профилей толщиной до 1,6 мм. Для заготовок, толщина которых превышает этот уровень, используется смесь гелия и аргона.
По сравнению с аргоном смесь гелия и аргона обеспечивает более высокую скорость перемещения и более глубокую перфорацию при одинаковом сварочном токе. Чтобы обеспечить свариваемой медной детали хорошие характеристики перфорации гелия вместе со свойствами стабильности аргоновой дуги, обычно используется смесь 25% Ar/75% He. Наконец, при выполнении этого метода на куске меди с узким переплетением или стрингерными валиками рекомендуется использовать предварительную сварку.
Ручная дуговая сварка металлическим электродом (MMAW)
Этот метод в основном используется для выполнения ремонтной или профилактической сварки меди и медных сплавов. Присадочным материалом, рекомендуемым для этого метода, является электрод ECuSn-C. Другой рекомендацией является использование положительного электрода постоянного тока (DC+) с методом стрингера. При использовании этого присадочного материала метод MMAW может помочь в следующем:
Другой рекомендацией является использование положительного электрода постоянного тока (DC+) с методом стрингера. При использовании этого присадочного материала метод MMAW может помочь в следующем:
- Сварка меди с другими металлами
- Мелкий ремонт тонких медных деталей
- Сварные соединения с ограниченным доступом
Это три наиболее распространенных метода сварки меди. Теперь, когда у вас есть основная информация о каждом методе, вы можете выбрать технику/метод, наиболее подходящий для ваших нужд и выполняемой работы. Однако, независимо от выбранного вами метода сварки меди, вам необходимо выполнить несколько основных шагов для получения эффективного сварного шва. Мы обсудим эти шаги в следующем разделе.
Основные этапы сварки меди
При самостоятельной сварке меди вам необходимо знать основные этапы эффективной сварки меди. Сварка меди своими руками состоит из 11 этапов. Выполняя эти шаги в следующем порядке, вы сможете получить чрезвычайно прочный медный сварной шов.
Обеспечение безопасности
Если вы хотите сварить медь самостоятельно, первое, что вам нужно сделать, это обеспечить свою безопасность. Независимо от того, какой металл вы свариваете, перед началом сварки необходимо принять соответствующие меры предосторожности. Невыполнение этого требования может подвергнуть вас риску получения травмы.
Итак, какие возможные меры предосторожности вы можете предпринять, прежде чем приступить к сварке меди? Вам необходимо надеть защитное снаряжение, убедиться, что вокруг вас нет легковоспламеняющихся предметов, и работать в чистом месте или в месте, свободном от посторонних материалов. Соблюдение мер предосторожности особенно важно при сварке меди; это потому, что медь является чрезвычайно хорошим проводником электричества, и вы можете получить удар током, если возьмете металл голыми руками.
Помимо риска поражения электрическим током, сварка меди может привести к воздействию токсичных газов. Таким образом, вы не должны останавливаться на кожаных перчатках и защитной одежде, чтобы обеспечить свою безопасность при сварке меди. Вместо этого вы должны включить респираторную маску и защиту для глаз в свое защитное снаряжение.
Вместо этого вы должны включить респираторную маску и защиту для глаз в свое защитное снаряжение.
Подготовка поверхности
Подготовка поверхности для сварки меди означает очистку зоны сварки от жира, масла, краски, грязи и других посторонних частиц перед началом сварки. Почему необходимо, чтобы в зоне сварки не было этих частиц? Потому что сварной шов может треснуть, если они смешаются с металлом. Кроме того, они могут содержать вредные химические вещества, такие как сера, фосфор и свинец.
Помимо области сварки, перед началом сварки следует очистить и медь. Как можно очистить зону сварки и медь? С помощью щетки из бронзовой проволоки и подходящего чистящего средства. Сначала проволочной щеткой, затем обезжирьте чистящим средством. Кроме того, обязательно удаляйте оксидную пленку, образующуюся во время сварки, с помощью проволочной щетки после наплавки каждого прохода.
Предварительный нагрев
Почему так важно предварительно нагревать медь перед началом сварки? Потому что этот металл обладает высокой теплопроводностью. Это особенно важно, если толщина медного металла больше 0,01 дюйма. Вы должны предварительно подогреть все сегменты, которые необходимо сварить, равномерно.
Это особенно важно, если толщина медного металла больше 0,01 дюйма. Вы должны предварительно подогреть все сегменты, которые необходимо сварить, равномерно.
Поскольку медь может быстро отводить тепло от сварного шва к окружающему его основному металлу, для сварки толстых медных профилей требуется сильный предварительный нагрев. Температура зависит от толщины металла и может находиться в диапазоне от 50° до 752°F. к меди. Если вы свариваете медь, а не медный сплав, вам необходимо выбрать подходящий предварительный подогрев для вашего применения. Вы должны обратить особое внимание на сварку меди, толщину ее основного металла, процесс сварки и даже общую массу сварного изделия.
В дополнение к вышеперечисленному, еще одна важная вещь, которую нужно сделать, это максимально ограничить тепло в определенной области; это поможет вам убедиться, что не слишком большая часть материала находится в диапазоне температур, который приводит к потере пластичности. Кроме того, вы должны поддерживать температуру предварительного нагрева, пока соединение не будет сварено. После начала сварки тепло разогретой меди начинает рассеиваться, что снижает риск образования трещин.
После начала сварки тепло разогретой меди начинает рассеиваться, что снижает риск образования трещин.
Рассмотрение совместной конструкции
Другим важным шагом в эффективной сварке меди является рассмотрение конструкции соединения. Что это влечет за собой? Во-первых, нужно учитывать расстояние между стыками. В идеале вы должны контролировать это расстояние в пределах определенных допусков, основанных на основном металле и используемом припое. Однако оптимальный зазор для швов составляет от 0,04 до 0,20 мм.
Другим важным моментом здесь является совместное перекрытие. Идеальный шов внахлест будет как минимум в три раза толще, чем самая тонкая часть, которую вам нужно соединить. Вы должны стараться использовать как можно меньше материала, так как это поможет вам достичь желаемой прочности.
Отрегулируйте пламя
Если вы хотите получить эффективную медную сварку, вы должны соответствующим образом отрегулировать пламя. Здесь лучше всего использовать нейтральное пламя. Что означает нейтральное пламя? Нейтральное пламя — это пламя, отрегулированное таким образом, чтобы одинаковые количества ацетилена и кислорода смешивались с одинаковой скоростью. Еще одна важная вещь, которую нужно сделать здесь, — это четкое определение белого внутреннего конуса и отсутствие дымки.
Что означает нейтральное пламя? Нейтральное пламя — это пламя, отрегулированное таким образом, чтобы одинаковые количества ацетилена и кислорода смешивались с одинаковой скоростью. Еще одна важная вещь, которую нужно сделать здесь, — это четкое определение белого внутреннего конуса и отсутствие дымки.
Удаление флюса
Если флюс был использован, его остатки необходимо удалить одним из следующих способов:
- Чистка проволокой и пропаривание
- Чистка проволочной щеткой и ополаскивание горячей водой
- Разведение в горячем растворе едкого натра
Если полностью не удалить флюс, то это может привести к ослаблению и даже выходу из строя соединения.
Выбор присадочного материала
Выбор правильного присадочного материала является одним из наиболее важных этапов эффективной сварки меди. Выбор правильного присадочного материала помогает при сварке медной детали, которая прочнее основного металла. Лучший или наиболее подходящий присадочный материал для сварки меди будет зависеть от устойчивости металла к коррозии, требуемой прочности соединения, рабочей температуры и связанных с этим затрат.
Для достижения наилучших результатов следует выбирать присадочный металл с содержанием кремния (Si) или марганца (Mn), действующих в качестве раскислителя. Это не зависит от того, используете ли вы метод GMAW, GTAW или MMAW для сварки меди.
Что касается присадочных материалов для сварки меди, наиболее рекомендуемыми и часто используемыми материалами являются ErCu и ErCuSi-A. Первый способствует текучести, так как содержит как Si, так и Mn с оловом (Sn). С другой стороны, вам следует использовать присадочный материал ErCuSi-A, если вы хотите сваривать P-окисленную медь; это также хороший вариант для сварки твердой меди, содержащей как Si, так и MN в качестве раскислителей.
Выберите подходящий защитный газ
Еще одним важным шагом в эффективной сварке меди является выбор подходящего защитного газа для сварки. Какие у вас есть варианты? Как правило, наиболее подходящими защитными газами для сварки меди являются гелий, аргон или их смесь.
Какой защитный газ лучше всего подходит для вас, зависит от толщины детали, над которой вы работаете. При этом защитный газ, который сегодня все чаще используется для сварки меди, на 100% состоит из гелия. Итак, вы хотите выбрать этот вариант, а не другие.
При этом защитный газ, который сегодня все чаще используется для сварки меди, на 100% состоит из гелия. Итак, вы хотите выбрать этот вариант, а не другие.
Выберите метод сварки
Мы уже рассмотрели три основных метода сварки меди. Основываясь на информации, предоставленной выше, вам необходимо выбрать метод сварки, который лучше всего подходит для выполнения сварочных работ. Другими словами, вам необходимо выбрать метод сварки, наиболее подходящий для вашего присадочного материала и области применения.
Обеспечение надлежащего использования тепла и газа при сварке
Если вы используете метод GTAW для сварки меди толщиной менее 2 мм, то в качестве защитного газа следует использовать аргон; вы должны использовать этот защитный газ с силой тока 160 ампер. Однако следует увеличивать уровень тока с увеличением толщины металла. Кроме того, предпочтительный защитный газ и температура предварительного нагрева зависят от метода сварки.
Например, если вы используете метод GTAW для сварки меди толщиной 0,196 дюйма, вам необходимо поддерживать температуру предварительного нагрева 50°C при использовании смеси гелия и аргона с током до 300 ампер. .
.
С другой стороны, вам необходимо поддерживать температуру предварительного нагрева от 10 до 100°C при использовании аргона в качестве защитного газа с током 240 ампер, если вы используете дуговую сварку металлическим электродом (GMAW) для сварки меди.
Если вам нужны лучшие результаты и более быстрая сварка, мы рекомендуем вам использовать 100% гелий. Этот защитный газ обеспечивает более высокий уровень нагрева и лучшее качество сварки, чем любой другой газ, независимо от того, используете ли вы метод GMAW, GTAW или MMAW.
Используйте правильное положение
Одиннадцатый и последний шаг в эффективной сварке меди — использование правильного положения для сварки. Когда дело доходит до сварки меди, наилучшее положение — горизонтальный шов или вниз. Это облегчает сварку меди, поскольку для выполнения работы требуется меньше навыков.
Заключительное слово
Как показано выше, существует несколько различных методов и процедур сварки меди. Вы должны хорошо понимать каждый метод и процедуру, чтобы получить эффективный медный сварной шов, который является конечной целью.
Сварка меди | Советы | Forster America
Медь — это мягкий цветной металл, который можно легко сгибать, резать, формовать и соединять с помощью нескольких сварочных процессов. Хотя он часто используется для изготовления декоративных бытовых и архитектурных предметов, он является отличным проводником электричества и тепла, поэтому широко используется в электротехнической промышленности, а медные трубы, клапаны и другие фитинги обычно используются для сантехники.
Поскольку медь пластична и очень пластична, она также используется в качестве основного элемента в сотнях различных сплавов, включая латунь, бронзу и никель-медь. Наиболее распространенными легирующими элементами, используемыми для медных сплавов, являются алюминий, никель, цинк, олово и кремний.
Поскольку чистая медь слишком пластична, чтобы ее можно было успешно обрабатывать, в различные сплавы добавляют небольшие количества других элементов для улучшения обрабатываемости, а также для раскисления металла, придания ему большей коррозионной стойкости, улучшения его механических свойств и улучшения его реакция на термическую обработку.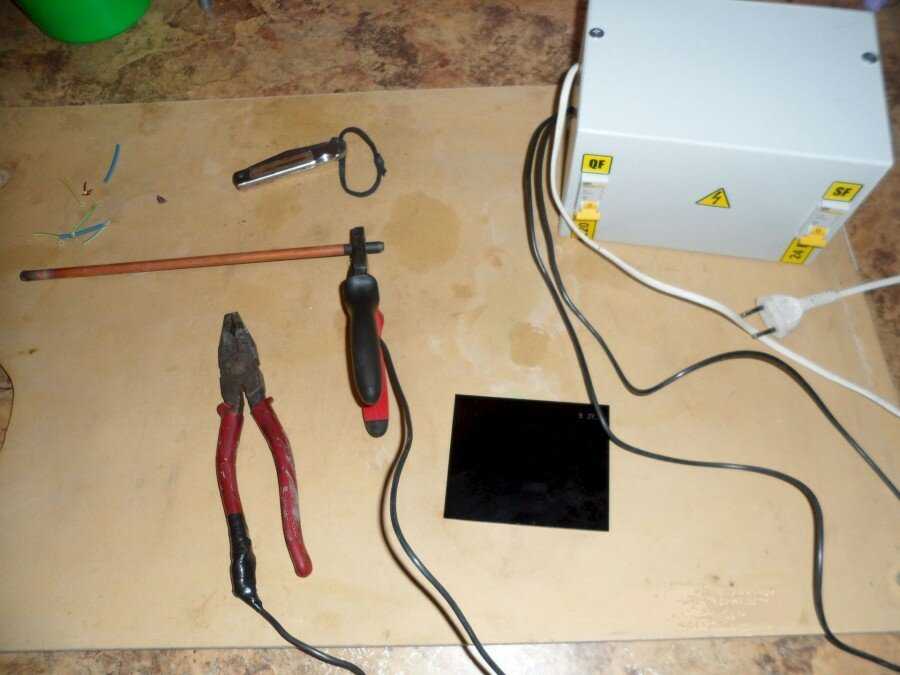 Всего в продаже имеется более 300 медных сплавов.
Всего в продаже имеется более 300 медных сплавов.
Медь и большинство медных сплавов можно успешно соединять с помощью сварки, пайки или пайки. Точный выбранный процесс во многом зависит от того, свариваете ли вы чистую медь или сплав. Если вы свариваете сплав, элементы сплава будут определять, какой процесс используется, а также все другие факторы, которые учитываются при сварке, включая используемый присадочный материал.
Конечно, для различных процессов сварки и связанных с ними процессов требуются разные инструменты и методы, и важно изучить навыки, необходимые для того, какой процесс вам нужно использовать.
Пайка , которая является одним из первых методов, используемых для соединения металлов, включает нагрев присадочного металла (в виде присадочной проволоки), чтобы он расплавился и заполнил стыки. Мягкая пайка — это самый простой процесс, который обычно используется дома и вокруг него для ремонта небольших металлических предметов. Это также метод, используемый сантехниками для соединения и ремонта медных труб и медных фитингов.
Для мягкой пайки можно использовать недорогой паяльник или паяльную лампу с подходящим флюсом. Твердая пайка включает в себя нагрев присадочных материалов до гораздо более высокой температуры, поэтому соединение будет намного прочнее, чем другие паяные соединения. Присадочный материал бывает разным и обычно содержит серебро, поэтому этот метод часто называют серебряной пайкой. Однако настоящая пайка выполняется при еще более высокой температуре.
Пайка по сути представляет собой метод, аналогичный пайке, и в нем используется тот же тип присадочного материала (проволока или прут для пайки), что и для пайки. Соединения должны быть очень плотными, чтобы капиллярное действие могло втягивать присадочный металл между соединяемыми кусками меди. Несмотря на то, что используемые температуры должны быть значительно выше, чем те, которые требуются для пайки, основной металл не должен нагреваться до точки плавления.
Широко используемый для сантехнических работ, пайка также может использоваться для соединения различных типов металла, а также металлических заготовок различной толщины.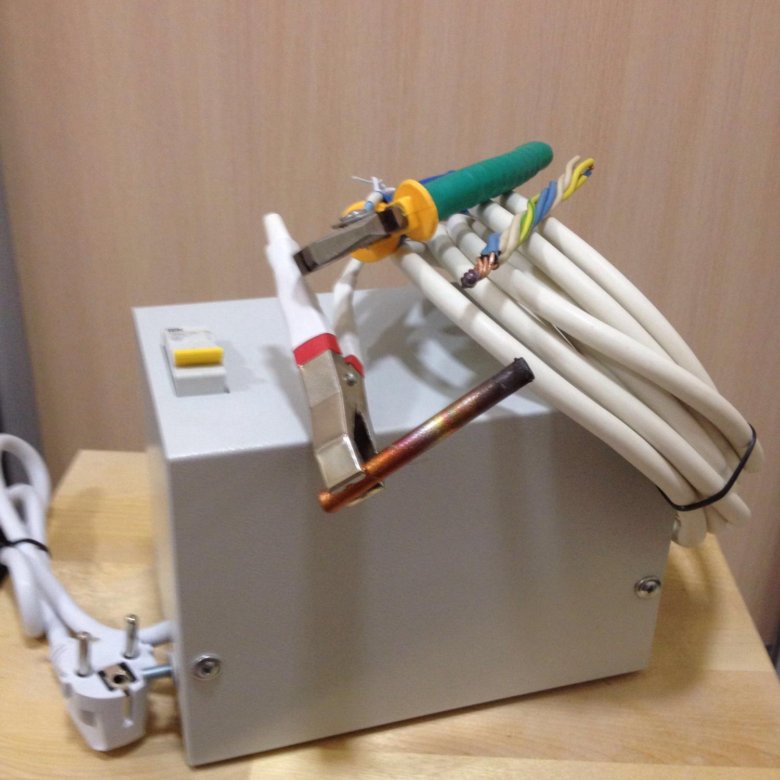
Сварка , или, точнее, дуговая сварка, включает ряд различных более специфических методов. Как правило, предпочтительны сварочные процессы, в которых используются защитные газы, хотя дуговая сварка в среде защитного металла (SMAW), которую также обычно называют ручной дуговой сваркой металлическим электродом (MMA), может использоваться для некритичных применений. Это полезный метод для медных сплавов различной толщины, тем более что покрытые электроды для сварки медных сплавов с использованием SMAW доступны в широком диапазоне стандартных размеров.
Защитными газами, обычно используемыми для сварки меди и медных сплавов, являются аргон и гелий или их смеси – для дуговой сварки металлическим электродом (GMAW), дуговой сварки вольфрамовым электродом (GTAW) или плазменной дуговой сварки (PAW), которые особенно популярен для сварки медных сплавов.
Как правило, аргон предпочтительнее, если медь или медный сплав свариваются вручную и имеют относительно низкую теплопроводность или толщину менее 3,3 мм (0,13 дюйма). Гелий или смесь гелия (75 процентов) с аргоном предпочтительнее для машинной сварки тонких профилей или ручной сварки более толстых профилей. Эта смесь также рекомендуется для более толстого металла или меди, обладающей высокой теплопроводностью.
Гелий или смесь гелия (75 процентов) с аргоном предпочтительнее для машинной сварки тонких профилей или ручной сварки более толстых профилей. Эта смесь также рекомендуется для более толстого металла или меди, обладающей высокой теплопроводностью.
Другие полезные советы по дуговой сварке меди включают:
• По возможности используйте горизонтальное положение для дуговой сварки меди.
• GTAW и SMAW можно использовать для сварки в других положениях, в том числе над головой.
• При сварке в вертикальном и потолочном положениях с использованием импульсной мощности и электродов малого диаметра можно использовать GMAW с некоторыми медными сплавами.
• Термическое расширение меди и ее сплавов, а также ее более высокая теплопроводность приводят к большим деформациям сварного шва, чем при сварке низкоуглеродистой стали.
• Чтобы свести к минимуму деформацию и деформацию, сварщики должны сосредоточиться на правильном процессе предварительного нагрева и прихваточных швов, а также на соблюдении правильной последовательности сварки.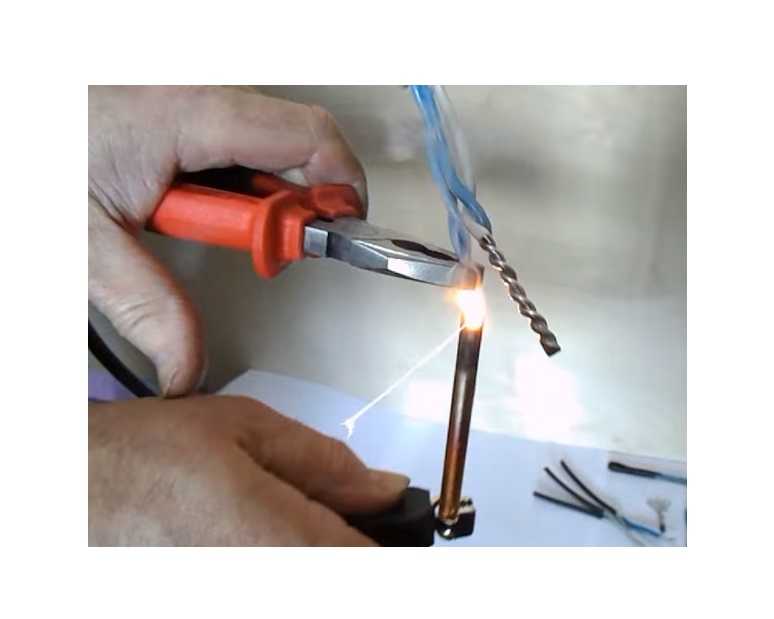
Свойства меди и ее сплавов, которые следует учитывать при сварке
Какой бы процесс сварки ни использовался для соединения меди и ее сплавов, важно обратить внимание на свойства, которые отличают сварку меди от сварки углеродистых сталей. . Например, медь и медные сплавы в расплавленном состоянии очень текучие и имеют:
• Высокая теплопроводность
• Высокая электропроводность
• Высокий коэффициент теплового расширения, примерно на 50 % выше, чем у углеродистой стали
• Относительно низкая температура плавления
• Горячая короткая коррозия, приводящая к тому, что некоторые сплавы становятся хрупкими при высоких температурах
• Прочность, в значительной степени обусловленная холодной обработкой
Температура плавления меди и ее сплавов сильно варьируется, но она как минимум на 1000 °F или 538 °C ниже, чем температура плавления углеродистой стали. Кроме того, медь не проявляет такого же теплового цвета, как при сварке стали, и когда она плавится, ее текучесть намного выше.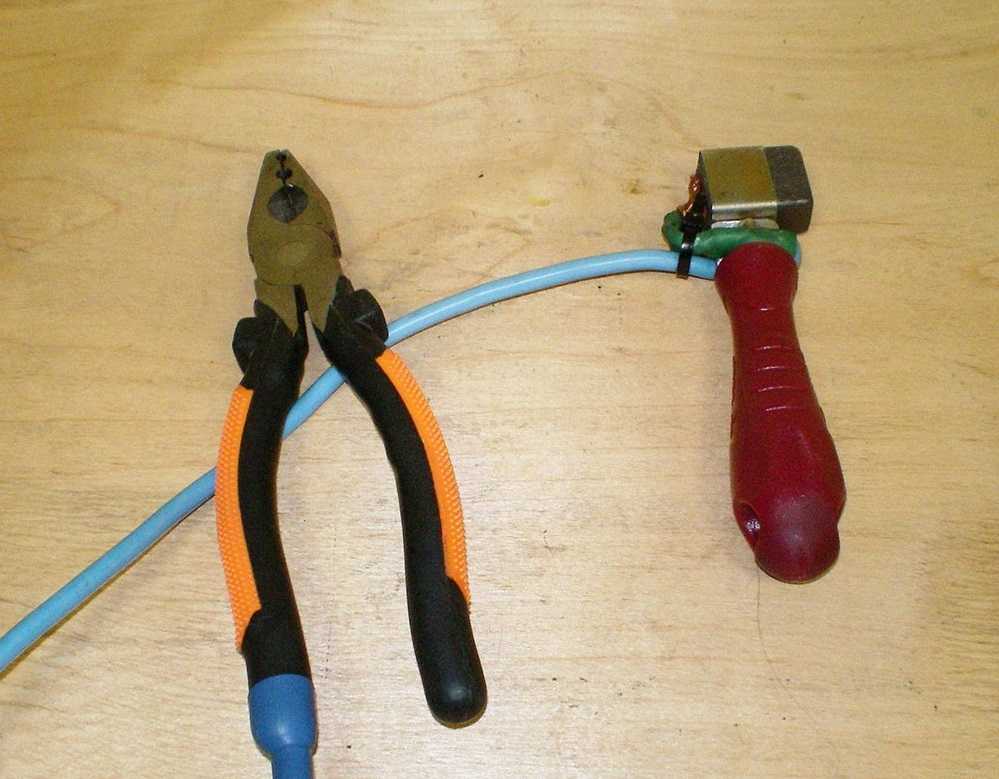
Ассоциация развития меди (CDA) Inc., которая разработала систему обозначения сплавов, широко используемую в Северной Америке, располагает огромным объемом информации о сварке меди и медных сплавов для всех, кто хочет узнать больше.
Обшивка межкомнатной двери, бесшовный молдинг короны и многое другое
(Фото предоставлено Miller Welds)
Можно ли сваривать медь? Абсолютно. Хитрость заключается в выборе идеального метода соединения для вашего приложения.
Ниже приведены различные процессы и области применения для сварки меди, многие из которых связаны с использованием меди в дизайне интерьера, а также то, какую пользу они могут принести вашему дизайну интерьера.
Сварка меди: возможности
Процесс сварки меди дает несколько возможностей и идей в дизайне экстерьера и интерьера:
- Как сделать отделку бесшовной
- Идеи дизайна корпуса межкомнатной двери
- Сварка ВИГ медь
- Серебряный припой
- Припой для соединения меди с разнородными металлами
Сварка кремниевой бронзы — Бесшовные молдинги
Кремниевая бронза представляет собой гибридный метод сварки/пайки MIG. Вы можете использовать сварочный аппарат MIG и пистолет, чтобы сварить материалы вместе. Использование оборудования MIG и сварочной проволоки из кремниевой бронзы делает процесс соединения меди более простым и воспроизводимым процессом качества .
Вы можете использовать сварочный аппарат MIG и пистолет, чтобы сварить материалы вместе. Использование оборудования MIG и сварочной проволоки из кремниевой бронзы делает процесс соединения меди более простым и воспроизводимым процессом качества .
Требования к нагреву проволоки из кремниевой бронзы недостаточны для плавления основного металла из меди. Это позволяет вам соединяет более тонкие материалы с небольшим риском плавления или деформации . У вас останется желтоватый наполнитель, который можно отполировать и который будет иметь цвет, аналогичный медному основному материалу.
Как применить эту технику при изготовлении красных металлов? Установка бесшовных плинтусов, плинтусов и т.д.
Подумайте об угловом плинтусе из меди. Когда это угловое соединение должно произойти, мы можем использовать силиконовую бронзу, чтобы сделать это чистым, гладким соединением между двумя скошенными деталями на заводе . Предварительно скошенный молдинг упрощает работу в полевых условиях, ограничивая разрезы только прямыми.
Детали обрамления межкомнатной двери
Аналогичным образом вы можете улучшить дизайн обшивки двери.
Видите, как будет крепиться деталь? По сути, вы делаете рамку для картины из медного кожуха и обшиваете металлическую дверную раму заподлицо. Опять же, Dahlstrom будет использовать технику сварки кремниевой бронзы для этого конкретного материала дверной коробки.
Сварка ВИГ-сварки меди
Это зависит от вашего плана (или плана вашего производителя). Сварка TIG — это вариант, если вы склонны к риску.
Из-за высокой проводимости основной материал (медь) действует как теплоотвод, поэтому сварные швы должны быть горячими и быстрыми . Тепло, связанное с этим процессом сварки, заставит эту тонкую основу деформироваться и изменить форму.
Если вы свариваете тонкий материал, которому необходимо сохранять свою форму, сварка TIG может вам не подойти.
Серебряная пайка
(Фото любезно предоставлено etherealgirls через Instructables)
Этот метод популярен среди ювелиров и других специалистов, которые соединяют драгоценные и полудрагоценные металлы.
Серебряный припой немного поглощается окружающим его металлом и создает соединение, которое на самом деле прочнее, чем раньше. Однако соединяемый металл должен быть идеально заподлицо, так как серебряный припой не сможет должным образом заполнить зазоры.
Серебряная пайка требует наименьшего количества тепла и не деформирует и не обесцвечивает основной металл, как это происходит при сварке или пайке. Однако материал припоя оставляет серебристый цвет на швах . Вы можете «протравить» эти швы, пытаясь затемнить цвет, но в конечном итоге вы не добьетесь такого близкого соответствия цвета, как пайка или сварка.
Медная пайка
(фото предоставлено Interweave)
Пайка похожа на сварку, но не то же самое. Если вам нужен прочный, постоянный шов, сварка и пайка — два лучших варианта.
Пайка популярна в ювелирном деле, потому что она не плавит основной металл, и есть новые материалы для присадочной проволоки, соответствующие металлам и их цветам. Эти провода требуют более сильного нагрева, чем низкотемпературный серебряный припой, но обеспечивают лучшее совпадение цвета с основным металлом .
В большинстве случаев пайка выполняется при температуре от 350 до 600 градусов по Фаренгейту. Пайка меди выполняется при температуре от 1100 до 1500 градусов по Фаренгейту.0003
Конечное использование предмета, который вы хотите сварить, сильно влияет на выбор метода соединения. Экспериментируя с методами пайки и пайки, отточенными ювелирами, можно добиться красивого внешнего вида и бесшовных соединений для проектов по установке высококачественного металлического литья и мебельных акцентов.
При резке металла концы могут быть острыми. Это отпугивает установщиков. Найдите умелого производителя, который предварительно подрежет и сварит вашу декоративную металлическую отделку. Сглаживая эти углы на заводе, вы избежите опасной острой кромки на стыке двух точек. Помните также, что дополнительные сборные молдинги Dahlstrom Architectural Mouldings 9В соединениях под углом 0 градусов можно использовать любой из наших металлических профилей не только из меди, но и из латуни и бронзы.
Как всегда с металлическими элементами дизайна, давайте проявим творческий подход и поработаем с готовыми к установке акцентами! Чтобы лично убедиться, как это работает, получите бесплатный образец ниже:
(Эта статья была первоначально опубликована в августе 2018 г. и недавно была обновлена.)
Сварочная проволока, с медным покрытием, нержавеющая сталь , Используется в сварных конструкциях
При автоматической или полуавтоматической сварке основным расходным материалом является сварочная проволока . С его помощью можно получить качественный сварной шов.
Особенности: высокая износостойкость, долговечность, простота использования. Использование этого способствует формированию плоского шва проволоки и надежному креплению.
Применение:
Проволока сварочная применяется при дуговой механизированной сварке углеродистых сталей. Чаще всего его применяют в судостроении и машиностроении, а также при изготовлении строительных конструкций. Сварочная проволока оптом для промышленных или строительных целей. Он незаменим при изготовлении сварных труб и длинных трубопроводов.
Выпускаются следующие виды сварочной проволоки: сплошная, наплавочная сварочная проволока, омедненная. Используется в основном для сварки или сварки, для производства электродов.
WW-01: Медная сварочная проволока в бухтах
WW-02: Нержавеющая сталь в бухтах
WW-03: Алюминиевая сварочная проволока в пластиковой упаковке
Катушка со стальной сварочной проволокой
WW-05: Проволока для сварки из нержавеющей стали со стальной корзиной упаковка
WW-06: барабаны для сварочной проволоки с деревянным поддоном в упаковке
Как выбрать сварочную проволоку?
Проволока сварочная алюминиевая для сварки конструкций из алюминия и его сплавов. Проволока из нержавеющей стали обладает антикоррозионными свойствами и обеспечивает высокое качество сварного шва. Выбор типа сварочной проволоки зависит от металла, которым приваривается поверхность, а также условий эксплуатации. рекомендуем покупать сварочную проволоку диаметром 1,2-1,6 мм.
Если вы планируете купить сварочную проволоку, то имейте в виду, что среди основных требований при покупке сварочной проволоки — химический состав сварочной проволоки должен соответствовать составу металла, из которого изготавливаются детали для сварки. Плавление сварочной проволоки должно быть равномерным, что дает отличные результаты при формировании сварного шва, сама проволока не должна окисляться. Сварочная проволока должна плавиться при температуре, почти равной температуре плавления металла, из которого изготовлены свариваемые детали.
Сварочная проволока с медным покрытием
Сварочная проволока с медным покрытием, в основном используется как для автоматической, так и для полуавтоматической дуговой сварки. Для сварки низкоуглеродистых и низколегированных сталей в средах, образованных защитным газом, наиболее распространена сварочная проволока с медным покрытием.
Чаще всего используется для сварки металлоконструкций, корпусов кораблей и стальных стенок сосудов, находящихся под давлением в процессе эксплуатации. Сварочная проволока с медным покрытием, используемая в различных конструкциях, является прекрасным сырьем для создания надежных сварных конструкций.
Диаметры сварочной проволоки с медным покрытием: 0,8 / 1,0 / 1,2 / 1,6 мм.
Особенности: С омедненной проволокой для электродуговой сварки достигается стабильное и низкое разбрызгивание металла. Сварочная проволока с медным покрытием обеспечивает выполнение сварных соединений высокого качества. Вы также получаете возможность работать при минусовых температурах без риска потери качества.
Упаковка: Катушка запечатана в полиэтиленовый пакет, коробка — картонная.
Нержавеющая сварочная проволока
Основным преимуществом сварочной проволоки из нержавеющей стали является ее устойчивость к коррозии. Диаметр составляет от 0,13 до 6,0 мм. Проволока сварочная нержавеющая из Китая может применяться при повышенных температурах, повышенной влажности, агрессивной среде. Сварка проволокой из нержавеющей стали применяется в медицине и химии . Также возможно применение сварочной проволоки из нержавеющей стали в пищевой промышленности, металлургии, нефтяных компаниях, машиностроении, пищевой, энергетической, химической промышленности и т. д.
При сварке нержавеющей стали проволокой процесс сварки происходит следующим образом:
- подается инертный газ аргон, который при сварке вытесняет окружающий воздух.
- Титановый электрод дуговой дуговой лампы, который нагревает основной металл и присадочную проволоку из нержавеющей стали.
- После охлаждения создается сварной шов, соединяющий два разных изделия в единую конструкцию.
Таким образом, выполняются работы по очистке сварного шва и чистовой шлифовке. Если все работы выполнены правильно, то получится единое изделие без швов. Так выглядит сварной корпус из нержавеющей стали. Когда смотришь на них, кажется, что все сделано из единой трубы, которая выгибается над лестницей, повторяя контур лестницы и площадки.
Примечание: При сварке нержавеющей стали нержавеющей проволокой важно не допускать движения воздуха (ветра), поэтому при обдуве ветром из зоны аргоновой сварки и ухудшении качества сварного шва может образоваться корка или просто припой не заполнит пространство и останутся дырки.
Запрос на наш продукт
Shandong Xingying Environmental Energy Technology Co. LTD
Электронная почта: [email protected]
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Полное имя *
Адрес электронной почты *
Код страны * + номер телефона *
Ваш сайт
Сообщение *
Сварка меди и ее сплавов.
Часть 1Ремонт медного котла от «Летучего шотландца»
Из всех металлов медь является самым древним, она впервые использовалась для изготовления инструментов и оружия примерно с 3500 лет до нашей эры. Таким образом, сварщики и металлурги могут претендовать на очень длинную родословную! Чистая медь мягкая, пластичная и легко обрабатывается, но упрочняется только холодной обработкой. Он не претерпевает фазовых переходов, поэтому его нельзя упрочнить термической обработкой, как сталь. Это также относится ко многим медным сплавам, так что любое воздействие тепла размягчит холоднодеформированный сплав, что приведет к значительной потере прочности в зонах термического влияния.
Двумя дополнительными характеристиками меди и некоторых ее сплавов являются
- высокая теплопроводность, означающая, что для многих соединений требуется предварительный подогрев даже при весьма скромных толщинах, и
- высокий коэффициент теплового расширения, а это означает, что деформация может быть проблемой при быстром закрытии корневых зазоров во время сварки.
Легирование рядом металлов может использоваться для улучшения механических свойств и/или коррозионной стойкости. Эти сплавы можно удобно разделить на девять отдельных групп, перечисленных ниже. В дополнение к перечисленным существует несколько марок легкообрабатываемых сплавов, содержащих свинец (Pb) или селен (Se). Эти свободные сплавы для механической обработки являются горячекороткими и очень чувствительными к горячему растрескиванию. Сварщику лучше избегать их, хотя их можно успешно соединить пайкой или пайкой.
- Чистая медь с содержанием остаточных элементов менее 0,7 %
- Сплавы с высоким содержанием меди с содержанием легирующих элементов менее 5%
- Медные сплавы с содержанием цинка (Zn) до 40% (латуни)
- Медные сплавы с содержанием олова (Sn) менее 10% (бронзы)
- Медные сплавы с содержанием алюминия (Al) менее 10 % (алюминиевые бронзы часто сокращают до сплавов бронзы)
- Медные сплавы с содержанием кремния (Si) менее 3% (кремниевая бронза)
- Медные сплавы с содержанием никеля (Ni) менее 30% (медно-никелевые сплавы)
- Медные сплавы с содержанием Zn менее 40% и Ni менее 18% (нейзильбер)
- Медные сплавы с содержанием Sn менее 10 % и Zn менее 4 % (красная латунь или бронза)
- Специальные сплавы, содержащие
- 0,1-1,5% кадмия (Cd)
- менее 2,7 % бериллия (Be)
- 0,6-1,2% хрома (Cr)
- 0,1-0,2% циркония (Zr).
Эта группа специальных сплавов способна подвергаться дисперсионному твердению.
Медные сплавы можно сваривать с помощью большинства обычных сварочных процессов, хотя из процессов дуговой сварки наиболее распространены методы дуговой сварки в среде защитного газа.
Существует три отдельных сорта чистой меди: бескислородная медь с содержанием кислорода менее 0,02%; медный твердый пек, содержащий <0,1% кислорода, представленный в виде оксида меди, и фосфорсодержащая (P) раскисленная медь с содержанием от 0,05% P до 0,05% мышьяка (As). Бескислородная медь имеет самую высокую электропроводность, P-раскисленная медь является сплавом, наиболее часто используемым для сосудов высокого давления и теплообменников. Бескислородная медь лучше всего поддается сварке, хотя пористость может быть проблемой, если используются нераскисленные присадочные металлы.
Оксиды меди в вязкой пековой меди могут привести к охрупчиванию зон термического влияния из-за образования оксидных пленок на границах зерен. Пористость металла сварного шва, даже при использовании полностью раскисленных присадочных металлов, также является серьезной проблемой, вызванной диссоциацией оксида меди, особенно в присутствии водорода (H).
Раскисленная фосфором медь представляет меньшую проблему пористости, хотя пористость металла сварного шва все же может образовываться, особенно в автогенных сварных швах. Поэтому важно, чтобы присадочные металлы содержали сильные раскислители, наиболее распространенными из которых являются кремний (Si) и марганец (Mn). Контроль водорода также необходим, поэтому при ручной дуговой сварке металлическим электродом необходимы правильно обожженные электроды с низким содержанием водорода. При сварке TIG или MIG требуются чистые, обезжиренные проволока и стержни и защитный газ высокой чистоты.
Двумя присадочными металлами, наиболее часто выбираемыми для сварки сплавов чистой меди, являются AWS A5.7 ERCu, C7 устаревшего стандарта BS 2901, часть 3, и ERCuSi-A, старый C9 стандарта BS 2901. ERCu обычно содержит 0,4% Si и Mn с 0,8% Sn для повышения текучести; ERCuSi-A содержит 1% Mn и 3% Si и является предпочтительным присадочным металлом для вязкой смолы и P-раскисленной меди. Часть 3 стандарта BS 2901 заменена стандартом BS EN ISO 24373:2009 «Сварочные материалы». Сплошные проволоки и прутки для сварки плавлением меди и медных сплавов .
Защитными газами для сварки являются аргон, гелий и азот или смеси двух или более из них. Чистый аргон можно использовать для сварки TIG толщиной до 2 мм и для сварки MIG толщиной примерно до 5 мм. Свыше этих толщин смесь аргона и гелия даст лучшие результаты с большим подводом тепла и меньшим риском отсутствия дефектов сплавления.
В прошлом использовались азотные и аргонно-азотные газовые смеси, при этом были получены некоторые преимущества с точки зрения повышенного тепловложения от высоковольтной азотной дуги, но такие газы коммерчески недоступны, а аргон-гелиевые или гелиевые защитные газы в настоящее время являются защитными газами. предпочтительный выбор. Высокая теплопроводность меди означает, что при увеличении толщины требуются не только защитные газы с высокой подводимой теплотой, но и предварительный нагрев при толщине сечения более 2 мм. Очень приблизительное руководство по рекомендуемым уровням предварительного нагрева и сварочного тока приведено в таблице для сварки TIG и MIG.
| Process | Thickness (mm) | Shielding Gas | Preheat °C | Welding Current (amps) |
|---|---|---|---|---|
| TIG | ||||
| 1,0 | аргон | >10 | 20 — 60 | |
| 1,0–2,0 | аргон | >10 | 50 — 160 | |
| 2,0–5,0 | аргон/75гелий | 50 | 120 — 300 | |
| 6,0 — 10,0 | аргон/75гелий | 100 — 200 | 250 — 375 | |
| 12,5 | аргон/75гелий | 350 | 350 — 420 | |
| 15,0 | аргон/75гелий | 400 — 450 | 400 — 470 | |
| МИГ | ||||
| <5,0 | аргон | 10 — 100 | 175 — 240 | |
| 5,0–7,0 | аргон/75гелий | 100 | 250 — 320 | |
| 10,0 — 12,5 | аргон/75гелий | 200 — 300 | 300 — 400 | |
| >16,0 | аргон/75гелий | 350 — 450 | 350 — 600 |
При сварке толстой меди с предварительным подогревом более 250°C и сварочным током более 350 ампер необходимо учитывать здоровье и безопасность сварщика и персонала, работающего поблизости.
Закрытие свариваемого изделия термоодеялом имеет важное значение, равно как и обеспечение надлежащего экранирования от очень мощной дуги TIG или MIG. Сварщик должен выбрать плотное фильтрующее стекло с затемнением не менее 13 при использовании сварочных токов выше 300 ампер, чтобы снизить нагрузку на глаза.
Типичные разделки под сварку встык:-
- толщина до 1,5 мм — прямоугольная кромка, без зазора
- 1,5–3 мм — квадратный край с зазором 1,5 мм
- От 3 до 12 мм, одинарная V-образная форма, включая угол от 60° до 90°, скошенная кромка и зазор до 1,5 мм
- 12–25 мм одинарная V, включая угол от 60 до 90°, притупление 1,5–3 мм, максимальный зазор 1,5 мм
- Двойной V-образный вырез толщиной более 25 мм, включая углы от 60 до 90°, притупление от 1,5 до 3 мм, максимальный зазор 1,5 мм
Углеродистая, нержавеющая сталь или керамическая плитка или лента могут использоваться в качестве временных подкладочных полос и помогают контролировать форму корневого валика.